Embed Size (px)
Citation preview

N° d’ordre 2008-ISAL-0079 Année 2008
Thèse
Comportement à l’oxydation haute température de films nanocomposites du
système Me-Si-N (Me = Ti, Cr) déposés par procédés sous vide sur acier
présentée devantL’Institut National des Sciences Appliquées de Lyon
pour obtenirle grade de docteur
Ecole doctorale : Matériaux de Lyon
Spécialité : Génie des Matériaux : Microstructure, Comportement Mécanique, Durabilité
parAlexandre MEGE
Ingénieur Chimiste Généraliste ENSCCFSoutenue le 6 novembre 2008 devant la Commission d’examen
Jury
ESNOUF Claude Professeur Émérite (MATEIS, INSA, Lyon)MIELE Philippe Professeur membre de l'IUF (LMI, UCB, Lyon)MILLET Jean-Pierre Professeur (MATEIS, INSA, Lyon) DirecteurPIERSON Jean-François Maître de Conférences (LSGS, Ecole des Mines, Nancy)RIVIERE Jean-Paul Professeur (PHYMAT, Université de Poitiers) RapporteurSTEYER Philippe Maître de Conférences HDR (MATEIS, INSA, Lyon) DirecteurVILASI Michel Professeur (LCSM, UHP, Nancy) Rapporteur
Invité : Dr Frédéric SANCHETTE, LITEN, CEA de Grenoble
1

Comportement à l’oxydation haute température de films nanocomposites du
système Me-Si-N (Me = Ti, Cr) déposés par procédés sous vide sur acier
Des revêtements du système Me-Al-Si-N (Me = Cr, Ti) ont été déposés sur acier M2
par trois procédés de dépôt physique en phase vapeur. Les microscopies électroniques et la
diffraction X ont conclu dans la majorité des cas à une structure nanocomposite constituée de
nanograins de Me(Al)N enrobés dans une matrice de SiNx amorphe. Il en découle une
amélioration notable des propriétés aussi variées que la dureté, la résistance à l'oxydation et à
l'usure. L'ajout d'aluminium améliore encore la résistance à l'oxydation.
La microscopie électronique environnementale a permis de proposer un mécanisme
d'oxydation des revêtements nanocomposites déposés par arc. Le cyclage thermique a
montré que la phase TiN apportait ses qualités mécaniques au système en complément de
l'inertie chimique conférée par la phase SiNx, plus fragile. Enfin, des expériences de tribo-
oxydation ont montré que l'ajout de Si à CrN améliorait d'autant plus la résistance à l'usure
que la température imposée était basse.
High temperature oxidation behaviour of nanocomposite Me-Si-N (Me = Ti, Cr)
films deposited on steel by vacuum process
Coatings in the Me-Al-Si-N system were deposited on M2 steel using different vapour
deposition process. SEM, TEM and XRD studies indicated in most cases that a
nanocomposite structure in which Me(Al)N nanograins are embedded in an amorphous SiNx
matrix was actually synthesized. A strong increase in the hardness, the oxidation resistance
and the wear resistance of the coatings was then observed. Adding aluminium further
improved the oxidation resistance.
Environmental SEM observations allowed us to suggest a mechanism for the oxidation
of PVD-deposited nanocomposite coatings. Thermal cycling tests showed the synergy
between the hard, resilient TiN phase and the chemically inert but fragile SiNx phase.
Finally, tribo-oxidation experiments combining wear and high temperature oxidation showed
that adding Si in CrN allowed an increase of the wear resistance of a coated ball inversely
related with the temperature.
2

Parce qu'une thèse n'est pas un travail solitaire...
En octobre 2005, le Laboratoire de Physico-Chimie Industrielle (LPCI) de l'INSA de
Lyon m'a accueilli pour un bail de trois ans qui devait « faire avancer la science ».
Effectivement, trois ans plus tard, la science semble avoir assez avancé pour me permettre de
soutenir ma thèse de doctorat. Un saut de puce, certes, mais un saut en avant tout de même
qui aiguise ma fierté. Toutefois, comme le rappelle l'entête de cette page, un doctorant n'est
pas un travailleur solitaire. Aujourd'hui, le LPCI est devenu l'équipe Réactivité aux
Interfaces et Ingénierie de Surface (RI2S) du laboratoire MATEIS (MATEriaux : Ingénierie
et Science). Je tiens à commencer ces remerciements par les directeurs du LPCI / RI2S,
Bernard Normand et de MATEIS, Joël Courbon, de m'avoir accueilli au sein de leur équipe.
J'ai eu la chance et l'honneur d'être encadré par deux personnes de choix au cours de ce
travail. Permettez-moi, Messieurs Philippe Steyer et Jean-Pierre Millet, de vous faire part de
mon éternelle reconnaissance pour m'avoir guidé avec tant de sagesse.
Je voudrais remercier les Professeurs Jean-Paul Rivière de l'Université de Poitiers et
Michel Vilasi de l'Université de Nancy pour avoir accepté d'être rapporteur de ma thèse. Je
souhaite également faire part de ma gratitude au Professeur Philippe Miele qui m'a fait
l'honneur de présider mon jury ainsi qu'à Claude Esnouf et Jean-François Pierson, témoins et
surtout participants actifs de mon travail de recherche, l'un par ses talents reconnus de
microscopiste en transmission, l'autre par ses connaissances et son expérience dans la
synthèse et la caractérisation des couches minces.
De nombreuses personnes m'ont accompagné tout au long de ces trois années à travers
un certain nombre d'expériences et je tiens à avoir une pensée pour chacune d'entre elles.
Alors un grand merci à Sandrine Cardinal pour la thermogravimétrie et la DRX, à Gilbert
Thollet pour toutes les journées passées en salle de microscopie environnementale alors que
le soleil brillait dehors et à Thierry Douillard pour les manipulations sur le nanoduromètre.
Je pense aussi à Rodica Chiriac et Catherine Sigala qui ont mené les expériences de cyclage
thermique au LMI de l'Université Lyon I, à Julien Fontaine pour ses conseils experts en
tribologie et la ballade dans le désert californien, à Mathieu Guibert pour m'avoir
accompagné face à la machine infernale de tribologie de sa création ainsi qu'à Eric Damond
de IonBond, M. et Mme Jacquot et Bruno Stauder de Bodycote pour m'avoir fourni une
bonne partie des échantillons et réalisé quelques analyses.
Je tiens à remercier chaleureusement les équipes des laboratoires LSGS de Nancy et
LTDS de Centrale Lyon, et plus particulièrement Jean-François Pierson et Julien Fontaine
pour leur accueil dans leur laboratoire pour quelques semaines de travail dense. Il me faut
3

également remercier Michel Charnay du Pôle de Mathématiques de l'INSA de Lyon pour sa
très appréciée contribution à la modélisation de l'oxydation dynamique.
J'ai été très vite intégré à la vie du laboratoire, et pour cela je voudrais adresser ma
reconnaissance à toute l'équipe RI2S, Catherine Alemany-Dumont pour les parties de tennis,
Marion Frégonèse, Nicolas Mary, Hassan Idrissi, Jalila Secondo et Elisabeth Eccidio, mais
aussi aux glorieux anciens avec qui j'ai eu l'occasion de partager quelques uns de mes
questionnements scientifiques : Henri Mazille, Michel Papapietro et Sylvain Audisio. Et que
serait ce laboratoire sans ses deux Robert? Je tiens à adresser à Robert & Robert mes
remerciements spéciaux pour toutes les horreurs que je leur ai infligées en trois longues
années (ordinateur en vrac, échantillons à percer le vendredi soir à 17h30...) et pour
lesquelles ils ont toujours répondu présent.
Pour en terminer avec les scientifiques, il me reste à saluer toute la fine équipe des
doctorants qui se sont succédés à mes côtés pour mettre de l'ambiance dans le laboratoire. De
la petite équipe qui m'a accueilli (Pascale, David et Lilian) jusqu'à la grande équipe
d'aujourd'hui (Florica, Salah, Aziz, Olivier, Thomas, Virginie et Guilhem) ; tous m'ont
permis de passer trois années dans la bonne humeur. Quelques bons souvenirs me font
penser à Pauline et ses mandarines, à Illyes-Benzema qui marque des buts plus vite que son
ombre et à Bérénice, transfuge du KGB intégrée au pôle de maths et Qui N'a Pas Peur De
Monsieur Lambert.
A l'INSA, j'ai cherché, mais j'ai aussi partagé de grands moments sportifs avec l'équipe
du foot du CASI et au badminton. Je vous préviens que je reviendrai au tournoi de foot de la
fête du personnel jusqu'à ce qu'on gagne.
Dans un autre registre, je remercie de tout mon cœur mes parents pour m'avoir
accompagné dans mes études jusque dans leurs plus interminables longueurs malgré leur
aversion naturelle envers les chiffres et les équations de toutes sortes.
Cela m'amène à avoir une pensée émue pour la génération d'étudiants que j'ai aimé
maltraiter au cours d'innombrables séances de travaux pratiques dans l'espoir secret de leur
faire aimer la chimie en particulier et les sciences en général.
Je voudrais terminer par celle qui compte le plus pour moi et qui m'a toujours poussé et
aidé à donner le meilleur de moi-même en toutes circonstances : Elisabeth, ma femme.
4

5

Sapiens pol ipse fingit fortunam sibiLe sage, par Pollux, modèle lui-même son propre sort.
Plaute, Trinnumus
Iners malorum remedium ignorantia est.L'ignorance n'est qu'un faible remède à nos maux.
Sénèque, Œ dipe
Quamquam ridentum dicere verum quid vetat.Qui interdit de dire la vérité en riant ?
Horace, Satires, I, 1, 24
A Elisabeth...
6

Sommaire
Introduction générale 11
Chapitre 1 : Analyse bibliographique 15
1.1 – Les revêtements mono- et multicouches 18
1.1.1 – TiN 18
1.1.2 – CrN et Cr2N 20
1.1.3 – TiAlN 22
1.1.4 – CrAlN 24
1.1.5 – Si3N4 / SiNx 24
1.1.6 – Bilan des revêtements monolithiques 26
1.2 – Les revêtements nano-multicouches 26
1.3 – Les revêtements nanocomposites base Si 28
1.3.1 – TiSiN 29
1.3.2 – CrSiN 33
1.3.3 – TiAlSiN 34
1.3.4 – CrAlSiN et les autres 37
1.3.5 – Les nanocomposites multicouches 38
1.4 – Bilan : propriétés comparées des revêtements 39
1.5 – Conclusion de l'étude bibliographique 40
Chapitre 2 : Méthodes de dépôt, matériaux, techniques
expérimentales 43
2.1 – Méthodes de dépôt 45
2.1.1 – Dépôts physiques en phase vapeur 45
2.1.1.1 – Evaporation par arc 46
2.1.1.2 – Pulvérisation magnétron 47
2.1.1.3 – Procédé mixte arc / magnétron 48
2.1.2 – Procédé hybride PVD/CVD 49
2.2 – Caractérisation métallurgique 50
2.2.1 – DRX 51
7
2.2.2 – Microscopies électroniques 52
2.2.2.1 – MEB 52
2.2.2.2 – ESEM 52
2.2.2.3 – MET 54
2.2.3 – Analyses spectroscopiques 55
2.2.3.1 – SDL 55
2.2.3.2 – SNMS 56
2.2.4 – Propriétés mécaniques 56
2.3 – Caractérisation tribologique 57
2.3.1 – Tribomètre – mesures 57
2.3.2 – Interprétations – outils théoriques 58
2.4 – Caractérisation chimique 61
2.4.1 – Détermination électrochimique de la porosité 61
2.4.2 – Oxydation haute température 62
2.4.2.1 – Thermodynamique 62
2.4.2.2 – Constantes de vitesse, énergie d’activation et température critique
63
2.4.2.3 – Mécanismes de l’oxydation 64
2.4.2.1 – Techniques utilisées 65
Chapitre 3 : Rôle du silicium dans la résistance à l'oxydation de revêtements nanocomposites base TiN : contribution de la microscopie environnementale
69
3.1 – Structure et propriétés des revêtements 72
3.1.1 – Détermination du taux de porosité débouchante 72
3.1.3 – Une structure nanocomposite ? (MET, DRX, prop méca) 74
3.2 – Résistance à l’oxydation 79
3.2.1 – Oxydation isotherme 80
3.2.2 – Oxydation dynamique 86
3.2.3 – Approche in situ de l'oxydation : apport de l'ESEM 88
3.3 – Cyclage thermique 93
3.3.1 – Suivi quantitatif de l'oxydation en mode cyclage 94
3.3.2 – Suivi in situ du cyclage thermique : apport de l'ESEM 96
8

3.4 – Discussion 98
3.5 – Conclusion 99
Chapitre 4 : De l’oxydation de revêtements nanocomposites déposés
par un procédé hybride PVD/CVD 101
4.1 – Les revêtements et leurs propriétés 104
4.1.1 – Détermination du taux de porosité débouchante : 104
4.1.2 – Une structure nanocomposite, multicouche, ou duale ? 105
4.1.3 – Bilan : des revêtements complexes 110
4.2 – Résistance à l’oxydation 111
4.2.1 – Oxydation en mode dynamique 111
4.2.2 – Oxydation en mode isotherme 113
4.2.1.1 – Rôle du silicium 114
4.2.1.2 – Intérêt de l'ajout d’aluminium 116
4.2.3 – Oxydation cyclique 117
4.2.2.1 – Le nitrure de titane 118
4.2.2.2 – TiSiN et SiNx 119
4.2.2.3 – TiAlN et TiSiAlN 121
4.3 – Discussion 122
4.4 – Bilan 123
Chapitre 5 : Relations synergiques dans la dégradation de
revêtements Cr-Si-N : influence de l'oxydation et de la tribo-
oxydation125
5.1 – Structure et propriétés des revêtements 127
5.1.1 – Choix des compositions 127
5.1.2 – Propriétés des revêtements intacts 129
5.1.2.1 – Caractéristiques des revêtements 129
9
5.1.2.2 – Propriétés mécaniques 131
5.1.3 – Micro et nanostructure des revêtements 131
5.1.3.1 – Diffraction des Rayons X – Cristallographie 131
5.1.3.2 – Microscopie en Transmission – Nanocomposition 133
5.2 – Résistance à l'oxydation 135
5.2.1 – Oxydation dynamique 135
5.2.2 – Oxydation isotherme 137
5.3 – Tribo-oxydation 143
5.3.1 – Usure critique du revêtement 144
5.3.2 – Coefficient de frottement 147
5.3.3 – Energie Spécifique d'Usure (ESU) 148
5.4 – Bilan 150
Conclusion générale 153
Références bibliographiques 159
10

INTRODUCTION GENERALE
11

12
L’acier sous toutes ses formes est l’un des matériaux les plus utilisés à travers le
monde, et ce dans tous les domaines de l’industrie : construction, outillage, automobile,
aéronautique, et bien d’autres. Cependant, comme la majorité des métaux et alliages, il est
sujet aux phénomènes de corrosion et d’oxydation. Dans d’innombrables cas des pièces
métalliques doivent être changées régulièrement à cause de pertes des propriétés engendrées
par ces réactions, les oxydes formés n’étant pas systématiquement adhérents et protecteurs.
Même dans ce dernier cas dit de passivation, la protection offerte par la couche d’oxyde
superficielle peut être dégradée par des sollicitations mécaniques. A ces différents
problèmes, de nombreuses solutions ont été apportées en fonction des propriétés souhaitées.
Les matériaux polymères, de nouveaux alliages et les matériaux composites ont été
développés afin de répondre à des demandes de plus en plus exigeantes en matière de
maintien des propriétés mécaniques, d’inertie chimique et, de façon plus générale,
d’augmentation de la durée de vie des pièces.
L’industrie de coupe, par exemple, pose le double problème des tenues mécanique et
chimique, problème amplifié par les fortes cadences de production qui induisent des
augmentations de la température allant localement jusqu’à 800°C. Deux applications
courantes en témoignent : le débitage de métaux à la chaîne se fait à une très grande vitesse
d'une part et le perçage de matrices métalliques d'autre part. Dans cette dernière application,
l'outil travaille en présence de lubrifiant caloporteur. Celui-ci n’allant pas au fond du trou, la
température au fond du perçage est augmentée par la dissipation d’énergie due au frottement.
A l'inverse des métaux, les céramiques sont connues pour leurs propriétés de dureté et
d’inertie chimique, propriétés essentielles pour des outils-machines, notamment les
instruments de coupe à haute cadence. Cependant, elles sont habituellement fragiles, ce qui
les rend bien souvent inutilisables dans des conditions de fortes sollicitations mécaniques. Il
faut donc allier les propriétés des céramiques à celles de métaux dans l'optique d'obtenir un
compromis qui permettrait d'allonger la durée de vie des pièces.
L’idée sous-jacente au concept de couche mince céramique déposées sur un métal est
de permettre d’allier la dureté de la céramique en surface pour faciliter la coupe à la ductilité
du métal en volume pour accommoder les contraintes. L'obtention d'une surface dure a déjà
permis d'améliorer la longévité des outils de coupe grâce aux premiers revêtements
céramiques de TiN il y a une vingtaine d'années.
De plus, certaines céramiques peuvent avoir des propriétés lubrifiantes, ce qui
représente un avantage supplémentaire puisque le coefficient de frottement est un paramètre
que l’on cherche à minimiser pour augmenter la durée de vie des pièces. En effet, en plus de
13

contribuer à une usure rapide, un fort coefficient de frottement induit une dissipation
d'énergie élevée laquelle peut favoriser les réactions d'oxydation du revêtement. D'autre part,
les céramiques sont souvent relativement inertes chimiquement.
L’objectif de ce travail est de mieux comprendre les phénomènes d’oxydation qui se
produisent sur les revêtements de nitrures métalliques afin d'apporter de nouvelles
améliorations à la conception des revêtements. L'optimisation visée concerne les propriétés
fonctionnelles les plus usuelles dans le domaine des outils de coupe, à savoir les propriétés
mécaniques de surface ainsi que la résistance physico-chimique et à l'usure des pièces
revêtues. Une attention toute particulière sera portée sur les revêtements nanocomposites
dont le développement récent a conduit à une amélioration globale de la durée de vie des
pièces.
Dans le premier chapitre, nous présentons une étude bibliographique centrée sur les
propriétés des revêtements de nitrures métalliques en distinguant les revêtements
monocouches microstructurés de première génération des revêtements multicouches
nanostructurés et des revêtements nanocomposites modernes. Les propriétés mécaniques,
tribologiques et chimiques sont détaillées dans chaque cas.
Le deuxième chapitre est focalisé sur les techniques expérimentales utilisées dans ce
travail, à commencer par les divers procédés de dépôt physique en phase vapeur. Les
caractérisations structurales, tribologiques et chimiques utilisées sont ensuite explicitées.
Les trois chapitres suivants sont consacrés à l'étude des propriétés de résistance à
l'oxydation et relatent les résultats expérimentaux obtenus ainsi que les discussions qu'ils
amènent. Le troisième chapitre concerne les revêtements TiSi(Al)N déposés par arc
cathodique. L'évolution in situ de la surface en cours d'oxydation a notamment été suivie par
microscopie électronique en mode environnemental. Le chapitre suivant consiste en une
approche de l'oxydation de revêtements multicouches à travers le cyclage thermique. Le rôle
de l'enrobage des nanograins de TiN par le nitrure de silicium est notamment détaillé. Le
dernier chapitre est quant à lui relatif aux revêtements du système Cr-Si-N. La caractérisation
de la résistance à l'oxydation est complétée par une approche en tribo-oxydation mêlant les
notions de frottement, d'oxydation et de fatigue.
Finalement, après un rappel des principaux résultats permettant de comparer les
intérêts des divers revêtements étudiés, nous proposons quelques perspectives qui nous
semblent particulièrement dignes d'intérêt dans un avenir proche
14

CHAPITRE 1 : ANALYSE BIBLIOGRAPHIQUE
15

16

Le premier revêtement pour outil de coupe ayant été mis au point est le nitrure de
titane (TiN) il y a maintenant plus de vingt ans. Il offre une très grande dureté et une assez
bonne résistance à la corrosion. Par contre, il ne présente qu’une faible résistance à
l’oxydation à haute température. Au-delà de 500°C, il s’oxyde en effet complètement et
n’empêche alors plus l’attaque du substrat.
Diverses solutions ont été apportées depuis, en modifiant soit la composition chimique
du système, soit la structure du revêtement. Du point de vue chimique, plusieurs familles de
revêtements ont été développées à base de TiN ou de CrN dans lesquels on ajoute par
exemple d’autres éléments comme l’aluminium ou le silicium. Du point de vue de la
structure, la monocouche homogène est remplacée par des systèmes multicouches ou
nanocomposites.
A l’heure actuelle, le nitrure de titane et le nitrure de chrome sont largement dépassés
par les revêtements modernes, et l’utilisation des revêtements nitrurés dépasse largement le
cadre des outils de coupe. Depuis quelques années, ces revêtements sont étudiés et utilisés
dans le moulage d’alliages d’aluminium à chaud. Là encore, les cadences industrielles
imposent des contraintes importantes, notamment en matière de cyclage thermique.
Dans le cadre de ce chapitre bibliographique, les différentes familles de revêtements
seront successivement présentées selon la complexité croissante de leur structure :
monocouche, multicouche et enfin nanocomposite. L'accent sera mis plus particulièrement
sur ces revêtements nanocomposites qui constituent les films déposés dans ce travail de
thèse.
Figure 1.1 : exemples d'outils de coupe revêtus de TiN.
17
1.1 – Les revêtements mono- et multicouches
1.1.1 – TiN
Les premiers revêtements utilisés dans l’industrie de coupe étaient composés d’une
couche unique de nitrure de titane. Ce revêtement a été utilisé pendant de nombreuses années
et a encore cours actuellement. Il est utilisé principalement en revêtement des outils de coupe
et d’usinage, mais on le retrouve également dans le moulage de pièces en aluminium où il
endure des chocs thermiques importants1 sans fissurer grâce à ses faibles contraintes internes.
On le rencontre aussi en microélectronique en tant que barrière de diffusion2,3.
Le nitrure de titane est facilement déposable sur la plupart des substrats (verre, acier,
silice, …) et les méthodes les plus utilisées sont la pulvérisation par magnétron et
l’évaporation par arc. La première est utilisable sur des pièces allant jusqu’à 20 cm de
longueur pourvu que le champ magnétique soit suffisamment important4. La deuxième
méthode présente l’inconvénient de provoquer la projection de gouttelettes (« droplets ») de
titane au sein du revêtement5, gouttelettes dont le diamètre influence fortement la structure
colonnaire du TiN déposé à sa surface6. Dans tous les cas, il faut polariser le substrat pour
obtenir des revêtements denses et de couleur doré4,7. Une autre méthode a été utilisée
récemment qui consiste à déposer du titane sur la surface du substrat et à l’irradier a
posteriori par laser en présence d’azote gazeux. Selon les auteurs, ce procédé aurait
l'avantage de n’induire aucune modification du substrat8.
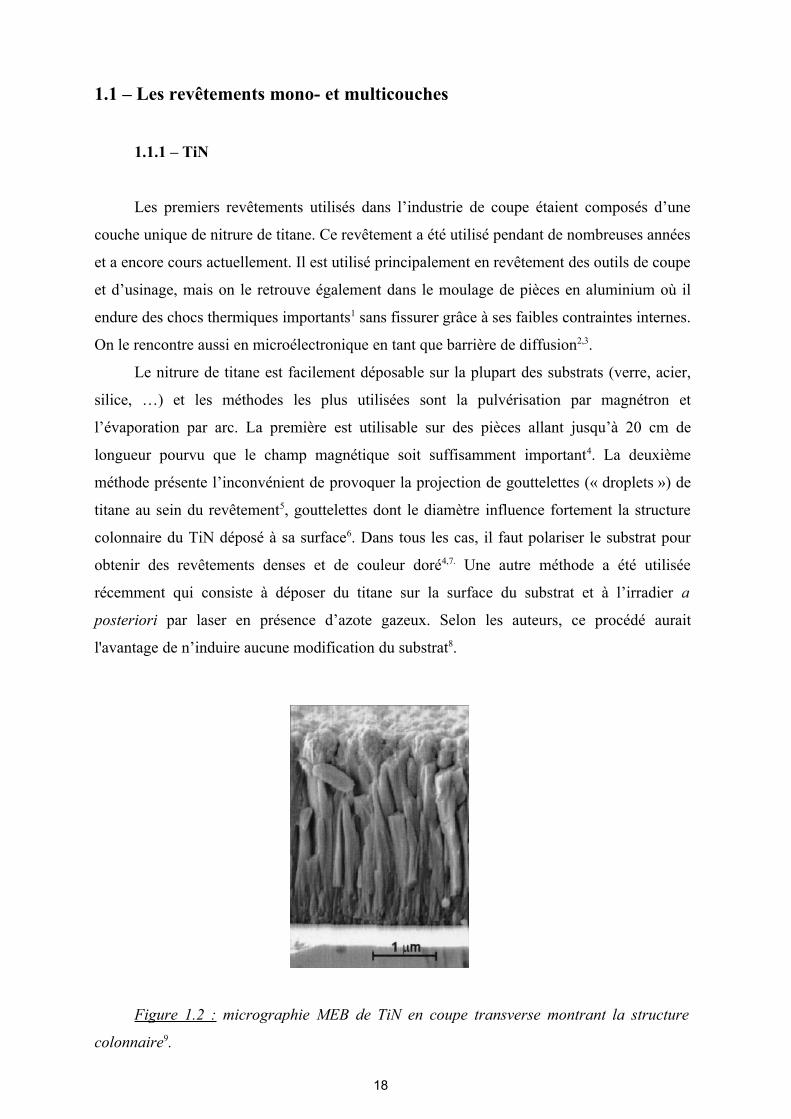
Figure 1.2 : micrographie MEB de TiN en coupe transverse montrant la structure
colonnaire9.
18

Dans la plupart des cas, la structure du revêtement de TiN est colonnaire (figure
1.2)5,6,10, orientée (001), (111)10,11,12 ou anisotrope11,13. La densité de la couche dépend des
paramètres de dépôt dont la température du substrat10, l’épaisseur de la couche10, la méthode
de dépôt5,13, la répartition des défauts6,14 et la tension de polarisation 7,11.
Les propriétés mécaniques de TiN ont été étudiées par de nombreux auteurs, donnant
parfois des valeurs assez éparses. Ainsi, la dureté maximale atteinte est de 26 GPa pour
Kadlec et al.15 alors qu’elle est de 56 GPa pour Mayrhofer et al.16 avec une taille des grains
de 18 nm et plus de 5 GPa de contraintes résiduelles. Une autre étude montre l’importance de
ces contraintes dans la mesure de la dureté en effectuant des mesures avant et après recuit17.
La valeur finale est inférieure à la valeur initiale de 6 à 1 GPa. Le module d’Young serait de
480 GPa16.
L’adhérence du revêtement au substrat est favorisée par de faibles contraintes à
l’interface avec le substrat1. C’est pour cela que la présence d’une sous-couche de Ti permet
d’améliorer l’adhérence18. La charge critique de TiN déposé sur un acier a été évaluée à 58
N15.
Le coefficient de frottement est unanimement mesuré entre 0,8 et 1,219,20 pour un
frottement contre une bille d’alumine. Dans certaines conditions, il peut tomber à 0,215,19,
notamment en présence d’ions chlorure, ceux-ci favorisant l’oxydation de la surface en TiO2
qui agit comme lubrifiant.
Le coefficient de dilatation thermique est mesuré à environ 7 ppm/K2,3 pour les
revêtements de TiN alors que nous avons mesuré 13 ppm/K pour l’acier M2.
La résistance à la corrosion de TiN est correcte. Le potentiel de corrosion libre mesuré
pour un dépôt sur du verre dans diverses solutions électrolytiques est plus élevé et le courant
anodique est plus faible que ceux de l'acier, ce qui signifie que la réactivité du revêtement est
très faible21. La formation de TiO2 en surface permet une passivation21,22. D’autres études
montrent que la résistance à la corrosion de TiN est fonction des défauts du revêtement,
principalement la porosité23, laquelle est assez importante à cause de la morphologie
colonnaire de TiN. Plus la surface du substrat est rugueuse, plus la densité de pores est
élevée24, et donc plus la corrosion est importante. La protection peut en outre être améliorée
en ajoutant une sous-couche de titane25. Par ailleurs, TiN est biocompatible et résiste à la
corrosion induite en milieu physiologique26.
Les études comparatives portant sur la résistance à l’oxydation à haute température de
TiN et d’autres revêtements montrent que celui-ci s’oxyde massivement à partir de 500°C27,
28,29,30, ce qui est problématique puisque la température lors d’un perçage classique peut
19

atteindre 800°C. Là encore, la microstructure colonnaire est rédhibitoire, puisque l’oxydation
est 7 fois plus rapide que lorsque la microstructure n’est pas colonnaire31. L’énergie
d’activation de la réaction d'oxydation a été évaluée entre 187 et 198 kJ/mol par M. Diserens
et al.32.
1.1.2 – CrN et Cr2N
L’inconvénient principal de TiN étant sa faible tenue à la corrosion et à l’oxydation,
l’une des premières réponses apportées a été de remplacer le titane par un autre métal de
transition : le chrome, élément connu pour former des couches de passivation. Les nitrures
de chrome sont des composés stables thermodynamiquement dans une large gamme de
température et de pression. Déposés sous forme de revêtements, ils sont généralement
préparés par pulvérisation magnétron33,34,35, par évaporation par arc36 et par IBAD (Ion Beam
Assisted Deposition = Dépôt Assisté par Faisceau d’Ions)33. Comme pour TiN, une autre
méthode employée marginalement est la post-nitruration d’une pièce préalablement
chromée37,38. La pulvérisation magnétron permet, en fonction de la pression d’azote que l’on
impose, de déterminer la composition du revêtement. A basse pression d’azote, un
revêtement de Cr2N est synthétisé, à moyenne pression d’azote, un revêtement hétérogène
composé de grains de CrN et de Cr2N, et à forte pression d’azote, un revêtement de CrN33,39-
49.
La microstructure de la couche est très variable et dépend des conditions de dépôt. On
peut ainsi obtenir des grains colonnaires50 ou des nanocristaux51. On peut observer dans
certains cas deux couches pratiquement distinctes : l’une de CrN au contact de l’atmosphère
(zone riche en azote), l’autre de Cr2N au contact du substrat (pauvre en azote)38. A de fortes
températures en atmosphère inerte, CrN libère du diazote pour former Cr2N52.
Les propriétés mécaniques de CrN et de Cr2N sont comparables à celles de TiN. Du
point de vue de la dureté, plusieurs études s’accordent pour conclure que la courbe de dureté
en fonction de la pression d’azote (et donc de la composition) passe par un maximum local
quand on forme Cr2N stœchiométrique puis chute quand le revêtement est composé de grains
de CrN et de Cr2N, et atteint finalement un nouveau maximum quand on forme le CrN
stœchiométrique (figure 1.3)53,49. La plupart des publications font état d'un plus grande
durcissement pour les revêtements de Cr2N que pour ceux de CrN bien que la différence soit
relativement faible44-48,50,53-58. Les valeurs mesurées varient généralement entre 15 et 30 GPa55-
57,59,60, pour atteindre 39 GPa16. Mayrhofer et al.16,49 mettent en évidence l’effet Hall-Petch et
20
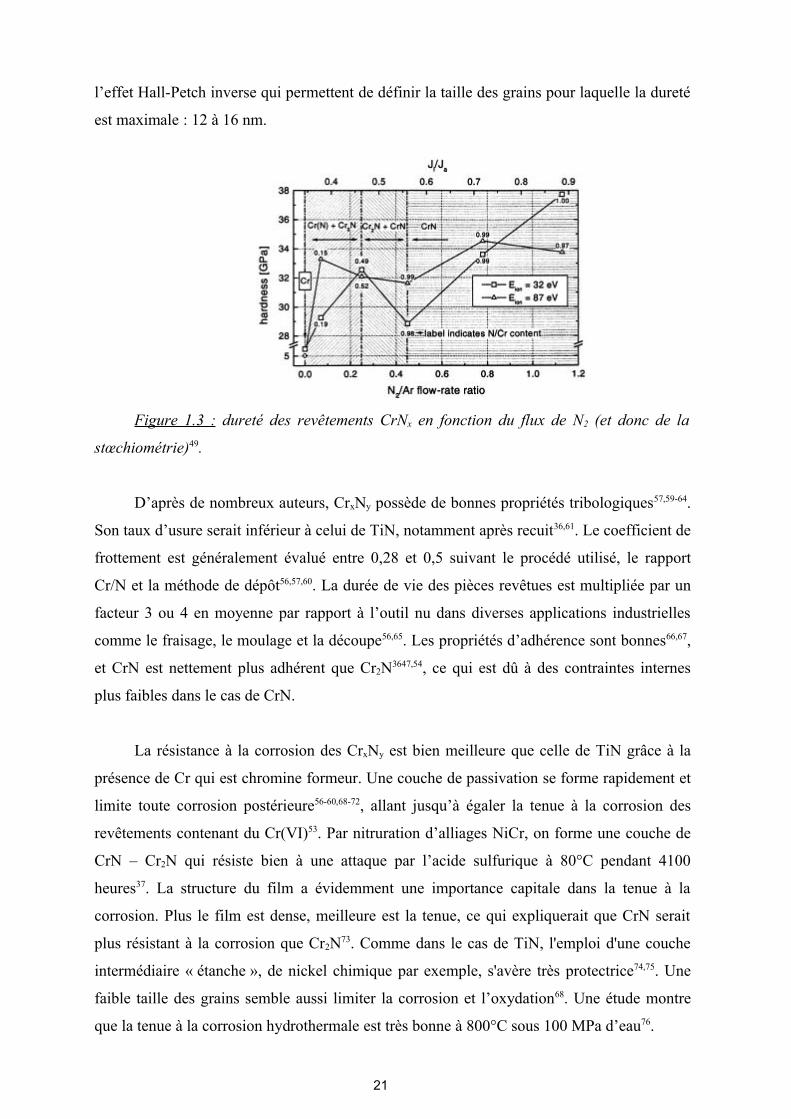
l’effet Hall-Petch inverse qui permettent de définir la taille des grains pour laquelle la dureté
est maximale : 12 à 16 nm.
Figure 1.3 : dureté des revêtements CrNx en fonction du flux de N2 (et donc de la
stœchiométrie)49.
D’après de nombreux auteurs, CrxNy possède de bonnes propriétés tribologiques57,59-64.
Son taux d’usure serait inférieur à celui de TiN, notamment après recuit36,61. Le coefficient de
frottement est généralement évalué entre 0,28 et 0,5 suivant le procédé utilisé, le rapport
Cr/N et la méthode de dépôt56,57,60. La durée de vie des pièces revêtues est multipliée par un
facteur 3 ou 4 en moyenne par rapport à l’outil nu dans diverses applications industrielles
comme le fraisage, le moulage et la découpe56,65. Les propriétés d’adhérence sont bonnes66,67,
et CrN est nettement plus adhérent que Cr2N3647,54, ce qui est dû à des contraintes internes
plus faibles dans le cas de CrN.
La résistance à la corrosion des CrxNy est bien meilleure que celle de TiN grâce à la
présence de Cr qui est chromine formeur. Une couche de passivation se forme rapidement et
limite toute corrosion postérieure56-60,68-72, allant jusqu’à égaler la tenue à la corrosion des
revêtements contenant du Cr(VI)53. Par nitruration d’alliages NiCr, on forme une couche de
CrN – Cr2N qui résiste bien à une attaque par l’acide sulfurique à 80°C pendant 4100
heures37. La structure du film a évidemment une importance capitale dans la tenue à la
corrosion. Plus le film est dense, meilleure est la tenue, ce qui expliquerait que CrN serait
plus résistant à la corrosion que Cr2N73. Comme dans le cas de TiN, l'emploi d'une couche
intermédiaire « étanche », de nickel chimique par exemple, s'avère très protectrice74,75. Une
faible taille des grains semble aussi limiter la corrosion et l’oxydation68. Une étude montre
que la tenue à la corrosion hydrothermale est très bonne à 800°C sous 100 MPa d’eau76.
21

La tenue à l’oxydation à haute température est logiquement tout aussi bonne58-60,69,77,78,
toujours favorisée par la passivation de la surface par Cr2O368,70, et largement meilleure que
celle de TiN31. La température critique est évaluée à 700°C par Navinsek et Panjan56 et
proche de 750°C par Mayrhofer et al.79. Un seul oxyde est détecté en DRX : Cr2O379, c’est-à-
dire qu’on ne retrouve pas trace de Cr(VI), qui est toxique et dont la présence est déjà
fortement limitée dans l'industrie automobile. Cependant, d'après S. Henry80, à partir de
1000°C sous air sec et de 800°C sous air humide, l'oxyde de chrome (III) s'oxyderait en
oxyde de chrome (VI). Il conviendrait donc de réaliser des tests pour mesurer le dégagement
de Cr au degré d’oxydation VI.
Les mécanismes d’oxydation ont été étudiés et il a été démontré qu’il y a migration de
l’oxygène vers l’intérieur et du chrome vers l’extérieur79. Le profil des couches est le
suivant : Cr2O3 en surface, puis CrN, puis Cr2N et / ou Cr à l’interface avec le substrat43. Les
mécanismes sont différents pour CrN et Cr2N. Ainsi, tous les revêtements de CrN étudiés par
Mayrhofer et al.79 ont une énergie d’activation d’oxydation comprise entre 281 et 296 kJ/mol
(soit 100 kJ/mol de plus que TiN) pour un comportement de type parabolique. Les
différences de contraintes internes sont évoquées pour expliquer ces variations. Les
revêtements de Cr2N, quant à eux, commencent par s'oxyder suivant une loi linéaire tant que
la diffusion se fait aisément avec une énergie d’activation de l’oxydation de 190 kJ/mol, puis
suivent une loi parabolique avec une énergie d’activation de 465 kJ/mol. Cette dernière
valeur, étonnamment élevée pourrait être le fait de deux processus simultanés dont les
énergies d’activation s’ajouteraient. Etant donné que la couche de Cr2O3 serait une barrière
de diffusion pour l’azote79, il est possible que la cinétique d’oxydation soit ralentie par
l’évacuation de l’azote.
1.1.3 – TiAlN
L’ajout d’aluminium dans TiN pour améliorer les propriétés de résistance à la
corrosion et à l’oxydation à haute température date du tout début des années 90. L’idée est de
rajouter un élément facilement oxydable pour passiver la surface et bloquer toute oxydation
ultérieure. Le choix de l’aluminium s’impose puisque la passivation de l’aluminium
métallique est quasiment instantanée et qu’il se dissout très bien dans la matrice de TiN. Le
revêtement de TiAlN est généralement préparé par pulvérisation magnétron ou évaporation
par arc. L’évolution de ces techniques au cours de la dernière décennie a simplifié son étude
et son utilisation massive81,82.
22

Le nitrure d’aluminium (AlN) est un composé stable qui cristallise dans le système
hexagonal. Le nitrure de titane aluminium cristallise dans le système cubique NaCl tant que
le rapport molaire Ti/(Al+Ti) est inférieur à 0,783,84. On a une solution solide de substitution
de Al à la place de Ti dans TiN. Au-delà, TiAlN (ou doit-on dire AlTiN ?) cristallise dans le
système hexagonal caractéristique d’une solution solide de substitution de Ti à la place d’Al
dans AlN. On perd alors les propriétés de dureté de TiN.
La première composition ayant été étudiée est Ti0,5Al0,5N29,85. Ce composé cristallise
dans le système cubique NaCl avec une orientation préférentielle (111). L’application d’une
tension de polarisation permet de densifier la structure et de faire diminuer la taille des
grains, ce qui explique que la dureté augmente de 10 à 42 GPa. Ce revêtement a une bien
meilleure résistance à l’oxydation que TiN. Il s’oxyde en formant deux couches : Al2O3 en
surface et TiO2 en profondeur. La cinétique de l’oxydation est régie par la diffusion des
espèces et est assez lente, ce qui procure une bonne protection au substrat.
D’autres compositions et structures ont été développées ces dernières années. Ainsi
des structures à fort taux d’aluminium semblent prendre le dessus sur les structures à fort
taux de titane. On observe des structures hétérogènes contenant des grains de TiAlN cubique
de type NaCl et des grains de AlN84 voire des zones de AlN amorphe86 ! Si le premier atteint
une valeur de dureté de 38 GPa, le second atteint 47 GPa pour la composition Ti0,2Al0,25N0,55
dans laquelle les grains de TiAlN de 30 nm de diamètre sont orientés (111) dans AlN
amorphe.
Les propriétés tribologiques concordent d’une étude à l’autre. Le coefficient de
frottement contre l’alumine vaut entre 0,4 et 0,5, le volume de débris étant proportionnel à
l’énergie dissipée28,87,88. Kirchhoff et al. ont validé un modèle de dégradation du revêtement
de TiAlN homogène par cyclage thermique laser : fissuration verticale depuis la surface,
délamination, écaillage89. TiAlN est moins résistant que TiN quand il y a une contrainte
mécanique en jeu car il est beaucoup plus contraint : son taux d’usure est plus élevé malgré
un coefficient de frottement plus faible90. Il est d’ailleurs extrêmement courant que les
revêtements de TiAlN ne soient pas déposés à même le substrat mais sur une couche de TiN
servant à améliorer l’adhérence en diminuant les contraintes à l’interface substrat /
revêtement. La force critique est évaluée par scratch test à 40N au maximum pour
Ti0,35Al0,65N91.
Les revêtements de nitrure de titane aluminium sont par contre beaucoup plus
résistants à la corrosion88 et à l’oxydation90 que TiN. Ce même revêtement de Ti0,35Al0,65N
23

possède les meilleures propriétés de tenue à l’oxydation91 : ce taux d’aluminium fort permet
de former uniformément une couche de Al2O3 tout en conservant les propriétés mécaniques
et de diffusion propres à la structure cubique de type NaCl du TiN. En effet, au-delà de 70%
atomiques d’aluminium, la structure würtzite de AlN est formée et la tenue à l’oxydation est
dégradée92. La température critique d’oxydation déterminée par L. Mattéi30 est de 850°C, soit
un gain de 300°C par rapport à TiN. L’énergie d’activation a été évaluée à 175 kJ/mol.
TiAlN, comme TiN est biocompatible et résiste à la corrosion en milieu physiologique26.
1.1.4 – CrAlN
Les revêtements de CrAlN ont été très peu étudiés. La structure de ces revêtements est
exactement la même que celle de TiAlN : cubique de type NaCl à moins de 70% atomiques
d'Al, et hexagonale au-delà83. L'étude de Spain et al.93 fait état de propriétés meilleures que
celles de TiAlN, et de toutes façons largement supérieures à celles de TiN et de CrN dans
quasiment tous les domaines : plus grande dureté (H = 56 GPa contre 53 GPa pour TiAlN et
35 pour TiN et CrN), module d'Young réduit (450 GPa), charges critiques importantes
(>60N). Le coefficient d'usure, que Spain et al.93 jugent non mesurable, est évalué à environ
2.10-15 m3/mN par Reiter et al.94. Les tests industriels révèlent une durée de vie 2 à 3 fois plus
importante que celle de pièces revêtues de TiN93. Différents auteurs définissent une
composition "idéale" du revêtement de CrxAlyN : avec x = 0,85 et y = 0,15 34 ou x = y = 0,25 95 ou x = 0,3 et y = 0,7. Les valeurs de la littérature sont assez contradictoires, mais tous les
auteurs considèrent que CrAlN est globalement meilleur que TiAlN sur tous les fronts quelle
que soit sa composition.
La résistance à l'oxydation serait meilleure que celle de TiAlN à toutes compositions
d'après M. Kawate et al.96, et serait améliorée par la présence de 5% de Ti ou de W97.
L'alumine serait formée majoritairement, accompagné de la chromine. Après 20 heures à
900°C, le revêtement est oxydé en surface mais toujours adhérent, alors qu'il est nécessaire
d'atteindre 1000°C pendant 12 heures pour observer un écaillage.
1.1.5 – Si3N4 / SiNx
Les revêtements de Si3N4 sont généralement amorphes98,99. On trouve cependant des
exemples de revêtements cristallisés, mais c'est toujours à travers des dopages de Y2O3,
d'Al2O3 ou de MgO100-104. Ces derniers revêtements présentent d'ailleurs d'excellentes
résistances à l'oxydation puisqu'ils s'oxydent peu jusqu'à 1200°C. Ils sont préparés par
24

pression à chaud de poudre de α-Si3N4 mélangée à la céramique d'addition voulue, alors que
Si3N4 amorphe est synthétisé par PVD ou CVD : pulvérisation magnétron30,98,IBAD105,
plasma CVD99,106-108, voire par CVD en lit fluidisé109. La nature chimique du nitrure de
silicium est souvent controversée si bien que l'on parle alors plus souvent de SiNx. Selon les
méthodes de synthèse, on retrouve un certain pourcentage d'hydrogène et / ou d'oxygène
dans le revêtement, ce qui modifie les propriétés mécaniques et thermiques. De ce fait, les
applications des revêtements de SiNx sont très variées : ils peuvent être semi-conducteurs n
ou p110, isolants107, avoir des propriétés de photoluminescence111, être membrane d'isolation
thermique à faible température (<100°C)112, ou revêtement pour outils de coupe dans
l'industrie comme TiN.
Etant donné que le revêtement est amorphe, il ne peut pas être analysé en DRX, et
plusieurs auteurs se sont penchés sur la technique de spectrométrie infrarouge, définissant les
valeurs moyennes auxquelles se trouvent les pics caractéristiques des liaisons Si - N et Si -
O113,114, ce qui pourrait permettre de définir un degré d'oxydation des éléments du revêtement.
Sa dureté a été évaluée à 26 GPa, son module d'Young réduit à 180 GPa et son
coefficient de frottement contre une bille de WC entre 0,1 et 0,3. Le revêtement de SiNx est
assez adhérent mais cette adhérence diminue avec la température de synthèse. Le taux
d'usure est inférieur à 11.10-15 m3/m/N109.
Le comportement des revêtements SiNx a été assez étudié en oxydation et très peu en
corrosion. Bien que les revêtements cristallisés contenant quelques pourcents d'oxydes
d'yttrium, d'aluminium ou de magnésium résistent à l'oxydation à 1200°C, les revêtements
amorphes sont moins performants. Cela est sans doute dû à l'ajout d'oxydes dans les
revêtements cristallins. L. Mattéi30 a évalué la température critique d'oxydation (Tc) d'un
revêtement amorphe à 780°C. Cette température est déjà relativement élevée et bien
supérieure à celle de TiN. Pitter et al. montrent que l’oxydation devient importante à partir
de 900°C105. Un changement de comportement comme celui-ci peut être dû à un changement
de structure du revêtement115. En réalisant deux cycles de montée et descente en température,
Hughey et Cook116 démontrent qu’il y a relaxation des contraintes lors du premier cycle et
cela joue sur les propriétés mécaniques du revêtement. Ils expliquent l’augmentation de la
dureté par la disparition des liaisons Si – H et N – H lors du recuit. Le mécanisme de
l’oxydation a été décrit par Galanov et al.117. Le modèle qu’ils vérifient mathématiquement
repose sur la formation de micro-bulles de N2 gazeux qui se forment dans une couche
intermédiaire de SiO2 poreuse. Les bulles sont emprisonnées par la faible diffusion de l’azote
dans la couche externe de SiO2 dense. Les auteurs soutiennent que ce modèle serait
applicable à tous les revêtements formant une couche d’oxyde dense en surface comme TiN,
25
CrN, TiAlN ou CrAlN. Les revêtements cristallisés sont très résistants en oxydation grâce
aux divers composés qui leur sont ajoutés. L’addition de SiC dans Si3N4 permet la
cicatrisation des fissures entre 900 et 1400°C. L’énergie d’activation de la cicatrisation est
calculée à 150 kJ/mol et celle de l’oxydation à 130 kJ/mol118. Le coefficient de dilatation
thermique est compris entre 3 et 8 ppm/K entre 300 et 1000 K selon la structure de Si3N4.
1.1.6 – Bilan des revêtements monolithiques
Les revêtements monocouches présentent d’intéressantes propriétés mécaniques et
thermiques, cependant, certains points restent à améliorer. La durée de vie des pièces, bien
qu’ayant été doublée voire triplée par le remplacement de TiN par TiAlN, CrN ou CrAlN,
peut toujours être allongée. Deux « chantiers » sont à étudier : la résistance à l’oxydation
n’est toujours pas suffisante ; et la résistance à la sollicitation mécanique doit être accrue
pour pouvoir augmenter les cadences.
L’oxydation des revêtements se produit sur deux fronts : on distingue l’oxydation du
substrat de l’oxydation du revêtement. TiN s’oxyde en TiO2, mais cela n’empêche pas la
formation d’oxydes de fer. Cette oxydation du substrat est facilitée par la structure
colonnaire des grains qui laissent ainsi des chemins de diffusion aisée à l’oxygène et au fer.
Pour remédier à cela, il faut soit éliminer la morphologie colonnaire, soit créer une couche
d’oxyde qui jouera le rôle de barrière de diffusion.
1.2 – Les revêtements nano-multicouches
La résistance du revêtement aux sollicitations mécaniques est complexe : le revêtement
doit être dur et élastique, avoir un faible taux d’usure associé à un bas coefficient de
frottement ainsi qu'à une forte charge critique. Toutes ces propriétés étant impossibles à
réunir dans un seul matériau, il est devenu opportun de combiner les propriétés de plusieurs
matériaux de façon synergique.
La solution la plus simple consiste à déposer deux couches, une de chacun des deux
matériaux. C’est ce qui est fait dans le cas de TiAlN qui est déposé sur une sous-couche de
TiN pour permettre d’accommoder les contraintes. Depuis quelques années, une recherche
importante a été menée sur les revêtements multicouches dans lesquels chaque couche est
d’épaisseur nanométrique. On espère ainsi atteindre des propriétés bien meilleures en jouant
26

sur « l’effet nano », c’est-à-dire le fait que les cristaux de tailles inférieures à 0,1 µm
présentent des comportements différents à cause de la valeur importante du rapport atomique
des quantités d’atomes dans les cristaux sur les quantités d’atomes dans les joints de grains.
Le modèle originel du revêtement multicouche a été proposé par Koehler en 1970119 dans
l’idée d’entraver le mouvement des dislocations pour obtenir une plus grande dureté.
L’avantage principal des revêtements multicouches est leur mécanisme d’usure : du fait des
contraintes de compression et de tension à chaque interface, les fissures se propagent le long
des interfaces. Comme il y a de nombreuses couches, la durée de vie des pièces est
augmentée120,121. Plusieurs auteurs notent également une diminution des contraintes
interfaciales qui limite la fissuration122-125.
Les combinaisons de couches ayant été essayées sont légion. Le nitrure de titane est
associé à de multiples autres couches : CrN27,120,121,126-128, MoN127, NbN123,127, Ti2N129,
TaN123,124,127, VN130 et WC125. On peut faire la même remarque avec TiAlN qui est associé à
CrN122,131, Mo132,133, SiNx134, VN131,135, WN134 et Ti132. Tous ces revêtements peuvent être
distingués en deux catégories : les multicouches céramique / métal et les multicouches
céramique / céramique. En général les premiers ont pour but d’associer la dureté de la
céramique à la ductilité du métal alors que les autres sont synthétisés pour associer des
propriétés de résistance à l’oxydation et des propriétés mécaniques. Par exemple, les
revêtements multicouches TiN/CrN permettent d’avoir à la fois la dureté de TiN et la
résistance à l’oxydation de CrN, notamment en choisissant CrN comme couche externe
(figure 1.4)136.
Les paramètres sur lesquels on peut jouer pour obtenir les meilleures propriétés sont la
période137, la composition des couches, les contraintes internes, etc… Ces revêtements sont
souvent constitués de couches en épitaxie ou en « super-réseaux ». Cela contribue à limiter la
tenue à l’oxydation puisque l’on retrouve la morphologie colonnaire qui favorise la diffusion
de et vers le substrat et augmente la probabilité d’avoir des porosités débouchantes. C’est
pour cela qu’il est intéressant d’avoir une couche externe passivable et couvrante comme
CrN, TiAlN ou CrAlN.
Les cas les plus intéressants pour l’avenir sont ceux dans lesquels les revêtements
« nano-multicouches » présentent des propriétés meilleures que chacune des deux couches
qui les constituent27,124,127,128,130,132,138. On parle d’effet synergique. Cet effet est notamment
constaté dans les revêtements TiN/CrN, TiN/TaN et TiN/VN.
27

L’inconvénient principal de ces revêtements est l’accélération de la diffusion à haute
température qui risque de provoquer une perte de la structure en nanocouches par
homogénéisation globale du revêtement, et donc une perte de propriétés139.
Figure 1.4 : vue en coupe au MEB d’un revêtement nanomulticouche TiN/CrN ayant
une période d’environ 10 nm121.
1.3 – Les revêtements nanocomposites
Afin d’améliorer les propriétés des revêtements monocouches, la solution apportée par
les nanocomposites est séduisante : les revêtements peuvent gagner en dureté et en résistance
à l’oxydation et à la corrosion. Les technologies « nano » se sont répandues ces dernières
années et ont permis d’aboutir à des matériaux extrêmement performant dans divers
domaines. L’idée du revêtement nanocomposite vise à limiter la diffusion de l’oxygène dans
le revêtement en supprimant les joints de grains et à augmenter les propriétés mécaniques :
dureté, résistance à la fissuration, élasticité.
Les revêtements nanocomposites sont constitués d’au moins deux phases : l’une,
cristalline, forme des grains de taille nanométrique, l’autre, amorphe, joue le rôle de matrice.
Ces deux phases sont constituées de solides immiscibles. Le concept utilisé consiste à ajouter
en faible quantité un élément amorphisant lors de la synthèse du revêtement. On peut citer
par exemple l’ajout des éléments Si ou B au nitrure de titane qui conduisent, en plus de TiN,
28

aux formations respectives de SiNx et BN ou TiB2, tous trois amorphes dans les conditions de
dépôt usuelles.
La structure « idéale » est composée de grains de taille nanométrique séparés par une
matrice amorphe d’épaisseur assimilable au joint de grain. Dans ce cas, la dureté atteint un
maximum dans le domaine de la super-dureté (H>40 GPa). La littérature fait souvent état de
ce phénomène et l’explique soit par l’absence de glissement des grains les uns par rapport
aux autres car la matrice amorphe crée des liaisons fortes140-143, soit par les effets Hall-Petch
(augmentation de la dureté quand la taille des grains diminue) et Hall-Petch inverse144-149.
Certains auteurs précisent que lors de la synthèse, l’absence de pollution par des
halogènes150, l’oxygène ou l’hydrogène151 permettrait d’atteindre des valeurs de dureté encore
supérieures.
1.3.1 – TiSiN
Le nitrure de titane silicium est très étudié depuis plusieurs années. Il est déposé la
plupart du temps par pulvérisation magnétron9,144,145,152,32,153-155, mais pas uniquement : d’autres
méthodes sont utilisées comme le dépôt mixte physique / chimique en phase vapeur (P-
CVD) assisté par plasma156. La méthode de dépôt influence beaucoup la structure et la
composition du revêtement final : si la structure la plus courante est nc-TiN/a-Si3N4 (nc pour
nanocristallisé, a pour amorphe) d’autres structures existent comme nc-TiN/a-Si3N4/nc-
TiSix/a-TiSix157 ou TiN/β-Si3N4
158,159. La structure évolue rapidement en fonction du taux de
silicium introduit. A faible taux de silicium, la structure en grains colonnaires de TiN est
conservée ; à partir de 3 à 4 % at., cette morphologie est abandonnée au profit de grains qui
perdent l’orientation préférentielle <111>9,152,160,161 au profit des orientations <220> puis
<200>162-164, de plus en plus petits148,150,154,156,165,166 et séparés les uns des autres par une matrice
amorphe de SiNx qui encapsule les grains de TiN155 ; au-delà de 10% at., on observe que la
matrice de SiNx noie les grains, et au fur et à mesure de l’augmentation du taux de Si les
propriétés du revêtement se rapprochent de celles de Si3N4 (figures 1.5 et 1.6)150. La structure
nc-TiN/a-Si3N4 existe entre certaines bornes : à trop fort taux de silicium (>18% at.), on
risque d’avoir formation de Si161 ou de grains cristallisés de Si3N4 en plus de la matrice et de
TiN167. Dans des conditions de synthèse où la mobilité des atomes en surface du revêtement
est plus faible (température basse, absence de bombardement ionique), le revêtement peut
être triphasé164,168-170 : on observe des grains de TiN et de (Ti,Si)N dans une matrice de Si3N4
amorphe. Cette deuxième phase serait une solution solide de substitution de Si dans TiN où
29

Si occuperait des positions de Ti car la ségrégation n’a pas été possible par manque
d’énergie.
Figure 1.5 : évolution théorique de la structure des revêtements TiSiN en fonction du
taux de Si, d’après Diserens et al.152.
Figure 1.6 : vue en coupe au MEB d’un acier revêtu de TiSiN à 12% at. Si. La
structure colonnaire n’est plus visible9.
Les propriétés mécaniques de ces revêtements sont extrêmement bonnes. Les valeurs
de dureté recueillies dans la littérature sont assez disparates : de nombreux auteurs donnent
des valeurs comprises entre 35 et 45 GPa9,147,32,161,171, alors que l’équipe de Ma148 mesure 57
GPa et celle de Veprek142,151,157,172 mesure des valeurs allant de 50 à 105 GPa. Cette dernière
30

mesure est supérieure à la valeur de la dureté du diamant, et elle est en partie due à de très
fortes contraintes internes. D’autre part, elle est la conséquence d'une très grande élasticité
du revêtement générant un artefact qui fait que la marque laissée par l’indenteur se referme
(figure 1.7). Après recuit, les contraintes internes sont relaxées, par conséquent la dureté
mesurée est propre au revêtement et correspond à la dureté effective en utilisation par suite
de l'échauffement. Des valeurs de dureté de 80 et 57 GPa sont mesurées avant et après recuit
par Männling et al.157 et Ma et al.148. Veprek et al.153 associent les valeurs les plus faibles de
la dureté à de mauvaises conditions de dépôt. Veprek met notamment en accusation une
température de dépôt trop basse, une pression partielle d’azote trop faible et un taux
d’impureté (principalement de l’oxygène) supérieur à 0,4% atomique. Lorsque le taux de Si
augmente, la dureté passe par un maximum dû à la diminution de la taille des grains de TiN.
Cette frontière entre les effets Hall-Petch et Hall-Petch inverse se situe entre 4 et 10
nanomètres9,147,149,150,32 et entre 59,32 et 15% at. de silicium148,149 avec une moyenne à 9161. Ces
valeurs sont évidemment fonction de la méthode de dépôt. Le maximum du module d’Young
est toujours mesuré au même taux de silicium que le maximum de dureté. Il est évalué entre
380 et 500 GPa32,159,161,172. Le recouvrement élastique est très important (85% au moins pour
Niederhofer et al.142), ce qui justifie en partie les valeurs de superdureté.
Figure 1.7 : profondeur d’indentation en fonction de la charge pour a) un revêtement DLC
(Diamond Like Carbon) et b) un revêtement de TiSiN. D’après Niederhofer et al.142. La
dureté mesurée pour le revêtement TiSiN est de 105 GPa contre 100 GPa pour le revêtement
de DLC.
Les caractéristiques de frottement, d’usure et d’adhérence ont été moins étudiées bien
qu’elles soient apparemment très bonnes. Le coefficient de frottement contre une bille
d’acier en atmosphère humide a été mesuré à 25°C entre 0,6 et 0,7 pour un taux de Si
inférieur à 10% (f(TiN) = 0,6), et à 550°C entre 0,5 et 0,55 (f(TiN) = 0,7). Le coefficient de
31

frottement diminue donc à haute température, ce qui est vraisemblablement dû à la formation
de Si-OH en surface. Les taux d’usure de TiN à 25 et à 550°C sont 1,1.10-4 et 9,0.10-2
mm3/(N.m) alors que ceux de TiSiN (8,6% at. Si) sont de 1,6.10-5 et 6,0.10-5 mm3/(N.m).
L’utilisation de TiSiN permet donc de gagner un facteur d'une et trois décades
respectivement à 25 et 550°C171. D’autres études font état de propriétés tribologiques
meilleures pour TiSiN que pour TiN, notamment en résistance à l’usure9,173 et à l’abrasion32.
Jiang et al. notent que la rugosité diminue quand le taux de silicium augmente161, et ce
principalement pour un faible enrichissement en silicium puisque la morphologie colonnaire
qui apportait une grande rugosité disparaît. Du point de vue de l’adhérence, les mesures sont
exceptionnelles : pour toutes compositions où l’on observe la structure nanocomposite, la
force critique vaut au moins 80 N91,163,168,174 contre 45 N pour TiN. Certaines compositions
permettent même de dépasser les 100 N : Ti0,7Si0,3N (115N) et Ti0,83Si0,17N (105N)174.
La résistance à la corrosion et à l’oxydation est excellente et toujours fonction du taux
de silicium et de la structure91,142,32,155,159,168,175. La composition qui résiste le mieux en
oxydation serait Ti0,7Si0,3N91,92, autrement dit un taux de Si de 15% atomiques. Cette très
bonne tenue est généralement expliquée par « l’encapsulation des grains de TiN dans la
matrice amorphe de SiNx »155, c’est-à-dire que le fait que les joints de grains soient remplacés
par une matrice amorphe limite la diffusion des espèces (Si3N4 est également utilisé comme
barrière de diffusion en microélectronique). L’énergie d’activation est évaluée par L. Mattéi30
à 114 kJ/mol, alors que Diserens et al. trouvent 268 kJ/mol pour 5% at. de Si et environ 60
kJ/mol à T<820°C et 293 kJ/mol à T>820°C pour 14% at. de Si32. Les résultats de ces deux
expériences ne sont pas contradictoires. En effet, les expériences de L. Mattéi ont été
effectuées à des températures toutes inférieures ou égales à 800°C. On se situe donc dans la
zone où l’énergie d’activation est très faible et la cinétique très lente. Comme le taux de
silicium est différent de celui des échantillons de Diserens, les valeurs varient. Pour
confirmer cette tendance, il faudra reprendre les expériences de L. Mattéi avec plus de
points, dont quelques uns au-dessus de 800°C. La différence de nature du substrat explique
sans doute la légère différence : acier rapide M2 (HS6-5-2C) pour L. Mattéi et acier allié
pour travail à froid X210CrW12 pour Diserens. La forte teneur en chrome de ce dernier
(12% en masse) confère un certain caractère réfractaire du substrat même s'il ne peut pas
modifier radicalement le comportement en oxydation de la pièce revêtue.
32

1.3.2 – CrSiN
Les revêtements de nitrure de chrome silicium sont quasiment toujours déposés par
pulvérisation magnétron35,176-181. Quelques publications font état d’une méthode mixte
AIP/pulvérisation magnétron182,183. La structure est maîtrisée lors de la synthèse par le choix
des cibles et le débit d’azote. En faisant varier le taux de silicium dans le revêtement, les
propriétés maximales ont été atteintes pour environ 9 à 10% atomiques de Si : la dureté est
alors mesurée entre 18 et 25 GPa177-179,181, avec un minimum à 14 GPa180 et un maximum à 34
GPa35,183. Ces revêtements sont donc plus durs que CrN mais moins que TiSiN. Certains
auteurs avancent des explications de l’augmentation de la dureté par ajout de Si reposant sur
la structure nanocomposite et l’augmentation des contraintes par la substitution en solution
solide de Si dans CrN35. La structure nanocomposite est décrite comme étant formée de
grains de CrN pris dans une matrice amorphe de SiNx, exactement de la même manière que
TiSiN35,176,177. Dans tous les cas, les auteurs remarquent une diminution de la taille des grains
de CrN et l’absence de composé du silicium cristallisé178,179,181-183. Le module d’Young est
relativement constant autour de 300 GPa quel que soit le taux de silicium.
Le coefficient de frottement est plus faible que celui de CrN177-179,181,183. Mercs et
al.177 l’ont mesuré à 0,3 contre 0,35 pour CrN en faisant frotter une bille d’acier inox sur un
plan à 0,2 m/s avec une force de 5 N. Aucune usure du plan revêtu n’a été détectée. Lee et
al.178 l’ont mesuré à 0,5 soit 1,3 fois moins que TiN et 1,19 fois moins que CrN dans les
mêmes conditions. Ce phénomène est expliqué par la formation de liaisons Si-OH en
surface179,183 qui diminuent les frottements. Yamamoto et al. ont effectué des tests de
frottement bille sur plan dans lesquels la bille et le plan sont tous les deux revêtus179. Dans
ces conditions CrSiN se comporte initialement comme CrN, puis comme Si3N4, c’est-à-dire
que le coefficient de frottement diminue d’un facteur 10. Ces mêmes auteurs tracent
l’évolution du coefficient de frottement et du taux d’usure en fonction du taux de silicium
dans l’eau : entre 10 et 25% atomiques de Si, le coefficient de frottement (f = 0,25) et le taux
d’usure (w = 4.10-6mm3/N/m) sont plus importants que pour CrN (f = 0,18 et w = 10-
7mm3/N/m) et Si3N4 (f = 0,02 et w = 5.10-8mm3/N/m).
La tenue à la corrosion et à l’oxydation devrait être excellente compte-tenu des
améliorations observées par le remplacement de Ti par Cr et par l’ajout de Si dans TiN.
Thobor-Keck et al.176 observent que le profil élémentaire d’un échantillon revêtu de CrSiN
(3% at. Si) oxydé pendant deux heures à 900°C est comparable à celui d’un échantillon
revêtu de CrN oxydé pendant deux heures à 750°C. On observe pour ces deux échantillons
une concentration élevée en C et faible en N à l’interface film / substrat et des pics de Cr2N
33

sont visibles en DRX alors que l’échantillon revêtu de CrSiN oxydé pendant deux heures à
750°C ne présente une couche oxydée que très superficiellement. Kim et al.182 ont étudié des
couches plus riches en Si : 11 et 16,5 % atomiques. Ils utilisent la diffraction de rayons X
pour détecter la présence d’oxyde de chrome (III), témoin de l’oxydation. Le pic principal de
Cr2O3 est visible à partir de 800°C pour CrN, 900°C pour CrSiN (11% de Si) et de 1000°C
pour CrSiN (16,5% de Si), ce qui prouve que plus le taux de Si est élevé, plus la résistance à
l’oxydation est grande. De même, ils déterminent les énergies d’activation pour ces trois
revêtements : 303, 316 et 333 kJ/mol respectivement pour CrN et CrSiN à 11 et 16,5%
atomiques de Si entre 800 et 1000°C. Ces valeurs paraissent très élevées, d’autant plus que
les valeurs données par la littérature pour CrN varient entre 98 et 251 kJ/mol. Les auteurs
expliquent cela par des différences de conditions de synthèse, de composition, de taille des
grains, d’épaisseur du revêtement et d'état de surface.
1.3.3 – TiAlSiN
Ce revêtement, peu étudié pour l’instant, devrait avoir de très bonnes propriétés
mécaniques et de résistance à l’oxydation, étant donné les améliorations apportées par les
ajouts séparés de Si et d’Al dans TiN. Les méthodes de dépôt utilisées dans la littérature sont
majoritairement la pulvérisation magnétron92,184-192 et l’évaporation par arc193-196. D’autres
techniques existent, notamment la synthèse mixte AIP / pulvérisation magnétron197,198 ou la
PECVD à injection liquide199. Les propriétés observées pour les revêtements issus de
différentes méthodes de dépôt sont assez homogènes.
Les publications de l’équipe de S. Carvalho montrent que la structure des TiAlSiN est
fonction de la mobilité des atomes lors du dépôt : à faible mobilité, deux phases cristallines
cohabitent : TiN et (Ti,Si,Al)N, la deuxième étant une solution solide de substitution des
atomes de Si et d’Al à la place de Ti. Les paramètres de maille s’en trouvent modifiés, mais
la structure cubique à faces centrées est conservée. Quand le procédé autorise une forte
mobilité, seule la phase TiN contenant vraisemblablement des atomes d’Al en substitution de
Ti est cristallisée. Dans tous les cas il y aurait une phase de SiNx amorphe188,189,191. D’autres
auteurs signalent la présence à certaines compositions d’AlN cristallisé184,193,199 et évoquent la
possibilité de formation d’AlN amorphe188. De façon plus générale, toutes les études
montrent ou acceptent que TiAlSiN forme une structure nanocomposite (figure 1.8).
Du point de vue des propriétés mécaniques, le fait que l’on retrouve une structure
nanocomposite laisse à penser que les revêtements de TiAlSiN seront très durs. Tous les
auteurs mesurent une dureté maximale comprise entre 40195,196,200 et 55 GPa188,198, en moyenne
34

entre 45 et 50 GPa189,194,197,198 et dans de très larges zones de composition, ce qui est
extrêmement intéressant du point de vue de la reproductibilité. Ces valeurs sont plus élevées
que celles de TiN, TiAlN et TiSiN (sauf les mesures de Veprek et al.142,151,157,172). Le module
d’Young est mesuré à environ 500 GPa188-190,194,200 bien que certains auteurs trouvent des
valeurs assez éloignées : 400 GPa184,192 ou 650 Gpa198.
Figure 1.8 : image au MET haute résolution d’un revêtement Ti0,74Si0,04Al0,18N. L’image
III montre un grain de TiAlN enrobé par une « couche » amorphe191.
Le coefficient de frottement serait plus faible que ceux des autres revêtements à base
de Ti. Celui de Ti0,69Si0,15Al0,16N vaudrait 0,69 pour Carvalho188 et al. contre un pion de Si3N4
à 0,5 m/s avec une force de 5N. Pour Park et al.198, le coefficient de frottement diminuerait
quand le taux de Si augmente. Ainsi, contre une bille d’acier le coefficient de frottement de
TiAlN serait de 0,9, celui de TiAlSiN (9%at. Si) de 0,7 et celui de TiAlSiN (31%at. Si) de
0,6. Ce bon comportement serait dû à la formation de groupements SiO2 ou Si-OH à la
surface. Le taux d’usure vaudrait environ 10-14m3/(N.m)188,189 et la charge critique plus de 50
N194.
Les propriétés des TiAlSiN en oxydation ont été peu étudiées pour le moment.
Ti0,62Al0,26Si0,12N serait légèrement moins bon que Ti0,62Al0,38N, et Ti0,27Al0,53Si0,2N serait
meilleur à 850°C qu'à 750 car à 850°C la migration d'Al vers l'extérieur devient possible92.
En effet, comme le nitrure de silicium se comporte comme une barrière de diffusion à la fois
35

pour des atomes métalliques (plus gros que l'aluminium) et pour l'oxygène (plus petit que
l'aluminium), on peut supposer qu'il ne laisse pas non plus diffuser l'aluminium, empêchant
de fait la constitution d'une couche d'alumine protectrice. Les oxydes formés sont TiO2 et
Al2O3, mélangés en extrême surface, et seulement Al2O3 en profondeur187,195. La résistance à
l’oxydation est d’autant plus grande que le taux de Si est important199. Ainsi, après deux
heures d’oxydation sous air à 900°C, la formation d’oxydes en surface s’est faite sur une très
faible épaisseur (plus faible que TiAlN dans les mêmes conditions) et la structure du
revêtement est restée inchangée, sans migration d’espèces. On pourrait attribuer l’absence de
migration des espèces à la matrice de SiNx amorphe qui servirait de barrière de diffusion.
Cette hypothèse est renforcée par les observations de Veprek et al.193 qui ont montré que la
présence d’une matrice amorphe de SiNx dans TiAlSiN à fort taux d’Al repoussait la
ségrégation de AlTiN en TiAlN + AlN de 850 à 1100°C. L’énergie d’activation déterminée
par L. Mattéi30 serait de 99 kJ/mol, ce qu’il explique par le fait que la formation d’oxyde est
très facile, mais limitée par l’encapsulation des grains de TiAlN dans la matrice amorphe. La
seule oxydation possible serait celle des grains affleurants.
Deux études ont testé les capacités des revêtements de TiAlSiN utilisés en conditions
industrielles : Kim et al.197 notent une augmentation de la durée de vie de 50% par rapport à
TiAlN en perçage (figure 1.9), et Carvalho et al. montrent que ces revêtements s’usent moins
qu’un revêtement commercial tricouche TiCN/Al2O3/TiN utilisé aujourd’hui en usine, même
si la durée de vie de la pièce n’est pas améliorée192.
Figure 1.9 : observation à la caméra grossissante de deux outils de coupe revêtus
après tests de découpe à la chaîne à 16000 rpm : a) TiAlSiN à 9% at. de Si, b) TiAlN. Le
premier a une durée de vie plus importante197.
36

1.3.4 – CrAlSiN et les autres
Un certain nombre d’autres revêtements ont été étudiés dans les dernières années de
façon marginale. On trouve des exemples de nanocomposites à base de tungstène
(WSiN146,201-203) à la place de Ti ou Cr, ce qui n’est pas surprenant étant donné que Cr et W
ont des caractéristiques proches (même colonne du tableau périodique). De la même façon,
des revêtements à base de zirconium (sous Ti) existent175. W peut également servir d’élément
amorphisant dans CrWN204. On trouve également des revêtements mixtes azote /
carbone205 ou azote / oxygène206. Cette dernière publication fait état de nanocristaux de TiO2
et de ZnO encapsulés dans une matrice de BN. L’originalité est dans la synthèse par sol-gel
puis recuit. D’autres études mettent en évidence une structure nanocomposite sans silicium
mais avec du bore : des nanocristaux de TiN sont enveloppés dans une matrice amorphe de
nitrure de bore. Ces revêtements présenteraient une dureté de 70 GPa à condition d’être
synthétisés en l’absence totale d’halogènes150.
Les revêtements dont l’étude suivrait logiquement l’évolution des compositions de ces
dernières années seraient les CrAlSiN, TiCrN, TiCrAlN, TiCrSiN et TiCrAlSiN. Certains ont
déjà fait l’objet de publications.
TiCrN peut avoir une structure formée de grains nanométriques et non pas colonnaires,
la présence de Cr améliore la tenue à l’oxydation : à fort taux de Cr, il y a formation de Cr2O3
avec Ti en solution solide de substitution ; à faible taux de Cr il y a formation de TiO2 avec
Cr en solution solide de substitution207-209.
Figure 1.10 : vue d’un outil de coupe revêtu après une longueur de coupe de 30
mètres. La tenue de l’outil est ici évaluée en fonction de la largeur de la zone érodée. Le
revêtement de TiCrAlSiN (a) est le plus efficace des trois (TiCrAlN (b) et TiAlN (c))210.
37

TiCrAlN ne s’oxyderait pas avant 1000°C, surtout à fort taux d’Al, mais plus il y a
d’Al, plus la recristallisation d’une phase AlN hexagonale moins dure intervient à basse
température211,212.
TiCrSiN aurait d’excellentes propriétés, comparables à celles de TiAlSiN. Il formerait
la même structure nanocomposite nc-TiCrN/a-Si3N4 et atteindrait une dureté maximale de 42
GPa à 8% atomiques de Si213.
TiCrAlSiN aurait une dureté de 28 GPa et serait protecteur jusqu’à 1000°C grâce à la
formation d’une très fine couche d’oxyde en surface. Il serait meilleur au test de coupe à
grande vitesse que TiAlN et TiCrAlN (figure 1.10)210.
1.3.5 – Les nanocomposites multicouches
Récemment, l’intérêt de plusieurs groupes de recherche s'est focalisé sur les
alternances de couches cristallines et amorphes. Cette tendance cherche à regrouper les
domaines des nanomulticouches et des nanocomposites qui ont conduit en parallèle à des
améliorations conséquentes des propriétés mécaniques et anti-oxydation des revêtements.
Ces revêtements vont notamment permettre de s’affranchir de la structure colonnaire souvent
rencontrée dans les multicouches et néfaste du point de vue physico-chimique, puisqu’elle
fournit des chemins préférentiels à la diffusion des espèces. On peut différencier deux
familles de nanocomposites multicouches :
- ceux dans lesquels une couche est nanocomposite et pas l’autre, ex : TiAlN/TiSiN
- ceux dans lesquels une couche est cristalline et l’autre amorphe, ex : TiAlN/Si3N4
Dans le premier cas, le but est d’associer directement les couches nanocomposites et
nanocristallines pour créer une synergie, c’est-à-dire atteindre des propriétés meilleures que
celles de chacune des deux couches prises séparément. Le revêtement multicouche
TiAlN/TiAlSiN ne permet pas d’obtenir dans les conditions des expériences de Durant-
Drouhin et al. une synergie200 : les propriétés mécaniques sont intermédiaires par rapport à
celles des deux couches distinctes. En revanche, la structure multicouche permet d’améliorer
considérablement la résistance à la fissuration. Le film de TiAlN/TiSiN multicouche
présenterait un certain intérêt car il atteindrait une dureté de 50 GPa185. Toutes ces
considérations sont à prendre avec précaution étant donné le faible nombre d’études menées
dans ces domaines et le fait que très peu de compositions aient été étudiées.
38

Dans le deuxième cas, l’association d’une couche cristalline et d’une couche amorphe
tend à rapprocher ce modèle des revêtements nanocomposites monocouches. En effet, la
couche amorphe déposée peut être d’épaisseur très faible comme dans les études de Martinez
et al.180 et de Kim et al.181. Leur dépôt multicouche de composition CrN/Si3N4 est formé de
couches de 4 et 1 nm respectivement. Après recuit, Martinez et al. observent une diffusion
du Si3N4 entre les grains de CrN et la formation d’un nanocomposite classique avec tout de
même un maintien de l’aspect multicouche et la dureté moyenne de CrSiN : 24181 à 26
GPa180. Yau et al.186 ont déterminé que TiAlN/Si3N4 possédait les meilleures propriétés
mécaniques pour une période de 25 nm, mais ils n’ont pas conduit d’essais à très faible
période. Ils mesurent tout de même une dureté de 35 GPa et une charge critique de 43 N. Des
expériences moins concluantes ont démontré que les multicouches TiAlN/a-C et CrN/a-C
n’apportaient pas de meilleures propriétés que TiAlN65.
1.4 – Bilan : propriétés comparées des revêtements
Les outils en acier servant à l’usinage de l’acier sont usuellement revêtus par des
couches micrométriques de nitrures de métaux de transition. Historiquement, TiN est le
premier recensé, concurrencé peu arpès par CrN, plus résistant à l’oxydation. Des éléments
ont été ajoutés à ces deux revêtements de base afin d’en améliorer les propriétés. De manière
générale, les ajouts de Si et d’Al sont bénéfiques à la fois pour les propriétés mécaniques et
pour la tenue à l’oxydation (Tableaux 1.I et 1.II).
L’autre aspect des améliorations apportées ces dernières années est le changement de
structure : les revêtements de TiN ont une morphologie colonnaire qui favorise la diffusion
des espèces, notamment lors de l’oxydation. La première solution apportée est la structure
2D ou nanomulticouche qui, par alternance de couches d’épaisseur nanométrique de deux
natures différentes, permet d’associer les bonnes propriétés des deux couches de façon
synergique. La deuxième solution est la structure nanocomposite qui permettrait d’atteindre
une dureté supérieure à celle du diamant d’après Niederhofer et Veprek142, et de limiter
l’oxydation par isolement des grains de TiN les uns par rapport aux autres grâce à
l’utilisation d’une matrice amorphe fortement liée aux grains à la place des joints de grains.
Les revêtements qui commencent à être étudiés ne sont pas tant les systèmes quinaires
de type TiXYZN comme TiCrAlSiN ou TiAlSiYN qui risquent d’être trop compliqués à
étudier, mais plutôt les nanocomposites multicouches comme TiAlN/TiSiN où TiAlN forme
une phase cristalline et TiSiN une phase nanocomposite, ou encore TiAlN/a-Si3N4.
39
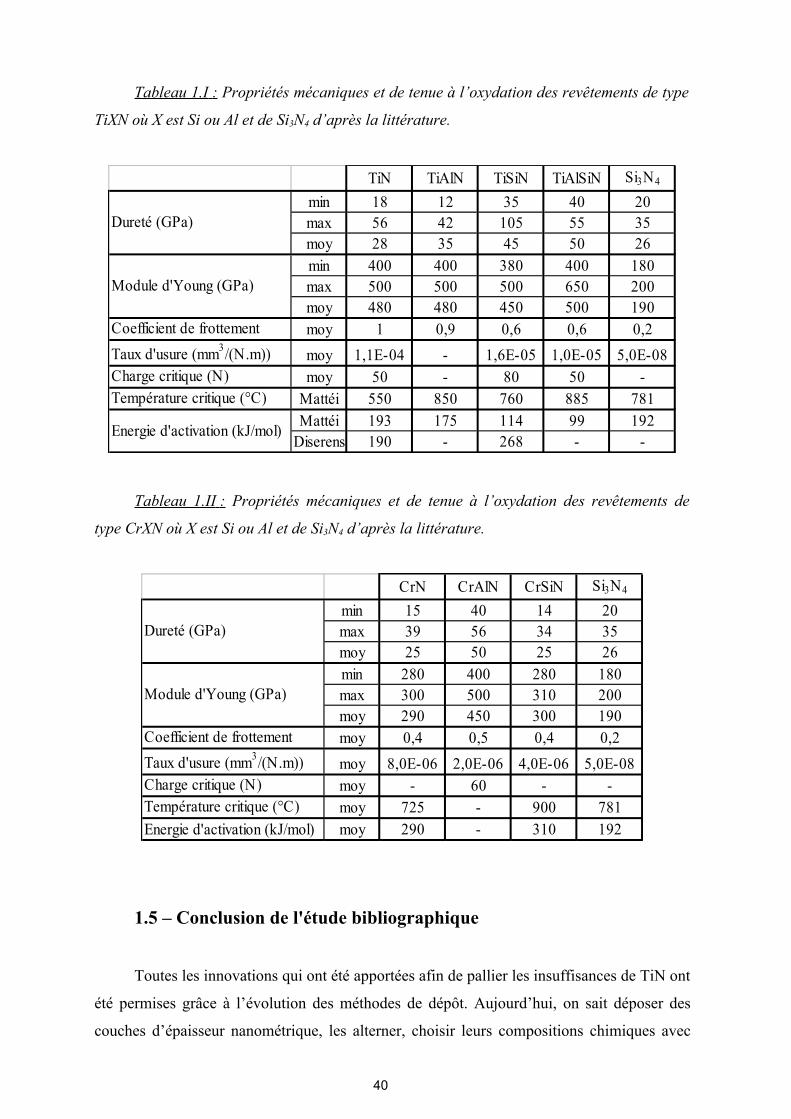
Tableau 1.I : Propriétés mécaniques et de tenue à l’oxydation des revêtements de type
TiXN où X est Si ou Al et de Si3N4 d’après la littérature.
Tableau 1.II : Propriétés mécaniques et de tenue à l’oxydation des revêtements de
type CrXN où X est Si ou Al et de Si3N4 d’après la littérature.
1.5 – Conclusion de l'étude bibliographique
Toutes les innovations qui ont été apportées afin de pallier les insuffisances de TiN ont
été permises grâce à l’évolution des méthodes de dépôt. Aujourd’hui, on sait déposer des
couches d’épaisseur nanométrique, les alterner, choisir leurs compositions chimiques avec
40
TiN TiAlN TiSiN TiAlSiN Si3N4
min 18 12 35 40 20max 56 42 105 55 35moy 28 35 45 50 26min 400 400 380 400 180max 500 500 500 650 200moy 480 480 450 500 190
Coefficient de frottement moy 1 0,9 0,6 0,6 0,2Taux d'usure (mm3/(N.m)) moy 1,1E-04 - 1,6E-05 1,0E-05 5,0E-08Charge critique (N) moy 50 - 80 50 -Température critique (°C) Mattéi 550 850 760 885 781
Mattéi 193 175 114 99 192Diserens 190 - 268 - -
Energie d'activation (kJ/mol)
Module d'Young (GPa)
Dureté (GPa)
CrN CrAlN CrSiN Si3N4
min 15 40 14 20max 39 56 34 35moy 25 50 25 26min 280 400 280 180max 300 500 310 200moy 290 450 300 190
Coefficient de frottement moy 0,4 0,5 0,4 0,2Taux d'usure (mm3/(N.m)) moy 8,0E-06 2,0E-06 4,0E-06 5,0E-08Charge critique (N) moy - 60 - -Température critique (°C) moy 725 - 900 781Energie d'activation (kJ/mol) moy 290 - 310 192
Dureté (GPa)
Module d'Young (GPa)

une grande précision ainsi que leurs états de contrainte. Cela a pour conséquence l'existence
d'une forte dichotomie entre trois groupes de chercheurs.
En premier lieu, des groupes de travail concentrent leurs efforts sur l'évolution des
méthodes de dépôt. Ceux-ci s'arrêtent à des caractérisations primaires, composition, dureté
ou structure, qui leur permettent uniquement de savoir si les films qu'ils ont synthétisés sont
comparables à ce qui existe déjà et méritent donc d'être l'objet d'une étude future
approfondie.
D'autres chercheurs travaillent sur des revêtements innovants du point de vue
chimique. Leur objectif est d'atteindre des qualités inégalées en utilisant les dernières
techniques de dépôt, mais surtout en ajoutant de nombreux éléments chimiques : Al, Cr, Y,
Mo, Ni, V, W... Cette recherche des meilleures propriétés se fait souvent au détriment d'une
compréhension complète du système étudié, chaque nouvelle publication annonçant l'emploi
d'une nouvelle composition « révolutionnaire ».
Enfin, un certain nombre de groupes comme le nôtre concentrent leurs efforts sur la
compréhension des phénomènes mis en jeu lors de l'utilisation des pièces revêtues. Que ce
soit en mettant l'accent sur l'aspect purement mécanique, tribologique ou chimique, les
relations liant la micro- ou nanostructure aux propriétés intrinsèques des revêtements
constituent le cœur du problème. La difficulté de ce travail implique que les systèmes
chimiques étudiés sont nécessairement plus simples et sont limités à quatre éléments tout au
plus.
41

42

CHAPITRE 2 : MÉTHODES DE DÉPÔT, MATÉRIAUX,
TECHNIQUES EXPÉRIMENTALES
43

44
2.1 – Méthodes de dépôt
Les couches minces peuvent être élaborées grâce à différentes techniques. On peut
penser aux procédés par voie chimique, électrochimique ou par simple enduction d'une
peinture. Toutefois, si l'on désire obtenir un revêtement aux propriétés mécaniques élevées
tout en maîtrisant à la fois l'épaisseur et la composition chimique, les procédés de dépôt par
voie sèche sous atmosphère contrôlée deviennent incontournables. On différencie les dépôts
chimique (CVD) et physique (PVD) en phase vapeur dans lesquels on considère qu'il y a ou
non une réaction chimique. Cependant, on gardera le vocable « physique » en dépit de la
réaction qui s'opère parfois entre la vapeur issue de la cible et l'atmosphère et on parlera alors
de PVD en atmosphère réactive.
L'origine des méthodes de dépôt sous vide peut être attribuée à Michael Faraday qui,
dès 1838, se serait servi d'une forme de PVD pour déposer des revêtements. Toutefois, il est
légitime de penser qu'il n'avait ni la même vision, ni la même compréhension du procédé que
celles que nous avons maintenant. Le développement réel des techniques modernes de dépôt
que nous exploiterons remonte au milieu des années 1980.
Hormis les revêtements du système CrSiN que nous avons élaborés à l'Ecole des
Mines de Nancy, les autres films sont réalisés dans des réacteurs industriels. L'objectif de
cette partie est de préciser les procédés de synthèse ainsi que les paramètres de dépôt.
2.1.1 – Dépôts physiques en phase vapeur
Les dépôts physiques mettent en œuvre des moyens mécaniques ou thermodynamiques
pour produire des couches minces. Les dépôts physiques en phase vapeur requièrent à cet
effet une pression interne très faible apte à favoriser la sublimation du métal issu d'une
source primaire, métal appelé à se condenser sur une surface différente, le substrat. Le
revêtement croît ainsi par accumulation de matière provenant de la source érodée.
L'ensemble du système est maintenu dans une atmosphère à faible pression composée d'un
gaz noble parfois plasmagène, servant de vecteur et éventuellement d'un gaz réactif qui se
combinera avec les particules métalliques émises soit sur leur trajet vers le substrat, soit une
fois le substrat atteint. Par exemple, les additions d'azote et d'oxygène permettent de déposer
respectivement un nitrure et un oxyde.
Plusieurs techniques permettent de mettre en œuvre le dépôt par PVD. Elles diffèrent
principalement par la méthode d'attaque de la cible source. Compte-tenu de la grande
diversité des procédés existants, ne seront développées par la suite que les techniques
45
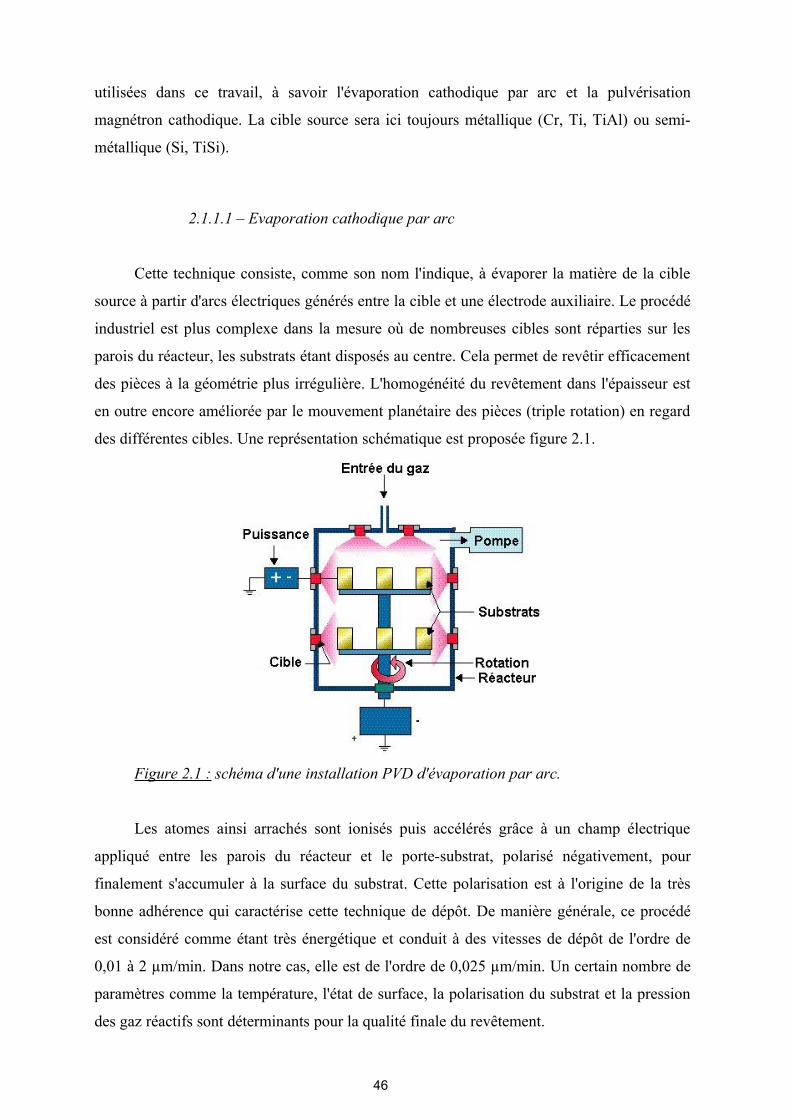
utilisées dans ce travail, à savoir l'évaporation cathodique par arc et la pulvérisation
magnétron cathodique. La cible source sera ici toujours métallique (Cr, Ti, TiAl) ou semi-
métallique (Si, TiSi).
2.1.1.1 – Evaporation cathodique par arc
Cette technique consiste, comme son nom l'indique, à évaporer la matière de la cible
source à partir d'arcs électriques générés entre la cible et une électrode auxiliaire. Le procédé
industriel est plus complexe dans la mesure où de nombreuses cibles sont réparties sur les
parois du réacteur, les substrats étant disposés au centre. Cela permet de revêtir efficacement
des pièces à la géométrie plus irrégulière. L'homogénéité du revêtement dans l'épaisseur est
en outre encore améliorée par le mouvement planétaire des pièces (triple rotation) en regard
des différentes cibles. Une représentation schématique est proposée figure 2.1.
Figure 2.1 : schéma d'une installation PVD d'évaporation par arc.
Les atomes ainsi arrachés sont ionisés puis accélérés grâce à un champ électrique
appliqué entre les parois du réacteur et le porte-substrat, polarisé négativement, pour
finalement s'accumuler à la surface du substrat. Cette polarisation est à l'origine de la très
bonne adhérence qui caractérise cette technique de dépôt. De manière générale, ce procédé
est considéré comme étant très énergétique et conduit à des vitesses de dépôt de l'ordre de
0,01 à 2 µm/min. Dans notre cas, elle est de l'ordre de 0,025 µm/min. Un certain nombre de
paramètres comme la température, l'état de surface, la polarisation du substrat et la pression
des gaz réactifs sont déterminants pour la qualité finale du revêtement.
46

Les dépôts étudiés au chapitre 3 ont été réalisés par cette technique. Ils ont été
effectués en conditions industrielles par Eric Damond et la société Ionbond (Chassieu,
Rhône, France) que nous tenons à remercier. Les principaux paramètres de dépôt
apparaissent dans le tableau 2.I. Un décapage initial du substrat est requis pour permettre une
accroche optimale du dépôt sur le substrat. Cette phase s'opère simplement en imposant une
polarisation très importante en atmosphère inerte, ce qui empêche le dépôt car les particules
détachées de la cible source deviennent trop énergétiques : une petite partie s'implante,
favorisant l'adhérence, tandis que la majeure partie du flux de particules marque le substrat
par bombardement de sa surface. De la même façon, on termine la phase de dépôt par un
bombardement ionique visant à nettoyer et parfaire l'état de surface.
Tableau 2.I : Principaux paramètres de dépôt
2.1.1.2 – Pulvérisation magnétron
La pulvérisation magnétron met à profit la basse pression d'argon comme source de
plasma pour expulser les atomes de la cible source (figure 2.2). Les ions Ar+ du plasma sont
attirés vers la cible source par la polarisation. Les chocs permettent d'expulser des ions de la
cible source, lesquels sont à leur tour accélérés vers le substrat, éventuellement polarisé. Un
champ magnétique orienté perpendiculairement au champ électrique est créé par des aimants.
Figure 2.2 : schéma du dispositif de pulvérisation cathodique magnétron
47

Il permet ainsi de confiner les électrons autour de la cathode et d'accroître le taux
d'ionisation du gaz. La pression de travail peut de surcroît être diminuée, ce qui conduit à
l'amélioration de la pureté du revêtement.
Cette méthode a été utilisée pour les dépôts de SiNx. En effet, ce revêtement est
difficile à déposer par arc, notamment à cause des fortes contraintes que génère ce type de
dépôt. La pulvérisation magnétron étant moins énergétique, les contraintes internes sont
moins fortes, et le revêtement de SiNx peut être déposé. Ces dépôts ont été réalisés à l'Ecole
des Mines de Nancy, au Laboratoire de Science et Génie des Surface (LSGS) à partir des
paramètres de dépôt déterminés par Vishnu Rachpech dans sa thèse214.
2.1.1.3 – Procédé mixte évaporation par arc / pulvérisation magnétron
Le chapitre 5 traitera des revêtements du système Cr-Si-N déposés par un procédé
original alliant les deux techniques décrites précédemment. A l'intérieur du réacteur, une
cible de chrome pur est évaporée par arc pendant qu'une cible distincte de silicium est
pulvérisée par magnétron. Ce système a été utilisé récemment dans une publication de Haug
et al.215. Le schéma du réacteur est présenté en figure 2.3.
Figure 2.3 : a) schéma du dispositif de dépôt mixte arc / magnétron en vue de dessus,
b) vue extérieure du réacteur
Le but de l'utilisation d'un tel procédé est de maîtriser les concentrations des différents
éléments introduits dans le film de manières distinctes et indépendantes.
Les paramètres de synthèse sont présentés dans le tableau 2.II. Plusieurs différences
apparaissent entre les différents dépôts en fonction des réactifs introduits. Par exemple, le
temps de dépôt est plus court en présence de silicium car la vitesse de dépôt est augmentée.
48
b)
magnetron
arc

De même, la pression de travail est systématiquement inférieure dans le cas des dépôts
contenant Cr2N, étant donné que l'on introduit alors moins d'azote que pour les dépôts
contenant CrN.
Les deux séries de CrxN/SiNx ont été déposée en utilisant des paramètres légèrement
différents. Toutefois, ces paramètres sont adaptés aux conditions particulières du dépôt,
notamment en fonction de l'usure des cibles. En effet, une cible neuve est plus apte à
permettre le dépôt de Cr2N car il est plus riche en Cr que CrN. De plus, l'évolution du
réacteur a produit quelques changements du dispositif, par exemple au niveau de la cible de
Si qui a été légèrement déplacée pour permettre un meilleur accès du fluide de
refroidissement. Des interactions entre l'arc et le magnétron ont également perturbé certains
dépôts, nécessitant la mise en place d'une cloison pour éviter les surtensions au niveau de la
cible de Si. Au final, les revêtements obtenus sont tout à fait comparables tant au niveau de
leurs structures que de leurs compositions.
Tableau 2.II : Paramètres d'élaboration des dépôts de nitrure de chrome
2.1.2 – Procédé hybride Physique / Chimique en phase vapeur
A l'inverse de la PVD, la CVD implique une réaction chimique en phase gazeuse. Ce
procédé est souvent utilisé dans l'industrie des semi-conducteurs pour produire des couches
minces. Dans un procédé CVD classique, le substrat est exposé à au moins un précurseur
présent sous forme gazeuse qui se dissocie et réagit à la surface du substrat pour générer le
49
CrN Cr2N CrN/SiNx Cr2N/SiNx CrN/SiNx Cr2N/SiNx
Pression minimum < 5.10-4 Pa < 5.10-4 Pa < 5.10-4 Pa < 5.10-4 Pa < 5.10-4 Pa < 5.10-4 Pa
Pression de travail 1,5 Pa 0,4 Pa 2 Pa 1 Pa 2,5 Pa 1 Pa
Débit Ar 20 sccm 20 sccm 23 sccm 23 sccm 20 sccm 20 sccm
Débit N2 60 sccm 45 sccm 68 sccm 45 sccm 60 sccm 20 sccm
Décapage -800V, 10 min -800V, 10 min -700V, 30 s -700V, 30 s -800V, 10 min -800V, 10 min
Tension cible arc (Cr) -100 V -100 V -100 V -100 V -100 V -100 V
Intensité cible arc (Cr) 100 A 100 A 100 A 100 A 100 A 100 A
Tension cible magnétron (Si)
N/A N/A 320 V 450 V 210 V 450 V
Intensité cible magnétron (Si)
N/A N/A 0,75 A 0,3 A 0,6 A 0,3 A
Temps de dépôt 120 min 120 min 90 min 90 min 90 min 90 min
1ère série 2ème série

dépôt désiré. Les sous-produits de réactions, eux-mêmes en phase gazeuse, sont quant à eux
évacués par le pompage.
Les revêtements étudiés au chapitre 4, hormis SiNx utilisé comme référence et dont il a déjà
été question auparavant, ont été déposés par évaporation par arc en conditions réactives
d’une cible de Ti ou de AlTi (60/40) dans une atmosphère N2 / Ar. Cette phase constitue le
procédé physique de dépôt. En ce qui concerne le procédé chimique, du silane (SiH4) est
ajouté comme précurseur du silicium pour les revêtements de TiSiN et TiSiAlN. Etant donné
qu’il y a une réaction chimique pour fournir le silicium et un procédé physique d'apport du
métal de transition, on parle plutôt de procédé mixte PVD / CVD. L'intérêt d'un tel procédé
hybride est à nouveau de pouvoir contrôler d'une manière indépendante les quantités
respectives de métal (base du revêtement) et de silicium (élément nanocomposite formeur)
dans le film. Les conditions de dépôt utilisées apparaissent dans le tableau 2.III.
Tableau 2.III : Paramètres d'élaboration des dépôts à base de nitrure de titane
déposés par le procédé hybride.
2.2 – Caractérisation métallurgique
La caractérisation chimique au sens large (structure, liaisons, éléments) des
revêtements est une étape primordiale dans la compréhension de leurs comportements.
Comment pourrait-on prétendre connaître leurs comportements sans avoir une idée de leurs
structures ? Cette partie présente les techniques de caractérisation métallurgique que nous
avons employées.
50
2.2.1 – DRX
La diffraction des rayons X (DRX) est une technique très courante en science des
matériaux puisqu’elle permet de déterminer la nature des composés chimiques cristallins en
présence. Etant donné que son principe est bien connu, il n'est pas jugé nécessaire de le
détailler à nouveau dans ce travail.
Seul le mode classique dit de Bragg-Brentano θ / 2θ a été utilisé.
Dans le domaine des matériaux nanocomposites conjuguant phase amorphe et phase
cristallisée, la connaissance de la taille des cristallites est déterminante. La loi de Debye-
Scherrer donne accès à une valeur moyenne de la taille des grains suivant les plans observés :
t= cos
avec : t la taille moyenne des cristallites
λ la longueur d'onde
ε la largeur totale du pic
θ la demi déviation des photons diffractés.
Dans la pratique, il est plus facile d'utiliser la largeur du pic à mi-hauteur (ε1/2). Un
facteur de correction (k) est alors apporté à la formule précédente, de valeur 0,89 dans notre
cas où l'on assimile les pics à des gaussiennes. La formule utilisée par la suite devient donc :
t= 0,89.1/ 2cos
La majorité des diffractogrammes ont été acquis avec un appareil Rigaku utilisant une
anti-cathode en cuivre ayant une longueur d'onde de 0,15419 nm, avec un monochromateur
de 1kW en graphite. De cette façon, on est assuré de ne pas modifier la réponse des
revêtements par fluorescence. En revanche, le fer du substrat est sensible à cette
fluorescence, c'est pourquoi dans certains cas la ligne de base des diffractogrammes a été
corrigée sans que cela n'influe toutefois sur la taille et la forme des pics.
Par ailleurs, un suivi des modifications de la structure des revêtements base TiSiN en
fonction de la température a été réalisé avec un diffractomètre Philips X'pert utilisant aussi
une anticathode de cuivre. La température, contrôlée par un dispositif de type TCU 1000 de
Paar Physica, variait alors de l'ambiante à 1200°C (1000 pour TiN), et les expériences ont pu
être conduites aussi bien sous vide qu'en présence d'air. Les diffractogrammes ont été
enregistrés en isotherme tous les 50°C de manière à déterminer l'évolution des phases en
présence, ainsi que les variations de microstructure.
51
2.2.2 – Microscopies électroniques
Dans les différentes parties expérimentales qui suivent, de nombreuses micrographies
sont présentées. Ces images sont issues de la microscopie optique ou électronique. Il n'est
pas question de rentrer ici dans les détails de ces techniques bien connues des scientifiques.
Toutefois, une présentation sommaire des microscopies électroniques et des différentes
sources d'informations accessibles par ces moyens ainsi qu'une étude plus détaillée du
principe du mode environnemental sont exposées ci-après.
2.2.2.1 – Microscopie Electronique à Balayage
La Microscopie Electronique à Balayage (MEB) est la plus ancienne des techniques de
microscopie électronique. Par interaction d'un faisceau électronique primaire, deux types de
rayonnements ré-émis sont exploités : les électrons secondaires d'une part qui fournissent un
contraste topographique, et les électrons rétro-diffusés qui fournissent un contraste d'origine
chimique. La plupart des MEB sont en outre capables d'effectuer une micro-analyse
chimique en considérant alors les photons X émis (Energy Dispersive Spectroscopy, EDS).
Le spectre de fluorescence que l'on acquiert ainsi renseigne sur la nature chimique des
atomes en présence. Cela permet également, après sélection des énergies correspondant à la
fluorescence des différents éléments, d'établir une cartographie élémentaire, c'est-à-dire une
image dans laquelle seules les zones recélant l'élément choisi apparaissent.
2.2.2.2 - Microscope Electronique à Balayage en mode Environnemental
Malheureusement, les MEB conventionnels ont deux limitations principales : les
échantillons observés doivent d'une part le plus souvent être conducteurs, et d'autre part
l'observation doit s'effectuer sous vide poussé. C'est dans le but de dépasser ces limitations
que le Microscope Electronique à Balayage en mode Environnemental (ESEM) a été
développé durant la dernière décennie. L'ESEM profite précisément de l'atmosphère basse
pression pour amplifier le signal perdu d'une part à cause de cette même atmosphère qui
contrecarre le parcours des électrons et d'autre part à cause des problèmes de charge
électrostatique des objets peu conducteurs.
La figure 2.4 illustre le principe des décharges successives permises par l'introduction
des molécules gazeuses. Les électrons accumulés sur l’échantillon sont neutralisés par les
charges positives de gaz engendrés par le faisceau incident. L’observation est alors rendue
52

possible par le détecteur d’électrons rétrodiffusés qui reste fonctionnel dans ce mode de
pression contrôlée. Le signal provenant des électrons secondaires est dirigé vers l'anode.
Cependant les électrons se déplacent également par chocs sur les molécules de gaz.
L'efficacité de la détection est optimale quand la distance à l'anode est faible et quand la
polarisation est faible. Plus encore, une amplification du signal se produit par collision des
électrons sur les molécules du gaz vecteur. En effet, celui-ci émet des électrons lors du
contact avec des électrons secondaires. Par effet d'avalanche, le signal se trouve amplifié,
fournissant ainsi une image de qualité.
Figure 2.4 : schéma de fonctionnement de l'amplification du signal par l'atmosphère
au sein de l'ESEM.
L'ESEM permet également de procéder à des essais in situ comme de la traction
d'éprouvettes de polymères [ref thèse Pijarn], mais aussi, et c'est ce qui va nous intéresser, de
l'oxydation haute température en introduisant une espèce gazeuse oxydante à chaud. Le
microscope que nous avons utilisé est un MEB Philips de la série XL30 équipé d'une
chambre environnementale FEI. La figure 2.5 présente l'intérieur de la chambre du MEB où
apparaissent clairement le four, le dispositif de refroidissement et l'écran thermique.
Malheureusement, la présence de cet écran est incompatible avec l'usage du détecteur
d'électrons rétrodiffusés, interdisant toute information directe d'ordre chimique. L'échantillon
est une "rondelle" de 3mm de diamètre, déposée au sein du four dans un creuset en
céramique MgO. La température connue est celle imposée au four.
Nous avons choisi comme atmosphère la vapeur d'eau qui procure des images de
meilleure qualité que le dioxygène.
53
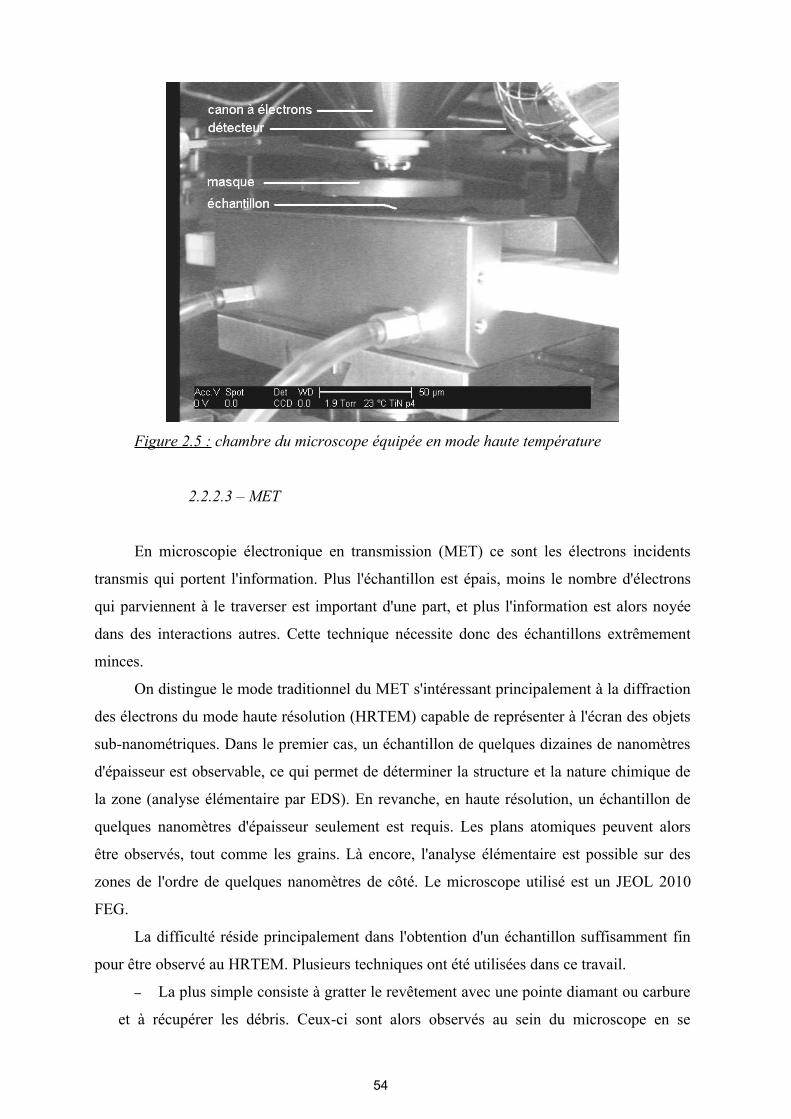
Figure 2.5 : chambre du microscope équipée en mode haute température
2.2.2.3 – MET
En microscopie électronique en transmission (MET) ce sont les électrons incidents
transmis qui portent l'information. Plus l'échantillon est épais, moins le nombre d'électrons
qui parviennent à le traverser est important d'une part, et plus l'information est alors noyée
dans des interactions autres. Cette technique nécessite donc des échantillons extrêmement
minces.
On distingue le mode traditionnel du MET s'intéressant principalement à la diffraction
des électrons du mode haute résolution (HRTEM) capable de représenter à l'écran des objets
sub-nanométriques. Dans le premier cas, un échantillon de quelques dizaines de nanomètres
d'épaisseur est observable, ce qui permet de déterminer la structure et la nature chimique de
la zone (analyse élémentaire par EDS). En revanche, en haute résolution, un échantillon de
quelques nanomètres d'épaisseur seulement est requis. Les plans atomiques peuvent alors
être observés, tout comme les grains. Là encore, l'analyse élémentaire est possible sur des
zones de l'ordre de quelques nanomètres de côté. Le microscope utilisé est un JEOL 2010
FEG.
La difficulté réside principalement dans l'obtention d'un échantillon suffisamment fin
pour être observé au HRTEM. Plusieurs techniques ont été utilisées dans ce travail.
– La plus simple consiste à gratter le revêtement avec une pointe diamant ou carbure
et à récupérer les débris. Ceux-ci sont alors observés au sein du microscope en se
54

focalisant sur des zones en bordure, plus fines. L'inconvénient majeur de cette technique
est la difficulté de trouver des zones réellement observables dans de bonnes conditions.
De plus, on perd la notion d'orientation au sein du film.
– Quelques films ont été déposés sur monocristal de sel (NaCl). Par dissolution du
sel, le film est récupéré. Il faut ensuite l'amincir par bombardement ionique. Cette
technique, bien que simple et élégante, présente un inconvénient majeur : on ne peut pas
savoir si la structure du film est rigoureusement la même que celle d'un film déposé sur
acier. Certains dépôts ont donc été réalisés sur acier doux en vue d'une dissolution
ultérieure au NITAL. Malheureusement, cette méthode n'a pas donné de résultats
exploitables dans la mesure où le NITAL a dissout le métal et le revêtement.
– Enfin, dans le but d'observer en mode conventionnel le revêtement sur toute son
épaisseur, des coupes par faisceau d'ions (Focused Ions Beam, FIB) ont été réalisées au
Centre Pluridisciplinaire de Microscopie électronique et de Microanalyse (CP2M) de
Marseille sur les revêtements étudiés au chapitre 3. Cette technique consiste à employer
un faisceau d'ions pour « découper » l'échantillon dans la zone voulue.
2.2.3 – Analyses spectroscopiques
Trois formes d'analyses spectroscopiques élémentaires ont été employées au cours de
ce travail : la spectroscopie à décharge luminescente (SDL), la spectroscopie de masse des
particules neutres secondaires (SNMS) et la spectroscopie des photons X (XPS). Le principe
général consiste à atomiser une zone définie d'un échantillon et à analyser la nature chimique
des particules émises. Un profil chimique élémentaire est ainsi obtenu en fonction de la
profondeur atteinte. Le plus souvent ces techniques présentent une limitation. La vitesse
d'avancement de la pulvérisation dépend de la composition chimique de l'échantillon, et par
conséquent, dans le cas d'un revêtement multicouche, la profondeur réelle ne peut être
qu'estimée.
2.2.3.1 – Spectroscopie par Décharge Luminescente
En spectroscopie par décharge luminescente (SDL), les atomes vaporisés par un
plasma sont excités et émettent par désexcitation un rayonnement électromagnétique propre
qui les caractérise. L'intensité de chaque élément est relative au nombre de coups mesuré.
Malheureusement, la valeur obtenue pour chaque élément n'est pas comparable d'un élément
à un autre à cause des probabilités d'émission qui sont différentes d'un élément à un autre. En
55
effet, il existe d'autre moyens pour un atome de disperser de l'énergie, comme l'émission d'un
électron Auger par exemple. Ces différents moyens sont en concurrence, ce qui explique que
des éléments présents pourtant dans des quantités identiques n'émettent pas autant de
photons.
Les revêtements étudiés dans le chapitre 4 ont été analysés par SDL à l'Ecole des
Mines de Saint-Etienne sur un appareil de type Jobin Yvon JY50GDS.
2.2.3.2 – Spectroscopie de masse de particules neutres secondaires
A l'inverse de la SDL, la spectroscopie de masse de particules neutres secondaires
(SNMS) permet un dosage semi-quantitatif des éléments grâce à la détection par
spectrométrie de masse. Les particules vaporisées sont accélérées par un champ magnétique
suivant un arc de cercle dont le rayon de courbure dépend de la masse de l'élément. Ici
encore, l'intensité mesurée dépend du nombre de coups mesuré par chaque détecteur.
Toutefois la précision peut parfois s'avérer limitée pour des systèmes complexes, ce qui
oblige à considérer les valeurs numériques avec précaution. Nous avons bénéficié du savoir-
faire de l'Ecole des Mines de Nancy pour l'analyse des échantillons étudiés au chapitre 5. Il
s'agit dans notre cas d'un appareil Hiden Analytical.
2.2.4 – Propriétés mécaniques
L’essai de dureté est l’un des plus courants dans le domaine des couches minces dures.
On définit la dureté, au sens métallurgique du terme, comme étant la résistance à la
déformation plastique. De nombreuses techniques sont normalisées et dépendent notamment
de la géométrie de l'indent et de la méthode de mesure. On peut citer, à titre d’exemples, les
méthodes de Brinell (le pénétrateur est une bille), Meyer (idem, mais calcul différent),
Rockwell (méthode à double pénétration et relaxation), Vickers (pointe pyramidale à base
carrée) ou Berkovitch (pointe pyramidale à base triangulaire).
Les mesures traditionnelles de dureté sont inadaptées dans le cas des couches minces.
En effet, la règle de Bückle stipule que pour avoir une mesure qui correspond uniquement
aux propriétés du revêtement, on ne doit pas dépasser une profondeur égale au dixième de
l’épaisseur du revêtement216. Au-delà de cette valeur, on risque en effet de solliciter le
substrat et par conséquent de fausser la mesure intrinsèque de la dureté du film. Pour cela, on
utilise un micro-indenteur, voire un nano-indenteur, qui applique des charges adaptées de
l'ordre du millinewton. Les valeurs de dureté données par les appareils sont souvent dans des
56

unités qui leur sont propres. Par exemple, un micro-indenteur Vickers donnera une dureté en
Vickers. Afin de comparer les mesures d’un appareil à l’autre, on exprime traditionnellement
dans le domaine des couches minces la dureté de façon homogène à une pression. L’unité la
plus répandue est le GPa.
Les techniques suivantes ont été employées pour mesurer la dureté et le module
d’élasticité des revêtements :
– un nano-indenteur NHT (Nano Hardness Test, CSEM) en appliquant huit
segments de charges croissantes allant jusqu'à 160 mN combinés à une oscillation pour
mesurer le module d’Young. Ces mesures ont été accomplies avec l’aide de Thierry
Douillard (MATEIS) ;
– d'autres mesures ont été réalisées au Laboratoire de Tribologie et Dynamique des
Systèmes de l'Ecole Centrale de Lyon sur un nano-indenteur SA2 fonctionnant dans des
conditions similaires.
2.3 – Caractérisation tribologique
2.3.1 – Tribomètre – mesures
Une étude de tribologie a été menée sur les revêtements de la série Cr-Si-N dont
l'étude est présentée au chapitre 5. La thèse de Christophe Mendibide [ref thèse + articles] a
montré la très grande résistance à l'usure des couches nitrurées. Une approche originale a été
développée à l'époque, de nature à « sévériser » l'effet et à pouvoir discriminer les différents
revêtements. Dans cette configuration peu conventionnelle, les billes en acier Z200C12 sont
revêtues et frottent sur des plans en acier rapide M2 poli miroir, ce qui implique que le
revêtement est continuellement soumis au frottement. Les billes sont revêtues uniquement
sur un tiers de leur surface pour des raisons techniques de fixation sur le porte-échantillon.
Toutefois le dépôt est homogène sur la plus grande partie de la zone revêtue, excepté en son
extrême périphérie.
Les essais ont été réalisés au LTDS de l'Ecole Centrale de Lyon. Un tribomètre linéaire
de conception interne a été utilisé. Le schéma technique de l'appareil est présenté en figure
2.6.
Nous avons retenu quatre paramètres au cours de ces expériences : la force exercée par
la bille sur le plan, la température, le nombre de cycles et, bien sûr, la composition du
revêtement. Des expériences préliminaires ont montré qu'une force de 5 N était
57

discriminante. En effet, à une plus faible charge, comme 1 N, le moteur du tribomètre
servant à maintenir la charge n'était pas suffisamment précis. A l'inverse, à une plus forte
charge, comme 10 ou 20 N, le revêtement déposé sur la bille n'était pas assez adhérent et
quelques cycles suffisaient à provoquer sa décohésion.
Figure 2.6 : schéma technique du tribomètre linéaire
Afin de déterminer la dépendance thermique de l'usure, trois températures ont été
retenues : 20, 150 et 300°C. Des essais à nombre de cycles croissant ont été menés : 100,
200, 500, 1000, 2000 et 5000 cycles. La vitesse moyenne du bras porte-échantillon a été
fixée à 10 cm/s (soit 5 Hz) avec une consigne instantanée sinusoïdale. La longueur de la
trace a été fixée à 1 cm. Les essais imposent ainsi 2, 4, 10, 20, 40 et 100 mètres de frottement
alterné pour la bille. Il est important de noter que le simple fait d'utiliser un mode alternatif
ajoute une contrainte de cyclage supplémentaire, absente lors d'un frottement circulaire
continu.
2.3.2 – Interprétations – outils théoriques
Les expériences de tribologie décrites dans le paragraphe précédent donnent accès à
plusieurs paramètres qui vont permettre de hiérarchiser les revêtements et surtout d'expliquer
les mécanismes de leur usure et de leur rupture.
Pour cette approche inédite de tribo-oxydation, un paramètre quantitatif simple a été
retenu : l'usure critique du revêtement. Cette mesure correspond au nombre de cycles (ou à la
distance parcourue par la bille) nécessaire pour que le film soit usé au point que l'acier sous-
58

jacent émerge. Cette valeur est bien entendue uniquement valable dans la mesure où tous les
revêtements ont la même épaisseur, ce qui est le cas de ceux étudiés au chapitre 5. De façon
évidente, plus l'acier est atteint pour un parcours important, meilleure est la résistance à
l'usure du revêtement.
Le coefficient de frottement est un paramètre très suivi dans la littérature (cf. chapitre
1). Il est défini comme étant le rapport de la force tangentielle sur la force normale et
correspond approximativement à la résistance mécanique au glissement de la bille.
L'Energie Spécifique d'Usure (ESU) se définit comme l'énergie nécessaire pour user
un volume unitaire de matière138. Plus l'énergie spécifique d'usure est grande, plus il faut
d'énergie pour user le revêtement. Deux paramètres doivent être mesurés pour pouvoir
calculer l'ESU, l'énergie dissipée et le volume usé, et ce à différentes distances de frottement.
Ce dernier est calculé à partir du diamètre de la trace sur la bille. On obtient simplement
l'aire de ce plat que l'on intègre entre 0 et E (l'épaisseur radiale usée, cf. figure 2.7).
V usé=∫0
E
A.dE= R∫0
E
2ER−E² dE
Ce calcul n'est toutefois valable que dans la mesure où aucun transfert de matière n'est
réalisé du plan vers la bille lors du frottement. Dans ce cas, il devient difficile de déterminer
le volume usé.
Figure 2.7 : calcul du volume usé à partir du diamètre de la trace.
59
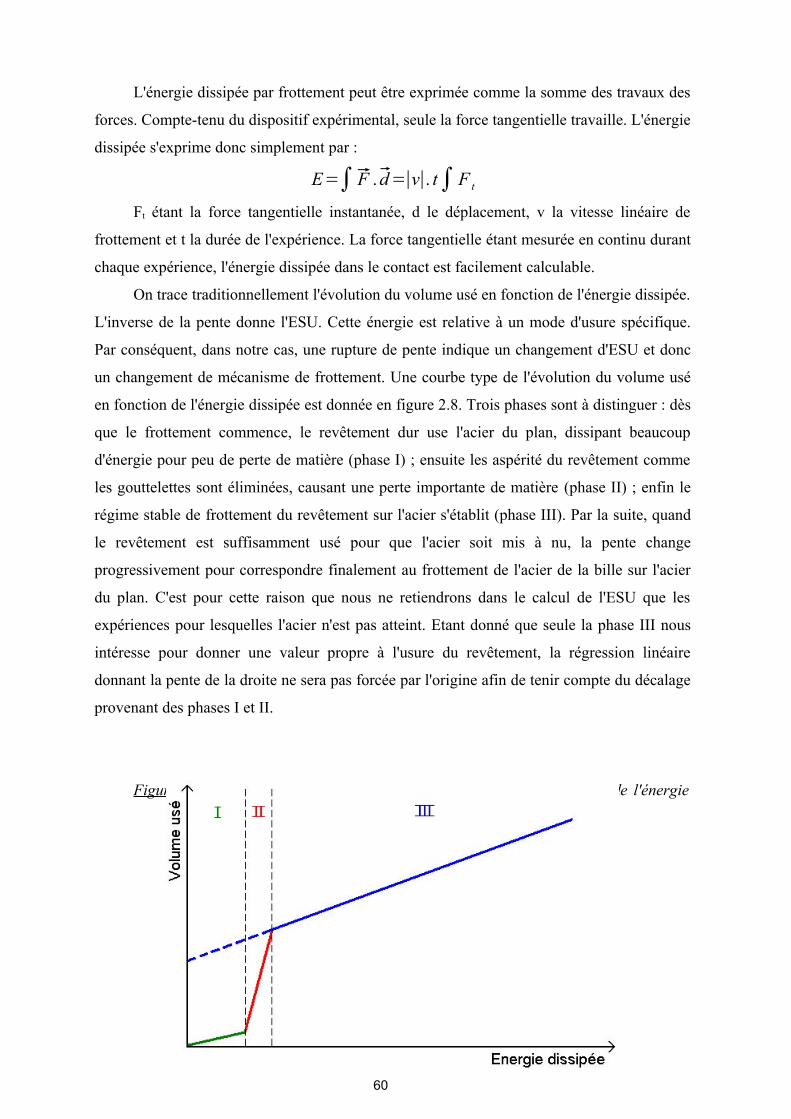
L'énergie dissipée par frottement peut être exprimée comme la somme des travaux des
forces. Compte-tenu du dispositif expérimental, seule la force tangentielle travaille. L'énergie
dissipée s'exprime donc simplement par :
E=∫F .d=∣v∣. t∫F t
Ft étant la force tangentielle instantanée, d le déplacement, v la vitesse linéaire de
frottement et t la durée de l'expérience. La force tangentielle étant mesurée en continu durant
chaque expérience, l'énergie dissipée dans le contact est facilement calculable.
On trace traditionnellement l'évolution du volume usé en fonction de l'énergie dissipée.
L'inverse de la pente donne l'ESU. Cette énergie est relative à un mode d'usure spécifique.
Par conséquent, dans notre cas, une rupture de pente indique un changement d'ESU et donc
un changement de mécanisme de frottement. Une courbe type de l'évolution du volume usé
en fonction de l'énergie dissipée est donnée en figure 2.8. Trois phases sont à distinguer : dès
que le frottement commence, le revêtement dur use l'acier du plan, dissipant beaucoup
d'énergie pour peu de perte de matière (phase I) ; ensuite les aspérité du revêtement comme
les gouttelettes sont éliminées, causant une perte importante de matière (phase II) ; enfin le
régime stable de frottement du revêtement sur l'acier s'établit (phase III). Par la suite, quand
le revêtement est suffisamment usé pour que l'acier soit mis à nu, la pente change
progressivement pour correspondre finalement au frottement de l'acier de la bille sur l'acier
du plan. C'est pour cette raison que nous ne retiendrons dans le calcul de l'ESU que les
expériences pour lesquelles l'acier n'est pas atteint. Etant donné que seule la phase III nous
intéresse pour donner une valeur propre à l'usure du revêtement, la régression linéaire
donnant la pente de la droite ne sera pas forcée par l'origine afin de tenir compte du décalage
provenant des phases I et II.
Figure 2.8 : courbe théorique de l'évolution du volume usé en fonction de l'énergie
60

2.4 – Caractérisation chimique
2.4.1 – Détermination électrochimique de la porosité
La résistance à l'oxydation des pièces revêtues de dépôts cathodiques comme CrN et
TiN dépend pour une part importante de la densité de défauts traversants. Cette grandeur est
obtenue par voie électrochimique grâce à une méthode potentiodynamique75. L’acier M2 nu
ou revêtu est immergé dans une cellule électrochimique à trois électrodes contenant une
solution de NaCl à 30 g/L. Les potentiels sont mesurés relativement à l'électrode au calomel
saturée. La contre-électrode de grande surface est en graphite et l'électrode de travail, notre
échantillon, a une aire de 2,5 cm². Après une immersion de 30 minutes sans polarisation pour
atteindre une relative stabilité, la courbe de polarisation est tracée depuis -150 mV jusqu'à
+250 mV par rapport au potentiel libre à une vitesse de balayage de 10 mV/min.
Dans le cas d'un revêtement cathodique, ce qui est le cas des nitrures métalliques,
celui-ci constitue la cathode tandis que le substrat d'acier constitue l'anode. Or, la stabilité
atteinte au potentiel mixte Em implique que le courant global soit nul. On a donc :
I Em =0=ianode . S1icathode .S2
avec i les densités de courant et S les surfaces.
En balayant en tension autour du potentiel de corrosion, on détermine le courant de
corrosion de la pièce nue puis revêtue. Le rapport du courant de corrosion de la pièce revêtue
sur celui de l’acier nu au potentiel de corrosion de la pièce revêtue est donc égal au rapport
des surfaces, donnant ainsi le taux de porosité de l’échantillon. Il convient de réaliser
plusieurs mesures pour vérifier la reproductibilité de la manipulation.
icathode=S1
S2.ianode= p . ianode
avec p le taux de porosité débouchante.
2.4.2 – L’oxydation à haute température
L’oxydation se traduit pour un élément par la perte d’un ou de plusieurs électrons. Ce
phénomène se produit à travers une réaction chimique d’oxydo-réduction dans laquelle un
autre composé, appelé oxydant, va être réduit, c’est-à-dire qu’il va gagner des électrons.
Dans le cas de l’oxydation à l’air, les corps oxydables (métaux, céramiques covalentes…)
61

s’oxydent par réaction avec le dioxygène de l’air ou la vapeur d’eau. Vis-à-vis de O2, ils se
comportent en réducteurs. En fonction de la noblesse du réducteur, la réaction d’oxydation
sera possible ou non à température ambiante. Ainsi le titane, l’aluminium et le chrome se
recouvrent quasi instantanément d’une couche d’oxyde protectrice. A l’inverse, des métaux
nobles comme l’or ou le platine sont difficilement oxydables et il faut leur apporter une forte
énergie pour que la réaction s'opère. Il en va de même pour les céramiques nitrurées.
La question de toute réaction chimique est de savoir s’il y a opposition ou non entre
les approches thermodynamiques et cinétiques, et si c’est le cas, de savoir quel aspect sera
prépondérant. La thermodynamique impose de former le composé le plus stable, c’est-à-dire
celui dont l’enthalpie libre est la plus faible. La cinétique peut permettre de former un
produit moins stable, à condition que l’énergie requise pour amorcer la réaction (énergie
d’activation) soit la plus faible.
2.4.2.1 - Thermodynamique
Dans le cas de revêtements nitrurés déposés sur un acier, les enthalpies libres que
donne thermodynamique font que toute zone d’acier nu (porosité, rayure, …) s’oxyde
prioritairement par rapport aux nitrures. Il est donc important de limiter la porosité et d’avoir
un revêtement qui se dégrade difficilement. En effet, l’oxydation de l’acier se fait très
facilement, la forme oxydée étant beaucoup plus stable thermodynamiquement que la forme
métallique. Les nitrures sont nettement plus stables.
D'autre part, la réaction favorisée thermodynamiquement ne peut s'opérer qu'à partir
d’une certaine température, la température critique d’oxydation. Au-dessus de cette
température, l’enthalpie libre (∆G) de la réaction est négative et la réaction se fait
spontanément. Cette valeur est importante puisqu’elle permet de déterminer la température
maximale d'utilisation des revêtements.
G= H−T. Sà la température critique, ∆G = 0, donc :
H =T crit .S .
2.4.2.2 – Constantes de vitesse, énergie d’activation et température critique
En suivant la prise de masse dans le temps par Analyse ThermoGravimétrique (ATG),
on peut déterminer des grandeurs cinétiques et thermodynamiques :
62

- en augmentant linéairement et lentement la température on détermine la température
critique d’oxydation. Celle-ci est définie comme étant la température à partir de laquelle
l'oxydation se produit de façon notable. Ce concept étant assez subjectif, une
modélisation mathématique des thermogrammes a été utilisée pour déterminer une valeur
objective ;
- en isotherme, on détermine le type de cinétique d’oxydation (linéaire, parabolique,
cubique, logarithmique, …) et les constantes de vitesse associées :
mn=kn . t (1)
où ∆m est la prise de masse, n un coefficient caractéristique du mécanisme
d’oxydation, kn la constante cinétique et t le temps. La constante de vitesse évolue en
fonction de la température selon une loi d’Arrhénius :
k n=k 0 .exp −EaR.T (2)
où k0 est la constante cinétique quand la température tend vers l’infini, Ea est l’énergie
d’activation de la réaction, R est la constante des gaz parfaits et T est la température absolue.
En prenant le logarithme des deux membres de l’équation (2), on obtient :
ln k n=ln k 0−EaR.T
(3)
Donc en traçant ln(kn) en fonction de 1/T, une droite de pente -Ea/R est obtenue, et
l’énergie d’activation de la réaction peut alors être déterminée. Elle correspond à la quantité
d'énergie nécessaire pour franchir la barrière thermodynamique séparant les états
moléculaires pré- et post-réactionnels. Cette barrière énergétique peut être due à plusieurs
phénomènes cumulatifs comme la diffusion des espèces qui vont réagir et la mise en
commun des nuages électroniques.
De plus, l'énergie d'activation que l'on détermine grâce à ces expériences peut résulter
de plusieurs réactions simultanées ou successives sans qu'il ne soit possible de les séparer.
C'est donc le phénomène global d'oxydation qui est quantifié.
2.4.2.3 – Mécanismes d'oxydation
Pour que la réaction d’oxydation ait lieu, il faut que les espèces susceptibles de réagir
soient mises en présence. Cela laisse cinq possibilités :
- soit les espèces sont toujours en contact l’une avec l’autre par non recouvrement par
l’oxyde de la zone réactive. Dans ce cas on observe une cinétique linéaire, c’est-à-dire
que dans l’équation (1) on a n = 1 ;
63

- soit l’oxygène diffuse à travers la couche d’oxyde vers l’intérieur jusqu’au réducteur ;
- soit le réducteur diffuse à travers la couche d’oxyde vers l’extérieur jusqu’à l’oxygène ;
- soit l’oxygène et le réducteur diffusent en sens opposés à travers la couche d’oxyde.
Dans ces trois derniers cas la cinétique est de type parabolique, c’est-à-dire que dans
l’équation (1) on a n = 2.
- soit les espèces sont mises en présence en continu par fissuration de la couche d’oxyde,
ce qui implique une augmentation de la surface et donc un ordre cinétique non trivial.
L’énergie d’activation a déjà été définie ci-dessus comme étant la « difficulté
énergétique » qu’il y a à mettre en contact les espèces réactives et à les faire réagir. Elle sera
donc variable d’un revêtement à l’autre suivant que l’on observe la formation de tel ou tel
oxyde et que la diffusion sera plus ou moins aisée.
Le régime linéaire s’établit dès lors que la diffusion n’est pas l’étape limitante. On a
déjà évoqué les cas courants pour lesquels l’accès de l’oxygène à son réducteur était libre,
soit parce que la première couche d’oxyde n’est pas encore totalement formée, soit parce que
l’oxyde n’est pas couvrant. Une autre possibilité existe quand il y a formation d’un oxyde
parfaitement couvrant. Prenons l’exemple de Si3N4. La première partie de l’oxydation repose
sur la formation d’une couche de silice en surface. Cette couche de silice est dense et limite
fortement l’oxydation du reste du revêtement. D’après Galanov et al.117, cette couche a
surtout la propriété de laisser pénétrer l’oxygène vers l’intérieur, mais de ne pas laisser sortir
le diazote, ce qui conduirait à la formation d’une couche poreuse d’oxyde(s) en dessous de la
couche de surface, les pores étant remplis d’azote gazeux sous pression. Petit à petit, les
pores s’agrègeraient et donneraient de véritables colonnes gazeuses reliant le substrat à la
couche d’oxyde superficielle. Quand la pression de diazote deviendrait trop forte, la couche
exploserait localement, et par « effet volcan » le substrat remonterait en surface à travers le
pore créé par l’azote. Les auteurs insistent sur le fait que ce modèle peut être étendu à tous
les revêtements formant une couche de passivation (CrN, TiAlN, etc.).
Le régime parabolique est typique de la croissance de l’oxyde limitée par la diffusion.
Cela se démontre mathématiquement en considérant que le déplacement de l’espèce
chimique concernée est un mouvement brownien et qu’il suit donc la loi de la diffusion de
Fick. Pour avoir une prise de masse de ce type, il faut que la diffusion soit l’étape limitante,
c’est-à-dire que que ce soit elle qui demande le plus d’énergie. Cela se produit dès que la
couche d’oxyde formée atteint une épaisseur suffisante pour que l’approvisionnement en
oxygène soit limité.
Dans bon nombre de cas, le régime d’oxydation en isotherme se situe entre les régimes
linéaire et parabolique. Cela se traduit mathématiquement par la valeur de l’exposant n qui
64

est comprise entre 1 et 2. L’interprétation chimique et physique de ce phénomène est
délicate. L’échantillon subit une oxydation lente pour laquelle la diffusion pose autant de
difficultés que la réaction. On pourrait attribuer ce régime mixte soit à la somme des deux
contributions diffusionnelle et réactionnelle, soit à l’hétérogénéité de la couche d’oxyde qui
serait couvrante par endroit (et donc nécessiterait la diffusion) et non couvrante ailleurs (la
réaction est l’étape limitante). La première hypothèse semble plus vraisemblable. Il n'est
malheureusement pas possible de déconvoluer la courbe en deux courbes distinctes qui
correspondraient l'une à la cinétique linéaire et l'autre à la cinétique parabolique.
2.4.2.4 – Techniques utilisées
Les mesures sont effectuées dans une atmosphère d'air reconstitué (azote / oxygène
80/20) grâce à une thermobalance SETARAM de type TG92 ayant une précision de 10
microgrammes . Les expériences de cyclage thermique, demandant des variations
thermiques plus rapides et nombreuses, ont été conduites dans une thermobalance Mettler
Toledo TGA 851.
Le mode isotherme consiste à chauffer rapidement l'échantillon, puis à le maintenir à
haute température pendant un temps donné. En revanche, le mode dynamique consiste à faire
subir à l'échantillon une augmentation de la température à vitesse constante et faible jusqu'à
sa dégradation complète. Le mode de cyclage thermique consiste à appliquer un certain
nombre d'isothermes séparées par des retours à la température ambiante. Ce dernier mode,
plus original, est détaillé par la suite.
Les échantillons soumis aux expériences de cyclage thermique sont de taille 8x8x2
mm3. L’évolution de la masse en fonction du temps est enregistrée toutes les secondes ou
toutes les deux secondes (axe de pesée horizontal, débit d’air de 40 mL/min). Il n’est
malheureusement pas possible dans une thermobalance de précision d’imposer des cadences
aussi rapides que celles endurées par un outil de coupe en service, le programme utilisé
(figure 2.9) constitue donc un compromis entre un nombre de cycles acceptable et une durée
d'analyse suffisante :
– montée en température de 30 à 800°C à 50°C/min,
– palier à 800°C pendant 24 minutes,
– descente en température de 800 à 30°C à –50°C/min,
– palier à 30°C pendant 30 minutes.
Ce cycle est répété 10 fois, ce qui donne un total de 240 minutes, soit 4 heures. Les
résultats des essais de cyclage thermique peuvent alors être comparés à ceux de
65

thermogravimétrie statique (800°C pendant 4 heures). Les paliers effectués à 30°C sont
nécessairement plus long car la chaleur emmagasinée par l'échantillon se dissiper lentement.
Il faut ainsi permettre à l'échantillon de regagner la température ambiante en lui imposant
une période d'une trentaine de minutes à basse température.
Avec la balance Mettler, l’échantillon est posé sur le plateau de la balance, si bien qu'il
est impossible d'enregistrer une éventuelle décohésion de matière qui se désolidariserait du
substrat.
Figure 2.9 : consigne de température pour un cycle, répétée dix fois.
Figure 2.10 : exemple de thermogramme obtenu en cyclage thermique pour l'acier
revêtu de TiN avant (brut d'enregistrement) et après traitement.
Les thermogrammes obtenus ont l'allure redondante présentée figure 2.10. Par
modification brutale de la poussée d'Archimède lors des variations brutales de température,
une prise de masse est enregistrée pendant la montée en température tandis qu'une perte de
66

masse l'est au refroidissement. Après comparaison de l'ampleur de ces deux phénomènes, on
se rend compte qu'ils s'annulent et il n'y a finalement aucune variation pondérale réelle en
dehors des paliers à 800°C. Par conséquent, en ne conservant que les données enregistrées à
800°C, aucune information n'est perdue. Une opération d'accollement des portions de
courbes sélectionnées permet alors de reconstituer des courbes pseudo-isothermes totalisant
4 heures d'oxydation à 800°C. La comparaison de ces courbes avec les isothermes réelles
révélera l'influence de la fatigue thermique sur le comportement vis-à-vis de l'oxydation des
différentes pièces.
67

68

CHAPITRE 3 : RÔLE DU SILICIUM DANS LA RÉSISTANCE À
L'OXYDATION DE REVÊTEMENTS
NANOCOMPOSITES BASE TiN :
CONTRIBUTION DE LA MICROSCOPIE
ENVIRONNEMENTALE
69

70

L'analyse bibliographique présentée au chapitre 1 fait état d'une recherche poussée
portant sur les propriétés mécaniques des revêtements Me-Si-N. Toutefois, seules quelques
communications traitent de la résistance à l'oxydation, paramètre qui nous semble pourtant
primordial dans l'optique d'une amélioration de la durée de vie d'un outil revêtu. Il paraît
utile dans ces conditions de compléter les connaissances sur ces revêtements par une étude
des propriétés et des mécanismes de leur oxydation. Parmi toutes les possibilités dont
dispose l'élaborateur pour déposer des revêtements de nitrures, nous avons choisi dans cette
partie de nous intéresser au cas simple et courant de l'évaporation par arc de cibles mixtes
TiSi (80/20) et AlTiSi (60/30/10). Les revêtements obtenus, TiSiN et AlTiSiN, seront
comparés tout au long de ce chapitre à leurs deux homologues monolithiques : le revêtement
de TiN ainsi que celui de SiNx, déposé quant à lui par pulvérisation magnétron. Tous les
films ont été déposés sur acier M2, à l'exception des échantillons à destination de la
microscopie en transmission pour lesquels le substrat est un monocristal de chlorure de
sodium. L'obtention de la structure nanocomposite dans les revêtements contenant du
silicium semble, d'après la littérature (cf. chapitre 1), être à la base de l'amélioration des
propriétés d'usage. Le but de cette étude étant de mettre en évidence le rôle du silicium dans
la tenue à l'oxydation des pièces revêtues, la détermination de la structure a constitué
naturellement la première étape de ce travail. Diverses techniques détaillées précédemment
ont été mises en œuvre pour étudier la tenue à l'oxydation des revêtements. L'Analyse
ThermoGravimétrique (ATG) donne des informations quantitatives et permet de proposer un
mécanisme global d'oxydation ; la Diffraction des Rayons X donne accès à la nature des
produits issus de l'oxydation ; la Microscopie Electronique à Balayage associée à la
Spectroscopie de Dispersion des Photons X (EDS) permet de déterminer la distribution des
éléments chimiques et d'observer les changements de morphologie dus à l'oxydation. Ces
informations post-mortem seront complétées par une approche in situ de l'oxydation
permettant sans doute de mieux appréhender les mécanismes fins de dégradation. Nous
proposons dans cette optique d'évaluer la contribution que pourrait apporter la Microscopie
Electronique à Balayage en mode Environnemental (ESEM) à haute température, afin
d'apprécier notamment la nature et le devenir des zones les plus vulnérables.
71

3.1 – Structure et propriétés des revêtements
3.1.1 – Détermination du taux de porosité débouchante – qualité du dépôt
Le taux de porosité débouchante est un excellent indicateur de la qualité du dépôt. En
effet, plus le revêtement est poreux, plus l'acier sous-jacent est accessible à un oxydant
potentiel. Dans ces conditions, l'oxyde se formerait vraisemblablement à l'interface entre
l'acier et le nitrure, ce qui nuirait à l'adhérence, ou au sein des porosités du revêtement, ce qui
engendrerait des contraintes supplémentaires et pourrait provoquer sa fissuration. Il est alors
évident que cette oxydation de l'acier est néfaste à la durée de vie du revêtement – et donc de
la pièce.
Figure 3.1 : courbes de polarisation des différents revêtements déposés sur acier
après 1h d'immersion dans une solution de NaCl à 30g/L.
Les courbes de polarisation (figure 3.1) confirment que la pulvérisation cathodique
magnétron, utilisée pour les dépôts de SiNx, permet d'obtenir une qualité de dépôt supérieure
à celle de l'évaporation par arc. Le décalage vers les potentiels nobles ainsi que la très faible
valeur de la densité de courant de corrosion en sont témoins. La figure 3.2 présente les
valeurs des taux de porosité débouchante calculées à partir de ces courbes75. La densité de
défauts de SiNx peut être considérée comme négligeable, correspondant à un revêtement
parfaitement couvrant. Une telle qualité de surface est à mettre, sans doute, au crédit du
procédé de dépôt par pulvérisation magnétron, technique peu énergétique et conduisant plus
à l'émission d'atomes qu'à la formation de gouttelettes. L'origine du moindre recouvrement
72
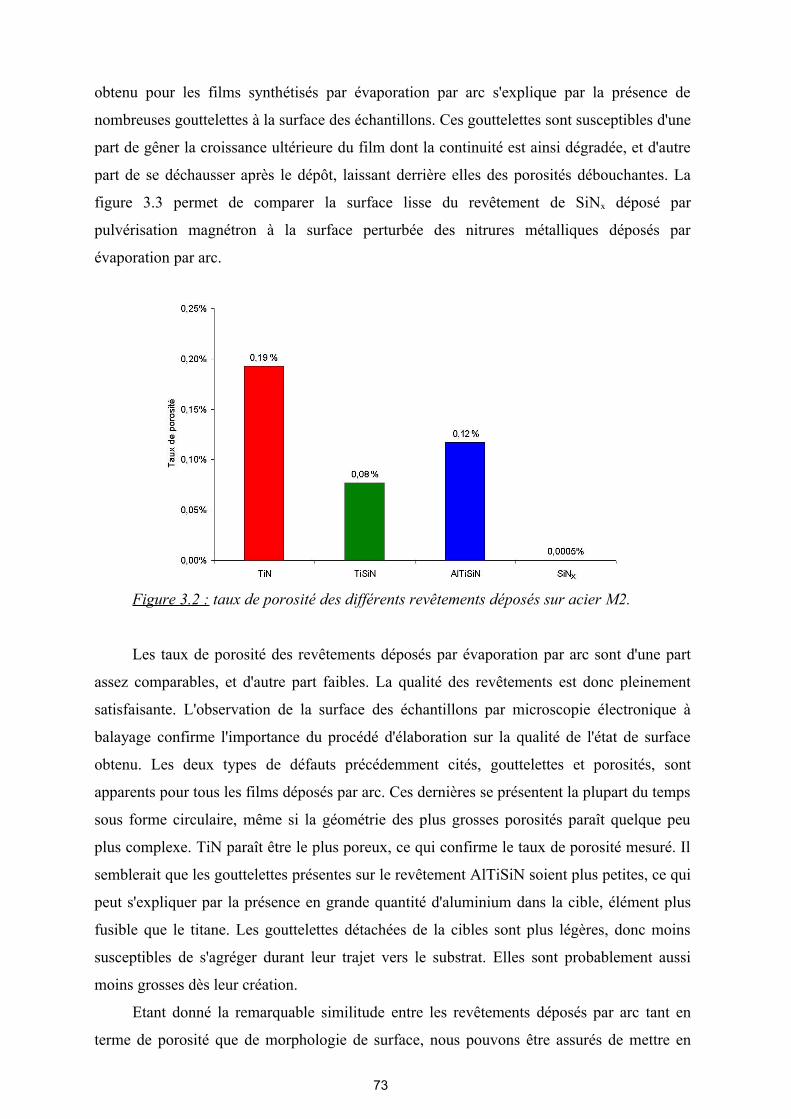
obtenu pour les films synthétisés par évaporation par arc s'explique par la présence de
nombreuses gouttelettes à la surface des échantillons. Ces gouttelettes sont susceptibles d'une
part de gêner la croissance ultérieure du film dont la continuité est ainsi dégradée, et d'autre
part de se déchausser après le dépôt, laissant derrière elles des porosités débouchantes. La
figure 3.3 permet de comparer la surface lisse du revêtement de SiNx déposé par
pulvérisation magnétron à la surface perturbée des nitrures métalliques déposés par
évaporation par arc.
Figure 3.2 : taux de porosité des différents revêtements déposés sur acier M2.
Les taux de porosité des revêtements déposés par évaporation par arc sont d'une part
assez comparables, et d'autre part faibles. La qualité des revêtements est donc pleinement
satisfaisante. L'observation de la surface des échantillons par microscopie électronique à
balayage confirme l'importance du procédé d'élaboration sur la qualité de l'état de surface
obtenu. Les deux types de défauts précédemment cités, gouttelettes et porosités, sont
apparents pour tous les films déposés par arc. Ces dernières se présentent la plupart du temps
sous forme circulaire, même si la géométrie des plus grosses porosités paraît quelque peu
plus complexe. TiN paraît être le plus poreux, ce qui confirme le taux de porosité mesuré. Il
semblerait que les gouttelettes présentes sur le revêtement AlTiSiN soient plus petites, ce qui
peut s'expliquer par la présence en grande quantité d'aluminium dans la cible, élément plus
fusible que le titane. Les gouttelettes détachées de la cibles sont plus légères, donc moins
susceptibles de s'agréger durant leur trajet vers le substrat. Elles sont probablement aussi
moins grosses dès leur création.
Etant donné la remarquable similitude entre les revêtements déposés par arc tant en
terme de porosité que de morphologie de surface, nous pouvons être assurés de mettre en
73

perspective des films comparables lors de leur caractérisation physico-chimique aux hautes
températures.
Figure 3.3 : métallographies de surface en électrons secondaires des revêtements a)
TiN, b) TiSiN, c) AlTiSiN et d) SiNx.
3.1.2 – Une structure nanocomposite ?
L'objectif que l'on s'est fixé en introduisant du silicium dans TiN et dans AlTiN est de
synthétiser des revêtements dont la structure serait nanocomposite. Ce terme désigne dans
notre cas la ségrégation du silicium hors des grains de TiN ou de AlTiN permettant de
former une structure composée de nanograins de TiN ou de AlTiN idéalement enrobés par
une fine couche de SiNx de nature à transcender les propriétés d'usage.
La composition des revêtements synthétisés est indiquée dans le tableau 3.I. Qu'il
s'agisse de TiSiN ou de AlTiSiN le taux de silicium ajouté doit être suffisant pour obtenir la
structure désirée puisque supérieur à 3 % atomiques152. Il est à noter que cette teneur est deux
fois moins importante dans le cas du revêtement AlTiSiN. Cela se justifie par la volonté de
synthétiser un revêtement ayant de bonnes propriétés mécaniques. La forte teneur en
aluminium devrait faire augmenter la tenue à l'oxydation, mais risque de faire diminuer la
dureté du film si le taux est trop important. Un taux de silicium optimal du point de vue des
74
d)

propriétés mécaniques a donc été choisi pour compenser la perte de propriétés mécaniques
due à l'aluminium.
La quasi parfaite correspondance entre la composition de la cible d'une part et du
revêtement d'autre part est à souligner. Cela montre tout le travail d'optimisation des
paramètres qui a été fait en amont de cette étude.
Tableau 3.I : compositions des cibles et des revêtements obtenues par EDS, et taille
moyenne des cristallites obtenue par le calcul de Scherrer.
Les diffractogrammes correspondant à ces films sont présentés en figure 3.4. Les
pièces revêtues des films à base TiN montrent tous la même succession de pics, mais avec
cependant des intensités relatives différentes, traduisant un effet de texture :
– les intensités des pics caractéristiques de TiN démontrent l'orientation
préférentielle des grains suivant la direction (111) pour TiN et (200) pour TiSiN et
AlTiSiN ;
– les pics du fer sont présents dans tous les cas, accompagnés de ceux des différentes
phases précipitées durcissantes ;
– on ne trouve aucun pic correspondant à la phase hexagonale AlN ni à une
quelconque phase contenant Si ;
Les conséquences sont multiples. Tout d'abord la structure de TiN est colonnaire avec
des grains orientés suivant l'axe (111) (figure 3.5). Ensuite, les revêtements contenant du
silicium ne contiennent pas de phase cristalline intégrant cet élément, ce qui suggère que le
silicium est en solution solide dans la maille TiN dans la limite de sa très faible solubilité, et
que tout le reste est nécessairement rejeté dans l'espace intergranulaire sous forme de nitrure
amorphe. Autrement dit, cette phase ségrégée devient le joint de grains. On espère donc avoir
obtenu la structure nanocomposite dans les deux cas de TiSiN et de AlTiSiN.
On peut calculer la taille moyenne des domaines diffractants grâce à la loi de Debye-
Scherrer en s'appuyant sur les pics (111) de TiN et (200) de TiSiN et AlTiSiN. On estime
ainsi la taille des grains selon l'axe retenu. Compte-tenu de la faible intensité des pics de
75
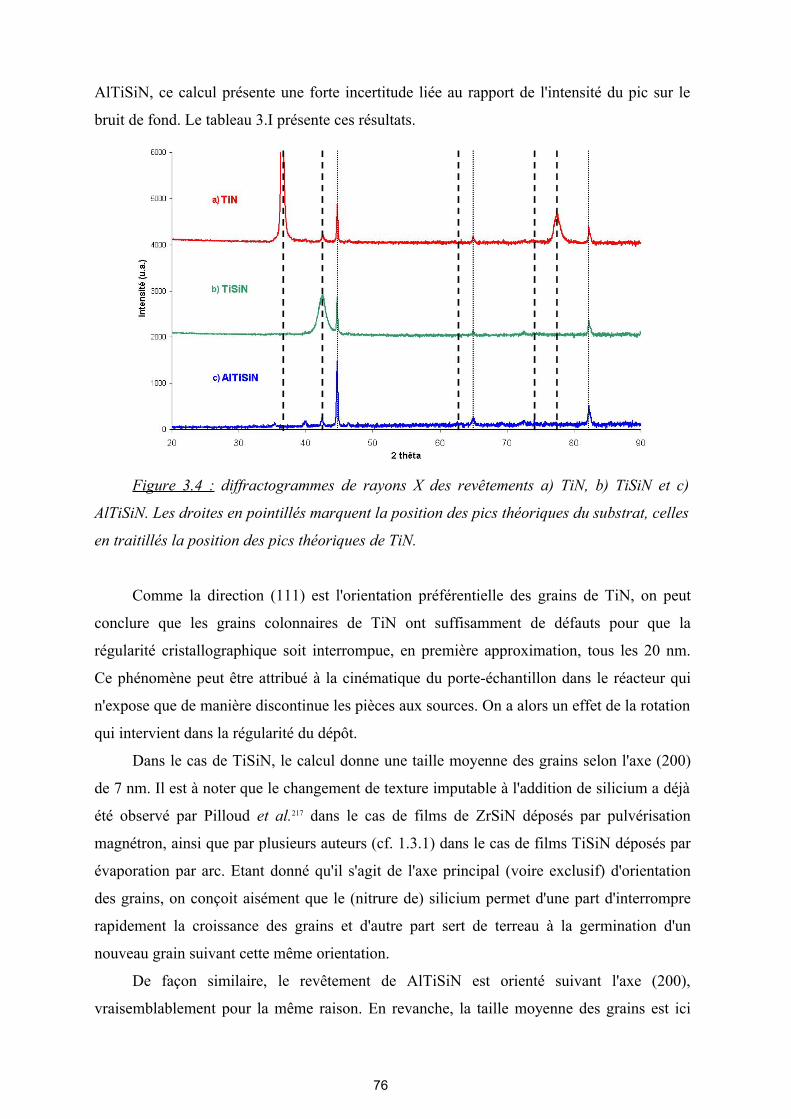
AlTiSiN, ce calcul présente une forte incertitude liée au rapport de l'intensité du pic sur le
bruit de fond. Le tableau 3.I présente ces résultats.
Figure 3.4 : diffractogrammes de rayons X des revêtements a) TiN, b) TiSiN et c)
AlTiSiN. Les droites en pointillés marquent la position des pics théoriques du substrat, celles
en traitillés la position des pics théoriques de TiN.
Comme la direction (111) est l'orientation préférentielle des grains de TiN, on peut
conclure que les grains colonnaires de TiN ont suffisamment de défauts pour que la
régularité cristallographique soit interrompue, en première approximation, tous les 20 nm.
Ce phénomène peut être attribué à la cinématique du porte-échantillon dans le réacteur qui
n'expose que de manière discontinue les pièces aux sources. On a alors un effet de la rotation
qui intervient dans la régularité du dépôt.
Dans le cas de TiSiN, le calcul donne une taille moyenne des grains selon l'axe (200)
de 7 nm. Il est à noter que le changement de texture imputable à l'addition de silicium a déjà
été observé par Pilloud et al.217 dans le cas de films de ZrSiN déposés par pulvérisation
magnétron, ainsi que par plusieurs auteurs (cf. 1.3.1) dans le cas de films TiSiN déposés par
évaporation par arc. Etant donné qu'il s'agit de l'axe principal (voire exclusif) d'orientation
des grains, on conçoit aisément que le (nitrure de) silicium permet d'une part d'interrompre
rapidement la croissance des grains et d'autre part sert de terreau à la germination d'un
nouveau grain suivant cette même orientation.
De façon similaire, le revêtement de AlTiSiN est orienté suivant l'axe (200),
vraisemblablement pour la même raison. En revanche, la taille moyenne des grains est ici
76

d'environ 25 nm, soit comparable à celle de TiN. Trois hypothèses pourraient être à la base
de cette valeur si élevée :
– la quantité de silicium ajoutée dans le revêtement quaternaire est inférieure de
moitié à celle du film ternaire. L'effet affinant du silicium n'est pas enregistré pour ce
taux, ce qui donne des grains de taille équivalente à celle de TiN ;
– la distorsion de la maille de TiN par l'insertion (majoritaire) de l'aluminium
permettrait d'incorporer plus de silicium dans la maille, en laissant de ce fait une moindre
quantité disponible pour les joints de grains ;
– enfin, la faible intensité des pics de TiN dans AlTiSiN pourrait indiquer une part
d'amorphisation qui toucherait les plus petits cristallites, ne laissant que les plus massifs
diffracter.
Figure 3.5 : micrographies de films déposés sur acier : fractographie de a) TiN, b)
TiSiN au MEB et c) coupe FIB transverse de TiSiN au MET avec le cliché de
microdiffraction global.
77
a)
b)

Figure 3.6 : a) micrographie MET en haute résolution de l'échantillon TiSiN, b)
inverse de la transformée de Fourrier focalisée sur des points de diffraction correspondant à
TiN (200), c) inverse de la transformée de Fourrier focalisée sur un anneau correspondant à
SiNx et d) transformée de Fourrier de l'image complète.
Afin d'obtenir une preuve plus directe de la structure nanocomposite de nos
revêtements, des observations complémentaires en Microscopie Electronique en
Transmission (MET) ont été réalisées sur le dépôt de TiSiN. Une coupe FIB a permis
d'observer le revêtement dans son épaisseur (figure 3.5). La structure des grains en épi
révélée est pour le moins originale. La faible taille des grains confirme cependant le calcul
réalisé par la méthode de Scherrer. L'information majeure à tirer de cette micrographie est la
78
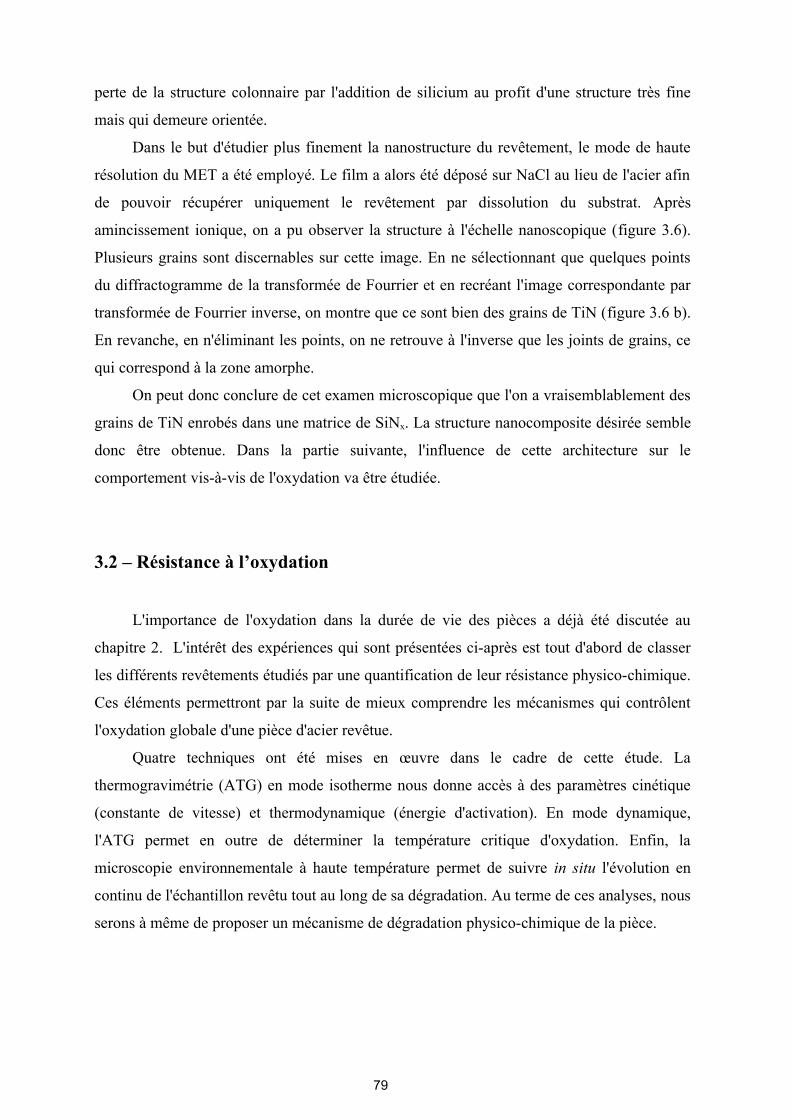
perte de la structure colonnaire par l'addition de silicium au profit d'une structure très fine
mais qui demeure orientée.
Dans le but d'étudier plus finement la nanostructure du revêtement, le mode de haute
résolution du MET a été employé. Le film a alors été déposé sur NaCl au lieu de l'acier afin
de pouvoir récupérer uniquement le revêtement par dissolution du substrat. Après
amincissement ionique, on a pu observer la structure à l'échelle nanoscopique (figure 3.6).
Plusieurs grains sont discernables sur cette image. En ne sélectionnant que quelques points
du diffractogramme de la transformée de Fourrier et en recréant l'image correspondante par
transformée de Fourrier inverse, on montre que ce sont bien des grains de TiN (figure 3.6 b).
En revanche, en n'éliminant les points, on ne retrouve à l'inverse que les joints de grains, ce
qui correspond à la zone amorphe.
On peut donc conclure de cet examen microscopique que l'on a vraisemblablement des
grains de TiN enrobés dans une matrice de SiNx. La structure nanocomposite désirée semble
donc être obtenue. Dans la partie suivante, l'influence de cette architecture sur le
comportement vis-à-vis de l'oxydation va être étudiée.
3.2 – Résistance à l’oxydation
L'importance de l'oxydation dans la durée de vie des pièces a déjà été discutée au
chapitre 2. L'intérêt des expériences qui sont présentées ci-après est tout d'abord de classer
les différents revêtements étudiés par une quantification de leur résistance physico-chimique.
Ces éléments permettront par la suite de mieux comprendre les mécanismes qui contrôlent
l'oxydation globale d'une pièce d'acier revêtue.
Quatre techniques ont été mises en œuvre dans le cadre de cette étude. La
thermogravimétrie (ATG) en mode isotherme nous donne accès à des paramètres cinétique
(constante de vitesse) et thermodynamique (énergie d'activation). En mode dynamique,
l'ATG permet en outre de déterminer la température critique d'oxydation. Enfin, la
microscopie environnementale à haute température permet de suivre in situ l'évolution en
continu de l'échantillon revêtu tout au long de sa dégradation. Au terme de ces analyses, nous
serons à même de proposer un mécanisme de dégradation physico-chimique de la pièce.
79

3.2.1 – Oxydation en mode isotherme
Les échantillons revêtus de TiN, TiSiN et SiNx ont été testés entre 700 et 875°C par
pas de 25°C. Les pièces revêtues de AlTiSiN ont en revanche été confrontées à des
conditions plus sévères en raison de sa remarquable résistance à la température de référence
de 800°C : ils ont ainsi été étudiés entre 700 et 950°C par pas de 50°C .
Plusieurs tendances peuvent être déduites des thermogrammes obtenus. Tout d'abord,
comme attendu, l'oxydation est d'autant plus importante que la température est élevée (figure
3.7). Cela n'a rien d'exceptionnel, étant donné que l'équation liant la prise de masse ∆m à la
température T est de la forme :
m n=A. exp −BT
où A et B sont des constantes strictement positives et n un exposant entier.
Figure 3.7 : prises de masse surfaciques sous air reconstitué en fonction du temps et à
différentes températures mesurées par ATG pour des pièces d'acier M2 revêtues de TiSiN.
La deuxième tendance est liée au régime limitant l'oxydation. Les courbes de prise de
masse sont en effet assez bien simulées par une loi parabolique (figure 3.8). La relation
précédente s'écrit alors :
mS
2
=k p . t
avec kp la constante cinétique parabolique et t le temps.
Le fait que n = 2 signifie que l'étape limitante de la réaction globale d'oxydation est la
diffusion des espèces au niveau du front d'oxydation. On se servira dans la suite de cette
80

relation pour calculer, aux différentes températures, les constantes de vitesse d'oxydation des
pièces revêtues.
Un autre enseignement fondamental qui se dégage de ces courbes est le rôle positif du
silicium. La pièce revêtue de TiN se comporte en effet à peine mieux que la pièce nue,
mettant en exergue la défaillance majeure de ce revêtement pourtant aujourd'hui encore
utilisé de façon quasi-exclusive dans l'industrie. Cependant, il est important de noter que les
températures d'essais retenues sont bien au-delà des valeurs pour lesquelles il est d'ordinaire
préconisé. Le choix de telles conditions s'explique toutefois par la volonté de discriminer les
revêtements les plus performants. Au contraire, les trois revêtements contenant du nitrure de
silicium SiNx s'oxydent très peu et de manière comparable. A titre d'exemple, la prise de
masse de l'échantillon au bout des quatre heures d'expérience est dix fois plus faible pour une
pièce revêtue de SiNx ou de TiSiN que pour l'acier nu ou revêtu de TiN.
Figure 3.8 : thermogrammes résultant de l'exposition des pièces pendant 4h à 800°C
sous air reconstitué en fonction a) du temps, b) de la racine carrée du temps.
81

En considérant que la cinétique de l'oxydation est parabolique, les constantes de vitesse
peuvent être calculées (figure 3.9). Les valeurs confirment l'effet bénéfique majeur du
silicium dans la tenue à l'oxydation. On retrouve le gain d'une décade que l'on mesurait
auparavant grossièrement à partir de la prise de masse finale. La constante de vitesse
calculée pour le substrat nu est assez étrangement plus faible que celle calculée pour la pièce
revêtue de TiN. Ce phénomène est lié au régime d'oxydation qui paraît assez rapidement
moins lié à la diffusion dans le cas du substrat. En effet, on sait que les oxydes de fer ne sont
pas denses et donc peu passivants. De nouvelles surfaces vierges s'offrent alors en continu à
l'oxygène. La simulation par une loi parabolique n'est par conséquent pas rigoureusement
applicable pour cet échantillon.
Figure 3.9 : valeurs des constantes de vitesse d'oxydation des pièces à 800 °C.
Du point de vue de leur vitesse d'oxydation, les revêtements peuvent ainsi être
hiérarchisés de la manière suivante : SiNx est le plus résistant des revêtements, suivi de
AlTiSiN et de TiSiN. Loin derrière arrive TiN. La phase SiNx que l'on retrouve dans TiSiN
et AlTiSiN apporterait donc le caractère réfractaire qu'on lui connaît notamment dans les
applications en électronique comme barrière de diffusion152. Il est important de noter que
cette hiérarchie est valable au moins jusqu'à 875°C. En revanche, à des températures
inférieures, comme 700°C, TiSiN s'oxyde moins que AlTiSiN. Ce résultat, déjà rencontré
dans l'industrie, s'expliquerait par les conditions sévères nécessaires à la formation de la
couche d'alumine recouvrante et au rôle protecteur fondamental.
82

Tableau 3.II : valeurs des constantes de vitesse dans le cas d'une cinétique
parabolique.
Température kp (mg/(cm2.h0,5))
(°C) TiN TiSiN AlTiSiN700 - 0,026 0,029725 0,780 0,031 -750 0,792 0,056 0,093775 1,116 0,075 -800 1,296 0,099 0,169825 1,794 0,152 -850 2,586 0,207 0,346875 3,258 0,476 -900 - - 0,406950 - - 0,618
Le fait de disposer des constantes de vitesse à différentes températures (tableau 3.II)
donne accès à la valeur de l'énergie d'activation du phénomène global d'oxydation. Un
exemple de tracé est porté figure 3.10. La pente de la droite obtenue correspond à -Ea/R et
les valeurs obtenues pour les énergies d'activation sont reportées en figure 3.11. Ce
paramètre thermodynamique permet de qualifier la sensibilité d'un matériau à l'oxydation.
Figure 3.10 : tracé du logarithme de la constante de vitesse d'oxydation en fonction de
l'inverse de la température absolue. Cette représentation permet de calculer l'énergie
d'activation de TiSiN en l'occurrence.
83

Sans surprise, TiN et le substrat sont caractérisés par des valeurs faibles et similaires.
Leurs cinétiques d'oxydation sont assez semblables. Une nette augmentation de l'énergie
d'activation intervient par l'ajout de silicium dans TiN, ce qui confirme de précédents
résultats issus de la littérature142,152. De même, l'ajout supplémentaire d'aluminium rend les
pièces revêtues plus difficiles encore à oxyder. Les valeurs atteintes dans ce dernier cas
attestent que l'on protège beaucoup mieux un outil en le revêtant de TiSiN (Ea = 260 kJ/mol)
ou de AlTiSiN (Ea = 295 kJ/mol) que de TiN (Ea = 193 kJ/mol). Ce résultat est très
probablement dû au caractère réfractaire de la phase SiNx que l'on retrouve aux joints de
grains. De plus, le caractère protecteur apporté par l'aluminium, qui serait dû à la formation
en surface d'une couche très fine d'oxyde, est difficile à mettre en évidence.
Figure 3.11 : énergies d'activation du processus d'oxydation entre 700 et 875°C pour
de l'acier M2 revêtu.
Après 4 heures d'oxydation à 800°C les films ont été caractérisés par DRX (figure
3.12). En accord avec la forte prise de masse enregistrée pour TiN, les pics caractéristiques
de ce dernier ont presque entièrement disparu au profit de ceux relatifs à TiO2. Des pics
provenant de plusieurs oxydes apparaissent. On note la présence de rutile (TiO2), de brookite
(TiO2), de magnétite (Fe3O4) et de pseudo-brookite (Fe2TiO5). Ces deux derniers oxydes
démontrent qu'il y a eu soit une diffusion du fer à travers la couche de TiN vers l'extérieur,
soit que le front de l'oxydation a atteint l'acier et qu'il y a eu inter-diffusion du fer et du titane
l'un dans l'autre.
La pièce revêtue de TiSiN est nettement moins oxydée. On trouve des pics
correspondant au rutile et à la pseudo-brookite en plus des pics de TiN et du fer.
84

L'orientation préférentielle des grains de TiN n'a pas été modifiée par l'oxydation, cependant,
le pic principal (200) est moins large qu'avant l'oxydation. Le calcul de la taille des grains
selon la loi de Scherrer donne une taille moyenne de 9 nm, suggérant une recristallisation
limitée et donc le maintien de l'édifice nanostructuré. On peut ainsi considérer que la
structure nanocomposite est stable jusqu'à 800°C.
Figure 3.12 : diffractogramme X après oxydation isotherme à 800°C. Les droites
marquent les pics du fer α (pointillés), de l'osbornite (TiN, traitillés) et du rutile (TiO2
alternance de traits et de points) . Les autres pics sont tous attribuables soit à la pseudo-
brookite (Fe2TiO5), soit à la brookite (TiO2), soit à la magnétite (Fe3O4), soit à des phases
contenues dans l'acier.
Etant donné que le film de TiSiN n'est que superficiellement oxydé, la présence de
pseudo-brookite militerait en faveur d'une diffusion du fer vers la surface extérieure à la
rencontre de l'oxygène. Il paraît difficile d'imaginer le fer diffuser à travers la matrice de
SiNx. En effet, dans la mesure où elle est capable de limiter la diffusion de l'oxygène, de
l'azote et du titane, quelle raison pourrait-il y avoir pour qu'elle laisse diffuser le fer ?
L'hypothèse la plus vraisemblable est que le fer diffuse à travers les porosités débouchantes
par un effet de « volcanisme ». Cette hypothèse est d'ailleurs vérifiée en observant la surface
de l'échantillon oxydé (figure 3.13). De grosses excroissances d'oxyde riches en fer
parsèment la surface. Les aiguilles qui hérissent ces excroissances sont caractéristiques
d'oxydes riches en fer. De là, on peut supposer que ces excroissances ont émergé par des
85

porosités débouchantes du revêtement. La microscopie environnementale sera employée par
la suite afin de vérifier ce mécanisme.
Figure 3.13 : métallographies MEB de la surface de l'acier revêtu de TiSiN, oxydé
pendant 4 heures à 750°C a) en électrons secondaires, b) en électrons rétrodiffusés.
Le diffractogramme de AlTiSiN est radicalement différent : les pics d'oxydes
n'émergent pas du bruit de fond. La différence entre les diffractogrammes avant et après
l'oxydation de l'échantillon est très faible. De plus, la largeur du pic principal donne une
taille moyenne de grains d'environ 24 nm, c'est-à-dire pratiquement inchangée par rapport au
revêtement initial. La structure nanocomposite est donc stable thermiquement. Comment
expliquer dans ces conditions la prise de masse de l'échantillon qui est du même ordre de
grandeur que celle de la pièce revêtue de TiSiN ? Il a été supposé précédemment que
l'aluminium intervenait dans la limitation de l'oxydation en formant de l'alumine à la
propriété passivante. Or on sait que les couches d'alumine qui se forment dans des conditions
oxydantes sont souvent de faible épaisseur et amorphes, ce qui explique l'absence de pics
caractéristiques en DRX. L'aluminium migrerait vers la surface à la rencontre de l'oxygène et
générerait selon nous une couche d'alumine amorphe limitant la diffusion des espèces en
renfort de la matrice de SiNx.
3.2.2 – Oxydation en mode dynamique
Le mode dynamique permet d'identifier la température critique pour laquelle
l'oxydation devient un phénomène non négligeable. La prise de masse d'échantillons
chauffés à une température croissant à une vitesse de 1°C par minute a été suivie par ATG
(figure 3.14).
86
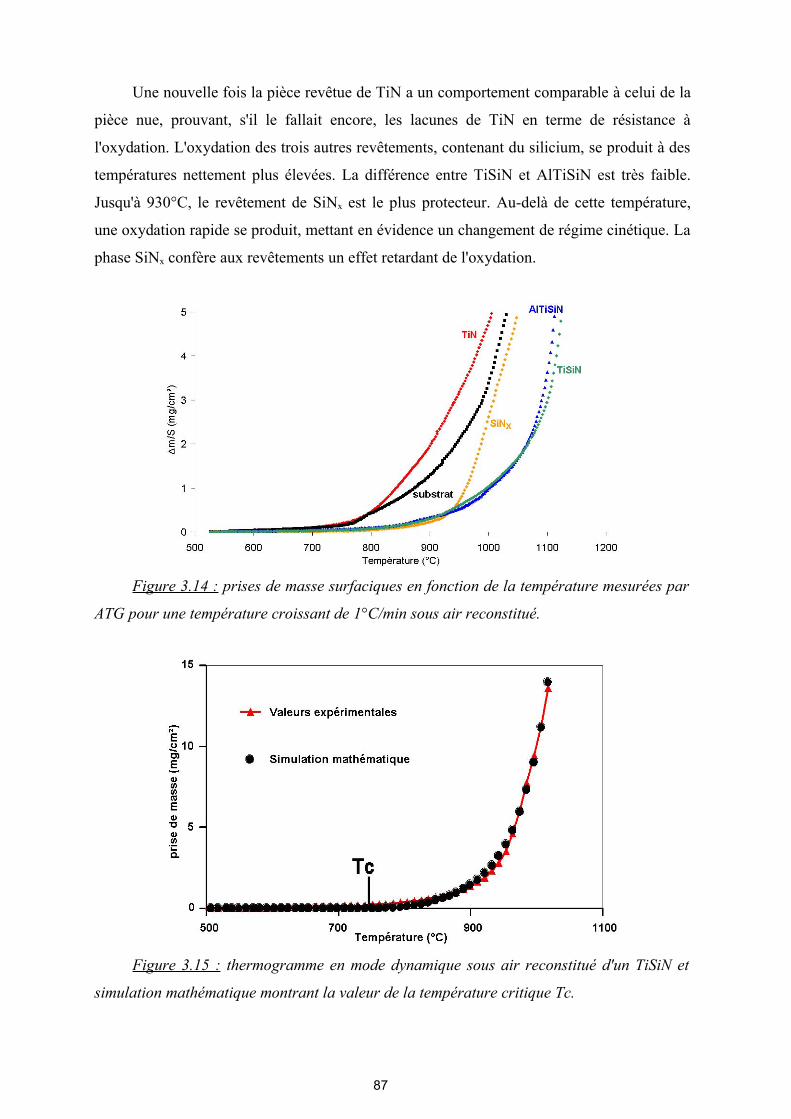
Une nouvelle fois la pièce revêtue de TiN a un comportement comparable à celui de la
pièce nue, prouvant, s'il le fallait encore, les lacunes de TiN en terme de résistance à
l'oxydation. L'oxydation des trois autres revêtements, contenant du silicium, se produit à des
températures nettement plus élevées. La différence entre TiSiN et AlTiSiN est très faible.
Jusqu'à 930°C, le revêtement de SiNx est le plus protecteur. Au-delà de cette température,
une oxydation rapide se produit, mettant en évidence un changement de régime cinétique. La
phase SiNx confère aux revêtements un effet retardant de l'oxydation.
Figure 3.14 : prises de masse surfaciques en fonction de la température mesurées par
ATG pour une température croissant de 1°C/min sous air reconstitué.
Figure 3.15 : thermogramme en mode dynamique sous air reconstitué d'un TiSiN et
simulation mathématique montrant la valeur de la température critique Tc.
87

Par une simulation mathématique itérative basée sur les moindres carrés non
linéaires218 dont un exemple est montré figure 3.15, les valeurs des températures critiques
d'oxydation sont déterminées (figure 3.16). Comme précédemment en mode isotherme, la
pièce revêtue de TiN est à peine plus résistante à l'oxydation que le substrat. L'ajout de
silicium permet par contre de gagner 200°C avant d'oxyder la pièce dangereusement vite. Ce
résultat est identique à celui de SiNx. Cela renforce l'hypothèse qui fait de la matrice de SiNx
de TiSiN une barrière de diffusion qui selon nous serait la principale responsable de la bonne
tenue de ce dernier. La présence d'aluminium renforce encore légèrement la tenue à
l'oxydation.
Figure 3.16 : températures critiques d'oxydation des pièces d'acier revêtues et oxydées
sous air reconstitué à température croissante.
3.2.3 – Approche in situ de l'oxydation : apport de l'ESEM
Plusieurs questions ont été soulevées par les expériences précédentes, à commencer par
l'influence du silicium et de l'aluminium dans les mécanismes d'oxydation des pièces. Des
hypothèses basées sur un rôle prédominant de la phase réfractaire ainsi que de certains
oxydes protecteurs ont été formulées et renforcées par les résultats obtenus en DRX. Nous
avons déjà eu recours une première fois à la microscopie électronique afin de confirmer la
présence d'oxydes riches en fer en certains points de la surface. Il paraît évident que
l'utilisation de la microscopie électronique pour suivre l'oxydation in situ apporterait des
éléments susceptibles de confirmer les mécanismes d'oxydation envisagés. On espère
également comprendre pourquoi le revêtement de SiNx, pourtant si protecteur à chaud, perd
ses caractéristiques au-delà de 930°C.
88
Figure 3.17 : séquence en ESEM sous environ 390 Pa de vapeur d'eau du bord d'un
échantillon d'acier M2 revêtu de TiN a) après 1h à 700°C, b) après 2h à 1000°C, c) après
2h30 à 1000°C.
Tous les échantillons ont été soumis à l'oxydation en les chauffant dans une
atmosphère de vapeur d'eau. L'échantillon de TiN a été chauffé rapidement jusqu'à 500°C,
puis l'augmentation de la température a été plus progressive. Plusieurs zones ont été
observées, ce qui a permis de suivre l'évolution de la surface en fonction du temps et de la
température, conduisant à proposer le mécanisme d'attaque suivant :
– en premier lieu, à partir de 700°C, des aiguilles se forment en bordure de
l'échantillon, zone pour laquelle le recouvrement du métal par le film est imparfait
(figure 3.17a). Ces aiguilles vont ensuite croître suivant leur axe principal jusqu'à
atteindre dans certains cas 30µm de long. Il est évident qu'avec de telles dimensions on
peut supposer qu'il ne s'agit pas d'un composé issu de l'oxydation du revêtement, mais
bien de celle de l'acier sous-jacent, ce que confirme l'analyse EDS réalisée a posteriori ;
– dans un deuxième temps, ces aiguilles vont gagner en épaisseur jusqu'à atteindre
plusieurs microns de large (figure 3.17b) ;
– enfin, toute la surface du revêtement s'oxyde et enfle. Cela s'accompagne d'une
augmentation drastique de la rugosité de la surface. Par ailleurs, les aiguilles sont
89
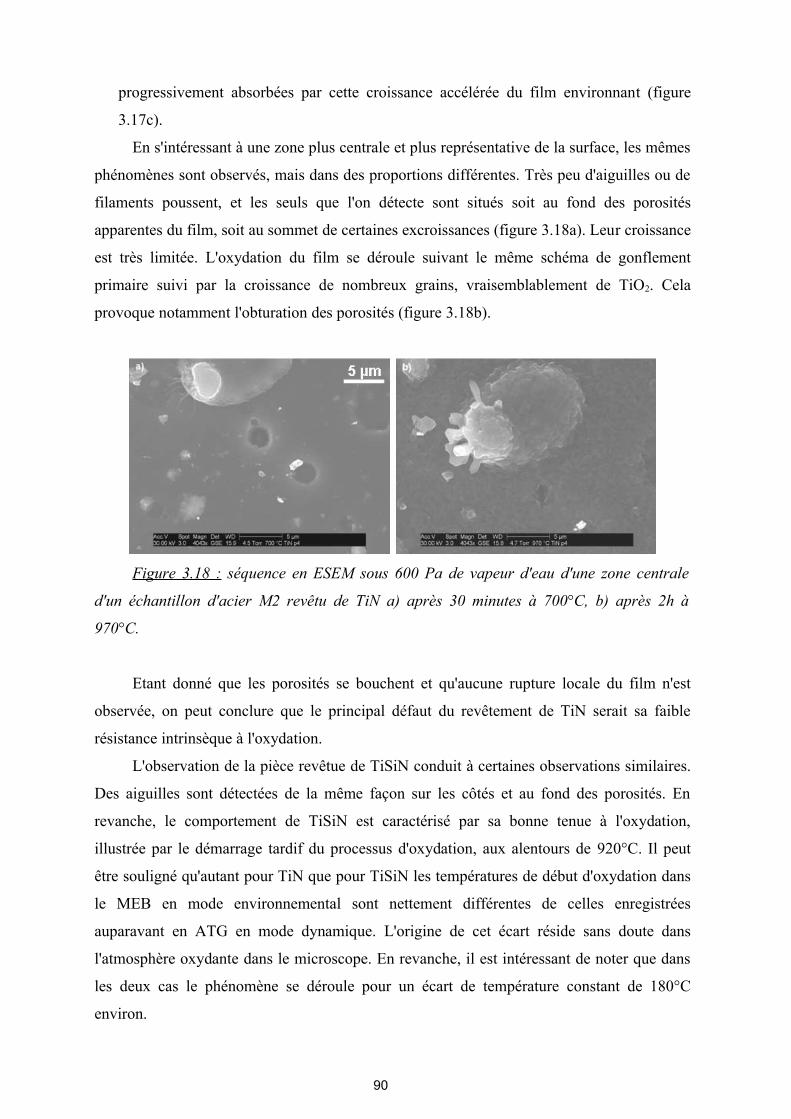
progressivement absorbées par cette croissance accélérée du film environnant (figure
3.17c).
En s'intéressant à une zone plus centrale et plus représentative de la surface, les mêmes
phénomènes sont observés, mais dans des proportions différentes. Très peu d'aiguilles ou de
filaments poussent, et les seuls que l'on détecte sont situés soit au fond des porosités
apparentes du film, soit au sommet de certaines excroissances (figure 3.18a). Leur croissance
est très limitée. L'oxydation du film se déroule suivant le même schéma de gonflement
primaire suivi par la croissance de nombreux grains, vraisemblablement de TiO2. Cela
provoque notamment l'obturation des porosités (figure 3.18b).
Figure 3.18 : séquence en ESEM sous 600 Pa de vapeur d'eau d'une zone centrale
d'un échantillon d'acier M2 revêtu de TiN a) après 30 minutes à 700°C, b) après 2h à
970°C.
Etant donné que les porosités se bouchent et qu'aucune rupture locale du film n'est
observée, on peut conclure que le principal défaut du revêtement de TiN serait sa faible
résistance intrinsèque à l'oxydation.
L'observation de la pièce revêtue de TiSiN conduit à certaines observations similaires.
Des aiguilles sont détectées de la même façon sur les côtés et au fond des porosités. En
revanche, le comportement de TiSiN est caractérisé par sa bonne tenue à l'oxydation,
illustrée par le démarrage tardif du processus d'oxydation, aux alentours de 920°C. Il peut
être souligné qu'autant pour TiN que pour TiSiN les températures de début d'oxydation dans
le MEB en mode environnemental sont nettement différentes de celles enregistrées
auparavant en ATG en mode dynamique. L'origine de cet écart réside sans doute dans
l'atmosphère oxydante dans le microscope. En revanche, il est intéressant de noter que dans
les deux cas le phénomène se déroule pour un écart de température constant de 180°C
environ.
90

A partir de 920°C, les pores débouchant sont les points de départ d'une oxydation de
l'acier exposé. Des excroissances riches en fer poussent au fond des pores pour s'étaler et
s'oxyder à la surface. Un phénomène en tout point similaire se produit également sous les
gouttelettes. Parmi le nombre de gouttelettes projetées, il est vraisemblable que certaines sont
en contact avec le métal sous-jacent d'une part et affleurent en surface de l'échantillon d'autre
part. Si le diamètre de la gouttelette est suffisamment grand, il suffit alors d'une légère
expansion de l'acier pour déplacer la gouttelette et ouvrir à l'atmosphère une zone vierge
encline à s'oxyder (figure 3.19 a). Comme l'acier a un coefficient d'expansion thermique plus
important que celui de TiSiN (voir 3.4), la dilatation différentielle mise en jeu au chauffage
peut conduire au déchaussement, partiel ou totale, de la gouttelette. Les gouttelettes cerclées
en vert (clair si noir et blanc) sur la figure 3.19 a) n'ont pas subi de dommage apparent et
sont encore identifiables en fin d'expérience tandis que les gouttelettes cerclées en rouge
(foncé si noir et blanc) sont des points fragiles qui sont rapidement le lieu d'une oxydation
violente. Finalement, après une longue période d'oxydation à 1000°C, le revêtement finit par
s'oxyder intégralement (figure 3.19 b,c et d) et l'on retrouve une morphologie comparable à
celle de TiN en fin d'expérience.
La figure 3.20 illustre les différents types de gouttelettes qui peuvent être rencontrées,
expliquant pourquoi seules certaines d'entre elles sont finalement « activées » par
l'oxydation. Afin de présenter tous les cas possibles en un minimum de place, la densité de
gouttelettes représentée sur le schéma a été volontairement exagérée. Initialement la
dilatation de l'acier sous-jacent est contenue par le revêtement (a). Quand la force de pression
exercée par l'acier est trop grande, certaines gouttelettes se déchaussent (b), offrant à
l'oxygène de l'atmosphère un libre accès au fer, éminemment corrodable. Dans les cas où la
gouttelette n'est pas éjectée complètement l'oxyde se forme dans l'interstice sans que cela ne
stoppe la dilatation de l'acier (c). Finalement, la gouttelette se détache complètement, ce qui
conduit à la croissance d'un champignon d'oxyde de fer (d).
91

Figure 3.19 : séquence en ESEM sous 240 Pa de vapeur d'eau d'une zone centrale
d'un échantillon d'acier M2 revêtu de TiSiN a) après 2h à 950°C, b) après 2h20 à 1000°C,
c) après 2h40 à 1000°C, d) après 3h à 1000°C.
Figure 3.20 : schéma du mécanisme de déchaussement des gouttelettes permettant
l'oxydation du substrat : a) l'acier se dilate, b) une gouttelette de volume suffisant est
détachée du revêtement et l'acier exposé s'oxyde, c) l'acier s'oxyde jusqu'à, d) éjecter la
particule.
92

Figure 3.21 : séquence en ESEM sous 390 Pa de vapeur d'eau d'une zone centrale
d'un échantillon d'acier M2 revêtu de SiNx a) après 1h à 900°C, b) après 1h30 à 1000°C.
Le dépôt de SiNx a été placé dans des conditions similaires à celles de TiSiN. Pendant
une heure, rien n'est observé, en cohérence avec son caractère réfractaire (figure 3.21a).
Subitement, à partir de 900°C, un fragment circulaire de film se détache, laissant une vaste
zone d'acier prompte à s'oxyder. Ce phénomène s'est reproduit à plusieurs reprise (figure
3.21b) un peu partout sur la surface de l'échantillon, ce qui écarte un quelconque effet de la
focalisation des électrons sur la zone observée. Cette preuve de la fragilité de SiNx serait à
l'origine de la défaillance de ce revêtement enregistrée par ailleurs en oxydation dynamique
pour une température d'environ 930°C (figure 3.14), c'est-à-dire le point au-delà de la
température critique où la prise de masse de SiNx prend des proportions plus importantes que
celle de TiSiN et AlTiSiN.
3.3 – Cyclage thermique
Lors de leur utilisation, les outils revêtus sont utilisés par intermittence et sont donc
soumis à une sollicitation thermique cyclique. Si l'on prend l'exemple d'un foret en service,
on comprend aisément qu'il va subir une première phase d'échauffement rapide lors du
perçage, suivie d'une période de frottement moins intense lors de la sortie de la matrice, et
enfin d'un transfert jusqu'à une autre pièce s'accompagnant d'un refroidissement brutal causé
par le lubrifiant caloporteur. Cette étape, si elle permet de limiter néanmoins l'oxydation en
faisant repasser la pièce en dessous de sa température critique d'oxydation, peut s'avérer
extrêmement néfaste pour le revêtement en lui imposant une contrainte de fatigue thermique
très violente. C'est cette fatigue thermique et ses conséquences qui font l'objet de ce
paragraphe.
93

3.3.1 – Suivi quantitatif de l'oxydation en mode cyclage
Pour ces expériences, le four de la thermobalance est programmé de manière à
accentuer l'effet d'un échauffement et d'un refroidissement rapides. Une série de dix cycles a
été imposée à toutes les pièces, chaque cycle comprenant une montée en température rapide
à 50°C/min, un palier de 24 minutes à 800°C, une descente en température à 50°C/min et un
palier de 30 minutes à 40°C pour laisser le temps à l'échantillon de refroidir complètement.
Par une méthode décrite et validée dans le chapitre 2 (cf. 2.4.2.3), on considère un
thermogramme corrigé à 800°C et susceptible d'être comparé à la courbe équivalente
enregistrée quant à elle en mode isotherme.
Les courbes de prises de masse de TiN en mode isotherme comme en cyclage montrent
peu de différences (figure 3.22a). Il est vrai que la prise de masse est dans les deux cas
importante, si bien que l'on peut considérer que les variations successives de température ne
semblent pas induire de dégradation supplémentaire.
Ces mêmes courbes, dans le cas de TiSiN, diffèrent encore assez peu l'une de l'autre
(figure 3.22b) même s'il semblerait que l'oxydation ne se produise pas suivant les mêmes
mécanismes. La courbe isotherme, on l'a déjà vu, est très bien simulée par une loi
parabolique, alors que la courbe issue du cyclage est plus proche d'une loi linéaire.
Cependant, compte-tenu de la faible prise de masse enregistrée dans les deux cas et de
l'imprécision résultant de la reconstitution de la courbe du cyclage, il paraît hasardeux de
tirer une conclusion franche de cette éventuelle modification de mécanisme. Néanmoins, ces
résultats permettent d'affirmer que TiSiN résiste très correctement à la fatigue thermique.
Les courbes obtenues pour les revêtements de AlTiSiN (figure 3.22c) montrent un
comportement assez similaire à celui de TiSiN : la prise de masse enregistrée en cyclage
thermique est en effet proche de celle obtenue en mode isotherme. Ce phénomène est sans
doute à corréler avec la nature alumine-formeuse de ce revêtement qui le protège mais finit
par fissurer. Les fissures seraient cicatrisées immédiatement par une nouvelle formation
d'alumine due à l'exposition d'aluminium au contact de l'atmosphère oxydante.
En revanche, le comportement du revêtement de SiNx en cyclage (figure 3.22d) est
nettement moins bon qu'en mode isotherme. La cinétique de prise de masse augmente à
partir du quatrième cycle, ce qui va à l'opposé du profil parabolique ou linéaire que l'on
pourrait attendre. Cela signifie soit que l'oxydation s'accélère avec les cycles thermiques, soit
que la surface de l'échantillon varie. Selon nous, la seconde hypothèse serait à privilégier
étant donnée la fragilité de SiNx, déjà notée en mode dynamique dès 930°C. Cette
propension à se fissurer est par ailleurs confirmée par l'observation post mortem de
94

l'échantillon oxydé de façon cyclique montrant un réseau dense d'oxyde de fer qui suggère
une fissuration importante de la couche (figure 3.23).
Figure 3.22: thermogrammes en mode isotherme (1) et en cyclage thermique (2) à
800°C sous air reconstitué de a) TiN, b) TiSiN, c) AlTiSiN et d) SiNx.
200 µm200 µm200 µm
Figure 3.23 : micrographie MEB en électrons secondaires de la surface de l'acier M2
revêtu de SiNx et oxydé par cyclage thermique à 800°C pendant un total de 4 heures.
95

3.3.2 – Suivi in situ du cyclage thermique : apport de l'ESEM
Afin d'apporter une preuve plus directe de la dégradation complète du revêtement SiNx
par l'effet du cyclage, le refroidissement de la pièce oxydée à haute température a été suivi
au sein du microscope électronique à balayage en mode environnemental (ESEM). Les
expériences précédentes ont pointé la température de 930°C comme la limite au-delà de
laquelle l'oxydation se déroule avec une cinétique supérieure pour le revêtement de SiNx.
Deux expériences ont donc été conduites de part et d'autre de cette valeur : 900 et 1000°C.
Figure 3.24 : métallographies de l'acier M2 revêtu de SiNx et exposé à deux cycles de
température en conditions oxydantes a) à l'intérieur de l'ESEM en fin d'expérience, b) vue
au MEB une semaine plus tard, c) cartographie X (Fe, Si, électrons rétrodiffusés).
Un premier échantillon a été oxydé à haute température, puis refroidi, à deux reprises.
Dans cette expérience, la température atteinte au plus chaud est de 900°C de façon à limiter
la sévérité de l'essai. Un phénomène d'écaillage se produit comme illustré par la figure 3.24a.
Le refroidissement n'a en revanche pas causé de dommages supplémentaires au premier
comme au second cycle. Par la suite, l'échantillon a été conservé dans une boîte à l'abri des
chocs et sous atmosphère ambiante. Il a été observé au MEB (figure 3.24b et c) une semaine
96

plus tard et la différence d'aspect du revêtement est frappante. Le revêtement est fissuré sur
toute la surface et de l'oxyde de fer (et de chrome) s'est formé dans les interstices jusqu'à
former un véritable réseau. Cette dégradation « retardée » du revêtement pourrait être due
selon nous à une hydratation de la couche induisant des contraintes supplémentaires
desquelles pourrait résulter la fissuration générale du film.
De manière à sévériser encore cet essai, la seconde expérience a été menée sur SiNx à
1000°C. Après avoir atteint cette température, la pièce a été laissée un quart d'heure à cette
température. Le refroidissement qui a suivi a été très rapide : après cinq minutes, la
température avait déjà atteint 400°C, la barre des 100°C étant atteinte après quinze minutes.
La fragilité du revêtement, déjà mise en cause lors du chauffage par l'écaillage de vastes
zones circulaires, se révèle alors comme la cause principale de la destruction du revêtement.
Figure 3.25 : séquence en ESEM sous 390 Pa de vapeur d'eau d'un échantillon d'acier
M2 revêtu de SiNx a) à 350°C après 6,5 minutes, b) à 1000°C avant refroidissement, c) à
290°C après 8 minutes, c) à 200°C après 15 minutes.
Dans un premier temps de nouvelles écailles sont éjectées de la surface. On observe
également l'oxydation des zones d'acier découvertes, accompagnée par le bombement du
revêtement en bordure des zones à vif (figure 3.25 a et b) dû aux contraintes mécaniques
associées à la formation d'oxydes de fer peu denses. Par endroits, des ruptures en forme d'arc
97

de cercle que l'on attribue à des amorces d'écailles apparaissent également (flèche sur la
figure 3.25a). Elles permettraient momentanément de relaxer les contraintes mécaniques
concentrées à l'interface revêtement-acier.
Dans un deuxième temps, la densité des écailles devient telle que le revêtement ne peut
relaxer les contraintes de surface sans que des fissures ne se rejoignent. On a atteint en
quelques sorte la « densité critique d'écailles ». A partir de ce moment-là, la ruine du
revêtement est inéluctable et très rapide (figure 3.25b et c). En quelques dizaines de degrés
seulement, le substrat est pratiquement exempt de revêtement. Les zones où se sont créées
les premières écailles sont oxydées, avec un degré d'avancement plus ou moins grand selon
leur ordre d'apparition.
Le revêtement de SiNx est donc fragile, et cela plus particulièrement quand il a été
chauffé au-delà de 900°C. Toutefois, dans nos conditions de cyclage à une température
inférieure (800°C), quelques cycles suffisent à fatiguer le revêtement au point de provoquer
sa destruction rapidement.
3.4 – Discussion
Les différents modes de suivi de l'oxydation mis en œuvre ont permis d'identifier d'une
part les mécanismes macroscopiques et microscopiques de l'oxydation, et d'autre part les
raisons qui conduisent à la dégradation des revêtements TiN et SiNx. Si la diffusion des
espèces sans contrainte importante est la cause principale de la fin de vie prématurée de TiN,
c'est plutôt sa fragilité mécanique qui condamne SiNx.
Pour la première fois dans les travaux concernant l’oxydation des revêtements nitrurés,
le revêtement de SiNx a été mis en défaut. Le cyclage thermique a notamment mis en
évidence ses faiblesses. En théorie, si la réaction d’oxydation n’était pas limitée par la
diffusion des espèces – c’est-à-dire si l’espèce oxydante avait un libre accès à des zones
oxydables – la prise de masse devrait suivre une loi linéaire. Or la pente de la courbe de prise
de masse de SiNx augmente avec le nombre de cycles, ce qui ne peut correspondre qu'à une
augmentation de la surface exposée. En l'occurrence, il doit s'agir de la fissuration du
revêtement, voire de l'écaillage, ce qui a été observé en mode dynamique, en cyclage
thermique et en oxydation in situ suivie par ESEM.
Les échantillons utilisés dans le cadre de cette étude sont revêtus au moins sur toute
une face. Or, les matériaux se dilatent quand la température varie. On quantifie cette
expansion par le coefficient de dilatation thermique exprimé en mètre par mètre par Kelvin
98
(ou plus simplement en K-1). On a mesuré pour l’acier M2 un coefficient de 13 ppm.K-1.
Quelques auteurs ont mesuré les coefficients de dilatation thermique de leurs revêtements.
Ainsi celui de TiN vaut entre 6,8 et 9,4 ppm.K-1 3,219, celui de TiSiN monocouche entre 8,4 et
9,3 ppm.K-1 220 et celui de SiNx amorphe environ 0,8 ppm.K-1 221. Cela suffit à justifier la
fissuration de SiNx : la différence de coefficient de dilatation thermique avec le substrat est
très importante. L’acier se dilate dans une gangue de volume pratiquement fixe. Par
conséquent, la pression vers l’extérieur croît très vite et le revêtement, incapable
d'accommoder cette contrainte, se fissure. De plus, il a été montré que le dépôt de SiNx était
extrêmement peu poreux, ce qui limite les éventuelles fuites d’acier par les porosités
débouchantes permettant de diminuer la contrainte. L'écaillage observé à l'ESEM peut
d'ailleurs s'expliquer par la présence de ces quelques pores. De l'oxyde de fer se créerait à
l'endroit où le pore débouche sur l'acier, ce qui affecterait localement l'adhérence. Cet oxyde
pourrait alors croître à l'interface entre l'acier et le dépôt jusqu'à provoquer l'amorce de
fissure, puis le départ de l'écaille lorsque la contrainte devient trop intense.
Ce mécanisme devient en revanche impossible si le revêtement est suffisamment
poreux et ductile, comme c'est les cas des revêtements à base TiN. La présence d'une matrice
amorphe de SiNx aux joints de grains du dépôt de TiSiN ne change pas les propriétés
mécaniques dans le sens de SiNx. Au contraire, on enregistre même une amélioration des
propriétés de TiN. De plus, cette matrice semble confèrer au revêtement une grande
résistance à l'oxydation grâce à ses propriétés intrinsèques de barrière de diffusion. L'intérêt
de l'ajout de silicium est donc double du point de vue de la tenue à l'oxydation : non
seulement la matrice de SiNx bloque la diffusion des espèces, mais en plus sa répartition fait
que les chemins classiques de diffusion que sont les joints de grains sont eux-mêmes
réfractaires et bloquants. Le silicium permet de corriger deux défauts majeurs de TiN sans
perdre de ses qualités mécaniques.
Le rôle supplémentaire de l'aluminium est lié à sa capacité de synthèse d'une couche
mince d'alumine amorphe qui permet la protection de l'acier et du revêtement par passivation
de la surface.
3.5 – Conclusion
Des revêtements nanocomposites TiSiN et AlTiSiN déposés sur acier M2 par un
procédé classique d'évaporation par arc de cibles frittées TiSi 80/20 et AlTiSi 60/30/10 ont
été étudiés vis à vis de leur réactivité en conditions oxydantes à haute température. Ces
99

revêtements présentent une structure nanocomposite dans laquelle les grains de taille
nanométrique de TiN (ou de AlTiN) de structure cubique faces centrées sont isolés les uns
des autres par une matrice amorphe de SiNx. Il a été démontré dans ce chapitre que c'est cette
matrice qui confère au revêtement d'excellentes propriétés de résistance à l'oxydation. En
effet, en comparaison avec TiN, la nanostructure est stable à 800°C ; l'énergie d'activation de
l'oxydation des pièces revêtues de TiSiN et de AlTiSiN est augmentée respectivement de
30% et de 50% par rapport à TiN ; la température critique d'oxydation est augmentée de
200°C et de 235°C. La présence d'une grande quantité d'aluminium permet de combiner
l'effet de barrière de diffusion de SiNx à une couche superficielle d'alumine capable de
protéger le revêtement sous-jacent.
Enfin, là où le revêtement amorphe de SiNx est mis en défaut, c'est-à-dire au-delà de
930°C environ ou dès qu'un refroidissement brutal est imposé, les revêtements
nanocomposites mettent à profit les bonnes propriétés mécaniques de la phase TiN associée à
l'effet de la structure nanocomposite pour maintenir d'excellentes propriétés tant mécaniques
que de résistance à l'oxydation.
Ces résultats, bien que très intéressants, ne doivent pas néanmoins occulter une
limitation propre au mode de dépôt retenu. En effet, l'évaporation par arc nécessite de
recourir à l'utilisation de cibles frittées de compositions fixées interdisant donc toute
modification du profil chimique de la couche. Or cette problématique est importante dans
l'industrie puisqu'il se dégage de la littérature que le taux de silicium idéal doit être optimisé
selon l'emploi escompté de l'outil.
Une solution simple, mais onéreuse tant en temps qu'en main d'œuvre, serait de
changer la cible dès qu'une composition différente est désirée. Un système plus souple doit
donc être trouvé et c'est ce que nous nous proposons d'étudier dans le chapitre suivant dédié
à la susceptibilité thermique de revêtements déposés par un procédé alliant voies physique et
chimique.
100

CHAPITRE 4 : DE L’OXYDATION DE REVÊTEMENTS
NANOCOMPOSITES DÉPOSÉS PAR UN
PROCÉDÉ HYBRIDE PVD/CVD
101

102

Ainsi qu'il a été souligné au chapitre bibliographique, la littérature abonde de
publications concernant le taux idéal de silicium à introduire dans les revêtements de type
TiN afin d’obtenir un revêtement nanocomposite, conduisant le plus souvent à une nette
amélioration des propriétés fonctionnelles. Ce qui ressort de l’analyse de ces travaux, c’est la
grande diversité des réponses quant à l'enrichissement conseillé. En effet, afin d’obtenir le
revêtement le plus performant, il faut introduire entre 2 et 15% atomiques de silicium (cf.
1.3.1). Cette grande disparité a pour origine la diversité d'emploi des pièces considérées. Si
la plupart des auteurs consacrent leur travail de recherche à la synthèse du revêtement le plus
dur possible, d’autres s’intéressent plutôt à la durabilité des pièces revêtues par l’approche
tribologique, tandis que d’autres encore se préoccupent de la résistance vis-à-vis de
l’oxydation. De cette diversité d’approches découle des quantités de silicium conseillées très
différentes. Les mécaniciens préconisent en général des taux de silicium optimaux assez
faibles, car ceux-ci correspondent à la fameuse structure nanocomposite dans laquelle les
grains nanométriques de TiN sont enveloppés par une matrice de SiNx amorphe et
monocouche142. Le concept, bien que très séduisant sur le papier, reste néanmoins difficile à
démontrer. Cette structure aurait toutes les vertus mécaniques, conférant un caractère
« super-dur » (H > 40 GPa), voire « ultra-dur » (H > 80 GPa) au revêtement pour des taux de
silicium compris entre 2 et 9 % atomiques. Du point de vue de la tribologie, le taux optimal
serait d’environ 9 % atomiques. En revanche, la résistance à l’oxydation est d’autant plus
forte qu’il y a de silicium, avec pour limitation la perte soudaine des propriétés mécaniques
au-delà de 15 % atomiques.
Cette divergence de résultats implique que, selon l’application visée, les élaborateurs
devront, à défaut d’avoir une composition universelle, être en mesure d’adapter la production
à la demande. C’est dans cette optique qu’a été développée la méthode de dépôt hybride
couplant PVD et CVD mise en œuvre pour les revêtements caractérisés dans ce chapitre.
Le principe consiste à apporter le métal par le biais d’une cible métallique pure ou
alliée évaporée par arc, tandis que le silicium est introduit grâce à un précurseur gazeux : le
silane (SiH4). Bien que l’utilisation de silane présente des risques connus, ce procédé original
d'enrichissement en silicium devrait pouvoir permettre de maîtriser facilement la teneur en
silicium des films en jouant sur la quantité de silane introduite dans le réacteur.
103

4.1 – Les revêtements et leurs propriétés
4.1.1 – Détermination du taux de porosité débouchante
Les résultats des expériences électrochimiques (figure 4.1, tab. 4.I) montrent que la
porosité des différents revêtements est globalement faible. SiNx est à nouveau le revêtement
ayant le meilleur taux de recouvrement, ce qui a été expliqué au chapitre précédent par
l'utilisation du procédé de pulvérisation magnétron, moins énergétique que l'évaporation par
arc.
Figure 4.1 : courbes de polarisation des pièces revêtues immergées dans une solution
de NaCl à 30g/L.
Les autres revêtements, élaborés donc par évaporation par arc, présentent des taux de
porosité débouchante supérieurs d’une décade (en moyenne 0,04%) sauf TiAlN qui est plus
poreux (0,16%). On peut attribuer cette porosité plus élevée d'une part à la faible épaisseur
de ce dépôt (2,2 µm) par comparaison avec celle des films contenant du silicium (4,1 µm).
D'autre part la forte propension qu'a l'aluminium à produire des gouttelettes à cause du faible
écart entre ses températures de fusion et d'évaporation doit également être soulignée. A
l'inverse, l'apport de silicium, initiateur d'une structure fine, génère une porosité faible.
Ces évolutions restent cependant modestes, et le résultat le plus important de ces
expériences est le très faible taux de porosité débouchante mesuré dans tous les cas, preuve
de la qualité des dépôts.
104

Tableau 4.I : caractéristiques des revêtements.
TiN TiSiN TiSiAlN TiAlN SiNx
Taux de Si (%) 0 1,0 2,5 0 indéterminé
Taux de Al (%) 0 0 0
Porosité (%) 0,04 0,05 0,03 0,16 0,0006
Épaisseur (µm) 2,6 4,1 4,1 2,2 1,5
Dureté (GPa) 21,4 29,7 24,3 18,5 8,0
4.1.2 – Une structure nanocomposite, multicouche ou duale ?
Dans le cadre de cette étude, une variation en créneau de la pression partielle de silane
dans le réacteur a été imposée afin d’obtenir un revêtement à structure alternée (figure 4.2).
Nous avons en outre cherché à déterminer la corrélation qui existe entre la quantité de silane
injectée dans le réacteur et celle de silicium effectivement présente dans le revêtement. La
structure chimique du film a été analysée en profondeur par Spectrométrie de Décharge
Luminescente (SDL). On obtient ainsi l’évolution de la teneur des différents éléments en
fonction de la profondeur sondée. Il est toutefois bon de rappeler que si l’intensité du signal
obtenu dépend de la quantité de chaque élément dans le film, elle ne peut en revanche être
comparée d’un élément à un autre.
Figure 4.2 : métallographie au microscope optique de a) TiSiN, b) TiSiAlN après
Calotest® pour déterminer les épaisseurs des couches
L'utilisation dans notre procédé hybride d'une cible pure de titane et d'une cible mixte
Ti/Al de composition 40/60 a conduit à deux films différents : TiSiN et TiSiAlN. Des taux
de silicium moyen de 2,5 % at. dans TiSiN et de 1,0% at. dans TiSiAlN sont mesurés. Les
105
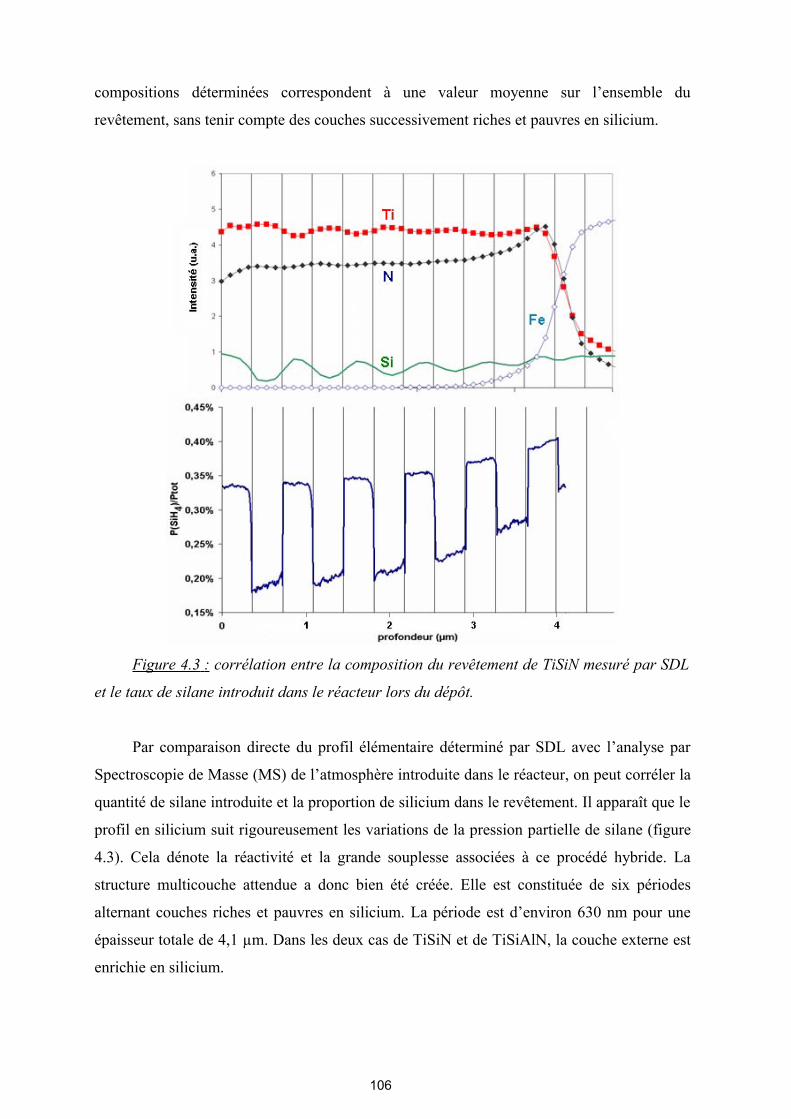
compositions déterminées correspondent à une valeur moyenne sur l’ensemble du
revêtement, sans tenir compte des couches successivement riches et pauvres en silicium.
Figure 4.3 : corrélation entre la composition du revêtement de TiSiN mesuré par SDL
et le taux de silane introduit dans le réacteur lors du dépôt.
Par comparaison directe du profil élémentaire déterminé par SDL avec l’analyse par
Spectroscopie de Masse (MS) de l’atmosphère introduite dans le réacteur, on peut corréler la
quantité de silane introduite et la proportion de silicium dans le revêtement. Il apparaît que le
profil en silicium suit rigoureusement les variations de la pression partielle de silane (figure
4.3). Cela dénote la réactivité et la grande souplesse associées à ce procédé hybride. La
structure multicouche attendue a donc bien été créée. Elle est constituée de six périodes
alternant couches riches et pauvres en silicium. La période est d’environ 630 nm pour une
épaisseur totale de 4,1 µm. Dans les deux cas de TiSiN et de TiSiAlN, la couche externe est
enrichie en silicium.
106

Figure 4.4 : micrographie MEB de la coupe fractographique de TiSiN. La courbe à
gauche de l'image est l'intensité du signal du silicium enregistré en SDL.
L'examen par microscopie à balayage réalisé sur des échantillons fracturés a confirmé
la nature préférentiellement colonnaire de TiSiN dont la croissance semble simplement
interrompue à chaque période (figure 4.4). Dans le cas du revêtement quaternaire contenant
de l'aluminium et un pourcentage moyen de silicium un peu plus important, l'observation de
la structure révèle en revanche une succession de couches colonnaires vraisemblablement
pauvres en silicium et de couches plus isotropes de morphologie plus fine.
La littérature fait état la plupart du temps de structures nanocomposites pour les
revêtements TiSiN monolithiques synthétisés dans des conditions équivalentes à nos couches
riches en silicium. Très généralement, les auteurs affirment avoir une structure
nanocomposite grâce à des indices indirects comme l’augmentation de la dureté par effet
Hall-Petch, l’absence de phase contenant du silicium en DRX et la taille des grains
déterminée par la loi de Scherrer. Pratiquement tous les auteurs présentent désormais des
clichés obtenus par microscopie en transmission en mode haute résolution montrant des
grains de taille nanométrique et des zones amorphes, plus ou moins bien réparties. Dans
notre cas, des observations visant à mieux comprendre la répartition du silicium au sein des
couches riches et pauvres ont été réalisées à partir d'échantillons minces obtenus par découpe
FIB. Cette technique permet en particulier de considérer une coupe transverse du film sur
toute son épaisseur (figure 4.5).
107

F igure 4.5 : micrographie MET en coupe transversale de TiSiN. Les nombres
indiquent les pointés de la sonde détaillés dans le tableau 4.II.
Tableau 4.II : taux atomiques de titane et de silicium (pour un total Ti + Si = 1)
mesurés par la sonde en MET.
Le caractère multicouche du revêtement est confirmé. Aucune orientation
préférentielle n'apparaît par diffraction. L'analyse EDS des couches prises séparément
indique de façon surprenante que les couches sombres, qui apparaissent pourtant plus
cristallisées, sont les couches riches en silicium (tableau 4.II). La croissance des grains est
interrompue par le changement de couche et leur aspect colonnaire n'a toutefois pas suffi à
révéler d'orientation préférentielle.
108

Nous avons eu recours à la Diffraction des Rayons X pour déterminer le caractère
nanocomposite de nos couches et compléter les informations structurales acquises par
microscopies.
Le diffractogramme de TiN (figure 4.6 a) montre la forte anisotropie du dépôt. Il existe
en effet, comme souvent pour les couches issues de l'évaporation par arc, une orientation
préférentielle unique selon la direction (111) qui correspond tout à fait à la structure
colonnaire observée en coupe transverse.
Le calcul de la taille moyenne des grains par la formule de Scherrer indique une valeur
de 16,6 nm.
Le diffractogramme de TiSiN multicouche (figure 4.6 b) est radicalement différent : si
le pic principal reste celui de la direction (111), tous les autres pics attendus apparaissent
conformément à la fiche JCPDS. En calculant la taille des grains à partir du pic (111), on
retrouve la valeur de 16,6 nm. En revanche, les autres pics, d’intensités conformes à la
littérature, témoigneraient d'une croissance équiaxe.
Figure 4.6 : diffractogrammes de rayons X de a) TiN, b) TiSiN et c) TiSiAlN.
On retrouve un diffractogramme similaire dans le cas de TiSiAlN (figure 4.6 c).
L’absence de pic correspondant à une phase riche en aluminium suggère le fait que la phase
que l'on attribue à TiN serait en réalité du TixAl1-xN dans lequel les atomes d’aluminium
seraient en solution solide de substitution des atomes de titane. D’après la
littérature91,193,196,222, la structure cubique faces centrées de TiN est en effet conservée jusqu’à
un rapport Al/Ti supérieur à 2, valeur qui est de l'ordre de grandeur du rapport Al/Ti de nos
109

échantillons. La présence d’aluminium tout au long de l’épaisseur du revêtement est en outre
confirmée par SDL.
L'amélioration des propriétés mécaniques qui doit découler de l'obtention effective
d'une structure nanocomposite doit fournir une indication supplémentaire de ce que l'on a
essayé de démontrer par microscopies électroniques. C'est à cette fin que la dureté des
revêtements a été mesurée par nano-indentation (tableau 4.I). La dureté obtenue pour TiN est
tout à fait conforme à celle rencontrée dans la littérature : 21 GPa (cf. 1.1.1).
Comme attendu, on constate que l’addition de silicium à TiN apporte un durcissement
de la couche conséquent puisqu'une dureté de 29,7 GPa est alors atteinte. Cette dureté peut
néanmoins paraître faible en regard de certaines valeurs publiées mais il est important de
rappeler que notre mesure est très vraisemblablement sous-estimée à cause de l'architecture
alternée que présente notre film. En particulier, la présence de couches pauvres en silicium
affecte très probablement la valeur moyenne mesurée. La dureté du revêtement quaternaire
souffre sans doute du même artefact et on note que l’ajout d’aluminium à TiSiN fait
diminuer légèrement la dureté en la maintenant toutefois à un niveau très satisfaisant (24,3
GPa).
4.1.3 – Bilan : des revêtements complexes
Si les revêtements de TiN et de SiNx ont la structure monolithique attendue, la
variation en créneaux de la pression partielle de silane donne naissance à des revêtements de
TiSiN et TiSiAlN de structure multicouche originale. L’alternance de couches riches et
pauvres en silicium démontre la grande souplesse du procédé de dépôt par PVD / CVD
conférée par le silane. Les deux types de couches sont différenciés à la fois par leur
composition chimique (riches ou pauvres en silicium) et par leur microstructure : les couches
pauvres en silicium sont formées par des grains colonnaires de TiN ou de TixAl1-x N orientés
(111) tandis que les couches riches en silicium seraient nanocomposites, formées de grains
nanométriques de TiN délimités par une fine matrice de SiNx. L’intérêt de tels revêtements
multicouches alternés pour une application mécanique ou tribologique est manifeste. Nous
nous proposons maintenant d'évaluer leur capacité en terme de résistance à l'oxydation.
110
4.2 – Résistance à l’oxydation
Nous avons décidé dans le cadre de cette étude de conjuguer diverses approches afin
de mieux comprendre les mécanismes physico-chimiques mis en jeu lors de l’oxydation de
nos pièces, et donc in fine d'être capable d'optimiser le caractère protecteur des films.
L’oxydation en conditions dynamiques doit permettre ainsi de hiérarchiser les différents
revêtements en fonction de leur « température de début d’oxydation », tandis que les tests
d’oxydation isothermes à 800°C doivent donner des informations sur la cinétique
d'oxydation des pièces revêtues dans des conditions simples. Enfin les expériences de
cyclage thermique doivent caractériser la résistance des échantillons à la fatigue thermique
en ajoutant à l'effet chimique une contrainte d'ordre mécanique. Ce principe de cyclage
thermique, dont il a déjà été rendu compte dans le chapitre 3, a de surcroît l'ambition de
s’approcher des conditions réelles d’utilisation des outils revêtus confrontés à de brutales et
successives variations de température.
4.2.1 – Oxydation dynamique
Les tests d’oxydation dynamique consistent en l’oxydation d’échantillons dans un four
où la consigne de température est croissante. De la température ambiante à 500°C, nous
avons choisi d’appliquer une consigne de montée en température rapide de 50°C/min
puisque l'on n'attend pas d'oxydation à de si basses températures. De 500°C à 1200°C, la
rampe de température retenu n'était que de 1°C/min pour une meilleure précision. L’objectif
de ces mesures est de déterminer la température critique d’oxydation de la pièce, définie
comme étant la température à partir de laquelle la réaction d’oxydation du revêtement
débute.
Les courbes obtenues ont une allure exponentielle (figure 4.7) qui rend difficile la
détermination d’une valeur seuil à partir de laquelle on peut considérer que le phénomène
démarre. Une valeur objective est néanmoins obtenue grâce au recours à une approximation
mathématique simulant les courbes expérimentales218 déjà été utilisée dans le chapitre
précédent.
Les températures critiques d’oxydation déduites de cette simulation confortent l’ordre
que l’on pouvait établir a priori à la simple considération des thermogrammes : Tox(M2) <
Tox(TiN) << Tox(TiSiN) < Tox(SiNx) < Tox(TiAlN) < Tox(TiSiAlN) (figure 4.8).
De la même façon que lors de l'étude précédente, l’acier M2, nu et revêtu de TiN,
s’oxyde dès le seuil de 500°C franchi, et ce de façon dangereuse pour la longévité de pièce.
111

Figure 4.7 : analyse thermogravimétrique en mode dynamique (1°C/min) des
revêtements déposés sur acier M2.
L’ajout de silicium dans TiN permet en revanche de retarder l'oxydation d'environ
200°C par rapport à TiN. Notons que TiSiN a, comme lors des expériences relatées au
chapitre précédent, un comportement très proche de celui de SiNx. Ceci est à nouveau un
argument supplémentaire en faveur de la structure nanocomposite dans laquelle le sous-
réseau de SiNx serait couvrant et suffisamment continu pour bloquer l’oxydation.
Figure 4.8 : températures critiques d’oxydation issues des thermogrammes enregistrés
en mode dynamique et déduites de la modélisation mathématique.
L’ajout d’aluminium à TiN augmente la résistance à l’oxydation de façon très nette
puisque la température critique de TiAlN vaut 850°C30. Enfin, la combinaison de
112

l’aluminium et du silicium permet d’atteindre la température critique de 885°C, c'est-à-dire
une valeur supérieure à celle rencontrée en conditions sévères d'usinage.
4.2.2 – Oxydation isotherme
Les forets industriels sont utilisés à de grandes vitesses de rotation. Même en présence
d’un fluide lubrifiant et caloporteur, la température peut atteindre 800°C en fond de perçage,
zone où le liquide ne parvient pas à pénétrer. Nous nous sommes donc limités dans le cadre
de cette étude à des expériences d’analyse thermogravimétrique (ATG) à cette température.
Le mode opératoire inclut une période de chauffage à 50°C/min et se termine par un
refroidissement mené à la vitesse opposée. Entre-temps, l’échantillon est maintenu pendant
quatre heures à 800°C.
Figure 4.9 : thermogrammes de l’oxydation isotherme à 800°C des revêtements
déposés sur acier M2 en fonction du a) temps ou b) de la racine carrée du temps.
113
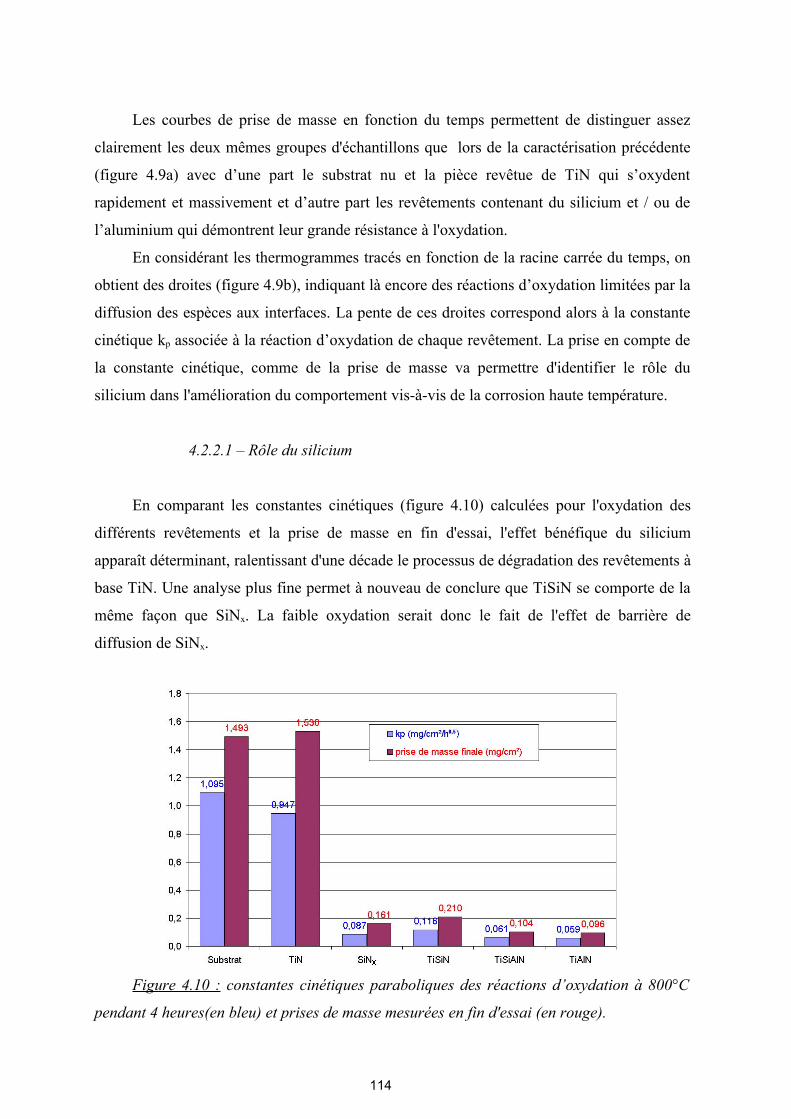
Les courbes de prise de masse en fonction du temps permettent de distinguer assez
clairement les deux mêmes groupes d'échantillons que lors de la caractérisation précédente
(figure 4.9a) avec d’une part le substrat nu et la pièce revêtue de TiN qui s’oxydent
rapidement et massivement et d’autre part les revêtements contenant du silicium et / ou de
l’aluminium qui démontrent leur grande résistance à l'oxydation.
En considérant les thermogrammes tracés en fonction de la racine carrée du temps, on
obtient des droites (figure 4.9b), indiquant là encore des réactions d’oxydation limitées par la
diffusion des espèces aux interfaces. La pente de ces droites correspond alors à la constante
cinétique kp associée à la réaction d’oxydation de chaque revêtement. La prise en compte de
la constante cinétique, comme de la prise de masse va permettre d'identifier le rôle du
silicium dans l'amélioration du comportement vis-à-vis de la corrosion haute température.
4.2.2.1 – Rôle du silicium
En comparant les constantes cinétiques (figure 4.10) calculées pour l'oxydation des
différents revêtements et la prise de masse en fin d'essai, l'effet bénéfique du silicium
apparaît déterminant, ralentissant d'une décade le processus de dégradation des revêtements à
base TiN. Une analyse plus fine permet à nouveau de conclure que TiSiN se comporte de la
même façon que SiNx. La faible oxydation serait donc le fait de l'effet de barrière de
diffusion de SiNx.
Figure 4.10 : constantes cinétiques paraboliques des réactions d’oxydation à 800°C
pendant 4 heures(en bleu) et prises de masse mesurées en fin d'essai (en rouge).
114

Une estimation de la composition chimique des couches par spectroscopie à décharge
luminescente (SDL) après oxydation a complété les mesures thermogravimétriques. Les
profils de composition en silicium (figure 4.11) montrent que la structure multicouche de
TiSiN est conservée et ce en dépit du traitement thermique. Il y a bien une couche oxydée en
surface de l’échantillon recuit, mais celle-ci est assez pauvre en silicium par comparaison
avec la couche externe avant recuit. Cela prouverait qu’il y a eu diffusion du titane vers
l’extérieur, mais de façon suffisamment limitée pour ne pas modifier la structure globale
alternée que présentait initialement le film.
Figure 4.11 : profil de composition chimique de l’acier revêtu de TiSiN oxydé pendant
4 heures à 800°C, déterminé par SDL.
Figure 4.12 : diffractogrammes de rayons X après oxydation isotherme à 800°C
pendant 4 heures de a) TiN, b) TiSiN et c) TiSiAlN.
115

La figure 4.12 présente les diffractogrammes des pièces après oxydation pendant 4
heures à 800°C. Comme il a été détaillé précédemment, les pics (111) des films contenant du
silicium seraient attribuables aux couches de TiN pauvres en silicium. Selon Pilloud et al.217,
l'ajout de silicium favoriserait la croissance des couches selon la direction (200). Ce pic a
donc été retenu pour estimer la taille des cristallites des couches riches en silicium. Selon
cette hypothèse, les valeurs très peu modifiées par le séjour à haute température (8,9 nm
avant et 10,9 nm après oxydation) indiquent une recristallisation très limitée. Par conséquent
la structure nanocomposite serait stable thermiquement. On observe en outre que la diffusion
du titane vers l’extérieur crée une couche de rutile (TiO2), et que cette couche est sans
conséquence pour bloquer le front d’oxydation : la couche initialement affleurante, riche en
silicium, est donc partiellement oxydée. Toutefois, il est bon de rappeler qu'il faut quatre
heures d'oxydation à 800°C pour oxyder la première couche riche en silicium, soit environ
310 nm d’épaisseur.
En conséquence, et compte-tenu des multiples caractérisations précédentes, on peut
affirmer que ce film de TiSiN multicouche est très résistant vis-à-vis de l’oxydation.
4.2.2.2 – Intérêt de l'ajout d’aluminium
L’ajout d’aluminium à TiN comme à TiSiN apporte encore une amélioration de la
résistance à l’oxydation de la pièce. Le diffractogramme de rayons X réalisé après
l’oxydation (figure 4.12) montre la présence de rutile mais en revanche d'aucune phase
contenant l’aluminium. Compte tenu de l'effet bénéfique enregistré, il est plus que probable
que de l'alumine (Al2O3) se soit formée en surface, très vraisemblablement amorphe comme
souvent pour de si faibles épaisseurs. Les profils obtenus par SDL après oxydation(figure
4.13 et 4.14) confirment cette hypothèse en montrant que de l’aluminium a migré vers la
surface et s’est oxydé au même titre qu'un peu de titane. La structure multicouche de
TiSiAlN est là aussi conservée, mais si la première couche de TiSiN était oxydée en
l’absence d’aluminium, elle n’est qu’entamée dans le cas du revêtement quaternaire. En
l’absence de silicium, la situation est identique : l’aluminium migre vers la surface pour
s’oxyder et protéger ainsi le revêtement sous-jacent.
Compte-tenu de l'efficacité vis-à-vis de la protection aux hautes températures que
manifestent individuellement l'aluminium et le silicium, il peut paraître hasardeux de
chercher à distinguer leurs rôles respectifs. Toutefois, ce qu'il est important de retenir est que
chacun des deux éléments apporte sa contribution : l’aluminium migrerait vers la surface
pour y former une couche d’oxyde passivante tandis que le silicium, générant la structure
116

nanocomposite, favoriserait quant à lui la formation d'un sous-réseau de SiNx qui protégerait
le nitrure de titane, éminemment corrodable, de l'atmosphère oxydante.
Figure 4.13 : profil établi par SDL de la composition chimique de l’échantillon
revêtu de TiAlN oxydé pendant 4 heures à 800°C.
Figure 4.14 : composition chimique en fonction de la profondeur par SDL de
l’échantillon revêtu de TiSiAlN oxydé pendant 4 heures à 800°C.
4.2.3 – Oxydation cyclique
Afin de mieux simuler les conditions d’utilisation des pièces revêtues, la fatigue
thermique, phénomène souvent négligé sans doute à cause de difficultés expérimentales, doit
cependant être prise en compte. L'apparition sur le marché d'une nouvelle génération de
117

thermobalances permet désormais des mesures plus fines et l'application de variations de
températures plus rapides.
Les courbes brutes permettent, contrairement aux résultats obtenus en conditions
isothermes, de distinguer l’acier nu de l’échantillon revêtu de TiN (figure 4.15). Les autres
revêtements (TiSiN, TiAlN, TiSiAlN et SiNx) semblent, en première approximation,
posséder une sensibilité au cyclage thermique analogue. Il est nécessaire de retraiter les
thermogrammes pour en extraire plus d’informations. Ce traitement consiste à « accoler » les
périodes isothermes (10 x 24 min = 4 h) et de les comparer à l'expérience conduite en
conditions isothermes (figure 4.16 à 18), comme détaillé au paragraphe 2.4.2.4.
Figure 4.15 : thermogrammes bruts relatifs aux échantillons soumis au cyclage
thermique. La courbe (7) représente la variation temporelle de la température imposée dans
le four.
4.2.3.1 – Le nitrure de titane
L'acier revêtu de nitrure de titane et confronté à une fatigue thermique se comporte
beaucoup mieux que l’acier nu. La comparaison avec les courbes isothermes réelles à 800°C
(figure 4.16) montre que si l’acier nu adopte un comportement totalement catastrophique
(+153% par rapport à l’isotherme), la pièce revêtue de nitrure de titane ne s’oxyde pas de
118
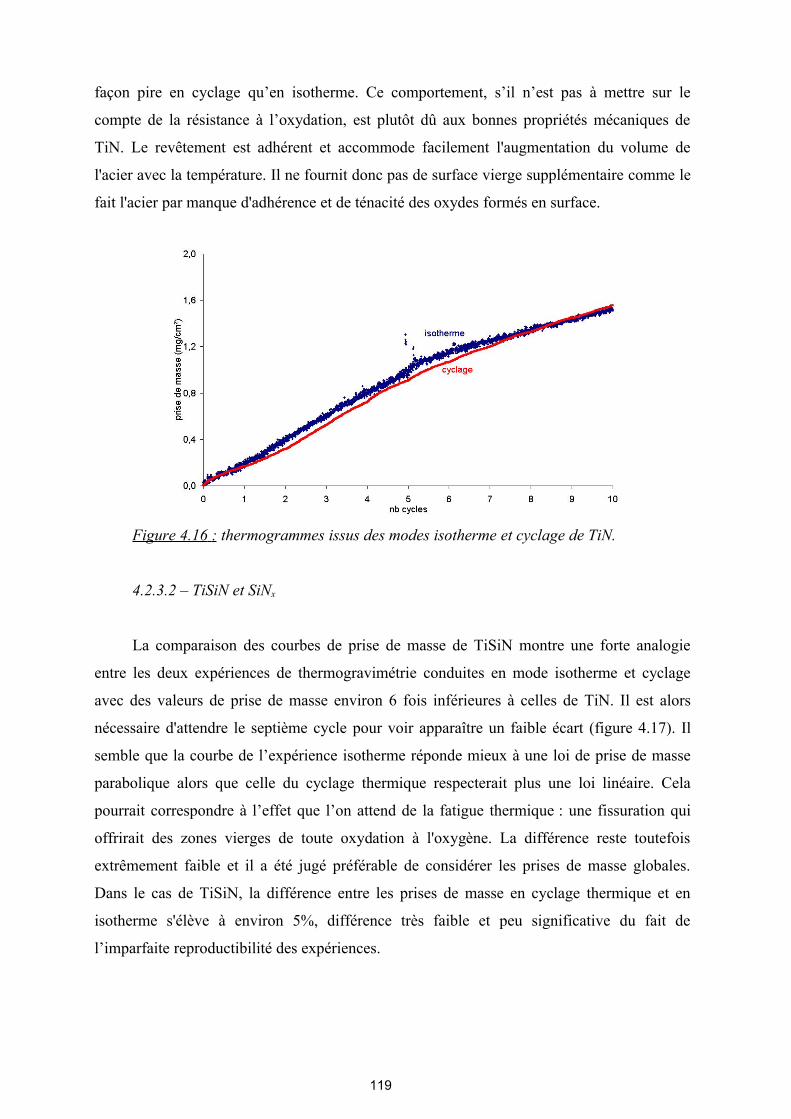
façon pire en cyclage qu’en isotherme. Ce comportement, s’il n’est pas à mettre sur le
compte de la résistance à l’oxydation, est plutôt dû aux bonnes propriétés mécaniques de
TiN. Le revêtement est adhérent et accommode facilement l'augmentation du volume de
l'acier avec la température. Il ne fournit donc pas de surface vierge supplémentaire comme le
fait l'acier par manque d'adhérence et de ténacité des oxydes formés en surface.
Figure 4.16 : thermogrammes issus des modes isotherme et cyclage de TiN.
4.2.3.2 – TiSiN et SiNx
La comparaison des courbes de prise de masse de TiSiN montre une forte analogie
entre les deux expériences de thermogravimétrie conduites en mode isotherme et cyclage
avec des valeurs de prise de masse environ 6 fois inférieures à celles de TiN. Il est alors
nécessaire d'attendre le septième cycle pour voir apparaître un faible écart (figure 4.17). Il
semble que la courbe de l’expérience isotherme réponde mieux à une loi de prise de masse
parabolique alors que celle du cyclage thermique respecterait plus une loi linéaire. Cela
pourrait correspondre à l’effet que l’on attend de la fatigue thermique : une fissuration qui
offrirait des zones vierges de toute oxydation à l'oxygène. La différence reste toutefois
extrêmement faible et il a été jugé préférable de considérer les prises de masse globales.
Dans le cas de TiSiN, la différence entre les prises de masse en cyclage thermique et en
isotherme s'élève à environ 5%, différence très faible et peu significative du fait de
l’imparfaite reproductibilité des expériences.
119

Figure 4.17 : thermogrammes issus des modes isotherme et du cyclage de TiSiN.
Figure 4.18 : thermogrammes issus des modes isotherme et du cyclage de SiNx.
En revanche, en ce qui concerne SiNx (figure 4.18), la manière dont la contrainte
thermique est appliquée semble avoir une influence marquée. En effet, une différence
importante entre les deux courbes d'oxydation apparaît selon les conditions de l'expérience,
en mode isotherme ou cyclage. Si les évolutions de la masse en fonction du temps sont
comparables en début d'expérience, dès le troisième cycle un écart est enregistré, écart qui
s'accentue avec le nombre de cycles. De plus, la pente de la courbe de cyclage thermique
augmente dans le temps, ce qui correspond à un comportement catastrophique qui mène
rapidement à la destruction de la couche. Au terme de l'expérience, l’échantillon cyclé a pris
52% de plus de masse que celui qui a été oxydé de façon isotherme.
120

4.2.3.3 – TiAlN et TiSiAlN
Le revêtement de TiAlN subit très peu l'effet de la fatigue thermique (figure 4.19). La
prise de masse est régulière en cyclage et aucune accélération n'est visible dans les dix cycles
que dure l'expérience.
Figure 4.19 : thermogrammes issus des modes isotherme et du cyclage de TiAlN.
Figure 4.20 : thermogrammes issus des modes isotherme et du cyclage de TiSiAlN.
L’ajout supplémentaire de silicium confère au revêtement une grande résistance à la
fois à l’oxydation isotherme et au cyclage thermique. Dans le cas de TiSiAlN, la prise de
masse est pratiquement négligeable dans les deux expériences (figure 4.20). La différence de
prise de masse est de 9%. Cette valeur peut paraître élevée par comparaison avec celle de
121

TiSiN mais la faible valeur de prise de masse en isotherme comme en cyclage doit également
être prise en compte. En effet, cela amplifie l'écart relatif sans que cela ne soit significatif
pour autant.
4.3 - Discussion
Les trois modes d’oxydation que nous avons étudiés ont mis en évidence la grande
résistance à l’oxydation des revêtements nanocomposites et de TiAlN. Ainsi, les ajouts de
silicium et d’aluminium sont tout à fait bénéfiques du point de vue de la stabilité chimique.
Leur insertion dans la structure de TiN étant totalement différente, on comprend pourquoi les
mécanismes qu’ils induisent pour limiter, voire bloquer l’oxydation sont différents. La
spectroscopie à décharge luminescente (SDL) a permis de montrer que l’aluminium, en
solution solide de substitution dans TiN, diffuse vers l’extérieur pour former une couche
protectrice riche en alumine. A l’inverse, le silicium forme dans tout le volume de la couche
une matrice de SiNx qui empêche l’oxydation des grains de TiN en s’opposant à la diffusion
des espèces chimiques en direction de l'atmosphère agressive. Il n'est donc pas surprenant
que la combinaison des deux éléments silicium et aluminium conduise à un résultat encore
meilleur. La diffusion des espèces est alors limitée de deux manières différentes et
complémentaires : l'aluminium bloque la diffusion en surface tandis que le silicium protège
la couche en profondeur.
Il a été montré dans le chapitre précédent que la fissuration et la desquamation du
revêtement ont lieu dans le cas de SiNx et pas ou peu dans celui des autres revêtements.
Le mode isotherme (chauffage initial, palier et refroidissement en fin d'expérience)
peut être considéré comme un cyclage thermique sur un seul cycle. L’observation au
microscope optique de la surface d'un échantillon oxydé ainsi pendant quatre heures à 800°C
fournit une confirmation supplémentaire de notre interprétation, pointant le piètre
comportement thermomécanique de SiNx déposé sur l'acier comme source de sa
vulnérabilité. Des fissures s’amorcent en effet à partir de porosités qui représentent les points
les plus fragiles (figure 4.21). Il n'est de surcroît pas nécessaire que ces porosités soient
débouchantes. Un seul refroidissement rapide semble donc suffisant pour détériorer le film,
disposé alors à former le réseau d’oxyde de fer observé au chapitre précédent en fin d'essai
(cf. figure 3.25).
122

Figure 4.21 : métallographie optique de la surface de l'acier revêtu de SiNx après
l'essai d'oxydation isotherme correspondant à un cycle thermique.
A l’inverse, les revêtements TiSiN et TiN monocouches bénéficient de coefficients de
dilatation thermique proches de celui de l’acier si bien qu'ils sont susceptibles de bien
accommoder la dilatation du substrat sous-jacent, sans pour autant induire de phénomènes de
fissuration, rédhibitoires du point de vue de la durée de vie de la pièce.
4.4 – Bilan
Le mode de dépôt mixte PVD / CVD offre la possibilité de maîtriser la quantité de
silicium dans le revêtement. L’utilisation du silane, toxique et hautement inflammable,
constitue néanmoins une limite sérieuse à ce procédé. A ce titre, et en dépit des résultats
précédents justifiant l'efficacité de la structure alternée pour la protection de l'acier contre
l'oxydation, l'industriel partenaire n'a pas jugé bon de transférer ce précédé hybride à une
échelle industrielle. Cet abandon du procédé a malheureusement parfois pu être la cause
d'approfondissements insuffisants par manque d'échantillons.
Les dépôts obtenus sont caractérisés par un édifice nanostructuré dual stable :
bidimensionnel par la structure alternée et tridimensionnel par la structure nanocomposite
des couches riches en silicium. L’intérêt de cette structure « bi-nanostructurée », en plus de
prouver la maîtrise que l’on a du procédé, est de conjuguer la résistance à l’oxydation et la
dureté de TiSiN nanocomposite avec la relative ductilité de TiN. Les propriétés mécaniques
123
100 µm100 µm

de ce revêtement, significativement améliorée par rapport à celles de TiN, confèrent
également une résistance élevée vis-à-vis de la fatigue thermique.
L’ajout d’aluminium dans les revêtements de TiN et de TiSiN améliore la résistance à
l’oxydation dans toutes les conditions testées. Le meilleur revêtement du point de vue de la
résistance à l’oxydation, conjuguant les effets bénéfiques de l'aluminium et du silicium, est le
film quaternaire TiSiAlN. Ses propriétés fonctionnelles semblent ainsi optimales pour
retarder la fin de vie d’un outil de coupe en conditions d’utilisation industrielle.
Pour finir, ce procédé de dépôt hybride ouvre des perspectives dans l'amélioration
ultérieure des films. En effet, les revêtements obtenus dans le cadre de cette étude sont tout
autant réfractaires que les revêtements nanocomposites traditionnels (cf. chapitre 3), et ce en
ayant introduit beaucoup moins de silicium. Celui-ci a été concentré, à cette fin, dans les
zones les plus exposées, en particulier en surface. En guise d'optimisation, des revêtements
adhérents et durs pourraient ainsi être déposés avec un gradient du taux de silicium variant
avec la profondeur et maximum en surface de manière à bloquer l’oxydation tout en
conservant un taux de silicium idéal pour les propriétés mécaniques dans la « masse » du
revêtement.
124

CHAPITRE 5 : RELATIONS SYNERGIQUES DANS LA
DÉGRADATION DE REVÊTEMENTS Cr-Si-N :
INFLUENCE DE L'OXYDATION ET DE LA
TRIBO-OXYDATION
125

126

L'apport de silicium par CVD grâce au silane gazeux (SiH4) ainsi que par PVD à partir
d'une cible mixte frittée ont été étudiés dans les chapitres précédents. A cette occasion, les
avantages et inconvénients de ces deux méthodes ont pu être discutés. En effet, si la cible
mixte TiSi est facile d'emploi, son utilisation empêche en revanche toute modification de la
composition du revêtement lors de sa synthèse. A l'opposé, le silane offre une grande
souplesse dans le choix de l'enrichissement, mais présente un danger non négligeable pour la
santé et l'environnement, rendant son utilisation délicate. Cela a pour conséquence que
l'emploi d'une cible frittée est recommandée pour la synthèse de revêtements à l'échelle
industrielle, tandis que le silane présente un intérêt supérieur en termes de recherche et
développement.
La problématique est donc de trouver une méthode de dépôt qui soit un compromis
entre adaptabilité de la composition et simplicité d'utilisation. La solution qui est étudiée au
cours de ce chapitre consiste à apporter le silicium par le biais d'une cible différente de celle
qui fournit le métal de transition. Afin de s'autoriser une souplesse d'emploi supplémentaire,
le métal de la cible est évaporé par arc, tandis que le silicium est pulvérisé par magnétron. En
conséquence, deux ensembles de paramètres opératoires, l'un pour le métal et l'autre pour le
silicium sont à considérer. De cette façon, la proportion de silicium introduite dans le
revêtement est plus facilement maîtrisable. Cette solution a récemment été employée avec
succès par Haug et al.215.
Pour cette étude, le chrome a été préféré au titane. En effet, le chrome est bien connu
pour sa capacité à former un couche passive d'oxyde de chrome III à la surface du métal. La
nitruration du chrome permet en outre de conserver une dureté d'un ordre de grandeur
comparable à celle du nitrure de titane. On s'attend donc à obtenir des propriétés d'oxydation
supérieures à celle du nitrure de titane, sans perte significative des propriétés mécaniques.
5.1 – Structure et propriétés des revêtements
5.1.1 – Choix des compositions
Le nitrure de chrome existe sous deux formes stœchiométriques : CrN et Cr2N. Dans
l'étude qui suit nous nous sommes penchées sur l'influence de l'ajout de silicium sur la
résistance à l'oxydation de revêtements CrxN. C'est dans ce but que l'on a choisi d'étudier les
revêtements CrN et Cr2N avec et sans silicium. La quantité de silicium ajoutée a été
prédéterminée en utilisant les résultats de la thèse de Vishnu Rachpech214. Ses expériences
127

montrent que les revêtements CrN+Si contenant 6% atomiques de Si présentent les
meilleures propriétés mécaniques, avec une dureté de 52 GPa (figure 5.1). De même, les
revêtements Cr2N+Si contenant 3% atomiques de Si permettent d'obtenir un compromis
entre les propriétés réfractaires associées à un fort taux de silicium et les propriétés
mécaniques garanties par la nano-architecture (figure 5.2). En effet, au-delà de cette valeur,
la détermination de la taille des grains par la loi de Debye-Scherrer n'a plus de sens tant les
pics sont larges et peu intenses : le revêtement s'amorphise. Il apparaît cependant que l'on ne
puisse pas obtenir par notre méthode de revêtement Cr2N+Si superdurs comme c'est le cas
pour CrN+Si. En effet, la diminution de la taille des grains déterminée par le calcul de
Scherrer à partir de la largeur à mi-hauteur des pics de diffraction des rayons X ne semble
par provoquer de durcissement214. Cela est vraisemblablement dû au fait que les grains de
Cr2N sans silicium sont déjà de très petite taille. Par conséquent, l'effet de durcissement mis
en évidence par Hall223 et Petch224 n'est pas observable ici.
Figure 5.1 : évolution de la dureté en fonction de la teneur en silicium pour CrN+Si
Ces revêtements étant les meilleurs du point de vue des propriétés mécaniques, il serait
très intéressant de connaître leurs performances en conditions oxydantes. Leurs propriétés de
résistance à l'oxydation ont été étudiées dans diverses conditions : dynamiques, isothermes et
de cyclage thermique. Afin de combiner les effets de l'oxydation et des sollicitations
mécaniques extérieures, des essais de tribo-oxydation ont été réalisés.
128

Figure 5.2 : diffractogrammes de rayons X des revêtements base Cr2N en fonction du
taux de Si214.
5.1.2 – Propriétés des revêtements intacts
5.1.2.1 – Caractéristiques des revêtements
Tous les films déposés dans le cadre cette étude ont une épaisseur d'environ 3 microns.
Leur aspect de surface est assez similaire dans tous les cas : le revêtement est relativement
peu rugueux malgré la présence de gouttelettes inhérentes au procédé de dépôt par arc (figure
5.3). Une différence apparaît toutefois : le revêtement de Cr2N+Si souffre d'un état de surface
bien plus perturbé que celui des autres films, caractérisé par de très nombreuses gouttelettes
qui constitueront sans doute des sites fragiles lors de l'oxydation. En revanche, la taille de ces
gouttelettes est distribuée de façon tout à fait comparable dans tous les revêtements.
Le taux de porosité débouchante est caractéristique de la qualité des revêtements. En
effet, plus le dépôt est homogène et uniforme, moins la porosité est importante. La
distinction faite entre porosité débouchante et non débouchante est importante car elle
conditionne en partie la résistance à l'oxydation des revêtements, comme il a été indiqué dans
les chapitres précédents. Tous les dépôts présentent des taux de porosité débouchante très
faibles (PCrN = 0,2 %, PCr2N = 0,3 %, PCr2N+Si = 0,02 % et PCrN+Si = 0,08%). Comme pour tous les
films étudiés dans ce travail, on peut conclure que les revêtements sont denses et de bonne
qualité.
129
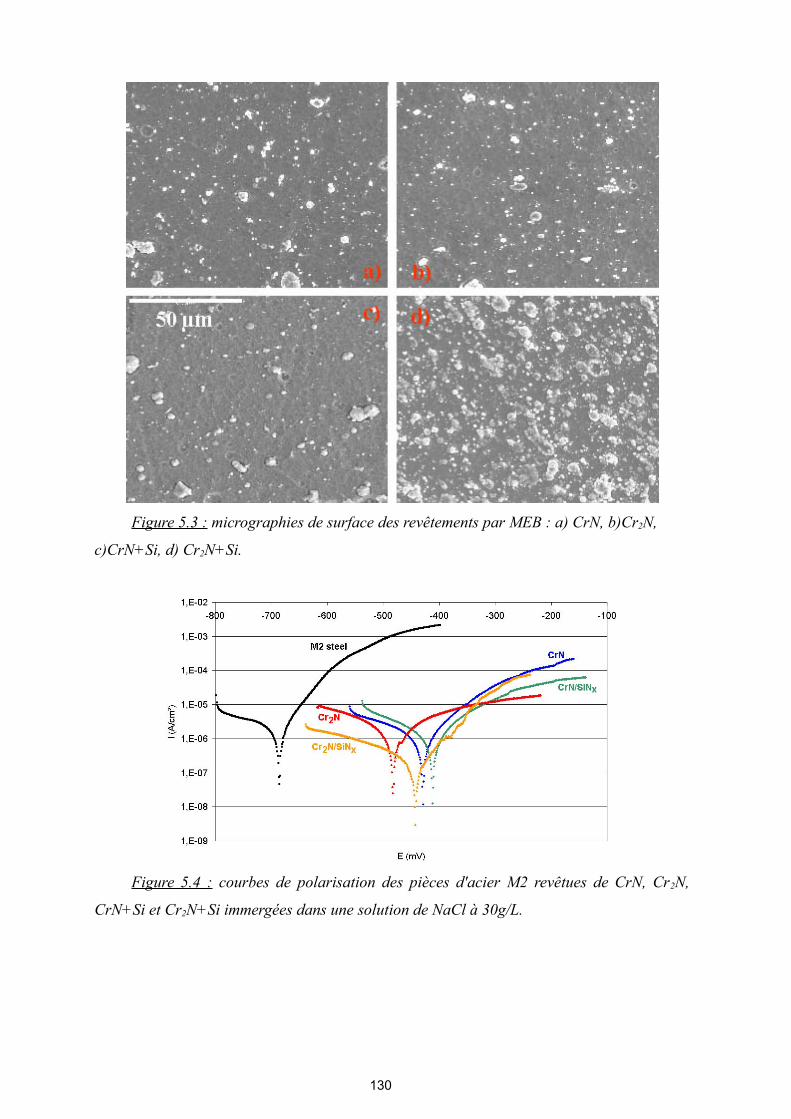
Figure 5.3 : micrographies de surface des revêtements par MEB : a) CrN, b)Cr2N,
c)CrN+Si, d) Cr2N+Si.
Figure 5.4 : courbes de polarisation des pièces d'acier M2 revêtues de CrN, Cr2N,
CrN+Si et Cr2N+Si immergées dans une solution de NaCl à 30g/L.
130

5.1.2.2 – Propriétés mécaniques
Des essais de nanodureté ont été réalisés par Vishnu Rachpech durant de sa thèse214. La
nanodureté permet de s'affranchir de l'influence du substrat en ne pénétrant que les premières
centaines de nanomètres du revêtement. Les revêtements donnant les valeurs de dureté les
plus élevées ont été retenus pour notre étude et apparaissent au tableau 5.I..
Tableau 5.I : Compositions (at. %) obtenues par SNMS et valeurs de dureté des
revêtements étudiés214.
Revêtement % Cr % Si % N Hv (GPa)CrN 52 0 48 35Cr2N 67 0 33 30CrN+Si 42 6 52 52Cr2N+Si 64 3 33 32
On observe un net durcissement du revêtement CrN après ajout de 6% atomiques de
silicium. Ce durcissement est à lier à deux phénomènes distincts :
- la diminution de la taille des grains (durcissement par effet Hall-Petch),
- la structuration nanocomposite.
En revanche, l'ajout de Si à Cr2N n'engendre pas de durcissement significatif. Dans la
mesure où ils se comportent de façons très similaires, tout laisse à penser que les structures
de Cr2N+Si et de Cr2N sont très proches l'une de l'autre en dépit du fait que la quantité de
silicium (3% atomiques) est relativement importante et devrait induire la ségrégation des
phases Cr2N et SiNx.
5.1.3 – Micro et nanostructure des revêtements
5.1.3.1 – Diffraction des Rayons X - Cristallographie
Les revêtements déposés sur acier ont été analysés par diffraction des rayons X afin de
déterminer leur structure cristallographique (fig 5.5). Sans surprise, les diffractogrammes des
deux revêtements à base CrN montrent simplement des pics de CrN cubique faces centrées
Fm3m ainsi que les pics de l'acier sous-jacent. Le revêtement de CrN monolithique est
orienté préférentiellement suivant l'axe (220) en dépit de ce que prédirait la
131

thermodynamique selon Castaldi et al.225. L'évaporation par arc est une méthode de dépôt
énergétique, ce qui peut expliquer ce résultat. Par ailleurs, le pic majoritaire (220) est très
décalé vers les petits angles par rapport à sa position théorique, ce qui est une conséquence
de la distortion de la maille dans le sens d'une élongation du paramètre de maille. La taille
moyenne des domaines diffractants calculée par la loi de Scherrer est de 6 nm.
Les diffractogrammes des revêtements à base Cr2N montrent que seuls Cr2N et le fer α
sont présents sous forme cristalline. Cr2N cristallise dans le système hexagonal compact. Les
pics de Cr2N sont peu décalés et larges, signe d'une taille de grains assez petite. Le calcul de
la taille moyenne du domaine diffractant par la méthode de Scherrer donne en effet 10,7 nm.
Les ajouts de 6 % atomiques de silicium dans CrN et de 3% atomiques dans Cr2N ne
provoquent l'apparition d'aucun pic supplémentaire (CrN, Cr2N, acier). Les pics de CrN
correspondent aux intensités attendues, dénotant la perte d'une quelconque texturation. Sans
silicium, CrN et Cr2N sont monophasés tandis qu'avec l'enrichissement en silicium il semble
difficile d'obtenir CrN seul sans traces de Cr2N.
Etant données la faible intensité et la largeur du pic principal de Cr2N dans Cr2N+Si,
on est en droit de penser qu'il ne faudrait pas ajouter beaucoup plus de silicium pour
atteindre l'amorphisation complète du revêtement. Pour Vishnu Rachpech cette limite est
atteinte dès 3,7% atomiques de silicium ajouté214. On ne pourrait donc pas espérer améliorer
les propriétés de résistance à l'oxydation en ajoutant du silicium sans perte des propriétés
mécaniques. 3% atomiques semble bien constituer le taux idéal de silicium à introduire dans
un revêtement Cr2N+Si.
Au vu des résultats de DRX, on peut dire que les revêtements ternaires étudiés sont
nanostructurés, puisque les domaines diffractants sont de tailles nanométriques. L'étude
microscopique suivante a pour but de déterminer où et sous quelle forme le silicium est
présent dans le film.
Comme les taux de silicium dans les revêtements restent assez modestes, le silicium ne
peut être lié qu'à l'azote et en aucun cas au chrome (la phase CrSi n'a pas été observée en
DRX). En ce qui concerne sa répartition locale, on peut formuler deux hypothèses : soit le
silicium s'introduit dans la maille de CrN ou de Cr2N en solution solide, soit il forme une
phase amorphe, invisible par DRX. Le recours à la microscopie en transmission devrait lever
cette indétermination.
132

Figure 5.5 : diffractogrammes de rayons X des échantillons d'acier M2 revêtus de (a)
CrN, (b) CrN+Si (c),Cr2N, (d) Cr2N+Si
5.1.3.2 – Microscopie en Transmission - Nanostructuration
Les dépôts effectués sur monocristal de sel ont permis, par dissolution du substrat, de
récupérer uniquement les revêtements. Après amincissement ionique, les échantillons de
CrN+Si et de Cr2N+Si ont été observés au microscope électronique en transmission en mode
haute résolution (HRTEM). La nanostructure de CrN+Si est confirmée : composée de grains
nanométriques de CrN séparés par une matrice amorphe. Bien que le silicium n'ait pas pu
être formellement localisé, on a pu noter deux faits qui tendent à démontrer que CrN+Si
possède la structure nanocomposite attendue :
- une zone amorphe et continue est détectée entre les grains de CrN (figure 5.6).
133

− les spectres EDS (figure 5.6 a et b) montrent que les grains de CrN sont plus pauvres en
silicium que la moyenne du revêtement, ce qui laisse à penser que le nitrure de silicium
se place plus préférentiellement entre les grains de CrN, jouant ainsi le rôle de joint de
grains et de matrice.
Figure 5.6 : métallographie HRTEM mettant en évidence la structure nanocomposite
du revêtement CrN+Si et spectres EDS de a) l'image globale et b) une zone de 2 x 2 nm² au
centre du grain.
Ces observations confirment les résultats plus globaux issus de la DRX. La taille des
grains est cependant plus importante au MET. On peut attribuer cette différence au fait que la
loi de Debye permet de calculer la taille des domaines diffractants et non pas la taille des
grains. Cela revient à dire que les nanograins de CrN formés ne sont pas des cristaux
parfaits. Des défauts s'y glissent en nombre suffisant pour briser la continuité
cristallographique. Il convient donc de préférer la taille des grains mesurée au MET, bien
qu'elle ne soit pas nécessairement représentative de l'ensemble du revêtement.
La nanostructure de Cr2N+Si est composée de nanograins de Cr2N, eux-aussi séparés
par ce qui semble être une matrice amorphe (figure 5.7). Cependant, les analyses globales et
locales par EDS ne traduisent aucune différence significative entre le signal du silicium au
coeur du grain ou à sa périphérie. Selon nous, les zones amorphes seraient constituées non
seulement de nitrure de silicium mais aussi du composé Cr2N, ce qui pourrait s'avérer
préjudiciable du point de vue de la protection physico-chimique. Cette faculté
134

d'amorphisation serait cohérente avec la valeur critique de 3% atomiques définies par Vishnu
Rachpech214.
De plus, le durcissement très conséquent dû à l'ajout de silicium pour CrN+Si (de 35 à
52 Gpa) et inexistant dans le cas de Cr2N+Si (de 32 à 30 Gpa) renforcerait notre hypothèse
de l'enrobage effectif des grains de nitrure métallique par SiNx dans le premier cas
uniquement. L'élaboration d'une structure non-nanocomposite dans le cas de Cr2N+Si serait
selon nous le fait d'un enrichissement en silicium trop faible et de conditions de synthèse
propres à favoriser l'amorphisation de Cr2N. Ce double effet est à lier à la petite taille des
grains de Cr2N qui engendre par conséquent un très grand volume de joints de grains. Il n'y
aurait ainsi pas assez de silicium pour occuper tout l'espace inter-granulaire.
Voyons maintenant si ces différences de structure aboutissent à une réactivité chimique
différente.
Figure 5.7 : micrographie HRTEM mettant en évidence la nanostructure du revêtement
Cr2N+Si.
5.2 – Résistance à l'oxydation
5.2.1 – Oxydation dynamique
Comme dans les chapitres précédents, on a considéré qu'aucune réaction ne se
produisait avant 525°C. Cela permet de chauffer rapidement jusqu'à 500°C, puis d'augmenter
la température linéairement à 1°C/min. On observe des courbes brutes (figure 5.8) dont
l'exploitation conduit aux valeurs portées en figure 5.9.
135
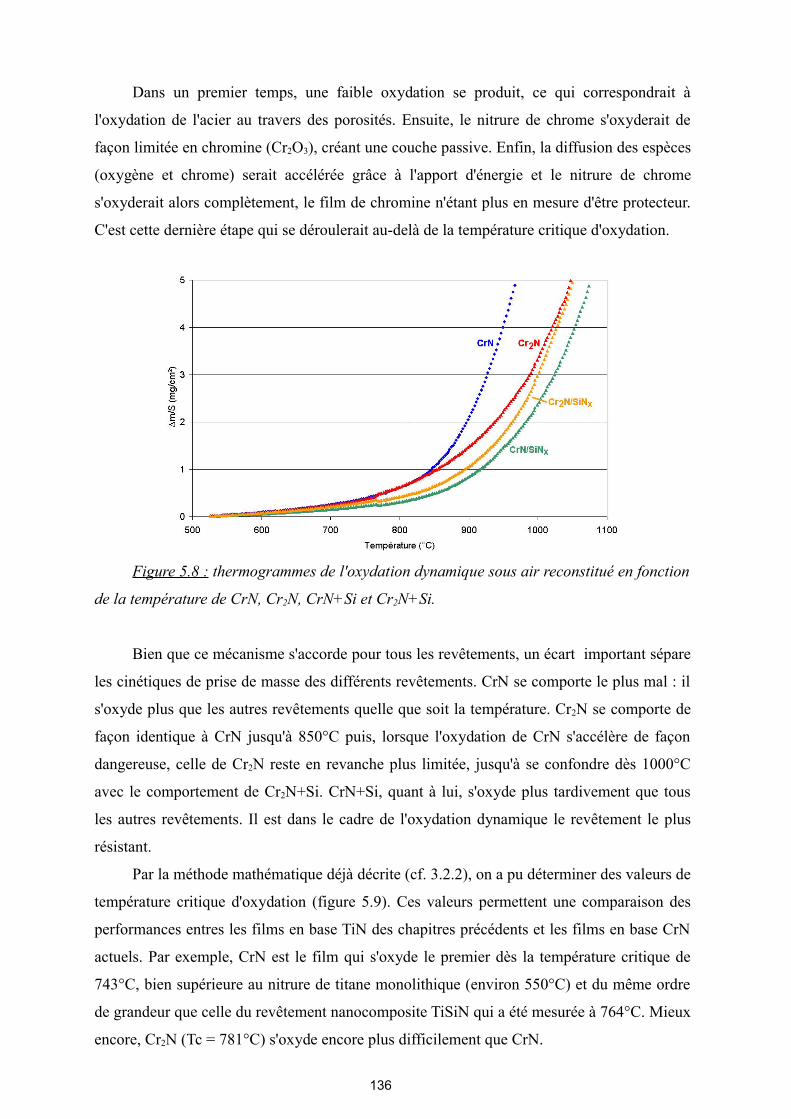
Dans un premier temps, une faible oxydation se produit, ce qui correspondrait à
l'oxydation de l'acier au travers des porosités. Ensuite, le nitrure de chrome s'oxyderait de
façon limitée en chromine (Cr2O3), créant une couche passive. Enfin, la diffusion des espèces
(oxygène et chrome) serait accélérée grâce à l'apport d'énergie et le nitrure de chrome
s'oxyderait alors complètement, le film de chromine n'étant plus en mesure d'être protecteur.
C'est cette dernière étape qui se déroulerait au-delà de la température critique d'oxydation.
Figure 5.8 : thermogrammes de l'oxydation dynamique sous air reconstitué en fonction
de la température de CrN, Cr2N, CrN+Si et Cr2N+Si.
Bien que ce mécanisme s'accorde pour tous les revêtements, un écart important sépare
les cinétiques de prise de masse des différents revêtements. CrN se comporte le plus mal : il
s'oxyde plus que les autres revêtements quelle que soit la température. Cr2N se comporte de
façon identique à CrN jusqu'à 850°C puis, lorsque l'oxydation de CrN s'accélère de façon
dangereuse, celle de Cr2N reste en revanche plus limitée, jusqu'à se confondre dès 1000°C
avec le comportement de Cr2N+Si. CrN+Si, quant à lui, s'oxyde plus tardivement que tous
les autres revêtements. Il est dans le cadre de l'oxydation dynamique le revêtement le plus
résistant.
Par la méthode mathématique déjà décrite (cf. 3.2.2), on a pu déterminer des valeurs de
température critique d'oxydation (figure 5.9). Ces valeurs permettent une comparaison des
performances entres les films en base TiN des chapitres précédents et les films en base CrN
actuels. Par exemple, CrN est le film qui s'oxyde le premier dès la température critique de
743°C, bien supérieure au nitrure de titane monolithique (environ 550°C) et du même ordre
de grandeur que celle du revêtement nanocomposite TiSiN qui a été mesurée à 764°C. Mieux
encore, Cr2N (Tc = 781°C) s'oxyde encore plus difficilement que CrN.
136

Figure 5.9 : températures critiques d'oxydation sous air reconstitué des différents
revêtements.
En présence de silicium, la température critique d'oxydation augmente très peu dans le
cas de Cr2N+Si par rapport à Cr2N. Ce résultat tend à montrer que les revêtements de
Cr2N+Si ne présenteraient vraisemblablement pas la nanostructure attendue. A l'inverse,
l'ajout de silicium dans CrN permet d'atteindre une température critique de 875°C, soit une
amélioration de 130°C. Ce résultat va dans le sens de l'obtention effective de la structure
nanocomposite composée de grains nanométriques de CrN dispersés dans une fine matrice
amorphe de SiNx réfractaire. Dans ces conditions, la diffusion des espèces Cr, N et O, sous
quelque état d'ionisation qu'elles soient, est ralentie, voire complètement bloquée, jusqu'à une
température plus élevée qu'en l'absence de cette phase amorphe.
La résistance à l'oxydation de CrN+Si est donc excellente. Elle est comparable, tant au
niveau de la température critique que des différentes étapes du mécanisme de l'oxydation, à
celle du revêtement multicouche TiAlN/TiAlSiN étudié au chapitre 3 (Tc = 885°C). On
pourra donc s'attendre à l'avenir à obtenir des résultats encore meilleurs avec des revêtements
CrAlSiN dans l'hypothèse où le chrome et l'aluminium pourraient agir en synergie.
5.2.2 – Oxydation isotherme
L'objectif de ces essais est d'obtenir les paramètres cinétiques (kp) et
thermodynamiques (Ea) qui nous permettront de quantifier et d'expliquer le rôle bénéfique
de la structure nanométrique sur la résistance à l'oxydation.
Sans surprise, la prise de masse surfacique de toutes les pièces revêtues augmente avec
la température. A titre d'exemple, les thermogrammes associés à l'oxydation des pièces
137

d'acier revêtu de Cr2N+Si de 700 à 875°C sont présentés figure 5.10. On note dans certains
cas un décrochement entre deux essais réalisés à des températures pourtant proches, ce que
l'on attribue vraisemblablement au franchissement de la température critique d'oxydation
précédemment mesurée.
Figure 5.10 : thermogrammes de pièces d'acier M2 revêtues de Cr2N+Si et oxydées
sous air reconstitué à différentes températures en mode isotherme.
Les énergies d'activation ont pu être déterminées à partir de l'interprétation de ces
courbes. En considérant que les thermogrammes peuvent être modélisés par des courbes
paraboliques, c'est-à-dire que la diffusion des espèces est l'étape limitante des réactions
d'oxydation, les valeurs des constantes cinétiques (tableau 5.II) et des énergies d'activation
présentées en figure 5.11 ont été calculées. La littérature permet de conforter nos résultats.
En effet, la valeur de l'énergie d'activation de CrN (≈ 300kJ/mol) est généralement
acceptée79.
Tableau 5.II : Valeurs des constantes cinétiques paraboliques kp entre 700 et 875°C.
138
T (°C) CrN CrN+Si Cr2N Cr2N+Si700 0,024 0,011 - 0,028725 0,071 0,013 0,044 0,041750 0,032 0,021 0,068 0,051775 0,038 0,081 0,095 0,064800 0,193 0,088 0,125 0,134825 0,293 0,119 0,146 0,179850 0,350 0,151 0,254 0,217875 0,214 0,192 0,351 0,269
kp (mg/(cm2.h0,5))

La hiérarchie obtenue pour ces mesures isothermes est conforme à celle obtenue en
mode dynamique. CrN+Si est bien le revêtement le plus résistant en conditions oxydantes.
Cr2N et Cr2N+Si se comportent bien et de façon très similaire. La seule différence est qu'en
mode isotherme, l'énergie d'activation de CrN, et donc son caractère réfractaire intrinsèque,
sont plus importants que ceux associés à Cr2N et à Cr2N+Si. On peut justement s'attendre à
une oxydation plus rapide de Cr2N étant donné qu'il n'a qu'un atome d'azote à perdre tandis
que CrN doit casser deux liaisons Cr-N pour créer une molécule de Cr2O3.
Thermodynamiquement, la réaction d'oxydation de Cr2N doit donc être plus facile que celle
de CrN.
Figure 5.11: énergies d'activation de l'oxydation sous air des pièces d'acier M2
revêtues par les dépôts du système Cr-Si-N étudiés.
Ichimura et Kawana226 ont mesuré l'énergie d'activation associée à la diffusion du
chrome ainsi que de l'oxygène dans Cr2O3. La diffusion de O2- dans Cr2O3 « coûterait » 424
kJ/mol au système thermodynamique tandis que celle du chrome ne « coûterait » que 255
kJ/mol. La mobilité du chrome est donc favorisée. Le fait que l'on retrouve cette valeur de
250 kJ/mol pour les réactions d'oxydation de Cr2N et Cr2N+Si indiquerait donc que
l'oxydation serait exclusivement limitée par la diffusion du chrome au travers de la couche de
chromine vers l'extérieur, et ce indépendamment de la présence ou non de silicium.
A l'inverse, l'oxydation de CrN en Cr2O3 est plus gourmande en énergie. Trois scenarii
ont été avancés pour expliquer ces différence de réactivité :
− une hypothèse d'ordre chimique : deux fois plus de liaisons chimiques Cr-N doivent être
rompues pour oxyder le chrome de CrN que celui de Cr2N. De même, deux fois plus
139

d'atomes d'azote doivent diffuser au travers de la couche d'oxyde vers l'extérieur,
ralentissant ainsi la cinétique (cf. tableau 5.II)
− une hypothèse d'ordre structural : la quantité de silicium présente dans le revêtement est
suffisante pour créer une barrière de diffusion dans le cas de CrN+Si mais pas dans celui
de Cr2N+Si,
− une hypothèse d'ordre cristallographique : l'interface entre l'oxyde et le revêtement
pourrait être plus favorable à la diffusion dans le cas de Cr2N que dans celui de CrN car
Cr2N et Cr2O3 cristallisent dans le système hexagonal, tandis que CrN cristallise dans un
système cubique.
Figure 5.12 : diffractogrammes de rayons X des échantillons d'acier M2 revêtus de (a)
CrN, (b)CrN+Si, (c) Cr2N, (d) Cr2N+Si après 4 heures à 800°C sous air reconstitué.
La DRX des échantillons oxydés à 800°C (figure 5.12) permet de prouver qu'il y a bel
et bien formation de Cr2O3. La présence de cette chromine est également attestée par les
mesures de SNMS (figure 5.13). Bien que ce soit Cr2O3 qui ait été détecté par diffraction, on
retrouve plus de chrome que d'oxygène (environ 60 % de chrome pour 40 % d'oxygène) par
SNMS, et cela dans les quatre différents revêtements. De même, les rapports Cr / N dans les
couches non oxydées de CrN ainsi que de Cr2N sont légèrement supérieurs à 1. Cet écart
serait à attribuer à un étalonnage de l'appareil non optimisé qui rend l'analyse quantitative
approximative, soit à une réelle sous-stœchiométrie en azote de ces phases.
140

Figure 5.13 : composition élémentaire en fonction de la profondeur établie par SNMS
des échantillons d'acier M2 revêtus de (a) CrN, (b) Cr2N, (c) CrN+Si, (d) Cr2N+Si après
oxydation pendant 4 heures à 800°C sous air reconstitué.
Le cas du revêtement de CrN+Si est particulier : il ne présente que peu de traces
d'oxyde à l'échelle de la diffraction, prouvant ainsi son excellente tenue à l'oxydation. En
parallèle, les pics de Cr2N qui étaient visibles ne le sont plus après oxydation. Deux
hypothèses sont envisageables : soit le Cr2N initialement présent se serait transformé en CrN
par diffusion de l'azote au sein du revêtement, soit il aurait réagi pour former Cr2O3
préférentiellement par rapport à CrN. Pour que cette deuxième hypothèse soit acceptable, il
faudrait prouver que la phase Cr2N observée était localisée spécifiquement en surface du
revêtement. Ces deux hypothèses sont accréditées par la thermodynamique. En effet, la
phase Cr2N est métastable (figure 5.14), elle aura donc naturellement tendance à se
transformer en CrN. De même, l'oxydation de Cr2N en Cr2O3 est plus facile à réaliser que
celle de CrN à une température inférieure à 1025°C (figure 5.15)
2CrN32 O2Cr2 O3N 2
Cr2 N 32
O 2Cr2 O312
N 2
141

Figure 5.14 : enthalpies libres de formation de CrN et de Cr2N227,228.
Figure 5.15 : enthalpies libres de réaction d'oxydation en Cr2O3 de CrN et de
Cr2N227,228. Le trait vertical en pointillés marque les 800°C, température à laquelle la plupart
des essais ont été conduits.
Les analyses menées en SNMS montrent que les épaisseurs des couches d'oxydes de
chrome sont différentes suivant le revêtement étudié. Tout d'abord, et ce quel que soit
l'échantillon, le revêtement initial n'est jamais entièrement oxydé, ce qui confirme la
suprématie des films en base CrN sur les films en base TiN en termes de réactivité
thermique. De plus, les phases CrN et Cr2N initialement déposées sont conservées dans leur
structure, ce qui montre la stabilité thermique de ces revêtements. CrN+Si serait le
revêtement le plus résistant à l'oxydation, sa couche d'oxyde mesurant apparemment moins
de 100 nm d'épaisseur, ce qui explique les difficultés de détection en diffraction
conventionnelle.
142

L'analyse de Cr2N+Si montre que la couche d'oxyde(s) est pauvre en silicium. Cela
tend à confirmer une fois encore que le mécanisme de l'oxydation est limité dans ce cas par
la diffusion du chrome vers la surface du revêtement. Ce résultat est en accord avec les
valeurs des énergies d'activation de la diffusion du chrome et de l'oxygène dans Cr2O3 et va à
l'encontre de l'hypothèse nanocomposite supposant la présence de nitrure de silicium aux
joints de grains, lequel aurait alors servi de barrière de diffusion. Cela semble prouver qu'il
n'y a pas assez de silicium pour constituer une barrière de diffusion imperméable dans
Cr2N+Si. De façon opposée, la présence de nitrure de silicium aux joints de grains dans
CrN+Si permet de limiter la diffusion des espèces et donc d'augmenter la résistance à
l'oxydation.
5.3 – Tribo-oxydation
La seule résistance à l'oxydation est un paramètre de première importance dans la
qualité et la longévité des outils revêtus de nitrures métalliques. Toutefois, les études de
susceptibilité thermique relatées dans les chapitres précédents ont été complétées par des
essais de fatigue, justifiés par l'utilisation intermittente en conditions réelles des pièces
revêtues. Afin de tenir compte de cette fatigue thermique du film, des cycles de température
ont été imposés. Dans ce qui suit, nous avons essayé de nous rapprocher plus encore des
conditions réelles d'utilisation des pièces en les soumettant à des essais de frottement. Dans
le but de combiner les effets néfastes de la température et du frottement, des essais ont été
réalisés à 20, 150 et 300°C. Les revêtements étudiés dans cette partie présentant a priori une
résistance à l'usure relativement importante, nous avons décidé d'effectuer nos essais selon
une configuration sévère pour le film dans laquelle la bille revêtue frotte sur les plans nus.
Cette configuration avait été mise au point avec succès dans le cadre d'une thèse
précédente138. Ce mode opératoire est beaucoup plus contraignant pour le revêtement car,
étant déposé sur la bille, il est en contact avec le plan en continu, tandis que dans le montage
conventionnel utilisant la bille nue, le revêtement du plan n'est que très minoritairement
sollicité durant l'essai.
Les expériences ont été menées sur un tribomètre linéaire alternatif. Cela signifie
qu'une contrainte cyclique est appliquée sur la bille et sur le plan : le changement de sens est
un facteur d'usure supplémentaire. Plusieurs paramètres physiques ont été suivis pour
caractériser la résistance des revêtements :
143

− l'usure critique du revêtement, c'est-à-dire le nombre de cycles nécessaires pour percer le
revêtement,
− le coefficient de frottement,
− le volume usé de la bille,
− l'énergie spécifique d'usure (ESU).
Si le coefficient de frottement et l'énergie dissipée sont mesurés directement par le
tribomètre, le volume usé est calculé à partir du diamètre de la trace mesuré par microscopie
optique. L'Energie Spécifique d'Usure, définie comme l'inverse de la pente de la droite
reliant le volume usé en fonction de l'énergie dissipée par le frottement, est calculée à partir
des résultats expérimentaux précédents.
Le contact de la bille sur le plan est une surface circulaire dont le diamètre est calculé
en fonction des propriétés mécaniques de la bille et du plan ainsi que de la force appliquée au
contact. La valeur résultante, appelée diamètre de Hertz, vaut dans notre cas environ 110 µm.
d= 34 [ 1−1
2
E 1 1−22
E 2 ]F.Rc13
où d est le diamètre de la surface de contact, Ei et νi les module d'Young et de Poisson
du corps i, F la norme de la charge appliquée et Rc le rayon de courbure de la bille.
A partir de ce résultat, la pression exercée par la bille sur le plan peut être déterminée.
Cette valeur vaut pour toutes les expériences 0,53 GPa en moyenne et 0,79 GPa au
maximum. Comme l'usure de la bille va induire une augmentation de la surface de contact, la
pression de contact va diminuer au cours de l'essai. Par conséquent, il peut être considéré que
la bille ne subira aucune déformation plastique dans les conditions de l'expérience (Eacier ≈
200 GPa).
5.3.1 – Usure critique du revêtement
Pour chaque essai, l'usure de la bille est observée. Un exemple des traces laissées sur
les billes en fonction de la durée de l'essai est donné figure 5.16 pour le film CrN usé à
300°C. La façon la plus simple de caractériser la résistance à l'usure des revêtements est de
144

mesurer le nombre de cycles nécessaires pour atteindre l'acier sous-jacent. Ce paramètre est
comparable d'un échantillon à l'autre puisque les conditions de dépôt ont été telles que tous
les films ont une épaisseur identique d'environ 3 µm. Cette observation s'effectue au
microscope optique et permet par la même occasion de mesurer le diamètre du « plat ». Le
volume usé par le frottement peut alors être calculé à condition qu'aucun transfert d'acier ne
soit venu adhérer du plan à la bille. Dans le cas contraire, la mesure est faussée et non
considérée.
Figure 5.16 : métallographies optiques 3D des essais de frottement d'une bille de CrN
sur acier à 300°C en fonction du nombre de cycles (100 à 5000).
Nos essais mettent également en évidence un autre paramètre-clef des films : leur
fragilité. Après un certain nombre de cycles, certains revêtements peuvent en effet s'avérer
trop fragiles pour supporter la sollicitation mécanique qui leur est imposée. On observe à ce
moment-là que l'acier de la bille est usé et entouré non pas par une couronne de revêtement
usé, mais par de l'acier intact mis à nu lors de l'écaillage (figure 5.17). Les deux revêtements
en base Cr2N ainsi que SiNx sont victimes de ce comportement fragile quelle que soit la
température d'essai. Les dépôts de SiNx sont d'ailleurs tellement fragiles qu'ils éclatent
immédiatement et qui plus est sur une surface largement supérieure à celle de la trace. Cette
susceptibilité particulière à l'écaillage confirme nos observations réalisées sur SiNx en
conditions de cyclage thermique.
145

Figure 5.17 : métallographie optique de la zone usée de la bille revêtues de Cr2N.
La résistance thermique statique semble être une caractéristique clef en tribo-oxydation
puisque le revêtement le plus résistant du point de vue tribologique est également CrN+Si
(tableau 5.III, figure 5.18). 2000 cycles sont nécessaires pour atteindre l'acier à 20 comme à
150°C. A 300°C, il faut encore 1000 cycles pour cela. De façon similaire bien que de tenue
légèrement moindre, le revêtement de CrN nécessite entre 500 et 1000 cycles pour s'user au
point de mettre l'acier à nu.
On se concentrera donc par la suite sur CrN et CrN+Si, seuls revêtements permettant
une mesure significative.
Figure 5.18 : métallographies des billes frottées à 150°C après 500 cycles a) SiNx , b)
CrN, c) CrN+Si , d) Cr2N, e) Cr2N+Si.
146
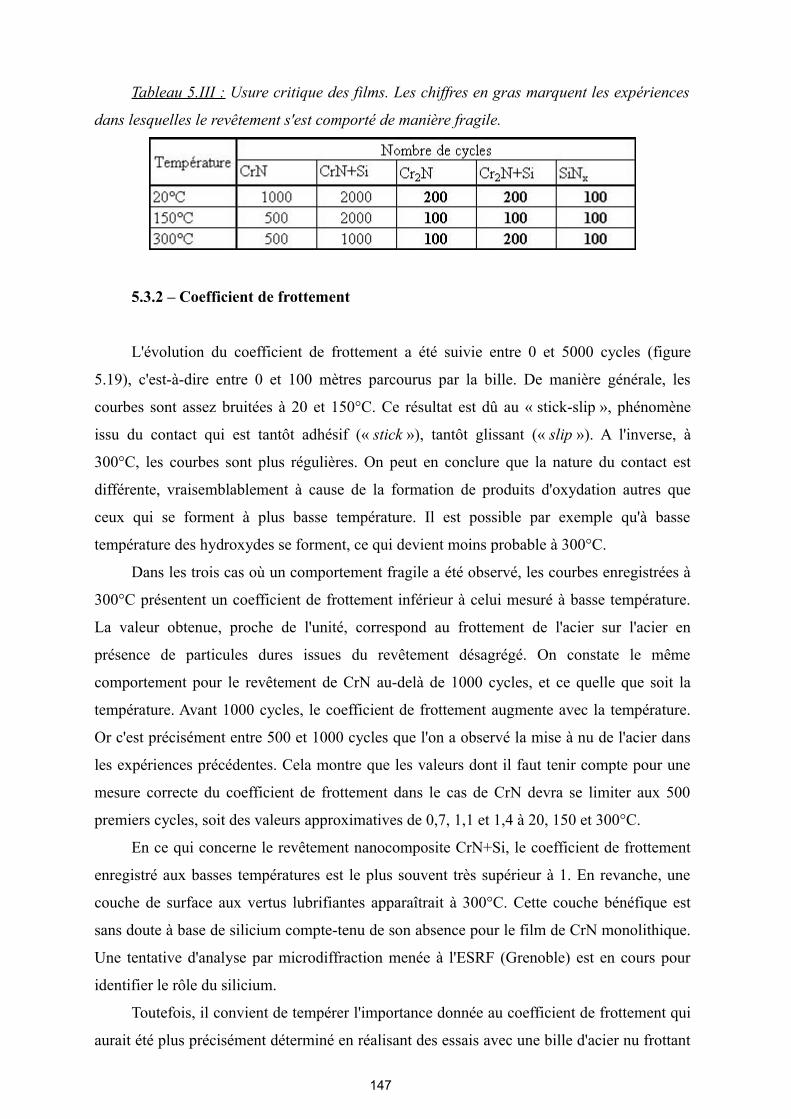
Tableau 5.III : Usure critique des films. Les chiffres en gras marquent les expériences
dans lesquelles le revêtement s'est comporté de manière fragile.
5.3.2 – Coefficient de frottement
L'évolution du coefficient de frottement a été suivie entre 0 et 5000 cycles (figure
5.19), c'est-à-dire entre 0 et 100 mètres parcourus par la bille. De manière générale, les
courbes sont assez bruitées à 20 et 150°C. Ce résultat est dû au « stick-slip », phénomène
issu du contact qui est tantôt adhésif (« stick »), tantôt glissant (« slip »). A l'inverse, à
300°C, les courbes sont plus régulières. On peut en conclure que la nature du contact est
différente, vraisemblablement à cause de la formation de produits d'oxydation autres que
ceux qui se forment à plus basse température. Il est possible par exemple qu'à basse
température des hydroxydes se forment, ce qui devient moins probable à 300°C.
Dans les trois cas où un comportement fragile a été observé, les courbes enregistrées à
300°C présentent un coefficient de frottement inférieur à celui mesuré à basse température.
La valeur obtenue, proche de l'unité, correspond au frottement de l'acier sur l'acier en
présence de particules dures issues du revêtement désagrégé. On constate le même
comportement pour le revêtement de CrN au-delà de 1000 cycles, et ce quelle que soit la
température. Avant 1000 cycles, le coefficient de frottement augmente avec la température.
Or c'est précisément entre 500 et 1000 cycles que l'on a observé la mise à nu de l'acier dans
les expériences précédentes. Cela montre que les valeurs dont il faut tenir compte pour une
mesure correcte du coefficient de frottement dans le cas de CrN devra se limiter aux 500
premiers cycles, soit des valeurs approximatives de 0,7, 1,1 et 1,4 à 20, 150 et 300°C.
En ce qui concerne le revêtement nanocomposite CrN+Si, le coefficient de frottement
enregistré aux basses températures est le plus souvent très supérieur à 1. En revanche, une
couche de surface aux vertus lubrifiantes apparaîtrait à 300°C. Cette couche bénéfique est
sans doute à base de silicium compte-tenu de son absence pour le film de CrN monolithique.
Une tentative d'analyse par microdiffraction menée à l'ESRF (Grenoble) est en cours pour
identifier le rôle du silicium.
Toutefois, il convient de tempérer l'importance donnée au coefficient de frottement qui
aurait été plus précisément déterminé en réalisant des essais avec une bille d'acier nu frottant
147

sur un plan d'acier revêtu et pour lesquels un régime de frottement stable aurait pu s'établir.
Néanmoins, les conditions des expériences ont délibérément été choisies très sévères pour
permettre une discrimination entre les différents revêtements. Un autre paramètre, plus
significatif, a également été estimé : l'énergie spécifique d'usure.
Figure 5.19 : évolution du coefficient de frottement à différentes températures en
fonction de la distance de frottement pour une bille revêtue de a) CrN et b) CrN+Si frottant
sur un plan d'acier M2.
5.3.3 – Energie Spécifique d'Usure (ESU)
Le volume usé représente une façon simple de mesurer la résistance à l'usure. Il est
évident que plus le plat issu du frottement est grand, plus la bille est usée, et donc moins le
revêtement est résistant. Toutefois, la diversité des mécanismes d'usure fait qu'il est difficile
d'interpréter de façon fine les comportements des différents revêtements par cette méthode.
On serait donc ici nécessairement tenu de réaliser une analyse plus quantitative que
qualitative. C'est pour cela que l'usure va être quantifiée et qualifiée par une valeur plus
universelle : l'énergie spécifique d'usure.
L'énergie spécifique d'usure (ESU) représente la quantité d'énergie nécessaire pour user
un volume unitaire d'un corps. Elle se traduit mathématiquement comme la pente de la droite
reliant l'énergie dissipée par le frottement au volume usé. Comme on trace généralement le
volume usé en fonction de l'énergie dissipée, l'ESU est alors l'inverse de la pente mesurée.
Une rupture de pente dans cette droite indique un changement d'ESU et donc un changement
du mécanisme d'usure.
Seules les expériences pour lesquelles l'acier n'a pas été atteint ont été sélectionnées
pour calculer l'ESU. Cela signifie, au vu des résultats précédents, que seules les ESU de CrN
et CrN+Si ont pu être calculées.
148

Le tracé des courbes (figure 5.20) est assez éloquent : CrN+Si se comporte bien mieux
que CrN à température ambiante, puisqu'il faut dissiper beaucoup d'énergie pour user un
faible volume de CrN+Si. Toutefois, il semblerait que dès 150°C la distinction devienne
moins franche. De plus, les courbes tracées à 150 et à 300°C sont très proches les unes des
autres et ont une pente nettement plus forte que celles à 20°C. Quel que soit le changement
de comportement, il intervient donc entre 20 et 150°C.
Figure 5.20 : évolution du volume usé en fonction de l'énergie dissipée. Les losanges
pleins représentent les expériences sur CrN, les carrés vides celles sur CrN+Si.
Les valeurs de l'ESU (cf. figure 5.21) montrent que l'ajout de silicium à CrN permet de
rendre le revêtement beaucoup plus difficile à user à 20°C. Il faut par exemple 27 kJ pour
user 1 mm3 de CrN+Si dans nos conditions de frottement. Cela constitue le triple de l'énergie
requise pour user le même volume de CrN (9,4 kJ/mm3). A 150 et à 300°C, les ESU
demeurent à l'avantage de CrN+Si mais dans une moindre mesure. On peut penser qu'au-delà
de 300°C les ESU de CrN avec et sans silicium convergeront. Malheureusement, la stabilité
thermique de CrN+Si, si élevée sans frottement, semble considérablement amoindrie par les
effets conjoints d'un frottement sévère et de la température. Néanmoins, l'effet du silicium
reste bénéfique dans tous les cas. Selon nous, le meilleur comportement tribologique aux
basses températures serait dû vraisemblablement aux caractéristiques intrinsèques de la
couche comme la dureté qui passe de 35 GPa sans silicium à 52 GPa en structure ternaire
nanocomposite.
A partir de 150°C, un phénomène qui rendrait identiques les mécanismes de
frottement se produit. Ce phénomène pourrait être attribué à plusieurs causes :
149

− une hypothèse d'ordre chimique : la formation d'oxydes, voire d'hydroxydes, sous
certaines conditions thermodynamiques et cinétiques pourrait influencer la nature du
contact en modifiant les interfaces ou en augmentant les contraintes au niveau des
zones fissurées ;
− une hypothèse d'ordre structural : l'augmentation de la température conjuguée à celle
induite par le frottement, conduirait à une augmentation de la solubilité du silicium
dans CrN, rendant les joints de grains plus fragiles et favorisant ainsi la
recristallisation, ce qui ferait diminuer la dureté de CrN+Si par perte progressive de
la structure nanocomposite. De plus, ce déplacement du silicium laisserait vacant des
chemins de diffusion pour le fer, le chrome et l'oxygène ce qui aurait pour
conséquence l'oxydation interne du revêtement et donc sa fragilisation.
Figure 5.21 : valeurs des ESU de CrN et de CrN+Si à 20, 150 et 300°C.
On peut estimer que dans des conditions standards d'utilisation le revêtement de
CrN+Si grâce à sa structure nanocomposite sera plus résistant vis à vis de l'usure que CrN.
5.4 – Bilan
Des revêtements à base CrN ont été déposés sur des substrats en acier M2 dans le but
de tester leur résistance à l'oxydation et à l'usure en fonction de la température. La méthode
de dépôt est une technique mixte alliant l'évaporation par arc du chrome et la pulvérisation
magnétron du silicium, cela afin de pallier la difficulté d'obtenir des cibles frittées de CrSi,
mais aussi d'offrir une plus grande souplesse dans le choix des compositions. Quatre
150

revêtements ont été étudiés : CrN et Cr2N monolithiques, CrN+Si et Cr2N+Si supposés
nanocomposites. Les quantités relatives de silicium introduites dans CrN et dans Cr2N ont
été choisies afin d'obtenir les revêtements les plus durs, prérequis indispensable des
revêtements pour outils de coupe.
Les revêtements CrN + 6% at. de silicium et Cr2N + 3% at. de silicium ont été déposés.
La microscopie en transmission a révélé que la structure nanocomposite était obtenue dans le
cas de CrN+Si mais vraisemblablement pas dans celui de Cr2N+Si. Ce dernier voit la taille
de ses grains diminuer fortement par l'ajout de silicium sans qu'il ne soit possible de localiser
le silicium aux joints de grains. La conséquence est une similitude de comportement entre
Cr2N et Cr2N+Si tant du point de vue mécanique que de celui de la résistance à l'oxydation
ou à l'usure.
Les revêtements à base CrN présentent un double intérêt : ils sont aussi faciles à mettre
en œuvre que les revêtements à base TiN et bénéficient d'une résistance à l'oxydation
largement supérieure. Cela représente un gain en efficacité et en coût : un revêtement de CrN
monolithique est par exemple aussi résistant à l'oxydation qu'un revêtement ternaire de
TiN+Si de structure nanocomposite, un CrN+Si résiste autant qu'un film quaternaire
TiAlSiN.
De plus, le revêtement de CrN+Si présente une excellente résistance à l'usure à
température ambiante. Alors que les revêtements en base Cr2N s'écaillent pour une
sollicitation très faible, quarante mètres de frottement alternatif sous une charge de 5N ont
été nécessaires pour user les 3 microns d'épaisseur de CrN+Si déposés sur la bille. En
revanche, au-delà de 150°C, l'effet du silicium est moins flagrant mais demeure favorable.
L'excellent compromis obtenu par l'ajout de 6% atomiques de silicium dans CrN entre
propriétés mécaniques d'une part et résistance à la tribo-oxydation d'autre part permettra sans
doute d'utiliser dans un futur proche ces films dans l'usinage industriel à grande vitesse.
Si l'on veut encore améliorer la résistance à l'oxydation des pièces revêtues, plusieurs
solutions sont à étudier : l'ajout de l'aluminium en grande quantité97, ou d'yttrium en faible
quantité97 comme proposé récemment dans la littérature. Toutefois, si l'on souhaite
comprendre les phénomènes et les mécanismes mis en jeu, il me semble préférable de se
focaliser sur des systèmes à nombre réduit d'éléments.
Enfin, on peut imaginer améliorer encore le procédé de dépôt en utilisant dans la partie
magnétron les nouveaux procédés HIPIMS (HIgh Power Impulse Magnetron Sputtering).
Cette technique permet en effet d'augmenter la vitesse de dépôt mais aussi de la rendre moins
localisée dans le réacteur, ce qui constituait un inconvénient majeur de la pulvérisation
magnétron jusqu'alors.
151

152

CONCLUSION GENERALE
153

154

L'élaboration de revêtements nanocomposites par addition de silicium dans des
revêtements durs a été réalisée par trois procédés différents, tous issus des techniques de
dépôt physique en phase vapeur (PVD). Des films de TiSiN et AlTiSiN ont ainsi été déposés
par évaporation par arc de cibles mixtes frittées TiSi et AlTiSi, ainsi que par un procédé dual
alliant la PVD pour évaporer la cible métallique à la CVD à travers l'apport du silicium sous
forme de silane. La souplesse de ce procédé a permis la réalisation de revêtements
multicouches de teneur contrôlée en silicium. Enfin, des dépôts de CrN, Cr2N et leurs
équivalents respectifs contenant du silicium ont été synthétisés par un dernier procédé
combinant l'évaporation par arc de la cible de chrome à la pulvérisation magnétron de la
cible de silicium.
Les échantillons ainsi obtenus ont fait l'objet de caractérisations structurales afin de
démontrer l'obtention effective de la structure nanocomposite désirée. Diverses techniques
ont été utilisées à cette fin, comme la diffraction des rayons X appuyée par les microscopies
électroniques à balayage et en transmission.
La nanodistribution des phases au sein du film par ajout de silicium a été atteinte dans
la plupart des cas. Ainsi les films monocouches de TiSiN et AlTiSiN déposés de façon
classique par arc et le film CrN+Si présentent l'architecture visée dans laquelle les grains de
nitrure métallique de moins de 10 nm de diamètre sont enrobés dans une fine matrice
amorphe de SiNx. En revanche, l'addition de silicium dans Cr2N n'a pas conduit, dans les
conditions que nous avions choisies, à un revêtement de structure nanocomposite, n'induisant
alors aucune amélioration significative, tant du point de vue de la résistance mécanique que
chimique. Les revêtements multicouches sont composés en alternance de couches riches et
pauvres en silicium, permettant de combiner la souplesse relative de la phase exempt de
silicium avec la dureté de Ti(Al)SiN.
L'étude de la résistance à l'oxydation de ces différents revêtements a conduit à
plusieurs résultats importants. En premier lieu, l'ajout de silicium à TiN permet de retarder le
démarrage de l'oxydation de plus de 200°C tout en la rendant thermodynamiquement plus
difficile, ce que dénote l'augmentation de 70 kJ/mol de l'énergie d'activation de la réaction
d'oxydation. L'utilisation du chrome à la place du titane suffit à améliorer grandement la
tenue à l'oxydation des pièces revêtues. En effet, la résistance à l'oxydation d'un dépôt de
CrN est comparable à celle d'un dépôt de TiSiN. L'ajout supplémentaire de silicium dans
CrN confère alors au revêtement nanocomposite synthétisé une tenue exceptionnelle : sa
température critique d'oxydation atteint 875°C et son énergie d'activation 333 kJ/mol, soit
respectivement 300°C et 140 kJ/mol de plus que TiN.
155

Dans tous les cas étudiés, l'ajout d'aluminium dans le système ternaire Ti-Si-N
améliore encore la résistance à l'oxydation. Cela encourage à étudier à l'avenir des
revêtements quaternaires Cr-Al-Si-N qui pourraient permettre d'atteindre un dégré d'inertie
chimique encore supérieur.
Afin de mieux comprendre les mécanismes de dégradation des revêtements
nanocomposites, nous avons cherché à les solliciter différemment tout en conservant l'aspect
de haute température. Une première étude, centrée sur les dépôts de type TiSiN déposés par
arc, a exploité les possibilités offertes par le récent champ ouvert par la microscopie
électronique en mode environnemental. Un mécanisme de l'oxydation des pièces revêtues
basé sur la différence d'expansion thermique entre le revêtement et le substrat est proposé et
validé par cette technique d'investigation in situ. Les porosités débouchantes et les
gouttelettes traversantes sont plus spécifiquement désignées comme étant les zones les plus
vulnérables où s'initie l'attaque, limitant la longévité de la pièce.
Les revêtements multicouches TiN/TiSiN ont été soumis à des expériences de cyclage
thermique afin de se rapprocher des conditions réelles d'utilisation des outils de coupe. Ces
expériences ont révélé la fragilité des dépôts de SiNx. C'est en effet la phase TiN qui est
responsable de la bonne tenue enregistrée pour TiN/TiSiN grâce à ses excellentes propriétés
mécaniques d'une part, et à son coefficient d'expansion thermique proche de celui de l'acier,
d'autre part. La déformation répétée induite par le cyclage est ainsi absorbée par le nitrure de
titane sans que la phase SiNx n'en souffre.
Les revêtements en base CrN ont été placés dans des conditions encore plus proches de
l'utilisation finale à laquelle on les destine : des essais sévères de tribo-oxydation dans
lesquels la bille revêtue frotte sur un plan d'acier poli ont été menés afin d'établir les
influences combinées de la haute température et du frottement. Les dépôts de Cr2N et de
Cr2N+Si se sont révélés trop fragiles pour résister à la moindre sollicitation imposée. En
revanche, le dépôt de CrN a nécessité jusqu'à 20 mètres de frottement alternatif continu pour
user les 3 µm d'épaisseur du revêtement. Une fois encore l'ajout de silicium a permis
d'améliorer les caractéristiques intrinsèques du revêtement puisque 40 mètres de frottement
ont alors été nécessaires pour atteindre l'acier sous-jacent. Les énergies spécifiques d'usure
(ESU) ont été calculées afin de comparer les dépôts à l'aide d'une valeur plus objective. Il
faut ainsi fournir 9,3 kJ/mm3 pour user CrN et 27,0 kJ/mm3 pour user CrN+Si à 20°C. A 150
et à 300°C, l'écart s'atténue mais demeure nettement en faveur de CrN+Si, prouvant, s'il le
fallait encore, l'intérêt de la structure nanocomposite dans les revêtements durs pour outils de
coupe.
156

En conclusion, l'ajout de silicium dans les revêtements TiN, TiAlN et CrN a permis
d'améliorer des propriétés aussi diverses que la dureté, la résistance à l'oxydation et à l'usure.
La seule condition à respecter est l'obtention d'une structure nanocomposite stable
thermiquement. Plusieurs pistes sont à envisager selon la quête que l'on souhaite poursuivre :
renforcement mécanique, inertie physico-chimique ou encore résistance à l'usure. On pourra
jouer sur la structure et les contraintes internes à travers des modifications de la méthode et
des paramètres de dépôt pour améliorer la dureté, ajouter de l'aluminium et de l'yttrium pour
limiter l'oxydation et ajouter une phase autre qu'un nitrure qui adoucirait le frottement. Cela
reviendrait alors à suivre le principe des revêtements caméléons du type de ceux développés
et vantés ces dernières années par Voevodin et al.229.
157

158
REFERENCES BIBLIOGRAPHIQUES
159

160

1 C. MITTERER, F. HOLLER, C. LUGMAIR, R. NÖBAUER, R. KULLMER, C. TEICHERT, Optimization of plasma-assisted chemical vapour deposition hard coatings for their application in aluminium die-casting. Surface and Coatings Technology, 142-144, 2001, pp. 1005-1011
2 K.S. GADRE, T.L. ALFORD, Crack formation in TiN films deposited on Pa-n due to large thermal mismatch. Thin Solid Films, 394, 2001, pp. 125-130
3 J.H. ZHAO, W.J. QI, P.S. HO, Thermomechanical property of diffusion barrier layer and its effect on the stress characteristics of copper submicron interconnect structures. Microelectronics Reliability, 42, 2002, pp. 27-34
4 J. MUSIL, S. KADLEC, Reactive sputtering of TiN films at large substrate to target distances, Vacuum, 40, 1990, pp. 435-444
5 G. HAKANSSON, L. HULTMAN, J.E. SUNDGREN, J.E. GREENE, W.D. MÜNZ, Microstructures of TiN films grown by various physical vapour deposition techniques. Surface and Coatings Technology, 48, 1991, pp. 51-67
6 H. LJUNGCRANTZ, L. HULTMAN, J.E. SUNDGREN, G. HAKANSSON, L. KARLSSON, Microstructural investigation of droplets in arc-evaporated TiN films. Surface and Coatings Technology, 63, 1994, pp. 123-128
7 J. MUSIL, S. KADLEC, V. VALVODA, R. KUZEL, R. CERNY, Ion-assisted sputtering of TiN films. Surface and Coatings Technology, 43-44, 1990, pp. 259-269
8 P. LAURENS, H. L'ENFANT, M.C. SAINTE CATHERINE, J.J. BLÉCHET, J. AMOUROUX, Nitriding of titanium under CW CO2 laser radiation. Thin Solid Films, 293, 1997, pp. 220-226
9 P. HONES, C. ZAKRI, P.E. SCHMID, F. LÉVY, O.R. SHOJAEI, Oxidation resistance of protective coatings studied by spectroscopic ellipsometry. Applied Physics Letters, 76, 2000, pp. 3194-3196
10 J. PELLEG, L.Z. ZEVIN, S. LUNGO, N. CROITORU, Reactive-sputter-deposited TiN films on glass substrates197, 1990, pp. 117-128
11 H. LJUNGCRANTZ, S. BENHENDA, G. HAKANSSON, I. IVANOV, L. HULTMAN, J.E. GREENE, J.E. SUNDGREN, Ion-assisted low-temperature (≤ 150°C) epitaxial growth of TiN on Cu by reactive magnetron sputter deposition. Thin Solid Films, 287, 1996, pp. 87-92
12 M.I. JONES, I.R. MCCOLL, D.M. GRANT, Effect of substrate preparation and deposition conditions on the preferred orientation of TiN coatings deposited by RF reactive sputtering. Surface and Coatings Technology, 132, 2000, pp. 143-151
13 V. VALVODA, R. KUZEL, L. DOBIASOVA, R. CERNY, V. POULEK, J. MUSIL, X-ray diffraction investigations of adherent and free standing TiN coatings deposited by magnetron sputtering. Surface and Coatings Technology, 41, 1990, pp. 377-388
161

14 V. VALVODA, A.J. PERRY, L. HULTMAN, J. MUSIL, S. KADLEC, On picostructural models of physically vapor-deposited films of titanium nitride. Surface and Coatings Technology, 49, 1991, pp. 181-187
15 M. DISERENS, J. PATSCHEIDER, F. LÉVY, Improving the properties of titanium nitride by incorporation of silicon. Surface and Coatings Technology, 108-109, 1998, pp. 241-246
16 S. KADLEC, J. MUSIL, V. VALVODA, W.D. MÜNZ, H. PETERSEIN, J. SCHROEDER, TiN films grown by reactive magnetron sputtering with enhanced ionization at low discharge pressures, Vacuum, 41, 1990, pp. 2233-2238
17 P.H. MAYRHOFER, C. MITTERER, J. MUSIL, Structure-property relantionships in single and dual-phase nanocrystalline hard coatings. Surface and Coatings Technology, 174-175, 2003, pp. 725-731
18 P.H. MAYRHOFER, F. KUNC, J. MUSIL, C. MITTERER, A comparative study on reactive and non-reactive unbalaced magnetron sputter deposition of TiN coatings. Thin Solid Films, 415, 2002, pp. 151-159
19 K.A. PISCHOW, L. ERIKSSON, E. HARJU, A.S. KORHONEN, The influence of titanium interlayers on the adhesion of PVD TiN coatings on oxidized stainless steel substrates. Surface and Coatings Technology, 58, 1993, pp. 163-172
20 T. AKHADEJDAMRONG, T. AIZAWA, M. YOSHITAKE, A. MITSUO, T. YAMAMOTO, Y. IKUHARA, Self-lubrication mechanism of chlorine implanted TiN coatings. Wear, 254, 2003, pp. 668-679
21 M.Z. HUQ, J.P. CELIS, Reproducibility of friction and wear results in ball-on-disc unidirectional sliding tests of TiN-alumina pairings. Wear, 212, 1997, pp. 151-159
22 Y. MASSIANI, A. MEDJAHED, P. GRAVIER, L. ARGÈME, L. FEDRIZZI, Electrochemical study of titanium nitride films obtained by reactive sputtering. Thin Solid Films, 191, 1990, pp. 305-316
23 Y. MASSIANI, A. MEDJAHED, G. PICQ, Photoelectrochemical characterization of oxidized films of titanium nitride and titanium obtained by reaction sputtering. Thin Solid Films, 207, 1992, pp. 109-116
24 Y. MASSIANI, A. MEDJAHED, J.P. CROUSIER, P. GRAVIER, I. REBATEL, Corrosion of sputtered titanium nitride films deposited on iron and stainless steel. Surface and Coatings Technology, 45, 1991, pp. 115-120
25 J. MUNEMASA, T. KUMAKIRI, Effect of the surface roughness of substrates on the corrosion properties of films coated by physical vapour deposition. Surface and Coatings Technology, 49, 1991, pp. 496-499
26 Y. MASSIANI, A. MEDJAHED, P. GRAVIER, J.P. CROUSIER, Effect of a titanium underlayer on the corrosion behaviour of physically vapour deposited titanium nitride films. Thin Solid Films, 217, 1992, pp. 31-37
162

27 M. BRAIC, M. BALACEANU, V. BRAIC, A. VLADESCU, G. PAVELESCU, M. ALBULESCU, Synthesis and characterization of TiN, TiAlN and TiN/TiAlN biocompatible coatings. Surface and Coatings Technology, 200, 2005, pp. 1014-1017
28 Y.M. ZHOU, R. ASAKI, K. HIGASHI, W.H. SOE, R. YAMAMOTO, Sliding wear behavior of polycrystalline TiN/CrN multilayers against an alumina ball. Surface and Coatings Technology, 130, 2000, pp. 9-14
29 M.Z. HUQ, J.P. CELIS, J. MENEVE, L. STALS, D. SCHRYVERS, Oscillating sliding wear of mono- and multilayer ceramic coatings in air. Surface and Coatings Technology, 113, 1999, pp. 242-250
30 D. MCINTYRE, J.E. GREENE, G. HAKANSSON, J.E. SUNDGREN, W.D. MÜNZ, Oxidation of metastable single-phase polycrystalline Ti0,5Al0,5N films: Kinetics and mechanisms. Journal of Applied Physics, 67, 1990, pp. 1542-1553
31 L. MATTÉI, Etude du comportement à la corrosion haute température d'un revêtement nanocomposite de TiN dopé. Rapport de Projet de Fin d’Etude SGM, Lyon, INSA de Lyon, 2005, pp. 75
32 M. DISERENS, J. PATSCHEIDER, F. LÉVY, Mechanical properties and oxidation resistance of nanocomposite TiN-SiNx physical-vapor-deposited thin films. Surface and Coatings Technology, 120-121, 1999, pp. 158-165
33 S.K. PRADHAN, C. NOUVEAU, A. VASIN, M.-A. DJOUADI, Deposition of CrN coatings by PVD methods for mechanical application. Surface and Coatings Technology, 200, 2005, pp. 141-145
34 M. BRIZUELA, A. GARCIA-LUIS, I. BRACERAS, J.I. OÑATE, J.C. SANCHEZ-LOPEZ, D. MARTINEZ-MARTINEZ, C. LOPEZ-CARTES, A. FERNANDEZ, Magnetron sputtering of Cr(Al)N coatings: mechanical and tribological study. Surface and Coatings Technology, 200, 2005, pp. 192-197
35 H.Y. LEE, W.S. JUNG, J.G. HAN, S.M. SEO, J.H. KIM, Y.H. BAE, The synthesis of CrSiN film deposited using magnetron sputtering system. Surface and Coatings Technology, 200, 2005, pp. 1026-1030
36 M. ODÉN, J. ALMER, G. HAKANSSON, M. OLSSON, Microstructure-property relationship in arc-evaporated Cr-N coatings. Thin Solid Films, 377-378, 2000, pp. 407-412
37 M.P. BRADY, K. WEISBROD, I. PAULAUSKAS, R.A. BUCHANAN, K.L. MORE, H. WANG, M. WILSON, F. GARZON, L.R. WALKER, Preferential thermal nitridation to form pin-hole free Cr-nitrides to protect proton exchange membrane fuel cell metallic bipolar plates. Scripta Materiala, 50, 2004, pp. 1017-1022
38 V.I. BENDIKOV, A.G. GUGLYA, I.G. MARCHENKO, D.G. MALYKHIN, I.M. NEKLYUDOV, Mechanisms of forming the Cr-N composite in the unsteady-state stage of ion beam-assisted deposition process, Vacuum, 70, 2003, pp. 331-337
163

39 Z.B. ZHAO, Z.U. REK, S.M. YALISOVE, J.C. BILELLO, Phase transformation and structure of magnetron sputtered chromium nitride films : in-situ and ex-situ studies. Surface and Coatings Technology, 185, 2004, pp. 329-339
40 A. TRICOTEAUX, P.Y. JOUAN, J.D. GUERIN, J. MARTINEZ, A. DJOUADI, Fretting wear properties of Crn and Cr2N coatings. Surface and Coatings Technology, 174-175, 2003, pp. 440-443
41 Q.G. ZHOU, X.D. BAI, X.W. CHEN, D.Q. PENG, Y.H. LING, D.R. WANG, Corrosion resistance of duplex and gradient CrNx coated H13 steel. Applied Surface Science, 211, 2003, pp. 293-299
42 Z. HAN, J. TIAN, Q. LAI, X. YU, G. LI, Effect of N2 partial pressure on the microstructure and mechanical properties of magnetron sputtered CrNx films. Surface and Coatings Technology, 162, 2003, pp. 189-193
43 M. CEKADA, P. PANJAN, M. MACEK, P. SMID, Comparison of structural and chemical properties of Cr-based hard coatings. Surface and Coatings Technology, 151-152, 2002, pp. 31-35
44 K.H. NAM, M.J. JUNG, J.G. HAN, A study on the high rate deposition of CrNx films with controlled microstructure by magnetron sputtering. Surface and Coatings Technology, 131, 2000, pp. 222-227
45 C. REBHOLZ, H. ZIEGELE, A. LEYLAND, A. MATTHEWS, Structure, mechanical and tribological properties of nitrogen-containing chromium coatings prepared by reactive magnetron sputtering. Surface and Coatings Technology, 115, 1999, pp. 222-229
46 C. MEUNIER, S. VIVES, G. BERTRAND, X-ray diffractometry analysis of r.f.-magnetron sputtered chromium/chromium nitride coatings. Surface and Coatings Technology, 107, 1998, pp. 149-158
47 G. BERG, C. FRIEDRICH, E. BROSZEIT, C. BERGER, Development of chromium nitride coatings substituting titanium nitride. Surface and Coatings Technology, 86-87, 1996, pp. 184-191
48 O. PIOT, C. GAUTIER, J. MACHET, Comparative study of CrN coatings deposited by ion plating and vacuum arc evaporation. Influence of the nature and the energy of the layer-forming species on the structural and the mechanical properties. Surface and Coatings Technology, 94-95, 1997, pp. 409-415
49 P.H. MAYRHOFER, G. TISCHLER, C. MITTERER, Microstructure and mechanical / thermal properties of Cr-N coatings deposited by reactive unbalanced magnetron sputtering. Surface and Coatings Technology, 142-144, 2001, pp. 78-84
50 I. DÖRFEL, W. ÖSTERLE, I. URBAN, E. BOUZY, Microstructural characterization of binary and ternary hard coating systems for wear protection. Part I : PVD coatings. Surface and Coatings Technology, 111, 1999, pp. 199-209
51 A. BARATA, L. CUNHA, C. MOURA, Characterisation of chromium nitride films produced by PVD techniques. Thin Solid Films, 398-399, 2001, pp. 501-506
164
52 S. HAN, H.Y. CHEN, K.L. CHANG, K.W. WENG, D.Y. WANG, F.H. LU, H.C. SHIH, Effects of MEVVA-implanted chromium on the structure and properties of CrN film. Thin Solid Films, 447-448, 2004, pp. 425-429
53 J. LIM, C. LEE, The rf-power dependances of the deposition rate, the hardness and the corrosion-resistance of the chromium nitrides film deposited by using a dual ion beam sputtering system. Materials Chemistry and Physics, 95, 2006, pp. 164-168
54 G. WEI, T.W. SCHARF, J.N. ZHOU, F. HUANG, M.L. WEAVER, J.A. BARNARD, Nanotribology studies of Cr, Cr2N and CrN thin films using constant and ramped load nanoscratch techniques. Surface and Coatings Technology, 146-147, 2001, pp. 357-362
55 R. SANJINÉS, P. HONES, F. LÉVY, Hexagonal nitride coatings : electronic and mechanical properties of V2N, Cr2N and d-MoN. Thin Solid Films, 332, 1998, pp. 225-229
56 B. NAVINSEK, P. PANJAN, Novel applications of CrN (PVD) coatings deposited at 200°C. Surface and Coatings Technology, 74-75, 1995, pp. 919-926
57 G. BERTRAND, H. MAHDJOUB, C. MEUNIER, A study of the corrosion behaviour and protective quality of sputtered chromium nitride coatings. Surface and Coatings Technology, 126, 2000, pp. 199-209
58 J.N. TU, J.G. DUH, S.Y. TSAI, Morphology, mechanical properties, and oxidation behavior of reactively sputtered Cr-N films. Surface and Coatings Technology, 133-134, 2000, pp. 181-185
59 L. CUNHA, M. ANDRITSCHKY, K. PISCHOW, Z. WANG, A ZARYCHTA, A.S. MIRANDA, A.M. CUNHA, Performance of chromium nitride based coatings under plastic processing conditions. Surface and Coatings Technology, 133-134, 2000, pp. 61-67
60 J. STOCKEMER, R. WINAND, P. VAN DEN BRANDE, Comparison of wear and corrosion behaviors of Cr and CrN sputtered coatings. Surface and Coatings Technology, 115, 1999, pp. 230-233
61 Y.L. SU, S.H. YAO, Z.L. LEU, C.S. WEI, C.T. WU, Comparison of tribological behavior of three films - TiN, TiCN ans CrN - grown by physical vapor deposition. Wear, 213, 1997, pp. 165-174
62 J.C. AVELAR-BATISTA, E. SPAIN, J. HOUSDEN, G.G. FUENTES, R. REBOLÉ, R. RODRIGUEZ, F. MONTALA, L.J. CARRERAS, T.J. TATE, Characterisation of Pristine and Recoated electron beam evaporation plasma-assisted physical vapour deposition Cr-N coatings on AISI M2 steel and WC-Co substrates. Thin Solid Films, 491, 2005, pp. 177-183
63 Y.L. SU, S.H. YAO, C.T. WU, Comparisons of characterizations and tribological performance of TiN and CrN deposited by cathodic arc plasma deposition process. Wear, 199, 1996, pp. 132-141
165

64 Y.L. SU, S.H. YAO, C.S. WEI, C.T. WU, W.H. KAO, Evaluation on the wear, tension and fatigue behavior of various PVD coated materials. Materials Letters, 35, 1998, pp. 255-260
65 P. PANJAN, I. BONCINA, J. BEVK, M. CEKADA, PVD hard coatings applied for the wear protection of drawing dies. Surface and Coatings Technology, 200, 2005, pp. 133-136
66 J.D. KAMMINGA, P.F.A. ALKEMADE, G.C.A.M. JANSSEN, Scratch test analysis of coated and uncoated nitrided steel. Surface and Coatings Technology, 177-178, 2004, pp. 284-288
67 S. HAN, J.H. LIN, G.H. WANG, H.C. SHIH, The effect of preferred orientation on the mechanical properties of chromium nitride coatings deposited on SKD11 by unbalanced magnetron sputtering. Materials Letters, 57, 2003, pp. 1202-1209
68 L. CUNHA, M. ANDRITSCHKY, L. REBOUTA, R. SILVA, Corrosion of TiN, (TiAl)N and CrN hard coatings produced by magnetron sputtering. Thin Solid Films, 317, 1998, pp. 351-355
69 G. ALDRICH-SMITH, D.G. TEER, P.A. DEARNLEY, Corrosion-wear response of sputtered CrN and S-phase coated austenitic stainless steel. Surface and Coatings Technology, 116-119, 1999 pp. 1161-1165
70 I. MILOSEV, H.H. STREHBLOW, B. NAVINSEK, XPS in the study of high temperature oxidation of CrN and TiN hard coatings. Surface and Coatings Technology, 74-75, 1995, pp. 897-902
71 W.Y. HO, C.H. HSU, D.H. HUANG, Y.C. LIN, C.L. CHANG, D.Y. WANG, Corrosion behaviors of Cr(N,O)/CrN double-layered coatings by cathodic arc deposition. Surface and Coatings Technology, 200, 2005, pp. 1303-1309
72 J. KAMINSKI, J. RUDNICKI, C. NOUVEAU, A. SAVAN, P. BEER, Resistance to electrochemical corrosion of CrxNy and DLC-coated steel tools in the environment of wet wood. Surface and Coatings Technology, 200, 2005, pp. 83-86
73 S.H. AHN, Y.S. CHOI, J.G. KIM, J.G. HAN, A study on corrosion resistance characteristics of PVD Cr-N coated steels by electrochemical method. Surface and Coatings Technology, 150, 2002, pp. 319-326
74 P. STEYER, J.-P. MILLET, S. ANDERBOUKI, Effect of nickel interlayer on corrosion behaviour of CrN PVD coating deposited onto plastic mould steel. Surface Engineering, 17, 2001, pp. 327
75 J. CREUS, H. IDRISSI, H. MAZILLE, F. SANCHETTE, P. JACQUOT, Improvement of the corrosion resistance of CrN coated steel by an interlayer. Surface and Coatings Technology, 107, 1998, pp. 183-190
76 S. KORABLOV, M.A.M. IBRAHIM, M. YOSHIMURA, Hydrothermal corrosion of TiAlN and CrN PVD films on stainless steel. Corrosion Science, 47, 2005, pp. 1839-1854
166

77 P. PANJAN, B. NAVINSEK, A. CVELBAR, I. MILOSEV, A. ZALAR, Oxidation of TiN, ZrN, TiZrN, CrN, TiCrN and TiN/CrN multilayer hard coatings reactively sputtered at low temperature. Thin Solid Films, 281-282, 1996, pp. 298-301
78 M. VAN STAPPEN, L.M. STALS, M. KERKHOFS, C. QUAEYHAEGENS, State of the art for the industrial use of ceramic PVD coatings. Surface and Coatings Technology, 74-75, 1995, pp. 629-633
79 P.H. MAYRHOFER, H. WILLMANN, C. MITTERER, Oxidation kinetics of sputtered Cr-N hard coatings. Surface and Coatings Technology, 146-147, 2001, pp. 222-228
80 S. HENRY, Influence de la vapeur d'eau sur l'oxydation à haute température du chrome et de quelques aciers inoxydables ferritiques stabilisés, Grenoble, Thèse de l’INPG, , 2000, pp. 190
81 M. AHLGREN, H. BLOMQVIST, Influence of bias variation on residual stres and texture in TiAlN PVD coatings. Surface and Coatings Technology, 200, 2005, pp. 157-160
82 M. ASTRAND, T.I. SELINDER, M.E. SJOSTRAND, Deposition of Ti1-xAlxN using bipolar pulsed dual magnetron sputtering. Surface and Coatings Technology, 200, 2005, pp. 625-629
83 A. KIMURA, M. KAWATE, H. HASEGAWA, T. SUZUKI, Anisotropic lattice expansion and shrinkage of hexagonal TiAlN and CrAlN films. Surface and Coatings Technology, 169-170, 2003, pp. 367-370
84 H. KLOSTERMANN, B. BÖCHER, F. FIETZKE, T. MODES, O. ZYWITZKI, Nanocomposite oxide and nitride hard coatings produced by pulse magnetron sputtering. Surface and Coatings Technology, 200, 2005, pp. 760-764
85 G. HAKANSSON, J.E. SUNDGREN, D. MCINTYRE, J.E. GREENE, W.D. MÜNZ, Microstructure and physical properties of polycrystalline metastable Ti0,5Al0,5N alloys grown by d.c. magnetron sputter deposition. Thin Solid Films, 153, 1987, pp. 55-65
86 J. MUSIL, H. HRUBY, Superhard nanocomposite Ti1-xAlxN films prepared by magnetron sputtering. Thin Solid Films, 265, 2000, pp. 104-109
87 M.Z. HUQ, J.P. CELIS, Fretting wear of multilayered (Ti,Al)N/TiN coatings in air of different relative humidity. Wear, 225-229, 1999, pp. 53-64
88 M.Z. HUQ, J.P. CELIS, Expressing wear rate in sliding contacts based on dissipated energy. Wear, 252, 2002, pp. 375-383
89 G. KIRCHHOFF, TH. GÖBEL, H.A. BAHR, H. BALKE, K. WETZIG, K. BARTSCH, Damage analysis for thermally cycled (Ti,Al)N coatings - estimation of strength and interface fracture toughness. Surface and Coatings Technology, 179, 2004, pp. 39-46
90 J.H. HSIEH, C. LIANG, C.H. YU, W. WU, Deposition and characterization of TiAlN and multi-layered TiN/TiAlN coatings using unbalanced magnetron sputtering. Surface and Coatings Technology, 108-109, 1998, pp. 132-137
167

91 F. VAZ, L. REBOUTA, M. ANDRITSCHKY, M.F. DA SILVA, J.C. SOARES, The effect of the addition of Al and Si on the physical and mechanical properties of titanium nitride. Journal of Materials Processing Technology, 92-93, 1999, pp. 169-176
92 F. VAZ, L. REBOUTA, M. ANDRITSCHKY, M.F. DA SILVA, J.C. SOARES, Oxidation resistance of (Ti, Al, Si)N coatings in air. Surface and Coatings Technology, 98, 1998, pp. 912-917
93 E. SPAIN, J.C. AVELAR-BATISTA, M. LETCH, J. HOUSDEN, B. LERGA, Characterisation and applications of Cr-Al-N coatings. Surface and Coatings Technology, 200, 2005, pp. 1507-1513
94 A.E. REITER, B. BRUNNER, M. ANTE, J. RECHBERGER, Investigation of several PVD coatings for blind hole tapping in austenitic stainless steel. Surface and Coatings Technology, 200, 2005, pp. 5532-5541
95 H. SCHEERER, H. HOCHE, E. BROSZEIT, B. SCHRAMM, E. ABELE, C. BERGER, Effects of the chromium to aluminium content on the tribology in dry machining using (Cr,Al)N coated tools. Surface and Coatings Technology, 200, 2005, pp. 203-207
96 M. KAWATE, A.K. HASHIMOTO, T. SUZUKI, Oxidation resistance of Cr1-xAlxN and Ti1-xAlxN films. Surface and Coatings Technology, 165, 2003, pp. 163-167
97 J.L. ENDRINO, V. DERFLINGER, The influence of alloying elements on the phase stability and mechanical properties of AlCrN coatings. Surface and Coatings Technology, 200, 2005, pp. 988-992
98 M. VILA, C. PRIETO, P. MIRANZO, M.I. OSENDI, R. RAMIREZ, Characterization of Si3N4 thin films prepared by r.f. magnetron sputtering. Surface and Coatings Technology, 151-152, 2002, pp. 67-71
99 I. SUGIMOTO, S. NAKANO, H. KUWANO, Tensily-stressed SiN films reactively sputtered in Kr-N2 plasmas for producing free-standing devices. Thin Solid Films, 268, 1995, pp. 152-160
100 F.A. COSTA OLIVEIRA, D.J. BAXTER, The effect of thermal cycling on oxide scale structure and morphology on a hot-pressed silicon nitride. Journal of the European Ceramic Society, 19, 1999, pp. 2747-2756
101 M. KALIN, J. VIZINTIN, J. VLEUGELS, O. VAN DER BIEST, Chemical reactivity of silicon nitride with steel and oxidised steel between 500 and 1200°C. Materials Science and Engineering A, 281, 2000, pp. 28-36
102 H. KLEMM, C. TAUT, G. WÖTTING, Long-term stability of nonoxyde ceramics in an oxidative environment at 1500°C. Journal of the European Ceramic Society, 23, 2003, pp. 619-627
103 R. KLEIN, V. MEDRI, M. DESMAISON-BRUT, A. BELLOSI, J. DESMAISON, Influence of additives content on the high temperature oxidation of silicon nitride based composites. Journal of the European Ceramic Society, 23, 2003, pp. 603-611
168

104 S. PEREIRA TAGUCHI, S. RIBEIRO, Silicon nitride oxidation behaviour at 1000 and 1200°C. Journal of Materials Processing Technology, 147, 2004, pp. 336-342
105 J. KRÜGER, U. SCHWEITZER, J. SCHNEIDER, A. SCHULZ, M. WALKER, U. SCHUMACHER, Investigations of silicon nitride layers deposited in pulsed microwave generated ammonia-silane plasmas. Surface and Coatings Technology, 200, 2005, pp. 639-643
106 Y. SERI, A. MASUDA, H. MATSUMURA, Preparation of SiNx gate-insultating films for bottom-gate type TFTs by Cat-CVD method. Thin Solid Films, 501, 2005, pp. 307-309
107 F.L. MARTINEZ, R. RUIZ-MERINO, A. DEL PRADO, E. SAN ANDRÉS, I. MARTIL, G. GONZALEZ-DIAZ, C. JEYNES, N.P. BARRADAS, L. WANG, H.S. REEHAL, Bonding structure and hydrogen content in silicon nitride thin films deposited by the electron cyclotron resonance plasma method. Thin Solid Films, 459, 2004, pp. 203-207
108 J. PITTER, F. CERNY, J. CIZNER, J. SUCHANEK, D. TISCHLER, High temperature corrosion properties of SiNx and CrNx coatings deposited by IBAD method. Surface and Coatings Technology, 200, 2005, pp. 73-76
109 J. PEREZ-MARIANO, S. BORROS, J.A. PICAS A. FORN, C. COLOMINAS, Silicon nitride films by chemical vapor deposition in fluidized bed reactors at atmospheric pressure (AP/FBR-CVD). Surface and Coatings Technology, 200, 2005, pp. 1719-1723
110 RAJKUMAR, M. KUMAR, P.J. GEORGE, S. MUKHERJEE, K.S. CHARI, Dose- and energy-dependent behaviour of silicon nitride films produced by plasma immersion ion implantation. Surface and Coatings Technology, 156, 2002, pp. 272-275
111 Y. LIU, Y. ZHOU, W. SHI, L. ZHAO, B. SUN, T. YE, Study of photoluminescence spectra of Si-rich SiNx films. Materials Letters, 58, 2004, pp. 2397-2400
112 A.I.K. LAO, T.M.H. LEE, I.M. SING, N.Y. IP, Precise temperature control of microfluidic chamber for gas and liquid phase reactions. Sensors and Actuators, 84, 2000, pp. 11-17
113 W.T. LI, D.R. MCKENZIE, W.D. MCFALL, Q.C. ZHANG, Effect of sputtering-gas pressure on properties of silicon nitride films produced by helicon plasma sputtering. Thin Solid Films, 384, 2001, pp. 46-52
114 M. VETTER, Surface passivation of silicon by rf magnetron-sputtered silicon nitride films. Thin Solid Films, 337, 1999, pp. 118-122
115 A.R. CHAUHAN, G. BHATT, A.D. YADAV, S.K. DUBEY, T.K. GUNDU RAO, Synthesis of silicon oxynitride layers by dual ion-implatation and their annealing behaviour. Nuclear Instruments and Methods in Physics Research B, 212, 2003, pp. 451-457
116 M.P. HUGHEY, R.F. COOK, Massive stress changes in plasma-enhanced chemical vapor deposited silicon nitride films on thermal cycling. Thin Solid Films, 460, 2004, pp. 7-16
169
117 B.A. GALANOV, S.M. IVANOV, E.V. KARTUZOV, V.V. KARTUZOV, K.G. NICKEL, Y.G. GOGOTSI, Model of oxide scale growth on Si3N4 ceramics: nitrogen diffusion through oxide scale and pore formation. Computational Materials Science, 21, 2001, pp. 79-85
118 K. HOUJOU, K. ANDO, S.P. LIU, S. SATO, Crack-healing and oxidation behavior of silicon nitride ceramics. Journal of the European Ceramic Society, 24, 2004, pp. 2329-2338
119 J.S. KOEHLER, Attempt to design a strong solid. Physical Review B, 2, 1970, pp. 547-551
120 C. MENDIBIDE, P. STEYER, C. ESNOUF, P. GOUDEAU, D. THIAUDIÈRE, M. GAILHANOU, J. FONTAINE, X-ray diffraction analysis of the residual stress state in PVD TiN/CrN multilayer coatings deposited on tool steel. Surface and Coatings Technology, 200, 2005, pp. 165-169
121 M. NORDIN, M. LARSSON, Deposition and characterization of multilayered PVD TiN/CrN coatings on cemented carbide. Surface and Coatings Technology, 116-119, 1999, pp. 108-115
122 Y.Y. CHANG, D.Y. WANG, C.Y. HUNG, Structural and mechanical properties of nanolayered TiAlN/CrN coatings synthesized by a cathodic arc deposition process. Surface and Coatings Technology, 200, 2005, pp. 1702-1708
123 T.I. SELINDER, M.E. SJÖSTRAND, M. NORDIN, M. LARSSON, A. ÖSTLUND, S. HOGMARK, Performance of PVD TiN/TaN and TiN/NbN superlattice coated cemented carbide tools in stainless steel machining. Surface and Coatings Technology, 105, 1998, pp. 51-55
124 M. NORDIN, M. LARSSON, S. HOGMARK, Wear resistance of multilayered PVD TiN/TaN on HSS. Surface and Coatings Technology, 120-121, 1999, pp. 528-534
125 J.S. YOON, H.S. MYUNG, J.G. HAN, J. MUSIL, A study on the synthesis and microstructure of WC-TiN superlattice coating. Surface and Coatings Technology, 131, 2000, pp. 372-377
126 C. MENDIBIDE, P. STEYER, J.-P. MILLET, Formation of a semiconductive surface film on nanomultilayered TiN/CrN coatings and its correlation with corrosion protection of steel. Surface and Coatings Technology, 200, 2005, pp. 109-112
127 M. NORDIN, M. LARSSON, S. HOGMARK, Mechanical and tribological properties of multilayered PVD TiN/CrN, TiN/MoN, TiN/NbN and TiN/TaN coatings on cemented carbide. Surface and Coatings Technology, 106, 1998, pp. 234-241
128 M. NORDIN, M. LARSSON, S. HOGMARK, Mechanical and tribological properties of multilayered PVD TiN/CrN. Wear, 232, 1999, pp. 221-225
129 E. GRIGORE, C. RUSET, K. SHORT, D. HOEFT, H. DONG, X.Y. LI, T. BELL, In situ investigation of the internal stress within the nc-Ti2N/nc-TiN nanocomposite coatings produced by a combined magnetron sputtering and ion implantation method. Surface and Coatings Technology, 200, 2005, pp. 744-747
170
130 J.E. SUNDGREN, J. BIRCH, G. HAKANSSON, L. HUTLMAN, U. HELMERSSON, Growth, structural characterization and properties of hard and wear-protective layered materials. Thin Solid Films, 193-194, 1990, pp. 818-831
131 P.E. HOVSEPIAN, W.-D. MÜNZ, Recent progress in large-scale production of nanoscale multilayer / superlattice hard coatings, Vacuum, 69, 2003, pp. 27-36
132 L.A. DOBRZANSKI, K. LUKASZKOWICZ, A. ZARYCHTAN L. CUNHA, Corrosion resistance of multilayer coatings deposited by PVD techniques onto the brass substrate. Journal of Materials Processing Technology, 164-165, 2005, pp. 816-821
133 C.J. TAVARES, C. VIDRAGO, L. REBOUTA, J.P. RIVIÈRE, E. LE BOURHIS, M.F. DENANOT, Optimization and thermal stability of TiAlN/Mo multilayers. Surface and Coatings Technology, 200, 2005, pp. 288-292
134 K. YAMAMOTO, S. KUJIME, K. TAKAHARA, Properties of nano-multilayered hard coatings deposited by a new hybrid coating process: combined cathodic arc and unbalanced magnetron sputtering. Surface and Coatings Technology, 200, 2005, pp. 435-439
135 Q. LUO, G. ROBINSON, M. PITTMAN, M. HOWARTH, W.-M. SIM, M.R. STALLEY, H. LEITNER, R. EBNER, D. CALISKANOGLU, P. EH HOVSEPIAN, Performance of nano-structured multilayer PVD coating TiAlN/VN in dry high speed milling of aerospace aluminium 7010-T7651. Surface and Coatings Technology, 200, 2005, pp. 123-127
136 J.P. KAR, G. BOSE, S. TULI, Correlation of electrical and morphological properties of sputtered aluminum nitride films with deposition temperature. Current Applied Physics, 6, 2006, pp. 873-876
137 W.H. SOE, R. YAMAMOTO, Mechanical properties of ceramic multilayers: TiN/CrN, TiN/ZrN, and TiN/TaN. Materials Chemistry and Physics, 50, 1997, pp. 176-181
138 C. MENDIBIDE, Caractérisation de revêtements PVD nanostructurés à base de nitrures de métaux de transition pour application mécanique. Thèse de doctorat de l’INSA de Lyon, , 2003, pp. 179
139 Q. LUO, W.M. RAINFORTH, W.-D. MÜNZ, TEM studies of the wear of TiAlN/CrN superlattice coatings. Scripta Materiala, 45, 2001, pp. 399-404
140 S. VEPREK, The search for novel, superhard materials. J. Vac. Sci. Technol. A, 17, 1999, pp. 2401-2420
141 S. VEPREK, S. REIPRICH, A concept for the design of novel superhard coatings. Thin Solid Films, 268, 1995, pp. 64-71
142 A. NIEDERHOFER, P. NESLADEK, H.D. MÄNNLING, K. MOTO, S. VEPREK, M. JILEK, Structural properties, internal stress and thermal stability of nc-TiN/a-Si3N4, nc-TiN/TiSix and nc(Ti1-yAlySix)N superhard nanocomposite coatings reaching the hardness of diamond. Surface and Coatings Technology, 120-121, 1999, pp. 173-178
171

143 S. VEPREK, M. JILEK, Super- and ultrahard nanocomposite coatings: generic concept for their preparation, properties and industrial applications, Vacuum, 67, 2002, pp. 443-449
144 S. ZHANG, D. SUN, Y. FU, H. DU, Recent advances of superhard nanocomposite coatings : a review. Surface and Coatings Technology, 167, 2003, pp. 113-119
145 S. VEPREK, M.G.J. VEPREK-HEIJMAN, P. KARVANKOVA, J. PROCHAZKA, Different approaches to superhard coatings and nanocomposites. Thin Solid Films, 476, 2005, pp. 1-29
146 A.P. MARQUES, A. CAVALEIRO, Structural and mechanical properties of amorphous W-Si-N sputtered films after thermal annealing. Thin Solid Films, 441, 2003, pp. 150-160
147 H.Y. ZHAO, Q.L. FAN, L.X. SONG, T. ZHANG, E.W. SHI, X.F. HU, Synthesis and characterization of superhard Ti-Si-N films obtained in an inductively coupled plasma enhanced chemical vapor deposition (ICP-CVD) with magnetic confinement. Applied Surface Science, 252, 2006, pp. 3065-3072
148 D. MA, S. MA, K. XU, Influence of Si content on Nano-structured Ti-Si-N films coated by pulsed-d.c. plasma enhanced CVD. Surface and Coatings Technology, 184, 2004, pp. 182-187
149 S. ZHANG, D. SUN, Y. FU, H. DU, Effect of sputtering target power on microstructure and mechanical properties of nanocomposite nc-TiN/a-SiNx. Thin Solid Films, 447-448, 2004, pp. 462-467
150 S. VEPREK, P. NESLADEK, A. NIEDERHOFER, F. GLATZ, M. JILEK, M. SIMA, Recent progress in the superhard nanocrystalline composites: towards their industrialization and understanding of the origin of the superhardness. Surface and Coatings Technology, 108-109, 1998, pp. 138-147
151 J. PROCHAZKA, P. KARVANKOVA, M.G.J. VEPREK-HEIJMAN, S. VEPREK, Conditions required for achieving superhardness of = 45 GPa in nc-TiN/a-Si3N4 nanocomposites. Materials Science & Engineering A, 384, 2004, pp. 102-116
152 J. PATSCHEIDER, T. ZEHNDER, M. DISERENS, Structure - performance relations in nanocomposite coatings. Surface and Coatings Technology, 146-147, 2001, pp. 201-208
153 S. VEPREK, H.D. MÄNNLING, P. KARVANKOVA, J. PROCHAZKA, The issue of the reproducibility of deposition of superhard nanocomposites with hardness of >= 50 Gpa. Surface and Coatings Technology, 200, 2005, pp. 3876-3885
154 F. KAUFFMANN, G. DEHM, V. SCHIER, A. SCHATTKE, T. BECK, S. LANG, E. ARTZ, Microstructural size effects on the hardness of nanocrystalline TiN / amorphous SiNx coatings prepared by magnetron sputtering. Thin Solid Films, 473, 2005, pp. 114-122
155 J.B. CHOI, K. CHO, M.H. LEE, K.H. KIM, Effects of Si content and free Si on oxidation behavior o Ti-Si-N coating layers. Thin Solid Films, 447-448, 2004, pp. 365-370
172
156 W.J. MENG, X.D. ZHANG, B. SHI, J.C. JIANG, L.E. REHN, P.M. BALDO, R.C. TITTSWORTH, Structure and mechanical properties of Ti-Si-N ceramic nanocomposite coatings. Surface and Coatings Technology, 163-164, 2003, pp. 251-259
157 H.D. MÄNNLING, D.S. PATIL, K. MOTO, M. JILEK, S. VEPREK, Thermal stability of superhard nanocomposite coatings consisting of immiscible nitrides. Surface and Coatings Technology, 146-147, 2001, pp. 263-267
158 M. BRACISIEWICZ, V. MEDRI, A. BELLOSI, Factors inducing degradation of properties after long term oxidation of Si3N4-TiN electroconductive composites. Applied Surface Science, 202, 2002, pp. 139-149
159 S. GIUCCIARDI, C. MELANDRI, V. MEDRI, A. BELLOSI, Effects of testing temperature and thermal treatments on some mechanical properties of a Si3N4-TiN composite. Materials Science & Engineering A, 360, 2003, pp. 35-45
160 M.A. NICOLET, Ternary amorphous metallic thin films as diffusion barriers for Cu metallization. Applied Surface Science, 91, 1995, pp. 269-276
161 N. JIANG, Y.G. SHEN, Y.W. MAI, T. CHAN, S.C. TUNG, Nanocomposite Ti-Si-N films deposited by reactive unbalanced magnetron sputtering at room temperature. Materials Science & Engineering B, 106, 2004, pp. 163-171
162 F. VAZ, L. REBOUTA, S. RAMOS, M.F. DA SILVA, J.C. SOARES, Physical, structural and mechanical characterization of Ti1-xSixNy films. Surface and Coatings Technology, 108-109, 1998, pp. 236-240
163 L. REBOUTA, C.J. TAVARES, R. AIMO, Z. WANG, K. PSCHOW, E. ALVES, T.C. ROJAS, J.A. ODRIOZOLA, Hard nanocomposite Ti-Si-N coatings prepared by DC reactive magnetron sputtering. Surface and Coatings Technology, 133-134, 2000, pp. 234-239
164 F. VAZ, L. REBOUTA, B. ALMEIDA, P. GOUDEAU, J. PACAUD, J.P. RIVIÈRE, J. BESSA E SOUSA, Structural analysis of Ti1-xSixNy nanocomposite films prepared by reactive magnetron sputtering. Surface and Coatings Technology, 120-121, 1999, pp. 166-172
165 P.J. MARTIN, A. BENDAVID, J.M. CAIRNEY, M. HOFFMAN, Nanocomposite Ti-Si-N, Zr-Si-N, Ti-Al-Si-N, Ti-Al-V-Si-N thin film coatings deposited by vacuum arc deposition. Surface and Coatings Technology, 200, 2004, pp. 2228-2235
166 Z. PENG, J. GONG, H. MIAO, On the description of indentation size effect in hardness testing fo ceramics : analysis of the nanoindentation data. Journal of the European Ceramic Society, 24, 2004, pp. 2193-2201
167 B.T. LEE, Y.J. YOON, K.H. LEE, Microstructural characterization of electroconductive Si3N4-TiN composites. Materials Letters, 47, 2001, pp. 71-76
168 F. VAZ, L. REBOUTA, P. GOUDEAU, J. PACAUD, H. GAREM, J.P. RIVIÈRE, A. CAVALEIRO, E. ALVES, Characterisation of Ti1-xSixNy nanocomposite films. Surface and Coatings Technology, 133-134, 2000, pp. 307-313
173

169 F. VAZ, L. REBOUTA, P. GOUDEAU, T. GIRARDEAU, J. PACAUD, J.P. RIVIÈRE, A. TRAVERSE, Structural transitions in hard Si-based TiN coatings: the effect of bias voltage and temperature. Surface and Coatings Technology, 146-147, 2001, pp. 274-279
170 F. VAZ, S. CARVALHO, L. REBOUTA, M.Z. SILVA, A. PAUL, D. SCHNEIDER, Young's modulus of (Ti,Si)N films by surface acoustic waves and indentation techniques. Thin Solid Films, 408, 2002, pp. 160-168
171 S. MA, J. PROCHAZKA, P. KARVANKOVA, Q. MA, X. NIU, X. WANG, D. MA, K. XU, S. VEPREK, Comparative study of the tribological behaviour of superhard nanocomposite coatings nc-TiN/a-Si3N4 with TiN. Surface and Coatings Technology, 194, 2005, pp. 143-148
172 S. VEPREK, S. REIPRICH, L. SHIZHI, Superhard nanocrystalline composite materials: The TiN/Si3N4 system. Applied Physics Letters, 66, 1995, pp. 2640-2642
173 M. HADAD, G. BLUGAN, J. KÜBLER, E. ROSSET, L. ROHR, J. MICHLER, Tribological behaviour of Si3N4 and SI3N4-%TiN base composites and multi-layer laminates. Wear, 260, 2006, pp. 634-641
174 F. VAZ, L. REBOUTA, R.M.C. DA SILVA, M.F. DA SILVA, J.C. SOARES, Characterization of titanium silicon nitride films deposited by PVD, Vacuum, 52, 1999, pp. 209-214
175 M.A. NICOLET, Reactively sputered ternary films of the type TM-Si-N and their properties (TM = early transition metal), Vacuum, 59, 2000, pp. 716-720
176 A. THOBOR-KECK, F. LAPOSTOLLE, A.S. DEHLINGER, D. PILLOUD, J.F. PIERSON, C. CODDET, Influence of silicon addition on the oxidation resistance of CrN coatings. Surface and Coatings Technology, 200, 2005, pp. 264-268
177 D. MERCS, N. BONASSO, S. NAAMANE, J.M. BORDES, C. CODDET, Mechanical and tribological properties of Cr-N and Cr-Si-N coatings reactively sputter deposited. Surface and Coatings Technology, 200, 2005, pp. 403-407
178 S.Y. LEE, B.S. KIM, S.D. KIM, G.S. KIM, Y.S. HONG, Effect of Si doping on the wear properties of CrN coatings synthesized by unbalanced magnetron sputtering. Thin Solid Films, 506-507, 2006, pp. 192-196
179 K. YAMAMOTO, T. SATO, M. TAKEDA, Structural analysis of (Cr1-xSix)N coatings and tribological property in water environment. Surface and Coatings Technology, 193, 2005, pp. 167-172
180 E. MARTINEZ, R. SANJINES, A. KARIMI, J. ESTEVE, F. LÉVY, Mechanical properties of nanocomposite and multilayered Cr-Si-N sputtered films. Surface and Coatings Technology, 180-181 2004, pp. 570-574
181 G.S. KIM, B.S. KIM, S.Y. LEE, High-speed wear behaviors of CrSiN coatings for the industrial applications of water hydraulics. Surface and Coatings Technology, 200, 2005, pp. 1814-1818
174

182 J.W. KIM, K.H. KIM, D.B. LEE, J.J. MOORE, Study on high-temperature oxidation behaviors of Cr-Si-N films. Surface and Coatings Technology, 200, 2005, pp. 6702-6705
183 J.H. PARK, W.S. CHUNG, Y.R. CHO, K.H. KIM, Synthesis and mechanical properties of Cr-Si-N coatings deposited by a hybrid system of arc ion plating and sputtering techniques. Surface and Coatings Technology, 188-189, 2004, pp. 425-430
184 Y. DONG, F. MEI, X. HU, G. LI, M. GU, Ti-Al-Si-N nanocrystalline composite films synthesized by reactive magnetron sputtering. Materials Letters, 59, 2005, pp. 171-174
185 S. CARVALHO, E. RIBEIRO, L. REBOUTA, J. PACAUD, PH. GOUDEAU, P.O. RENAULT, J.P. RIVIÈRE, C.J. TAVARES, PVD grown (Ti,Si,Al)N nanocomposite coatings and (Ti,Al)N/(Ti,Si)N multilayers : structural and mechanical properties. Surface and Coatings Technology, 172, 2003, pp. 109-116
186 B.S. YAU, J.L. HUANG, H.H. LU, P. SAJGALIK, Investigation of nanocrystal-(Ti1-xAlx)Ny/amorphous-Si3N4 nanolaminates films. Surface and Coatings Technology, 194, 2005, pp. 119-127
187 A. VENNEMANN, H.R. STOCK, J. KOHLSCHEEN, S. RAMBADT, G. ERKENS, Oxidation resistance of titanium-aluminium-silicon nitride coatings. Surface and Coatings Technology, 174-175, 2003, pp. 408-415
188 S. CARVALHO, L. REBOUTA, A. CAVALEIRO, L.A. ROCHA, J. GOMES, E. ALVES, Microstructure and mechanical properties of nanocomposite (Ti,Si,Al)N coatings. Thin Solid Films, 398-399, 2001, pp. 391-396
189 E. RIBEIRO, A. MALCZYK, S. CARVALHO, L. REBOUTA, J.V. FERNANDES, E. ALVES, A.S. MIRANDA, Effects of ion bombardment on properties of d.c. sputtered superhard (Ti,Si,Al)N nanocomposite coatings. Surface and Coatings Technology, 151-152, 2002, pp. 515-520
190 S. CARVALHO, E. RIBEIRO, L. REBOUTA, F. VAZ, E. ALVES, D. SCHNEIDER, A. CAVALEIRO, Effects of the morphology and structure on the elastic behavior of (Ti,Si,Al)N nanocomposites. Surface and Coatings Technology, 174-175, 2003, pp. 984-991
191 S. CARVALHO, L. REBOUTA, E. RIBEIRO, F. VAZ, M.F. DENANNOT, J. PACAUD, J.P. RIVIÈRE, F. PAUMIER, R.J. GABORIAUD, E. ALVES, Microstructure of (Ti,Si,Al)N nanocomposite coatings. Surface and Coatings Technology, 177-178, 2004, pp. 369-375
192 S. CARVALHO, E. RIBEIRO, L. REBOUTA, C. TAVARES, J.P. MENDONÇA, A. CAETANO MONTEIRO, N.J.M. CARVALHO, J.TH.M. DE HOSSON, A. CAVALEIRO, Microstructure, mechanical properties and cutting performance of superhard (Ti,Si,Al)N nanocomposite films grown by d.c. reactive magnetron sputtering. Surface and Coatings Technology, 177-178, 2004, pp. 459-468
193 S. VEPREK, H.D. MÄNNLING, M. JILEK, P. HOLUBAR, Avoiding the high-temperature decomposition and softening of (Al1-xTix)N coatings by the formation of
175

stable superhard nc-(Al1-xTix)N/a-Si3N4 nanocomposite. Materials Science & Engineering A, 366, 2004, pp. 202-205
194 S.K. KIM, P.V. VINH, J.H. KIM, T. NGOC, Deposition of superhard TiAlSiN thin films by cathodic arc plasma deposition. Surface and Coatings Technology, 200, 2005, pp. 1391-1394
195 M. PARLINSKA-WOJTAN, A. KARIMI, O. CODDET, T. CSELLE, M. MORSTEIN, Characterization of thermally treated TiAlSiN coatings by TEM and nanoindentation. Surface and Coatings Technology, 188-189, 2004, pp. 344-350
196 O. NAKONECHNA, T. CSELLE, M. MORSTEIN, A. KARIMI, On the behaviour of indentation fracture in TiAlSiN hard thin films. Thin Solid Films, 447-448, 2004, pp. 406-412
197 J.S. KIM, G.J. KIM, M.C. KANG, J.W. KIM, K.H. KIM, Cutting performance of Ti-Al-Si-N coated tool by a hybrid-coating system for hig-hardened materials. Surface and Coatings Technology, 193, 2005, pp. 249-254
198 I.W. PARK, S.R. CHOI, J.H. SUH, C.G. PARK, K.H. KIM, Deposition and mechanical evaluation of superhard Ti-Al-Si-N nanocomposite films by a hybrid coating system. Thin Solid Films, 447-448, 2004, pp. 443-448
199 Y.S. LI, S. SHIMADA, H. KIYONO, A. HIROSE, Synthesis of Ti-Al-Si-N nanocomposite films using liquid injection PECVD from alkoxide precursors. Acta Materialia, 54, 2006, pp. 2041-2048
200 O. DURAND-DROUHIN, A.E. SANTANA, A. KARIMI, V.H. DERFLINGER, A. SCHÜTZE, Mechanical properties and failure modes of TiAl(Si)N single and multilayer thin films. Surface and Coatings Technology, 163-164, 2003, pp. 260-266
201 J. MUSIL, R. DANIEL, J. SOLDAN, P. ZEMAN, Properties of reactively sputtered W-Si-N films. Surface and Coatings Technology, 200, 2006, pp. 3886-3895
202 S. VEPREK, M. HAUSSMANN, S. REIPRICH, Superhard nanocrystalline W2N/amorphous Si3N4 composite materials. J. Vac. Sci. Technol. A, 14, 1996, pp. 46-51
203 A. VOMIERO, E. BOSCOLO MARCHI, S. FRABBONI, A. QUARANTA, G. DELLA MEA, G. MARIOTTO, L. FELISARI, M. BUTTURI, Effects of thermal annealing on the structural properties of sputtered W-Si-N diffusion barriers. Materials Science in Semiconductor Processing, 7, 2004, pp. 325-330
204 F.B. WU, S.K. TIEN, J.W. LEE, J.G. DUH, Comparison in microstructure and mechanical properties of nanocomposite CrWN and nanolayered CrN/WN coatings. Surface and Coatings Technology, 200, 2006, pp. 3194-3198
205 D. MA, S. MA, K. XU, Superhard nanocomposite Ti-Si-C-N coatings prepared by pulsed-d.c plasma enhanced CVD. Surface and Coatings Technology, 200, 2005, pp. 382-386
176

206 G. XING, G. CHEN, X. SONG, X. YUAN, W. YAO, H. YAN, ZnO and TiO2 nanoparticles encapsulated in boron nitride nanocages. Microelectronic Engineering, 66, 2003, pp. 70-76
207 V.V. UGLOV, V.M. ANISHCHIK, S.V. ZLOTSKI, G. ABADIAS, S.N. DUB, Stress and mechanical properties of Ti-Cr-N gradient coatings deposited by vacuum arc. Surface and Coatings Technology, 200, 2005, pp. 178-181
208 D.B. LEE, TEM study on oxidized TiCrN coatings ion-plated on a steel substrate. Surface and Coatings Technology, 173, 2003, pp. 81-86
209 J.H. HSIEH, W.H. ZHANG, C. LI, C.Q. SUN, Characterization of (TixCr0,6-x)N0,4 coatings and their tribological behaviors against an epoxy molding compound. Surface and Coatings Technology, 146-147, 2001, pp. 331-337
210 K. YAMAMOTO, S. KUJIME, K. TAKAHARA, Structural and mechanical properties of Si incorporated (Ti,Cr,Al)N coatings deposited by arc ion plating process. Surface and Coatings Technology, 200, 2005, pp. 1383-1390
211 K. YAMAMOTO, T. SATO, K. TAKAHARA, K. HANAGURI, Properties of (Ti,Cr,Al)N coatings with high Al content deposited by new plasma enhanced arc-cathode. Surface and Coatings Technology, 174-175, 2003, pp. 620-626
212 T. YAMAMOTO, H. HASEGAWA, T. SUZUKI, K. YAMAMOTO, Effects of thermal annealing on phase transformation and microhardness of (TixCryAlz)N films. Surface and Coatings Technology, 200, 2005, pp. 321-325
213 D.K. LEE, D.S. KANG, J.H. SUH, C.G. PARK, K.H. KIM, Synthesis and mechanical evaluation of quaternary Ti-Cr-Si-N coatings deposited by a hybrid method of arc ion plating and sputtering techniques. Surface and Coatings Technology, 200, 2005, pp. 1489-1494
214 V. RACHPECH, Synthèse et caractérisations structurale, physicochimique et de résistance à l'oxydation à chaud de revêtements de nitrures de chrome enrichis en silicium obtenus par un procédé hybride arc-magnétron en condition réactive. Nancy, Thèse de l’INPL, 2007, pp. 122
215 F.-J. HAUG, L. BONDERER, P. SCHWALLER, J. PATSCHEIDER, M. TOBLER, A. KARIMI, Control of the nitrogen content in nanocomposite TiN/SiNx coatings deposited by an arc-sputter hybrid process.. Composites Science and Technology, 65, 2005, pp. 799-803
216 H. BÜCKLE, J.H. WESTBROOK, H. CONRAD, The Science of Hardness Testing and Its Research Application, 1973, pp. 453
217 D. PILLOUD, J.F. PIERSON, L. PICHON, Influence of the silicon concentration on the optical and electrical properties of reactively sputtered Zr-Si-N nanocomposite coatings., Materials Science and Engineering: B, 131, 2006, pp. 36-39
218 P. STEYER, D. PILLOUD, J.F. PIERSON, J.-P. MILLET, M. CHARNAY, B. STAUDER, P. JACQUOT, Oxidation resistance improvement of arc-evaporated TiN
177

hard coatings by silicon addition. Surface and Coatings Technology, 201, 2006, pp. 4158-4162
219 J. GUNNARS, U. WIKLUND, Determination of growth-induced strain and thermo-elastic properties of coatings by curvature measurements. Materials Science & Engineering A, 336, 2002, pp. 7-21
220 S. ZHANG, D. SUN, Y. FU, H. DU, Q. ZHANG, Effect of sputtering target power density on topography and residual stress during grawth of nanocomposite nc-TiN/a-SiNx thin films. Diamond and Related Materials, 13, 2004, pp. 1777-1784
221 S. SHI, B. JIAO, D. CHEN, C. LI, D. DING, Y. OU, T. YE, Z. DUAN, X. WU, Q. ZHANG, Design, simulation and validation of a novel uncooled infrared focal plane array, Sensors and Actuators A, 133, 2007, pp. 64-71
222 L. HULTMAN, G. HAKANSSON, U. WAHLSTRÖM, J.E. SUNDGREN, I. PETROV, F. ADIBI, J.E. GREENE, Transmission electron microscopy studies of microstructural evolution, defect structure, and phase transitions in polycrystalline and epitaxial Ti1-xAlxN and TiN films grown by reactive magnetron sputter deposition. Thin Solid Films, 205, 1991, pp. 153-164
223 E.O. HALL, The brittle fracture of metals. Journal of the Mechanics and Physics of Solids, 1, 1953, pp. 227-233
224 N.J. PETCH, The fracture of metals. Progress in Metal Physics, 5, 1954, pp. 1-52
225 L. CASTALDI, D. KURAPOV, A. REITER, V. SHKLOVER, P. SCHWALLER, J. PATSCHEIDER, Effect of the oxygen content on the structure, morphology and oxidation resistance of Cr-O-N coatings. Surface and Coatings Technology, In Press, 2008, ,
226 A. KAWANA, H. ICHIMURA, Y. IWATA, S. ONO, Development of PVD ceramic coatings for valve seats. Surface and Coatings Technology, 86-87, 1996, pp. 212-217
227 I. BARIN, O. KNACKE, Thermochemical properties of inorganic substances, Springer-Verlag, Berlin,1973, pp. 921
228 I. BARIN, O. KNACKE, O. KUBASCHEWSKI, Thermochemical properties of inorganic substances - Supplement, Springer-Verlag, Berlin, 1977, pp. 861
229 A.A. VOEVODIN, J.S. ZABINSKI, "Supertough wear-resistant coatings with ""chameleon"" surface adaptation". Thin Solid Films, 370, 2000, pp. 223-231
178

179

FOLIO ADMINISTRATIF
THESE SOUTENUE DEVANT L'INSTITUT NATIONAL DES SCIENCES APPLIQUEES DE LYON
NOM : MEGE (nom d'usage : MEGE-REVIL) DATE de SOUTENANCE : 07 novembre 2008(avec précision du nom de jeune fille, le cas échéant)
Prénoms : Alexandre Philippe Louis Gérard
TITRE :
Comportement à l'oxydation haute température de films nanocomposites du système Me-Si-N (Me = Ti, Cr) déposés par procédés sous vide sur acier
NATURE : Doctorat Numéro d'ordre : 2008-ISAL-0079
Ecole doctorale : Matériaux de Lyon
Spécialité : Génie des Matériaux : Microstructure, Comportement Mécanique, Durabilité
Cote B.I.U. - Lyon : T 50/210/19 / et bis CLASSE :
RESUME :
Des revêtements du système Me-Al-Si-N (Me = Cr, Ti) ont été déposés sur acier M2 par trois procédés de dépôt physique en phase vapeur. Les microscopies électroniques et la diffraction X ont conclu dans la majorité des cas à une structure nanocomposite constituée de nanograins de Me(Al)N enrobés dans une matrice de SiNx
amorphe. Il en découle une amélioration notable des propriétés aussi variées que la dureté, la résistance à l'oxydation et à l'usure. L'ajout d'aluminium améliore encore la résistance à l'oxydation.La microscopie électronique environnementale a permis de proposer un mécanisme d'oxydation des revêtements nanocomposites déposés par arc. Le cyclage thermique a montré que la phase TiN apportait ses qualités mécaniques au système en complément de l'inertie chimique conférée par la phase SiNx, plus fragile. Enfin, des expériences de tribo-oxydation ont montré que l'ajout de Si à CrN améliorait d'autant plus la résistance à l'usure que la température imposée était basse.
MOTS-CLES :
PVD, CVD, oxydation haute température, nanocomposite, TiSiN, CrSiN, ESEM, MET, cyclage, tribo-oxydation.
Laboratoire (s) de recherche :
MATEIS / RI2S
Directeurs de thèse: Jean-Pierre MILLET (INSA de Lyon) Philippe STEYER (INSA de Lyon)
Président de jury :
Composition du jury : Michel Vilasi (Université de Nancy) rapporteur Jean-Paul Rivière (Université de Poitiers) rapporteur Jean-François PIERSON (Ecole des Mines de Nancy) Claude ESNOUF (INSA de Lyon)
Philippe MIELE (Université Lyon I)
180

![2 ภู๠มืà¸RU Smartbiz V5 ๠ภื๠à¸à¸«à ... · 2016. 11. 14. · ¼n¤°º µ¦Ä o µ 6pduwel] $ffrxqwlqj %, 3d\uroo &rs\uljkw e\ &u\vwdo](https://img.pdfslide.tips/doc/110x75/60b0799c07310f412e72f7c9/2-ru-smartbiz-v5-.jpg)