Embed Size (px)
Citation preview

Dokuz Eylül Üniversitesi
Mühendislik Fakültesi
Endüstri Mühendisliği
Metalurji & Malzeme Mühendisliği
END 3618 & END 4822 Kalite Planlama & Kontrol
Nisan - 2019
Bölüm 9: Süreç Tasarımı ve Süreç İyileştirme
için Tam Faktöriyel Deney Tasarımı (DOE)
Dr. Öğr. Üyesi Kemal SUBULAN

Deney Tasarımı (DOE)
Süreç tasarımı, süreç iyileştirme ve kalite geliştirme aracıdır.
Genellikle, DMAIC sürecinin ‘iyileştirme’ adımında kullanılır.
Tasarım için 6-Sigma (DFSS) uygulamalarında önemli bir role sahiptir.
Yeni ürün geliştirme, süreç tasarımı ve süreç performansının
iyileştirilmesi amacıyla kullanılır.
Yeni ürün ve süreç tasarımı için gerekli sürenin (Geliştirme süresi)
kısaltılmasını sağlar.
Ana faktör etkileri ve faktörler arası etkileşimlerin tahmin edilmesine
olanak tanır.
Sürecin girdi parametrelerinde yapılan değişikliklerin, süreç çıktıları
(Cevap değişkeni) üzerinde yapacağı etkilerin analizinde kullanılır.
Süreç çıktıları, ürüne ilişkin ilgilenilen kalite karakteristiği olabileceği
gibi, süreç performans göstergeleri de olabilmektedir.

Deney tasarımı, sürecin ilgilenilen kalite karakteristiğine etki edenkontrol edilebilir değişkenlerin değerlerini sistematik olarakdeğiştirerek süreç performansını etkileyecek değişken değerlerinibelirlemede kullanılan bir tekniktir.
Süreç performansı arttırılarak, dış değişkenlik kaynaklarına (Kontroledilemeyen) karşı duyarsız, robust süreçlerin elde edilmesi amaçlanır.
Süreç optimizasyonu ve iyileştirme amacıyla kullanılan istatistikselproses kontrol ve deney tasarımı teknikleri birbiriyle yakından ilgilidir.
- Kontrol edilebilen faktörler (tasarım faktörleri):
Değerleri tasarım ya da süreç mühendisi tarafından
kolayca belirlenebilen faktörlerdir.
- Kontrol edilemeyen faktörler, gürültü faktörleri
olarak ta adlandırılmaktadır. Süreç performansı,
gürültü faktörlerinden etkilenmemeli ya da
olabildiğince az etkilenmelidir.

Deney Tasarımının Amaçları
1. Süreç çıktıları üzerinde kritik etkiye sahip değişkenlerin belirlenmesi,
2. Süreç çıktılarının (Cevap değişkeni, performans göstergesi) hedef değerde
olabilmesi için kritik süreç değişkenlerinin ideal değerlerinin belirlenmesi,
3. Süreç çıktıları üzerindeki değişkenliğin minimum olması için, kritik
süreç değişkenlerinin ideal değerlerinin belirlenmesi,
4. Kontrol edilemeyen faktörlerin süreç çıktıları üzerindeki etkisinin
minimum olması için, kritik süreç değişkenlerinin ideal değerlerinin
belirlenmesi.
İstatistiksel olarak kontrol altında olan bir süreç, süreç yeterlilik analizi
doğrultusunda yetersiz olabilir. Bu durumda, süreç yeterliliğinin
arttırılması için değişkenliğin azaltılması gereklidir.
Deney tasarımı, süreç değişkenliğinin azaltılmasında SPC (İPK)
tekniklerinden daha etkilidir.

Deney Tasarımı & İstatistiksel Proses Kontrol
İstatistiksel proses kontrolde (SPC), sürecin kontrol altında olup,olmadığı bilgisini edinmek için süreç izlendiğinden ve süreçdeğişimleri gözlemlendiğinden pasif bir istatistiksel yöntemdir.
Deney tasarımında ise süreç veya sistem üzerinde birçok deneyyapıldığından (Girdi parametrelerinin değerleri değiştirilip, çıktılarüzerindeki değişimlerin gözlemlenmesi), aktif bir istatistikselyöntemdir.
Kontrol kartı uygulamalarında, sürecin kontrol dışında olduğu sonucunavarıldığında, süreci yeniden kontrol altına getirmek için, sürecinkontrol edilebilen faktörleri arasından en önemli olanlar (Süreççıktıları üzerinde en etkili olan girdi değişkenlerinin) ve optimalseviyeleri deney tasarımı teknikleri ile belirlenebilmektedir.
Altı Sigma ve süreç iyileştirmesi aşamasında önemli mühendislikaraçlarından biri olan deney tasarımı ile verim artmakta, değişkenlikazalmakta, hedef değere daha yakın uygunluk sağlanmakta,geliştirme süresi kısalmakta ve ürün maliyeti azalmaktadır.

Bir Mühendislik Tasarım Aktivitesi Olarak:
Deney Tasarımı Deney tasarımı teknikleri, yeni ürün geliştirme ve mevcut ürünlerin
tasarım kalitelerinin iyileştirilmesi amacıyla, tasarım için 6-sigma
(DFSS) aktivitesi olarak sıklıkla kullanılmaktadır.
Mühendislik tasarım faaliyetlerinde, istatistiksel deney tasarımı
uygulamalarının amaçları:
1. Ürün için temel tasarım konfigürasyonlarının değerlendirilmesi
ve karşılaştırılması,
2. Malzeme alternatiflerinin değerlendirilmesi,
3. Ürün performansına etki eden kritik tasarım parametrelerinin
belirlenmesi.
Ürün performansının ve güvenilirliğinin arttırılması, ürün
maliyetinin azaltılması ve ürün geliştirme süresinin kısaltılması
hedeflenir.

Prosesin Karakterize Edilmesi (Factor Screening)
Bir imalat süreci u-kontrol kartına göre, istatistiksel olarak kontrol altında
olmasın rağmen, süreç çıktılarına ilişkin hata seviyesinin daha da azaltılması
amacıyla, süreç performansını etkileyen birçok girdi değişkeni (Kontrol
edilebilen ve kontrol edilemeyen faktörler) arasından hangilerinin ürün
üzerindeki hataların oluşmasını etkilediği belirlenmeye çalışılmaktadır.
Bu sayede, önemli derecede etkiye sahip (Etkinin yönü ve büyüklüğü, DOE
ile belirlenir) olan girdi değişkenleri üzerinde ayarlamalar yapılarak,
(arttırma/azaltma) süreç iyileştirilmeye çalışılır (Hata seviyesi azaltılır).
Girdi değişkenlerinin değerlerinin tek başına değiştirilmesinin veya değişken
değerlerinin eş zamanlı veya toplu olarak değiştirmenin cevap değişkeni
(Hata seviyesi) üzerindeki etkisi araştırılır.
Süreç çıktısı için oluşturulan u-kontrol kartına ek olarak, DOE ile belirlenen
kritik süreç değişkenlerine (faktörler) yönelik kontrol kartları oluşturularak,
DOE ile belirlenen ideal değerlerinin korunması hedeflenir.

Proses/Süreç Optimizasyonu
Cevap değişkeni değerlerini en iyileyen optimal faktör sevilerinin
bulunması hedeflenir. Bir başka deyişle, süreç performansını optimize
eden girdi değişkenlerinin ideal değerleri belirlenir.
Proses karakterizasyonu sonucunda, kritik süreç değişkenlerinin
sıcaklık ve reaksiyon süresi olarak belirlendiği varsayılsın. Mevcut
durumda süreç, 1550 F sıcaklık ve 1.7 saat reaksiyon süresi ile çalışmakta
ve %75 verim (Süreç performansı) elde edilmektedir.
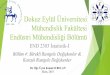
Optimal verim düzeyine ulaşmak için sıcaklık ve reaksiyon
süresinin eş zamanlı değiştirildiği faktöriyel tasarıma
ihtiyaç vardır. Farklı verim değerlerinin (%95, %90, % 80,
%70, %60) elde edildiği sıcaklık ve süre değişkenlerini
gösteren kontur grafiği (Contour plot) yanda verilmiştir.
Bu grafiğe göre, verimi arttırmak için, sıcaklığı arttırırken
aynı zamanda reaksiyon süresini azaltmak gereklidir.
Optimum faktör düzeylerine ilişkin daha kesin tahminler elde
etmek için yanıt-yüzey metodolojisi kullanılabilir.

Yeni Ürün Tasarımı Yeni ürün tasarım sürecinde, ürünün kritik kalite karakteristiklerine
etki eden faktörler ve seviyeleri belirlenip, deney tasarımı
tekniklerinin uygulanması ile ürün tasarımı süreci iyileştirilebilir.
Yeni ürün geliştirmede, tasarım mühendisleri üründe hangi malzeme
ve parçaların kullanılması gerektiğine, ürünün şekil ve özelliklerini
içeren ürün tasarım spesifikasyonlarına DOE ile karar verebilirler.
Tasarım süresi kısaltılabilir ve ürünün tasarım kalitesi arttırılabilir.
Sistem ve Bileşen Toleranslarının Belirlenmesi Bilinmeyen dirençler, Wheatstone köprüsü adı verilen bir devre
yardımıyla bulunabilmektedir. Bu devrede B ayarlı direnç değeri
değiştirilerek X ampermetresinin ölçtüğü akımın sıfır olması sağlanır.
Bilinmeyen direnç Y, aşağıdaki gibi hesaplanır. Cevap değişkeni ise Y’nin
standart sapmasıdır.

Mühendisler, devreyi tasarlarken toplam ölçüm
yeterliliğinin (Gauge capability) kabul
edilebilir seviyelerde olmasını hedeflemiştir.
Bir başka deyişle, ölçüm hatalarının standart
sapmasının az olması için tasarım
parametreleri aşağıdaki gibi belirlenmiştir:
- Ancak hala, toplam ölçüm hatasının yüksek olduğunu düşünülmektedir. Bu
durumun, devre bileşenlerine ait toleransların (±%1 A, B, C, D ve F dirençleri için,
(±%5 güç kaynağı E için) belirlenmesinden kaynaklanabileceği düşünülmüştür.
- Bu toleranslar, uygun faktör seviyelerinin belirlenmesinde kullanılabilir ve hangi
devre bileşenlerinin kritik toleranslara sahip olduğu ve ölçüm sisteminin
yeterliliği için kritik tolerans değerlerine DOE ile karar verilebilir (Tasarım
toleranslarının spesifikasyonlarının belirlenmesi).

Deney Tasarımı Uygulama Aşamaları
1. Problemin tanımlanması: Problemin açık ve net bir şekilde tanımlanması ve
deney hedeflerinin belirlenmesi, süreç hakkında daha detaylı bilgi
edinilmesine ve problemin çözümüne katkıda bulunur.
Deney tasarımı uygulamalarının 2. ve 3-aşaması, genellikle eş zamanlı olarak
gerçekleştirilir. Bazı uygulamalarda, 3.aşama ilk sırada da
gerçekleştirilebilmektedir.
1. Problemin tanımlanması,
2. Faktörler ve seviyelerine karar verilmesi,
3. Cevap değişkeninin seçilmesi,
4. Deney tasarım matrisine karar verilmesi,
5. Deneylerin gerçekleştirilmesi,
6. Veri analizi (ANOVA, S/N oranları vs.)
7. Sonuçların yorumlanması ve öneriler (Onama/Doğrulama deneyleri).

Deney Tasarımı Uygulama Aşamaları2. Faktörler ve seviyelerinin seçilmesi (Factor screening): Birçokfaktör arasından, süreç üzerinde etkili olduğu düşünülen süreçdeğişkenlerinin ve alabileceği değer aralığının belirlenmesi, proseshakkında detaylı bilgi gerektirir.
3. Cevap değişkeninin seçilmesi: Ölçülen kalite karakteristiğininortalaması veya standart sapması cevap değişkeni olarak alınır.Birden fazla süreç çıktısı/cevap değişkeni söz konusu olabilir.Ölçüm sisteminin yeterliliği (Gauge capability) istenilen düzeydedeğilse, deney tasarımı ile sadece yüksek etkiye sahip faktörlertespit edilebilir; bu durumda deneyler tekrarlanmalıdır, ekstradeney tekrarlarına (Replikasyon) ihtiyaç vardır.
4. Deney tasarım matrisine karar verilmesi: Örneklembüyüklüğü (Deney tekrar sayısı), deneylerin hangi sıradayapılacağı, hangi rassallaştırma yöntemi kullanılacağına kararverilmesidir (Deneylerin uygulama sırasının rassallaştırılması).

Deney Tasarımı Uygulama Aşamaları
5. Deneylerin gerçekleştirilmesi: Deneylerin uygulama planı (Personel
seçimi, zaman, ölçme yöntemi vb.) doğrultusunda gerçekleştirilmesi.
6. Veri analizi: Deney sonuçlarının analiz edilmesi. Ana faktör etkileri,
faktörler arası etkileşim grafikleri, normal olasılık grafiği, varyans
analizi (ANOVA) yöntemlerinin uygulanması.
7. Sonuçlar ve öneriler: Deney sonuçlarının geçerliliğinin ortaya
konulması için onama (Doğrulama) deneylerinin gerçekleştirilmesi.
Deney tasarımı 3 temel prensibe sahiptir. Bunlar; deney tekrarı,
deneyin sırasının rastgele yapılması ve deneyin bloklanmasıdır
(Hinkelmann, 2005).
Bloklama (homojenlik) işlemi, birbirine benzer gözlem birimlerinin
gruplara ayrılarak, bilinmeyen ve kontrol edilemeyen faktör
(gürültü) ve hataların deneyi etkilemesini (hata varyansını azaltmak)
önlemek için yapılır.

İstatistiksel Deney Tasarımı Yöntemleri
Birlikte hareket eden/değişen birçok faktör söz konusu olduğunda uygulanır(Çok etkenli deneyler). Bir başka deyişle, faktörlerin birbirleriyleetkileşmeleri durumunda kullanılan deney tasarımı yöntemidir.
En az iki veya daha fazla faktör ve bu faktörlere ait en az iki veya daha fazlaseviyenin bulunduğu deneylerde seviyelerin birbirleri ile çarpımları ileoluşan deney kombinasyonudur.
A ve B faktörlerinin 2 seviyesi (Düşük ve yüksek) olsun. A ve B faktörlerininayrı ayrı, cevap değişkeni üzerindeki etkileri (Ana faktör etkileri), yüksekve düşük seviyelerde elde edilen cevap değişkeni değerlerinin ortalamalarıarasındaki farka eşittir.
Faktöriyel Deney Tasarımı
1. Tam faktöriyel deney tasarımı,
2. Kesirli faktöriyel deney tasarımı,
3. Taguchi deney tasarımı yöntemi.

Farklı faktör seviyeleri için cevap
değişkenleri arasındaki fark, tüm
faktörler için eşit değilse, faktörler
arasında etkileşim söz konusudur.
B faktörü düşük seviyede iken,
A faktörünün etkisi:
B faktörü yüksek seviyede iken, A
faktörünün etkisi:
Faktörler arasında etkileşim yok
Ana faktör etkileri: A faktörü düşük seviyeden yükseğe
çıkarıldığında, cevap değişkeni değeri 20 birim artar.
AB Etkileşimi −20−20
2= −20
(Ters yönde güçlü ilişki)
Örnek-1:

Faktörler arası etkileşim grafiklerinde doğrular birbirine paralel ise,
etkileşim yok; kesişiyorsa arada güçlü etkileşim söz konusudur.
Faktör etkileri ve ideal faktör seviyeleri belirlenirken, faktöriyel tasarıma
alternatif bir yaklaşım olarak, faktörlerden birinin değerini sabit
tutarken diğerini değiştirmek ve en iyi cevap değişkeni doğrultusunda
ideal faktör seviyelerine karar vermek kullanılabilir. Ancak, bu yöntemde
faktörler birlikte değişmediğinden ötürü, faktörler arası etkileşim
dikkate alınamaz ve yöntem yanlış sonuç verebilir. Ayrıca bu yöntem,
faktöriyel tasarıma göre daha fazla sayıda deney yapılmasını gerektirir.
A faktörünün etkisi, B
faktörünün seçilen seviyesine
bağlı olduğu için faktörler
arasında etkileşim vardır.
Faktörler arası etkileşimin
yüksek olması durumunda, ana
faktör etkileri giderek azalır.

Örnek-2: Faktör Seviyelerinin Değiştirilmesi
Sıcaklık 1550 F sabit
tutulduğunda, ideal
reaksiyon süresi 1.7 saat
olarak belirlenmiştir.
Reaksiyon süresi 1.7 saatte sabit
tutulduğunda optimal sıcaklık
1550 F olarak belirlenmiştir.
Bu doğrultuda, ideal sıcaklık ve reaksiyon süresinin 1550 F ve 1.7
saat olması durumunda %75 verim elde edilir. Ancak bu değer,
cevap değişkeni için optimal değildir. Verim %95’e kadar
çıkabilmektedir. Yöntem yanlış sonuç vermiştir.

Örnek - 3: Faktöriyel Tasarım Uçak astar boyalarının alüminyum yüzeylere uygulanması iki farklı
yöntemle gerçekleştirilebilmektedir: (i) daldırma, (ii) püskürtme. Boya
işleminde, her iki yöntemde de 3 farklı astar tipi kullanılabilmektedir.
2 faktör: uygulama yöntemi (2 seviye) ve astar tipi (3 seviye).
Her bir astar tipi için her bir uygulama yönteminde 3 numune boyanarak
(Toplam 18 deney rastgele sırada yapılmış), boyanın yapışma gücü
(Kalite karakteristiği – cevap değişkeni) ölçülerek tabloda verilmiştir.
Hücredeki
değerler toplamı

Varyans Analizi (ANOVA) Amaç, 2-faktörlü tam faktöriyel deney tasarımı ile uçak boyası için
en iyi yapışma gücünü sağlayacak astar tipi ve uygulama yöntemi
kombinasyonuna karar vermektedir.
Her bir deney kombinasyonunda, n adet replikasyon ile
deneyler tekrarlı olarak, rastgele sırada yapılır.

2-Faktörlü Tam Faktöriyel Deney Tasarım Modeli
𝜇 , genel ortalama etki, 𝜏𝑖 A faktörünün i. seviyesinin etkisi, 𝛽𝑗 B
faktörünün j. seviyesinin etkisi, 𝜏𝛽 𝑖𝑗 A ve B faktörleri arasındaki
etkileşimin etkisi, 𝜀𝑖𝑗𝑘 rastgele hata bileşeni.
2-faktörlü faktöriyel deney tasarımı modeli ile, A ve B faktörlerinin ve
AB etkileşiminin süreç üzerinde önemli bir etkiye sahip olup
olmadığı hipotezi test edilir.
Tüm etkilerin kareler toplamı
(Genel)

Ana Faktör Etkileri
Faktörler Arası
Etkileşimin Etkisi
Rastgele Hata
Bileşeninin Etkisi
Serbestlik
Derecesi

2-Faktörlü Faktöriyel Tasarım için
ANOVA Tablosu
Kareler toplamı, serbestlik derecesine bölünerek, ortalama karelerhesaplanır. Ana faktör ve faktörler arası etkileşim için hesaplananortalama karelerin (MS), ortalama hata kareye (MSE)bölünmesiyle elde edilen oranlar, F dağılımı özelliği gösterir.
Hesaplanan 𝐹0değeri,
F-tablosundan belirli
bir güven düzeyinde
(%95) elde edilen
değeri aşıyorsa, 𝑯𝟎
hipotezi (Anlamlı
etkiye sahip olmadığı)
reddedilir.

Ana faktör etkileri için P-değerleri (Anlamlılık düzeyi) oldukça küçük
olduğundan, astar tipi ve uygulama yönteminin boyanın yapışma gücü
üzerinde etkili olduğu sonucuna ulaşılır.
Etkileşim için ise P-değerinin (%95 güven düzeyinde), α = 0.05’ten
büyük olması nedeniyle, boyanın yapışma gücü üzerinde önemli bir
etkisi olmadığı ve astar tipi ile uygulama yöntemi arasında herhangi bir
etkileşimin bulunmadığı söylenebilir.
P-değerlerine alternatif olarak, F dağılım tablosundan:
𝟏. 𝟒𝟔 < 𝑭𝟎.𝟎𝟓,𝟐,𝟏𝟐



MINITAB Çıktısı: İki Yönlü ANOVA
Tek yönlü ANOVA, bağımsız
değişkenlerin bağımlı değişken
üzerindeki etkilerinin ayrı ayrı
incelenmesi için kullanılır.
İki yönlü ANOVA, bağımsız
değişkenlerin ikisinin ortak
etkisinin (Etkileşimin etkisi)
incelenmesinde kullanılır.

Faktörler Arası Etkileşim Grafiği
Boyanın ortalama yapışma gücünün farklı astar tipleri karşısındaki
değerleri grafik üzerinde gösterilmiştir.
Faktörler arası etkileşim grafiğine göre, grafik üzerindeki doğrular
paralel olduğundan, etkileşim yoktur.
Yapışma gücü en yüksek olan faktör seviyeleri: Uygulama yöntemi
olarak püskürtme ve astar tipi olarak ise 2. tip astardır.

Hata Bileşeni (Artık) Analizi
Hata bileşeni (artık) analizi, faktöriyel deney tasarımı modelinin
yeterliliğinin test edilmesi amacıyla gerçekleştirilir.
Artıklar (Residuals), gözlem değerleri ile gözlem değerlerinin yer
aldığı hücredeki ortalama değer arasındaki fark ile hesaplanır.
Modelin yeterliliği için, hesaplanan artıklara ilişkin normal olasılık
grafiği çizilerek, artıkların normal dağılıma uyup uymadığı incelenir.
Hata bileşeninin yaklaşık normal dağıldığı ve
deney tasarımı modelinin yeterli olduğu
söylenebilir.

1. ve 2. tip astar tipine nazaran,
3. tip astar, boyanın yapışma
gücü üzerinde daha az
değişkenliğe sebep olmaktadır.
Uygulama yöntemlerinin,
boyanın yapışma gücüne ait
değişkenlik üzerinde etkisi
yaklaşık olarak aynıdır.

2𝑘 Faktöriyel Tasarım: k Faktörlü ve 2
Seviyeli Tasarımlar 𝟐𝟐 Tasarım: A ve B faktörleri 2 seviyeye sahiptir.
𝟐𝟐= 4 farklı deney kombinasyonu söz konusudur.
Deney tasarımı geometrisi
Deney tasarımı matrisi

Ana Faktör Etkileri ve Faktörler Arası
Etkileşimlerin Tahmin Edilmesi
A Faktörünün Etkisi
B Faktörünün Etkisi
AB Etkileşiminin Etkisi
Karenin köşegen
ortalamaları arasındaki fark
hesaplanarak elde edilir.
A Faktörünün Bağıntısı
Bağıntı katsayısı her zaman
+1 veya -1 değerini alır.

I, toplam etkiyi gösteren özdeşlik sütunudur. AB etkileşimindeki işaret
(+ veya -), A ve B faktörlerindeki işaretlerin çarpımıyla elde edilir.
A, B ve AB için bağıntılar (Contrast), sütun işaretlerinin satır değerleri
ile çarpılıp toplanmasıyla elde edilir. Örneğin, A faktörü için;
A, B ve AB etkileşimi için kareler toplamı ise:

Örnek-4: 22 Faktöriyel Tasarım Bir imalat sürecinde, belirlenen kritik kalite karakteristiği için 𝑿 − 𝑹
kontrol grafiği oluşturulduğunda, sürecin kontrol altında olduğu
gözlemlenmiştir. Ancak üst yönetim, süreç kontrol altında olmasına
rağmen, süreç değişkenliğini yine de yüksek bulmuş; bu nedenle
süreç performansı üzerinde etkili olduğu düşünülen kritik süreç
değişkenlerinin (Kontrol edilebilen faktörler) ideal değerlerinin
deney tasarımı yardımıyla belirlenerek, sürecin iyileştirilebileceğine
kanaat getirmiştir.

Ana faktör etkilerinin tahmin edilmesi:
Faktörler arası etkileşimin etkisinin tahmin edilmesi:
Kritik süreç karakteristiği titreşim
olarak belirlenmiş ve her bir deney
kombinasyonunda, 4 deney tekrarına
ait titreşim değerleri ölçülerek yandaki
tabloda verilmiştir. Toplam titreşim
değeri, cevap değişkeni olarak
tanımlanmıştır.

ANOVA Tablosunun Oluşturulması Ana faktör etkileri ve faktörler arası etkileşimin etkisi
kullanılarak, kareler toplamı hesaplanır.
Elde edilen P-değerleri doğrultusunda, hem A hem de B
faktörlerinin titreşim açışımdan önemli etkiye sahip olduğu
söylenebilir.
Ayrıca, A ve B faktörleri arasında etkileşim söz konusudur ve
bu etkileşim süreç karakteristiği üzerinde önemli etkiye sahiptir.

Regresyon Modeli ile Tahminleme 22 Faktöriyel tasarımda elde edilen regresyon modeli (Varyans
analizi çalışması sonucu elde edilen tahmin modeli):
𝛽1, 𝛽2 ve 𝛽12, regresyon katsayıları, A ve B faktör etkileri ve AB
faktörler arası etkileşimin etkisi kullanılarak hesaplanır.
𝛽0 regresyon katsayısı ise deneyler ile elde edilen tüm gözlem
değerlerinin ortalamasıdır.
A ve B faktörlerinin düşük seviyelerinde 𝑥1 = −1 𝑣𝑒 𝑥2 = −1olması halinde, titreşim miktarının tahmin edilmesi:
16 gözlem değerinin ortalaması

Tahmin edilen titreşim seviyesine (16.1 cps) göre, alınan 4 örnek için
artık değerleri aşağıdaki gibi hesaplanır:
Diğer üç deney kombinasyonu için artık değerleri benzer şekilde
hesaplanarak, artık değerleri için normal olasılık grafiği ve artık
değerlerinin tahmin edilen titreşim seviyelerine göre aldığı
değerler için grafik oluşturulur.
Hata Bileşeni (Artık) Analizi
Artık değerlerinin
yaklaşık normal
dağıldığı söylenebilir.
Deney verisi, düşük titreşim
seviyelerindeki tahmin
değerlerine daha yakındır.

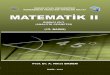
AB Faktörler Arası Etkileşimi Faktörler arası etkileşim grafiğinde,
doğrular kesiştiği için, A ve B faktörleri
arasında etkileşim söz konusudur.
Düşük titreşim seviyesine erişmek için A
faktörü (-) seviyesinde olmalıdır. Minimum
titreşimin sağlanması için ise, A (-), B
faktörü ise (+) seviyesinde olmalıdır.
İmalat sürecinde, kritik öneme sahip A ve B proses değişkenlerinin
değerleri (Faktör seviyeleri), + ve – seviyesine göre ayarlandığında,
yeniden oluşturulan 𝑿 − 𝑹 kontrol grafiğine süreç kontrol altında
olup, süreç değişkenliği azalmıştır.
Faktöriyel tasarım
sonrası elde edilen 𝑋 − 𝑅 kontrol grafiği

Örnek – 5: Dişli üretiminde kullanılmak üzere dökme demir imalatı gerçekleştiren bir
firma, ürettiği dökme demirlerin hacimsel çekmesi ile ilgili bir çalışmayapmaktadır. Farklı döküm sıcaklıkları ve dökme demir seçeneklerinde,döküm ocağından alınan 3’er numune için elde edilen hacimsel çekmedeğerlerine ait deneysel sonuçlar tabloda verilmiştir.
a) Döküm sıcaklığı & dökme demir seçeneğinin, hacimsel çekme üzerindeki anafaktör ve etkileşimli etkilerini hesaplayınız. Faktörler arası etkileşimgrafiğini çiziniz.
b) Kareler Toplamı, SS Toplam = 3.31 olduğuna göre, varyans analizi (ANOVA)tablosunu oluşturarak, ana faktör etkileri ve etkileşimli etkiler konusundayorumlarınızı yapınız. Bu sonuçlara göre, en düşük hacimsel çekmeninsağlanması için, döküm sıcaklığı ve dökme demir türü olarak ne önerirsiniz.(Tüm işlemler için FTablo değerini 5.0 olarak alınız).

MINITAB 14 ile Tam Faktöriyel Deney
Tasarımı Uygulaması

MINITAB 14 ile Tam Faktöriyel Deney
Tasarımının Oluşturulması

MINITAB 14 ile Oluşturulan Tam Faktöriyel
Deney Tasarımı Matrisi

Deney Tasarımının Analiz Edilmesi



Standart Etkilere Ait Normal Olasılık
Grafiği & Pareto Diyagramı
Standardized Effect
Pe
rce
nt
7.55.02.50.0-2.5-5.0
99
95
90
80
70
60
50
40
30
20
10
5
1
Factor Name
A Döküm sý caklý ð ý
B Demir türü
Effect Type
Not Significant
Significant
AB
B
Normal Probability Plot of the Standardized Effects(response is Hacimsel çekme, Alpha = .05)
Te
rm
Standardized Effect
A
AB
B
76543210
2.306Factor Name
A Döküm sý caklý ð ý
B Demir türü
Pareto Chart of the Standardized Effects(response is Hacimsel çekme, Alpha = .05)

Hata Bileşeni (Artık) Analizi
Residual
Perc
en
t
0.500.250.00-0.25-0.50
99
90
50
10
1
Fitted Value
Resid
ual
3.63.22.82.42.0
0.2
0.1
0.0
-0.1
-0.2
Residual
Fre
qu
en
cy
0.30.20.10.0-0.1-0.2
4
3
2
1
0
Observation Order
Resid
ual
121110987654321
0.2
0.1
0.0
-0.1
-0.2
Normal Probability Plot of the Residuals Residuals Versus the Fitted Values
Histogram of the Residuals Residuals Versus the Order of the Data
Residual Plots for Hacimsel çekme
Döküm sıcaklığı faktörü, deney tasarımı modelinden çıkarıldıktan
sonra, hataların yaklaşık normal dağılım göstermesi beklenir.

Faktör Etkileri ve Regresyon Modeli Katsayıları

Varyans Analizi (ANOVA) Sonuçları

Ana Faktör Etkileri Grafiği

Faktörler Arası Etkileşim Grafiği
Demir türü
Me
an
Küresel grafitliYüksek kromlu beyaz
3.6
3.4
3.2
3.0
2.8
2.6
2.4
2.2
2.0
Döküm
sý caklý ð ý
1200
1400
Interaction Plot (data means) for Hacimsel çekme

Faktöriyel Tasarım Analiz Aşamaları
1. Deneyler rastgele sırada ve tekrarlı olarak gerçekleştirildikten sonra,ana faktör etkileri ve faktörler arası etkileşimin etkisi tahmin edilir,
2. A ve B faktörlerinin etkileşimini de içeren başlangıç model(2-faktörlü tam faktöriyel tasarım modeli) oluşturulur.
3. ANOVA ile her bir faktörün ve faktörler arası etkileşimin cevapdeğişkeni üzerinde anlamlı etkisinin olup/olmadığı test edilir.
4. Hata bileşeni için artık analizi yapılarak, hataların normal dağılımgösterip göstermediği araştırılır.
5. Eğer artıklar normal dağılım özelliği gösteriyor; A ve B faktörleri veAB etkileşimi cevap değişkeni üzerinde önemli derecede etkiyesahipse, başlangıçta belirlenen tam faktöriyel tasarım modelininrevize edilmesine gerek yoktur.
6. A ve B faktör etkileri önemli değilse veya AB etkileşimi önemsiz ise,modelden çıkartılarak deney tasarımı modeli revize edilir.

k ≥ 3 için 2𝑘 Faktöriyel Tasarım
2 Seviyeli 3-Faktör
Deney tasarımı geometrisi
23 = 8 faktör-seviye
kombinasyonu (Deney
tasarımı matrisi)
2’li ve 3’lü faktör
etkileşimlerini de içeren tam
faktöriyel tasarım modeli
Genel ortalama

Ana Faktör Etkilerinin Tahmin Edilmesi

Faktörler Arası Etkileşimlerin Tahmin Edilmesi

3’lü faktör etkileşimi

Tablo (Deney Tasarım Matrisi) Özellikleri
Ana faktör ve
faktörler arası
etkileşimlerin
hesaplanması
Herhangi bir etki için
kareler toplamının
hesaplanması

Bir işletmede üretilen metal parçaların yüzey pürüzlülüğüne etki eden temel faktörler; tezgâhtaki
kesici takımın ilerleme hızı (A), kesme derinliği (B) ve kesici takım açısı (C) olarak belirlenmiştir.
Bu faktörlere ait ‘düşük’ (-1) ve ‘yüksek’ (+1) olmak üzere 2 seviye mevcuttur. Tam faktöriyel
deney tasarımı uygulaması kapsamında, her bir deney kombinasyonunda 2 tekrar yapılarak üretilen
parçaların yüzey pürüzlülüğü hesaplanmış ve deneysel sonuçlar aşağıdaki tabloda verilmiştir.
Örnek – 6:
a) İlerleme hızı, kesme derinliği & kesici takım
açısının, yüzey pürüzlülüğü üzerindeki ana faktör
etkilerini ve faktörler arası etkileşimlerin etkilerini
hesaplayınız. İlerleme hızı (A) ve kesme derinliği
(B) faktörleri arasındaki etkileşimin grafiğini çiziniz.
b) Kareler Toplamı, SS Toplam = 92.9375 olduğuna göre, varyans analizi (ANOVA) tablosunu
oluşturarak, ana faktör etkileri ve etkileşimli etkiler konusunda yorumlarınızı yapınız. Bu
sonuçlara göre, minimum yüzey pürüzlülüğünün sağlanması için, ilerleme hızı ve kesme derinliği
olarak hangi seviyelerin (düşük veya yüksek) kullanılmasını önerirsiniz (Tüm işlemler için FTablo
değerini 3.0 olarak alınız).

A faktörü için ana
faktör etkisi
A faktörü etkisi için
kareler toplamı
Faktör etkileri ve
faktörler arası
etkileşimlere göre, en
yüksek öneme sahip
faktörler: A ve B’dir.

Tam Faktöriyel Tasarım Modeli için ANOVA
p-değerlerine göre, ilerleme hızı (A) en yüksek öneme sahip faktördür.
Tüm faktörleri dikkate alan tam faktöriyel tasarım modeli, önemsiz
faktör ve etkileşimler modelden çıkarılarak indirgenebilir.
p < 𝟎. 𝟏𝟎 (%90 güven düzeyi) için indirgenmiş modelde sadece A ve B
faktörü olmalıdır. AB etkileşimi de (𝑝 = 0.12) modele katılabilir.

MINITAB ile Elde
Edilen ANOVA Tablosu

Regresyon Modeli
Tüm faktörler düşük seviyelerinde (-) olduğunda, yüzey pürüzlülüğü
cevap değişkeninin tahmini değeri 𝑥1 = 𝑥2 = −1 :
Orijinal tasarımdaki her bir nokta için elde
edilen yüzey pürüzlülüğü tahmini değerleri

Artık değerleri, gözlemlenen değer ile tahmini değer arasındaki fark
hesaplanarak bulunmaktadır. Tüm faktörlerin düşük seviyede (-) olduğu
noktada elde edilen gözlem değerleri: 9 ve 7’dir. Dolayısıyla, artıklar:
9 − 9.25 = −0.25 𝑣𝑒 7 − 9.25 = −2.25 olarak hesaplanır.
Tüm artık değerlerinin hesabı sonrası elde edilen normal olasılık grafiği:
Hata Bileşeni (Artık) Analizi
Tüm artık değerleri yaklaşık olarak bir doğru
üzerinde yer aldığından, indirgenmiş faktöriyel
tasarım modelinin yeterli olduğu söylenebilir.
Sonuç: Yüzey pürüzlülüğünün düşük olması arzu edildiğinden
ve A ve B faktörlerinin yüzey pürüzlülüğü üzerinde pozitif
etkisi olduğundan, bu faktörler düşük seviyelerinde (-)
olması beklenir. Ancak, optimal faktör seviyelerine karar
verirken AB arasındaki etkileşim de dikkate alınmalıdır
(Bunun için faktörler arası etkileşim grafiklerine alternatif
olarak, tahminlerin yer aldığı küp de kullanılabilir).

Yanıt-Yüzey (Response-Surface) Grafikleri

Yanıt-Yüzey (Response-Surface) Grafikleri




Deney Sonuçlarının
Girilmesi

Deney Sonuçlarının Analiz Edilmesi

Analiz sonuçları %85 güven düzeyinde elde edilmiştir. %95 güven
düzeyinde sadece A faktörü etkisi önemli ve anlamlıdır.



Ana Faktör Etkileri Grafikleri

Faktörler Arası Etkileşim Grafikleri



Yıllar boyunca hep sayılara inandım ve de nedenleri getiren denklemlere ve mantığa..
Bu şekilde geçen bir yaşamdan sonra, mantık aslında nedir ? diye soruyorum..
Nedenlerine kim karar verir ? Yaşamım matematik, fizik, metafizik & halüsinasyonlar
arasında gidip geldi..
Ve akademik kariyerim en önemli buluşunu yaptım.. Hayatımın da en önemli buluşu bu..
Mantıklı sebepler ancak ve ancak gerçek sevginin gizem dolu denklemlerinde bulunabilir.
John Forbes Nash, Jr.
Nobel ödülü konuşmasından (1994)