Embed Size (px)
Citation preview

แผนการจดการเรยนร วชา งานเชอมและโลหะแผนเบองตน รหสวชา 2100-1005 หนวยท 2 ชอหนวย งานบดกรแขง สอนครงท 7 จ านวน 4 ชวโมง หวขอเรอง 1. หลกการบดกรแขง 2. ประเภทของการบดกรแขง 3. ลวดบดกรแขง 4. ฟลกซบดกรแขง 5. ขอดของการบดกรแขง สาระส าคญ งานบดกรแขง (Brazing) หมายถง กรรมวธตอโลหะสองชนใหตดกนโดยใชความรอนเกนกวา 840 0F (450 0C) หลอมละลายโลหะบดกร (ลวดบดกร) ใหประสานโลหะสองชนตดกนโดยทชนโลหะทงสองชนไมไดหลอมละลายรวมตวกบโลหะบดกร สมรรถนะประจ าหนวยการเรยนร บดกรแขงทองเหลองแผนเหลกกลาคารบอนตอเกยชนงาน จดประสงคการเรยนร
จดประสงคทวไป 1. เพอใหรและเขาใจหลกการกระบวนการบดกรแขง 2. เพอใหมทกษะเกยวกบงานบดกรแขง 3. เพอใหมระเบยบวนย ความรบผดชอบ ความสนใจใฝร และกจนสยทดตอการท างาน เกยวกบงานบดกรแขง จดประสงคเชงพฤตกรรม
1. บอกหลกการบดกรแขงได 2. บอกประเภทของการบดกรแขงได 3. บอกชนดของลวดบดกรแขงได 4. เลอกใชลวดบดกรแขงใหเหมาะสมกบโลหะงานได 5. เลอกชนดของฟลกซบดกรแขงทใชกบชนดของลวดบดกรแขงได 6. บอกหนาทของฟลกซทใชในการบดกรแขงได 7. บอกขอดของงานบดกรแขงได 8. บดกรแขงทองเหลองตอเกยชนงานได 9. ผเรยนมระเบยบวนย ความรบผดชอบ ความสนใจใฝร และกจนสยทดตอการท างาน เกยวกบงานบดกรแขง 10. ผเรยนน าหลกปรชญาเศรษฐกจพอเพยง บรณาการเขากบงานบดกรแขงได

79
กจกรรมการเรยนการสอน ขนท 1 น าเขาสบทเรยน (Motivation)
ขนท 2 ใหเนอหา (Information) ขนท 3 ประกอบกจกรรมการเรยน (Application) ขนท 4 สรปผล (Progress) การประเมนผล 1. ประเมนผลสมฤทธทางการเรยนกอนเรยน 10 คะแนน 2. ประเมนผลสมฤทธทางการเรยนหลงเรยน 10 คะแนน 3. แบบฝกหดสงเสรมการเรยนร 10 คะแนน 4. ประเมนผลการปฏบตงาน 10 คะแนน 5. ประเมนคณธรรม จรยธรรม 30 คะแนน 6. ประเมนหลกปรชญาเศรษฐกจพอเพยง 30 คะแนน

80
แบบประเมนผลสมฤทธทางการเรยนกอนเรยน หนวยท 2 งานบดกรแขง
จ านวน 10 ขอ เวลา 10 นาท คะแนนเตม 10 คะแนน
ค าชแจง จงเลอกค าตอบทถกตองทสดเพยงขอเดยว 1. หลกการบดกรแขง คอขอใด ก. กรรมวธการตอโลหะสองชนใหตดกนโดยใชความรอนทอณหภม ต ากวา 640 0F ข. กรรมวธการตอโลหะสองชนใหตดกนโดยใชความรอนทอณหภม เกน 640 0F ค. กรรมวธการตอโลหะสองชนใหตดกนโดยใชความรอนทอณหภม ต ากวา 840 0F ง. กรรมวธการตอโลหะสองชนใหตดกนโดยใชความรอนทอณหภม เกน 840 0F 2. งานบดกรแขงแตกตางจากงานเชอม คอขอใด ก. งานเชอมลวดเชอมหลอมละลาย แตงานบดกรแขงลวดบดกรไมหลอมละลาย ข. งานเชอมชนงานหลอมละลาย แตงานบดกรแขงชนงานไมหลอมละลาย ค. รอยเชอมแขงแรงนอยกวา รอยบดกรแขง ง. งานบดกรแขงใชอณหภมสงกวาการเชอมเลกนอย 3. ถาตองการใชลวดทองเหลองบดกรแขงควรเลอกใชฟลกซประเภทใด ก. ผงบอแรกซ ข. โซเดยมไซยาไนด ค. อลคาไลนไบฟลออไรด ง. กรดโบรก 4. ขอใด คอ หนาทของฟลกซบดกรแขง ก. เตมธาตบางชนดลงในชนงาน ข. ชวยเพมออกไซดขณะบดกร ค. ชวยท าใหลวดบดกรแลนซมเขารอยตอไดงาย ง. ชวยท าความสะอาดชนงาน 5. ขอใด คอ ขอดของการบดกรแขง ก. ชนงานเกดการเปลยนแปลงโครงสรางแขงแรงขน ข. เกดแนวเชอมพอกเกนผวงานท าใหแนวบดกรแขงแรง ค. ภาระการรบแรงมากกวาการเชอมแบบหลอมละลาย ง. เชอมโลหะตางชนดได 6. ขอใด คอ ประเภทของการบดกรแขง ก. บดกรแขงในเตา และบดกรแขงดวยแสงอลตราไวโอเลท ข. บดกรแขงดวยการเหนยวน า และบดกรแขงทางไฟฟา ค. บดกรแขงดวยหวเชอมแกส และบดกรแขงดวยแสงอลตราไวโอเลท ง. แขงดวยการเหนยวน าและบดกรแขงดวยหวเชอมแกส

81
7. การบดกรแขงทองแดงโดยใชลวดเงนควรใชฟลกซประเภทใด ก. ผงบอแรกซ ข. โซเดยมไซยาไนด ค. อลคาไลนไบฟลออไรด ง. ยางสน 8. ชนดของลวดบดกรแขงขอใดกลาวถกตอง ก. ลวดทองเหลอง และลวดเหลกหลอ ข. ลวดทองเหลองและลวดเงนเจอ ค. ลวดทองแดงผสม และลวดเหลก ง. ลวดเงน และลวดเหลกหลอ 9. ถาตองการบดกรแขงเหลกหลอควรเลอกใชลวดเชอมชนดใด ก. ลวดทองเหลอง ข. ลวดเงน ค. ลวดเงนเจอ ง. ลวดเหลกหลอ 10. ขอใดกลาวไมถกตองเกยวกบงานบดกรแขง ก. ประสานโลหะสองชนดทแตกตางใหตดกนได ข. ประสานโลหะสองชนทเหมอนกนใหตดกนได ค. ประสานโลหะกบอโลหะทกชนดใหตดกนได ง. ประสานโลหะหนาและบางใหตดกนได

82
กระดาษค าตอบ แบบประเมนผลสมฤทธทางการเรยนกอนเรยน
วชา งานเชอมและโลหะแผนเบองตน รหส 2100-1005 ชอ-สกล.........................................................รหส............................แผนกวชา........................ .....
ระดบชน....................กลม..............ภาคเรยนท............ปการศกษา.......................
หนวยท .........เรอง............................................................
ขอ ก ข ค ง 1 2 3 4 5 6 7 8 9 10
รวมคะแนนทดสอบ
คะแนนทได คะแนนเตม
…………………………………….ผตรวจ

83
หนวยท 2 งานบดกรแขง
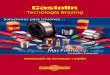
1. หลกการบดกรแขง งานบดกรแขง (Brazing) หมายถง กรรมวธตอโลหะสองชนใหตดกนโดยใชความรอนเกนกวา 840 0F (450 0C) หลอมละลายโลหะบดกร (ลวดบดกร) ใหประสานโลหะสองชนตดกนโดยทชนโลหะสองชนไมไดหลอมละลายรวมตวกบโลหะบดกรโดยมฟลกซ (Flux) เปนตวชวยประสานท าใหโลหะบดกรไหลซมเขาไปชองวางรอยตองายขน รอยตอส าหรบงานบดกรแขง ไดแก รอยตอเกย รอยตอชน รอยตอชนปากเฉยง เปนตน นอกจากนยงออกแบบรอยตอเพอใหเกดความแขงแรง และเหมาะสมเฉพาะงานนนๆ
รปท 2.1 แสดงลกษณะการบดกรแขงดวยหวเชอมแกส
ทมา : วรตน เพชรประดษฐ
2. ประเภทของการบดกรแขง การบดกรแขงแบงตามกรรมวธการใหความรอนแกชนงาน สามารถแบงไดหลายประเภท ไดแก การบดกรแขงดวยหวเชอมแกส (Torch Brazing) การบดกรแขงในเตา (Furnace Brazing) การบดกรแขงโดยการเหนยวน า (Induction Brazing) การบดกรแขงดวยความตานทาน (Resistance Brazing) การบดกรแขงดวยวธการจม (Dip Brazing) และการบดกรแขงดวยรงสอนฟราเรด (Infrared Brazing) 2.1 การบดกรแขงดวยหวเชอมแกส (Torch Brazing) เปนการบดกรแขงโดยใชหวเชอมแกสหวเดยวหรอหลายหวเผาชนงานใหรอนทงนขนอยกบอณหภมและปรมาณความรอนทตองการและแกสทใชเปนเชอเพลง ไดแก อะเซทลน โพรเพน และแกสหงตมทวไป 2.2 การบดกรแขงในเตา (Furnace Brazing) เปนการบดกรแขงงานทสามารถวางประกอบกนไดงาย โดยวางบนสายพาน และเตมลวดบดกรแขงพรอมฟลกซไวทรอยตอ แลวใหสายพานเคลอนพางานผานเขาไปในเตา เหมาะสมกบงานทตองการผลผลตจ านวนมาก
โลหะชนงาน
ฟลกซเกาะตดลวดบดกร
ลวดบดกร
หวเชอมแกส
รอยบดกรแขง

84
2.3 การบดกรแขงโดยการเหนยวน า (Induction Brazing) จะอาศยกระแสไฟฟาเหนยวน างานจนเกดความรอนสงพอทจะท าใหลวดบดกรแขงละลายโดยจะวางงานทตองการบดกรไวใกลกบขดลวดเหนยวน า 2.4 การบดกรแขงดวยความตานทาน (Resistance Brazing) เปนการบดกรแขงโดยอาศยความรอนจากการตานทานไฟฟาของโลหะงาน โดยงานจะเปนสวนหนงของวงจรไฟฟา สวนลวดบดกรแขงควรเตมกอนทจะบดกร และใชฟลกซเสมอ 2.5 การบดกรแขงดวยวธการจม (Dip Brazing) 2.5.1 จมในน ายาเคม (Chemical Bath Dip Brazing) โดยการเตมลวดบดกรแขงบนรอยตอแลวจมลงในเกลอเหลว เกลอจะเปนตวใหความรอนแกงานและลวดบดกรแขง 2.5.2 จมในโลหะเหลว (Molten Metal Bath Dip Brazing) โดยจมงานลงในลวดบดกรแขงซงหลอมเหลวแลว และบรรจอยภายในเบาหรอหมอทเหมาะสม 2.6 การบดกรแขงดวยรงสอนฟราเรด (Infrared Brazing) เปนการบดกรแขงโดยอาศยความรอนอนฟราเรดซงแผรงสออกจากรงสสแดงในสเปกตรม หลอดไฟทเปนแหลงความรอนในการบดกรเรยกวา ควอรตแลมป (Quart Lamp) มขนาดถง 5,000 วตต 3. ลวดบดกรแขง เปนตวยดหรอประสานใหโลหะสองชนใหตดกนโดยลวดเชอมจะหลอมละลายเกาะตดชนงาน ซงลวดบดกรแขงจะตองมจดหลอมละลายต ากวาชนงาน ลวดบดกรแขงควรมคณสมบตดงน 1. เกาะตดผวโลหะงานไดงาย และแขงแรง 2. ไมแยกตวขณะหลอมเหลว 3. สามารถไหลตวไดด
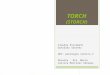
รปท 2.2 แสดงลกษณะลวดบดกรแขง ทมา : วรตน เพชรประดษฐ
ลวดเงน
ลวดทองเหลอง

85
ตารางท 2.1 แสดงการเลอกใชลวดบดกรแขงใหเหมาะสมกบโลหะงาน โลหะชนงาน โลหะบดกร
อะลมเนยม BAISi, aluminum silicon เหลกกลาคารบอน
BCuZn, brass (copper – zinc) BCu, copper alloy BAg, Silver alloy
เหลกหลอ BCuZn, brass (copper-zinc) เหลกกลาไรสนม
BAg, silver alloy BAu, gold base alloy BNi, nickel alloy
ทองแดง
BCuZn, brass (copper-zinc) BAg, silver alloy BCuP, copper - phosphorus
เหลกกลาผสม BAg, silver alloy BNi, nickel alloy
ทมา : นรศ ศรเมฆ และพชย โอภาสอนนต. งานเชอมและโลหะแผนเบองตน. หนา 117
4. ฟลกซบดกรแขง ฟลกซ (Flux) เปนตวชวยประสาน ท าใหโลหะบดกรแลนซมเขาไปในชองระหวางรอยตอไดงาย และยงเปนตวชวยท าความสะอาดผวหนางานและขจดออกไซดบางๆ ขณะบดกร ซงฟลกซจะมทงชนดผงและเหลว วธการใชฟลกซรวมกบลวดบดกร โดยการใหความรอนกบลวดบดกรความยาวประมาณ 5 เซนตเมตร แลวน าลวดจมลงฟลกซ (ผง) ฟลกซจะตดกบลวดบดกรจากน นใหความรอนกบชนงานบรเวณทท าการบดกรใหมสแดงเรอๆ จงเตมลวดพรอมฟลกซลงในรอยตอ ฟลกซจะชวยใหลวดบดกรแลนซมไปในรอยตอไดงาย หนาทของฟลกซบดกรแขง 1. ก าจดออกไซดบางๆ ไขมนทอยบนผวหนางานขณะบดกร 2. ชวยใหลวดบดกรไหลตวดขน ซงชวยใหน าโลหะลวดบดกรเกาะผวหนาโลหะงานด 3. ชวยใหเกดปฏกรยาแทรกซมไดด
รปท 2.3 แสดงลกษณะชนดฟลกซบดกรแขง
ทมา : วรตน เพชรประดษฐ
ฟลกซส าหรบ ลวดทองเหลอง
ฟลกซส าหรบ ลวดเงน

86
ตารางท 2.2 แสดงการเลอกใชฟลกซขนอยกบชนดของลวดบดกร ลวดบดกร โลหะบดกร ฟลกซ (Flux)
ทองเหลอง บรอนซ เหลกกลา เหลกหลอ บอแรกซ เงน เงนเจอ ทองแดง เงน โซเดยมไซยาไนด
กรดโบรก กรดโบเรต เงนเจอ เหลกกลาไรสนม
ซลคอนบรอนซ ทองเหลองเจออะลมเนยม เบรลเลยม
อลคาไลนไบฟลออไรด
ทมา : นรศ ศรเมฆ และพชย โอภาสอนนต. งานเชอมและโลหะแผนเบองตน. หนา 115 5. ขอดของการบดกรแขง 1. ชนงานไมเกดการเปลยนแปลงโครงสรางภายใน ซงมผลตอความแขงแรงของโลหะ 2. ใชแกปญหางานเชอมโลหะบางชนดทเชอมยาก เชน ทองแดง อะลมเนยม เหลกกลาไรสนม 3. ไมเกดแนวเชอมพอกเกนผวงานท าใหไมตองตกแตงแนวเชอม 4. ชนงานไมเสยรปเนองจากใหความรอนนอยกวาการเชอม 5. ใชเวลาการเชอมนอยกวาการเชอม 6. สามารถแกไขงานไดงายเมอตองการ เชน งานไมไดรปทรงตามทก าหนดเพยงใหความรอนแลวถอดหรอโยกใหไดตามแบบตามตองการ 7. ใชบดกรชนงานสองชนหนาบางไดด

87
สรปเนอหา หนวยท 2 งานบดกรแขง
การบดกรแขง เปนการตอโลหะสองชนใหตดกนโดยใชความรอนเกนกวา 840 0F โดยทโลหะชนงานไมหลอมละลายเพยงมสแดงเรอๆ แตลวดบดกรจะหลอมละลายเกาะตดชนงานโดยมฟลกซเปนตวชวยประสานท าใหโลหะบดกร ไหลซมเขาสชองวางรอยตอ ประเภทของการบดกร เชน การบดกรดวยหวเชอมแกส การบดกรแขงในเตา การบดกรดวยการเหนยวน า การบดกรดวยความตานทาน การบดกรแขงดวยรงสอนฟราเรด และการบดกรดวยวธการจม เปนตน

88
แบบแบบฝกหดสงเสรมการเรยนร หนวยท 2 งานบดกรแขง
จ านวน 10 ขอ เวลา 20 นาท คะแนนเตม 10 คะแนน
ตอนท 1 ค าชแจง ใหขดเสนใตขอความทผเรยนเหนวาถกตองทสด (5 คะแนน) 1. งานบดกรแขง คอ Brazing - Soldering 2. ถาเราจะเชอมทองแดงควรใชลวดบดกร ทองเหลอง - เงน 3. ถาตองการเชอมเหลกหลอควรใชฟลกซ บอแรกซ - กรดโบรก 4. ลวดบดกรชนดเงนเจอใชบดกรโลหะงาน เหลกหลอ - เหลกไรสนม 5. การบดกรแขงไมเกดแนวเชอมพอกนนเปน ขอด - ขอเสย ตอนท 2 จงตอบค าถามตอไปน (5 คะแนน) 1. การบดกรแขง หมายถง (1 คะแนน) ............................................................................................................... .............................................................................................................................................................................. ................................... ............................................................................................................................................................. ... ............................................................................................................................. ................................................................................................................................................................ ...................................2. จงบอกประเภทของการบดกรแขงมอะไรบาง (บอกมาอยางนอย 3 ประเภท ) (1 คะแนน) ............................................................................................................................. ................................................................................................................................. .................................................................. ............................................................................................................................. ................................... ......................................................................................................................................................... ....... 3. จงบอกชนดของลวดบดกรแขงมอะไรบาง (บอกมาอยางนอย 3 ชนด ) (1 คะแนน) ............................................................................................................................................................................................................................................................................................. ................................... ............................................................................................................................. ................................... ............................................................................. ................................................................................ ... 4. จงบอกชนดของฟลกซทใชในการบดกรแขงมอะไรบาง (บอกมาอยางนอย 3 ชนด ) (1 คะแนน). .................................................................................. ........................................................................................................................................................................................................... ................................... .............................................................................................................................................. .................. ................................................................................................................ ................................................ 5. จงบอกขอดของการบดกรแขง (บอกมาอยางนอย 3 ชนด ) (1 คะแนน). ............................................................................................................................. ................................................................................................................................................................ ................................... ........................................................................... ................................................................................. .... ............................................................................................................................. ...................................

89
วชา งานเชอมและโลหะแผนเบองตน รหสวชา 2100-1005 ชอหนวย งานบดกรแขง ชองาน งานบดกรแขงทองเหลองตอเกยชนงาน
ใบงานท 2.1
เวลา 3 ชวโมง
ค าสง ใหผเรยนบดกรแขงทองเหลองตอเกยชนงาน จ านวน 2 แนว
จดประสงคเชงพฤตกรรม เครองมอและอปกรณ/วสด บดกรแขงทองเหลองตอเกยชนงานได เครองมอและอปกรณ
1. สถานเชอมแกส พรอมอปกรณเชอมแกส และแหลงจายแกส หรอชดเชอมแกสเคลอนท 2. แวนตาเชอมแกส 3. ถงมอหนง 4. หวทพเชอม เบอร 0, 1 5. อปกรณจดเปลวไฟ 6. Tip Cleaner 7. คบจบงานรอน วสด 1. เหลกแผนขนาด 1.6x40x120 มม. จ านวน 2 ชน 2. ลวดบดกรแขงทองเหลอง Ø 2 มม. 3. ฟลกซบดกรแขง (บอแรกซ)
วทยาลยเทคนคนครปฐม
มมน าหวทพเชอมและลวดเชอมกบงาน
300- 450
300- 450

90
ล าดบขนการท างานการบดกรแขงทองเหลองตอเกยชนงาน ภาพประกอบ ค าอธบาย
1. เตรยมเครองมอและอปกรณงานบดกรแขง ประกอบดวย ชดเชอมแกสออกชเจนและอะเซทลน แวนตาเชอมแกส ถงมอหนง เอยมหนง คมจบงานรอน แปรงลวด เขมแยงหวทพเชอม ทจดเปลวไฟแกส
2. เตรยมชนงานและลวดบดกรแขงทองเหลองตอเกยชนงาน 2.1 ตดชนงานใหไดขนาด 1.6x40x120 มม. จ านวน 2 ชน ดวยเครองตด Power Shear
2.2 ท าความสะอาดชนงานดวยแปรงลวด ท าความสะอาดสนมบนชนงานทง 2 ชนใหสะอาดกอนท างานเชอมทกครง
2.3 เตรยมลวดบดกรแขงทองเหลอง และ ฟลกซบดกรแขง (บอแรกซ)
120
40
0

91
ล าดบขนการท างานการบดกรแขงทองเหลองตอเกยชนงาน (ตอ) ภาพประกอบ ค าอธบาย
3. วางชนงานบดกรแขงตอเกยในต าแหนงทาราบ วางชนงาน 2 ชนเกยกน 20 มม. ใหขนานกนตลอดความยาวชนงานบนอฐทนไฟ
4. ปรบเปลวไฟส าหรบบดกรแขง ตามขนตอนใบงานท 1.2 ทปฏบตมาแลว ปรบเปนเปลวคารบไรซง หรอเปลวนวทรล
5. น าลวดเชอมทองเหลองจมฟลกซ 5.1 ใชเปลวไฟใหความรอนลวดบดกรทองเหลองทางปลายทจะบดกรยาวประมาณ 40-50 มม. (อยาใหรอนแดง)
5.2 แลวน าลวดบดกรทองเหลองชวงทใหความรอนไปจมฟลกซ
เปลวนวทรล
เปลวคารบไรซง
ชวงใหความรอน 40-50 มม.

92
ล าดบขนการท างานการบดกรแขงทองเหลองตอเกยชนงาน (ตอ) ภาพประกอบ ค าอธบาย
5.3 ฟลกซเกาะตดลวดบดกรทองเหลองชวงใหความรอนพรอมใชงาน
6. ประกอบเชอมยดชนงานตอเกย 6.1 บดกรยดชนงาน หว-ทาย 2 จด ดวยการปรบเปลวไฟคารบไรซง และเตมลวดบดกรทองเหลอง
6.2 ชนงานทประกอบยดพรอมบดกรแขง
7. บดกรแขงทองเหลองตอเกยชนงาน 7.1 วางลวดบดกรทองเหลองท ามมกบงาน 30-45 องศา หวทพเชอมท ามมเดน 30-45 องศา 7.2 ท าการบดกรแขงโดยใหความรอนตรงรอยตอสองชนใหชนงานรอนแดง จากนนจงเตมลวดบดกรทองเหลองลงตรงรอยตอเรมตน แลวใชเปลวไฟละลายลวดบดกรทองเหลองใหไหลไปตามรอยตอ ถาลวดบดกรทองเหลองหมดกเตมลวดบดกรทองเหลองใหมจนไดแนวบดกรแขงทองเหลองตลอดความยาวชนงาน
300 -450
300 -450
ฟลกซเกาะตดลวดทองเหลอง

93
ล าดบขนการท างานการบดกรแขงทองเหลองตอเกยชนงาน (ตอ) ภาพประกอบ ค าอธบาย
8. ดบเปลวไฟแกส การดบเปลวไฟแกสตามขนตอนของใบงานท 1.2 ทไดปฏบตมาแลว
9. ท าความสะอาดชนงาน เนองจากการเชอมแกสจะเกดคราบออกไซด และเขมาควนตองใชแปรงลวดขดชนงานใหสะอาด หมายเหต เมอท าความสะอาดแนวบดกรแขงแนวแรกเรยบรอยแลว จากนนท าการบดกรรอยตออกดานตรงขามตามขนตอนท 7 ขนตอนท 8 และขนตอนท 9
10. ชนงาน งานบดกรแขงทองเหลองตอเกยชนงาน ชนงานบดกรแขงทได จ านวน 2 แนว พรอมสงครตรวจ
ขอควรระวง 1. ควรท าความสะอาดชนงานใหสะอาดปราศจากคราบน ามนหรอจาระบ 2. การปรบเปลวไฟบดกรอยาใหความรอนสงมากท าใหแนวบดกรใหญและควบคมโลหะบดกร ยาก ขอเสนอแนะ ควรปรบเปลวเปนเปลวกลาง ทมสดสวนของออกซเจนอะเซทลนไมสงมาก

94
แบบประเมนผลการปฏบตงานท 2.1
วชา งานเชอมและโลหะแผนเบองตน ใบงานท 2.1
รหสวชา 2100-1005 ชอหนวย งานบดกรแขง ชองาน งานบดกรแขงทองเหลองตอเกยชนงาน
ชอ-สกล …………………………………………….....................รหส……………………………………………………. แผนกวชา……………………………………......ชน……….กลม.......ภาคเรยนท.......ปการศกษา.................
ท รายการประเมน คะแนน
รวม 5 4 3 2 1
1 เตรยมเครองมอและอปกรณงานบดกรแขงถกตอง 2 เตรยมชนงานถกตอง 3 ปรบเปลวไฟถกตองเหมาะสม 4 ความเรยบสม าเสมอของรอยบดกร 5 เตมโลหะบดกรเหมาะสม 6 โลหะบดกรไหลกระจายบนผวหนางานมากเกนไปหรอไม 7 โลหะบดกรแลนประสานรอยตอไดทวถงตลอดแนวหรอไม 8 ความสะอาดเรยบรอยของชนงานบดกรแขง
รวม 40 คะแนนเตม 10 คะแนน คะแนนทได หาร 4 = …………………….. คะแนน ระดบคณภาพ คะแนน 9-10 = ดมาก คะแนน 7-8 = ด คะแนน 5-6 = ปานกลาง คะแนนต ากวา 5 ลงมา = ควรปรบปรง ผลการตดสน ผานการประเมน ไมผานการประเมน บนทกเพมเตม ............................................................................................................. ......................... ............................................................................................................................................................. . ............................................................................................................................. .................................
ลงชอ.............................................ผประเมน (..................................................)
วนท ........./................./.................

95
แบบประเมนผลสมฤทธทางการเรยนหลงเรยน หนวยท 2 งานบดกรแขง
จ านวน 10 ขอ เวลา 10 นาท คะแนนเตม 10 คะแนน
ค าชแจง จงเลอกค าตอบทถกตองทสดเพยงขอเดยว 1. งานบดกรแขงแตกตางจากงานเชอม คอขอใด ก. งานเชอมลวดเชอมหลอมละลาย แตงานบดกรแขงลวดบดกรไมหลอมละลาย ข. งานเชอมชนงานหลอมละลาย แตงานบดกรแขงชนงานไมหลอมละลาย ค. รอยเชอมแขงแรงนอยกวา รอยบดกรแขง ง. งานบดกรแขงใชอณหภมสงกวาการเชอมเลกนอย 2. หลกการบดกรแขง คอขอใด ก. กรรมวธการตอโลหะสองชนใหตดกนโดยใชความรอนทอณหภม ต ากวา 640 0F ข. กรรมวธการตอโลหะสองชนใหตดกนโดยใชความรอนทอณหภม เกน 640 0F ค. กรรมวธการตอโลหะสองชนใหตดกนโดยใชความรอนทอณหภม ต ากวา 840 0F ง. กรรมวธการตอโลหะสองชนใหตดกนโดยใชความรอนทอณหภม เกน 840 0F 3. ขอใด คอ ประเภทของการบดกรแขง ก. บดกรแขงในเตา และบดกรแขงดวยแสงอลตราไวโอเลท ข. บดกรแขงดวยการเหนยวน าและบดกรแขงทางไฟฟา ค. บดกรแขงดวยหวเชอมแกสและบดกรแขงดวยแสงอลตราไวโอเลท ง. แขงดวยการเหนยวน าและบดกรแขงดวยหวเชอมแกส 4. ถาตองการใชลวดทองเหลองบดกรแขงควรเลอกใชฟลกซประเภทใด ก. ผงบอแรกซ ข. โซเดยมไซยาไนด ค. อลคาไลนไบฟลออไรด ง. กรดโบรก 5. ขอใด คอ หนาทของฟลกซบดกรแขง ก. เตมธาตบางชนดลงในชนงาน ข. ชวยเพมออกไซดขณะบดกร ค. ชวยท าใหลวดบดกรแลนซมเขารอยตอไดงาย ง. ชวยท าความสะอาดชนงาน 6. ขอใด คอ ขอดของการบดกรแขง ก. ชนงานเกดการเปลยนแปลงโครงสรางแขงแรงขน ข. เกดแนวเชอมพอกเกนผวงานท าใหแนวบดกรแขงแรง ค. ภาระการรบแรงมากกวาการเชอมแบบหลอมละลาย ง. เชอมโลหะตางชนดได

96
7. การบดกรแขงทองแดงโดยใชลวดเงนควรใชฟลกซประเภทใด ก. ผงบอแรกซ ข. โซเดยมไซยาไนด ค. อลคาไลนไบฟลออไรด ง. ยางสน 8. ชนดของลวดบดกรแขงขอใดกลาวถกตอง ก. ลวดทองเหลอง และลวดเหลกหลอ ข. ลวดทองเหลองและลวดเงนเจอ ค. ลวดทองแดงผสม และลวดเหลก ง. ลวดเงน และลวดเหลกหลอ 9. ถาตองการบดกรแขงเหลกหลอควรเลอกใชลวดเชอมชนดใด ก. ลวดทองเหลอง ข. ลวดเงน ค. ลวดเงนเจอ ง. ลวดเหลกหลอ 10. ขอใดกลาวไมถกตองเกยวกบงานบดกรแขง ก. ประสานโลหะสองชนดทแตกตางใหตดกนได ข. ประสานโลหะสองชนทเหมอนกนใหตดกนได ค. ประสานโลหะกบอโลหะทกชนดใหตดกนได ง. ประสานโลหะหนาและบางใหตดกนได

97
กระดาษค าตอบ แบบประเมนผลสมฤทธทางการเรยนหลงเรยน
วชา งานเชอมและโลหะแผนเบองตน รหส 2100-1005 ชอ-สกล.........................................................รหส............................แผนกวชา........................ .....
ระดบชน....................กลม..............ภาคเรยนท............ปการศกษา.......................
หนวยท .........เรอง............................................................
ขอ ก ข ค ง 1 2 3 4 5 6 7 8 9 10
รวมคะแนนทดสอบ
คะแนนทได คะแนนเตม
…………………………………….ผตรวจ

98
แบบประเมนคณธรรม จรยธรรม วชา งานเชอมและโลหะแผนเบองตน รหสวชา 2100-1005 ชอ-สกล…………………………………………………ระดบชน……....กลม…..รหสประจ าตว……………………….. แผนก…………………………………………………… ภาคเรยนท……..ปการศกษา……………………….................
ล าดบ พฤตกรรมทประเมน ระดบคะแนน
รวม 3 2 1
1 มความพรอมของอปกรณการเรยน 2 มความเพยร อดทน 3 การตรงตอเวลาในการสงงาน การเขาเรยน 4 ความซอสตยตอตนเองและผอน 5 ความรบผดชอบตอหนาทและงานทไดรบมอบหมาย 6 ความเออเฟอเผอแผเสยสละเพอสวนรวม 7 แสดงกรยาวาจาสภาพออนนอม 8 มความสามคคตอหมคณะและเพอนรวมงาน 9 ปฏบตงานไดสะอาด ถกตอง แมนย า 10 มความกระตอรอรนในการเรยน
รวม 30 3 = ปฏบตอยางสม าเสมอ โดยไมตองมการชน า 2 = ปฏบตบางในบางครง จากการเชญชวนหรอชน า 1 = ตองสงบงคบวากลาวตกเตอนจงจะปฏบต เกณฑการประเมน 26 - 30 คะแนน = ดมาก 21 - 25 คะแนน = ด 16 - 20 คะแนน = พอใช 0 - 15 คะแนน = ควรปรบปรง ผลการตดสน ผานการประเมน ไมผานการประเมน บนทกเพมเตม ............................................................................................. ......................................... ............................................................................................................................. ................................. ..............................................................................................................................................................
ลงชอ.............................................ผประเมน (..................................................)
วนท ........./................./.................

99
แบบประเมนหลกปรชญาเศรษฐกจพอเพยง วชา งานเชอมและโลหะแผนเบองตน รหสวชา 2100-1005 ชอ-สกล……………………………………………….. ระดบชน…….....กลม…...รหสประจ าตว……………………… แผนก…………………………………………………... ภาคเรยนท……....ปการศกษา………………………...............
ล าดบ พฤตกรรมทประเมน ระดบคะแนน
รวม 3 2 1
1 เตรยมเครองมอเหมาะสมกบงาน 2 ใชวสดฝกอยางประหยด 3 มทกษะในการเลอกใชเครองมอ 4 มทกษะในการเลอกใชวสดฝก 5 การตรงตอเวลา 6 มความรบผดชอบ 7 มความรอบร รอบคอบ 8 มความระมดระวงในการท างาน 9 มความซอสตยสจรต 10 มความขยน อดทน
รวม 30 เกณฑการประเมน 26 - 30 คะแนน = ดมาก 21 - 25 คะแนน = ด 16 - 20 คะแนน = พอใช 0 - 15 คะแนน = ควรปรบปรง ผลการตดสน ผานการประเมน ไมผานการประเมน บนทกเพมเตม ............................................................................................................. ......................... ............................................................................................................................. ................................. .............................................................................................. ................................................................
ลงชอ.............................................ผประเมน (..................................................)
วนท ........./................./.................

100
เกณฑการประเมนหลกปรชญาเศรษฐกจพอเพยง 1. เตรยมเครองมอเหมาะสมกบงาน
3 = เตรยมเครองมอถกตองตามใบงานทกรายการ 2 = เลอกใชเครองมอไมถกตองตามใบงาน 1 รายการ 1 = เลอกใชเครองมอไมถกตองตามใบงานมากกวา 1 รายการ
2. ใชวสดฝกอยางประหยด 3 = ใชวสดฝกถกตองตามใบงานทกรายการ 2 = ใชวสดฝกมากกวาตามใบงาน 1 รายการ 1 = ใชวสดฝกมากกวาตามใบงานมากกวา 1 รายการ
3. มทกษะในการเลอกใชเครองมอ 3 = เลอกใชเครองมอถกตองตามใบงานทกรายการ 2 = เลอกใชเครองมอไมถกตองตามใบงาน 1 รายการ 1 = เลอกใชเครองมอไมถกตองตามใบงานมากกวา 1 รายการ
4. มทกษะในการเลอกใชวสดฝก 3 = เลอกใชวสดฝกถกตองตามใบงานทกรายการ 2 = เลอกใชวสดฝกไมถกตองตามใบงาน 1 รายการ 1 = เลอกใชวสดฝกไมถกตองตามใบงานมากกวา 1 รายการ
5. การตรงตอเวลา 3 = ตรงตอเวลาในการเขาเรยนทกครง 2 = ไมตรงตอเวลาในการเขาเรยน 1 ครง 1 = ไมตรงตอเวลาในการเขาเรยนมากกวา 1 ครง
6. มความรบผดชอบ 3 = มความรบผดชอบในการสงงานทกครง 2 = ขาดความรบผดชอบในการสงงาน 1 ครง 1 = ขาดความรบผดชอบในการสงงานมากวา 1 ครง
7. มความรอบรและรอบคอบ 3 = ท างานถกตองครบถวนทกรายการ 2 = ท างานไมถกตองและครบถวน 1 รายการ 1 = ท างานไมถกตองและครบถวนมากกวา 1 รายการ
8. มความระมดระวงในการท างาน 3 = ระมดระวงในการท างานทกครง 2 = ขาดความระมดระวงในการท างานหรอไมปลอดภย 1 ครง 1 = ขาดความระมดระวงในการท างานหรอไมปลอดภยมากกวา 1 ครง
9. มความซอสตยสจรต 3 = ท างานดวยตนเองทกรายการ 2 = ไมท างานดวยตนเอง 1 รายการ 1 = ไมท างานดวยตนเองมากกวา 1 รายการ

101
10. มความขยน อดทน 3 = มความขยนและอดทนในการปฏบตงานทกครง 2 = ขาดความขยนและอดทนในการปฏบตงาน 1 ครง 1 = ขาดความขยนและอดทนในการปฏบตงานมากกวา 1 ครง