Embed Size (px)
Citation preview
T.C. DOKUZ EYLÜL ÜNİVERSİTESİ
MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİLİĞİ BÖLÜMÜ
BİTİRME PROJESİ
BİLGİSAYARA DAYALI MİP (MRP) SİSTEMİNİN VERİTABANI YAPISININ
ANALİZ EDİLMESİ
HAZIRLAYAN SABRİ ERDEM
DANIŞMAN ÖĞRETİM ÜYESİ PROF. DR. SEDAT ŞARMAN
İZMİR 1996

2
ÖNSÖZ Mip yazılımları ülkemizde henüz tam anlamıyla tanınmamakta ve arzu edilen
boyutlarda kullanılmamaktadır. Bunun nedenlerinden birisi, kanımca, Türkiye’de
MİP konusundaki yazılımların fazla olmayışı, yabancı yazılımların ise Türkiye
koşullarına tam olarak adapte olamayışıdır. Bu durum gözönünde
bulundurulduğunda Mip sistemi konusunda bir yazılım geliştirmeyi düşünen
Netsis Yazılım Sanayi ve Tic. Ltd. Şti., yabancı yazılımların yüksek maliyeti,
Türkiye koşullarına adaptasyonu gözönünde bulundurulduğunda, bilgisayara
dayalı malzeme ihtiyaç planlaması konusundaki önemli bir boşluğu
dolduracaktır.
Yukarıda anlatılan durumlar ve Netsis Yaz. San ve Tıc. Ltd.Şti. Genel Müdürü
Sayın Murat Ihlamur’un teşviki ve ilgili konuda tam bir uygulama imkanı
bulabilmem, projemi bu konuda seçmemde ağırlıklı olarak etkili olmuştur.
Bu projenin hazırlanmasında benimle birlikte birlikte birçok değerli insanın
katkıları olmuştur. Burada, projemi yöneten, çalışmalarımda bana yol gösteren
ve destek veren değerli hocam Prof. Dr. SEDAT ŞARMAN’a, Netsis’te bana her
türlü imkanı sağlayan, motive eden ve destek olan sayın MURAT IHLAMUR’a,
projemi büyük bir sabırla satır satır okuyarak değerli eleştirilerini esirgemeyen ve
yazılımına da katkıda bulunan sayın MEDİ VENTURA’ya, bana destek olan,
yardımlarını esirgemeyen tüm Netsis çalışanlarına, bu proje ve bu projenin
hazırlanmasına kadar geçen zamanda her zaman yanımda olan aileme ve adını
burada sayamadığım, projemde emeği geçen herkese sonsuz teşekkürlerimi
sunarım.
Bu projenin benden sonraki arkadaşlarıma ve bu konuda ilgili herkese yardımcı
olabilmesi mutluluk kaynağım olacaktır.
İZMİR, 08/06/1996
SABRİ ERDEM

3
İÇİNDEKİLER
1. GİRİŞ............................................................................................................................................5
2. MİP ...............................................................................................................................................7
2.1 BAĞIMLI TALEP VE BAĞIMSIZ TALEP KAVRAMLARI.............................................................9
2.2 MİP, KAPALI ÇEVRİM MRP VE MRP2 ......................................................................................9
2.3 MİP’İN TEMEL ÖN KOŞULLARI...............................................................................................11
2.4 MİP’İN VARSAYIMLARI ...........................................................................................................11
2.5 MİP’İN ÜRETİM SİSTEMİ İÇİNDEKİ YERİ ...............................................................................13
2.6 MİP’İN AMAÇLARI ...................................................................................................................14
2.7 MİP SİSTEMİNDE GİRDİLER VE ÇIKTILAR............................................................................14
2.7.1 MİP SİSTEMİNDE GİRDİLER ..........................................................................................14
2.7.2 MİP SİSTEMİNİN ÇIKTILARI 14
2.8 MİP’İN YARARLARI .................................................................................................................16
3. MİP SİSTEMİ VE BU SİSTEMİN BİLEŞENLERİ ......................................................................18
3.1 ANA ÜRETİM PLANI (MASTER PRODUCTION PLANNING) .................................................18
3.2 ÜRETİM ÇİZELGELEME (PRODUCTION SCHEDULING) .....................................................19
3.3 ENVANTER YÖNETİMİ (INVENTORY MANAGEMENT) ........................................................19
3.4 ENVANTER KONTROLÜ (INVENTORY CONTROL) ..............................................................20
3.4.1 Brüt İhtiyaç B(t) .................................................................................................................21
3.4.2 Eldeki Mevcut Stok Miktarı E(t).........................................................................................21
3.4.3 Ayrılmış Stok A(t) ..............................................................................................................22
3.4.4 Güven Stok G(t) ................................................................................................................22
3.4.5 Planlı Girişler P(t)..............................................................................................................22
3.5 ÜRÜN AĞACI YAPISI (BILL OF MATERIAL STRUCTURE) ....................................................24
3.6 SİPARİŞ BİLGİLERİ ................................................................................................................26
3.6.1 Sipariş Miktarı Tespit Etme Yöntemleri ............................................................................27
3.6.1.1 Ekonomik Sipariş Miktarı Metodu (Economic Order Quantity)..................................27
3.6.1.2 Kesikli Sipariş Miktarı Metodu (The Lot For Lot Method)..........................................28
3.6.1.3 Sabit Sipariş Miktarı Metodu (Fixed Order Quantity Method) ...................................28
3.6.1.4 Sabit Sipariş Dönemi Metodu (Fixed Order Period Method).....................................30
4. MİP’TE YENİDEN PLANLAMA YAKLAŞIMLARI (REPLANNING APROACHES IN MRP) ...31
4.1 YENİDEN PLANLAMA SIKLIĞININ SAPTANMASI..................................................................31
5. BİLGİSAYARA DAYALI PLANLAMA SİSTEMİ .......................................................................35

4
5.1 BİLGİSAYARA DAYALI PLANLAMA........................................................................................35
5.2 MİP YAZILIMLARININ UYGULANMASINDA ÖNERİLER........................................................37
5.3 BİLGİSAYARA DAYALI MİP’TE VERİLERİN İŞLENMESİ ......................................................38
5.4 BİLGİSAYARA DAYALI PLANLAMA SİSTEMİNDE YEDEK PARÇALARIN DURUMU2..........44
6. MİP’İN UYGULAMASINDA KARŞILAŞILAN ZORLUKLAR ...................................................46
7. UYGULAMA BÖLÜMÜ..............................................................................................................49
7.1 STOK KARTI ANALİZİ: .............................................................................................................49
7.2 SİPARİŞ BÜYÜKLÜĞÜ ANALİZİ..............................................................................................64
7.3 MİP ALGORİTMASI ANALİZİ ...................................................................................................66
7.4 ÖZELLİKLER (FEATURES) ANALİZİ:......................................................................................68
7.5 OPSİYON (OPTION) ANALİZİ..................................................................................................72
7.6 ANALİZLER SONUCU ORTAYA ÇIKARILAN MİP SİSTEMİNİN MODÜLER YAPISI, BİLGİ
AKIŞI VE KODLAMA BAĞLANTILARI ...........................................................................................76

5
1. GİRİŞ
Kaynakların makro düzeyde verimli bir şekilde kullanılması, ancak ülke içindeki
her türlü birimin kendi kaynaklarını en verimli şekilde kullanmasıyla mümkün
olacaktır. Özellikle sürekli bir yüksek enflasyonun yaşanması, artan maliyetler,
değişen faiz oranları, Türkiye’nin Gümrük Birliği’ne de girmiş olması, mevcut
kaynakların planlı ve kontrollu kullanımını ve daha sistemli, daha bilinçli bir
üretimi zorunlu kılmaktadır. Hızla değişen çevresel etmenler, yöneticileri
planlama konusunda daha özenli davranmaya zorlamaktadır.
Ülkemizde, sanayide planlama ve kontrol çalışmaları, sanayimizin mazisinin de
çok eskilere dayanmamasından dolayı 1950-1960’lı yıllara rastlamaktadır.
Planlama ve kontrol çalışmalarının bilgisayar destekli olması, belli standartlara
ve tespit edilen işletme politikalarına uyularak planlama ve kontrolun daha hızlı,
daha sistemli ve daha etkin olmasını sağlamaktadır. Ülkemizde bilgisayar
destekli planlama ve kontrol çalışmaları 1975’ lerden sonraya rastlamaktadır.
Bugün büyük, orta ölçekli işletmelerin tamamına yakınında, küçük ölçekli
işletmelerin ise çoğunluğunda bilgisayarlar işletme faaliyetlerinin hemen hemen
tümünde kullanılmaktadır. 1
Günümüz işletmelerinin hemen hepsinde üretim planlama ve kontrol
çalışmaları, malzeme-stok kontrol ve yönetimi çalışmaları , talep tahminlemeleri,
kapasite planlama çalışmaları -hassasiyeti ve etkinliği işletmeden işletmeye
değişmekle birlikte- yapılmaktadır.
6
MİP
(MALZEME İHTİYAÇ PLANLAMA)

7
2. MİP
İşletmelerdeki envanter planlama yöneticilerinin, üretim planlama bölümünden
aldıkları ve genellikle gün bazında üretilecek ürünleri belirleyen dönemsel
bazdaki bilgiler, ilgili dönemlerdeki üretimin gerçekleştirilebilmesi için hangi
malzeme ve hammaddelerden ne zaman gerektiği, ne kadar gerektiği,
siparişlerin ne zaman verilmesi gerektiği gibi bilgileri sağlaması açısından gerekli
temel planlama verilerini oluşturacaktır. Ancak imalat işletmeleri genel olarak
birden fazla ürün üretimi yoluna giderler. Bu ürünler de kendi içlerinde özellikleri
(features) ve opsiyonları (options) itibarıyla birbirlerinden ayrılırlar. Bunun
sonucunda özellikleri ve opsiyonları itibarıyla esas ürün çeşidinden daha fazla
sayıda ürün ortaya çıkacaktır ki, bu da etkin bir planlama sistemine sahip
olmayan envanter yöneticileri için bu ürünlere ilişkin malzeme ve hammaddelerin
planlamasını çok zor hatta imkansız hale getirecektir. MİP sistemi bu gibi
durumlarda uygulanabilecek en etkin planlama sistemlerinden birisidir.
MİP (Material requirement planning), malzeme ihtiyaç planlamasıdır. Ancak bu,
çok genel bir tanımlama olmaktadır. Daha açıklayıcı bir tanımlama yapılması
istenirse; MİP, bir işletmenin üretimde kullandığı hammadde, malzeme ve yarı
mamulun, ürünlerin müşteriye teslim tarihleri, sipariş ve envanter yönetimi
politikaları ve diğer üretim amaçları da gözönüne alınarak, envanter maliyetlerini
de optimize edecek şekilde dönemler bazında planlanmasıdır.
Ürün sayısının çok ve çeşitli, ürün bileşen sayısının ve üretim kademe sayısının
fazla olduğu durumlarda MİP sistemi, gerekli alt yapısının iyi bir şekilde
hazırlanması koşuluyla oldukça kullanışlı ve hızlı bir sistem olacaktır. Bu alt
yapılardan kastedilen, güncel ürün ağacı bilgileri, envanter durum bilgileri ve
eksiksiz üretim programı bilgileridir.
MİP, işletme düzeyinde etkin bir malzeme planlama ve sipariş sistemini
gerçekleştirerek hem doğru parçanın doğru zamanda teminini hem işletme

8
içindeki diğer planlama bölümlerinin etkin çalışmasını, hem de müşterilerin
taleplerinin zamanında ve eksiksiz olarak karşılanmasını sağlayacaktır.
9
2.1 BAĞIMLI TALEP VE BAĞIMSIZ TALEP KAVRAMLARI1
MİP, envanter yatırımlarını minimize etmek, üretimi ve etkinliği artırmak , alıcıya
yapılan hizmeti geliştirmek amacıyla kullanılan bir yönetim çizelgeleme ve
kontrol tekniğidir. Malzeme ihtiyaç planlaması yaklaşımı bağımlı talep koşulunun
sözkonusu olduğu envanterlerin yönetimi için geçerlidir. Malzeme ihtiyaç
planlamanın ana kuralı şöyledir: Malzeme, parça ve yarı mamüle olan talep, son
ürüne olan talebe bağlıdır.
Bağımlı talep kavramı ilk kez 1965 yılında Orlicky tarafından ortaya atılmıştır.
Son ürün için talep bir kez belirlendiği zaman (tahmin yöntemleri yada müşteri
siparişleri yoluyla), üretim sırasında gereken alt montaj parçaları ve bileşen
parçaları, bağımlı talep öğelerine örnek olarak gösterilebilir. Son ürüne olan
talep ise imalatta kullanılan parça, malzeme, ve yarı mamullere olan talepten
tamamen bağımsızdır.
Bu durumda imalat sanayiinde, özellikle envanter konusunda bağımlı talep
kavramı giderek önem kazanmaktadır.
Bağımsız talep devamlıdır ve rassal değişkenliklerden dolayı farklılıklar gösterir.
Öte yandan bağımlı talep doğrudan bir üst seviyedeki ürünün talebine bağlıdır.
Örneğin yarı hammaddelerin, yarı mamüllerin, malzemelerin ve parçaların talebi
bu gruba girer. Bağımsız talebin tersine bağımlı talep devamlı değildir. Talep,
belirli zamanlarda büyük miktarlardan oluşur. Bu zamanların dışında talep
sıfırdır. Talebin bu özelliği üretimin kafileler halinde yapılmasından kaynaklanır.
Son ürüne olan talep bağımsız ve devamlı olurken ara ürünlerin talebi her
zaman hesaplanabilir.
2.2 MİP, KAPALI ÇEVRİM MRP VE MRP2
Malzeme İhtiyaç Planlaması, imalat sürecinde stok yönetiminin, üretim
planlamasından ayrı olarak düşünülemeyeceğini göz önünde bulunduran bir
sistemdir. Bu sistemde ana üretim planlaması sonucu, planlama döneminde
10
üretilecek ürün tipleri, ürün miktarları ve üretim zamanı belirlenir. Üretimin
gerçekleştirilmesi ancak yeterli miktarda ve uygun zamanda üretim
kaynaklarının bulunmasına bağlıdır. Malzeme İhtiyaç Planlama Sistemi, bu
görevi yerine getiren bilgisayara dayalı üretim planlama ve kontrol sistemi
elemanıdır.1
Planlama (ana üretim çizelgelemesi, MİP ve kapasite ihtiyaç planlama) ve icra
(üretim aktivite kontrol ve satınalma) modüllerinin icradan planlamaya olan
potansiyel geri besleme ile kombinasyonu, kapalı çevrim MRP(closed loop
MRP) olarak adlandırılmıştır.
Kapalı çevrim MRP sistemine ana planlamanın tüm görevlerini içeren
genişletilmiş ana üretim çizelgelemesi ve iş planlamasının finansal olarak
desteklenmesinin yanısıra belirli finansal modüllerin de eklenmesi ile imalat
kaynak yönetimine bütünleştirilmiş bir yaklaşım getirilmiştir. Bu genişletilmiş
MRP ise MRP2 (manufacturing resource planning) olarak bilinmektedir. 2
11
2.3 MİP’İN TEMEL ÖN KOŞULLARI1
Ana üretim Planı: Ana üretim planı, son ürünün ne zaman ve ne kadar üretilmesi
gerektiğini belirler. Mip, ana üretim planının malzeme listesi cinsinden (diğer bir
deyişle parça kodları cinsinden) ifade edilebileceğini kabul eder. Bu sistemin
anladığı tek lisan parça kodlarıdır. Parça kodları, malzeme, parça, yarımontaj ve
son ürünleri tek tek tanımlayan envanter birimleri numaralarıdır.
Her envanter birimi bir kodla tanımlanmalıdır: Bu kodlama sistemi kolay anlaşılıp
kullanılabilen ve karışıklığa yol açmadan birimleri tanımlayabilen bir yapıya sahip
olmalıdır.
Malzeme listesi ürün ağacı bilgileri: Malzeme listesi, sadece son ürünü
üretebilmek için gerekli olan tüm malzemelerin dökümü değildir. Ürünün yapılma
aşamaları ve üretim yöntemleri ile ilgili bilgileri de içerir.
Envanter kayıtları (envanter durumu bilgileri): Envanter kayıtları, sistemin
kontrolu altındaki tüm birimlerin envanter durumları hakkındaki verileri içerir.
Ürün ağaçları bilgileri ile envanter durumu bilgileri kütüklerindeki bilgilerin doğru,
tam, güncel ve bütünlük içinde olmaları ihtiyacı: Hiç şüphesiz ki malzeme ihtiyaç
planlama sisteminin çıktıları, kullanılan verilerin doğruluğu derecesinde etkin
olacaktır.
Eğer klasik envanter kontrol yöntemleri kullanılıyorsa genellikle bu iki veri kütüğü
oldukça zayıf bir yapıda bulunurlar. Örneğin sipariş noktası sistemlerinde,
malzeme listeleri ve ürün ağaçları bilgilerine ihtiyaç yoktur. Bunun için Mip’e
geçişte bu bilgilerin elden geçirilmesi kaçınılmazdır.
2.4 MİP’İN VARSAYIMLARI1
MİP kontrolu altındaki tüm envanter birimlerinin temin sürelerinin bilindiği, stoğa
girip çıktığı varsayılır. Mip, brüt ihtiyaçların tespiti aşamasında bir montajı
oluşturan tüm parçaların, o montaj parçasının üretimi için iş emri verildiği an
12
hazır olduğunu varsayar. Kesikli dağıtım ve bileşen parçaların kullanımı:
Örneğin; Herhangi bir parçadan üretim hattında ne kadar gerekiyorsa, MİP
sistemi tam o kadar parçanın üretim hattına sevk edileceğini ve bunların
hepsinin tüketileceğini varsayar. Adet cinsinden ölçülemeyen malzemeler bu
varsayımın dışında kalırlar. Bu durumda sistemin bu tip envanter birimlerine
uygun olarak düzeltilmesi gerekir. MİP’in diğer bir varsayımı da süreç
bağımsızlığıdır. Herhangi bir envanter biriminin imalatı için verilen iş, tamamen
kendi başına başlatılıp, bir diğer iş emrinin tamamlanmasını beklemeden bitirilir.
Bunun sonucunda şu tür durumlar sözkonusu olmaz:
a) Parça çiftleşmesi olarak bilinen ilişkiler.
b)Tezgah hazırlama bağımlılığı olarak bilinen ilişkiler (örneğin Y parçası için
tezgah iş emri sadece önce X parçası için tezgah hazırlandığında başlatılabilir).
Yani imal edilen parçaların süreç bağımszılığı olmalıdır.
Sonuçta MİP’in şu genel on varsayımından söz edilebilir:
1-Ana üretim planının varlığı ve bu planın malzeme listeleri cinsinden ifade
edilmesi.
2-Tüm envanter birimlerinin tek tek tanımlanmış olması.
3-Planlama aşamasında malzeme listelerinin hazırlanmış olması.
4-Tüm envanterlerin birimlerinin durumları ile ilgili verileri içeren envanter
kayıtlarının hazır olması.
5-Ürün ağaçları bilgileri ile envanter durumu bilgileri kütüklerindeki verilerin
bütünlük içinde olmaları.
6-Tüm envanter birimleri için temin sürelerinin tespit edilmiş olması.
7-Tüm envanter birimlerinin stoğa girme /çıkma ihtiyacı.
8-Bir montaj parçasının üretimi için emir verildiği zaman o montajı oluşturan tüm
parçaların işletme içinde hazır olmaları ihtiyacı.
9-Kesikli dağıtım ve bileşen parçalarının kullanımı kuralı.
10-İmal edilen parçalar için süreç bağımsızlığı kuralı.
13
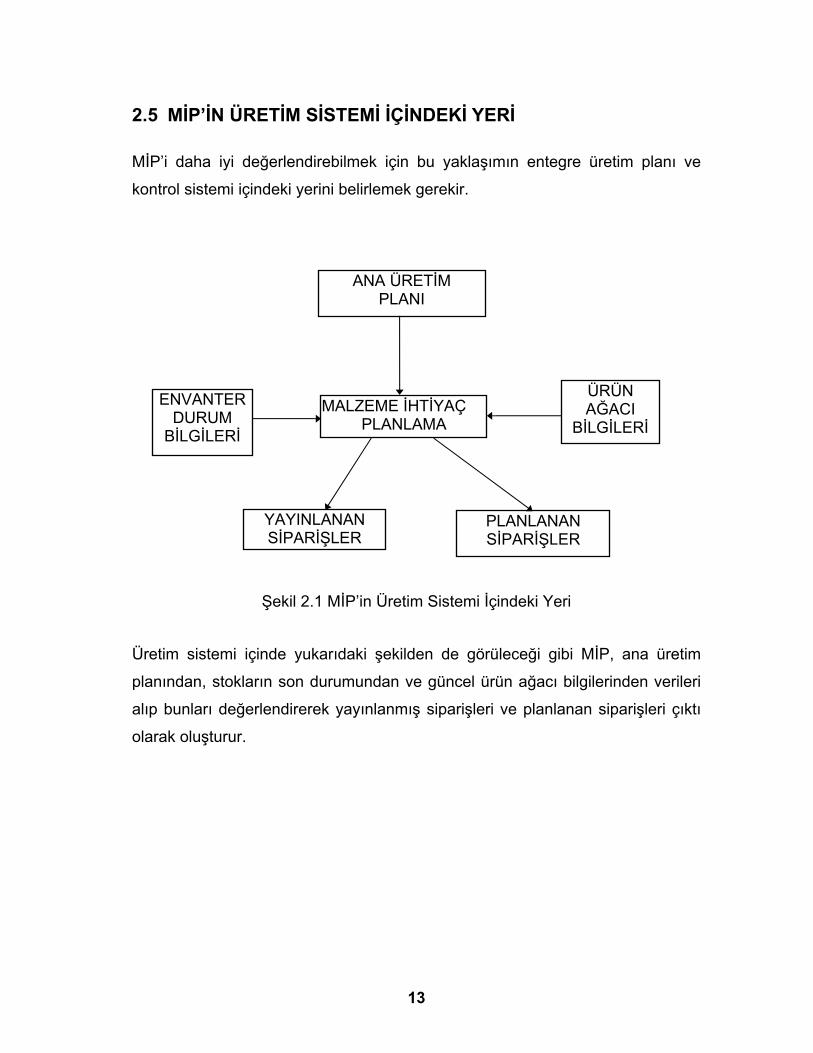
2.5 MİP’İN ÜRETİM SİSTEMİ İÇİNDEKİ YERİ
MİP’i daha iyi değerlendirebilmek için bu yaklaşımın entegre üretim planı ve
kontrol sistemi içindeki yerini belirlemek gerekir.
Şekil 2.1 MİP’in Üretim Sistemi İçindeki Yeri
Üretim sistemi içinde yukarıdaki şekilden de görüleceği gibi MİP, ana üretim
planından, stokların son durumundan ve güncel ürün ağacı bilgilerinden verileri
alıp bunları değerlendirerek yayınlanmış siparişleri ve planlanan siparişleri çıktı
olarak oluşturur.
MALZEME İHTİYAÇ PLANLAMA
ANA ÜRETİM PLANI
ÜRÜN AĞACI
BİLGİLERİ
ENVANTER DURUM
BİLGİLERİ
YAYINLANAN SİPARİŞLER
PLANLANAN SİPARİŞLER
14
2.6 MİP’İN AMAÇLARI
Her sistem gibi MİP sistemi de belirli girdileri, belirli amaçlara ulaşmak için arzu
edilen çıktılara dönüştür. MİP’in ana amaçları şöyle özetlenebilir:
1-Planlanmış ve denetlenen envanterler.
2-Mümkün minimum envanterle çalışmayı sağlamak.
3-Üretim, sevkiyat ve satınalma faaliyetlerini planlamak, çizelgeleme ve kontrol
için önceliklerin tespit edilmesi,
4-Tüm envanter birimleri bazında dönemler itibariyle brüt ve net ihtiyaçlarının
tespit edilmesi ve bu yolla gerçekçi bir envanter yönetimi için bilgi üretilmesi,
5-Gelceğe dönük bir bakış açısı oluşturma. Yani planlanan siparişlerin
projeksiyonu yoluyla kapasite planlamasının yapılması.1
2.7 MİP SİSTEMİNDE GİRDİLER VE ÇIKTILAR 2.7.1 Mip Sisteminde Girdiler1,2,3
Mip sisteminin etkin bir şekilde işleyebilmesi için aşağıdaki girdilerin eksiksiz
olarak sağlanmış olması gerekmektedir:
1) Planlama dönemi için hazırlanmış ana üretim planı,
2) Tüm envanter birimlerini içeren envanter durumu bilgileri kütüğü,
3) Her operasyon için işlem süresi,
4) Malzemeler için temin süreleri,
5) Ürün ağaçları bilgileri kütüğü,
6) Planlanmış ve/veya açılmış siparişlerin miktar ve zamanları,
7)Bağımsız talep elemanları (başka bir deyişle müşteri talebiyle belirlenen
elemanlar) için, planlama döneminde tahmini talep miktarlarının belirlenmesi.
Talep tahminleri, müşteri siparişlerini değerlendirerek de yapılabilir.
8) Belirli operasyonlar için sözkonusu olan muhtemel fire oranlarının
belirlenmesi.
Bu girdiler temelde şu üç ana başlık etrafında toplanabilir:1
a)Ana üretim planı,
b)Ürün ağaçları bilgileri,
15
c)Envanter durumu bilgileridir.
2.7.2 MİP Sisteminin Çıktıları
1) Süregelen zaman döneminde sipariş vermek için her parçanın sipariş verilme
miktarını gösteren veriler.
2) Ana üretim çizelgesi olurlu ise gelecekteki sipariş miktar ve zamanlarını
gösteren planlı sipariş bilgileri.
3) Açılmış siparişlerdeki miktarlarda değişme olacaksa buna ilişkin revizyon
bilgileri.
4) Değiştirilmesi gereken sipariş bilgilerini ve sipariş tarihlerini gösteren yeniden
planlama bilgileri.
5) Planlama ufku içinde daha uzun zaman gerektiren net ihtiyaçlardan dolayı
iptal edilen veya askıya alınan bütün parçalara ilişkin bilgiler.
MİP aynı zamanda müşteri siparişlerinin olurlu teslim tarihlerine ilişkin raporlar
da hazırlar. Potansiyel bir müşteri siparişi ana üretim çizelgesine girdiğinde,
sistem üretim işleminde yeterli önsüre ve malzeme bulunabilirliğini her üretim
düzeyinde tespit etmek için envanter ve stok yeterliliğini kontrol eder. Eğer
kapasite durumları da gözönüne alınırsa, sistem bu olağandışı siparişler için
alternatif üretim zamanlarını da gösterecektir.3
Bu ana çıktıların yanı sıra şu tür raporlar da Mip sisteminden alınabilir:1
a) Envanter düzeyi projeksiyonu,
b) Performans raporları,
c)Talep kaynaklarını tarama raporları 1
16
2.8 MİP’İN YARARLARI4
MİP'in, imalat fonksiyonunu idare etmenin yeni bir yolu olduğu söylenmektedir.
Hangi malzemeden ne kadar ve ne zaman sipariş verilmesi gerektiğini
hesaplamanın en uygun yöntemi olduğu söylenebilir. MİP, birçok işletmenin
önemli bölümlerinde dikkate değer değişiklikler meydana getirmiştir.
MİP, otomatik bir karar verme sistemi değildir. MİP, bir karar destek sistemi veya
yönetim bilgi sistemidir. MİP çok kompleks ve aşırı incelikli matematiksel
modelleri içermez. MİP uzun bir dönemde üretilecek yüzlerce bileşeni olan
ürünleri planlamak için ihtiyaç duyulan yoğun bilgi işleme sistemidir. Bu bilgilerin
bulunabilirliği büyük koordinasyonlardaki bir organizasyonun birçok çeşitli
elemanını planlamayı ve işlemeyi mümkün kılar. MİP'i kullananlar onun çıktılarını
çok iyi değerlendirebilecek eğitime sahip olmalıdırlar.
MİP, gelişmiş yönetim planlama ve değişime cevap verebilmeyi sağlar. Bu
gelişme, alt sistemin müşteri siparişleri ve ürün dizaynı temelli satıcı siparişleri
ve bütün imalatın yeniden planlanma yeteneği sayesinde sonuç verir.
MİP, gelişmiş müşteri siparişi dağıtma performansı sağlar. İmalat emirlerinde ve
satıcı siparişlerindeki MİP'in entegre olabilme yeteneği bu gelişmeye imkan
sağlar.
Tahminler ve müşteri siparişlerine dayalı parça ihtiyaçların MİP tarafından
saptanması kayıp zamanları azaltır. Üretim çizelgesindeki bu ihtiyaçlar detaylı
bir şekilde planlanabilir.
MİP, eldeki envanter miktarını ve darboğazları azaltır. İhtiyaçlar sadece tahmin
edilen yada gerçek müşteri siparişleri temeline dayanılarak dönem bazlı olarak
oluşturulur. MİP'in süreç bağımsızlığı özelliğinden dolayı bir önceki işlem bir
sonraki işlem başlamadan hemen önce bitirilir.
Envanter: MİP, ürün ağaçlarındaki bileşenleri daha iyi koordine etmek için bilgi
sağlar. Böylece bağımlı talebe sahip parçaların ortalama stok miktarlarını azaltır.
17
İşletme herşeye sahip olmak yerine sadece ihtiyacının olduğu bileşenlere sahip
olacaktır.
Üretim: İnsan ve sermaye kaynakları daha iyi kullanılacaktır. Çünkü MİP'den
alınan bilgi, eğer öteki parçaların temini mümkün değilse bu bileşenler için
duyulan gecikmeyi gösterecektir. Kesin bilgi önceliğinden dolayı daha iyi bir
dağıtım performansı mümkün olacaktır. MİP aynı zamanda iş akışını
geliştirecek, işlerin başlangıç ve bitiş tarihleri arasındaki işlem sürelerini azaltır.
Satış: MİP, zaman içindeki arzulanan ürün teslim tarihlerinin başarılıp
başarılamayacağını raporlayabilir. Bu durum, işletmenin müşteri siparişlerindeki
değişikliklere cevap verme yeteneğini geliştirecektir.
Mühendislik: MİP, tüm dizaynların ve değişikliklerin zamanlama planına ve
bunların uygulanmasına yardım eder.
Planlama: MİP, değerlendirme için, ana plandaki değişimleri simüle edebilir. Ve
ana plana, parçanın resmi, etkinlik ihtiyaçları, işgücü planlama ve tedarik
sevkiyatları sağlayan sistemleri daha etkin kılar.
Satınalma: MİP siparişler için uygun tarihlerdeki değişiklikleri tavsiye eder.
İşletme gerçek öncelikleri bildiği için ilgili satıcıyla ilişkilerini geliştirir.
Çizelgeleme: MİP, daha güvenilir öncelik bilgisi boyunca daha iyi bir planlama
yapılmasını sağlar.
Finans: MİP, nakit ihtiyacı planlamasını daha etkin kılar. Bu özellik planlamacıyı,
daha etkin sermaye yatırım kararları için gerçek kapasite kısıtlarını tanımlamaya
yöneltir.
18
3. MİP SİSTEMİ VE BU SİSTEMİN BİLEŞENLERİ
3.1 ANA ÜRETİM PLANI (MASTER PRODUCTION PLANNING)3
Bilindiği gibi MİP tasarımı, ana üretim planına uygun olarak geliştirilir. Diğer bir
deyişle, ana üretim planı, MİP sürecini çalıştıran bir mekanizma olarak
tanımlanabilir.
Ana üretim planının kapsadığı zaman süreci, planlama döneminin tümüdür.
Planlama döneminin, tüm malzemelerinin temini ve/veya üretimi için gereken
zamandan büyük olması gerekir. Ana plan, müşteri siparişleri ve talep
tahminlerini dönemler itibarıyla üretim değerleri cinsinden ifade ederek,
pazarlama ve imalat fonksiyonu arasındaki ilişkiyi belirler.
Ana Üretim Planının ihtiyaç duyduğu girdileri şöyle sıralayabiliriz:
1) Envanter seviyeleri,
2) Sipariş miktarları,
3) Talep tahminleri,
4) İmalat ara stok seviyeleri,
5) İşgücü seviyeleri,
6) Her üretim merkezinin kapasitesi,
7) Malzeme temin edilebilirliği,
8) Üretim standartları,
9) Maliyet standartları ve satış fiyatı,
10) Yönetim politikaları,
Bu verilerin periyodik olarak toplanıp analiz edilmesi sonucunda üretim planları
hazırlanır. Hazırlanan planlar şu bilgileri içerir:
a) Üretilecek her ürünün üretim miktarları,
b) Her ürün için alternatif üretim süreleri ve her üretim süreciyle üretilecek ürün
miktarı,
19
c)Herbir departman, makine, hat v.s. tarafından üretilecek ürün miktarları (herbir
ürün için)
d) Ürünlerin hedeflenen envanter seviyeleri,
e) Fazla mesai, ilave vardiyalar,kullanılmayan kapasite v.b.
f) Üretim sistemi içindeki alt sistemler arasında hareket edecek olan malzeme ve
yarı işlenmiş ürün miktarı,
g) Yan sanayicilerden ne tip girdinin ne miktarlarda temin edileceğini belirleyen
planlar,
h) Satın alınacak malzeme ihtiyaçları.
3.2 ÜRETİM ÇİZELGELEME (PRODUCTION SCHEDULING)1
Üretim çizelgeleme, son ürüne olan talebin dönemler bazında
programlanmasıdır. MİP sistemi, kendisine iletilen üretim çizelgesinin olurlu veya
olursuz olup olmadığını ayırt edemez. Veri olarak kullandığı üretim
çizelgelemesinin olurlu olduğunu ve işletmenin üretim kapasitesinin bu üretime
elverişli olduğunu kabul eder.
Üretim çizelgeleme birimi ana üretim planlama bölümünce yapılan kapasite ve
genel üretim planlama bilgilerine dayanarak dönemler bazında üretim
çizelgelemesini yapacaktır. Üretim çizelgeleme bölümünün kullandığı veriler
satış tahminlerinden ve müşteri siparişlerinden türetilmişlerdir. MİP bu bilgileri
ürün ağacındaki bilgiler , mevcut envanter durumu bilgileri ve bileşenlerin temin
süreleri gibi üretim yapısı bilgileriyle birlikte kullanır.3
3.3 ENVANTER YÖNETİMİ (INVENTORY MANAGEMENT)1
Envanter yönetiminde iki faaliyet sözkonusudur:
-Satınalma (satınalma emri)
-Üretim (iş emri)
Bu faaliyetler için gerekli veri elemanları şunlardır:
a)Sözkonusu envanter biriminin kod nosu,
b)Sipariş miktarı,

20
c)Sipariş verilme tarihi,
d)Siparişin teslim tarihi.
Satınalınan envanter birimleri için sipariş faaliyeti iki aşamada gerçekleşir:
1-Envanter kontrol tarafından satınalmaya gönderilen sipariş emri.
2-Satınalma tarafından satıcıya gönderilen sipariş emri.
Diğer taraftan envanter yönetiminde eski bir işlemin düzeltilmesi de önemli bir
fonksiyondur. Bu faaliyet şu durumlarda sözkonusudur:
-Sipariş miktarını artırma/azaltma,
-Siparişin iptal edilmesi,sipariş tarihinin öne/ ileriye alınması,
-Siparişin belirsiz bir tarihe ertelenmesi
MİP, tüm envanter birimlerinin net ihtiyaçlarını tespit eder, zaman boyutunda
birimleri takip eder ve ihtiyaçların tam olarak karşılanıp karşılanamadığını
denetler. Genelde MİP kapasite kısıtlarına karşı duyarlı değildir. Başka bir
deyişle sistemin planladığı üretim miktarları için kapasite yeterli olmayabilir. Mip,
“belirli bir üretim planını gerçekleştirmek için ne, ne zaman ve ne kadar
gereklidir” sorusunu cevaplayan bir sistemdir.
3.4 ENVANTER KONTROLÜ (INVENTORY CONTROL)
Envanter kontrol bölümü, işletmenin ürettiği ürünler, bu ürünleri üretmek için
gerekli tüm hammadde, malzeme ve yarı mamullere ilişkin stok bilgilerini tespit
eder ve ilgili bölümlere bu bilgileri iletir.
MİP envanterlere ait şu bilgilere ihtiyaç duymaktadır:
İ) Planlama dönemi başında elde bulunan miktar,
İİ) Mevcut stoklardan geçmiş dönem planlamasına ait olan halihazırda ayrılmış
miktar,
İİİ) Güven stok miktarı,
İİİİ) Planlama dönemi içinde stoğa girmesi planlanan miktarlar(dönemler
bazında)
MİP, envanter durumu bilgilerine her malzeme,hammadde ve yarımamule iilişkin
dönemler bazında net ihtiyaçların hesaplanabilmesi için ihtiyaç duymaktadır. Net

21
ihtiyaç, bütün envanter durumları gözden geçirildikten sonra bir parçaya olan
gerçek ihtiyaç miktarıdır. Net ihtiyaçlar temel olarak şu basit eşitlikle
hesaplanmaktadır:
N(t)=B(t)-{E(t)-A(t)-G(t)}-P(t) Burada:
t: Planlama dönemi
N(t): Net İhtiyaç
B(t): Brüt İhtiyaç
E(t): Eldeki mevcut stok miktarı
A(t): Mevcut stoğun içindeki ayrılmış miktar
G(t): Güven stok düzeyi
P(t): Planlı sipariş girişi
Buradaki terminolojide adı geçen terimlerin açıklanması gerekmektedir:
3.4.1 Brüt İhtiyaç B(t)
Malzeme planlamasındaki ilk adım, brüt ihtiyaçların tespit edilmesidir. Brüt
ihtiyaçlar; ihtiyaçların gelecekteki satış talebini karşılayacak şekilde
planlanlmasıdır. Bir son ürüne ilişkin brüt ihtiyaçların saptanması, satış talebinin
gözden geçirilmesini bu satış talebini karşılayacak brüt ihtiyaçların bulunmasını
gerektirir. Bir malzeme, hammadde veya yarı mamule ilişkin brüt ihtiyaçlar tarih
ve miktarıyla tanımlanmalıdır. MİP’te son ürüne olan brüt ihtiyaçlar, bu ürüne
olan talep bildirimine eşit kabul edilir.
3.4.2 Eldeki Mevcut Stok Miktarı E(t)
Eldeki mevcut stok düzeyi şu anda ilgili mamul, yarı mamul, hammadde veya
malzemenin işletmede halihazırda bulunan miktarıdır. Bu miktar hesaplanırken
işletmede bulunan bütün stok ambarlarındaki, üretim yerlerindeki mevcut stok
miktarları gözönüne alınmalıdır.
22
3.4.3 Ayrılmış Stok A(t)
Ayrılmış stok, mevcut yürürlükteki planlama faaliyetince ayarlanmış halihazırda
üretilmekte olan ürün için ayrılmış, yarı mamul veya malzeme ambarındaki stok
miktarıdır.
3.4.4 Güven Stok G(t)
İşetme yöneticileri, stok tükenme, sipariş gelmeme riski, ilgili malzeme veya
hammaddenin ileriki dönemde fiyatının artması gibi tehlikelere karşın ihtiyatlı
olmak isterler. Bunun için ilgili üretim bileşenlerinden, belli miktarda, mevcut
üretim faaliyetinin dışında, stokta bulundurulması yoluna gidilir. MİP sisteminin
etkin olarak işleyebilmesi için dönemler bazında tutulacak güven stok düzeyleri
MİP’e veri olarak iletilmelidir. Aksi takdirde işletmede ilgili sebeplerden dolayı
yukarıda bahsadilen olumsuzlukların yaşanması kaçınılmaz olacaktır. Bununla
birlikte güven stoğu, MİP sisteminde ihtiyaçların olduğundan fazla görülmesine
yol açar ki bu da istenmeyen bir durumdur. MİP sisteminde envanter birimleri
bazında talep tahmini yapılması sözkonusu değildir. Verilen ana üretim planına
göre birimlere olan talebin sabit ve kesin olduğu kabul edilir. Bu durumda söz
konusu olabilecek problemler sisteme sadece ana üretim bazında dahil
edilebilirler. Diğer bir deyişle sadece son ürünler bazında güvenlik stokları söz
konusu olabilir.
3.4.5 Planlı Girişler P(t)
Buradaki miktarlar ileriki dönemlerde stoğa girmesi daha önceden planlanmış
girişleri belirtir.Bunun gibi , malzeme planlaması sonucunda bir sonraki döneme
devreden stok miktarı, sonraki dönem için planlanmış giriş olacaktır.
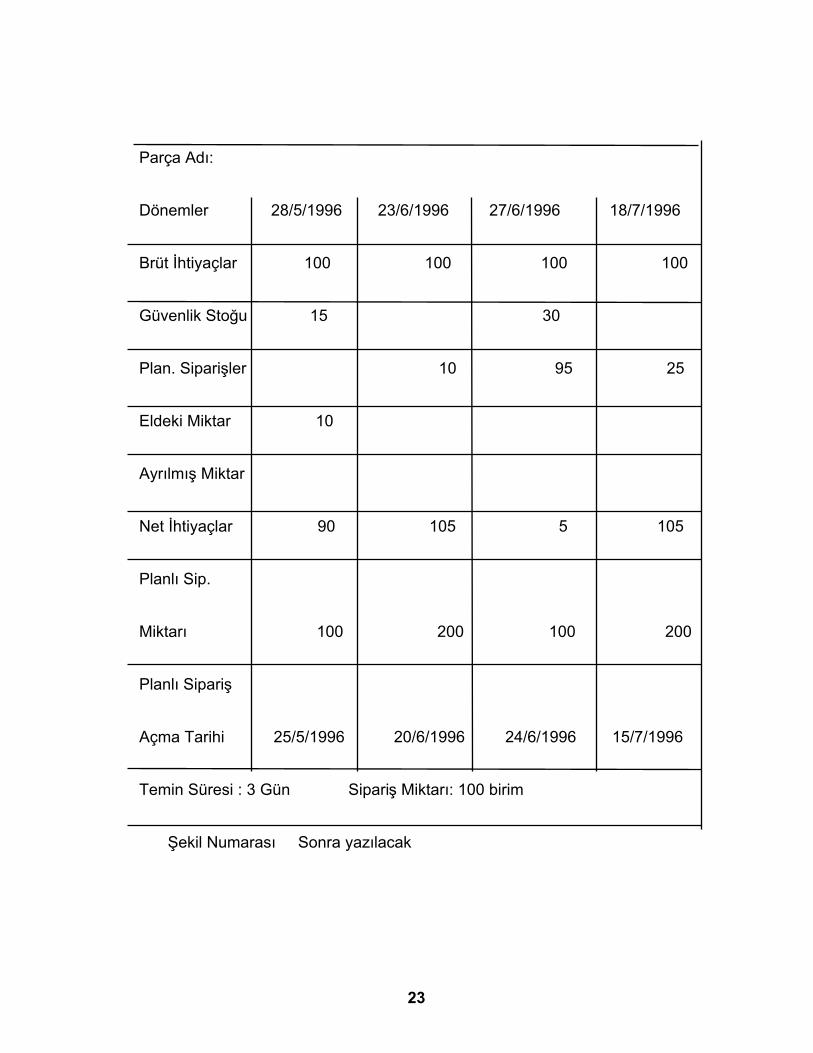
Net ihtiyaçların tespiti ile ilgili, konunun açıklanmasına yönelik bir örnek aşağıda
verilmiştir.
23
Parça Adı:
Dönemler 28/5/1996 23/6/1996 27/6/1996 18/7/1996
Brüt İhtiyaçlar 100 100 100 100
Güvenlik Stoğu 15 30
Plan. Siparişler 10 95 25
Eldeki Miktar 10
Ayrılmış Miktar
Net İhtiyaçlar 90 105 5 105
Planlı Sip.
Miktarı 100 200 100 200
Planlı Sipariş
Açma Tarihi 25/5/1996 20/6/1996 24/6/1996 15/7/1996
Temin Süresi : 3 Gün Sipariş Miktarı: 100 birim
Şekil Numarası Sonra yazılacak
24
3.5 ÜRÜN AĞACI YAPISI (BILL OF MATERIAL STRUCTURE)
Ürün ağacını genel olarak, üretimin şekli ve yapısına ilişkin bilgileri de
bulunduran bir malzeme listesi olarak tanımlayabiliriz.3
MİP sisteminin bilgisayar destekli olarak kullanılmasının önemli bir nedeni de
ürün ağaçlarının kompleks bir yapıya sahip olması sebebiyle ortaya çıkan büyük
işlem hacmidir.3
Ürün ağacına ilişikin bilgiler, işletmelerde, tasarım mühendisliği bölümü
tarafından hazırlanmaktadır. Ürün yapısında zaman içinde meydana gelen
değişiklikler, tasarım mühendisliği tarafından, başta planlama bölümleri olmak
üzere diğer bölümlere iletilmektedir. Ürün ağacı bilgilerinin sürekli olarak en
güncel haliyle tutulması gerekmektedir. Bunun sağlanması güncelliğini
kaybetmiş malzeme ve bileşenler için planlama aşamasında vakit kaybını,
satınalma aşamasında ise nakit kaybını önleyecektir.
MİP sisteminin etkin olarak işleyebilmesi güncel ürün ağacı bilgilerinin
bulunabilirliğine de önemli ölçüde bağlıdır. MİP, ancak kendisiyle ilişkili alt
sistemlerin de kusursuz çalışmasıyla etkin olarak işleyecektir.
İhtiyaçların tespitinde ana sorun, ürün yapısından kaynaklanır. Ürün
<<derinliği>> ya da ürünün oluşumunda söz konusu olan kademe sayısı ne
kadar fazlaysa, ihtiyaçların tespiti aşaması da o kadar uzun ve zor olacaktır.
Bilindiği gibi malzemenin ürüne dönüştürüldüğü üretim sürecinin her bir
aşaması, ürün yapısının bir kademesine eşittir.
Ürünü tanımlayan ve ürünü oluşturan parça, montaj ve alt montajların listesini
içeren mühendislik dökümanı, malzeme fişi olarak tanımlanır. Bilindiği gibi
malzeme fişlerinin şematik olarak gösterilmesi sonucunda ürün ağacı elde edilir.
Ürün ağacı bilgilerinde, hangi bileşen, malzeme veya hammaddeden üretimin
hangi aşamasında ne kadar kullanılacağına ilişkin bilgiler bulunur. Bu bilgiler
25
MİP’nin planlama sisteminin önemli bilgilerini oluşturur. Bu bilgilere dayanarak
üretimin daha sonraki aşamalarında devreye girecek olan malzeme, hammadde
ve/veya yarımamullerin planlanması yapılır ve bu sayede malzeme ve/veya
hammaddelerin sadece gerekli olduğu zamanda temin edilmesi sağlanır.
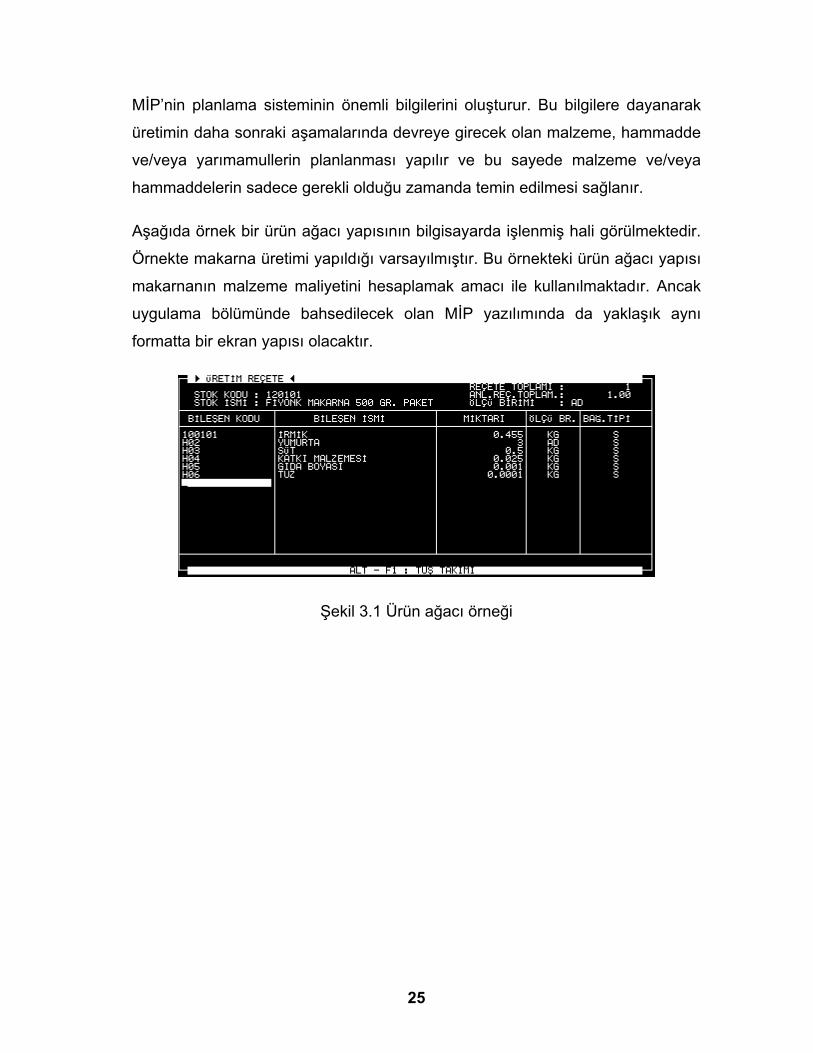
Aşağıda örnek bir ürün ağacı yapısının bilgisayarda işlenmiş hali görülmektedir.
Örnekte makarna üretimi yapıldığı varsayılmıştır. Bu örnekteki ürün ağacı yapısı
makarnanın malzeme maliyetini hesaplamak amacı ile kullanılmaktadır. Ancak
uygulama bölümünde bahsedilecek olan MİP yazılımında da yaklaşık aynı
formatta bir ekran yapısı olacaktır.
Şekil 3.1 Ürün ağacı örneği
26
3.6 SİPARİŞ BİLGİLERİ
Bir siparişi planlamak için şunlar bilinmelidir.1
1) Siparişin gerekli olduğu tarih
2) Sipariş miktarı
3) Sipariş ön süresi (temin süresi)
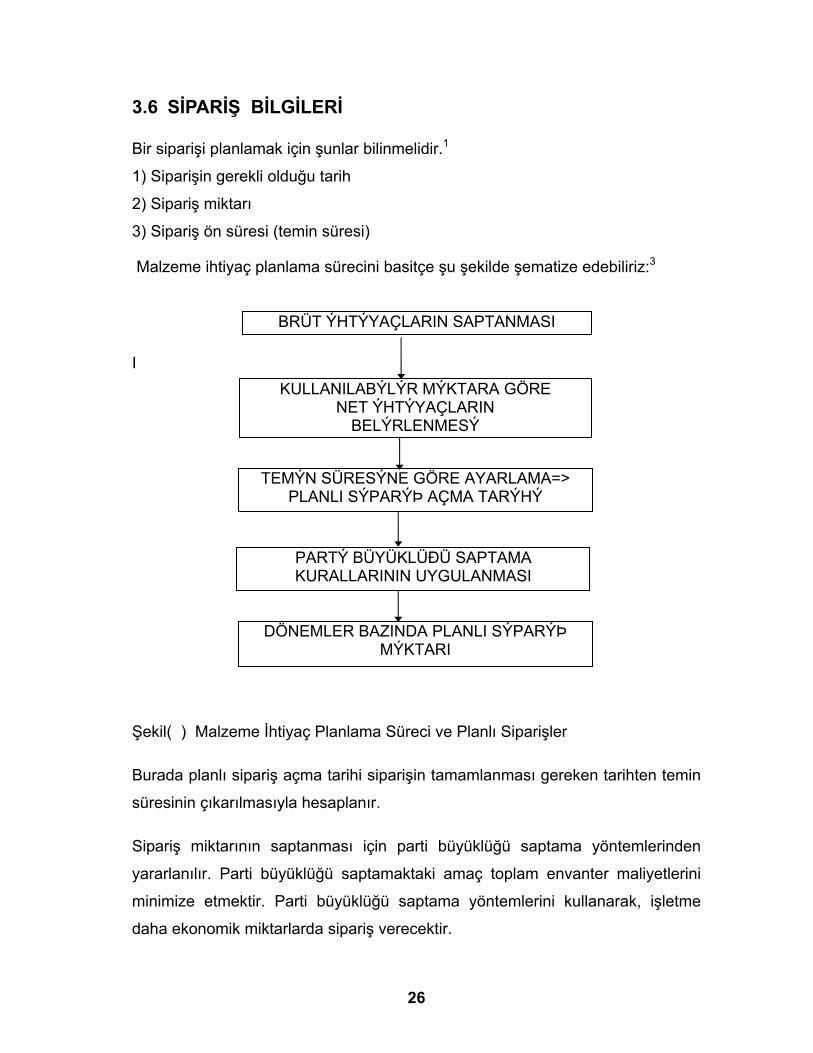
Malzeme ihtiyaç planlama sürecini basitçe şu şekilde şematize edebiliriz:3
I
Şekil( ) Malzeme İhtiyaç Planlama Süreci ve Planlı Siparişler
Burada planlı sipariş açma tarihi siparişin tamamlanması gereken tarihten temin
süresinin çıkarılmasıyla hesaplanır.
Sipariş miktarının saptanması için parti büyüklüğü saptama yöntemlerinden
yararlanılır. Parti büyüklüğü saptamaktaki amaç toplam envanter maliyetlerini
minimize etmektir. Parti büyüklüğü saptama yöntemlerini kullanarak, işletme
daha ekonomik miktarlarda sipariş verecektir.
BRÜT ÝHTÝYAÇLARIN SAPTANMASI
KULLANILABÝLÝR MÝKTARA GÖRE NET ÝHTÝYAÇLARIN
BELÝRLENMESÝ
TEMÝN SÜRESÝNE GÖRE AYARLAMA=> PLANLI SÝPARÝÞ AÇMA TARÝHÝ
PARTÝ BÜYÜKLÜÐÜ SAPTAMA KURALLARININ UYGULANMASI
DÖNEMLER BAZINDA PLANLI SÝPARÝÞ MÝKTARI
27
İşletmenin en ekonomik sipariş miktarını saptamak için her parçaya ilişkin
siparişle ilgili şu verilere ihtiyacı olacaktır:
a) Sipariş ön süresi
b) Sipariş verme maliyeti (hazırlık maliyeti)
c) Envanter elde bulundurma maliyeti
d) Yıllık ortalama kullanım miktarı
e) Parça bazında satıcı bilgileri
3.6.1 Sipariş Miktarı Tespit Etme Yöntemleri
Sipariş miktarını tespit etmek için birçok yöntem ve algoritma geliştirilmiştir. Bu
yöntem ve algoritmaların işletmede seçimi, işletmenin üretim yöntemine, parça
sayısına, parçaların kullanım miktarına, kullanım değerine ve en önemlisi
işletmenin sipariş politikasına bağlıdır. Burada, özellikle bu çalışmada üzerinde
ağırlıklı olarak durulan yöntemlere değinilecektir.
3.6.1.1 Ekonomik Sipariş Miktarı Metodu (Economic Order Quantity) 2
Toplam envanter maliyetlerini minimize etmeyi amaçlayan bir yöntemdir. Bu
yöntemin temel mantığı şu temel eşitlikten yola çıkılarak oluşturulmuştur:
T.M.=P.R +(R/Q).Cs+(Q/2).Ce
Burada;
T.M.: Toplam envanter maliyeti
R:Yıllık kullanım miktarı
P:Parçanın birim fiyatı
Q: Sipariş miktarı
Cs:Sipariş başına sipariş verme maliyeti
Ce: Envanter elde bulundurma maliyeti
Ekonomik sipariş miktarı modeli, bir parçaya olan talebin bağımsız olduğunu
varsayar. Ancak ürün ağacındaki parçalara olan talebin bağımsız talep olduğunu
düşünmek büyük yanılgı olacaktır.

28
Enflasyonist ülkelerde maliyetlerin sürekli değişmesi birim fiyatlarda ve ,sipariş
verme maliyetlerinde sürekli bir değişmeye neden olabileceğinden ve Türkiye
gibi ekonomik kriz olma olasılığının bulunduğu ülkelerde talep dalgalanmalarının
fazla olmasından dolayı bu yönteme pek sıcak bakılmamaktadır. Ayrıca satıcı
bazında düşünülürse, satıcıların ekonomik sipariş miktarı ölçüsündeki siparişlere
pek sıcak bakmayacakları da düşünülmelidir. Çünkü satıcıların ürünlerini
genelde belirli sabit düzeylerde piyasaya sundukları bilinmektedir. Ekonomik
sipariş miktarı buna karşın kullanım değeri yüksek olan parçalar bazında
kullanılabilir.
Ekonomik sipariş miktarı hakkında burada belirtilmesi gereken belki de en
önemli husus ,ESM’nin MİP sisteminde kullanılamayacağıdır.
3.6.1.2 Kesikli Sipariş Miktarı Metodu (The Lot For Lot Method)
Bu metotta sipariş miktarı ihtiyaç miktarına eşittir.Normalde bu yöntem stok
yatırımını en aza indirmek amacıyla yüksek kullanım değerine sahip malzemeler
ve belirli bir müşteri siparişine özgü malzemeler için kullanılır. Bu yöntem MİP’ te
kullanım alanı bulabilmektedir. İşletmede bir ABC analizi yapıldığını
varsayarsak, bu metod A grubu malzemelere hitap etmektedir.
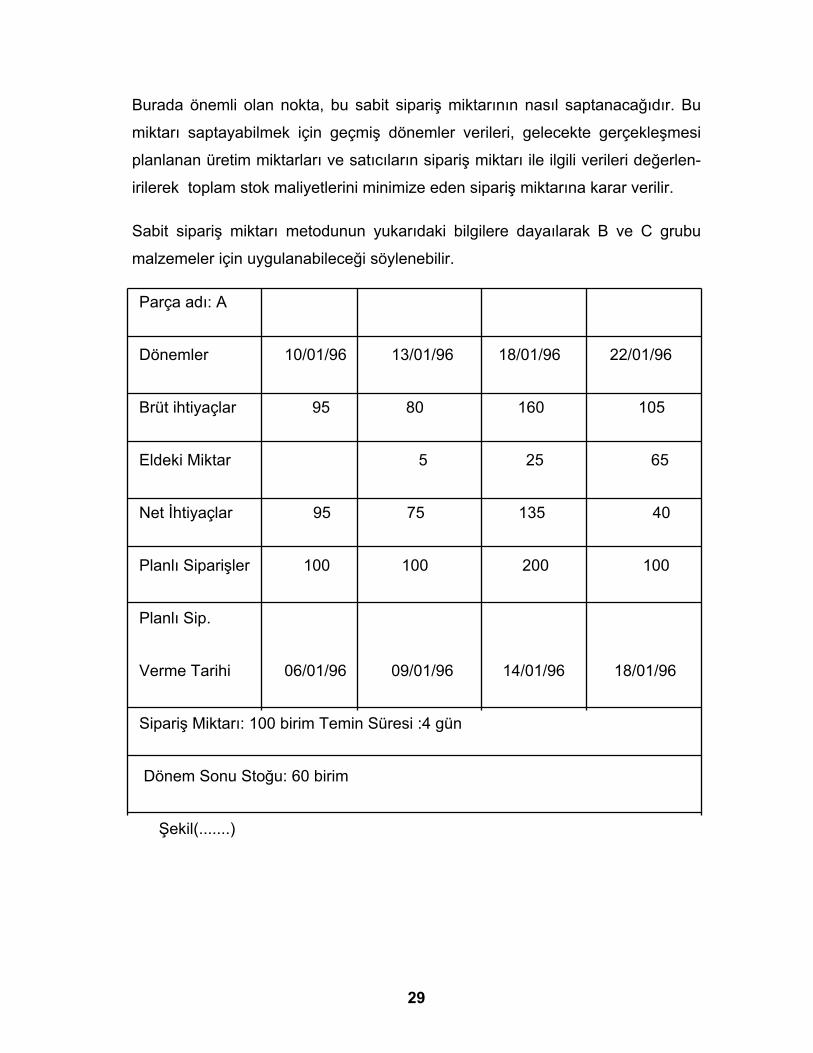
3.6.1.3 Sabit Sipariş Miktarı Metodu (Fixed Order Quantity Method)
Sabit sipariş miktarı metodu, pratikte en çok uygulanan metottur. Bu metodun
işleyişi bir örnekle şu şekilde özetlenebilir:
Aşağıdaki tabloda A parçasına ilişkin ihtiyaçlar ve bu ihtiyaçların sabit sipariş
miktarı metoduna göre nasıl karşılanacağı gösterilmiştir. Bu örnekte görüldüğü
gibi 10 ve 13 Ocak tarihindeki ihtiyaçları karşılamak için sabit miktar olarak
belirlenen 100’er birimlik planlı siparişler verilmiştir.18 Ocak’taki ihtiyaç, sabit
miktardan daha fazla olduğu için sabit miktarın iki katı kadar yani 200 birim
sipariş verilmiştir. Planlı sipariş verme tarihinin de ihtiyaç tarihinden temin süresi
kadar önce olduğu görülmektedir.
29
Burada önemli olan nokta, bu sabit sipariş miktarının nasıl saptanacağıdır. Bu
miktarı saptayabilmek için geçmiş dönemler verileri, gelecekte gerçekleşmesi
planlanan üretim miktarları ve satıcıların sipariş miktarı ile ilgili verileri değerlen-
irilerek toplam stok maliyetlerini minimize eden sipariş miktarına karar verilir.
Sabit sipariş miktarı metodunun yukarıdaki bilgilere dayaılarak B ve C grubu
malzemeler için uygulanabileceği söylenebilir.
Parça adı: A
Dönemler 10/01/96 13/01/96 18/01/96 22/01/96
Brüt ihtiyaçlar 95 80 160 105
Eldeki Miktar 5 25 65
Net İhtiyaçlar 95 75 135 40
Planlı Siparişler 100 100 200 100
Planlı Sip.
Verme Tarihi 06/01/96 09/01/96 14/01/96 18/01/96
Sipariş Miktarı: 100 birim Temin Süresi :4 gün
Dönem Sonu Stoğu: 60 birim
Şekil(.......)

30
3.6.1.4 Sabit Sipariş Dönemi Metodu (Fixed Order Period Method)
Bu metotta malzemeye ilişkin planlı sipariş miktarı sabit bir dönem boyunca
gereken ihtiyaçları gösterir. Bu yöntem kullanılırken ihtiyaçlar birleştirilir ve
bunun sonucu olarak belirli bir süre içinde bir malzemeye ilişkin siparişlerin
sayısı azalır. Sipariş sayısındaki bu azalma, envanter taşıma maliyetini
yükseltmekle birlikte sipariş hazırlık maliyetini düşürecektir. Bunun için işletmede
kullanım değeri düşük fakat kullanım miktarı fazla olan, yani işletmelerde C
grubu malzeme olarak nitelendirilen kalem sayısı bir hayli fazla olan malzemeler
için bu yötemin en iyi yaklaşımlardan birisi olduğu söylenebilir.
Bu yöntemin işleyişi şu şekilde açıklanabilir:5
İ)Belirli bir sipariş aralığı tespit edilir.
İİ)Bu aralık boyunca kullanılabilecek maksimum malzeme miktarı belirlenir.
İİİ)lgili dönem sonundan malzeme temin süresi kadar önce ilgili malzemeye ait
stok seviyesi kontrol edilir ve elodeki stoğu maksimum seviyeye tamalayacak
olan net ihtiyaç miktarı tespit edilir.
İV)Net ihtiyaç miktarı sipariş miktarına dönüştürülür ve sipariş verilir.
31
4. MİP’TE YENİDEN PLANLAMA YAKLAŞIMLARI (REPLANNING APROACHES IN MRP)
4.1 YENİDEN PLANLAMA SIKLIĞININ SAPTANMASI
Mip sisteminin işletiminde iki temel seçenek vardır. Bunlar, yeniden yaratma ve
net değişim yaklaşımları. Yeniden yaratma ve net değişim yöntemleri arasındaki
temel farklar şu iki konudadır:
1) Yeniden planlamanın sıklığı
2) Yeniden planlama çevrimini tetikleyen olay
Yeniden yaratma genellikle, üzerinde anlaşmaya varılmış bir çizelge yada
planlanın tamamı üzerinde yapılır. Bu yöntemin üstünlüğü, bilgi işlem olanağının
daha verimli kullanılmasını sağlamasıdır. Olası bir sınırlamaysa, yeniden
planlamanın normal bir işleme çizelgesi üzerinde yapılması ve değişen üretim
durumu gereksinimleri tarafından yönlendirilmeyebilmesidir.
Net değişim yöntemi-yeniden yaratma yöntemiyle karşılaştırıldığında- gerektiği
gibi yeniden planlamaya olanak verir; ancak bunun olası bir sonucu, bilgi işlem
verimliliğinin azalmasıdır.
Yeniden Planlama Çevriminin Tetiklenmesi
Yeniden yaratma yönteminde, yeniden planlama, ana üretim çizelgesinin bilgi
işlem çevrimine sokulmasıyla başlatılır. Net değişim yöntemindeyse, yeniden
planlama çevrimini, bir malzemeye ilişkin planı etkileyen etmenlerdeki herhangi
bir değişiklik tetikleyebilir. Bu değişiklikler şunlar olabilir:
I) Parti büyüklüğü saptama yöntemlerinde yapılan değişiklikler
ii) Teknik değişiklikler
iii) Stok hareketleri
İşletmeler ya yeniden yaratma yöntemini, ya yeniden planlama yöntemini yada
her iki yöntemin bir bileşenini seçebilir. Yeniden yaratma, MİP'in
32
hazırlanmasında gelenksel yaklaşımdır. Bu yöntemde, tüm planlı siparişler ve
bağımlı gereksinimler silinir. Sonra ana üretim çizelgesinin tamamı, üretilecek
her malzeme için, dönemlere bölünmüş ayrıntılı ihtiyaçlara ayrılır. Bir toplu
işleme çalışmasında, ana üretim çizelgesindeki her uç malzemeye ilişkin
ihtiyaçlar açılır. Her malzemeye ilişkin brüt ve net ihtiyaçlar yeniden hesaplanır.
Bu ihtiyaçlardan, planlı sipariş çizelgeleri hazırlanır. İşleme sırası düzeye göre,
sırayla, uç malzemelerden(en üst ürün yapısı düzeyi) satın alınan malzemelere
(en alt düzey) doğru gerçekleşir.
Yeniden yaratıcı MİP, ana üretim çizelgesi ile başlar. Ve toplam olarak bütün
ürün ağacını, geçerli öncelikleri ortaya çıkarmak için yeniden tarar. Net ihtiyaçlar
ve planlı siparişler tamamen aynı zamanda birlikte planlanırlar.
Bunun için yeniden yaratma yaklaşımı,ana üretim çizelgesindeki her parça için
komple bir analiz gerektirir. Tüm bu işlemler bilgisayarda seri bir şekilde
gerçekleştirilir. Bütün bu işlemler geniş çapta veri işlemeyi gerektirir. Bundan
dolayı yeniden yaratma sistemleri çoğunlukla haftalık, seyrek olarak da aylık
yeniden yaratma yaklaşımları için kullanılır.
Net değişim yaklaşımında, MİP bilgileri sürekli olarak bilgisayarda depo edilir.
Plansız bir durumla karşılaşıldığı zaman (yeni bir müşteri siparişi, geç kalmış
veya sipariş verme zamanı çok daha ileride olacak siparişler, hurda ve stok
kaybı veya ürün ağacında ortaya çıkan değişiklikler gibi plansızlıklar), sadece bu
değişiklikten etkilenen parçalar yeniden planlanır. Bu sistem plansızlıklara
anında tepki verir. işlemler çoğunlukla gün bazında ve planlamalar ise günaşırı
olarak yapılır.
Yeniden yaratma yaklaşımında ana üretim planında meydana gelen değişiklikler
bir sonraki planlama döneminde gözönünde bulundurulur. İçinde bulunulan
dönem bu değişikliklerden etkilenmez. Bununla birlikte bu yaklaşımda, MİP
sisteminin veri yapısında önemli değişiklikler ve bozulmalar gözlenmez. Yeniden
yaratma yaklaşımı genellikle haftalık planlama dönemleriyle çalışılan sistemlerde

33
kullanılır. Ve bu yöntem, üretim yapısı nispeten kararlı olan sistemler için
uygundur.Kararlılığın derecesi planlama sıklığını belirler.
Net değişim yaklaşımında ise ana üretim planlamasında meydana gelen
değişiklikler, değişikliğin olduğu dönem içinde MİP’e yansıtılır. Bu yaklaşımda,
sadece değişikliğe uğramış envanter kalemlerinin planlaması yapılır. Ve bu
yöntemde, MİP sisteminin veri tabanı yapısı yeniden yaratma yaklaşımına
nazaran daha hızlı bozulmaya uğrayacaktır. Değişikliğe uğramayan envanter
kalemleri yeniden planlamadan etkilenmezler. Bu yaklaşımda planlama aralıkları
daha sıkçadır. Genellikle günlük planlama yapılan sistemlerde net değişim
yaklaşımı kullanılmaya uygundur.
Yeniden yaratma, toplu işlemeyle gerçekleştirildiği için, normal olarak düzenli
dönemlerde değişmez bir çizelgeye göre yapılmalıdır. Her yeniden yaratma
çalışması, o sırada yürürlükte olan gereksinimlere ve stok durumuna dayalı
olarak siparişlerin yeniden planlanmasıdır. Ürünlerin yapılandırılması, üretilmesi
yada planlanmasındaki her türlü değişiklik, normalde haftada bir yada iki haftada
bir gerçekleştirilen bir sonraki yeniden yaratma çalışmasında işlenmek üzere
biriktirilir.
Üstünlükleri
Maliyet açısından etkin bilgisayar kullanımı-yeniden yaratma genellikle,
ekonomik yönden uygun zamanlarda (vardiya dışı) dönemsel olarak yapılır.
Sakıncaları
Plan yürürlükteki durumu yansıtmaz. Malzeme ihtiyaç planı, yeniden çalıştırma
sıklığının düşük olması nedeniyle, bir ölçüde her zaman eskidir.
34
Net değişim yöntemiyle malzeme ihtiyaç planlaması, yalnızca stok hareketleri,
değişiklikleri ve/veya son yeniden planlama çalışmasından bu yana yeni
siparişleri olan malzemeleri etkiler.
Üstünlükleri
I) Plan daha günceldir. Net değişim yöntemiyle yeniden planlama genellikle her
iş gününde bir kez yapılır.
ii) İşleme seçmelidir; yalnızca, malzeme gereksinim planını etkileyebilecek
etkinliklerin olduğu malzemeler yeniden planlanır.
Sakıncaları
Daha sık, daha verimsiz bilgisayar kullanımına yol açar. Net değişim
çalışmasından önce, ürün ağaçları, stok miktarları ve açık siparişlerin durumu
güncellenmelidir.
İşletmede MİP'in Nasıl Çalıştırılacağının Saptanması2
Bazı şirketler hem net değişim, hem de zamanlanmış yeniden yaratma
çalışmalarını kendileri için daha yararlı bulurlar. Her bir yaklaşımı uygun
zamanlarda kullanarak, her ikisinden de yararlanırlar. Zamanlanmış yeniden
yaratma, normal olarak, ana üretim çizelgesinin değişmesi nedeniyle tüm
malzemelerin yeniden planlanması gereken tahmin aralıklarında yapılır. Önemli
tahmin değişiklikleri arasında, net değişim yoluyla plan sık sık güncellenebilir.
Net değişim çalışması genellikle her gün yada iki günde bir yapılır.
Uygulamada işletmeler tam olarak ne yeniden yaratma yaklaşımını ne de net
değişim yaklaşımını kullanmaktadırlar. Genelde kullanılan yöntem, bu iki
yaklaşımın bir sentezidir.

35
5. BİLGİSAYARA DAYALI PLANLAMA SİSTEMİ
5.1 BİLGİSAYARA DAYALI PLANLAMA6
Günümüzde endüstri firmalarının karmaşıklığı gözönüne alındığında, MİP
uygulamalarının yazılımlardan bağımsız düşünülemeyeceği açıktır. Bu nedenle
MİP’in uygulamadaki başarısı, yazılımların başarısı ile eş anlamlı olmaktadır.
Gerek MİP gerekse bununn özel hali olan paket programların uygulamadaki
başarısı konusunda, bu alandaki deneyim birikiminin en yoğun olduğu
Amerika’dan değişik veriler rapor edilmektedir. 1980’li yıllardaki birkaç çalışmada
başarı oranının %10 dolaylarında olduğu gösterilmektedir. Ancak bu veriler
değerlendirilirken bir husus gözden kaçırılmamalıdır. Bu araştırmalarda
başarının nasıl tanımlandığı önemlidir. Bu noktadan hareketle, Cerveny ve Scott
(Cerveny, R.P.,Scott, L.W., “A Survey Of MİP Implementaion” , Production And
Inventory Management, 30,3,31-34, 1989.) subjektif bir değerlendirme ölçüsü
olan başarıyı bazı alt unsurlara ayırmış ve iki objektif ölçüt ile ilişkilendirmişlerdir:
(Satış/Envanter) katsayısı ve imalat önsüresi. Başarı konusunda verilen
yanıtların objektif ölçütlerle istatistiki açıdan uyum halinde olduğunu
göstermişlerdir. Bu çalışmanın neticesinde, oldukça yüksek başarı oranları
bulunmuştur. Örneğin, sistemin karı yükselttiğini belirtenlerin oranı %80,
sistemin faydalarının maliyetinden fazla olduğunu belirtenlerin oranı ise %82’dir.
MİP yazılımlarının bekleneni veremeyişlerinin sebeplerini şöyle özetleyebiliriz:
1. Ortak veri tabanının oluşturulmasıve güncel tutulmasındaki zorluklar.
2. Gerekli organizasyon değişikliklerinin ve prosedür tanımlarının ihmal edilmesi
veya gerçekleştirilmemesi.
3. Bünyeye uyumsuzluk.
4. Kuramsal ve uygulama alanlarındaki gelişmelerin arkadan takip edilmesi veya
gözardı edilmesi.
36
5. Kuramsal hatalar.
Birinci ve ikinci hususlar, MİP’in uygulamasının planlama ve altyapı hazırlık
çalışmalarındaki hata ve eksiklerin bir neticesidir. Uzun vadeli stratejik
planlamanın gerekliliğini gösterirler. Üçüncü husus, genellikle MİP’in yapısının
ve çerçeve içeriğinin belirlenmesinde ortaya çıkar. Örneğin tipik bir stoğa üretim
ortamı için hazırlanmış bir paketin sipariş üzerine üretim yapan bir firmada
uygulanmak istenmesi gibi.
Kuramsal ve uygulama alanlarındaki gelişmelerin arkadan takip edilmesi veya
gözardı edilmesinin bir nedeni bu yöntemlerin bu yöntemlerin bir paket
programda yer alacak düzeyde genelleştirilmemiş olmasıdır. Bir diğer neden de,
tüm bu yöntemlerin de eklenmesiyle ortaya kullanılması güç ve pahalı bir
yazılımın çıkmasıdır. Bu aşamada en iyi çözüm, MİP paket programı
kullanıcılarının ihtiyaçları olan sistemi iyi tanımlamalarıdır.
Sonuncu husus olan kuramsal hatalara değinilirse şundan sözedilebilir: Paket
programların ağırlıklı olarak geliştirildiği ülkelerde, ülkemizdeki gibi önlenemez
şekilde yükselen kronik bir enflasyon yoktur. Ürün ve faktör piyasaları
ülkemizdeki kadar dalgalı bir yapıya sahip değildir. MİP’in enflasyondan
etkilenmediği varsayılmıştır. Bu nedenle ülkemizde yazılan, ülkemizin sektörel
ve genel ekonomik yapısına daha uygun programlar Türkiye’deki işletmelerin
ihtiyaçlarına şüphesiz daha iyi cevap vereceklerdir.
Bütün bu olumsuzluklarına rağmen endüstriyel ortamın büyüyen karmaşıklığı,
giderek artan rekabet, yöneticileri yeni arayışlara yöneltmektedir. Yöneticilerin
bu açıdan bakıldığında fazla alternatifleri yoktur. Yönetim teknolojisinin sunduğu
bu olanak mevcut yapı içindeki en etkin çözümlerden birisidir. Esas sorun, MİP’i
uygulayıp uygulamama değil, uygulama stratejisini doğru belirlemektir. Son 5-6
yılın verileri, ülkemizdeki yöneticilerin tercihlerini paket programlar lehine
yaptıklarını göstermektedir.
37
İşletmelerin kendi bünyelerinde yazılım geliştirme yerine paket programlara
yönelmelerinin bazı haklı sebepleri vardır. En önemli neden, firma bünyesinde
bilgi işlem ile imalat birimleri arasındaki kopukluktur. İmalat birimleri isteklerini
yaparlarken, yazılımcılar da bunları değerlendirirken olaya ağırlıklı kendi
açılarından bakarlar. Bu ise, iki birim arasındaki ilişkilerin verimsiz olmasına yol
açar. İmalatın değişen ve öngörülemeyen ihtiyaçları yazılımın güncelliğini
korumasını güçleştirir. Dökümantasyon eksikliği nedeni ile, güncelleştirmeler,
yazılımı bir süre sonra içinden çıkılamaz duruma getirir. Bunun neticesinde
yeniden programı yazma durumu ortaya çıkabilir.
MİP paket programının hazırlayan bir işletme yazılımın ötesinde bazı hizmetler
de sunmak zorundadır. Ayrıntılı bir dökümantasyon, eğitim programları ve
bakım. Özellikle bakım, paket programın sürekli kullanımı açısından güven verici
bir unsurdur. Bütün bunlar kullanıcı nezdinde yazılımın güvenilirliğini
artırmaktadır.
MİP kavramları açıkça bilgisayar uygulamalarına ihtiyaç duyar. Binlerce
imalatçının MİP sisteminden başarılı sonuçlar aldığı tahmin edilmektedir. Bu
başarıların bir kısmının gerçek olduğu şüphesizdir. Bilgisayara dayalı bir MİP
sistemi sipariş miktarlarında, bu miktarların iptal edilmesinde, sipariş
gecikmelerinde v.b. durumlarda anında tepki verebilir. Yönetici bu sayede ana
üretim çizelgesini değiştirebilir ve bu durumun kapasiteye, envanter durumuna
ve müşterilere verilen sözlerin karşılanabilme yeteneğine etkisini görebilir.
5.2 MİP YAZILIMLARININ UYGULANMASINDA ÖNERİLER6
i) MİP uygulaması taktik değil stratejik bir olgu olarak ele alınmalıdır. Sorun, salt
bir programın seçimi ve uygulaması sorununa indirgenmemelidir. Olay, bir paket
program seçiminden çok daha öncelikli olarak, bir insan kaynakları ve
organizasyon sorunudur.
ii) Uygulamaya girmeden önce ayrıntılı bir planlama faaliyetinden geçilmelidir.
Uygulama planı hazırlanmalı, uygulama ekibi belirlenmelidir.

38
iii) Uygulama bölümünde uygulanacak sistemden etkilenecek tüm birimlerden
elemanlar bulunmalıdır. Ekipte görev alan değişik birikimlere sahip elemanların,
ortak bir dili konuşmaları öncelikle sağlanmalıdır. Kararların dışarıdan empoze
edilmeyip, ortaklaşa alınması benimsemeyi ve dolayısı ile uygulamayı
kolaylaştıracaktır. Uygulama ekibinin başında bir endüstri mühendisinin
bulunması öncelikle önerilir. Endüstri mühendisleri gerek problem çözmeye
disiplinlerarası yaklaşım tarzları, gerekse mesleki birikimleri ile bu göreve daha
uygundurlar.
v) Üst yönetim, uygulama ekibine sürekli destek vermeli, çalışmalarını yakından
takip etmelidir. Üst yönetim, çalışanlar üzerinde, bu projeye çok önem verdiği ve
başarısı için gerekli ortamı yaratmaya hazır olduğu izlenimi vermelidir.
vi) Başta eğitim olmak üzere altyapı çalışmalarına kaynak ayırmalıdır. Her
seviyede çalışanların olayı kavramış olmaları ve sağlıklı bir veri tabanının
oluşturulması başarının temel unsurları arasındadır.
vii) Seçilen yazılımın tüm beklentileri karşılaması beklenemez. Yazılımın,
firmanın üretim yapısına uygun ve yazılımın ek programlarla desteklenmesi
gerekebilir. Yazılımın buna açık olması beklenir.
5.3 BİLGİSAYARA DAYALI MİP’TE VERİLERİN İŞLENMESİ 3
Bilgisayara dayalı MİP'in gerek duyduğu bazı veri yapıları şunlardır:
*Tahminler ve ana üretim çizelge bilgileri
*Eldeki stok miktarları
*Açık sipariş durumları
*Ürün ağaçları
*Önsüreler ve planlama kuralları
*Sipariş politikaları
Bu bilgiler düzenli bir şekilde saklanmalıdır. Böylece planlayıcının bu bilgileri MİP
için kendisinin işlemesi ve almasına gerek kalmaz. Sözkonusu bilgiler, stok
39
yönetimi, ürün veri yönetimi, tahmin ve üretim denetimi işlevleri yolu ile sisteme
aktarılır. Bu işlevler için saklanan bilgiler, MİP için de kullanılır.
Aritmetik Hesapların Saklanması:
Brüt gereksinimler, planlı siparişler ve bunlara ilişkin tarihler, sistem tarafından
hızlı bir şekilde hesaplanır. Planlama kuralları gerektiği gibi uygulanır. Böylece
bu görevi plancının yapması gereği ortadan kalkar.
İşlem Yapmak ve Karar Vermek İçin Gereken Bilgilerin Düzenlenmesi:
Malzeme planı ile ilgili bilgiler biçim ve seçim yolu ile denetlenir. Malzemelere
ilişkin planlar seçme yolu ile elde edilebilir. Plancı seçtiği malzemelere ilişkin
bilgileri isteyebilir. Örneğin:
Tüm malzemeler
Planları değiştirilmiş malzemeler
Planlamada istisnai durumu olan malzemeler
Belirli bir malzeme
Sipariş önerilerine ilişkin bilgilerin edinilmesinde seçme olanağı vardır.
Bilgisayara dayalı sistemin sipariş inceleme/ açma işlevlerinde plancıya işlem
bilgileri sağlanır.
Bilgilerin Biçimi:
Bilgisayara dayalı bir MİP sisteminde, malzeme planının görüntülenme biçimi
önemli ölçüde değişiklik yapılır. Planlama kartında, net gereksinimlerin ve
öngörülen kullanılabilir miktar değerlerin girilmesi için yer ayrılır. Bu değerler
planlı siparişlerin oluşturulmasından önceki ara hesaplamalardır. Planlı
siparişler, planlanmış kurallar izlenerek bilgisayar tarafından saptandığından, bu
ara hesaplamaları gösterme gereği ortadan kalkar.
40
Ara hesaplamaların yerine bilgiler (karar verirken kullanılacak bilgiler)
görüntülenebilir. Bilgisayara dayalı MİP sisteminin hedeflerinden biri de, karar
vermek için gereken planlama bilgilerini zenginleştirmek ve elle yapılan
hesaplamaların yol açtığı karışıklığı ortadan kaldırmaktır. Bilgisayara dayalı
MİP'in belkide en önemli özelliği, planların yeniden yapılmasında sağladığı
kolaylıktır. Talep, eldeki stok miktarları, açılmış siparişler, ürün ağaçları,
önsüreler v.b. üzerindeki değişiklikler sisteme girilebilir. Ve bu değişikliklerin
yaptığı etkiyi gösteren yeni bir plan, sistem tarafından hızlı bir şekilde yapılır.
İşlem İletileri:
Yürürlükteki açık ve planlı siparişler sistem tarafından incelenir. Açılmış bir
siparişi hızlandırmanın, yeni bir siparişi açmaktan daha kolay olduğu varsayılır.
Bu nedenle sistem tarafından önerilen işlem, yeni bir planlı siparişi başlatmak
değil, zamanlanmış girişi hızlandırmaktır.
Sipariş İnceleme/Açma:
Malzeme ihtiyaç planlamasının temel amaçlarından biri de, malzemenin düzenli
olarak sağlanmasını güvenceye almak için gereken sipariş işlemlerine ilişkin
öneriler üretmesidir. Planlı ve açılmış siparişle ilgili olarak hangi işlemin
yapılacağı konusunda karar vermede bireye yardımcı olacak bilgiler MİP'ten
sağlanabilir.
Sözkonusu öneriler, yürürlükteki malzeme ihtiyaçlarına, stok ve sipariş
durumlarına bağlıdır. Örneğin şunlardan birinin yapılması önerilebilir:
• Planlı sipariş açılması
• Kesin planlı sipariş açılması
• Kesin planlıl siparişlerin yeniden zamanlanması
• Açılmış siparişlerin daha erken tamamlanma tarihi için hızlandırılması
• Açılmış siparişlerin daha geç tamamlanma tarihine ertelenmesi
• Açılmış siparişlerin iptal edilmesi
41
Önerilerin uygulanabilir olup olmadığı plancı tarafından değerlendirilir (Örneğin
planlı bir sipariş için gereken bileşenler kullanılabilir durumda mı? Satıcı firma,
açılmış bir siparişin teslim tarihini değiştirebilir mi?). Öneri uygun görülürse,
gerekli işlemler yapılır. İşlem önerileri, raporlar yada görüntü uçbirim aracılığı ile
gösterilebilir.
Sipariş Önerisi Raporları:
Bu raporlar gereken işlemlerin tipine yada malzemeye göre düzenlenir. Sipariş
önerilerinin malzemeye göre incelenmesinin nedeni bir malzemeye ilişkin birden
çok siparişin işlem gerektirip gerektirmediğini saptamaktır. Bu durum malzeme
planında bazı malzemelere ilişkin ihtiyaçların önemli ölçüde değişmesine neden
olan büyük değişiklikler yapıldığında ortaya çıkabilir. İstisnalar ile çözümlerin
biribirini etkilemesi olası olduğundan bir malzemeye ilişkin tüm istisnaları aynı
zamanda aynı zamanda ele almak genelde daha iyidir. Sipariş önerilerinin
istisna tipine (yada önerilen işleme) göre incelenmesinin nedeni, ilk önce şrket
açısından en kritik olan istisna tiplerine ilişkin işlemlerin gerçekleştirilmesini
sağlamaktır.
Hangi işlemlerin yapılması gerektiğine karar verirken çoğu zaman tek başına bu
raporlar yetersizdir. Bu raporların hizmet ettiği temel amaç açılması yada
değiştirilmesi gereken siparişleri göstermektir. Rapor bunu göstermekle
gerçekleştirilecek işlemi belli eder. Ve planlama etkinliklerinin düzenlenmesine
katkıda bulunur.
Hangi işlemin yapılacağına karar verilirken genellikle bu raporlardaki
malzemelere ilişkin malazeme planlarının sorgulanması gerekir.
İşlem Yapma-Sipariş İnceleme Süreci:
Planllı siparişler ve siparişlere ilişkin istisna duyuruları MİP'in planlı çıktılarıdır.
Bununla birlikte MİP, gerçekte sipariş açmaz yada açılmış siparişleri
değiştirmez. Hangi malzeme için sipariş açılacağını, sipariş miktarını ve tarihini,

42
sipariş inceleme sürecinde yapılan işlemler aracılığı ile işletmedeki ilgili kişiler
denetler.
Planlı sipariş açılamsına ilişkin inceleme süreci temel olarak aşağıdaki dört
adımdan oluşur:
1)Açılması gereken siparişleri MİP belirler. (bunlar sipariş/iş emri önerisi
raporunda gösterilir yada sipariş işlemi gerektiren malzemelerin görüntü uç
biriminde saptanabilir).
2)Üretilen malzemeler için plancı, bu planlı siparişleri inceler ve herhangi birine
ilişkin olası bir malzeme eksikliği olup olmadığını saptar. Bu bilgi, bileşen
kullanılabilirliği denetimi istenerek MİP sisteminden sağlanabilir.
3)Plancı, malzeme eksikliği olmayan planlı siparişlerin açılmasını sağlar.
4)daha sonra, eksik bileşenlerin teslimini hızlandırarak, eksik bir bileşenin
gerektiği siparişi erteleyerek yada sipariş miktarlarını değiştirerek olası
uyuşmazlık yada eksiklikleri dengeler.
Yapılabilecek Düzeltme İşlemleri Şunlardır:
a)İncelenmekte olan siparişteki malzemeye ilişkin plan ayarlanabilir (miktar/
tamamlanma tarihi).
b)İncelenmekte olan siparişteki malzemenin kullanılacağı üst düzey
malzemelere ilişkin plan ayarlanabilir (miktar/tamamlanma tarihi).
c)İncelenecek olan siparişlerin gerektirdiği bileşenler için açılmış siparişler
ayarlanabilir (hazırlama/erteleme).
Yukarıdaki üç seçenekten biri seçilirken, plancının, sorunu çözecek en etkili
işlemin hangisi olduğu görüşüne dayanılmalıdır.
Değişiklik gerektiren açık siparişlere ilişkin inceleme süreci, temel olarak
aşağıdaki gibidir:

43
1)Getireceği maliyet ve harcanacak çaba gözönüne alınarak, değişikliği
gerçekleştirmenin zorluk derecesinin saptanması. Bunun için, atelye ile satıcı
firma ile görüşülmesi gerekebilir.
2)Değişikliğin gerekleştirilmesi çok zor değilse ve maliyetleri önemli ölçüde
artırmıyorsa, plancı, siparişteki yapılacak değişikliği onaylar.
3)Açılmış siparişte yapılması önerilen değişikliğin pahalı yada çok büyük olması
durumunda, plancı, bu değişikliği gerçekleştirmenin maliyetini yada etkisini
saptamak için malzeme planlarını inceler.
4)Daha sonra, hangisinin daha uygun olduğuna bağlı olarak, planı olduğu gibi
bırakır yada siparişte değişiklik yapılmasını onaylar.
44
5.4 BİLGİSAYARA DAYALI PLANLAMA SİSTEMİNDE YEDEK
PARÇALARIN DURUMU 3
Öncelikle yapılması gereken hangi malzemelerin yedek parça olarak
kullanıldığının saptanmasıdır.
Yedek Parça Talebini Belirtecek Araçların Oluşturulması:
MİP sisteminin kullanıldığı sistemlerde, yedek parça talebini işlemenin en etkili
yolu, her malzemenin beklenen yedek parça talebini dönemlere bölmektir.
Böylece yedek parça kullanımının -üretimde kullanımıyla (bağımlı talep) birlikte-
sistemin işleme biçimini değiştirmeden MİP sistemiyle tümlenmesi sağlanır. Bu
yaklaşımda izlenecek adımlar şunlardır:
• Yürürlükteki üretim için yedek parça talebinin tahmin edilmesi
• Sözkonusu malzemelere ilişkin brüt gereksinimlere, döneme göre tahmini
miktarların eklenmesi
Bu malzemelerin güvenlik stoğunu saptamak ve bunlara ilişkin talebi tahmin
etmek için, geçmişte kullanılan belirli istatistiksel yöntemler, MİP biçimine çevrilip
alıkonabilir.
Dönemlere bölünmüş ihtiyaçlar, bağımsız bir talebi bir MİP sistemiyle
tümlemenin en en düzgün ve kolay yolunu sağlar. Bu sistemde öncelikle üretim
malzemelerinin planlanması amaçladığı halde, sistemin işleme mantığı,
yürürlükteki üretimde artık kullanılmayan yedek parçalar için de geçerlidir.
İhtiyaçların Yansıtılması:
Bazı malzemeler için, yedek parça kullanımına ilişkin ihtiyaçların gelecek 12
ayda her 4 haftada 3 birim olacak şekilde belirlenmesi uygun olabilir. Bir zaman
aralığında değişmez bir miktar belirlenmesine ihtiyaçların yansıtılması denir.
45
İhtiyaçları yansıtma olanağı, yedek parça yada yenileme satışları olan bileşenler
için oldukça kullanışlıdır. Örneğin, hem üretimde kullanılan hemde yedek parça
yada onarım ihtiyaçları için satılan bir bileşen varsa, bu ihtiyaç aşağıdaki şekilde
belirtilebilir:
• malzeme kodunun ilgili yedek parça için ayrıca tanımlanması
• İhtiyacı yansıtılacak malzeme için stok kartı açılması..

46
6. MİP’İN UYGULAMASINDA KARŞILAŞILAN ZORLUKLAR
MİP sisteminin başarılı bir şekilde uygulanmasına birçok faktör engel olabilir. Bu
faktörlerin çoğu bazı altsistemlerin, arabirimlerin ve destek yapılarının gelişimini
henüz tamamlayamaması, organizasyonel ve personel yetersizlikler, sermaye
ihtiyaçları, yazılım ve donanım problemleriyle ilişkilidir.7
Bilindiği gibi, MİP sisteminin tasarımında temel aşama, ürün ağaçları, firma ve
envanter durum bilgilerinin sistematik bir şekilde düzenlenmesi ve zaman
içerisinde güncellenmesine dönük bir yapının oluşturulmasıdır.
MİP sisteminin şu tür üretim ortamları için uygun olduğu unutulmamalıdır:
1)Son ürün karmaşık bir yapıya sahip ve birçok parçadan oluşuyorsa,
2)Son ürüne olan talep dönem başında biliniyorsa,
3)Son ürünün maliyeti yüksekse,
4)Temin süreleri uzunsa,
5)Parça-satıcı politikaları birbirine göre oldukça farklılık gösteriyorsa.
Bir işletmede MİP sisteminin uygulanmasına karar verilmeden önce bu kriterlerin
gözden geçirilmesi kesinlikle şarttır. Bilindiği gibi MİP sisteminin bir maliyeti
vardır ve uygun olmayan işletme koşullarında kurulan MİP sisteminin yarardan
çok zararı dokunacaktır.1
Ürün ağaçlarında meydana gelen değişiklikler, MİP sistemine eşzamanlı olarak
yansıtılamaması, ürün ağaçlarını oluşturma aşamasında kodlamadaki
yetersizlikler, MİP’in ürün ağaçlarındaki sıkıntılarını oluşturur.
Üretim planlarının yeterince ayrıntılı olarak hazırlanmaması, temin sürelerinin
planlama döneminden daha uzun olması MİP’in ana üretim planı ile ilgili
sorunlarıdır.

47
İşletmede envanter durumu ile ilgili kayıtların tutulmaması, envanter birimlerinin
sınıflandırılmaması, her parçaya ilişkin temin süresinin satıcıdan satıcıya farklılık
göstermesi, satıcıların fiyat ve sevkiyat politikalarına ilişkin bilgilerin zamanında
değerlendirilmemesi MİP’in envanterle ilgili sorunlarını oluşturur.
MİP kuruluşta da bazı sorunlarla karşı karşıyadır. Kuruluşta planlama
tecrübesinin azlığı çalışmalara katılımı kısıtlayacağından, sistemin kurulması ve
verilerin toplanması zorlaşacaktır. Çalışmalara gerektiği kadar katılamama,
MİP’in yararlarını kavrayamama gibi nedenlerden dolayı ortaya çıkan direnme,
MİP sisteminin başlangıçta karşılaşacağı bir sorun olacaktır.
MİP sisteminin uygulanmasındaki zorlukların bir kısmı da teknik problemlere
dayanır. Burada bugüne kadar ülkemizde yapılan uygulama çalışmalarında
görülen ana sorunlar ve buna bağlı olarak alınması gerekli önlemler
özetlenmiştir:
1)Tasarım aşamasında bütün ayrıntılar ele alınsa dahi, uygulama aşamasında
örgütsel destek ve personel eğitimi v.b. gerekli önlemler alınmazsa başarı
sağlanamaz. MİP’in çıktılarının tam olarak değerlendirilmesi göründüğünden
daha zordur. MİP tarafından üretilen çok sayıdaki raporun hazırlanması ve
çıktılarının değerlendirilmesi konusunda personelin iyi bir şekilde eğitilmesi
şarttır.
2)MİP sistemi çeşitli bölümlerle ilişkili olarak çalışır ve bunlardan bir kısmının veri
desteğine ihtiyaç duyar. Bu durum bölümlerarası ilişkileri arttırır. Uygulamada bu
zorlukların temelinde de bu sıkı ilişkilerden doğabilecek, birimlerin çıkar
çatışmaları yatar. Bu nedenle sistem tasarımı aşamasında tüm birimlerin
biraraya gelerek amaç ve isteklerini kesin bir şekilde belirlemeleri ve uzlaşmaya
varmaları gerekmektedir.
3)MİP sisteminin ilk kuruluş aşamasından sonra, kullanılan verilerin
güncellenerek sürekli canlı tutulması şarttır. Ayrıca sistemin amacına ulaşması
için, sistem tarafından üretilen sipariş emirlerinin takip edilmesi şarttır.

48
49
7. UYGULAMA BÖLÜMÜ
MİP SİSTEMİNİN VERİ TABANI YAPISININ ANALİZ
ÇALIŞMALARI
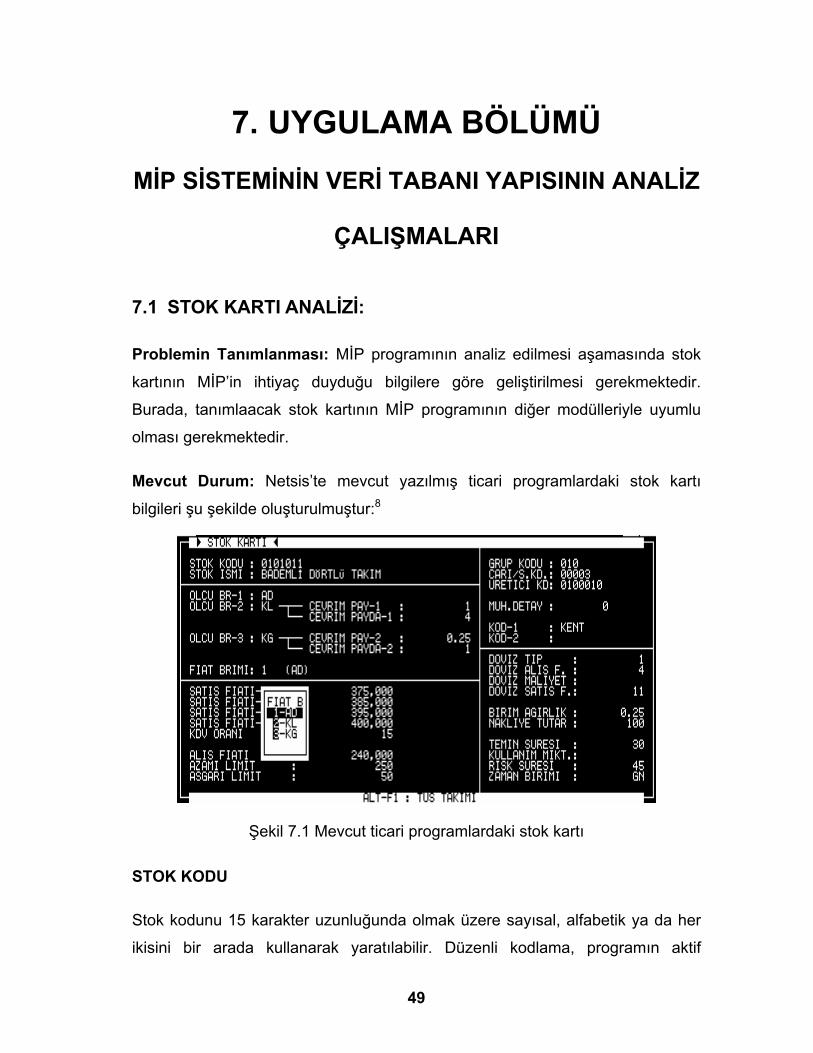
7.1 STOK KARTI ANALİZİ:
Problemin Tanımlanması: MİP programının analiz edilmesi aşamasında stok
kartının MİP’in ihtiyaç duyduğu bilgilere göre geliştirilmesi gerekmektedir.
Burada, tanımlaacak stok kartının MİP programının diğer modülleriyle uyumlu
olması gerekmektedir.
Mevcut Durum: Netsis’te mevcut yazılmış ticari programlardaki stok kartı
bilgileri şu şekilde oluşturulmuştur:8
Şekil 7.1 Mevcut ticari programlardaki stok kartı
STOK KODU
Stok kodunu 15 karakter uzunluğunda olmak üzere sayısal, alfabetik ya da her
ikisini bir arada kullanarak yaratılabilir. Düzenli kodlama, programın aktif
50
kullanımını kolaylaştırıp, raporlama hızını arttıracaktır. Bu konuda dikkat
edilecek noktalar şunlardır:
Stokların kodlanması kaç karakterlik düzene göre olacağını belirlemeli ve
kodlama sistemi aşağıdaki hiyerarşik yapıya uygun olarak oluşturulmalıdır:
1- Temel Özelliklerine
2- Türsel Özelliklerine
3- Tip Özelliklerine
Bu konuyla ilgili örnekler ;
51
Örnek 1 :
1-Şirketin madeni eşya üreten, satışını yapan firma olduğunu varsayalım. Metal,
profil, plastik vb. den imal edilmiş olan malzemeler temel özellikleri yani kullanım
amaçları, korunma çeşitleri vb. bakımından birbirlerinden ayrılmaktadır. Örnek
kodlama sistemimizde de malzemelerin temel özelliklerini net çizgilerle
belirleyebilmek için hammaddeler, parça ve gruplar, işletme malzemeleri ve
sarfedilen takımlar vb. tipte ayrımları kullanabiliriz. Kodlama olusturulurken
hammaddeleri 1, parça ve grupları 2, işletme malzemelerini de 3 rakamı ile
başlatacağız.
2-Türsel özelliklerine göre ise temel yapı olarak 3'e ayırdığımız malzemelerden
hammaddeler sınıfını ele alırsak çeşitleri bazında ayrımlarına ayrı birer kod
verebilir ya da ilk harfini veya üç harflik kısaltmalarını kullanabiliriz. Temin edilme
yerleri, temin edilme biçimleri veya ithal/ yerli oluşları bakımından da türsel
ayrımlarını oluşturduğumuz hammaddeleri sınıflayabiliriz. Burada ithal ya da
yerli oluşları bakımından sınıflamayı kullanırsak ithal olanlara 1 veya İ, yerli
olanlara 2 veya Y harfini verebiliriz.
3-Türsel ayrımlarını oluşturduğumuz hammaddelerin tip olarak kodlamalarına
devam edebiliriz. Tipleme olarak paketleme, imalatta kullanım yerleri vb.
kullanabiliriz. Örnek olarak levhaları ele alırsak mm. ölçülerine göre kodlama
yapacağımız levhaları hammaddeler sınıfı içinde metal levhaları simgeleyen 01
ile başlatabiliriz. 10 mm. lik çelik levhanın kodu şöyle olacaktır. :
1 2 01 10mm veya 1 Y 10mm veya 120110mm, 1Y0110mm vb istediğimiz
kısaltmaları kullanarak ya da değişik karakterler kullanarak kodlama sistemleri
oluşturabiliriz.
Kodlamalarınızda standart sağlamalısınız. İlk konumda nasıl seviyeleme yapmış
iseniz aynı seviyelemeyi tüm kodlarınız için devam ettirmelisiniz. Bu yöntem
ileride anlatılacak raporlarınıza yönelik olarak işlemlerinizi kolaylaştıracaktır.

52
Örneğin : 10 mm lik çelik levhanın kodu 120110mm ise
5 mm lik çelik levhanın kodu 120105mm olmalıdır.
12015mm yanlış bir koddur.
Çünkü ikisi arasında son iki karekterde 05 yazmadığınız takdirde bilgisayarın
yapacağı sıralamada 5mm. lik levha, 10mm. (1, 5 ten küçük olduğu için) likten
sonra gelecektir. İleride rapor alırken bu sıralama sorun yaratacaktır. Bu nedenle
kodlama sırasında herhangi bir özellik için kaç hane ayrılırsa her kodda bu kadar
hane kullanılmalı ve daha kısa bilgiler için önleri geçerli karakterlerle doldurulup
saha sayısına tamamlanmalıdır.
Örnek 2 :
Aynı kodlama mantığını kullanarak 2. tip seviyeleme sistemi aşağıdadır.
a) malzemenin temin edildiği kaynak,
b) malzemenin fonksiyonu,
c) malzemenin şekli,
d) malzemenin cinsi,
e) malzemenin sıra veya seri numarası
bu düzene göre şu şekilde kademelenecektir.
0 13 6 2 011
temin hareket makara makaraya seri no.
edilme ileticileri ait çelik
(kaynak) sınıfı malzeme şekli.
STOK İSMİ

53
Stok kayıtlarının, 35 karakter uzunluğunda isminin/ açıklamasının girileceği
sahadır.
GRUP KODU
Stokların raporlamalarında daha hızlı ve daha ayrıntılı dökümlere yöneliktir.
Raporlarda stoklardaki belli bir mal grubunun dökümü gerekli olabilir. Bu
durumda o mal grubuna en fazla 8 karakter uzunluğunda istenilen şekilde bir
kod saptayarak o gruba ait malların tek tek grup kodu bu bölüme
yerleştirilmelidir. Örn : Malların alınan yere göre grup kodlaması.
CARİ/ SATICI KODU
Stok kaydının hangi satıcıdan alındığıyla ilgili bilgiyi stok kartında da görmek ve
buna göre rapor almak isteniyorsa o müşterinin cari hesap işlemlerindeki kodu
buraya kaydedilebilir. Burada dikkat edilecek nokta, eğer o mal birden fazla
satıcıdan alınıyorsa en fazla işlem yapılan satıcının kodu girilmelidir. Buradaki
kayıt sadece raporlara yöneliktir. Stoklarda kaydedilen satıcı kodunun cari hesap
kayıtlarından aranması isteniyorsa parametre bölümündeki Cari kodu aransın mı
sorgulamasına (E)vet girilmelidir.
ÜRETİCİ KODU
Kaydedilen stoğun size gelen alış faturalarındaki kodlarını kaydedebileceğiniz
bölümdür. Dikkat edilecek nokta; mal birden fazla satıcıdan alınıyorsa içlerinden
en fazla kullanılan kodlama sistemini bu sahada tercih edilmelidir. Stok sabit
kayıtlarının bu sahasında ve Fatura modülünde, faturaların mal kalemlerinin
kaydı sırasında satıcınızdan gelen faturadaki malların sizdeki karşılık kodunu
hızlı bulabilmeniz açısından Ctrl-F2 tuşu ile üretici koduna göre rehber
alabilirsiniz.
54
MUHASEBE DETAY
Stokların muhasebe ile entegre kullanımında, programın entegrasyonu
oluşturabilmesi için kayıt yapılabilecek bölümdür. Stok bilgileri muhasebede
detaylı olarak tanımlanmış durumlarda buraya en fazla 4 karakter uzunluğunda
yani en fazla 9999 adet sadece sayısal kayıt girilebilir. Bu sayısal değerlerin
muhasebedeki karşılık kodları, Muhasebe detay kod girişi bölümünden ya da
Ctrl-END tuşları yardımı ile bu bölümden yapılabilir. Stokların detaysız olma
durumunda bu saha 0 (sıfır) olarak gelecek ve değiştirilmesi gerekmeyecektir.
KOD-1
Stoklarda değişik raporlamalar oluşturabilmek için gruplama sistemi
yaratılabilecek ve en fazla 8 karakter uzunluğunda serbestçe kayıt girilebilecek
bölümdür. Örn; Değişik gruplara dahil malların raporlarda belli bir grup altında
toplanması isteniyorsa bir rapor kodu yaratarak o mallara bu kod tek tek
kaydedilmelidir. Rapor kodu sayısal, alfabetik ya da her ikisi de birlikte
kullanılarak oluşturulabilir. Grup kodu kayıtları bölümünden isimlendirilmesi
yapılan kod-1 sahasında kullanılan kodların bu saha üzerinde CTRL-F2 tuşları
ile rehberi alınabilir.
KOD-2
Kayıtları oluşturulan stoklarda aynen kod-1 benzeri tanımlama yapılabilecek
ikinci bir raporlama kodudur. Grup kodu kayıtları bölümünden isimlendirilmesi
yapılan kod-2 sahasında kullanılan kodların bu saha üzerinde CTRL-F2 tuşları
ile rehberi alınabilir.
ÖLÇÜ BR-1
Stok kaydı için kullanılan temel ölçü birimidir. Satış ve alış faturalarında en fazla
hangi ölçü birimiyle işlem yapılıyorsa o birim bu sahaya kaydedilmelidir. Stok
kayıtlarında 3 adet ölçü birimi tanımlanabilir, fakat kullanılacak temel ölçü birimi
stok kaydındaki ölçü birimi-1' dir. Faturalama sırasında aşağıda belirtilen değişik

55
ölçü birimlerinden de giriş, çıkış yapılabilir, fakat program stok kayıtlarını her
zaman ölçü birimi-1 yani temel ölçü birimine göre çevirerek aktarır. Dikkat
edilecek nokta stok kaydına hareket kayıtları oluşturduktan sonra temel ölçü
birimi değiştirilmemelidir. Örn; AD, KL, KG, CV, TN vb.
ÖLÇÜ BR-2
Temel ölçü birimi dışında stok kaydının ikinci ölçü birimi olup sadece
raporlamalara yöneliktir. Ölçü birimi-1 ile oluşturulan kayıtlar bu ölçü birimi ile de
miktarsal raporları almaya olanak sağlar.
ÇEVRİM PAY-1
Kullanılan ikinci ölçü biriminin temel ölçü birimine oranıdır. Buraya oranın pay
bölümü sadece sayısal olarak girilebilir.
Örn: Kaydını oluşturduğumuz malımızın temel ölçü birimini ADET, ikinci ölçü
birimini de DÜZİNE olarak kabul edelim. Bir düzine = 12 adet olduğu için
oranlama şu şekilde yapılır:
1 ADET = 1/12 DÜZİNE.
Böylece çevrim pay-1 = 1 dir.
AD 1
DZ 12
ÇEVRİM PAYDA-1
Stok kaydının ikinci ölçü biriminin temel ölçü birimine oranının payda bölümüdür.
Çevrim pay-1 örneğinde çevrim payda-1 = 12 olacaktır.
ÖLÇÜ BİRİMİ-3
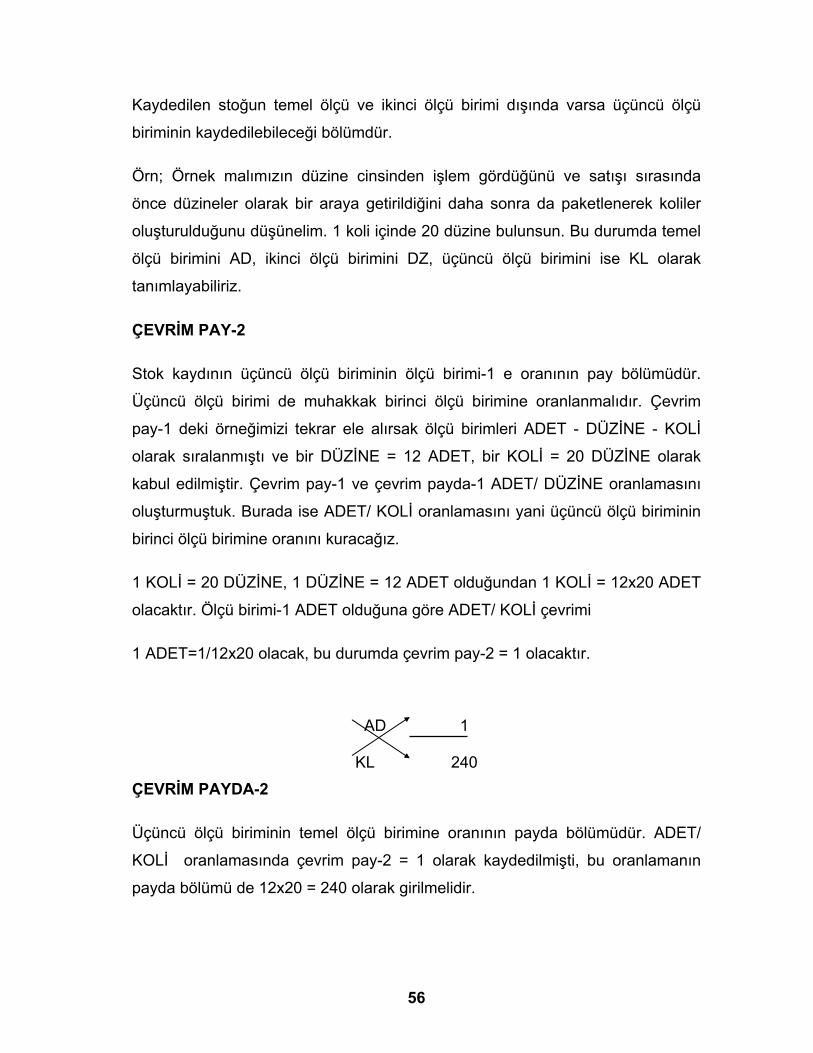
56
Kaydedilen stoğun temel ölçü ve ikinci ölçü birimi dışında varsa üçüncü ölçü
biriminin kaydedilebileceği bölümdür.
Örn; Örnek malımızın düzine cinsinden işlem gördüğünü ve satışı sırasında
önce düzineler olarak bir araya getirildiğini daha sonra da paketlenerek koliler
oluşturulduğunu düşünelim. 1 koli içinde 20 düzine bulunsun. Bu durumda temel
ölçü birimini AD, ikinci ölçü birimini DZ, üçüncü ölçü birimini ise KL olarak
tanımlayabiliriz.
ÇEVRİM PAY-2
Stok kaydının üçüncü ölçü biriminin ölçü birimi-1 e oranının pay bölümüdür.
Üçüncü ölçü birimi de muhakkak birinci ölçü birimine oranlanmalıdır. Çevrim
pay-1 deki örneğimizi tekrar ele alırsak ölçü birimleri ADET - DÜZİNE - KOLİ
olarak sıralanmıştı ve bir DÜZİNE = 12 ADET, bir KOLİ = 20 DÜZİNE olarak
kabul edilmiştir. Çevrim pay-1 ve çevrim payda-1 ADET/ DÜZİNE oranlamasını
oluşturmuştuk. Burada ise ADET/ KOLİ oranlamasını yani üçüncü ölçü biriminin
birinci ölçü birimine oranını kuracağız.
1 KOLİ = 20 DÜZİNE, 1 DÜZİNE = 12 ADET olduğundan 1 KOLİ = 12x20 ADET
olacaktır. Ölçü birimi-1 ADET olduğuna göre ADET/ KOLİ çevrimi
1 ADET=1/12x20 olacak, bu durumda çevrim pay-2 = 1 olacaktır.
AD 1
KL 240
ÇEVRİM PAYDA-2
Üçüncü ölçü biriminin temel ölçü birimine oranının payda bölümüdür. ADET/
KOLİ oranlamasında çevrim pay-2 = 1 olarak kaydedilmişti, bu oranlamanın
payda bölümü de 12x20 = 240 olarak girilmelidir.
57
FİAT BİRİMİ
Stokların alış ve satış faturalarının fiatlandırılmasında işlem gören temel ölçü
biriminin belirteceği bölümdür.
SATIŞ FİATI-1
Kaydı oluşturulan stoğun birinci satış fiatıdır. Fatura işlemlerinde birim fiat hangi
satış fiatı üzerinden kullanılacaksa bu bölüme kaydedilebilir. Satış fiatları satış
politikalarına göre Peşin, Vadeli, Perakende, Toptan olarak ayırılabilir. Malların
satış fiatları bölümlerine ayrı ayrı bu fiatlar işlenebilir. Eğer ilk satış fiatı peşin
satış fiatına ayırılırsa her stok kaydının ilk satış fiatı peşin satışlar için
kullanılmalıdır. Aynı şekilde diğer satış fiatları da her mal için aynı satış fiatını,
aynı sahaya yazacak şekilde ayarlanmalıdır. Bu standartta oluşturulacak
kayıtlar, ileride faturalama ve muhasebeleştirme işlemlerinde önem
kazanacaktır.
SATIŞ FİATI-2
Kaydını oluşturulan stoğunun ikinci satış fiatıdır. Fatura işlemlerinde satış fiatı-2
hangi satış fiatı üzerinden kullanılacaksa bu bölüme kaydedilebilir.
SATIŞ FİATI-3
Kaydı oluşturulan stoğun üçüncü satış fiatıdır. Fatura işlemlerinde satış fiatı-3
hangi satış fiatı üzerinden kullanılacaksa bu bölüme kaydedilebilir.
SATIŞ FİATI-4
Kaydı oluşturulan stoğun dördüncü satış fiatıdır. Fatura işlemlerinde satış fiatı-4
hangi satış fiatı üzerinden kullanılacaksa bu bölüme kaydedilmelidir.
58
KDV ORANI
Stok kaydının yürürlükte olan KDV oranıdır. Buraya sadece yüzde bazındaki iki
karakterli sayısal oranı kaydetmelisiniz.
ALIŞ FİATI
Stok kaydının alış fiatının girilebileceği bölümdür.
AZAMİ LİMİT
Stoğun eldeki miktarının en fazla hangi limitte bulunmasını isteniyorsa bu
bölüme o seviyeyi kaydedilebilir. Bu bölüm sadece raporlamalara yöneliktir.
Özellikle azami stok seviyesini kontrol etmeye ve böylelikle mal siparişlerinin
daha dikkatle izlenmesine olanak sağlar.
ASGARİ LİMİT
Stoğun eldeki miktarının en az hangi limitte bulunmasını isteniyorsa bu bölüme o
seviye kaydedilebilir. Bu bölüm de sadece raporlarınıza yöneliktir. Özellikle
asgari stok seviyenizi kontrol etmenize ve böylelikle mal siparişlerinizin daha
dikkatle izlenmesine ve rapor alınmasına olanak sağlar.
DÖVİZ TİPİ
Stoğun dövizle ilgili işlemlerinde kullanılan para biriminin 2 karakterlik sadece
sayısal olarak giriş yapılacak bölümdür. Ek Modüller/ Döviz İşlemleri
modülünden döviz tiplerini oluşturup, günlük kur girişi yapılıyorsa, burada girilen
döviz tiplerinden (1..20) birinin, stokla ilgili en çok işlem göreninin numarasını bu
sahaya kaydetmelisiniz.
DÖVİZ ALIŞ FİYATI
Kaydını oluşturulan stoğun döviz biriminden alış fiyatıdır.
DÖVİZ MALİYET
59
Kaydını oluşturulan malın dövizle alışlarında döviz birim fiyatına yansıyan,
nakliye vb. maliyetini etkileyen tutarı döviz alış fiyatında belirlenen para
biriminden giriş yapılabilecek bölümdür.
DÖVİZ SATIŞ FİATI
Stok kaydının döviz biriminden satış fiatıdır.
BİRİM AĞIRLIK
Bilgi olarak malın birim ağırlığının yazılabileceği sahadır. Fatura modülünden
fatura, irsaliye sipariş kayıtlarında bir belgenin içerdiği malların toplam ağırlık,
burada verdiğiniz bilgilerin ışığında, program tarafından hesaplanıp
görüntülenecektir. Ayrıca bu sahada vereceğiniz bilgiler istenirse, Fatura
modülünde bölge farkı iskontosu (Genel İskonto-3) veya nakliye maliyeti (Ek
Maliyet-1) hesaplatmalarında kullanılabilir.
NAKLİYE TUTAR
Stok kayıtlarının alışlarındaki nakliye tutarlarının birim değerlerinin
kaydedilebileceği bölümdür. Nakliye giderleri stok kayıtlarının birim maliyetlerini
etkileyeceğinden değişen birim tutarlarını izlemenize ve değişen nakliye
maliyetleri konusunda bilgilenmeye olanak sağlar. İstenen durumlarda da
faturalamalarda nakliye ek maliyet bedeli program tarafından bu sahadaki kayda
göre yukarıda açıklanan birim ağırlıkla çarpılarak hesaplanabilir.
TEMİN SÜRESİ
Kaydedilen stoğun siparişten size teslimine kadar geçen süredir. Bu bölüm
raporlara yöneliktir. Özellikle üretici konumundaki firmaların üretimle ilgili sipariş
takiplerinde ve sipariş verme durumlarında bilgilenmek amacı ile
kullanabilecekleri bölümdür. İşlemle ilgili süre Gün, Hafta veya Ay bazında
olabilir. Bu tanımlama aşağıda değinilecek olan zaman birimi bölümünde
kaydedilmelidir.

60
KULLANIM MİKTARI
Üretici bir firmanın üretim programlarına göre aşağıda tanımlayacağı zaman
birimi içersinde kullandığı malzeme miktarıdır.
Örn: Bir üretici firmanın malını temin süresi 10 gün ve günlük ortalama kullanım
miktarı 25 birim ve asgari stok seviyesi 50 birim ise sipariş verme noktası,
elindeki miktarı en az (25x10)+50 = 300 birim olduğu zamandır.
RİSK SÜRESİ
Stok kaydının son kullanma tarihi ile ilgili bölümdür. Stok kaydının ambarzda en
fazla ne kadar süre kalabileceği belirtilerek bu konuyla ilgili rapor alabilme
olanağı sağlar. İlgili süre Gün, Hafta veya Ay bazında olabilir. Süre tanımını
aşağıda değinilecek zaman birimi bölümünde kaydedilmelidir.
ZAMAN BİRİMİ
Stok kaydının temin süresi, kullanım miktarı ve risk süresi ile ilgili işlemlerinde
süre tanımlama bölümüdür Temin ve risk süresi ile ilgili işlemler hangi bazda
(Gün, Hafta, Ay vb.) kullanılacaksa istenilen kısaltmalar yapılarak (GN, HF, AY,
vb.) iki karakterlik kayıt oluşturulabilir.
EK BİLGİ GİRİŞİ (F10)
Stok işlemleri parametre girişinde başlık sahaları tanımlanmış sayısal ve
alfanümerik ek bilgilerin girilebileceği bölümdür. Sabit bilgi ekranlarında F10 tuşu
kullanılarak stok kartı bazında kayıtlar oluşturulur. Kayıt girilmeyecek olan saha
ve stok kayıtları için bu sahalar boş geçilebilir.
61
Buradaki MİP için mutlaka bulunması gereken bazı bilgierin yer aldığı sahalar
vardır. Bunların başında temin süresi gelmektedir. Ancak,mevcut durumda bu
temin süresi sahası sadece kullanıcıya bir fikir vermek amacıyla stok kartına
eklenmiştir. Bu sahadaki bilgi programın hiçbir sahasında kullanılmamaktadır.
MİP için gerekli olabilecek diğer sahalar asgari limit sahası, azami limit sahası,
ve ölçü birimi sahasıdır. Asgari limit ve azami limit sahaları da temin süresi gibi
kullanıcıya bir fikir vermek amacıyla ilave edilmiş sahalardır.
MİP’nin İhtiyaç Duyduğu Stok Kartı Veri Tabanı Yapısı:
MİP yukarıdaki bilgilerin hemen hemen tamamının stok kartında bulunmasını
desteklemektedir. Bunlara ilave olarak MİP, şu bilgilere de ihtiyaç duymaktadır:
YER KODU (LOCATION): Envanterin işletme içinde bulunduğu adres olarak
tanımlanabileceği gibi envanterin depodaki adresi olarak da tanımlanabilir. Yeni
programda ilave edilecek olan bu saha MİP aşamasında Bu saha kullanıcıya
bilgi vermek amacıyla ilave edilecek bir sahadır. MİP algoritmasında herhangi bir
işlevi olmayacaktır. Aynı zamanda yine bu saha envanterin üretim hattına
nereden geleceğini nereye gideceğini belirten bir kodlama yapısına sahip
olacaktır.
MALZEME Mİ/MAMUL MÜ/YARI MAMUL MÜ: Bu saha da, planlama
aşamasında kullanılmamakla birlikte stokların izlenmesi aşamasında kullanıcıya
o stoğun tipi hakkında bir fikir verecektir.
ÖZELLİK KODU, ÖZELLİK ALT KODU, ÖZELLİK STOK KODU: Bu saha ürün
özelliklerine ilişkin envanterlerin takip edilmesini ve planlanmasında kullanılacak,
ürün ağacındaki bilgilerle bağlı olacak bir sahadır. Müşteri siparişlerinin
değerlendirilmesi aşamasında müşteri isteklerini karşılayacak olan özelliklere
ilişkin envanterlerin planlamasında bu kodlar kullanılacaktır.
STOK KARTINDA YER ALACAK, SİPARİŞE İLİŞKİN BİLGİLER
SİPARİŞ POLİTİKASI (ORDER POLICY)
62
Netsis yetkilileri, MİP sistemlerinde, literatürde geçen ve sıkça kullanılan sipariş
politikalarından aşağıda adı geçenleri desteklemeye karar vermişlerdir.
SABİT SİPARİŞ MİKTARI (FIXED ORDER QUANTITY)
Bu politikada işletme satıcı sipariş politikasını, ve envanter maliyetlerini de
değerlendirerek belirli bir sipariş miktarı belirler ve bu politikaya göre sipariş
verirken tespit edilen sipariş miktarı veya katları kadar sipariş verir. Örneğin
sabit sipariş miktarını 50 birim olarak belirleyen bir işletme net ihtiyaçalrını
dönemler bazında 35 ve 85 olarak belirlediğinde bu ihtiyaçlara ilişkin satıcısına
vereceği siparişler sırasıyla 50 ve 100 birimdir. Yani işletme 50 birim ve katları
şeklinde sipariş verebilir.
SABİT SİPARİŞ DÖNEMİ (FIXED ORDER PERIOD)
Bu yöntem, işletmelerin özellikle C sınıfı parçalar için uygulayabileceği bir
yöntem olarak düşünülmüştür. C sınıfı parçaların planlama sıklığını azaltmaya
yönelik bir yöntemdir. İşletme, bu yöntemi kullanmak istediği her envanter için bir
sipariş verme periyodu belirler. Ve bu periyot içinde o parçadan ne kadar
tüketeceğini ve ilgili parçaya ilişkin satıcı sipariş politikasını da gözönünde
bulundurarak bir maksimum tüketim miktarı belirler. Planlama dönemi süresince
hesaplanan ihtiyaç, ilgili envantere ilişkin stok durumunu v.s. gözönünde
bulundurularak maksimum tüketim miktarına tamamlanacak şekilde, gelecek
zaman periyodu için sipariş verilir.
KESİKLİ SİPARİŞ MİKTARI (LOT FOR LOT)
Bu politikada işletme sadece net ihtiyacı kadar sipariş vermektedir. Bu yöntem,
elde stok bulundurmanın işletmeye maliyetinin yüksek olacağı parçalar için
uygun olacaktır.
Bu Sipariş Politikalarının İşletiminde gerekli olacak bilgiler:
SİPARİŞ MİKTARI BÜYÜKLÜĞÜ (LOT SIZE)
63
MİP’nin can damarlarından birisi niteliğindeki bir bilgidir. MİP algoritmasının
işleyişi sırasında ihtiyaç duyulacak sipariş miktarı büyüklüğü (lot size) buradan
okutulacaktır.
MİNİMUM SİPARİŞ MİKTARI
Minimum sipariş miktarı, işletmelerin uygulayabileceği sipariş politikalarından
birisidir. Burada satıcı firmanın belirli bir taban satış miktarına sahip olduğu ve
bu taban miktarın üzerindeki her miktardaki siparişi kabul etmeye hazır olduğu
düşünülmektedir. Örneğin bir satıcının min. sipariş miktarını 100 birim olarak
belirlemesi, o satıcının 118 birimlik bir siparişi kabul edebileceğini de
göstermektedir. Bu politikanın literatürlerde bulunmamasına karşın Netsis
üstdüzey yöneticileri tarafından, bazı işletmelerde uygulandığı gözlenmiştir.
SABİT DÖNEM UZUNLUĞU (FIXED ORDER INTERVAL)
Sabit sipariş dönemi için gerekli bilgidir. İlgili parçaya ilişkin sipariş dönemi
uzunluğunun ne kadar olacağını belirler. Planlama aşamasında sabit sipariş
dönemi ile planlanacak olan parçalara ait dönem uzunluğu bilgisi bu sahadan
okutulacaktır.
Mevcut Stok Kartında rapor amaçlı olarak bulunan ve yeni sistemde MİP için
işlerlik kazanacak olan sahalar ve bu sahaların işlevleri ise şöyledir:
TEMİN SÜRESİ
Bu saha MİP algoritmasının oluşturulmasında planlı sipariş verme tarihinin
ortaya çıkarılması için gerekli olacaktır. Temin süresinin kullanılan zaman birimi
cinsinden olması gerekmektedir.
AZAMİ STOK
Azami stok sahası eski stok kartında azami limit olarak tanımlanmıştır. Bu saha
sabit sipariş dönemi yöntemi için gerekli olacak bir sahadır. sabit sipariş dönemi
64
politikasının ihtyaç duyduğu dönem başı maksimum stok seviyesi bu sahadan
okutulacaktır.
ASGARİ STOK
Asgari stok eski stok kartında asgari limit olarak tanımlanmıştır. Bu saha eski
mantığında, emniyet stok miktarı olarak kalacak ve MİP işletimi sırasında ihtiyaç
miktarı olarak hesaplamaya katılacak.
BİRİM ZAMAN
MİP algoritmasının işleyişinde yayınlanacak olan planlı sipariş verme tarihleri bu
sahadaki zaman birimine göre oluşturulacaktır.
MİP’te kullanılmayacak ancak planlayıcı için bilgi amaçlı olacak yeni sahalar da
yeni sistemde ilave edilmiştir. Bu sahalar:
Sipariş Başına Sipariş Verme Maliyeti
Yıllık Elde Bulundurma Maliyeti
Yıllık Tahmini Kullanım Miktarı
Ekonomik Sipariş Miktarı
7.2 SİPARİŞ BÜYÜKLÜĞÜ ANALİZİ
Problemin Tanımı: İşletmeler siparişlerini sadece ihtiyaçları kadar veya bu
miktara güven stokları kadar eklenmiş miktar ölçüsünde sipariş vermek
isterlerken bu durum satıcı politikaları açısından pek mümkün olmaz. Bunun
sonucunda işletmeler satıcı politikalarını da gözönüne alarak kendi sipariş
politikalarını üretmek durumunda kalırlar. Ancak bu politika her satıcı ve bileşen
grubu için aynı olmayacaktır.
Bu Analizin Amacı: Bu analiz, işletmelerin, değişik bileşen grubu ve satıcı
politikalarının gözönünde bulundurulması ile her bileşen grubu için kendi sipariş
politikalarını belirleyerek sipariş büyüklüklerini saptamalarını amaçlamaktadır.
Programda Kullanılacak Sipariş Büyüklüklerinin Saptanması:

65
İşletmeler bazı hammadde ve diğer bileşenlerini sadece belirli dönemlerde
gözden geçirip siparişini bu dönem sonlarında vermek isteyebilirler. Örneğin
OPEL’de bulk olarak adlandırılan civata, somun v.s. küçük ve C sınıfı olarak
nitelenebilecek parçaların siparişi belirli dönemlerde verilir. Bu yöntemi tercih
eden işletmeler ya bir sipariş büyüklüğü oluşturarak dönem sonlarında bu sipariş
büyüklüğüne göre bir sipariş oluşturmakta ya da ilgili parça için bir maksimum
stok seviyesi belirleyip dönem sonlarında eldeki mevcut v.s. de gözönünde
bulundurarak bu maksimum stok seviyesine ulaşacak miktar kadar sipariş
verebilmektedirler. Ancak dönemlerin uzun olduğu hallerde belirli bir sipariş
büyüklüğü belirleyerek sipariş vermek pek tercih edilmez. Bu durumda stok
tükenmesiyle karşılaşma riski fazladır.
Netsis’te yazılacak MRP programı, sabit dönem sipariş politikasını
destekleyecektir.
Yine işletmelerin sıklıkla uyguladığı bir politika da sabit sipariş miktarıdır. Bu
yöntemde işletmeler net ihtiyaçlarını sipariş miktarına çevirirken satıcılarının
uyguladığı sipariş politikasını ve kendileri için uygun olan sipariş büyüklüğünü
belirleyerek saptadıkları sipariş miktarını gözönünde bulundururlar. Siparişi
verilecek miktar bu belirlenen miktar veya katları şeklinde olabilir.
Netsis’te yazılacak MRP programı sabit sipariş miktarı büyüklüğünü
destekleyecektir.
Bazı satıcılar kendilerine bir taban sipariş miktarı belirlemişlerdir ve bu miktarın
altındaki siparişleri kabul etmezken bu taban miktarın üzerindeki her miktarı
kabul edebilirler.
Netsis bu yöntemi, minimum sipariş miktarı adı altında destekleyecektir.
Üretimde kullanılan bazı parçalar, elde bulundurma maliyeti oldukça yüksek
olduğundan satıcı politikaları doğrultusunda sadece gerektiği kadar sipariş
verilmektedir. Yani bu durumda sipariş miktarı ile net ihtiyaçlar birbirine eşit
olacaktır.
66
Netsis bu yöntemi, kesikli sipariş miktarı adı altında destekleyecektir.
Sonuç: Yapılan bu analizler sonucunda yazılacak olan program 3 ayrı sipariş
politikasını destekleyecektir. Bunlar:
1) Sabit dönem sipariş miktarı
2) Sabit sipariş miktarı
3) Kesikli sipariş miktarı
Programın ileriki versiyonlarında diğer sipariş politikalarının da analiz edilerek
desteklenmesi konusunda çalışmalar yapılacaktır.
7.3 MİP ALGORİTMASI ANALİZİ
Problemin Tanımı: İşletmelerin ihtiyaç duyduğu envanterlere ilişkin net
ihtiyaçların hesaplanma yönteminin analiz edilerek bunun programlama mantığı
ile yazılıma aktarılması. İşletmeler, bir parçaya ilişkin envanter planlaması
yaparken sadece o parçaya ilişkin brüt gereksinim kadar sipariş vermek yerine,
o parçaya ilişkin net gereksinim kadar sipariş verirler. Yani brüt gereksinimin
yanısıra, sipariş verirken o parçaya ilişkin elde bulundurulması gereken bir
güvenlik stoğu varsa bunu ve geçmiş dönemden kalan bakiyeyi de gözönüne
alarak oluşturulan bir gereksinim miktarı kadar sipariş verirler. Ancak bu işlem
çok sayıda bileşen için oldukça fazla zaman alacaktır. Sipariş verirken ilgili
parçaya ilişkin parça temin süreleri de dikkate alındığında, algoritma basit
olmakla birlikte çok sayıda bileşen için oldukça karmaşık bir yapıya sahip
olacaktır.
Algoritmanın İşleyişi: MRP algoritması işlerken şunlar gözönünde
bulundurulmuştur:
1) Brüt gereksinim; ilk ürüne olan talepten doğrudan olarak türetilmiş gereksinim:
Ana planlama tarafından kesinleşen mamul ihtiyaçları buraya aktarılacaktır. Yarı
mamul ve hammaddeler için de esas mamülün üretilmesi için ürün ağacından
hesaplanan gerekli miktar da brüt gereksinim olarak işlem görecektir.
67
2) Minimum stok seviyesi: O parçaya ilişkin elde bulundurulması gereken asgari
stok seviyesi (güvenlik stoğu). Minimum stok seviyesinin dönemsel bazda
değişebileceği düşünülerek algoritma hazırlanacaktır.
3) Geçmiş dönemden devreden miktar
4) Mevcut döneme ilişkin planlanmış girişler: Bu saha, daha önceden ilgili
döneme ilişkin planlanmış malzeme teslimi veya üretilecek miktar olarak işlem
görecektir. Eğer MRP tekrar run edildiğinde bugüne planlanması gereken sipariş
ya da üretim varsa bu planların oluşturduğu miktarlar buraya kümüle edilecektir.
5) Bu dönemdeki devir bakiye: Bu saha bir sonraki döneme bu dönemden
devredecek olan miktarı gösterecektir.
Bu verilerin ışığı altında net ihtiyaç şu eşitlik yardımıyla hesaplanacaktır:
NET İHTİYAÇ=BRÜT İHT.+MİN.STOK-DEVİR BAKİYE-BU GÜNE GİRİŞ
Net ihtiyaçlar hesaplandıktan sonra sipariş politikasında tespit edilen sipariş
miktarı büyüklüğüne göre bir sipariş miktarı tespit edilip temin süresi ihtiyacın
ortaya çıktığı tarihten temin süresi kadar geriye gidilip sipariş yayınlanma tarihi
bulunacak ve ilgili günde başka bir ürün bileşen için de planlanmış miktar varsa
bu miktarlar kümüle edilerek siparişler yayınlanacaktır. Aynı zamanda bu güne
planlanmış girişler de güncellenecektir.
Bütün bu işlemlerin izlenmesi ve gerekli kayıltların yapılması için bir MRP
dosyası oluşturulmasına karar verilmiştir. Bu MRP dosyasında yukarıdaki
verilere ilave olarak tarih ve ilgili parçanın stok kodu eklenmiştir.
MRP algoritmasının işleyişi sonunda her bileşene ait sipariş miktarları ve bu
siparişlerin yayınlanama tarihleri ve işletmede üretilen yarımamullerin üretim
miktarları ve bu yarı mamullerin üretimine başlanması gereken tarihler
planlayıcıya çıktı olarak verilecektir.
Sipariş oluşturma: Sipariş oluşturulurken ortaya birkaç durum çıkabilir:
Siparişler o döneme ait olabilir, bunların tamamı ipital edilip tekrar oluşturulabilir
veya sadece ekleme siparişler oluşturulur. Azalacak veya iptal edilecek olan
68
siparişlerle ilgili olarak program bir müdahalede bulunmayacaktır. Program bu
gibi durumlarda yani üretimin mevcut durumda tamamlanmasının mümkün
olmadığı durumlarda ilgili ürünün üretilemeyeceğini belirtecektir. Bu durumda
planlayıcıdan -programı temin süreleri v.s. de değişikliklere gidilerek -yeniden
run etmesi istenecektir. Bu durumun yarı mamul üretimindeki anlamı da fazla
mesai, ek vardiya veya fason imalat v.s. olabilecektir. Yani programdan
üretilemez mesajı alan planlayıcı imalat programında değişikliklere giderek
programı yeniden run etmek durumunda olacaktır. (bence bu durum programın
bir zaafı olacaktır)
7.4 ÖZELLİKLER (FEATURES) ANALİZİ:
Problemin Tanımı: İşletmelerde üretilen ürünler genellikle tek tip ve özellikte
olmamaktadır. Aynı üretim proseslerinden geçmesine ve aynı rün ağacı yapısına
sahip olmasına rağmen ortaya çıkan ürünler örneğin renk, beden itibarıyla
biribirinden ayrılırlar.Bunun sonucunda da işletmenin ürettiği ürün sayısı esas
ürün çeşidinden farklı olarak çok daha fazla olacaktır. Bu sorunla karşı karşıya
kalan işletmeler bu ürünlerin takibinde zorluk çekmektedir ve envanter
planlaması yaparken ve ürün ağaçları oluşturuken/değişiklik yaparken fazla
zaman kaybetmektedirler. Bu sebeplerden dolayı ortaya çıkarılacak MRP
yazılımından bu sorunu bir şekilde çözmesini beklemektedirler.
Amaç: İşletmelerin ürünlerini, özellikleri de göz önüne alınarak her ürün için
özelliklerini de bir şekilde görebileceğimiz ürün ağaçları oluşturmak ve ilgili
ürünler için stok takibini de mümkün olduğunca kolaylaştırmak.
Problemi Açıklayıcı Bir Örnek: Bir A işletmesinin iki tip ürün ürettiğini
düşünelim. Bu ürünler, gömlek ve pantolon olsun.Bunlardan gömleği ele alacak
olursak ürün ağaçları aynı olmasına rağmen gömlekler renk, beden ve kumaş
tipi olarak birbirlerinden ayrılacaklardır. Bir gömleğin ürün ağacının şu şekilde
olduğunu düşünelim:
GÖMLEK

69
2.5M 8 Adet 5M 1 Adet Şekil 7.2 Örnek ürüne ait ürün ağacı
Bu verilerle birlikte üretilecek ürünler şu özellikler itibariyla birbirinden
ayrılacaktır:
İ) Renk : Kırmızı,Yeşil, Mavi; Sarı
ii) Beden : Small, Medium, Large, XLarge
iii) Kumaş tipi : Keten, pamuk, polyester, yün kumaş
Bu özellikleri gözönüne aldığımızda işletmenin üretebileceği olası gömlek çeşidi
4X4X4=64 olacaktır(Bu özelliklerin mevcut gömlek işletmelerinde çok daha fazla
olacağı aşikardır.).
Bununla birlikte belirli bir gömleğe ilişkin planlama yapılırken; örneğin 32 beden
kırmızı yün gömlek üretilecekse , bu ürünü üretmek için gerekli olan malzeme
planlaması yapılırken o gömleğe uygun düğme ve ipliğin kullanılacağı
unutulmamalıdır.Burada her beden gömlek için yaklaşık aynı miktarda kumaş
tüketimi yapılacağı varsayılmıştır.
Problemin Çözümüne İlişkin Alternatifler:Burada ürünlere ve o ürüne ilişkin
özellikleri sağlayan bileşenlere ait stokların planlamasını yaparken ve ürün
ağaçlarını oluştururken başvurulabilecek olası yöntemler aşağıda açıklanmaya
çalışılmıştır:
1) Her özellik bileşeni için ve özellik kombinasyonu ile ortaya çıkan ürün için ayrı
ayrı ürün ağacı ve tamamlanmış ürün için de yine ayrı ayrı stok bilgisi
tanımlamak:
Bu Yöntemin Avantaj/Dezavantajları:Bu yöntemde her bileşen, ürün ağacı ve
ürün stoğu ayrı ayrı düzenlendiği için işlem hacminin çok fazla olacağı açıktır.
KUMAŞ
DÜĞME
İPLİK YAKA
70
Bilgisayara dayalı olmayan bir sistemde; en basit olarak yukarıdaki gibi sadece
gömlek ve pantalon üreten bir işletmede dahi çok yüksek boyutlarda planlama,
kayıt, izleme ve değişiklik işlemi meydana gelecektir ki bu işlemleri manuel
yapmak imkansız hale dahi gelebilecektir.Böyle bir sistemde meydana
gelebilecek işlemleri bilgisayar ile yaptığımızı düşünürsek planlama kısmen de
olsa rahatlayacaktır. Ancak kalem sayısının ürün çeşiti bazında az olmasına
rağmen özellik bazında bir hayli fazla olduğu durumlarda planlama çalışmaları
çok fazla vakit kaybına sebep olacaktır.Buna karşın planlama manuele nazaran
çok daha kolay oalcaktır. Ürünlerdeki özelliklerin ve bileşen sayısının nispeten
az olduğu durumlarda bu yöntemin işletme için oldukça yararlı olduğu
söylenebilir.
2) Burada ürün ağacı iki kısmda düşünülmektedir: İskelet (o ürünün temel
bileşenlerinden meydana gelen) ürün ağacı ve özellik ve seçeneklerin
oluşturduğu yapı.
Eğer bütün özellik bileşenlerine ilişkin stokların sürekli olarak takibi yapılmak
isteniyorsa bu takdirde bütün bu özellik bileşenlerine ait ayrı stok dosyaları
oluşturulmalıdır.
Her bir özelliğe ilişkin özellik seçeneklerinin bulunduğu unutulmamalıdır.Örneğin
renk özelliğine ilişkin özellik seçenekleri kırmızı, yeşil, mavi, sarı ... olabilir.Ürün
ağaçlarının kaydedileceği ürün ağacı dosyalarında, iskelet ürün ağacından farklı
olarak özellikler için de seçeneklerinin kodlamalar vasıtsıyla görülebileceği
sahalar olmalıdır.
Bu şekilde belirli bir özelliğe ilişkin tek bir ürün ağacı tanımlayarak o özelliğin
bütün seçeneklerini ürün ağacı bilgilerinde izlememiz mümkündür.Örnek olarak
gömlek örneğinde gömlek F1kır F2yün F3XL biçiminde bir formatla bir kodlama
yaptığımızda burada
F1kır:Renk özelliğini tanıtıcı kod (1. özellik ve bu özelliğin seçeneği;kırmızı)
F2yün:Kumaş tipi özelliğini tanıtıcı kod
71
F3XL: Beden özelliğini tanıtıcı kod olacaktır.
Bu alternatif çözümün gerçekleşmesi için MRP yazılımında bir çeşit özellikler
dosyası tutulmalıdır.Bu özellikler dosyasında tam olarak şu şekilde bir veri
tabanı oluşturulur (ilgili kodun karşılığını yukarıdaki verilen :örnekteki F1 özelliği
ile birleştirelim):
Özellikler Veri Tabanı:
ÖZELLİK KODU :F1
ÖZELLİK TANIMI :RENK
ÖZELLİK ÇEŞİTLERİ (SEÇENEKLER) : KIRMIZI, SARI, YEŞİL
ÖZELLİK İLİŞKİLİ STOK KODLARI :KUMAŞ, DÜĞME, İPLİK
Buradaki features ilişkili stok kodları sahasına daha önce değinilmemiştir.
Features ilişkili stok kodu sahasıyla anlatılmak istenen ilgili özelliğin hangi
bileşenleri etkileyeceğidir.Örneklemek gerekirse kırmızı bir gömlek üretimi için
kumaş, düğme ve ipliğin de kırmızı olması gerekmektedir.
Bu Yöntemin Avantaj/Dezavantajları:Bu yöntemde mevcut kalem sayısı
mümkün en az seviyede olacaktır. Çünkü ürünler özellikleri, itibarıyla farklı
kalemler olarak değil tek bir ürün kalemi olarak izlenecektir.Bu durumda ürün
ağacında yapılacak değişiklikler daha kolay olarak güncellenecektir. Planlama
zamanı oldukça kısalacaktır.
Bu yöntemin dezavantajı bu düşüncenin yazılıma aktarılmasında kendini
gösterecektir. Bu sisteme ilişkin program yazılımı, önceki yöntemin yazılımına
nispeten daha güçtür.
Sonuç: Yapılan analizlerde bu yöntemler değerlendirilirken müşteri talepleri,
analizlerin yazılıma aktarılabilirliği ve planlamaya getirebilecekleri kolaylıklar göz
72
önüne alınmış ve sonuç olarak, ikinci yöntemin yazılıma geçirilmesine karar
verilmiştir.
7.5 OPSİYON (OPTION) ANALİZİ
Problemin Tanımı: İşletmelerde ürünler değişik option seçenekleriyle üretiliyor.
Ancak işletmeler her option ve option kombinasyonu içeren ürün için ayrı bir
ürün ağacı oluşturmak yerine tek bir ürün ağacı kullanmak ve optionları bu ürün
ağcında bir şekilde görmek istiyorlar. Bununla birlikte işletmeler hangi ürününde
hangi options veya options kombinasyonunu kullandığını ve mevcut stoklarında
options veya options kombinasyonu ile üretilen her ürününün miktarını bilmek
istiyorlar.(Bu aynı zamanda MRP için de elzem bir bilgidir).
Amaç:Tek bir ürün ağacı yapısında bütün optionsları tanımlayabilmek,options
veya options kombinasyonlu üretilmiş ve stokta bulunan ürünlerin mevcudunu
bilmek, aynı şekilde ürün ağacında olduğu gibi ilgili ürün stoğunu da tek bir stok
kartında takip edebilmek.
Sistemin Genel İşleyişine Bir Örnek:
A ürününü üreten bir Z işletmesi olsun. Bu ürünün tek seviyeli bir yapıya sahip
olduğunu düşünelim. Bu A ürününün ürün ağacını ise şöyle tanımlayalım :
A :
B(1)
C(1)
D(1)
Not: Parantez içindeki değerler bileşenlerin A ürünündeki kullanım sayısını
gösterir.
Burada B bileşeninin bu ürün için bir options olduğunu ve bu optionsın iki
seçeneği (B1 ve B2) olduğunu düşünelim. Bu durumda A ürünü için ürün
kombinasyonu ;
A0 : B bileşenin kullanılmadığı durum
A1 : B1 optionsunun kullanıldığı durum
A2 : B2 optionsunun kullanıldığı durum
73
Z işletmesinin A ürününe olan talebin dönemler itibarıyla şöyle gerçekleştiğini
varsayalım(bu ürünlerden başlangıçta elimizde bulunmadığını ve lot for lot
olarak üretildiğini düşünelim):
Dönemler 10/05/96 20/05/96 A ürünü 30 20 A1 ürünü 40 50 A2 ürünü 20 60
Bileşenlere ilişkin temin süreleri ve başlangıç mevcutları ise şöyle olsun:
B1: 2 gün 25 Adet
B2: 3 gün 30 Adet
C : 4 gün 20 Adet
D : 3 gün 45 Adet
MRP sistemi ile malzeme planlaması yapıldığında şu çıktılar alınacaktır (fixed
order quantity yöntemi ile ve FOQ:50 birim):
B1: 08/05/96 tarihinde 50 birim
18/05/96 tarihinde 50 birim
Dönem sonu devreden mik: 35 birim
B2: 17/05/96 tarihinde 50 birim
Dönem sonu devreden mik:0 birim
C . 06/05/96 tarihinde 100 birim
16/05/96 tarihinde 100 birim
Dönem sonu devreden mik:0 birim
D : 07/05/96 tarihinde 50 birim
17/05/96 tarihinde 150 birim
Dönem sonu devreden miktar :25 birim
Bu planlama sonucunda Master Schedule tarafından belirtilen ürünlerin ilgili
dönemlerde tamamlanabilmesi için gerekli malzeme ihtiyaçları dönemler
bazında belirlenmiştir.
Probleme İlişkin Alternatif Çözümler:
1)Eğer üretim hattındaki bütün istasyonlar sadece gerektiği kadar üretim
yapıyorsa eldeki stok miktarı daima sıfıra eşit olacaktır.
74
Bu yöntemin değerlendirilmesi:Bu yöntem çok istikrarlı ekonomiler ve temin
süresi çok az ölçülerde değişen bileşenlerin kullanıldığı ürünlerde kullanılabilir.
Yani böyle bir yöntemin kullanılması çok sınırlı bir kesime hitap edecektir.
2)Üretim-montaj işlemleri FOQ yöntemi ile çalışıyorlarsa; Bu durumda planlama
dönemi sonlarında ilgili ürünleden belirli bir miktar elde kalmış olacaktır.Bu
stokları takip edebilmek için alternatif çözüm yolları :
a)Her options veya options kombinasyonuna sahip ürün için ayrı bir stok kartı
tanımlayarak ilgili ürünlere ait stok bakiyelerini bu kartlar üzerinden takip etmek.
Burada bir ürüne ilişkin opsiyonları takip edebilmek için bir opsiyon dosyası
oluşturulmuştur.Bu dosyada veri tabanı şu yapıda olmalıdır (bir otomobil için air
conditionun opsiyonel özelliğini burada örnek olarak ele alırsak):
OPSİYON KODU: OPT01
OPSİYON TANIMI: AC (air condition)
OPSİYONUN İLİŞKİLİ STOK KODLARI: KARTAL, DOĞAN, ŞAHİN
Burada air conditionun ilişkili stok kodlarına bakıldığında bu opsiyonun sadece
kartal, doğan ve şahin kodlu ürünlerde kullanılabileceği anlaşılmalıdır.
Bu yöntemin değerlendirilmesi:Bu yöntemde her opsiyon için ayrı bir dosya
tanımlamak gerektiğinden, takip edilmesi gerekli olan ürün çeşiti opsiyonların
kombinasyonu kadar artacaktır. Örneğin işletme 3 tip ürün üretiyorsa ve 4 çeşit
opsiyona sahipse, bu durumda ürün çeşit sayısı (ü.ç.ş.);
Ü.Ç.Ş=ürün sayısıX{c(4;0)+c(4;1)+c(4;2)+c(4;3)+c(4;4)}
=ürün sayısıX16 (Burada bir opsiyonun kullanılıp kullanılmasının diğerinin
kullanımını etkilemediği, yani opsiyonların birbirinden bağımsız olduğu kabul
edilmiştir.)
Görüldüğü gibi 4 opsiyona sahip olan bir ürün aslında 16 farklı ürün grubuna
grubunu temsil etmektedir.Bu durumda planlaması yapılacak ürün sayısı 16 kat
artmış olacaktır.Bu ise planlama da oldukça önali zaman harcanmasına sebep
olacaktır. Ancak bilgisayar temelli bir sistem kullanıldığında planlama faaliyetleri
oldukça kolaylaşacaktır.
75
b)Tek bir ürün stok kartı açarak bu ürün kartında kodlamalar yaparak bütün
options veya options kombinezonu için ürün sayısını buradan çeşitlendirmek. Bu
çözüm yöntemine bir örnek verelim;
İşletme iki tip ürün üretiyor olsun:Kodları: UR1 ve UR2
Bu ürünlere ait 3 adet option olsun:Kodları:OPT1, OPT2 ve OPT3
Bu sistemin kullanılması Features’lar için de uygun olacaktır.Bu örneğimizde 2
features ve bunların 2 adet öğesi olduğunu varsayalım:
Bunların kodları:F1(KIR,YEŞ) ve F2(36,38)
Ürün Stok Kartındaki kodlama bilgisi:
ürün options features
UR1 OPT1 OPT2 OPT3 F1KIR F236
Bu bilgilerin aynı zamanda hareket kayıtlarında da bulunması gerekir.
Burada da bir ürüne ilişkin opsiyonları takip edebilmek için önceki
seçenektekinin aynısı olan opsiyon dosyası oluşturulmuştur.Bu dosyadaki veri
tabanı da yukarıdakinin aynısı olacaktır.
Bu yöntemin değerlendirilmesi: Bu yöntem teorik olarak iyi bir çözüm yolu gibi
görünmesine rağmen yazılımı oldukça zordur. Planlama faaliyetleri için
harcanacak zaman bu yöntemde en aza indirilmiştir.
Sonuç: Bu analizlerde müşteri talepleri, çözümün yazılıma aktarılabilirliği,
planlama kolaylıkları gözönüne alınarak olurlu bir çözüm üretilmesine
çalışılmıştır. Uygulamada en uygun çözümü ikinci alternatifin b şıkkı vermesine
rağmen bu sistemin yazılıma aktarılması pek olanaklı olmadığı için bu
yöntemden vazgeçilmiştir.Sonuç olarak ikinci alternatifin ilk seçeneğinin ilgili
kriterler açısından en iyi olduğuna ve yazılıma geçirilmesine karar verilmiştir.
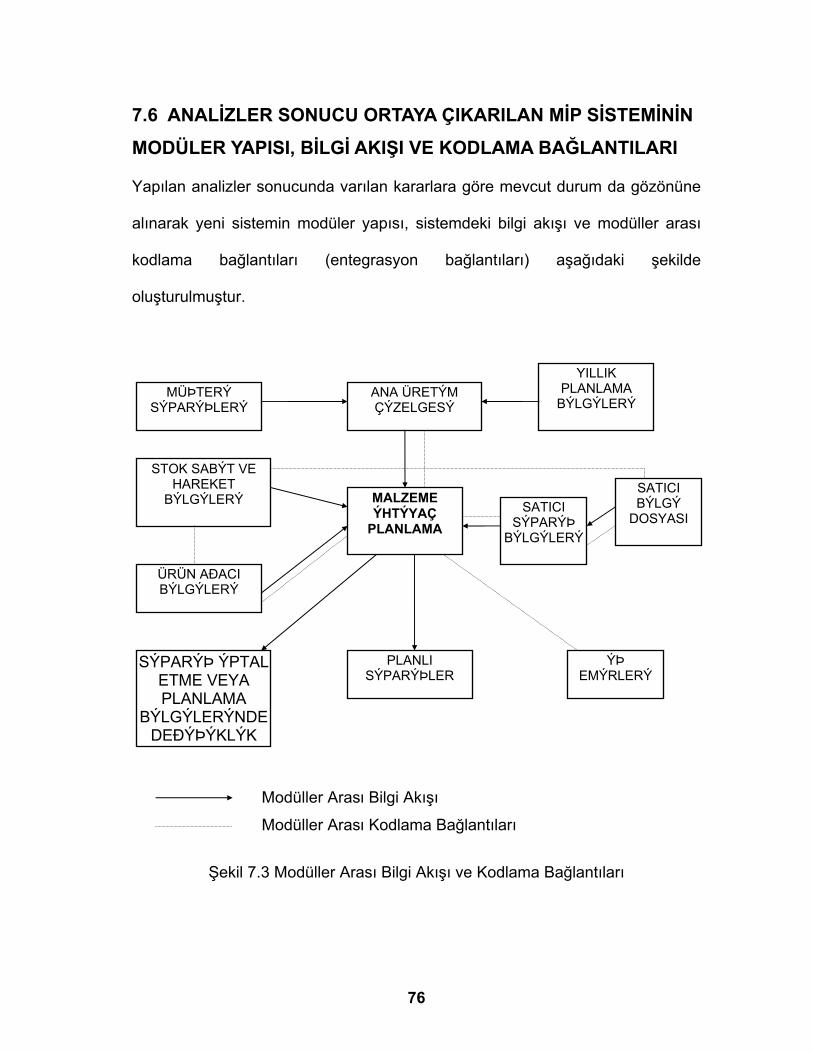
76
7.6 ANALİZLER SONUCU ORTAYA ÇIKARILAN MİP SİSTEMİNİN
MODÜLER YAPISI, BİLGİ AKIŞI VE KODLAMA BAĞLANTILARI
Yapılan analizler sonucunda varılan kararlara göre mevcut durum da gözönüne
alınarak yeni sistemin modüler yapısı, sistemdeki bilgi akışı ve modüller arası
kodlama bağlantıları (entegrasyon bağlantıları) aşağıdaki şekilde
oluşturulmuştur.
Modüller Arası Bilgi Akışı
Modüller Arası Kodlama Bağlantıları
Şekil 7.3 Modüller Arası Bilgi Akışı ve Kodlama Bağlantıları
ANA ÜRETÝM ÇÝZELGESÝ
MÜÞTERÝ SÝPARÝÞLERÝ
YILLIK PLANLAMA
BÝLGÝLERÝ
STOK SABÝT VE HAREKET
BÝLGÝLERÝ SATICI SÝPARÝÞ
BÝLGÝLERÝ
SATICI BÝLGÝ
DOSYASI
ÜRÜN AÐACI BÝLGÝLERÝ
MALZEME ÝHTÝYAÇ
PLANLAMA
SÝPARÝÞ ÝPTAL ETME VEYA PLANLAMA
BÝLGÝLERÝNDE DEÐÝÞÝKLÝK
PLANLI SÝPARÝÞLER
ÝÞ EMÝRLERÝ
77
8. SONUÇ VE YORUM
Bu proje çalışması gerek benim için gerek Netsis Yazılım Sanayi ve Tic. Ltd. Şti.
için önemli ve yararlı sonuçlar ortaya çıkarmıştır.
Bu proje çalışması boyunca üstlendiğim sorumluluğun da önemi nedeniyle
Malzeme İhtiyaç Planlama Sistemi, önemi, bilgisayara dayalı MİP sistemi, MİP
konusunda yazılmış olan yerli ve yabancı MİP yazılımları ve bu yazılımların
özellikleri, MİP Sisteminin sahip olması gereken veri tabanı yapısı, Türkiye’de
uygulanma oranı, MİP Sisteminin uygulanmasında karşılaşılan zorluklar ve
bunların önlenmesi için yapılması gerekli olan çalışmalar ve alınması gereken
tedbirler konusunda, zamanın ve imkanların elverdiği ölçüde bilgi sahibi oldum.
Bir konuda analiz çalışmasında bulunabilmek için o konu hakkında her yönü ile
tam bilgi sahibi olmak gerektiği kanısındayım. Bu nedenle önce MİP konusunda
belirli bir seviyeye ulaştıktan sonra yazılımı yapılacak olan MİP sistemi
konusunda sistem analizi çalışmalarına başladım. Analizin başlangıcında
yazılımı yapılacak olan MİP programında bulunması istenilen özellikler (opsiyon
ve özellikler gibi) ve yazılımı yapılacak olan programın ilk versiyonunda kısıt
koşulları nedeni ile yer alamayacak olan hususları (hurda- fire oranı gibi) açık
olarak belirledim. Bu özellikler ve kısıt koşulları Netsis yöneticilerinin politikaları
sonucunda ortaya çıkarılmıştır. Analizin ikinci aşamasında Netsis’te yazılmış
mevcut olan ticari programlardaki sipariş ve üretim sistemini ve bunlara ilişkin
veri tabanı yapılarını inceledim. Daha sonra MİP sisteminin ihtiyacı olan
algoritmayı, modüler yapıyı ve bu modüler yapının ihtiyacı olan veri tabanı
yapısını belirleyerek mevcut sisteme ilave olarak eklenmesi gereken modüller ve
veri sahalarını belirledim. MİP yazılımından ne tür çıktılar, raporlar alınması
gerektiğini belirlemeye çalıştım. Ve bu tespitlerimi MİP analizlerinde yer alan
Netsis yöneticilerine aktardım. Analiz çalışmalarında bu aşamadan sonra
genelde tavsiye edici olarak yer aldım.
78
Bütün bu yaptığım çalışmalar sayesinde MİP Sistemini detaylarıyla öğrenmekle
birlikte bir sistem ananlizi çalışmasında uygulanması gereken prosedürler
konusunda da belirli bir tecrübeye sahip oldum.
Proje çalışmam teorik ve uygulama bölümü olarak iki bölümde görünse de
aslında tamamen uygulama çalışmasıdır. Çünkü burada yapılan, bir modelin
veya sistemin bir işletmeye uygulanması değil, geniş sektörlere cevap
verebilecek bir sistemin her yönü ile tanınması, tanıtılması(teorik bölüm) ve buna
uygun bir paket programın hazırlanması için gereken analizlerin yapılmasıdır
(uygulama bölümü).
Kazandığım bu tecrübe ve bilgilerin, okul sonrası atılacağım iş hayatında daha
sağlam adımlar atmamda büyük pay sahibi olacağına inanıyorum.

79
1 Acar Nesime Milli Prodüktivite Merkezi Yayýnlarý 1991 2 Jimmie Browne, John Harhen, James Shivan Production And Management
Systems A Cým Perspective, Addison- Wesley Publishing Company 3I IBM Modüler Uygulama Sistemleri Eðitimi, Ana Üretim Planlamasý, Malzeme
Gereksinim Planlamasý, Kavramlar- Çalýþma Kitabý 4 Dilworth B. James Production And Operations Management, Manufacturing
And Nonmanufacturing, Second Edt. Random House Business Division, Newyork Toronto
5 Tersine J. Richard, Principles Of Ýnventory And Materials Management, Fourth Edt.,The University Of Oklahoma
6 Ulusoy Gündüz, Sanayide Bilgisayar Kullanýmý Ve Otomasyon 1990 Sempozyumu, Ýmalat Kaynak Planlamasý Bildirisi
7 Manchuk S., “Cim Projects May Be Doomed To Failure Ýf Key Building Blocks Are Missing”,Industrial Engineering Handbook, :Vol. No:17
8 Camcý Birgül, Netsis Yazýlým Sanayi ve Tic. Ltd. Þti. Yazýlýmlarý Kullaným
Kitabý