Embed Size (px)
Citation preview

Unidad 21
• Del prototipo a la produccion en masa. Ingenieria de manufactura

Del prototipo a la produccion en masa. Ingenieria de manufactura
Una vez que ingeniería de diseño o del producto, ha desarrollado su labor y como resultado de la misma se cuenta con las especificaciones completas, así como con los planos, diagramas, listas de partes y materiales, muestras funcionales, etc.; surge la necesidad de realizar otras actividades técnicas o de ingeniería que no se encuentran directamente relacionadas con el producto, sino con los medios necesarios para producirlo.
En efecto, se necesita encontrar la respuesta a toda una serie de interrogantes: ¿cuántas personas se requerirán para producir los artículos en los volúmenes deseados?, ¿cuántos y cuáles son los materiales indirectos que se requerirán?, ¿qué maquinaria y herramienta se necesita?, ¿qué espacio será el adecuado para la realización de las actividades productivas?, ¿cuál será el costo de manufactura y el capital de trabajo necesario?, ¿cuáles serán los métodos de producción más seguros y convenientes?, etc.
Las respuestas a estas y a otras preguntas más, no son sencillas y requieren la aplicación de una gran capacidad técnica que desafortunadamente en nuestro medio industrial es con frecuencia ignorada, dando por resultado una muy baja productividad de los insumos utilizados, lo cual se refleja finalmente en los excesivos costos de producción y en la mala calidad de los productos elaborados.
Si consideramos a una empresa industrial como una cadena compuesta por varios eslabones, entre el que representa a la función de diseño y el que constituye la función propiamente productiva, se encuentra entre otros, el eslabón que conocemos como ingeniería de manufactura.
Ahora bien, ¿cuáles son las actividades que constituyen a esta función de ingeniería que llamamos manufactura?. Son varias subfunciones y la determinación del contenido específico de cada una de ellas dependerá del tipo de industria y ele los problemas particulares que se presenten, pero en términos generales podríamos representar mediante el organigrama de la figura 13.1, una forma típica de estructurar la función de manufactura. INGENIERIA DE PROCESOS.
De acuerdo con Buffa (1980,p.220): "El campo de los procesos de producción abarca desde la tarea completamente

manual hasta los sistemas hombre-máquina e incluye los procesos automáticos donde la mano de obra es indirecta o de vigilancia... La naturaleza básica del procesamiento es la transformación, o sea que algo sucede que en alguna forma transforma la cosa en que se trabaja. En general con estas transformaciones se puede efectuar un cambio químico, alterar la forma básica, añadir o quitar partes como ocurre en el ensamblado, cambiar la localización de la cosa que se procesa como sucede en las operaciones de transporte, proporcionar o modificar sistemas de información como ocurre en las operaciones de oficina, o verificar le corrección de cualquier otro proceso, tal como se hace en las operaciones de inspección”.
Por lo tanto, dado un determinado producto, antes de establecer el proceso adecuado para su producción se deberán considerar diferentes factores entre los cuales tenemos los siguientes: equipos, máquinas y dispositivos existentes en la empresa, volúmenes deseados de producción de acuerdo con los pronósticos de ventas, materiales y partes disponibles en el mercado, nivel de capacitación asociados, utilidades previstas de acuerdo con los precios de venta estimados, etc. Revisión del diseño.
Es natural que de acuerdo con estos y otros factores en ocasiones será necesario seleccionar otros diseños alternativos en lugar del que a primera vista parece ser el más obvio; pero que por alguna razón limitante no es posible o conveniente utilizar dadas las condiciones particulares de las instalaciones productivas existentes en la empresa.
Esto nos lleva a considerar algo que ya quedó planteado en el capítulo relativo a
ingeniería de diseño pero que vale la pena aclarar en este momento. En ocasiones, el ingeniero de diseño se aisla en su gabinete y elabora diseños y especificaciones de
partes y productos que no son realizables con facilidad y economía, dadas las condiciones de las instalaciones productivas o el nivel técnico de obreros y supervisores. Es aquí donde con frecuencia deben intervenir los ingenieros de proceso, utilizando su experiencia práctica y conocimiento de los procesos de producción, maquinaria y herramientas especiales existentes y así asesorar a los ingenieros de diseño en su labor y hacerles ver la conveniencia o inconveniencia de seleccionar determinados diseños que en ocasiones involucran cambios radicales en las líneas de producción.
Por eso es muy importante, que los ingenieros de diseño tengan un gran conocimiento y experiencia de los procesos de producción, para que al diseñar o especificar una parte, tolerancia, material, proceso, etc., tengan un conocimiento preciso de las implicaciones que dicha decisión va a tener en la realidad. No es lo mismo diseñar y construir un modelo en el laboratorio por un técnico o ingeniero que puede tener todo el tiempo necesario para hacerlo, que fabricar en las líneas de producción mediante la labor de decenas de obreros, cientos o miles de unidades por día, de acuerdo con especificaciones estrictas que el producto final debe de satisfacer.
Por ese motivo los ingenieros de manufactura, al establecer el proceso de
producción deben tener presente la economía de la empresa y tratar de lograr una elevada productividad y seguridad en el proceso productivo, y aunque algunos de los factores que afectan la productividad no dependen totalmente de este departamento, sí pueden influir en aquéllos que son de su responsabilidad directa. Factores que afectan la productividad.
De acuerdo con Hummel y Nickerson (1960,p.5-16) se puede obtener mayor producción en las industrias, por algunos de los siguientes medios.
1. “Simplificación y normalización de los productos. a. Menos clases de productos. b. Proyecto o diseño del producto que requiera menos operaciones y más
sencillas.
2. Utilización más eficaz de los materiales a suministros y servicios. 3. Mejora de métodos o simplificación del trabajo.
a. Mejores máquinas, utillajes, plantillas, dispositivos, troqueles y herramientas,
b. Mejor equipo para el manejo de los materiales. c. Estudio de movimientos o el más detallado estudio de los
micromovimientos. d. Mejor distribución en fábrica y más adecuado emplazamiento del equipo
y maquinaria. e. Mejor planificación y programación, para disminuir y reducir los "cuellos
de botella" de la fabricación.

4. Mejora de la experiencia de los trabajadores. Mejor formación profesional.
5. Mayor esfuerzo o voluntad de trabajo de los obreros. a. Aumento de la energía aplicada por el obrero en su trabajo. b. Aplicación de los obreros al trabajo durante períodos de tiempo más
largos.
c. Mejor planificación del trabajo de cada operario.
d. Mejora de la cooperación entre empleados y empresario.
e. Aplicar las ideas de los obreros por medio de sistemas de sugerencias u otros medios ordenados y sistemáticos".
Como podemos ver de la lista anterior, la gerencia de manufactura es
responsable de la correcta ejecución de varias de las acciones que de acuerdo con el criterio de Hummel y Nickerson contribuyen a aumentar la productividad de una empresa manufacturera; por lo que si esta función no es realizada eficientemente, sus resultados afectarán negativamente al resto de la organización. Determinación del proceso de producción.
Cuando los ingenieros de diseño han decidido finalmente cuál será el diseño definitivo del producto y lo han plasmado en una muestra funcional, acompañada de las especificaciones finales del producto, planos, diagramas, listas de partes y materiales debidamente codificados, se inicia la labor de los ingenieros de proceso, mismos que deben establecer el proceso más adecuado para elaborar dicho producto.
Entenderemos por proceso al conjunto y secuencia de las diferentes actividades
que será necesario ejecutar para elaborar el producto especificado, y lógicamente este proceso dependerá del número de unidades que se desea producir por unidad de tiempo, ya que el volumen de producción determinará el proceso seleccionado.
Dependiendo de la naturaleza del producto, el ingeniero de procesos va
separando el mismo en ensambles y subensambles, tratando de determinar la secuencia lógica de realizar las diferentes actividades de producción requeridas; el tipo y naturaleza de los procesos de ensamble que se requieran; seleccionar entre soldar, remachar, engrapar, atornillar o pegar diferentes componentes; decidir si es necesario tornear, barrenar, fresar, cepillar, taladrar, esmerilar, etc., las diferentes materias primas hasta lograr su transformación en las partes y componentes que forman los subensambles y ensambles en que se ha dividido el producto.
Este desglose de las actividades puede ser a diferentes niveles de detalle. En algunos casos se tendrá que llegar al extremo de especificar los micromovimientos que el operario de producción tendrá que realizar, cuando ya el producto se esté elaborando. Más adelante veremos que se quiere decir con el término micromovimiento.

A esta labor de detallar las actividades, los ingenieros de procesos aplican todos
sus conocimientos y experiencias, con objeto de reducir al mínimo todos aquellos movimientos innecesarios, que además de fatigara¡ operario originan pérdidas de tiempo.
Además, deberán considerar la naturaleza de las instalaciones previstas para realizar el trabajo, las herramientas estándar que emplearán, los dispositivos y herramientas especiales de producción que será necesario diseñar y construir para reducir y eliminar los esfuerzos y fatiga de los trabajadores, los contenedores de materiales y su disposición, los equipos de ajuste y calibración, los espacios disponibles, etc.
Se trata en síntesis de planear detalladamente todas las acciones necesarias para elaborar el producto con un mínimo de esfuerzo y demoras y sin desperdiciar materiales.
Para auxiliarse en esta labor van elaborando lo que se conoce como diagramas o gráficas del proceso, auxiliándose de símbolos que existen para tal fin, ya que las actividades variarán en su naturaleza y existirán actividades de operación, de transporte, de inspección, de espera, de almacenamiento, etc.
Los símbolos utilizados para elaborar los diagramas de proceso son aquéllos que se muestran en la figura 13.2 yen la figura 13.3 se muestra un ejemplo de diagrama de proceso.
Operación.- Una operación tiene lugar cuando se alteran intencionalmente
cualesquiera de las características físicas o químicas de un objeto; cuando se le separa o une a otro objeto o cuando se le dispone para otra manipulación, transporte, inspección o almacenaje. También sucede una operación cuando se da o recibe información o cuando tiene lugar un cálculo o planificación.
Transporte.- Un transporte tiene lugar cuando se desplaza un objeto de un lugar a otro, excepto cuando tales movimientos forman parte de una operación o son causados por el operario en el lugar de trabajo durante una operación o inspección.
Inspección.- Se dice que tiene lugar una inspección cuando se examina un objeto para identificarlo o para verificar en calidad o cantidad cualquiera de sus características.

Espera.- La espera (retraso o demora) tiene lugar cuando las condiciones no
permiten o no requieren la ejecución inmediata de la próxima acción planeada, excepto cuan do estas condiciones cambian intencionalmente las características físicas o químicas del objeto.
Almacenaje.- Se llama así el entretenimiento y protección de un objeto frente a desplazamientos no autorizados. Actividad combinada.- Cuando se desea señalar actividades ejecutadas por uno o varios operarios en el mismo lugar de trabajo, se combinan los símbolos de estas actividades. Figura 13.2 Símbolos utilizados en los diagramas de proceso según W. Mullee y D. Porter (1960,p.2-20).

Se recomienda consultar el capítulo 7 de la obra de H. B. Maynard (1960,p.1-74 a 1-94), en donde se definen y explican gran número de términos empleados por los ingenieros industriales.

Existen diferentes formas de elaborar estos diagramas y la selección particular de un formato dado dependerá del tipo de información que se requiera, de su aplicación y de la experiencia del ingeniero de procesos.
En ocasiones el diagrama se elabora para determinar un nuevo proceso, para indicar como se está desarrollando en la actualidad un proceso de producción, para analizar un método actual y corregirlo, para proponer un nuevo método de trabajo, para comparar un método con otro, etc. Se recomienda consultar a Mullee y Porter (1960, Cap. 3), para una descripción completa de los diferentes tipos de diagramas de proceso. Contenido del diagrama de proceso.
La información que contiene el diagrama de proceso en términos generales puede ser la siguiente:
o Datos de identificación del proceso, indicando de qué se trata, nombre, departamento, parte, ensamble, etc.
o Fecha de elaboración. Nombre del analista.
o Indicación de si se trata de un método propuesto ode un método actual,
o Localización: planta, línea, fábrica, etc. Número del proceso.
o Número de parte o diagrama de ingeniería relativo, (en ocasiones se incluye
diagrama de la parte).
o Número de las actividades.
o Descripción de las actividades.
o Símbolo de las actividades.
o Tiempos industriales.
o Distancias en los desplazamientos.
o Cantidades, cuando procede.
o Notas explicativas.
o Desperdicios en volumen si son significativos, peso en Kg.
o Resumen de actividades por tipo.
o Tiempos acumulados.

o Ahorros de un método con respecto a otro.
o etc.
Ventajas de los diagramas de proceso.
En general, la elaboración de las gráficas de proceso constituyen el primer paso para realizar una adecuada distribución del trabajo y por lo tanto se deben elaborar con la frecuencia que el caso requiera.
Debe evitarse la práctica común en muchas empresas, en que los dirigentes, entusiasmados por las ventajas que esta técnica tiene, ordenan elaborar los diagramas para todos los procesos, y los encuadernan en una carpeta muy elegante y se los enseñan a los visitantes de la planta para que vean que bien organizados se encuentran. Nada más que los procesos reales son diferentes a los que aparecen en las gráficas, porque por falta de supervisión los métodos de trabajo no se siguen.
Los diagramas de procesos son instrumentos que permiten el análisis de los métodos de trabajo presentes, y deben mostrar las ineficiencias que existen en la realidad, para poder así diseñar métodos mejores de hacer las cosas.
Los diagramas de proceso también constituyen un registro gráfico, sintetizado de cómo es que se están haciendo las cosas y permiten comparar la eficiencia en épocas diferentes de operación de una línea de producción.
Constituyen un antecedente muy importante para determinar los tiempos estándar de producción. Tipos de procesos y disposición de instalaciones.
Lógicamente, cuando el área comercial concibe un nuevo producto y éste se concreta mediante el diseño que realiza la función de ingeniería, el mismo deberá ser congruente con el resto de la línea de productos, para que sea susceptible de ser producido en las instalaciones productivas de la empresa tal como estas se encuentran; sólo en casos excepcionales se requerirá la construcción de una nueva planta industrial para elaborar el nuevo producto.
Lo anterior significa que en términos generales, la distribución física de las
instalaciones productivas de la empresa será algo relativamente fijo ya que no es posible estar modificando esta distribución para cada tipo de producto, so pena de elevar considerablemente los costos de operación. En otras palabras, la distribución física de las instalaciones es generalmente una decisión estratégica que deberá ser cuidadosamente adoptada para evitar cambios frecuentes en las líneas de producción. Y en esta delicada labor de decisión, ingeniería de manufactura tiene una gran responsabilidad. En términos generales existen dos tipos diferentes de distribución de la maquinaria, equipos, herramientas, almacenes y todo lo demás que determinan los

procesos de producción.
De acuerdo con B. Shore (1973,p.91 )el diseño del proceso involucra el seleccionar las estaciones de trabajo y el flujo de las operaciones. La selección de las estaciones de trabajo incluye el determinar la maquinaria que será incluida en el proceso; en cambio el análisis del flujo de las operaciones se refiere a cómo fluye el trabajo entre dichas estaciones.
Se deberá considerar si el proceso será continuo, intermitente o una combinación de ambos. Cuando el proceso es continuo, según Shore (1973,p.92):
"El proceso se encuentra en operación constantemente y generalmente involucra una relación elevada de capital a mano de obra... Otra característica de las industrias de proceso continuo es que la distribución de las instalaciones es por producto, o sea que todas las estaciones de trabajo están dedicadas a un solo producto y se encuentran agrupadas de acuerdo con los requisitos de proceso del mismo... A demás las máquinas localizadas en las estaciones de trabajo, generalmente son de propósitos especiales, costosas y de mínima versatilidad... El flujo del trabajo se encuentra determinado por las características físicas del producto y a menudo se requiere una banda para transportar el producto entre estaciones".
Ejemplos de este tipo de distribución lo constituyen la industria automotriz, la industria química, algunos tipos de productos electrónicos, etc.
En el otro extremo, cuando el proceso es intermitente, de acuerdo con Shore (1973, p. 92).
"Existe una mezcla de productos que requieren el empleo de las mismas instalaciones y ciertas secciones de máquinas pueden trabajar durante una parte del día o de la semana... Otra característica es que todas las máquinas del mismo tipo generalmente se agrupan en el mismo lugar, así como los mismos tipos de servicios auxiliares.. Generalmente se adopta este tipo de distribución cuando la demanda para cada producto es relativamente pequeña y no se justifican las inversiones que se requieren para un proceso continuo... Asimismo otra característica de este tipo de distribución es que la secuencia particular de operaciones, para cada producto es diferente".
El mismo autor señala como ejemplos de distribución por proceso, los talleres de máquinas herramientas, las instalaciones de un hospital (en donde por ejemplo las características de las enfermedades de cada paciente dictan la necesidad de utilizar según el caso los servicios de laboratorio, de rayos X, de cirugía, de terapia física, etc.) la mayor parte de los trabajos de oficina, algunos procesos educativos, la mayor parte de los servicios, etc.
Finalmente, Shore (1973, p. 92) señala que entre los criterios utilizados para seleccionar entre ambos tipos de distribución:

"se deben de considerar los costos de inversión, los costos de manejo de materiales, los costos de la mano de obra directa, los requerimientos de espacio, la flexibilidad del equipo y maquinaria para cumplir con los volúmenes de producción y con la calidad especificada, la confiabilidad del sistema, los costos de mantenimiento, etc Una evaluación precisa de los factores económicos y no económicos es fundamental para poder adoptar una adecuada decisión".
En la figura 13.4 se muestran esquemáticamente ambos tipos de distribución.
Existe un tercer tipo de distribución que podríamos llamar de posición fija. Tal es
el caso de los astilleros o de las construcciones de edificios u obras civiles, en donde las instalaciones productivas se desplazan o trasladan hacia el lugar en donde se está produciendo el producto, y que por su propia naturaleza constituyen sistemas de producción muy particulares en donde generalmente la programación de todas las actividades del proceso de producción se realiza empleando las técnicas del MCC (Método del Camino Crítico). Ver capítulo 3.
Entre los dos extremos representados por la distribución por proceso y la distribución por producto, el ingeniero de procesos puede seleccionar algún método híbrido de distribución, que de acuerdo con las características particulares de la mezcla de productos por producir en la empresa sea la más adecuada para las necesidades particulares de la misma.
Cada sistema de producción tiene ventajas y desventajas, por lo que para seleccionar el más adecuado para satisfacer las necesidades de una empresa en particular, es conveniente conocer éstas, de acuerdo con el estudio del Sheffield Polytechnic.

Distribución por proceso. a. Ventajas.-
o La secuencia de manufactura es flexible. o Las máquinas pueden mantenerse ocupadas gran parte del tiempo. o Las máquinas que se descomponen no retrasan una serie de operaciones y el
trabajo puede transferirse a otras máquinas similares. o Cuando se producen diversos productos en pequeñas cantidades, este tipo de
distribución requiere una inversión menor. o En caso de no lograrse una eficiencia elevada, el costo por unidad producida es
menor.

b. Desventajas.-
o Generalmente se requiere mayor espacio para distribuir las instalaciones.
o Se necesita una mayor capacitación y habilidad tanto para los operarios como para los supervisores, los cuales deben ser capaces de resolver una mayor cantidad de problemas. El tiempo de aprendizaje es generalmente mayor.
o No hay trayectorias fijas para el flujo del trabajo en proceso y por lo tanto se
requiere un mayor manejo de materiales.
o Se requieren métodos más precisos de programación de producción y de control de la producción en proceso por las características propias de este tipo de distribución.
Distribución en línea o por producto. a. Ventajas.-
o Debido a que el flujo del trabajo se realiza mediante bandas transportadoras, las demoras son menores y se requiere menos manejo y transporte de materiales. El sistema de control de producción es más sencillo.
o El tiempo de proceso por unidad es menor, se requiere menos espacio y el
volumen de producción en proceso puede mantenerse a niveles más bajos.
o Los costos de manufactura serán menores a volúmenes de producción elevados.
o Generalmente se requieren obreros menos hábiles y calificados para operar máquinas más especializadas, de tal manera que es relativamente fácil capacitar a los trabajadores.
b. Desventajas.-
o La inversión de capital generalmente es mayor, debido a la necesidad de duplicar varias máquinas en las diferentes líneas y por lo tanto cuando no se trabaja con máxima eficiencia, los costos de producción por unidad producida se elevan considerablemente.
o La descompostura de una sola máquina puede afectar a toda una línea de
producción. Balance de la línea.
Una de las características de una línea de producción, es que el trabajo por realizar se divide en tantas estaciones de trabajo o puestos de producción como sea necesario, de acuerdo con los volúmenes de producción por unidad de tiempo que se

requiera. Cuando esta distribución del trabajo no es "equitativa", se tiene el problema de
que todos los obreros que ocupan las diferentes posiciones menos una, terminan su trabajo antes que la posición que tiene una mayor carga de trabajo, con el consecuente desperdicio de tiempo en horashombre que esto significa.
Por lo tanto, el problema de lograr el “balance de línea" ideal, depende en gran
medida de la habilidad del ingeniero de procesos para igualar las cargas de trabajo en todas ¡as posiciones que forman la línea de producción, eliminando así los ""cuellos de botella"", tomando en cuenta que en varias posiciones los tiempos pueden estar determinados por máquinas de propósito especial que tienen un ciclo de operación dado.
Esta situación se muestra gráficamente en la figura 13.5 para una línea con 5 posiciones de trabajo. Para un estudio más completo de este tema, se recomienda la obra de B. Shore (1973,p.117). DISTRIBUCION DE LA PLANTA.
Tan importante como la selección del tipo de proceso de producción que debe adoptar la empresa, el cual en muchas ocasiones es una combinación de los dos sistemas anteriormente descritos, es la distribución general de las instalaciones generales de la misma.
En efecto, muchas grandes empresas de la actualidad, comenzaron siendo pequeñas, y merced a una serie de circunstancias favorables, fueron creciendo paulatinamente, hasta llegar a ser las grandes empresas de nuestros días.
Sin embargo, debido a que su crecimiento no fue planeado, no crecieron en sistemas y métodos de administración modernos que las hicieran empresas eficientes, dando por resultado que también la localización de sus instalaciones físicas es resultado del azar y de las circunstancias con las pérdidas e ineficiencias que es posible esperar de esta situación.
Se recomienda al respecto consultar la obra de J. Immer en donde se hace hincapié en la necesidad de planear el crecimiento futuro de las instalaciones de la empresa, ilustrando en forma gráfica cómo visualizar este crecimiento, mediante la figura 13.6.
Immer (1979,p.23) recomienda no olvidar las siguientes áreas: oficinas generales, recepción, oficinas de ventas, oficinas para ejecutivos, contabilidad, control de producción y registro de tiempos, producción, áreas de maquinado y ensamble, mantenimiento y talleres, control de calidad, recibo de materiales, almacén y embarque, laboratorios de investigación y pruebas, instalaciones y servicios para empleados.
La distribución general de la planta productiva no es un problema que pueda

separarse de la localización dentro de la misma, de los espacios destinados a todas las demás áreas ""no productivas"": oficinas, almacenes, áreas de servicios generales, etc. La ubicación y dimensiones de todas estas áreas afecta e influye en lo que será la ubicación eficiente de las instalaciones meramente productivas.

R. Muther (1998,p.18) señala que en todo problema de distribución de planta existen dos elementos fundamentales quedaban ser considerados:
El producto P que incluye no sólo a los productos fabricados por la empresa, sino
a todas las materias primos, las piezas compradas los productos en proceso y semiterminados utilizados en la elaboración del producto, y la cantidad o volumen Q de productos fabricados o de materiales comprados.
Estos dos elementos P y Q se interrelacionan con otros tres factores que necesariamente afectarán cualquier análisis tendiente a determinar la distribución

general de una planta.
Estos otros elementos son el recorrido R, o sea el proceso y orden de operaciones de todos y cada uno de los productos, los servicios anexos S, requeridos para la manufactura de los productos P y el tiempo T que determinará cuando deberán fabricarse los mismos. Los cinco elementos, desde un punto de vista mnemotécnico serán entonces PQRST.
De acuerdo con toda la información que estos cinco elementos representan, es
posible realizar la planeación necesaria para lograr la mejor distribución de la planta, eligiendo de entre todas las posibles soluciones, aquélla que optimice el uso de los recursos empleados.
Recordemos por un momento las veces en que hemos visitado una pequeña o
gran fábrica, y en la cual observamos desplazamientos continuos de material (para considerar sólo una de las consecuencias de una mala distribución).
Los operarios encargados de llevar el material a los puestos de trabajo, o de mover productos en proceso entre las diferentes máquinas de producción, desplazan mediante carretillas, montacargas o ""diablos"" los lotes de materia prima o de producto... ¿Nos hemos puesto a meditar para qué sirve todo este movimiento?... Y la respuesta es: para nada.
En efecto, todos los movimientos de materias primas, productos en proceso o productos terminados, ya sea que se realicen entre los almacenes o las líneas de producción, para lo único que sirven es para agregarte costo al producto. Y con el riesgo de dallarlos, maltratarlos o disminuirlos en cantidad. Sin embargo, aunque estos movimientos son necesarios, es deseable reducirlos a un mínimo. Y este objetivo sólo se logra cuando la distribución de la planta es le correcta, con la ventaja adicional de que es más sencillo lograr la calidad especificada del producto en una planta bien distribuida, que en aquellas en donde el proceso va y viene, sube y baja, etc.
En una fábrica no pueden estarse cambiando de posición todas las instalaciones, las máquinas las oficinas, los almacenes etc., para ver cómo nos queda cada distribución y escoger al final de cuentas, la que más nos guste.
Cada desplazamiento cuesta dinero y existen instalaciones especiales que no es posible reubicar frecuentemente; por ejemplo cimentaciones, líneas de energía eléctrica, sistemas de aire acondicionado, etc.
Por todas estas razones es que la planeación de la distribución de planta es fundamental y debe ser motivo de preocupación en toda empresa moderna.
R. Muther (1968,p.69) señala la importancia de construir lo que él llama una tabla
de relación a partir de la información de una tabla matricial, misma que nos indica la intensidad (o número) de las relaciones que se establecen en una empresa entre los diferentes departamentos que la constituyen.

Por ejemplo en la figura 13.7 (a) se representa por la letra X 5 el total de interacciones que existen del taller al almacén y así sucesivamente entre todos los departamentos mostrados. Este dato se obtiene de información recabada anteriormente (recuérdense las letras PQRST).
Muther (1968,p.59) recomienda construir un diagrama multiproductos, que nos muestra en forma condensada los diferentes productos que se producen en una empresa V el recorrido particular de cada uno de los mismos a través de los diferentes departamentos productivos. Esta información se obtiene de los diagramas de proceso correspondientes. Ver figura 13.8.
Por su parte, en la tabla de relación se indican mediante una clave apropiada los motivos de la conveniencia o inconveniencia de localizar en forma adyacente a cada par de departamentos.
El problema de resolver eficientemente la distribución de la planta se complica considerablemente cuando aumenta el número de departamentos o secciones considerados y en estos casos lo más conveniente es la utilización de una computadora para optimizar la distribución. Thompkins (1978,p.97) describe la aplicación de las computadoras a la distribución de planta, mediante los programas: PLANET (Plan Layout and Eva¡ uationTechnique), CORE LAP (Computerized Relationship Layout Planning), CRAFF (Computerized Relative Allocation of Facilities Technique), y otros.
Para lograr una me or distribución de la planta, es aconsejable hacerse asesorar por un especialista en computación y concretamente en la solución de problemas de distribución ya que dentro de la variedad que existe de programas, hay algunos cuya aplicación es más definida.
Por ejemplo Hicks y Cowan (1976,p.31) presentan la aplicación de las versiones IV y M del programa CRAFT al problema de redistribución de una planta, evaluando los costos de reubicar un departamento ya existente y la medición de los ahorros potenciales de la reubicación en el proceso de producción, si la misma se lleva a cabo.


Como E. Buffa (1980,p.306) nos dice: "Casi todos los factores que intervienen en el problema (de la distribución)
tienden a relacionarse entre sí Por ejemplo, la flexibilidad influye en el carácter de los procesos y las capacidades, los que a su vez se relacionan recíprocamente con los costos a corto y largo plazo. Los métodos del transporte de materias primas afectan no sólo a los costos de transporte, sino también a la cantidad de operaciones en las máquinas y los lugares de trabajo.
La distribución y localización relativa de los centros de trabajo son factores importantes para determinar los costos de transporte y los costos de mano de obra directa. Las localizaciones y capacidades del almacenamiento se relacionan recíprocamente con los costos de transporte y los tiempos de demora".
Soto, Espejel y Martínez (1975,p.130) aconsejan que la distribución de la
maquinaria y equipo deberá tomar en cuenta los factores siguientes:
1. “El tipo, el tamaño y el número de máquinas y equipos que comprende el sistema

de producción. 2. Los requerimientos de espacio libre alrededor de los equipos para su operación y
mantenimiento.
3. El número de operarios en cada estación de trabajo.
4. Los espacios requeridos para el almacenamiento y manejo de materiales en proceso.
5. Los requerimientos de espacio para las instalaciones auxiliares, por ejemplo:
sistemas de bombeo, generadores de vapor, torres de enfriamiento, subestaciones eléctricas, sistemas de tratamiento de aguas, colectores de polvo y ventiladores, etc.
6. Las necesidades de espacio por razones de proceso o calidad del producto.
7. Los espacios requeridos por razones de seguridad industrial.
8. Las prevision es del espacio requerido para ampliaciones futuras en la capacidad
de producción.
9. La posibilidad de incorporación de innovaciones técnicas". ESTUDIO Y MEJORA DE LOS METODOS DE TRABAJO
Cuando los ingenieros de procesos establecen el método de producción para un nuevo producto, se apoyan principalmente en la experiencia y conocimientos obtenidos en la observación de otros ya existentes dentro de la planta o en algunas industrias similares.
El estudio de los métodos de trabajo, su análisis y la posterior adopción de otros
simplificados y más eficientes, debe formar parte del trabajo continuo que se desarrolle en una planta industrial o en cualquier otro tipo de proceso productivo, apoyados en el principio de que siempre existe una mejor forma de hacer las cosas.
La aplicación de estas técnicas no se limita al campo industrial ya que como dice
W. Rodgers (1960,p.2-5);
"El objeto del análisis y mejora de los métodos es fijar y modificar, perfeccionándolas, las normas de ejecución. Tales normas son indispensables para el administrador moderno, tanto si radican sus responsabilidades en la agricultura, como en un banco, farmacia, departamento oficial, hotel, colegio o industria. En estos y en otros casos se pretende lograr el mayor rendimiento posible de lo invertido en equipo y personal".
Y sin embargo, no obstante su importancia, ésta es una responsabilidad que en

nuestro medio, tanto privado como oficial, o no se realiza o se realiza irresponsablemente.
En efecto, tengo la impresión de que la mayoría de los funcionarios, públicos y privados, cuando son nombrados para ocupar un puesto, adoptan una de las dos actitudes siguientes: Primera:
Dedican todos los esfuerzos del personal de la dependencia a su cargo a realizar planes y más planes relativos a nuevos proyectos, tendientes & ampliarlas funciones y responsabilidades de su área de actividad, con la creencia de que mientras más ""crezca"" su función, ellos serán más importantes, y olvidan consolidar las actividades de la dependencia que dirigen, no se preocupan por las responsabilidades actuales (que en muchas ocasiones o no se cumplen o se realizan mal) y viven siempre pensando en el futuro, (personal desde luego). Segunda:
Dedican su esfuerzo a cambiar todo, en la creencia de que estableciendo nuevos métodos o procedimientos, justifican su presencia en el puesto. Pero este cambio no obedece a razones o a un análisis de las operaciones actuales y frecuentemente sustituyen métodos o procedimientos que funcionan relativamente bien, por otros que no han sido probados y que cuando después de muchas vicisitudes empiezan a dar resultados, son cambiados por el nuevo jefe. En otras palabras no existe continuidad en la acción, y la eficiencia y eficacia son mínimas.
El Sheffield Polytechnic ( ,p.33) define al estudio de los métodos "como el registro sistemático y el examen crítico de las formas existentes y propuestas de realizar un trabajo, como un medio de desarrollar y aplicar métodos más sencillos, efectivos y de reducir costos" y recomienda los pasos siguientes para llevarlo a cabo:
o Seleccionar el trabajo objeto del estudio. o Registrar todos los hechos relevantes del método presente.
o Examinar esos hechos críticamente y en secuencia.
o Desarrollar un método más práctico, económico y efectivo. Establecer el nuevo
método.
o Mantener el método mediante revisiones rutinarias.
Veremos brevemente a continuación en qué consisten los pasos anteriores.

Selección del trabajo por mejorar.
De acuerdo con Antis y Geitgey (1970,p.7-103), la productividad de cualquier empleado depende principalmente de los tres factores siguientes:
o El método de trabajo utilizado. o El empleo del tiempo disponible. o El ritmo o velocidad del operario.
Sin embargo, de acuerdo con investigaciones que señalan los mismos autores,
es el método de trabajo seguido por el operario el que tiene mayor impacto sobre la productividad, ya que se han logrado incrementos de 2, 5 y aún 10 veces en la producción obtenida, como resultado de la mejora del método sin haber invertido dinero en equipo y herramienta.
Para efectos de comparación, indican que la producción se aumenta sólo un
13% cuando el operario incrementa su esfuerzo individual de un nivel normal a uno excesivo y que la producción se ha aumentado al doble mediante una supervisión constante de las actividades del trabajador.
Considerando que el estudio de los métodos de trabajo, es una actividad que
cuesta dinero realizar, y por otro lado, que los recursos disponibles para tal efecto generalmente son escasos, una buena sugerencia es aplicar la Ley de Pareto (ver capítulo 7) para establecer prioridades entre los estudios por optimizar.
Este criterio permitirá obtener los máximos beneficios, al concentrar los
esfuerzos en sólo aquellos métodos de trabajo que tienen mayor impacto en las utilidades.
Registro de los hechos.
Existen varios instrumentos adecuados para registrarlas acciones que constituyen los métodos de trabajo, algunos de los cuales ya han sido descritos:
o Procedimientos de trabajo. o Diagramas de flujo. Diagramas de proceso.
o Diagramas de actividades múltiples.
o Planos de distribución de equipo.
o Planos de instalaciones físicas, maquetas, etc.
o Películas, videotapes, fotografías, etc.

Diagrama de actividades múltiples.
W. Mullee y D. Porter (1960,p.2-35) definen al diagrama de actividades múltiples, también conocido como diagrama hombre-máquina como la “representación gráfica del trabajo coordinado y tiempo de espera de dos o más hombres, o cualquier combinación de hombres y máquinas. La duración de las actividades se representa por trazos dibujados a lo largo de una escala de tiempos".
En efecto, en el trabajo de producción, se da con frecuencia el caso de que un operario atienda una o varias máquinas y lo que este diagrama representa es la distribución del tiempo, por ciclo de producción de las actividades del operario y de las actividades de las máquinas. Véase figura 13.9.
Este tipo de diagramas se elaboran con objeto de analizar posteriormente cuál deberá ser la mejor distribución de cada puesto de trabajo, tratando de optimizar el empleo de los "tiempos muertos" que ocurren a lo largo de una jornada, cuando uno ovarios operarios tienen que esperar el trabajo que desarrollan una o varias máquinas.
El reducir al mínimo estos tiempos que el operario "espera'" a que termine un ciclo de máquina dado, además de mejorar la productividad sirve para evitar que el operario se aburra ose descuide, con el grave riesgo de que por esta causa le ocurra un accidente de trabajo.
Películas, videotapes, fotografías. etc.
En el estudio de los métodos de trabajo, existe con frecuencia (debido a la rapidez de los movimientos) la necesidad de registrar mediante la filmación de las operaciones, todas las actividades y movimientos que realiza un operario, con el fin de analizar posteriormente en cámara lenta cuáles son los movimientos que se realizan innecesariamente, ya que está probado que son estos movimientos adicionales los que además de consumir tiempo no productivo, originan la mayor fatiga en el trabajo.

Existen varias técnicas que pueden ser utilizadas, y su empleo dependerá de la importancia de la operación y de los recursos disponibles.
A. Shaw (1960,p.2-58) describe entre otras, las técnicas de filmación de
micromovimientos, la elaboración de diagramas con "therbligs", la utilización de cronociclógrafos, la elaboración de simogramas, etc. Se recomienda la consulta de este trabajo, para una mayor comprensión del tema.

El empleo de estas y otras técnicas se justifica, por la imposibilidad de seguir a simple vista cuáles son todos los movimientos que realiza un operario experimentado. Es algo similar a lo que ocurre cuando se desea observar un mecanismo en movimiento, por ejemplo una prensa operando a una frecuencia elevada o un engrane girando a gran velocidad; casos en que se requiere el empleo de un estroboscopio para "detener" el movimiento y ser capaz en estas condiciones de analizar lo que está ocurriendo.
Análisis de los hechos.
Una vez que se cuenta con toda la información relativa al método que se trata de mejorar, procede a continuación realizar un examen cuidadoso de todos los hechos registrados.
A. Shaw (1 960,p.2-78) recomienda como método de análisis, el seguir los siguientes pasos:
a. Preguntarse acerca de la necesidad del movimiento, ya que si algunos de los mismos se eliminan, automáticamente se logran mejoras significativas en el método.
b. Observar la secuencia de los movimientos, ya que en esta forma se pueden
reducir o eliminar demoras.
c. Combinar doso más movimientos con objeto de reducir tiempos.
d. Considerar la posibilidad de simplificar, ya que "el trabajo se puede facilitar mediante un cambio de programa, proporcionando más herramientas o instalaciones especiales, o introduciendo una modificación en el diseño del producto".
El estudio del Sheffield Polytechnic ( ,p.40) amplía su recomendación, sugiriendo
considerar cinco conceptos, así como encontrarla respuesta a varias interrogantes para cada uno de ellos. Véase la tabla 13.1. Desarrollo de un método mejor.
Una vez que se ha encontrado la respuesta a todas las interrogantes presentadas en la tabla 13.1, el analista de métodos se encuentra en posibilidad de desarrollar u n nuevo procedimiento de trabajo que mejore al anteriormente establecido.
En ocasiones ésta no es una tarea que pueda desarrollar una persona trabajando aislada, ya que con frecuencia la labor de equipo proporciona mejores resultados. Recuérdese que dos cabezas piensan más que una y en este tipo de trabajo; también se aplica el refrán anterior.
Las técnicas utilizadas para la creación de nuevos productos, descritas en el

capítulo 8, pueden ser empleadas con éxito para corregir un método de trabajo. Sin embargo, es conveniente tener en cuenta algunas reglas que existen al respecto y que son los llamados principios de la economía de movimientos.
Buffa (1980,p.376) presenta los 22 principios más conocidos y que se atribuyen a
Gilbreth, mismos que pueden ser aplicados tanto a trabajos de producción, como de oficina, y que además de servir para mejorar la eficiencia, reducen la fatiga en la realización de trabajos manuales.
Shaw (1960,p.2-80) por su parte, señala que se han reducido estos principios a únicamente 5, más generales, y que son los siguientes:
1. “Los movimientos deben ser simultáneos. 2. Los movimientos deben ser simétricos. 3. Los movimientos deben ser naturales. 4. La trayectoria del movimiento debe ser rítmica. 5. La trayectoria del movimiento debe ser habituar”.
Establecer el nuevo método de trabajo.
Cuando se ha determinado cuáles deberán ser las actividades que constituyan el nuevo método de trabajo, es necesario establecerlo. Pero es fundamental contar para ello con todos los instrumentos de trabajo, herramientas, equipos, contenedores de material, instructivos, dispositivos de seguridad, instalaciones, etc., que se requieran para que el trabajo se pueda ejecutar eficientemente. Además deberá capacitarse y entrenarse al personal, tratando de lograr su cooperación, ya que es frecuente que exista rechazo hacia cualquier modificación de sus actividades rutinarias.
La resistencia al cambio es uno de los obstáculos más difíciles de vencer, y
mucho depende de la habilidad del analista para “vender" el nuevo procedimiento a los trabajadores, logrando así el éxito de un cambio de método, siendo necesario demostrar las ventajas que se van a tener con el cambio y los beneficios que el propio trabajador puede esperar del mismo.
CONCEPTO: INTERROGANTES: PROPOSITO ¿QUE SE REALIZA? LUGAR ¿PORQUE SE REALIZA?
¿QUE MAS PODRIA HACERSE? ¿QUE DEBE HACERSE? ¿DONDE SE REALIZA?
SECUENCIA ¿PORQUE SE REALIZA AHI? ¿DONDE MAS PODRIA HACERSE? ¿DONDE DEBERIA REALIZARSE? ¿CUANDO SE REALIZA?
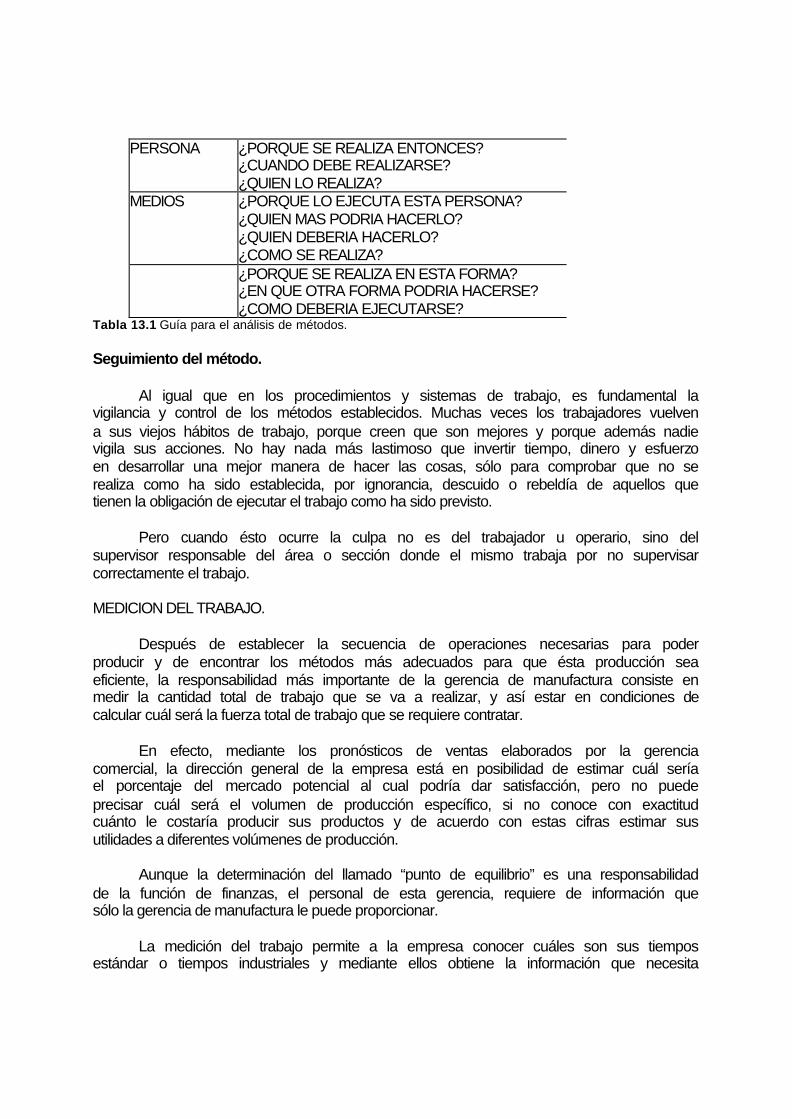
PERSONA ¿PORQUE SE REALIZA ENTONCES? ¿CUANDO DEBE REALIZARSE? ¿QUIEN LO REALIZA?
MEDIOS ¿PORQUE LO EJECUTA ESTA PERSONA? ¿QUIEN MAS PODRIA HACERLO? ¿QUIEN DEBERIA HACERLO? ¿COMO SE REALIZA?
¿PORQUE SE REALIZA EN ESTA FORMA? ¿EN QUE OTRA FORMA PODRIA HACERSE? ¿COMO DEBERIA EJECUTARSE?
Tabla 13.1 Guía para el análisis de métodos. Seguimiento del método.
Al igual que en los procedimientos y sistemas de trabajo, es fundamental la vigilancia y control de los métodos establecidos. Muchas veces los trabajadores vuelven a sus viejos hábitos de trabajo, porque creen que son mejores y porque además nadie vigila sus acciones. No hay nada más lastimoso que invertir tiempo, dinero y esfuerzo en desarrollar una mejor manera de hacer las cosas, sólo para comprobar que no se realiza como ha sido establecida, por ignorancia, descuido o rebeldía de aquellos que tienen la obligación de ejecutar el trabajo como ha sido previsto.
Pero cuando ésto ocurre la culpa no es del trabajador u operario, sino del supervisor responsable del área o sección donde el mismo trabaja por no supervisar correctamente el trabajo. MEDICION DEL TRABAJO.
Después de establecer la secuencia de operaciones necesarias para poder producir y de encontrar los métodos más adecuados para que ésta producción sea eficiente, la responsabilidad más importante de la gerencia de manufactura consiste en medir la cantidad total de trabajo que se va a realizar, y así estar en condiciones de calcular cuál será la fuerza total de trabajo que se requiere contratar.
En efecto, mediante los pronósticos de ventas elaborados por la gerencia comercial, la dirección general de la empresa está en posibilidad de estimar cuál sería el porcentaje del mercado potencial al cual podría dar satisfacción, pero no puede precisar cuál será el volumen de producción específico, si no conoce con exactitud cuánto le costaría producir sus productos y de acuerdo con estas cifras estimar sus utilidades a diferentes volúmenes de producción.
Aunque la determinación del llamado “punto de equilibrio” es una responsabilidad de la función de finanzas, el personal de esta gerencia, requiere de información que sólo la gerencia de manufactura le puede proporcionar.
La medición del trabajo permite a la empresa conocer cuáles son sus tiempos estándar o tiempos industriales y mediante ellos obtiene la información que necesita

para tomar muchas decisiones importantes para la vida del negocio. Tiempos estándar.
El tiempo estándar representa la cantidad de horas-hombre que se necesitan para producir un producto determinado, e incluye toda una serie de tolerancias consideradas normales dentro del propio proceso de producción, tales como fatigas, demoras, etc.
Para un conocimiento más completo de en qué consisten estas tolerancias, véase el trabajo de Lloyd Enrick (1 960,p.75). En general, de acuerdo con Hitchings (1978,p.31) el proceso de establecer los tiempos industriales está constituido por tres actividades diferentes:
1. ”La medición física del tiempo que toma realizar una tarea. 2. La evaluación subjetiva por parte de un observador experimentado, del ritmo al
cual se está ejecutando el trabajo.
3. La estimación de una tolerancia razonable que tome en cuenta las demoras normales que de acuerdo con las actividades 1 y 2 se justifiquen.
De acuerdo con las consideraciones anteriores, la fórmula para calcular el tiempo estándar será:
Utilidad de los tiempos estándar.
Veamos a continuación algunas de las aplicaciones de los tiempos estándar para darnos cuenta de su importancia y utilidad:
a. Cálculo del costo del producto:
En efecto, cuando se sabe cuántas horas-hombre se requieren para elaborar un producto, se puede conocer cuánto cuesta producirlo, con la simple multiplicación del costo por hora de la mano de obra por el tiempo correspondiente. Este desde luego será únicamente el factor de costo debido a la mano de obra, que sumado al costo estándar de material nos dará el llamado costo directo de producción. Existen otros costos llamados "indirectos" que también deberán calcularse para conocer el costo total de manufactura.
b. Fijación del precio de venta:

Desde luego que el precio de venta de un producto es resultado de la demanda que el mismo pueda tener en el mercado, pero cuando la gerencia de la empresa conoce con precisión cuáles son sus costos de manufactura, distribución, venta, administración, etc.; estará en condiciones de conocer cuáles serán sus utilidades a diferentes precios de venta y diferentes volúmenes de producción mediante el análisis del punto de equilibrio.
Así sus decisiones serán mucho más racionales, ya que puede medir el impacto de cualquier variación en los conceptos anteriores sobre las utilidades netas de la organización.
c. Programación de la producción:
Conociendo el tiempo estándar, puede determinarse la fuerza total de trabajo, obreros, técnicos especializados, supervisores, abastecedores de material, inspectores, etc., que se requiere contratar para producir un cierto número de unidades al día, al mes o por año, así como la programación de los diferentes modelos en las líneas de producción, determinar de qué tamaño deberán ser los diferentes lotes de ensambles y subensambles en los diferentes departamentos y secciones productivas, etc., y las fechas exactas en que deberá iniciarse y terminarse la producción en cada una de las mismas.
d. Control de la producción:
Sólo conociendo los tiempos estándar, es que puede controlarse con precisión cuál es el avance en la ejecución de los trabajos. Asimismo se pueden conocer las causas por las cuales en ocasiones no se obtienen los volúmenes de producción esperados, mediante un registro detallado de las diferentes anomalías que por razón natural ocurren en el proceso de producción.
e. Medición de la eficiencia:
Si se conocen los tiempos estándar es posible medir con precisión la eficiencia,
por hora, por día, por semana, por mes, etc., de todos los diferentes departamentos productivos, así como de líneas de ensamble, secciones opuestos de trabajo, ya que se conoce cuánto es lo que debió producirse así como lo que realmente se produjo. Fijación de mejoras:
Cuando se conoce la eficiencia productiva actual de un departamento o sección, así como las causas de las ineficiencias, es posible fijar objetivos realistas para mejorar cada uno de los diferentes conceptos y evaluar el resultado de las diferentes medidas correctivas. Decisión de comprar o fabricar:
Con frecuencia dentro de una empresa manufacturera, surge la necesidad de

decidir si es mejor comprar o producir un determinado componente, ensamble o producto. Por ello la gerencia de compras, para estar en condiciones de decidir, requiere conocer entre otros datos, cuáles son los costos internos de producción. Desde luego que conocer únicamente el costo de producción no representa toda la información necesaria pero es uno de los factores importantes; además de la calidad, el control sobre las fechas de entrega, la política de integración de la empresa, las necesidades de personal adicional, el impacto sobre otros servicios al personal, prestaciones, etc.
Selección entre métodos de producción:
El tiempo estándar es una medida relativa y no deberá considerarse jamás como un valor absoluto, ya que depende de las condiciones particulares de cada proceso de producción, de las facilidades existentes, de las herramientas empleadas, de los materiales utilizados, de la automatización, etc.
Cuando se establece el tiempo estándar de producción, se entiende que corresponde a determinadas condiciones de trabajo y por lo tanto será posible decidir en ocasiones qué proceso de producción es más adecuado para una empresa particular de acuerdo con las características de la misma. Establecer salarios y fijar incentivos:
Al conocer los tiempos estándar de producción, la dirección de la empresa estará en condiciones de fijar la compensación económica adecuada para cada tipo particular de trabajo, de acuerdo con las condiciones del mercado y con las negociaciones del contrato colectivo que realiza con el sindicato.
Por otro lado, se pueden fijar estándares realistas de producción por cada operario y establecer incentivos económicos que permitan aumentar la productividad general de la planta.
Cuando los tiempos estándar son correctos, el operario sabe que si realiza un esfuerzo adicional, éste se reflejará en sus ingresos y se preocupará más por los problemas que le afectan en su trabajo.
Elaboración de tiempos estándar.
En la medición del trabajo hay que distinguir aquellas actividades de tipo rutinario o repetitivas de aquéllas que no lo son.
Por ejemplo, un obrero que se encuentra ocupado todo el día en una cierta posición de una línea de ensamble, realiza durante toda la jornada y durante todos los días, cientos o miles de ciclos de operación, que en esencia son exactamente iguales entre sí; por lo que es relativamente sencillo observar varios de ellos para tener una idea general del tiempo que le lleva realizar cada uno de los mismos.

En cambio, actividades tales como las de oficina en general, las que realiza un trabajador en el almacén, un inspector de materiales en el departamento de recibo, o un dibujante en la sección de diseño, varían continuamente de un tipo a otro de trabajo y difieren en la naturaleza del mismo por lo que la técnica de medición también será diferente.
Por estas razones es que se ha dado más énfasis a la medición de las
"actividades directas" y prácticamente no se elaboran tiempos estándar para las actividades indirectas, aunque esto también sea conveniente y necesario.
Medición del trabajo directo.
El primer paso para medir el trabajo consiste en la observación del mismo, con objeto de tener una idea general de en qué consiste éste. Si como se mencionó en la sección 13.1, los ingenieros de procesos han elaborado los diagramas de proceso correspondientes, la labor se simplifica ya que se conocen con precisión cuáles son todas las actividades o elementos que constituyen un ciclo de operación.
Si no se cuenta con estos diagramas será necesario elaborarlos tan completos
como se requiera, ya que son fundamentales para medir cada uno de los elementos en que se ha dividido el ciclo de operación.
La medición del trabajo la realiza un tomador de tiempos, observando repetidamente al operario mientras efectúa su tarea y registrando a continuación las lecturas parciales de tiempo obtenidas mediante un cronómetro en una hoja de registro de datos. Para un conocimiento completo de los diferentes instrumentos que existen para efectuar los estudios de tiempos, así como su empleo, se recomienda consultar el capítulo V de la obra de Lloyd Enrick (1 960,p.45).
A. Shaw (1960,p.3-23) describe con detalle los diferentes métodos de medición y Shore (1973,p.131) da algunos criterios para determinar el número de observaciones que es necesario realizar, con objeto de obtener resultados que sean confiables.
La medición del trabajo es una actividad sumamente especializada y se requiere que el tomador de tiempos tenga la experiencia suficiente para que pueda determinar si el ritmo de trabajo que sigue el operario podría ser considerado "normal", si trabaja deliberadamente despacio, si muestra inseguridad o torpeza o si por el contrario su operación es tan rápida que sería imposible mantenerla por períodos prolongados de tiempo.
Estas consideraciones son importantes ya que como el resultado que se obtenga para la duración de cada elemento del ciclo, servirá de patrón para medir el trabajo futuro, si no se tienen en cuenta darán lugar a estimaciones incorrectas.
No puede ignorarse la importancia que tiene la precisión del tiempo industrial, ya

que como señala G. Hitchings (1 978,p.30). “Una norma de producción confiable es aquélla que refleja con precisión el
contenido de trabajo en una tarea, es alcanzable por un operario promedio experimentado, es repetible y constituye en esencia lo que podría ser definido como representativo de un día justo de trabajo”.
Por ese motivo los ingenieros industriales consideran un "factor de nivelación"
que sirve para calificar el ritmo a que se está efectuando el trabajo y que se representa numéricamente como u n porcentaje, por el cual se multiplica posteriormente el promedio de los valores de las mediciones individuales obtenidas.
Para tal efecto, se elabora un histograma de frecuencias de los diferentes tiempos observados y de acuerdo con los valores obtenidos en el histograma y los factores de nivelación, se llega a determinar el tiempo estándar para cada uno de los elementos en que se ha dividido la operación.
Posteriormente se suman los tiempos de cada uno de los elementos y se determina el tiempo estándar de la operación.
Se procede en esta forma para todas las demás operaciones que se requieren para producir un ensamble y así sucesivamente hasta obtener los tiempos del producto total.
Como puede observarse de la explicación anterior para realizar un estudio de tiempos, se requiere que el proceso se encuentre ya establecido y los operarios entrenados, con objeto de estar en posibilidad de medir directamente los elementos que constituyen cada una de las operaciones; en ocasiones ésto no es posible, porque o se trata de un nuevo proceso que apenas se va a establecer, o se desean evitar los problemas derivados de la apreciación del ritmo de trabajo.
Cuando esto sucede se recurre a otra técnica conocida como de tiempos predeterminados. Tiempos predeterminados o sintéticos.
M. Starr (1968,p.433) nos dice que: "La base de las normas de tiempos sintéticos consiste en que toda tarea está
compuesta por un conjunto de elementos que son comunes a las demás tareas o trabajos. La característica diferenciadora de un trabajo concreto es el modo en que se utiliza este alfabeto común de elementos y el modo en que se ordenan los mismos”.
La preocupación por encontrar métodos eficientes de medir el trabajo se remonta
a principios de este siglo, y la mayor parte de los autores están de acuerdo en atribuir a Frank Gilbreth la paternidad de estudios tendientes a encontrar en acciones complejas, ciertos elementos básicos que constituyen el origen de lo que ahora se conocen como

tablas de tiempos predeterminados. En efecto, mediante la observación, filmación de películas, técnicas fotográficas,
estudios con estroboscopio, etc., se han analizado y medido ciertos micomovimientos básicos efectuados por miles de trabajadores, en diferentes condiciones de trabajo, a diferentes horas, de diferentes características físicas, etc.
Los datos obtenidos se han analizado estadísticamente y se han llegado a
sintetizar en lo que ahora conocemos como tiempos predeterminados, que nos dan valores en unidades normalizadas para acciones básicas tales como mover, alcanzar, girar, posicionar, aplicar presión, soltar, agarrar, etc.
Como ejemplo de lo anterior, en la figura 13.10 se muestran los va¡ ores
correspondientes a las acciones de alcanzar y girar aplicando presión, tal como las presenta Starr (1968,p.435).
Los valores que aparecen en cada tabla se encuentran en unidades TM U (time measurement u nit) que corresponden alas siguientes unidades, de acuerdo con el trabajo de J. Schwab (1960,p.4-14) y cuya lectura se recomienda para una mayor comprensión de este tema.
1 TMU = 0.000 01 hora 1 TMU = 0.000 6 minuto 1 TMU = 0.036 segundo
Existen diferentes sistemas de tiempos pero los más conocidos son el MTM
(Methods Time Measurement) descrito por Schwab (1960,p.4-14), el de factor de trabajo (Work factor) que describen Quick. Duncan y Malcolm (1960,p.4-41), y el MOST (Maynard Operation Secuence Technique) descrito por Zandin y Weiss (1 977,p.43), y que de acuerdo con los autores tiene la ventaja de reducir en forma considerable el número de cálculos requeridos, simplificar el número de elementos necesarios para describir una operación, facilitar el entrenamiento de los analistas y un mayor campo de aplicación.
En general, para establecer estándares de trabajo mediante la aplicación de las tablas de tiempos predeterminados, se requieren las siguientes acciones:
a. Planear o visualizar el número de operaciones necesarias para realizar un
trabajo dado. b. Definir la secuencia de movimientos básicos necesarios para realizar cada
operación. c. Considerar todas las variables relacionadas con cada movimiento. d. Buscar los tiempos correspondientes en las tablas. e. Realizar las operaciones aritméticas que se requieran para calcular los
tiempos de cada movimiento, cada operación y el trabajo total. f. Elaborar un resumen de los tiempos correspondientes a cada posición de
trabajo. g. Diseñar cada puesto de trabajo, de acuerdo con la secuencia de los

movimientos básicos considerados, así como los tiempos calculados. Esto incluye ""jigs"", herramientas, contenedores de materiales, equipo de protección personal, bancos de trabajo, etc.
Se conoce con el nombre de "jigs" a todas aquellas herramientas o dispositivos auxiliares de la producción, necesarios para simplificar el trabajo y reducir el esfuerzo de los operarios.
INGENIERIA DE LA PLANTA.
Además de las funciones relacionadas con la determinación de los procesos y con los estudios del trabajo, existen otras funciones de ingeniería que es indispensable realizar, para que la empresa en general y la de manufactura en particular funcione

eficaz y eficientemente.
Estas son de diferente naturaleza y quedan comprendidas dentro de lo que se conoce con el nombre de ingeniería de la planta, la cual es definida por el Instituto Americano de Ingenieros de Planta, de acuerdo con F. Holladay (1978,p.919) como: ""aquella rama de la ingeniería que comprende la instalación, operación, mantenimiento, modificación, modernización y protección de las instalaciones físicas y el equipo utilizado para producir un producto o proporcionar un servicio"". Como podemos ver en la definición anterior, el contenido de esta función es muy amplio y comprende varias ramas de la ingeniería que deben ser coordinadas para su realización.
Veamos a continuación brevemente cuáles son algunas de las responsabilidades de esta función dentro de una empresa industrial: Formulación de proyectos.
Considerando las enormes complejidades de la vida moderna, así como el costo tan elevado de todos los insumos necesarios para la realización del proceso económico, los inversionistas necesitan conocer con anticipación, las ventajas y desventajas de las posibles alternativas de inversión para estar en condiciones de tomar una decisión, si es que desean maximizar sus utilidades.
Los propietarios de una empresa de cualquier tipo, sea ésta pequeña o grande, se enfrentan continuamente con el dilema de decidir qué destino dar a sus utilidades en forma tal, que las mismas proporcionen la mayor rentabilidad posible en sus nuevas inversiones.
Las decisiones de ampliar la línea de productos, penetrar en nuevos mercados, modificar los canales de distribución, la adquisición de una nueva empresa, la substitución de la maquinaria existente, la modificación de la distribución física de la maquinaria, la compra de nuevos equipos de transporte, la construcción de un nuevo edificio o la substitución del equipo de proceso de datos actual, no son más que algunos ejemplos de situaciones a que frecuentemente se enfrenta el ejecutivo.
Así, para estar en condiciones de adoptar la mejor decisión posible, necesita
información; información de diferente naturaleza, ya que ésta puede ser relativa al mercado, como puede ser: tendencias en el gusto y hábitos de compra de los consumidores, localización de mercados potenciales, estadísticas de ventas, tendencias en la curva de los precios, productos o materiales substitutos o alternativos, nombre de los principales competidores, volúmenes de producción, canales de distribución, fuentes de abastecimiento de materiales, estrategias comerciales, etc.
Pero un proyecto, además de la información del mercado, requiere de
información técnica, financiera y económica que es proporcionada por personas que trabajan tanto dentro como fuera de la empresa, por lo que se necesita que alguien coordine todas las actividades necesarias para procesar e interpretar los datos que se

obtengan.
La formulación y evaluación de un proyecto de inversión es un trabajo multidisciplinario en el cual, muchas veces, se involucra personal de todas las dependencias de la empresa, y la función de manufactura por su naturaleza, es una de las más adecuadas para asumirla responsabilidad de formular y evaluar el proyecto, en base a lo cual los directivos adoptarán la decisión más conveniente.
Problemas tales como la determinación del lugar idóneo en donde establecer la planta industrial, la determinación de su capacidad de producción, la distribución de las instalaciones, la selección del equipo, maquinaria y servicios auxiliares, la localización de los almacenes de materia prima, producción en proceso y productos terminados, la especificación de las obras civiles y otros más de la misma naturaleza, requieren de la aplicación de técnicas sumamente especializadas, que si no son correctamente utilizadas pueden determinar el fracaso de la inversión.
Desde luego que toda esta información se utilizará para que el personal de la función financiera y contable de la empresa, formule los presupuestos de inversión y de operación necesarios, así como los llamados estados financieros proforma, determine la cuantía de la inversión, los intereses que será necesario pagar por los créditos obtenidos, el origen y la aplicación de los recursos, los balances, etc.
Finalmente, será necesario calcular cuál será la rentabilidad del proyecto, mediante técnicas tales como el flujo de fondos descontados, el período de recuperación de la inversión, la tasa interna de retorno, la determinación de la sensibilidad y la evaluación del riesgo mediante la aplicación de técnicas probabilísticas.
La participación de la gerencia de manufactura es fundamental, no sólo para la
formulación del proyecto y su evaluación, ya que si el mismo es posteriormente aprobado, el control del proyecto de ejecución, la selección y negociación con proveedores de maquinaria y equipo, la supervisión de la construcción de las obras civiles, la recepción de las instalaciones de maquinaria y equipos especiales así como la obra civil a los contratistas, deberá ser encargada precisamente a la gerencia de ingeniería de planta.
A esta gerencia le corresponde la responsabilidad de proporcionar todos los servicios que sean necesarios para que el desarrollo de las actividades de la empresa en general y las de producción en particular, se realicen normalmente y sin interrupciones, y no sería lógico que ellos fueran responsables de algo que no hubiera sido realizado de acuerdo con sus especificaciones y recibido a su entera satisfacción. Gerencia de mantenimiento.
De acuerdo con R. Marinello (1978,p.1 15):
"El gerente de mantenimiento es responsable de la organización y

funcionamiento del mantenimiento en general y de la coordinación del taller y actividades relacionadas. El es responsable de la instalación, reparación, movimiento y mantenimiento de toda la maquinaria, equipo de la planta, edificios y estructuras. El es también responsable de la inspección, reparación y fabricación de herramientas especiales, dispositivos, equipo e instrumentos especializados de producción. En adición, él es responsable de establecer y administrar los programas de mantenimiento para equipo e instalaciones dentro de las políticas establecidas por sus superiores. También planea le distribución de las cargas de trabajo y a través de sus supervisores, controla las actividades de los técnicos de las diferentes especialidades así como el taller. Asiste a la gerencia de planta en el control y coordinación de todos los programas esenciales a su función".
El mismo autor recomienda la elaboración de un manual de mantenimiento para
la empresa, sugiriendo en el contenido del mismo, un procedimiento para el control de las órdenes de trabajo, así como algunos formatos y reportes necesarios para la administración del mantenimiento. Costos de mantenimiento.
Las instalaciones físicas, edificios, equipo de oficinas, talleres, departamentos productivos, maquinaria, equipos de producción e inspección, herramientas, equipos de transporte y de manejo de materiales, representan parte de los activos de toda organización y son necesarios para la realización de las actividades productivas propias de la misma. La responsabilidad del mantenimiento consiste en conservar o mantener en óptimas condiciones de operación todos ellos, reduciendo los castos correspondientes al mínimo posible.
La gerencia de mantenimiento debe equilibrarla calidad del servicio de mantenimiento, con los costos que el mismo ocasiona, ya que silos costos de mantenimiento son mínimos o nulos como consecuencia de un muy bajo nivel de mantenimiento, los resultados serán desastrosos desde el punto de vista de la continuidad de las operaciones, ya que todo fallará frecuentemente y los activos se convertirán en inservibles rápidamente.
En el otro extremo, puede existir un "sobremantenimiento- que eleve los costos en forma tal, que no sea razonable desde el punto de vista de los beneficios que dicho costo signifique para la organización.
Para lograr ese control de los costos, la gerencia de mantenimiento dispone de los siguientes instrumentos de acuerdo con el criterio de S. Fuchs (1978,p.639), que permiten la planeación, organización, ejecución y control de esta importante función.
Administración del mantenimiento.
a. El presupuesto de mantenimiento.
Este instrumento de planeación y control debe ser elaborado teniendo en cuenta

las necesidades reales de cada departamento y sección de la empresa; de acuerdo con estadísticas de fallas y reparaciones, costo de las refacciones, costo de la mano de obra empleada, programas de producción, etc., en forma tal que refleje en forma objetiva las necesidades.
b. Un sistema de órdenes de trabajo.
Nos dice el mismo autor: ""Este importante documento proporciona el fundamento necesario para el control y el análisis de todos los costos de mantenimiento, así como un medio de comunicación de información múltiple". The National Association of Accountants (1980,p.57) nos enumeran algunas de las ventajas de establecer este sistema:
o “Proporciona una clasificación y una autorización sistemática de los trabajos solicitados.
o Proporciona la información necesaria para planear la carga de trabajo, para
programar las tareas de mantenimiento y para coordinar el trabajo de acuerdo con las diferentes especialidades.
o Suministra a los trabajadores instrucciones de trabajo y el tiempo estándar
estimado.
o Al acumular información referente al progreso del trabajo y a los costos, se constituye la base para elaborar reportes de desempeño.
o Al recabar un registro histórico de operaciones y costos de mantenimiento se
pueden aplicar en la planificación, presupuestos y estudios especiales
De acuerdo con sus necesidades cada empresa establecerá el procedimiento de aprobación y control de las órdenes de trabajo y diseñará el formato de las mismas; sin embargo, de acuerdo con mi experiencia es conveniente que éste incluya varias secciones, en forma tal que además de servir para solicitar el servicio, sirva como medio de control y de reporte del trabajo efectuado. Como una guía para diseñar la forma, ésta debe contener la siguiente información:
• Sección de solicitud.
o Núm. de la orden - Fecha de solicitud o Departamento o Sección solicitante. o Nombre o clave del equipo descompuesto. o Descripción de la falla o descripción del servicio solicitado. o Autorización del jefe o responsable.
• Sección de asignación y control.
o Persona a la que se asigna la orden o Tiempo estimado de realización o Fecha de inicio del trabajo.
• Sección de reporte.
o Causa de la falla o Acción adoptada o Horas-hombre de trabajo empleadas o Material utilizado. Costo del material o Firma de recibido de conformidad o Fecha de terminación del trabajo o Costo de la mano de obra empleada.
He tenido oportunidad de observar en diferentes organizaciones la
administración del mantenimiento, y los procedimientos de control de las órdenes de trabajo, y en ocasiones, si no se establece y se respeta un procedimiento adecuado, se presentan problemas de comunicación que redundan finalmente en perjuicio de la producción. Por ejemplo, existen casos en los cuales se requiere la atención urgente por parte de los técnicos de servicio, ya que se trata de una falla ente línea de producción que está afectando a un cierto número de operarios, y el departamento de mantenimiento no actúa hasta que no le entregan la orden de trabajo debidamente autorizado.
Esto es un burocratismo que no puede permitirse la empresa privada y por lo tanto el procedimiento deberá contemplar le solución a éste y a otro tipo de problemas.
c. Técnicas de ingeniería industrial.
Nos dice Fuchs (1 978,p.639) "se incluyen mejora de métodos, análisis del valor, simplificación del trabajo, medición del trabajo y varios programas de control de costos".
En efecto, las técnicas aplicadas en la mejora de los métodos de trabajo, así como en el establecimiento de tiempos estándar de producción, también son utilizables en trabajos indirectos como el mantenimiento de maquinaria, equipo e instalaciones físicas y se necesitará la asesoría del departamento de ingeniería industrial para la fijación de los estándares más comunes.
d. Procedimientos y especificaciones para concursos y licitaciones.
"Los administradores deben evaluar y utilizar procedimientos para especificaciones y licitaciones que aseguren el recibo del mejor valor para un gasto. Esto incluye la evaluación continua de las ventajas y desventajas de utilizar contratistas externos en lugar del personal de la planta"". Fuchs (1 978,p.639).
Entre los aspectos que deberán ser considerados antes de decidir si es conveniente emplear los propios recursos o los de un contratista, están los siguientes:

• Conocimiento técnico y preparación especializada que se requiera para realizar
el trabajo. • Tiempo de realización del mismo. • Costo total, considerando las labores rutinarias que serán retrasadas como
consecuencia de utilizar al personal de la empresa. • Seriedad de la empresa contratista. • Disponibilidad de materiales, refacciones, herramientas especiales, etc., así
como el tiempo de adquisición. • Disponibilidad de la información técnica especializada que se requiera. • Condiciones de garantía. • Otros.
e. Registros y estadísticas de equipos y edificios.
Es fundamental que la empresa cuente con registros y estadísticas que muestren
claramente el estado en que se encuentran en general sus instalaciones físicas, maquinaria, equipos, herramientas, etc., indicando la antigüedad, las reparaciones efectuadas, las partes y refacciones que les han sido sustituidas, las modificaciones o cambios de ingeniería efectuados, los dispositivos opcionales instalados, los costos correspondientes desglosados por mano de obra y materiales, las fechas en que ocurrieron los cambios, etc.
A los instrumentos anteriores, S. L. Kapner (1970,p.7-53) agrega las siguientes recomendaciones:
f. Crear una organización responsable de la administración del mantenimiento que controle los procedimientos generales, realice las inspecciones y analice los costos correspondientes.
g. Analizar los reportes contenidos en las órdenes de trabajo y planear las
mismas, empleando para tal efecto un grupo de apoyo que libere a los supervisores de mantenimiento y les permita dedicarse a la supervisión directa del mismo. Esta actividad permite además detectar necesidades de capacitación y entrenamiento del personal de operación.
Como experiencia personal he podido observar que muchas de las fallas
reportadas no son tal y corresponden a errores de operación del equipo y maquinaria por parte del personal operativo. En otras ocasiones, la falla es debida precisamente a procedimientos incorrectos de operación, que en forma intencional son realizados por los operadores del equipo.
También puede determinarse mediante este análisis la necesidad de
capacitar al personal de mantenimiento, ya que los tiempos de reparación pueden ser mayores a los estándares establecidos.

h. Preparar un programa semanal de trabajo a mediados de la semana anterior. Generalmente el 75% del trabajo previsto, es posible realizarlo tal como ha sido programado.
i. Elaborar un programa diario de actividades, y con objeto de evitar que los
trabajadores pierdan las primeras horas del día esperando su asignación; este programa puede elaborarse la tarde del día anterior.
j. Establecer un control de la mano de obra disponible que permita asignar a
cada área de trabajo, línea de producción, departamento o sección la cantidad suficiente de recursos humanos, evitando así exceso o limitación en la fuerza de trabajo asignada.
k. Establecer un programa de mantenimiento preventivo, tratando de lograr que
la fuerza de trabajo disponible se encuentre permanentemente ocupada, en lugar de que únicamente trabaje en emergencias.
l. Controlar el inventario de refacciones y materiales de mantenimiento.
m. Planear los paros de máquinas y equipos, de acuerdo con la vida esperada y
revisiones de los mismos, para reducir al mínimo las reparaciones de emergencia.
n. Establecer procedimientos para revisiones mayores y reacondicionamientos
de equipo, que incluyan requerimientos de partes, equipos y herramientas especiales, así como fuerza de trabajo necesaria para efectuarlas.
o. Mejorar el equipo mediante la realización de cambios de ingeniería,
modificaciones, etc., que sean recomendados por el fabricante.
p. Entrenar al personal de mantenimiento, enviándolo a cursos de capacitación que proporcionan los fabricantes, escuelas especializadas e institutos técnicos. La capacitación de los supervisores deberá incluir conocimientos en técnicas administrativas, de control de personal, etc.
Mantenimiento de emergencia.
La reparación de una falla imprevista del equipo o la maquinaria, constituyen lo que conocemos como mantenimiento correctivo o de emergencia.
El objetivo de toda gerencia de mantenimiento deberá ser la reducción al mínimo posible de este tipo de anomalías que repercuten negativamente en la eficiencia del proceso normal de producción.
Muchas veces el costo de este tipo de mantenimiento no guarda proporción con la magnitud de los daños causados por la falla imprevista de una máquina que en ocasiones puede significar la pérdida de cientos de horas-hombre en las líneas de

producción, el incumplimiento de los programas de trabajo, daños a las materias primas, aumento excesivo del tiempo extra, accidentes a los operarios, etc.
Por estas y otras razones, la gerencia de mantenimiento deberá preocuparse por establecer un programa de mantenimiento preventivo, que como su nombre lo indica, previene la ocurrencia de las fallas imprevistas del equipo y maquinaria en general. Mantenimiento preventivo.
Entre las ventajas que proporciona el establecer un programa de mantenimiento preventivo en la empresa, tenemos que los costos de operación se reducen, se aumenta la vida útil de los equipos e instalaciones, se aumenta la eficiencia de la capacidad de producción instalada, se pueden prever las necesidades de refacciones, etc.
No existe duda con relación a los beneficios que proporciona la adopción del
mantenimiento preventivo, y sin embargo, es algo que muchas ocasiones es totalmente ignorado en nuestro medio industrial, en donde el mantenimiento es de emergencia y eso sólo hasta que es materialmente imposible seguir operando. ¡Cuántas veces, lo único que se hace es una reparación a medias del equipo, únicamente para salir del paso¡, sin importar las consecuencias negativas de tal proceder.
S. Kapner (1970,p.7-56) nos define al mantenimiento preventivo como “la inspección sistemática, la limpieza, la lubricación y el servicio del equipo... El objetivo del mantenimiento preventivo es descubrir el funcionamiento incorrecto incipiente y prevenirlas fallas y paros totales de la maquinaria".
El mismo autor nos dice que el mantenimiento preventivo consiste en general de
seis operaciones:
"Inspeccionar, ajustar, apretar, limpiar, lubricar, reemplazar partes".
Como señala la primera operación, consiste fundamentalmente en descubrir indicios de fallas futuras. Se debe tener la habilidad y conocimiento para estar en condiciones de diagnosticar, mediante una inspección cuidadosa, qué es lo que seguramente va a ocurrir en unos días o semanas más de operación, si no se corrigen las causas de los síntomas que se están observando.
Como dice Kapner (1970,p.7-57) "La inspección en el mantenimiento preventivo
consiste en observara, sentir, escuchara, o probar en un punto de inspección predeterminado, para descubrir algo incorrecto".
Algunas de las operaciones del mantenimiento preventivo, pueden y deben ser encargadas al personal de producción, responsabilizándolo de su correcta ejecución, proporcionándoles previamente el entrenamiento requerido. Por ejemplo, la limpieza diaria de la maquinaria y equipo, al fin de la jornada de trabajo, la lubricación en

algunos puntos de fácil acceso, ciertos ajustes sencillos, etc. Programa de mantenimiento preventivo.
Para elaborar un programa de mantenimiento preventivo, es necesario tener una idea de cuáles son las necesidades existentes en la planta; y el primer paso consiste en realizar un inventario de todos los equipos y máquinas instalados.
También es indispensable recopilar y examinar los manuales de operación y servicio de cada equipo, mismos que deben ser proporcionados por los fabricantes. Estos manuales generalmente incluyen una sección en donde se recomiendan las rutinas de mantenimiento más adecuadas, la frecuencia con que deben realizarse, así como las refacciones que es necesario tener en inventario para reducir los tiempos de reparación.
Esto es muy importante tenerlo en cuenta, ya que en ocasiones el fabricante o proveedor del equipo no cuenta con las refacciones necesarias y en caso de requerirse alguna, como la mayoría de ellas son importadas, los tiempos de entrega son muy grandes y a veces es necesario esperar meses mientras se realizan los trámites ante las autoridades correspondientes.
W. Sheppard (1979,p.119) recomienda una serie de acciones para programar y controlar la ejecución del mantenimiento preventivo. En primer lugar, cuando se realice el inventario del equipo existente, se elaborará una tarjeta de datos generales por cada equipo, máquina o herramienta, que incluya la siguiente información:
• Datos técnicos del equipo: Capacidad, voltaje de operación, Núm. de fases, etc.
• Datos de localización en la planta: Departamento, sección, línea, etc.
• Equipos auxiliares, dispositivos especiales, etc.
• Datos comerciales: Fabricante, nombre del equipo, modelo, número de serie, fecha de compra, etc.
• Lista de refacciones recomendadas por el fabricante, número de parte, etc.
Sugiere la adopción de un código que permita clasificar, dentro de los diferentes
tipos de maquinaria y equipo, ciertos subsistemas o componentes que son comunes a muchos de ellos. Por ejemplo, motores, bombas, compresores, fuentes de poder, amplificadores, etc. El código utiliza un número formado por seis dígitos, en donde los cuatro primeros identifican el tipo de equipo y los dos siguientes el subsistema.
Este número permite posteriormente programar la frecuencia de las rutinas de

mantenimiento recomendadas por los fabricantes de acuerdo con la naturaleza de los subsistemas integrantes.
La periodicidad de la realización de las rutinas de mantenimiento se codifica de acuerdo con una letra; D si es diario, S si es semanal, M si es mensual y así sucesivamente.
Con toda esta información, la persona encargada de formular el programa de mantenimiento de la empresa, estará en condiciones de realizarlo, ya que cuenta con todos los datos necesarios. Esta programación será a varios niveles: semanal, mensual, trimestral y anual.
Mediante un programa bien elaborado, la gerencia estará en condiciones de estimar las cargas de trabajo, contratar y entrenar el número de técnicos que se requieran, ordenar la compra oportuna de las principales refacciones, formular los presupuestos, etc.
El mismo Sheppard (1979, p.121) recomienda elaborar por cada equipo un registro histórico, en donde se anoten de acuerdo con la fecha correspondiente, las fallas principales que el equipo pueda haber tenido, en qué consistieron los problemas, la acción tomada para resolverlos, las partes cambiadas, los reacondicionamientos efectuados, los costos de mano de obra y de refacciones, etc.
Es indudable que todas estas acciones permitirán a la empresa tener un mejor control del estado que guardan sus activos productivos más importantes, estimar cuándo es conveniente programar un paro de equipo para reacondicionarlo en forma tal que no se afecten las actividades productivas, determinar cuándo es necesario sustituir un equipo porque el costo y frecuencia de las reparaciones así lo justifican, estandarizar el tipo de equipo con que se cuenta, etc.
En empresas mayores, que cuentan con los recursos suficientes para contratar los servicios de un experto en métodos estadísticos, se puede incluso, con la información obtenida mediante estos registros, elaborar predicciones de fallas y determinar el tiempo medio entre las mismas. Para una mayor información sobre este tema se recomienda la lectura del trabajo de A. Kelly (1 979,p.253) y de Sheliga y Wolff (1 979,p.42).
Estos últimos autores presentan una fórmula matemática que permite calcular el
ciclo óptimo de mantenimiento, cono¡ fin de lograr el costo anual mínimo de los costos combinados de fallas y de mantenimiento, considerando para tal efecto, además de una serie de factores, la llamada curva de "tina de baño", que describe la vida útil de un equipo a través del tiempo, de acuerdo con la proporción de fallas que ocurren durante el mismo. Ver figura 13.11. Eficiencia del mantenimiento.
La inversión realizada en el establecimiento de la gerencia de ingeniería de la

planta y del departamento de mantenimiento en particular, es algo que muchos gerentes y directivos de empresa, consideran como un lujo o gasto superfluo que sólo las grandes empresas se pueden dar. Y no hay nada de cierto en esa creencia, ya que independientemente del tamaño de la organización, ésta siempre requerirá de muchos de los servicios que realiza ingeniería de la planta.
Una buena forma de determinar el impacto que sobre las operaciones de la
empresa tiene el programa de mantenimiento, es la elaboración de estadísticas relativas al número de horas-hombre perdidas, como consecuencia de interrupciones, fallas, reparaciones, etc., que interfieren el proceso productivo y la comparación de la producción real obtenida con respecto a la producción programada.
El considerar únicamente para efectos de evaluación el tiempo que una máquina permanece descompuesta es incorrecto, ya que si la descompostura de la misma afecta el trabajo de por ejemplo 20 personas, este tiempo deberá multiplicarse por 20 para conocer la pérdida total de producción en el lapso correspondiente.
Para ilustrar este caso, recuerdo que en una ocasión tuve oportunidad de
observar en una empresa, que una máquina sufrió la ruptura de una banda, que en el mercado tenía un valor aproximado de $300.00; pero que por no contar con la refacción en el momento oportuno, 40 obreros interrumpieron sus labores durante 8 horas, tiempo que tardaron en encontrar una banda parecida y sustituirla.

F. Holladay (1978, p.922) recomienda la elaboración de un reporte diario del
tiempo perdido como consecuencia de fallas de la maquinaria, herramienta y equipo. En el mismo se incluye la identificación de la máquina, el tiempo de descompostura, la fecha en que el equipo falló, las causas por las cuales continúa sin repararse, las partes o refacciones que se requieren para componerlo y la fecha estimada de reparación.
Además, sugiere otro reporte que puede elaborarse semanal o mensualmente, en el que se concentra la información relativa al análisis de las consecuencias de las fallas ocurridas en la maquinaria. En este reporte se anotará la identificación de la máquina, el número de horas programadas de producción, el total de horas que la misma estuvo descompuesta, el porcentaje de tiempo perdido, las unidades producidas, las unidades estándar programadas y el porcentaje de eficiencia.
Si la empresa cuenta con los servicios de un centro de proceso de datos, la labor
de programación y control puede simplificarse, elaborando mediante la computadora los programas, reportes, estadísticas, etc., que le permitan al gerente de mantenimiento contar con toda la información que se requiere para tal efecto. A las personas interesadas en establecer un sistema de información de esta naturaleza, les ayudará la revisión del trabajo de T. Hershey y F. Claire (1 979,p.95).
Estos autores presentan en su trabajo, ocho tipos diferentes de reportes
elaborados por computadora, que facilitan el análisis de varios de los conceptos necesarios para evaluar la actuación del departamento de mantenimiento. Taller.
Una empresa de manufactura de regular tamaño, necesita contar con un taller que le proporcione toda una serie de servicios que de otra manera tendrían que ser contratados con proveedores externos, a un costo mayor y sin tener control sobre el cumplimiento de los mismos.
Cuando los ingenieros industriales y de procesos establecen las características físicas que deberá tener cada puesto de trabajo, con frecuencia tienen que crear o diseñar dispositivos especiales que faciliten la tarea que realiza el operario, que mejoren la actividad productiva o de inspección, que simplifiquen los movimientos de materiales, etc.
Estos dispositivos o herramientas especiales comúnmente llamados "jigs' no se pueden comprar con un proveedor de herramientas, porque no existen en el mercado; su diseño depende de las condiciones especiales de cada puesto de trabajo, de las características del producto que se está produciendo, del modelo correspondiente, etc. Y por lo mismo necesitan ser diseñados y construidos "ex profeso", con frecuencia dentro de la misma empresa, utilizando piezas y componentes que en ocasiones también serán de manufactura especial. Algunos dispositivos serán eléctricos, otros mecánicos o electrónicos, otros más electromecánicos, unos operarán con vacío, con calor, etc., todo dependerá de la función que deba desarrollar el dispositivo.

También ocurre que la empresa utiliza como parte de sus productos, piezas metálicas que deben ser troqueladas, o piezas de plástico que deberán ser inyectadas y se requerirá el diseño y la construcción de troqueles y de moldes que en ocasiones pueden ser complicados y numerosos, originando una carga de trabajo que podría justificar la instalación de un taller de máquinas herramientas, con toda la maquinaria necesaria para producirlos y repararlos.
Se puede también dar el caso de que alguna de las máquinas o equipos de producción, sufra una avería que requiera la sustitución de un componente o parte de u n mecanismo que no se consiga en el mercado, y en tales casos, el taller resuelve el problema construyendo la pieza que se necesita. La reparación y mantenimiento de herramientas es otra de las actividades en las cuales la ayuda del taller es fundamental, sin olvidar la necesidad que en ocasiones se tiene de reparar equipo de oficina o de servicios generales, y para efectuarlo, el taller debidamente equipado constituye una valiosa ayuda. OTRAS FUNCIONES DE INGENIERIA DE MANUFACTURA.
Además de las funciones que hemos visto, esta gerencia tiene otras responsabilidades que es necesario revisar brevemente. Higiene y seguridad industrial.
Cuando los ingenieros de manufactura diseñan el proceso de producción, deben hacerlo teniendo en cuenta la seguridad e integridad física de las personas que operarán los mismos. Queda lejos de toda duda que el recurso más valioso con que cuenta cualquier organización, está constituido por el grupo de personas que trabajan para la misma.
En consecuencia, dado que a manufactura corresponde la responsabilidad de la selección de la maquinaria y herramientas, la distribución de la planta, la ubicación de los almacenes, el mantenimiento de los sistemas de producción, la operación de los servicios auxiliares como pueden ser energía eléctrica, alumbrado, agua, vapor, aire comprimido, etc.; el diseño y construcción de la herramienta y la operación del sistema de prevención de incendios, su responsabilidad directa por la seguridad del personal es algo que no puede soslayarse.
Control de costos. Materiales estándar.
De acuerdo con W. Hodson (1970,p.7-98) la participación de manufactura en el control de los costos es fundamental, ya que tiene relación directa con la fuerza de trabajo empleada, los materiales, los suministros, el mantenimiento y las reparaciones.
"Participa en el control de los costos de mano de obra mediante la aplicación de las técnicas relativas a métodos y procedimientos de trabajo, medición del mismo y sistemas de pago e incentivos. Participa en el control de los materiales realizando estudios relativos a su utilización más eficiente. Interviene en el control de los

suministros estableciendo cantidades estándar para la utilización de los mismos".
En efecto, la responsabilidad de la determinación de los volúmenes de compra, tanto de materiales directos como indirectos, corresponde a ingeniería de manufactura.
Cuando ingeniería de diseño especifica el producto mediante sus planos, listas de materiales, normas, etc., únicamente establece la cantidad y las dimensiones de las partes o piezas que constituyen el producto; pero no toma en cuenta que muchos de esos materiales no se consiguen directamente en el mercado en la forma y dimensiones que están especificadas en los planos.
Materiales tales como madera, lámina, telas, alambres, aceros, acrílicos,
plásticos, etc., deben de ser cortados, troquelados, inyectados, maquinados, etc., para poder darles la forma y dimensiones que requieren los planos de ingeniería. Y su presentación comercial es en rollos, planchas, hojas, placas, etc., que tienen dimensiones estándar.
La participación de manufactura en estas condiciones es indispensable, ya que debe realizar estudios para determinar los métodos más económicos de cortar, maquinar o procesar el material, teniendo en cuenta el cumplimiento de las especificaciones, la reducción de los desperdicios mediante el óptimo aprovechamiento del material, los métodos adecuados para disponer de los desechos, rebabas, virutas, etc.
Como resultado de estos estudios, ellos indicarán a la gerencia de materiales o al departamento de compras qué volúmenes de materiales deberán comprar para lograr la producción de cantidades específicas de producto, estableciendo los llamados materiales estándar, los cuales son indispensables para calcular el costo unitario del producto.
Existen por otro lado, materiales que, aunque no forman parte del producto, son necesarios para que el proceso de producción pueda realizarse y que por lo mismo, no aparecen en las listas y especificaciones de ingeniería. Son los llamados materiales indirectos, y ejemplos de los mismos son los lubricantes, combustibles, reactivos, solventes, etc.
La determinación de los requerimientos periódicos de compra de estos materiales, así como el cálculo de los costos correspondientes son también responsabilidad de manufactura. Análisis de valía.
Para explicar en qué consiste el análisis de valía o ingeniería del valor, como también se le conoce, veamos a continuación un ejemplo de una de sus aplicaciones:
Supongamos que usted es el gerente de compras de una empresa y que dentro de la lista de materiales que debe adquirir para ensamblar un determinado producto,

aparece un encendedor desechable de esos que en la actualidad son tan populares y que además se pueden adquirir prácticamente en cualquier establecimiento comercial.
Considere también que el programa de producción le indica que es necesario
comprar 100,000 unidades al año, para cumplir con los requerimientos de venta.
En esas condiciones y dado el volumen de compra, usted lógicamente deberá recurrir a los fabricantes de estos productos para solicitarles cotizaciones de precios plazos de entrega descuentos por pronto pago, muestras para evaluación, condiciones de crédito, etc. Deberá acompañar alas solicitudes, las especificaciones completas del producto, planos con dimensiones y tolerancias, niveles de calidad, etc.
Sin embargo, cuando usted recibe las cotizaciones se encontrará con que cada fabricante le cotiza el producto a un precio diferente y usted deberá decidir a qué fabricante le otorga el pedido, de acuerdo con la información recibida.
Supongamos además, que el departamento de ingeniería de su empresa, después de evaluar las muestras recibidas de los posibles proveedores le comunica que todas ellas cumplen las especificaciones y que desde el punto de vista técnico, cualquiera de los fabricantes sería un buen proveedor.
Usted tiene ahora el dilema de decidir si el precio al que le están cotizando, es un precio justo y deberá tener en cuenta, que sise equivoca en su decisión, por pequeña que sea la diferencia entre los precios a que te están cotizando los diferentes proveedores, esto representará para su empresa una pérdida que podría ser considerable.
Aunque usted no tenga la costumbre de fumar, tiene una idea aproximada de lo
que cuesta un producto como el mencionado; sin embargo, lo que usted conoce es el precio de venta al menudeo, pero ignora cual deberá ser el precio cuando se compra en volúmenes como el señalado en el ejemplo.
Consideremos ahora, como ocurre con frecuencia, que algunas de las partes y componentes incluidos en la lista de materiales del producto, son piezas totalmente desconocidas para usted y para la gran mayoría de las personas; es más, que no existen comercialmente, ya que han sido diseñadas expresamente para realizar alguna función en el producto. En estas condiciones usted no tiene ni siquiera una idea aproximada de lo que sería justo pagar al proveedor por cada pieza comprada. Si como ocurre frecuentemente, elige al proveedor que le está cotizando el precio más bajo, usted estará corriendo un riesgo muy grande. Supongamos que el costo de manufactura del componente sea de $100.00 al volumen de producción considerado, y que el proveedor le está cotizando el mismo en $80.00, porque como ocurre con frecuencia, él tampoco sabe con precisión cuanto le costará producirlo y deseando obtener el pedido, realizó una estimación a la ligera.
Si usted elige a éste proveedor, con toda seguridad estará comprando problemas, ya que cuando él tenga el pedido en firme y se dé cuenta de su error, le

tratará de aumentar el precio, no cumplirá con las fechas de entrega programadas, disminuirá los niveles de calidad para disminuir costos, etc., con todas las consecuencias negativas que esto puede ocasionar a sus programas de producción.
Si por el contrario, el proveedor le cotiza el producto en un precio muy superior al
costo de manufactura y usted le concede el pedido, estará contribuyendo a elevar los costos de producción de su empresa y a reducir los márgenes de utilidad.
¿Qué puede hacerse para reducir estos problemas al mínimo? ¿Cómo puede conocerse cuál es el precio justo para comprador y vendedor, que sirva de base para una negociación sana?. Una de las técnicas que pueden emplearse en estas condiciones es el llamado análisis de valía.
V. Smith (1978,p.27) nos dice que: "El análisis de valía es uno de los métodos utilizados para lograr la reducción de
costos y mejorar el valor de componentes individuales y de ensambles mecánicos completos,... mediante el análisis de la función como primer paso, el material del cual están hechos y finalmente su diseño".
El análisis de valía requiere de la integración de grupos de trabajo formados por
especialistas en diseño, en técnicas de producción, en estudios del trabajo, costos y compras, y tiene aplicación en muchas áreas que afectan la productividad y eficiencia de una empresa en general.
Volviendo al ejemplo del encendedor, serla necesario preguntarse primero cuál
es la función que éste desempeña dentro del producto diseñado, si podría sustituirse por otro dispositivo, si cambiando la forma podría mejorarse la eficiencia, si sería conveniente reducir el número de piezas, si podrían integrarse algunas de las piezas del encendedor con algunas otras del mecanismo del cual formará parte, etc.
A continuación y desarmando el encendedor se analizaría pieza por pieza determinando de qué material están hechas, qué herramienta se requiere para producirla; si es un molde de cuántas cavidades deberá éste producirse para que resulte más económico; qué tipo de máquina de inyección se requiere; cuánto cuesta el kilo de la materia prima; cuántos gramos se requieren de material por unidad; cuál es el desperdicio; qué piezas se pueden eliminar; qué operaciones se requieren para su ensamble; cuál es el tiempo estándar de producción, etc.
Con toda esta información se estará en condiciones de determinar el costo de
producción del encendedor, que para el caso considerado, es la información que requiere el gerente de compras, pero que desde u n punto de vista más general, cuando se utiliza en una empresa, sirve para mejorar el diseño y confiabilidad de sus productos o para reducir el costo de los mismos.
Hay sin embargo que tener cuidado en la aplicación del análisis de valía, ya que como señala V. Smith (l978, p.30).

"Cuando se reducen los costos es necesario que todos los factores sean considerados simultáneamente. Si esto no se realiza, existe el peligro de que la reducción se vea sobrepasada por otros factores. Por ejemplo, la utilización de un material más barato puede reducir radicalmente la confiabilidad o la vida esperada del producto... el peso excesivo tiene efectos adversos diferentes a los costos correspondientes al material, ya que pueden reducir la eficiencia mecánica y aumentar los costos de transporte... las operaciones de maquinado también deben de ser consideradas, ya que generalmente los materiales más baratos son más fáciles de maquinar y más económicos en su uso; dificultades en el maquinado afectan los costos al reducirse las velocidades de corte, aumentar el número de cortes aumenta la frecuencia de afilado de la herramienta;... en piezas troqueladas la forma puede afectar el número y complejidad de los troqueles".
Como podemos observar de las consideraciones anteriores, el análisis de valía es una técnica de reducción de costos que proporciona grandes beneficios a la empresa que la adopta como un procedimiento normal dentro de sus operaciones y aunque en algunas organizaciones, ésta queda ubicada dentro de lo que se considera la función de abastecimientos, existen otras más que la ubican en la gerencia de manufactura.