Embed Size (px)
DESCRIPTION
Intensificacion de procesos utilizando tecnologia de membranas
Citation preview

Análisis del proceso de separación de la fermentación ABE utilizando solventes. Comparación del proceso convencional con un proceso asistido con membranas
Peña Rincón F. Aa
Intensificación de Procesos: Procesos Híbridos Facultad de Ingeniería y Arquitectura, Departamento de Ingeniería Química, Universidad Nacional Manizales, Colombia
I n f o r m a c i ó n
R e s u m e n
Fecha de entrega: 12 Marzo 2015
El butanol como biocombustible líquido representa una opción al problema de los combustibles fósiles. El proceso de fermentación ABE es tema de investigación debido a las bajas productividades de butanol. Los procesos que involucran tecnologías de membranas puede mejorar el proceso para hacerlo competitivo. Diferentes esquemas de separación de butanol se han postulado, uno de ellos es la extracción L-L. Se comparo el proceso convencional utilizando solventes y unidades destilación convencional con un proceso de destilación asistida con membranas. Una serie de diferentes análisis permitió conocer la influencia de las características inherentes de la membrana al proceso. Finalmente se compararon ambos procesos
Palabras clave: Butanol Etanol Acetona Extracción L-L Destilación asistida
1. Introducción Por años, la obtención de biocombustibles ha sido un tema de gran interés industrial y científico como solución al bien conocido problema de las limitaciones de fuentes fósiles, el aumento en el precio del petróleo y la contribución de este a la producción de gases de efecto invernadero [1]. Debido a las tecnologías que se utilizan actualmente, en especial en el sector de transporte, aun permanece el interés en el desarrollo de combustibles líquidos. Dentro de estos se tienen varios procesos bien establecidos como lo son la obtención de etanol y biodiesel a partir de fuentes azucaradas y aceites vegetales, respectivamente [2]. Sin embargo el continuo crecimiento poblacional y consigo el suministro de alimentos, no permitirían que estas formas de biocombustibles puedan suplir la demanda energética en un futuro [3]. El butanol es un combustible más compatible para la infraestructura instalada de gasolina y además presenta varias ventajas sobre el etanol como: mayor densidad energética (cerca al 80-90% del valor para la gasolina), baja solubilidad en agua (7,7 g/100 ml) a diferencia del etanol y el metanol que son miscibles en ella, menor inflamabilidad, corrosividad y presión de vapor que el etanol [2 - 5]. El butanol puede ser producido por fermentación anaerobia con diferentes especies de Clostridium en relación másica de 6:3:1 butanol, acetona y etanol (ABE) con concentraciones de butanol de 1-2 % en peso [3 - 5]. Para que el proceso biológico sea económicamente viable y competitivo se deben atender dos aspectos importantes en el proceso: la inhibición de la fermentación a bajas concentraciones de butanol y el alto costo en la separación y purificación del butanol “in-situ” o aguas abajo del fermentador a partir de corrientes muy diluidas en ABE [5]. Diferentes tecnologías se han propuesto para la separación y purificación de los componentes orgánicos (ABE) de la fermentación entre las que se encuentran, arrastre con gas, extracción liquido-liquido, fermentación al vacio, perstracción, pervaporación, adsorción y ósmosis inversa y destilación convencional [3 - 6].

El uso de la pervaporación como proceso de separación representa serias ventajas con respecto a los procesos de destilación convencionales en ahorro energético y selectividad, pero sigue siendo aun un tema de investigación y constante desarrollo [7]. Una de las aplicaciones interesantes de la pervaporación es su flexibilidad para acoplarse con otras unidades de separación ya que a menudo no se utiliza como un proceso único debido a su baja productividad y alto costo, esto ligado principalmente al desarrollo de los materiales de las membranas. Cuando estas módulos se acoplan a una unidad de destilación, por ejemplo, el proceso se convierte en una destilación híbrida o asistida con membranas y se logra una sinergia de ambas unidades [8]. 2. Metodología El desarrollo de este trabajo se basó en los esquemas de separación propuestos por van der Merwe, et al. y -Ramírez, et al., los cuales utilizan procesos de destilación y extracción liquido-liquido para la purificación de ABE. De estos esquemas se prestó principal atención al proceso que utiliza solvente en una columna de extracción liquido-liquido como punto de referencia para acoplar un proceso de pervaporación a una de las unidades del esquema. El primer paso para realizar las simulaciones fue seleccionar el mejor solvente para realizar la extracción liquido-liquido de los componentes orgánicos (ABE) de la fermentación. Posterior a eso se analizó el diseño básico de cada una de las unidades de separación, bajo los análisis de sensibilidad, para realizar el montaje del proceso convencional y posterior a esto realizar los cambios para llevar a cabo el montaje del proceso hibrido con membranas, que igualmente fue sometido a algunos análisis de sensibilidad. Finalmente se realizó la comparación de ambos procesos, convencional y asistido con membranas. Las simulaciones fueron realizadas en Aspen 7.2, mientras el proceso de pervaporación fue acoplado creando una interfaz con Matlab que ha sido reportada en [10]. 3. Selección de Solvente Una de las principales ventajas del proceso que utiliza solventes es poder eliminar la gran cantidad de agua donde se encuentran los componentes orgánicos de la fermentación. El agua es un gran problema para el proceso pues permanece en todas las etapas del proceso y aumenta los costos energéticos del mismo. Por otro lado tiende a formar azeótropos con el etanol y el butanol que impiden la purificación de estos componentes bajo condiciones normales si se utilizan procesos de destilación convencionales. Es por esta razón que se debe buscar un solvente que tenga muy poca afinidad al agua pero alta afinidad a los componentes orgánicos ABE y que pueda ser separado fácilmente mediante un proceso de destilación, en su defecto. Una gran cantidad de solventes han sido investigados para la remoción de los componentes de la fermentación en la producción butanol [4 – 6, 9, 11]. En este trabajo solo se analizaron algunos de ellos, en especial los reportados por Merwe, et al. y -Ramírez, et al. en sus esquemas propuestos y otros solventes más. 3.1 Resultados y análisis 2-etilhexanol, n-hexilacetato, decanol y 1,3,5-trimetilbenceno (mesitileno) fueron comparados entre sí para elegir el solvente con mejores características para el proceso. Para ello se simuló un proceso de extracción liquido-liquido en contracorriente. De resultados obtenidos (ver fig. 1) se puede descartar el 2-etilhexanol como solvente para el proceso pues a pesar que presenta una alta afinidad por remover ABE, aun se siguen removiendo cantidades considerables de agua, al igual que el decanol, que no van bien con el proceso. Tanto el n-hexilacetato como el 1,3,5-

trimetilbenceno funcionan muy bien como solventes pues presentan una alta hidrofobicidad como se observa en la fig. 1a, pero estos requieren cantidades más grandes, que el 2-etilhexanol y el decanol, para obtener una mejor recuperación de ABE. Finalmente se seleccionó el n-hexilacetato como solvente adecuado para la extracción de los componentes de la fermentación, además de que su baja volatilidad permite una fácil recuperación en un proceso de destilación.
Figura 1. Comparación de varios solventes en una columna de extracción para la remoción de los componentes de la fermentación. (a) flujo de agua en el extracto vs flujo de solvente, (b) flujo de butanol en el extracto vs flujo de solvente, (c) flujo de etanol en el extracto vs flujo de solvente, (d) flujo de acetona en el extracto vs flujo de solvente. Condiciones utilizadas en la simulación: Numero de etapas de la columna: 5, temperatura del solvente: 30ºC, temperatura del alimento: 30ºC, flujo del alimento: 1,56 m3/h, Concentración ABE en el alimento: 5,18:13,38:1,44 g/L.
4. Proceso Convencional El esquema convencional para la separación de acetona, butanol y etanol provenientes de la fermentación, corresponde al presentado en [6, 9] utilizando n-hexilacetato. El proceso consta de una columna de extracción L-L y tres torres de destilación. En la primer torre de destilación se recupera el n-hexilacetato por fondos y se recircula al proceso. En la segunda torre se obtiene una corriente rica en acetona y los fondos de esta son llevados a una última torre donde se separa el etanol del butanol tal como se muestra en la fig 2.
0
50
100
150
200
250
300
350
400
450
0 1000 2000 3000 4000
Flu
jo A
gua
en e
l Ext
ract
o (
kg/h
)
Flujo Solvente (kg/h)
2-ETILHEXANOL
N-HEXILACETATO
1,3,5-TRI-METILBENZENO
1-DECANOL
0
5
10
15
20
25
0 1000 2000 3000 4000 Fl
ujo
Bu
tan
ol e
n e
l Ext
ract
o (
kg/h
) Flujo Solvente (kg/h)
2-ETILHEXANOL
N-HEXILACETATO
1,3,5-TRI-METILBENZENO
1-DECANOL
0
0,5
1
1,5
2
2,5
0 1000 2000 3000 4000
Flu
jo E
tan
ol e
n e
l Ext
ract
o (
kg/h
)
Flujo Solvente (kg/h)
2-ETILHEXANOL N-HEXILACETATO 1,3,5-TRI-METILBENZENO 1-DECANOL
0
1
2
3
4
5
6
7
8
9
0 1000 2000 3000 4000
Flu
jo A
ceto
na
en e
l Ext
ract
o (
kg/h
)
Flujo Solvente (kg/h)
2-ETILHEXANOL N-HEXILACETATO 1,3,5-TRI-METILBENZENO 1-DECANOL
(b)
)
(a)
)
(d)
)
(c)

Las especificaciones de la corriente que proviene de la fermentación (“FROM-FER” Asp ) contiene valores similares a los reportados por -Ramírez, et al. Estos son:
- Presión: 1 bar - Temperatura: 30ºC - Flujo: 1,56 m3/h - Concentración butanol: 13,38 g/l - Concentración acetona: 5,18 g/l - Concentración etanol: 1,44 g/l
Figura 2. Esquema de separación/purificación de butanol utilizando extracción L-L con n-hexilacetato. Nombre del
archivo de Aspen: Proceso_ConvencionalABE.
4.1 Resultados y discusión Diferentes variables ajustadas de acuerdo a una serie de análisis de sensibilidad de cada una de las etapas de separación presentadas en la fig. 2, se resumen en la tabla 1. Las variables sometidas a los análisis fueron: flujo y temperatura del solvente, número de etapas de extracción LL, temperatura del alimento de la olum “STRIPPER”, plato de la alimentación, reflujo y número de etapas de las columnas “STRIPPER” “STRIP-A” y “ TRIP-EB”. Por simplicidad, estos análisis para cada una de estas variables no se reportan en el trabajo pues no hacen parte del enfoque del mismo a pesar de ser importantes en el proceso.
COL-LL
MIXER
EXCH-1
STRIPPER
1
FROM-FER
HEX-ACET
RAFFINAT
EXTRACT
TO-STRIP
BOTTOMS
DIST-ABE
STRIP-A
ACETONE
BUT-ETHCOOLER
RECYCLE
ETHANOL
BUTANOL
STRIP-EB
Tabla 1. Especificaciones de los bloques de la simulación y resultados de las corrientes que ingresan a ellos.
Variable Unidad de operación
COL-LL EXCH-1 STRIPPER COOLER STRIP-A STRIP-EB
Número de Etapas 15 - 25 - 25 30
Etapa de alimentación 1 - 10 - 18 11
Relación de Reflujo - - 2,2 - 3 2,5
Presión [bar] 1 1 1 1 1 1
Temperatura especificada [ºC] - 30 - 30 - -
Flujo n-hexilacetato [kg/hr] 3000,369 2999,914 - 2999,914 2,46E-04 2,46E-04
Flujo acetona [kg/hr] 8,081 8,055 - Trazas 8,055 0,009
Flujo butanol [kg/hr] 20,873 21,186 - 0,371 20,815 20,815
Flujo etanol [kg/hr] 2,246 2,208 - Trazas 2,208 2,100
Flujo agua [kg/hr] 1505,040 0,011 - Trazas 0,011 0,007
Calor del rehervidor/suministrado [kW] - 0,926 267,727 - 5,277 1,900
Calor del condensador/removido [kW] - - -18,824 -247,881 -4,657 -1,745

Por otro lado, los resultados de las corrientes de entrada y salida globales se presentan en la tabla 2.
Tabla 2. Resultados de la simulación para las corrientes de proceso globales y la pureza de los productos (rojo).
Variable Corriente de proceso
FROM-FER HEX-ACET RAFFINAT ACETONE ETHANOL BUTANOL
Temperatura [ºC] 30 25 29,9 55,9 77,8 117,3
Flujo n-hexilacetato [kg/hr] - 0,08 0,0841 Trazas Trazas 2,46E-04
Flujo butanol [kg/hr] 20,873 - 0,0578 Trazas 0,00455 20,810
Flujo etanol [kg/hr] 2,246 - 0,0388 0,107 2,0948 0,00539
Flujo acetona [kg/hr] 8,081 - 0,0259 8,046 0,00889 Trazas
Flujo agua [kg/hr] 1505,03952 - 1505,03 0,005 0,00671 Trazas
Pureza n-hexilacetato [%p] - 100 56 ppm Trazas Trazas 12 ppm
Pureza butanol [%p] 1,4 - 38 ppm Trazas 0,215 99,973
Pureza etanol [%p] 0,1 - 26 ppm 0,013 99,047 259 ppm
Pureza acetona [%p] 0,5 - 17 ppm 98,628 0,420 Trazas
Pureza agua [%p] 98,000 - 99,986 557 ppm 0,317 3 ppb
De los resultados se identifica un gran consumo energético en los esfuerzos por recuperar el solvente en la primer torre de destilación, debido a la gran cantidad de solvente que se está utilizando (2 veces más que flujo de agua) para la remoción casi completa de los componentes orgánicos diluidos en la corriente acuosa. Además de las gran cantidad de solvente utilizado, debemos tener en cuenta que el calor en el rehervidor de l torr “STRIPPER” s gr d d bido l tid d d rgí qu s r qui r para evaporar el solvente al poseer alto punto de ebullición (~179 ºC). A pesar del gran consumo energético en la primer torre de destilación (que equivale al 97% del calor total requerido en los rehervidores de las tres torr s), l s torr s sigui t s (“STRIP-A” y “STRIP-EB”) se alivianan en carga energética debido a que, en ese punto, las cantidades de agua y solvente son insignificantes. Además de este alivianamiento energético de las últimas dos torres, la ausencia de agua, en esta etapa, representa una mayor facilidad en la purificación del etanol y el butanol debido a que no se tienen los problemas de formación de azeótropos binarios que imposibilitan obtener estos compuestos a las concentraciones requeridas. Se observa entonces que a condiciones leves de destilación (valores de presión, número de etapas y relación de reflujo moderados, ver tabla 1) se obtuvieron concentraciones de 99,6 %, 99,0 % y 99,97% para acetona, etanol y butanol, respectivamente. 4.2 Critica del proceso Si bien el proceso representa grandes valores de recuperación de 99,6%, 93,2% y 99,7% para acetona, etanol y butanol, respectivamente, el uso de n-hexilacetato o en general cualquier otro solvente representa una infraestructura de manejo de este en planta y además por sus características, sus efectos sobre el medio ambiente no son positivos. Es importante destacar que en el esquema de extracción liquido-liquido se está intercambiando un componente con ningún tipo de problema ambiental, como lo es el agua, por una cantidad mayor o menor de un solvente cualquiera que afecta en gran proporción al medio ambiente, lo cual le genera una gran desventaja, en comparación con otro tipo de tecnologías o esquemas de separación convencionales. Además, el proceso de extracción L-L convencional (ver fig. 2) no representa ningún ahorro espacial en planta como si lo haría, por ejemplo, un proceso de perstraccion. Si lo que se desea es disminuir la carga energética del proceso se debe atender a la etapa donde más energía se suministra (aproximadamente el 97% de todo el proceso) que corresponde a la primer columna de destilación del proceso (ver tabla 1), y se debería reemplazar por un proceso de pervaporación, por ejemplo.

5. Proceso no Convencional Tal como se había mencionado anteriormente, los procesos de pervaporación (también permeación de vapor) tienen una interesante aplicación cuando se acoplan a otras unidades de separación para lograr una sinergia de ambos procesos como lo menciona Katharina Koch, et al,. Este tipo de proceso hibrido le permite a una columna de destilación aumentar la capacidad de flujo en la que puede trabajar y mejorar la concentración del producto si esta ya se encontrara instalada en la fábrica. Si no lo estuviera un proceso híbrido permite que la columna requiera un menor número de platos para lograr el mismo grado de purificación sin tecnología de membranas. Para el esquema convencional analizado anteriormente, se desea intensificar el proceso utilizando un modulo de pervaporación acoplado a la segunda columna, con el fin de extraer acetona, butanol y etanol en una misma unidad de separación hibrida. Esto eliminaría el uso de la última columna de destilación del proceso convencional y representaría un ahorro espacial y energético en el proceso. El esquema del proceso se muestra en la fig. 3.
Figura 3. Esquema de separación/purificación de butanol utilizando extracción L-L con n-hexilacetato y un módulo de
pervaporación acoplado a una unidad de destilación. Nombre del archivo de Aspen: Usermodel_Pervaporador_SensibilidadMembrana.
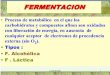
5.1 Tipos de membranas utilizadas Para la remoción de ABE de mezclas diluidas se han investigado una gran variedad de tipos de membranas poliméricas, membranas compuestas y membranas liquidas soportadas (MLS). Dentro de esta variedad opciones, las membranas más comúnmente investigadas incluyen materiales poliméricos como PEBA, PVDF, PTFE, PP, PTMSP y PDMS, según lo reportado por Huang et, al. Sin embargo, no se encontraron reportes de membranas probadas para la separación de una mezcla binaria de acetona y etanol, pues aunque si existan reportes de membranas para deshidratación de acetona o etanol, los valores de permeabilidad son dependientes de las interacciones moleculares de la mezcla y entre la mezcla y la membrana como lo explica Gongping Liu, et al., y por lo tanto no son estrictamente extrapolables los valores de acetona-agua y etanol-agua a un mezcla acetona-etanol, donde la presencia de etanol, en vez de agua, se dice que podría favorecer el transporte de acetona. Para la simulación, se tomó como punto de referencia, los valores de permeabilidad reportados por Niemistö et, al. para una membrana de PDMS/cerámica, para acetona y etanol en una mezcla ternaria con agua. Estos valores de permeansa, leídos de la fig. 4, son del orden de 25 kg/m2*h*bar lo que equivale a alrededor de 0,5 kmol/m2*h*bar para el etanol y 0,4 kmol/m2*h*bar para la acetona. Estos valores fueron reajustados
COL-LL
MIXER
EXCH-1
STRIPPER
1
FROM-FER
HEX-ACET
RAFFINAT
EXTRACT
TO-STRIP
BOTTOMS
DIST-ABE
HYB-DIST
ACETONE
BUTANOL
COOLER
RECYCLE
MEMBRANESIDE
RETENIDO
ETHANOL

arbitrariamente en la simulación para permitir que el etanol pasara selectivamente por la membrana, y finalmente corresponden a 2 y 0,2 kmol/m2*h*bar para etanol y acetona, respectivamente como caso base.
Figura 3. Valores de permeansa para la mezcla acetona/etanol acuosa. Imagen extraída directamente desde [12].
Dado que no se tienen datos reportados de membranas para la remoción de etanol en mezcla con acetona, los valores tomados servirán como punto de arranque y serán sometidos a un análisis de sensibilidad para la selectividad de la membrana, para determinar las características que debería tener esta dentro del proceso.
5.2 Selección del plato y cantidad de liquido removido de la columna en la corriente lateral Cuando se ingresa una mezcla de por lo menos tres componentes, en nuestro caso acetona, butanol y etanol, a una columna de destilación se espera que el componente de volatilidad intermedia se reparta entre las corrientes de destilado y fondos y que además presente un máximo de concentración dentro de la torre. Este fenómeno permite seleccionar de qué etapa de la columna se debe extraer una corriente lateral con la mayor cantidad posible de etanol. La influencia del porcentaje de líquido que se extrae en la corriente lateral sobre los perfiles de concentración dentro de la columna de destilación se muestra en la fig. 4.
Figura 4. (a) P rfil s d o tr ió d t ol l olum “HYB-DIST” y (b) flujo de etanol calculado para la orri t “SIDE” si st s xtr j r d l t p d máxim o tr ió de la fig. 4(a) ligado al % de líquido removido para dicho perfil. Condiciones de la columna: Etapa de orri t “SIDE”: 15, Etapa de orri t “RETENIDO”: 4, Etapa de
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1 3 5 7 9 11 13 15 17 19 21 23 25
Fra
ccio
n M
ola
r d
el L
Lq
uid
o
Etapa
5% 8% 11% 15% 20%
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
4 6 8 10 12 14 16 18 20
Flu
jo d
eEta
no
l [k
g/h
]
(eta
pa
de
max
ima
con
cen
trac
ion
)
% Liquido removido en la corriente lateral
(b)
)
(a)
)
% Removido % Removido

alimento: 20, Relación de reflujo: 3, Presión: 1 bar. Condiciones de la pervaporación: Presión del permeado: 1 mBar, Fraccion molar de etanol en le retenido: 0,05 y Permeansa etanol y acetona según caso base.
De los resultados mostrados de la fig. 4a, se observa una disminución del valor de concentración máxima que logra alcanzar el etanol dentro de la columna a mediad que se aumenta el porcentaje de flujo de la corriente l t r l “SIDE” qu ll v l modulo d p rv por ió . L fig. 4b nos muestra un comportamiento clave en el proceso de selección de la cantidad de flujo que se extrae por la corriente lateral para que el flujo de etanol allí sea el máximo posible, pues representa el punto de equilibrio entre el máximo valor de concentración de etanol dentro de la columna (ver fig. 4a) vs. el % de liquido extraído de la columna. Finalmente el porcentaje de líquido de la corriente lateral, se selecciono en un valor de 11% y la etapa de la cual se extrae dicha corriente corresponde a la 15. A pesar de que en la fig. 4a se observe que la etapa de máxima concentración de etanol es la 13, cuando utiliza esta etapa los perfiles se desplazan y por un proceso de prueba y error se determino a ser la etapa 15. 5.3 Análisis de sensibilidad Aunque se pueden realizar diversidad de análisis, debido a la gran cantidad de variables que rodean la etapa final de separación (destilación + pervaporación), solo se desea conocer la influencia de las características inherentes a la membrana sobre la concentración de los productos finales y la energía del proceso. Para ello entonces se analizó la influencia de la selectividad de la membrana, representada como la relación PEtanol/Pacetona. Para dicho efecto se manipuló el valor de permeansa de la acetona partiendo del valor base de 0,2 kmol/m2*h*bar y los resultados obtenidos se muestran en la fig. 5.
Figura 5. Influencia de la selectividad (a) en la concentración de los productos y (b) en la energía consumida por el r rvidor d l olum d d stil ió “HYB-DIST”. Condiciones de la columna: Et p d orri t “SIDE”: 15, Etapa de orri t “RETENIDO”: 4, Et p d lim to: 20, R l ió d r flujo: 3, % Liquido removido lateral: 11%, Presión: 1 bar. Condiciones de la pervaporación: Presión del permeado: 1 mBar, Fracción molar de etanol en le retenido: 0,05 y Permeansa etanol: 2 kmol/m2*h*bar. De ambos gráficos (ver fig. 5) se observa que existe un punto de quiebre, alrededor 100 donde un aumento en la selectividad de la membrana no mejora significativamente la concentración de etanol y acetona en las corrientes de productos al igual que la energía necesaria en el rehervidor de la columna. El incremento de las concentraciones de acetona y etanol como se observa en la fig. 5a se debe a que al aumentar la selectividad de la membrana se pierden menores cantidades de acetona en el lado del permeado a la vez que este se vuelve más rico en etanol. La concentración de butanol disminuye levemente debido a que es el componente que se encuentra en mayor proporción en la mezcla ABE, sin embargo este comportamiento puede deberse a que al eliminarse cada vez menos cantidad de acetona en el permeado con el aumento de la selectividad, la
0,84
0,86
0,88
0,90
0,92
0,94
0,96
0,98
1,00
0 100 200 300 400 500
Fra
ccio
n M
asic
a
Selectividad (Petoh/Pacet)
Etanol
Butanol
Acetona
5,42
5,44
5,46
5,48
5,50
5,52
5,54
5,56
0 50 100 150 200 250 300 350 400 450 500
En
ergi
a [k
W]
Selectividad (Petoh/Pacet)
(b)
)
(a)
)

corriente de liquido se diluye cada vez más etanol, disminuyendo así parte de la fuerza impulsora, de la destilación, entre el vapor que asciende y el liquido que desciende, conllevando a que el etanol se transfiera cada vez menos a la fase vapor y salga mayoritariamente por la corriente de fondos. Si se disminuyera la fracción molar de etanol especificada en el retenido para el modulo de pervaporación, se podría aumentar la concentración de butanol por fondos. 5.4 Comparativa del proceso convencional e hibrido Para determinar la influencia de la eliminación de la ultima torre del proceso convencional por la implementación de un proceso hibrido de destilación con pervaporación se deben calcular los gastos energéticos de ambos procesos. Los resultados de ambos procesos se resumen en la tabla 3 a continuación.
Tabla 3. Comparación de los resultados de la simulación del proceso convencional e hibrido (Selectividad = 500).
Energía total suministrada [kW]
Energía total removida [kW]
Pureza de Butanol (%p)
Pureza de Acetona (%p)
Pureza de Etanol (%p)
Convencional 275,83 -273,11 99,97 98,63 99,05
Hibrido (S = 500) 274,09 -271,48 99,44 97,08 99,35
% Ahorro Energético 0,63 0,60 - - -
Como se había comentado en la sección 4.2, los resultados bajos de ahorro energético del proceso hibrido se deben a que la etapa de mayor consumo de energía corresponde a la etapa de recuperación del solvente lo que le deja al resto del proceso alrededor de un 3% de contribución de energía. Lo que se logra mediante la intensificación del proceso en las secciones de purificación de los productos es mejorar el proceso sobre un 3 % y de este 3% la mejora energética corresponde alrededor del 20%. Sin embargo una de las ventajas ya mencionadas anteriormente, es el ahorro espacial en planta al no utilizarse una última columna de destilación para separar etanol de butanol. Además, debido a los flujos tan bajos de ABE, el área de membrana requerida en el módulo es mucho menor a 1 m2, pues los flujos que se deben tratar son del orden de 2 kg/h en la orri t “SIDE”. 6. Conclusiones
Se seleccionó el n-hexilacetato como el solvente con mejores características para el proceso de un grupo de 4 solventes comunes.
La simulación del proceso convencional produjo un calor suministrado total de 275 kW y permito
obtener butanol, acetona y etanol a concentraciones másicas de 99.97, 98.6 y 99.0 %, respectivamente. Para el proceso hibrido de destilación-pervaporación se realizo el análisis del efecto del porcentaje de
liquido retirado en la corriente lateral y su etapa de extracción y se seleccionaron los valores de 11% y 15, respectivamente.
Se evidenció la influencia de la selectividad de la membrana en la concentración de los productos y la
carga en el rehervidor. Finalmente se compararon lo ahorros energéticos del proceso híbrido frente al convencional donde se
obtuvieron valores de 0,63% y 0,60% para el total calor suministrado y removido en el proceso. La utilización de tecnologías de membranas en la zona de purificación representa un ahorro de energía
de alrededor del 20% en esta zona pero a pesar de esto, la implementación en esta zona no recomendable pues allí no se encuentra el mayor consumo energético del proceso.

La eliminación de la ultima torre de destilación del proceso convencional, con el proceso híbrido representa un ahorro de espacio en planta considerable.
7. Referencias [1] Johanna Niemistö, Wojciech Kujawski, Riitta L. Keiski. Pervaporation performance of composite poly(dimethyl siloxane) membrane for butanol recovery from model solutions. [2] Jeffrey M. Bergthorson, Murray J. Thomson. A review of the combustion and emissions properties of advanced transportation biofuels and their impact on existing and future engines. Renewable and Sustainable Energy Reviews 42 (2015) 1393–1417. [3] Chuang Xue, Xin-Qing Zhao, Chen-Guang Liu, Li-Jie Chen, Feng-Wu Bai. Prospective and development of butanol as an advanced biofuel. Biotechnology Advances 31 (2013) 1575–1584. [4] Niloofar Abdehagh, F. Handan Tezel, Jules Thibault. Separation techniques in butanol production: Challenges and developments. biomass and bioenergy 60 (2014) 222-246. [5] Hua-Jiang Huang, Shri Ramaswamy, Youyan Liu. Separation and purification of biobutanol during bioconversion of biomass. Separation and Purification Technology 132 (2014) 513–540. [6] Edu rdo -Ramírez, u os uiro -Ramírez, u bri l govi - r d , lv dor r d , d Adri Bo ill -Petriciolet. Process Alternatives for Biobutanol Purification: Design and Optimization. Ind. Eng. Chem. Res. 2015, 54, 351−358. [7] Amruta Morone, R. A. Pandey. Lignocellulosic biobutanol production: Gridlocks and potential remedies. Renewable and Sustainable Energy Reviews 37 (2014) 21–35. [8] Katharina Koch, Daniel Sudhoff, Stefan Kreis, Andrzej Gorak, Peter Kreis. Optimisation-based design method for membrane-assisted separation processes. Chemical Engineering and Processing 67 (2013) 2–15. [9] A. B. van der Merwe, H. Cheng, J. F. Görgens, J.H. Knoetze. Comparison of energy efficiency and economics of process designs for biobutanol production from sugarcane molasses. Fuel 105 (2013) 451–458. [10] Fontalvo, J. (2014). Using user models in Matlab® within the Aspen Plus® Interface with an Excel®. Ingeniería e Investigación, 34(2), 39-43. [11] Korbinian Kraemer, Andreas Harwardt, Rob Bronneberg, Wolfgang Marquardt. Separation of butanol from acetone–butanol–ethanol fermentation by a hybrid extraction–distillation process. Computers and Chemical Engineering 35 (2011) 949–963. [12] Gongping Liu, Lin Gan, Sainan Liu, Haoli Zhou, Wang Wei, Wanqin Jin. PDMS/ceramic composite membrane for pervaporation separation of acetone–butanol–ethanol (ABE) aqueous solutions and its application in intensification of ABE fermentation process. Chemical Engineering and Processing 86 (2014) 162–172.