Embed Size (px)
DESCRIPTION
Digital Manufacturing (CAD/CAM Application in Shipbuilding)
Citation preview

1. Pendahuluan
Aplikasi 3D CAD saat ini menjadi teknologi populer dalam bidang desain dan produksi
dalam berbagai industri dan manufaktur digital semakin meluas. Dengan adanya rencana
pra-konstruksi dan proses simulasi produk menggunakan 3D digital model, maka efisiensi
dan keselamatan kerja dapat ditingkatkan pada tiap tahapan kerja dan optimasi produksi
dapat diraih. Pada paper ini mendeskripsikan konsep dari manufaktur digital dalam
pembangunan kapal, dimana sistem CAD 3D sangat penting/krusial sebagai aplikasi yang
efektif karena dalam pada struktur kapal memiliki penampang tiga dimensi yang kompleks
dan banyak pihak yang saling bekerja sama dalam produksi kapal yang kompleks tersebut.
Berikut beberapa contoh aplikasi yang berhasil diterapkan di IHI Marine United,Inc., adalah:
proses ereksi blok lambung kapal, kerangka desain (scaffolding), dan simulasi manusia
(human simulation).
Pada industri bangunan kapal, computer-integrated manufacturing (CIM), telah
dikembangkan dan menjadi langkah awal untuk memasuki pembangunan kapal secara
nyata. Sistem CIM saat ini fokus kepada pemodelan produk, 3D CAD, dan teknologi jaringan.
Kedepannya CIM diharapkan mampu meraih optimasi secara global dan renovasi dengan
melalui manufaktur digital yang dapat menggatikan produksi secara manual yaitu dengan
tenaga kerja manusia.
2. Digital Manufacturing
Konsep ini mulai dikembangkan pada tahun 1980an, kemudian pada tahun 1990an
konsep CIM mulai diperkenalkan, konsep tersebut cenderung dalam proses produksi, tepat
pada waktunya, pemrosesan/pembuatan secara kontinyu. Saat ini digital manufaktur
diposisikan sebagai dasar fungsi dari product life cycle management (PLM).
Pembanguan kapal secara tradisional sebenarya banyak pengetahuan yang
dipahami,sehingga pengetahuan hanya dijabarkan secara eksplisit dalam hal ini sangat
penting membuat informasi secara digital dengan kata lain kita dapat berinovasi
mengguknakan teknologi informasi untuk memproduksi kapal dengan waktu lebih cepat dan

meringankan pekerjaan manusia. Seino and Ikeda (2003) memaparkan beberapa bagian
dalam proses digital:
Teknologi dan skill dari digital
Konversi dan penggunaan data numerik ke dalam format utuk menentukan keputusan
dan penilaian
Desain secara virtual dan fabrikasi : prediksi produk awal oleh simulasi komputer
Integrasi dan penggunaan data di semua divisi dari hul sampai hilir
Manajemen global secara tertutup : pemanfaatan jaringan.
Metode Produksi dalam bangunan kapal secara tradisional berfokus pada tenaga kerja
dan pengalaman, hal tersebut menyebabkan adnya ambigu dalam proses pembuatan
dilapangan. Saat ini aplikasi perakitan difokuskan melalui manufaktur virtual/ manufaktur
dengan komputer.
Pada umumnya tahapan pada Digital manufacturing antara lain:
Proses perencanaan, proses pendetailan dan validasi, pemodelan dan simulasi,
pengestraksian data manufaktur dan instruksi kerja.
Tujuan utama digital manufacturing
Mengurangi waktu produksi
Mengurangi pengulangan pekerjaan
Meningkatkan produktivitas dan pekerja
Digital manufacturing fokus pada beberapa hal antara lain :
Mengurangi jadwal produksi
Menghindari pembangunan kembali atau pekerjaan yang tidak aman
Meminimalisir perubahan permintaan setelah penghentian desain
Mempercepat respon terhadap perubahan maupun kondisi yang tidak direncanakan
di galangan
Keuntungan pemakainan Digital Manufacturing

Tidak seperti sistem yang diwariskan pada galangan umumnya , pemakaian Digital
Manufacturing dapat mengintregasikan data produk di bidang engineering, dan
proses dan sumber data pembangunan.
3. Tahapan Umum Digital Manufacturing
3.1 Process Planning
Tahap pertama pada digital manufacturing adalah process planning . Pada tahap ini
terdiri dari beberapa pekerjaan dimulai dari perencanaan produk, pendefinisian tugas –tugas yang
akan dilakukan, pendefinisian layout, dan perencanaan simulasi. Proses ini merupakan proses iterasi
yang mana kalau terjadi ketidaksesuaian akan berputar sampai keadaan sudah sesuai.
Gambar 1. Alur Process Planning
3.1.1 Process engineering

Pada process engineering , process engineers berkolaborasi dengan tim pendesain
kapal. proses pendesainan struktur blok sebelumnya dibantu dengan menggunakan software CATIA.
Pada proses ini penggabungan pada skala besar di break down ke skala yang lebih kecil. Supaya
mempermudah langkah selanjutnya dalam menentukan urutan penggabungan.
Gambar 2. Contoh pembuatan bottom structure pada process engineering
3. 1. 2 Process Graphs
Process graphs melakukan pelayaan sebagai jalan yang mudah untuk memvisualisasikan
urutan pembangunan yang komplek. Grafik ini nantinya akan memberikan info bagaimana
pembangunan nantinya. Proses ini juga memberikan informasi bagian-bagian dan tugas-tugas
dengan hierarki atau kombinasi didalam grup tugas.

Gambar 3. Penyusunan tugas-tugas dalam proses produksi
3. 1. 3 Manufacturing constraints
Dalam pembangunan kapal hampir selalu dibatasi oleh biaya, produktivitas, rencana
target, jadwal, lokasi pembangunan, dan ketersediaan peralatan welding, coating, lifting dan
sandblasting. Untuk menggambarkan hal tersebut ,DELMIA bisa digunakan sebagai tools yang dapat
digunakan untuk mendifinisikan dasar-dasar pemikiran kerja. Tujuannya adalah untuk
mensimulasikan kondisi real pembangunan kapal semirip mungkin.
3. 1. 4 Time analysis
Didalam time analysis , operasional dan urutan kerja didefinisikan didalam process
graph yang dikombinasikan dengan penilaian waktu individual untuk membuat sebuah
gambar yang realistis yang menggambarkan berapa lama dia akan membuat sebuah produk
dan berapa lama durasi waktu dari masing-masing tugas. Beberapa bentuk dari time analysis
antara lain adalah man-hours, man-days, yard operations calendar, machine turn around cycles, dll.

3. 1. 5 Manufacturing concept
Manufacturing concept merupakan langkah dimana pembuatan perencenaan produk,
process, dan sumber-sumber pekerjaan dilakukan. Manufacturing process ini masih merupakan
proses yang ada didalam process graph. Hasil dari proses ini adalah mapping dari semua aktivitas
yang dilakukan digalangan seperti inspeksi, transport equipment, test positions, sera human
resources planning.
Gambar 4. Manufacture mapping
3. 1. 6 Layout definition
Proses ini menyediakan pendefinisian batasan-batasan yang belum didefinisikan pada
manufacturing concept yang meliputi ketersediaan lahan, letak lokasi perlengkapan
sebenarmya (robot, tukang las, pemotong, pembengkok pipa, pengecat dll) dan sistem kerja
dari crane dan lifter.

Gambar 5. Perencanaan Layout
3. 1. 7 Discrete Event Evaluation
Salah satu keuntungan besar dari penggunaan virtual manufacturing adalah
kemampuannya dalam menganalisa scenario produksi dan dampak perubahan layout
fasilitas dengan cepat, pengalokasian beberapa sumber pekerjaan di lapangan,
penjadwalan, dan pengintregasian produk dari masing-masing team.
Gambar 6. Layuot galangan beserta fasilitasnya

Pada proses ini semua aliran proses yang sudah dikonsep pada tahap sebelumnya
dikombinasikan menjadi satu kesatuan kerja.
3.2 Process Detailing and Validation
Dalam proses pendesainan, ada beberapa komponen desain yang tidak dapat dengan mudah
direalisasikan, dioperasikan pada sebuah kapal. Maka dari itu dalam virtual manufacturing ini selain
CATIA yang dapat menyediakan bagian-bagian model, assembly, dan mekanisme kerja, DELMIA
digital product manufacturing (DPM) digunakan sebagai tools untuk melakukan proses pendetailan
dan validasi untuk mendeteksi permasalahan yang mungkin muncul sebelum desainer memutuskan
untuk dibangun/diproduksi.
3.2.1 Resource Modelling and Simulation
3.2.1.1 Human simulation
Pada proses ini kinerja dari manusia khusunya pekerja di modelkan dan disimulasikan
bagaimana cara atau urutan melakukan suatu tugas produksi dengan baik dan sesuai
dengan aturan keselamatan.
Gambar 7. Human simulation

3.2.1.2 Robotic simulation
Bukan hanya simulasi pada manusia , pada virtual manufacturing juga dimodelkan dan
disimulasikan bagaimana peralatan robotic bekerja.
Gambar 8. Robotic simulation
3.2.2 Manufacturing and engineering hub connection
Pada proses ini hasil perencanaan pada engineering bisa dilakukan dengan CATIA
dikombinasikan dengan hasil perencanaan manufacturing yang banyak dilakukan dengan
DEMIA. Pengombinasian ini dilakukan dengan menggunakan ENOVIA. Namun demikian
penggunaan software lainnya juga bisa dilakukan sejauh sistemnya mendukung.

4. Penerapan Sistem Tiga-Dimensi
4.1 Pemodelan Dua-Dimensi
Hingga saat ini komplikasi kapal 3D yang dimodelkan dari 2D akibat dari keterbatasan
dari kapasitas dan performa komputer serta sistem yang dikembangkan secara individual,
tiap departemen/bagian dikonsepkan dan pemodelan sebuah objek dari sudut
pandang/penampang yang tergantung pada tujuan tertentu dan model ditampilkan hanya
pada bagian yang digenerasikan, dengan kata lain pada objek model 3D tersusun
penampang-penampang dalam bentuk luasan tertentu (2D) serperti pada Gb.1 kurangnya
konsistensi dan hubungan antar penampang satu dengan penampang lain. Ketika data
dimodifikasi dalam satu sistem maka akan kesusahan dalam mentransmisikan ke sistem lain
atau terjadi kesalahan dalam menggabungkan. Proses ini tidak mencukupi untuk teknisi
yang kontinyu dalam proses yang komplek seperti pembangunan kapal.
Gambar 9. Sistem dengan model 2D Gambar 10. Sistem dengan model 3D
3.2 Pemodelan Tiga-Dimensi
Dengan adanya peningkatan dari kapasitas dan performa komputer pada beberapa
tahu terakhir, memungkinkan untuk memproses data dengan sistem 3D. Okumoto et al.
(2006). Model 3D pada kapal merupakan sentral dan langkah awal yang paling umum yang
nantinya dianalisa dalam berbagai aspek. Pada Gambar 2 memiliki data yang kompak dan
kontrol tiap sub sistem relatif mudah. Koreksi data dan modifikasi menjadi semakin
dinamis,cepat membuat proses yang kontinyu semakin mudah. Pada Gambar 3 menujukkan
efek dari pemodelan 3D,kolaborasi antar bagian dapat ditercapai dengan model yang lazim

dan database untuk bagian desain, bagian teknologi produksi, dan bagian manajemen
produksi.
Informasi dapat cpat dikirim dan mengecek ulang hasil kerja dari adanya kesalahan
dalam penurunan transfer informasi serta pada waktunya untuk memimpin waktu produksi.
Dalam hal ini model yang presisi menyedikansimulasi produksi yang akurat dan variant
optimasi produk sebelum produksi berada. Agar penurunan dalam pelacakan ulang dan
produksi yang sis-sia maka kuncinya adalah kolaborasi,optimasi dan pengurangan dari lead
time. Pada sebuah industi automobil kebanyakan peningkatan tercapai dengan
menggunakan aplikasi CAD/CAM/CAE dengan 3D model. Dalam pembangunan kapal syarat
untuk pengenalan 3D model mencakup hal berikut:
Pengurangan lead time: Rentang waktu dari pembayaran oreder hingga pengiriman
biasanya 16 bulan untuk kapal kargo, mungkin bisa direduksi, Gambar 4
Produksi yang efektif tanpa pelacakan ulang : Kebanyakan Pembangunan kapal
tergantung dari skill tenaga kerja, jika sistem memungkinkan trial & error dapat
dihilangkan dan efisiensi fabrikasi dapat ditingkatkan. Untuk gaji pegawai saat ini
memakan 30% - 40% dari total biaya produksi kapal, tetapi dapat direduksi dengan
metode produksi efektif.
Pengurangan biaya material : Biaya material sekitar 60% - 70% dari total pembiayaan.
Simulasi yang efektif dapat menekan biaya material
Non-Skilled Produksi: Jumlah tenaga kerja yang memiliki skill cukup di jepang sangat
terbatas,dan diganti dengan sistematisasi dan otomasi teknologi informasi. kemudian
untuk mempertahankan kelangsungan produksi mereka mengandalkan pada pekerja non
skilled tidak memiliki keterempilan dalam pembangunan kapal
Pengembangan Bangunan Kapal baru: Galangan kapal dapat memilih dari mass produksi
dari kapal dagang yang konvensional kemudian dikembangkan menjadi advance
Peningkatan Keselamatan kerja: Kecelakaan dalam industri dan kurangnya keselamatan
kerja masih sering terjadi. Sehingga dibutuhkan sistem untuk membangun kapal dengan
aman karena keselamatan tenaga kerja sangat penting dalam menunjang proses produksi.

Gambar 11. Efek dari Model 3D
Gambar 12. Jadwal Produksi Kapal
5. Aplikasi Digital Manufacturing untuk Produksi Lambung (Application to
Hull Production) yang dilakukan IHI MU Inc
5.1 Simulasi Produksi
Dari beberapa contoh simulasi produksi ,aplikasi yang paling efektif adalah, Okumoto et
al.(2006):
Untuk mengecek kemungkinan yang terjadi dari prosedur konstruksi dan efisiensi dimana
mencakup kemampuan,kemudahan atau kesusahan dan keselamatan.
Untuk menilai/menganalisa interferensi antar manusia dan struktur serta dari struktur
tersebut secara keseluruhan, hal tersebut dapat dilihat melalui 3D space yang

menggunakan gambar dinamis yang bergerak. Bahakan dengan keterbatasan skill pekerja
yang sering membuat kesalahan maka simulasi dapat mengingatkan error tesebut.
Optimasi dari proses konstruksi. Dalam produksi bangunan kapal, kebanyakan
bergantung dari jumlah pekerja yang kooperatif, hal ini tergantung dari skala dan kesukaran
dari pekerjaan tersebut, sehingga semakin besar produksi maka semakin besar relasi
kooperatif antar pekerja. Hal tersebut tidaklah mudah dan belum pasti teroganisir dengan
baik. Dengan adanya simulasi produksi ( desain dan rencana) maka optimasi secara global
dapat tercapai, seperti yang digunakan oleh IHI Marine United Inc. (IHI MU)
Ada beberapa tujuan umum dari simulasi pada gaangan kapal yaitu :
1. Peningkatan kualitas : memprediksi dan mengestimasi performance seperti
kecepatan kapal, DWT, kekuatan, dan lain-lain, yang sesuai dengan permintaan
desain.
2. Mempersingkat waktu : mempersingkat waktu konstruksi dan pekerjaan lainnya
3. Mengurangi biaya produksi : mengurangi biaya pengadaan material maupun biaya
karyawan dan mengurangi pemborosan waktu pada waktu proses poduksi berjalan.
4. Menganalisa dan mengevaluasi proses produksi
5. Membantu perencanaan dalam proses produksi
6. Simulasi untuk para pekerja dalam melakukan pekerjaan-pekerjaan seperti line
heating, welding,dll.
7. Untuk memastikan keselamatan kerja
Kapal merupakan produk yang berukuran besar yang terdiri banyak komponen, hal ini
menyebabkan tidak jarang terjadi kesalahan sewaktu proses produksi. Penggunaan
komputer dalam mensimulasikan produksi kapal merupakan cara yang paling efektif dalam
rangka merencanakan maupun mengidentifikasi sewaktu proses produksi. Cara tersebut
sudah lama digunakan oleh galangan namun biaya pengadaannya sangat tinggi. Seiring
dengan berjalannya waktu biaya pengadaan untuk peralatan simulasi semakin menurun
karena semakin berkembangnya teknologi yang menghasilkan software simulasi.berikut
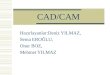
contoh sistem yang dikembangkan oleh IHI MU( IHI Marine United Inc) yaitu sistem yang
dinamai “AJISAI” yang didalamnya semua produk dimodelkan secara digital.

Gambar 13. Sistem AJISAI yang dikembangkan oleh IHI MU
5.2 Erection Planning
Proses utama dari pekerjaan konstruksi lambung adalah pada bagian
erection/pemasangan, dimana beberapa bagian block dari lambung digabungkan dengan
crane, dalam hal ini perencanaan dan diskusi tentang erection dari berbagai
bidang/departemen sangat penting guna mendapat proses yang efisiendari periode total
produksi.
Untuk menyambung antar block dibutuhkan beberapa crane yang telah di set up dan
interferensi/gangguan antar blok,lambung kapal dan fasilitas harus dihindari.
Gambar 14. Diskusi Proses Ereksi Gambar 15. Simulasi dari Cara Kerja Crane

Instalasi blok dalam kamar mesn mencakup prosedur yang komplek dari adanya
berbagi fitting (perpipaan,peralatan dan permesinan). Dan banyak pekerja yang tergabung
dalam hal ini, sehingga sangat riskan / bahaya pada proses ini jika kondisi tidak pas/fit dan
stabil.
Pada Gambar 16 menunjukkan simulasi dari blok yang diangkat sebelum diinstalasi,
dimana harus secara aman dan efisien. Dengan adanya simulasi ini maka problem yang ada
dapat teratasi. Pada Gambar 17 memperlihatkan Instalasi yang dimasukkan disekeliling
empat blok dalam kamar mesin. Hubungan antara blok yang telah dimasukkan dan struktur
yang telah diinstalasi berdampingan/berdekatan memang sangat rumit.
Blok-blok biasa diseleseikan/dikerjakan pada lantai/ground kemudian peralatan
dipasang pada blok tersebut, kemudian blok dijaga agar tetap stabil pada proses
pengangkatan untuk diereksi. Sehingga membutuhkan keahlian dan kecermatan dalam
proses tersebut agar terpasang secara akurat.hal tersebut sangat sulit untuk dideskripsikan
secara manual, sehingga butuh kompeterisasi. Dengan adanya 3D CAD dapat
mengekspresikan kegiatan tersebut seperti trasisi/perpindahan dan situasi/ gambaran yang
kompleks serta simulasi pra konstruksi. Sehingga proses menjadi lebih tepat, efisien dan
aman.
Gambar 16. Simulasi Instalasi Blok Lambung Gambar 17. Instalasi Pemasangan Blok
5.3 Scaffolding Planning
Scaffolding diperlukan untuk konstruksi kapal yang aman dan efisien di tempat-tempat
yang lebih tinggi. Banyak peralatan scaffolding telah digunakan sampai sekarang sesuai

dengan struktur bagunan dan yard. Sistem ini digunakan pada building dock di bagian dalam
dan luar dari lambung kapal. Namun, IHI MU terus menggunakan temporary scaffolds pada
cargo hold division dari kapal-kapal kontainer, karena sulit untuk menghindari gangguan
antara gerakan booming aerial vehicles dan struktur lambung yang kompleks di dalam palka.
IHIMU mampu menghentikan penggunaan temporary scaffolds, karena simulasi 3-d
gerakan booming aerial vehicles dapat menentukan gangguan (interference) dengan lebih
tepat terlebih dahulu. Peserta dari berbagai pihak konstruksi bersama-sama melihat
simulasi konstruksi dan mampu mencapai instalasi yang rumit dengan aman di lapangan
tanpa gangguan antara fasilitas dermaga dan struktur lambung. Pekerjaan ini masih
memerlukan banyak keterampilan dan pengerjaan yang baik, tetapi pekerja yang kurang
berpengalaman dapat melakukannya secara efisien dan aman dengan menggunakan
simulasi komputer.
Gambar 18. Gerakan Booming Aerial Vehicles Gambar 19. Digital Human Model
6. Simulasi Manusia (Human Simulation)
6.1 Manusia Digital (Digital Human)
Proses pembangunan kapal melibatkan manufaktur yang fleksibel; tidak mungkin full
otomatisasi. Dengan demikian faktor manusia masih memainkan peran penting dalam
proses produksi. Usia rata-rata pekerja di perusahaan galangan kapal Jepang telah
meningkat nyata dalam beberapa tahun terakhir dan kecenderungan ini akan berlanjut di
masa depan. Oleh karena itu, penting untuk menghindari beban fisik yang besar pada para

pekerja. Kesehatan dan keselamatan harus dipertimbangkan dengan hati-hati terutama bagi
pekerja yang lebih tua. Gerakan manusia dapat disimulasikan pada komputer dan
ketegangan fisik dapat diperkirakan dengan menggunakan digital human 43 models dan
analisis biomekanik. Gambar 19 menunjukkan contoh simulasi pekerja mendorong blok.
Simulasi perilaku manusia dikombinasikan dengan model pabrik digital dapat membuat
manufaktur virtual termasuk pekerja, seperti yang digambarkan oleh dua contoh berikut ini,
Okumoto et al. (2002).
6.2 Akses Melalui Bukaan (Access Through Opening)
Ketegangan fisik harus tetap kecil sementara pekerja melewati bukaan di struktur
lambung. Namun, terkadang ada lubang sulit untuk dilewati karena keterbatasan pada
struktur lambung kapal. Ada banyak kasus di mana tekanan fisik berat dan kelelahan tubuh
terakumulasi. Biasanya, akses bukaan berdiameter sekitar 500 mm. Namun demikian, ada
beberapa lubang dengan bentuk yang tidak biasa; lubang berbentuk elips, lubang dengan
flange di tepinya, bukaan dengan gagang di bagian atas, bukaan dengan pijakan kaki di
bagian bawah, dll, sehingga agak sulit untuk mengakses lubang tersebut. Di sini, sebuah
lubang bukaan berdiameter 500 mm dengan tinggi ambang 550 mm dipelajari sebagai
lubang yang khas (typical hole).
Animasi postur tubuh manusia yang melewati lubang seperti yang ditunjukkan pada
Gambar 19. Satu siklus melewati lubang diasumsikan selama 5 detik, dan gaya tekan pada
punggung bagian bawah dihitung setiap 0,5 detik. Seperti ditunjukkan dalam Gambar 12,
beban meningkat dalam 2,5 detik dari ketika manusia melintasi lubang (Gambar 11(c)) dan
3,5 detik ketika manusia menarik kaki kedua (Gambar 11(d)). Nilai maksimum yang terhitung
adalah 1800 N, sedangkan nilai yang diijinkan dari gaya tekan pada punggung bagian bawah
untuk orang tua lebih dari 60 tahun adalah 2300 N sesuai dengan NIOSH. Karena kedua nilai
ini dekat, maka sangat krtis bagi orang tua untuk melewati sebuah lubang.

Gambar 20. Digital Human Passing An Opening
Gambar 21. Calculation Results at Passing An Opening
6.3 Memanjat Tangga (Ladder Climbing)
Statistik menunjukkan bahwa ada banyak kecelakaan untuk korban kerja di akses
tangga. Banyak pekerja jatuh karena postur tubuh yang tidak seimbang mereka selama
mendaki dan menuruni tangga. Oleh karena itu, penanggulangan yang memadai untuk
keselamatan diperlukan, karena beban pada lutut cukup besar dan pekerja dengan mudah
kehilangan keseimbangan saat mereka memanjat tangga.
Di sini optimisasi dilakukan untuk memanjat tangga (ladder climbing). Lebar tangga
adalah 400 mm, dan jarak antar anak tangga adalah 300 mm sebagai nilai standar di
galangan kapal. Kemiringan tangga sekitar 45-90° (lihat Gambar 22), dan beban pada lutut
dan gaya tekan pada punggung bagian bawah dihitung dengan input dari kekuatan (0-25
kgf) ditumpu oleh kedua lengan. Gaya tekan pada punggung bagian bawah menyebbkan
sakit punggung, yang menimpa banyak pekerja di galangan kapal. Gaya dorong pada tangan
diisi pada sudut kemiringan 65 ° atau kurang karena pusat gravitasi tubuh manusia terletak
di depan kaki, sementara gaya tarik diisi pada sudut kemiringan lebih dari 65° karena pusat
gravitasi terletak di belakang kaki.

Hasil torsi yang dihitung ditunjukkan pada Gambar 23 di lutut kanan dan di Gbr.24
untuk gaya tekan pada punggung bawah. Pada hasil torsi di lutut kanan, nilai optimum
menjadi 70° untuk non arm force dan 75° pada arm force sebesar 20-25 kgf (Gambar 14).
Dari hasil torsi pada kedua lutut, sudut kemiringan 75° pada arm force sebesar 20-25 kgf
merupakan nilai optimum. Mengenai gaya tekan pada punggung bawah, Gambar 15
menunjukkan bahwa peningkatan beban yang paling besar pada kemiringan 75-80° pada
arm force sebesar 25 kgf, yang merupakan kebalikan dari hasil torsi pada lutut. Sehingga
dapat diambil kesimpulan dalam naik turun tangga, yang paling optimum adalah membuat
arm force sebesar 10 kgf pada sudut kemiringan 75°.
Gambar 22. Human Model Climbing A Ladder
Gambar 23. Torque on Right Knee Gambar 24. Low Back Compression Force
7. Aplikasi Digital Manufacturing Lainnya
7.1 Design for Assembly, Design for Supportability, LPD-17

Digital manufacturing telah digunakan dalam perancangan LPD (Loading Dock Platform), LPD
ini nantinya akan direncanakan membawa 700 tentara lengkap dengan perlengakapannya
dan membawa helicopter, landing craft, dan kapal amfibi. Dengan menggunakan digital
manufacturing proses perencanakan kapal ini jauh lebih cepat daripada menggunakan cara
tradisional.
Gambar 25. LPD 17 USS San Antonio
7.2 Production plan optimizes production at BIW for LPD-17
Digital manufacturing juga diberlakukakn pada Bath Iron Work’s Waterfront dalam
menyusun dan mengembangkan galangannya. Dalam pengembangannya pembuatan
galangan secara digital juga memasukkan bagian-bagian maupun fasilitas yang ada
didalamnya seperti gedung, roadway, railway, cranes, equipment, floating dock, dan
peralatan berat lainnya.

Gambar 26. Bath Iron Work’s Waterfront
8. Kesimpulan
Makalah ini menekankan pentingnya simulasi produksi dengan menggunakan tiga
dimensi CAD sebagai pusat manufaktur digital. Makalah ini juga memperkenalkan beberapa
contoh simulasi produksi yang telah berhasil diterapkan dalam produksi aktual di IHI MU
Kure galangan kapal, Jepang, di mana sistem CIM yang lengkap telah dikembangkan dan
diterapkan. Selain itu, makalah ini juga mengenalkan tentang contoh simulasi manusia.
Pendekatan simulasi tersebut akan memungkinkan kapal-kapal untuk dibangun secara
rasional dan aman.