Embed Size (px)
Citation preview
CNC-gesteuerte
Heißdrahtschneidemaschine
Von
Hans Seybold (hans23)
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Vorstellung meiner Maschine
15.02.2016 Seite - 2 -
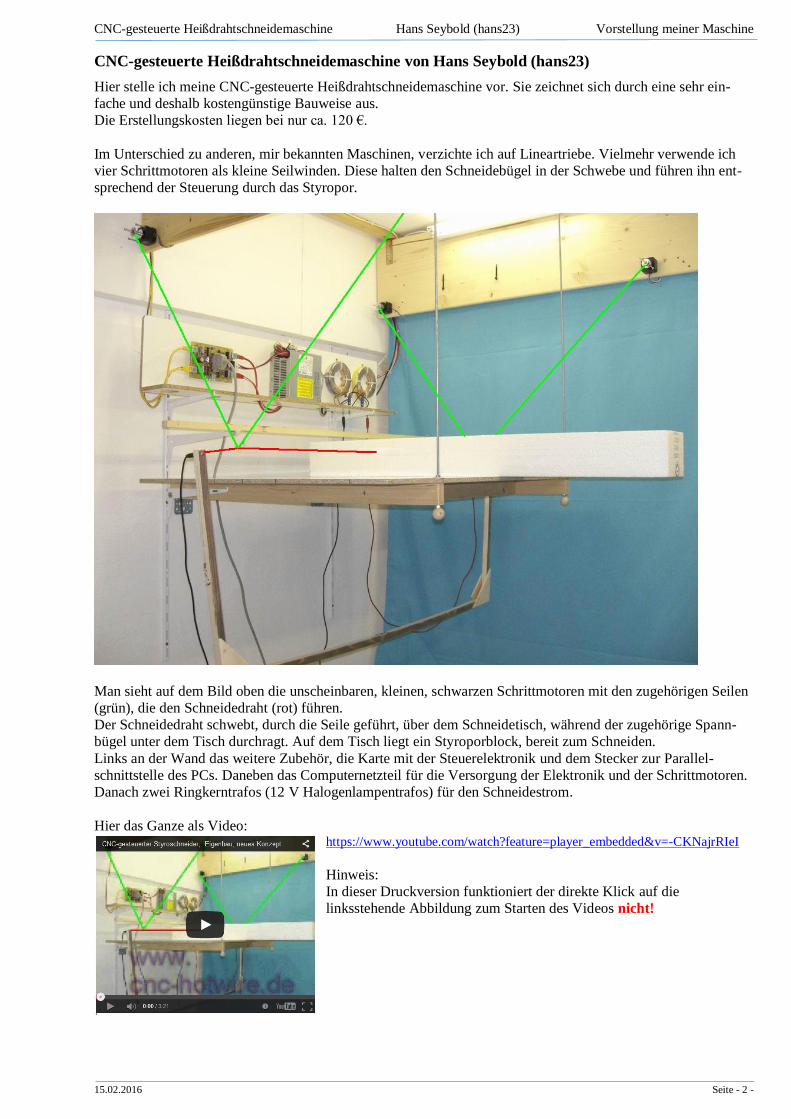
CNC-gesteuerte Heißdrahtschneidemaschine von Hans Seybold (hans23)
Hier stelle ich meine CNC-gesteuerte Heißdrahtschneidemaschine vor. Sie zeichnet sich durch eine sehr ein-
fache und deshalb kostengünstige Bauweise aus.
Die Erstellungskosten liegen bei nur ca. 120 €.
Im Unterschied zu anderen, mir bekannten Maschinen, verzichte ich auf Lineartriebe. Vielmehr verwende ich
vier Schrittmotoren als kleine Seilwinden. Diese halten den Schneidebügel in der Schwebe und führen ihn ent-
sprechend der Steuerung durch das Styropor.
Man sieht auf dem Bild oben die unscheinbaren, kleinen, schwarzen Schrittmotoren mit den zugehörigen Seilen
(grün), die den Schneidedraht (rot) führen.
Der Schneidedraht schwebt, durch die Seile geführt, über dem Schneidetisch, während der zugehörige Spann-
bügel unter dem Tisch durchragt. Auf dem Tisch liegt ein Styroporblock, bereit zum Schneiden.
Links an der Wand das weitere Zubehör, die Karte mit der Steuerelektronik und dem Stecker zur Parallel-
schnittstelle des PCs. Daneben das Computernetzteil für die Versorgung der Elektronik und der Schrittmotoren.
Danach zwei Ringkerntrafos (12 V Halogenlampentrafos) für den Schneidestrom.
Hier das Ganze als Video: https://www.youtube.com/watch?feature=player_embedded&v=-CKNajrRIeI
Hinweis:
In dieser Druckversion funktioniert der direkte Klick auf die
linksstehende Abbildung zum Starten des Videos nicht!
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Vorstellung meiner Maschine
15.02.2016 Seite - 3 -
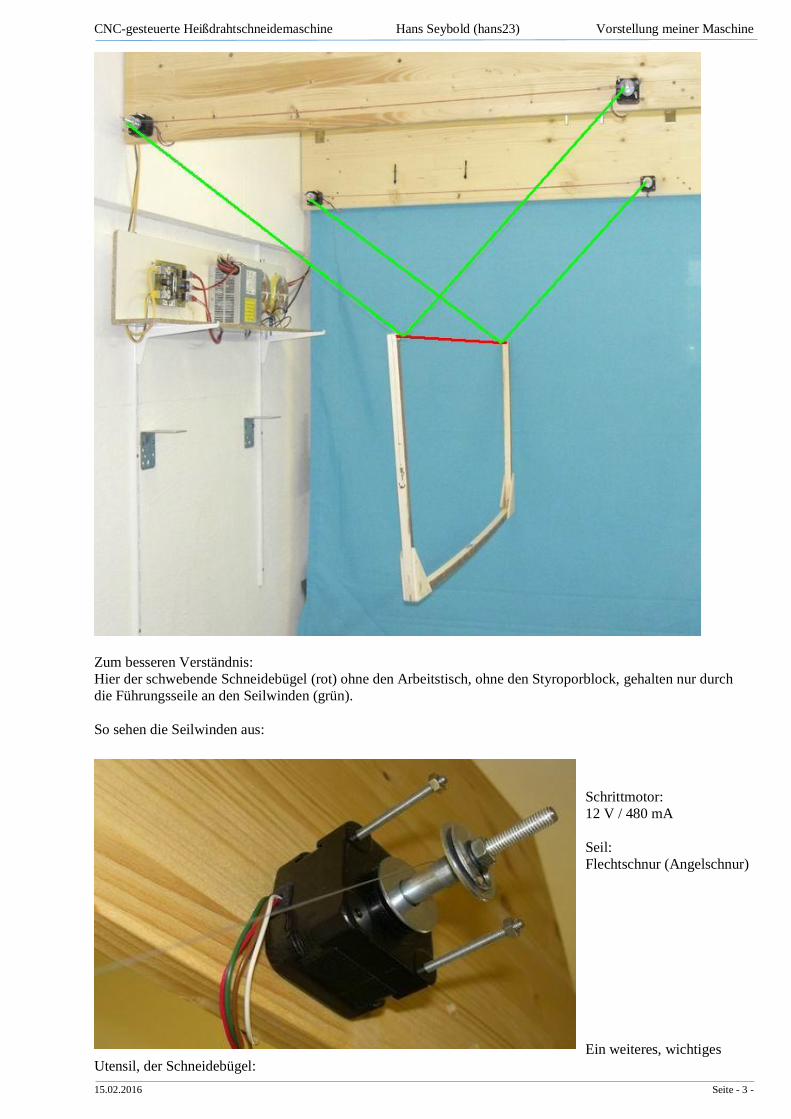
Zum besseren Verständnis:
Hier der schwebende Schneidebügel (rot) ohne den Arbeitstisch, ohne den Styroporblock, gehalten nur durch
die Führungsseile an den Seilwinden (grün).
So sehen die Seilwinden aus:
Schrittmotor:
12 V / 480 mA
Seil:
Flechtschnur (Angelschnur)
Ein weiteres, wichtiges
Utensil, der Schneidebügel:
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Vorstellung meiner Maschine
15.02.2016 Seite - 4 -
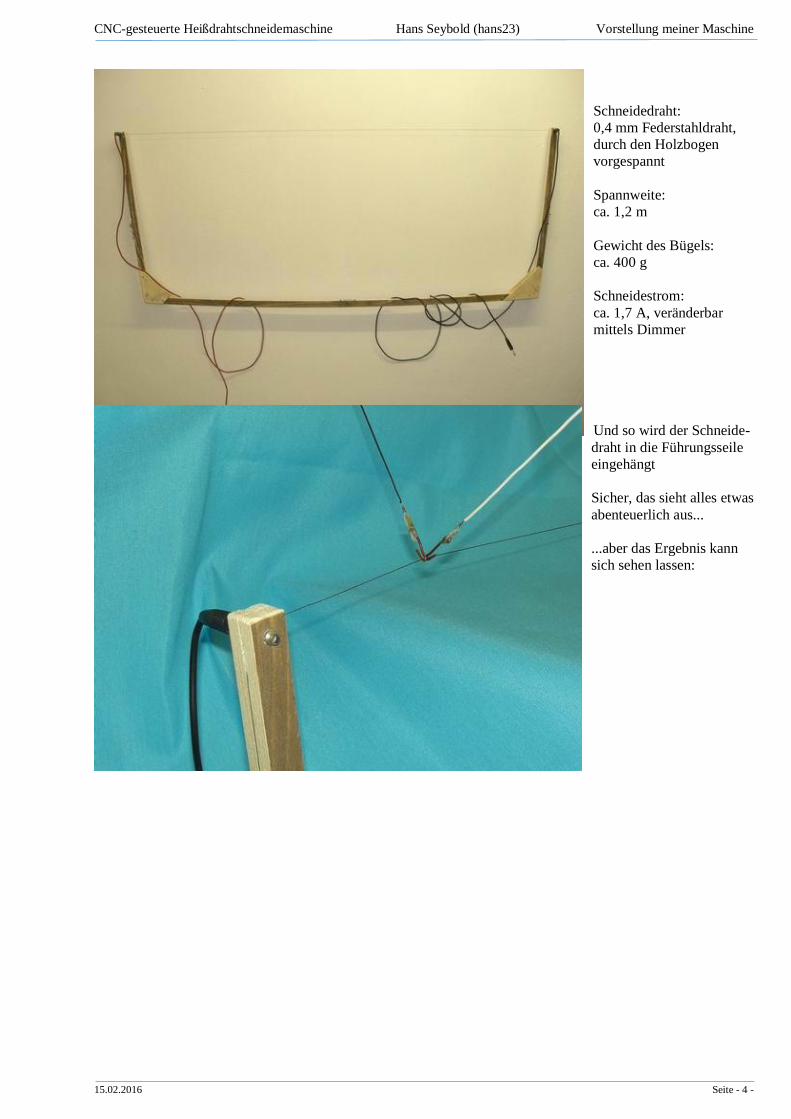
Schneidedraht:
0,4 mm Federstahldraht,
durch den Holzbogen
vorgespannt
Spannweite:
ca. 1,2 m
Gewicht des Bügels:
ca. 400 g
Schneidestrom:
ca. 1,7 A, veränderbar
mittels Dimmer
Und so wird der Schneide-
draht in die Führungsseile
eingehängt
Sicher, das sieht alles etwas
abenteuerlich aus...
...aber das Ergebnis kann
sich sehen lassen:

CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Vorstellung meiner Maschine
15.02.2016 Seite - 5 -
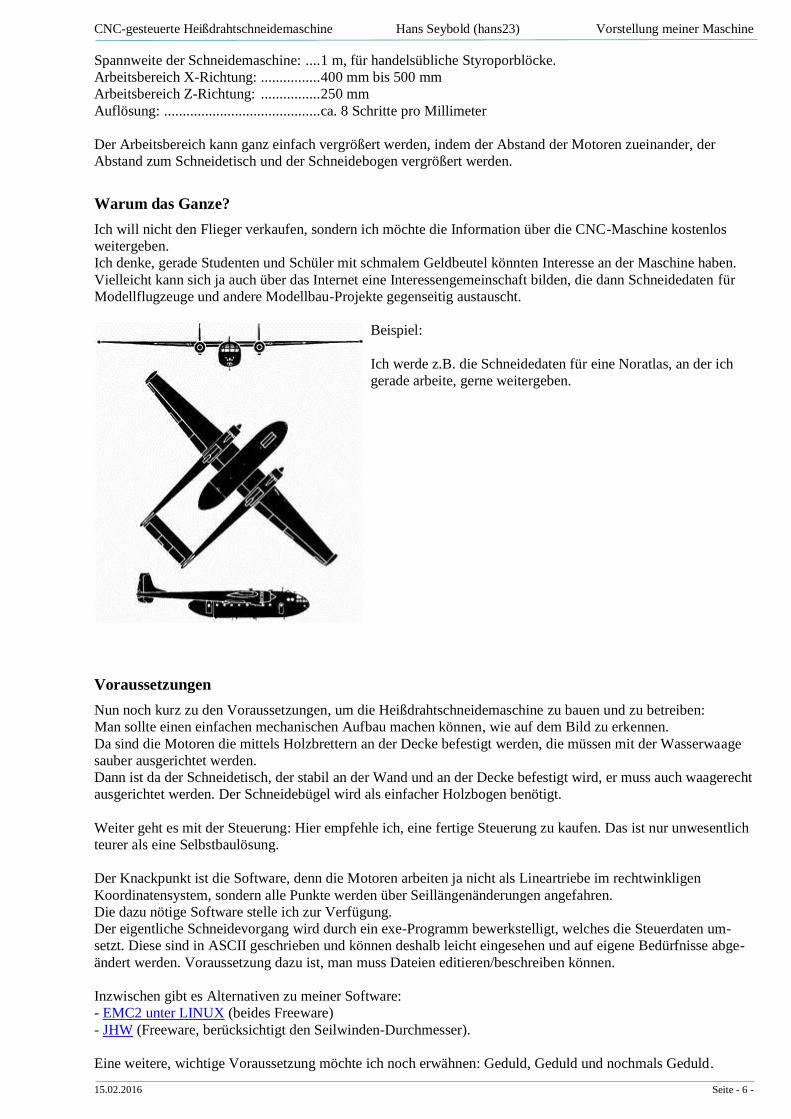
Auf dem Bild:
Rumpfteile,
Flächenmittelteil,
Leitwerkträgerhälften
usw. für eine Noratlas
Hier weitere Styroporteile:
Der Flieger, eine Noratlas mit 1,6 m Spannweite, ist derzeit noch „in Arbeit“.
Was geht?
Profile, trapezförmige Profile, auch Holmausschnitte
Rumpfschalen, zylindrische Körper, konische Körper (z.B. Rumpfschalen der Noratlas)
Runde Teile, auch auf einer Dreh-Vorrichtung (z.B. Leitwerkträger der Noratlas)
3D-Teile, Rumpfnase und Rumpfende auf einem Drehteller (z.B. Rumpfnase der Noratlas)
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Vorstellung meiner Maschine
15.02.2016 Seite - 6 -
Spannweite der Schneidemaschine: .... 1 m, für handelsübliche Styroporblöcke.
Arbeitsbereich X-Richtung: ................ 400 mm bis 500 mm
Arbeitsbereich Z-Richtung: ................ 250 mm
Auflösung: .......................................... ca. 8 Schritte pro Millimeter
Der Arbeitsbereich kann ganz einfach vergrößert werden, indem der Abstand der Motoren zueinander, der
Abstand zum Schneidetisch und der Schneidebogen vergrößert werden.
Warum das Ganze?
Ich will nicht den Flieger verkaufen, sondern ich möchte die Information über die CNC-Maschine kostenlos
weitergeben.
Ich denke, gerade Studenten und Schüler mit schmalem Geldbeutel könnten Interesse an der Maschine haben.
Vielleicht kann sich ja auch über das Internet eine Interessengemeinschaft bilden, die dann Schneidedaten für
Modellflugzeuge und andere Modellbau-Projekte gegenseitig austauscht.
Beispiel:
Ich werde z.B. die Schneidedaten für eine Noratlas, an der ich
gerade arbeite, gerne weitergeben.
Voraussetzungen
Nun noch kurz zu den Voraussetzungen, um die Heißdrahtschneidemaschine zu bauen und zu betreiben:
Man sollte einen einfachen mechanischen Aufbau machen können, wie auf dem Bild zu erkennen.
Da sind die Motoren die mittels Holzbrettern an der Decke befestigt werden, die müssen mit der Wasserwaage
sauber ausgerichtet werden.
Dann ist da der Schneidetisch, der stabil an der Wand und an der Decke befestigt wird, er muss auch waagerecht
ausgerichtet werden. Der Schneidebügel wird als einfacher Holzbogen benötigt.
Weiter geht es mit der Steuerung: Hier empfehle ich, eine fertige Steuerung zu kaufen. Das ist nur unwesentlich
teurer als eine Selbstbaulösung.
Der Knackpunkt ist die Software, denn die Motoren arbeiten ja nicht als Lineartriebe im rechtwinkligen
Koordinatensystem, sondern alle Punkte werden über Seillängenänderungen angefahren.
Die dazu nötige Software stelle ich zur Verfügung.
Der eigentliche Schneidevorgang wird durch ein exe-Programm bewerkstelligt, welches die Steuerdaten um-
setzt. Diese sind in ASCII geschrieben und können deshalb leicht eingesehen und auf eigene Bedürfnisse abge-
ändert werden. Voraussetzung dazu ist, man muss Dateien editieren/beschreiben können.
Inzwischen gibt es Alternativen zu meiner Software:
- EMC2 unter LINUX (beides Freeware)
- JHW (Freeware, berücksichtigt den Seilwinden-Durchmesser).
Eine weitere, wichtige Voraussetzung möchte ich noch erwähnen: Geduld, Geduld und nochmals Geduld.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Vorstellung meiner Maschine
15.02.2016 Seite - 7 -
Die ist nämlich nötig, wenn z.B. der Schneidevorgang abgebrochen werden muss, weil vielleicht der Schneide-
strom nicht eingeschaltet war. Und dann, ja dann müssen die Seile zum x-ten Mal wieder von Hand
aufgewickelt werden.
Genauso ist Geduld gefordert bei der Erstellung der Schneidedaten, das geht nicht 'mal so eben'.
Auch sind nach jedem Schneidetest wieder Änderungen/Verbesserungen angesagt.
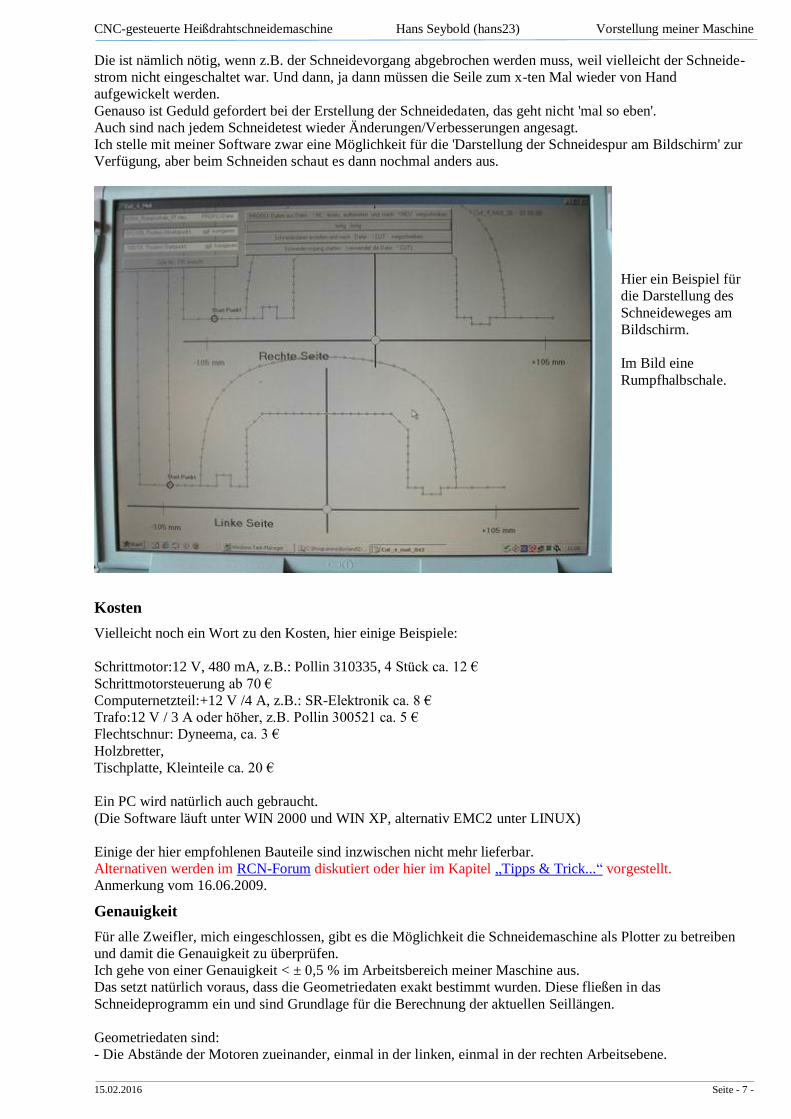
Ich stelle mit meiner Software zwar eine Möglichkeit für die 'Darstellung der Schneidespur am Bildschirm' zur
Verfügung, aber beim Schneiden schaut es dann nochmal anders aus.
Hier ein Beispiel für
die Darstellung des
Schneideweges am
Bildschirm.
Im Bild eine
Rumpfhalbschale.
Kosten
Vielleicht noch ein Wort zu den Kosten, hier einige Beispiele:
Schrittmotor:12 V, 480 mA, z.B.: Pollin 310335, 4 Stück ca. 12 €
Schrittmotorsteuerung ab 70 €
Computernetzteil:+12 V /4 A, z.B.: SR-Elektronik ca. 8 €
Trafo:12 V / 3 A oder höher, z.B. Pollin 300521 ca. 5 €
Flechtschnur: Dyneema, ca. 3 €
Holzbretter,
Tischplatte, Kleinteile ca. 20 €
Ein PC wird natürlich auch gebraucht.
(Die Software läuft unter WIN 2000 und WIN XP, alternativ EMC2 unter LINUX)
Einige der hier empfohlenen Bauteile sind inzwischen nicht mehr lieferbar.
Alternativen werden im RCN-Forum diskutiert oder hier im Kapitel „Tipps & Trick...“ vorgestellt.
Anmerkung vom 16.06.2009.
Genauigkeit
Für alle Zweifler, mich eingeschlossen, gibt es die Möglichkeit die Schneidemaschine als Plotter zu betreiben
und damit die Genauigkeit zu überprüfen.
Ich gehe von einer Genauigkeit < ± 0,5 % im Arbeitsbereich meiner Maschine aus.
Das setzt natürlich voraus, dass die Geometriedaten exakt bestimmt wurden. Diese fließen in das
Schneideprogramm ein und sind Grundlage für die Berechnung der aktuellen Seillängen.
Geometriedaten sind:
- Die Abstände der Motoren zueinander, einmal in der linken, einmal in der rechten Arbeitsebene.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Vorstellung meiner Maschine
15.02.2016 Seite - 8 -
- Die vier Seillängen zum Nullpunkt
- Die vier (wirksamen) Durchmesser der Seilrollen.
Kontakt
Hast Du Interesse und möchtest die Maschine nachbauen, dann schick eine E-Mail an:
Meine Kenntnisse zu Schrittmotoren und über die Parallelschnittstelle habe ich von:
http://www.roboternetz.de/wissen/index.php/Schrittmotoren
http://www.franksteinberg.de/
http://www-users.rwth-aachen.de/thorsten.ostermann/i_schritt.htm
Anmerkung
Die hier vorgestellte Heißdrahtschneidemaschine ist von mir selbst entwickelt worden.
Der Nachbau ist ausdrücklich gestattet.
Allerdings übernehme ich keine Haftung für Folgeschäden mit einem Nachbau, und auch keine Garantie für
Funktionstüchtigkeit.
Wer diese Seiten liest, nutzt, oder die Gegenstände nachbaut, tut dies auf eigenes Risiko.
Trotzdem viel Spaß!
Hans, September 2008
Inzwischen existieren schon über
100 funktionierende Nachbauten !!!!!!
Neuigkeiten, Tipp&Tricks siehe letztes Kapitel
Letzte Änderung: 04.09.2015
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 1.Seilwinde
15.02.2016 Seite - 9 -
1.Seilwinde
Seit ich meinen Styroschneider vorgestellt habe, sind einige Nachbauten erstellt worden.
Damit wurden auch Änderungen, Verbesserungen und Vereinfachungen vorgestellt und diskutiert.
Einer dieser Vorschläge stammt von gx_turbo und ist im RC-Network-Forum zu finden.
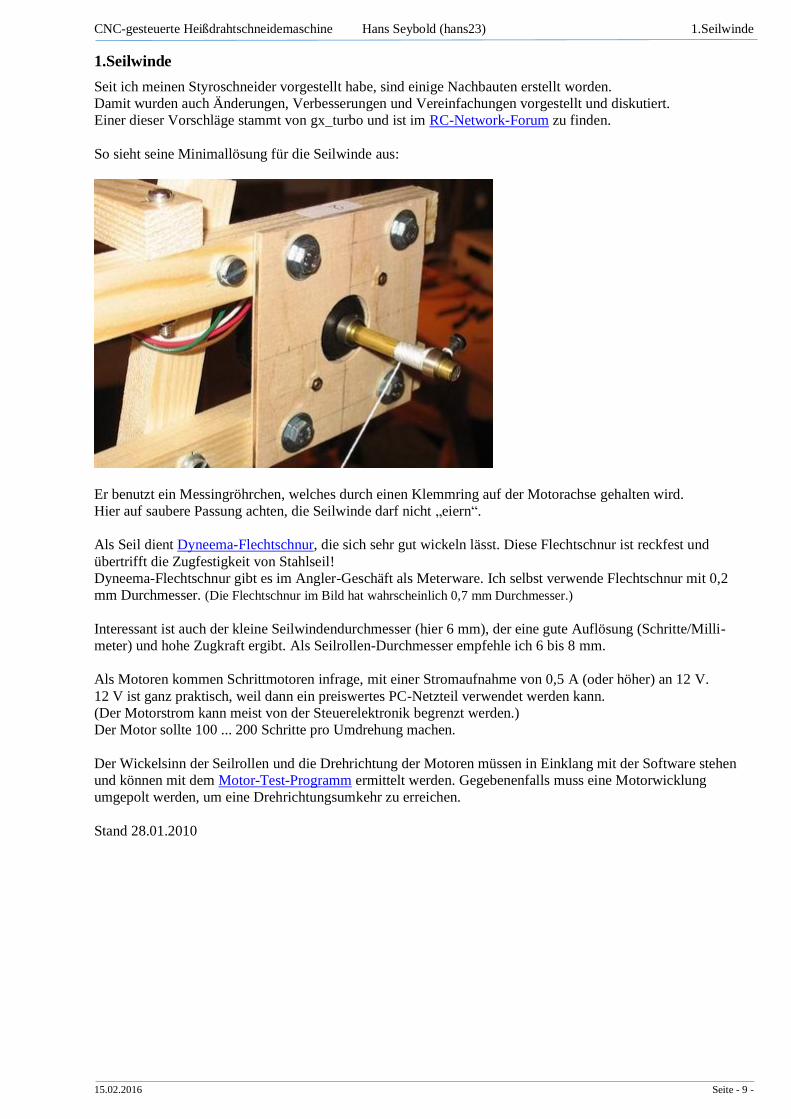
So sieht seine Minimallösung für die Seilwinde aus:
Er benutzt ein Messingröhrchen, welches durch einen Klemmring auf der Motorachse gehalten wird.
Hier auf saubere Passung achten, die Seilwinde darf nicht „eiern“.
Als Seil dient Dyneema-Flechtschnur, die sich sehr gut wickeln lässt. Diese Flechtschnur ist reckfest und
übertrifft die Zugfestigkeit von Stahlseil!
Dyneema-Flechtschnur gibt es im Angler-Geschäft als Meterware. Ich selbst verwende Flechtschnur mit 0,2
mm Durchmesser. (Die Flechtschnur im Bild hat wahrscheinlich 0,7 mm Durchmesser.)
Interessant ist auch der kleine Seilwindendurchmesser (hier 6 mm), der eine gute Auflösung (Schritte/Milli-
meter) und hohe Zugkraft ergibt. Als Seilrollen-Durchmesser empfehle ich 6 bis 8 mm.
Als Motoren kommen Schrittmotoren infrage, mit einer Stromaufnahme von 0,5 A (oder höher) an 12 V.
12 V ist ganz praktisch, weil dann ein preiswertes PC-Netzteil verwendet werden kann.
(Der Motorstrom kann meist von der Steuerelektronik begrenzt werden.)
Der Motor sollte 100 ... 200 Schritte pro Umdrehung machen.
Der Wickelsinn der Seilrollen und die Drehrichtung der Motoren müssen in Einklang mit der Software stehen
und können mit dem Motor-Test-Programm ermittelt werden. Gegebenenfalls muss eine Motorwicklung
umgepolt werden, um eine Drehrichtungsumkehr zu erreichen.
Stand 28.01.2010
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 2. Deckenbefestigung
15.02.2016 Seite - 10 -
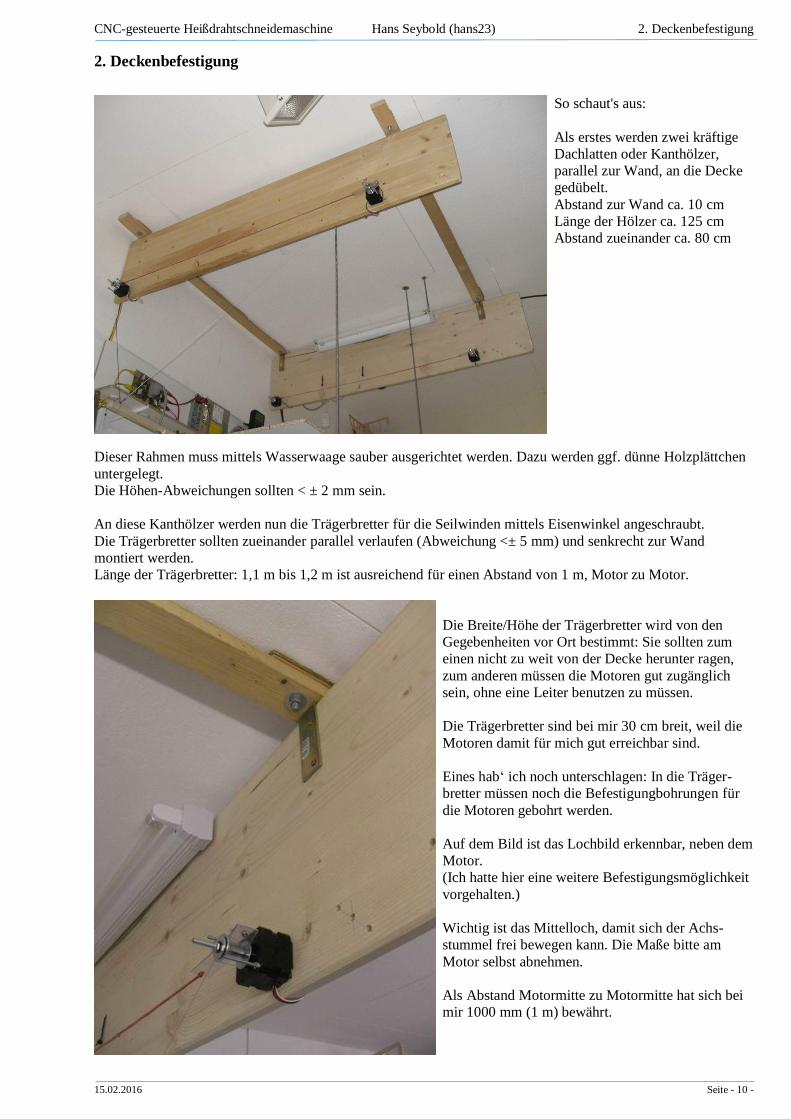
2. Deckenbefestigung
So schaut's aus:
Als erstes werden zwei kräftige
Dachlatten oder Kanthölzer,
parallel zur Wand, an die Decke
gedübelt.
Abstand zur Wand ca. 10 cm
Länge der Hölzer ca. 125 cm
Abstand zueinander ca. 80 cm
Dieser Rahmen muss mittels Wasserwaage sauber ausgerichtet werden. Dazu werden ggf. dünne Holzplättchen
untergelegt.
Die Höhen-Abweichungen sollten < ± 2 mm sein.
An diese Kanthölzer werden nun die Trägerbretter für die Seilwinden mittels Eisenwinkel angeschraubt.
Die Trägerbretter sollten zueinander parallel verlaufen (Abweichung <± 5 mm) und senkrecht zur Wand
montiert werden.
Länge der Trägerbretter: 1,1 m bis 1,2 m ist ausreichend für einen Abstand von 1 m, Motor zu Motor.
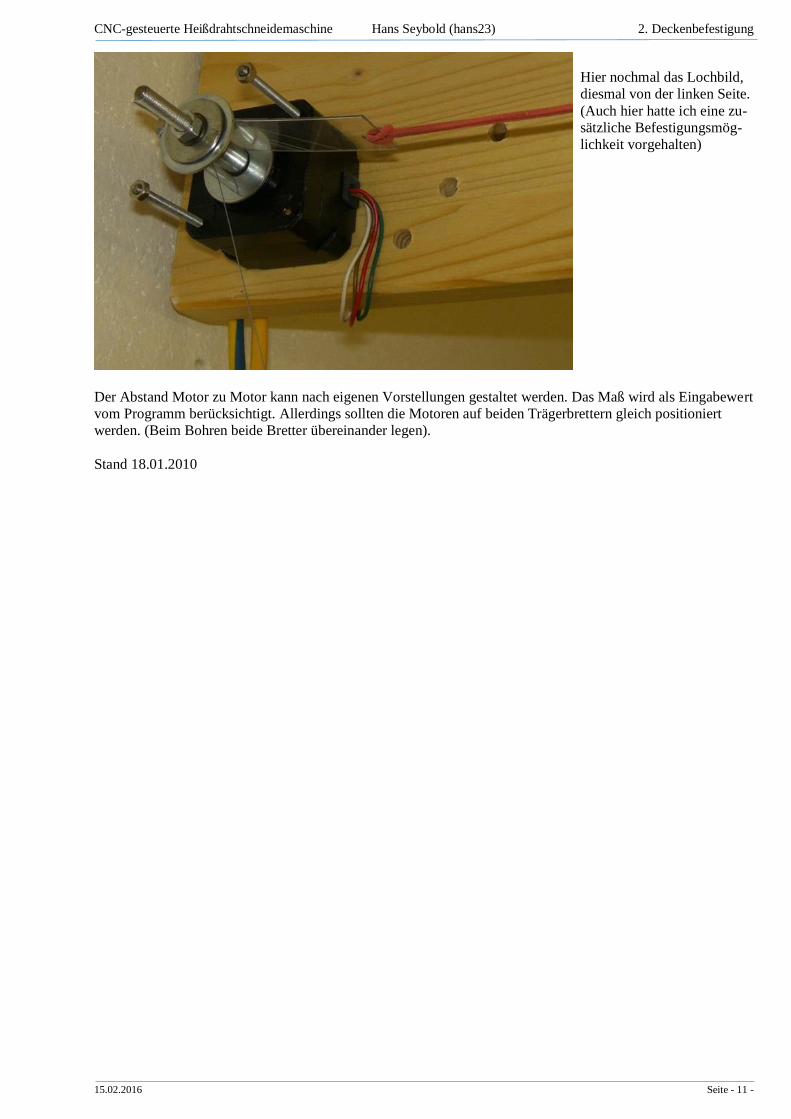
Die Breite/Höhe der Trägerbretter wird von den
Gegebenheiten vor Ort bestimmt: Sie sollten zum
einen nicht zu weit von der Decke herunter ragen,
zum anderen müssen die Motoren gut zugänglich
sein, ohne eine Leiter benutzen zu müssen.
Die Trägerbretter sind bei mir 30 cm breit, weil die
Motoren damit für mich gut erreichbar sind.
Eines hab‘ ich noch unterschlagen: In die Träger-
bretter müssen noch die Befestigungbohrungen für
die Motoren gebohrt werden.
Auf dem Bild ist das Lochbild erkennbar, neben dem
Motor.
(Ich hatte hier eine weitere Befestigungsmöglichkeit
vorgehalten.)
Wichtig ist das Mittelloch, damit sich der Achs-
stummel frei bewegen kann. Die Maße bitte am
Motor selbst abnehmen.
Als Abstand Motormitte zu Motormitte hat sich bei
mir 1000 mm (1 m) bewährt.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 2. Deckenbefestigung
15.02.2016 Seite - 11 -
Hier nochmal das Lochbild,
diesmal von der linken Seite.
(Auch hier hatte ich eine zu-
sätzliche Befestigungsmög-
lichkeit vorgehalten)
Der Abstand Motor zu Motor kann nach eigenen Vorstellungen gestaltet werden. Das Maß wird als Eingabewert
vom Programm berücksichtigt. Allerdings sollten die Motoren auf beiden Trägerbrettern gleich positioniert
werden. (Beim Bohren beide Bretter übereinander legen).
Stand 18.01.2010
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 3. Arbeitsplatte
15.02.2016 Seite - 12 -
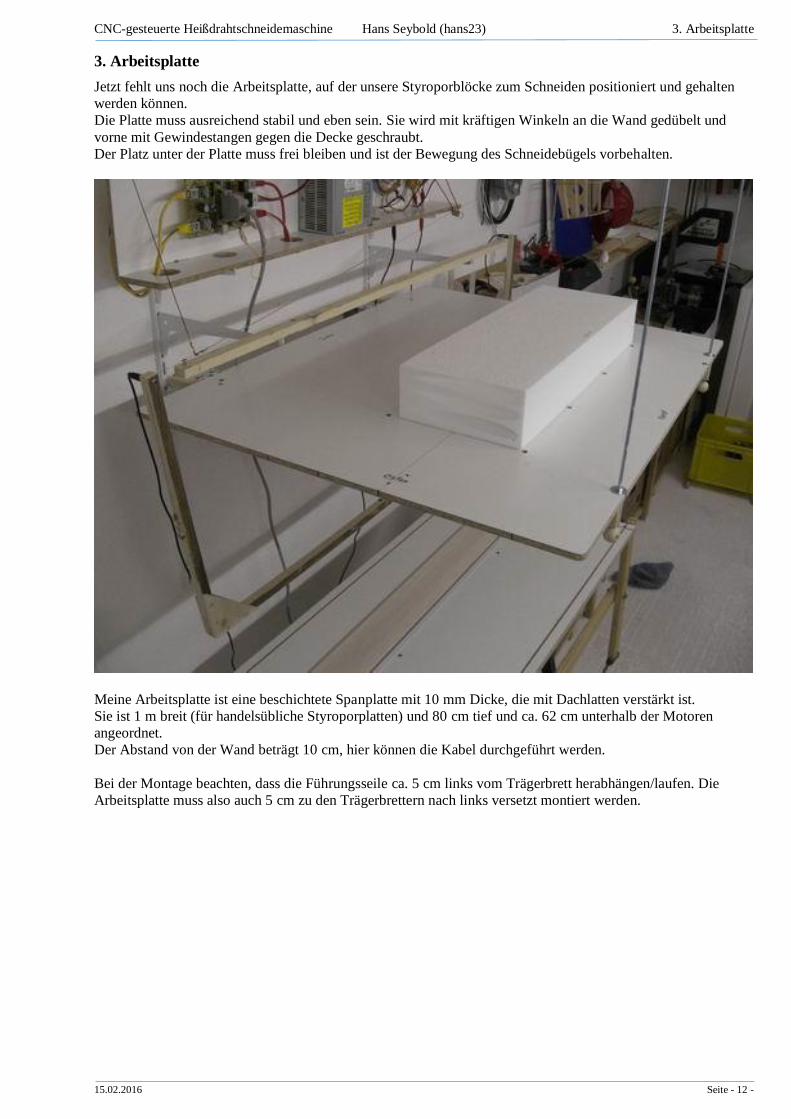
3. Arbeitsplatte
Jetzt fehlt uns noch die Arbeitsplatte, auf der unsere Styroporblöcke zum Schneiden positioniert und gehalten
werden können.
Die Platte muss ausreichend stabil und eben sein. Sie wird mit kräftigen Winkeln an die Wand gedübelt und
vorne mit Gewindestangen gegen die Decke geschraubt.
Der Platz unter der Platte muss frei bleiben und ist der Bewegung des Schneidebügels vorbehalten.
Meine Arbeitsplatte ist eine beschichtete Spanplatte mit 10 mm Dicke, die mit Dachlatten verstärkt ist.
Sie ist 1 m breit (für handelsübliche Styroporplatten) und 80 cm tief und ca. 62 cm unterhalb der Motoren
angeordnet.
Der Abstand von der Wand beträgt 10 cm, hier können die Kabel durchgeführt werden.
Bei der Montage beachten, dass die Führungsseile ca. 5 cm links vom Trägerbrett herabhängen/laufen. Die
Arbeitsplatte muss also auch 5 cm zu den Trägerbrettern nach links versetzt montiert werden.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 3. Arbeitsplatte
15.02.2016 Seite - 13 -
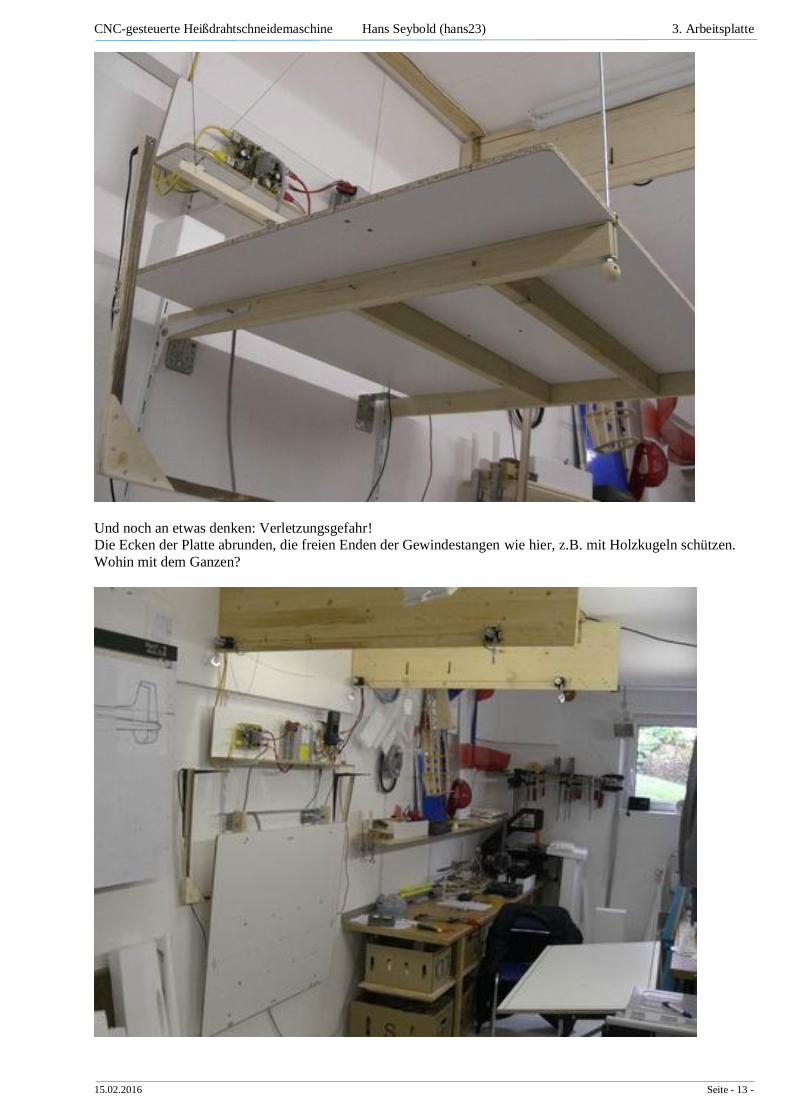
Und noch an etwas denken: Verletzungsgefahr!
Die Ecken der Platte abrunden, die freien Enden der Gewindestangen wie hier, z.B. mit Holzkugeln schützen.
Wohin mit dem Ganzen?
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 3. Arbeitsplatte
15.02.2016 Seite - 14 -
Platzprobleme in der Werkstatt sind uns allen bekannt.
Hier die Lösung:
Nach der Arbeit werden die Seile ausgehängt, der Schneidebügel wird an den Regalträgern nach hinten ge-
schoben und die Arbeitsplatte wird nach unten geklappt, fertig!
(Diese Klapplösung war in den vorangehenden Bildern noch nicht umgesetzt.)
Stand 18.01.2010
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 4. Der Schneidebügel
15.02.2016 Seite - 15 -
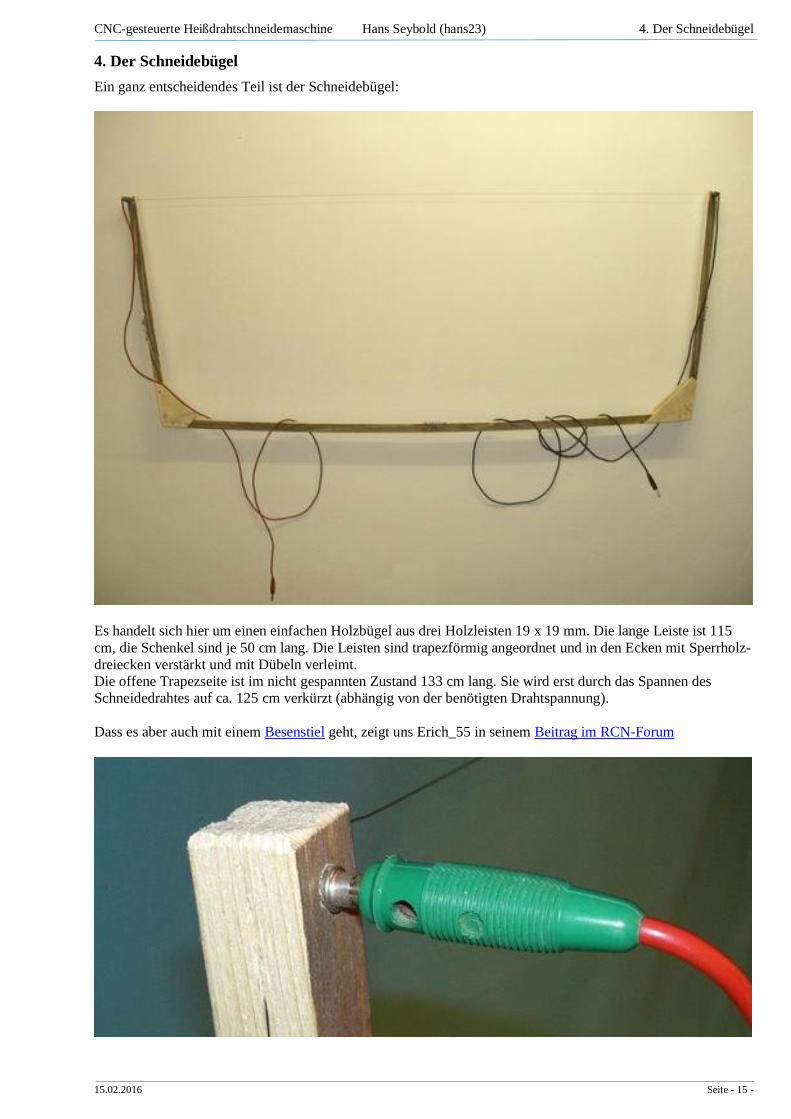
4. Der Schneidebügel
Ein ganz entscheidendes Teil ist der Schneidebügel:
Es handelt sich hier um einen einfachen Holzbügel aus drei Holzleisten 19 x 19 mm. Die lange Leiste ist 115
cm, die Schenkel sind je 50 cm lang. Die Leisten sind trapezförmig angeordnet und in den Ecken mit Sperrholz-
dreiecken verstärkt und mit Dübeln verleimt.
Die offene Trapezseite ist im nicht gespannten Zustand 133 cm lang. Sie wird erst durch das Spannen des
Schneidedrahtes auf ca. 125 cm verkürzt (abhängig von der benötigten Drahtspannung).
Dass es aber auch mit einem Besenstiel geht, zeigt uns Erich_55 in seinem Beitrag im RCN-Forum
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 4. Der Schneidebügel
15.02.2016 Seite - 16 -
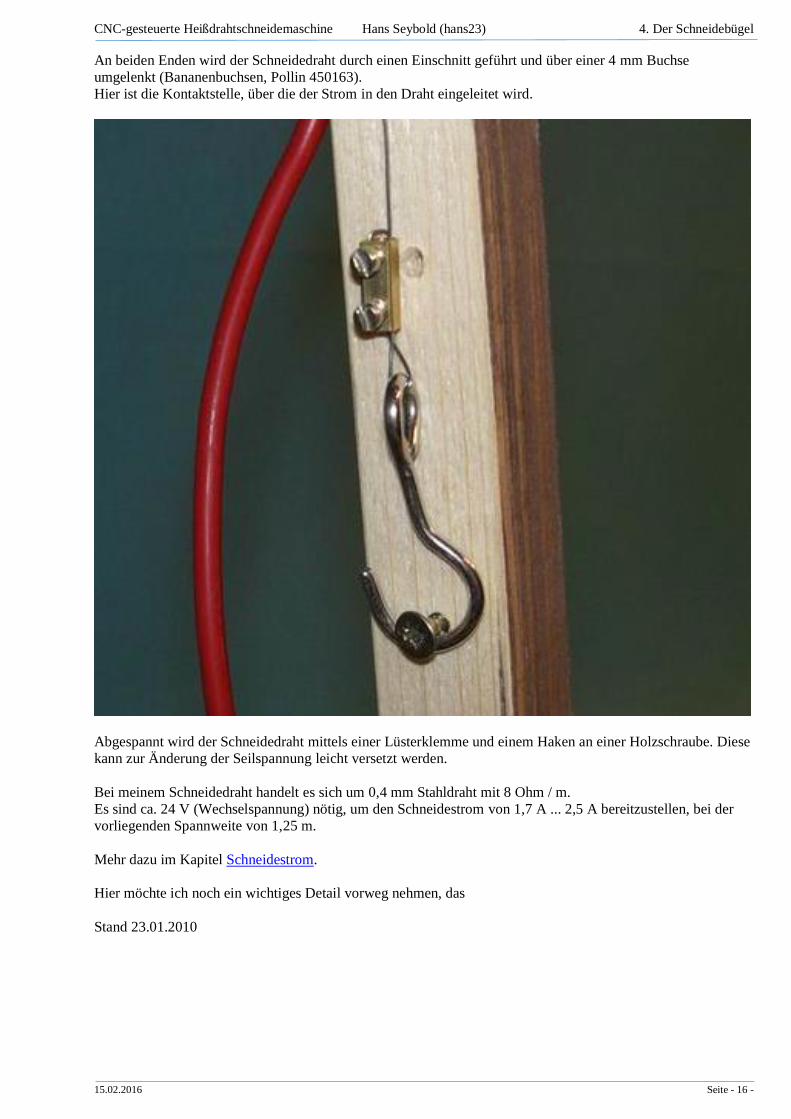
An beiden Enden wird der Schneidedraht durch einen Einschnitt geführt und über einer 4 mm Buchse
umgelenkt (Bananenbuchsen, Pollin 450163).
Hier ist die Kontaktstelle, über die der Strom in den Draht eingeleitet wird.
Abgespannt wird der Schneidedraht mittels einer Lüsterklemme und einem Haken an einer Holzschraube. Diese
kann zur Änderung der Seilspannung leicht versetzt werden.
Bei meinem Schneidedraht handelt es sich um 0,4 mm Stahldraht mit 8 Ohm / m.
Es sind ca. 24 V (Wechselspannung) nötig, um den Schneidestrom von 1,7 A ... 2,5 A bereitzustellen, bei der
vorliegenden Spannweite von 1,25 m.
Mehr dazu im Kapitel Schneidestrom.
Hier möchte ich noch ein wichtiges Detail vorweg nehmen, das
Stand 23.01.2010
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 4. Der Schneidebügel
15.02.2016 Seite - 17 -
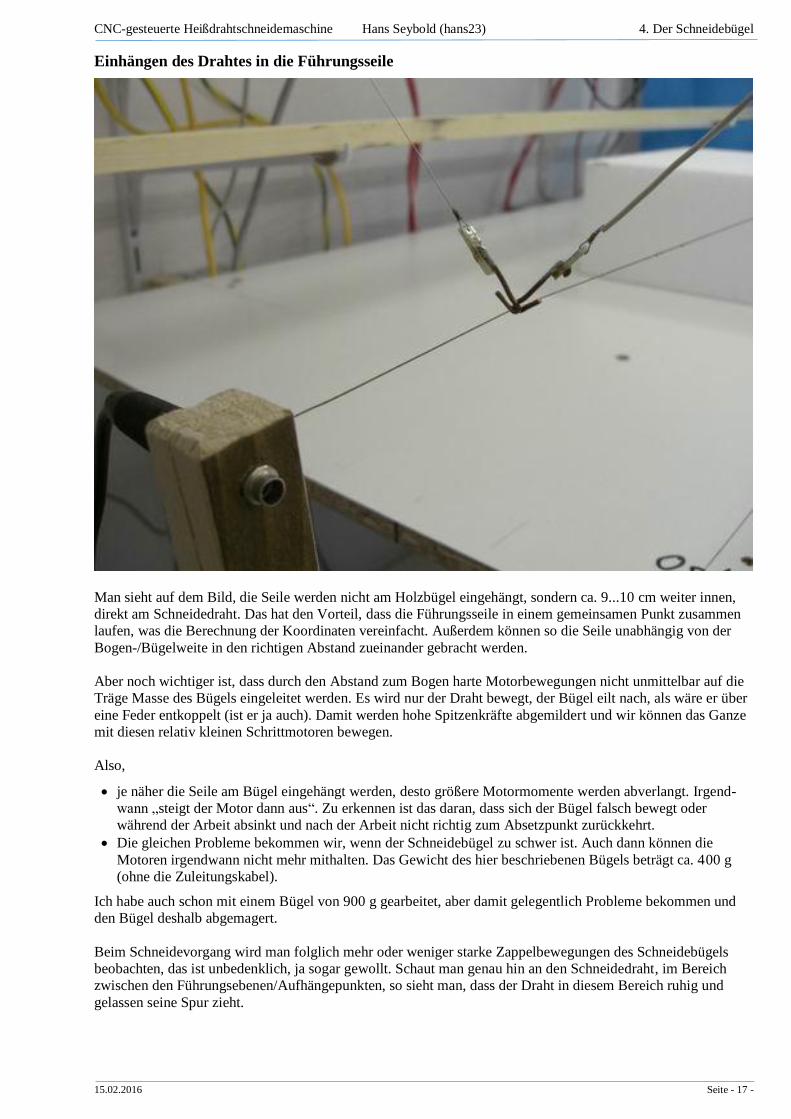
Einhängen des Drahtes in die Führungsseile
Man sieht auf dem Bild, die Seile werden nicht am Holzbügel eingehängt, sondern ca. 9...10 cm weiter innen,
direkt am Schneidedraht. Das hat den Vorteil, dass die Führungsseile in einem gemeinsamen Punkt zusammen
laufen, was die Berechnung der Koordinaten vereinfacht. Außerdem können so die Seile unabhängig von der
Bogen-/Bügelweite in den richtigen Abstand zueinander gebracht werden.
Aber noch wichtiger ist, dass durch den Abstand zum Bogen harte Motorbewegungen nicht unmittelbar auf die
Träge Masse des Bügels eingeleitet werden. Es wird nur der Draht bewegt, der Bügel eilt nach, als wäre er über
eine Feder entkoppelt (ist er ja auch). Damit werden hohe Spitzenkräfte abgemildert und wir können das Ganze
mit diesen relativ kleinen Schrittmotoren bewegen.
Also,
je näher die Seile am Bügel eingehängt werden, desto größere Motormomente werden abverlangt. Irgend-
wann „steigt der Motor dann aus“. Zu erkennen ist das daran, dass sich der Bügel falsch bewegt oder
während der Arbeit absinkt und nach der Arbeit nicht richtig zum Absetzpunkt zurückkehrt.
Die gleichen Probleme bekommen wir, wenn der Schneidebügel zu schwer ist. Auch dann können die
Motoren irgendwann nicht mehr mithalten. Das Gewicht des hier beschriebenen Bügels beträgt ca. 400 g
(ohne die Zuleitungskabel).
Ich habe auch schon mit einem Bügel von 900 g gearbeitet, aber damit gelegentlich Probleme bekommen und
den Bügel deshalb abgemagert.
Beim Schneidevorgang wird man folglich mehr oder weniger starke Zappelbewegungen des Schneidebügels
beobachten, das ist unbedenklich, ja sogar gewollt. Schaut man genau hin an den Schneidedraht, im Bereich
zwischen den Führungsebenen/Aufhängepunkten, so sieht man, dass der Draht in diesem Bereich ruhig und
gelassen seine Spur zieht.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 4. Der Schneidebügel
15.02.2016 Seite - 18 -
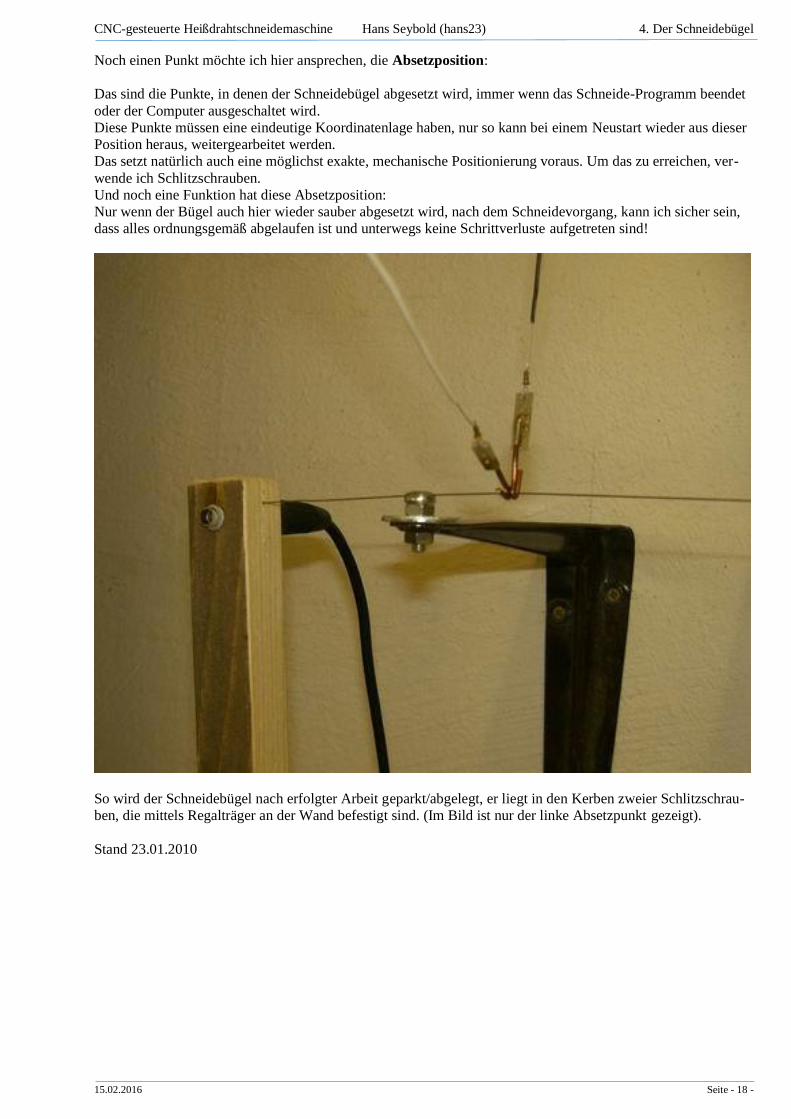
Noch einen Punkt möchte ich hier ansprechen, die Absetzposition:
Das sind die Punkte, in denen der Schneidebügel abgesetzt wird, immer wenn das Schneide-Programm beendet
oder der Computer ausgeschaltet wird.
Diese Punkte müssen eine eindeutige Koordinatenlage haben, nur so kann bei einem Neustart wieder aus dieser
Position heraus, weitergearbeitet werden.
Das setzt natürlich auch eine möglichst exakte, mechanische Positionierung voraus. Um das zu erreichen, ver-
wende ich Schlitzschrauben.
Und noch eine Funktion hat diese Absetzposition:
Nur wenn der Bügel auch hier wieder sauber abgesetzt wird, nach dem Schneidevorgang, kann ich sicher sein,
dass alles ordnungsgemäß abgelaufen ist und unterwegs keine Schrittverluste aufgetreten sind!
So wird der Schneidebügel nach erfolgter Arbeit geparkt/abgelegt, er liegt in den Kerben zweier Schlitzschrau-
ben, die mittels Regalträger an der Wand befestigt sind. (Im Bild ist nur der linke Absetzpunkt gezeigt).
Stand 23.01.2010
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 5. Grobskizze
15.02.2016 Seite - 19 -
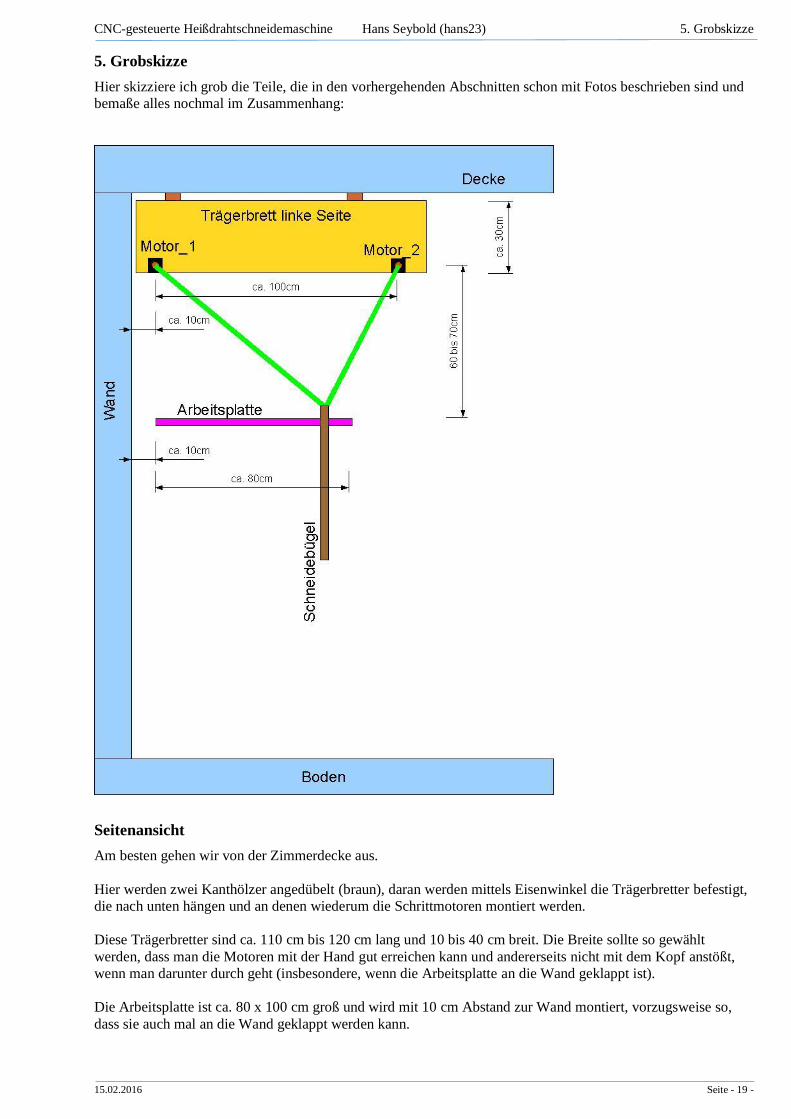
5. Grobskizze
Hier skizziere ich grob die Teile, die in den vorhergehenden Abschnitten schon mit Fotos beschrieben sind und
bemaße alles nochmal im Zusammenhang:
Seitenansicht
Am besten gehen wir von der Zimmerdecke aus.
Hier werden zwei Kanthölzer angedübelt (braun), daran werden mittels Eisenwinkel die Trägerbretter befestigt,
die nach unten hängen und an denen wiederum die Schrittmotoren montiert werden.
Diese Trägerbretter sind ca. 110 cm bis 120 cm lang und 10 bis 40 cm breit. Die Breite sollte so gewählt
werden, dass man die Motoren mit der Hand gut erreichen kann und andererseits nicht mit dem Kopf anstößt,
wenn man darunter durch geht (insbesondere, wenn die Arbeitsplatte an die Wand geklappt ist).
Die Arbeitsplatte ist ca. 80 x 100 cm groß und wird mit 10 cm Abstand zur Wand montiert, vorzugsweise so,
dass sie auch mal an die Wand geklappt werden kann.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 5. Grobskizze
15.02.2016 Seite - 20 -
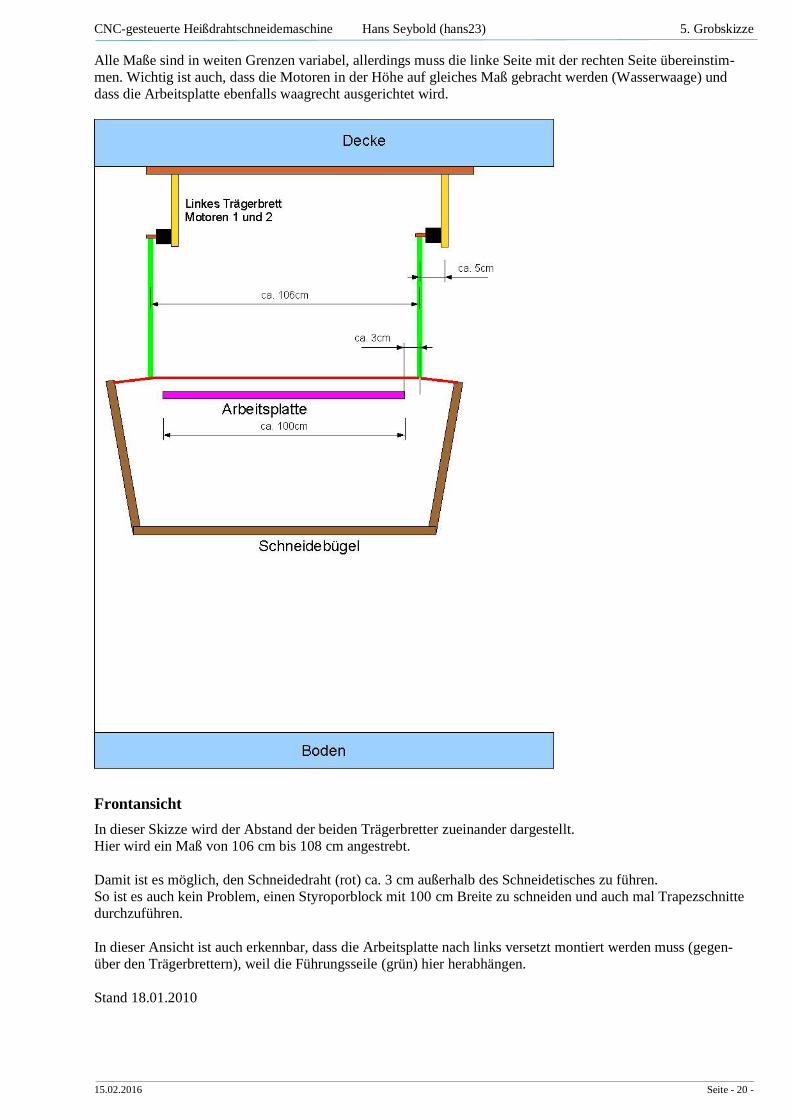
Alle Maße sind in weiten Grenzen variabel, allerdings muss die linke Seite mit der rechten Seite übereinstim-
men. Wichtig ist auch, dass die Motoren in der Höhe auf gleiches Maß gebracht werden (Wasserwaage) und
dass die Arbeitsplatte ebenfalls waagrecht ausgerichtet wird.
Frontansicht
In dieser Skizze wird der Abstand der beiden Trägerbretter zueinander dargestellt.
Hier wird ein Maß von 106 cm bis 108 cm angestrebt.
Damit ist es möglich, den Schneidedraht (rot) ca. 3 cm außerhalb des Schneidetisches zu führen.
So ist es auch kein Problem, einen Styroporblock mit 100 cm Breite zu schneiden und auch mal Trapezschnitte
durchzuführen.
In dieser Ansicht ist auch erkennbar, dass die Arbeitsplatte nach links versetzt montiert werden muss (gegen-
über den Trägerbrettern), weil die Führungsseile (grün) hier herabhängen.
Stand 18.01.2010
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 6. Motor-Steuerung
15.02.2016 Seite - 21 -
6. Motor-Steuerung
6.1. Netzteil
Zur Spannungsversorgung der Steuerplatine und der Schrittmotoren sind +5 V und +12 V nötig.
Mit den +12 V werden die Schrittmotoren betrieben, d.h. es werden ca. 2 A benötigt, das liefert fast jedes
Standard-PC-Netzteil.
Eingeschaltet werden diese Netzteile über Pin 14 (ATX 1.0-Netzteil-Stecker) oder Pin 16 (ATX 2.0-Netzteil-
Stecker) nach Masse, hier eventuell einen Schalter vorsehen.
Näheres zu den Netzteilen und zur Steckerbelegung findest du unter:
http://de.wikipedia.org/wiki/ATX-Format oder
http://de.wikipedia.org/wiki/PC-Netzteil
Wichtig ist noch: Das Netzteil braucht eine Grundlast auf der 5 V-Schiene, sonst lässt es sich nicht einschalten.
Ich verwende dazu eine 12 V / 20 W-Halogenlampe mit Reflektor.
Also nochmal: Eine 12-V-Lampe am 5-V-Ausgang des Netzteiles. Diese Lampe wird nicht allzu heiß. Sie sollte
trotzdem so abgelegt werden, dass nichts anschmoren kann.
Die Platine selbst wird über einen der am Netzteil vorhandenen Laufwerksstecker angeschlossen/versorgt.
(orange/schwarz/schwarz/rot, entsprechend +12 V / Masse / Masse / +5 V).
Allgemeines zu den Schrittmotoren:
Die Informationen über Schrittmotoren und zur Beschaltung der ICs L297 (Schrittmotor-Controller) und L298
(Schrittmotor-Treiber) findest Du unter
http://www-users.rwth-aachen.de/thorsten.ostermann/i_schritt.htm
vor allem im Punkt 'Download'.
6.2 Parallelschnittstelle
Die Belegung der Parallelschnittstelle sowie die Infos zur Ansteuerung und Programmierung (mit Beispielpro-
grammen und DLL-Programm) habe ich von:
http://www.franksteinberg.de/win32bit.htm
Die Belegung sieht bei mir folgendermaßen aus:
Pin 1 offen lassen
Pin 2 Motor 1, Takt
Pin 3 Motor 1, Drehrichtung
Pin 4 Motor 2, Takt
Pin 5 Motor 2, Drehrichtung
Pin 6 Motor 3, Takt
Pin 7 Motor 3, Drehrichtung
Pin 8 Motor 4, Takt
Pin 9 Motor 4, Drehrichtung
Pin 12 offen lassen
Pin 13 offen lassen
Pin 14 offen lassen
Pin 15 offen lassen
Pin 16 offen lassen
Pin 17 offen lassen
Pin 18 - 25 Masse

CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 6. Motor-Steuerung
15.02.2016 Seite - 22 -
6.3. Steuerung
Seit ich meinen Styroschneider vorgestellt habe, sind einige Nachbauten erstellt worden. Dabei hat sich der
Nachbau meiner Steuerplatine für manchen als Handicap herausgestellt!
Außerdem gibt es sehr preiswerte Steuerungen. Damit erübrigt sich der sehr aufwendigen Eigenbau, die Kosten
sind nur unwesentlich höher als beim Selbstbau und der Erfolg/Funktion ist garantiert!
Hier ein paar Hinweise auf fertige Steuerungen, die teilweise auch im RC-Network-Forum diskutiert und von
den Anwendern umgesetzt wurden:
Ich selbst favorisiere die Steuerung von Modellbau Letmathe, diese ist pinkompatibel zu meiner Software!
D.h. die Belegung der Pins 2 bis 9 am Schnittstellenstecker braucht nicht geändert werden (bei der MDLCNC-
Schrittmotorsteuerung)
Einsatzbeispiele hier, hier, hier ...
Weiter sind die folgenden Steuerungen von verschiedenen Nutzern im RCN-Forum beschrieben worden:
GWR-Elektronik wird u.a. von Erich_55 eingesetzt und beschrieben.
CNC-Technik Langenfeld
robotikhardware wird von gx_turbo eingesetzt (RCN-Forum).
Und für alle, die gerne selber löten:
Markus Mechatronics , wird von Gnumpfer79 eingesetzt.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 6. Motor-Steuerung
15.02.2016 Seite - 23 -
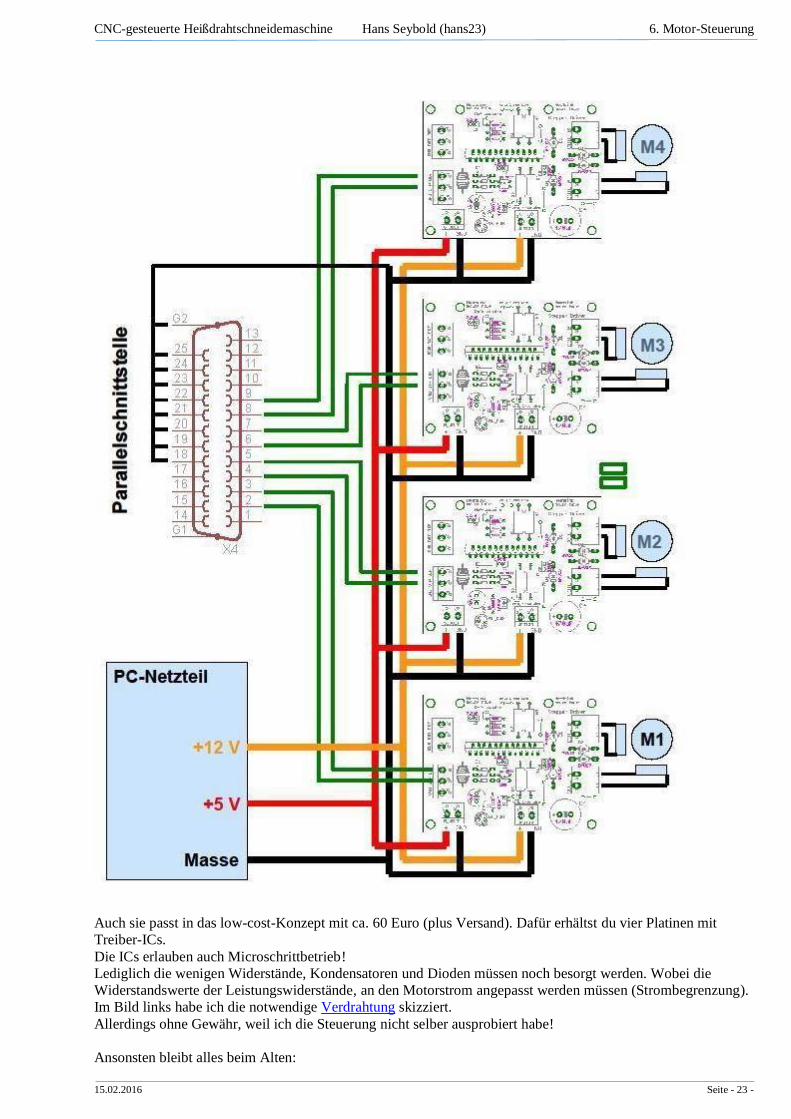
Auch sie passt in das low-cost-Konzept mit ca. 60 Euro (plus Versand). Dafür erhältst du vier Platinen mit
Treiber-ICs.
Die ICs erlauben auch Microschrittbetrieb!
Lediglich die wenigen Widerstände, Kondensatoren und Dioden müssen noch besorgt werden. Wobei die
Widerstandswerte der Leistungswiderstände, an den Motorstrom angepasst werden müssen (Strombegrenzung).
Im Bild links habe ich die notwendige Verdrahtung skizziert.
Allerdings ohne Gewähr, weil ich die Steuerung nicht selber ausprobiert habe!
Ansonsten bleibt alles beim Alten:

CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 6. Motor-Steuerung
15.02.2016 Seite - 24 -
- PC-Netzteil mit ausreichend Strom zur Versorgung der Motoren (mehr als 4 A bei +12 V),
- Belegung der Parallelschnittstelle,
- Bipolar-Motoren (preiswert angeboten werden z.Zt. diese. Stand Juni 2010)
Stand 08.06.2010
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 7. Geometriedaten ermitteln
15.02.2016 Seite - 25 -
7. Geometriedaten ermitteln
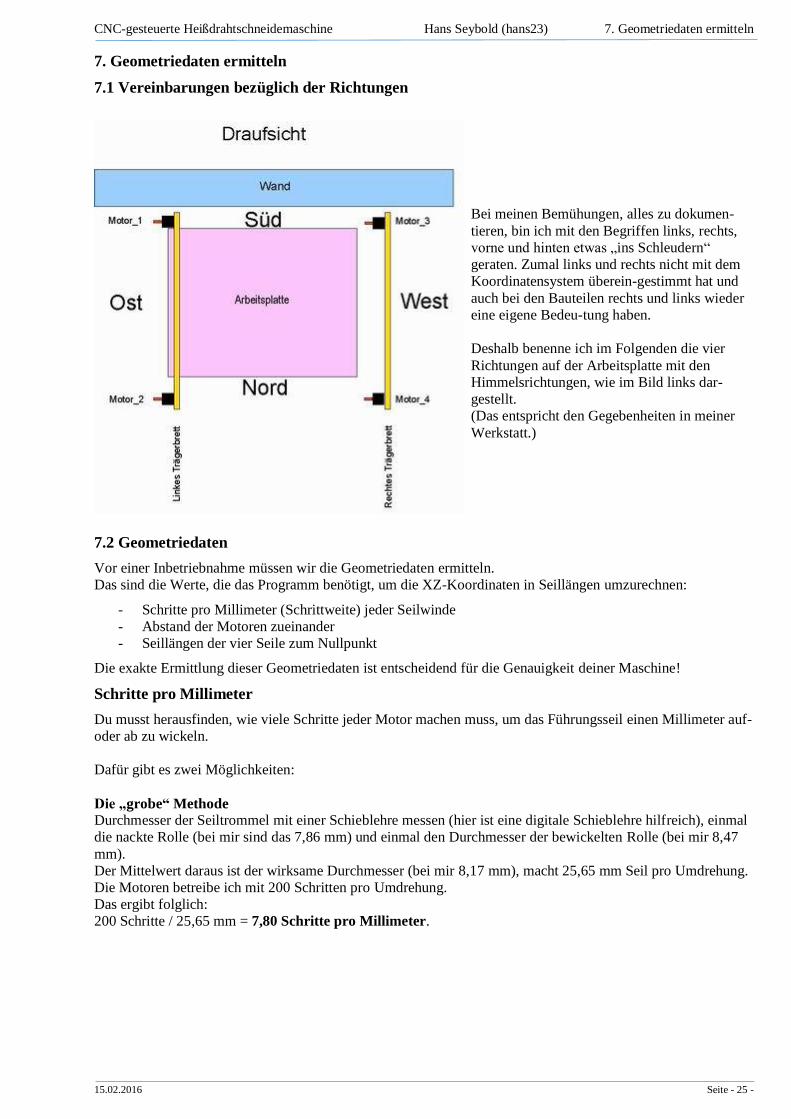
7.1 Vereinbarungen bezüglich der Richtungen
Bei meinen Bemühungen, alles zu dokumen-
tieren, bin ich mit den Begriffen links, rechts,
vorne und hinten etwas „ins Schleudern“
geraten. Zumal links und rechts nicht mit dem
Koordinatensystem überein-gestimmt hat und
auch bei den Bauteilen rechts und links wieder
eine eigene Bedeu-tung haben.
Deshalb benenne ich im Folgenden die vier
Richtungen auf der Arbeitsplatte mit den
Himmelsrichtungen, wie im Bild links dar-
gestellt.
(Das entspricht den Gegebenheiten in meiner
Werkstatt.)
7.2 Geometriedaten
Vor einer Inbetriebnahme müssen wir die Geometriedaten ermitteln.
Das sind die Werte, die das Programm benötigt, um die XZ-Koordinaten in Seillängen umzurechnen:
- Schritte pro Millimeter (Schrittweite) jeder Seilwinde
- Abstand der Motoren zueinander
- Seillängen der vier Seile zum Nullpunkt
Die exakte Ermittlung dieser Geometriedaten ist entscheidend für die Genauigkeit deiner Maschine!
Schritte pro Millimeter
Du musst herausfinden, wie viele Schritte jeder Motor machen muss, um das Führungsseil einen Millimeter auf-
oder ab zu wickeln.
Dafür gibt es zwei Möglichkeiten:
Die „grobe“ Methode
Durchmesser der Seiltrommel mit einer Schieblehre messen (hier ist eine digitale Schieblehre hilfreich), einmal
die nackte Rolle (bei mir sind das 7,86 mm) und einmal den Durchmesser der bewickelten Rolle (bei mir 8,47
mm).
Der Mittelwert daraus ist der wirksame Durchmesser (bei mir 8,17 mm), macht 25,65 mm Seil pro Umdrehung.
Die Motoren betreibe ich mit 200 Schritten pro Umdrehung.
Das ergibt folglich:
200 Schritte / 25,65 mm = 7,80 Schritte pro Millimeter.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 7. Geometriedaten ermitteln
15.02.2016 Seite - 26 -
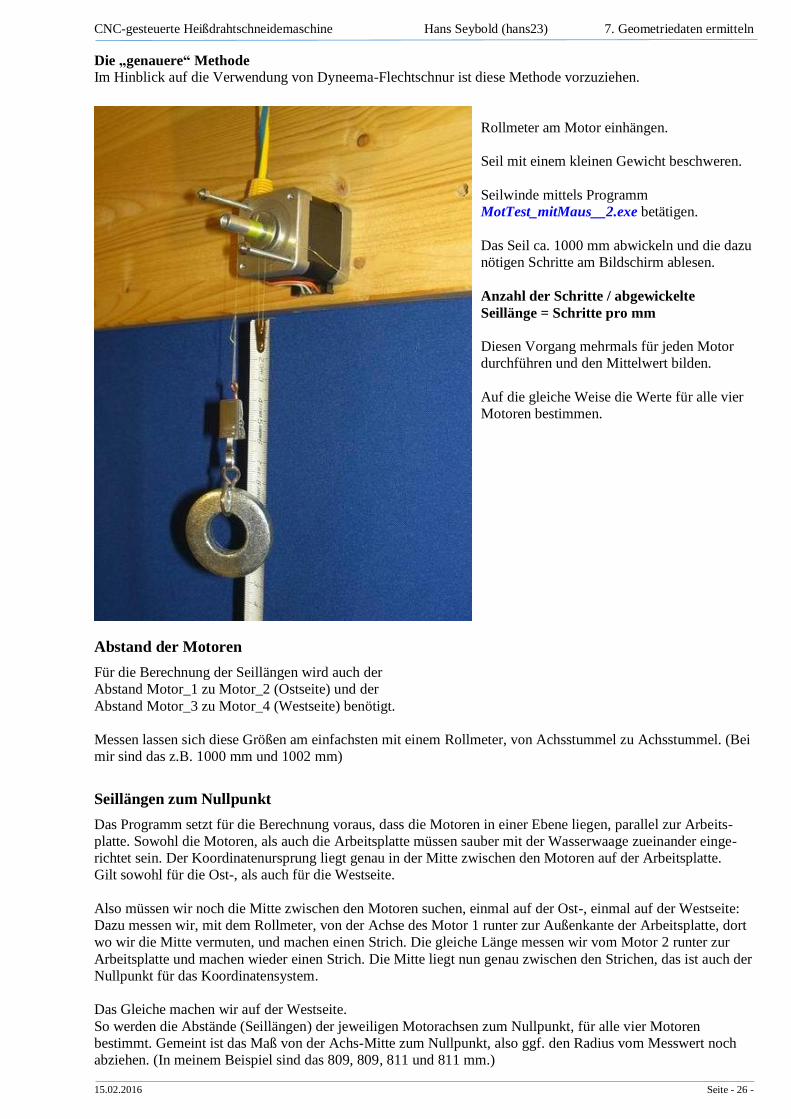
Die „genauere“ Methode
Im Hinblick auf die Verwendung von Dyneema-Flechtschnur ist diese Methode vorzuziehen.
Rollmeter am Motor einhängen.
Seil mit einem kleinen Gewicht beschweren.
Seilwinde mittels Programm
MotTest_mitMaus__2.exe betätigen.
Das Seil ca. 1000 mm abwickeln und die dazu
nötigen Schritte am Bildschirm ablesen.
Anzahl der Schritte / abgewickelte
Seillänge = Schritte pro mm
Diesen Vorgang mehrmals für jeden Motor
durchführen und den Mittelwert bilden.
Auf die gleiche Weise die Werte für alle vier
Motoren bestimmen.
Abstand der Motoren
Für die Berechnung der Seillängen wird auch der
Abstand Motor_1 zu Motor_2 (Ostseite) und der
Abstand Motor_3 zu Motor_4 (Westseite) benötigt.
Messen lassen sich diese Größen am einfachsten mit einem Rollmeter, von Achsstummel zu Achsstummel. (Bei
mir sind das z.B. 1000 mm und 1002 mm)
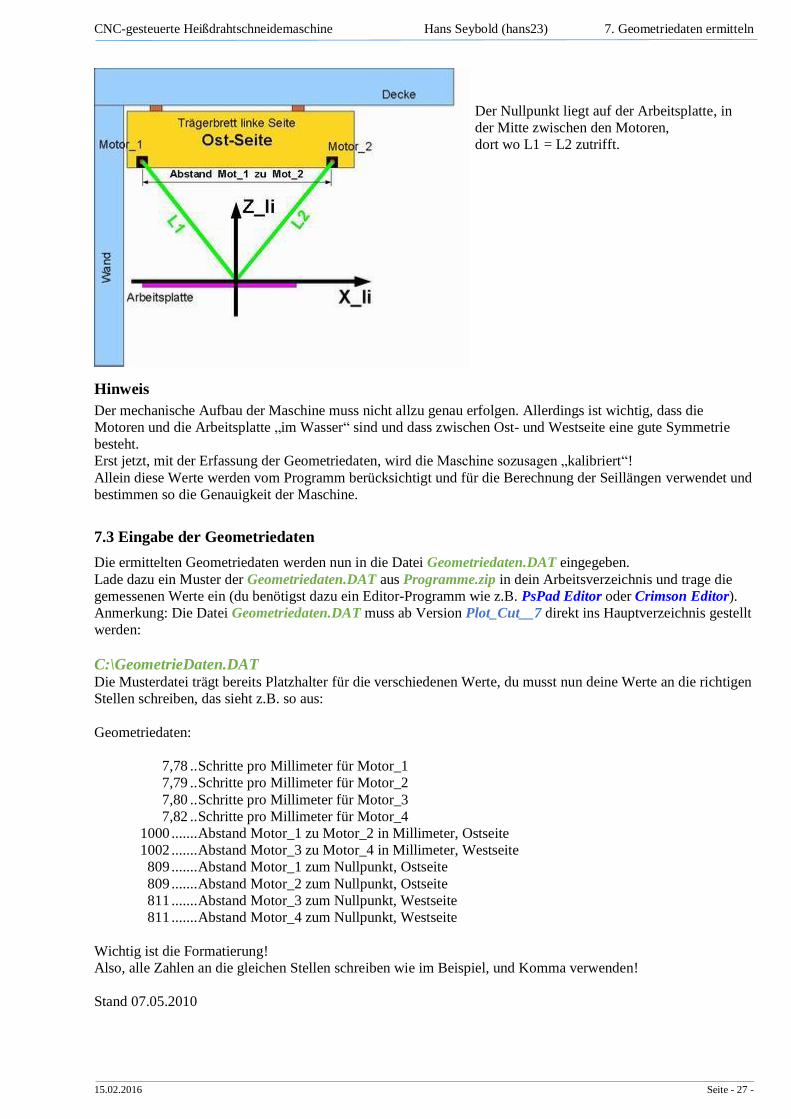
Seillängen zum Nullpunkt
Das Programm setzt für die Berechnung voraus, dass die Motoren in einer Ebene liegen, parallel zur Arbeits-
platte. Sowohl die Motoren, als auch die Arbeitsplatte müssen sauber mit der Wasserwaage zueinander einge-
richtet sein. Der Koordinatenursprung liegt genau in der Mitte zwischen den Motoren auf der Arbeitsplatte.
Gilt sowohl für die Ost-, als auch für die Westseite.
Also müssen wir noch die Mitte zwischen den Motoren suchen, einmal auf der Ost-, einmal auf der Westseite:
Dazu messen wir, mit dem Rollmeter, von der Achse des Motor 1 runter zur Außenkante der Arbeitsplatte, dort
wo wir die Mitte vermuten, und machen einen Strich. Die gleiche Länge messen wir vom Motor 2 runter zur
Arbeitsplatte und machen wieder einen Strich. Die Mitte liegt nun genau zwischen den Strichen, das ist auch der
Nullpunkt für das Koordinatensystem.
Das Gleiche machen wir auf der Westseite.
So werden die Abstände (Seillängen) der jeweiligen Motorachsen zum Nullpunkt, für alle vier Motoren
bestimmt. Gemeint ist das Maß von der Achs-Mitte zum Nullpunkt, also ggf. den Radius vom Messwert noch
abziehen. (In meinem Beispiel sind das 809, 809, 811 und 811 mm.)
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 7. Geometriedaten ermitteln
15.02.2016 Seite - 27 -
Der Nullpunkt liegt auf der Arbeitsplatte, in
der Mitte zwischen den Motoren,
dort wo L1 = L2 zutrifft.
Hinweis
Der mechanische Aufbau der Maschine muss nicht allzu genau erfolgen. Allerdings ist wichtig, dass die
Motoren und die Arbeitsplatte „im Wasser“ sind und dass zwischen Ost- und Westseite eine gute Symmetrie
besteht.
Erst jetzt, mit der Erfassung der Geometriedaten, wird die Maschine sozusagen „kalibriert“!
Allein diese Werte werden vom Programm berücksichtigt und für die Berechnung der Seillängen verwendet und
bestimmen so die Genauigkeit der Maschine.
7.3 Eingabe der Geometriedaten
Die ermittelten Geometriedaten werden nun in die Datei Geometriedaten.DAT eingegeben.
Lade dazu ein Muster der Geometriedaten.DAT aus Programme.zip in dein Arbeitsverzeichnis und trage die
gemessenen Werte ein (du benötigst dazu ein Editor-Programm wie z.B. PsPad Editor oder Crimson Editor).
Anmerkung: Die Datei Geometriedaten.DAT muss ab Version Plot_Cut__7 direkt ins Hauptverzeichnis gestellt
werden:
C:\GeometrieDaten.DAT Die Musterdatei trägt bereits Platzhalter für die verschiedenen Werte, du musst nun deine Werte an die richtigen
Stellen schreiben, das sieht z.B. so aus:
Geometriedaten:
7,78 .. Schritte pro Millimeter für Motor_1
7,79 .. Schritte pro Millimeter für Motor_2
7,80 .. Schritte pro Millimeter für Motor_3
7,82 .. Schritte pro Millimeter für Motor_4
1000 ....... Abstand Motor_1 zu Motor_2 in Millimeter, Ostseite
1002 ....... Abstand Motor_3 zu Motor_4 in Millimeter, Westseite
809 ....... Abstand Motor_1 zum Nullpunkt, Ostseite
809 ....... Abstand Motor_2 zum Nullpunkt, Ostseite
811 ....... Abstand Motor_3 zum Nullpunkt, Westseite
811 ....... Abstand Motor_4 zum Nullpunkt, Westseite
Wichtig ist die Formatierung!
Also, alle Zahlen an die gleichen Stellen schreiben wie im Beispiel, und Komma verwenden!
Stand 07.05.2010
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 8. Das eigentl. Schneideprogramm Plot_Cut_7
15.02.2016 Seite - 28 -
8. Das eigentliche Schneideprogramm Plot_Cut__7.exe
8.1. Programmbeschreibung
Wir bringen das Schneideprogramm einfach mal am PC zur Ausführung und ich erläutere dabei, was im
Hintergrund abläuft (Die Schneidemaschine sollte fürs erste noch nicht angeschlossen sein, damit warten wir bis
zum Kapitel „Inbetriebnahme“):
Also, ZIP-Datei Programme.zip downloaden und die enthaltenen Dateien in ein Verzeichnis deiner Wahl
kopieren.
Es sind u.a. folgende Dateien enthalten:
Plot_Cut__7.exe das eigentliche Schneide-Programm.
NORA_Flügel_04_mitte.neu die zugehörige Daten-Datei, sie beinhaltet die Schneide-Koordinaten für ein
Tragflächenprofil.
INPOUT32.DLL: der Treiber für die Parallelschnittstelle.
Eingabewerte.alt: hier werden Eingabewerte abgelegt (Dateiname, Plotbereich)
GeometrieDaten.DAT: Hier stehen die Kennwerte/Geometriedaten für deine Maschine (siehe Kapitel
„Geometriedaten“).
Die Datei muss ab Version Plot_Cut__7 direkt ins Hauptverzeichnis gestellt werden: C:\GeometrieDaten.DAT
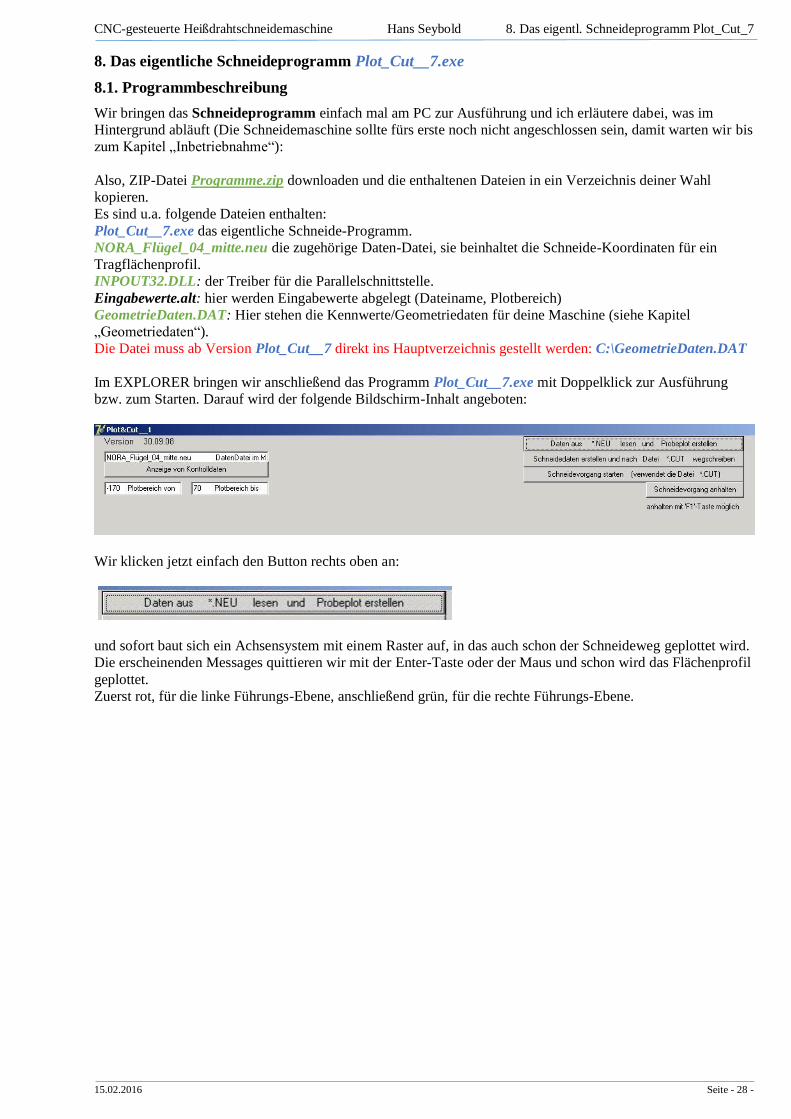
Im EXPLORER bringen wir anschließend das Programm Plot_Cut__7.exe mit Doppelklick zur Ausführung
bzw. zum Starten. Darauf wird der folgende Bildschirm-Inhalt angeboten:
Wir klicken jetzt einfach den Button rechts oben an:
und sofort baut sich ein Achsensystem mit einem Raster auf, in das auch schon der Schneideweg geplottet wird.
Die erscheinenden Messages quittieren wir mit der Enter-Taste oder der Maus und schon wird das Flächenprofil
geplottet.
Zuerst rot, für die linke Führungs-Ebene, anschließend grün, für die rechte Führungs-Ebene.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 8. Das eigentl. Schneideprogramm Plot_Cut_7
15.02.2016 Seite - 29 -
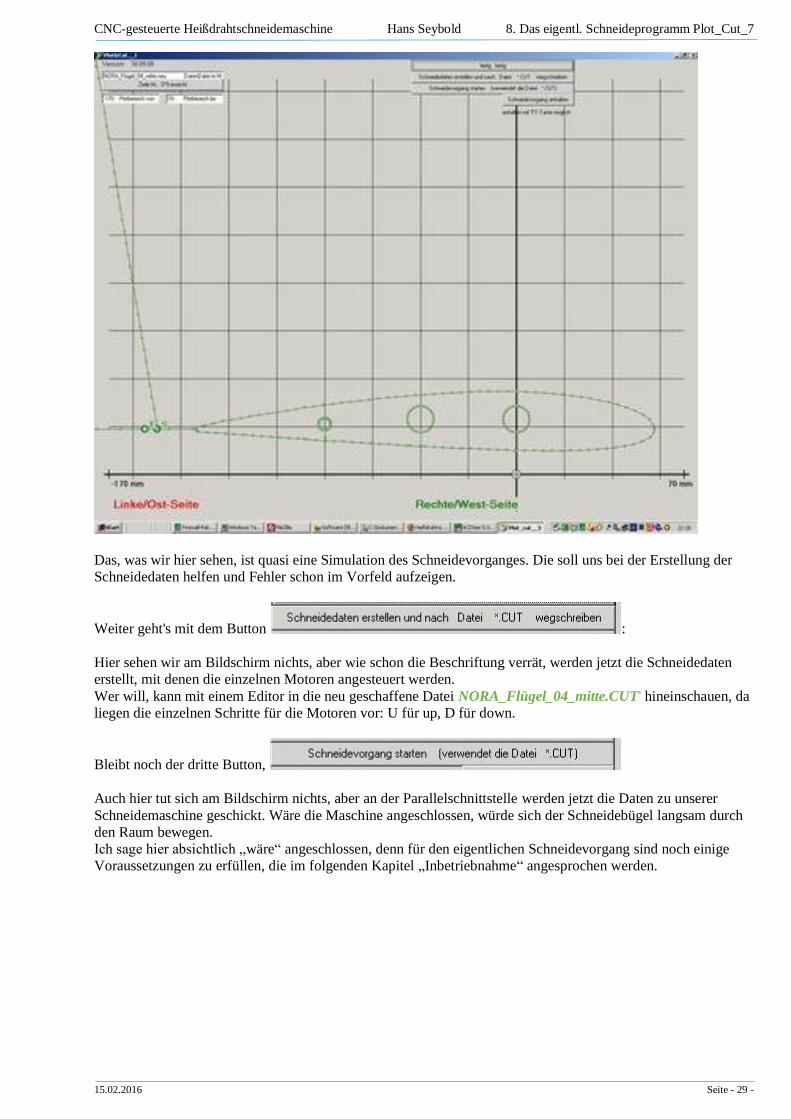
Das, was wir hier sehen, ist quasi eine Simulation des Schneidevorganges. Die soll uns bei der Erstellung der
Schneidedaten helfen und Fehler schon im Vorfeld aufzeigen.
Weiter geht's mit dem Button :
Hier sehen wir am Bildschirm nichts, aber wie schon die Beschriftung verrät, werden jetzt die Schneidedaten
erstellt, mit denen die einzelnen Motoren angesteuert werden.
Wer will, kann mit einem Editor in die neu geschaffene Datei NORA_Flügel_04_mitte.CUT' hineinschauen, da
liegen die einzelnen Schritte für die Motoren vor: U für up, D für down.
Bleibt noch der dritte Button,
Auch hier tut sich am Bildschirm nichts, aber an der Parallelschnittstelle werden jetzt die Daten zu unserer
Schneidemaschine geschickt. Wäre die Maschine angeschlossen, würde sich der Schneidebügel langsam durch
den Raum bewegen.
Ich sage hier absichtlich „wäre“ angeschlossen, denn für den eigentlichen Schneidevorgang sind noch einige
Voraussetzungen zu erfüllen, die im folgenden Kapitel „Inbetriebnahme“ angesprochen werden.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 8. Das eigentl. Schneideprogramm Plot_Cut_7
15.02.2016 Seite - 30 -
8.2. Programmablauf und Beschreibung zugehöriger Dateien
Hier möchte ich noch etwas genauer auf den Programmablauf eingehen:
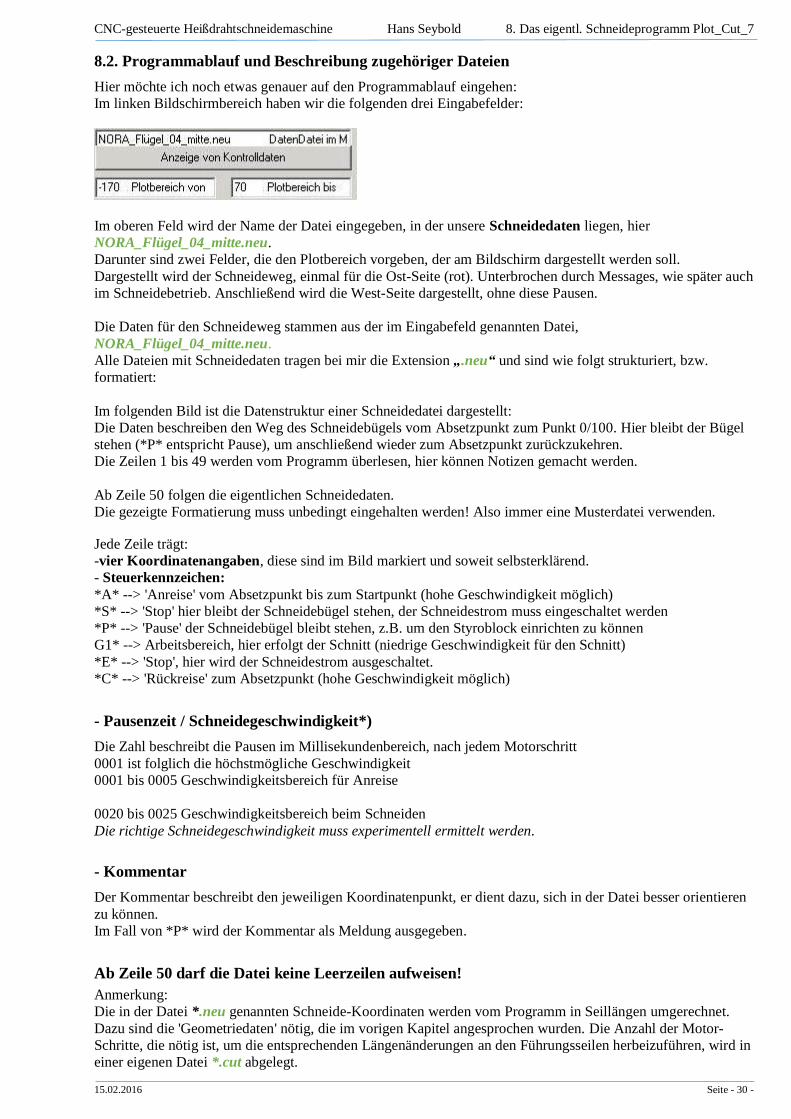
Im linken Bildschirmbereich haben wir die folgenden drei Eingabefelder:
Im oberen Feld wird der Name der Datei eingegeben, in der unsere Schneidedaten liegen, hier
NORA_Flügel_04_mitte.neu.
Darunter sind zwei Felder, die den Plotbereich vorgeben, der am Bildschirm dargestellt werden soll.
Dargestellt wird der Schneideweg, einmal für die Ost-Seite (rot). Unterbrochen durch Messages, wie später auch
im Schneidebetrieb. Anschließend wird die West-Seite dargestellt, ohne diese Pausen.
Die Daten für den Schneideweg stammen aus der im Eingabefeld genannten Datei,
NORA_Flügel_04_mitte.neu.
Alle Dateien mit Schneidedaten tragen bei mir die Extension „.neu“ und sind wie folgt strukturiert, bzw.
formatiert:
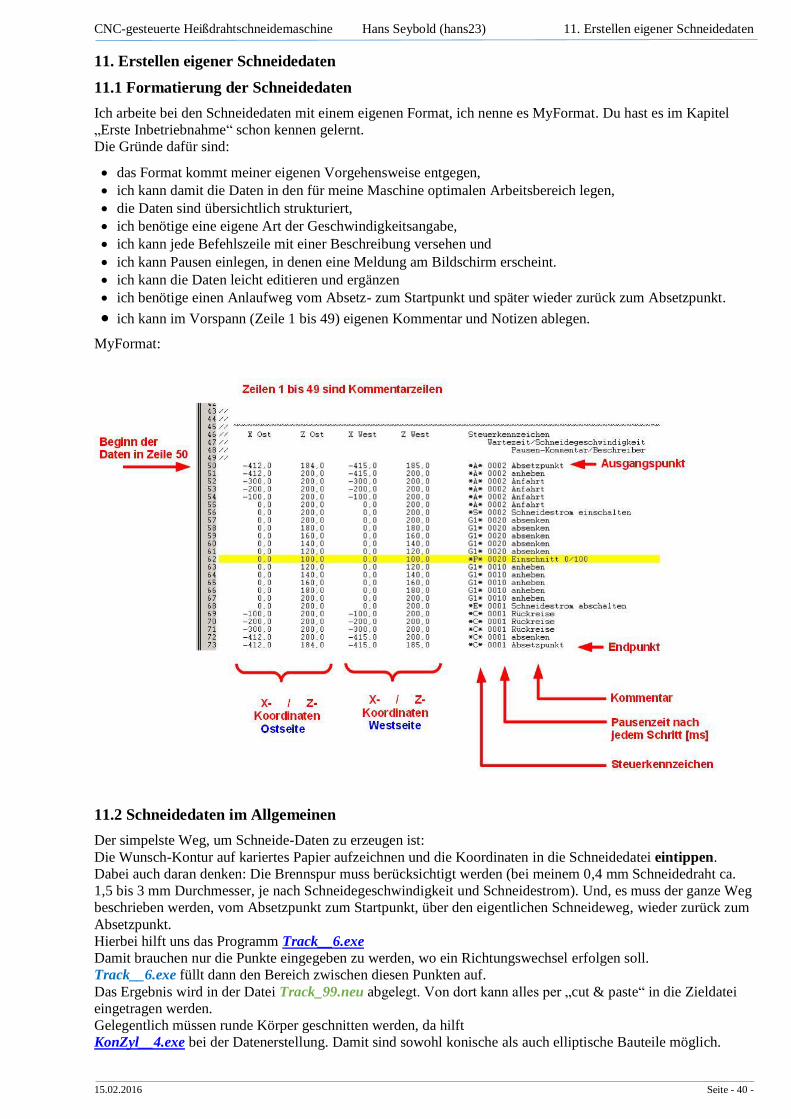
Im folgenden Bild ist die Datenstruktur einer Schneidedatei dargestellt:
Die Daten beschreiben den Weg des Schneidebügels vom Absetzpunkt zum Punkt 0/100. Hier bleibt der Bügel
stehen (*P* entspricht Pause), um anschließend wieder zum Absetzpunkt zurückzukehren.
Die Zeilen 1 bis 49 werden vom Programm überlesen, hier können Notizen gemacht werden.
Ab Zeile 50 folgen die eigentlichen Schneidedaten.
Die gezeigte Formatierung muss unbedingt eingehalten werden! Also immer eine Musterdatei verwenden.
Jede Zeile trägt:
-vier Koordinatenangaben, diese sind im Bild markiert und soweit selbsterklärend.
- Steuerkennzeichen:
*A* --> 'Anreise' vom Absetzpunkt bis zum Startpunkt (hohe Geschwindigkeit möglich)
*S* --> 'Stop' hier bleibt der Schneidebügel stehen, der Schneidestrom muss eingeschaltet werden
*P* --> 'Pause' der Schneidebügel bleibt stehen, z.B. um den Styroblock einrichten zu können
G1* --> Arbeitsbereich, hier erfolgt der Schnitt (niedrige Geschwindigkeit für den Schnitt)
*E* --> 'Stop', hier wird der Schneidestrom ausgeschaltet.
*C* --> 'Rückreise' zum Absetzpunkt (hohe Geschwindigkeit möglich)
- Pausenzeit / Schneidegeschwindigkeit*)
Die Zahl beschreibt die Pausen im Millisekundenbereich, nach jedem Motorschritt
0001 ist folglich die höchstmögliche Geschwindigkeit
0001 bis 0005 Geschwindigkeitsbereich für Anreise
0020 bis 0025 Geschwindigkeitsbereich beim Schneiden
Die richtige Schneidegeschwindigkeit muss experimentell ermittelt werden.
- Kommentar
Der Kommentar beschreibt den jeweiligen Koordinatenpunkt, er dient dazu, sich in der Datei besser orientieren
zu können.
Im Fall von *P* wird der Kommentar als Meldung ausgegeben.
Ab Zeile 50 darf die Datei keine Leerzeilen aufweisen!
Anmerkung:
Die in der Datei *.neu genannten Schneide-Koordinaten werden vom Programm in Seillängen umgerechnet.
Dazu sind die 'Geometriedaten' nötig, die im vorigen Kapitel angesprochen wurden. Die Anzahl der Motor-
Schritte, die nötig ist, um die entsprechenden Längenänderungen an den Führungsseilen herbeizuführen, wird in
einer eigenen Datei *.cut abgelegt.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 8. Das eigentl. Schneideprogramm Plot_Cut_7
15.02.2016 Seite - 31 -
*) Ich habe mal einige Verfahrgeschwindigkeiten gemessen:
0001 50 mm/s
0002 28 mm/s
0005 14 mm/s
0010 7 mm/s
0015 5 mm/s
0020 3.7 mm/s
0025 2.4 mm/s
Stand 07.05.2010
Anmerkung (18.01.2010):
Die im Folgenden angesprochene „Fernbedienung“ ist ab sofort nicht mehr nötig! Vielmehr werden die
Funktionen „Auf, Ab und Weiter“ zur Steuerung der Motoren von den Maustasten übernommen.
Dazu sind dann die Programme:
MotTest_mitMaus__2.exe (ersetzt MotorenTest_1.exe) und
Handbetrieb_mitMaus_5.exe (ersetzt Handbetrieb_2.exe) nötig.
Aber Achtung! Beide Programme benötigen eine Maus mit 3 Tasten.
Ohne die mittlere Maustaste lässt sich das Programm (und damit auch der Rechner) nicht mehr abschalten!
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 9. Erste Inbetriebnahme
15.02.2016 Seite - 32 -
9. Erste Inbetriebnahme
Jetzt wird's spannend!
Zum einen machen wir eine erste Funktionsprüfung, zum anderen müssen wir die Maschine dazu bringen, dass
der Schneidebügel am Nullpunkt angehoben wird und exakt in die Absetzpunkte abge-legt wird. Damit haben
wir die Ausgangslage für alle künftigen Abläufe.
Bei dieser Arbeit lernst du deine Maschine kennen. Hierbei wird dich manch Unvorhergesehenes überraschen.
Du wirst des Öfteren die Seile neu aufspulen müssen. Du wirst viel Geduld brauchen!
Aber wenn das geschafft ist, dann bist du der Herr über deine Schneide-Maschine;-)
9.1 Vorbereitung und Funktionsprüfung
Schneidebügel montieren: Dazu den Schneidedraht über den Arbeitstisch, Spannbügel unter dem Arbeitstisch
durchführen, Spanndraht spannen und einhängen.
Die vorbereiteten Seile (Kapitel „Bau der Seilwinden“) an den Motoren befestigen und die Seil-Enden mittels
kleiner Gewichte belasten (50...60 g, z.B. große Muttern. Damit ist ein gleichmäßiges Aufwickeln der Seile
möglich.)
Stromversorgung/Netzteil einschalten, jetzt sollten die Motoren solch ein starkes Haltemoment aufbauen, dass
ein Durchdrehen der Seilwinden von Hand nur schwer möglich ist.
Jetzt die ZIP-Datei Programme.zip downloaden und die enthaltenen Dateien in ein Verzeichnis deiner Wahl
kopieren (falls nicht schon im Kapitel „Schneideprogramm“ durchgeführt).
Wir benötigen davon folgende Dateien/Programme:
MotorenTest_1.exe ein Hilfsprogramm, um die Motoren mittels Fernbedienung anzusteuern.
Handbetrieb_2.exe noch ein Hilfsprogramm, um die Motoren mittels Fernbedienung anzusteuern.
INPOUT32.DLL der Treiber für die Parallelschnittstelle.
GeometrieDaten.DAT hier stehen die Kennwerte/Geometriedaten für deine Maschine (siehe Kapitel
„Geometriedaten“) C:\GeometrieDaten.DAT ab Version Handbetrieb_mitMaus_5.exe!!
Erstbetrieb.neu eine Schneide-Daten-Datei
Plot_Cut_7.exe unser Schneideprogramm
Nun kann der Rechner über die Parallelschnittstelle angeschlossen und das Programm MotorenTest_1.exe
gestartet werden (Doppelklick auf das Icon im EXPLORER).
Dieses Programm ermöglicht uns, die Motoren mittels der Fernbedienung „von Hand“, bzw. per Tastendruck zu
bedienen.
Es erscheint folgendes Bild:
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 9. Erste Inbetriebnahme
15.02.2016 Seite - 33 -
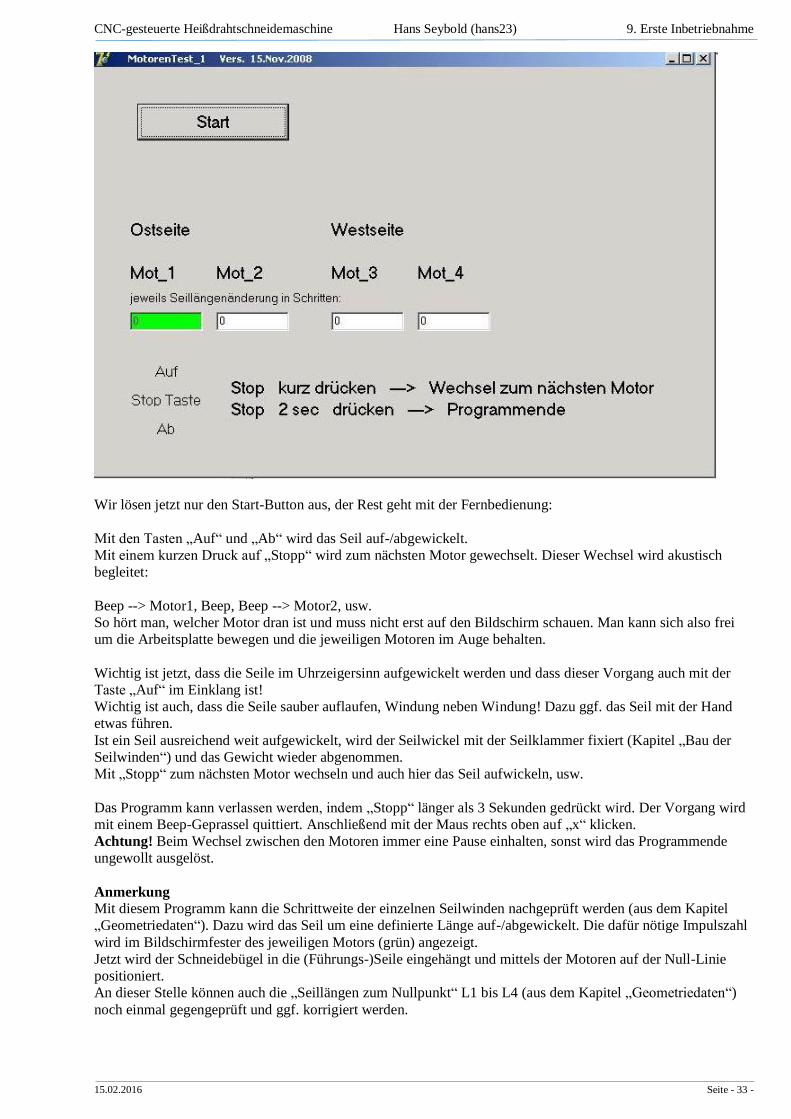
Wir lösen jetzt nur den Start-Button aus, der Rest geht mit der Fernbedienung:
Mit den Tasten „Auf“ und „Ab“ wird das Seil auf-/abgewickelt.
Mit einem kurzen Druck auf „Stopp“ wird zum nächsten Motor gewechselt. Dieser Wechsel wird akustisch
begleitet:
Beep --> Motor1, Beep, Beep --> Motor2, usw.
So hört man, welcher Motor dran ist und muss nicht erst auf den Bildschirm schauen. Man kann sich also frei
um die Arbeitsplatte bewegen und die jeweiligen Motoren im Auge behalten.
Wichtig ist jetzt, dass die Seile im Uhrzeigersinn aufgewickelt werden und dass dieser Vorgang auch mit der
Taste „Auf“ im Einklang ist!
Wichtig ist auch, dass die Seile sauber auflaufen, Windung neben Windung! Dazu ggf. das Seil mit der Hand
etwas führen.
Ist ein Seil ausreichend weit aufgewickelt, wird der Seilwickel mit der Seilklammer fixiert (Kapitel „Bau der
Seilwinden“) und das Gewicht wieder abgenommen.
Mit „Stopp“ zum nächsten Motor wechseln und auch hier das Seil aufwickeln, usw.
Das Programm kann verlassen werden, indem „Stopp“ länger als 3 Sekunden gedrückt wird. Der Vorgang wird
mit einem Beep-Geprassel quittiert. Anschließend mit der Maus rechts oben auf „x“ klicken.
Achtung! Beim Wechsel zwischen den Motoren immer eine Pause einhalten, sonst wird das Programmende
ungewollt ausgelöst.
Anmerkung Mit diesem Programm kann die Schrittweite der einzelnen Seilwinden nachgeprüft werden (aus dem Kapitel
„Geometriedaten“). Dazu wird das Seil um eine definierte Länge auf-/abgewickelt. Die dafür nötige Impulszahl
wird im Bildschirmfester des jeweiligen Motors (grün) angezeigt.
Jetzt wird der Schneidebügel in die (Führungs-)Seile eingehängt und mittels der Motoren auf der Null-Linie
positioniert.
An dieser Stelle können auch die „Seillängen zum Nullpunkt“ L1 bis L4 (aus dem Kapitel „Geometriedaten“)
noch einmal gegengeprüft und ggf. korrigiert werden.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 9. Erste Inbetriebnahme
15.02.2016 Seite - 34 -
9.2 Lage der Absetzpunkte ermitteln
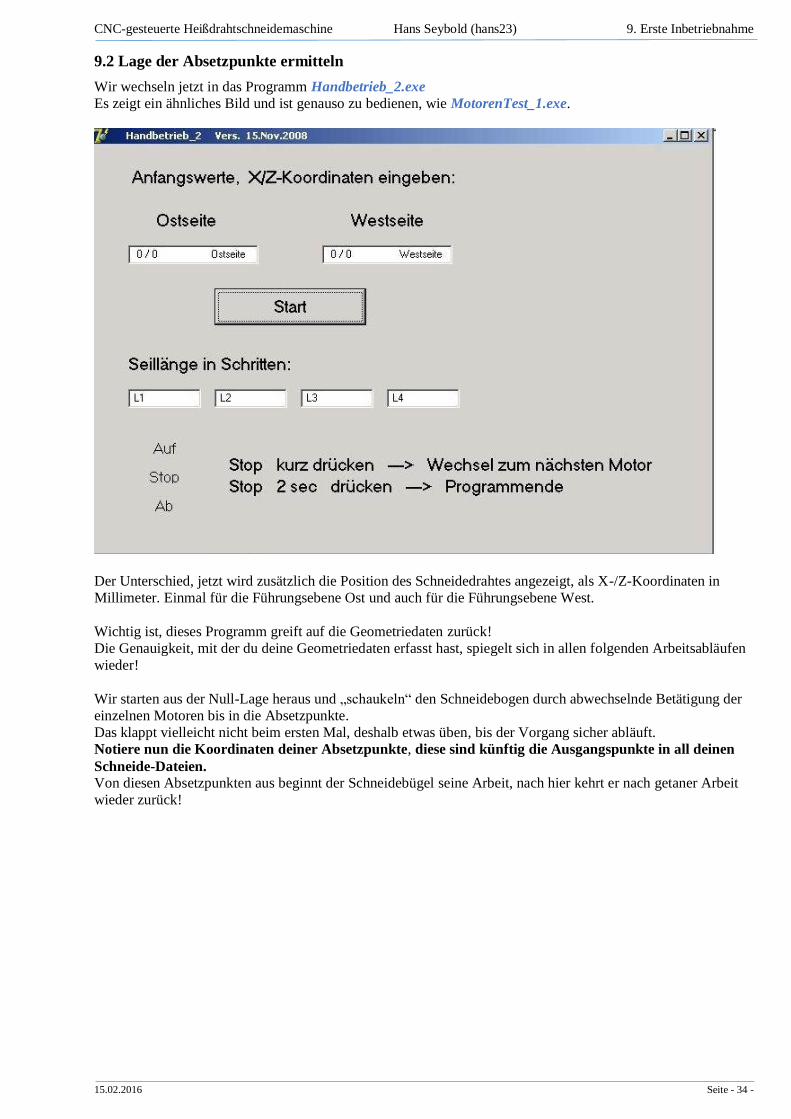
Wir wechseln jetzt in das Programm Handbetrieb_2.exe
Es zeigt ein ähnliches Bild und ist genauso zu bedienen, wie MotorenTest_1.exe.
Der Unterschied, jetzt wird zusätzlich die Position des Schneidedrahtes angezeigt, als X-/Z-Koordinaten in
Millimeter. Einmal für die Führungsebene Ost und auch für die Führungsebene West.
Wichtig ist, dieses Programm greift auf die Geometriedaten zurück!
Die Genauigkeit, mit der du deine Geometriedaten erfasst hast, spiegelt sich in allen folgenden Arbeitsabläufen
wieder!
Wir starten aus der Null-Lage heraus und „schaukeln“ den Schneidebogen durch abwechselnde Betätigung der
einzelnen Motoren bis in die Absetzpunkte.
Das klappt vielleicht nicht beim ersten Mal, deshalb etwas üben, bis der Vorgang sicher abläuft.
Notiere nun die Koordinaten deiner Absetzpunkte, diese sind künftig die Ausgangspunkte in all deinen
Schneide-Dateien. Von diesen Absetzpunkten aus beginnt der Schneidebügel seine Arbeit, nach hier kehrt er nach getaner Arbeit
wieder zurück!
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 9. Erste Inbetriebnahme
15.02.2016 Seite - 35 -
9.3 Abschließende Prüfung
Wir wechseln jetzt in das Programm Plot_Cut_7.exe, wir haben es schon im Kapitel „Schneideprogramm“
kennengelernt.
Wir werden damit die Absetzpunkte noch einmal gegenprüfen und dabei etwas Übung im Umgang mit der
Schneidemaschine erlangen.
Ziel ist, den Schneidedraht aus der Absetzposition anzuheben und zum Nullpunkt (oder anderen
Wunschpunkten) zu führen.
Zuvor öffnen wir eine Datei mit Schneide-Daten, wie schon im Kapitel „Schneideprogramm“ angesprochen,
mittels eines Editor-Programmes *):
Wir wählen die Datei Erstbetrieb.neu. Die Musterdatei finden wir in dem Zip-Verzeichnis.
Für den Erstbetrieb sind nur wenige Zeilen nötig, die folgenden Weg beschreiben sollen:
- Absetzpunkte
- auf Z = 200 mm anheben (mindestens. 20 mm über den Absetzpunkten)
- auf gleicher Höhe zum Nullpunkt vor fahren, Pause
- absenken auf Z=10 mm, Pause
- anheben auf Z = 200 mm
- zurück fahren, über die Absetzpunkte
- absenken in die Absetzpunkte
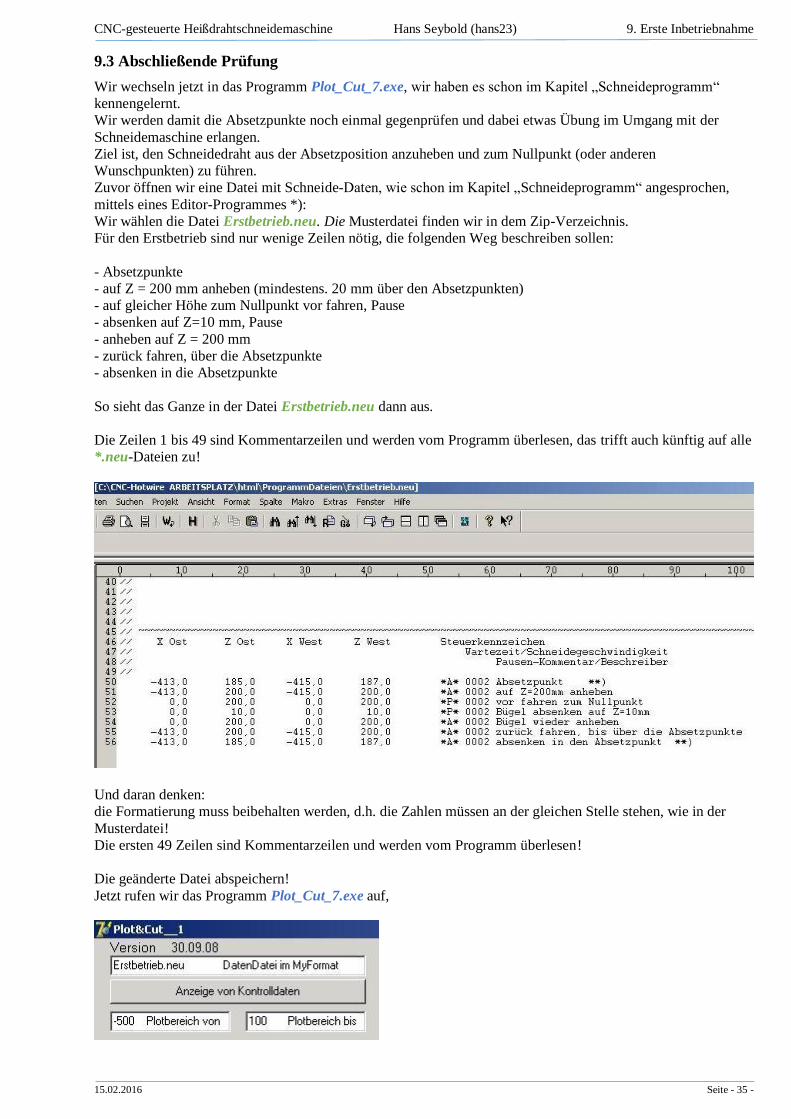
So sieht das Ganze in der Datei Erstbetrieb.neu dann aus.
Die Zeilen 1 bis 49 sind Kommentarzeilen und werden vom Programm überlesen, das trifft auch künftig auf alle
*.neu-Dateien zu!
Und daran denken:
die Formatierung muss beibehalten werden, d.h. die Zahlen müssen an der gleichen Stelle stehen, wie in der
Musterdatei!
Die ersten 49 Zeilen sind Kommentarzeilen und werden vom Programm überlesen!
Die geänderte Datei abspeichern!
Jetzt rufen wir das Programm Plot_Cut_7.exe auf,
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 9. Erste Inbetriebnahme
15.02.2016 Seite - 36 -
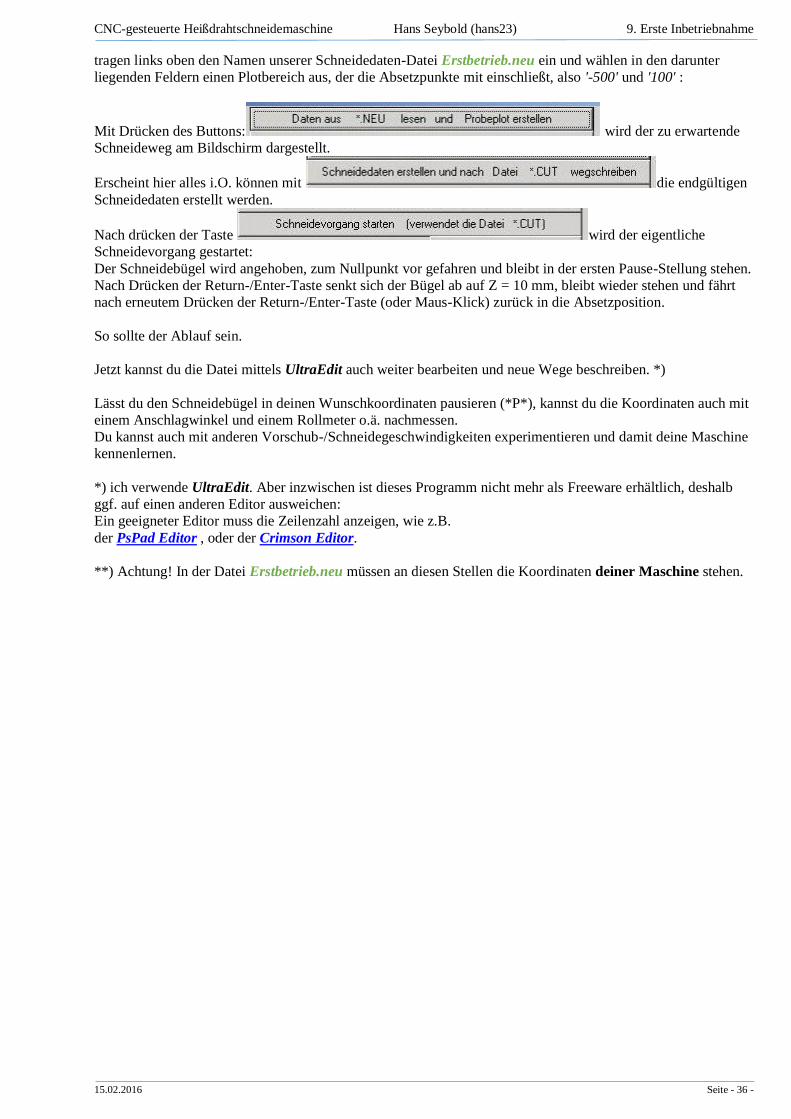
tragen links oben den Namen unserer Schneidedaten-Datei Erstbetrieb.neu ein und wählen in den darunter
liegenden Feldern einen Plotbereich aus, der die Absetzpunkte mit einschließt, also '-500' und '100' :
Mit Drücken des Buttons: wird der zu erwartende
Schneideweg am Bildschirm dargestellt.
Erscheint hier alles i.O. können mit die endgültigen
Schneidedaten erstellt werden.
Nach drücken der Taste wird der eigentliche
Schneidevorgang gestartet:
Der Schneidebügel wird angehoben, zum Nullpunkt vor gefahren und bleibt in der ersten Pause-Stellung stehen.
Nach Drücken der Return-/Enter-Taste senkt sich der Bügel ab auf Z = 10 mm, bleibt wieder stehen und fährt
nach erneutem Drücken der Return-/Enter-Taste (oder Maus-Klick) zurück in die Absetzposition.
So sollte der Ablauf sein.
Jetzt kannst du die Datei mittels UltraEdit auch weiter bearbeiten und neue Wege beschreiben. *)
Lässt du den Schneidebügel in deinen Wunschkoordinaten pausieren (*P*), kannst du die Koordinaten auch mit
einem Anschlagwinkel und einem Rollmeter o.ä. nachmessen.
Du kannst auch mit anderen Vorschub-/Schneidegeschwindigkeiten experimentieren und damit deine Maschine
kennenlernen.
*) ich verwende UltraEdit. Aber inzwischen ist dieses Programm nicht mehr als Freeware erhältlich, deshalb
ggf. auf einen anderen Editor ausweichen:
Ein geeigneter Editor muss die Zeilenzahl anzeigen, wie z.B.
der PsPad Editor , oder der Crimson Editor.
**) Achtung! In der Datei Erstbetrieb.neu müssen an diesen Stellen die Koordinaten deiner Maschine stehen.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 9. Erste Inbetriebnahme
15.02.2016 Seite - 37 -
9.4 Anmerkungen, oder auch „das Kleingedruckte“
Wir haben in der Datei Erstbetrieb.neu sehr große Abstände zwischen den Koordinatenwerten vorgegeben. So
fährt der Schneidebügel z.B. von -413/200 (Absetzpunkt) frei bis 0/200.
Wenn du den Weg genau beobachtest, wirst du erkennen, dass der Schneidebügel nicht entlang einer Geraden
fährt, sondern einen leichten Bogen beschreibt.
Dies liegt im Prinzip der Maschine, hier gibt es keine lineare Bewegung, vielmehr sucht ein Algorithmus den
harmonischsten Weg von Punkt A nach Punkt B aus (harmonisch, bezogen auf die zur Seillängenänderung
nötigen Schritte).
Aber das spielt im praktischen Betrieb keine Rolle!
Wir brauchen nur unsere Stützpunkte enger zu legen, und schon folgt der Schneidebügel unseren Vorgaben.
Wählt man Abstände unter 5 mm, so sind Abweichungen nicht mehr messbar.
Im realen Schneidebetrieb ist dies sowieso gegeben, denn ein Tragflächen-Profil wird nun mal von 100, 200
oder auch mehr Punkten beschrieben.
Und noch eins:
Im Schneide-Programm Plot_Cut_7.exe wird rechts oben auch die Möglichkeit angeboten, den
Schneidevorgang abzubrechen.
Allerdings wird dies damit erkauft, dass der Schneidebügel nicht in seine Absetzposition zurück fährt. Vielmehr
muss der Schneidebügel dann von Hand in die Absetzposition gebracht werden. Auch die Führungsseile müssen
dann von Hand (Motoren stromlos machen / Netzteil vorübergehend abschalten) aufgewickelt werden.
Oder du bringst den Schneidebügel, wie oben beschrieben, mit dem Programm MotorenTest_1.exe zurück in
die Absetzposition.
Vor jedem erneuten Einschalten der Maschine sollten die Führungsseile leicht vorgespannt werden. Dazu, vor
dem Einschalten, die Seile mittels Gewindestummel am Motor/Seilwinde gefühlvoll auf Spannung bringen.
Dabei wirst du eine neue Eigenheit der Schrittmotoren feststellen: Wenn die Motoren von Hand durchgedreht
werden, sind nur 25 Rastungen pro Umdrehung zu fühlen (während die bestromten Motoren in der von uns ge-
wählten Betriebsart 200 Schritte pro Umdrehung benötigen). D.h., auch die Absetzposition ist beim Einschalten
nur mit einer Genauigkeit von ± 4 Schritten zu erreichen.
Im praktischen Betrieb spielt auch das keine Rolle, weil die geschnittenen Kerne in sich mit der hohen Auflö-
sung von 200 Schritten/Umdrehung geschnitten werden!
Stand 07.05.2010
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 10. Schneidestrom
15.02.2016 Seite - 38 -
10. Schneidestrom
So, unsere Maschine haben wir jetzt so weit, dass sie dem vorgegebenen Schneideweg folgt. Jetzt brauchen wir
nur noch den Schneidedraht beheizen und eine Styroporplatte ein zu legen.
10.1 Schneidestrom, Regelung mit Dimmer
Wie schon im Kapitel „Schneidebügel“ erwähnt, schneide ich meistens mit einem Schneidestrom von 1,7 A bis
zu 2,5 A, mit einem Widerstandsdraht von 0,4 mm Durchmesser. (ca. 8 Ohm/m)
Dazu verwende ich einen 24 V-Trafo. (mehr dazu unter Kapitel 10.3)
Ich heize direkt mit Wechselstrom und verzichte auch auf eine Spannungs-/Stromregelung. Nur einen Steck-
dosendimmer/Lampendimmer (Pollin, Best.-Nr. 550374, ca. 5 €) verwende ich, um den Strom auf den Sollwert
zu bringen.
Kontrolliert/gemessen wird der Strom mit einem Multimeter (Aldi, ca. 8 €).
Dabei stellt sich eine Drahttemperatur von über 250°C ein, in freier Luft (grob geschätzt über die
Längenänderung).
Diese relativ niedrige Drahttemperatur hat den Vorteil, dass der Brenndurchmesser nicht zu groß wird (Ø unter
1,5 mm) und dass die Geruchsbelästigung sich in Grenzen hält.
10.2 Drahtspannung, Schneidestrom, Schneidegeschwindigkeit
Entsprechend diesem niedrigen Schneidestrom passe ich die Schneidegeschwindigkeit an, mit 20 ms Pause nach
jedem Schritt („0020“ in der Schneidedatei). Das ergibt trotzdem noch ca. 6 mm/s, also man braucht nicht zu
„verhungern“ bei dieser Arbeit.
Beim Schneiden konischer Teile oder bei trapezförmigen Flächen ergeben sich unterschiedliche Schneidege-
schwindigkeiten. Da muss man ein bisschen experimentieren, um die geeignete Schnittgeschwindigkeit zu
finden.
Optimal ist eine Oberfläche, die mit feinen Fäden belegt ist.
Ein weiteres Kennzeichen für die Schneidegeschwindigkeit ist:
Der Draht darf nicht geschleppt werden, d.h. der Draht darf in der Mitte nicht bogenförmig gezogen werden,
sonst folgt der Schneidedraht nicht den mitunter scharfen Richtungswechseln.
Hier muss
- die mechanische Drahtspannung ausreichend hoch sein,
- der Schneidestrom hoch genug sein und die
- Schneidegeschwindigkeit nicht zu groß sein.
Schneidegeschwindigkeit und Drahttemperatur prüfen: Dazu legt man ein Stück Styropor (Würfel 5...10 cm) auf die Arbeitsfläche (nicht festkleben!).
Das Stück darf sich beim Schneiden nicht verschieben, sonst ist die Drahttemperatur zu niedrig, oder die
Schneidegeschwindigkeit zu hoch.
Ich empfehle sowieso, alle Schneidevorgänge zuerst mit relativ dünnen, aufrecht stehenden Styropor-Resten, zu
testen. So bleibt die Abfallmenge überschaubar.
10.3 Schneidedraht, Versorgungsspannung
Ich schneide mit einem Draht von ca. 0,4 mm Durchmesser.
Dieser Draht ist ausreichend robust für den alltäglichen Betrieb, benötigt nur einen relativ kleinen Heizstrom
und kann mit wenig Aufwand gut gespannt werden. Natürlich dürfen keine Knicke im Draht sein, sonst lässt er
sich auch mit viel Kraft nicht sauber, gerade spannen.
Zudem ist der Brenndurchmesser mit ca. 1,5 mm ausreichend klein.
Mir sind im Betrieb zweierlei Drähte untergekommen:
Stahldraht Ø 0,4 mm federhart.
Dieser Draht hat ca. 4 Ohm pro Meter.
Hier reicht zum Betrieb ein Trafo mit 12 V, der 3 A - 5 A liefern kann.
Besser, weil mechanisch widerstandsfähiger ist jedoch:
Widerstandsdraht/Chromnickeldraht, Ø 0,4 mm, nichtrostend, nicht lötbar.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 10. Schneidestrom
15.02.2016 Seite - 39 -
Bezugsquelle z.B.: R & G oder Letmathe Stand Dez.2009 oder Völkner.
Dieser Draht hat ca. 8 Ohm pro Meter.
Hier ist zum Betrieb ein Trafo mit 24 V nötig,
auch sollte er mindestens 3 A - 5 A liefern können.
Den Strom stelle ich mittels Dimmer ein. Zur Anzeige verwende ich ein Multimeter, welches Wechselstrom
messen kann.
Es ist sehr wichtig, den Strom anzuzeigen, damit beim nächsten Schnitt der Dimmer wieder richtig eingestellt
werden kann!
Anmerkung:
24 V können durch Reihenschaltung zweier 12 V-Trafos erreicht werden, aber das sollte nur jemand vorneh-
men, der sich mit Strom auskennt, weil:
Werden zwei Trafos in Reihe geschaltet, so ist die Reihenfolge der Anschlüsse nicht egal!
Also, wenn die Ausgangsspannung 0 V beträgt, dann müssen die Anschlüsse eines Trafos getauscht werden!
Außerdem müssen die Anschlüsse beider Trafos auf der 230 V-Seite miteinander verlötet oder geklemmt
werden!
Werden die Trafos nur in eine Steckerleiste eingesteckt, so besteht folgende Gefahr:
Wird im Betrieb versehentlich einer der Stecker gezogen, so wird der Trafo quasi von der Sekundärseite her
bestromt. Folglich liegt jetzt an der Primärseite, an den ungeschützten Steckerstiften, eine lebensgefährliche
Spannung an!
Hier droht Lebensgefahr!
D.h., die Trafos müssen primärseitig unbedingt vor Berührung geschützt sein. Das erreicht man dadurch, dass
beide Primäranschlüsse miteinander verlötet oder geklemmt werden. Also, keine Einzelstecker verwenden!
Besser noch, gleich einen 24 V-Trafo verwenden.
Stand 04.01.2011
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 11. Erstellen eigener Schneidedaten
15.02.2016 Seite - 40 -
11. Erstellen eigener Schneidedaten
11.1 Formatierung der Schneidedaten
Ich arbeite bei den Schneidedaten mit einem eigenen Format, ich nenne es MyFormat. Du hast es im Kapitel
„Erste Inbetriebnahme“ schon kennen gelernt.
Die Gründe dafür sind:
das Format kommt meiner eigenen Vorgehensweise entgegen,
ich kann damit die Daten in den für meine Maschine optimalen Arbeitsbereich legen,
die Daten sind übersichtlich strukturiert,
ich benötige eine eigene Art der Geschwindigkeitsangabe,
ich kann jede Befehlszeile mit einer Beschreibung versehen und
ich kann Pausen einlegen, in denen eine Meldung am Bildschirm erscheint.
ich kann die Daten leicht editieren und ergänzen
ich benötige einen Anlaufweg vom Absetz- zum Startpunkt und später wieder zurück zum Absetzpunkt.
ich kann im Vorspann (Zeile 1 bis 49) eigenen Kommentar und Notizen ablegen.
MyFormat:
11.2 Schneidedaten im Allgemeinen
Der simpelste Weg, um Schneide-Daten zu erzeugen ist:
Die Wunsch-Kontur auf kariertes Papier aufzeichnen und die Koordinaten in die Schneidedatei eintippen.
Dabei auch daran denken: Die Brennspur muss berücksichtigt werden (bei meinem 0,4 mm Schneidedraht ca.
1,5 bis 3 mm Durchmesser, je nach Schneidegeschwindigkeit und Schneidestrom). Und, es muss der ganze Weg
beschrieben werden, vom Absetzpunkt zum Startpunkt, über den eigentlichen Schneideweg, wieder zurück zum
Absetzpunkt.
Hierbei hilft uns das Programm Track__6.exe
Damit brauchen nur die Punkte eingegeben zu werden, wo ein Richtungswechsel erfolgen soll.
Track__6.exe füllt dann den Bereich zwischen diesen Punkten auf.
Das Ergebnis wird in der Datei Track_99.neu abgelegt. Von dort kann alles per „cut & paste“ in die Zieldatei
eingetragen werden.
Gelegentlich müssen runde Körper geschnitten werden, da hilft KonZyl__4.exe bei der Datenerstellung. Damit sind sowohl konische als auch elliptische Bauteile möglich.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 11. Erstellen eigener Schneidedaten
15.02.2016 Seite - 41 -
Ähnliches bewirkt Holm__3.exe, um z.B. Einschnitte in vorhandene Profile zu schneiden.
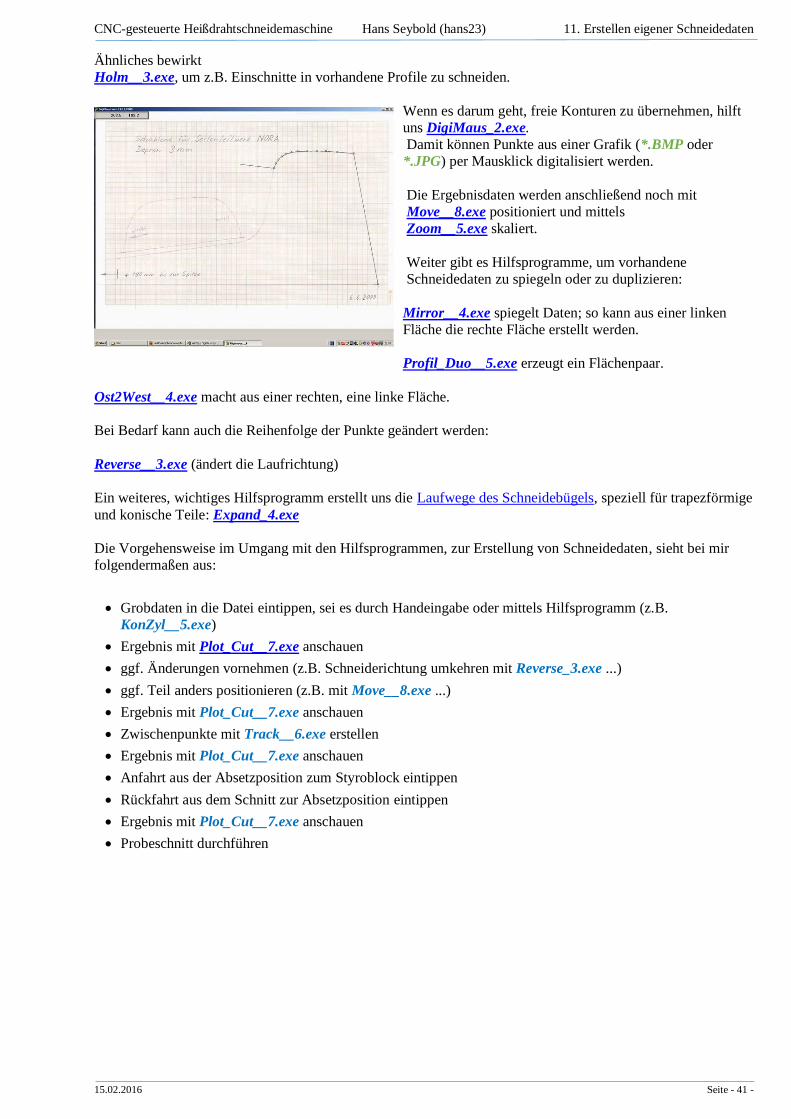
Wenn es darum geht, freie Konturen zu übernehmen, hilft
uns DigiMaus_2.exe.
Damit können Punkte aus einer Grafik (*.BMP oder
*.JPG) per Mausklick digitalisiert werden.
Die Ergebnisdaten werden anschließend noch mit
Move__8.exe positioniert und mittels
Zoom__5.exe skaliert.
Weiter gibt es Hilfsprogramme, um vorhandene
Schneidedaten zu spiegeln oder zu duplizieren:
Mirror__4.exe spiegelt Daten; so kann aus einer linken
Fläche die rechte Fläche erstellt werden.
Profil_Duo__5.exe erzeugt ein Flächenpaar.
Ost2West__4.exe macht aus einer rechten, eine linke Fläche.
Bei Bedarf kann auch die Reihenfolge der Punkte geändert werden:
Reverse__3.exe (ändert die Laufrichtung)
Ein weiteres, wichtiges Hilfsprogramm erstellt uns die Laufwege des Schneidebügels, speziell für trapezförmige
und konische Teile: Expand_4.exe
Die Vorgehensweise im Umgang mit den Hilfsprogrammen, zur Erstellung von Schneidedaten, sieht bei mir
folgendermaßen aus:
Grobdaten in die Datei eintippen, sei es durch Handeingabe oder mittels Hilfsprogramm (z.B.
KonZyl__5.exe)
Ergebnis mit Plot_Cut__7.exe anschauen
ggf. Änderungen vornehmen (z.B. Schneiderichtung umkehren mit Reverse_3.exe ...)
ggf. Teil anders positionieren (z.B. mit Move__8.exe ...)
Ergebnis mit Plot_Cut__7.exe anschauen
Zwischenpunkte mit Track__6.exe erstellen
Ergebnis mit Plot_Cut__7.exe anschauen
Anfahrt aus der Absetzposition zum Styroblock eintippen
Rückfahrt aus dem Schnitt zur Absetzposition eintippen
Ergebnis mit Plot_Cut__7.exe anschauen
Probeschnitt durchführen
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 11. Erstellen eigener Schneidedaten
15.02.2016 Seite - 42 -
11.3 Profil-Daten im Speziellen
Profildaten findest du z.B. unter
http://www.aerodesign.de/ , dort wirst du weiter verlinkt, auf z.B.
http://www.ae.uiuc.edu/m-selig/ads/coord_database.html
Die hier gesammelten Profile sind allerdings relativ grob gerastert und auf „1“ normiert, d.h.
die Daten müssen noch auf die benötigte Größe gebracht und
mit einem Spline geglättet werden,
außerdem sollte/muss man die Brennspurbreite beim Schneiden berücksichtigen,
eventuell eine Beplankung vorsehen,
bei Trapezflächen unterschiedliche Profilgrößen/-arten berücksichtigen,
die Profile auf die Führungsebenen der Maschine beziehen,
alles zueinander richtig positionieren
Das alles leistet ein Programm Namens PROFILI Pro 2, von Stefano Duranti.
Es ist unter http://www.profili2.com/ zu erhalten, aber es ist in der Vollversion nicht kostenfrei! (ca. 40 €)
Ich erstelle meine Profildaten mit PROFILI Pro 2. Das Ergebnis ist eine G-Code-Datei für 4 Achsen. In meiner
derzeitigen Arbeitsweise wandle ich anschließend diese Daten in My-Format-Daten, dabei positioniere ich das
Schneideobjekt symmetrisch zum Koordinatenursprung. Hier liegt der günstigste Arbeitsbereich für unsere
Maschine. Anschließend füge ich noch die „Anreise“ vom Absetzpunkt zum Startpunkt und zurück mittels
Edit_Schritte__5.exe (siehe oben) an.
Fertig ist die Schneide-Datei.
11.4 GCode mittels PROFILI Pro 2 erstellen
Mit dem Programm PROFILI Pro 2 können Tragflächen aus einer Vielzahl von Profilen erstellt werden.
Das Programm ist weitgehend selbsterklärend.
Achtung! Nur mit der kostenpflichtigen Pro-Version (ca. 40 €) können die Ergebnisdaten abgespeichert werden.
Aktuelle Version ist PROFILI 2.27c Pro (Stand: Mai 2010).
PROFILI ist nicht mein Produkt!
PROFILI wurde von Stefano Duranti entwickelt und hilft uns die Schneidedaten (vorwiegend für Flügelprofile)
zu erzeugen:
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 11. Erstellen eigener Schneidedaten
15.02.2016 Seite - 43 -
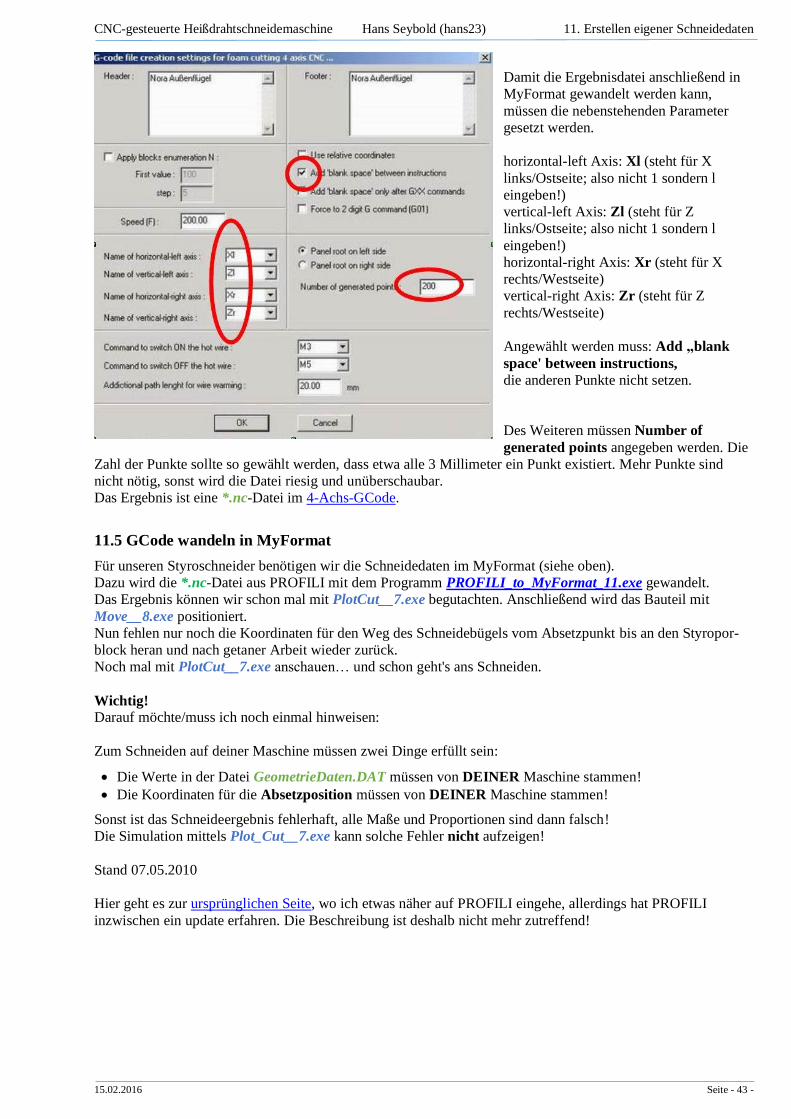
Damit die Ergebnisdatei anschließend in
MyFormat gewandelt werden kann,
müssen die nebenstehenden Parameter
gesetzt werden.
horizontal-left Axis: Xl (steht für X
links/Ostseite; also nicht 1 sondern l
eingeben!)
vertical-left Axis: Zl (steht für Z
links/Ostseite; also nicht 1 sondern l
eingeben!)
horizontal-right Axis: Xr (steht für X
rechts/Westseite)
vertical-right Axis: Zr (steht für Z
rechts/Westseite)
Angewählt werden muss: Add „blank
space' between instructions,
die anderen Punkte nicht setzen.
Des Weiteren müssen Number of
generated points angegeben werden. Die
Zahl der Punkte sollte so gewählt werden, dass etwa alle 3 Millimeter ein Punkt existiert. Mehr Punkte sind
nicht nötig, sonst wird die Datei riesig und unüberschaubar.
Das Ergebnis ist eine *.nc-Datei im 4-Achs-GCode.
11.5 GCode wandeln in MyFormat
Für unseren Styroschneider benötigen wir die Schneidedaten im MyFormat (siehe oben).
Dazu wird die *.nc-Datei aus PROFILI mit dem Programm PROFILI_to_MyFormat_11.exe gewandelt.
Das Ergebnis können wir schon mal mit PlotCut__7.exe begutachten. Anschließend wird das Bauteil mit
Move__8.exe positioniert.
Nun fehlen nur noch die Koordinaten für den Weg des Schneidebügels vom Absetzpunkt bis an den Styropor-
block heran und nach getaner Arbeit wieder zurück.
Noch mal mit PlotCut__7.exe anschauen… und schon geht's ans Schneiden.
Wichtig!
Darauf möchte/muss ich noch einmal hinweisen:
Zum Schneiden auf deiner Maschine müssen zwei Dinge erfüllt sein:
Die Werte in der Datei GeometrieDaten.DAT müssen von DEINER Maschine stammen!
Die Koordinaten für die Absetzposition müssen von DEINER Maschine stammen!
Sonst ist das Schneideergebnis fehlerhaft, alle Maße und Proportionen sind dann falsch!
Die Simulation mittels Plot_Cut__7.exe kann solche Fehler nicht aufzeigen!
Stand 07.05.2010
Hier geht es zur ursprünglichen Seite, wo ich etwas näher auf PROFILI eingehe, allerdings hat PROFILI
inzwischen ein update erfahren. Die Beschreibung ist deshalb nicht mehr zutreffend!
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 12. Vorrichtung z. Schneiden zyl. u. kon. Drehteile
15.02.2016 Seite - 44 -
12. Vorrichtung zum Schneiden zylindrischer und konischer Drehteile, am Beispiel
NORA-Leitwerkträger
Die nötigen Dateien findest du unter Leitwerkträger.Zip
Anmerkung (17.01.2010):
Einfache, runde, elliptische, konische Teile (ohne Nuten und Absätze) können meistens mit dem Programm
KonZyl__4.exe aus dem Block geschnitten werden!
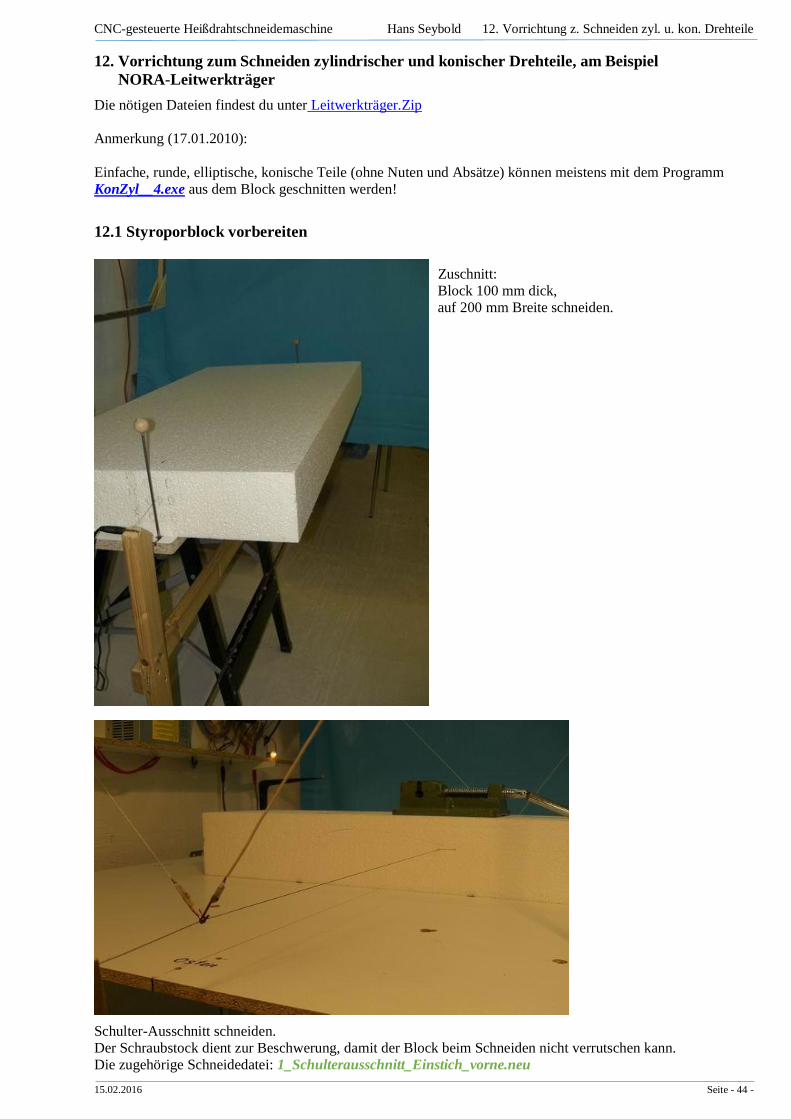
12.1 Styroporblock vorbereiten
Zuschnitt:
Block 100 mm dick,
auf 200 mm Breite schneiden.
Schulter-Ausschnitt schneiden.
Der Schraubstock dient zur Beschwerung, damit der Block beim Schneiden nicht verrutschen kann.
Die zugehörige Schneidedatei: 1_Schulterausschnitt_Einstich_vorne.neu
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 12. Vorrichtung z. Schneiden zyl. u. kon. Drehteile
15.02.2016 Seite - 45 -
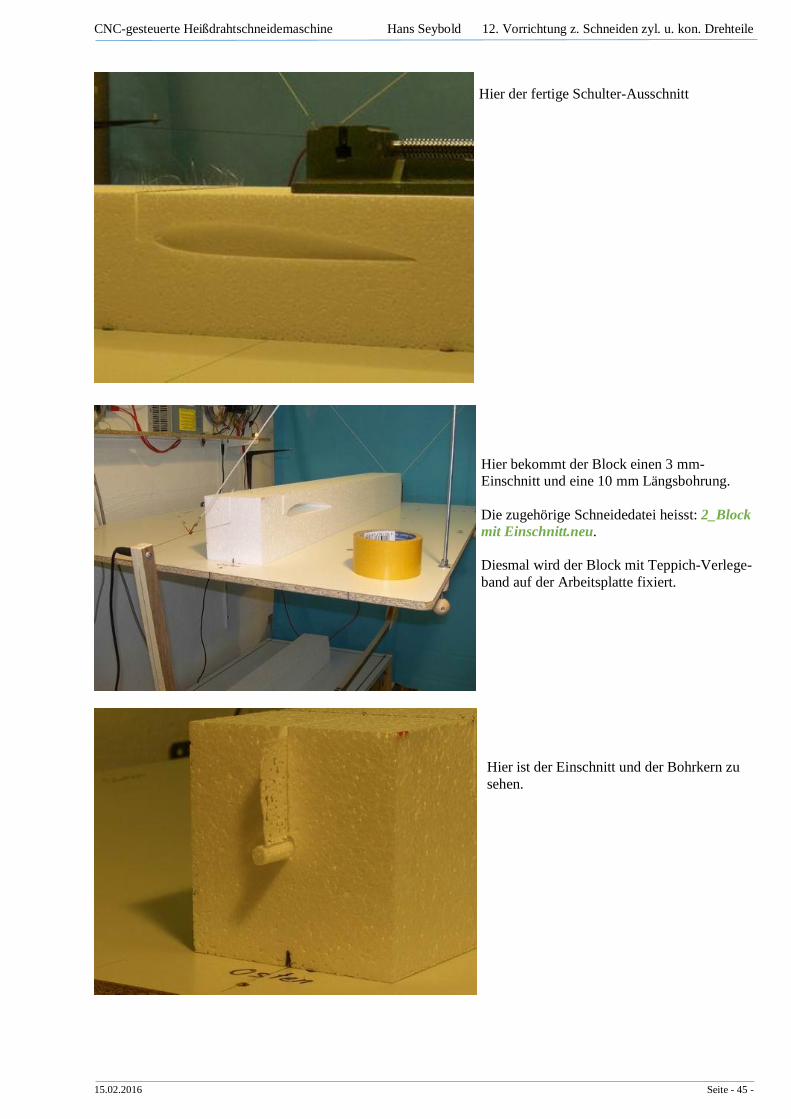
Hier der fertige Schulter-Ausschnitt
Hier bekommt der Block einen 3 mm-
Einschnitt und eine 10 mm Längsbohrung.
Die zugehörige Schneidedatei heisst: 2_Block
mit Einschnitt.neu.
Diesmal wird der Block mit Teppich-Verlege-
band auf der Arbeitsplatte fixiert.
Hier ist der Einschnitt und der Bohrkern zu
sehen.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 12. Vorrichtung z. Schneiden zyl. u. kon. Drehteile
15.02.2016 Seite - 46 -
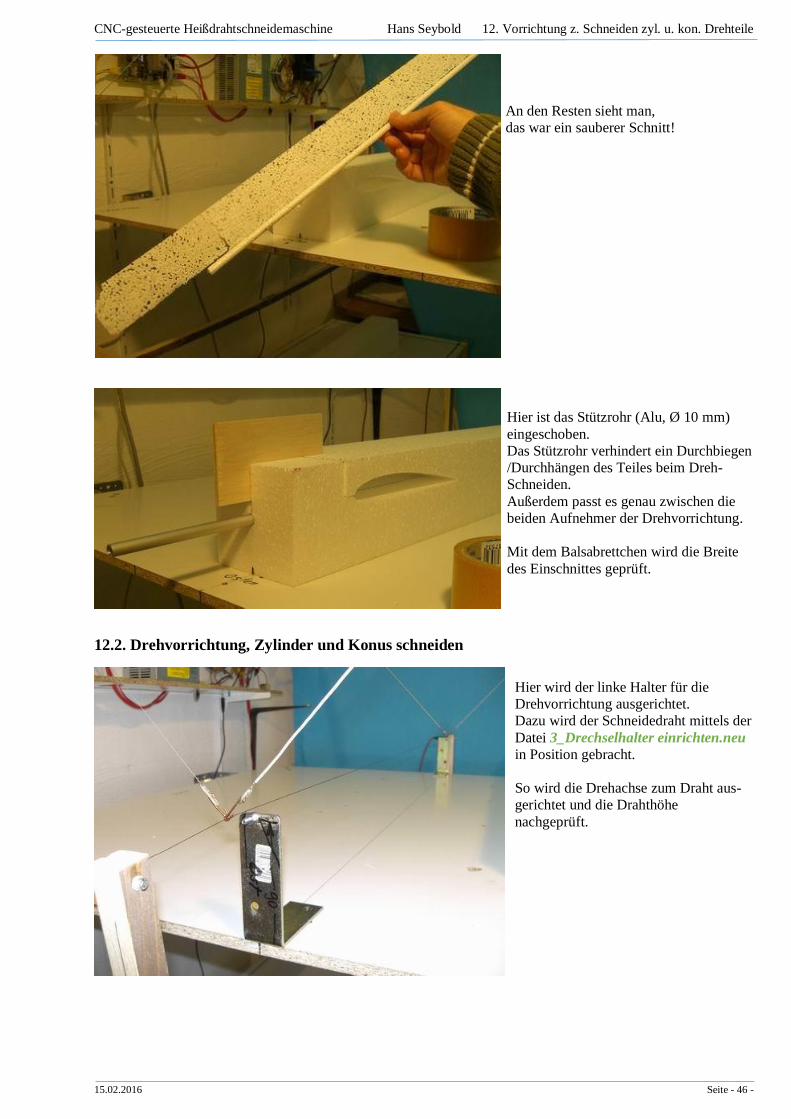
An den Resten sieht man,
das war ein sauberer Schnitt!
Hier ist das Stützrohr (Alu, Ø 10 mm)
eingeschoben.
Das Stützrohr verhindert ein Durchbiegen
/Durchhängen des Teiles beim Dreh-
Schneiden.
Außerdem passt es genau zwischen die
beiden Aufnehmer der Drehvorrichtung.
Mit dem Balsabrettchen wird die Breite
des Einschnittes geprüft.
12.2. Drehvorrichtung, Zylinder und Konus schneiden
Hier wird der linke Halter für die
Drehvorrichtung ausgerichtet.
Dazu wird der Schneidedraht mittels der
Datei 3_Drechselhalter einrichten.neu
in Position gebracht.
So wird die Drehachse zum Draht aus-
gerichtet und die Drahthöhe
nachgeprüft.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 12. Vorrichtung z. Schneiden zyl. u. kon. Drehteile
15.02.2016 Seite - 47 -
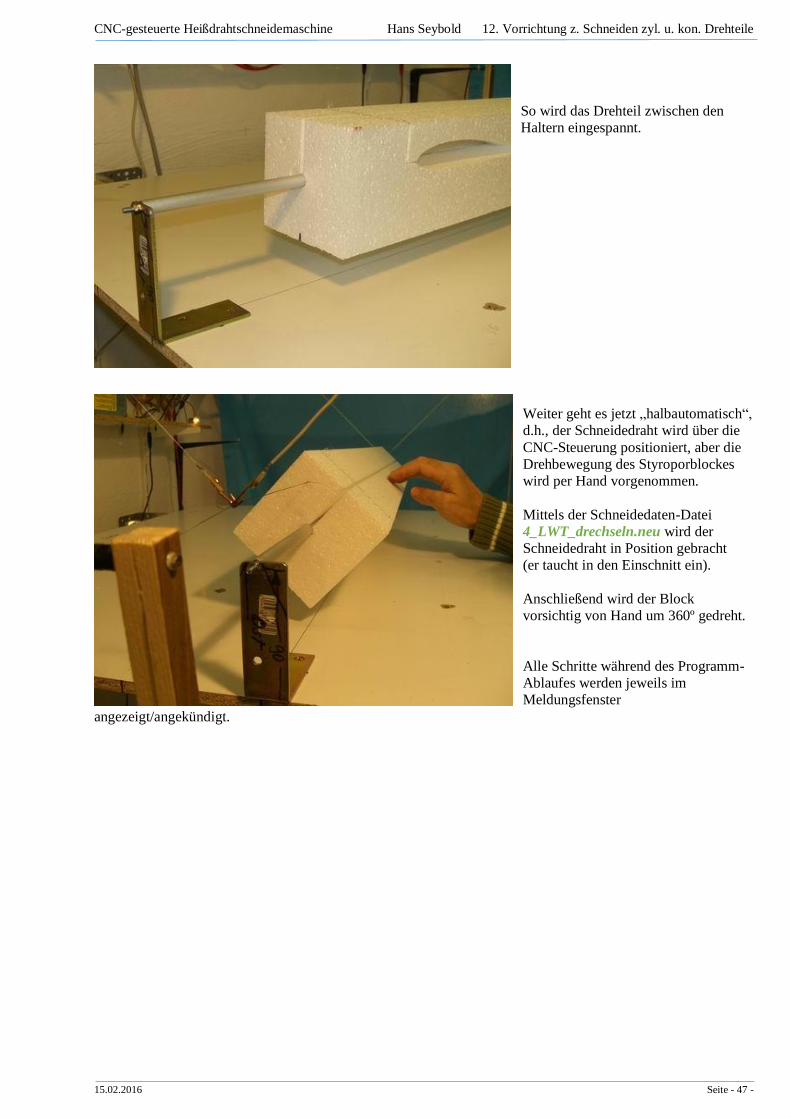
So wird das Drehteil zwischen den
Haltern eingespannt.
Weiter geht es jetzt „halbautomatisch“,
d.h., der Schneidedraht wird über die
CNC-Steuerung positioniert, aber die
Drehbewegung des Styroporblockes
wird per Hand vorgenommen.
Mittels der Schneidedaten-Datei
4_LWT_drechseln.neu wird der
Schneidedraht in Position gebracht
(er taucht in den Einschnitt ein).
Anschließend wird der Block
vorsichtig von Hand um 360º gedreht.
Alle Schritte während des Programm-
Ablaufes werden jeweils im
Meldungsfenster
angezeigt/angekündigt.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 12. Vorrichtung z. Schneiden zyl. u. kon. Drehteile
15.02.2016 Seite - 48 -
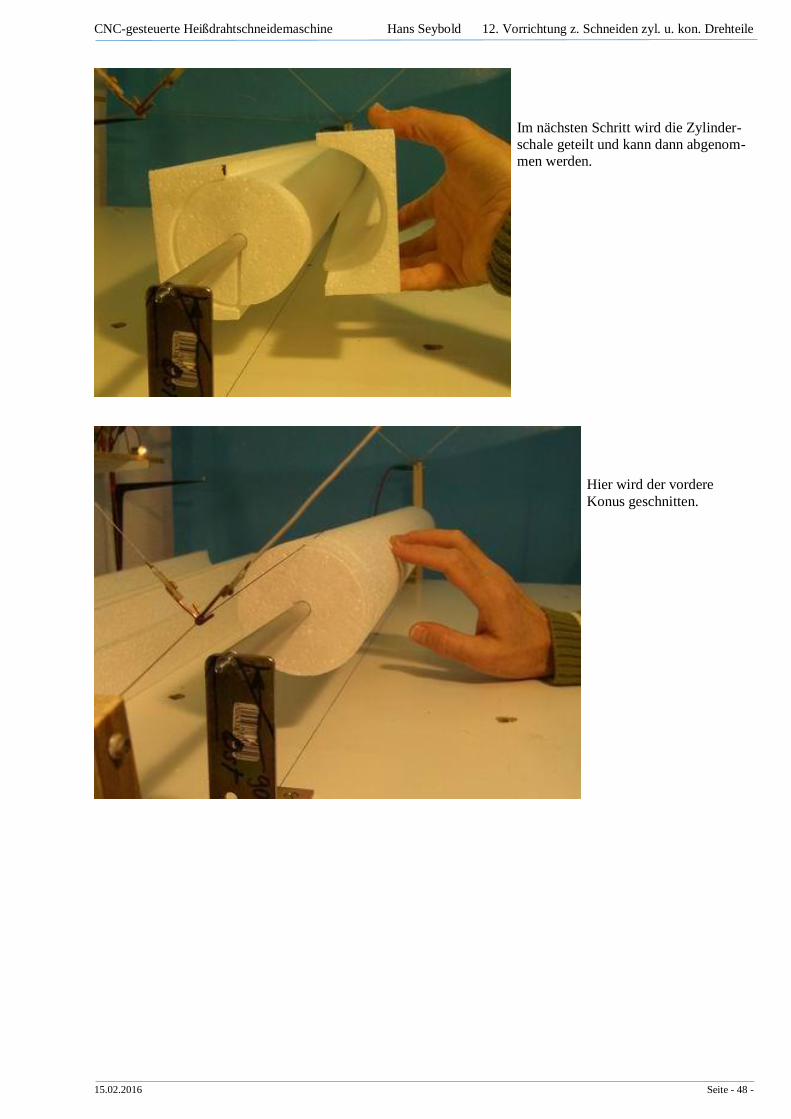
Im nächsten Schritt wird die Zylinder-
schale geteilt und kann dann abgenom-
men werden.
Hier wird der vordere
Konus geschnitten.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 12. Vorrichtung z. Schneiden zyl. u. kon. Drehteile
15.02.2016 Seite - 49 -
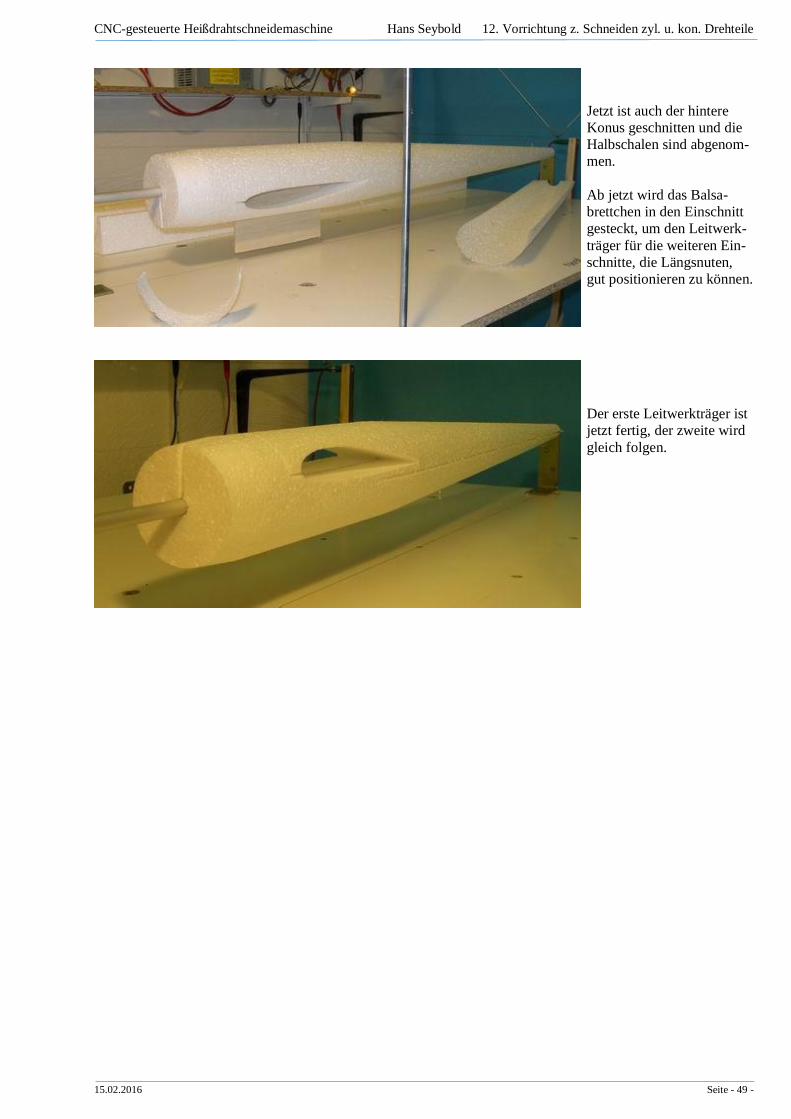
Jetzt ist auch der hintere
Konus geschnitten und die
Halbschalen sind abgenom-
men.
Ab jetzt wird das Balsa-
brettchen in den Einschnitt
gesteckt, um den Leitwerk-
träger für die weiteren Ein-
schnitte, die Längsnuten,
gut positionieren zu können.
Der erste Leitwerkträger ist
jetzt fertig, der zweite wird
gleich folgen.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 12. Vorrichtung z. Schneiden zyl. u. kon. Drehteile
15.02.2016 Seite - 50 -
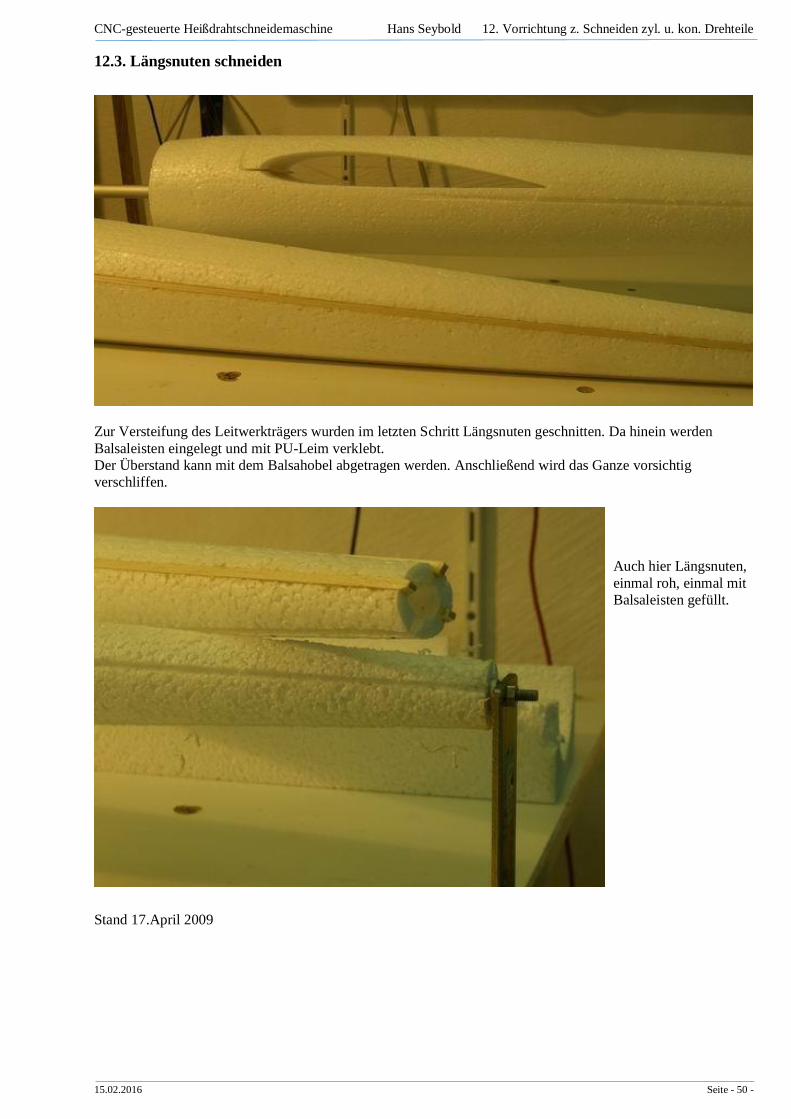
12.3. Längsnuten schneiden
Zur Versteifung des Leitwerkträgers wurden im letzten Schritt Längsnuten geschnitten. Da hinein werden
Balsaleisten eingelegt und mit PU-Leim verklebt.
Der Überstand kann mit dem Balsahobel abgetragen werden. Anschließend wird das Ganze vorsichtig
verschliffen.
Auch hier Längsnuten,
einmal roh, einmal mit
Balsaleisten gefüllt.
Stand 17.April 2009
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 13. Vorrichtung z. Schneiden von 3D-Teilen
15.02.2016 Seite - 51 -
13. Vorrichtung zum Schneiden von 3D-Teilen im Schäl-Verfahren ...
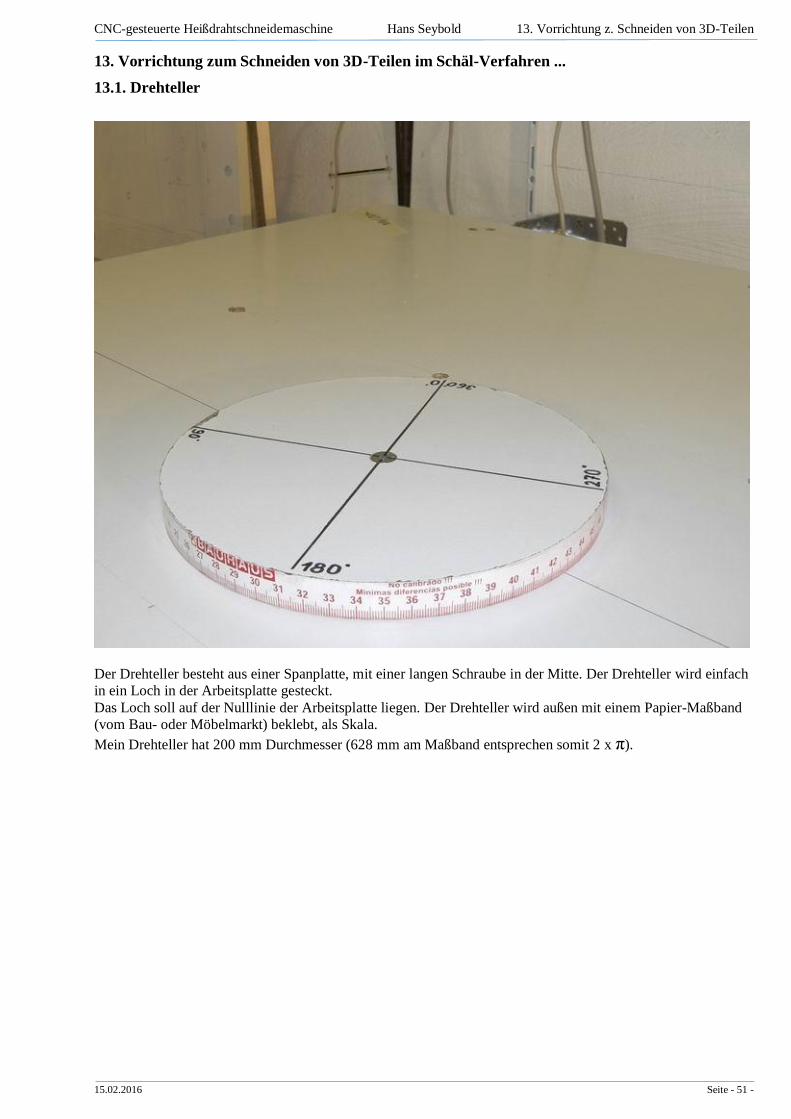
13.1. Drehteller
Der Drehteller besteht aus einer Spanplatte, mit einer langen Schraube in der Mitte. Der Drehteller wird einfach
in ein Loch in der Arbeitsplatte gesteckt.
Das Loch soll auf der Nulllinie der Arbeitsplatte liegen. Der Drehteller wird außen mit einem Papier-Maßband
(vom Bau- oder Möbelmarkt) beklebt, als Skala.
Mein Drehteller hat 200 mm Durchmesser (628 mm am Maßband entsprechen somit 2 x π).
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 13. Vorrichtung z. Schneiden von 3D-Teilen
15.02.2016 Seite - 52 -
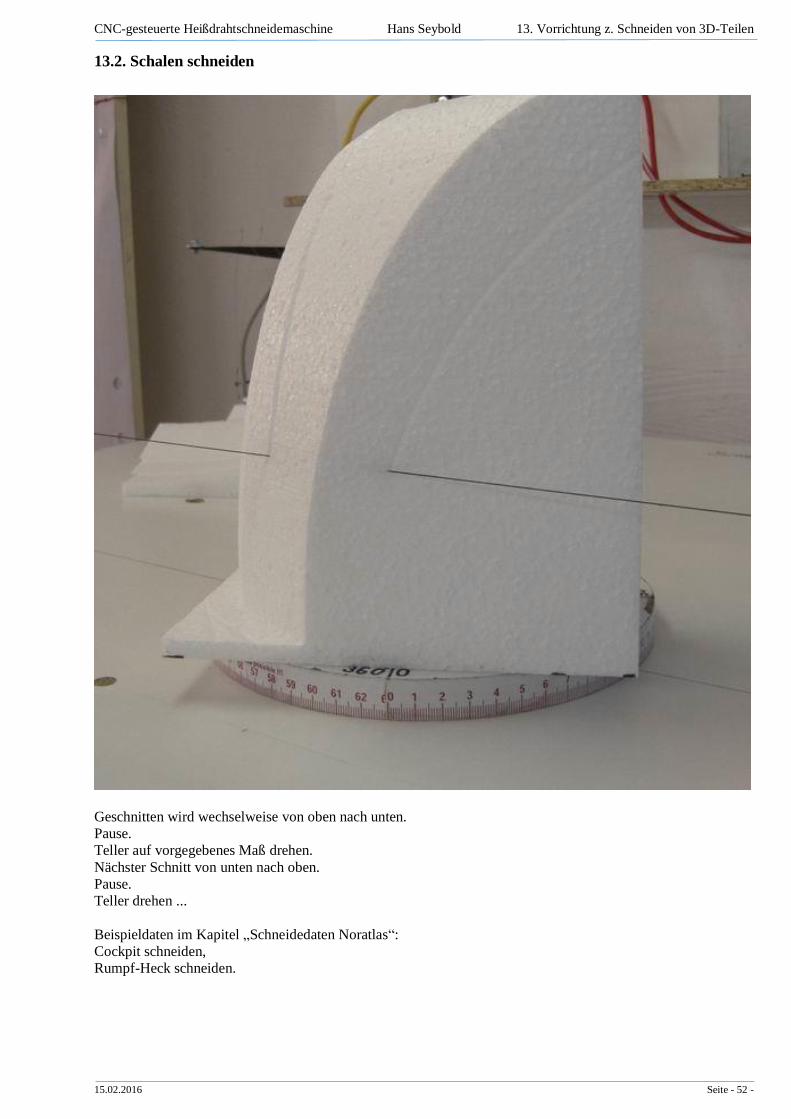
13.2. Schalen schneiden
Geschnitten wird wechselweise von oben nach unten.
Pause.
Teller auf vorgegebenes Maß drehen.
Nächster Schnitt von unten nach oben.
Pause.
Teller drehen ...
Beispieldaten im Kapitel „Schneidedaten Noratlas“:
Cockpit schneiden,
Rumpf-Heck schneiden.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 13. Vorrichtung z. Schneiden von 3D-Teilen
15.02.2016 Seite - 53 -
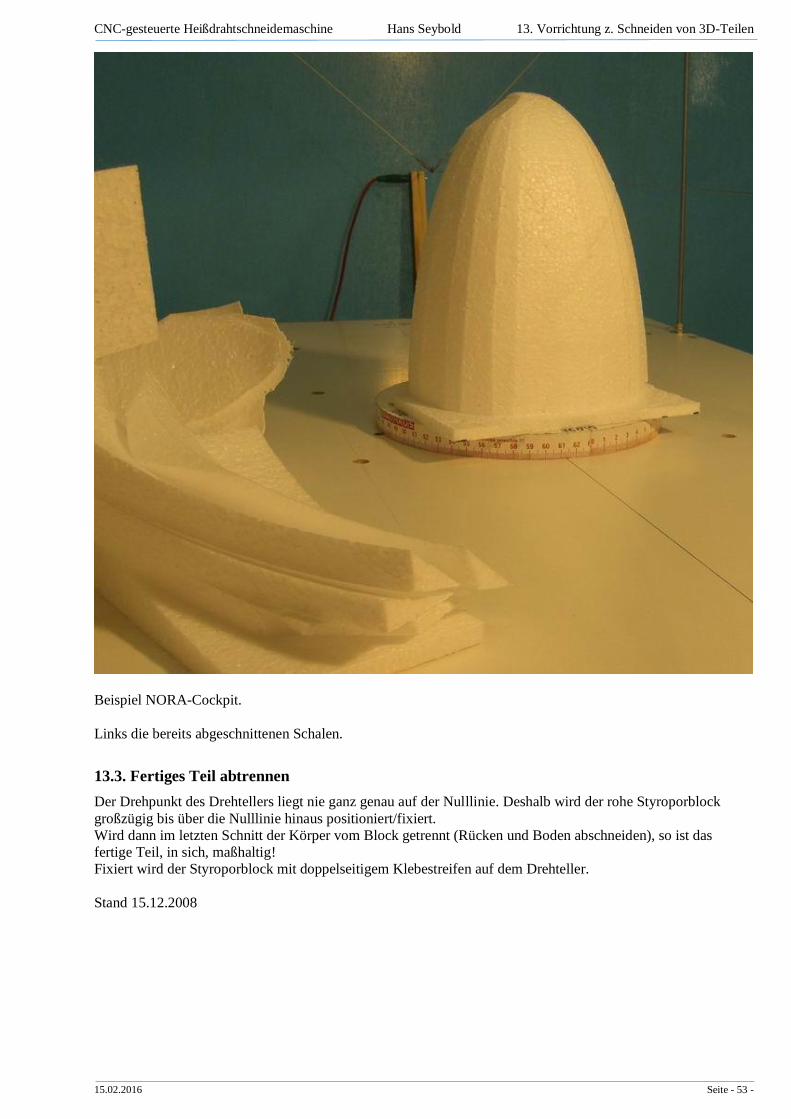
Beispiel NORA-Cockpit.
Links die bereits abgeschnittenen Schalen.
13.3. Fertiges Teil abtrennen
Der Drehpunkt des Drehtellers liegt nie ganz genau auf der Nulllinie. Deshalb wird der rohe Styroporblock
großzügig bis über die Nulllinie hinaus positioniert/fixiert.
Wird dann im letzten Schnitt der Körper vom Block getrennt (Rücken und Boden abschneiden), so ist das
fertige Teil, in sich, maßhaltig!
Fixiert wird der Styroporblock mit doppelseitigem Klebestreifen auf dem Drehteller.
Stand 15.12.2008
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 14. Zuschneiden der Styroporplatten
15.02.2016 Seite - 54 -
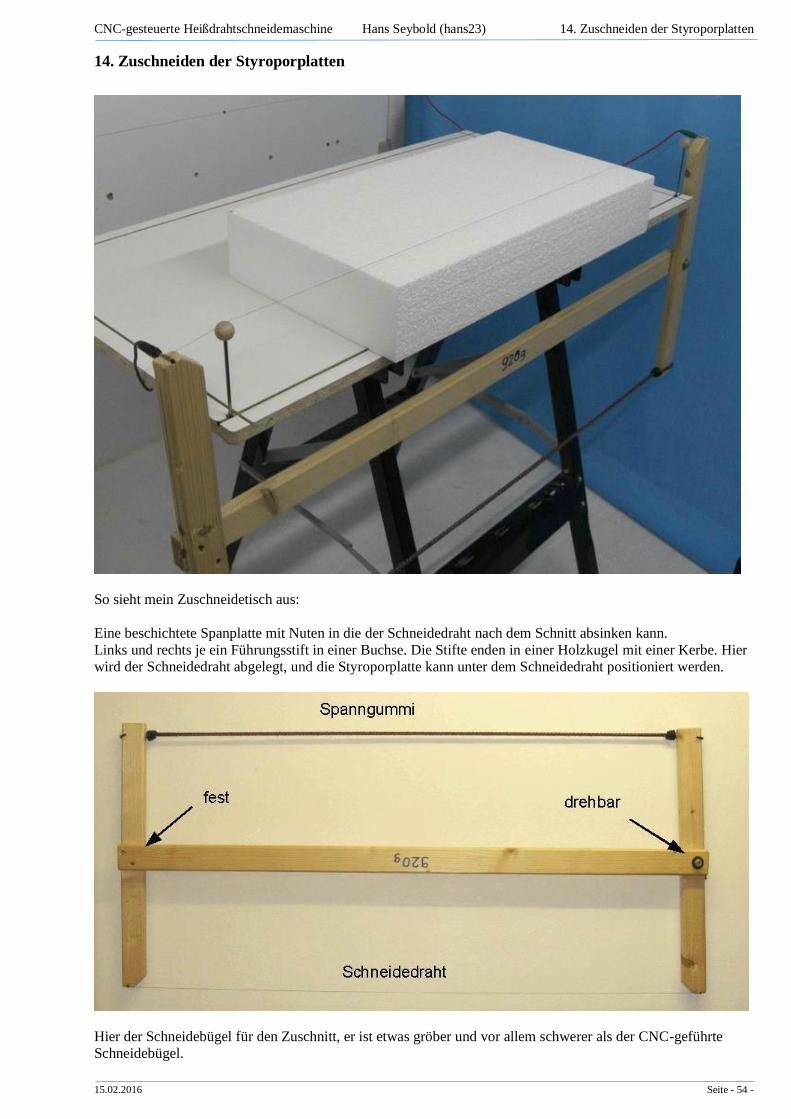
14. Zuschneiden der Styroporplatten
So sieht mein Zuschneidetisch aus:
Eine beschichtete Spanplatte mit Nuten in die der Schneidedraht nach dem Schnitt absinken kann.
Links und rechts je ein Führungsstift in einer Buchse. Die Stifte enden in einer Holzkugel mit einer Kerbe. Hier
wird der Schneidedraht abgelegt, und die Styroporplatte kann unter dem Schneidedraht positioniert werden.
Hier der Schneidebügel für den Zuschnitt, er ist etwas gröber und vor allem schwerer als der CNC-geführte
Schneidebügel.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 14. Zuschneiden der Styroporplatten
15.02.2016 Seite - 55 -
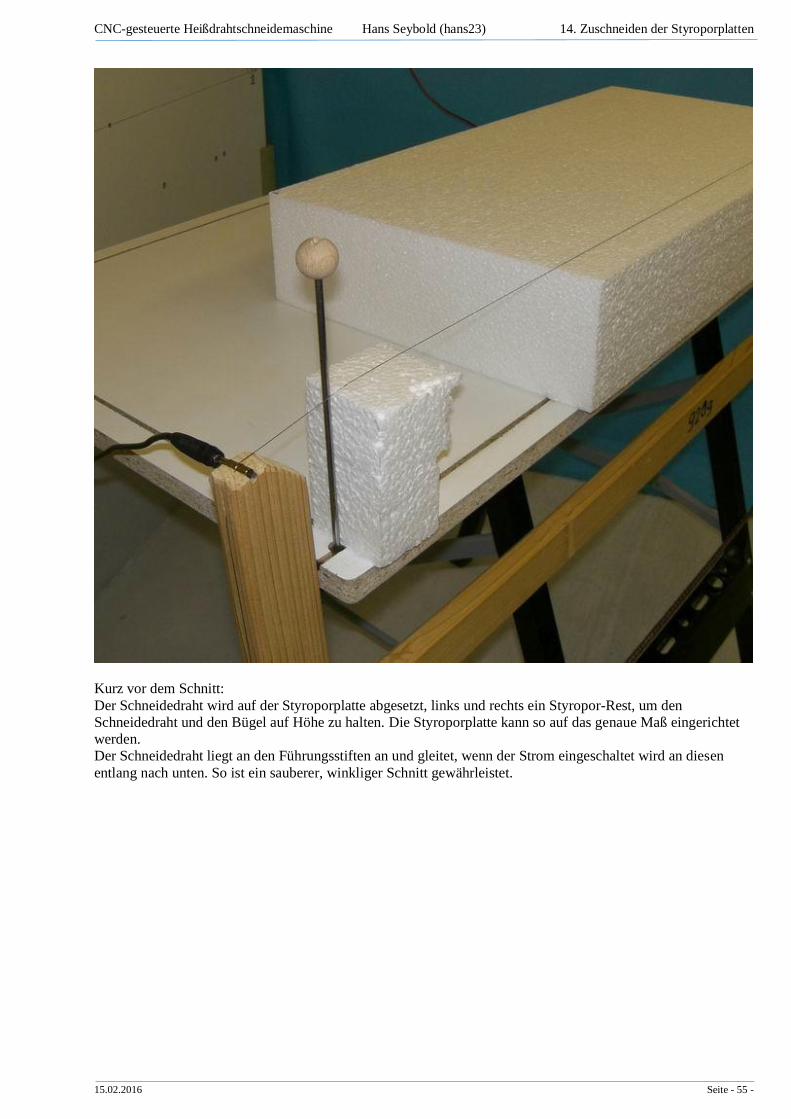
Kurz vor dem Schnitt:
Der Schneidedraht wird auf der Styroporplatte abgesetzt, links und rechts ein Styropor-Rest, um den
Schneidedraht und den Bügel auf Höhe zu halten. Die Styroporplatte kann so auf das genaue Maß eingerichtet
werden.
Der Schneidedraht liegt an den Führungsstiften an und gleitet, wenn der Strom eingeschaltet wird an diesen
entlang nach unten. So ist ein sauberer, winkliger Schnitt gewährleistet.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 14. Zuschneiden der Styroporplatten
15.02.2016 Seite - 56 -
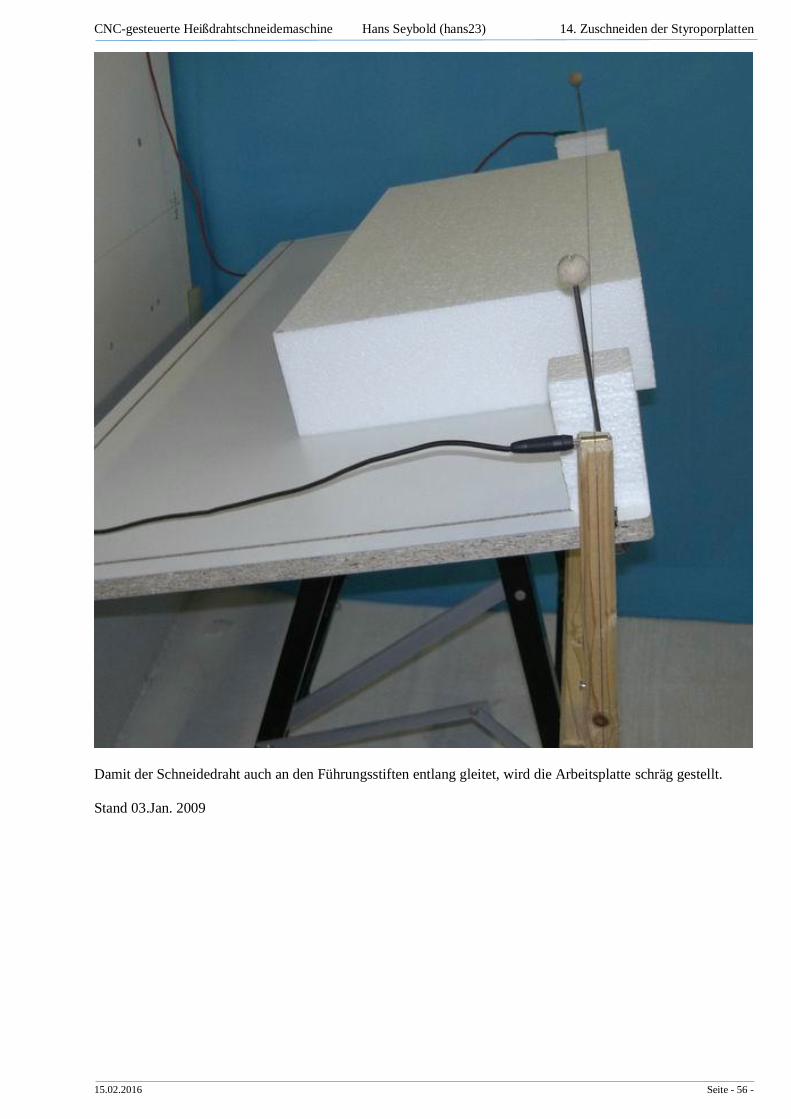
Damit der Schneidedraht auch an den Führungsstiften entlang gleitet, wird die Arbeitsplatte schräg gestellt.
Stand 03.Jan. 2009
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 15. Genauigkeitskontrolle
15.02.2016 Seite - 57 -
15. Genauigkeitskontrolle
15.1. Genauigkeit
Ich greife hier das Thema „Genauigkeit“ wieder auf (Stand 25.01.2011), welches wir im RCN-Forum schon
mehrfach diskutiert hatten:
Irgendwo in meiner HP habe ich für die Maschine einen Arbeitsbereich von ca. 400 mm x 250 mm definiert,
innerhalb dessen ich eine Genauigkeit von 0,5 % verspreche.
Außerhalb dieses Arbeitsbereiches führen Vereinfachungen und Annahmen, die ich in meiner Berechnung
gemacht habe zu spürbaren Abweichungen!
Hauptsächlich spielt hier der Wellendurchmesser der Seiltrommeln eine Rolle, den ich in meiner Berechnung
vernachlässigt habe.
Als Abhilfemaßnahme kommen zwei Wege in Frage:
- den Wellendurchmesser in der Berechnung berücksichtigen
- den wirksamen Wickeldurchmesser verringern.
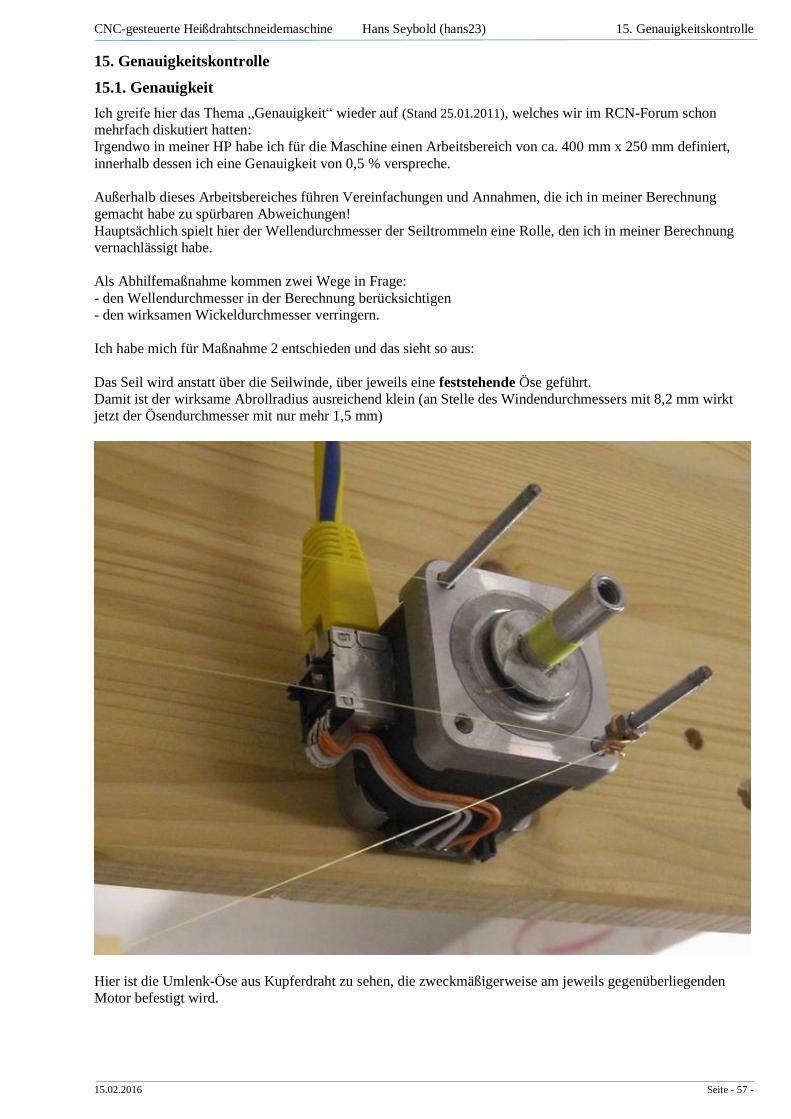
Ich habe mich für Maßnahme 2 entschieden und das sieht so aus:
Das Seil wird anstatt über die Seilwinde, über jeweils eine feststehende Öse geführt.
Damit ist der wirksame Abrollradius ausreichend klein (an Stelle des Windendurchmessers mit 8,2 mm wirkt
jetzt der Ösendurchmesser mit nur mehr 1,5 mm)
Hier ist die Umlenk-Öse aus Kupferdraht zu sehen, die zweckmäßigerweise am jeweils gegenüberliegenden
Motor befestigt wird.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 15. Genauigkeitskontrolle
15.02.2016 Seite - 58 -
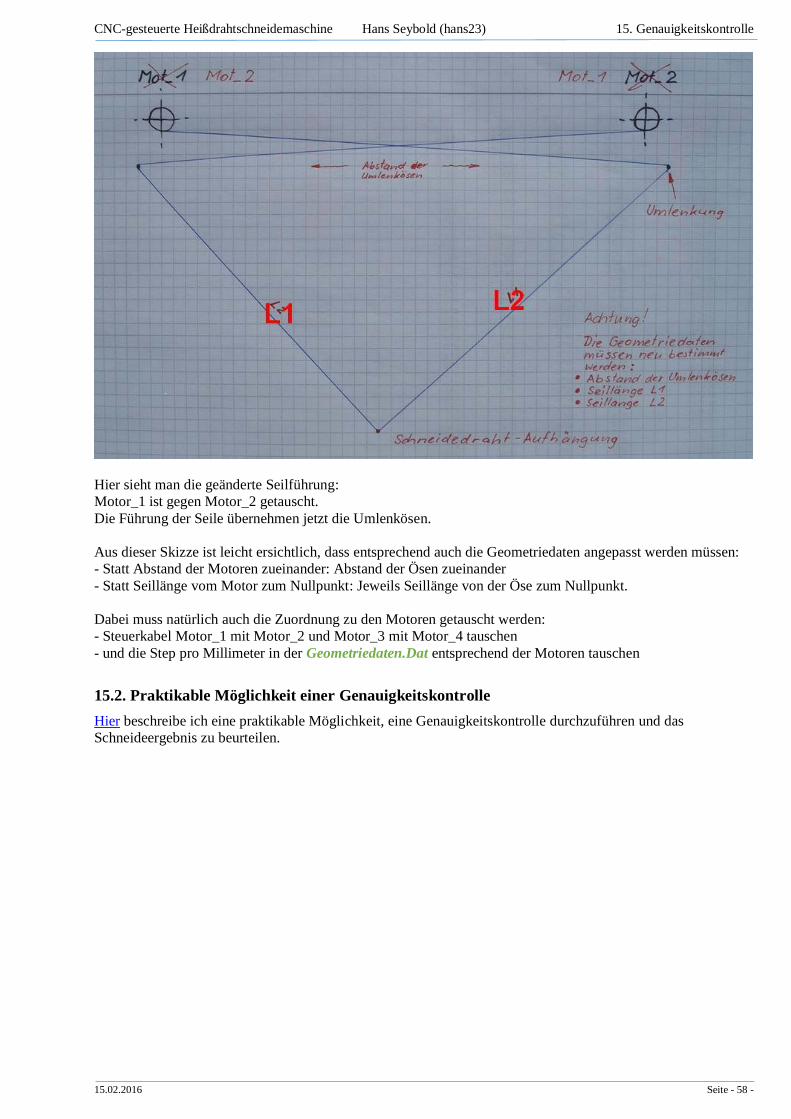
Hier sieht man die geänderte Seilführung:
Motor_1 ist gegen Motor_2 getauscht.
Die Führung der Seile übernehmen jetzt die Umlenkösen.
Aus dieser Skizze ist leicht ersichtlich, dass entsprechend auch die Geometriedaten angepasst werden müssen:
- Statt Abstand der Motoren zueinander: Abstand der Ösen zueinander
- Statt Seillänge vom Motor zum Nullpunkt: Jeweils Seillänge von der Öse zum Nullpunkt.
Dabei muss natürlich auch die Zuordnung zu den Motoren getauscht werden:
- Steuerkabel Motor_1 mit Motor_2 und Motor_3 mit Motor_4 tauschen
- und die Step pro Millimeter in der Geometriedaten.Dat entsprechend der Motoren tauschen
15.2. Praktikable Möglichkeit einer Genauigkeitskontrolle
Hier beschreibe ich eine praktikable Möglichkeit, eine Genauigkeitskontrolle durchzuführen und das
Schneideergebnis zu beurteilen.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 15. Genauigkeitskontrolle
15.02.2016 Seite - 59 -
15.3. Plot-Vorrichtung
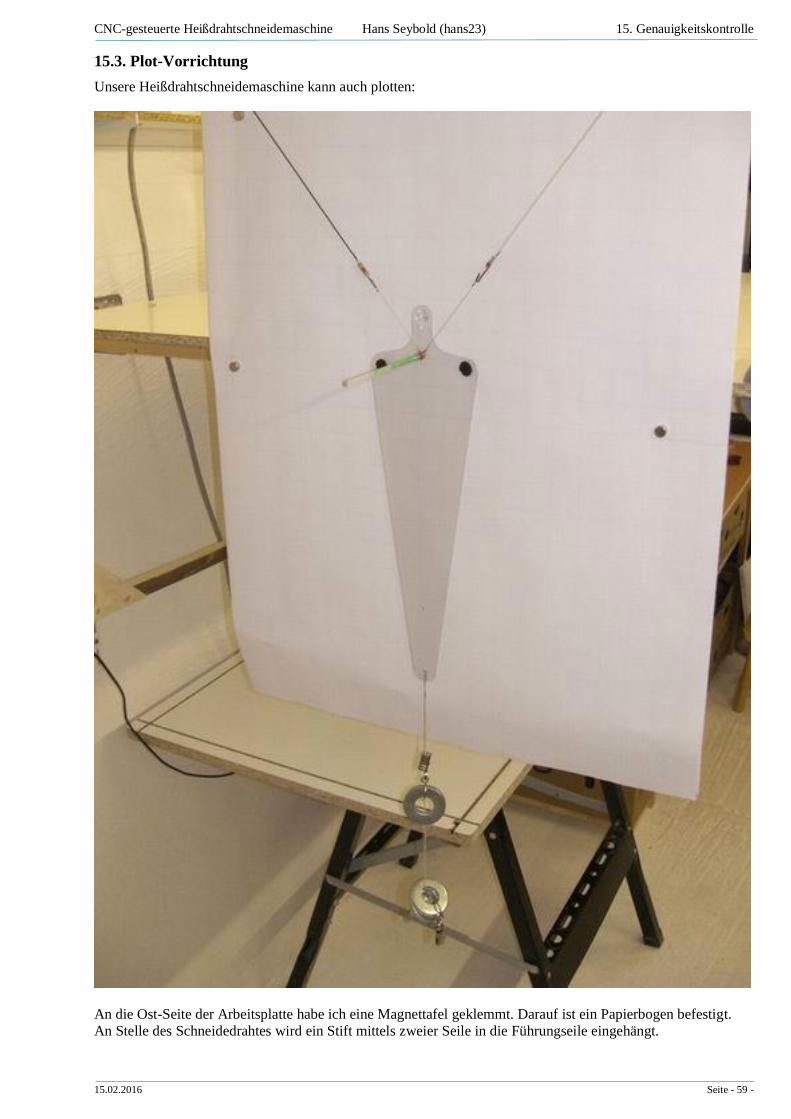
Unsere Heißdrahtschneidemaschine kann auch plotten:
An die Ost-Seite der Arbeitsplatte habe ich eine Magnettafel geklemmt. Darauf ist ein Papierbogen befestigt.
An Stelle des Schneidedrahtes wird ein Stift mittels zweier Seile in die Führungseile eingehängt.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 15. Genauigkeitskontrolle
15.02.2016 Seite - 60 -
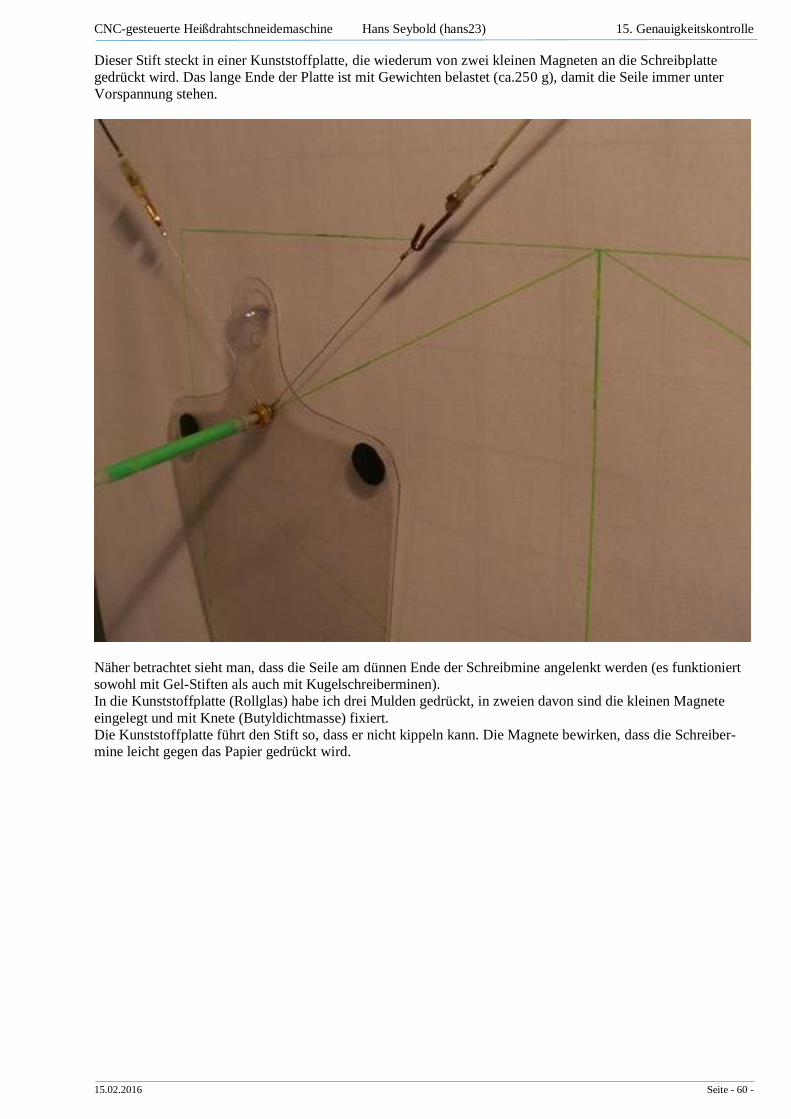
Dieser Stift steckt in einer Kunststoffplatte, die wiederum von zwei kleinen Magneten an die Schreibplatte
gedrückt wird. Das lange Ende der Platte ist mit Gewichten belastet (ca.250 g), damit die Seile immer unter
Vorspannung stehen.
Näher betrachtet sieht man, dass die Seile am dünnen Ende der Schreibmine angelenkt werden (es funktioniert
sowohl mit Gel-Stiften als auch mit Kugelschreiberminen).
In die Kunststoffplatte (Rollglas) habe ich drei Mulden gedrückt, in zweien davon sind die kleinen Magnete
eingelegt und mit Knete (Butyldichtmasse) fixiert.
Die Kunststoffplatte führt den Stift so, dass er nicht kippeln kann. Die Magnete bewirken, dass die Schreiber-
mine leicht gegen das Papier gedrückt wird.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 15. Genauigkeitskontrolle
15.02.2016 Seite - 61 -
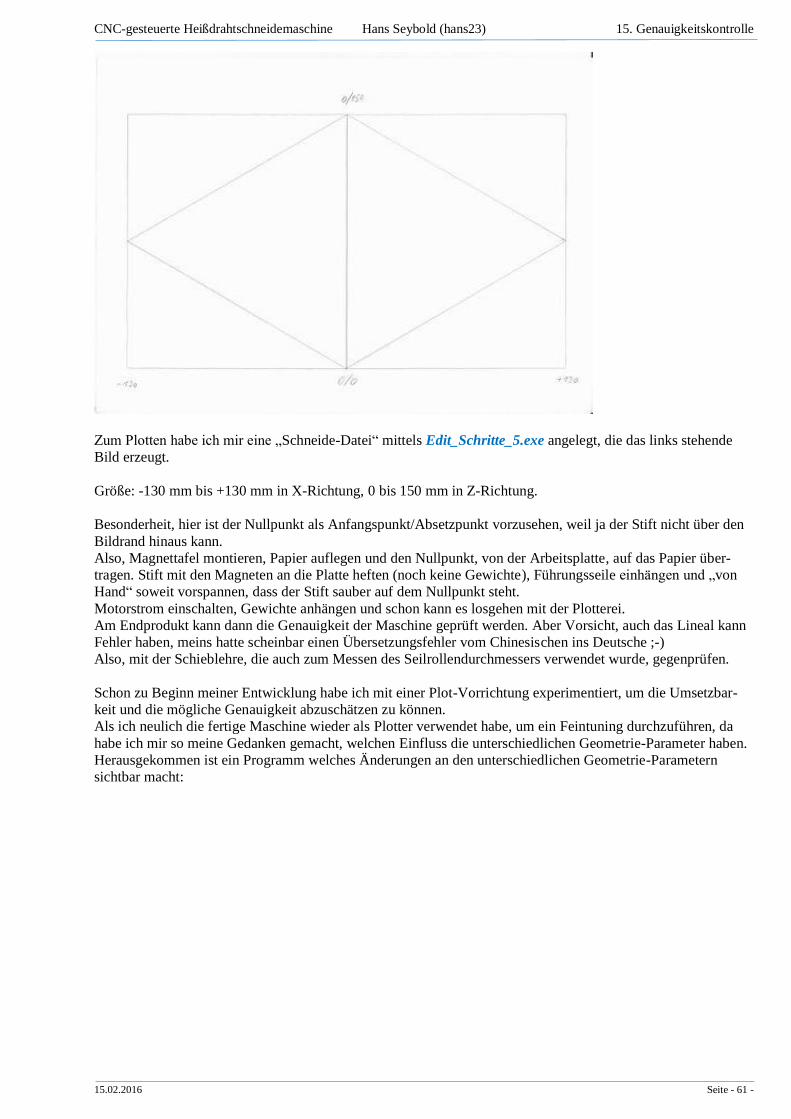
Zum Plotten habe ich mir eine „Schneide-Datei“ mittels Edit_Schritte_5.exe angelegt, die das links stehende
Bild erzeugt.
Größe: -130 mm bis +130 mm in X-Richtung, 0 bis 150 mm in Z-Richtung.
Besonderheit, hier ist der Nullpunkt als Anfangspunkt/Absetzpunkt vorzusehen, weil ja der Stift nicht über den
Bildrand hinaus kann.
Also, Magnettafel montieren, Papier auflegen und den Nullpunkt, von der Arbeitsplatte, auf das Papier über-
tragen. Stift mit den Magneten an die Platte heften (noch keine Gewichte), Führungsseile einhängen und „von
Hand“ soweit vorspannen, dass der Stift sauber auf dem Nullpunkt steht.
Motorstrom einschalten, Gewichte anhängen und schon kann es losgehen mit der Plotterei.
Am Endprodukt kann dann die Genauigkeit der Maschine geprüft werden. Aber Vorsicht, auch das Lineal kann
Fehler haben, meins hatte scheinbar einen Übersetzungsfehler vom Chinesischen ins Deutsche ;-)
Also, mit der Schieblehre, die auch zum Messen des Seilrollendurchmessers verwendet wurde, gegenprüfen.
Schon zu Beginn meiner Entwicklung habe ich mit einer Plot-Vorrichtung experimentiert, um die Umsetzbar-
keit und die mögliche Genauigkeit abzuschätzen zu können.
Als ich neulich die fertige Maschine wieder als Plotter verwendet habe, um ein Feintuning durchzuführen, da
habe ich mir so meine Gedanken gemacht, welchen Einfluss die unterschiedlichen Geometrie-Parameter haben.
Herausgekommen ist ein Programm welches Änderungen an den unterschiedlichen Geometrie-Parametern
sichtbar macht:
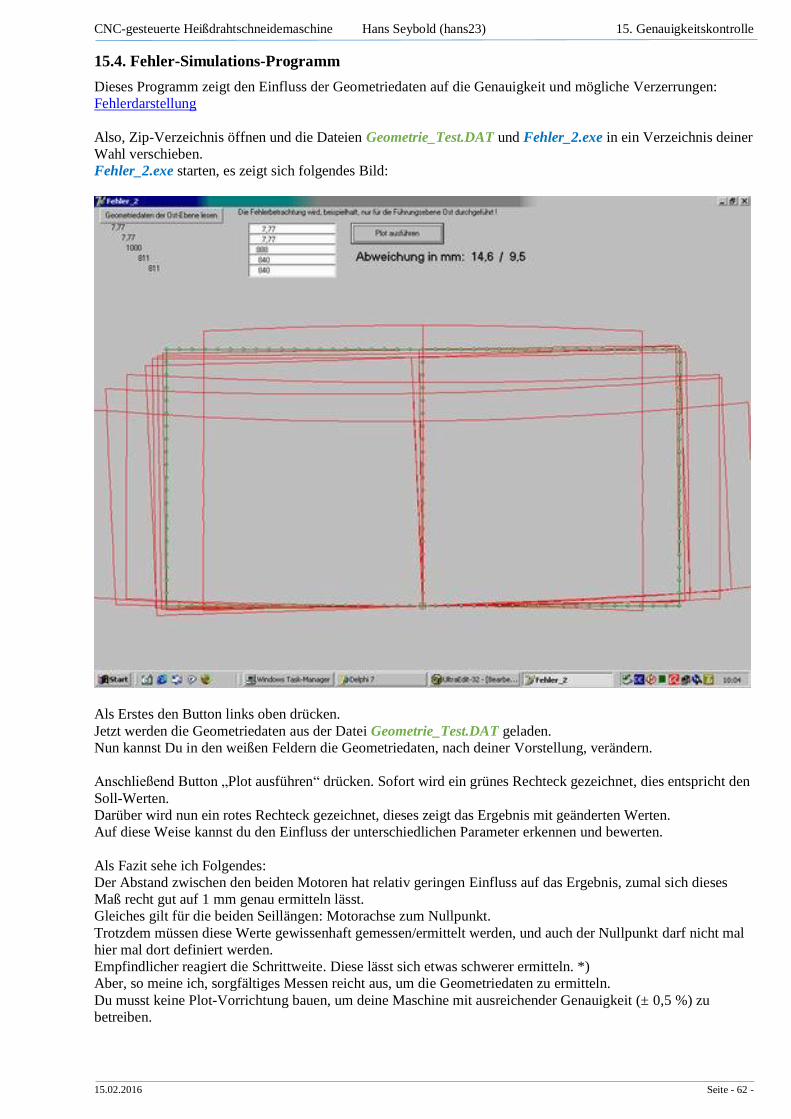
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 15. Genauigkeitskontrolle
15.02.2016 Seite - 62 -
15.4. Fehler-Simulations-Programm
Dieses Programm zeigt den Einfluss der Geometriedaten auf die Genauigkeit und mögliche Verzerrungen:
Fehlerdarstellung
Also, Zip-Verzeichnis öffnen und die Dateien Geometrie_Test.DAT und Fehler_2.exe in ein Verzeichnis deiner
Wahl verschieben.
Fehler_2.exe starten, es zeigt sich folgendes Bild:
Als Erstes den Button links oben drücken.
Jetzt werden die Geometriedaten aus der Datei Geometrie_Test.DAT geladen.
Nun kannst Du in den weißen Feldern die Geometriedaten, nach deiner Vorstellung, verändern.
Anschließend Button „Plot ausführen“ drücken. Sofort wird ein grünes Rechteck gezeichnet, dies entspricht den
Soll-Werten.
Darüber wird nun ein rotes Rechteck gezeichnet, dieses zeigt das Ergebnis mit geänderten Werten.
Auf diese Weise kannst du den Einfluss der unterschiedlichen Parameter erkennen und bewerten.
Als Fazit sehe ich Folgendes:
Der Abstand zwischen den beiden Motoren hat relativ geringen Einfluss auf das Ergebnis, zumal sich dieses
Maß recht gut auf 1 mm genau ermitteln lässt.
Gleiches gilt für die beiden Seillängen: Motorachse zum Nullpunkt.
Trotzdem müssen diese Werte gewissenhaft gemessen/ermittelt werden, und auch der Nullpunkt darf nicht mal
hier mal dort definiert werden.
Empfindlicher reagiert die Schrittweite. Diese lässt sich etwas schwerer ermitteln. *)
Aber, so meine ich, sorgfältiges Messen reicht aus, um die Geometriedaten zu ermitteln.
Du musst keine Plot-Vorrichtung bauen, um deine Maschine mit ausreichender Genauigkeit (± 0,5 %) zu
betreiben.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 15. Genauigkeitskontrolle
15.02.2016 Seite - 63 -
*) Ich habe hier die Messung der Seilrollendurchmesser mit und ohne Seil vorgeschlagen (Kapitel „Geometrie-
daten“). Dieser Wert kann/sollte eventuell gegengeprüft werden, z.B. durch Aufrollen des Seiles über 1m und
gegenrechnen der dazu nötigen Impulse (Bildschirmanzeige).
Stand 25.01.2011
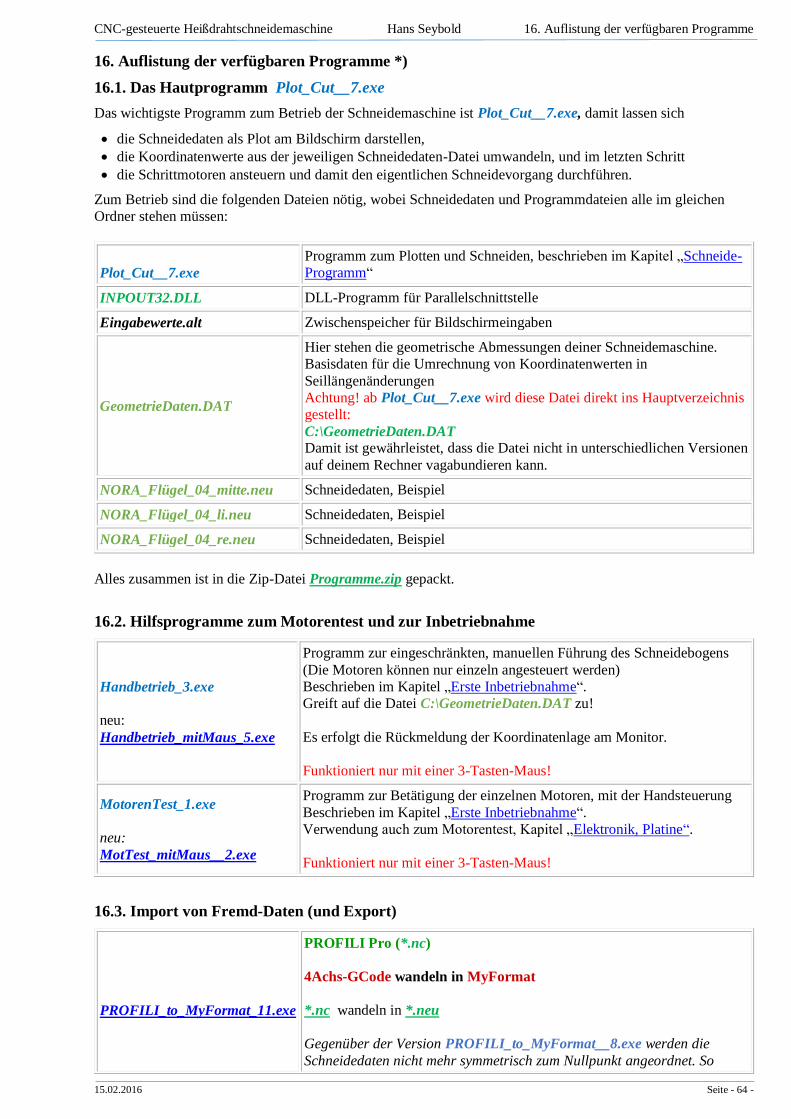
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 16. Auflistung der verfügbaren Programme
15.02.2016 Seite - 64 -
16. Auflistung der verfügbaren Programme *)
16.1. Das Hautprogramm Plot_Cut__7.exe
Das wichtigste Programm zum Betrieb der Schneidemaschine ist Plot_Cut__7.exe, damit lassen sich
die Schneidedaten als Plot am Bildschirm darstellen,
die Koordinatenwerte aus der jeweiligen Schneidedaten-Datei umwandeln, und im letzten Schritt
die Schrittmotoren ansteuern und damit den eigentlichen Schneidevorgang durchführen.
Zum Betrieb sind die folgenden Dateien nötig, wobei Schneidedaten und Programmdateien alle im gleichen
Ordner stehen müssen:
Plot_Cut__7.exe
Programm zum Plotten und Schneiden, beschrieben im Kapitel „Schneide-
Programm“
INPOUT32.DLL DLL-Programm für Parallelschnittstelle
Eingabewerte.alt Zwischenspeicher für Bildschirmeingaben
GeometrieDaten.DAT
Hier stehen die geometrische Abmessungen deiner Schneidemaschine.
Basisdaten für die Umrechnung von Koordinatenwerten in
Seillängenänderungen
Achtung! ab Plot_Cut__7.exe wird diese Datei direkt ins Hauptverzeichnis
gestellt:
C:\GeometrieDaten.DAT Damit ist gewährleistet, dass die Datei nicht in unterschiedlichen Versionen
auf deinem Rechner vagabundieren kann.
NORA_Flügel_04_mitte.neu Schneidedaten, Beispiel
NORA_Flügel_04_li.neu Schneidedaten, Beispiel
NORA_Flügel_04_re.neu Schneidedaten, Beispiel
Alles zusammen ist in die Zip-Datei Programme.zip gepackt.
16.2. Hilfsprogramme zum Motorentest und zur Inbetriebnahme
Handbetrieb_3.exe
neu:
Handbetrieb_mitMaus_5.exe
Programm zur eingeschränkten, manuellen Führung des Schneidebogens
(Die Motoren können nur einzeln angesteuert werden)
Beschrieben im Kapitel „Erste Inbetriebnahme“.
Greift auf die Datei C:\GeometrieDaten.DAT zu!
Es erfolgt die Rückmeldung der Koordinatenlage am Monitor.
Funktioniert nur mit einer 3-Tasten-Maus!
MotorenTest_1.exe
neu:
MotTest_mitMaus__2.exe
Programm zur Betätigung der einzelnen Motoren, mit der Handsteuerung
Beschrieben im Kapitel „Erste Inbetriebnahme“.
Verwendung auch zum Motorentest, Kapitel „Elektronik, Platine“.
Funktioniert nur mit einer 3-Tasten-Maus!
16.3. Import von Fremd-Daten (und Export)
PROFILI_to_MyFormat_11.exe
PROFILI Pro (*.nc)
4Achs-GCode wandeln in MyFormat
*.nc wandeln in *.neu
Gegenüber der Version PROFILI_to_MyFormat__8.exe werden die
Schneidedaten nicht mehr symmetrisch zum Nullpunkt angeordnet. So
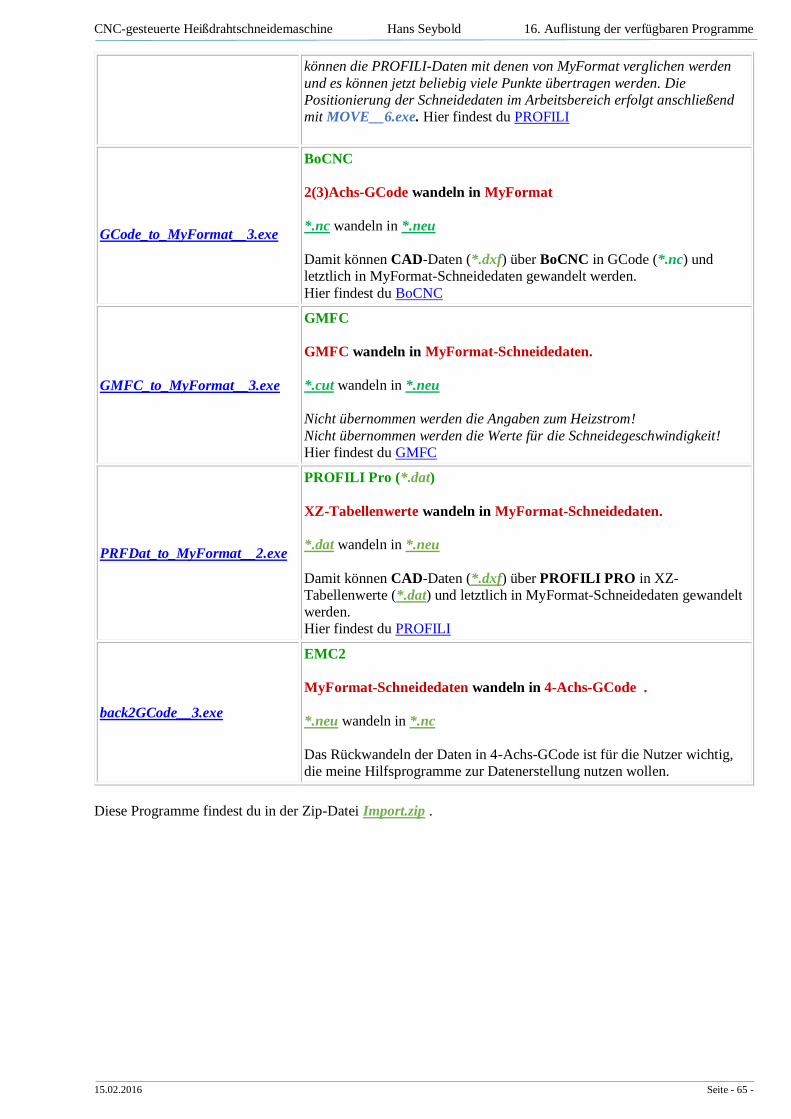
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 16. Auflistung der verfügbaren Programme
15.02.2016 Seite - 65 -
können die PROFILI-Daten mit denen von MyFormat verglichen werden
und es können jetzt beliebig viele Punkte übertragen werden. Die
Positionierung der Schneidedaten im Arbeitsbereich erfolgt anschließend
mit MOVE__6.exe. Hier findest du PROFILI
GCode_to_MyFormat__3.exe
BoCNC
2(3)Achs-GCode wandeln in MyFormat
*.nc wandeln in *.neu
Damit können CAD-Daten (*.dxf) über BoCNC in GCode (*.nc) und
letztlich in MyFormat-Schneidedaten gewandelt werden.
Hier findest du BoCNC
GMFC_to_MyFormat__3.exe
GMFC
GMFC wandeln in MyFormat-Schneidedaten.
*.cut wandeln in *.neu
Nicht übernommen werden die Angaben zum Heizstrom!
Nicht übernommen werden die Werte für die Schneidegeschwindigkeit!
Hier findest du GMFC
PRFDat_to_MyFormat__2.exe
PROFILI Pro (*.dat)
XZ-Tabellenwerte wandeln in MyFormat-Schneidedaten.
*.dat wandeln in *.neu
Damit können CAD-Daten (*.dxf) über PROFILI PRO in XZ-
Tabellenwerte (*.dat) und letztlich in MyFormat-Schneidedaten gewandelt
werden.
Hier findest du PROFILI
back2GCode__3.exe
EMC2
MyFormat-Schneidedaten wandeln in 4-Achs-GCode .
*.neu wandeln in *.nc
Das Rückwandeln der Daten in 4-Achs-GCode ist für die Nutzer wichtig,
die meine Hilfsprogramme zur Datenerstellung nutzen wollen.
Diese Programme findest du in der Zip-Datei Import.zip .
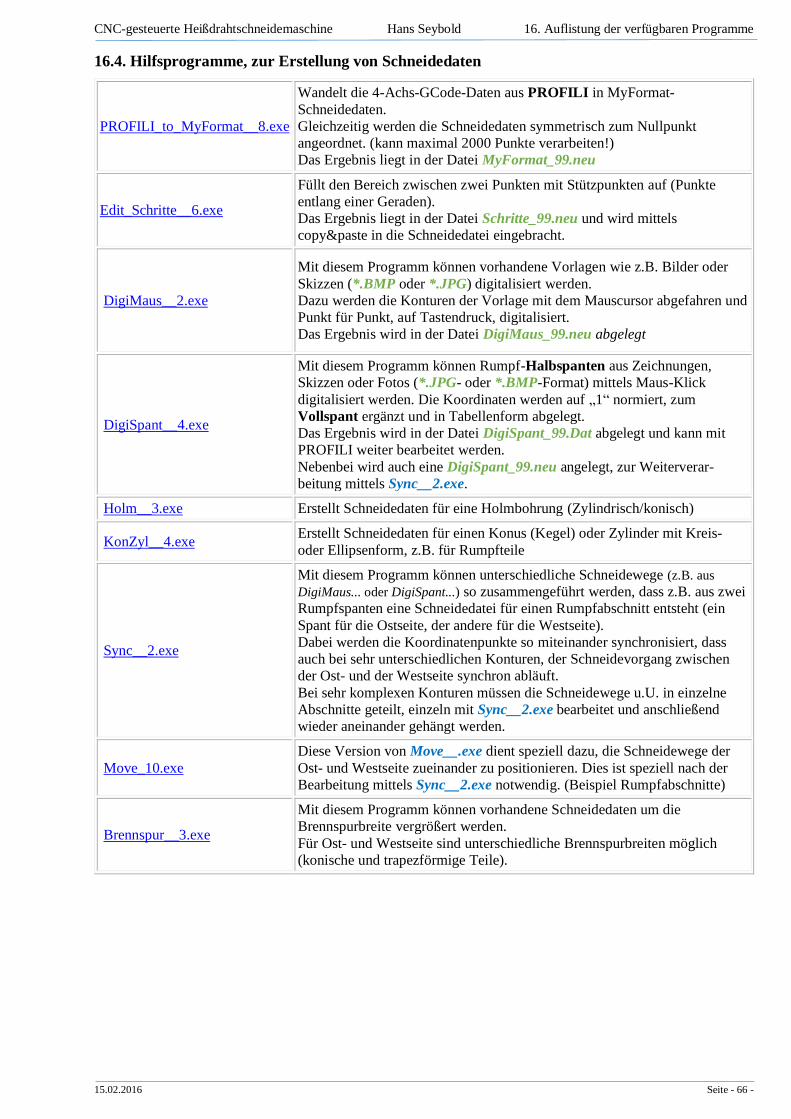
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 16. Auflistung der verfügbaren Programme
15.02.2016 Seite - 66 -
16.4. Hilfsprogramme, zur Erstellung von Schneidedaten
PROFILI_to_MyFormat__8.exe
Wandelt die 4-Achs-GCode-Daten aus PROFILI in MyFormat-
Schneidedaten.
Gleichzeitig werden die Schneidedaten symmetrisch zum Nullpunkt
angeordnet. (kann maximal 2000 Punkte verarbeiten!)
Das Ergebnis liegt in der Datei MyFormat_99.neu
Edit_Schritte__6.exe
Füllt den Bereich zwischen zwei Punkten mit Stützpunkten auf (Punkte
entlang einer Geraden).
Das Ergebnis liegt in der Datei Schritte_99.neu und wird mittels
copy&paste in die Schneidedatei eingebracht.
DigiMaus__2.exe
Mit diesem Programm können vorhandene Vorlagen wie z.B. Bilder oder
Skizzen (*.BMP oder *.JPG) digitalisiert werden.
Dazu werden die Konturen der Vorlage mit dem Mauscursor abgefahren und
Punkt für Punkt, auf Tastendruck, digitalisiert.
Das Ergebnis wird in der Datei DigiMaus_99.neu abgelegt
DigiSpant__4.exe
Mit diesem Programm können Rumpf-Halbspanten aus Zeichnungen,
Skizzen oder Fotos (*.JPG- oder *.BMP-Format) mittels Maus-Klick
digitalisiert werden. Die Koordinaten werden auf „1“ normiert, zum
Vollspant ergänzt und in Tabellenform abgelegt.
Das Ergebnis wird in der Datei DigiSpant_99.Dat abgelegt und kann mit
PROFILI weiter bearbeitet werden.
Nebenbei wird auch eine DigiSpant_99.neu angelegt, zur Weiterverar-
beitung mittels Sync__2.exe.
Holm__3.exe Erstellt Schneidedaten für eine Holmbohrung (Zylindrisch/konisch)
KonZyl__4.exe Erstellt Schneidedaten für einen Konus (Kegel) oder Zylinder mit Kreis-
oder Ellipsenform, z.B. für Rumpfteile
Sync__2.exe
Mit diesem Programm können unterschiedliche Schneidewege (z.B. aus
DigiMaus... oder DigiSpant...) so zusammengeführt werden, dass z.B. aus zwei
Rumpfspanten eine Schneidedatei für einen Rumpfabschnitt entsteht (ein
Spant für die Ostseite, der andere für die Westseite).
Dabei werden die Koordinatenpunkte so miteinander synchronisiert, dass
auch bei sehr unterschiedlichen Konturen, der Schneidevorgang zwischen
der Ost- und der Westseite synchron abläuft.
Bei sehr komplexen Konturen müssen die Schneidewege u.U. in einzelne
Abschnitte geteilt, einzeln mit Sync__2.exe bearbeitet und anschließend
wieder aneinander gehängt werden.
Move_10.exe
Diese Version von Move__.exe dient speziell dazu, die Schneidewege der
Ost- und Westseite zueinander zu positionieren. Dies ist speziell nach der
Bearbeitung mittels Sync__2.exe notwendig. (Beispiel Rumpfabschnitte)
Brennspur__3.exe
Mit diesem Programm können vorhandene Schneidedaten um die
Brennspurbreite vergrößert werden.
Für Ost- und Westseite sind unterschiedliche Brennspurbreiten möglich
(konische und trapezförmige Teile).
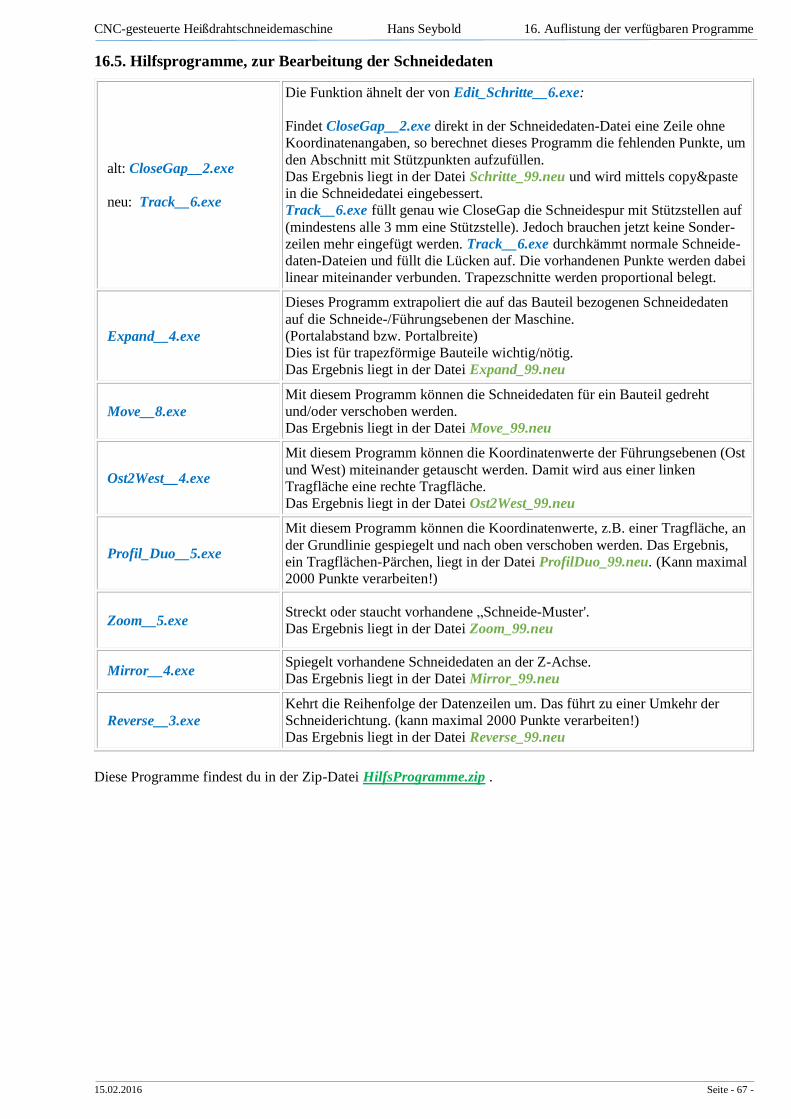
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 16. Auflistung der verfügbaren Programme
15.02.2016 Seite - 67 -
16.5. Hilfsprogramme, zur Bearbeitung der Schneidedaten
alt: CloseGap__2.exe
neu: Track__6.exe
Die Funktion ähnelt der von Edit_Schritte__6.exe:
Findet CloseGap__2.exe direkt in der Schneidedaten-Datei eine Zeile ohne
Koordinatenangaben, so berechnet dieses Programm die fehlenden Punkte, um
den Abschnitt mit Stützpunkten aufzufüllen.
Das Ergebnis liegt in der Datei Schritte_99.neu und wird mittels copy&paste
in die Schneidedatei eingebessert.
Track__6.exe füllt genau wie CloseGap die Schneidespur mit Stützstellen auf
(mindestens alle 3 mm eine Stützstelle). Jedoch brauchen jetzt keine Sonder-
zeilen mehr eingefügt werden. Track__6.exe durchkämmt normale Schneide-
daten-Dateien und füllt die Lücken auf. Die vorhandenen Punkte werden dabei
linear miteinander verbunden. Trapezschnitte werden proportional belegt.
Expand__4.exe
Dieses Programm extrapoliert die auf das Bauteil bezogenen Schneidedaten
auf die Schneide-/Führungsebenen der Maschine.
(Portalabstand bzw. Portalbreite)
Dies ist für trapezförmige Bauteile wichtig/nötig.
Das Ergebnis liegt in der Datei Expand_99.neu
Move__8.exe
Mit diesem Programm können die Schneidedaten für ein Bauteil gedreht
und/oder verschoben werden.
Das Ergebnis liegt in der Datei Move_99.neu
Ost2West__4.exe
Mit diesem Programm können die Koordinatenwerte der Führungsebenen (Ost
und West) miteinander getauscht werden. Damit wird aus einer linken
Tragfläche eine rechte Tragfläche.
Das Ergebnis liegt in der Datei Ost2West_99.neu
Profil_Duo__5.exe
Mit diesem Programm können die Koordinatenwerte, z.B. einer Tragfläche, an
der Grundlinie gespiegelt und nach oben verschoben werden. Das Ergebnis,
ein Tragflächen-Pärchen, liegt in der Datei ProfilDuo_99.neu. (Kann maximal
2000 Punkte verarbeiten!)
Zoom__5.exe
Streckt oder staucht vorhandene „Schneide-Muster'.
Das Ergebnis liegt in der Datei Zoom_99.neu
Mirror__4.exe Spiegelt vorhandene Schneidedaten an der Z-Achse.
Das Ergebnis liegt in der Datei Mirror_99.neu
Reverse__3.exe Kehrt die Reihenfolge der Datenzeilen um. Das führt zu einer Umkehr der
Schneiderichtung. (kann maximal 2000 Punkte verarbeiten!)
Das Ergebnis liegt in der Datei Reverse_99.neu
Diese Programme findest du in der Zip-Datei HilfsProgramme.zip .
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold 16. Auflistung der verfügbaren Programme
15.02.2016 Seite - 68 -
16.6. Freeware Editor Programme
PsPad Editor
Crimson Editor
16.7. Anmerkung
*)Ich aktualisiere die Verarbeitungsprogramme gelegentlich.
Zum einen, wenn Fehler drin sind, zum anderen, wenn Erweiterungen oder zusätzliche Funktionen nötig sind.
Dies ist jeweils durch eine neuere Versionsnummer erkennbar. Deswegen, möglichst das Programm mit der
höchsten Versionsnummer verwenden.
Hier möchte ich ein wichtiges Thema einschieben:

CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold Trapezflächen, trapezförmige und konische Teile
15.02.2016 Seite - 69 -
Trapezflächen, trapezförmige und konische Teile
Das Thema wurde schon ausführlich im RCN-Forum diskutiert: Thread #162 - #181 (27.06.2009 ...)
Ein paar Punkte daraus zusammengefasst:
Das nebenstehende Bild, von Comicflyer, beschreibt das Wichtigste!
Hier ein Beispiel von Marsupilami dazu:
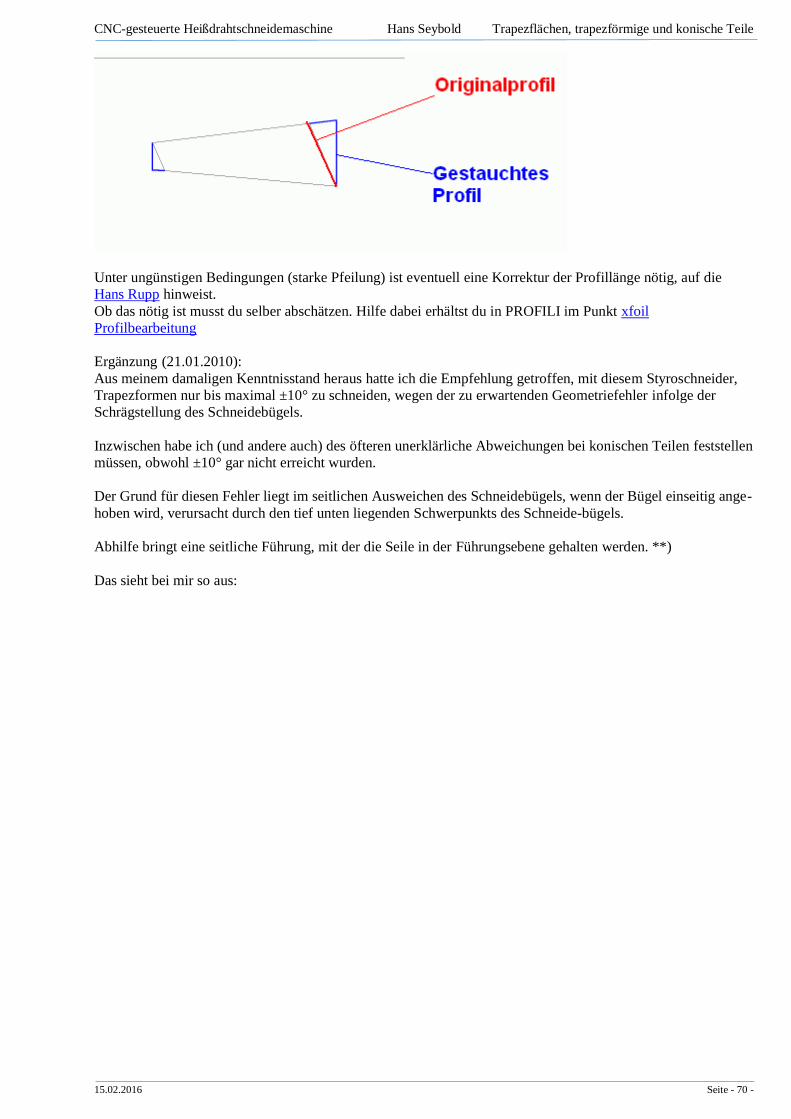
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold Trapezflächen, trapezförmige und konische Teile
15.02.2016 Seite - 70 -
Unter ungünstigen Bedingungen (starke Pfeilung) ist eventuell eine Korrektur der Profillänge nötig, auf die
Hans Rupp hinweist.
Ob das nötig ist musst du selber abschätzen. Hilfe dabei erhältst du in PROFILI im Punkt xfoil
Profilbearbeitung
Ergänzung (21.01.2010):
Aus meinem damaligen Kenntnisstand heraus hatte ich die Empfehlung getroffen, mit diesem Styroschneider,
Trapezformen nur bis maximal ±10° zu schneiden, wegen der zu erwartenden Geometriefehler infolge der
Schrägstellung des Schneidebügels.
Inzwischen habe ich (und andere auch) des öfteren unerklärliche Abweichungen bei konischen Teilen feststellen
müssen, obwohl ±10° gar nicht erreicht wurden.
Der Grund für diesen Fehler liegt im seitlichen Ausweichen des Schneidebügels, wenn der Bügel einseitig ange-
hoben wird, verursacht durch den tief unten liegenden Schwerpunkts des Schneide-bügels.
Abhilfe bringt eine seitliche Führung, mit der die Seile in der Führungsebene gehalten werden. **)
Das sieht bei mir so aus:
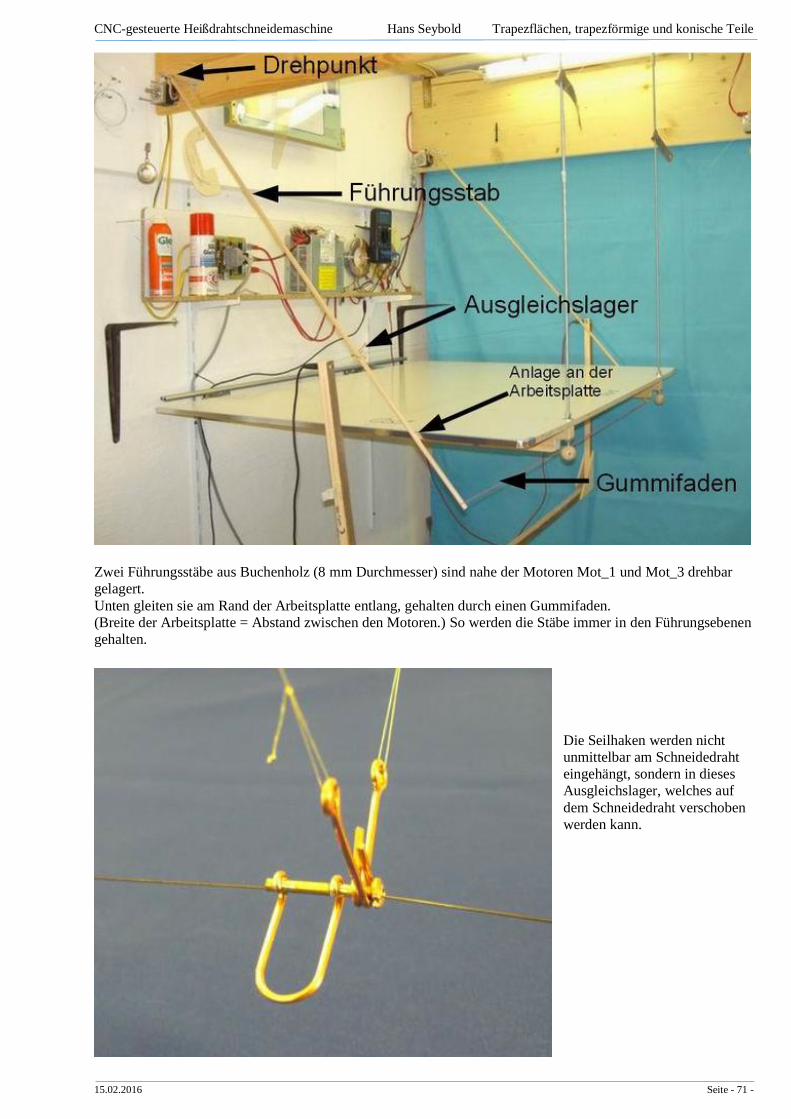
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold Trapezflächen, trapezförmige und konische Teile
15.02.2016 Seite - 71 -
Zwei Führungsstäbe aus Buchenholz (8 mm Durchmesser) sind nahe der Motoren Mot_1 und Mot_3 drehbar
gelagert.
Unten gleiten sie am Rand der Arbeitsplatte entlang, gehalten durch einen Gummifaden.
(Breite der Arbeitsplatte = Abstand zwischen den Motoren.) So werden die Stäbe immer in den Führungsebenen
gehalten.
Die Seilhaken werden nicht
unmittelbar am Schneidedraht
eingehängt, sondern in dieses
Ausgleichslager, welches auf
dem Schneidedraht verschoben
werden kann.

CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold Trapezflächen, trapezförmige und konische Teile
15.02.2016 Seite - 72 -
So sieht das Ausgleichslager aus:
Bügel und Endring aus Kupferdraht 1,5 mm², (Elektro-Installations-Draht).
Röhrchen aus Messingrohr 2 mm Außendurchmesser.
Teile miteinander verlötet.
Löcher am Messingrohr sauber entgraten, damit das Lager gut gleiten kann.
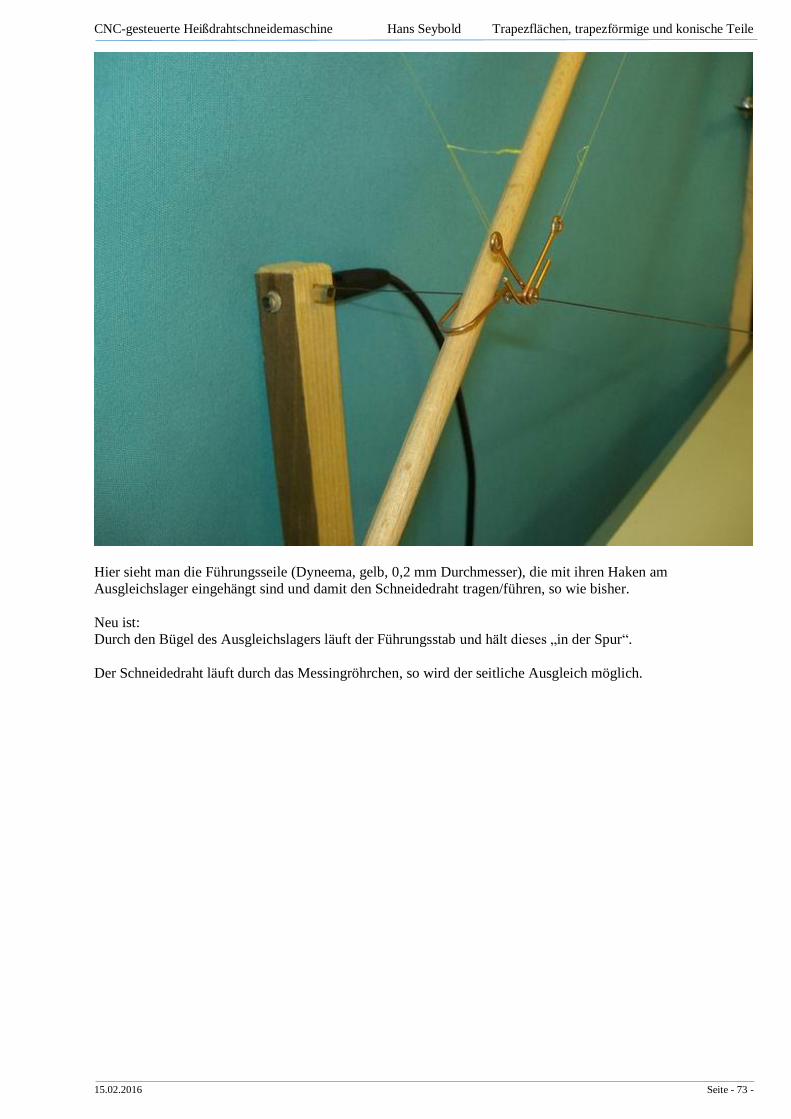
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold Trapezflächen, trapezförmige und konische Teile
15.02.2016 Seite - 73 -
Hier sieht man die Führungsseile (Dyneema, gelb, 0,2 mm Durchmesser), die mit ihren Haken am
Ausgleichslager eingehängt sind und damit den Schneidedraht tragen/führen, so wie bisher.
Neu ist:
Durch den Bügel des Ausgleichslagers läuft der Führungsstab und hält dieses „in der Spur“.
Der Schneidedraht läuft durch das Messingröhrchen, so wird der seitliche Ausgleich möglich.
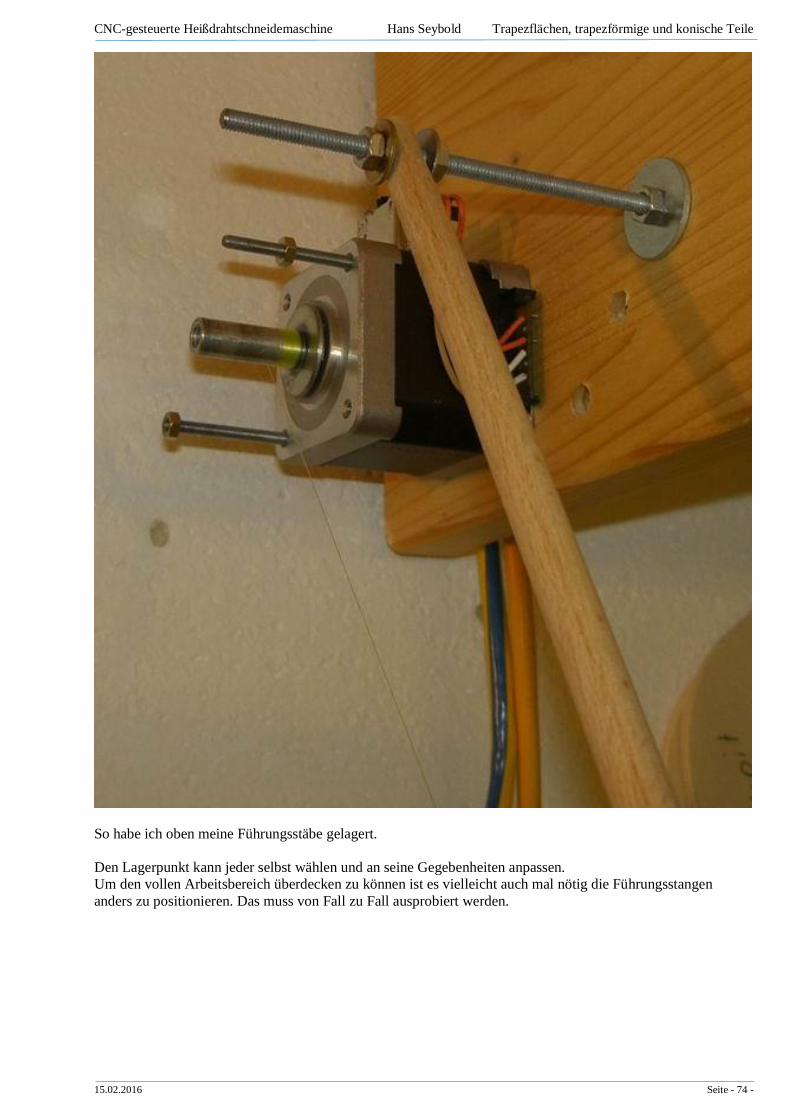
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold Trapezflächen, trapezförmige und konische Teile
15.02.2016 Seite - 74 -
So habe ich oben meine Führungsstäbe gelagert.
Den Lagerpunkt kann jeder selbst wählen und an seine Gegebenheiten anpassen.
Um den vollen Arbeitsbereich überdecken zu können ist es vielleicht auch mal nötig die Führungsstangen
anders zu positionieren. Das muss von Fall zu Fall ausprobiert werden.
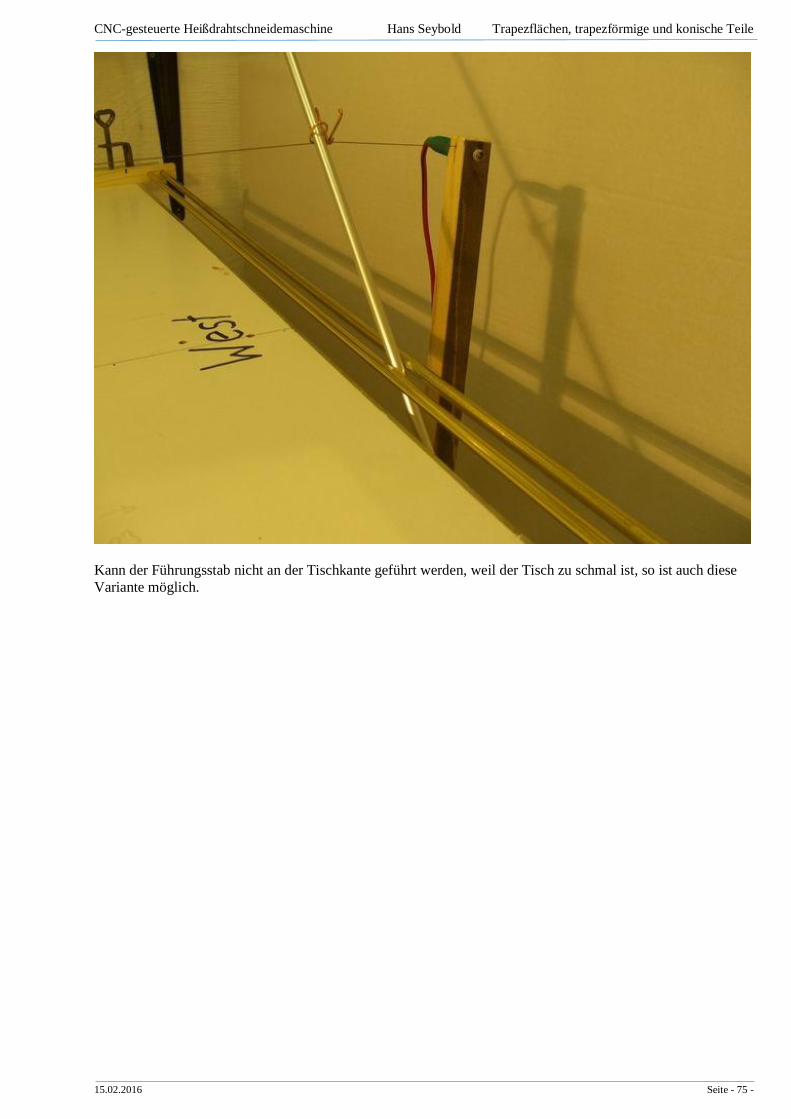
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold Trapezflächen, trapezförmige und konische Teile
15.02.2016 Seite - 75 -
Kann der Führungsstab nicht an der Tischkante geführt werden, weil der Tisch zu schmal ist, so ist auch diese
Variante möglich.

CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold Trapezflächen, trapezförmige und konische Teile
15.02.2016 Seite - 76 -
Meine aktuelle Version ist jetzt diese:
Der Führungsstab wird zwischen Arbeitsplatte und einem Messingrohr geführt.
(Die Version mit dem Gummifaden hat gelegentlich geklemmt.)
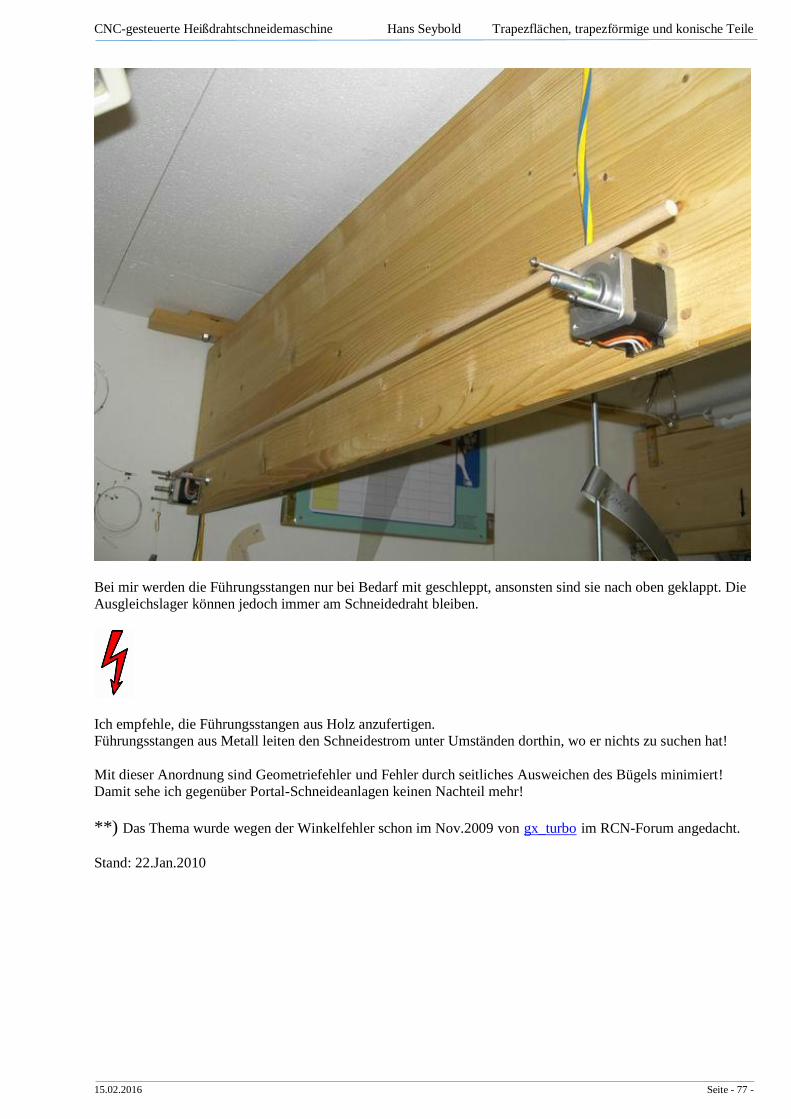
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold Trapezflächen, trapezförmige und konische Teile
15.02.2016 Seite - 77 -
Bei mir werden die Führungsstangen nur bei Bedarf mit geschleppt, ansonsten sind sie nach oben geklappt. Die
Ausgleichslager können jedoch immer am Schneidedraht bleiben.
Ich empfehle, die Führungsstangen aus Holz anzufertigen.
Führungsstangen aus Metall leiten den Schneidestrom unter Umständen dorthin, wo er nichts zu suchen hat!
Mit dieser Anordnung sind Geometriefehler und Fehler durch seitliches Ausweichen des Bügels minimiert! Damit sehe ich gegenüber Portal-Schneideanlagen keinen Nachteil mehr!
**) Das Thema wurde wegen der Winkelfehler schon im Nov.2009 von gx_turbo im RCN-Forum angedacht.
Stand: 22.Jan.2010
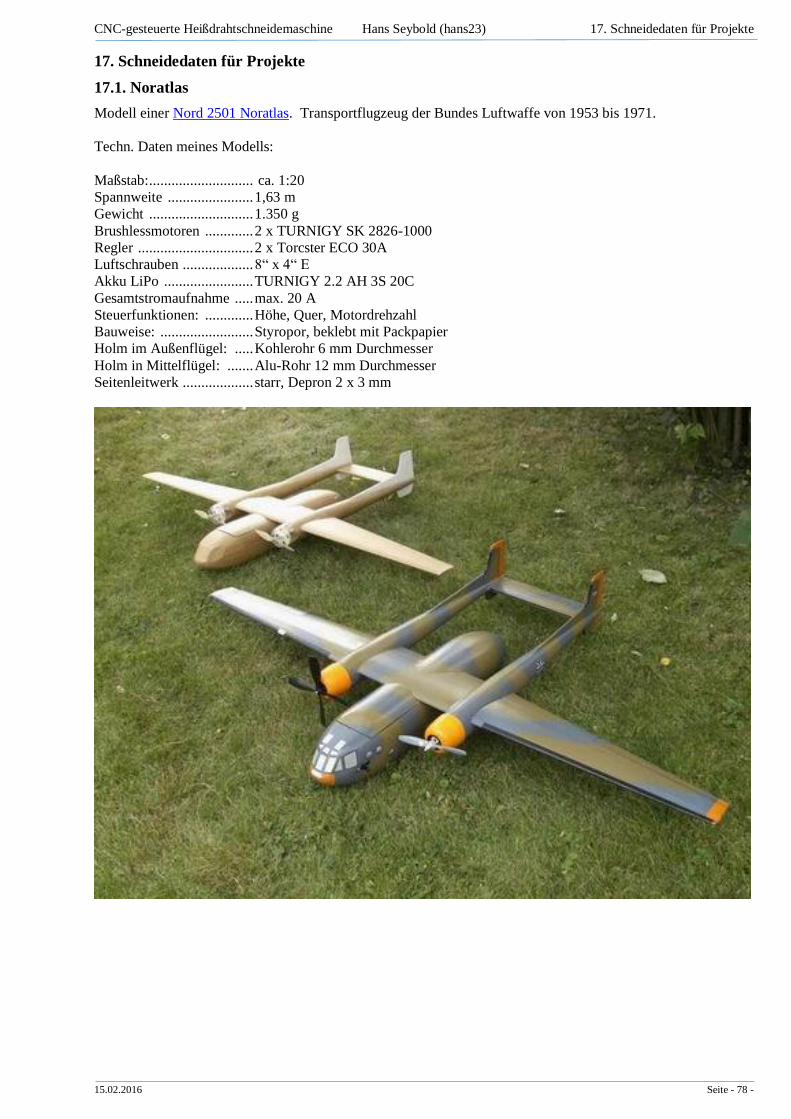
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 17. Schneidedaten für Projekte
15.02.2016 Seite - 78 -
17. Schneidedaten für Projekte
17.1. Noratlas
Modell einer Nord 2501 Noratlas. Transportflugzeug der Bundes Luftwaffe von 1953 bis 1971.
Techn. Daten meines Modells:
Maßstab: ............................ ca. 1:20
Spannweite ....................... 1,63 m
Gewicht ............................ 1.350 g
Brushlessmotoren ............. 2 x TURNIGY SK 2826-1000
Regler ............................... 2 x Torcster ECO 30A
Luftschrauben ................... 8“ x 4“ E
Akku LiPo ........................ TURNIGY 2.2 AH 3S 20C
Gesamtstromaufnahme ..... max. 20 A
Steuerfunktionen: ............. Höhe, Quer, Motordrehzahl
Bauweise: ......................... Styropor, beklebt mit Packpapier
Holm im Außenflügel: ..... Kohlerohr 6 mm Durchmesser
Holm in Mittelflügel: ....... Alu-Rohr 12 mm Durchmesser
Seitenleitwerk ................... starr, Depron 2 x 3 mm
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 17. Schneidedaten für Projekte
15.02.2016 Seite - 79 -
Schneidedaten NORA
Tragflächen
Rumpf-Schalen
Rumpf-Cockpit (Drehteller, 3D-Bearbeitung)
Rumpf-Heckteil (Drehteller, 3D-Bearbeitung)
Leitwerkträger (Drehteile, zylindrisch, konisch)
Höhenleitwerk
Seitenleitwerk Skizze für Depronplatte
Für den Bau meiner NORA habe ich in erster Linie ein Plastik-Modell als Vorlage verwendet (Fa. Heller,
#80374, Nord 2501 „Noratlas“, M 1:72).
Die Übereinstimmung zwischen Plastikmodell und Originalfotos ist hervorragend und stimmig!
Die mir zur Verfügung stehenden Drei-Seiten-Ansichten waren sehr ungenau und widersprüchlich.
Selbst der beim Plastikmodell beiliegende Plan war unstimmig, im Vergleich zu Originalfotos!
Hier ein paar Links zu
Originalfotos:
NORA-Fotos1 NORA-Fotos2 NORA-Fotos3 NORA-Fotos4
YouTube-Videos:
NORA-Video1 NORA-Video2 NORA-Video3
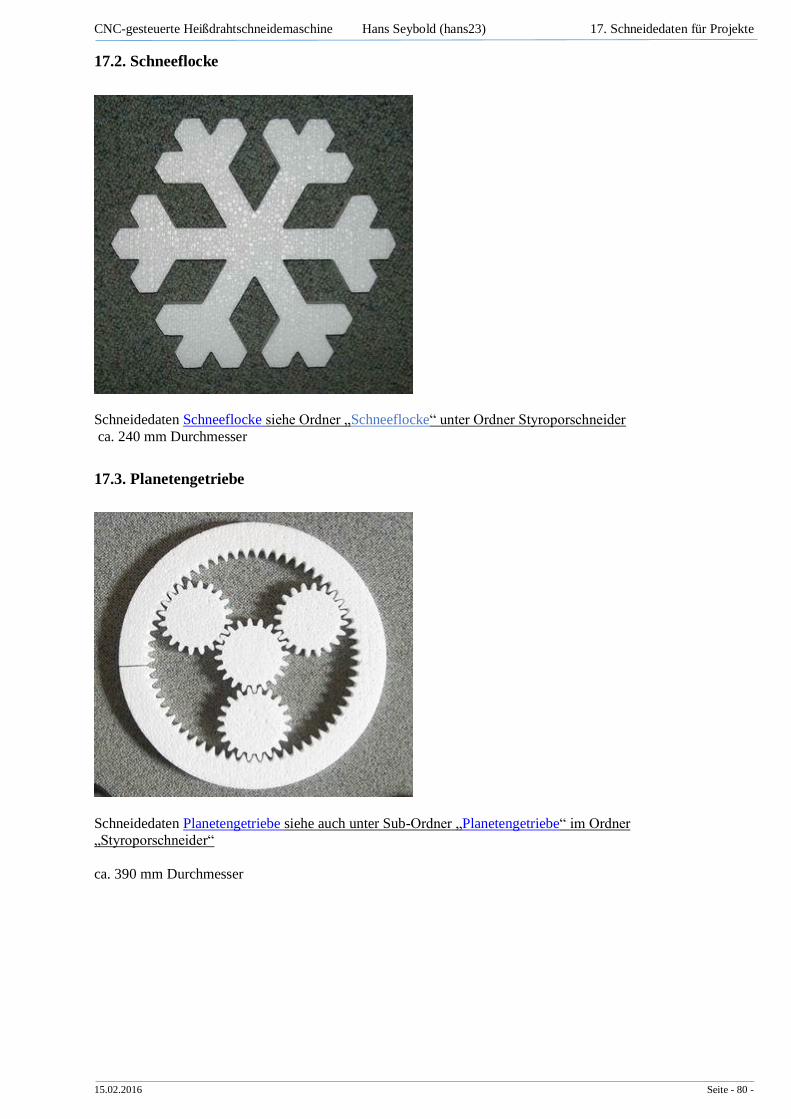
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 17. Schneidedaten für Projekte
15.02.2016 Seite - 80 -
17.2. Schneeflocke
Schneidedaten Schneeflocke siehe Ordner „Schneeflocke“ unter Ordner Styroporschneider
ca. 240 mm Durchmesser
17.3. Planetengetriebe
Schneidedaten Planetengetriebe siehe auch unter Sub-Ordner „Planetengetriebe“ im Ordner
„Styroporschneider“
ca. 390 mm Durchmesser
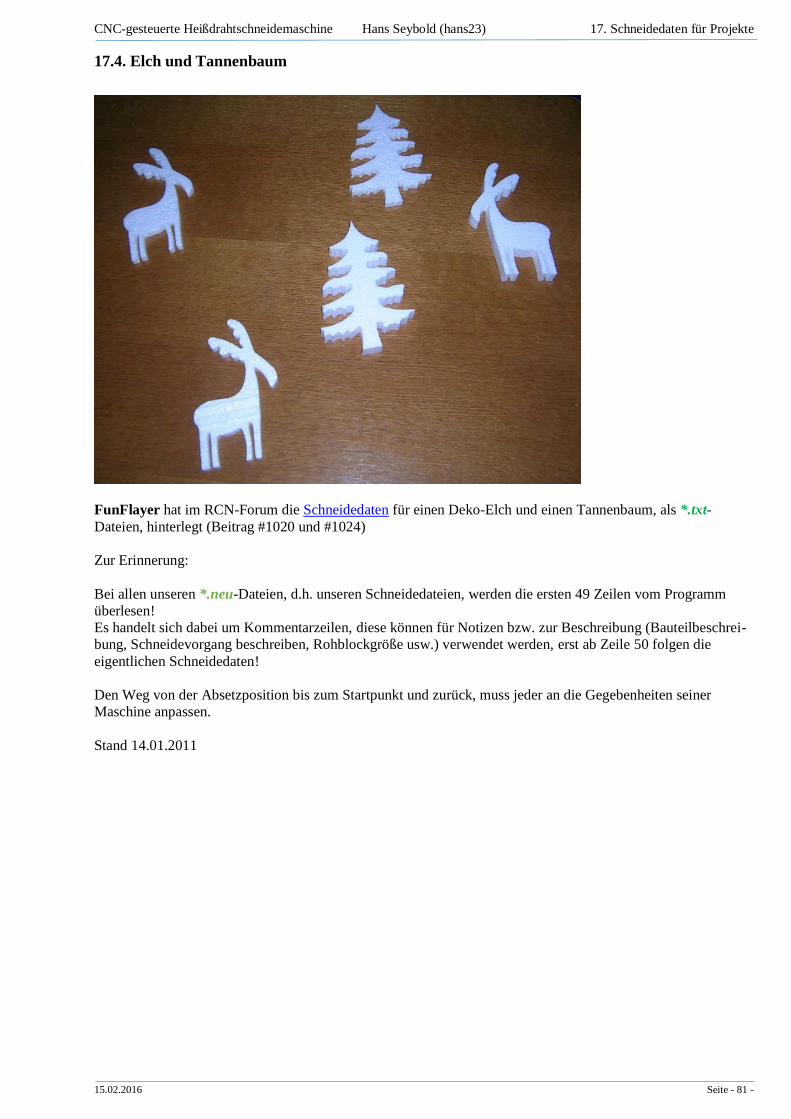
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 17. Schneidedaten für Projekte
15.02.2016 Seite - 81 -
17.4. Elch und Tannenbaum
FunFlayer hat im RCN-Forum die Schneidedaten für einen Deko-Elch und einen Tannenbaum, als *.txt-
Dateien, hinterlegt (Beitrag #1020 und #1024)
Zur Erinnerung:
Bei allen unseren *.neu-Dateien, d.h. unseren Schneidedateien, werden die ersten 49 Zeilen vom Programm
überlesen!
Es handelt sich dabei um Kommentarzeilen, diese können für Notizen bzw. zur Beschreibung (Bauteilbeschrei-
bung, Schneidevorgang beschreiben, Rohblockgröße usw.) verwendet werden, erst ab Zeile 50 folgen die
eigentlichen Schneidedaten!
Den Weg von der Absetzposition bis zum Startpunkt und zurück, muss jeder an die Gegebenheiten seiner
Maschine anpassen.
Stand 14.01.2011
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 18. Holmbohrungen schneiden
15.02.2016 Seite - 82 -
18. Holmbohrungen schneiden
Das Programm Holm__3.exe erstellt die Schneidedaten für eine zylindrische oder konische Holmbohrung.
(Alternativ kann auch das Programm KonZyl__4.exe verwendet werden.)
18.1 Vorgehensweise
In der Eingabemaske des Programms können alle nötigen Daten eingegeben werden (Koordinatenlage,
Durchmesser, Brennspurbreite jeweils für die Ost- und Westseite).
Die Ergebnisdaten werden anschließend aus der Datei Holm_99.neu per copy&pace in die Profil-Schneide-
daten-Datei eingestellt. Und zwar so, dass der Holmschnitt vor dem Profilschnitt, von oben in den Styroblock
erfolgt.
Entsprechend müssen in der Profil-Schneidedaten-Datei die Laufwege noch eingebessert werden.
Dabei hilft uns das Programm Track__6.exe.
Mit dieser Vorgehensweise ist die Lage der Holmbohrung unabhängig vom Profilschnitt. Allerdings kann der
Holmschnitt nur von oben in den Block erfolgen (oder von der Seite). Entsprechend muss das eigentliche Profil
gegebenenfalls auf den Rücken gelegt werden.
Dabei hilft uns das Programm Move__8.exe.
Stand 17.Jan.2010
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 19. Schneidedaten für einen Flugzeugrumpf
15.02.2016 Seite - 83 -
19. Schneidedaten für einen Flugzeugrumpf erstellen.
Ergänzung vom 21.11.2010:
Dazu gibt es verschiedene Wege:
Meine ursprüngliche Vorgehensweise beschreibe ich im folgenden Abschnitt (19.1 Rumpfprofile erstellen).
Dabei werden die Daten noch „händisch“ digitalisiert und mittels PROFILI Pro weiterbearbeitet.
Inzwischen gibt es DigiSpant__4.exe, damit kann man halbsymmetrische Rumpfspanten aus einer Zeichnung /
Bild (.bmp oder .jpg) heraus, per Mausclick, digitalisieren und in PROFILI Pro als „Profil“ importieren und
weiter bearbeiten. Das Vorgehen ist wie bei normalen Flügeln bis zu den fertigen Schneidedaten. PROFILI ge-
stattet in den aktuellen Versionen den Rumpfspant auszuhöhlen, die Schneidedaten an die Portalbreite der
Maschine anzupassen, berücksichtigt unterschiedliche Brennspuren und synchronisiert die Schneidewege. Er-
gebnis ist eine GCode-Datei für 4 Achsen, die nur noch in eine .neu-Datei (per
PROFILI_to_MyFormat_11.exe) gewandelt werden muss.
Vorteil: Der Ablauf in PROFILI ist zügig und weitgehend selbsterklärend.
Nachteil: PROFILI lässt nicht beliebige Konturen als „Profil“ zu.
Bei komplexen Rumpfspanten (die von Profili nicht akzeptiert werden) müssen die Rumpfspanten aus einer
Zeichnung/Bild heraus, mittels DigiMaus__2.exe digitalisiert und in einzelnen Schritten bis zu fertigen
Schneidedaten aufbereitet werden.
Dazu sind folgende Hilfsprogramme nötig:
Zoom__5.exe, Move_10.exe, Expand__4.exe, Sync__2.exe, Track__6.exe, Brennspur__3.exe, evtl. auch
Reverse__3.exe.
Mit Plot_Cut__7.exe werden die einzelnen Arbeitsschritte jeweils kontrolliert (gleiche Vorgehensweise, wie
unten im Abschnitt 19.4, oder auch im Kapitel Kapitel 11 beschrieben).
Eine weitere Vorgehensweise wird im RCN-Forum gezeigt: Juri digitalisiert seine Rumpfspanten mittels CAD-
Programm und wandelt die Daten über DXF2GCODE (Freeware) in eine GCode-Datei.
19.1 Rumpfprofile erstellen
Zuerst muss der Rumpf in Abschnitte unterteilt und die jeweiligen Rumpfspanten in einer Skizze dargestellt
werden, zum Beispiel so:
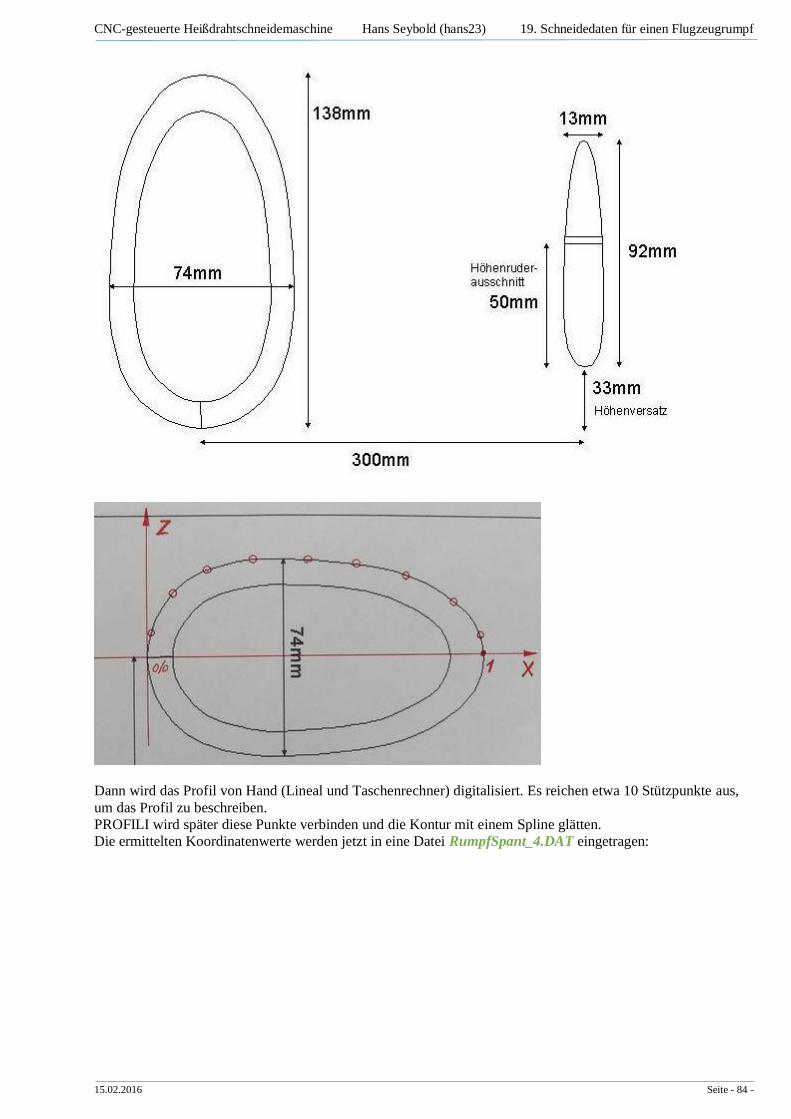
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 19. Schneidedaten für einen Flugzeugrumpf
15.02.2016 Seite - 84 -
Dann wird das Profil von Hand (Lineal und Taschenrechner) digitalisiert. Es reichen etwa 10 Stützpunkte aus,
um das Profil zu beschreiben.
PROFILI wird später diese Punkte verbinden und die Kontur mit einem Spline glätten.
Die ermittelten Koordinatenwerte werden jetzt in eine Datei RumpfSpant_4.DAT eingetragen:
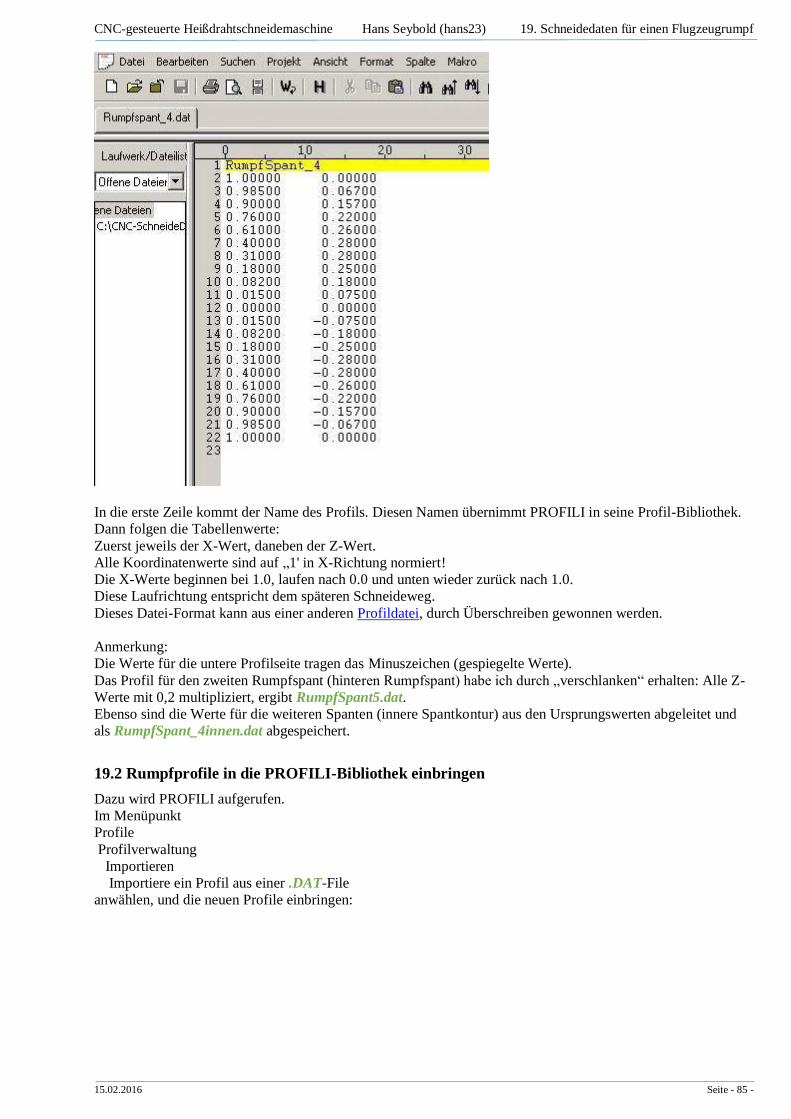
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 19. Schneidedaten für einen Flugzeugrumpf
15.02.2016 Seite - 85 -
In die erste Zeile kommt der Name des Profils. Diesen Namen übernimmt PROFILI in seine Profil-Bibliothek.
Dann folgen die Tabellenwerte:
Zuerst jeweils der X-Wert, daneben der Z-Wert.
Alle Koordinatenwerte sind auf „1' in X-Richtung normiert!
Die X-Werte beginnen bei 1.0, laufen nach 0.0 und unten wieder zurück nach 1.0.
Diese Laufrichtung entspricht dem späteren Schneideweg.
Dieses Datei-Format kann aus einer anderen Profildatei, durch Überschreiben gewonnen werden.
Anmerkung:
Die Werte für die untere Profilseite tragen das Minuszeichen (gespiegelte Werte).
Das Profil für den zweiten Rumpfspant (hinteren Rumpfspant) habe ich durch „verschlanken“ erhalten: Alle Z-
Werte mit 0,2 multipliziert, ergibt RumpfSpant5.dat.
Ebenso sind die Werte für die weiteren Spanten (innere Spantkontur) aus den Ursprungswerten abgeleitet und
als RumpfSpant_4innen.dat abgespeichert.
19.2 Rumpfprofile in die PROFILI-Bibliothek einbringen
Dazu wird PROFILI aufgerufen.
Im Menüpunkt
Profile
Profilverwaltung
Importieren
Importiere ein Profil aus einer .DAT-File
anwählen, und die neuen Profile einbringen:
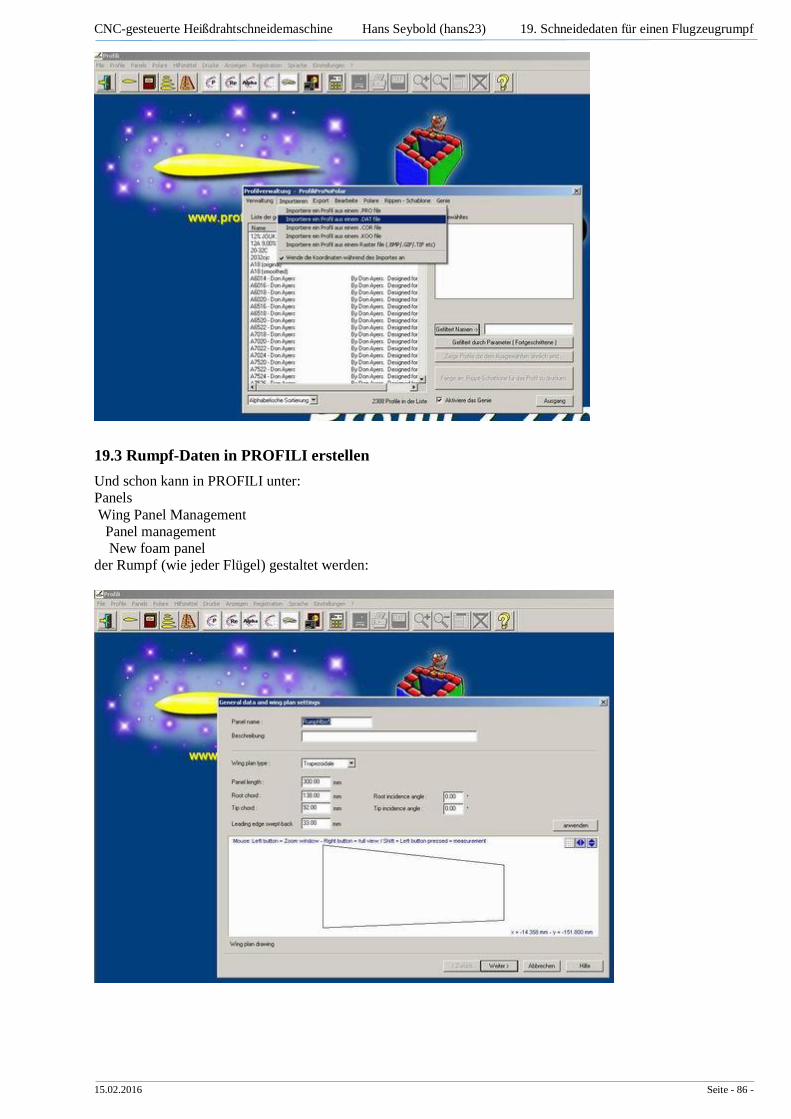
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 19. Schneidedaten für einen Flugzeugrumpf
15.02.2016 Seite - 86 -
19.3 Rumpf-Daten in PROFILI erstellen
Und schon kann in PROFILI unter:
Panels
Wing Panel Management
Panel management
New foam panel
der Rumpf (wie jeder Flügel) gestaltet werden:
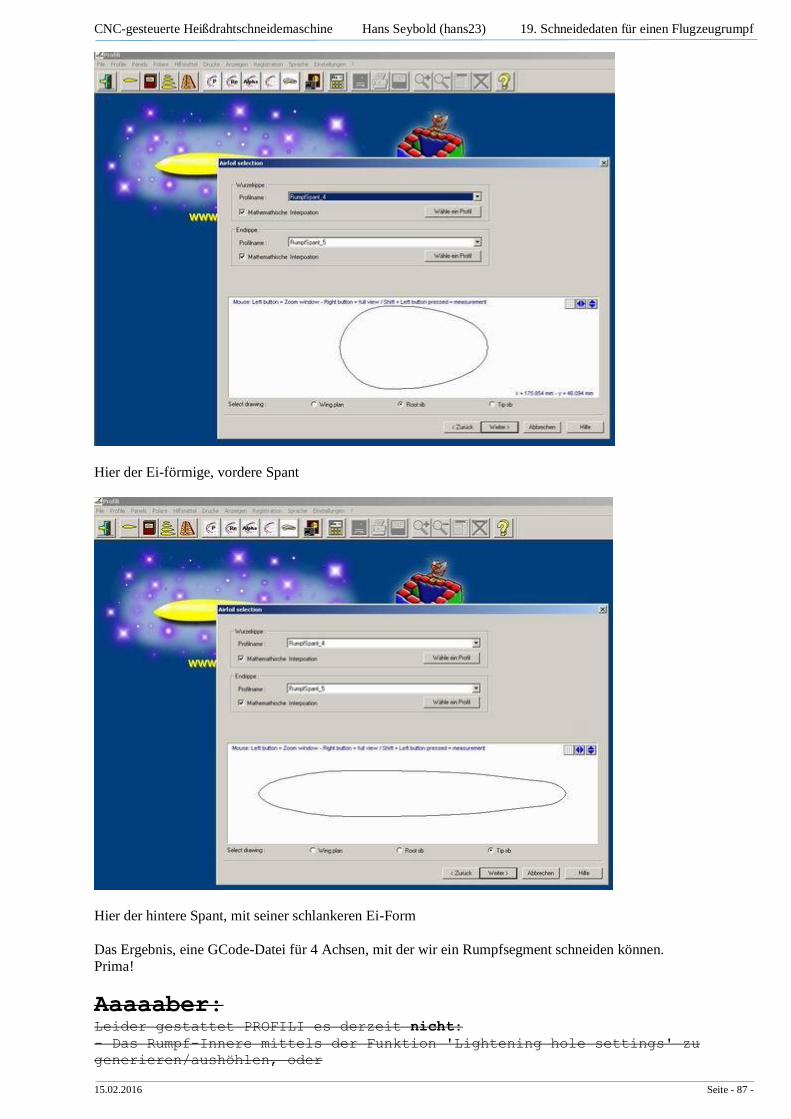
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 19. Schneidedaten für einen Flugzeugrumpf
15.02.2016 Seite - 87 -
Hier der Ei-förmige, vordere Spant
Hier der hintere Spant, mit seiner schlankeren Ei-Form
Das Ergebnis, eine GCode-Datei für 4 Achsen, mit der wir ein Rumpfsegment schneiden können.
Prima!
Aaaaaber:
Leider gestattet PROFILI es derzeit nicht:
- Das Rumpf-Innere mittels der Funktion 'Lightening hole settings' zu
generieren/aushöhlen, oder
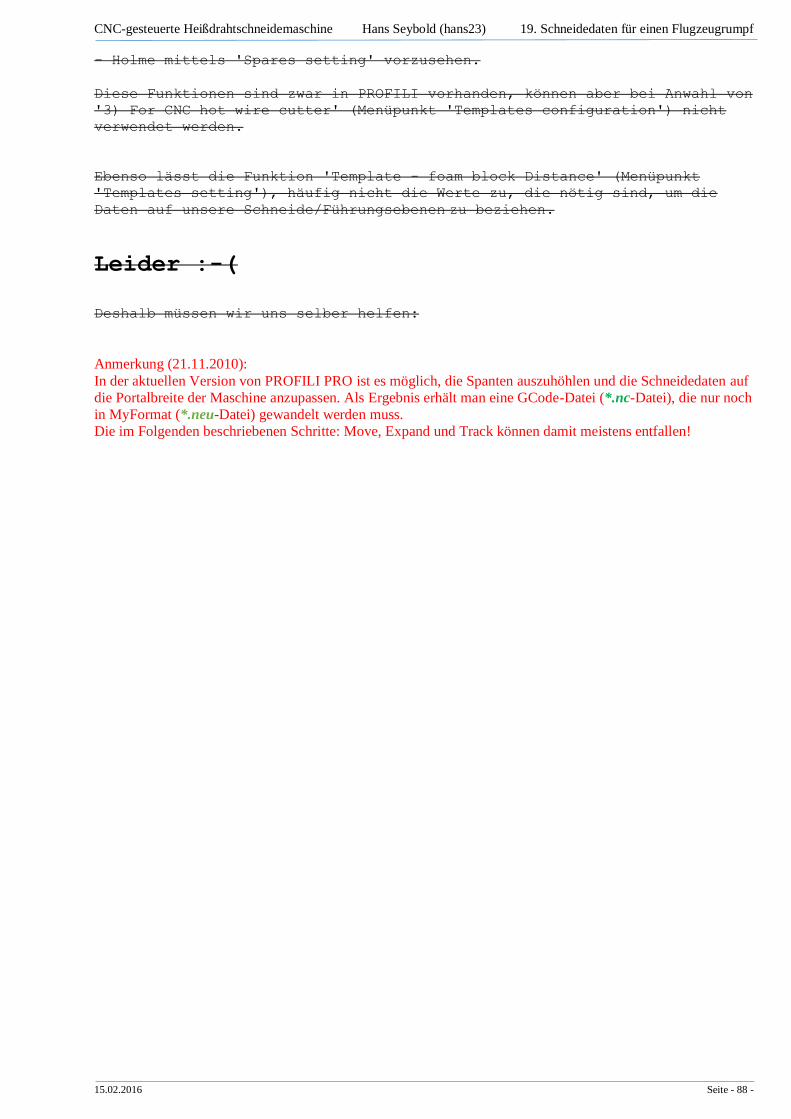
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 19. Schneidedaten für einen Flugzeugrumpf
15.02.2016 Seite - 88 -
- Holme mittels 'Spares setting' vorzusehen.
Diese Funktionen sind zwar in PROFILI vorhanden, können aber bei Anwahl von
'3) For CNC hot wire cutter' (Menüpunkt 'Templates configuration') nicht
verwendet werden.
Ebenso lässt die Funktion 'Template - foam block Distance' (Menüpunkt
'Templates setting'), häufig nicht die Werte zu, die nötig sind, um die
Daten auf unsere Schneide/Führungsebenen zu beziehen.
Leider :-(
Deshalb müssen wir uns selber helfen:
Anmerkung (21.11.2010):
In der aktuellen Version von PROFILI PRO ist es möglich, die Spanten auszuhöhlen und die Schneidedaten auf
die Portalbreite der Maschine anzupassen. Als Ergebnis erhält man eine GCode-Datei (*.nc-Datei), die nur noch
in MyFormat (*.neu-Datei) gewandelt werden muss.
Die im Folgenden beschriebenen Schritte: Move, Expand und Track können damit meistens entfallen!
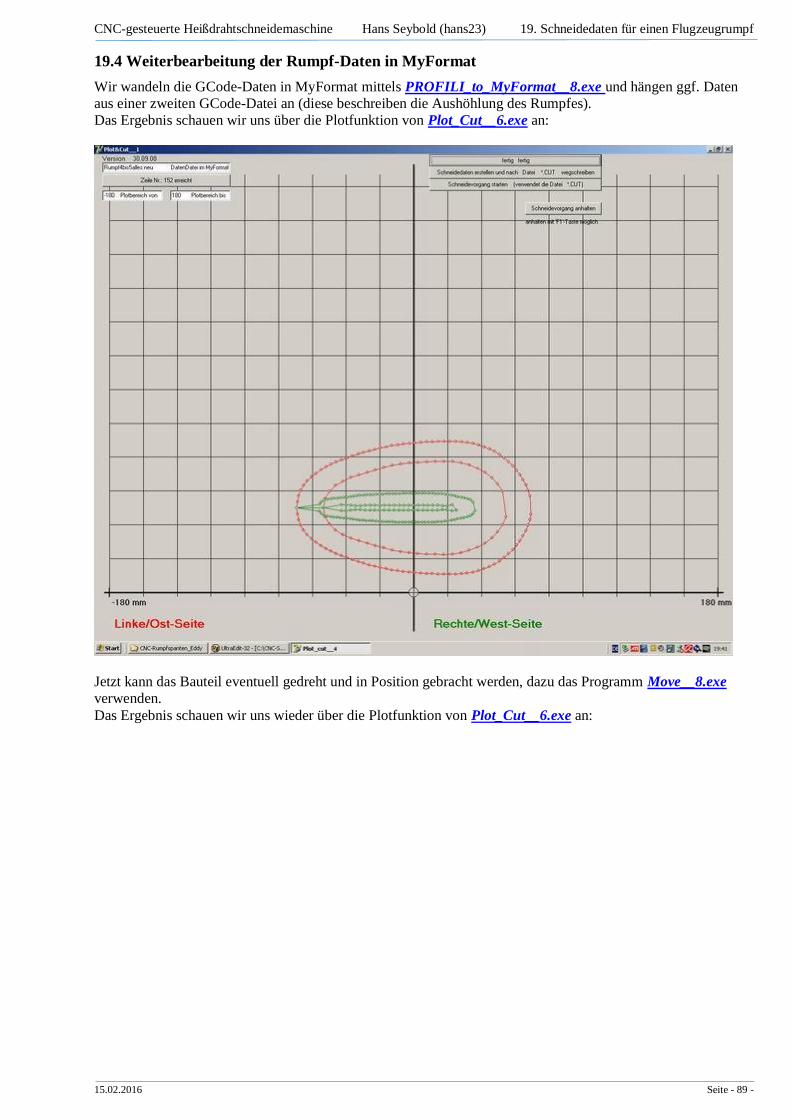
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 19. Schneidedaten für einen Flugzeugrumpf
15.02.2016 Seite - 89 -
19.4 Weiterbearbeitung der Rumpf-Daten in MyFormat
Wir wandeln die GCode-Daten in MyFormat mittels PROFILI_to_MyFormat__8.exe und hängen ggf. Daten
aus einer zweiten GCode-Datei an (diese beschreiben die Aushöhlung des Rumpfes).
Das Ergebnis schauen wir uns über die Plotfunktion von Plot_Cut__6.exe an:
Jetzt kann das Bauteil eventuell gedreht und in Position gebracht werden, dazu das Programm Move__8.exe
verwenden.
Das Ergebnis schauen wir uns wieder über die Plotfunktion von Plot_Cut__6.exe an:
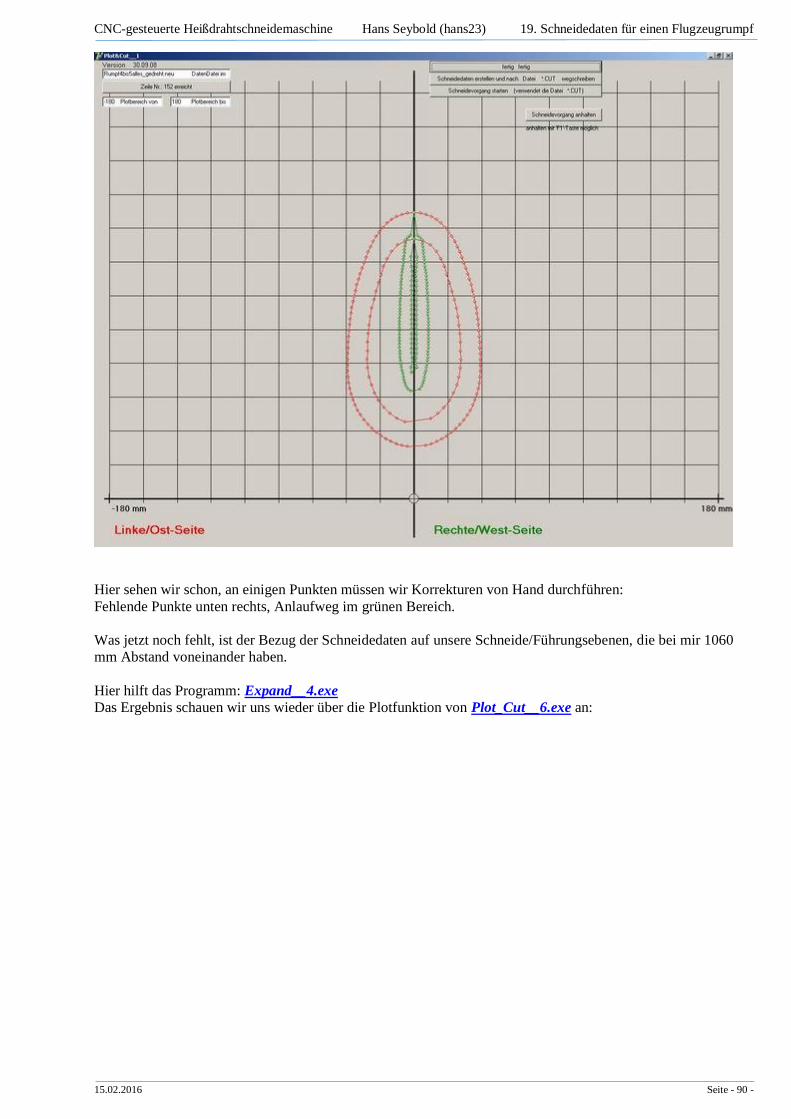
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 19. Schneidedaten für einen Flugzeugrumpf
15.02.2016 Seite - 90 -
Hier sehen wir schon, an einigen Punkten müssen wir Korrekturen von Hand durchführen:
Fehlende Punkte unten rechts, Anlaufweg im grünen Bereich.
Was jetzt noch fehlt, ist der Bezug der Schneidedaten auf unsere Schneide/Führungsebenen, die bei mir 1060
mm Abstand voneinander haben.
Hier hilft das Programm: Expand__4.exe
Das Ergebnis schauen wir uns wieder über die Plotfunktion von Plot_Cut__6.exe an:
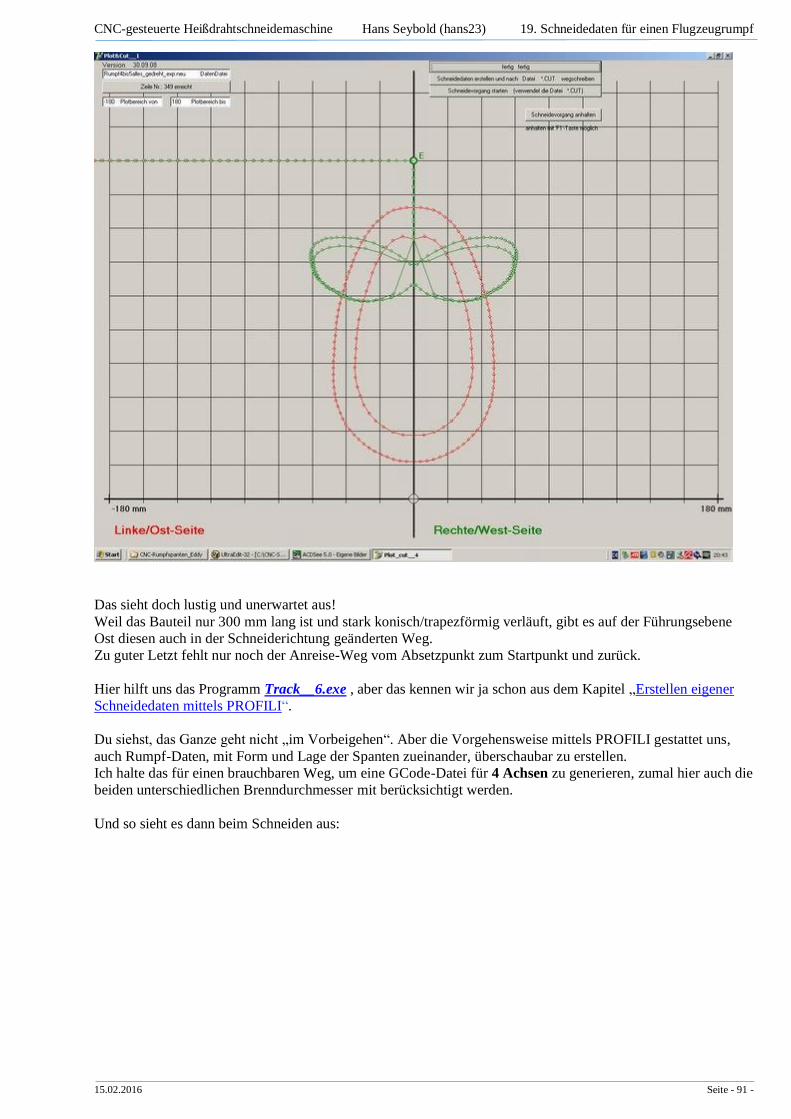
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 19. Schneidedaten für einen Flugzeugrumpf
15.02.2016 Seite - 91 -
Das sieht doch lustig und unerwartet aus!
Weil das Bauteil nur 300 mm lang ist und stark konisch/trapezförmig verläuft, gibt es auf der Führungsebene
Ost diesen auch in der Schneiderichtung geänderten Weg.
Zu guter Letzt fehlt nur noch der Anreise-Weg vom Absetzpunkt zum Startpunkt und zurück.
Hier hilft uns das Programm Track__6.exe , aber das kennen wir ja schon aus dem Kapitel „Erstellen eigener
Schneidedaten mittels PROFILI“.
Du siehst, das Ganze geht nicht „im Vorbeigehen“. Aber die Vorgehensweise mittels PROFILI gestattet uns,
auch Rumpf-Daten, mit Form und Lage der Spanten zueinander, überschaubar zu erstellen.
Ich halte das für einen brauchbaren Weg, um eine GCode-Datei für 4 Achsen zu generieren, zumal hier auch die
beiden unterschiedlichen Brenndurchmesser mit berücksichtigt werden.
Und so sieht es dann beim Schneiden aus:
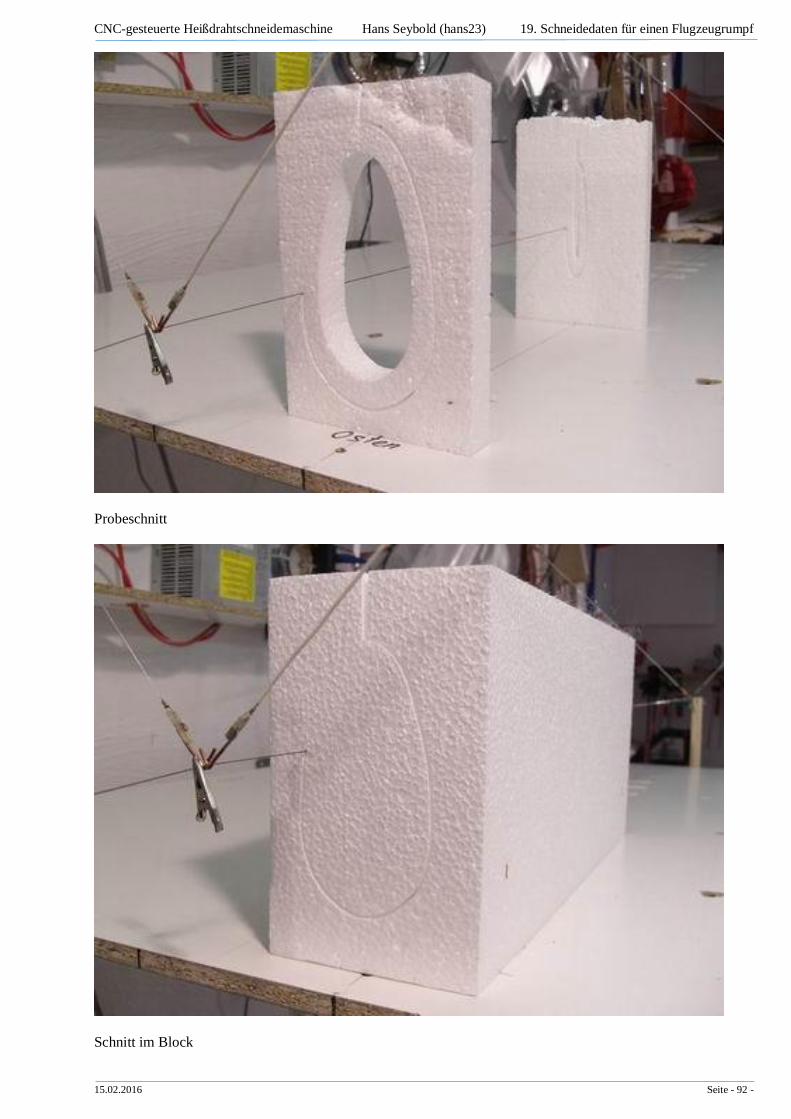
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 19. Schneidedaten für einen Flugzeugrumpf
15.02.2016 Seite - 92 -
Probeschnitt
Schnitt im Block

CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 19. Schneidedaten für einen Flugzeugrumpf
15.02.2016 Seite - 93 -
Fertiger Rumpf-Abschnitt
Stand 23.Feb.2010
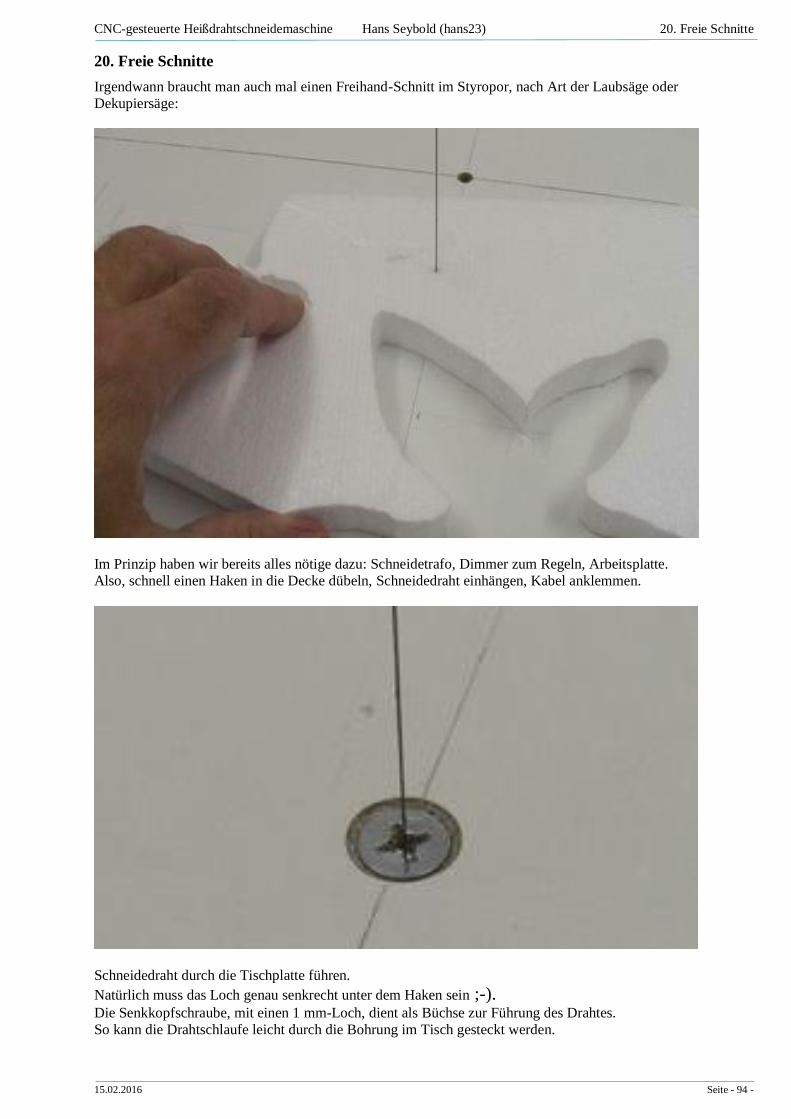
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 20. Freie Schnitte
15.02.2016 Seite - 94 -
20. Freie Schnitte
Irgendwann braucht man auch mal einen Freihand-Schnitt im Styropor, nach Art der Laubsäge oder
Dekupiersäge:
Im Prinzip haben wir bereits alles nötige dazu: Schneidetrafo, Dimmer zum Regeln, Arbeitsplatte.
Also, schnell einen Haken in die Decke dübeln, Schneidedraht einhängen, Kabel anklemmen.
Schneidedraht durch die Tischplatte führen.
Natürlich muss das Loch genau senkrecht unter dem Haken sein ;-). Die Senkkopfschraube, mit einen 1 mm-Loch, dient als Büchse zur Führung des Drahtes.
So kann die Drahtschlaufe leicht durch die Bohrung im Tisch gesteckt werden.
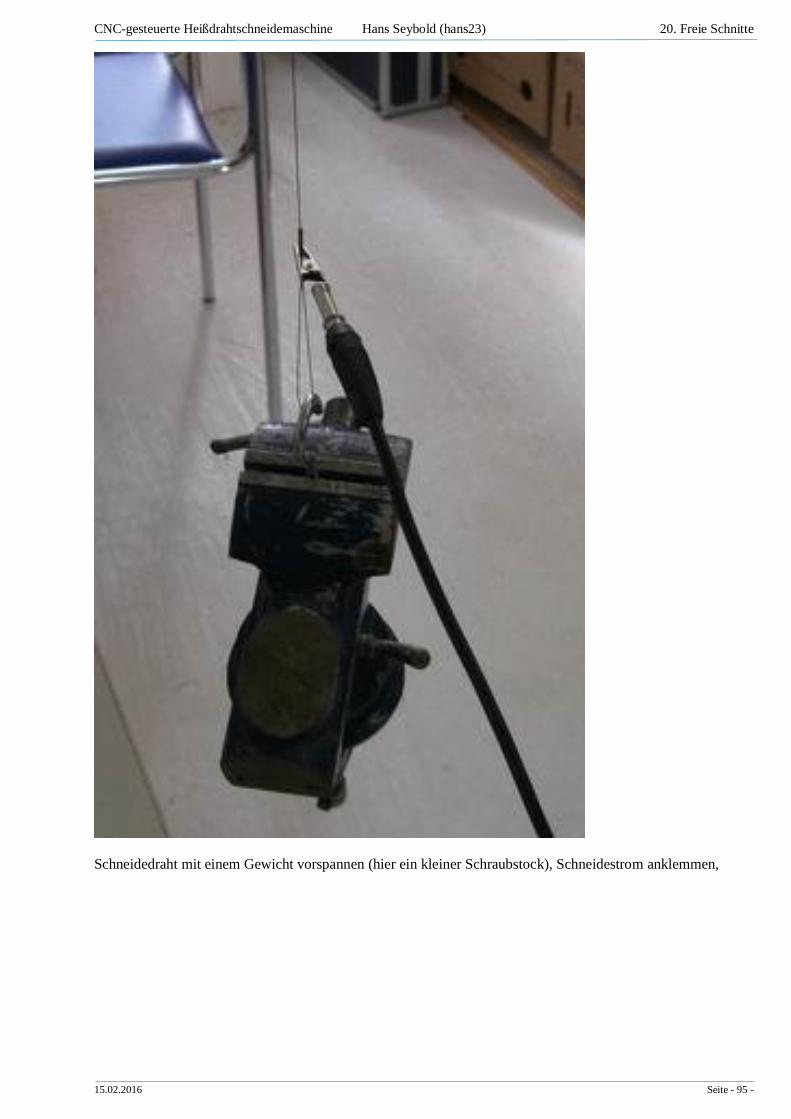
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 20. Freie Schnitte
15.02.2016 Seite - 95 -
Schneidedraht mit einem Gewicht vorspannen (hier ein kleiner Schraubstock), Schneidestrom anklemmen,

CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 20. Freie Schnitte
15.02.2016 Seite - 96 -
Schon kann geschnitten werden.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) 20. Freie Schnitte
15.02.2016 Seite - 97 -
Und so wird anschließend alles an der Decke „aufgeräumt'.
Stand 29. Mai 2009
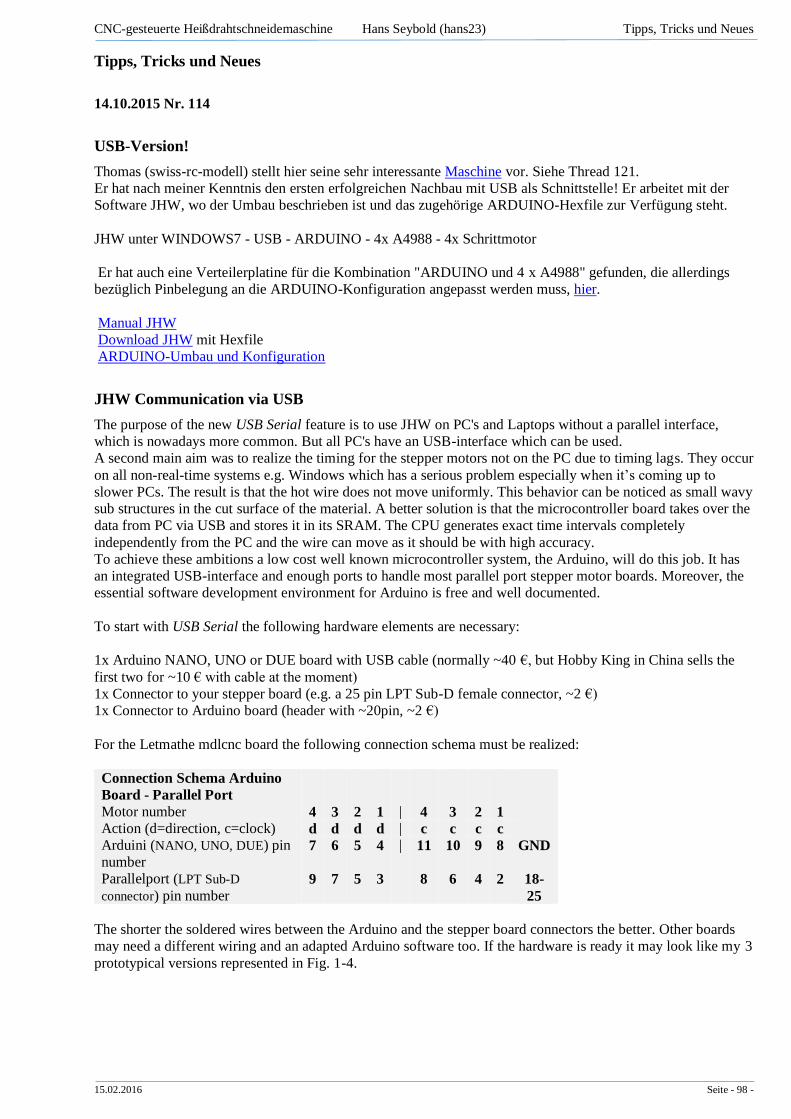
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 98 -
Tipps, Tricks und Neues
14.10.2015 Nr. 114
USB-Version!
Thomas (swiss-rc-modell) stellt hier seine sehr interessante Maschine vor. Siehe Thread 121.
Er hat nach meiner Kenntnis den ersten erfolgreichen Nachbau mit USB als Schnittstelle! Er arbeitet mit der
Software JHW, wo der Umbau beschrieben ist und das zugehörige ARDUINO-Hexfile zur Verfügung steht.
JHW unter WINDOWS7 - USB - ARDUINO - 4x A4988 - 4x Schrittmotor
Er hat auch eine Verteilerplatine für die Kombination "ARDUINO und 4 x A4988" gefunden, die allerdings
bezüglich Pinbelegung an die ARDUINO-Konfiguration angepasst werden muss, hier.
Manual JHW
Download JHW mit Hexfile
ARDUINO-Umbau und Konfiguration
JHW Communication via USB
The purpose of the new USB Serial feature is to use JHW on PC's and Laptops without a parallel interface,
which is nowadays more common. But all PC's have an USB-interface which can be used.
A second main aim was to realize the timing for the stepper motors not on the PC due to timing lags. They occur
on all non-real-time systems e.g. Windows which has a serious problem especially when it’s coming up to
slower PCs. The result is that the hot wire does not move uniformly. This behavior can be noticed as small wavy
sub structures in the cut surface of the material. A better solution is that the microcontroller board takes over the
data from PC via USB and stores it in its SRAM. The CPU generates exact time intervals completely
independently from the PC and the wire can move as it should be with high accuracy.
To achieve these ambitions a low cost well known microcontroller system, the Arduino, will do this job. It has
an integrated USB-interface and enough ports to handle most parallel port stepper motor boards. Moreover, the
essential software development environment for Arduino is free and well documented.
To start with USB Serial the following hardware elements are necessary:
1x Arduino NANO, UNO or DUE board with USB cable (normally ~40 €, but Hobby King in China sells the
first two for ~10 € with cable at the moment)
1x Connector to your stepper board (e.g. a 25 pin LPT Sub-D female connector, ~2 €)
1x Connector to Arduino board (header with ~20pin, ~2 €)
For the Letmathe mdlcnc board the following connection schema must be realized:
Connection Schema Arduino
Board - Parallel Port
Motor number 4 3 2 1 | 4 3 2 1 Action (d=direction, c=clock) d d d d | c c c c Arduini (NANO, UNO, DUE) pin
number 7 6 5 4 | 11 10 9 8 GND
Parallelport (LPT Sub-D
connector) pin number
9 7 5 3 8 6 4 2 18-
25
The shorter the soldered wires between the Arduino and the stepper board connectors the better. Other boards
may need a different wiring and an adapted Arduino software too. If the hardware is ready it may look like my 3
prototypical versions represented in Fig. 1-4.
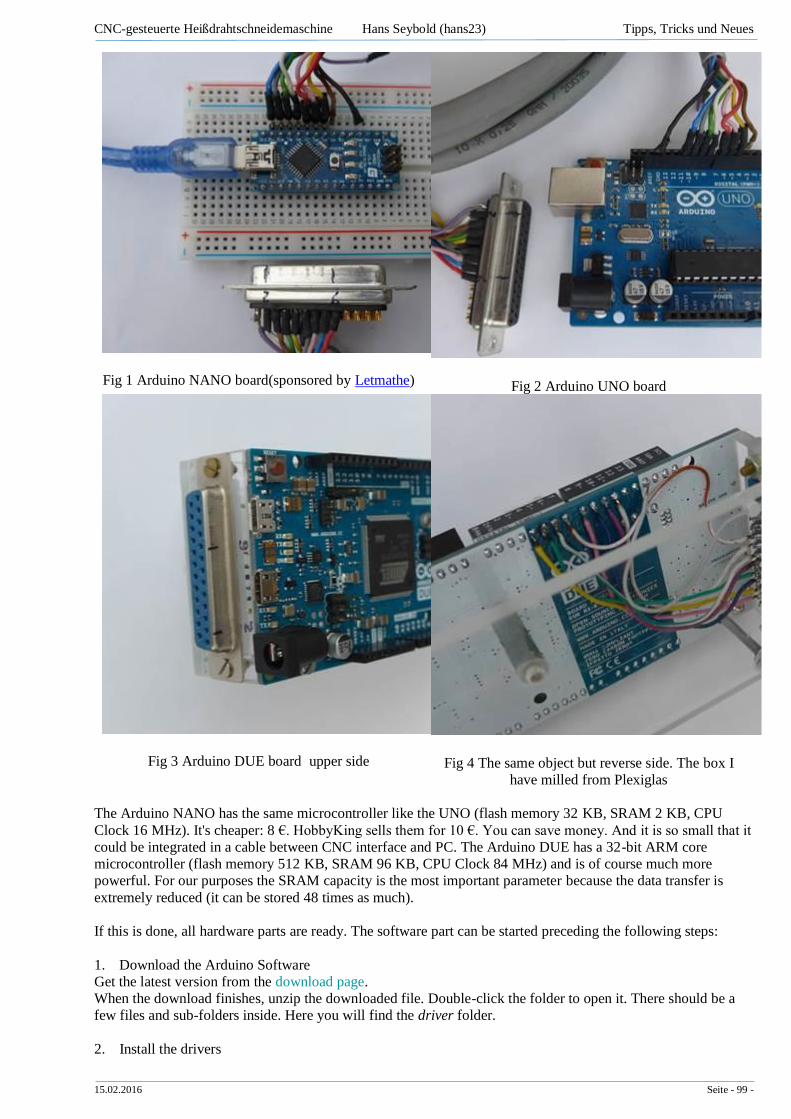
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 99 -
Fig 1 Arduino NANO board(sponsored by Letmathe)
Fig 2 Arduino UNO board
Fig 3 Arduino DUE board upper side
Fig 4 The same object but reverse side. The box I
have milled from Plexiglas
The Arduino NANO has the same microcontroller like the UNO (flash memory 32 KB, SRAM 2 KB, CPU
Clock 16 MHz). It's cheaper: 8 €. HobbyKing sells them for 10 €. You can save money. And it is so small that it
could be integrated in a cable between CNC interface and PC. The Arduino DUE has a 32-bit ARM core
microcontroller (flash memory 512 KB, SRAM 96 KB, CPU Clock 84 MHz) and is of course much more
powerful. For our purposes the SRAM capacity is the most important parameter because the data transfer is
extremely reduced (it can be stored 48 times as much).
If this is done, all hardware parts are ready. The software part can be started preceding the following steps:
1. Download the Arduino Software
Get the latest version from the download page.
When the download finishes, unzip the downloaded file. Double-click the folder to open it. There should be a
few files and sub-folders inside. Here you will find the driver folder.
2. Install the drivers
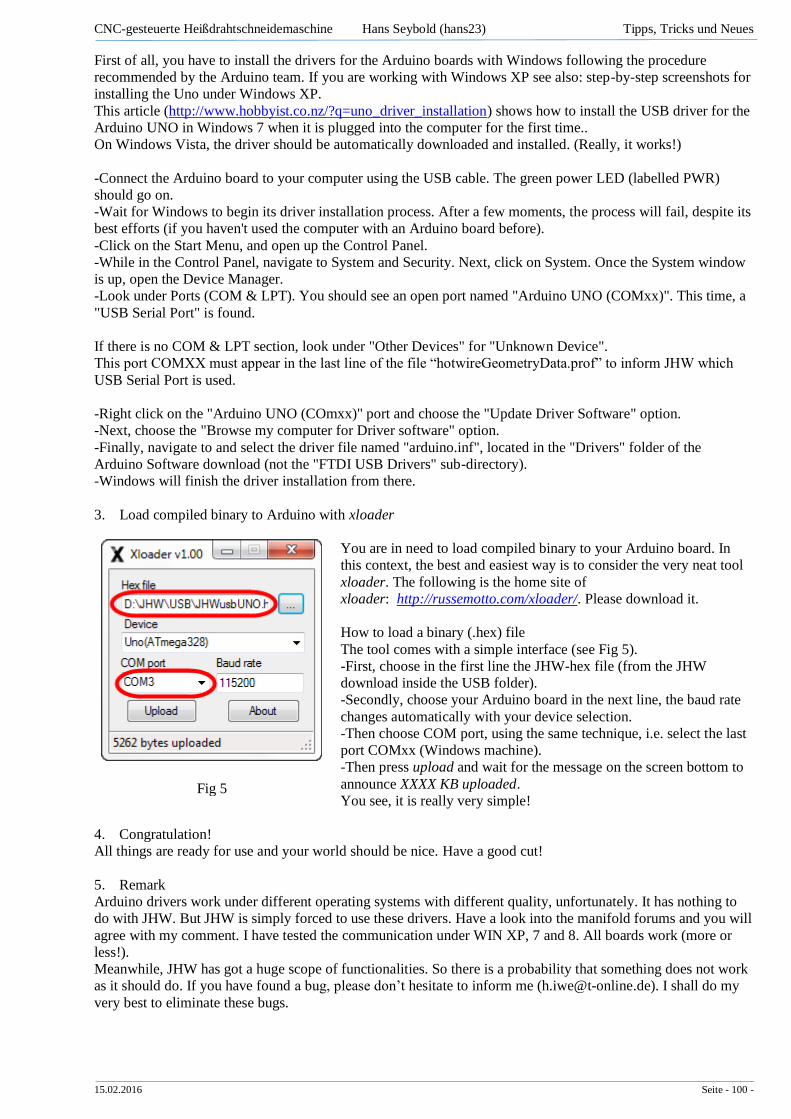
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 100 -
First of all, you have to install the drivers for the Arduino boards with Windows following the procedure
recommended by the Arduino team. If you are working with Windows XP see also: step-by-step screenshots for
installing the Uno under Windows XP.
This article (http://www.hobbyist.co.nz/?q=uno_driver_installation) shows how to install the USB driver for the
Arduino UNO in Windows 7 when it is plugged into the computer for the first time..
On Windows Vista, the driver should be automatically downloaded and installed. (Really, it works!)
-Connect the Arduino board to your computer using the USB cable. The green power LED (labelled PWR)
should go on.
-Wait for Windows to begin its driver installation process. After a few moments, the process will fail, despite its
best efforts (if you haven't used the computer with an Arduino board before).
-Click on the Start Menu, and open up the Control Panel.
-While in the Control Panel, navigate to System and Security. Next, click on System. Once the System window
is up, open the Device Manager.
-Look under Ports (COM & LPT). You should see an open port named "Arduino UNO (COMxx)". This time, a
"USB Serial Port" is found.
If there is no COM & LPT section, look under "Other Devices" for "Unknown Device".
This port COMXX must appear in the last line of the file “hotwireGeometryData.prof” to inform JHW which
USB Serial Port is used.
-Right click on the "Arduino UNO (COmxx)" port and choose the "Update Driver Software" option.
-Next, choose the "Browse my computer for Driver software" option.
-Finally, navigate to and select the driver file named "arduino.inf", located in the "Drivers" folder of the
Arduino Software download (not the "FTDI USB Drivers" sub-directory).
-Windows will finish the driver installation from there.
3. Load compiled binary to Arduino with xloader
You are in need to load compiled binary to your Arduino board. In
this context, the best and easiest way is to consider the very neat tool
xloader. The following is the home site of
xloader: http://russemotto.com/xloader/. Please download it.
How to load a binary (.hex) file
The tool comes with a simple interface (see Fig 5).
-First, choose in the first line the JHW-hex file (from the JHW
download inside the USB folder).
-Secondly, choose your Arduino board in the next line, the baud rate
changes automatically with your device selection.
-Then choose COM port, using the same technique, i.e. select the last
port COMxx (Windows machine).
-Then press upload and wait for the message on the screen bottom to
announce XXXX KB uploaded.
You see, it is really very simple!
4. Congratulation!
All things are ready for use and your world should be nice. Have a good cut!
5. Remark
Arduino drivers work under different operating systems with different quality, unfortunately. It has nothing to
do with JHW. But JHW is simply forced to use these drivers. Have a look into the manifold forums and you will
agree with my comment. I have tested the communication under WIN XP, 7 and 8. All boards work (more or
less!).
Meanwhile, JHW has got a huge scope of functionalities. So there is a probability that something does not work
as it should do. If you have found a bug, please don’t hesitate to inform me ([email protected]). I shall do my
very best to eliminate these bugs.
Fig 5
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 101 -
Bezugsquelle (Beispiel)
Anleitung A4988 (Pinbelegung, Microstep, Strombegrenzung)
Projektarbeit zum Thema
Nebenbei bemerkt:
Letmathe bietet auch ein Interface an für JHW mit USB (habe ich gerade im Internet-Shop gefunden) in
Verbindung mit der MDLCNC-Schrittmotorkarte.
12.09.2015 Nr. 113
Hab ich heute auf RCGroup (US-Forum) gefunden, eine Maschine aus Argentinien. Auch wenn der Verfasser
keine Quelle angibt und keine Fertigmeldung macht, möchte ich seine Maschine hier mit einreihen und per
link vorstellen.
05.09.2015 ... und wieder eine!
Wandsi/Holger aus Hamburg hat eine Fertigmeldung geschickt. Er hat sogar schon seine Seriennummer, die
112, aus Styro geschnitten! Hier sein Beweisfoto im RCN-Forum.
30.03.2015 ... gestern zwei, heute schon wieder eine!
MolDy hat eine Fertigmeldung geschickt. Er bekommt die 111. Hier sein Beweisfoto im RCN-Forum.
29.03.2015 ... und wieder eine, nein zwei am gleichen Tag!
Patrik hat eine Fertigmeldung geschickt. Er bekommt die 110. Bilder seiner Maschine hier, hier und hier. Er
konnte seine Baukosten mit 150 € auch erfreulich niedrig halten. Er verwendet diese sehr interessanten Module
zur Motorsteuerung: A4988 für unter 2 €/Stck. (z.B.:ebay 361199876408)
Strom regelbar bis 2A, Spannung bis 35V, Step- und Dir-Eingang, 1 bis 1/16 Schritt einstellbar
Die dadurch mögliche, hohe Schrittzahl von 3200 pro Umdr. ist allerdings mit WINDOWS nicht störungsfrei zu
erreichen, er arbeitet deshalb mit LinuxCNC (EMC2). Hier sein Bericht im RCN-Forum.
Max hat seine Fertigmeldung telefonisch übermittelt. Er bekommt die 109.
Hier hat Max noch Bilder seiner Maschine nachgeliefert: Bild_1, Bild_2, Bild_3, Bild_4, Bild_5 und Bild_6
10.03.2015 Uffe aus Dänemark hat mir eine Fertigmeldung geschickt.
Seine Besonderheit, er blieb mit den Baukosten unter 50 €! z.B. Schrittmotoren aus alten Druckern und eine
Steuerung nach dem alten Schaltplan in Veroboard-Technik haben dies möglich gemacht.
Er bekommt die 108. Hier ein Bild seine Maschine und hier und hier zwei Videos dazu.
29.01.2015 Es sind zwei Brüder aus Shadrinsk, Russland, die mir eine Fertigmeldung geschickt haben.
Sie bekommen die 107. Ihre Dokumentation haben sie auf YouTube abgelegt: Video1, Video2, Video3
28.11.2014 Hier mal eine andere Anwendung für Seilwinden:
Schönes Projekt, mit schönem Namen, Polargraph
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 102 -
02.10.2014 und wieder einer!
Artur (Falke1967) hat eine Fertigmeldung geschickt. Er bekommt die 106.
Danke für die gute Beschreibung und die Bilder zu deiner Maschine.
22.08.2014 Thomas (Nemo1964) hat eine Fertigmeldung geschickt. Er bekommt die 105 und die Bilder zu
seiner Maschine.
24.04.2014 Thomas (TSc) hat eine Fertigmeldung geschickt. Er bekommt die 104 Hier seine Maschine.
15.02.2014 Wassilij, Leiter einer Kinder-Modellflug-Gruppe aus der Ukraine, hat eine Fertigmeldung
geschickt. Er bekommt die 103. Bis auf die Schrittmotorsteuerung hat er lauter Recycling-Teile verwendet; alte
Trafos für die Stromversorgung, Schrittmotoren aus alten Druckern usw. Bild_1, Bild_2, Bild_3
Hier noch Bilder/Beiträge aus einem russischen Forum: Bild_4, Bild_5, Bild_6.
Besonders darüber gefreut hat sich sein Waldi:
10.02.2014 Günter hat eine Fertigmeldung geschickt. Er bekommt die 102. Hier seine Maschine
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 103 -
03.02.2014 Pin1 Letmathe-Steuerung
Dieses Thema hat uns auch mehrfach beschäftigt. Depronvernichter hat hier eine anschauliche
Zusammenfassung eingestellt.
14.12.2013... und weiter geht‘s
Lukas hat eine Fertigmeldung geschickt. Er bekommt die 101. Hier sein Beweisfoto und Bilder seiner
Maschine: Bild1, Bild2
28.11.2013 Bei JHW gibt‘s wieder eine neue Version! Heino hat die Genauigkeit seines Programms im Hinblick auf die geometrischen und mathematischen Abläufe
nochmal erhöht. Jetzt ist selbst der Feinrippel an den Oberflächen nicht mehr sichtbar.
Ja, und wer so genau arbeiten will, der kann auch diese Schnur verwenden, die extrem vorgereckt ist und eine
genaue, reproduzierbare Kalibrierung von Anfang an ermöglicht:
Climax Protec rot (gibt‘s im Drachenladen) diameter = 0,3 mm; 25 kp; ANr: e-1011120
Heino ist gerade dabei, den Brenndurchmesser bei der Schneide-Datenerstellung mit zu berücksichtigen. Da
kann man dann auch ohne PROFILI schon mal Daten erstellen und Teile schneiden.
JHW Software zur Erstellung von Schneidedaten und zum Betrieb einer Styroschneide nach dem
Seilwindenprinzip.
Download hier Manual hier
20.11.2013 es ist geschafft!
Nach 5 Jahren online, mit über 100.000 Besuchern auf meiner Homepage, geht die
nach Niederösterreich, an Andreas!
Hier sein Beweisfoto, sein Bildschirm mit Steuerung und die Motoraufhängung,
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 104 -
Preis hab‘ ich leider keinen zu vergeben, (nicht einmal die Schneidedatei für den Lorbeerkranz) aber ich denke,
die ganze Hotwire-Gemeinde wird sich mitfreuen!
11.11.2013 Die 99 geht nach Wien, an Klaus! Hier sein Beweisfoto und sein Arbeitsplatz in der
Schneidegrotte: Bild1, Bild2
04.11.2013 Johannes hat eine Fertigmeldung geschickt. Er bekommt die 98. Er hat seine Schneeflocken gleich
gewinnbringend untergebracht: Bild1, Bild2
16.10.2013 In diesem russischen Forum tauschen sich zwei CNC-Hotwire-Betreiber aus: toreo aus Kazan und
Valery aus Magadan. Auch in diesem Fall steht boroda_de beratend zur Seite.
Für diese beiden, mir bisher nicht bekannten Nachbauten vergebe ich die Seriennummern 96 und 97.
04.08.2013 Entgegen meiner Erwartung ist das Flämmchen CNC-Hotwire wieder entfacht worden, es gibt einen
weiteren Nachbau: Den 95. Nachbau meldet Konstantin aus Omsk, er hat drei kurze Videos von seiner
Maschine in YouTube eingestellt, hier.
18.02.2013 Den 94. Nachbau meldet Ivan, hier ein Bild seiner überbreiten Maschine.
04.01.2013 Den 93. Nachbau meldet Toni hier, aber er ist uns noch Beweisfotos schuldig ;-)
02.01.2013 JHW, Programm zum Schneiden und Erstellen von Schneidedaten
Heino hat sein Programm überarbeitet! Speziell beim Editor gibt es Neuigkeiten:
- Nachzeichnen einer Bildvorlage
- Freihandzeichnungen
- Punkteditor durch Mauseditor ersetzt
JHW, v. 1.0.7 download hier
Manual hier
Zur Erinnerung:
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 105 -
- JHW berücksichtigt beim Schneiden den Windendurchmesser und ermöglicht damit besonders präzise
Schnitte!
Es sind keine Umlenkösen nötig, Wickelrichtung wie bei EMC2!
- Einfache Kalibrierung, leichtes Verfahren des Schneidebügels „per Hand“
- Punktedichte automatisch 3 mm
- Schneidegeschwindigkeit leicht änderbar
- GCode direkt lesbar
31.12.2012 Der 92. Nachbau. Horst stellt hier seine Styroschneide vor. Sein sauberer Aufbau und die
Detaillösung mit den Führungsstangen sind sehenswert!
29.11.2012 Der 91. Nachbau. Schon Ende September hat Ronny seine Maschine vorgestellt, allerdings war er
seinerzeit noch nicht ganz arbeitsfähig. Inzwischen läuft auch seine Styroschneide!
25.10.2012 Den 90. Nachbau meldet Michael.
Das Herz seiner Maschine, hier. Techn. Daten hier.
25.10.2012 Den 89. Nachbau meldet Daniel.
Bilder seiner Maschine mit techn. Daten folgen in Kürze.
11.08.2012 Den 88. Nachbau meldet Ludger.
Bilder seiner Maschine mit techn. Daten, hier und in den folgenden Beiträgen im RCN-Forum.
04.08.2012 Den 87. Nachbau meldet MalteS. Hier Bilder seiner Maschine mit techn. Daten.
11.07.2012 Den 86. Nachbau meldet Toni. Hier Bilder seiner Maschine und techn. Daten.
01.07.2012 Den 85. Nachbau meldet Andrey (aus Russland). Hier ein Bild seiner Maschine. Er führt seine
Seile über Umlenkösen.
24.06.2012 Den 84. Nachbau meldet Florian. Hier die technische Beschreibung und Bilder seiner Maschine.
12.06.2012 Den 83. Nachbau meldet Christoph. Hier ein Bild seiner Maschine. Er arbeitet mit COREL,
wandelt die Daten in *.neu und schneidet mit PlotCut.
12.06.2012 Schneidepfad aus Illustrator-Figur Für alle, die Schneidedaten aus einer ADOBE-Illustrator-Figur
erstellen wollen, zeigt Ruedi (aus der Schweiz), wie es geht. Sein Bericht hier.
06.06.2012 Konische/trapezförmige Schnitte Für extrem konische/trapezförmige Schnitte zeigt Heinz (aus der
Schweiz) eine Lösung auf, mit der die stark unterschiedlichen Brenndurchmesser minimiert werden können:
Er schleift den Schneidedraht mit Schleifpapier (Körnung 400) konisch zu und erreicht damit eine angepasste
Hitzeverteilung. Sein Bericht hier.
22.05.2012 SchnApps (PROFILI für arme Leute) Bastian ist weiter dran, sein Programm zur Erstellung von
Schneidedaten zu erweitern. Die Ergebnisdaten stehen sowohl als *.neu, als auch als GCode-Datei zur
Verfügung. Dazu hat er jetzt einen eigenen Thread eröffnet, hier.
23.04.2012 Schneidedaten Ergänzung zum Thema „Buchstaben und Zahlen“ (Eintrag vom 24.01.2011): Neue
Ansätze dazu hier und hier.
Schneidedaten: Neu sind Hasen : Hier und hier .
Den Baubericht AN 124 (Parzival, Nr.75) habe ich schon am 23.02.2012 verlinkt. Nun darf ich auch die
zugehörigen Schneidedaten AN 124 weitergeben.
08.04.2012 Den 82. Nachbau meldet Florian. Hier die techn. Daten und Bilder seiner Maschine.
07.04.2012 Bastian hat sein Programm SchnApps deutlich erweitert. Sein erweitertes, und schon jetzt,
umfangreiches Programm zur Erstellung von Schneidedaten für Tragflächen stellt er hier vor. Dabei nennt er
die aktuellen Funktionen, die weiteren Ziele und bietet einen kostenlosen Download an!
29.03.2012 Probleme mit modernen Mehr-Core-Prozessoren meldet Klaus (Nr.80).
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 106 -
Der Betrieb seines Dual-Core-Rechners, in Zusammenhang mit meinen Programmen hat bei ihm zu
unkoordinierten Bewegungen geführt.
Z.B. beim Motortestprogramm wurde die Wickelgeschwindigkeit und sogar die Wickelrichtung unkontrolliert
geändert. Mit einem älteren Ein-Core-Prozessor war das Problem behoben! Seine Tests hat er mit Videos belegt,
die ich aber aus Speicherplatzgründen nicht verlinken kann. Vielen Dank an Klaus für seine akribische
Fehlersuche:
26.03.2012 Den 81. Nachbau meldet Johannes. Hier seine 'Beweisfotos', die Schneeflocke und die Maschine
26.03.2012 Den 80. Nachbau meldet Klaus. Hier sein 'Beweisfoto', die Schneeflocke.
22.03.2012 Den 79. Nachbau meldet Martin. Hier seine 'Beweisfotos': Maschine, Schneideergebnis
22.03.2012 diesmal gleich zwei! Den 77. und 78. Nachbau meldet Sebastian. Er hat eine Maschine für den Verein Kreativität trifft Technik e.V. und eine für Studenten der Hochschule
Emden/Leer gebaut. Bilder hier im RCN-Forum.
21.03.2012 Den 76. Nachbau meldet Bastian. Bastian ist uns vom Nachbau Nr.58 her bekannt.
Er hat sich entschlossen, eine zweite Maschine zu bauen, hier.
23.02.2012 Antonov, AN 124 Ruslan Hier möchte ich auf den erfolgreichen Nachbau der Styroschneide
(Nr.75, Parzival) und deren Anwendung hinweisen: Baubericht AN 124
05.02.2012 Den 75. Nachbau meldet parzival. Seine Fertigmeldung mit Bildern, hier und hier
04.02.2012 Den 74. Nachbau meldet Mikolaj. Er hat ein Video in YouTube eingestellt: Video
03.02.2012 Den 73. Nachbau hat max2011 erstellt (im Okt. 2011). Seine Bilder: 1, 2 und 3.
http://forum.modelka.com.ua/index.php?showtopic=19509&st=60#
25.01.2012 Den 72. Nachbau hat Morpheus erstellt. Seine Bilder: 1 und 2 .
http://rc-aviation.ru/forum/topic?id=2986&p=9 Beitrag #105
20.12.2011 JHW komplett überarbeitet. Heino hat sein Schneide- und Editierprogramm JHW komplett
überarbeitet.
Sein Programm soll bitte als „Donationware“ verstanden werden. Hier beschreibt er seine Beweggründe. Hier
geht er auf die theoretischen Grundlagen des Seilwindenprinzips ein und skizziert die Wickelrichtung!
Wichtig! Bei JHW wird der Durchmesser der Seilwinden rechnerisch korrigiert! (Es sind also keine
Umlenkösen erforderlich um eine hohe Genauigkeit zu erreichen.) Bei JHW werden automatisch ausreichend
Stützpunkte generiert, um beliebig lange, gerade Schnitte zu erzielen! Das Timing unter WINDOWS wurde
verbessert. Die Schneidegeschwindigkeit ist frei wählbar.
Am Ende des JHW Manuals sind die Versionsänderungen beschrieben.
Hier gehts zum Download. Viel Spaß damit!
20.12.2011 Den 71. Nachbau meldet Oleg. Hier seine Bilder mit Beschreibung.
16.12.2011 Den 70. Nachbau meldet Evgenij. Hier seine Maschine und sein erstes Schneideergebnis.
03.12.2011 Den 69. Nachbau meldet Robert. Hier seine Bilder und Beschreibung.
03.12.2011 Motoren laufen nicht! Bei manchen Steuerkarten laufen die Motoren nicht mit Plot_Cut_7.exe!
manche Letmathe-Steuerungen, manche China-Steuerungen.
Abhilfe: Die zugehörigen enable-Eingänge (25poliger Stecker) müssen an Masse gelötet werden.
07.10.2011:
infiziert ??? http://forum.modelka.com.ua/index.php?showtopic=19509&st=60#
14.11.2011 Den 68. Nachbau meldet Stefan. Ich hatte bisher nur telefonisch Kontakt mit ihm. Demnächst will
er Bilder schicken.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 107 -
10.11.2011 Nachtrag von Juli/August: Hier weise ich auf ein Programm zur Erstellung von Daten hin:
Schnapsdrossel78 hat es im Forum bereitgestellt, im Bereich der Beiträge #1283 bis #1310
05.10.2011 Den 67. Nachbau meldet Ulf. Er verwendet JHW zum Schneiden, hier seine Beschreibung.
14.09.2011 Den 66. Nachbau meldet Jens. Hier sein Bild.
27.08.2011 Den 65. Nachbau meldet Thomas. Er arbeitet mit EMC2. Hier seine Bilder.
30.07.2011 Den 64. Nachbau meldet Philipp. Er arbeitet mit EMC2. Hier seine Ankündigung.
05.07.2011 Den 63. Nachbau meldet Michael. Er schreibt von einer kleinen Schneide in Modul-Bauweise.
Hier seine Bilder und technische Daten.
21.06.2011 Den 62. Nachbau meldet Timo. Er kämpft noch mit der Inbetriebnahme, trotzdem teile ich ihm
schon eine 'Seriennummer' zu ;-) Hier seine Bilder und technische Daten.
21.06.2011 Den 61. Nachbau meldet Peter aus Friedberg. Auch er führt die Seile über feststehende Ösen.
Hier seine Bilder und technische Daten.
18.06.2011 Den 60. Nachbau meldet J.P.75 Er hat versprochen, Bilder im RCN-Forum in Kürze
nachzuliefern.
11.06.2011 Den 59. Nachbau meldet Vincent. Die Besonderheit an seiner Schneide, er kann die Portalbreite
ändern. Er nutzt EMC2 unter Linux. Bilder und nähere technische Daten hier und hier.
04.06.2011 Den 58. Nachbau meldet Bastian. Seine Schneide hat eine Besonderheit: Der Bügel schwebt über
dem Tisch und wird mit einer Hubstange geführt. Auch bezüglich Erstellung der Schneidedaten geht er einen
eigenen Weg mit seinem Programm „SchnAPsV1.0“.
Weitere techn. Daten und Bilder hier.
29.05.2011 Den 57. Nachbau meldet Jens. Seine Bauteile: MDLCNC Schrittmotorsteuerung von Letmathe,
NANOTEC-Motoren. Weiteres hier. Auch Jens hat seine Motoren zentral montiert und führt die Seile über
Ösen zu ihren Positionen (ähnlich wie Nr.47). Jens hat sich auch gleich den Nachbau der Noratlas
vorgenommen!
15.05.2011 Den 56. Nachbau meldet Matthias. Seine Bauteile: MDLCNC Schrittmotorsteuerung von
Letmathe, Motoren von Pollin, PC Netzteil, Schneidestrom über zwei Trafos mit Dimmerregelung. Hier ein
Bild, ich hoffe er stellt seine Schneide noch im RCN-Forum vor.
12.05.2011 Den 55. Nachbau meldet Wolfgang. Seine Bauteile: MDLCNC Schrittmotor-Steuerung und
Motoren von Letmathe, PC Netzteil 12 V/8 A, Schneidestrom über Trafo und Dimmerregelung, Software 'CNC-
Hotwire'. Hier ein Bild, ich hoffe er stellt seine Schneide noch im RCN-Forum vor.
12.05.2011 Den 54. Nachbau meldet Andreas. Auch Andreas hat das Seilwinden-Prinzip zum Anlass
genommen sich eine eigene Styroschneide zu bauen. Mit den Abmaßen von 2 m x 2,5 m hat er 'Großes' vor!
Bezüglich Software geht er mit Matlab/Simulink eigene Wege. Weitere Angaben und Video hier.
07.05.2011 Den 53. Nachbau meldet Rainer. Alles weitere hier.
28.04.2011 Den 52. Nachbau meldet Sliding-Hawk. Auch er führt die Seile über Umlenk-Ösen.
Hier seine Maschine und seine Schneideergebnisse.
Interessant ist sein Programm FoamPlotter1, das er frei zur Verfügung stellt. Dieses Programm ermöglicht eine
komfortable Erstellung von Schneidedaten. Es ist zwar auf Russisch, aber mit dem beschreibenden YouTube-
Video gut nachvollziehbar.
25.04.2011 Das gefällt mir: Heinerle zeigt hier die Erstellung einer Rumpfform im Schälverfahren.
04.04.2011 Den 51. Nachbau meldet H.Schwarz. Mir liegen leider keine näheren techn. Angaben vor, jedoch
zwei Bilder.
23.03.2011 Den 50. Nachbau meldet Alex. Er verwendet die Letmathe-Steuerung und Pollin-Motoren.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 108 -
20.03.2011 Den 49. Nachbau meldet Yodi. Er verwendet die Letmathe-Steuerung MüRo-Motoren. Sein
Aufbau bietet eine Besonderheit, er kann zusammengeklappt und in einer Box untergebracht werden.
14.03.2011 Den 48. Nachbau meldet Hans. Schrittmotorsteuerung MDLCNC und 1.8A-Motoren von
Letmathe, Laptop-Netzteil, Seilwinden 6 mm Durchmesser. Der mechanische Aufbau ähnelt dem
ursprünglichen Bauvorschlag mit Deckenmontage.
04.03.2011 Den 47. Nachbau meldet Klaus. Steuerung und Motoren von Letmathe, Software EMC2. Er
verwendet eine pfiffige Seilführung mit einer Spannweite von 2 m, um ganze Styroporplatten mit 500 mm x
1000 mm bearbeiten zu können.
19.02.2011 Neue Schneide-Software JHW
Heino vom MFC-Rossendorf hat ein eigenes, neues Schneideprogramm geschrieben! Sein Java-basiertes
Programm läuft unter WINDOWS, wahrscheinlich auch unter LINUX. Die Schneide-maschine des MFC-
Rossendorf kennen wir schon, als Nachbau Nr.19.
Was bietet sein Programm:
- Ansteuerung der Schrittmotoren für den Schneidevorgang über die Parallelschnittstelle, bei gleichzeitiger
Darstellung/Simulation des Schneidevorgangs.
- Komfortabler Kalibriervorgang.
Der Schneidebügel kann recht einfach positioniert werden.
- Das Schneideprogramm bietet eine graphische Darstellung der Schneidedaten, und gleichzeitig die
Möglichkeit zur Bearbeitung der Schneidedaten (spiegeln, verschieben, Schneiderichtung ändern,
Punktbearbeitung, Zylinder/Konus erstellen)
- Genauere Positionierung!
Heino berücksichtigt in seinem Programm „JHW“ auch den Wellendurchmesser der Seilwinden. Damit erreicht
er eine höhere Genauigkeit und kann einen Arbeitsbereich von beachtlichen 600 mm (Nord-Süd) ausnützen, bei
der üblichen Maschinengröße von ca. 1 m zwischen den Motorachsen.
- 2-Achs-GCode kann direkt eingelesen und verarbeitet werden.
- Heino liefert auch eine ausführliche Programmbeschreibung mit.
- Wer es genau wissen will, dem bietet er ausführliche Informationen zu den Maschinengrundlagen, bzw. zur
„Mathematik hinter den Seilen“.
- Programm hier downloaden und in ein beliebiges Verzeichnis extrahieren.
- Für Fragen und Anregungen ist Heino über die Email-Adresse seines Vereins zu erreichen.
18.02.2011 Den 46. Nachbau meldet Alex. Letmathe-Steuerung, MüRo-Motoren, Arbeitstisch klappbar.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 109 -
30.01.2011 Den 45. Nachbau meldet Peter. Letmathe-Steuerung, seitliche Führungsstangen, Seilführung über
Umlenk-Ösen, Datenerstellung aus einem CAD-Programm über BOcnc nach MyFormat.
26.01.2011 Den 44. Nachbau meldet Swen. Letmathe-Steuerung, Howard 4102-Motoren, 0,4 mm
Schneidedraht. Weiteres hier.
24.01.2011 Das Thema Genauigkeit hat mir keine Ruhe gelassen! Entgegen meiner Annahme (03. und 11.März
2010) hat die geänderte Seilführung doch ihre Berechtigung! Im Kapitel Genauigkeitskontrolle und Plotfunktion
gehe ich nochmal darauf ein und zeige die geänderte Seilführung, die ich schon damals an meiner Maschine
umgesetzt habe.
24.01.2011 Buchstaben und Zahlen: Das Thema wird gerade hier und hier diskutiert.
11.01.2011 Den 43. Nachbau meldet Wolfgang. Bilder hier. Letmathe-Steuerung, MüRo-Motoren, 0,4 mm
Schneidedraht, Führungsstangen zum Schneiden trapezförmiger Bauteile.
07.01.2011 Der 42. Nachbau kommt aus Russland. Bilder hier.
04.01.2011 Die Steckerbelegung der Letmathe-Steuerung hier.
20.12.2010 DigiMaus__2.exe jetzt auch auf russisch.
16.12.2010 Den 41. Nachbau meldet Wilhelm: Letmathe-Steuerung, 1A-Motoren, 24 V-Netzteil, Software
EMC2, Seilführung über Ösen
10.12.2010 Stefano Duranti weist hin auf DevFus Foam, ein neues Programm zur Erstellung von Rümpfen,
welches im Endergebnis 4-Achs-GCode-Dateien zum Schneiden von Rumpfsegmenten oder Rumpfspanten
liefert. Quasi das Pendant zu PROFILI, allerdings speziell für Rümpfe. Ich selbst kann nichts dazu sagen, außer
dass es vielversprechend klingt/aussieht.
04.12.2010 Den 40. Nachbau meldet heinerle, Steuerung, Motoren, Netzteil, Schneidedraht, alles von
Letmathe
24.11.2010 CNC-Hotwire als Zeitschriftartikel. Meine Styroschneide/Homepage wird jetzt in einem 9-
seitigen Artikel in der Zeitschrift CNC im Modellbau (Heft 1-11, vth-Verlag) vorgestellt!
21.11.2010 Den 39. Nachbau meldet FunFlayer29 Letmathe Steuerung, Pollin Motoren (Howard4201 ohne Umbau, an 24 V in 1/2 Schritt), 0.2 mm
Dyneemaschnur auf 6 mm-Alurohr
21.11.2010 Kapitel Rümpfe schneiden aktualisiert.
19.11.2010 Den 38. Nachbau meldet Juri aus Rußland. Steuerung und Motoren von Letmathe. Hier die
Bilder.
18.11.2010 CNC-Hotwire jetzt auch als Download zum Ausdrucken (.pdf). René hat die wesentlichen Teile
meiner HP zusammen gefasst und zum Ausdrucken zur Verfügung gestellt.
Vielen Dank an René!
15.11.2010 Den 37. Nachbau meldet Rene. Bilder und technischen Daten seiner Schneide hat er im RCN-
Forum vorgestellt.
15.11.2010 und er dreht sich doch! Obwohl er ein echter Unipolarmotor ist, mit nur einer gemeinsamen
Mittelanzapfung, kann der Pollin-Motor (Howard 4201) auch ohne Umbau verwendet werden! Das berichten
inzwischen schon mehrere Nutzer: Sebastian, Christian, Rainer.
Spule A: grün/weiß
Spule B: braun/rot
Schwarz wird nicht angeschlossen.
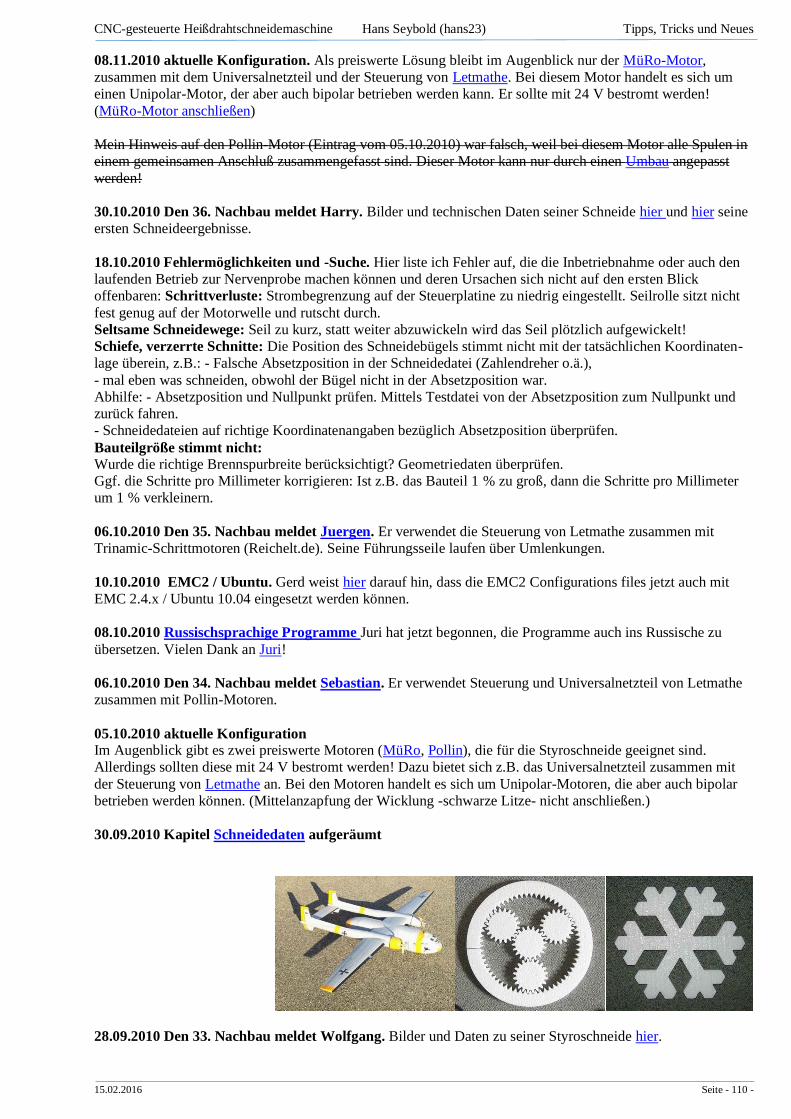
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 110 -
08.11.2010 aktuelle Konfiguration. Als preiswerte Lösung bleibt im Augenblick nur der MüRo-Motor,
zusammen mit dem Universalnetzteil und der Steuerung von Letmathe. Bei diesem Motor handelt es sich um
einen Unipolar-Motor, der aber auch bipolar betrieben werden kann. Er sollte mit 24 V bestromt werden!
(MüRo-Motor anschließen)
Mein Hinweis auf den Pollin-Motor (Eintrag vom 05.10.2010) war falsch, weil bei diesem Motor alle Spulen in
einem gemeinsamen Anschluß zusammengefasst sind. Dieser Motor kann nur durch einen Umbau angepasst
werden!
30.10.2010 Den 36. Nachbau meldet Harry. Bilder und technischen Daten seiner Schneide hier und hier seine
ersten Schneideergebnisse.
18.10.2010 Fehlermöglichkeiten und -Suche. Hier liste ich Fehler auf, die die Inbetriebnahme oder auch den
laufenden Betrieb zur Nervenprobe machen können und deren Ursachen sich nicht auf den ersten Blick
offenbaren: Schrittverluste: Strombegrenzung auf der Steuerplatine zu niedrig eingestellt. Seilrolle sitzt nicht
fest genug auf der Motorwelle und rutscht durch.
Seltsame Schneidewege: Seil zu kurz, statt weiter abzuwickeln wird das Seil plötzlich aufgewickelt!
Schiefe, verzerrte Schnitte: Die Position des Schneidebügels stimmt nicht mit der tatsächlichen Koordinaten-
lage überein, z.B.: - Falsche Absetzposition in der Schneidedatei (Zahlendreher o.ä.),
- mal eben was schneiden, obwohl der Bügel nicht in der Absetzposition war.
Abhilfe: - Absetzposition und Nullpunkt prüfen. Mittels Testdatei von der Absetzposition zum Nullpunkt und
zurück fahren.
- Schneidedateien auf richtige Koordinatenangaben bezüglich Absetzposition überprüfen.
Bauteilgröße stimmt nicht: Wurde die richtige Brennspurbreite berücksichtigt? Geometriedaten überprüfen.
Ggf. die Schritte pro Millimeter korrigieren: Ist z.B. das Bauteil 1 % zu groß, dann die Schritte pro Millimeter
um 1 % verkleinern.
06.10.2010 Den 35. Nachbau meldet Juergen. Er verwendet die Steuerung von Letmathe zusammen mit
Trinamic-Schrittmotoren (Reichelt.de). Seine Führungsseile laufen über Umlenkungen.
10.10.2010 EMC2 / Ubuntu. Gerd weist hier darauf hin, dass die EMC2 Configurations files jetzt auch mit
EMC 2.4.x / Ubuntu 10.04 eingesetzt werden können.
08.10.2010 Russischsprachige Programme Juri hat jetzt begonnen, die Programme auch ins Russische zu
übersetzen. Vielen Dank an Juri!
06.10.2010 Den 34. Nachbau meldet Sebastian. Er verwendet Steuerung und Universalnetzteil von Letmathe
zusammen mit Pollin-Motoren.
05.10.2010 aktuelle Konfiguration Im Augenblick gibt es zwei preiswerte Motoren (MüRo, Pollin), die für die Styroschneide geeignet sind.
Allerdings sollten diese mit 24 V bestromt werden! Dazu bietet sich z.B. das Universalnetzteil zusammen mit
der Steuerung von Letmathe an. Bei den Motoren handelt es sich um Unipolar-Motoren, die aber auch bipolar
betrieben werden können. (Mittelanzapfung der Wicklung -schwarze Litze- nicht anschließen.)
30.09.2010 Kapitel Schneidedaten aufgeräumt
28.09.2010 Den 33. Nachbau meldet Wolfgang. Bilder und Daten zu seiner Styroschneide hier.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 111 -
25.09.2010 Englischsprachige Programme. Juri hat nachgelegt!
14.09.2010 Englischsprachige Programme
Juri hat freundlicherweise weitere Programme ins Englische übersetzt. Vielen Dank an Juri!
10.09.2010 Den 32. Nachbau meldet Lutz. Daten zu seiner Styroschneide hier.
26.08.2010 Erstflug meiner NORA!!! Das Zielobjekt meiner bisherigen Schneideaktivitäten ist endlich flugfertig:
Das Modell einer Nord 2501 Noratlas. Transportflugzeug der Bundes Luftwaffe von 1953 bis 1971.
Techn. Daten meines Modells:
Maßstab ca. 1:20
Spannweite 1,63 m
Gewicht 1.350 g
2 x Brushless Motoren TURNIGY SK 2826-1000
2 X Regler Torcster ECO 30 A
Luftschrauben 8“ x 4“ E
Akku LiPo TURNIGY 2.2 AH 3S 20C
Gesamtstromaufnahme max. 20 A
Steuerfunktionen: Höhe, Quer, Motordrehzahl
2,4 GHz
Bauweise: Styropor, beklebt mit Packpapier
Holm im Außenflügel: Kohlerohr 6 mm Durchmesser
Holm in Mittelflügel: Alu-Rohr 12 mm Durchmesser
Seitenleitwerk starr, Depron 2 x 3 mm
Farbe des Prototypen: Packpapier natur
Testpilot: Matthias
24.08.2010 Neues Programm: back2GCode__2.exe Der Vollständigkeit halber!
Damit können MyFormat-Dateien in 4-Achs-GCode gewandelt werden. Das ist für EMC2-Nutzer interessant,
die ihre Schneidedaten mit meinen Hilfsprogrammen erstellen/bearbeiten wollen.
Gewandelt werden nur die Zeilen mit der G1*-Kennung. Vor- und Nachspann in der .nc-Datei müssen per Hand
(Editorprogramm) erstellt werden. Der Haken an diesem Programm: Ich kann es nicht wirklich testen, ich selber
nutze kein EMC2! Deshalb, einfach mal ausprobieren!
Reklamationen an mich :-)
03.08.2010 Neues Programm: Brennspur_3.exe Jeder der seine Schneidedaten selber erstellt, braucht früher oder später eine Möglichkeit die Brenn-spur zu
berücksichtigen. Besonders bei konischen oder trapezförmigen Teilen, wo unterschiedliche Brennspurbreiten
auf der Ost- und Westseite nötig sind, soll dieses Programm helfen.
Das Programm kann nicht alle Datenkonfigurationen abdecken!
Insbesondere bei abrupten Richtungswechseln, wo eine dichte Punktefolge bis in die Ecken reicht, gibt es
Probleme. Deshalb sollte Brennspur vor einer Punkteverdichtung durch Track angewendet werden. Ggf. müssen
einzelne Punkte von Hand korrigiert werden. Lange Rede, kurzer Sinn: Einfach mal ausprobieren!
24.01.2011 Buchstaben und Zahlen: Das Thema wird gerade hier und hier diskutiert.
26.07.2010 Den 31. Nachbau meldet Harley. Daten zu seiner Styroschneide hier.
12.07.2010 Englische Version von Plot_Cut__7e.exe. Juri hat freundlicherweise die Übersetzung von
Plot_Cut... ins Englische übernommen. Er plant weitere Übersetzungen, die ich hier gerne einstellen werde.
Vielen Dank an Juri!
10.07.2010 aktuelle Version von PROFILI: 2.28 Pro
16.06.2010 RC-Network-Forum
Juri hat im RCN-Forum ein neues Thema begonnen: Styroschneide von Hanszweidrei: Erster Kontakt.
Er beschreibt darin seine Vorgehensweise bei der Erstellung von Schneidedaten für eine Transall. Ich bin schon
sehr gespannt!!
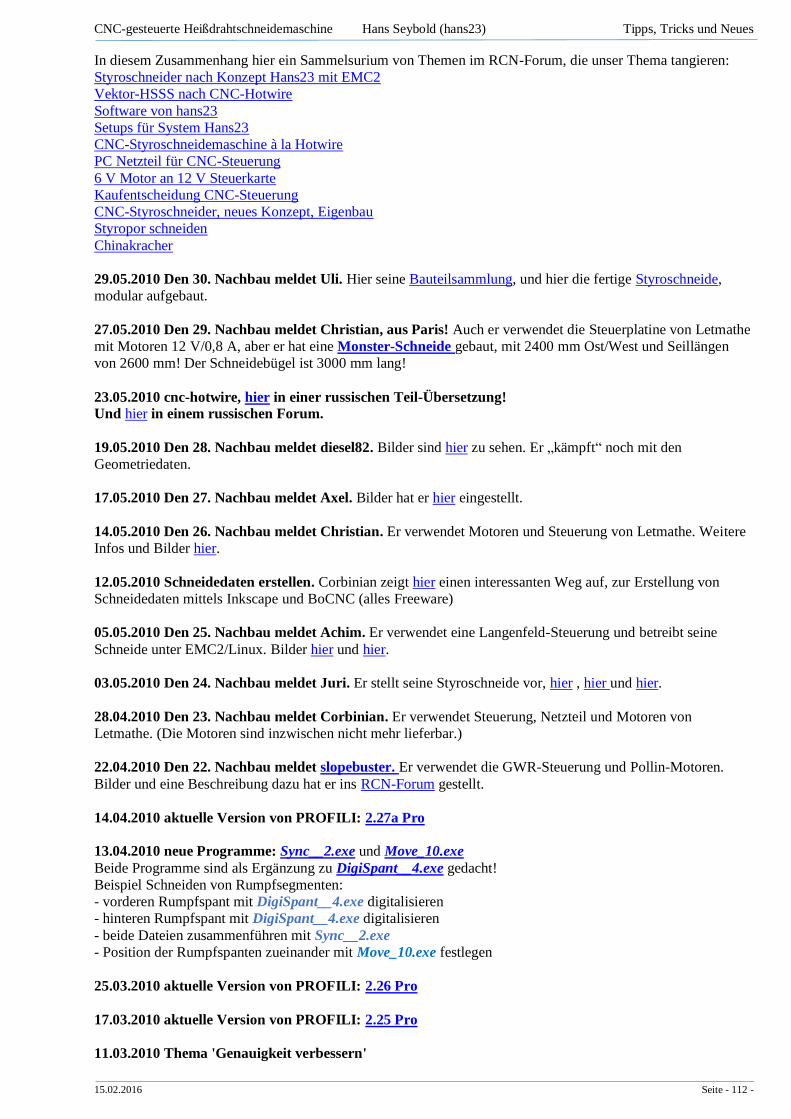
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 112 -
In diesem Zusammenhang hier ein Sammelsurium von Themen im RCN-Forum, die unser Thema tangieren:
Styroschneider nach Konzept Hans23 mit EMC2
Vektor-HSSS nach CNC-Hotwire
Software von hans23
Setups für System Hans23
CNC-Styroschneidemaschine à la Hotwire
PC Netzteil für CNC-Steuerung
6 V Motor an 12 V Steuerkarte
Kaufentscheidung CNC-Steuerung
CNC-Styroschneider, neues Konzept, Eigenbau
Styropor schneiden
Chinakracher
29.05.2010 Den 30. Nachbau meldet Uli. Hier seine Bauteilsammlung, und hier die fertige Styroschneide,
modular aufgebaut.
27.05.2010 Den 29. Nachbau meldet Christian, aus Paris! Auch er verwendet die Steuerplatine von Letmathe
mit Motoren 12 V/0,8 A, aber er hat eine Monster-Schneide gebaut, mit 2400 mm Ost/West und Seillängen
von 2600 mm! Der Schneidebügel ist 3000 mm lang!
23.05.2010 cnc-hotwire, hier in einer russischen Teil-Übersetzung!
Und hier in einem russischen Forum.
19.05.2010 Den 28. Nachbau meldet diesel82. Bilder sind hier zu sehen. Er „kämpft“ noch mit den
Geometriedaten.
17.05.2010 Den 27. Nachbau meldet Axel. Bilder hat er hier eingestellt.
14.05.2010 Den 26. Nachbau meldet Christian. Er verwendet Motoren und Steuerung von Letmathe. Weitere
Infos und Bilder hier.
12.05.2010 Schneidedaten erstellen. Corbinian zeigt hier einen interessanten Weg auf, zur Erstellung von
Schneidedaten mittels Inkscape und BoCNC (alles Freeware)
05.05.2010 Den 25. Nachbau meldet Achim. Er verwendet eine Langenfeld-Steuerung und betreibt seine
Schneide unter EMC2/Linux. Bilder hier und hier.
03.05.2010 Den 24. Nachbau meldet Juri. Er stellt seine Styroschneide vor, hier , hier und hier.
28.04.2010 Den 23. Nachbau meldet Corbinian. Er verwendet Steuerung, Netzteil und Motoren von
Letmathe. (Die Motoren sind inzwischen nicht mehr lieferbar.)
22.04.2010 Den 22. Nachbau meldet slopebuster. Er verwendet die GWR-Steuerung und Pollin-Motoren.
Bilder und eine Beschreibung dazu hat er ins RCN-Forum gestellt.
14.04.2010 aktuelle Version von PROFILI: 2.27a Pro
13.04.2010 neue Programme: Sync__2.exe und Move_10.exe
Beide Programme sind als Ergänzung zu DigiSpant__4.exe gedacht!
Beispiel Schneiden von Rumpfsegmenten:
- vorderen Rumpfspant mit DigiSpant__4.exe digitalisieren
- hinteren Rumpfspant mit DigiSpant__4.exe digitalisieren
- beide Dateien zusammenführen mit Sync__2.exe
- Position der Rumpfspanten zueinander mit Move_10.exe festlegen
25.03.2010 aktuelle Version von PROFILI: 2.26 Pro
17.03.2010 aktuelle Version von PROFILI: 2.25 Pro
11.03.2010 Thema 'Genauigkeit verbessern'
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 113 -
Die vor drei Tagen hier vorgestellte, andere Seilführung bringt keine Verbesserung bezüglich Genauigkeit!
Ich bitte alle, die womöglich schon einen Umbau vorgenommen haben, um Entschuldigung!
Die ursprüngliche Art zur Bestimmung der Getriebedaten ist nahezu gleichwertig, ein Umbau lohnt nicht!
(Wer noch Fragen dazu hat, kann mir gerne eine mail schicken oder mich anrufen. Ein Link zu der Info vom
08.03.2010 ist hier.)
08.03.2010
Mancher hat sich schon „ein Bein gestellt“, weil das Verarbeitungsprogramm auf eine veraltete
Geometriedaten.Dat zugegriffen hat. Deswegen stelle ich eine neue Plot_Cut_7.exe bereit!
Diese greift immer auf die gleiche Geometriedaten.Dat zu, die dann allerdings im Hauptverzeichnis stehen
muss: --> C:\GeometrieDaten.Dat.
03.03.2010 Betrachtungen zur Genauigkeit und mögliche geänderte Seilführung im RCN-Forum
Die hier genannte Art der Seilführung, zur Erhöhung der Genauigkeit, wird von mir nicht weiter verfolgt!
02.03.2010 Den 21. Nachbau meldet PeterD. Alles weitere (auch Bilder) dazu im RCN-Forum.
02.03.2010 Den 20. Nachbau meldet Helmut. Er verwendet die Steuerung und die 0,8 A-Schrittmotoren von
Letmathe. Bezüglich Software: Er verwendet z.Zt. noch meine Tools, wird demnächst aber auch mal EMC2
probieren.
24.02.2010 neues Programm: DigiSpant__4.exe
In Anlehnung an DigiMaus__2.exe gibt es jetzt ein Programm DigiSpant__4.exe. Damit können Rumpfspanten
aus Zeichnungen, Skizzen oder Fotos (.JPG- oder .BMP-Format) mittels Maus-Klick digitalisiert werden.
Das Neue daran: Die Daten werden in eine Datei (DigiSpant_99.Dat) geschrieben, im Format einer Profil-
Datei.
Diese Daten können in PROFILI importiert, und als Profil abgelegt werden.
In PROFILI können daraus Rumpfsegmente im 4-Achs-GCode erstellt werden, entsprechend der
Vorgehensweise bei Trapez-Flügeln.
Um den synchronen Schneidevorgang (Ostseite zu Westseite) kümmert sich PROFILI.
Einschränkung:
PROFILI kann nicht beliebige Konturen bearbeiten. Nach meiner Erfahrung können nur flache Spanten
bearbeitet werden. Obere Grenze scheint ein Kreis (bzw. Halbkreis beim Halbspant) zu sein.
Siehe dazu auch Kapitel Rümpfe schneiden.
15.02.2010 Den 19. Nachbau meldet 12bftsurver. Auch er verwendet die Steuerung von Letmathe.
22.01.2010 Es gibt was Neues: Eine Schwachstelle unserer Styroschneide waren bisher Trapezschnitte und konische Bauteile:
Dabei treten Geometriefehler durch die Schrägstellung des Schneidebügels auf. (Diese lassen sich eventuell
herausrechnen). Aber auch dann, wenn der Schneidebügel einseitig angehoben wird, treten Fehler auf, weil der
Bügel dann seitlich ausweicht (Schwerpunktverlagerung der „Schaukel“). Diese Fehler können mathematisch
nicht erfasst werden, sie hängen von der Geometrie und Schwerpunktlage des Schneidebügels ab.
Ich stelle hier eine einfache, mechanische Lösung vor.
Dabei werden die Seilhaken auf dem Schneidedraht so geführt, dass sie exakt „in der Spur“ bleiben. Ein
seitliches Ausweichen ist nicht mehr möglich.
Mit dieser Anordnung sind Geometriefehler und Fehler durch seitliches Ausweichen des Bügels
minimiert! Damit sehe ich gegenüber Portal-Schneideanlagen keinen Nachteil mehr!
19.01.2010 Ab sofort ist die Handsteuerung überflüssig! Die Funktionen „Auf, Ab und Weiter“, zur manuellen Steuerung der Motoren, werden von den Maustasten
übernommen. (Es ist eine 3-Tasten-Maus nötig! Ein langes Kabel ist dabei von Vorteil, damit man mit der Maus
auf der Arbeitsplatte hantieren kann.) Um die Mausfunktionen für die Motorsteuerung zu nutzen, sind die neuen
Programme
Handbetrieb_mitMaus_4.exe und MotTest_mitMaus__2.exe vorgesehen.
Viel Spaß damit!
Wenn man dann noch bedenkt, dass z.B. die Letmathe-Steuerung pinkompatibel zu meinen Vorgaben ist, dann
hat man damit fast „plug&play“!
19.01.2010 aktuelle Version von PROFILI 2.24c Pro
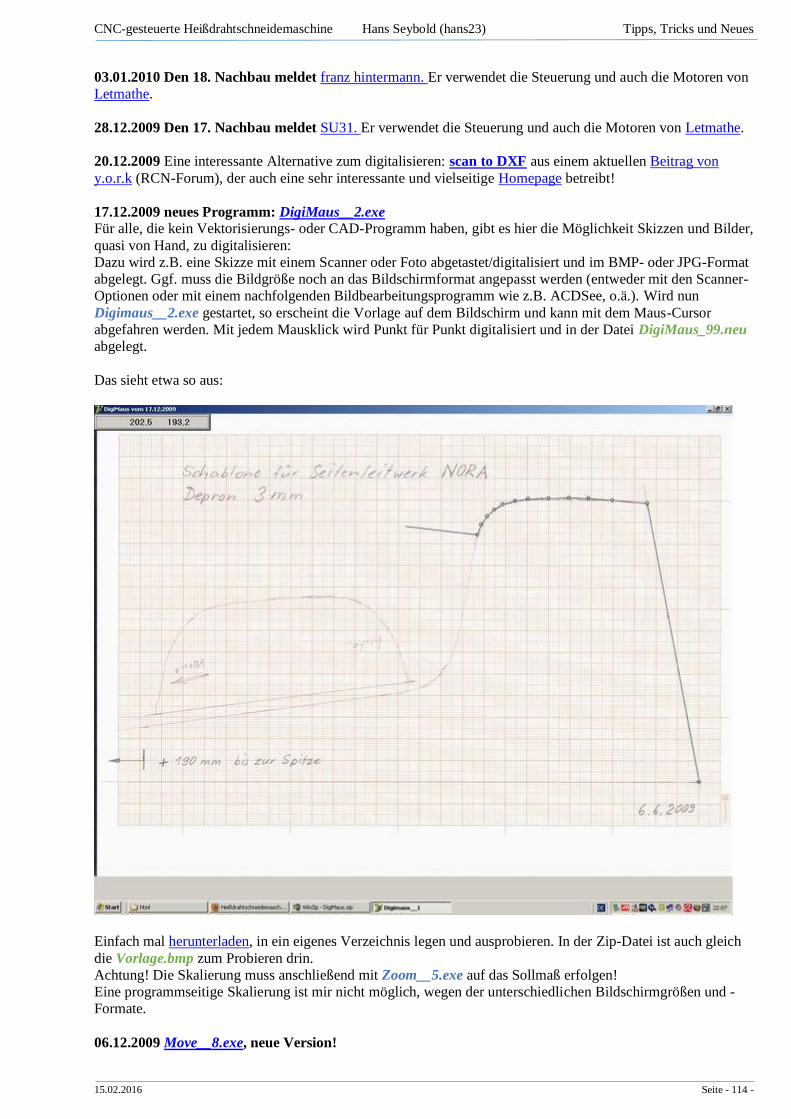
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 114 -
03.01.2010 Den 18. Nachbau meldet franz hintermann. Er verwendet die Steuerung und auch die Motoren von
Letmathe.
28.12.2009 Den 17. Nachbau meldet SU31. Er verwendet die Steuerung und auch die Motoren von Letmathe.
20.12.2009 Eine interessante Alternative zum digitalisieren: scan to DXF aus einem aktuellen Beitrag von
y.o.r.k (RCN-Forum), der auch eine sehr interessante und vielseitige Homepage betreibt!
17.12.2009 neues Programm: DigiMaus__2.exe
Für alle, die kein Vektorisierungs- oder CAD-Programm haben, gibt es hier die Möglichkeit Skizzen und Bilder,
quasi von Hand, zu digitalisieren:
Dazu wird z.B. eine Skizze mit einem Scanner oder Foto abgetastet/digitalisiert und im BMP- oder JPG-Format
abgelegt. Ggf. muss die Bildgröße noch an das Bildschirmformat angepasst werden (entweder mit den Scanner-
Optionen oder mit einem nachfolgenden Bildbearbeitungsprogramm wie z.B. ACDSee, o.ä.). Wird nun
Digimaus__2.exe gestartet, so erscheint die Vorlage auf dem Bildschirm und kann mit dem Maus-Cursor
abgefahren werden. Mit jedem Mausklick wird Punkt für Punkt digitalisiert und in der Datei DigiMaus_99.neu
abgelegt.
Das sieht etwa so aus:
Einfach mal herunterladen, in ein eigenes Verzeichnis legen und ausprobieren. In der Zip-Datei ist auch gleich
die Vorlage.bmp zum Probieren drin.
Achtung! Die Skalierung muss anschließend mit Zoom__5.exe auf das Sollmaß erfolgen!
Eine programmseitige Skalierung ist mir nicht möglich, wegen der unterschiedlichen Bildschirmgrößen und -
Formate.
06.12.2009 Move__8.exe, neue Version!
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 115 -
Ich habe das Hilfsprogramm Move__6.exe erweitert/geändert. Jetzt ist es möglich, die Bauteile um einen
beliebigen Winkel zu drehen und zwar um einen beliebigen Drehpunkt. Bisher konnte nur um +-90° oder 180°,
um den Nullpunkt gedreht werden. Ein Grund für diese Erweiterung ist:
So ist es z.B. möglich, einen Profilausschnitt in einem Rumpfsegment vorzunehmen und dabei gleichzeitig die
EWD (mit z.B. 3°) zu berücksichtigen.
05.12.2009 Move__7.exe, wegen eines Programm-Fehlers gelöscht!
17.11.2009 Den 16. Nachbau meldet Norbert. Er verwendet eine „China“-Steuerung, Pollin-Motoren, 0,3 mm
Flechtschnur und selbst gedrehte Seilrollen.
11.11.2009 Neues Kapitel: Trapezflächen. So neu ist das eigentlich gar nicht, denn das Thema haben wir
bereits Ende Juni im RCN-Forum diskutiert. Ich habe hier lediglich die Punkte nochmal zusammengefasst.
09.11.2009 Den 15. Nachbau meldet Dieter. Er verwendet die Letmathe-Steuerung. Der Aufbau ist vom Typ
umgedrehter Tisch.
07.11.2009 Plot_Cut__6.exe, neue Version! Ich stelle eine neue Version für unser wichtigstes Programm zum
Styroschneiden ein. Der Grund: In seltenen Fällen hat das Timing beim Schneiden nicht funktioniert. So wurden
z.B. schnelle Verfahrgeschwindigkeiten mit 0001 nur schleppend ausgeführt.
Für den Fall, dass es unvorhergesehene Probleme gibt, stehen die alten Programme weiterhin hier zur
Verfügung: alteProgramme.zip
06.11.2009 Den 14. Nachbau meldet fixunfoxi. Er verwendet eine China-Steuerung (5 Axis CNC Stepper
Motor TA8435H Driver Board Mach 2 3) und Druckermotoren (PM552 NMP...) mit 96 Schritten/Umdrehung
und ca. 800 mA pro Spule. Seine Seilwinden: Messingrohr ca. 4 mm Durchmesser.
06.11.2009 Den 13. Nachbau meldet Maulwurfschreck. Er verwendet die GWR-Steuerung und Shinano STH-
56D111 Motoren. Als Seilwinden verwendet er Nähmaschinenspulen (Unterfaden-Spulen).
30.10.2009 Synchronisieren der Schneidespuren bei unterschiedlichen Konturen!
Zu diesem Thema gibt es einen aktuellen Thread im RCN-Forum:
Besonders Interessant erscheint mir der Beitrag von aquilair. Er verweist auf das Programm Echantillonage und
liefert dazu auch eine eigene Übersetzung (V11 installieren und dann die deutsche V13 in das Installationsver-
zeichnis kopieren und starten). Interessant ist auch die Homepage von aquilar, zu den Themen Modellbau, Elek-
tronik, CNC-Styroschneider, -Fräse, -Steuerung.
19.10.2009 Alle Programme sind korrigiert!
Die korrigierten Programme stehen hier zum Download zur Verfügung:
Wandeln.zip
Programme.zip
Import.zip
Hilfsprogramme.zip
Für den Fall, dass es unvorhergesehene Probleme gibt, stehen die alten Programme weiterhin hier zur
Verfügung:
alteProgramme.zip
16.10.2009 Fehlermeldung in Verbindung mit Plot_Cut__4.exe: Ist unter WINDOWS, in der Regions- und Spracheinstellung als Dezimaltrennzeichen der „.“ eingetragen,
anstelle des „,“, dann kommt es bei einigen meiner Programme zu Fehlermeldungen und Programmabbruch!
Ich werde die Programme sukzessive anpassen und jeweils eine neue Version einstellen.
Aktuell ist Plot_Cut__4.exe ersetzt durch Plot_Cut__5.exe
PROFILI_to_MyFormat__7.exe ersetzt durch PROFILI_to_MyFormat__8.exe
PROFILI_to_MyFormat_10.exe ersetzt durch PROFILI_to_MyFormat_11.exe
14.10.2009 Den 12. Nachbau meldet Gnumpfer79. Er verwendet Schrittmotoren der ersten Generation:
Howard 1-19-4203 (inzwischen nicht mehr lieferbar!), Seile: 0,35 mm Flechtschnur (Dyneema),
Elektronik: MarkusMechatronik,
Schneidebügel: Besenstiel und Rundstahl,
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 116 -
Aufbau: „umgedrehter Tisch“.
13.10.2009 Achtung! Fehler in Zoom__3.exe
Zoom__3.exe wird ersetzt durch Zoom__4.exe
10.10.2009 Neues Tool: KonZyl__3.exe Erstellt Schneidedaten für zylindrische oder konische Teile mit Kreis- oder Ellipsenform,
z.B. für Rumpfteile
04.10.2009 Weitere Tools zum Import von Fremddaten:
- GMFC-Daten in MyFormat-Schneidedaten wandeln
- *.dxf über PROFILI (*.dat) in MyFormat-Schneidedaten wandeln
21.09.2009 DXF-Dateien zum Styroschneiden aufbereiten:
Die DXF-Dateien werden z.B. mittels BoCNC *) in GCode gewandelt, siehe auch RCN-Forum.
Anschließend werden diese GCode-Daten mit dem neuen Tool GCode_to_MyFormat__2.exe in MyFormat-
Schneidedaten gewandelt.
Mit den bekannten Hilfsprogrammen (Track__5.exe, Move__5.exe, Zoom__3.exe, Reverse__3.exe, usw.)
können die Schneidewege anschließend weiter optimiert/angepasst werden.
*) Auf der BOCNC-Seite „Ich akzeptiere das“ anklicken
18.09.2009 Den 11. Nachbau meldet lemonfunk
Er verwendet Schrittmotoren mit Getriebe. Seine Software, EMC2 unter Linux.
04.09.2009 Den 10. Nachbau meldet Crustyfliegen
Seine Styroschneide läuft mit Motoren STH-56D111 von Pollin und GWR-Steuerung.
25.08.2009 Den 9. Nachbau meldet rchajue. Seine Styroschneide läuft mit Motoren und Steuerung der „ersten
Generation“. Bei den Winden verwendet er Seilrollen von comicflyer.
12.08.2009 Den 8. Nachbau meldet Ingo. Er hat Einzel-Platinen konventionell mit Schaltdraht aufgebaut.
Seine Seile laufen über Umlenkrollen zum Motor.
10.07.2009 Kapitel „Elektronik, Platine“ aktualisiert. Ich habe das Kapitel Elektronik, Platine aktualisiert,
weil es inzwischen mehrere, vernünftige Alternativen zu meiner Platine gibt.
30.06.2009 Den 7. Nachbau meldet benehuber. Er hat die original Platine nachgebaut/verwendet. Seine
Motoren sind von unipolar auf bipolar umgebaut (siehe Notiz vom 15.06.09, weiter unten)
24.06.2009 Den 6. Nachbau meldet Marsupilami. Bezüglich Elektronik und Motoren hat er eigene Bauteile
verwendet. Seine Homepage (Selmer-slowflyer.de) und damit ein Bauvorschlag für eine CNC-Fräse in Low-
Cost-Bauweise sind leider nichtmehr erreichbar.
15.06.2009 Schrittmotor bei Pollin (unipolar)
Der im April avisierte unipolare Motor (Motor mit 12 V/160 mA, Best.-Nr. 310 415) kann auch verwendet
werden, allerdings ist ein Umbau nötig! Wie's geht zeigt uns benehuber im RCN-Forum, er liefert sogar eine
Anleitung mit.
10.06.2009 Schrittmotor
Der ursprünglich verwendete Schrittmotor ist auch wieder aufgetaucht. Marsupilami aus dem RCN-Forum hat
einen Anbieter gefunden. Hier gibt's auch Motorsteuerungen, Schneidedraht und Netzteil.
Die Eignung der Teile habe ich selbst nicht geprüft!
Diese Einschätzung begründet sich nur auf Grund der angegebenen technischen Daten und Bilder.
06.06.2009 Und noch einer! Holli meldet den 5. Nachbau. Holli verwendet die GWR-Elektronik und
Flechtschnur mit 0,2 mm Durchmesser.
03.06.2009 neuer Schrittmotor bei Pollin. Pollin hat wieder einen bipolaren Schrittmotor im Programm
(Shinano STH-56D111, Best.-Nr. 310 421), dessen technische Daten für unsere Anwendung geeignet scheinen.
Der Hinweis stammt von gx_turbo aus dem RCN-Forum, vielen Dank!
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 117 -
31.05.2009 Programm geändert, neue Version: PROFILI_to_MyFormat__7.exe angepasst an eine Eigenheit
von PROFILI 2.24 Pro
29.05.2009 Neues Kapitel: Freie Schnitte
24.05.2009 Komplette Anleitung für EMC2/LINUX - Nutzer.
gx_turbo hat jetzt eine komplette Anleitung für den EMC2/LINUX-Betrieb erstellt.
Siehe dazu auch:
Beitrag Neue EMC2 Konfiguration vom 24.05.2009 in seinem Thread „Styroschneider nach Konzept…“.im
RCN-Forum.
17.05.2009 Fehler im Platinen-Layout: Es fehlt eine Verbindung von einer Kartenhälfte zur anderen:
Verbunden werden IC2/Pin15 mit IC10/Pin15. Tut mir leid!
09.05.2009 PROFILI 2.24 Pro ist verfügbar mit vielen wesentlichen Verbesserungen zum Styroschneiden.
09.05.2009 Und wieder einer! Obi meldet den 4. Nachbau.
Soweit ich weiß, hat Obi seine Elektronik konventionell mit Streifenraster-Platine aufgebaut.
01.05.2009 Erich meldet den 3. funktionierenden Nachbau! Sein Nachbau arbeitet mit der GWR-Elektronik,
den Rahmen bilden Alu-Profile, die Seilwinden sind eigene Drehteile. Bezüglich Seil hat Erich_55 von Anfang
an auf Dyneema-Angelschnur gesetzt.
29.04.2009 Schrittmotor 12 V / 480 mA von Pollin nicht mehr lieferbar (Best.-Nr. 310335)
Der von mir genannte Ersatzmotor ist ein Unipolar-Motor und ist deshalb nicht mit der von mir empfohlenen
Elektronik verwendbar! Leider!
28.04.2009 Es gibt einen 2., funktionierenden Nachbau. Interessant daran ist, gx-turbo hat einen eigenen Weg beschritten!
Seine Styroschneide läuft unter LINUX und EMC2. Das dürfte für viele Anwender von Interesse sein.
27.04.2009 Schrittmotor 12 V / 480 mA von Pollin nicht mehr lieferbar (Best.-Nr. 310335)
Der von mir favorisierte Schrittmotor ist bei Pollin seit kurzem nicht mehr im Programm!
Es gibt bei Pollin jedoch einen ähnlichen Motor mit 12V/160 mA, Best.-Nr. 310 415.
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 118 -
Ich vermute, dass dieser Motor für unsere Anwendung als Alternative verwendet werden kann.
Er wird mit dem gleichen Motormoment (ca. 8 mNm) ausgewiesen.
Hier ist Entwicklergeist von den künftigen 'Nachbauern' gefordert.
Tauscht eure Erfahrungen dazu am besten im RCN-Forum, in einem der vorhandenen Threads zum Thema cnc-
hotwire aus.
Falls der Motor wegen der höheren Induktivität nicht in der vorhandenen Anordnung funktioniert, ist noch
folgende Option möglich:
Strombegrenzung an 160 mA anpassen, dazu die Sensorwiderstände auf 3 Ohm vergrößern.
Motorspannung erhöhen, auf 20V...30V. Dazu kann eine nicht stabilisierte Spannung verwendet werden (Trafo,
evtl. Schneidetrafo, Brückengleichrichter, dicker ELKO zum glätten).
23.04.2009 aktuelle Version von PROFILI 2.23a Pro
18.04.2009 Neues Kapitel: „Holmbohrungen“
15.04.2009 aktuelle Version von PROFILI 2.23 Pro
15.04.2009 Angelschnur statt Stahllitze: Immer mehr Anwender setzen erfolgreich Angelschnur statt Stahllitze ein: z.B. Dyneema-Flechtschnur mit
Durchmesser unter 0,4 mm. Die Angelschnur ist ebenso reißfest, lässt sich aber bedeutend leichter handhaben!
Siehe Beitrag von comicflyer.
13.04.2009 Fehler im Platinen-Layout:
War falscher Alarm ;-)
12.04.2009 neue Programme Zur Erstellung von Schneidedaten gibt es folgende neue Hilfsprogramme:
Move__4.exe Ersatz für Drehen_Schieben__3.exe
Track__5.exe Ersatz für CloseGap__2.exe
Fügt in vorhandene Schneidedaten zusätzliche Punkte ein, so dass die Schneidespur nach jeweils 3 mm einen
Stützpunkt erhält. (Es brauchen keine Leerzeilen in die Schneidedaten eingefügt werden, wie es für
CloseGap__2.exe nötig war.)
Zoom__3.exe Streckt oder staucht vorhandene Schneide-Muster.
Mirror__3.exe Spiegelt vorhandene Schneidedaten an der Z-Achse.
Reverse__3.exe Kehrt die Reihenfolge der Schneide-Punkte um. (Umkehr der Schneiderichtung)
Die Beschreibung der Programme wird demnächst in die zugehörigen Kapitel eingepflegt.
25.03.2009 Neues Kapitel: „Rümpfe schneiden“
10.03.2009 Der 1. funktionierender Nachbau: comicflyer verwendet Dyneema-Angelschnur für seine Seilwinden.
Sehr interessant ist auch seine Homepage: http://www.comicflyer.de/
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 119 -
Inhaltsverzeichnis CNC-gesteuerte Heißdrahtschneidemaschine von Hans Seybold (hans23) ........................................................... 2
Was geht? .......................................................................................................................................................... 5 Warum das Ganze?............................................................................................................................................ 6 Voraussetzungen ............................................................................................................................................... 6 Kosten ............................................................................................................................................................... 7 Genauigkeit ....................................................................................................................................................... 7 Kontakt .............................................................................................................................................................. 8 Anmerkung........................................................................................................................................................ 8
1.Seilwinde ............................................................................................................................................................ 9
2. Deckenbefestigung .......................................................................................................................................... 10
3. Arbeitsplatte.................................................................................................................................................... 12
4. Der Schneidebügel .......................................................................................................................................... 15
Einhängen des Drahtes in die Führungsseile ................................................................................................... 17
5. Grobskizze ....................................................................................................................................................... 19
Seitenansicht ................................................................................................................................................... 19 Frontansicht ..................................................................................................................................................... 20
6. Motor-Steuerung............................................................................................................................................. 21
6.1. Netzteil ..................................................................................................................................................... 21 6.2 Parallelschnittstelle .................................................................................................................................... 21 6.3. Steuerung.................................................................................................................................................. 22
7. Geometriedaten ermitteln .............................................................................................................................. 25
7.1 Vereinbarungen bezüglich der Richtungen ................................................................................................ 25 7.2 Geometriedaten ......................................................................................................................................... 25 7.3 Eingabe der Geometriedaten ..................................................................................................................... 27
8. Das eigentliche Schneideprogramm Plot_Cut__7.exe ..................................................................................... 28
8.1. Programmbeschreibung ............................................................................................................................ 28 8.2. Programmablauf und Beschreibung zugehöriger Dateien ......................................................................... 30
9. Erste Inbetriebnahme ...................................................................................................................................... 32
9.1 Vorbereitung und Funktionsprüfung ......................................................................................................... 32 9.2 Lage der Absetzpunkte ermitteln ............................................................................................................... 34 9.3 Abschließende Prüfung ............................................................................................................................. 35 9.4 Anmerkungen, oder auch „das Kleingedruckte“ ....................................................................................... 37
10. Schneidestrom .............................................................................................................................................. 38
10.1 Schneidestrom, Regelung mit Dimmer .................................................................................................... 38 10.2 Drahtspannung, Schneidestrom, Schneidegeschwindigkeit ..................................................................... 38 10.3 Schneidedraht, Versorgungsspannung ..................................................................................................... 38
11. Erstellen eigener Schneidedaten ................................................................................................................... 40
11.1 Formatierung der Schneidedaten ............................................................................................................. 40 11.2 Schneidedaten im Allgemeinen ............................................................................................................... 40 11.3 Profil-Daten im Speziellen ...................................................................................................................... 42 11.4 GCode mittels PROFILI Pro 2 erstellen .................................................................................................. 42 11.5 GCode wandeln in MyFormat ................................................................................................................. 43
12. Vorrichtung zum Schneiden zylindrischer und konischer Drehteile, am Beispiel NORA-Leitwerkträger . 44
12.1 Styroporblock vorbereiten ....................................................................................................................... 44 12.2. Drehvorrichtung, Zylinder und Konus schneiden ................................................................................... 46 12.3. Längsnuten schneiden ............................................................................................................................ 50
13. Vorrichtung zum Schneiden von 3D-Teilen im Schäl-Verfahren ... ................................................................ 51
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 120 -
13.1. Drehteller................................................................................................................................................ 51 13.2. Schalen schneiden .................................................................................................................................. 52 13.3. Fertiges Teil abtrennen ........................................................................................................................... 53
14. Zuschneiden der Styroporplatten .................................................................................................................. 54
15. Genauigkeitskontrolle ................................................................................................................................... 57
15.1. Genauigkeit ............................................................................................................................................ 57 15.2. Praktikable Möglichkeit einer Genauigkeitskontrolle ............................................................................. 58 15.3. Plot-Vorrichtung ..................................................................................................................................... 59 15.4. Fehler-Simulations-Programm ............................................................................................................... 62
16. Auflistung der verfügbaren Programme *) .................................................................................................... 64
16.1. Das Hautprogramm Plot_Cut__7.exe .................................................................................................... 64 16.2. Hilfsprogramme zum Motorentest und zur Inbetriebnahme ................................................................... 64 16.3. Import von Fremd-Daten (und Export) ................................................................................................... 64 16.4. Hilfsprogramme, zur Erstellung von Schneidedaten ............................................................................... 66 16.5. Hilfsprogramme, zur Bearbeitung der Schneidedaten ............................................................................ 67 16.6. Freeware Editor Programme ................................................................................................................... 68 16.7. Anmerkung ............................................................................................................................................. 68
Trapezflächen, trapezförmige und konische Teile ............................................................................................... 69
17. Schneidedaten für Projekte ........................................................................................................................... 78
17.1. Noratlas .................................................................................................................................................. 78 17.2. Schneeflocke .......................................................................................................................................... 80 17.3. Planetengetriebe ..................................................................................................................................... 80 17.4. Elch und Tannenbaum ............................................................................................................................ 81
18. Holmbohrungen schneiden ........................................................................................................................... 82
18.1 Vorgehensweise....................................................................................................................................... 82
19. Schneidedaten für einen Flugzeugrumpf erstellen. ....................................................................................... 83
19.1 Rumpfprofile erstellen ............................................................................................................................. 83 19.2 Rumpfprofile in die PROFILI-Bibliothek einbringen .............................................................................. 85 19.3 Rumpf-Daten in PROFILI erstellen ......................................................................................................... 86 19.4 Weiterbearbeitung der Rumpf-Daten in MyFormat ................................................................................. 89 20. Freie Schnitte ............................................................................................................................................ 94
Tipps, Tricks und Neues ....................................................................................................................................... 98
USB-Version! .................................................................................................................................................. 98 JHW Communication via USB........................................................................................................................ 98
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 121 -
2(3)Achs-GCode ................................................. 65
2-Achs-GCode ................................................... 108
4-Achs-GCode ....................................... 43, 65, 111
4-Achs-GCode-Dateien ...................................... 109
4-Achs-GCode-Daten ........................................... 66
Abrollradius ......................................................... 57
Absetzposition ........... 18, 35, 36, 37, 41, 43, 81, 110
Absetzpunkt .......... 17, 18, 30, 37, 40, 42, 43, 61, 91
Absetzpunkte ...................................... 32, 34, 35, 36
Absetzpunkte ermitteln ........................................ 34
Abstand der Motoren ............................................ 26
Achsensystem....................................................... 28
Arbeitsplatte ... 12, 14, 19, 20, 25, 26, 27, 45, 51, 56,
59, 61, 71, 94
Ausgleichslager ........................................ 71, 72, 77
Bearbeitung der Schneidedaten ............................ 67
Bipolar-Motoren ................................................... 24
Brenndurchmesser .......................................... 38, 91
Brennspur ............................................................. 40
Brennspurbreite .................................................... 66
Chromnickeldraht ................................................. 38
CNC-Technik Langenfeld .................................... 22
Computernetzteil ................................................ 2, 7
Datenstruktur ........................................................ 30
Deckenbefestigung ............................................... 10
Dimmer ...................................................... 4, 39, 94
Drahtspannung ............................................... 15, 38
Drahttemperatur ................................................... 38
Drahttemperatur prüfen ........................................ 38
Drehrichtung .................................................... 9, 21
Drehteller ............................................................. 51
Drehvorrichtung ................................................... 46
Dyneema .................................................. 7, 73, 115
Dyneema-Flechtschnur ..................................... 9, 26
EMC2 ................................................... 6, 7, 65, 111
Erste Inbetriebnahme............................................ 32
EWD .................................................................. 115
Falsche Absetzposition ....................................... 110
Federstahldraht ....................................................... 4
Fernbedienung ...................................................... 32
Flechtschnur ....................................................... 3, 7
Flugzeugrumpf ..................................................... 83
Führungsseil ......................................................... 25
Führungsseile ..................3, 4, 12, 17, 20, 37, 61, 73
Führungsstab .................................................. 73, 76
Führungsstäbe ................................................ 71, 74
Führungsstangen .................................................. 77
Funktionsprüfung ................................................. 32
GCode .......................................... 42, 43, 64, 65, 89
GCode-Datei ............................................ 83, 87, 88
Genauigkeit .............................. 7, 25, 27, 34, 57, 62
Genauigkeitskontrolle .......................................... 58
Geometriedaten 7, 25, 27, 28, 30, 32, 33, 34, 58, 62,
110
Geometriefehler...................................... 70, 77, 113
Gewindestangen ................................................... 13
Grobdaten ............................................................. 41
GWR-Elektronik .................................................. 22
Halbspanten .......................................................... 66
halbsymmetrische Rumpfspanten ......................... 83
Haltemoment ........................................................ 32
Hauptverzeichnis ...................................... 27, 28, 64
Heizstrom ............................................................. 65
Holmausschnitte ..................................................... 5
Holmbohrung ....................................................... 66
Holmbohrungen schneiden ................................... 82
Inbetriebnahme ..................... 25, 28, 29, 40, 64, 110
JHW ................................................. 6, 98, 101, 108
Kommentar .......................................................... 30
konische Bauteile ............................................... 113
konische Körper ..................................................... 5
Konus ................................................................... 66
Koordinaten .......................................................... 40
Koordinatensystem ..................................... 6, 25, 26
Koordinatenursprung ...................................... 26, 42
Längenänderungen ............................................... 30
Längsbohrung....................................................... 45
Längsnuten ........................................................... 50
Laufwerksstecker ................................................. 21
Leistungswiderstände ........................................... 23
Markus Mechatronics ........................................... 22
Messingröhrchen .............................................. 9, 73
Microschrittbetrieb ............................................... 23
Modellbau Letmathe .......................................... 22
Motorachse ....................................................... 9, 62
Motormomente ..................................................... 17
Motor-Steuerung .................................................. 21
Motorstrom ................................................ 9, 23, 61
Motorwicklung ....................................................... 9
Multimeter ...................................................... 38, 39
MyFormat ................. 40, 43, 64, 65, 66, 88, 89, 111
Netzteil ........................................... 9, 21, 24, 32, 37
Noratlas ................................................................ 78
Null-Lage ............................................................. 34
Nulllinie ......................................................... 51, 53
Nullpunkt ... 8, 25, 26, 27, 32, 33, 35, 36, 58, 61, 62,
64, 66, 110
Ösendurchmesser ................................................. 57
Parallelschnittstelle . 2, 8, 21, 24, 28, 29, 32, 64, 108
Pausenzeit ............................................................ 30
Platzhalter ............................................................ 27
Plot-Vorrichtung .................................................. 59
Profilausschnitt ................................................... 115
PROFILI PRO ...................................................... 88
PROFILI Pro 2 ................................................... 42
PROFILI_to_MyFormat__8.exe......................... 64
Programm SchnApps ....................................... 105
Programmablauf ................................................... 30
Regelung mit Dimmer .......................................... 38
Richtungswechsel ................................................. 40
robotikhardware ................................................... 22
Rumpfende ............................................................. 5
Rumpfhalbschale .................................................... 7
Rumpfnase ............................................................. 5
Rumpfprofile ........................................................ 83
Rumpfprofile erstellen .......................................... 83
Rumpfschalen......................................................... 5
Rumpfspant .......................................................... 83
CNC-gesteuerte Heißdrahtschneidemaschine Hans Seybold (hans23) Tipps, Tricks und Neues
15.02.2016 Seite - 122 -
Schalen schneiden ................................................ 52
Schneidebügel 2, 3, 6, 14, 15, 17, 18, 29, 30, 32, 33,
34, 36, 37, 38, 54, 108, 113
Schneidedaten .... 6, 7, 29, 30, 36, 40, 41, 42, 43, 47,
64, 65, 66, 81, 88, 90, 91, 108, 111
Schneide-Daten .................................................... 40
Schneidedaten für eine Transall ......................... 111
Schneidedaten für einen Deko-Elch ..................... 81
Schneidedaten NORA .......................................... 79
Schneidedaten Noratlas ........................................ 52
Schneidedaten Planetengetriebe ........................... 80
Schneidedaten Schneeflocke ................................ 80
Schneidedraht ..... 2, 4, 16, 17, 20, 32, 35, 38, 40, 46,
47, 54, 55, 56, 71, 73, 77, 94, 95, 113
Schneidegeschwindigkeit ................... 30, 38, 40, 65
Schneiden von Rumpfsegmenten ....................... 112
Schneideprogramm ...................... 7, 28, 32, 35, 108
Schneiderichtung .............................. 41, 67, 91, 108
Schneidestrom ............. 2, 4, 7, 16, 30, 38, 40, 77, 95
Schneidetisch ..................................................... 2, 6
Schneidevorgang ....... 6, 7, 17, 18, 29, 36, 37, 64, 81
Schneideweg .......................... 28, 30, 36, 38, 40, 85
Schnittgeschwindigkeit ........................................ 38
Schrittmotor ........................................... 3, 7, 21, 98
Schrittmotoren .............................................. 2, 8, 19
Schrittmotorsteuerung ...................................... 7, 22
Schrittverluste .............................................. 18, 110
Schrittweite .......................................................... 62
Schulter-Ausschnitt ........................................ 44, 45
Seilführung ........................................................... 58
Seilhaken .............................................................. 71
Seilklammer ......................................................... 33
Seillängen ........................... 7, 25, 26, 27, 30, 33, 62
Seillängen zum Nullpunkt .................................... 26
Seillängenänderung .............................................. 37
Seilrollen ............................................................ 8, 9
Seilspannung ........................................................ 16
Seiltrommel .......................................................... 25
Seiltrommeln ........................................................ 57
Seilwickel ............................................................. 33
Seilwinde........................................ 9, 25, 26, 37, 57
Seilwinden .............................................................. 2
Seilwindendurchmesser .......................................... 9
Spannbügel ........................................................... 32
Spanndraht ........................................................... 32
Spannungsversorgung .......................................... 21
Stahldraht ....................................................... 16, 38
Start-Button .......................................................... 33
Startpunkt ....................................................... 30, 81
Steuerelektronik ................................................. 2, 9
Steuerplatine........................................... 21, 22, 110
Steuerung ......................................... 2, 6, 22, 23, 47
Strombegrenzung ................................. 23, 101, 110
Stützpunkte .................................................... 37, 84
Stützpunkten......................................................... 66
Stützrohr ............................................................... 46
Trägerbretter............................................. 10, 19, 20
Trapezformen ....................................................... 70
Trapezschnitte ........................................ 20, 67, 113
Umlenk-Öse ......................................................... 57
USB-Version ........................................................ 98
Vollspant .............................................................. 66
Voraussetzungen .................................................... 6
Wellendurchmesser ...................................... 57, 108
Wickeldurchmesser .............................................. 57
Wickelsinn ............................................................. 9
Widerstandsdraht.................................................. 38
Windendurchmessers ........................................... 57
Wunsch-Kontur .................................................... 40
Zylinder ................................................................ 66
zylindrische Körper ................................................ 5





























