Embed Size (px)
Citation preview

선진국의 온실가스 벤치마크
할당방법론 개발 현황조사 및 시범사업
2012. 08
연구수행기관
광운대학교 산학협력단
대구대학교 산학협력단
환 경 부

제 출 문
환경부 장관 귀하
본 보고서를 “선진국의 온실가스 벤치마크 할당방법론 개발 현황조사 및
시범사업” 과제의 최종보고서로 제출합니다.
2012 . 8.
연구책임자 : 유 경 선 (광운대학교)
책임연구원 : 김 문 현 (대구대학교)
: 박 영 권 (서울시립대학교)
: 이 광 구 (경일대학교)
: 함 성 원 (경일대학교)
참여연구원 : 엄원현, 신형섭, 김민아
(이상 광운대학교)
: 차진선, 전보람, 조예랑
(이상 서울시립대학교)
: 김대환
(이상 대구대학교)

- I -
<제목 차례>
제1장 서론 ·····························································································································1
1절 연구개발의 배경 및 필요성 ······················································································1
2절 연구내용 및 범위········································································································5
1. 연구내용 ·························································································································5
2. 연구범위 ·························································································································5
제2장 선진국의 목표관리제 현황조사 ···········································································7
1절 미국의 온실가스 감축 프로그램 ··············································································7
1. Regional Greenhouse Gas Initiative (RGGI) ······················································9
2. Western Climate Initiative (WCI) ······································································11
3. 미국 벤치마크 개발 시사점····················································································14
3.1 생산품 벤치마크의 정의와 적용영역 ································································16
3.2 조직경계와 측정수단의 범위 ··············································································18
3.3 벤치마크의 단위 ····································································································19
3.4 벤치마크 목표········································································································20
3.5 데이터 ····················································································································20
2절 EU 벤치마크 개요 ····································································································23
1. EU-ETS 추진 개요·································································································23
2. 벤치마크 정의············································································································23
3절 EU 벤치마크 개발원칙····························································································26
- II -
1. 벤치마크 개발 원칙 및 데이터 수집····································································26
2. 벤치마크 개발 방법 및 운영 조직도 ····································································29
4절 EU 벤치마크 세부내용····························································································31
1. 벤치마크 할당 방법··································································································31
1.1. 할당에 영향을 끼치는 인자···············································································33
1.2. 최종 할당량 산정 방법·······················································································36
1.3. EU-ETS Template ····························································································38
2. 국내 온실가스・에너지 목표관리 운영 지침과 EU-ETS 목표관리제 비교··39
제3장 국내 BM계수 검증 가이드라인 ·········································································48
1절 부문별, 배출시설별 벤치마크 검증 가이드라인················································48
1. 부문별 벤치마크 가이드라인··················································································48
1.1. 부문 #6 석회부문 ·······························································································48
1.2. 부문 #7 탄산염의 기타공정 사용 부문 ·························································56
1.3. 부문 #8 암모니아 생산 부문···········································································73
1.4. 부문 #9 질산생산 ·······························································································79
1.5 부문 #11 칼슘카바이드 생산 부문··································································84
1.6. 부문 #12 소다회 생산 ·······················································································85
1.7 부문 #13 석유정제공정 부문············································································88
1.8. 부문 #14 석유화학제품 ···················································································102
1.9. 부문 #15 불소화합물 생산·············································································117
1.10. 부문 #16 철강생산 ······················································································123
- III -
2절 부문별, 배출시설별 벤치마크 검증 가이드라인 총괄····································131
제4장 국내 지침의 주요 쟁점 분석 ···········································································134
1절 부문별, 배출시설별 벤치마크 개발방법론························································134
1. 부문별 벤치마크 개발방법론 비교 분석····························································134
1.1. 부문 #6 석회·····································································································134
1.2. 부문 #7 탄산염의 기타 공정 사용·······························································136
1.3. 부문 #8 암모니아 생산시설 ···········································································141
1.4. 부문 #9 질산생산 ·····························································································143
1.5. 부문 #11 칼슘카바이드 제조시설·································································145
1.6. 부문 #12 소다회 생산 ·····················································································145
1.7. 부문 #13 석유제품 제조시설 ·········································································149
1.8. 부문 #14 석유화학제품 ···················································································151
1.9. 부문 #15 불소화합물 생산·············································································160
1.10. 부문 #16 철강생산 ························································································162
참고문헌 ·····························································································································168
- IV -
<표 차례>
<표 1-1> 온실가스 에너지 목표관리제 관리대상 지정 기준 ··································2
<표 1-2> 목표관리제 관리업체 중 상위 10개 업종 현황 (2010.9) ····················4
<표 2-1> 미국 온실가스 프로그램 운영현황 ······························································8
<표 2-2> 벤치마크 구성의 장단점·············································································17
<표 2-3> 벤치마크 분모항의 변화에 따른 장단점 ···············································19
<표 2-4> 벤치마크에 활용가능한 자료의 데이터베이스 ·····································22
<표 2-5> EU-ETS 벤치마크 추진 개요 ································································23
<표 2-6> 데이터 수집 가이드라인에 따른 13개 산업부문 52개 제품 ··············28
<표 2-7> 분류기준 설정시 고려사항 ·········································································30
<표 2-8> 제품 벤치마크 개발시 고려요소 ·······························································31
<표 2-9> 온실가스 활동요소에 따른 벤치마크 할당옵션 ·····································32
<표 2-10> 각 년도별 탄소누출도 ···············································································33
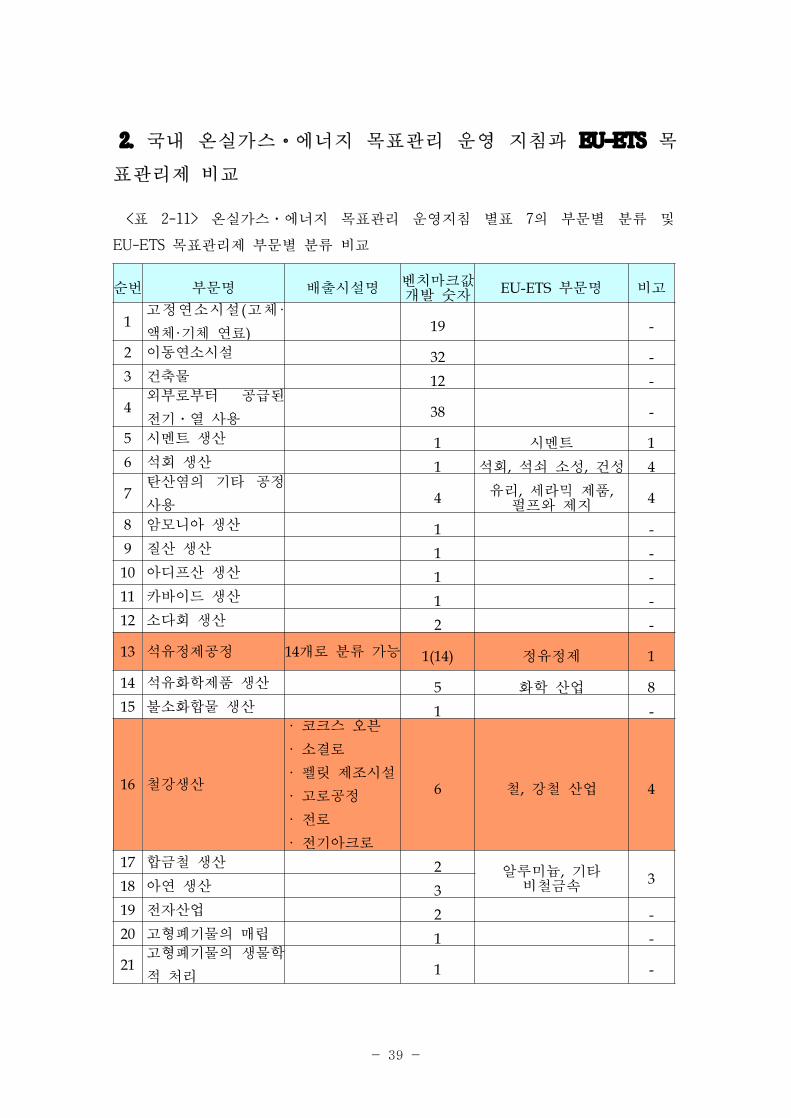
<표 2-11> 온실가스·에너지 목표관리 운영지침 별표 7의 부문별 분류 및
EU-ETS 목표관리제 부문별 분류 비교 ·········································39
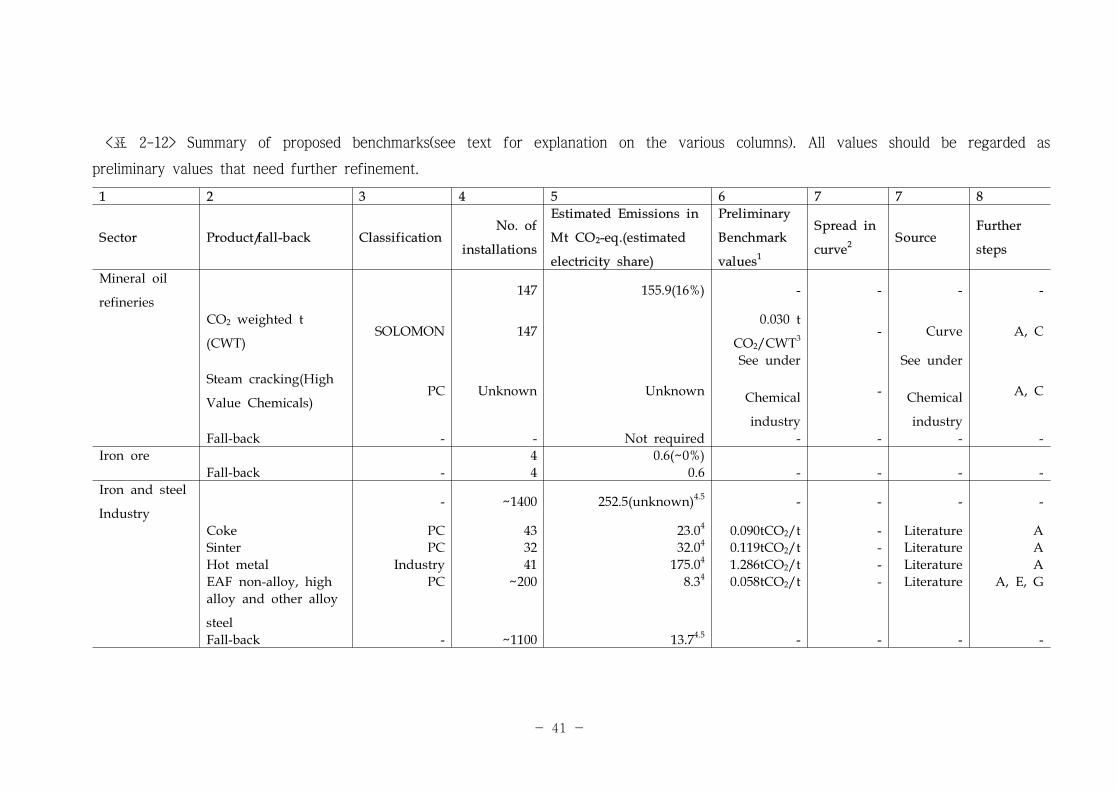
<표 2-12> Summary of proposed benchmarks(see text for explanation on
the various columns). All values should be regarded as
preliminary values that need further refinement. ·························41
<표 3-1> 2006년도 자료를 바탕으로 계산한 석회 생산 시설의 예비
benchmark 계수 ·····················································································52
<표 3-2> 석회 생산 시설의 연료 연소에 의한 benchmark 계수 ·····················52
- V -
<표 3-3> 석회 생산 시설의 benchmark 가이드라인 ·············································55
<표 3-4> 유리 생산품의 분류 ···················································································58
<표 3-5> 유리 생산 시설의 benchmark 계수(Ecofys/Fraunhofer-ISI, 2009) ···59
<표 3-6> 유리 생산 시설의 benchmark 가이드라인 ···········································60
<표 3-7> 세라믹 생산품의 구분·················································································63
<표 3-8> 세라믹 생산 시설의 benchmark 가이드라인 ·······································66
<표 3-9> 천연 펄프 생산 공정에서의 열 소비량 ···················································68
<표 3-10> 펄프 및 종이 생산 시설의 benchmark 가이드라인 ·························71
<표 3-11> 암모니아 생산 시설의 benchmark 가이드라인 ·································78
<표 3-12> N2O 배출제어기술······················································································80
<표 3-13> 휴캠스(주) 질산 생산시설에 대한 CDM 기준 N2O 배출계수 ········81
<표 3-14> 휴캠스(주)의 온실가스배출량명세서에 기재된 이산화탄소 배출계수···81
<표 3-15> 부문# 9 질산 생산 플랜트의 벤치마크 가이드라인 ·························82
<표 3-16> 부문# 12 소다회 생산 플랜트의 벤치마크 가이드라인 ···················86
<표 3-17> 정유 생산 시설에서 배출원별 온실가스 기여도·································91
<표 3-18> CWT 공정 단위의 CWT factor ···························································92
<표 3-19> 석유제품 생산시설의 benchmark 가이드라인 ·································101
<표 3-20> EU와 아시아/태평양 지역 나프타 분해시설들의 벤치마크 가이드라인···103
<표 3-21> 여천 NCC(주) 나프타 분해시설의 생산품별 온실가스배출량······105
<표 3-22> 한화케미칼(주) 울산1사업장 VCM 생산시설의 온실가스배출량 ·107
<표 3-23> EDC와 VCM 생산공정별 IPCC 가이드라인 Tier 1 배출계수 ······108
<표 3-24> EDC/VCM 생산시설에 대한 벤치마크 가이드라인 ··························109
- VI -
<표 3-25> 국내 EO/EG 생산 사업장 현황····························································112
<표 3-26> EO/EG 생산시설에 대한 벤치마크 가이드라인 ································112
<표 3-27> EU ETS Phase III BOC 목록·····························································113
<표 3-28> 카본블랙 생산기법과 그에 따른 분류 ·················································114
<표 3-29> 생산기법 차이에 따른 카본블랙의 주요 물성···································114
<표 3-30> 국내 소재 카본블랙 생산 사업장 현황···············································115
<표 3-31> OCI(주) 포항공장 카본블랙 생산시설의 온실가스배출량··············116
<표 3-32> 카본블랙 생산시설에 대한 벤치마크 가이드라인·····························116
<표 3-33> HCFC-22 생산과정에서 발생하는 HFC-23 배출시설의 주요 특징···117
<표 3-34> (주)후성의 CDM 자료에 근거한 HFC-23 소각공정 자료···········120
<표 3-35> (주)후성의 HFC-23 고온소각공정에 대한 CO2 배출계수 산정 내역··121
<표 3-36> HFC-23 배출시설에 대한 벤치마크 가이드라인 ····························122
<표 3-37> 철강생산 분야 코크스 공정의 벤치마크 가이드라인 ·······················126
<표 3-38> 철강생산 분야 소결 공정의 벤치마크 가이드라인 ···························127
<표 3-39> 철강생산 분야 용선 생산 공정의 벤치마크 가이드라인 ·················128
<표 3-40> 철강생산 분야 용선 생산 공정의 벤치마크 가이드라인 ·················130
<표 3-41> 부문별, 배출시설별 벤치마크 검증 가이드라인 총괄·····················131
<표 4-1> 부문# 6 석회생산 소성시설에 대한 벤치마크 개발방법론, 고려사항
및 조직경계 비교분석··············································································135
<표 4-2> 국내 온실가스 에너지 목표관리 운영 등에 관한 지침에서의 탄산염
기타 공정의 시설 및 배출시설 구분 ····················································136
<표 4-3> 부문# 7 탄산염의 기타공정에 대한 벤치마크 개발방법론, 고려사항
및 조직경계 비교분석··············································································138
- VII -
<표 4-4> 부문# 8 암모니아 생산에서 암모니아 생산시설에 대한 벤치마크 개
발방법론, 고려사항 및 조직경계 비교분석·········································142
<표 4-5> 부문# 9 질산생산 배출시설에 대한 벤치마크 개발방법론, 고려사항
및 조직경계 비교분석··············································································144
<표 4-6> 부문# 12 소다회 생산 암모니아 소다회 제조시설에 대한 벤치마크
개발방법론, 고려사항 및 조직경계 비교분석·····································146
<표 4-7> 부문# 12 소다회 생산 천연 소다회 생산공정에 대한 벤치마크 개발
방법론, 고려사항 및 조직경계 비교분석 ·············································148
<표 4-8> 부문# 13 석유정제에서 온실가스 배출시설에 대한 벤치마크 개발방
법론, 고려사항 및 조직경계 비교분석·················································150
<표 4-9> 나프타 분해시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계
비교분석 ·······································································································152
<표 4-10> EDC/VCM 생산시설에 대한 벤치마크 개발방법론, 고려사항 및 조직
경계 비교분석··························································································154
<표 4-11> 에틸렌옥사이드 생산 배출시설에 대한 벤치마크 개발방법론, 고려사
항 및 조직경계 비교분석······································································155
<표 4-12> 아크릴로니트릴 생산 배출시설에 대한 벤치마크 개발방법론, 고려사
항 및 조직경계 비교분석······································································158
<표 4-13> 카본블랙 생산 배출시설에 대한 벤치마크 개발방법론, 고려사항 및
조직경계 비교분석 ··················································································159
<표 4-14> HCFC-22 생산과정에서 발생하는 HFC-23 배출시설에 대한 벤치
마크 개발방법론, 고려사항 및 조직경계 비교분석·························161
<표 4-15> 철강생산 제조시설에 대한 벤치마크 개발방법론, 고려사항 및 조직
경계 비교분석 ··························································································163
- VIII -
<그림 차례>
<그림 1-1> 목표관리제도 (2010.9) ·············································································3
<그림 2-1 > WCI 프로그램 참여 주정부 현황·······················································12
<그림 2-2> WCI 프로그램의 단계별 할당계획 ·····················································13
<그림 2-3> 결과에 기초한 리베이트를 제외한 2012년 1톤당 15달러의 CO2 가
격충당금으로 인해 발생한 산업생산에 대한 효과 예측·················14
<그림 2-4> EITE 산업부문에서 벤치마크 기반의 할당·······································15
<그림 2-5> 업종별 온실가스의 직접배출과 간접배출 비율·································15
<그림 2-6> 벤치마크 구성요소 선택 ·········································································17
<그림 2-7> 가상 벤치마크 곡선 : 벤치마크의 선택 ··············································20
<그림 2-8> 벤치마크 산정방법 ·················································································24
<그림 2-9> 데이터 수집 분류 코드 ·········································································27
<그림 2-10> 데이터 수집 프로세스 ·········································································28
<그림 2-11> BM계수 개발도 ·······················································································29
<그림 2-12> 이해관계자 운영체계 및 벤치마크 계수 개발 절차 ·····················30
<그림 2-13> CO2 배출에 영향을 미치는 3가지 인자(연소공종 중) ··················31
<그림 2-14> ETS 시설에서 다른 ETS 시설로 열의 이동···································35
<그림 2-15> ETS 시설에서 Non-ETS 시설로 열의 이동··································35
<그림 2-16> Non-ETS 시설에서 다른 ETS시설로의 열의 이동······················35
<그림 2-17> 기본 할당량 산정 방법 ·········································································36
- IX -
<그림 2-18> 예비 할당량 산정 방법 ·········································································36
<그림 2-19> 최종 할당량 산정 방법 ·········································································37
<그림 2-20> EU-ETS Template의 할당량 산정방법 ········································38
<그림 3-1> 석회 생산의 공정도 및 배출량 산정을 위한 경계 설정·················50
<그림 3-2> 석회 생산 공정에서의 CO2 배출량(CIBA, 2007) ····························51
<그림 3-3> 국내 명세서의 배출시설 및 시설별 연료 정보 ·································53
<그림 3-4> 국내 명세서의 배출시설별 배출량 현황정보 ·····································54
<그림 3-5> 국내 명세서의 사업장 배출량 현황정보·············································54
<그림 3-6> 세라믹 제품의 생산 공정 (BREF Ceramics, 2007) ·······················61
<그림 3-7> Bricks and roof tiles의 생산품별 benchmark curve ······················64
<그림 3-8> Bricks and roof tiles의 상대적 온실가스 배출량 비교··················65
<그림 3-9> Refractory products의 benchmark curve ··········································65
<그림 3-10> 35개 유럽 EFMA 공장의 에너지 benchmark curve (EFMA 2009a) ··76
<그림 3-11> 35개 유럽 EFMA 공장의 CO2 benchmark curve (EFMA 2009a) ·77
<그림 3-12> 많은 양의 스팀을 외부에 판매하는 두 개의 공장을 제외한 CO2
벤치마크 곡선 (EFMA 2009a) ·························································78
<그림 3-13> 질산 생산 플랜트의 벤치마크 곡선 ···················································79
<그림 3-14> 암모니아 소다회 제조시설 벤치마크 곡선 ·······································85
<그림 3-15> 석유 정제 공정도 ···················································································89
<그림 3-16> 국내 명세서의 배출시설 및 시설별 연료 정보 ·······························97
<그림 3-17> 국내 명세서의 배출시설별 배출량 현황정보 ···································97
<그림 3-18> 원유정제 공정 중 촉매재생 공정에서의 온실가스 발생···············98
<그림 3-19> 원유정제 공정 중 수소제조 공정에서의 온실가스 발생···············99
- X -
<그림 3-20> 원유정제 공정 중 황 회수 제거 공정에서의 온실가스 발생·····100
<그림 3-21> 국내 명세서상의 정유정제시설 배출시설명과 CWT 공정 단위 비교··101
<그림 3-22> 북아메리카, 유럽, 아시아/태평양 지역에 소재한 나프타 분해시설
들에 대한 벤치마크 곡선··································································102
<그림 3-23> EDC/VCM 생산시설에 대한 벤치마크 곡선··································106
<그림 3-24> 단일 연속 EO/EG 생산공정 개요····················································110
<그림 3-25> EO 생산을 위한 직접촉매산화법 ·····················································111
<그림 3-26> 생산기법에 따른 카본블랙의 입경분포 ···········································115
<그림 3-27> HCFC-22 생산공정 개요··································································118
<그림 3-28> (주)후성의 HFC-23 고온산화공정 개요······································119
<그림 3-29> (주)후성의 HFC-23 고온소각공정의 조직경계 ··························120
<그림 3-30> 철강생산 공정의 개요·········································································123
<그림 3-31> 코크스 오븐 공정의 물질·에너지 흐름···········································125
<그림 3-32> 소결 공정의 물질·에너지 흐름·························································126
<그림 3-33> 펠릿 제조 공정의 물질·에너지 흐름···············································127
<그림 3-34> 고로와 전로 공정의 물질·에너지 흐름···········································128
<그림 3-35> 전기로(EAF) 공정의 물질·에너지 흐름 ·········································129
- 1 -
제1장 서론
1절 연구개발의 배경 및 필요성
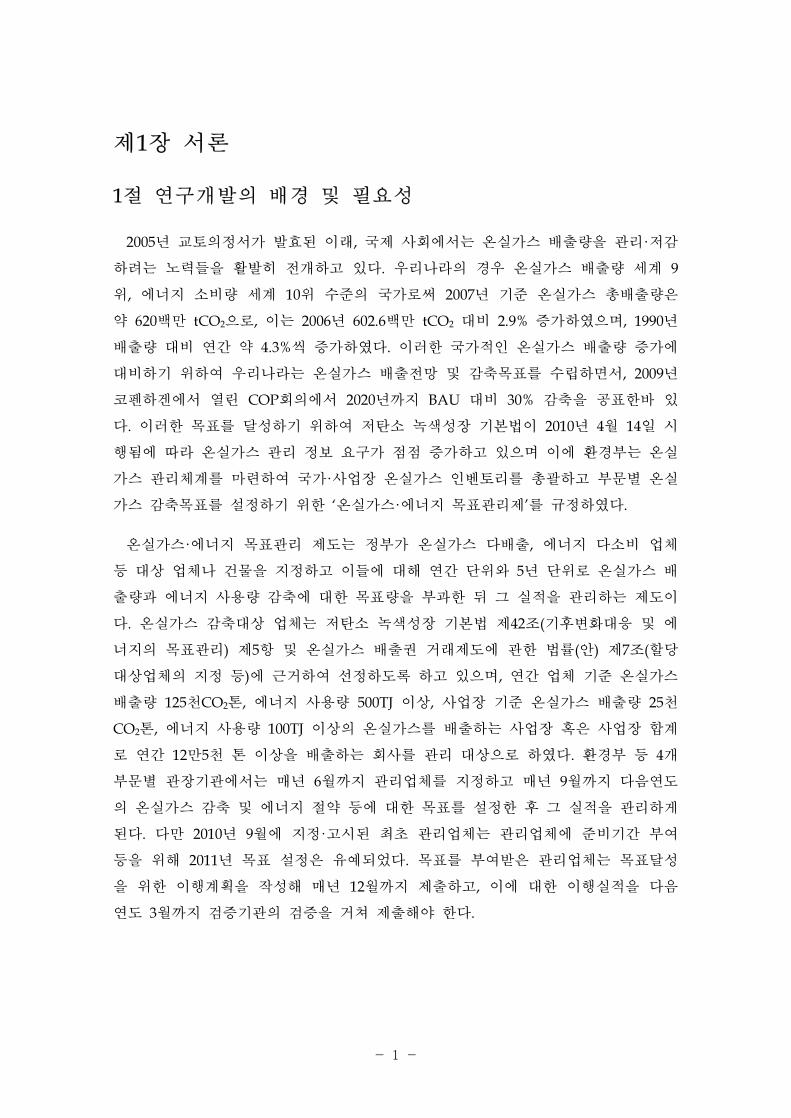
2005년 교토의정서가 발효된 이래, 국제 사회에서는 온실가스 배출량을 관리·저감
하려는 노력들을 활발히 전개하고 있다. 우리나라의 경우 온실가스 배출량 세계 9
위, 에너지 소비량 세계 10위 수준의 국가로써 2007년 기준 온실가스 총배출량은
약 620백만 tCO2으로, 이는 2006년 602.6백만 tCO2 대비 2.9% 증가하였으며, 1990년
배출량 대비 연간 약 4.3%씩 증가하였다. 이러한 국가적인 온실가스 배출량 증가에
대비하기 위하여 우리나라는 온실가스 배출전망 및 감축목표를 수립하면서, 2009년
코펜하겐에서 열린 COP회의에서 2020년까지 BAU 대비 30% 감축을 공표한바 있
다. 이러한 목표를 달성하기 위하여 저탄소 녹색성장 기본법이 2010년 4월 14일 시
행됨에 따라 온실가스 관리 정보 요구가 점점 증가하고 있으며 이에 환경부는 온실
가스 관리체계를 마련하여 국가·사업장 온실가스 인벤토리를 총괄하고 부문별 온실
가스 감축목표를 설정하기 위한 ‘온실가스·에너지 목표관리제’를 규정하였다.
온실가스·에너지 목표관리 제도는 정부가 온실가스 다배출, 에너지 다소비 업체
등 대상 업체나 건물을 지정하고 이들에 대해 연간 단위와 5년 단위로 온실가스 배
출량과 에너지 사용량 감축에 대한 목표량을 부과한 뒤 그 실적을 관리하는 제도이
다. 온실가스 감축대상 업체는 저탄소 녹색성장 기본법 제42조(기후변화대응 및 에
너지의 목표관리) 제5항 및 온실가스 배출권 거래제도에 관한 법률(안) 제7조(할당
대상업체의 지정 등)에 근거하여 선정하도록 하고 있으며, 연간 업체 기준 온실가스
배출량 125천CO2톤, 에너지 사용량 500TJ 이상, 사업장 기준 온실가스 배출량 25천
CO2톤, 에너지 사용량 100TJ 이상의 온실가스를 배출하는 사업장 혹은 사업장 합계
로 연간 12만5천 톤 이상을 배출하는 회사를 관리 대상으로 하였다. 환경부 등 4개
부문별 관장기관에서는 매년 6월까지 관리업체를 지정하고 매년 9월까지 다음연도
의 온실가스 감축 및 에너지 절약 등에 대한 목표를 설정한 후 그 실적을 관리하게
된다. 다만 2010년 9월에 지정·고시된 최초 관리업체는 관리업체에 준비기간 부여
등을 위해 2011년 목표 설정은 유예되었다. 목표를 부여받은 관리업체는 목표달성
을 위한 이행계획을 작성해 매년 12월까지 제출하고, 이에 대한 이행실적을 다음
연도 3월까지 검증기관의 검증을 거쳐 제출해야 한다.
- 2 -
연도 대상온실가스
배출량(tCO2)에너지소비량(TJ)
2011년업체 12만5000 500
사업장 2만5000 100
2012년업체 8만7500 350
사업장 2만 90
2014년업체 5만 200
사업장 1만5000 80
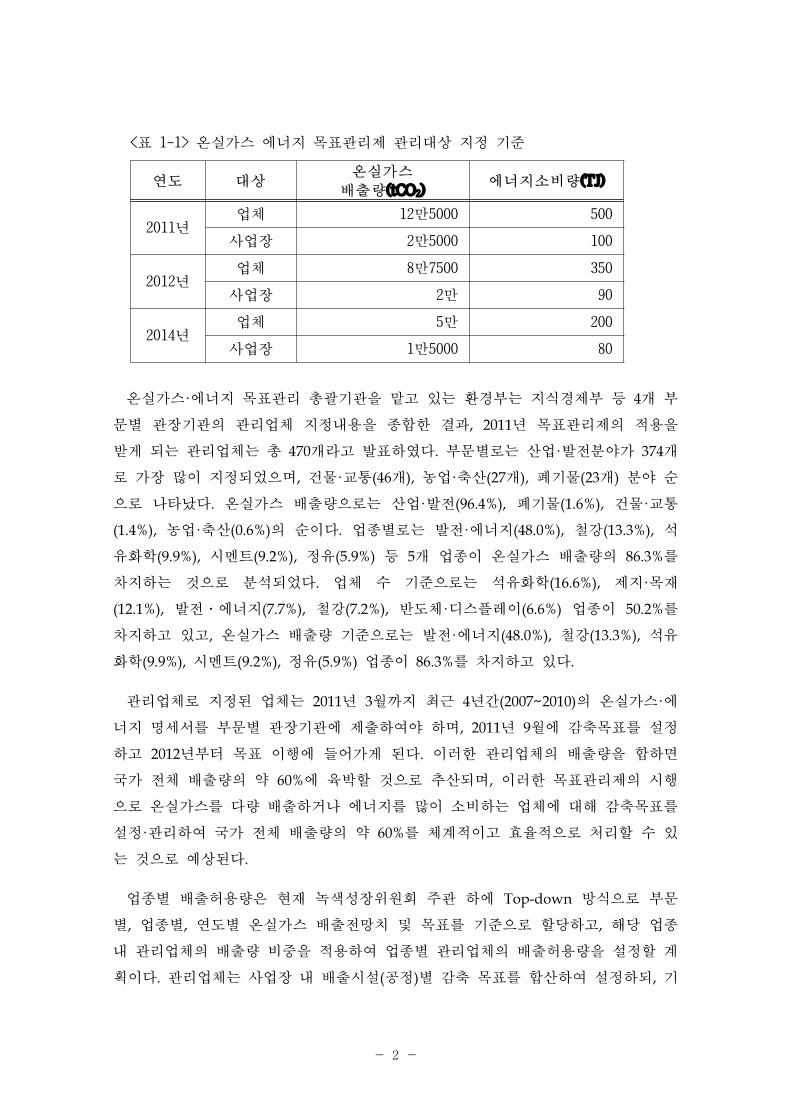
<표 1-1> 온실가스 에너지 목표관리제 관리대상 지정 기준
온실가스·에너지 목표관리 총괄기관을 맡고 있는 환경부는 지식경제부 등 4개 부
문별 관장기관의 관리업체 지정내용을 종합한 결과, 2011년 목표관리제의 적용을
받게 되는 관리업체는 총 470개라고 발표하였다. 부문별로는 산업·발전분야가 374개
로 가장 많이 지정되었으며, 건물·교통(46개), 농업·축산(27개), 폐기물(23개) 분야 순
으로 나타났다. 온실가스 배출량으로는 산업·발전(96.4%), 폐기물(1.6%), 건물·교통
(1.4%), 농업·축산(0.6%)의 순이다. 업종별로는 발전·에너지(48.0%), 철강(13.3%), 석
유화학(9.9%), 시멘트(9.2%), 정유(5.9%) 등 5개 업종이 온실가스 배출량의 86.3%를
차지하는 것으로 분석되었다. 업체 수 기준으로는 석유화학(16.6%), 제지·목재
(12.1%), 발전․에너지(7.7%), 철강(7.2%), 반도체·디스플레이(6.6%) 업종이 50.2%를
차지하고 있고, 온실가스 배출량 기준으로는 발전·에너지(48.0%), 철강(13.3%), 석유
화학(9.9%), 시멘트(9.2%), 정유(5.9%) 업종이 86.3%를 차지하고 있다.
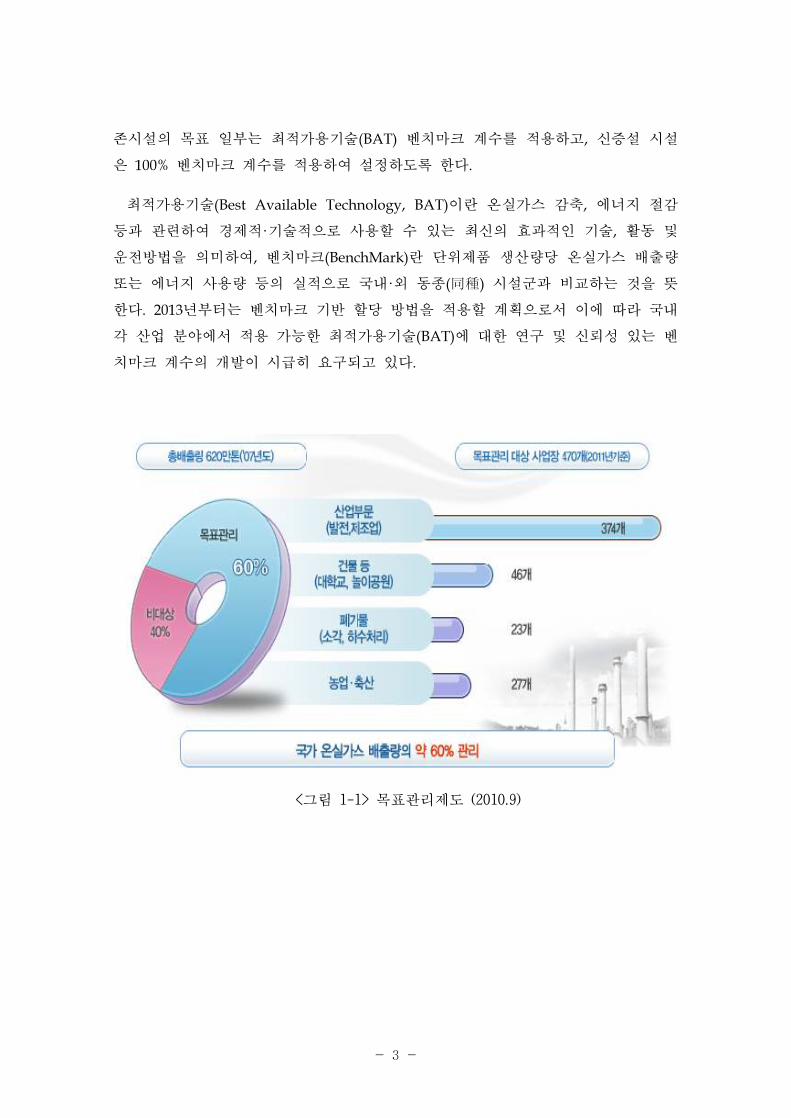
관리업체로 지정된 업체는 2011년 3월까지 최근 4년간(2007~2010)의 온실가스·에
너지 명세서를 부문별 관장기관에 제출하여야 하며, 2011년 9월에 감축목표를 설정
하고 2012년부터 목표 이행에 들어가게 된다. 이러한 관리업체의 배출량을 합하면
국가 전체 배출량의 약 60%에 육박할 것으로 추산되며, 이러한 목표관리제의 시행
으로 온실가스를 다량 배출하거나 에너지를 많이 소비하는 업체에 대해 감축목표를
설정·관리하여 국가 전체 배출량의 약 60%를 체계적이고 효율적으로 처리할 수 있
는 것으로 예상된다.
업종별 배출허용량은 현재 녹색성장위원회 주관 하에 Top-down 방식으로 부문
별, 업종별, 연도별 온실가스 배출전망치 및 목표를 기준으로 할당하고, 해당 업종
내 관리업체의 배출량 비중을 적용하여 업종별 관리업체의 배출허용량을 설정할 계
획이다. 관리업체는 사업장 내 배출시설(공정)별 감축 목표를 합산하여 설정하되, 기
- 3 -
존시설의 목표 일부는 최적가용기술(BAT) 벤치마크 계수를 적용하고, 신증설 시설
은 100% 벤치마크 계수를 적용하여 설정하도록 한다.
최적가용기술(Best Available Technology, BAT)이란 온실가스 감축, 에너지 절감
등과 관련하여 경제적·기술적으로 사용할 수 있는 최신의 효과적인 기술, 활동 및
운전방법을 의미하여, 벤치마크(BenchMark)란 단위제품 생산량당 온실가스 배출량
또는 에너지 사용량 등의 실적으로 국내·외 동종(同種) 시설군과 비교하는 것을 뜻
한다. 2013년부터는 벤치마크 기반 할당 방법을 적용할 계획으로서 이에 따라 국내
각 산업 분야에서 적용 가능한 최적가용기술(BAT)에 대한 연구 및 신뢰성 있는 벤
치마크 계수의 개발이 시급히 요구되고 있다.
<그림 1-1> 목표관리제도 (2010.9)
- 4 -
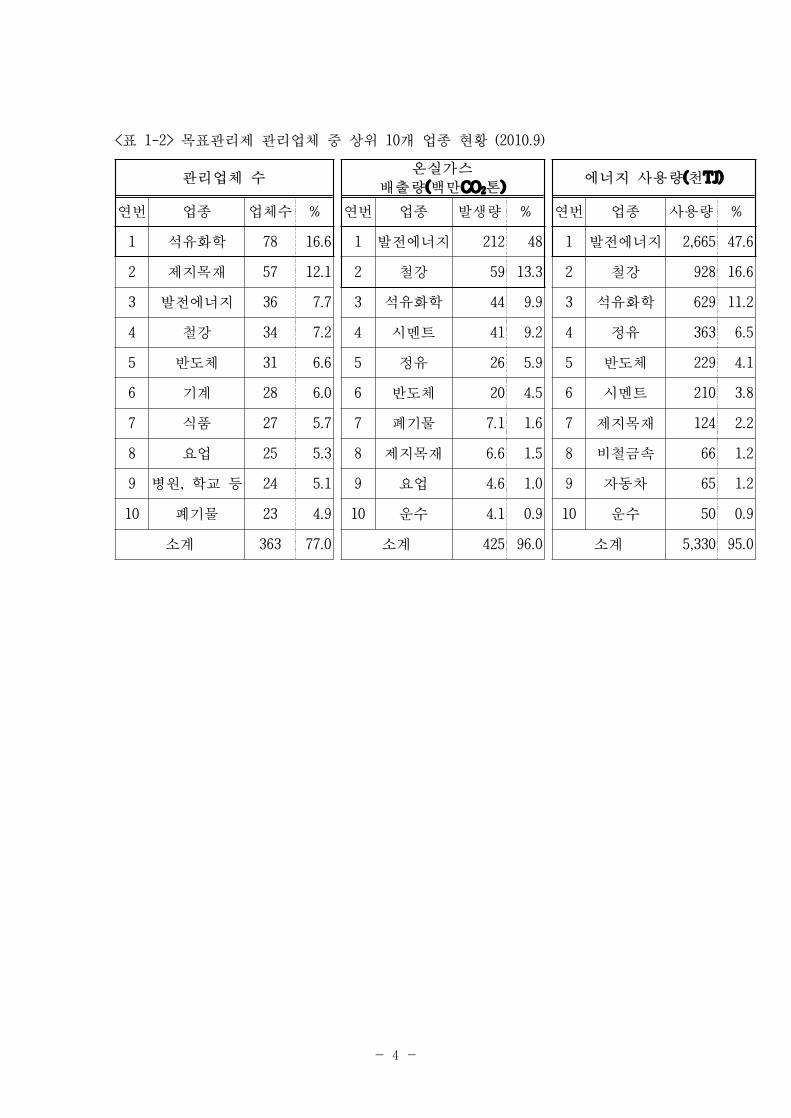
관리업체 수온실가스
배출량(백만CO2톤)에너지 사용량(천TJ)
연번 업종 업체수 % 연번 업종 발생량 % 연번 업종 사용량 %
1 석유화학 78 16.6 1 발전에너지 212 48 1 발전에너지 2,665 47.6
2 제지목재 57 12.1 2 철강 59 13.3 2 철강 928 16.6
3 발전에너지 36 7.7 3 석유화학 44 9.9 3 석유화학 629 11.2
4 철강 34 7.2 4 시멘트 41 9.2 4 정유 363 6.5
5 반도체 31 6.6 5 정유 26 5.9 5 반도체 229 4.1
6 기계 28 6.0 6 반도체 20 4.5 6 시멘트 210 3.8
7 식품 27 5.7 7 폐기물 7.1 1.6 7 제지목재 124 2.2
8 요업 25 5.3 8 제지목재 6.6 1.5 8 비철금속 66 1.2
9 병원, 학교 등 24 5.1 9 요업 4.6 1.0 9 자동차 65 1.2
10 폐기물 23 4.9 10 운수 4.1 0.9 10 운수 50 0.9
소계 363 77.0 소계 425 96.0 소계 5,330 95.0
<표 1-2> 목표관리제 관리업체 중 상위 10개 업종 현황 (2010.9)
- 5 -
2절 연구내용 및 범위
1. 연구내용
본 연구는 선진국의 온실가스 벤치마크 할당방법론 개발 현황조사 및 시범사업으
로써, 선진국(EU)의 벤치마크 할당방법론 개발방법과 경계설정 및 해외 제도 도입
과정에서의 주요 쟁점 분석 및 시사점 도출하고자 한다. 또한 현재 실행되고 있는
온실가스·에너지 목표관리제에서는 2013년부터 ‘벤치마킹 할당’을 적용할 예정이다.
이에 따라 국내 벤치마크 계수 개발시 각 업체의 벤치마크 값들의 검증방법을 제시
하고자 한다.
2. 연구범위
가. 선진국의 온실가스 벤치마크 할당방법론 개발 및 적용사례 분석
저탄소 녹색성장법에 따른 목표관리제에서는 '13년부터 벤치마크 기반 할당방법
론을 적용하는 것을 규정하여 국내 현실에 부합하는 벤치마크 기반 할당방법론 준
비가 필요하다. 이에 EU의 국내와 유사한 제도(베출권거래, 배출시설 허가제)를 운
영 중인 해외사례를 조사하여 국내 현실에 부합하는 벤치마크 기반 할당 방법론 준
비 필요하다.
❍ 대상 : EU 배출권거래제('05~)
❍ 유럽(독일, 영국 등) 각국의 벤치마크 할당계수 개발 사례조사
- 각국의 관련 법령 및 관장 부서 조사
- 산정 절차 및 관리체계 등
❍ 해외 제도 도입과정에서의 주요 쟁점 분석 및 시사점 도출
❍ 할당방법론의 주요 요소별 방법론 비교 분석
- 경계설정 방법 및 배출시설의 성능 비교방법론
- 자료 수집 범위 및 체계,
- 6 -
- 최적가용기술의 정의 및 평가․검증 방법론
- 기타사항(열, 전기, 폐가스 등)의 처리방법 등
❍ 국내 실정에 적합한 벤치마크 할당계수 관리체계 제시
나. 분야별 벤치마크 할당계수 개발 방법론 정립 및 산정
“온실가스·에너지 목표관리 운영지침 등에 관한 지침” 별표 7에 제시된 23개 부
문에 대해서 벤치마크 계수 개발시 벤치마크 값들을 EU의 벤치마크 값들과 국내
업체들의 벤치마크 값들을 비교하여 국내의 벤치마크 값들의 검증 방법을 개발하고
자 한다. 또한 “온실가스·에너지 목표관리 운영지침 등에 관한 지침”의 일부분을 국
내 실정에 맞게 수정하려 한다.
❍ 대상 : 석유화학, 정유산업, 철강산업, 폐기물 부문 및 에너지부문(고정연소) 등
- “온실가스·에너지 목표관리 운영지침 등에 관한 지침” 별표 7에 제시된 23개
부문
❍ 「온실가스·에너지 목표관리 운영지침 등에 관한 지침」별표 7에 규정된 배출
시설의 배출허용(목표) 설정방법을 고려한 국내 벤치마크 계수 산정안 마련
- 해당 시설(공정)별 벤치마크 개발을 위한 조직경계 설정방법
※ “온실가스·에너지 목표관리 운영지침 등에 관한 지침” 별표 8 규정 적용
- 7 -
제2장 선진국의 목표관리제 현황조사
1절 미국의 온실가스 감축 프로그램
미국의 경우 2001년 8월에 New England Governors and Eastern Canadian
Premiers (NEC-ECP) Climate Change Action Plan 2001을 제정하여 온실가스 감
축을 시도하였으나 교토의정서 비준을 거부하며 온실가스 저감에 참여하지 않았다.
이후 2004년에 서부지역의 오레곤, 캘리포니아, 와싱턴을 중심으로 서부지역 주정
부의 기후변화저감 계획 (West Coast Governor's Global Warming Initiative)을 발
표하며 온실가스 저감을 위한 노력을 시작하였으며 이후 2007년에 이르러 보다 세
부적인 계획들이 발표되었다.
표 1에 정리한 바와 같이 미국의 경우 온실가스 저감 프로그램의 특징은 지역별
로 주정부들이 연합하여 온실가스 저감 계획을 수립하고 시행한다는 것이다. 중부
지역 주정부 연합을 통하여 온실가스 저감노력인 Midwest Governors' Accord
(MGA)를 2007년에 수립하였다. 주된 내용은 온실가스 감축을 위한 시장기반의 접
근방법과 일정 구축, 중부지역의 다양한 신재생에너지 자원을 활용할 수 있는 방안
도출, 저감이행계획의 수립등을 포함하는 것으로 2009년에 초안이 도출되었다. 현
재는 에너지 안보와 기후 관리 프로그램으로 통합되어 시행되고 있다1).
1) http://www.midwesterngovernors.org/publications/energyplatform.pdf
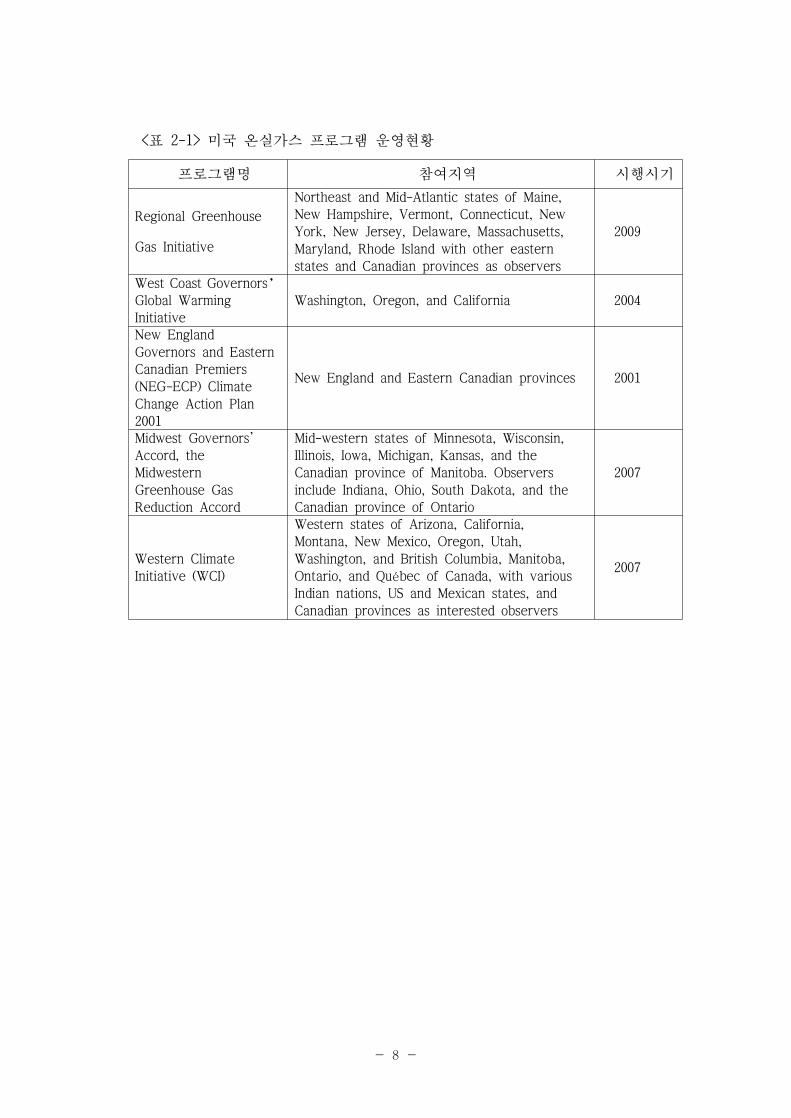
- 8 -
프로그램명 참여지역 시행시기
Regional Greenhouse
Gas Initiative
Northeast and Mid-Atlantic states of Maine, New Hampshire, Vermont, Connecticut, New York, New Jersey, Delaware, Massachusetts, Maryland, Rhode Island with other eastern states and Canadian provinces as observers
2009
West Coast Governors’ Global Warming Initiative
Washington, Oregon, and California 2004
New England Governors and Eastern Canadian Premiers (NEG-ECP) Climate Change Action Plan 2001
New England and Eastern Canadian provinces 2001
Midwest Governors' Accord, the Midwestern Greenhouse Gas Reduction Accord
Mid-western states of Minnesota, Wisconsin, Illinois, Iowa, Michigan, Kansas, and the Canadian province of Manitoba. Observers include Indiana, Ohio, South Dakota, and the Canadian province of Ontario
2007
Western Climate Initiative (WCI)
Western states of Arizona, California, Montana, New Mexico, Oregon, Utah, Washington, and British Columbia, Manitoba, Ontario, and Québec of Canada, with various Indian nations, US and Mexican states, and Canadian provinces as interested observers
2007
<표 2-1> 미국 온실가스 프로그램 운영현황
- 9 -
1. Regional Greenhouse Gas Initiative (RGGI)2)
RGGI 프로그램은 미국 북동부 지역의 발전소로부터 배출되는 온실가스를 저감하
기 위하여 배출권거래제(cap and trade)를 기반으로 2009년 시작되었으며 캐나다
는 참관인 자격으로 참여하고 있다. 프로그램은 Model Rule에 의하여 운영되며
Model Rule은 아황산가스와 질소산화물 저감에 적용된 총량 기반의 NOx Budget
프로그램과 CAIR 프로그램을 준용하였다3).
프로그램 적용대상의 기준은 25MW 이상의 화석연료 발전시설을 대상으로 하고
있으며 2005년 1월 1일을 기준으로 이전시설은 화석연료가 발전연료의 50% 이상
이 되면 적용대상이며 이후 신규시설은 5% 이상의 화석연료가 사용되면 적용대상
이 된다.
이산화탄소 배출량 저감에 있어 바이오매스 연료의 연소를 인정하고 있으며 바이
오매스의 범위와 종류는 성수목(old-growth timber)을 제외한 상당부분의 바이오
매스를 허용하고 있으나 세부적인 사안에 대해서는 개별 주정부의 규제담당관의 판
단으로 결정하도록 하고 있다.
배출허용총량은 2009년에서 2014년까지 6년간은 2009년도 배출량인 초기 배출
량 연간 188백만톤을 유지하고 이후 2015년부터 2018년까지 4년간은 연간 2.5%
삭감을 통하여 2018년 배출량은 2009년 배출량 대비 10% 삭감을 목표로 하고 있
다.
이산화탄소 배출량과 열 및 에너지 사용량 모니터링을 통하여 배출량을 산정하고
배출허용총량 대비 배출권의 전환을 인정하였다. 기본적인 할당은 무상할당이 아닌
경매방식을 선택하였으며 대부분의 주에서 100% 경매를 실시하고 있다. 이때 얻어
진 이익의 25%는 신재생에너지 사용권장과 에너지 효율개선 그리고 기술개발등에
사용하도록 명시하였다. 2008년 9월25일에 시행된 경매에서는 총 12.5백만톤의 배
출권이 톤당 3.07$ 판매되었으며, 12월17일에 시행된 2차 경매에서는 31.5백만톤
이 톤당 3.38$, 2009년 3월18일에 시행된 3차 경매에서는 31.5백만톤이 톤당
3.51$, 2012년에 시행된 경매에서는 2.17백만톤이 톤당 2.06$에 판매되었다. 유럽
의 배출권 가격이 톤당 30$을 상회하는 것을 고려할 때 매우 낮은 가격에 경매가
진행되었으며 이는 RGGI 프로그램에 의하여 설정된 초기할당이 과할당 되었기 때
2) Overview of RGGI CO2 Budget Trading Program, RGGI Inc., Oct., 2007.
http://www.rggi.org/
3) 40CFR Part 96 - NOx Budget Program and CAIR
- 10 -
문이라고 조사되었다.
Model Rule에서는 조기감축 할당(early reduction allowance)을 인정하고 있으며
조기 감축량은 전량 삭감주체에게 할당하였으며 프로그램 시작 후 4개월 이내에 서
류를 제출하도록 하였다. 조기감축 인정에 있어서 공장운전을 중지함으로서 발생한
것은 인정하지 않았다.
이산화탄소의 총량을 줄이기 위하여 RGGI 프로그램에 참여한 주정부가 구매한
신재생에너지 기반의 전기 사용량 많큼을 총량할당에서 제외할 수 있도록 하였다.
이때 생산된 신재생에너지 기반의 전기는 RPS (renewable portpolio standards) 에
포함되지 않아야 한다.
Model Rule은 할당량의 이월(banking)이 가능하도록 하였으며 이월량에 대한 제
한을 두지는 않았다. 할당량의 준수에 있어서도 3년 단위를 적용하여 전기사용량
변화에 따른 배출허용총량 변화에 조금 더 유연하게 대처할 수 있도록 조정하였다.
Model Rule에서는 지표가격 (price trigger)을 두어 프로그램의 안정성을 유지하
도록 하였으며 1차 지표가격은 2005년 기준으로 7$, 2차 지표가격은 10$를 설정
하였다. 또한 배출허용총량 이외의 영역에서 삭감한 온실가스에 대한 배출권을 인
정하는 오프셋(offsets)을 허용하여 규정준수의 유연성을 개선하였다. 현재 인정되
고 있는 오프셋은 다음과 같다.
- 매립지 메탄가스의 포집 및 분해
- SF6의 분해
- 조림
- 건물에너지로 사용된 이산화탄소 배출 회피 또는 저감량
- 농축산 부분에서 얻어진 이산화탄소 배출 회피 또는 저감량
이때 오프셋을 적용받기 위해서는 베이스라인 배출에서 얼마나 삭감되었는지를
평가하여야 하며 동시에 추가성을 입증하여야 한다. 추가성은 재정적 추가성
(financial additionality)과 규제적 추가성(regulatory additionality) 으로 구분되는
데 규제적 추가성이란 법이나 규정에 의한 행위가 아님을 입증하는 것이며, 재정적
추가성이란 오프셋을 통한 이익달성의 정도가 낮아야 함을 입증하는 것이다.
- 11 -
2. Western Climate Initiative (WCI)4)
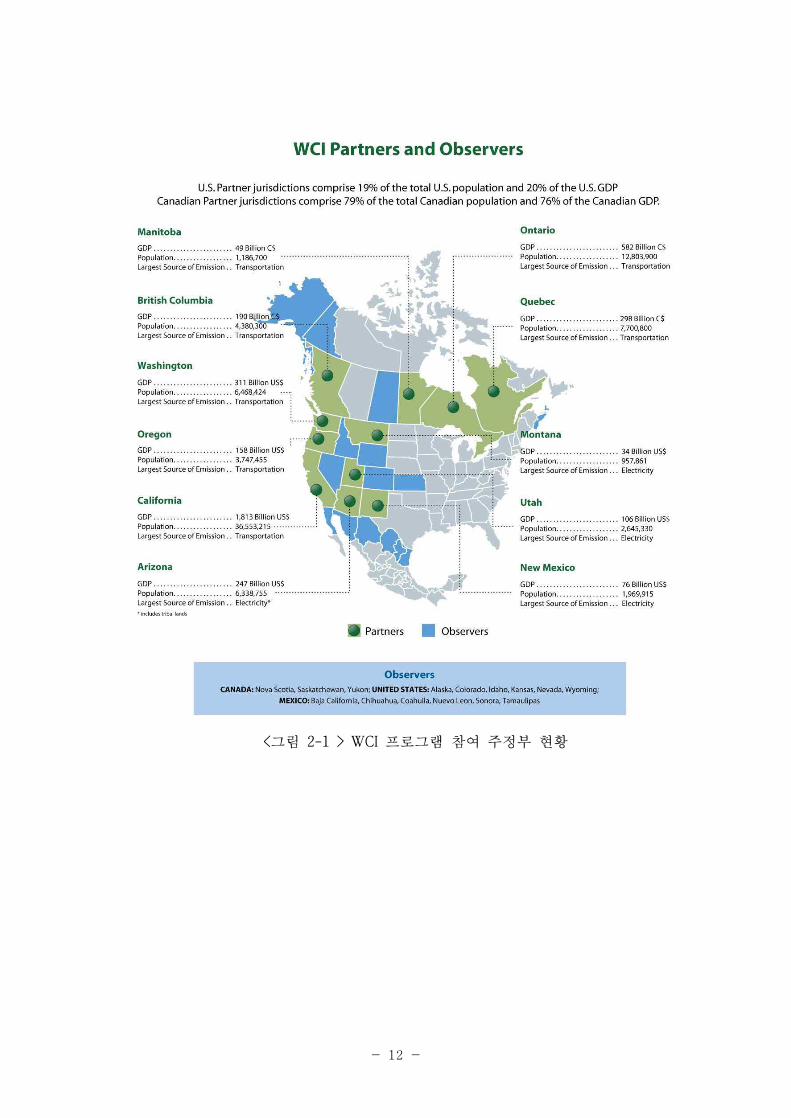
WCI 프로그램은 2007년 2월에 미국 서부 아리조나, 캘리포니아, 오레곤, 뉴멕시
코, 와싱턴 5개 주가 연합하여 온실가스 저감과 co-benefit 달성을 목표로 이행계
획을 수립하였다. 2020년까지 2005년 배출량의 15% 삭감을 목표로 하였으며 자동
차 배출량 삭감을 목표에 포함하였다. 2008년에는 몬타나, 유타 그리고 캐나다의
브리티시 콜롬비아, 마니토바, 온타리오, 퀘벡주가 합류하여 미국 국가 총생산의
2%, 캐나다 국가 총생산의 76%를 차지하는 거대한 프로그램으로 변화하였다.
온실가스를 저감하기 위하여 시장기반의 배출권거래제(cap and trade)를 활용하
였으며 2013년까지는 대형배출원을, 2015년까지는 자동차 연료 공급자들을 포함하
도록 하였다. 프로그램이 진행되며 주정부의 상황에 따라 적극적으로 프로그램을
이행하는 주와 이행하지 못하는 주로 나뉘어졌으며 현재는 캘리포니아주와 캐나다
4개주에서 적극적으로 프로그램이 시행되고 있다. 저급 화석연료인 오일샌드 (oil
sand), 타르샌드 (tar sand)등을 개발하고자 하는 캐나다 앨버타주를 포함한 일부
주에서는 프로그램의 시행을 연기하거나 탈퇴하는 상황이 벌어지고 있다.
프로그램 운영의 기본적인 틀은 미국에서 시행되고 있는 오염물질 배출권거래제
(cap and trade)에 기반을 두고 있어 미국에서 시행되고 있는 다른 프로그램들과
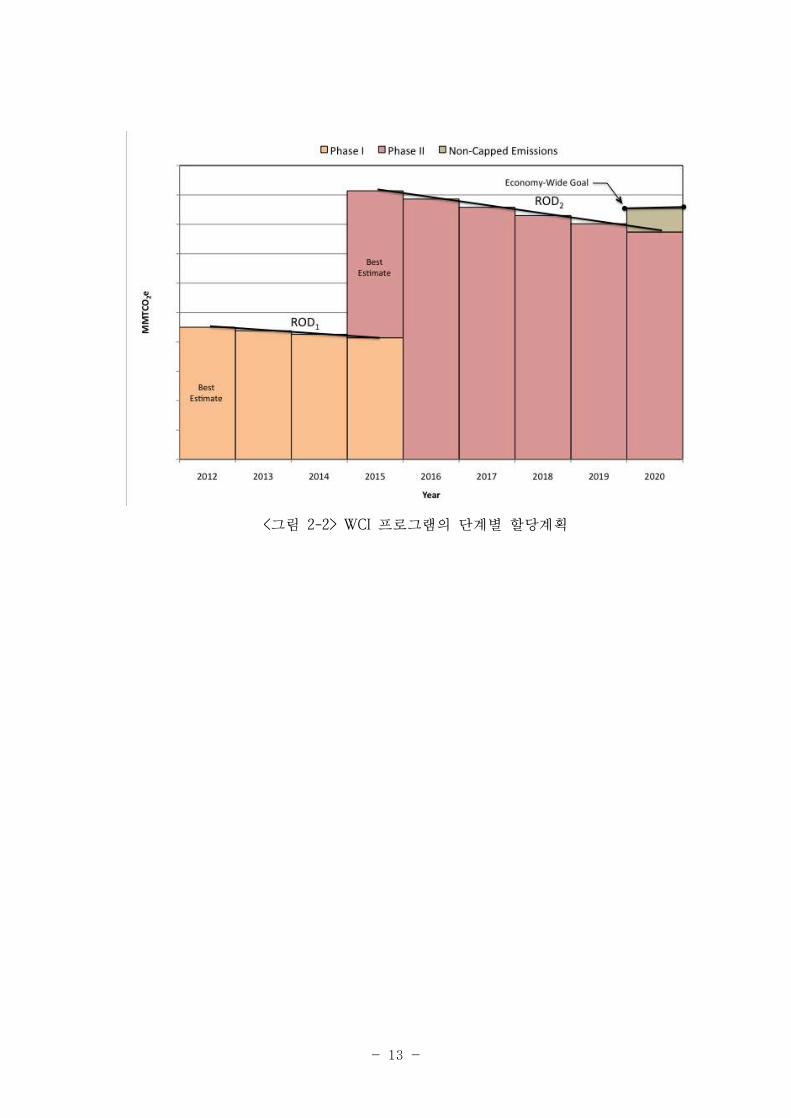
거의 동일한 형태로 운영되고 있다. 그림 2-2에 도시한 바와 같이 WCI 프로그램
에서의 할당은 2단계로 구분되어 진행된다. 1단계는 2015년까지 대형배출원에 대
한 초기할당을 시행하고 삭감율을 적용하는 시기이며 2단계에는 1단계 결과에 합하
여 자동차 연료공급자들을 포함한 추가적인 시설들에 대한 초기할당과 삭감율 적용
으로 구성된다.
초기할당은5) 시작년도에 예상되는 배출량을 추정하여 설정하며 추정방법은 WCI
위원회에서 구축한 방법론을 사용하도록 하였다. 방법론에는 경제성장율, 인구증가
율, 의무삭감율 등을 포함하며 미래배출량을 전망하고 신규배출원, 가동중지 시설,
자발적 삭감시설등을 인벤토리에 포함하도록 하고 있다.
4) WCI design summary,
http://www.westernclimateinitiative.org/document-archives/general/program-design/Design-Summary/
5) Guidance for developing WCI partners jurisdiction allowance budgets,
http://www.westernclimateinitiative.org/component/remository/Cap-Setting--and--Allowance-Distribution-Committee-Documents/Guidance-for-Developing-WCI-Partner-Allowance-Budgets/
- 12 -
<그림 2-1 > WCI 프로그램 참여 주정부 현황
- 13 -
<그림 2-2> WCI 프로그램의 단계별 할당계획
- 14 -
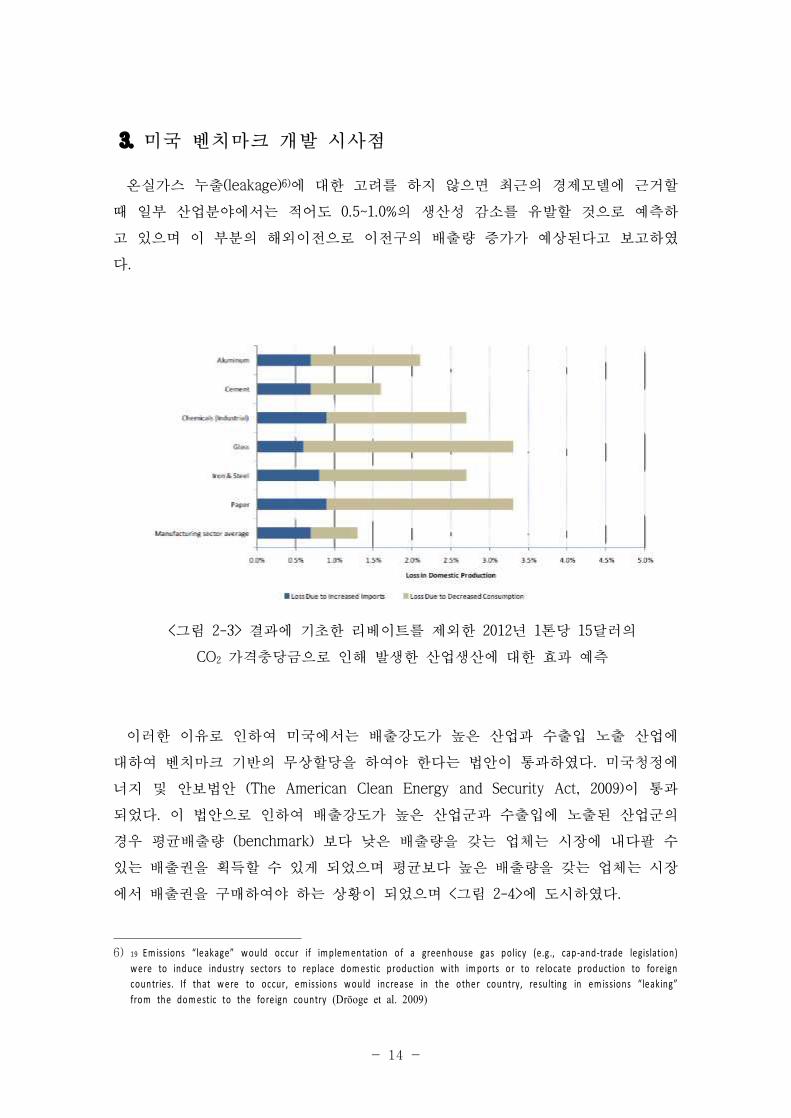
3. 미국 벤치마크 개발 시사점
온실가스 누출(leakage)6)에 대한 고려를 하지 않으면 최근의 경제모델에 근거할
때 일부 산업분야에서는 적어도 0.5~1.0%의 생산성 감소를 유발할 것으로 예측하
고 있으며 이 부분의 해외이전으로 이전구의 배출량 증가가 예상된다고 보고하였
다.
<그림 2-3> 결과에 기초한 리베이트를 제외한 2012년 1톤당 15달러의
CO2 가격충당금으로 인해 발생한 산업생산에 대한 효과 예측
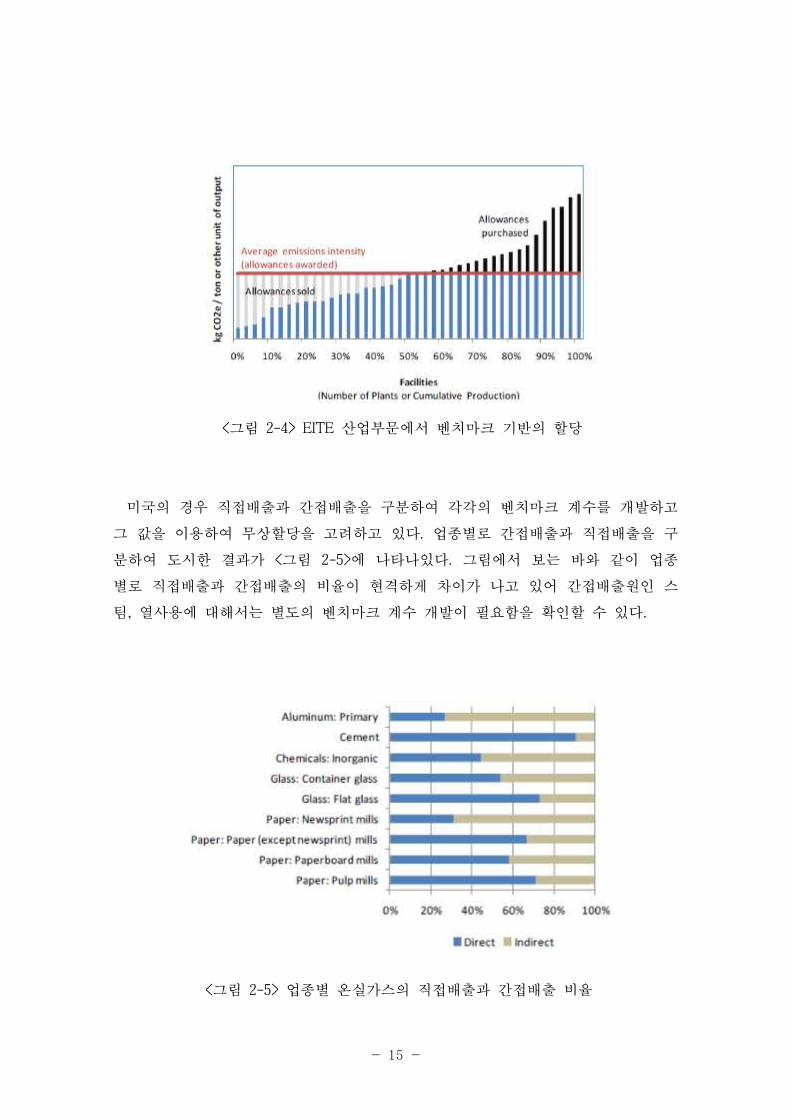
이러한 이유로 인하여 미국에서는 배출강도가 높은 산업과 수출입 노출 산업에
대하여 벤치마크 기반의 무상할당을 하여야 한다는 법안이 통과하였다. 미국청정에
너지 및 안보법안 (The American Clean Energy and Security Act, 2009)이 통과
되었다. 이 법안으로 인하여 배출강도가 높은 산업군과 수출입에 노출된 산업군의
경우 평균배출량 (benchmark) 보다 낮은 배출량을 갖는 업체는 시장에 내다팔 수
있는 배출권을 획득할 수 있게 되었으며 평균보다 높은 배출량을 갖는 업체는 시장
에서 배출권을 구매하여야 하는 상황이 되었으며 <그림 2-4>에 도시하였다.
6) 19 Em issions “leakage” w ould occur if im plem entation of a greenhouse gas policy (e.g., cap-and-trade legislation) w ere to induce industry sectors to replace dom estic production w ith im ports or to re locate production to foreign countries. If that w ere to occur, em issions w ould increase in the other country, resulting in em issions “leaking” from the dom estic to the foreign country (Dröoge et al. 2009)
- 15 -
<그림 2-4> EITE 산업부문에서 벤치마크 기반의 할당
미국의 경우 직접배출과 간접배출을 구분하여 각각의 벤치마크 계수를 개발하고
그 값을 이용하여 무상할당을 고려하고 있다. 업종별로 간접배출과 직접배출을 구
분하여 도시한 결과가 <그림 2-5>에 나타나있다. 그림에서 보는 바와 같이 업종
별로 직접배출과 간접배출의 비율이 현격하게 차이가 나고 있어 간접배출원인 스
팀, 열사용에 대해서는 별도의 벤치마크 계수 개발이 필요함을 확인할 수 있다.
<그림 2-5> 업종별 온실가스의 직접배출과 간접배출 비율
- 16 -
3.1 생산품 벤치마크의 정의와 적용영역
생산품의 범위를 업종내 모든 제품으로 확대할 경우 향후 온실가스의 저감 유연
성은 크게 확보될 수 있다. 철강산업의 경우 모든 제품에 대하여 재활용 비중이 증
가하고 보다 탄소배출강도가 낮은 연료로의 전환이 이루어지는 것은 좋은 예가 된
다 할 수 있다.
예를들어 철강산업의 경우 일관제철과 전기로 생산철의 경우 이산화탄소 배출강
도가 생산된 철을 기준으로 전기로에서 매우 낮은 값을 갖는다. 이러한 경우 제품
범위를 철강으로만 제한할 경우 철강생산 업종에서는 일관제철보다 전기로 생산으
로 철강생산 공정이 변화할 가능성을 갖게 되며 전기로 생산업종에 대해서는 매우
큰 이익을 주게 되는 효과를 갖는다. 따라서 산업분야에 유연성을 주기 위하여 광
범위한 영역으로 제품을 규정하는 경우 업체간의 불공정한 이익배분 문제를 초래하
기 쉽다.
반대로 너무 세부적인 개별공장 중심의 벤치마크를 개발하게 되면 개별 공장에서
는 공정효율개선과 국부적인 공장수리만이 선택할 수 있는 수단의 전부가 된다. 또
한 무상할당을 받는다고 하여도 공장의 배출이력에 상응하는 양만을 받을 수 있으
며 조기감축 업체에 대해서는 불이익을 주게 되는 효과가 발생하게 된다.
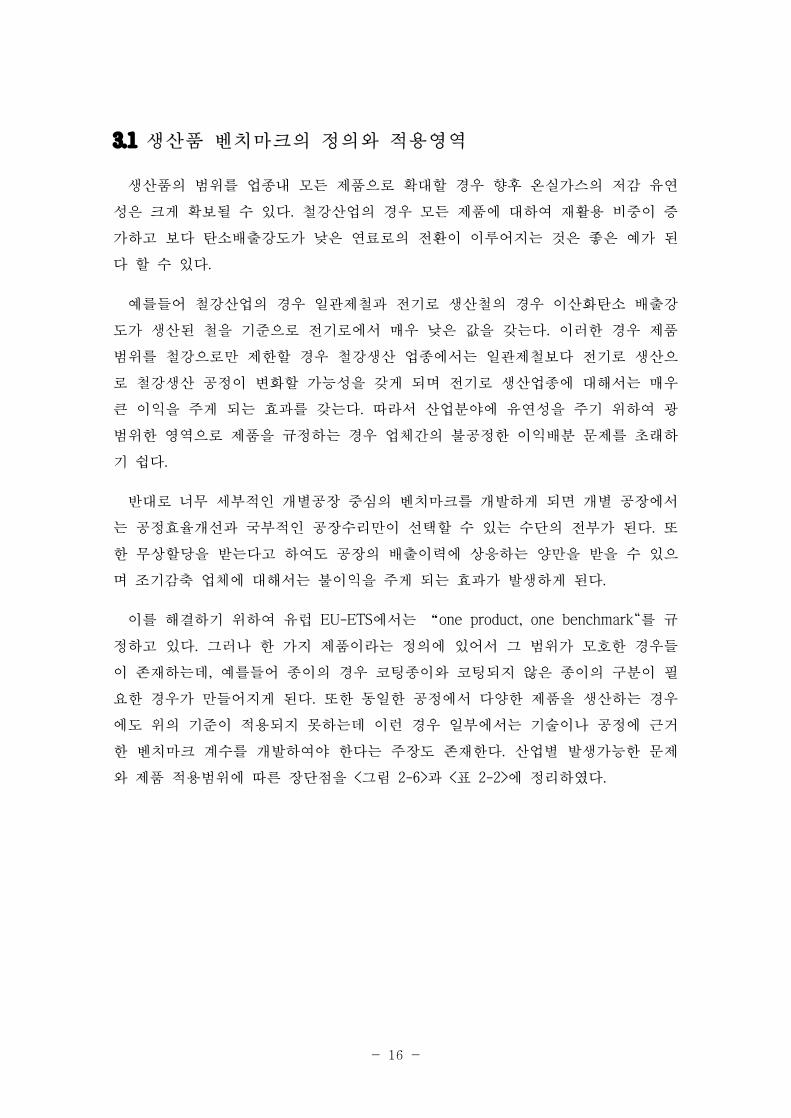
이를 해결하기 위하여 유럽 EU-ETS에서는 “one product, one benchmark"를 규
정하고 있다. 그러나 한 가지 제품이라는 정의에 있어서 그 범위가 모호한 경우들
이 존재하는데, 예를들어 종이의 경우 코팅종이와 코팅되지 않은 종이의 구분이 필
요한 경우가 만들어지게 된다. 또한 동일한 공정에서 다양한 제품을 생산하는 경우
에도 위의 기준이 적용되지 못하는데 이런 경우 일부에서는 기술이나 공정에 근거
한 벤치마크 계수를 개발하여야 한다는 주장도 존재한다. 산업별 발생가능한 문제
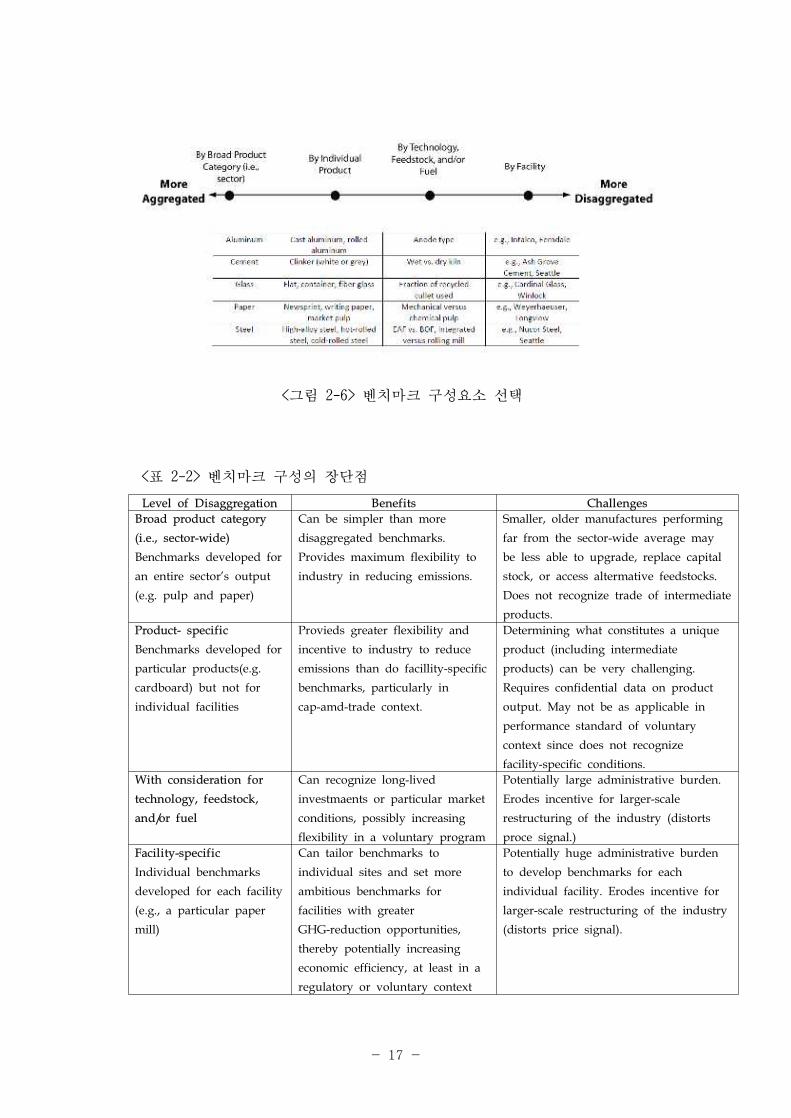
와 제품 적용범위에 따른 장단점을 <그림 2-6>과 <표 2-2>에 정리하였다.
- 17 -
<그림 2-6> 벤치마크 구성요소 선택
Level of Disaggregation Benefits Challenges
Broad product category
(i.e., sector-wide)
Benchmarks developed for
an entire sector's output
(e.g. pulp and paper)
Can be simpler than more
disaggregated benchmarks.
Provides maximum flexibility to
industry in reducing emissions.
Smaller, older manufactures performing
far from the sector-wide average may
be less able to upgrade, replace capital
stock, or access altermative feedstocks.
Does not recognize trade of intermediate
products.
Product- specific
Benchmarks developed for
particular products(e.g.
cardboard) but not for
individual facilities
Provieds greater flexibility and
incentive to industry to reduce
emissions than do facillity-specific
benchmarks, particularly in
cap-amd-trade context.
Determining what constitutes a unique
product (including intermediate
products) can be very challenging.
Requires confidential data on product
output. May not be as applicable in
performance standard of voluntary
context since does not recognize
facility-specific conditions.
With consideration for
technology, feedstock,
and/or fuel
Can recognize long-lived
investmaents or particular market
conditions, possibly increasing
flexibility in a voluntary program
Potentially large administrative burden.
Erodes incentive for larger-scale
restructuring of the industry (distorts
proce signal.)
Facility-specific
Individual benchmarks
developed for each facility
(e.g., a particular paper
mill)
Can tailor benchmarks to
individual sites and set more
ambitious benchmarks for
facilities with greater
GHG-reduction opportunities,
thereby potentially increasing
economic efficiency, at least in a
regulatory or voluntary context
Potentially huge administrative burden
to develop benchmarks for each
individual facility. Erodes incentive for
larger-scale restructuring of the industry
(distorts price signal).
<표 2-2> 벤치마크 구성의 장단점
- 18 -
3.2 조직경계와 측정수단의 범위
열과 전기에 관련된 간접배출의 범위와 양을 어떻게 고려할지에 대한 문제는
벤치마크 계수 도출에 있어서 매우 복잡하고 어려운 문제이다.
자발적 참여프로그램의 경우 간접배출은 자발적 참여 업체의 효율적인 저감수
단이 될 수 있으며 결과적으로 감축의무를 열과 전기로 대체하는 효과를 가져올 수
있어 결과적으로는 경계 외부의 이산화탄소 배출량의 증가로 이어지게 된다.
총량거래제도 하에서는 열과 전기의 가격상승으로 인하여 개별업체에서 이를
회피하고자 하는 노력의 하나로 개별적인 발전 또는 보일러의 증설을 고려하게 되
며 이는 개별업체의 배출량 증가로 이어지게 되며 전체적으로는 배출량 증가요인이
될 수 있다. 열과 전기에 있어서 열병합발전이라는 영역은 문제를 보다 복잡하게
하는 요소가 되는데 간접배출을 벤치마크 계수 도출에 고려함에 있어 열병합발전을
별도로 고려하는 것도 하나의 대안이 될 수 있다.
벤치마크 계수 도출시기와 적용시기의 차이로 인하여 벤치마크 계수는 일정기
간을 두고 지속적으로 새롭게 개발되어야 한다. 또한 개별기업의 경기순환에 따른
영향을 고려할 필요가 있어 벤치마크 계수의 개발에 있어 적용기간은 1년이상을 두
는 것이 효과적이며 미국의 HR2454법안의 경우 최근 4년을 기준으로 하고 있으며
유럽의 EU-ETS 사례에서는 2년을 기준으로 하고 있다.
업체의 배출량 산정에 있어 기존시설과 신규시설의 범위를 설정하는 것 또한
중요한 문제가 된다. 배출허용기준을 적용하는 경우에 있어서는 벤치마크 계수의
설정에 있어 신규시설과 기존시설을 구분하여 적용하는 것이 일반적이다. 총량거래
제도 하에서는 신규와 기존의 구분을 두지 않는 경우가 많아 신규시설에 대한 인센
티브를 크게 주는 효과가 발생할 수 있다.
- 19 -
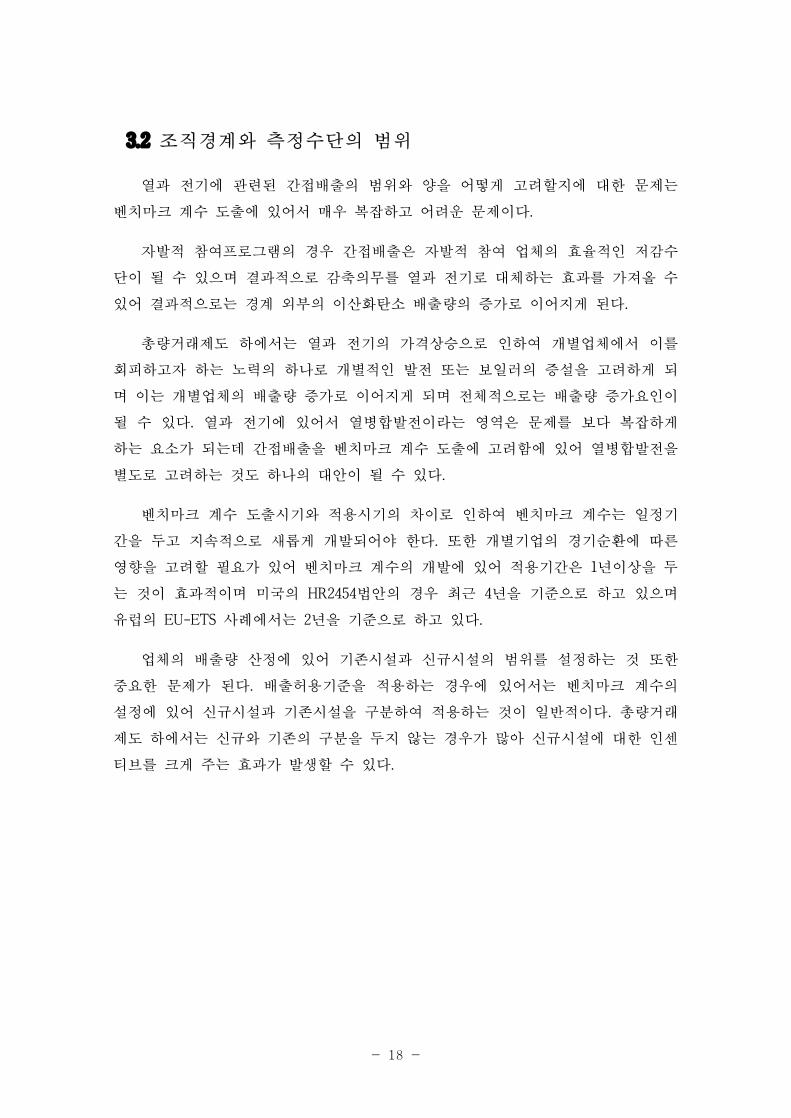
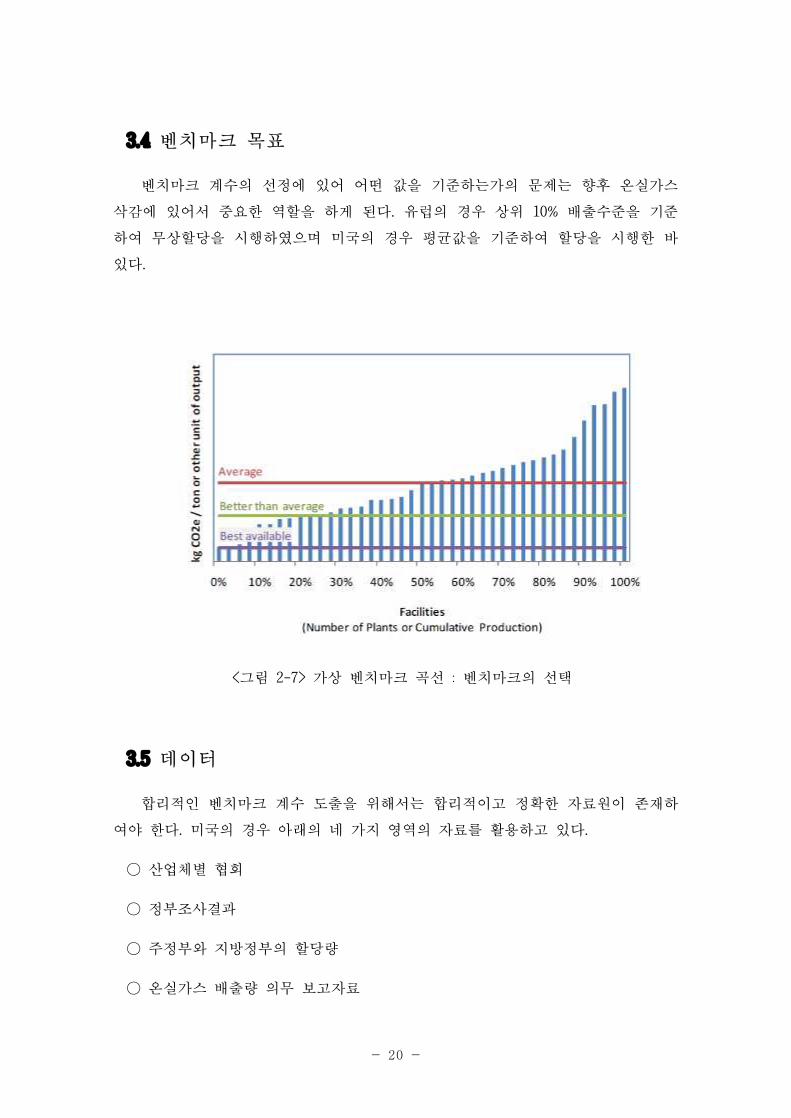
3.3 벤치마크의 단위
벤치마크 계수를 설정함에 있어 적용가능한 단위의 변화는 분모에서 발생하게
된다. 분모항에 생산품의 물리적인 양을 명기하거나 투입되는 재료의 양을 명기할
수 있다. 대부분 생산품의 물리적인 양을 명기하는 것이 바람직하지만 일부 생산품
의 종류가 매우 다양한 경우 투입되는 재료의 양으로 명기하기도 한다. 예로서 석
유정제업의 경우 생산제품이 아닌 투입되는 원유의 양으로 벤치마크 계수를 표기한
다.
분모항의 변화에 따른 장단점을 <표 2-3>에 정리하였다.
Benefits Challenges
Pysical Input Can be well-suited to industry sectors
whtere the products are far more
complicated than the inputs (e.g.,
petroleum refining)
Fails to reward efficient use of raw
material feedstock in producting a
product and can lead to perverse
incentives.
Pysical Output Links directly to technology
performance and efficiency and
therefore can more directly be used
to help identify inprovements possible
through new technologies. Can enable
comparisons between world regions
regardless of the strcuture of each
region's industry and economic data.
Requires data on product output,
which is generally confidential,
though will be supplied under
mandatory GHG reporting in most
instances
Monetary Input None identified Would require confidential
information on each facility's
expenditures on raw materials yet
would mot provide any physical
unit (e.g., barrels of crude oil) on
which to assess plant efficiency
Monetary Output Some such data already exist, at least
at the sector-side level, through
existing sources (e.g., U.S. Census
Bureau). Can create a common
denominator across sectors.
Using a monetary unit can
introduce other types of variation
(price of currency fluctuations) that
would obscure the underlying
technical performance of the plant
<표 2-3> 벤치마크 분모항의 변화에 따른 장단점
- 20 -
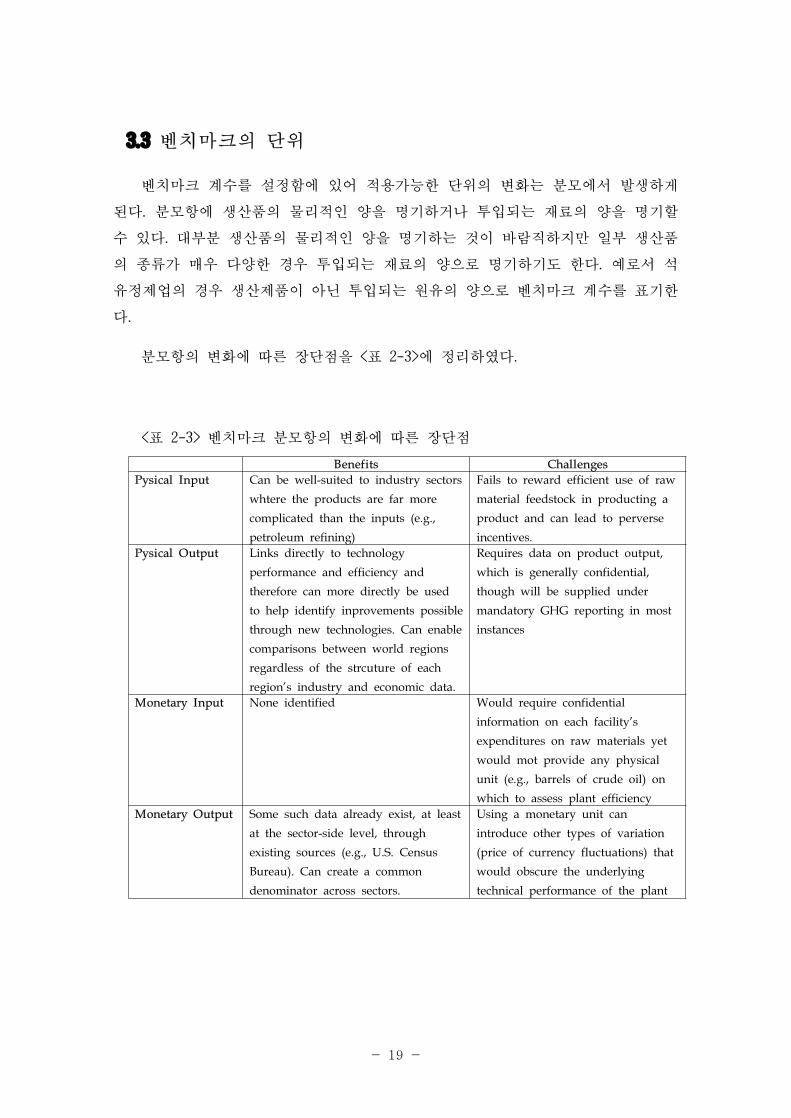
3.4 벤치마크 목표
벤치마크 계수의 선정에 있어 어떤 값을 기준하는가의 문제는 향후 온실가스
삭감에 있어서 중요한 역할을 하게 된다. 유럽의 경우 상위 10% 배출수준을 기준
하여 무상할당을 시행하였으며 미국의 경우 평균값을 기준하여 할당을 시행한 바
있다.
<그림 2-7> 가상 벤치마크 곡선 : 벤치마크의 선택
3.5 데이터
합리적인 벤치마크 계수 도출을 위해서는 합리적이고 정확한 자료원이 존재하
여야 한다. 미국의 경우 아래의 네 가지 영역의 자료를 활용하고 있다.
○ 산업체별 협회
○ 정부조사결과
○ 주정부와 지방정부의 할당량
○ 온실가스 배출량 의무 보고자료
- 21 -
위의 자료들을 활용함에도 불구하고 개별기업의 세부적인 자료의 공급이 벤치
마크 계수 도출에 있어서 매우 중요한 변수가 되지만 기업활동과 관련된 기밀사항
과 연관되어 자료의 효율적인 확보가 용이하지 않은 상황이다. 또한 자료가 확보되
었음에도 불구하고 연구자들이나 공공의 영역에 자료의 공개가 불가능하기 때문에
효율적인 분석은 진행되기 어렵다.
미국의 경우 활용가능한 자료의 데이터베이스를<표 2-4>에 정리하였다.
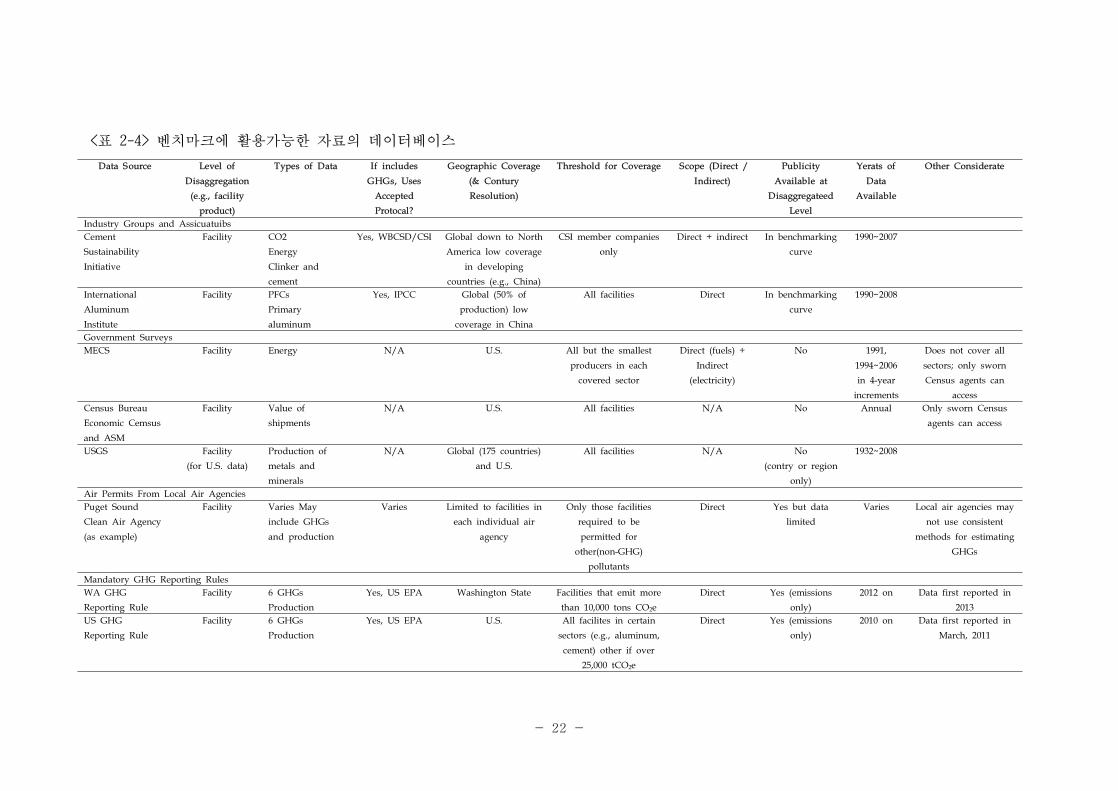
- 22 -
Data Source Level of
Disaggregation
(e.g., facility
product)
Types of Data If includes
GHGs, Uses
Accepted
Protocal?
Geographic Coverage
(& Contury
Resolution)
Threshold for Coverage Scope (Direct /
Indirect)
Publicity
Available at
Disaggregateed
Level
Yerats of
Data
Available
Other Considerate
Industry Groups and Assicuatuibs
Cement
Sustainability
Initiative
Facility CO2
Energy
Clinker and
cement
Yes, WBCSD/CSI Global down to North
America low coverage
in developing
countries (e.g., China)
CSI member companies
only
Direct + indirect In benchmarking
curve
1990~2007
International
Aluminum
Institute
Facility PFCs
Primary
aluminum
Yes, IPCC Global (50% of
production) low
coverage in China
All facilities Direct In benchmarking
curve
1990~2008
Government Surveys
MECS Facility Energy N/A U.S. All but the smallest
producers in each
covered sector
Direct (fuels) +
Indirect
(electricity)
No 1991,
1994~2006
in 4-year
increments
Does not cover all
sectors; only sworn
Census agents can
access
Census Bureau
Economic Cemsus
and ASM
Facility Value of
shipments
N/A U.S. All facilities N/A No Annual Only sworn Census
agents can access
USGS Facility
(for U.S. data)
Production of
metals and
minerals
N/A Global (175 countries)
and U.S.
All facilities N/A No
(contry or region
only)
1932~2008
Air Permits From Local Air Agencies
Puget Sound
Clean Air Agency
(as example)
Facility Varies May
include GHGs
and production
Varies Limited to facilities in
each individual air
agency
Only those facilities
required to be
permitted for
other(non-GHG)
pollutants
Direct Yes but data
limited
Varies Local air agencies may
not use consistent
methods for estimating
GHGs
Mandatory GHG Reporting Rules
WA GHG
Reporting Rule
Facility 6 GHGs
Production
Yes, US EPA Washington State Facilities that emit more
than 10,000 tons CO2e
Direct Yes (emissions
only)
2012 on Data first reported in
2013
US GHG
Reporting Rule
Facility 6 GHGs
Production
Yes, US EPA U.S. All facilites in certain
sectors (e.g., aluminum,
cement) other if over
25,000 tCO2e
Direct Yes (emissions
only)
2010 on Data first reported in
March, 2011
<표 2-4> 벤치마크에 활용가능한 자료의 데이터베이스
- 23 -
2절 EU 벤치마크 개요
1. EU-ETS 추진 개요
EU 온실가스 거래허용 제도는 2005년 EU에서 실행되었다. 제도의 1,2차 거래기
간은 2005~2012년으로써 과거의 배출량에 기초한 자유 할당이 기존의 설비들에 대
한 허용치 할당의 주요 방법이다. 3차 거래기간은 2013년~2020년으로써 2008년 1월
유럽위원회에서는 허용량 경매제도가 무상할당보다 더 중요한 역할이라고 제안, 벤
치마킹에 기초해서 산업부분에 대한 할당 규칙으로 결정하였다.
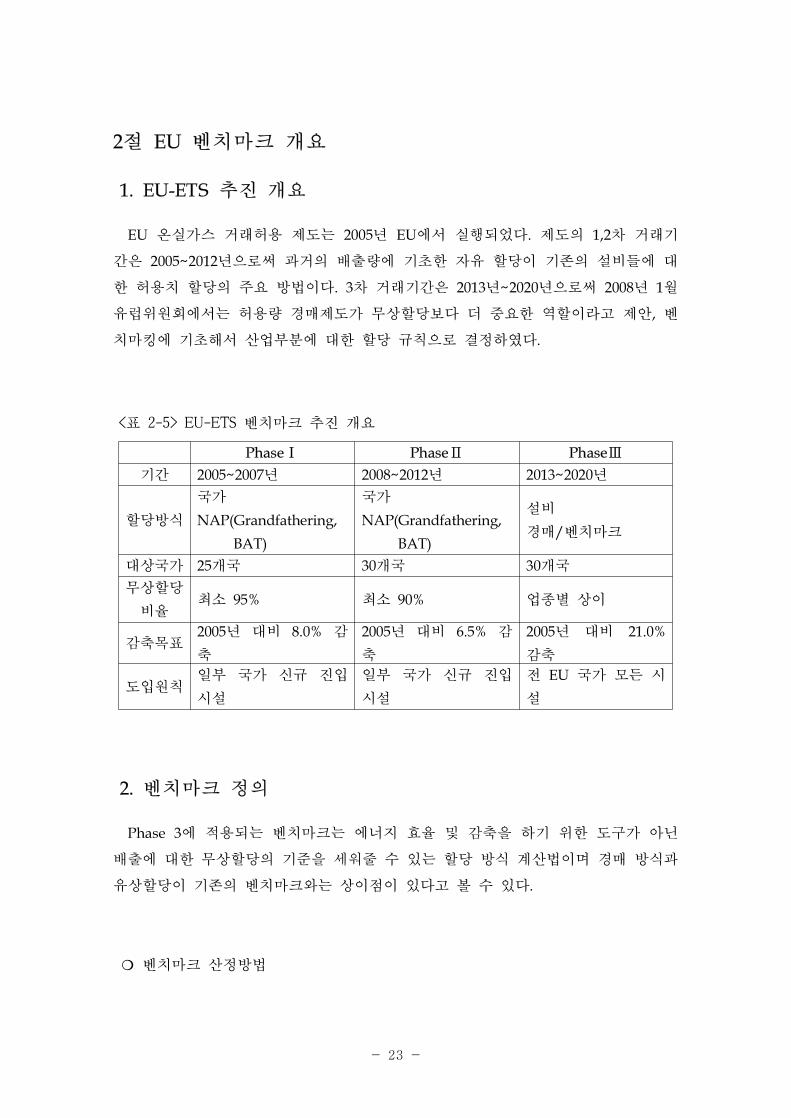
PhaseⅠ PhaseⅡ PhaseⅢ
기간 2005~2007년 2008~2012년 2013~2020년
할당방식
국가
NAP(Grandfathering,
BAT)
국가
NAP(Grandfathering,
BAT)
설비
경매/벤치마크
대상국가 25개국 30개국 30개국
무상할당
비율최소 95% 최소 90% 업종별 상이
감축목표2005년 대비 8.0% 감
축
2005년 대비 6.5% 감
축
2005년 대비 21.0%
감축
도입원칙일부 국가 신규 진입
시설
일부 국가 신규 진입
시설
전 EU 국가 모든 시
설
<표 2-5> EU-ETS 벤치마크 추진 개요
2. 벤치마크 정의
Phase 3에 적용되는 벤치마크는 에너지 효율 및 감축을 하기 위한 도구가 아닌
배출에 대한 무상할당의 기준을 세워줄 수 있는 할당 방식 계산법이며 경매 방식과
유상할당이 기존의 벤치마크와는 상이점이 있다고 볼 수 있다.
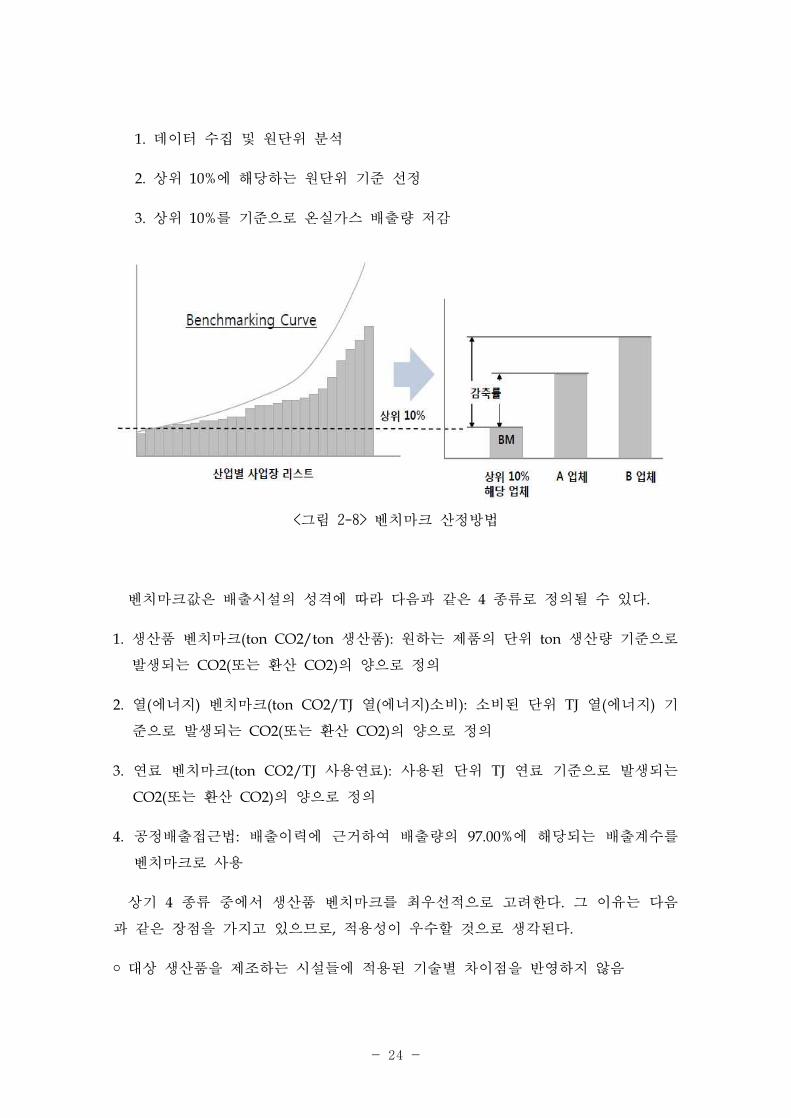
❍ 벤치마크 산정방법
- 24 -
1. 데이터 수집 및 원단위 분석
2. 상위 10%에 해당하는 원단위 기준 선정
3. 상위 10%를 기준으로 온실가스 배출량 저감
<그림 2-8> 벤치마크 산정방법
벤치마크값은 배출시설의 성격에 따라 다음과 같은 4 종류로 정의될 수 있다.
1. 생산품 벤치마크(ton CO2/ton 생산품): 원하는 제품의 단위 ton 생산량 기준으로
발생되는 CO2(또는 환산 CO2)의 양으로 정의
2. 열(에너지) 벤치마크(ton CO2/TJ 열(에너지)소비): 소비된 단위 TJ 열(에너지) 기
준으로 발생되는 CO2(또는 환산 CO2)의 양으로 정의
3. 연료 벤치마크(ton CO2/TJ 사용연료): 사용된 단위 TJ 연료 기준으로 발생되는
CO2(또는 환산 CO2)의 양으로 정의
4. 공정배출접근법: 배출이력에 근거하여 배출량의 97.00%에 해당되는 배출계수를
벤치마크로 사용
상기 4 종류 중에서 생산품 벤치마크를 최우선적으로 고려한다. 그 이유는 다음
과 같은 장점을 가지고 있으므로, 적용성이 우수할 것으로 생각된다.
○ 대상 생산품을 제조하는 시설들에 적용된 기술별 차이점을 반영하지 않음
- 25 -
○ 각기 제조시설들의 규모와 시설수명을 고려하지 않음
○ 목적 생산품의 제조과정에서 사용되는 원료물질의 종류, 품질 등에서의 차이점을
반영하지 않음
○ 생산품을 제조하는 과정에서 사용되는 연료(에너지원)의 차이점을 반영하지 않음
○ 생산품 제조시설의 지리적 특성으로 인해 야기되는 기후여건의 차이점을 반영하
지 않음
- 26 -
3절 EU 벤치마크 개발원칙
1. 벤치마크 개발 원칙 및 데이터 수집
벤치마크 할당방법론 개발자들(ecofys, fraunhofer 등)은 11개의 벤치마크 할당 원
칙을 개발하였다. 개발자들은 문헌조사를 통해 개발된 벤치마크 값에 대해, 현실적
적용이 가능하도록 실현가능성 검토 실시를 통해 최종 벤치마크 값을 도출한다. 아
래는 11개의 벤치마크 할당 원칙이다.
1. 상위 10%평균을 벤치마크로 정함.
2. 같은 제품을 생산하는 기술들에 대해 특정 벤치마크 기술을 사용하지 않는다.
3. 기존의 설비들과 새로운 설비들에 대한 차이를 두지 않는다.
4. 교정을 공장의 연식, 공장크기, 원료물질의 품질, 기후환경에 적용하지 않는다.
5. 구분할 수 있는 제품 자료가 뚜렷한 제품 분류에 기초한다면 서로 다른 제품은
별도의 벤치마크를 사용한다.
6. 이러한 제품들이 설비들 사이에서 거래된다면 중간제품에 대해 별도의 벤치마크
를 사용한다.
7. 개별적 설비들이나 특정지역의 설비들에 대해 특정연료 벤치마크를 사용하지 않
는다.
8. 벤치마크를 결정하는데 특정 연료를 선택하는 기술을 고려한다.
9. 기존설비들을 할당하는데 과거의 예를 사용한다.
10. 새 설비들의 할당에 대한 입증 가능한 용량 자료와 짝지어 제품별 용량 활용율
을 사용한다.
11. 생산량 기준의 벤치마크가 개발되지 않은 과정에서의 열 소비에 대한 일반적인
효율 개선 요소와 함께 열 생산 벤치마크를 사용한다.
- 27 -
할당원칙 1번의 경우는 생산품 벤치마크를 기본으로 정하는 것이다. 2번~4번 원
칙은 너무 많은 세부사항을 고려하지 않는 방식을 말하는 것이다. 즉, 제품중심의
벤치마크를 기준으로 하고, 설비연식, 크기, 원재료 품질 및 기후환경 등을 고려하
지 않는 것이다. 5번~6번 원칙의 경우 검증가능한 생산 데이터가 존재할 경우 구별
가능한 제품이라 간주하는 것이다. 7번~8번 원칙의 경우 EU 내 Uniform한 벤치마
크 개발하고, 기술개발을 통한 발전적 연료의 선택의 가능성을 고려할 수 있다는
것이다. 9번~10번 원칙은 활동량에 따른 배출허용량의 산정이 가능한 벤치마크로써,
기존시설의 경우 할당식에 과거생산량을 고려하고, 신증설시설의 경우 검증가능한
자료를 사용하는 것이다. 11번 원칙의 경우 제품벤치마크 적용이 불가한 경우 대안
방안(Fall- back approach)을 검토하는 것이다.
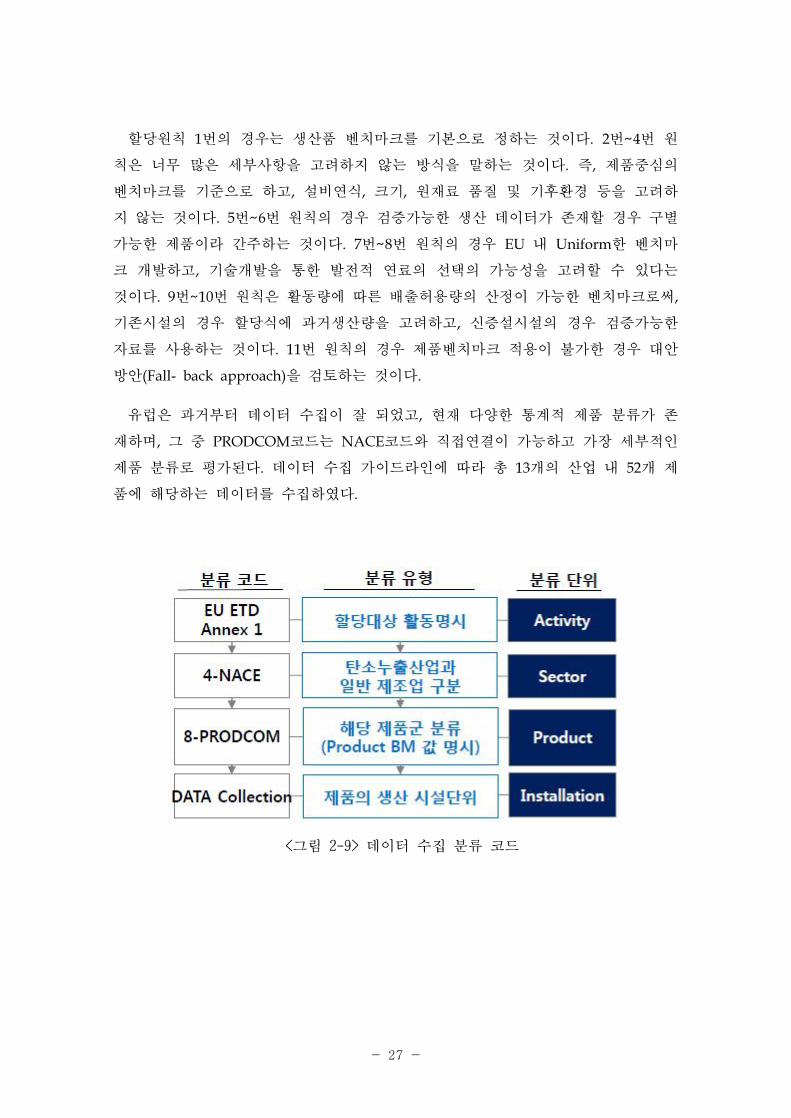
유럽은 과거부터 데이터 수집이 잘 되었고, 현재 다양한 통계적 제품 분류가 존
재하며, 그 중 PRODCOM코드는 NACE코드와 직접연결이 가능하고 가장 세부적인
제품 분류로 평가된다. 데이터 수집 가이드라인에 따라 총 13개의 산업 내 52개 제
품에 해당하는 데이터를 수집하였다.
<그림 2-9> 데이터 수집 분류 코드
- 28 -
부문 활동
정유정제 정유정제
금속추출 금속추출
철, 강철 산업 코크스, 선철과 강철, 철금속
알루미늄 1,2차 알루미늄
기타 비철금속 기타 비철금속
시멘트 시멘트 클링커
석회 석회, 돌로마이트, 마그네사이트
유리 유리
세라믹 제품 세라믹
광물면 광물면과 단열제
석회 소성, 건성 석회 소성
펄프와 제지 폴프, 종이와 카드보드
화학산업카본 블랙, 질산, 아디프산, 암모니아, HVC, 수소 및 합성
가스, 소다회 등
<표 2-6> 데이터 수집 가이드라인에 따른 13개 산업부문 52개 제품
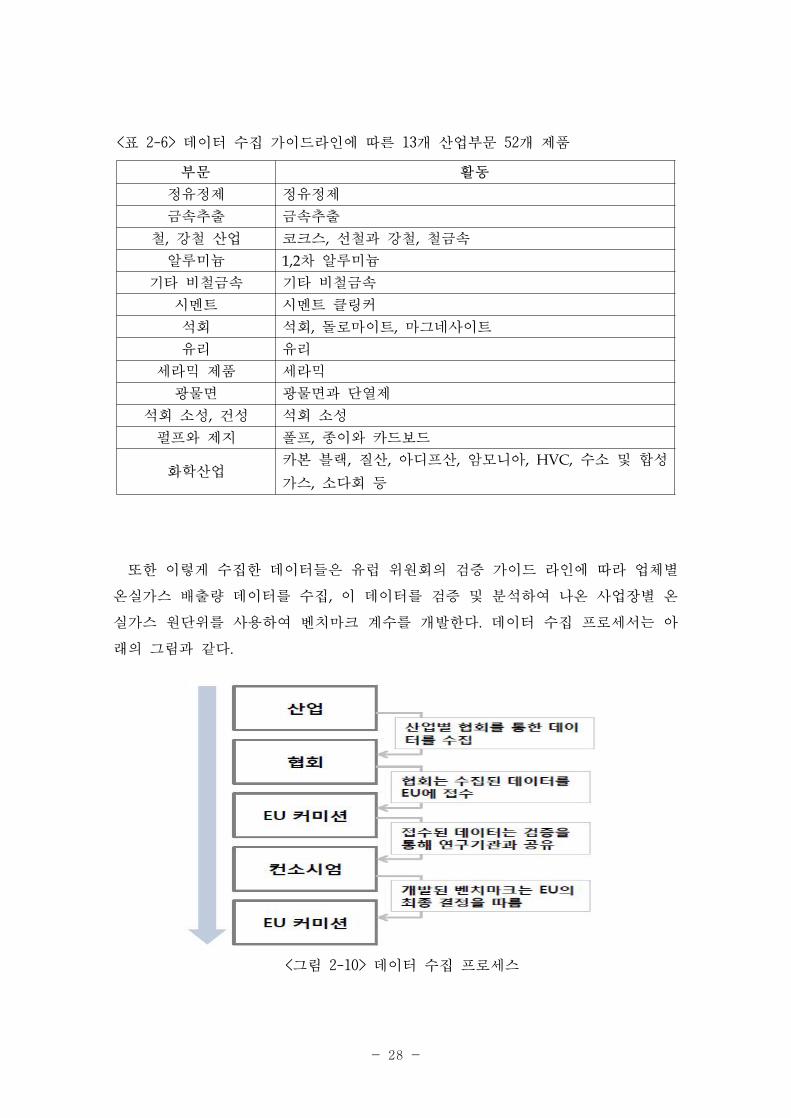
또한 이렇게 수집한 데이터들은 유럽 위원회의 검증 가이드 라인에 따라 업체별
온실가스 배출량 데이터를 수집, 이 데이터를 검증 및 분석하여 나온 사업장별 온
실가스 원단위를 사용하여 벤치마크 계수를 개발한다. 데이터 수집 프로세서는 아
래의 그림과 같다.
<그림 2-10> 데이터 수집 프로세스
- 29 -
이렇게 협회 차원에서 데이터의 수집을 실시하고, 유럽위원회에서 데이터 검증
가이드라인을 제작하여 이것을 토대로 하여 진단사 또는 컨설턴트를 통한 사업장별
데이터 검증이 이루어 진다. 데이터 검증을 할 때 주의할 점은 기밀성을 보장하기
위해 개발된 자료수집 방법론을 통해 협회에서만 데이터 수집할 수 있다. 그리고
자료 수집에 협조적이지 않는 협회에 대해서는 무상할당을 하지 않을 계획이다. 또
한 검증 대상 업종, 사업장 규모 및 정확도에 따라 검증 소요기간과 검증 범위 등
이 달라진다.
2. 벤치마크 개발 방법 및 운영 조직도
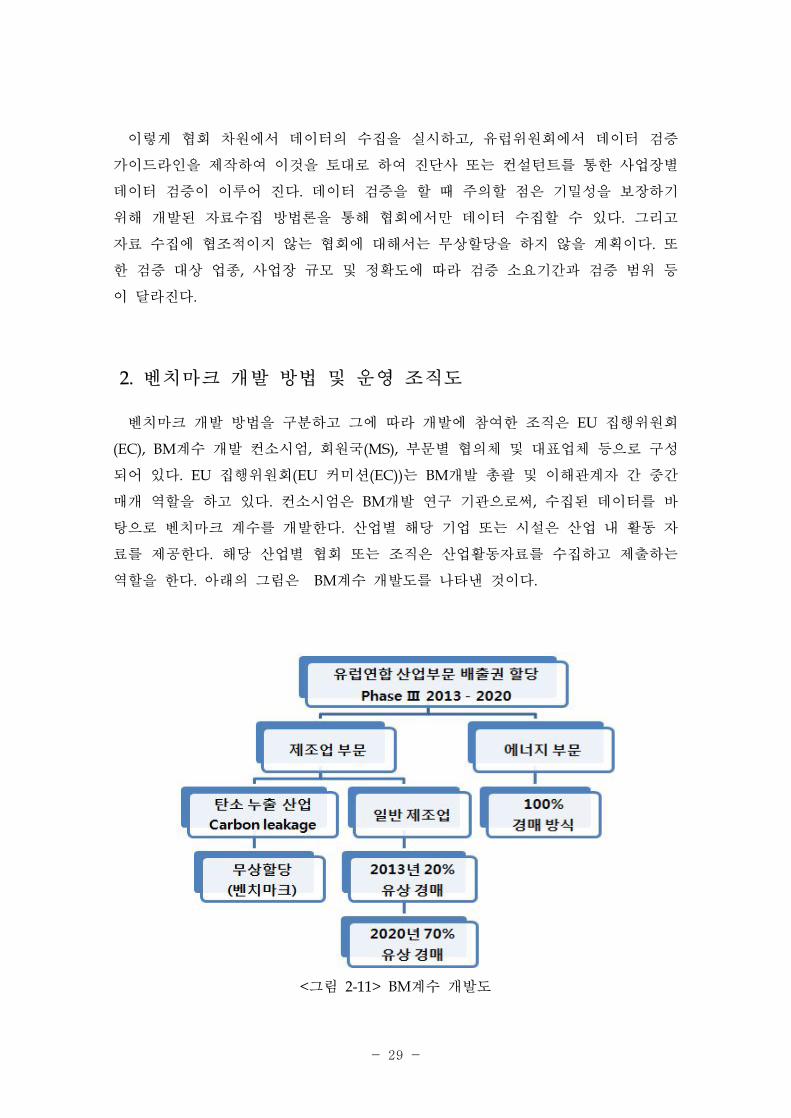
벤치마크 개발 방법을 구분하고 그에 따라 개발에 참여한 조직은 EU 집행위원회
(EC), BM계수 개발 컨소시엄, 회원국(MS), 부문별 협의체 및 대표업체 등으로 구성
되어 있다. EU 집행위원회(EU 커미션(EC))는 BM개발 총괄 및 이해관계자 간 중간
매개 역할을 하고 있다. 컨소시엄은 BM개발 연구 기관으로써, 수집된 데이터를 바
탕으로 벤치마크 계수를 개발한다. 산업별 해당 기업 또는 시설은 산업 내 활동 자
료를 제공한다. 해당 산업별 협회 또는 조직은 산업활동자료를 수집하고 제출하는
역할을 한다. 아래의 그림은 BM계수 개발도를 나타낸 것이다.
<그림 2-11> BM계수 개발도
- 30 -
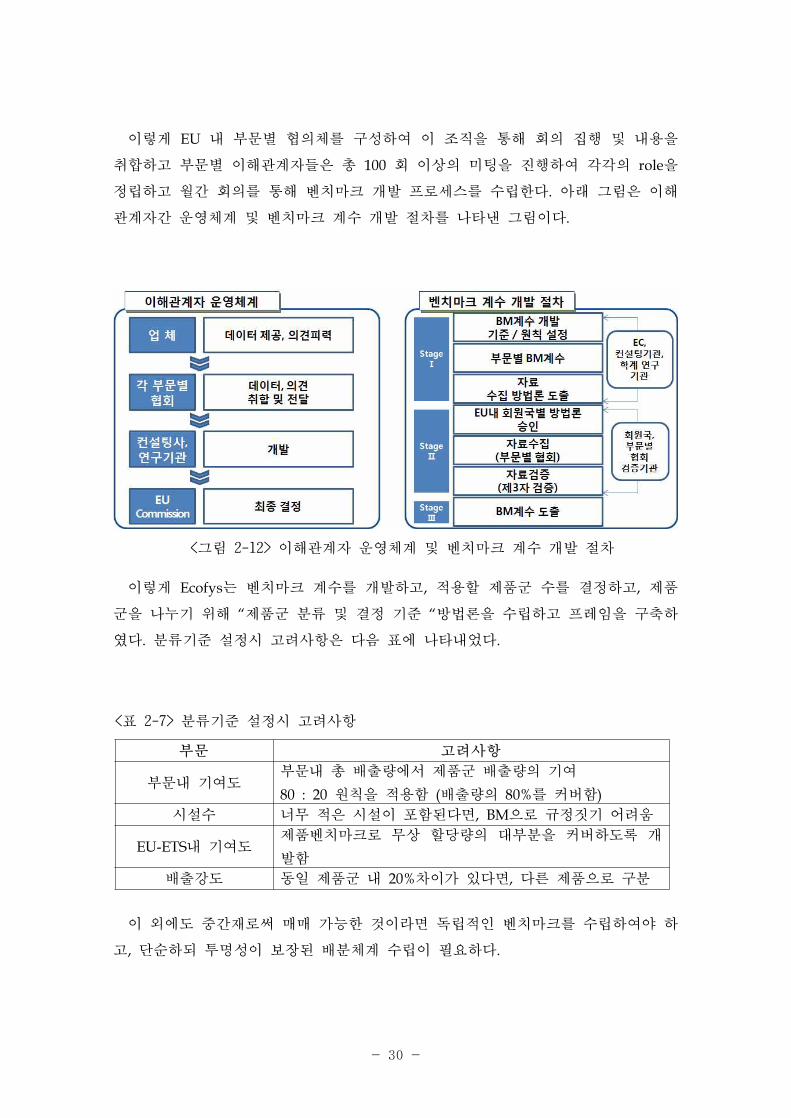
이렇게 EU 내 부문별 협의체를 구성하여 이 조직을 통해 회의 집행 및 내용을
취합하고 부문별 이해관계자들은 총 100 회 이상의 미팅을 진행하여 각각의 role을
정립하고 월간 회의를 통해 벤치마크 개발 프로세스를 수립한다. 아래 그림은 이해
관계자간 운영체계 및 벤치마크 계수 개발 절차를 나타낸 그림이다.
<그림 2-12> 이해관계자 운영체계 및 벤치마크 계수 개발 절차
이렇게 Ecofys는 벤치마크 계수를 개발하고, 적용할 제품군 수를 결정하고, 제품
군을 나누기 위해 “제품군 분류 및 결정 기준 “방법론을 수립하고 프레임을 구축하
였다. 분류기준 설정시 고려사항은 다음 표에 나타내었다.
부문 고려사항
부문내 기여도부문내 총 배출량에서 제품군 배출량의 기여
80 : 20 원칙을 적용함 (배출량의 80%를 커버함)
시설수 너무 적은 시설이 포함된다면, BM으로 규정짓기 어려움
EU-ETS내 기여도제품벤치마크로 무상 할당량의 대부분을 커버하도록 개
발함
배출강도 동일 제품군 내 20%차이가 있다면, 다른 제품으로 구분
<표 2-7> 분류기준 설정시 고려사항
이 외에도 중간재로써 매매 가능한 것이라면 독립적인 벤치마크를 수립하여야 하
고, 단순하되 투명성이 보장된 배분체계 수립이 필요하다.
- 31 -
4절 EU 벤치마크 세부내용
1. 벤치마크 할당 방법
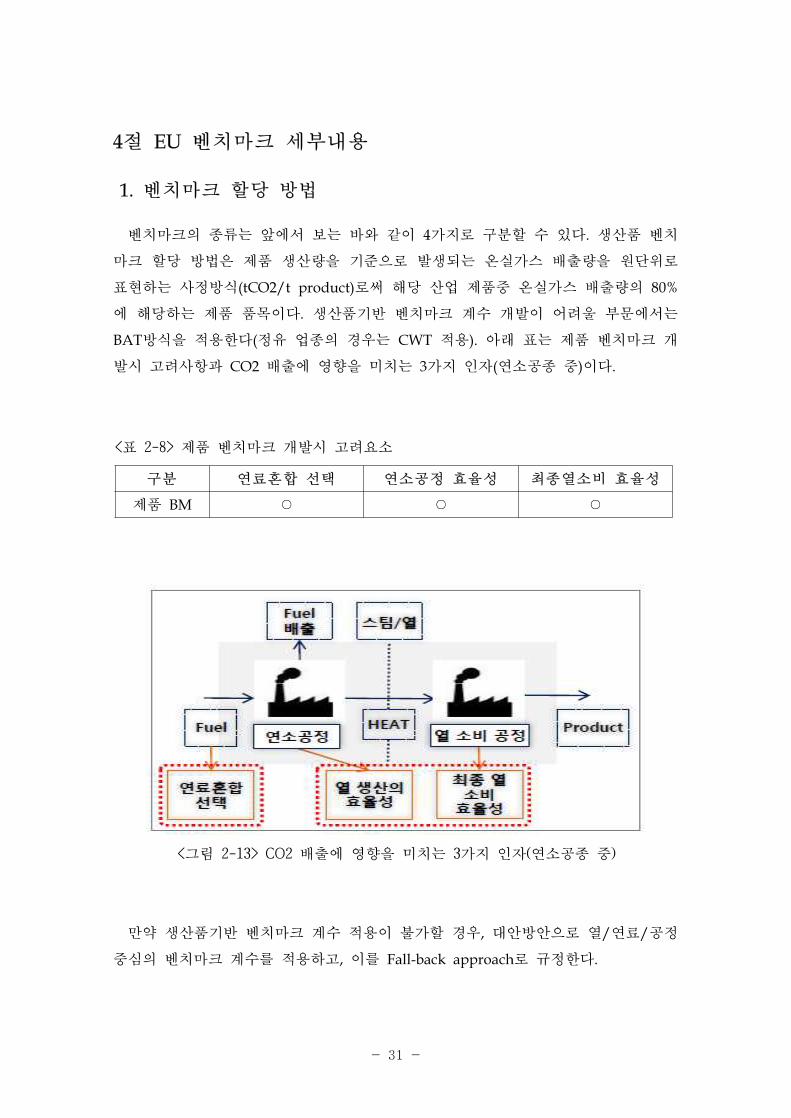
벤치마크의 종류는 앞에서 보는 바와 같이 4가지로 구분할 수 있다. 생산품 벤치
마크 할당 방법은 제품 생산량을 기준으로 발생되는 온실가스 배출량을 원단위로
표현하는 사정방식(tCO2/t product)로써 해당 산업 제품중 온실가스 배출량의 80%
에 해당하는 제품 품목이다. 생산품기반 벤치마크 계수 개발이 어려울 부문에서는
BAT방식을 적용한다(정유 업종의 경우는 CWT 적용). 아래 표는 제품 벤치마크 개
발시 고려사항과 CO2 배출에 영향을 미치는 3가지 인자(연소공종 중)이다.
구분 연료혼합 선택 연소공정 효율성 최종열소비 효율성
제품 BM ○ ○ ○
<표 2-8> 제품 벤치마크 개발시 고려요소
<그림 2-13> CO2 배출에 영향을 미치는 3가지 인자(연소공종 중)
만약 생산품기반 벤치마크 계수 적용이 불가할 경우, 대안방안으로 열/연료/공정
중심의 벤치마크 계수를 적용하고, 이를 Fall-back approach로 규정한다.
- 32 -
열 벤치마크의 할당의 경우 전력, 스팀 생산량을 열량 기준으로 환산(TJ)하여, 온실
가스 배출 효율을 원단위로 표현하는 방식(tCO2/TJ)로써, 열 발생 시설(발전기, 보
일러 등)만을 대상으로 가능하며 계측기 설치가 필요하다. 열 벤치마크는 배출량의
약15%를 차지한다.
연료 벤치마크 할당의 경우 연료 사용량을 열량 기준으로 환산(TJ)하여, 온실가스
배출 효울을 원단위로 표현하는 방식(tCO2/TJ)로써, 열 벤치마크 할당과 같이 열
발생 시설(발전기, 보일러 등)만을 대상으로 가능하지만, 계측기 설치가 불필요하다.
연료 벤치마크는 배출량의 5%를 차지한다.
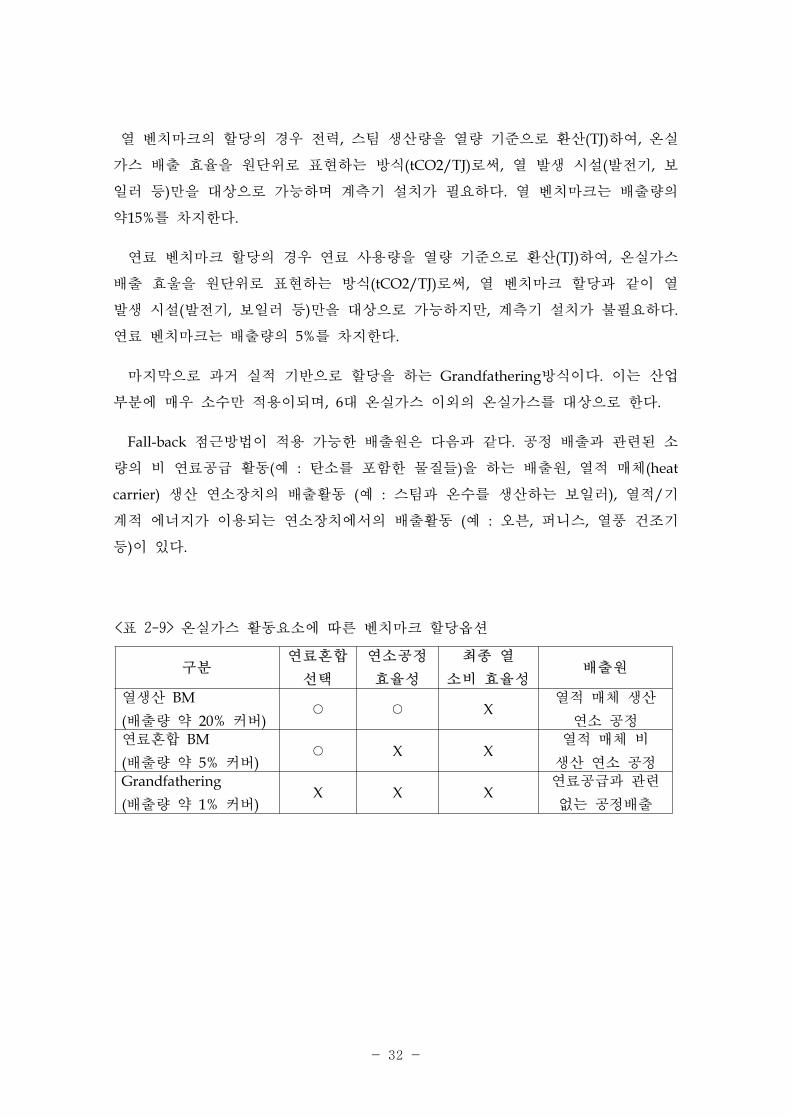
마지막으로 과거 실적 기반으로 할당을 하는 Grandfathering방식이다. 이는 산업
부분에 매우 소수만 적용이되며, 6대 온실가스 이외의 온실가스를 대상으로 한다.
Fall-back 점근방법이 적용 가능한 배출원은 다음과 같다. 공정 배출과 관련된 소
량의 비 연료공급 활동(예 : 탄소를 포함한 물질들)을 하는 배출원, 열적 매체(heat
carrier) 생산 연소장치의 배출활동 (예 : 스팀과 온수를 생산하는 보일러), 열적/기
계적 에너지가 이용되는 연소장치에서의 배출활동 (예 : 오븐, 퍼니스, 열풍 건조기
등)이 있다.
구분연료혼합
선택
연소공정
효율성
최종 열
소비 효율성배출원
열생산 BM
(배출량 약 20% 커버)○ ○ X
열적 매체 생산
연소 공정연료혼합 BM
(배출량 약 5% 커버)○ X X
열적 매체 비
생산 연소 공정Grandfathering
(배출량 약 1% 커버)X X X
연료공급과 관련
없는 공정배출
<표 2-9> 온실가스 활동요소에 따른 벤치마크 할당옵션
- 33 -
1.1. 할당에 영향을 끼치는 인자
가. 탄소누출도(carbon leakage factor)
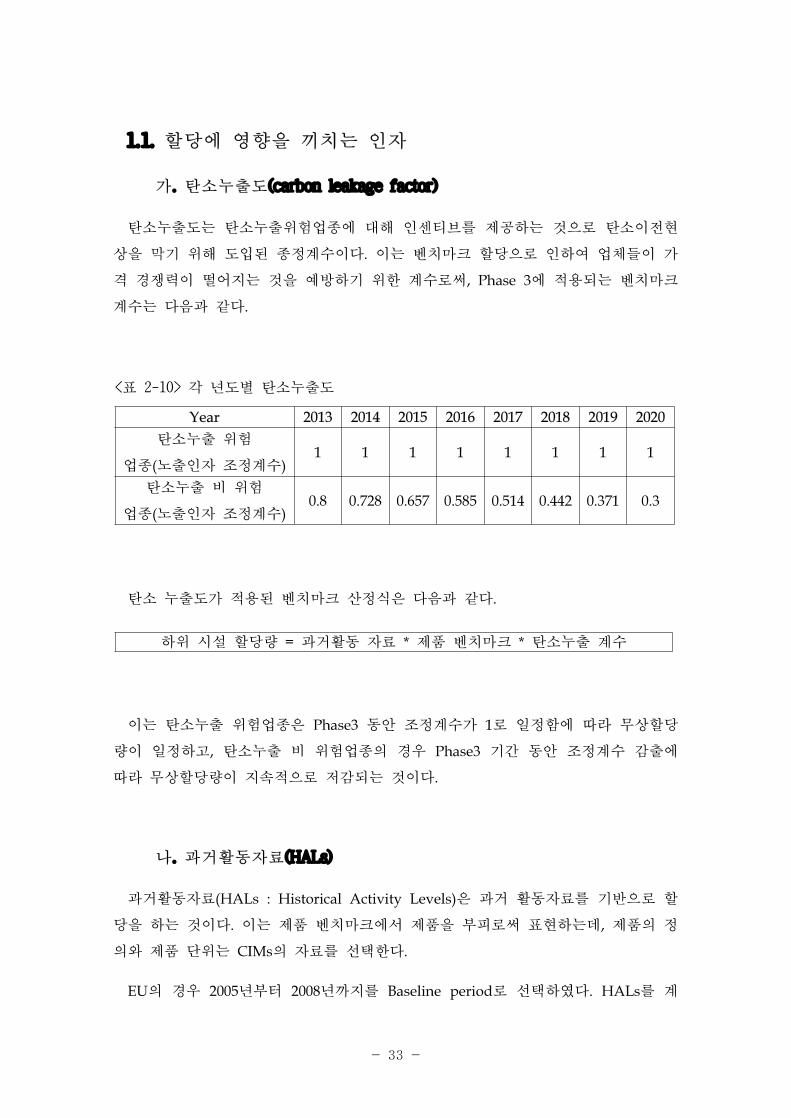
탄소누출도는 탄소누출위험업종에 대해 인센티브를 제공하는 것으로 탄소이전현
상을 막기 위해 도입된 종정계수이다. 이는 벤치마크 할당으로 인하여 업체들이 가
격 경쟁력이 떨어지는 것을 예방하기 위한 계수로써, Phase 3에 적용되는 벤치마크
계수는 다음과 같다.
Year 2013 2014 2015 2016 2017 2018 2019 2020
탄소누출 위험
업종(노출인자 조정계수)1 1 1 1 1 1 1 1
탄소누출 비 위험
업종(노출인자 조정계수)0.8 0.728 0.657 0.585 0.514 0.442 0.371 0.3
<표 2-10> 각 년도별 탄소누출도
탄소 누출도가 적용된 벤치마크 산정식은 다음과 같다.
하위 시설 할당량 = 과거활동 자료 * 제품 벤치마크 * 탄소누출 계수
이는 탄소누출 위험업종은 Phase3 동안 조정계수가 1로 일정함에 따라 무상할당
량이 일정하고, 탄소누출 비 위험업종의 경우 Phase3 기간 동안 조정계수 감출에
따라 무상할당량이 지속적으로 저감되는 것이다.
나. 과거활동자료(HALs)
과거활동자료(HALs : Historical Activity Levels)은 과거 활동자료를 기반으로 할
당을 하는 것이다. 이는 제품 벤치마크에서 제품을 부피로써 표현하는데, 제품의 정
의와 제품 단위는 CIMs의 자료를 선택한다.
EU의 경우 2005년부터 2008년까지를 Baseline period로 선택하였다. HALs를 계
- 34 -
산할 때에는 구간의 평균으로 계산을 한다. 하지만, 사고나 천재지변이 있었떤 해는
그 해를 선택하지 않고, 구간 중 2개년 이상 제외되었을 때에는 2009년이나 2010년
자료를 선택한다. 또한 자료를 택할 시 값이 더 높은 값의 자료를 택한다. 과거 활
동자료가 적용된 벤치마크 산정식은 다음과 같다.
다. 경계간 열의 흐름
열 BM 하위시설의 에비할당량을 산정할 시, 경계간 열의 흐름의 여부에 따라 할
당량을 조정하여 최종적으로 적용을 한다(제품 BM 하위시설에 경계간 열의 흐름이
존재할 경우에도 할당량 조정 실시).
경계간 열의 이동을 처리하는 원칙은 다음과 같다.
첫 번째로, 경계간 열의 흐름에 사용되는 열의 정의 이다. 순(純) 열의 흐름의 경
우에는 측정 가능한 열의 흐름을 말하며, 공급열의 회수율은 순 열량에서 제외된다.
또한 열 생성원의 차이를 구별하지 않는다.
두 번쩨로, 무상할당을 받지 않는 경우이다. 질산(Nitric acid) 생산공정에서 발생
하는 열의 공급(질산 BM값에 고려되었기에 무상할당을 받을 수 없음)의 경우,
Non-ETS 설비에서 생산되는 열을 공급받을 경우, 전력생산을 위한 열을 공급할 경
우이다.
경계간 열 흐름은 3가지로 구분 할 수 있다. 첫 번째로, ETS 시설에서 다른 ETS
시설로 열의 이동, 두 번째, ETS 시설에서 Non-ETS 시설로의 열의 이동, 마지막으
로, Non-ETS 시설에서 다른 ETS시설로의 열의 이동이다.
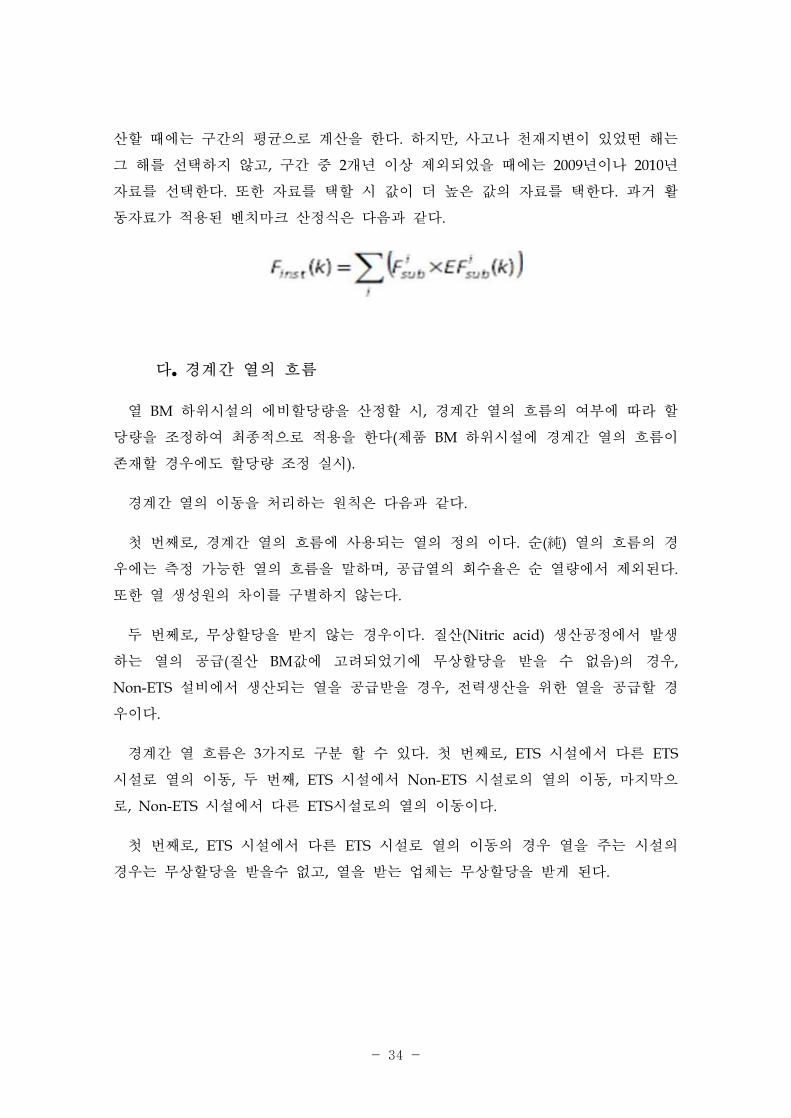
첫 번째로, ETS 시설에서 다른 ETS 시설로 열의 이동의 경우 열을 주는 시설의
경우는 무상할당을 받을수 없고, 열을 받는 업체는 무상할당을 받게 된다.
- 35 -
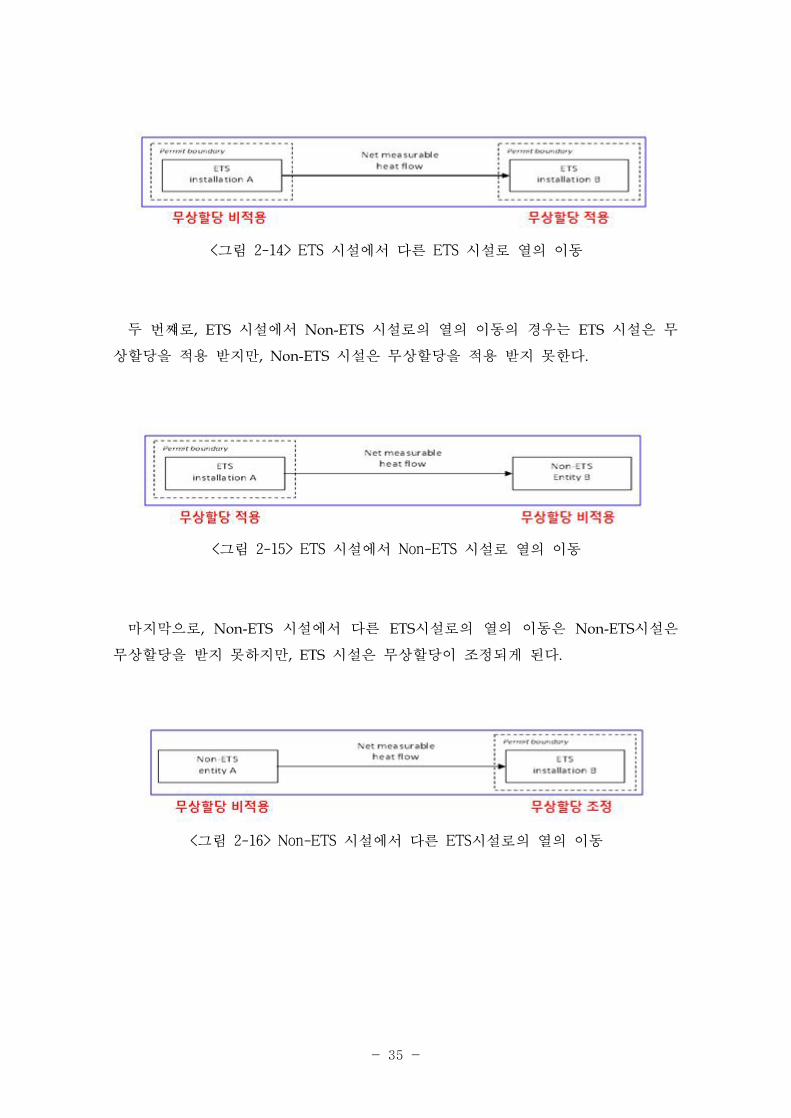
<그림 2-14> ETS 시설에서 다른 ETS 시설로 열의 이동
두 번쨰로, ETS 시설에서 Non-ETS 시설로의 열의 이동의 경우는 ETS 시설은 무
상할당을 적용 받지만, Non-ETS 시설은 무상할당을 적용 받지 못한다.
<그림 2-15> ETS 시설에서 Non-ETS 시설로 열의 이동
마지막으로, Non-ETS 시설에서 다른 ETS시설로의 열의 이동은 Non-ETS시설은
무상할당을 받지 못하지만, ETS 시설은 무상할당이 조정되게 된다.
<그림 2-16> Non-ETS 시설에서 다른 ETS시설로의 열의 이동
- 36 -
1.2. 최종 할당량 산정 방법
할당량을 산정하기 위해, 각각의 하위시설을 분류하여 하위시설당 할당량을 산정
한 후, 모든 하위시설의 할당량을 합산한다. 조정계수(탄소누출도, 일률적감출율, 부
문간 조정계수 등)를 적용해야 하는 시설에는 최종적으로 각 조정계수를 적용한 값
이 그 시설의 할당량이 된다.
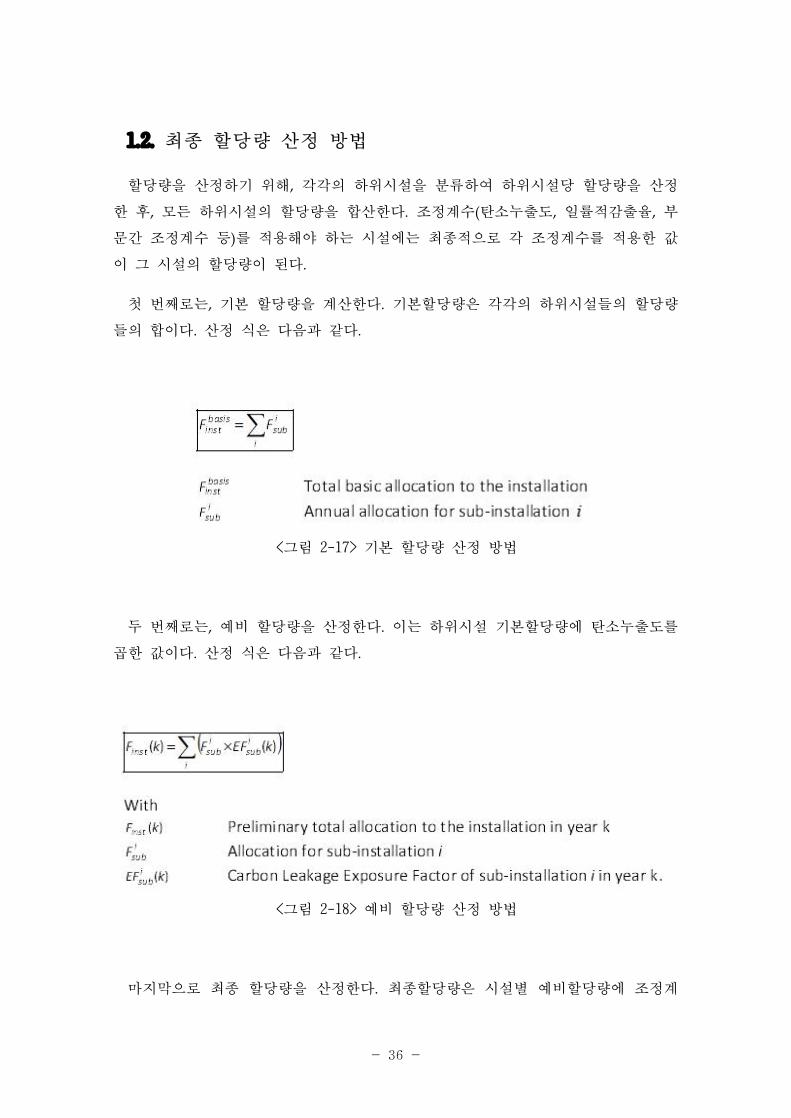
첫 번째로는, 기본 할당량을 계산한다. 기본할당량은 각각의 하위시설들의 할당량
들의 합이다. 산정 식은 다음과 같다.
<그림 2-17> 기본 할당량 산정 방법
두 번째로는, 예비 할당량을 산정한다. 이는 하위시설 기본할당량에 탄소누출도를
곱한 값이다. 산정 식은 다음과 같다.
<그림 2-18> 예비 할당량 산정 방법
마지막으로 최종 할당량을 산정한다. 최종할당량은 시설별 예비할당량에 조정계

- 37 -
수를 곱하여 산정하게 된다. 산정 식은 다음과 같다.
<그림 2-19> 최종 할당량 산정 방법
- 38 -
1.3. EU-ETS Template
EU-ETS의 경우 Template을 아주 상세히 기제하게 되어 있다. 이로 인하여 벤치
마크 계수의 정확성을 높이고 할당에 있어 투명성을 높일수 있다.
EU-ETS Template에는 위에서 언급한 탄소누출도(Carbon leakage factor), 과거활
동자료(HALs)등을 기제 하게 되어있다. 또한 Mass Balance를 작성함으로써 좀더
정확한 수치를 얻을 수 있다. 또한 EU-ETS Template에서는 몇 개의 생산품을 따로
정해서 작성하게 되어있다. 이 물질들은 CIMs의 Annex III에서 특별히 분류하고 있
는데 Annex III에서 분류한 물질들은 방사선 물질, 독성을 지닌 해로운 물질들을
나열하고 있다.
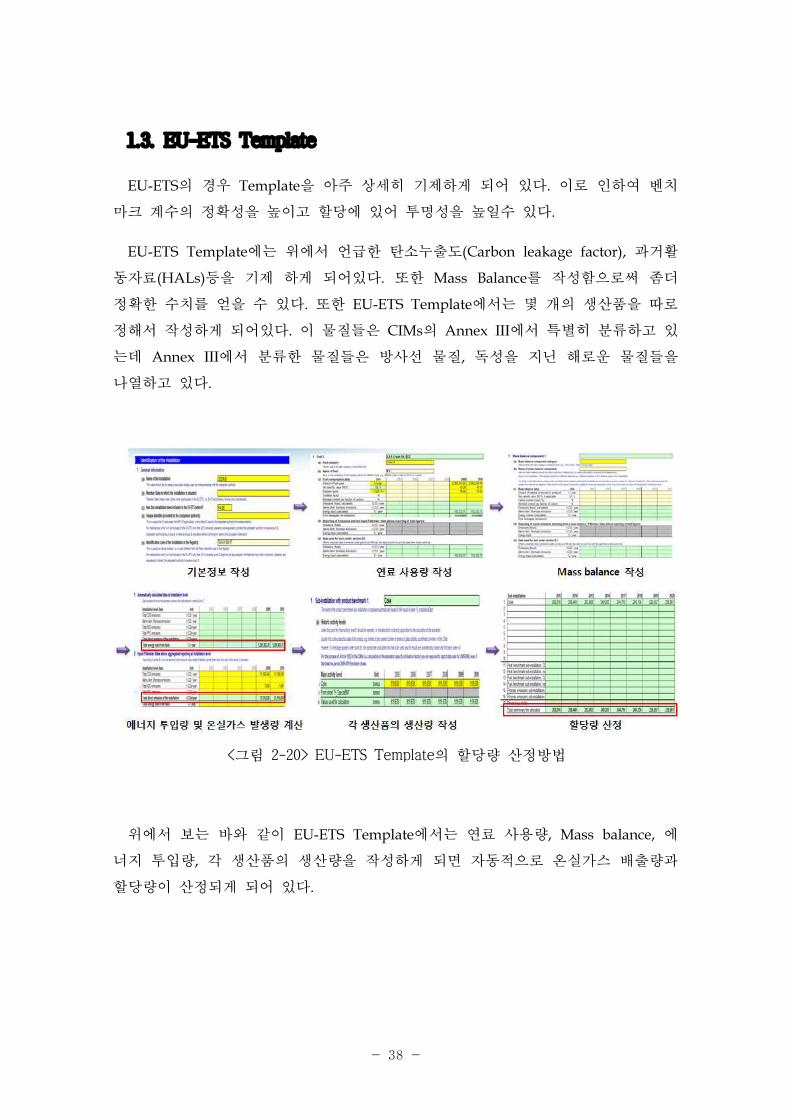
<그림 2-20> EU-ETS Template의 할당량 산정방법
위에서 보는 바와 같이 EU-ETS Template에서는 연료 사용량, Mass balance, 에
너지 투입량, 각 생산품의 생산량을 작성하게 되면 자동적으로 온실가스 배출량과
할당량이 산정되게 되어 있다.
- 39 -
순번 부문명 배출시설명 벤치마크값개발 숫자 EU-ETS 부문명 비고
1고정연소시설(고체·
액체·기체 연료) 19 -
2 이동연소시설 32 -
3 건축물 12 -
4외부로부터 공급된
전기․열 사용 38 -
5 시멘트 생산 1 시멘트 1
6 석회 생산 1 석회, 석쇠 소성, 건성 4
7탄산염의 기타 공정
사용 4 유리, 세라믹 제품,펄프와 제지 4
8 암모니아 생산 1 -
9 질산 생산 1 -
10 아디프산 생산 1 -
11 카바이드 생산 1 -
12 소다회 생산 2 -
13 석유정제공정 14개로 분류 가능 1(14) 정유정제 1
14 석유화학제품 생산 5 화학 산업 8
15 불소화합물 생산 1 -
16 철강생산
· 코크스 오븐
· 소결로
· 펠릿 제조시설
· 고로공정
· 전로
· 전기아크로
6 철, 강철 산업 4
17 합금철 생산 2 알루미늄, 기타비철금속 318 아연 생산 3
19 전자산업 2 -
20 고형폐기물의 매립 1 -
21고형폐기물의 생물학
적 처리 1 -
<표 2-11> 온실가스·에너지 목표관리 운영지침 별표 7의 부문별 분류 및
EU-ETS 목표관리제 부문별 분류 비교
2. 국내 온실가스・에너지 목표관리 운영 지침과 EU-ETS 목
표관리제 비교
- 40 -
22 하폐수 처리 및 배출 1 -
23 폐기물의 소각 1 -
24 금속추출 1
25 광물면 2
위의 표에서 보는 바와 같이 우리나라 온실가스·에너지 목표관리제와 EU-ETS 목
표관리제의 부문의 분류는 다른 것으로 나타남을 알 수 있다.
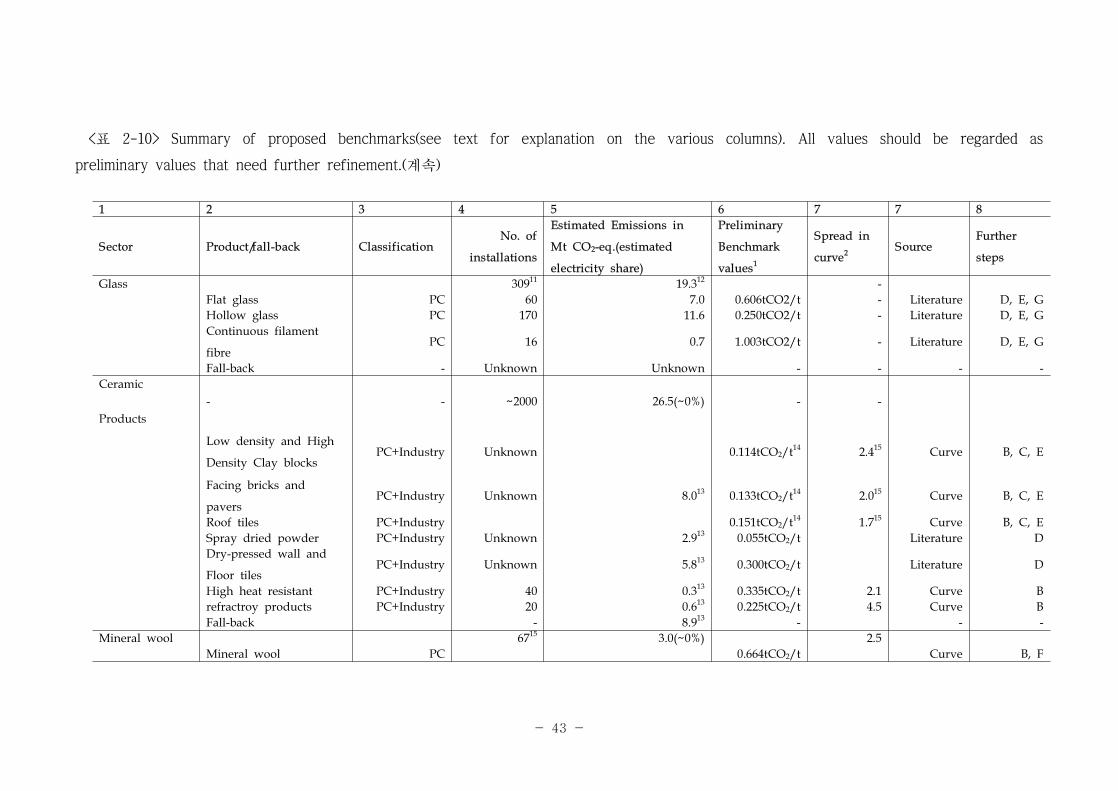
아래의 표는 EU의 벤치마크 값들을 나타낸 것이다.
- 41 -
1 2 3 4 5 6 7 7 8
Sector Product/fall-back ClassificationNo. of
installations
Estimated Emissions in
Mt CO2-eq.(estimated
electricity share)
Preliminary
Benchmark
values1
Spread in
curve2
SourceFurther
steps
Mineral oil
refineries147 155.9(16%) - - - -
CO2 weighted t
(CWT)SOLOMON 147
0.030 t
CO2/CWT3- Curve A, C
Steam cracking(High
Value Chemicals)PC Unknown Unknown
See under
Chemical
industry
-
See under
Chemical
industry
A, C
Fall-back - - Not required - - - -
Iron ore 4 0.6(~0%)
Fall-back - 4 0.6 - - - -
Iron and steel
Industry- ~1400 252.5(unknown)
4.5- - - -
Coke PC 43 23.04
0.090tCO2/t - Literature A
Sinter PC 32 32.04 0.119tCO2/t - Literature A
Hot metal Industry 41 175.04 1.286tCO2/t - Literature A
EAF non-alloy, high PC ~200 8.34
0.058tCO2/t - Literature A, E, G
alloy and other alloy
steel
Fall-back - ~1100 13.74.5
- - - -
<표 2-12> Summary of proposed benchmarks(see text for explanation on the various columns). All values should be regarded as
preliminary values that need further refinement.
- 42 -
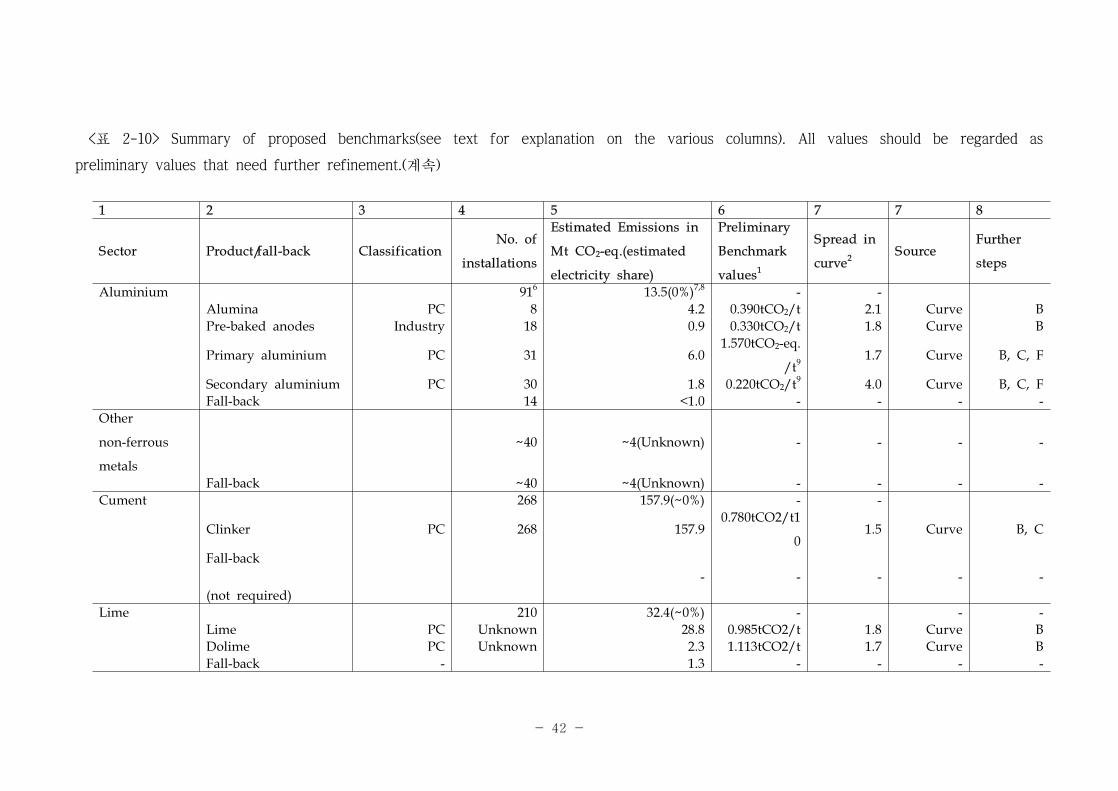
<표 2-10> Summary of proposed benchmarks(see text for explanation on the various columns). All values should be regarded as
preliminary values that need further refinement.(계속)
1 2 3 4 5 6 7 7 8
Sector Product/fall-back ClassificationNo. of
installations
Estimated Emissions in
Mt CO2-eq.(estimated
electricity share)
Preliminary
Benchmark
values1
Spread in
curve2Source
Further
steps
Aluminium 916 13.5(0%)7,8 - -
Alumina PC 8 4.2 0.390tCO2/t 2.1 Curve B
Pre-baked anodes Industry 18 0.9 0.330tCO2/t 1.8 Curve B
Primary aluminium PC 31 6.01.570tCO2-eq.
/t9
1.7 Curve B, C, F
Secondary aluminium PC 30 1.8 0.220tCO2/t9
4.0 Curve B, C, F
Fall-back 14 <1.0 - - - -
Other
non-ferrous
metals
~40 ~4(Unknown) - - - -
Fall-back ~40 ~4(Unknown) - - - -
Cument 268 157.9(~0%) - -
Clinker PC 268 157.90.780tCO2/t1
01.5 Curve B, C
Fall-back
(not required)
- - - - -
Lime 210 32.4(~0%) - - -
Lime PC Unknown 28.8 0.985tCO2/t 1.8 Curve B
Dolime PC Unknown 2.3 1.113tCO2/t 1.7 Curve B
Fall-back - 1.3 - - - -
- 43 -
<표 2-10> Summary of proposed benchmarks(see text for explanation on the various columns). All values should be regarded as
preliminary values that need further refinement.(계속)
1 2 3 4 5 6 7 7 8
Sector Product/fall-back ClassificationNo. of
installations
Estimated Emissions in
Mt CO2-eq.(estimated
electricity share)
Preliminary
Benchmark
values1
Spread in
curve2Source
Further
steps
Glass 30911 19.312 -
Flat glass PC 60 7.0 0.606tCO2/t - Literature D, E, G
Hollow glass PC 170 11.6 0.250tCO2/t - Literature D, E, G
Continuous filament
fibrePC 16 0.7 1.003tCO2/t - Literature D, E, G
Fall-back - Unknown Unknown - - - -
Ceramic
Products
- - ~2000 26.5(~0%) - -
Low density and High
Density Clay blocksPC+Industry Unknown 0.114tCO2/t
142.4
15Curve B, C, E
Facing bricks and
paversPC+Industry Unknown 8.013 0.133tCO2/t14 2.015 Curve B, C, E
Roof tiles PC+Industry 0.151tCO2/t14 1.715 Curve B, C, E
Spray dried powder PC+Industry Unknown 2.913
0.055tCO2/t Literature D
Dry-pressed wall and
Floor tilesPC+Industry Unknown 5.8
130.300tCO2/t Literature D
High heat resistant PC+Industry 40 0.313
0.335tCO2/t 2.1 Curve B
refractroy products PC+Industry 20 0.613 0.225tCO2/t 4.5 Curve B
Fall-back - 8.913
- - -
Mineral wool 6715 3.0(~0%) 2.5
Mineral wool PC 0.664tCO2/t Curve B, F
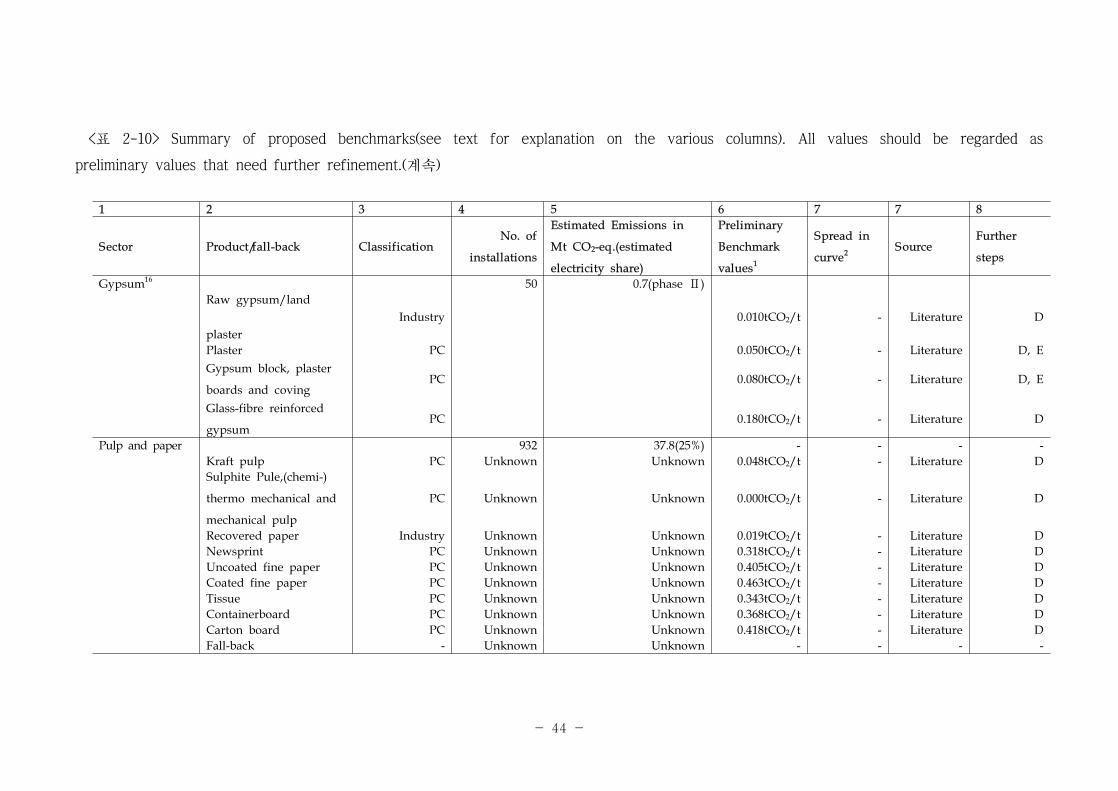
- 44 -
<표 2-10> Summary of proposed benchmarks(see text for explanation on the various columns). All values should be regarded as
preliminary values that need further refinement.(계속)
1 2 3 4 5 6 7 7 8
Sector Product/fall-back ClassificationNo. of
installations
Estimated Emissions in
Mt CO2-eq.(estimated
electricity share)
Preliminary
Benchmark
values1
Spread in
curve2Source
Further
steps
Gypsum16 50 0.7(phase Ⅱ)
Raw gypsum/land
plaster
Industry 0.010tCO2/t - Literature D
Plaster PC 0.050tCO2/t - Literature D, E
Gypsum block, plaster
boards and covingPC 0.080tCO2/t - Literature D, E
Glass-fibre reinforced
gypsumPC 0.180tCO2/t - Literature D
Pulp and paper 932 37.8(25%) - - - -
Kraft pulp PC Unknown Unknown 0.048tCO2/t - Literature D
Sulphite Pule,(chemi-)
thermo mechanical and
mechanical pulp
PC Unknown Unknown 0.000tCO2/t - Literature D
Recovered paper Industry Unknown Unknown 0.019tCO2/t - Literature D
Newsprint PC Unknown Unknown 0.318tCO2/t - Literature D
Uncoated fine paper PC Unknown Unknown 0.405tCO2/t - Literature D
Coated fine paper PC Unknown Unknown 0.463tCO2/t - Literature D
Tissue PC Unknown Unknown 0.343tCO2/t - Literature D
Containerboard PC Unknown Unknown 0.368tCO2/t - Literature D
Carton board PC Unknown Unknown 0.418tCO2/t - Literature D
Fall-back - Unknown Unknown - - - -
- 45 -
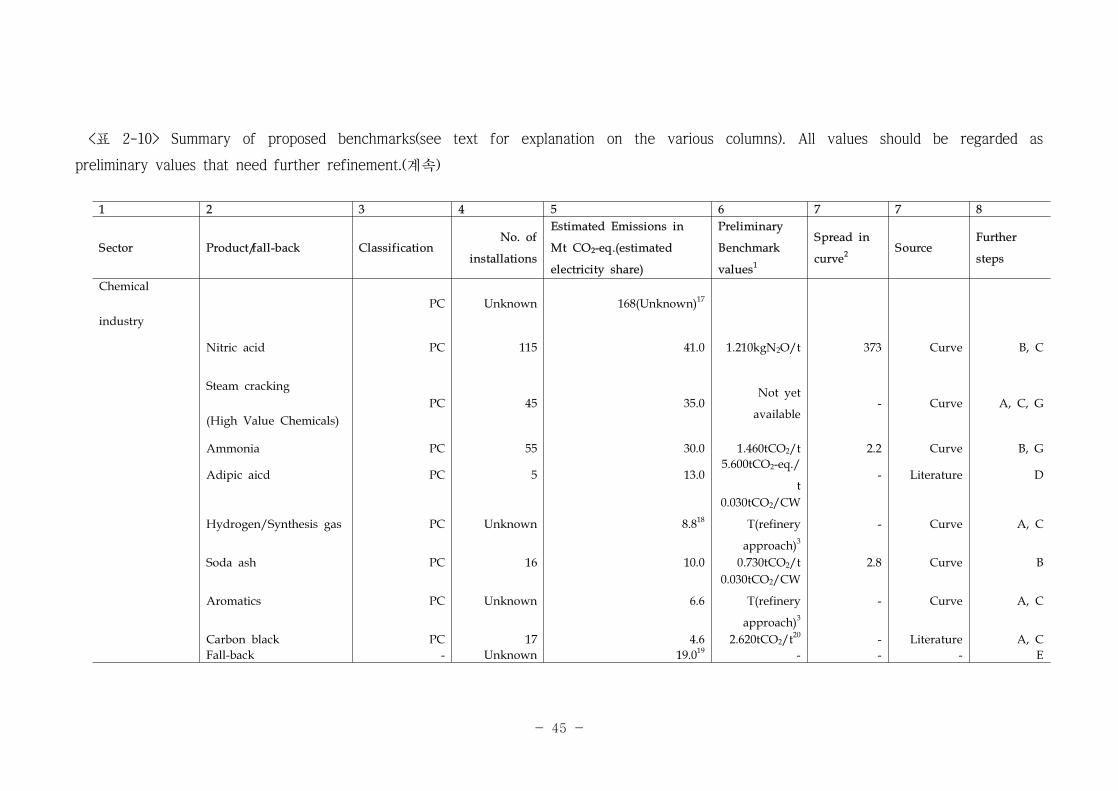
<표 2-10> Summary of proposed benchmarks(see text for explanation on the various columns). All values should be regarded as
preliminary values that need further refinement.(계속)
1 2 3 4 5 6 7 7 8
Sector Product/fall-back ClassificationNo. of
installations
Estimated Emissions in
Mt CO2-eq.(estimated
electricity share)
Preliminary
Benchmark
values1
Spread in
curve2
SourceFurther
steps
Chemical
industry
PC Unknown 168(Unknown)17
Nitric acid PC 115 41.0 1.210kgN2O/t 373 Curve B, C
Steam cracking
(High Value Chemicals)
PC 45 35.0Not yet
available- Curve A, C, G
Ammonia PC 55 30.0 1.460tCO2/t 2.2 Curve B, G
Adipic aicd PC 5 13.05.600tCO2-eq./
t- Literature D
Hydrogen/Synthesis gas PC Unknown 8.818
0.030tCO2/CW
T(refinery
approach)3
- Curve A, C
Soda ash PC 16 10.0 0.730tCO2/t 2.8 Curve B
Aromatics PC Unknown 6.6
0.030tCO2/CW
T(refinery
approach)3
- Curve A, C
Carbon black PC 17 4.6 2.620tCO2/t20
- Literature A, C
Fall-back - Unknown 19.019 - - - E
- 46 -
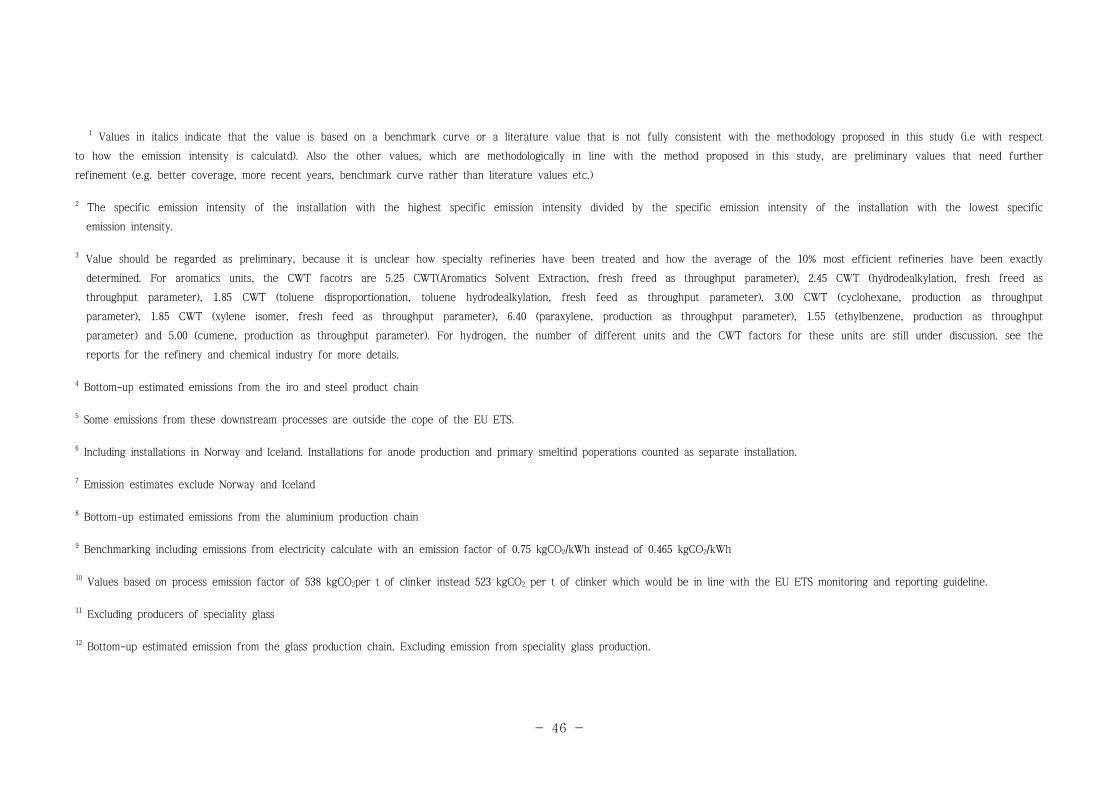
1 Values in italics indicate that the value is based on a benchmark curve or a literature value that is not fully consistent with the methodology proposed in this study (i.e with respect
to how the emission intensity is calculatd). Also the other values, which are methodologically in line with the method proposed in this study, are preliminary values that need further
refinement (e.g. better coverage, more recent years, benchmark curve rather than literature values etc.)
2 The specific emission intensity of the installation with the highest specific emission intensity divided by the specific emission intensity of the installation with the lowest specific
emission intensity.
3 Value should be regarded as preliminary, because it is unclear how specialty refineries have been treated and how the average of the 10% most efficient refineries have been exactly
determined. For aromatics units, the CWT facotrs are 5.25 CWT(Aromatics Solvent Extraction, fresh freed as throughput parameter), 2.45 CWT (hydrodealkylation, fresh freed as
throughput parameter), 1.85 CWT (toluene disproportionation, toluene hydrodealkylation, fresh feed as throughput parameter), 3.00 CWT (cyclohexane, production as throughput
parameter), 1.85 CWT (xylene isomer, fresh feed as throughput parameter), 6.40 (paraxylene, production as throughput parameter), 1.55 (ethylbenzene, production as throughput
parameter) and 5.00 (cumene, production as throughput parameter). For hydrogen, the number of different units and the CWT factors for these units are still under discussion. see the
reports for the refinery and chemical industry for more details.
4 Bottom-up estimated emissions from the iro and steel product chain
5 Some emissions from these downstream processes are outside the cope of the EU ETS.
6 Including installations in Norway and Iceland. Installations for anode production and primary smeltind poperations counted as separate installation.
7 Emission estimates exclude Norway and Iceland
8 Bottom-up estimated emissions from the aluminium production chain
9 Benchmarking including emissions from electricity calculate with an emission factor of 0.75 kgCO2/kWh instead of 0.465 kgCO2/kWh
10 Values based on process emission factor of 538 kgCO2per t of clinker instead 523 kgCO2 per t of clinker which would be in line with the EU ETS monitoring and reporting guideline.
11 Excluding producers of speciality glass
12 Bottom-up estimated emission from the glass production chain. Excluding emission from speciality glass production.
- 47 -
13 Rough estimate based on estimated share of emissions in the total ceramics industry as provided by the sector organization.
14 Benchmark value and spread based on linearization of the 10th to 90th percentile of installations
15 EURIMA members only: approximately 88% of production and 91% of emission.s
16 Given the limited amount of emissions, also a fall0back approach for the full sector could be considered
17 Estimate for the total production of products mentioned in Annex Ⅰ of the EU ETS Directive. Estimate for the total chemical industry is 190 Mt CO2
18 Excluding production for refineries and including production for methanol
19 products that are mentioned in Annex Ⅰ of the EU ETS Directive.
20 Value without deduction for calorific value of tail gas
- 48 -
제3장 국내 BM계수 검증 가이드라인
1절 부문별, 배출시설별 벤치마크 검증 가이드라인
1. 부문별 벤치마크 가이드라인
본 과업에서는 유럽연합에서 2013년부터 시행예정인 온실가스 배출권거래시스템
(EU ETS)에서 적용하고 있는 주요 배출시설들에 대한 벤치마크를 조사하여 최소와
최대 벤치마크계수 영역을 파악함으로써 「온실가스·에너지 목표관리 운영 등에 관
한 지침」에서 규정한 부문별 벤치마크계수를 관장하는 주무부처별로 개발되어질
벤치마크 가이드라인을 설정하고자 한다. 이를 위해 선진국 사례조사로부터 확보한
벤치마크 곡선, 조직경계 구획방법 등을 참고하여 상기 지침 별표 7에 있는 주요
부문별, 배출시설별 벤치마크 가이드라인을 산정하였다.
2013년부터 시행될 EU ETS를 위해 EU에서는 관련 산업계 협회, 몇몇 컨설팅사
등으로 자료조사를 위한 컨소시움을 구성하여 다년간 EU 단일 벤치마크계수 개발
을 위한 사전준비를 진행해왔고, 이런 과정을 통해 온실가스 다배출 산업의 주요
배출시설들에 대한 환산 이산화탄소 배출계수를 수집하여 벤치마크 곡선을 작성한
후 배출계수가 가장 낮은 상위 10%에 해당하는 배출사업장의 이산화탄소 배출계수
를 평균하여 이를 벤치마크로 규정하였다. 본 과업에서는 EU ETS의 벤치마크 외에
문헌으로부터 자료확보가 가능한 경우에는 주요 배출시설들에 대한 최소와 최대 배
출계수를 병기하여 국내 유사 사업장의 이산화탄소 배출규모를 파악할 수 있도록
하였다.
1.1. 부문 #6 석회부문
- 49 -
석회는 철강, 화학, 종이 그리고 제약 산업 등에 다양하게 응용되어 사용되고 있
다. 이러한 석회 생산 공정에서는 석회석 소성 시 발생하는 CO2로 인해 온실가스가
발생한다. 탄산칼슘이나 탄산마그네슘이 900℃~1200℃ 온도범위의 로(爐)에서 소
성되면서 CO2가 발생되며, 반응식은 다음과 같다.
CaCO3(limestone) → CaO(lime) + CO2
CaCO3·MgCO3(dolomite) → CaO·MgO(dolime) + 2CO2
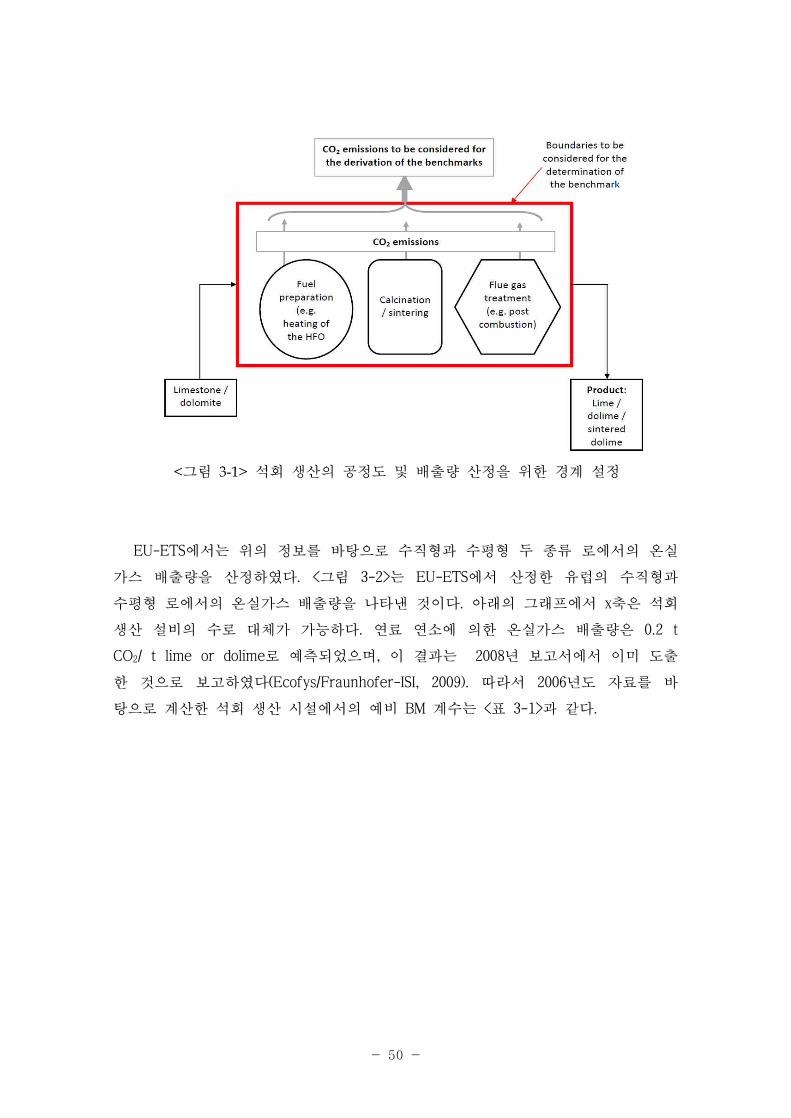
EU-ETS에서 BM 계수를 산정하기 위하여 설정한 경계는 <그림 1>와 같으며,
이를 위해 수집한 정보는 다음과 같다.
․로의 형태
․로의 수
․연간 석회/돌라임 생산량(2006년)
․연간 석회 생산 공정에서의 CO2 배출량(2006년)
․연간 연료 연소에 의한 CO2 배출량(2006년)
․로에 사용된 바이오매스의 양(2006년)
․로에 사용된 폐기물 연료의 양(2006년)
- 50 -
<그림 3-1> 석회 생산의 공정도 및 배출량 산정을 위한 경계 설정
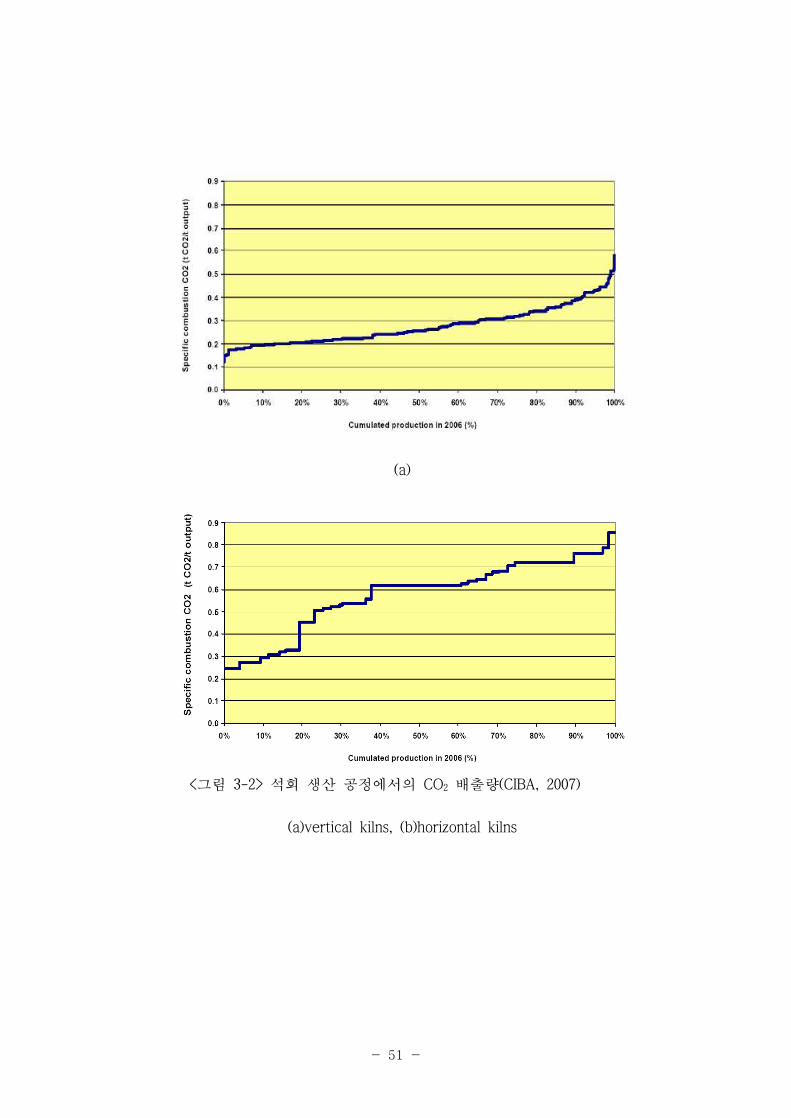
EU-ETS에서는 위의 정보를 바탕으로 수직형과 수평형 두 종류 로에서의 온실
가스 배출량을 산정하였다. <그림 3-2>는 EU-ETS에서 산정한 유럽의 수직형과
수평형 로에서의 온실가스 배출량을 나타낸 것이다. 아래의 그래프에서 x축은 석회
생산 설비의 수로 대체가 가능하다. 연료 연소에 의한 온실가스 배출량은 0.2 t
CO2/ t lime or dolime로 예측되었으며, 이 결과는 2008년 보고서에서 이미 도출
한 것으로 보고하였다(Ecofys/Fraunhofer-ISI, 2009). 따라서 2006년도 자료를 바
탕으로 계산한 석회 생산 시설에서의 예비 BM 계수는 <표 3-1>과 같다.
- 51 -
(a)
<그림 3-2> 석회 생산 공정에서의 CO2 배출량(CIBA, 2007)
(a)vertical kilns, (b)horizontal kilns
- 52 -
Benchmark 값
Fuel combustion
Lime 0.2 t CO2/t lime
Dolime 0.2 t CO2/t lime
Process Emissions
Lime 0.785 t CO2/t lime
Dolime 0.913 t CO2/t lime
Resulting Benchmark values
Lime 0.985 t CO2/t lime
Dolime 1.113 t CO2/t lime
<표 3-1> 2006년도 자료를 바탕으로 계산한 석회 생산 시설의 예비 benchmark
계수
<그림 3-2>의 그래프는 lime과 dolime 생산 결과를 합한 결과이므로 그래프 상
에서 최소값과 최대값의 범위를 추정하기 어렵다. 그러나 모든 자료가 lime 생산
결과라고 가정할 경우, lime 생산을 위한 연료 연소와 제조 전 과정에서의 온실가
스 배출량의 범위는 0.935 ~ 1.635가 된다. 이와 마찬가지로 모든 자료가 dolime
생산 결과라고 가정한다면, 이 과정에서의 온실가스 배출 범위는 1.063 ~ 1.763이
된다.
EU-ETS에서는 현실적인 온실가스 BM 계수 산정을 위해서는 데이터와 기술 분
석이 함께 이루어져야 하며, 이를 위해 에너지 소비 및 이에 대한 배출 계수가 보
다 수준 높은 결과를 제시한다고 설명하였다. 이와 관련하여 기술 보고서에 수직형
로의 상위 10% BM 계수는 3.47GJ/t, 수평형 로의 상위 10% BM 계수는 5.37GJ/t
라고 발표하였다. 또한 2007~2008년도의 유럽의 평균 연료 소비 결과를 바탕으로
상위 10% 시설에서의 에너지 소비효율을 고려한 BM 계수를 <표 3-2>와 같이
제시하였다.
로의 형태Energy benchmark
(GJ/t output)
CO2 benchmark(combustion) based on
the European fuel mix (tCO2/t output)
수직형 3.47 0.279
수평형 5.37 0.432
<표 3-2> 석회 생산 시설의 연료 연소에 의한 benchmark 계수
우리나라 석회 생산 시설에서의 BM 계수는 다음의 식을 통해 산정한다.
- 53 -
생석회생산량
소성시설의온실가스배출량
「온실가스 에너지 목표관리 운영 등에 관한 지침」에 따르면 석회의 생산과정
중 온실가스를 배출하는 공정에는 석회석 탈탄반응(소성)과 관련한 공정배출과 소
성시설 내 연료의 연소 활동으로 인한 연소 배출이 있다.
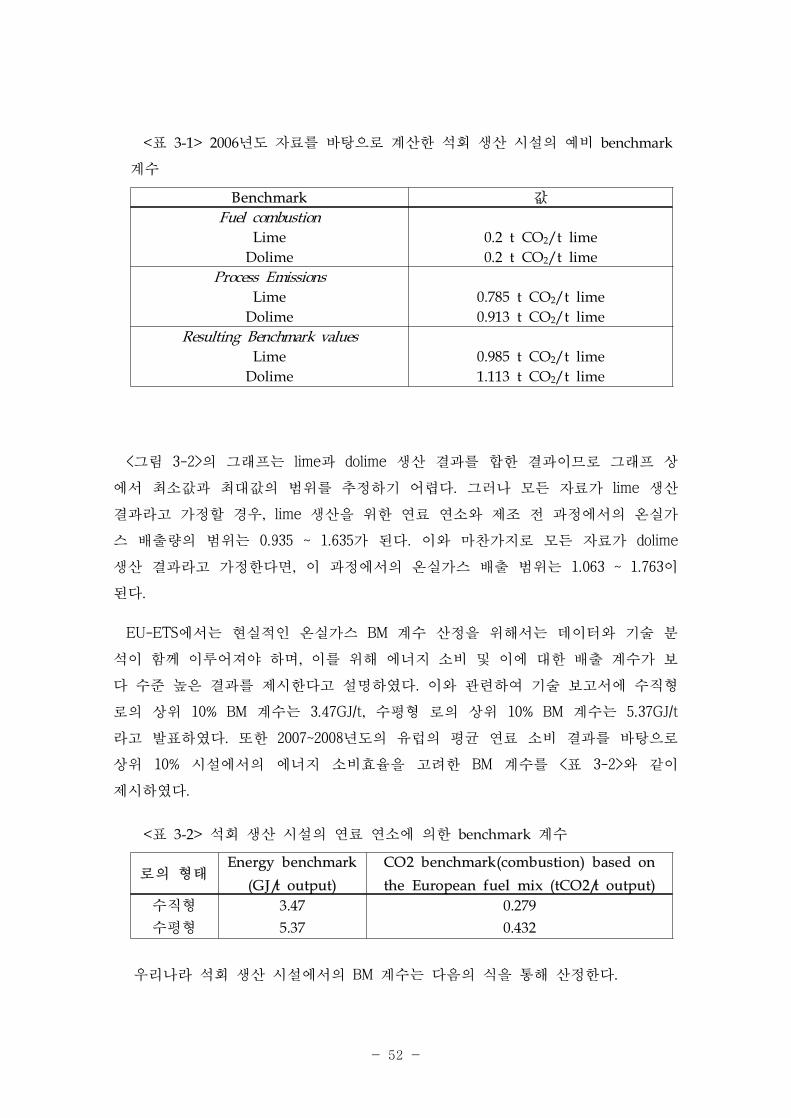
아래의 그림은 국내 석회생산 업체의 명세서 일부 양식을 나타낸 것이다. 명세
서의 배출시설 정보에는 배출시설의 종류, 사용 연료의 정보가 기재되어 있으며, 배
출활동별 배출량 현황정보에는 각 배출시설에서 사용된 연료의 양 및 순발열량, 배
출계수 등을 기재한 후 시설별 온실가스 배출량을 계산하여 제시하도록 하고 있다.
따라서 석회생산 과정 중 온실가스 배출량 산정에 포함되는 경계의 값들을 선택하
여 온실가스 배출량을 산정한다.
<그림 3-3> 국내 명세서의 배출시설 및 시설별 연료 정보
- 54 -
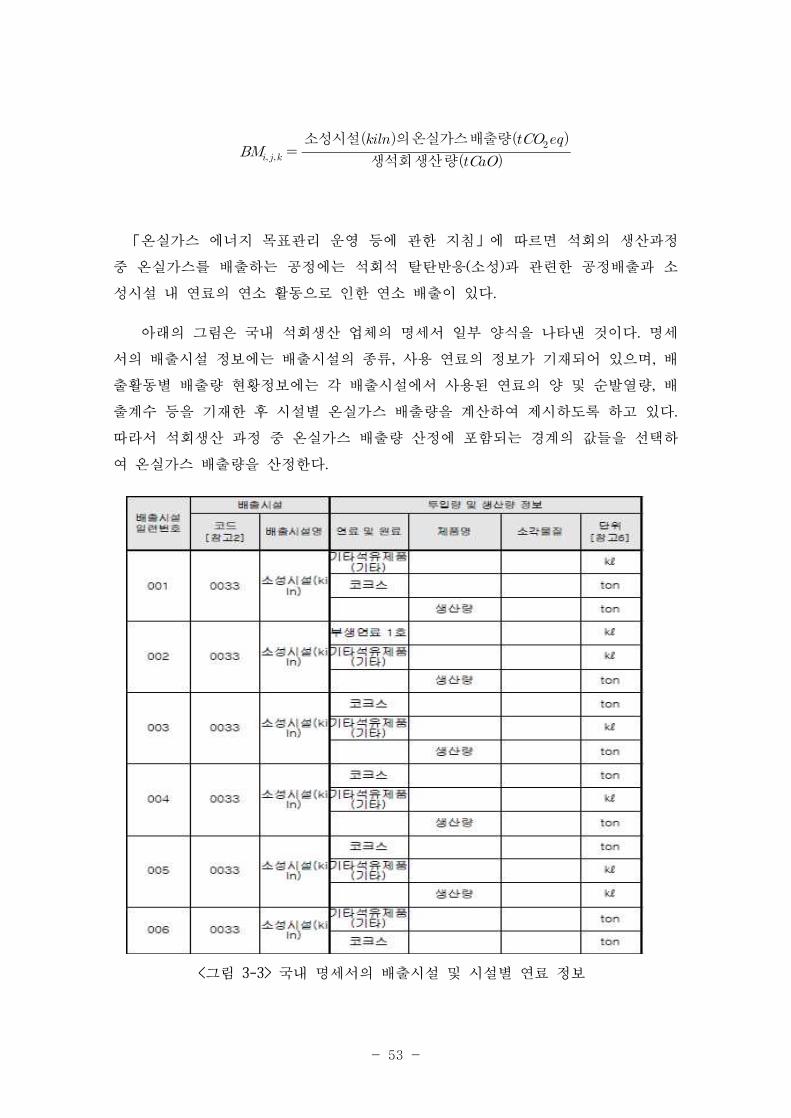
<그림 3-4> 국내 명세서의 배출시설별 배출량 현황정보
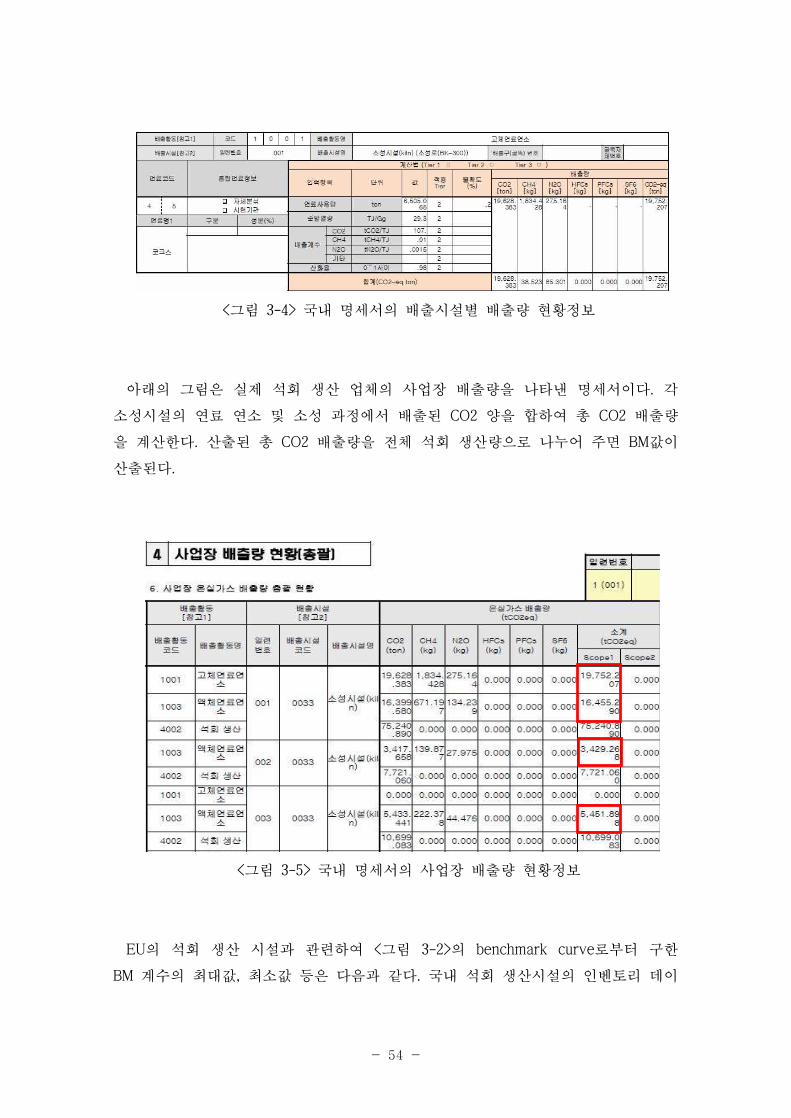
아래의 그림은 실제 석회 생산 업체의 사업장 배출량을 나타낸 명세서이다. 각
소성시설의 연료 연소 및 소성 과정에서 배출된 CO2 양을 합하여 총 CO2 배출량
을 계산한다. 산출된 총 CO2 배출량을 전체 석회 생산량으로 나누어 주면 BM값이
산출된다.
<그림 3-5> 국내 명세서의 사업장 배출량 현황정보
EU의 석회 생산 시설과 관련하여 <그림 3-2>의 benchmark curve로부터 구한
BM 계수의 최대값, 최소값 등은 다음과 같다. 국내 석회 생산시설의 인벤토리 데이
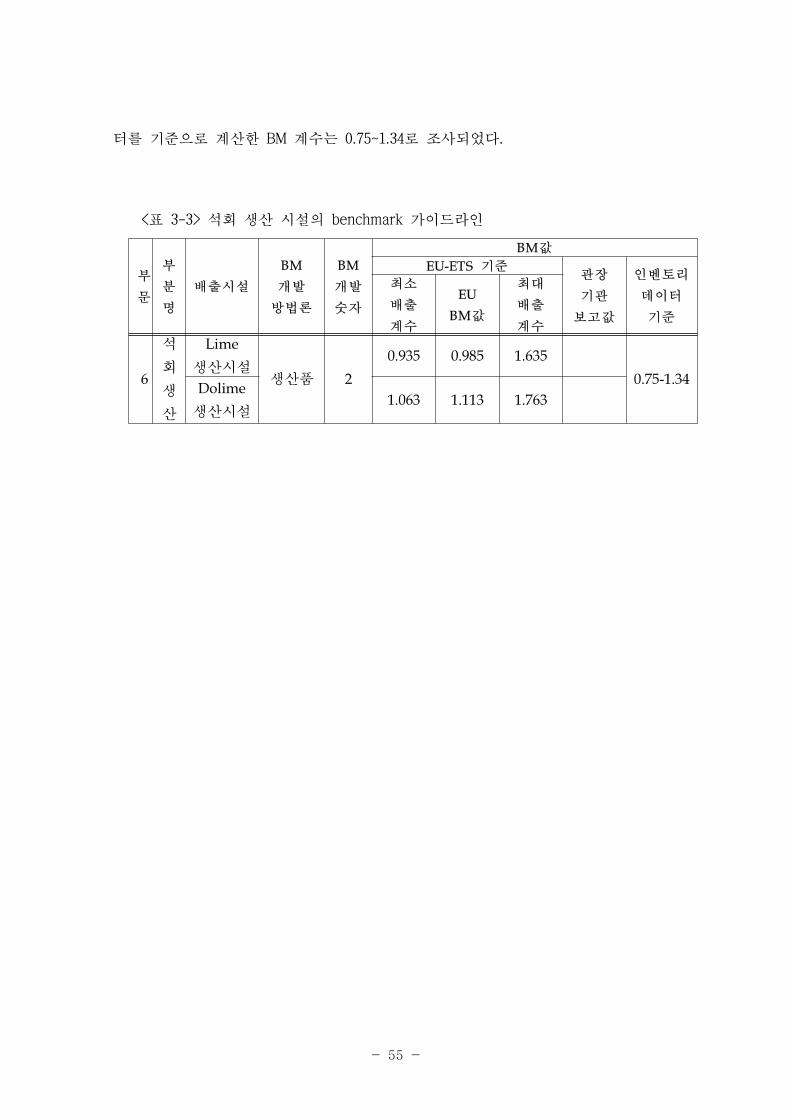
- 55 -
터를 기준으로 계산한 BM 계수는 0.75~1.34로 조사되었다.
부
문
부
분
명
배출시설
BM
개발
방법론
BM
개발
숫자
BM값
EU-ETS 기준관장
기관
보고값
인벤토리
데이터
기준
최소
배출
계수
EU
BM값
최대
배출
계수
6
석
회
생
산
Lime
생산시설생산품 2
0.935 0.985 1.635
0.75-1.34Dolime
생산시설1.063 1.113 1.763
<표 3-3> 석회 생산 시설의 benchmark 가이드라인
- 56 -
1.2. 부문 #7 탄산염의 기타공정 사용 부문
우리나라의 ‘온실가스·에너지 목표관리 운영 등에 관한 지침’에서는 탄산염의 기
타 공정을 세라믹 생산, 비-야금 마그네시아 생산, 유리 생산, 소다회의 기타 공정
(유리제조, 비누 및 세제, 탈황, 세라믹, 펄프 및 종이 생산 등)으로 구분하고 있다.
EU-ETS에서는 생산품을 기준으로 glass, paper, ceramics 등으로 구분한 후, 세부
생산품에 대한 BM 계수를 산정하여 제시하고 있으나, 국내 지침에서는 각 공정에
서의 온실가스 배출시설을 기준으로 내용이 제시되어 있다. 국내 지침에서는 온실
가스 배출시설을 소성시설, 유리 용융·용해시설, 도자기·요업제품 제조시설 중 용융·
용해시설과 약품회수시설로 구분하고 있으며, 일부 생산 시설에 대한 공정도와 경
계만 설정되어 제시하고 있다.
1.2.1 유리 생산
유리용융 및 용해시설은 'Methodology for the free allocation of emission
allowances in the EU ETS post 2012'의 glass industry에 제시된 자료를 바탕으
로 조사하였다. 유럽에서는 유리 생산품을 hollow glass(공동 유리), flat glass(판
유리), fiber glass(유리 섬유)와 specialty glass(특수 유리)로 구분하였다. 그 중
hollow glass와 flat glass는 유럽의 생산량의 측면에서 가장 중요한 세부항목이다.
직접적인 CO2의 배출은 화석연료의 연소에서 발생할 뿐만 아니라 제조과정에서
도 발생한다. 주로 탄산나트륨(Na2CO3), 석회석(CaCO3)과 백운석(CaMg(CO3))의
탄산염 원료에서 이산화탄소가 제거되는 과정에서 CO2가 발생한다. 유리는 ‘batch
mixing and preparation’, ‘melting’, ‘homogenization and refining’, ‘forming’,
‘surface treatments’의 공정들로 구성된다. Melting 단계에서 전체 유리 제조과정
에 요구되는 에너지 중 75% 이상이 소요된다. Container glass의 경우, 로에서 사
용되는 에너지가 전체의 79%이고, continuous filament fiber의 경우에는 48%인 것
- 57 -
으로 보고되었다.
BM 계수 산정을 위해 EU-ETS에서는 유리 생산품을 hollow glass(공동 유리),
flat glass(판유리)와 continuous filament fiber(장 유리섬유)의 3가지로 구분하였
으며, 각 분류 범주는 여러 가지 생산품으로 구성된 하위그룹으로 분류된다.
Flat glass(판유리)는 float glass(고급 판유리)가 90%이상을 차지한다. float
glass(고급 판유리)는 빌딩과 자동차 산업에 주로 쓰인다. Rolled glass(롤법 유리)
는 두 개의 롤러 사이에서 만들어진 판유리로 무늬가 있는 유리와 철망을 넣은 판
유리가 있다. Hollow glass(공동 유리)는 container glass(bottles & jars)(용기 유
리), flaconnage(작은 병)과 tableware(식탁용 유리)로 나눌 수 있다. Bottles &
jars의 종류에는 음료로 쓰이는 병과 산업용으로 쓰이는 단지가 있고, flaconnage
(작은 병)의 종류에는 의약품과 향수와 같은 고품질 용기가 있다. Tableware(식탁
용 유리)는 가정용 유리와 전시용 유리가 포함된다. Continuous Filament Fiber(장
유리섬유)는 특별히 섬유강화플라스틱 생산에 사용된다. 하지만 hollow glass(공동
유리)나 flat glass(판유리)에 비하여 생산량이 낮고 가장 작은 로를 사용한다. <표
3-4>에 유리 제품을 분류하여 나타내었다.
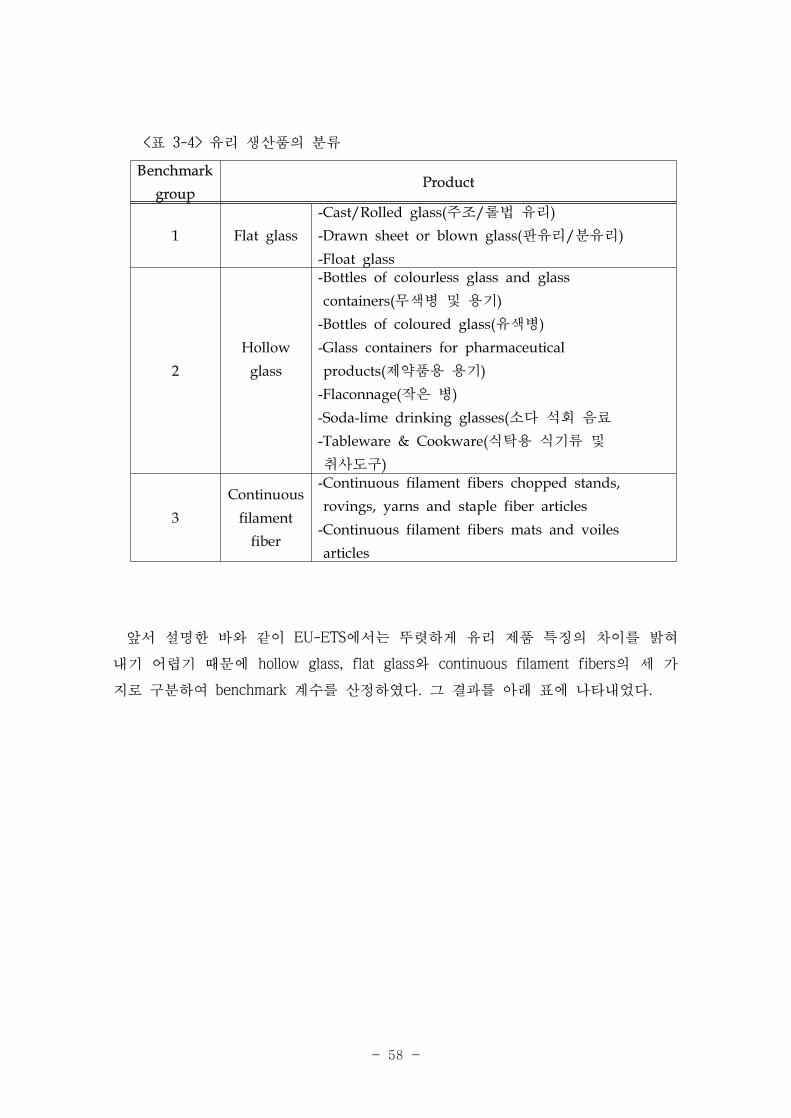
- 58 -
Benchmark
groupProduct
1 Flat glass
-Cast/Rolled glass(주조/롤법 유리)
-Drawn sheet or blown glass(판유리/분유리)
-Float glass
2
Hollow
glass
-Bottles of colourless glass and glass
containers(무색병 및 용기)
-Bottles of coloured glass(유색병)
-Glass containers for pharmaceutical
products(제약품용 용기)
-Flaconnage(작은 병)
-Soda-lime drinking glasses(소다 석회 음료
-Tableware & Cookware(식탁용 식기류 및
취사도구)
3
Continuous
filament
fiber
-Continuous filament fibers chopped stands,
rovings, yarns and staple fiber articles
-Continuous filament fibers mats and voiles
articles
<표 3-4> 유리 생산품의 분류
앞서 설명한 바와 같이 EU-ETS에서는 뚜렷하게 유리 제품 특징의 차이를 밝혀
내기 어렵기 때문에 hollow glass, flat glass와 continuous filament fibers의 세 가
지로 구분하여 benchmark 계수를 산정하였다. 그 결과를 아래 표에 나타내었다.
- 59 -
Flat glass Hollow glass
Continuous
filament glass
fiber
CO2 emission benchmark for fuel combustion(t CO2 / t melted glass)
0.336 0.209 0.582
CO2 emission benchmark for process emissions(t CO2 / t melted glass)
0.088 0.016 0.120
Total CO2 emission benchmark(t CO2 / t melted glass)
0.424 0.225 0.702
Total CO2 emission benchmark(t CO2 / t packed glass)
0.606 0.250 1.003
<표 3-5> 유리 생산 시설의 benchmark 계수(Ecofys/Fraunhofer-ISI, 2009)
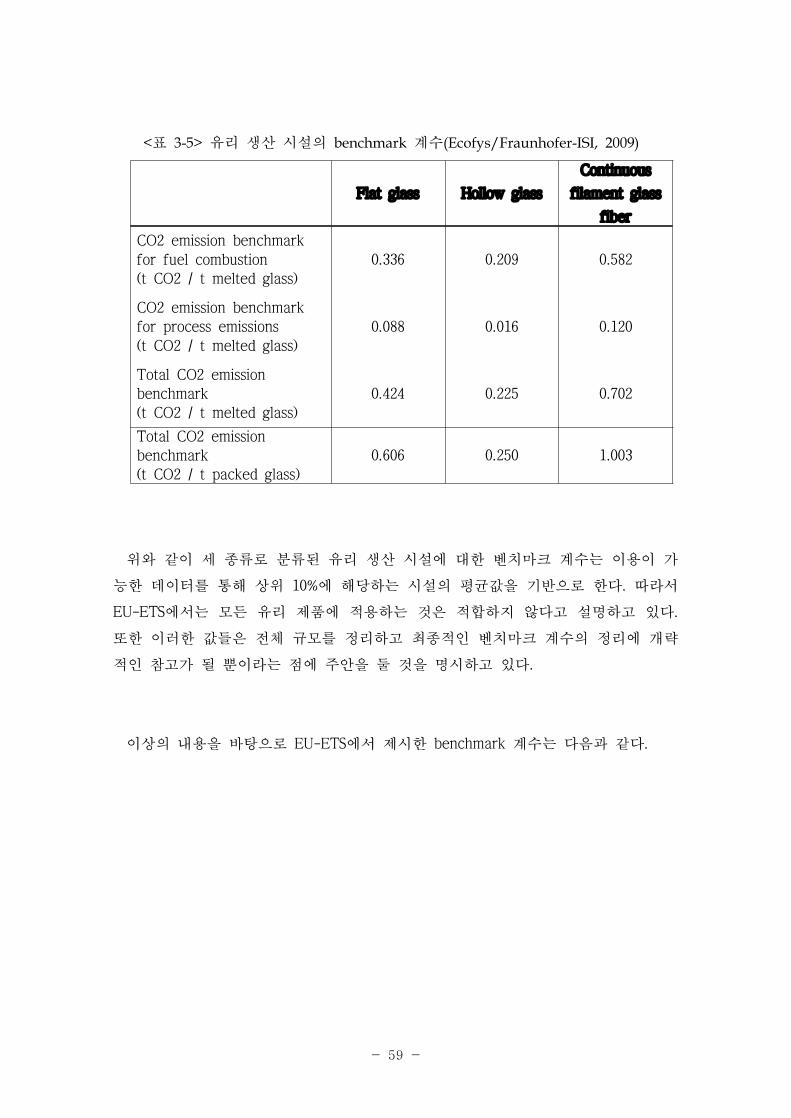
위와 같이 세 종류로 분류된 유리 생산 시설에 대한 벤치마크 계수는 이용이 가
능한 데이터를 통해 상위 10%에 해당하는 시설의 평균값을 기반으로 한다. 따라서
EU-ETS에서는 모든 유리 제품에 적용하는 것은 적합하지 않다고 설명하고 있다.
또한 이러한 값들은 전체 규모를 정리하고 최종적인 벤치마크 계수의 정리에 개략
적인 참고가 될 뿐이라는 점에 주안을 둘 것을 명시하고 있다.
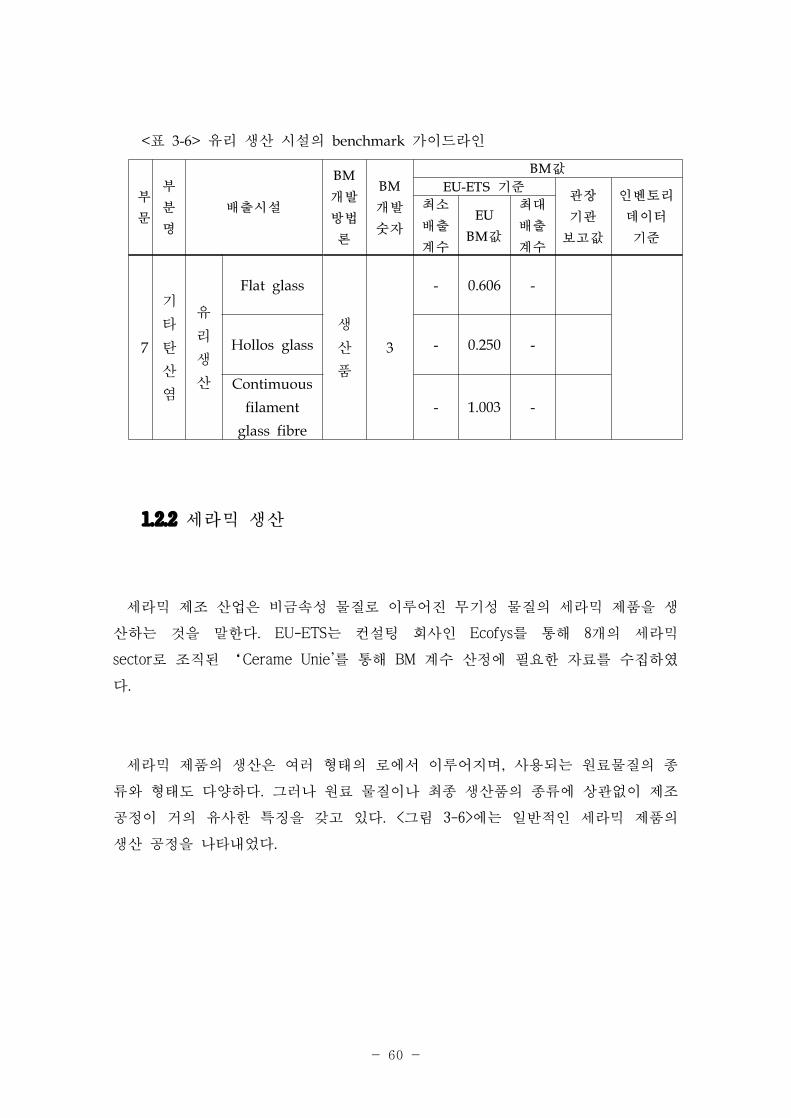
이상의 내용을 바탕으로 EU-ETS에서 제시한 benchmark 계수는 다음과 같다.
- 60 -
부
문
부
분
명
배출시설
BM
개발
방법
론
BM
개발
숫자
BM값
EU-ETS 기준관장
기관
보고값
인벤토리
데이터
기준
최소
배출
계수
EU
BM값
최대
배출
계수
7
기
타
탄
산
염
유
리
생
산
Flat glass
생
산
품
3
- 0.606 -
Hollos glass - 0.250 -
Contimuous
filament
glass fibre
- 1.003 -
<표 3-6> 유리 생산 시설의 benchmark 가이드라인
1.2.2 세라믹 생산
세라믹 제조 산업은 비금속성 물질로 이루어진 무기성 물질의 세라믹 제품을 생
산하는 것을 말한다. EU-ETS는 컨설팅 회사인 Ecofys를 통해 8개의 세라믹
sector로 조직된 ‘Cerame Unie'를 통해 BM 계수 산정에 필요한 자료를 수집하였
다.
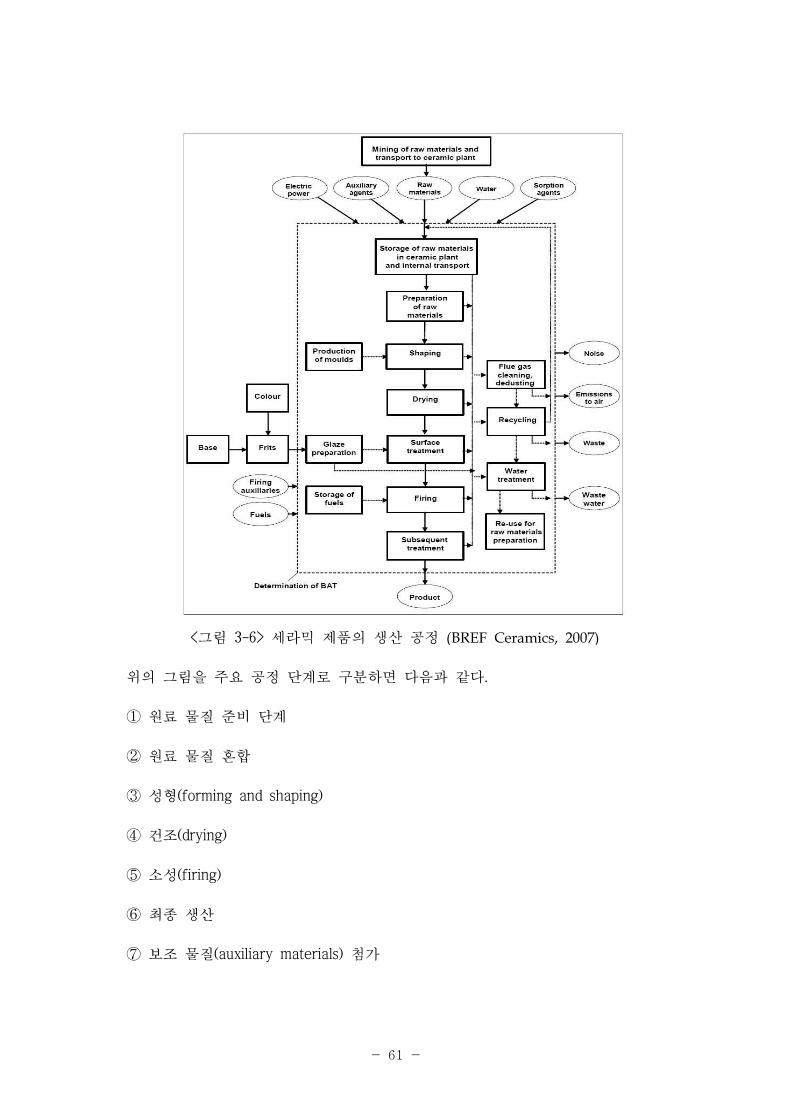
세라믹 제품의 생산은 여러 형태의 로에서 이루어지며, 사용되는 원료물질의 종
류와 형태도 다양하다. 그러나 원료 물질이나 최종 생산품의 종류에 상관없이 제조
공정이 거의 유사한 특징을 갖고 있다. <그림 3-6>에는 일반적인 세라믹 제품의
생산 공정을 나타내었다.
- 61 -
<그림 3-6> 세라믹 제품의 생산 공정 (BREF Ceramics, 2007)
위의 그림을 주요 공정 단계로 구분하면 다음과 같다.
① 원료 물질 준비 단계
② 원료 물질 혼합
③ 성형(forming and shaping)
④ 건조(drying)
⑤ 소성(firing)
⑥ 최종 생산
⑦ 보조 물질(auxiliary materials) 첨가
- 62 -
세라믹 산업에서는 적용 분야에 따라 다양한 물질을 생산하고 있다. 2007년에
PRODCOM(PRODuction COMmunautaire)에서는 세라믹 산업을 48개 분야로 구분
하였으나, EU-ETS에서는 다음과 같이 9개 분야로 구분하였다.
① bricks and roof tiles
② wall and floor tiles
③ refractory products
④ expanded clay aggregates
⑤ vitrified clay pipes
⑥ table- and ornamental ware
⑦ sanitary ware
⑧ technical ceramics
⑨ inorganic bonded adhesive
2007년의 에너지 소비량 결과와 Cerame Unie와의 토론 결과를 바탕으로 ①~③
분야가 전체 세라믹 제조업에서의 배출량 80%를 차지하는 것으로 예측되었다. 이
에 EU-ETS에서는 세 분야에서의 온실가스 배출량을 유럽 세라믹 산업의 전체 배
출량으로 간주하였다. 이후, 주요 세라믹 산업별 생산품을 <표 3-7>와 같이 분류
하여 생산품별 BM 계수를 산정하였다.
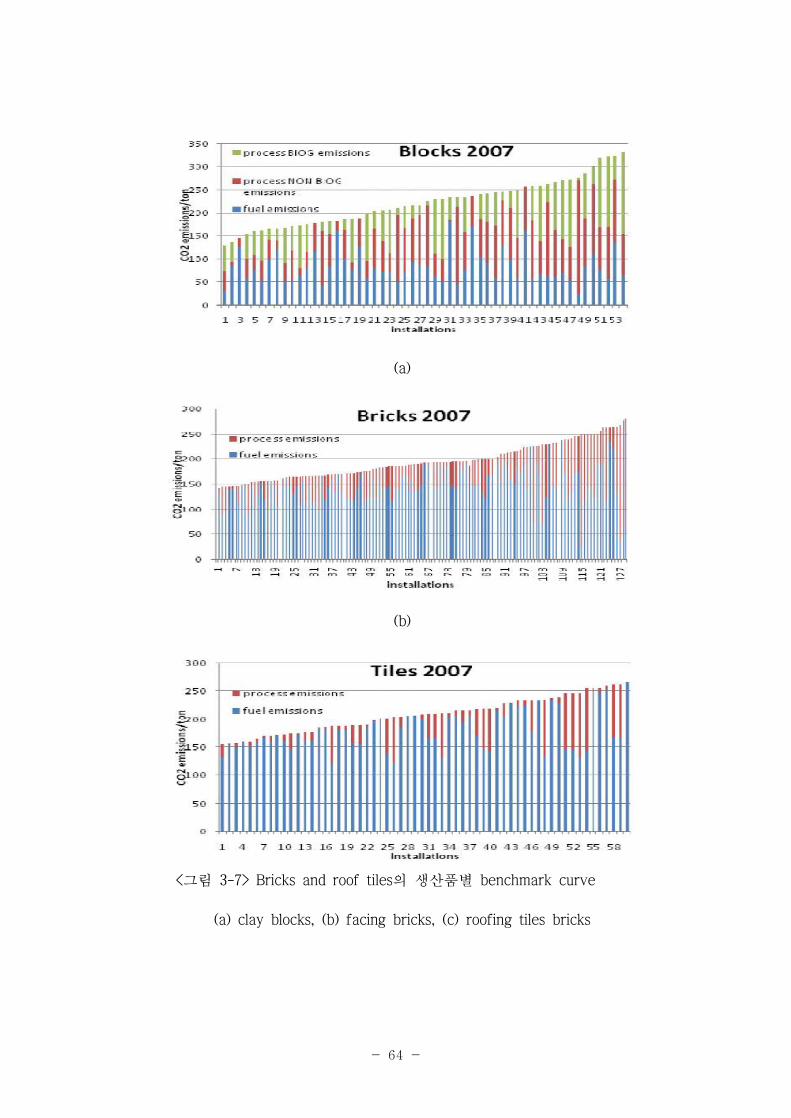
<그림 3-7>은 bricks and roof tiles의 생산품별 benchmark curve를 나타낸 것
이다. 각 업체별 온실가스 배출량은 공정 배출과 연료 연소 배출로 구분하여 나타
내었다. <그림 3-7> (a) clay blocks에서의 배출량에는 biomass 물질 연소에 의
한 배출량이 포함되어 있다. 이는 온실가스 배출량으로 간주되지 않으므로 BM 계
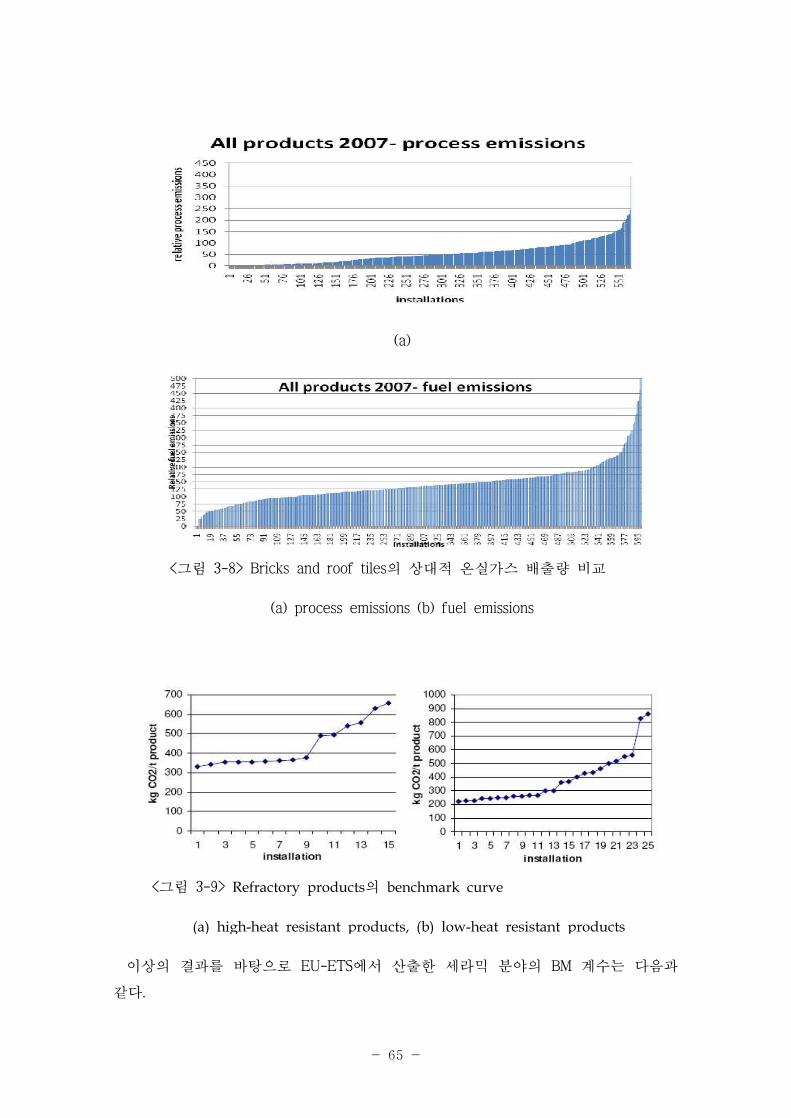
수 산정 시 제외되어야 한다. <그림 3-8>은 bricks and roof tiles의 모든 생산품
의 공정 배출량과 연료연소 배출량을 비교하기 위하여 상대적 배출량을 나타낸 것
- 63 -
이다.
Product
Bricks and roof tiles
(벽돌과 지붕 기와)
-Low-density clay blocks(저밀도 점토 블록)
-High-density clay blocks(고밀도 점토 블록)
-Facing bricks(외장 벽돌)
-Pavers(점토벽돌)
-Roof tiles(기와)
Wall and floor tiles
(벽 및 바닥 타일)
-Wall tiles(벽 타일)
-Floor tiles(바닥 타일)
-Spray dried powder(분무 건조 분말)
Refractory products
(내화물)
-High-heat resistant products(고내열성 내화물)
-Low-heat resistant products(저내열성 내화물)
Specialty products -
<표 3-7> 세라믹 생산품의 구분
<그림 3-9>은 refractory products의 high-heat resistant products와
low-heat resistant products의 benchmark curve를 나타낸 것이다. 그림을 통해
high-heat resistant products의 가장 효율적인 상위 10% 시설에서의 온실가스 배
출량은 335kg CO2/t, low-heat resistant products의 경우에는 225kg CO2/t인 것
으로 나타났다.
- 64 -
(a)
(b)
<그림 3-7> Bricks and roof tiles의 생산품별 benchmark curve
(a) clay blocks, (b) facing bricks, (c) roofing tiles bricks
- 65 -
(a)
<그림 3-8> Bricks and roof tiles의 상대적 온실가스 배출량 비교
(a) process emissions (b) fuel emissions
<그림 3-9> Refractory products의 benchmark curve
(a) high-heat resistant products, (b) low-heat resistant products
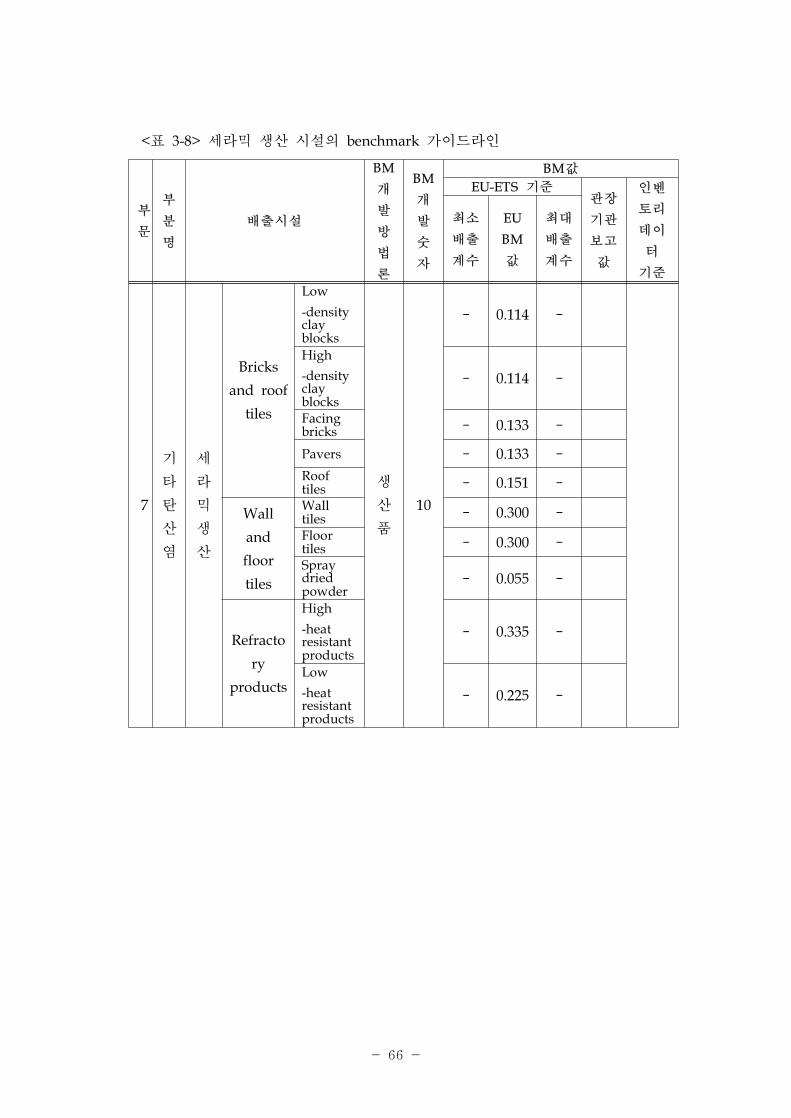
이상의 결과를 바탕으로 EU-ETS에서 산출한 세라믹 분야의 BM 계수는 다음과
같다.
- 66 -
부
문
부
분
명
배출시설
BM
개
발
방
법
론
BM
개
발
숫
자
BM값
EU-ETS 기준관장
기관
보고
값
인벤
토리
데이
터
기준
최소
배출
계수
EU
BM
값
최대
배출
계수
7
기
타
탄
산
염
세
라
믹
생
산
Bricks
and roof
tiles
Low
-densityclayblocks
생
산
품
10
- 0.114 -
High
-densityclayblocks
- 0.114 -
Facingbricks - 0.133 -
Pavers - 0.133 -
Rooftiles - 0.151 -
Wall
and
floor
tiles
Walltiles - 0.300 -
Floortiles - 0.300 -
Spraydriedpowder
- 0.055 -
Refracto
ry
products
High
-heatresistantproducts
- 0.335 -
Low
-heatresistantproducts
- 0.225 -
<표 3-8> 세라믹 생산 시설의 benchmark 가이드라인
- 67 -
1.2.3 펄프 및 종이 생산
우리나라에서 온실가스 배출시설로 분류한 약품회수시설은 펄프·종이 및 종이제
품 제조시설 중 약품회수시설을 말한다. EU ETS에서 작성한 ‘Methodology for
the free allocation of emission allowance in the EU ETS post 2012’에 따르면
펄프 및 종이 산업은 천연 물질(virgin materials)로부터 생산하는 경우와 재활용
물질(recycled materials)로부터 생산하는 경우로 구분할 수 있다고 한다. 천연 펄
프와 종이 생산은 개별적으로 이루어지기도 하지만 통합하여 생산도 가능하다. 유
럽의 경우, 약 18% 정도가 천연 펄프와 종이를 동시에 생산하고 있다. 이러한 펄프
와 종이를 생산하기 위해서는 전력과 스팀이 필요하다.
펄프와 종이 생산 공정은 다음과 같이 구분할 수 있다.
· 천연펄프 제조(Virgin pulp making)
· 재활용 종이 공정(Recovered paper processing)
· 종이 생산(Paper production)
(1) 천연 펄프
천연펄프 제조 공정은 다음과 같이 구분할 수 있다.
· Kraft(sulphate) pulping : 고온의 화학약품에 의해 wood matrix가 용해되어 분
해(cooking process)
· Sulphite pulping : cooking process에 수용성 SO2가 사용
· Mechanical pulping : 기계적 에너지에 의해 목질 섬유 분해
- 68 -
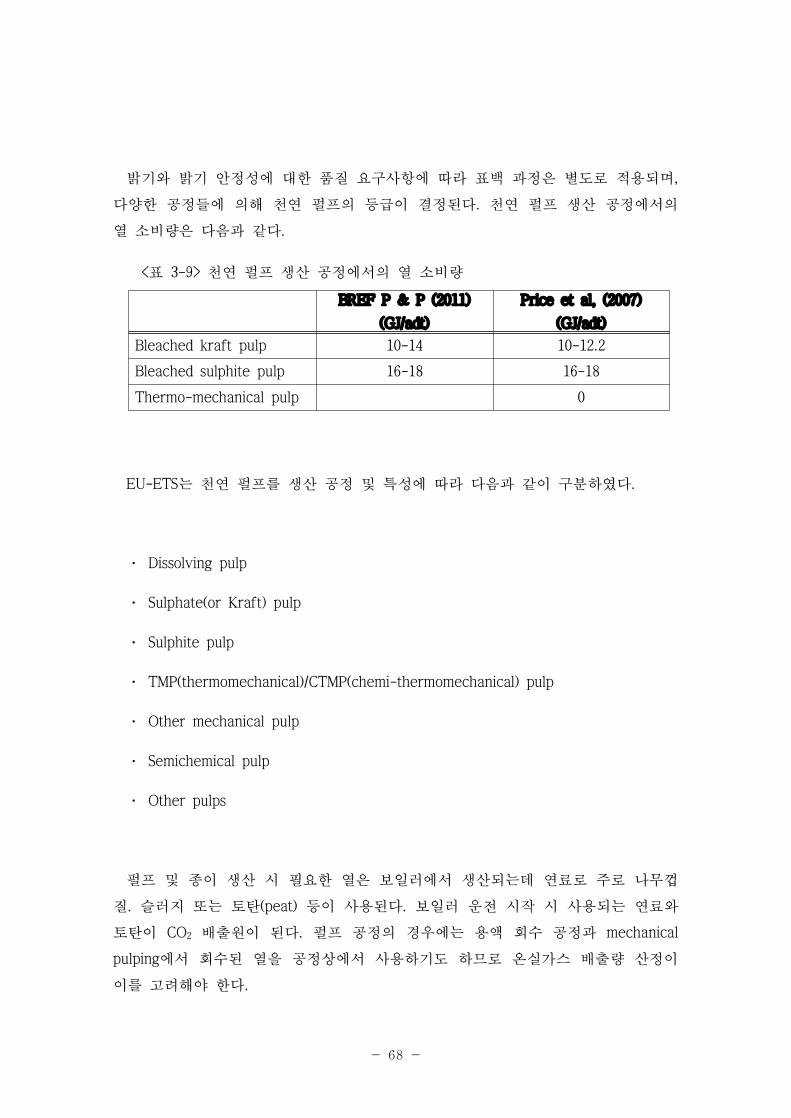
밝기와 밝기 안정성에 대한 품질 요구사항에 따라 표백 과정은 별도로 적용되며,
다양한 공정들에 의해 천연 펄프의 등급이 결정된다. 천연 펄프 생산 공정에서의
열 소비량은 다음과 같다.
BREF P & P (2011)
(GJ/adt)
Price et al, (2007)
(GJ/adt)
Bleached kraft pulp 10-14 10-12.2
Bleached sulphite pulp 16-18 16-18
Thermo-mechanical pulp 0
<표 3-9> 천연 펄프 생산 공정에서의 열 소비량
EU-ETS는 천연 펄프를 생산 공정 및 특성에 따라 다음과 같이 구분하였다.
· Dissolving pulp
· Sulphate(or Kraft) pulp
· Sulphite pulp
· TMP(thermomechanical)/CTMP(chemi-thermomechanical) pulp
· Other mechanical pulp
· Semichemical pulp
· Other pulps
펄프 및 종이 생산 시 필요한 열은 보일러에서 생산되는데 연료로 주로 나무껍
질. 슬러지 또는 토탄(peat) 등이 사용된다. 보일러 운전 시작 시 사용되는 연료와
토탄이 CO2 배출원이 된다. 펄프 공정의 경우에는 용액 회수 공정과 mechanical
pulping에서 회수된 열을 공정상에서 사용하기도 하므로 온실가스 배출량 산정이
이를 고려해야 한다.
- 69 -
여러 문헌을 통해 Sulphite와 mechanical 펄프 제조 공정에서의 온실가스 배출량
은 크게 다르지 않은 것으로 보고되고 있다. 그러나 kraft pulping 공정에는 석회
회수(lime recovery)가 필수 공정으로 포함되어 있으며, lime kiln에서 화석연료를
사용함으로써 온실가스를 배출한다. Lime 사용량은 펄프의 수율과 sulfidity(S/Na
비율)에 따라 달라진다. Lime kiln에서는 가스화된 바이오매스뿐만 아니라 오일이
나 천연 가스를 사용하므로 이 과정에서 온실가스가 배출된다. 따라서 EU-ETS는
kraft pulp에 대해서는 별도의 benchmark 계수를 산정해야 할 것을 제안하였으며,
표백 kraft pulp와 미표백 kraft pulp로 구분하여 BM 계수를 산정하였다. 또한 기타
다른 펄프에 대해서는 자료의 부재, 시설수 등을 이유로 기타 펄프로 묶어 BM 계
수를 산정하였다.
(2) 재활용 종이 공정
재활용 종이 공정에는 사용 전 오염물질 처리를 위한 cleaning 공정과 de-inking
공정이 포함되며, 화석 연료가 사용된다. EU-ETS 보고서에서는 생산품 기준으로
재활용 펄프를 잉크 제거 재활용 펄프(deinked recycled pulp)와 잉크 미제거 재활
용 펄프(non-deinked recycled paper)로 구분하였다. De-inking 공정의 경우, 잉
크를 제거하고 건조하는 과정에 사용되는 열과 스팀에 의해 온실가스가 주로 발생
한다. 따라서 EU-ETS에서는 deinking 공정과 non-deinking 공정으로 구분하여
BM 계수를 산정할 것을 제안하였다.
(3) 종이 생산
종이는 천연 펄프 또는 재활용 종이를 이용하여 생산하며 대부분의 경우 서로 다
른 펄프를 혼합하여 생산한다. 종이 제조 공장에서의 CO2는 스팀과 전력과 같은 에
너지 사용에 의해 발생한다. 에너지의 사용량은 종이 기계(paper machine)에 집중
되며, 생산하는 종이의 등급과 fiber의 품질에 따라 달라진다.
- 70 -
CEPI(Confederation of European Paper Industries)의 구분 방식에 따라 종이 제
품을 13개 품목으로 구분하였으나, EU-ETS에서는 이를 다음과 같이 7개 품목으
로 재구분하였다.
· Newsprint
· Uncoated fine paper
· Coated fine paper
· Tissue papers
· Containerboard
· Carton board
· Other papers
위와 같은 생산품의 구분 방식으로 EU-ETS에서 제시한 펄프 및 종이 생산 시
설의 benchmark 가이드라인은 다음과 같다.
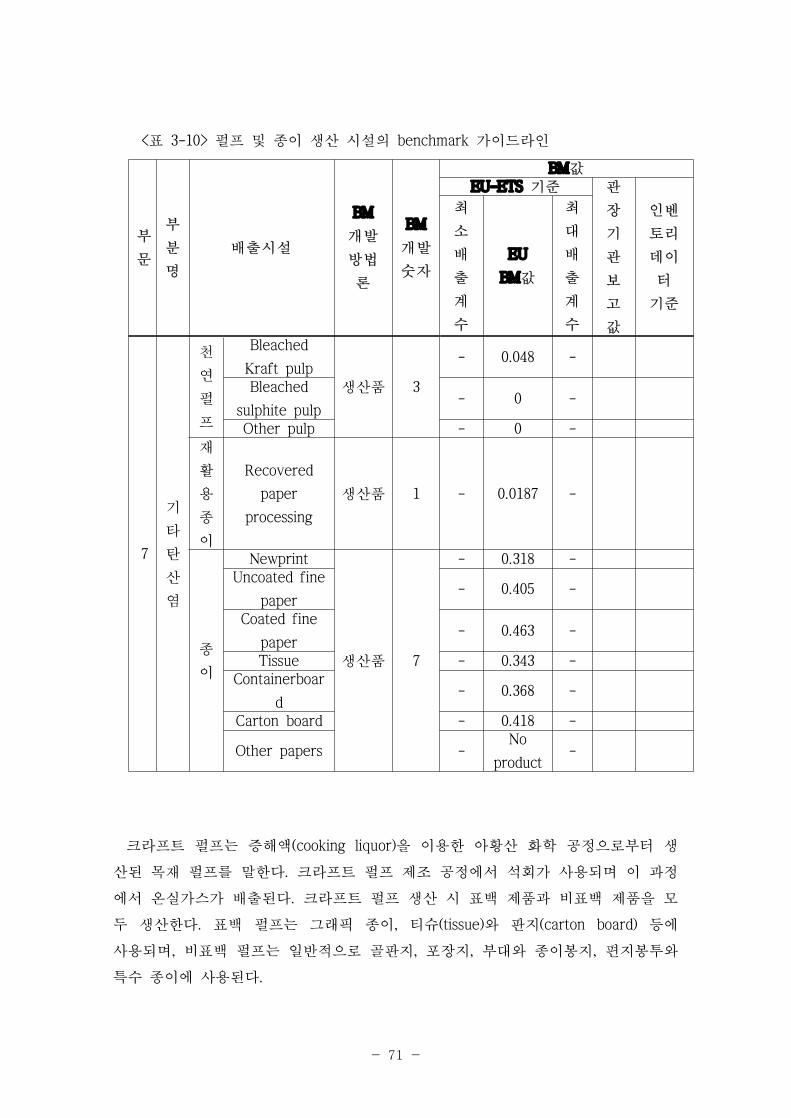
- 71 -
부
문
부
분
명
배출시설
BM
개발
방법
론
BM
개발
숫자
BM값EU-ETS 기준 관
장
기
관
보
고
값
인벤
토리
데이
터
기준
최
소
배
출
계
수
EU
BM값
최
대
배
출
계
수
7
기
타
탄
산
염
천
연
펄
프
Bleached
Kraft pulp생산품 3
- 0.048 -
Bleached
sulphite pulp- 0 -
Other pulp - 0 -재
활
용
종
이
Recovered
paper
processing
생산품 1 - 0.0187 -
종
이
Newprint
생산품 7
- 0.318 -Uncoated fine
paper- 0.405 -
Coated fine
paper- 0.463 -
Tissue - 0.343 -Containerboar
d- 0.368 -
Carton board - 0.418 -
Other papers -No
product-
<표 3-10> 펄프 및 종이 생산 시설의 benchmark 가이드라인
크라프트 펄프는 증해액(cooking liquor)을 이용한 아황산 화학 공정으로부터 생
산된 목재 펄프를 말한다. 크라프트 펄프 제조 공정에서 석회가 사용되며 이 과정
에서 온실가스가 배출된다. 크라프트 펄프 생산 시 표백 제품과 비표백 제품을 모
두 생산한다. 표백 펄프는 그래픽 종이, 티슈(tissue)와 판지(carton board) 등에
사용되며, 비표백 펄프는 일반적으로 골판지, 포장지, 부대와 종이봉지, 편지봉투와
특수 종이에 사용된다.
- 72 -
펄프 생산 시 원료로 사용되는 바이오매스 때문에 EU-ETS에서는 펄프 생산에
사용되는 열의 벤치마크를 0 t CO2 / t pulp로 추정하여 제안한다. 그러나 석회 사
용에 의해서 온실가스가 배출이 된다. Brown and Williamson은 기건 펄프(air
diried pulp) 당 요구되는 석회의 양으로 240kg CaO/adt를 적용하여 BM 계수
0.048t CO2/adt.를 제시하였다.
- 73 -
1.3. 부문 #8 암모니아 생산 부문
암모니아는 Haber-Bosch process로부터 생산된다. 이 과정에서 질소와 수소는
다음과 같은 화학식에 의해 암모니아로 전환된다.
N2 + 3H2 → 2NH3 ∆H0= -91.6kJ / ㏖
암모니아 합성은 발열 반응이고 합성되는 과정에서 온실가스를 직접적으로 배출
하지 않는다. 그러나 암모니아 합성에 필요한 수소를 생산하는 과정에서 많은 에너
지가 소비되고 다량의 온실가스가 배출되므로 암모니아 생산 설비는 많은 에너지가
소비되는 공정이라 할 수 있다. 수소 생산 공정에는 합성 가스 생성 공정이 포함되
며, 암모니아 합성 뿐만 아니라, 공기(질소)의 결합, CO의 CO2로의 전환이 단일 공
정으로 이루어지고 있다. 유럽에서 암모니아 생산을 위한 수소(합성가스) 생산은
스팀 개질 공정 또는 부분 산화 공정을 통해 이루어지고 있다.
가. 스팀 개질
유럽에서는 암모니아 생산을 위한 사용되는 수소의 90% 이상을 천연가스의 스팀
개질을 통해 생성하고 있다. 천 번째 단계에서 천연가스와 물(스팀)이 CO와 H2(합
성가스)로 전환된다. 이 과정에서 더 많은 수소를 생산하기 위하여, 더 많은 스팀이
첨가되고 수증기 전환 반응(water gas shift reaction)이 진행되며, 이를 통해 CO가
CO2로 전환된다. CO2 배출과 관련된 이러한 공정은 공급 원료의 전환으로부터 나
타난다.
CH4 + H2O → CO + 3H2 ∆H0= 206 kJ / ㏖
CO + H2O → CO2 + H2 ∆H0= -41 kJ / ㏖

- 74 -
이러한 전환은 700~1000℃ 고온의 1차, 2차 스팀 개질 과정에서도 이루어진다.
흡열반응을 위해 필요한 열은 연료의 부분적인 연소로부터 생성되며, 이 과정에서
CO2가 배출된다.
CH4 + 2O2 → CO2 + H2O
나. 부분산화
암모니아 생산을 위한 수소는 부분산화를 통해 생성되기도 한다. 이 과정을 위한
원료로 감압증류잔유나 석탄과 같은 중질 탄화수소가 사용된다. 현재 유럽에는 중
질 탄화수소를 공급하는 3개의 공장이 있다. 2개의 공장에는 중질유가 공급 되고
다른 하나의 공장에는 LPG가 공급된다. 현재 유럽에서 석탄이 공급되는 암모니아
공장은 없는 것으로 조사되었다.
부분 산화란 산소의 양이 원료를 완전하게 전환하기 충분하지 않다는 것을 의미
한다. 석탄에서 수소가 차지하는 부분은 거의 0에 가깝기 때문에 이 경우에는 스팀
을 추가로 주입하며, 이후의 전환공정에서 발생된 CO는 모두 CO2로 전환된다. 이
공정의 반응식은 다음과 같다.
감압증류잔유 공급 원료: CnHm + O2 → nCO +
H2 with nm
석탄 공급 원료: C + H2O → CO + H2 and C + O2 → CO
CO + H2O → CO2 + H2 ∆H0= -41 kJ / ㏖
- 75 -
공급 원료의 부분산화는 발열 반응이므로, 연소를 위해 추가적으로 연료를 공급
할 필요가 없다. 따라서 발생되는 모든 CO2는 공정상에서 배출된다.
천연 가스의 주된 구성은 메탄이다. 스팀 개질 공정에 설명한 바와 같이 H2:CO의
비율을 3:1이다. 또한 중질 탄화수소의 부분산화의 반응식에서 나타낸 바와 같이
감압증류잔유 중 가장 가벼운 물질인 아세틸렌(C2H2)에서 생성된 H2:CO의 비율을
1:2로 나타낸다. 석탄의 부분산화에 의한 H2:CO의 비율을 1:1이다. H2는 암모니아
합성과정에서 생성되고 모든 CO는 CO2로 전환되므로 부분산화 과정에서의 CO2 배
출량은 스팀 개질 과정에서의 배출량보다 항상 높다. 이는 에너지 소비도 마찬가지
이다. 공급 원료/H2 비율은 스팀개질에서는 1:3인 반면, 부분산화에서는 최소 1:1이
다. 이러한 차이의 원인은 사용되는 연료의 종류(경질/중질)와 연료 전환 방식의 차
이(물/산소와의 반응)때문이다. 중질 탄화수소에는 더 많은 양의 탄소가 포함되어
있으므로 탄소 함량이 낮은 연료보다 더 많은 CO2가 배출된다.
또한 암모니아 생산 공정에서 발생한 CO2는 공정 가스로 포집된다. 일부 암모니
아 생산 시설에서는 후단 시설에 포집한 CO2를 공급 연료로 사용한다.
2NH3 + CO2 → [H2N - CO = O]NH4
[H2N – CO = O]NH4 → (H2N)2 – C = O + H2O
따라서 후단에 요소(urea) 공장이 함께 있는 암모니아 공장에서 발생하는 CO2 총
량은 요소 공장이 없는 공장보다 적다.
유럽의 암모니아 생산 공장에서 배출되는 온실가스는 유럽의 전체 화학 산업에서
배출되는 총 온실가스 배출량의 약 16%를 차지한다. EFMA(European Fertilizer
Manufacturers Association)에서는 실제 온실가스 배출 시설에서의 배출계수를 에
너지 benchmark curve로 전환하고, 이를 온실가스 배출 benchmark curve로 개발
하는 방법을 제안하였다. 이 방법은 다음과 같은 장점을 갖고 있다.
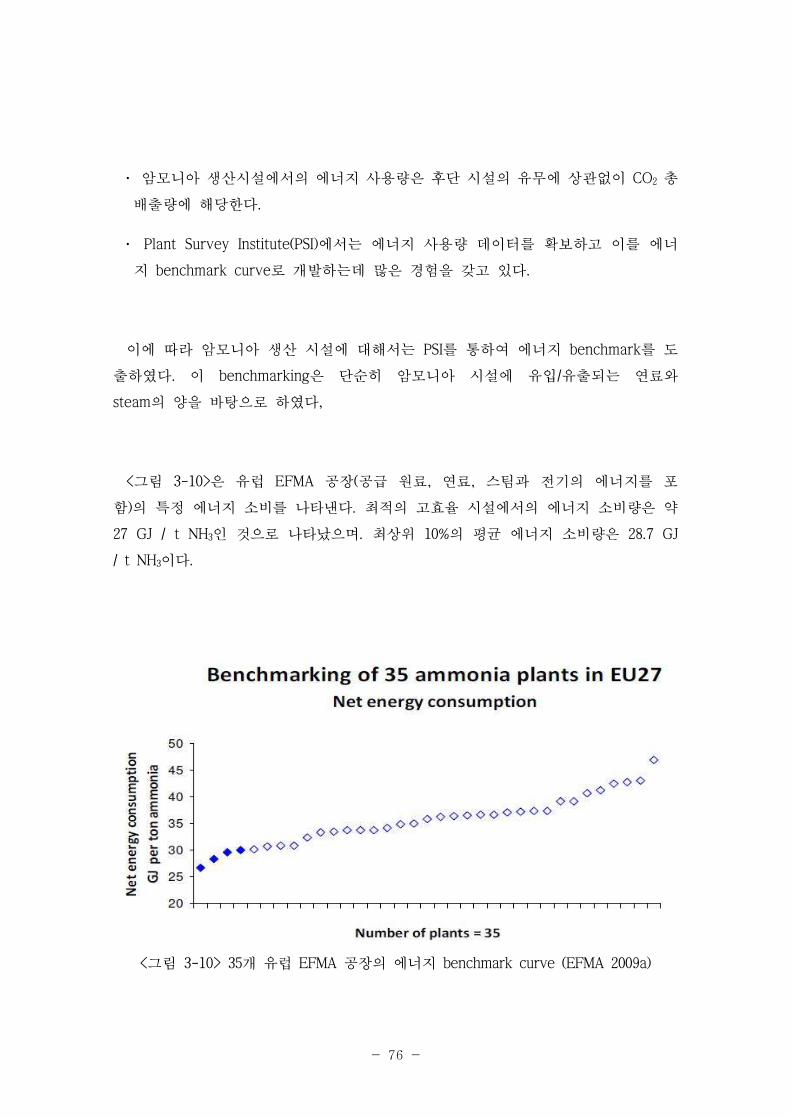
- 76 -
· 암모니아 생산시설에서의 에너지 사용량은 후단 시설의 유무에 상관없이 CO2 총
배출량에 해당한다.
· Plant Survey Institute(PSI)에서는 에너지 사용량 데이터를 확보하고 이를 에너
지 benchmark curve로 개발하는데 많은 경험을 갖고 있다.
이에 따라 암모니아 생산 시설에 대해서는 PSI를 통하여 에너지 benchmark를 도
출하였다. 이 benchmarking은 단순히 암모니아 시설에 유입/유출되는 연료와
steam의 양을 바탕으로 하였다,
<그림 3-10>은 유럽 EFMA 공장(공급 원료, 연료, 스팀과 전기의 에너지를 포
함)의 특정 에너지 소비를 나타낸다. 최적의 고효율 시설에서의 에너지 소비량은 약
27 GJ / t NH3인 것으로 나타났으며. 최상위 10%의 평균 에너지 소비량은 28.7 GJ
/ t NH3이다.
<그림 3-10> 35개 유럽 EFMA 공장의 에너지 benchmark curve (EFMA 2009a)
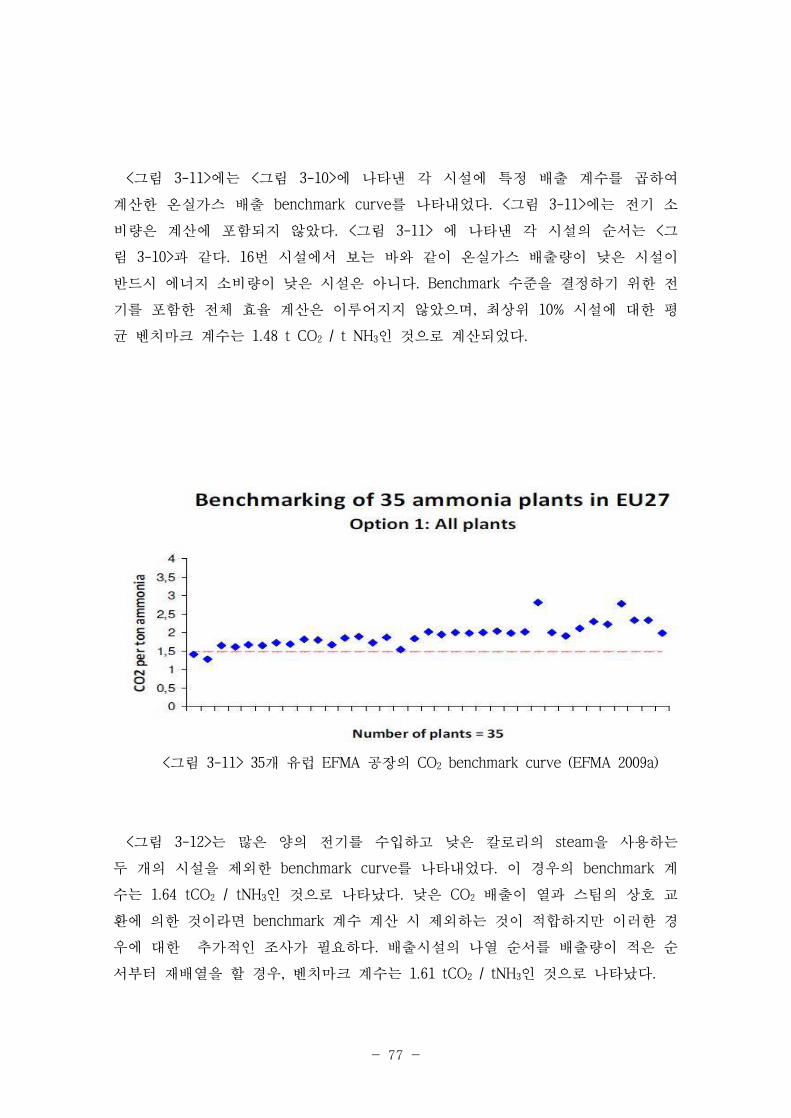
- 77 -
<그림 3-11>에는 <그림 3-10>에 나타낸 각 시설에 특정 배출 계수를 곱하여
계산한 온실가스 배출 benchmark curve를 나타내었다. <그림 3-11>에는 전기 소
비량은 계산에 포함되지 않았다. <그림 3-11> 에 나타낸 각 시설의 순서는 <그
림 3-10>과 같다. 16번 시설에서 보는 바와 같이 온실가스 배출량이 낮은 시설이
반드시 에너지 소비량이 낮은 시설은 아니다. Benchmark 수준을 결정하기 위한 전
기를 포함한 전체 효율 계산은 이루어지지 않았으며, 최상위 10% 시설에 대한 평
균 벤치마크 계수는 1.48 t CO2 / t NH3인 것으로 계산되었다.
<그림 3-11> 35개 유럽 EFMA 공장의 CO2 benchmark curve (EFMA 2009a)
<그림 3-12>는 많은 양의 전기를 수입하고 낮은 칼로리의 steam을 사용하는
두 개의 시설을 제외한 benchmark curve를 나타내었다. 이 경우의 benchmark 계
수는 1.64 tCO2 / tNH3인 것으로 나타났다. 낮은 CO2 배출이 열과 스팀의 상호 교
환에 의한 것이라면 benchmark 계수 계산 시 제외하는 것이 적합하지만 이러한 경
우에 대한 추가적인 조사가 필요하다. 배출시설의 나열 순서를 배출량이 적은 순
서부터 재배열을 할 경우, 벤치마크 계수는 1.61 tCO2 / tNH3인 것으로 나타났다.
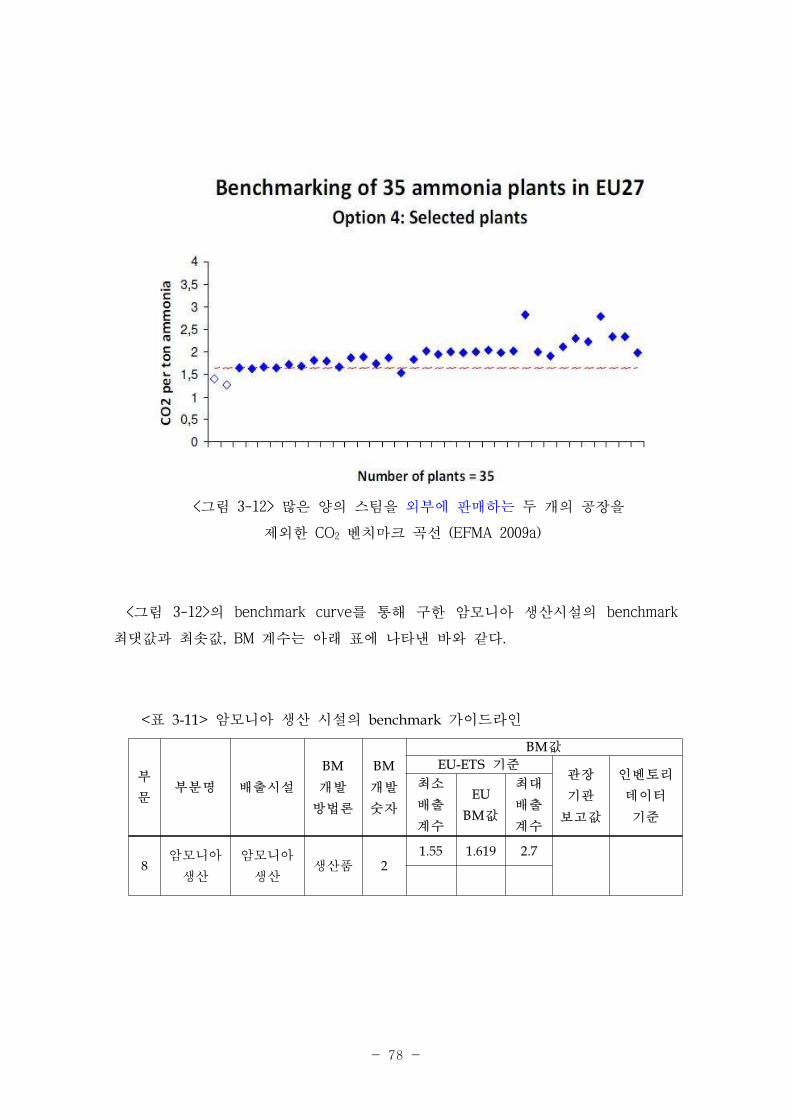
- 78 -
<그림 3-12> 많은 양의 스팀을 외부에 판매하는 두 개의 공장을
제외한 CO2 벤치마크 곡선 (EFMA 2009a)
<그림 3-12>의 benchmark curve를 통해 구한 암모니아 생산시설의 benchmark
최댓값과 최솟값, BM 계수는 아래 표에 나타낸 바와 같다.
부
문부분명 배출시설
BM
개발
방법론
BM
개발
숫자
BM값
EU-ETS 기준관장
기관
보고값
인벤토리
데이터
기준
최소
배출
계수
EU
BM값
최대
배출
계수
8암모니아
생산
암모니아
생산생산품 2
1.55 1.619 2.7
<표 3-11> 암모니아 생산 시설의 benchmark 가이드라인
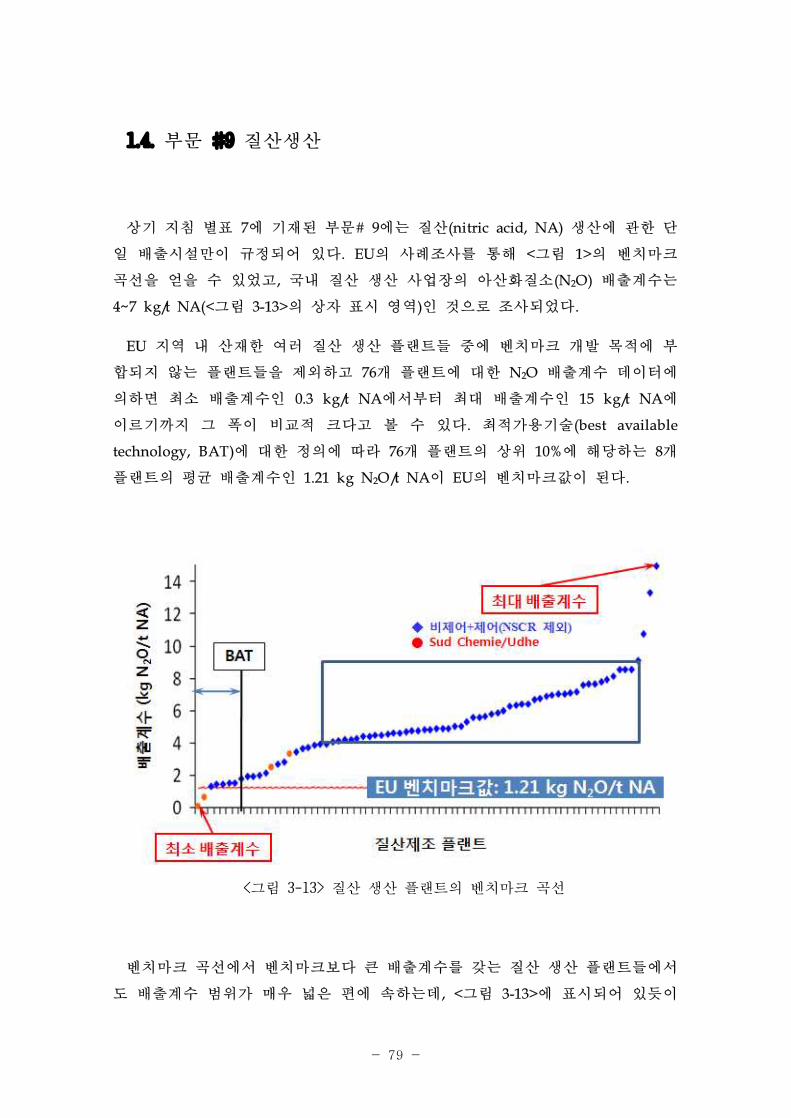
- 79 -
1.4. 부문 #9 질산생산
상기 지침 별표 7에 기재된 부문# 9에는 질산(nitric acid, NA) 생산에 관한 단
일 배출시설만이 규정되어 있다. EU의 사례조사를 통해 <그림 1>의 벤치마크
곡선을 얻을 수 있었고, 국내 질산 생산 사업장의 아산화질소(N2O) 배출계수는
4~7 kg/t NA(<그림 3-13>의 상자 표시 영역)인 것으로 조사되었다.
EU 지역 내 산재한 여러 질산 생산 플랜트들 중에 벤치마크 개발 목적에 부
합되지 않는 플랜트들을 제외하고 76개 플랜트에 대한 N2O 배출계수 데이터에
의하면 최소 배출계수인 0.3 kg/t NA에서부터 최대 배출계수인 15 kg/t NA에
이르기까지 그 폭이 비교적 크다고 볼 수 있다. 최적가용기술(best available
technology, BAT)에 대한 정의에 따라 76개 플랜트의 상위 10%에 해당하는 8개
플랜트의 평균 배출계수인 1.21 kg N2O/t NA이 EU의 벤치마크값이 된다.
<그림 3-13> 질산 생산 플랜트의 벤치마크 곡선
벤치마크 곡선에서 벤치마크보다 큰 배출계수를 갖는 질산 생산 플랜트들에서
도 배출계수 범위가 매우 넓은 편에 속하는데, <그림 3-13>에 표시되어 있듯이
- 80 -
이러한 주요 원인 중에 하나는 N2O 배출저감기술의 적용 여부와 적용된 기술의
종류에 따른 차이점 때문이다. 즉, <표 3-12>에 주어져 있듯이, 질산 생산 플랜
트로부터 배출되는 N2O를 제거하기 위한 기술들로는 고온열분해기술, 고온촉매
분해기술, 저온촉매분해기술, 선택적촉매환원기술 등이 있는데, 이러한 저감기술
을 적용한 경우에는 N2O 배출계수가 작고, 그 어떤 저감기술도 적용하지 않은
플랜트의 경우 배출계수가 매우 클 것이다.
기술 분류
Ÿ 고온열분해기술
Ÿ 고온촉매분해기술
Ÿ 저온촉매분해기술
Ÿ 선택적촉매환원기술(SCR) Ÿ 비선택적촉매환원기술(NSCR)
<표 3-12> N2O 배출제어기술
정보의 접근성 측면에서 위에서 언급된 국내 질산 생산 사업장의 대략적인
N2O 배출계수는 엄밀하게 검증된 문헌 데이터로 판판하기 어려운 부분이 있었
기 때문에, 본 연구에서는 국내 한 질산생산 회사(휴캠스(주))의 CDM 인증자료
(UNFCCC Registration Ref. No. 0765)를 확보하여 이를 분석함으로써 국내 질산
생산 사업장으로부터 배출되는 N2O 배출량 수준을 추정하고자 시도하였다.
<표 3-13>에서는 휴캠스(주) 질산 생산 플랜트 3개에 대한 N2O 배출량에 대한
CDM 공인자료를 보여주고 있는데, N2O의 배출량은 5.7~12.1 kg/t HNO3로 나타
났다. 이러한 배출량은 상술한 국내 질산 생산 사업장들에 대한 문헌값(4~7 kg/t
HNO3)을 크게 상회하는 결과를 나타내고 있다.
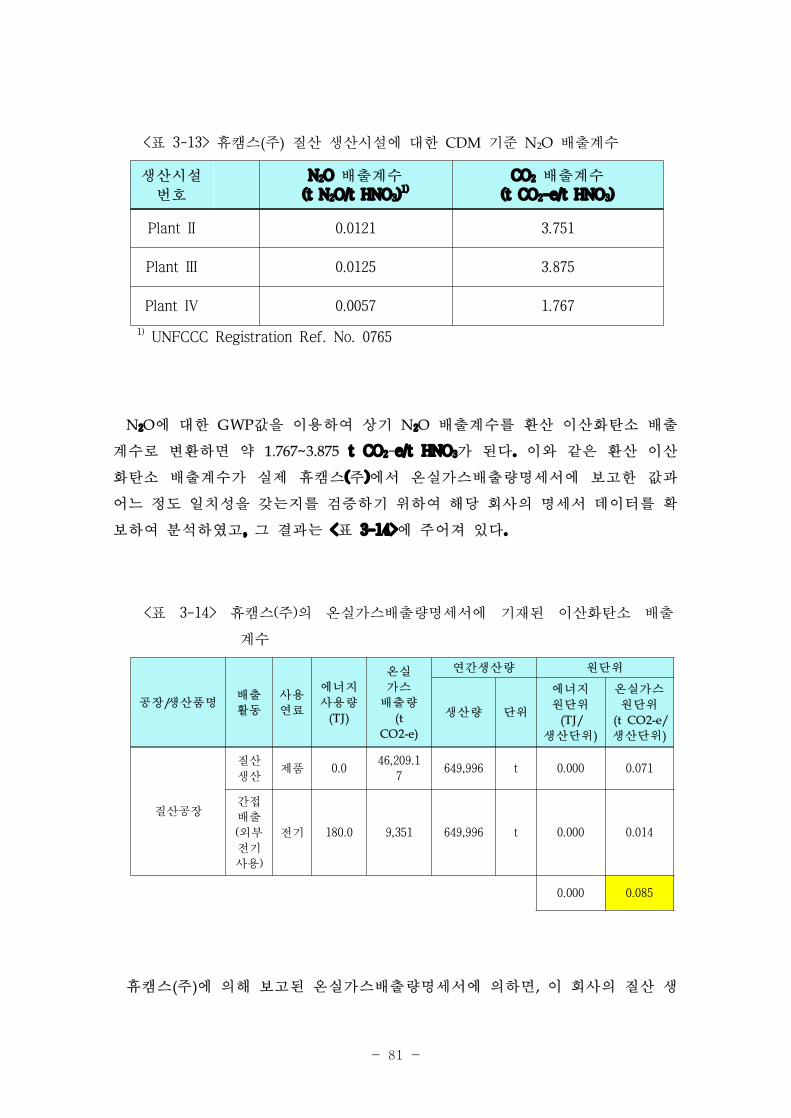
- 81 -
생산시설
번호
N2O 배출계수
(t N2O/t HNO3)1)
CO2 배출계수
(t CO2-e/t HNO3)
Plant II 0.0121 3.751
Plant III 0.0125 3.875
Plant IV 0.0057 1.767
1) UNFCCC Registration Ref. No. 0765
<표 3-13> 휴캠스(주) 질산 생산시설에 대한 CDM 기준 N2O 배출계수
N2O에 대한 GWP값을 이용하여 상기 N2O 배출계수를 환산 이산화탄소 배출
계수로 변환하면 약 1.767~3.875 t CO2-e/t HNO3가 된다. 이와 같은 환산 이산
화탄소 배출계수가 실제 휴캠스(주)에서 온실가스배출량명세서에 보고한 값과
어느 정도 일치성을 갖는지를 검증하기 위하여 해당 회사의 명세서 데이터를 확
보하여 분석하였고, 그 결과는 <표 3-14>에 주어져 있다.
공장/생산품명배출
활동
사용
연료
에너지
사용량
(TJ)
온실
가스
배출량
(t
CO2-e)
연간생산량 원단위
생산량 단위
에너지
원단위
(TJ/
생산단위)
온실가스
원단위
(t CO2-e/
생산단위)
질산공장
질산
생산제품 0.0
46,209.17
649,996 t 0.000 0.071
간접
배출
(외부
전기
사용)
전기 180.0 9,351 649,996 t 0.000 0.014
0.000 0.085
<표 3-14> 휴캠스(주)의 온실가스배출량명세서에 기재된 이산화탄소 배출
계수
휴캠스(주)에 의해 보고된 온실가스배출량명세서에 의하면, 이 회사의 질산 생
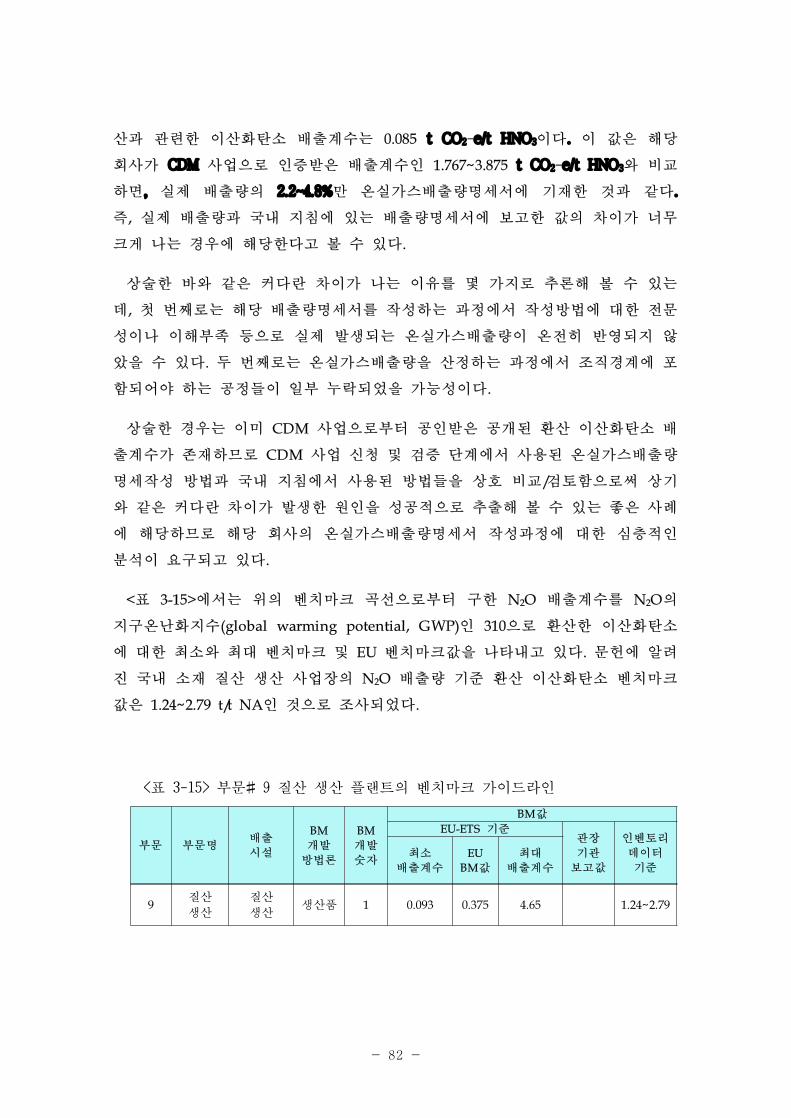
- 82 -
산과 관련한 이산화탄소 배출계수는 0.085 t CO2-e/t HNO3이다. 이 값은 해당
회사가 CDM 사업으로 인증받은 배출계수인 1.767~3.875 t CO2-e/t HNO3와 비교
하면, 실제 배출량의 2.2~4.8%만 온실가스배출량명세서에 기재한 것과 같다.
즉, 실제 배출량과 국내 지침에 있는 배출량명세서에 보고한 값의 차이가 너무
크게 나는 경우에 해당한다고 볼 수 있다.
상술한 바와 같은 커다란 차이가 나는 이유를 몇 가지로 추론해 볼 수 있는
데, 첫 번째로는 해당 배출량명세서를 작성하는 과정에서 작성방법에 대한 전문
성이나 이해부족 등으로 실제 발생되는 온실가스배출량이 온전히 반영되지 않
았을 수 있다. 두 번째로는 온실가스배출량을 산정하는 과정에서 조직경계에 포
함되어야 하는 공정들이 일부 누락되었을 가능성이다.
상술한 경우는 이미 CDM 사업으로부터 공인받은 공개된 환산 이산화탄소 배
출계수가 존재하므로 CDM 사업 신청 및 검증 단계에서 사용된 온실가스배출량
명세작성 방법과 국내 지침에서 사용된 방법들을 상호 비교/검토함으로써 상기
와 같은 커다란 차이가 발생한 원인을 성공적으로 추출해 볼 수 있는 좋은 사례
에 해당하므로 해당 회사의 온실가스배출량명세서 작성과정에 대한 심층적인
분석이 요구되고 있다.
<표 3-15>에서는 위의 벤치마크 곡선으로부터 구한 N2O 배출계수를 N2O의
지구온난화지수(global warming potential, GWP)인 310으로 환산한 이산화탄소
에 대한 최소와 최대 벤치마크 및 EU 벤치마크값을 나타내고 있다. 문헌에 알려
진 국내 소재 질산 생산 사업장의 N2O 배출량 기준 환산 이산화탄소 벤치마크
값은 1.24~2.79 t/t NA인 것으로 조사되었다.
부문 부문명배출
시설
BM
개발
방법론
BM
개발
숫자
BM값
EU-ETS 기준관장
기관
보고값
인벤토리
데이터
기준
최소
배출계수
EU
BM값
최대
배출계수
9질산
생산
질산
생산생산품 1 0.093 0.375 4.65 1.24~2.79
<표 3-15> 부문# 9 질산 생산 플랜트의 벤치마크 가이드라인
- 83 -
국내 질산 생산 시설들에 대한 이산화탄소 배출계수 수준은 EU 벤치마크에
비해 매우 높게 나타나는 것으로 보여진다. 위에서 언급하였듯이, 국내 질산 생
산시설들에 대한 N2O 배출계수와 관련한 정보를 문헌으로부터 인용하였으나,
공인된 CDM 자료가 있는 휴캠스(주)의 경우에서 보듯이 이러한 문헌 데이터들
도 실제 온실가스 배출량보다 훨씬 낮게 보고되었을 가능성을 배제할 수 없다.

- 84 -
1.5 부문 #11 칼슘카바이드 생산 부문
칼슘카바이드는 일반적으로 칼슘의 탄소화합물인 탄화칼슘(CaC2)를 칭하는 것으
로 생석회나 코크스. 무연탄 등의 탄소를 전기로 속에서 가열하여 제조한다.
칼슘카바이드는 탄산칼슘에 열을 가한 후 석유코크스와 함께 CaO를 환원시킴으
로써 생산되는데, 이 각각의 과정에서 CO2가 배출이 된다.
CaCO3 → CaO + CO2
CaO + 3C → CaC2 + CO
CO + O2 → CO2
칼슘카바이드 생산 부문은 EU-ETS에서 정의하는 BM 계수가 존재하지 않는다.
따라서 다른 생산시설과 달리 EU-ETS의 benchmark 계수를 국내 benchmark 계
수 개발을 위한 가이드라인으로 정할 수 없다. 칼슘카바이드 생산 부분에 대해서는
다른 국가의 BM 계수 개발 내용을 가이드라인으로 참고해야 할 것으로 판단된다.
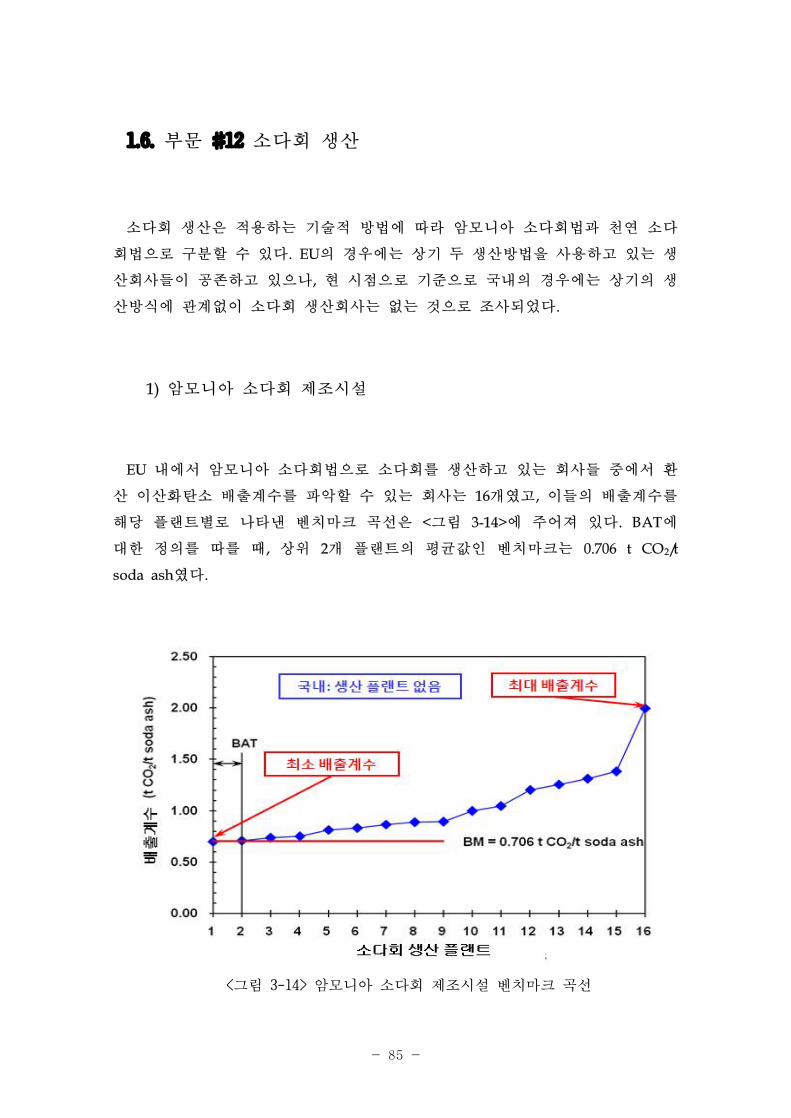
- 85 -
1.6. 부문 #12 소다회 생산
소다회 생산은 적용하는 기술적 방법에 따라 암모니아 소다회법과 천연 소다
회법으로 구분할 수 있다. EU의 경우에는 상기 두 생산방법을 사용하고 있는 생
산회사들이 공존하고 있으나, 현 시점으로 기준으로 국내의 경우에는 상기의 생
산방식에 관계없이 소다회 생산회사는 없는 것으로 조사되었다.
1) 암모니아 소다회 제조시설
EU 내에서 암모니아 소다회법으로 소다회를 생산하고 있는 회사들 중에서 환
산 이산화탄소 배출계수를 파악할 수 있는 회사는 16개였고, 이들의 배출계수를
해당 플랜트별로 나타낸 벤치마크 곡선은 <그림 3-14>에 주어져 있다. BAT에
대한 정의를 따를 때, 상위 2개 플랜트의 평균값인 벤치마크는 0.706 t CO2/t
soda ash였다.
<그림 3-14> 암모니아 소다회 제조시설 벤치마크 곡선
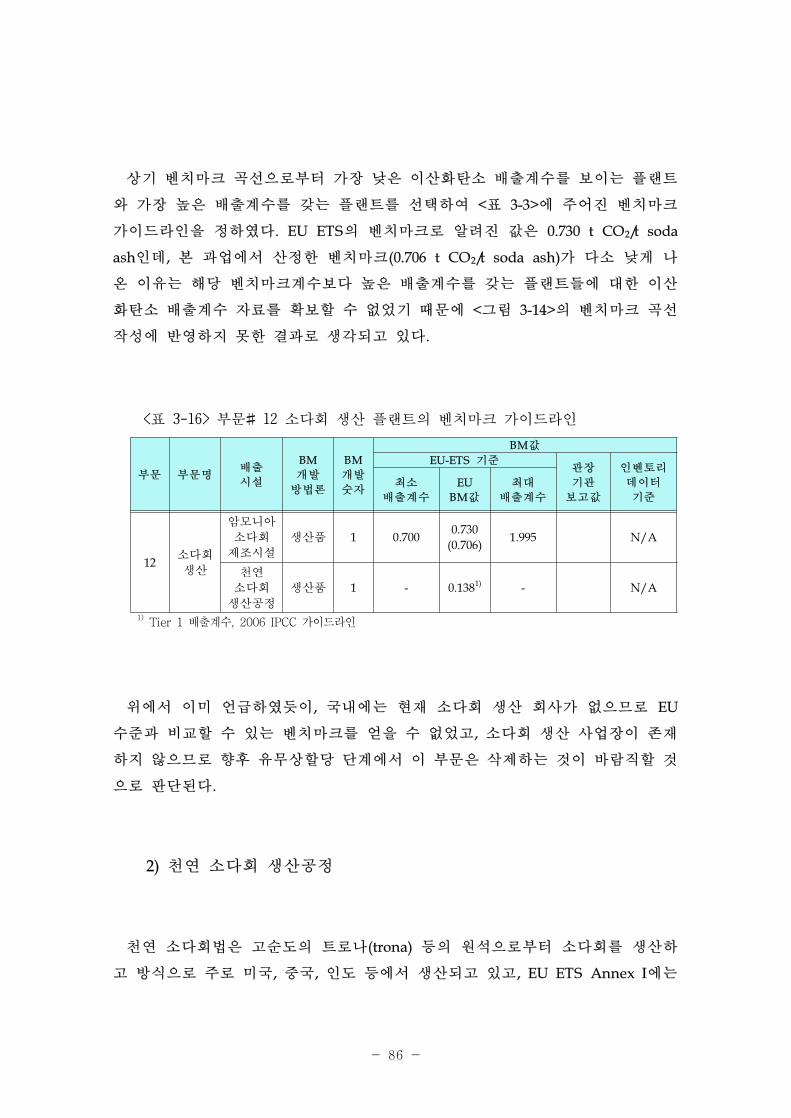
- 86 -
상기 벤치마크 곡선으로부터 가장 낮은 이산화탄소 배출계수를 보이는 플랜트
와 가장 높은 배출계수를 갖는 플랜트를 선택하여 <표 3-3>에 주어진 벤치마크
가이드라인을 정하였다. EU ETS의 벤치마크로 알려진 값은 0.730 t CO2/t soda
ash인데, 본 과업에서 산정한 벤치마크(0.706 t CO2/t soda ash)가 다소 낮게 나
온 이유는 해당 벤치마크계수보다 높은 배출계수를 갖는 플랜트들에 대한 이산
화탄소 배출계수 자료를 확보할 수 없었기 때문에 <그림 3-14>의 벤치마크 곡선
작성에 반영하지 못한 결과로 생각되고 있다.
부문 부문명배출
시설
BM
개발
방법론
BM
개발
숫자
BM값
EU-ETS 기준관장
기관
보고값
인벤토리
데이터
기준
최소
배출계수
EU
BM값
최대
배출계수
12소다회
생산
암모니아
소다회
제조시설
생산품 1 0.7000.730
(0.706)1.995 N/A
천연
소다회
생산공정
생산품 1 - 0.1381) - N/A
1) Tier 1 배출계수, 2006 IPCC 가이드라인
<표 3-16> 부문# 12 소다회 생산 플랜트의 벤치마크 가이드라인
위에서 이미 언급하였듯이, 국내에는 현재 소다회 생산 회사가 없으므로 EU
수준과 비교할 수 있는 벤치마크를 얻을 수 없었고, 소다회 생산 사업장이 존재
하지 않으므로 향후 유무상할당 단계에서 이 부문은 삭제하는 것이 바람직할 것
으로 판단된다.
2) 천연 소다회 생산공정
천연 소다회법은 고순도의 트로나(trona) 등의 원석으로부터 소다회를 생산하
고 방식으로 주로 미국, 중국, 인도 등에서 생산되고 있고, EU ETS Annex I에는
- 87 -
없고 국내 지침 별표 7에만 있는 배출시설이다. 따라서, EU ETS에서 관련 벤치
마크 뿐만 아니라 플랜트별 배출계수 데이터를 확보할 수 없었다. 2006년 IPCC
가이드라인에 제시된 해당 생산 플랜트의 벤치마크값은 Tier 1 배출계수를 기준
으로 할 때 0.138 t CO2/t soda ash였다(<표 3-16>).
암모니아 소다회법과 마찬가지로 천연 소다회법으로 소다회를 셍산하고 있는
국내 사업장은 존재하지 않는 것으로 조사되었으므로 향후 해당 배출시설은 지
침에서 삭제하여도 무방할 것으로 생각된다.
- 88 -
1.7 부문 #13 석유정제공정 부문
정유공장에서 원유는 여러 가지 물리적, 물리-화학적 그리고 화학적인 공정을 통
하여 다음과 같은 제품들로 전환된다.
· 수송용 연료
· 열과 발전을 위한 연소연료
· 석유화학공업과 화학공업을 위한 원료
· 윤활유, 등유와 아스팔트 같은 제품
이러한 제품들을 제외하고 정유공장에서는 열과 동력의 형태로 부산물인 에너지
를 생산한다.
원유로부터의 석유 제품 생산은 증류과정, 개질과정과 같은 단계로 구분할 수 있
으며, 아래 그림에 석유정제의 공정도를 나타내었다.
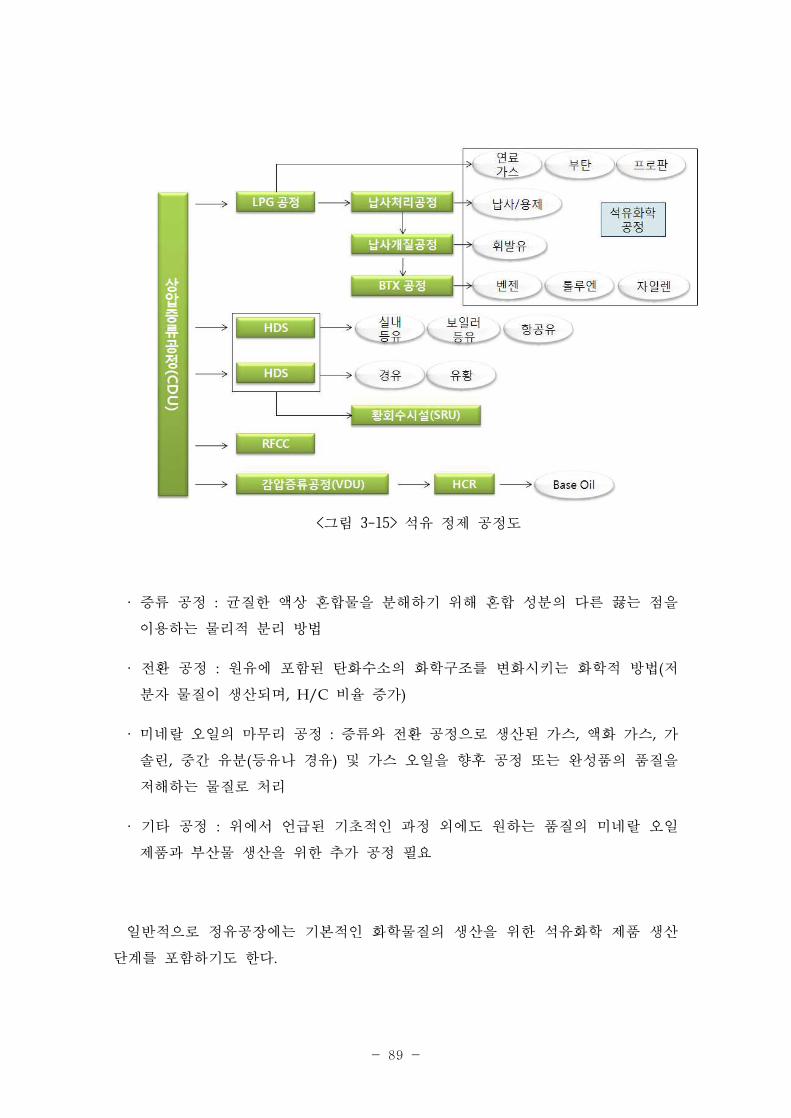
- 89 -
<그림 3-15> 석유 정제 공정도
· 증류 공정 : 균질한 액상 혼합물을 분해하기 위해 혼합 성분의 다른 끓는 점을
이용하는 물리적 분리 방법
· 전환 공정 : 원유에 포함된 탄화수소의 화학구조를 변화시키는 화학적 방법(저
분자 물질이 생산되며, H/C 비율 증가)
· 미네랄 오일의 마무리 공정 : 증류와 전환 공정으로 생산된 가스, 액화 가스, 가
솔린, 중간 유분(등유나 경유) 및 가스 오일을 향후 공정 또는 완성품의 품질을
저해하는 물질로 처리
· 기타 공정 : 위에서 언급된 기초적인 과정 외에도 원하는 품질의 미네랄 오일
제품과 부산물 생산을 위한 추가 공정 필요
일반적으로 정유공장에는 기본적인 화학물질의 생산을 위한 석유화학 제품 생산
단계를 포함하기도 한다.
- 90 -
CO2 배출량은 정유와 에너지의 종류에 의해 결정된다. 이용 가능한 최고의 기술
에 대한 참고 자료(BREF Refineries, 2003)에 의하면 원유공장에서의 특정 배출량은
0.02~0.82 t CO2/t of crude oil processed 범위인 것으로 나타났다.
일반적으로 정유공장에서의 온실가스 배출은 원유의 무게(API)와 크래킹 단계에
따라 달라지며, 생산수율에 의해 결정된다. 즉, 경질유(가솔린, 디젤 등)의 비율이 높
은 경우에는 고도의 공정이 필요하며 보다 많은 CO2가 배출된다. 각 정유 단계별로
다른 연료가 사용되므로 에너지 사용에 따른 CO2 배출량은 달라진다. 정유공장에서
CO2 배출에는 다양한 요인이 있으며, 주요 원인은 다음과 같이 정리할 수 있다.
· 연료로부터 열, 전기, 스팀 생산을 위한 시설
· 촉매 컨버터에서 코크 연소
· 수소와 합성 가스의 생산
· 석유코크의 소성
· 후연소 시설
· Heavy fraction의 가스화
· Flare
다음 표는 정유 생산 시설에서 다양한 배출원별 온실가스 평균기여도를 보여준다.
이는 2000년으로부터 수집한 데이터로 계산한 전 세계 시설에 대한 평균값이며, EU
에서 현재 운전 중인 시설에 대한 조사 결과는 아니다.
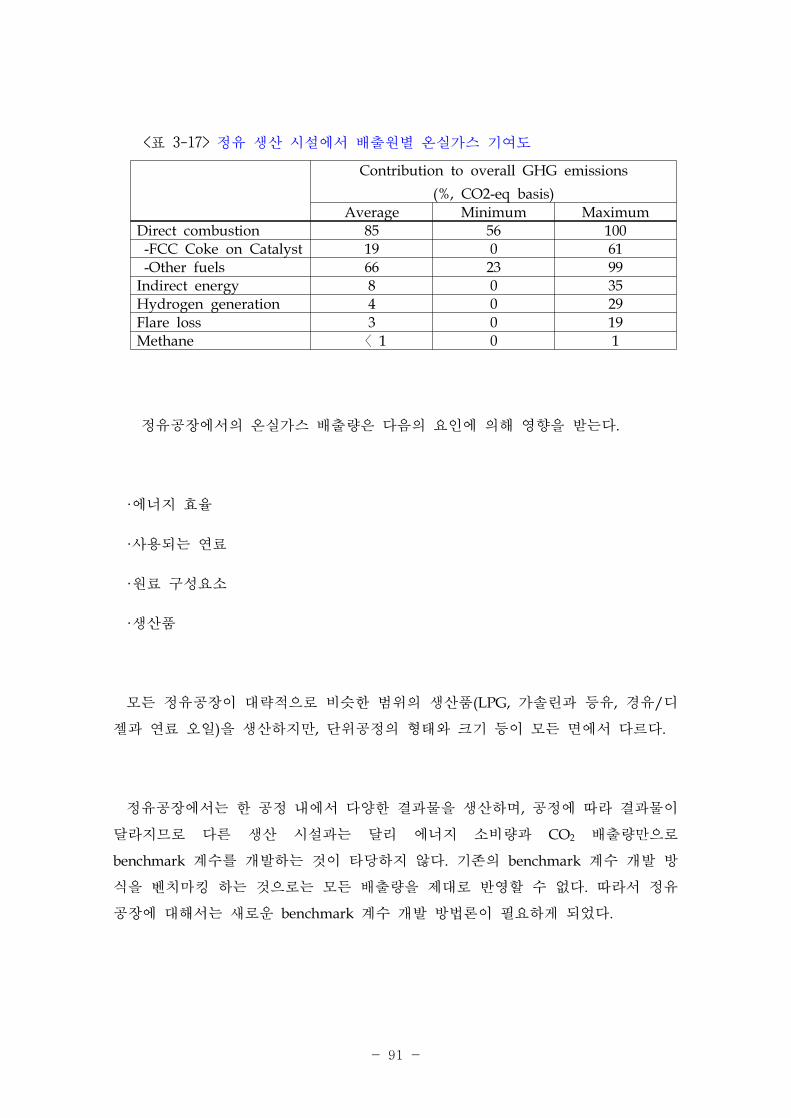
- 91 -
Contribution to overall GHG emissions
(%, CO2-eq basis)
Average Minimum MaximumDirect combustion 85 56 100
-FCC Coke on Catalyst 19 0 61-Other fuels 66 23 99
Indirect energy 8 0 35Hydrogen generation 4 0 29
Flare loss 3 0 19Methane 〈 1 0 1
<표 3-17> 정유 생산 시설에서 배출원별 온실가스 기여도
정유공장에서의 온실가스 배출량은 다음의 요인에 의해 영향을 받는다.
·에너지 효율
·사용되는 연료
·원료 구성요소
·생산품
모든 정유공장이 대략적으로 비슷한 범위의 생산품(LPG, 가솔린과 등유, 경유/디
젤과 연료 오일)을 생산하지만, 단위공정의 형태와 크기 등이 모든 면에서 다르다.
정유공장에서는 한 공정 내에서 다양한 결과물을 생산하며, 공정에 따라 결과물이
달라지므로 다른 생산 시설과는 달리 에너지 소비량과 CO2 배출량만으로
benchmark 계수를 개발하는 것이 타당하지 않다. 기존의 benchmark 계수 개발 방
식을 벤치마킹 하는 것으로는 모든 배출량을 제대로 반영할 수 없다. 따라서 정유
공장에 대해서는 새로운 benchmark 계수 개발 방법론이 필요하게 되었다.
- 92 -
CWT process unit Basis forthroughput1
CWTfactor2
<표 3-18> CWT 공정 단위의 CWT factor
1.7.1 CWT 방법론
2008년에 Öko Institue와 Ecofys에서는 정유 시설에 대한 benchmarking 방법론
으로 Solomon의 'complexity weighted barrel(CWB)' 접근법과 ‘hybrid' 접근법, 두
가지를 연구하였다. 그 후 CONCAWE(CONservation of Clean Air and Water in
Europe)에서 CWB를 발달시킨 ’CO2 weighted tonne(CWT)' 접근법을 개발하였다.
CWT 접근법을 사용할 때, 정유공장의 단일 생산품이 CWT를 의미한다. 정유공장
에서 CWTs 관점에서 생산품을 계산하기 위해 170개에 달하는 실제 개별 단위(unit)
를 51개의 공정 단위(process unit)로 정의하였다. 정유공장은 일반적으로 10~15개
의 공정단위로 이루어진 것으로 추정된다. EU의 정유공장에서의 최대 공정단위는 26
개 이다.
각각의 공정단위는 원유 증류와 관련해서 배출계수를 부여받는다. 원유 증류 단
위의 CWT 계수 값은 1로 나타내고 다른 구성 단위의 계수는 상대적인 CO2 배출
량으로 산정된다. 이 때 평균 수준의 에너지 효율, 연소를 위한 표준 연료, 공정 단
위의 평균 공정 배출량 등을 비교하게 된다. 정유공장은 통합적인 공정이므로 각
공정 단위의 CWT 계수를 정의하기 위한 표준계수는 스팀이나 전기 생산을 예측하
여 순수한 에너지 소비로 나타내야 한다. CWT 계수를 산정하기 위해 이러한 표준
접근법을 이용하는 것은 실제 공정단위에서의 배출량과의 차이가 실 공정의 에너지
효율과 연료 배출 계수에서 나오기 때문이다. 계수 산정방법을 개발하기 위해
Solomon은 전 세계의 200개의 정유공장의 공정 담당자와의 면담뿐만 아니라 에너
지 소비에 대한 데이터베이스를 사용하였다. CWT 계수는 정유공장 내의 개별 unit
에 적용되는 가중치로 매우 중요하다. 실제 benchmarking은 실제 배출량과 정유공
장의 총 CWT를 비교하며 이루어졌다.
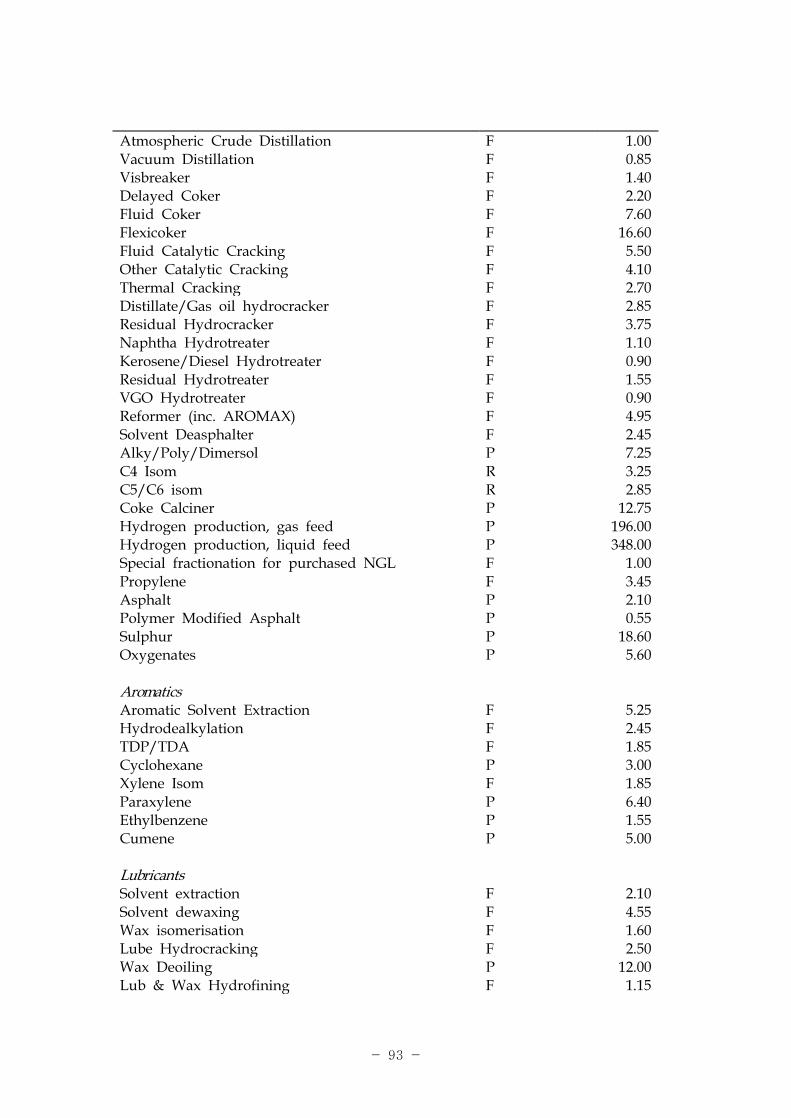
- 93 -
Atmospheric Crude Distillation F 1.00Vacuum Distillation F 0.85Visbreaker F 1.40Delayed Coker F 2.20Fluid Coker F 7.60Flexicoker F 16.60
Fluid Catalytic Cracking F 5.50Other Catalytic Cracking F 4.10Thermal Cracking F 2.70Distillate/Gas oil hydrocracker F 2.85Residual Hydrocracker F 3.75Naphtha Hydrotreater F 1.10
Kerosene/Diesel Hydrotreater F 0.90Residual Hydrotreater F 1.55VGO Hydrotreater F 0.90Reformer (inc. AROMAX) F 4.95Solvent Deasphalter F 2.45Alky/Poly/Dimersol P 7.25
C4 Isom R 3.25C5/C6 isom R 2.85Coke Calciner P 12.75Hydrogen production, gas feed P 196.00Hydrogen production, liquid feed P 348.00Special fractionation for purchased NGL F 1.00
Propylene F 3.45Asphalt P 2.10Polymer Modified Asphalt P 0.55Sulphur P 18.60Oxygenates P 5.60
AromaticsAromatic Solvent Extraction F 5.25Hydrodealkylation F 2.45TDP/TDA F 1.85Cyclohexane P 3.00Xylene Isom F 1.85
Paraxylene P 6.40Ethylbenzene P 1.55Cumene P 5.00
LubricantsSolvent extraction F 2.10
Solvent dewaxing F 4.55Wax isomerisation F 1.60Lube Hydrocracking F 2.50Wax Deoiling P 12.00Lub & Wax Hydrofining F 1.15
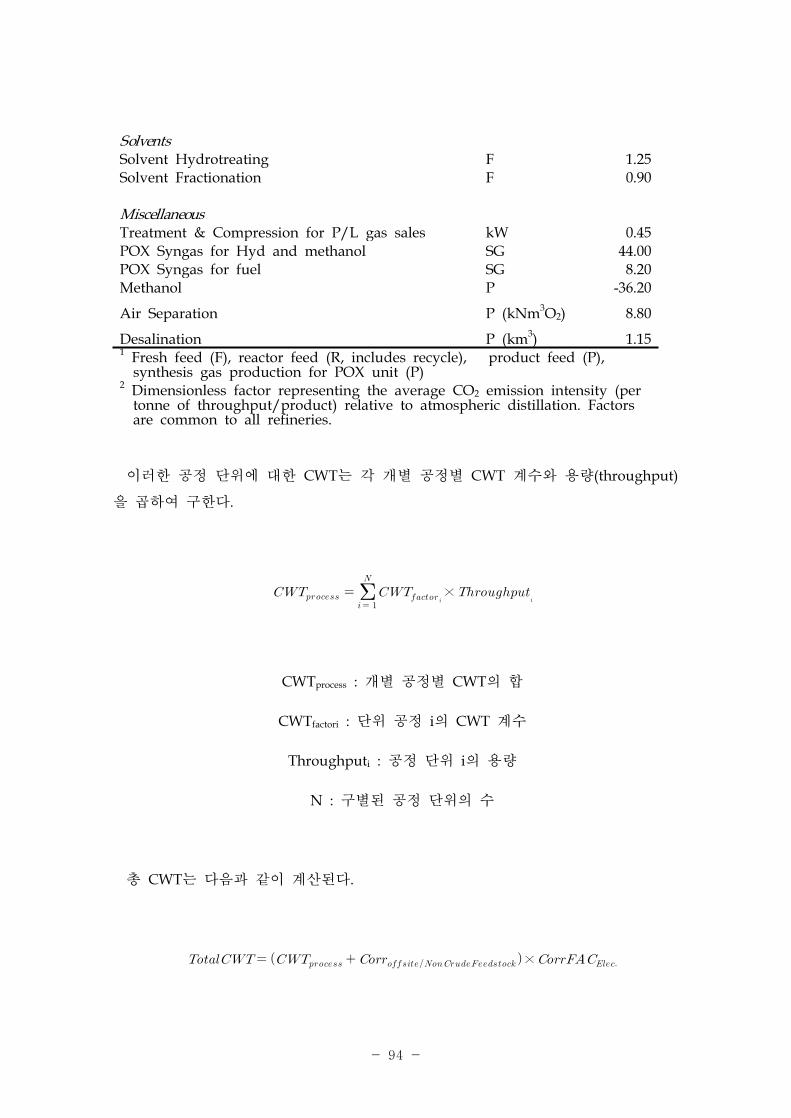
- 94 -
SolventsSolvent Hydrotreating F 1.25Solvent Fractionation F 0.90
MiscellaneousTreatment & Compression for P/L gas sales kW 0.45
POX Syngas for Hyd and methanol SG 44.00POX Syngas for fuel SG 8.20Methanol P -36.20
Air Separation P (kNm3O2) 8.80
Desalination P (km3) 1.151 Fresh feed (F), reactor feed (R, includes recycle), product feed (P),
synthesis gas production for POX unit (P)2
Dimensionless factor representing the average CO2 emission intensity (pertonne of throughput/product) relative to atmospheric distillation. Factorsare common to all refineries.
이러한 공정 단위에 대한 CWT는 각 개별 공정별 CWT 계수와 용량(throughput)
을 곱하여 구한다.
×
CWTprocess : 개별 공정별 CWT의 합
CWTfactori : 단위 공정 i의 CWT 계수
Throughputi : 공정 단위 i의 용량
N : 구별된 공정 단위의 수
총 CWT는 다음과 같이 계산된다.
×
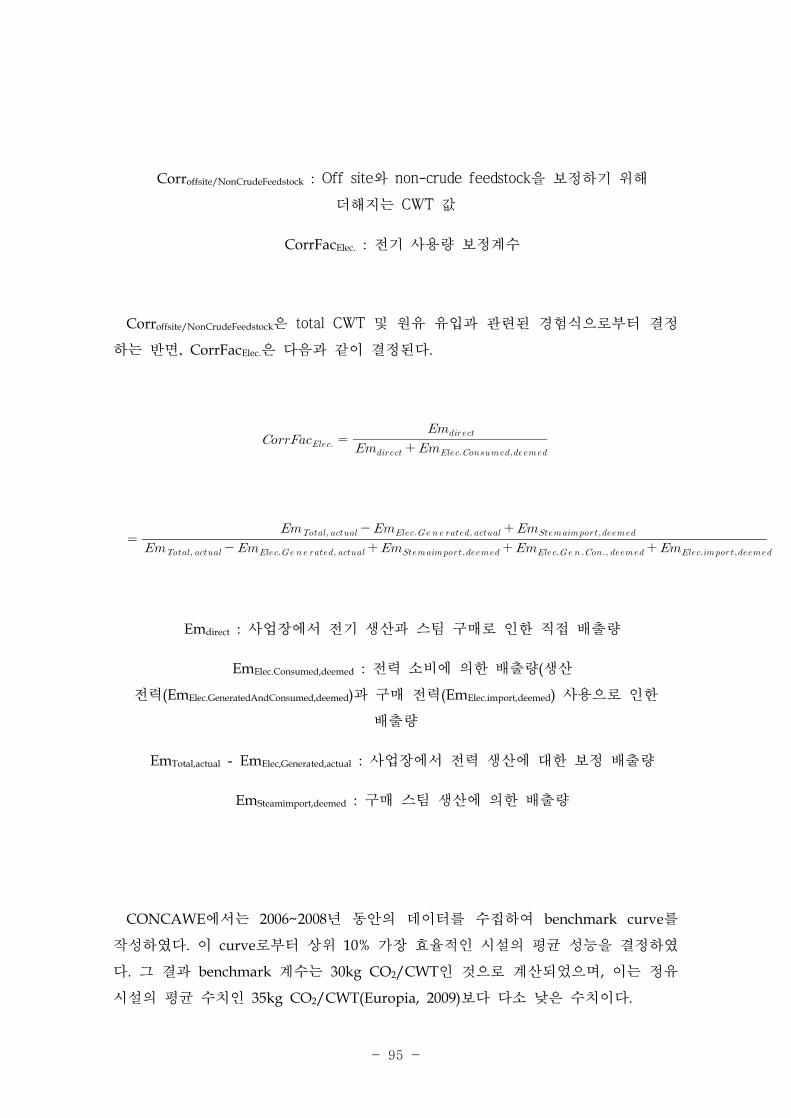
- 95 -
Corroffsite/NonCrudeFeedstock : Off site와 non-crude feedstock을 보정하기 위해
더해지는 CWT 값
CorrFacElec. : 전기 사용량 보정계수
Corroffsite/NonCrudeFeedstock은 total CWT 및 원유 유입과 관련된 경험식으로부터 결정
하는 반면, CorrFacElec.은 다음과 같이 결정된다.
Emdirect : 사업장에서 전기 생산과 스팀 구매로 인한 직접 배출량
EmElec.Consumed,deemed : 전력 소비에 의한 배출량(생산
전력(EmElec.GeneratedAndConsumed,deemed)과 구매 전력(EmElec.import,deemed) 사용으로 인한
배출량
EmTotal,actual - EmElec,Generated,actual : 사업장에서 전력 생산에 대한 보정 배출량
EmSteamimport,deemed : 구매 스팀 생산에 의한 배출량
CONCAWE에서는 2006~2008년 동안의 데이터를 수집하여 benchmark curve를
작성하였다. 이 curve로부터 상위 10% 가장 효율적인 시설의 평균 성능을 결정하였
다. 그 결과 benchmark 계수는 30kg CO2/CWT인 것으로 계산되었으며, 이는 정유
시설의 평균 수치인 35kg CO2/CWT(Europia, 2009)보다 다소 낮은 수치이다.
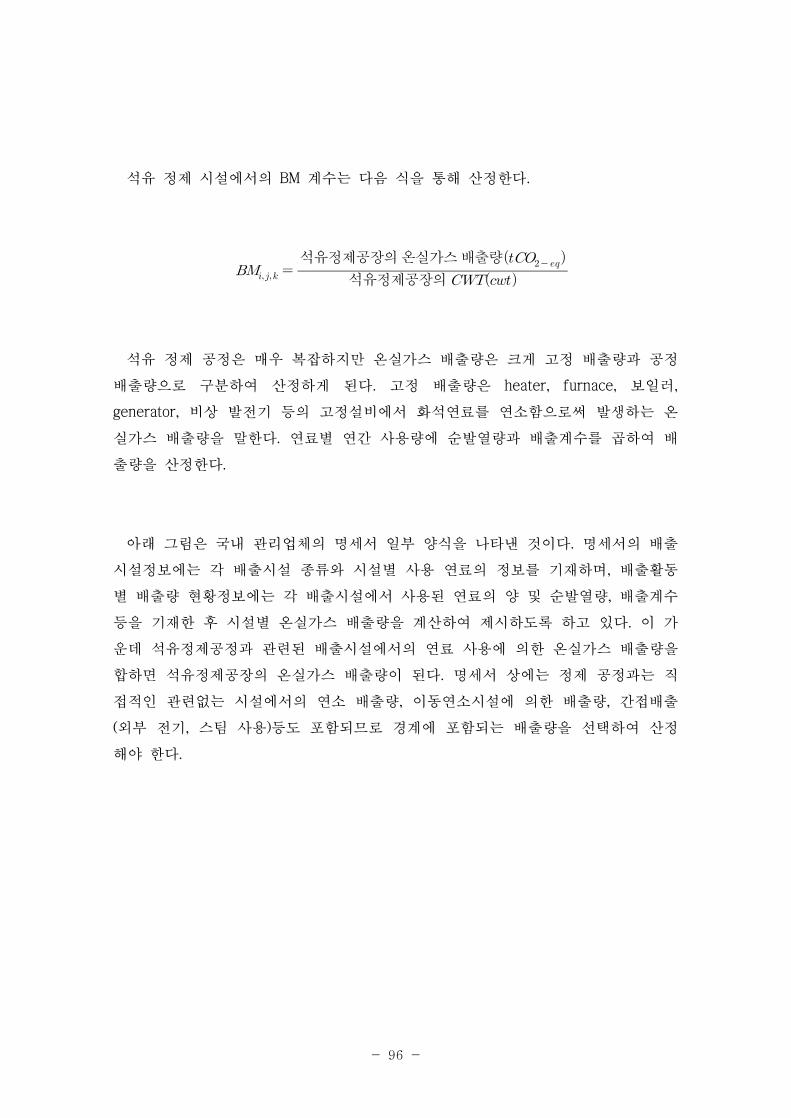
- 96 -
석유 정제 시설에서의 BM 계수는 다음 식을 통해 산정한다.
석유정제공장의
석유정제공장의 온실가스 배출량
석유 정제 공정은 매우 복잡하지만 온실가스 배출량은 크게 고정 배출량과 공정
배출량으로 구분하여 산정하게 된다. 고정 배출량은 heater, furnace, 보일러,
generator, 비상 발전기 등의 고정설비에서 화석연료를 연소함으로써 발생하는 온
실가스 배출량을 말한다. 연료별 연간 사용량에 순발열량과 배출계수를 곱하여 배
출량을 산정한다.
아래 그림은 국내 관리업체의 명세서 일부 양식을 나타낸 것이다. 명세서의 배출
시설정보에는 각 배출시설 종류와 시설별 사용 연료의 정보를 기재하며, 배출활동
별 배출량 현황정보에는 각 배출시설에서 사용된 연료의 양 및 순발열량, 배출계수
등을 기재한 후 시설별 온실가스 배출량을 계산하여 제시하도록 하고 있다. 이 가
운데 석유정제공정과 관련된 배출시설에서의 연료 사용에 의한 온실가스 배출량을
합하면 석유정제공장의 온실가스 배출량이 된다. 명세서 상에는 정제 공정과는 직
접적인 관련없는 시설에서의 연소 배출량, 이동연소시설에 의한 배출량, 간접배출
(외부 전기, 스팀 사용)등도 포함되므로 경계에 포함되는 배출량을 선택하여 산정
해야 한다.
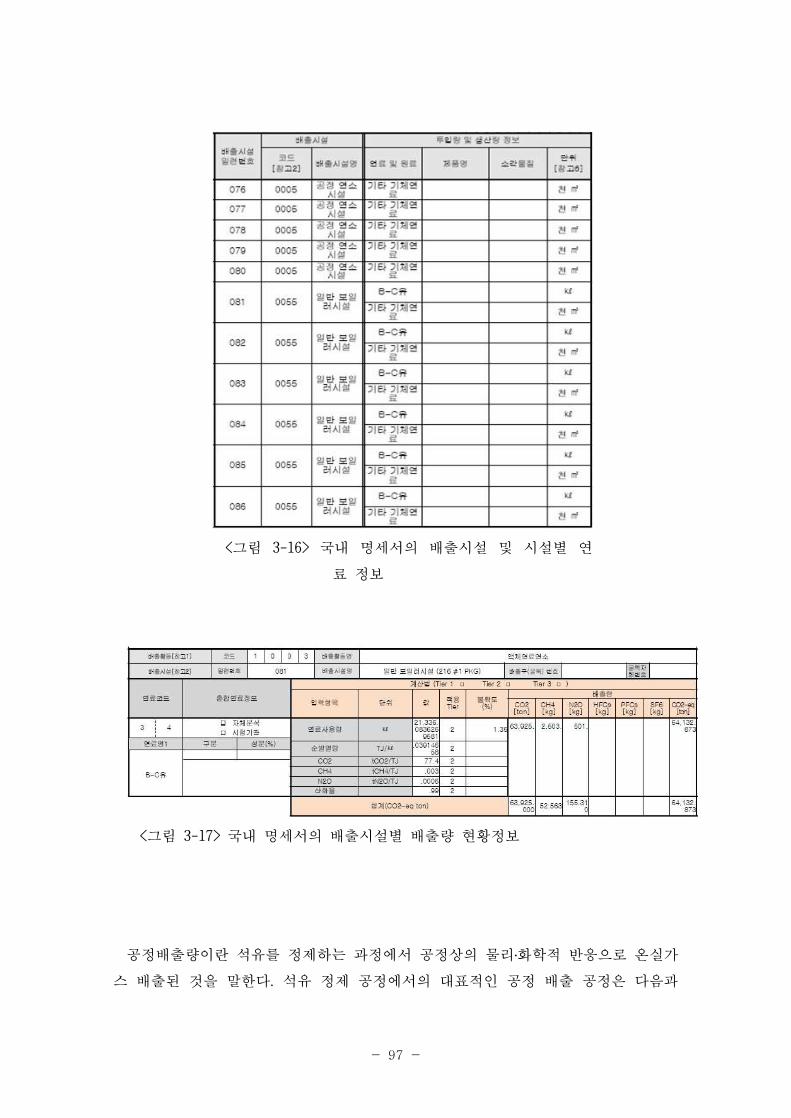
- 97 -
<그림 3-16> 국내 명세서의 배출시설 및 시설별 연
료 정보
<그림 3-17> 국내 명세서의 배출시설별 배출량 현황정보
공정배출량이란 석유를 정제하는 과정에서 공정상의 물리․화학적 반응으로 온실가
스 배출된 것을 말한다. 석유 정제 공정에서의 대표적인 공정 배출 공정은 다음과
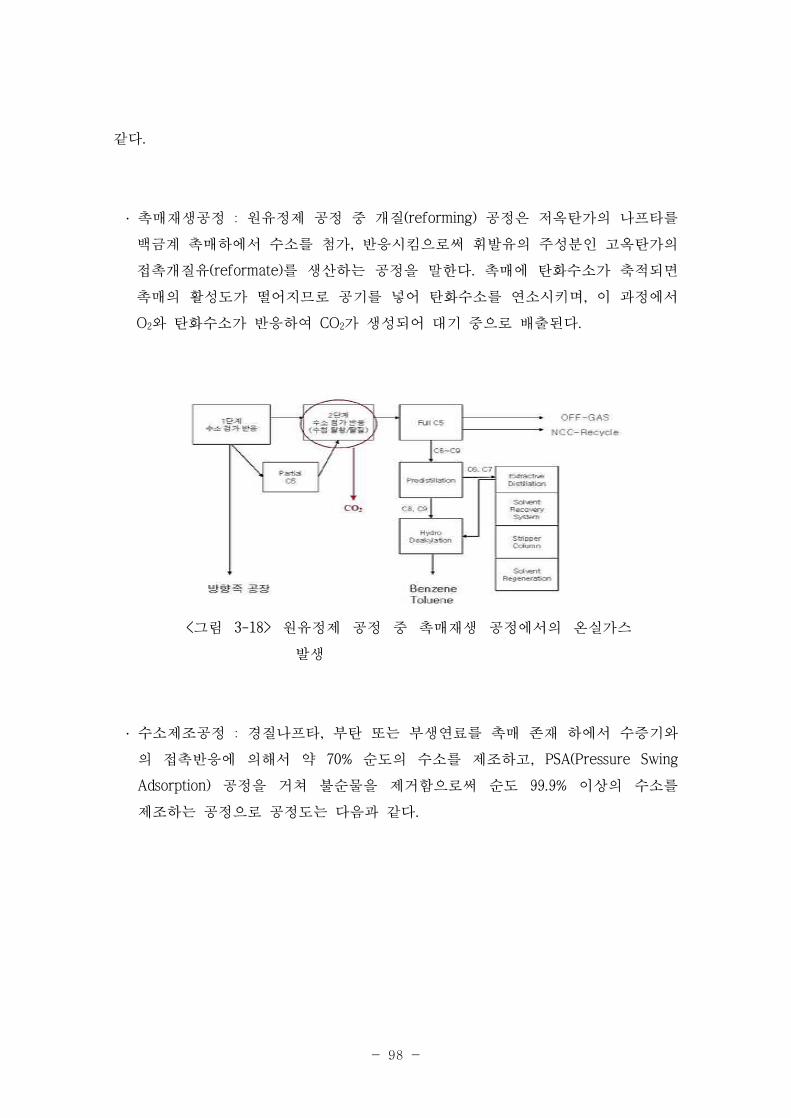
- 98 -
같다.
․ 촉매재생공정 : 원유정제 공정 중 개질(reforming) 공정은 저옥탄가의 나프타를
백금계 촉매하에서 수소를 첨가, 반응시킴으로써 휘발유의 주성분인 고옥탄가의
접촉개질유(reformate)를 생산하는 공정을 말한다. 촉매에 탄화수소가 축적되면
촉매의 활성도가 떨어지므로 공기를 넣어 탄화수소를 연소시키며, 이 과정에서
O2와 탄화수소가 반응하여 CO2가 생성되어 대기 중으로 배출된다.
<그림 3-18> 원유정제 공정 중 촉매재생 공정에서의 온실가스
발생
․ 수소제조공정 : 경질나프타, 부탄 또는 부생연료를 촉매 존재 하에서 수증기와
의 접촉반응에 의해서 약 70% 순도의 수소를 제조하고, PSA(Pressure Swing
Adsorption) 공정을 거쳐 불순물을 제거함으로써 순도 99.9% 이상의 수소를
제조하는 공정으로 공정도는 다음과 같다.
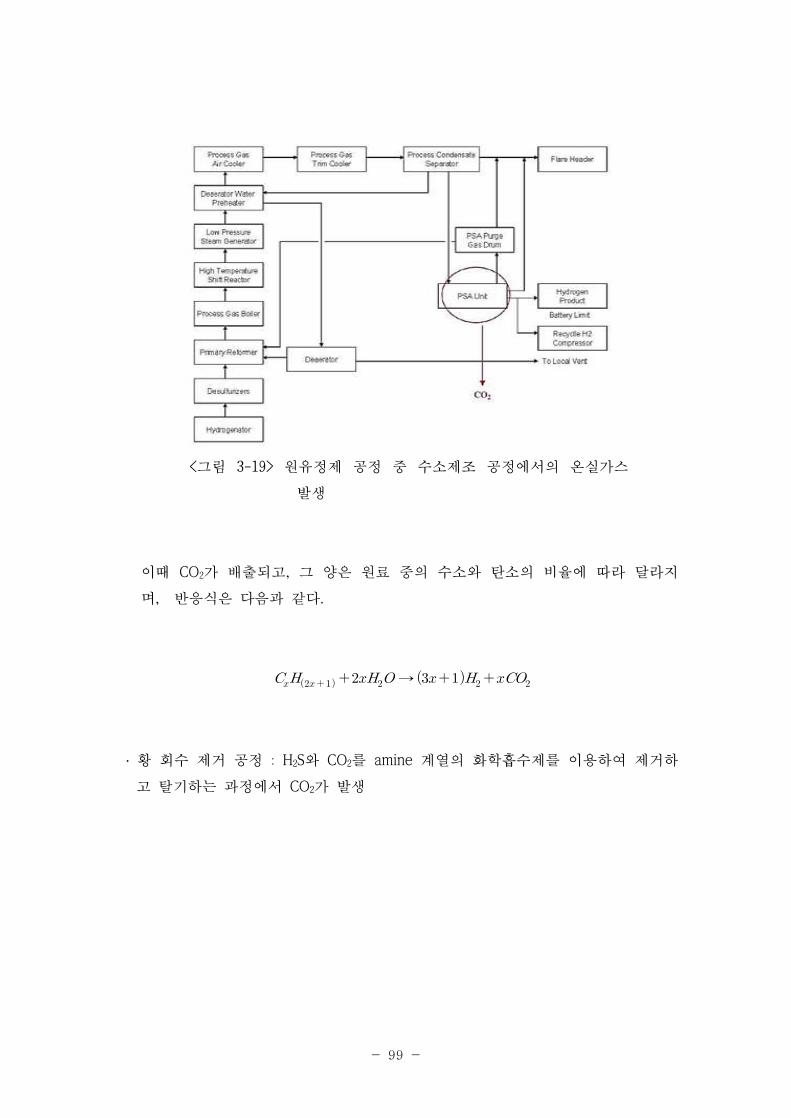
- 99 -
<그림 3-19> 원유정제 공정 중 수소제조 공정에서의 온실가스
발생
이때 CO2가 배출되고, 그 양은 원료 중의 수소와 탄소의 비율에 따라 달라지
며, 반응식은 다음과 같다.
→
․ 황 회수 제거 공정 : H2S와 CO2를 amine 계열의 화학흡수제를 이용하여 제거하
고 탈기하는 과정에서 CO2가 발생
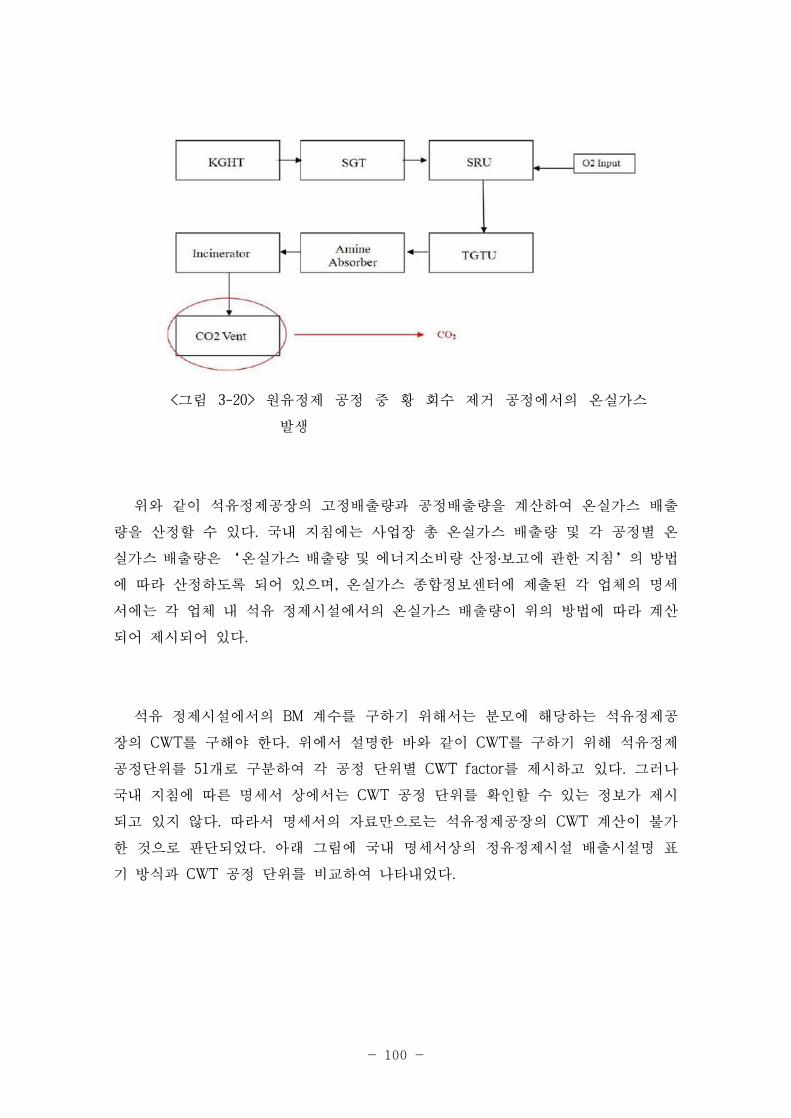
- 100 -
<그림 3-20> 원유정제 공정 중 황 회수 제거 공정에서의 온실가스
발생
위와 같이 석유정제공장의 고정배출량과 공정배출량을 계산하여 온실가스 배출
량을 산정할 수 있다. 국내 지침에는 사업장 총 온실가스 배출량 및 각 공정별 온
실가스 배출량은 ‘온실가스 배출량 및 에너지소비량 산정․보고에 관한 지침’의 방법
에 따라 산정하도록 되어 있으며, 온실가스 종합정보센터에 제출된 각 업체의 명세
서에는 각 업체 내 석유 정제시설에서의 온실가스 배출량이 위의 방법에 따라 계산
되어 제시되어 있다.
석유 정제시설에서의 BM 계수를 구하기 위해서는 분모에 해당하는 석유정제공
장의 CWT를 구해야 한다. 위에서 설명한 바와 같이 CWT를 구하기 위해 석유정제
공정단위를 51개로 구분하여 각 공정 단위별 CWT factor를 제시하고 있다. 그러나
국내 지침에 따른 명세서 상에서는 CWT 공정 단위를 확인할 수 있는 정보가 제시
되고 있지 않다. 따라서 명세서의 자료만으로는 석유정제공장의 CWT 계산이 불가
한 것으로 판단되었다. 아래 그림에 국내 명세서상의 정유정제시설 배출시설명 표
기 방식과 CWT 공정 단위를 비교하여 나타내었다.
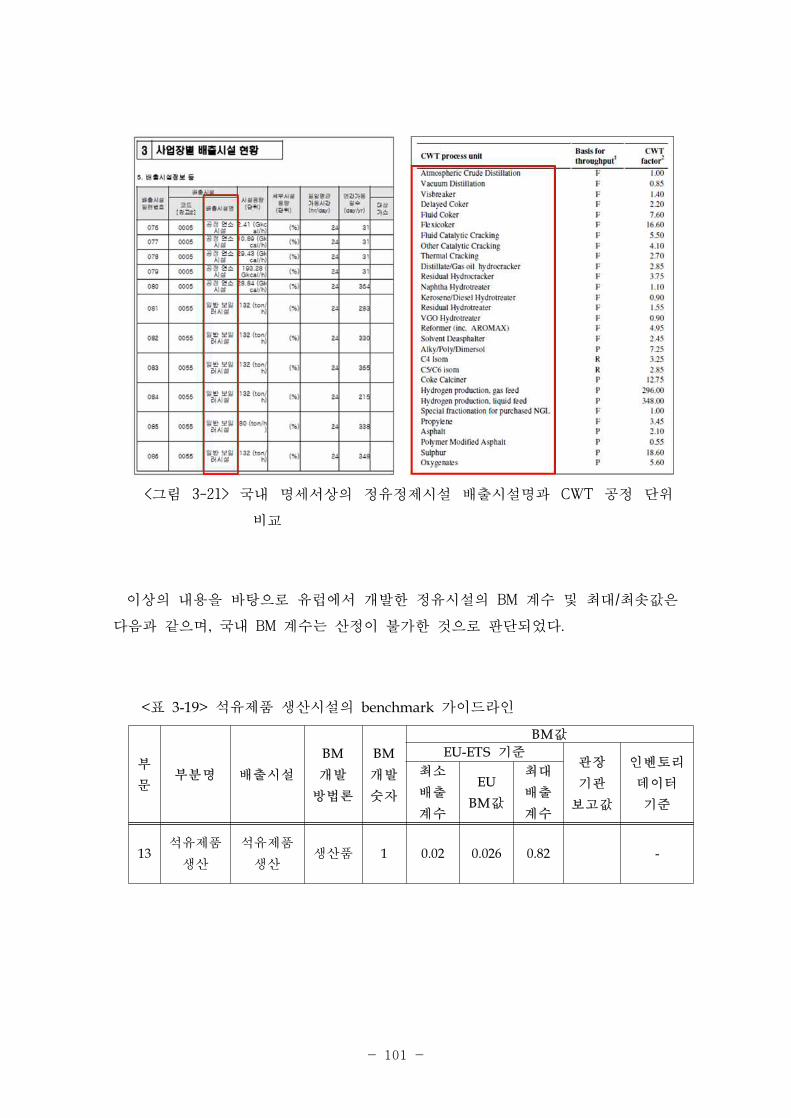
- 101 -
<그림 3-21> 국내 명세서상의 정유정제시설 배출시설명과 CWT 공정 단위
비교
이상의 내용을 바탕으로 유럽에서 개발한 정유시설의 BM 계수 및 최대/최솟값은
다음과 같으며, 국내 BM 계수는 산정이 불가한 것으로 판단되었다.
부
문부분명 배출시설
BM
개발
방법론
BM
개발
숫자
BM값
EU-ETS 기준관장
기관
보고값
인벤토리
데이터
기준
최소
배출
계수
EU
BM값
최대
배출
계수
13석유제품
생산
석유제품
생산생산품 1 0.02 0.026 0.82 -
<표 3-19> 석유제품 생산시설의 benchmark 가이드라인
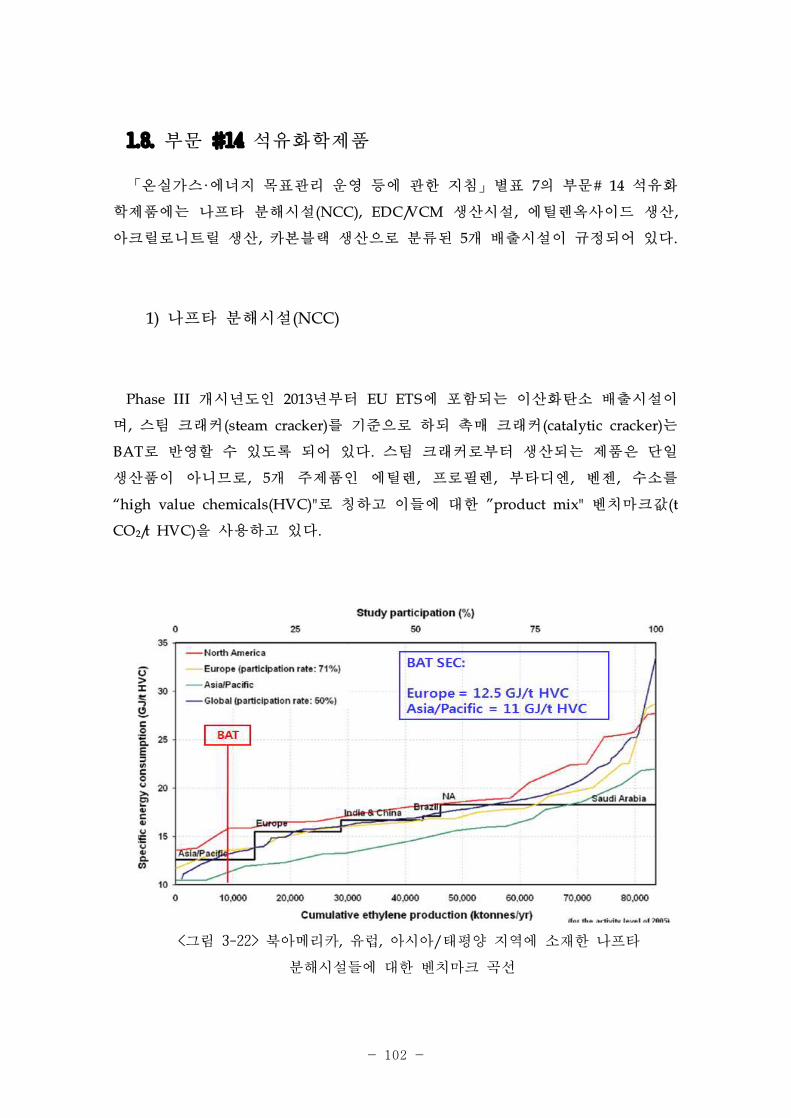
- 102 -
1.8. 부문 #14 석유화학제품
「온실가스·에너지 목표관리 운영 등에 관한 지침」별표 7의 부문# 14 석유화
학제품에는 나프타 분해시설(NCC), EDC/VCM 생산시설, 에틸렌옥사이드 생산,
아크릴로니트릴 생산, 카본블랙 생산으로 분류된 5개 배출시설이 규정되어 있다.
1) 나프타 분해시설(NCC)
Phase III 개시년도인 2013년부터 EU ETS에 포함되는 이산화탄소 배출시설이
며, 스팀 크래커(steam cracker)를 기준으로 하되 촉매 크래커(catalytic cracker)는
BAT로 반영할 수 있도록 되어 있다. 스팀 크래커로부터 생산되는 제품은 단일
생산품이 아니므로, 5개 주제품인 에틸렌, 프로필렌, 부타디엔, 벤젠, 수소를
“high value chemicals(HVC)"로 칭하고 이들에 대한 ”product mix" 벤치마크값(t
CO2/t HVC)을 사용하고 있다.
<그림 3-22> 북아메리카, 유럽, 아시아/태평양 지역에 소재한 나프타
분해시설들에 대한 벤치마크 곡선
- 103 -
<그림 3-22>에서는 EU를 포함하여 북아메리카, 아시아/태평양 지역에 소재한
주요 나프타 분해시설들에 대한 벤치마크 곡선의 한 예를 보여주고 있다. EU 내
에 소재하는 전체 나프타 분해시설의 71%를 반영한 벤치마크 곡선에서 생산되
는 HVC 단위 톤당으로 표시되는 비에너지소비량(specific energy consumption,
SEC)을 이산화탄소 배출량으로 환산하면 최소/최대 배출계수를 산출할 수 있고,
10% 이내에 해당하는 SEC 평균값을 사용하여 벤치마크를 계산할 수 있다.
우선적으로 EU 소재 나프타 분해시설의 BAT SEC는 12.5 GJ/t HVC이고, 아시
아/태평양 지역의 경우 11.0 GJ/t HVC 정도이다. 이를 MWh/t HVC로 변환하면
각각 3.466과 3.050에 해당한다. 이들 데이터를 바탕으로 아래에 주어진 <수식
1>를 적용해 EU와 아시아/태평양 지역 소재 주요 나프타 분해시설들에 대한 벤
치마크를 계산할 수 있다.
×
<수식 3-1> SEC로부터 벤치마크 계산 방법
상기 식에서 EF는 환산 이산화탄소 배출계수로 0.199 t CO2-e/MWh이다.
상술한 바에 따라 EU와 아시아/태평양 지역에 소재하는주요 나프타 분해시설
들에 대한 벤치마크를 계산한 값들을 <표 4>에 수록하였다. EU의 벤치마크로
계산된 0.691 t CO2-e/t HVC는 DG Climate Action에 의해 제안된 것과 거의 같
음을 알 수 있다.
부문 부문명배출
시설
BM
개발
방법론
BM
개발
숫자
BM값
EU-ETS 기준 관장
기관
보고값
인벤토리
데이터
기준
최소
배출계수
EU
BM값
최대
배출계수
14
석유
화학
제품
나프타
분해시설생산품 1
0.644
-
1.587
1.690
0.6931)
0.6912)
아시아/태평양 지역
0.579 0.607 1.2141) DG Climate Action에 의해 제안된 값2)계산값
<표 3-20> EU와 아시아/태평양 지역 나프타 분해시설들의 벤치마크 가이드라인
- 104 -
아시아/태평양 지역 소재 나프타 분해시설에 대한 벤치마크는 0.607 t CO2-e/t
HVC로 나타났는데, 이는 EU의 벤치마크보다 낮음을 의미한다. 이러한 결과도
출에 이른 원인은 <그림 3-22>에서 알 수 있듯이 아시아/태평양 지역에 소재한
주요 나프타 분해시설들의 SEC 수준이 전반적으로 낮기 때문이다. 즉, 상대적으
로 최신 기술들을 적용하여 분해시설을 건설하였고 최신 공정기술을 적용하였
음을 간접적으로 시사하고 있다.
상술한 예와 유사하게 <그림 3-22>에 주어진 각각의 벤치마크 곡선으로부터
최소/최대 SEC를 구하고 <수식 3-1>에 따라 계산하면 <표 3-20>에 주어진 각 지
역 소재 나프타 분해시설들에 대한 최소/최대 이산화탄소 배출계수들을 구할 수
있다.
국내 나프타 분해시설은 3개 석유화학컴플렉스(여수석유화학단지, 울산석유화
학단지, 대산석유화학단지)에 소재하고 있다. 여수석유화학단지에는 여천 NCC
㈜, LG석유화학, 호남석유화학(주)가 있고, 울산석유화학단지 내에는 SK에너지
㈜, 대한유화가, 대산석유화학단지에는 LG화학㈜, ㈜롯대대산유화, ㈜삼성토탈이
생산활동을 하고 있다.
상기 나프타 분해시설을 갖추고 있는 상기 회사들 중에서 여천 NCC(주) 나프
타 분해시설에서 생산되는 제품공정별 온실가스배출량은 <표 3-21>에 주어져 있
다. 상술한 바와 같이, EU ETS에서는 나프타 분해시설에서 생산되는 5개 제품
(에틸렌, 프로필렌, 부타디엔, 벤젠, 수소)만을 HVC로 취급하여 벤치마크를 산출
하기 때문에, <표 3-21>에 열거된 제품들 중에 MTBE와 스티렌모노머(styrene
monomer, SM) 생산과 관련한 온실가스배출량은 환산 이산화탄소 배출계수 산
정에서 제외하는 대신에 BTX 공정에서 생산되는 벤젠 외에 톨루엔과 자일렌도
포함시켜 이산화탄소 배출계수를 산출하였다. 즉, BTX 공정에서 배출되는 온실
가스배출량은 0.389 CO2-e/t HVC헤 해당되고, NCC 공정의 온실가스배출량은
0.794 CO2-e/t HVC, 부타디엔 생산공정은 0.507 CO2-e/t HVC이다(<표 3-21>). 이
들을 모두 합산하면 1.690 CO2-e/t HVC의 이산화탄소 배출계수가 얻어지고((<표
3-20>), 이는 본 연구에서 벤치마크 곡선으로부터 계산된 벤치마크 이산화탄소
배출계수와 거의 유사하다.
생산제품에 관계없이 NCC 공정만을 대상으로 한다면, 이산화탄소 배출계수는
0.794 CO2-e/t HVC이고, 이는 상술한 벤치마크 곡선 기반 계산값 뿐만 아니라
DG Climate Action에 의해 제안된 배출계수보다 훨씬 낮은데, 이러한 이유는 2
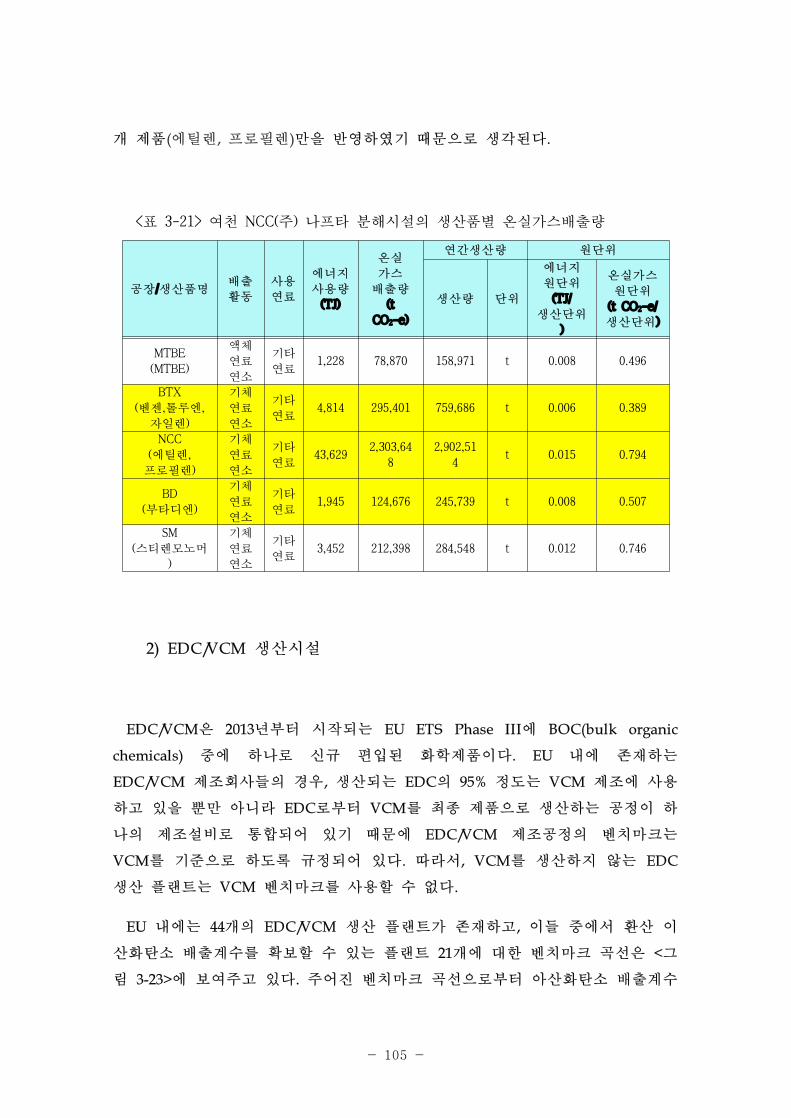
- 105 -
개 제품(에틸렌, 프로필렌)만을 반영하였기 때문으로 생각된다.
공장/생산품명배출
활동
사용
연료
에너지
사용량
(TJ)
온실
가스
배출량
(t CO2-e)
연간생산량 원단위
생산량 단위
에너지
원단위
(TJ/생산단위
)
온실가스
원단위
(t CO2-e/ 생산단위)
MTBE(MTBE)
액체
연료
연소
기타
연료1,228 78,870 158,971 t 0.008 0.496
BTX(벤젠,톨루엔,
자일렌)
기체
연료
연소
기타
연료4,814 295,401 759,686 t 0.006 0.389
NCC(에틸렌, 프로필렌)
기체
연료
연소
기타
연료43,629
2,303,648
2,902,514
t 0.015 0.794
BD(부타디엔)
기체
연료
연소
기타
연료1,945 124,676 245,739 t 0.008 0.507
SM(스티렌모노머
)
기체
연료
연소
기타
연료3,452 212,398 284,548 t 0.012 0.746
<표 3-21> 여천 NCC(주) 나프타 분해시설의 생산품별 온실가스배출량
2) EDC/VCM 생산시설
EDC/VCM은 2013년부터 시작되는 EU ETS Phase III에 BOC(bulk organic
chemicals) 중에 하나로 신규 편입된 화학제품이다. EU 내에 존재하는
EDC/VCM 제조회사들의 경우, 생산되는 EDC의 95% 정도는 VCM 제조에 사용
하고 있을 뿐만 아니라 EDC로부터 VCM를 최종 제품으로 생산하는 공정이 하
나의 제조설비로 통합되어 있기 때문에 EDC/VCM 제조공정의 벤치마크는
VCM를 기준으로 하도록 규정되어 있다. 따라서, VCM를 생산하지 않는 EDC
생산 플랜트는 VCM 벤치마크를 사용할 수 없다.
EU 내에는 44개의 EDC/VCM 생산 플랜트가 존재하고, 이들 중에서 환산 이
산화탄소 배출계수를 확보할 수 있는 플랜트 21개에 대한 벤치마크 곡선은 <그
림 3-23>에 보여주고 있다. 주어진 벤치마크 곡선으로부터 아산화탄소 배출계수
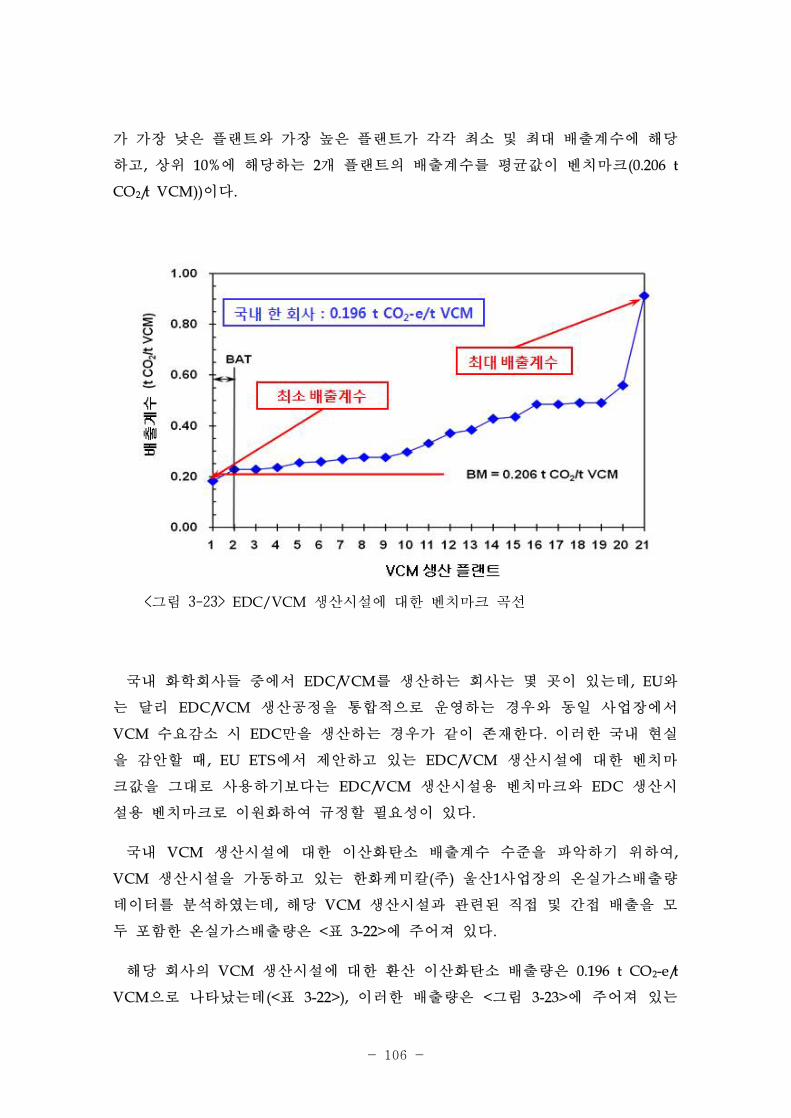
- 106 -
가 가장 낮은 플랜트와 가장 높은 플랜트가 각각 최소 및 최대 배출계수에 해당
하고, 상위 10%에 해당하는 2개 플랜트의 배출계수를 평균값이 벤치마크(0.206 t
CO2/t VCM))이다.
<그림 3-23> EDC/VCM 생산시설에 대한 벤치마크 곡선
국내 화학회사들 중에서 EDC/VCM를 생산하는 회사는 몇 곳이 있는데, EU와
는 달리 EDC/VCM 생산공정을 통합적으로 운영하는 경우와 동일 사업장에서
VCM 수요감소 시 EDC만을 생산하는 경우가 같이 존재한다. 이러한 국내 현실
을 감안할 때, EU ETS에서 제안하고 있는 EDC/VCM 생산시설에 대한 벤치마
크값을 그대로 사용하기보다는 EDC/VCM 생산시설용 벤치마크와 EDC 생산시
설용 벤치마크로 이원화하여 규정할 필요성이 있다.
국내 VCM 생산시설에 대한 이산화탄소 배출계수 수준을 파악하기 위하여,
VCM 생산시설을 가동하고 있는 한화케미칼(주) 울산1사업장의 온실가스배출량
데이터를 분석하였는데, 해당 VCM 생산시설과 관련된 직접 및 간접 배출을 모
두 포함한 온실가스배출량은 <표 3-22>에 주어져 있다.
해당 회사의 VCM 생산시설에 대한 환산 이산화탄소 배출량은 0.196 t CO2-e/t
VCM으로 나타났는데(<표 3-22>), 이러한 배출량은 <그림 3-23>에 주어져 있는
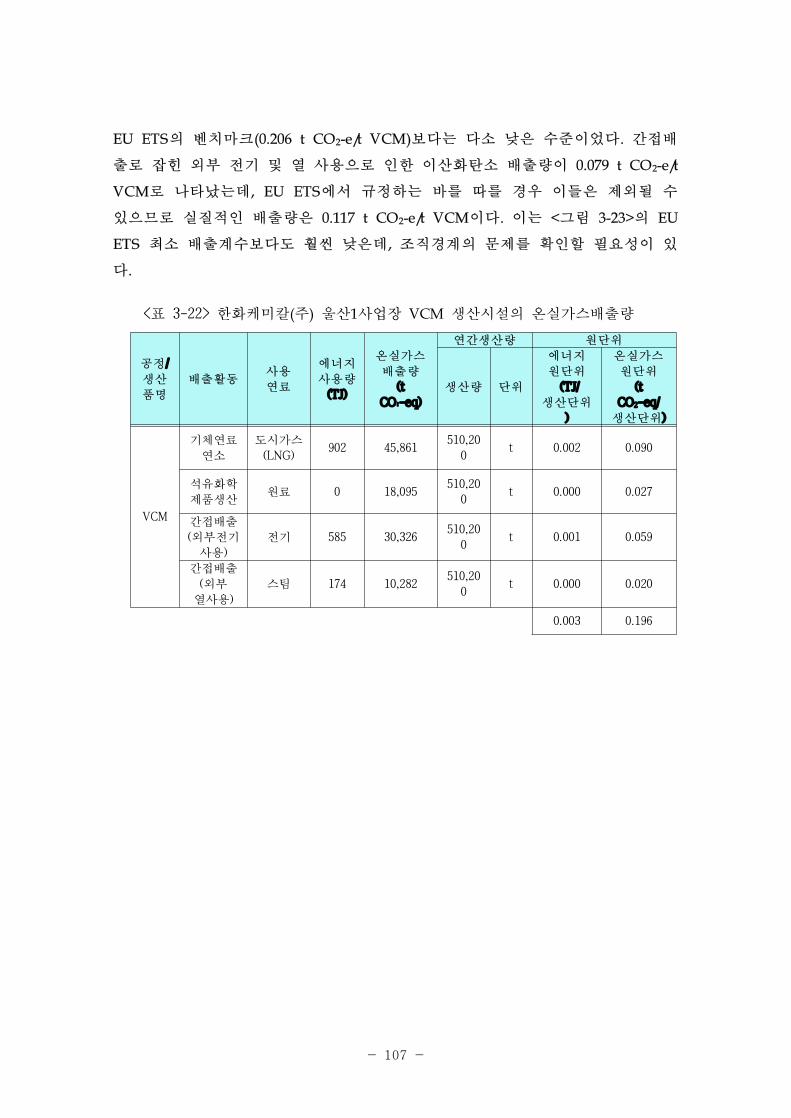
- 107 -
EU ETS의 벤치마크(0.206 t CO2-e/t VCM)보다는 다소 낮은 수준이었다. 간접배
출로 잡힌 외부 전기 및 열 사용으로 인한 이산화탄소 배출량이 0.079 t CO2-e/t
VCM로 나타났는데, EU ETS에서 규정하는 바를 따를 경우 이들은 제외될 수
있으므로 실질적인 배출량은 0.117 t CO2-e/t VCM이다. 이는 <그림 3-23>의 EU
ETS 최소 배출계수보다도 훨씬 낮은데, 조직경계의 문제를 확인할 필요성이 있
다.
공정/ 생산
품명
배출활동사용
연료
에너지
사용량
(TJ)
온실가스
배출량
(t CO2-eq)
연간생산량 원단위
생산량 단위
에너지
원단위
(TJ/생산단위
)
온실가스
원단위
(t CO2-eq/생산단위)
VCM
기체연료
연소
도시가스
(LNG)902 45,861
510,200
t 0.002 0.090
석유화학
제품생산원료 0 18,095
510,200
t 0.000 0.027
간접배출
(외부전기
사용)전기 585 30,326
510,200
t 0.001 0.059
간접배출
(외부
열사용)스팀 174 10,282
510,200
t 0.000 0.020
0.003 0.196
<표 3-22> 한화케미칼(주) 울산1사업장 VCM 생산시설의 온실가스배출량
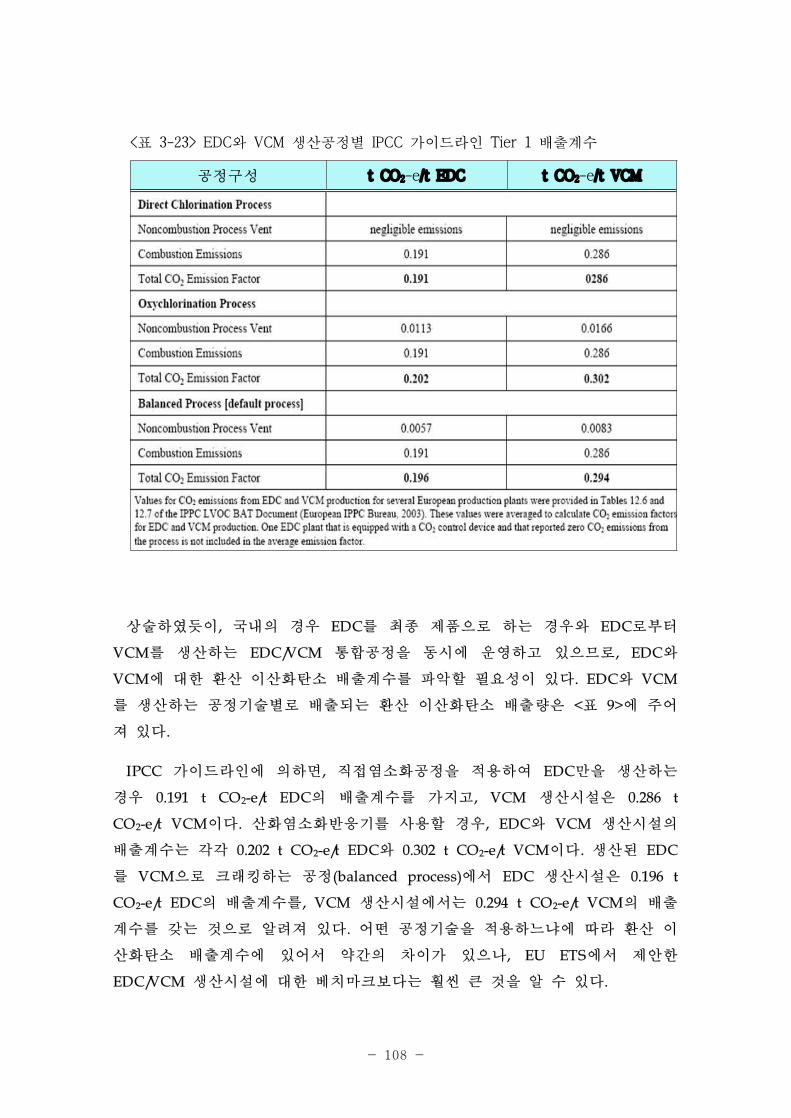
- 108 -
공정구성 t CO2-e/t EDC t CO2-e/t VCM
<표 3-23> EDC와 VCM 생산공정별 IPCC 가이드라인 Tier 1 배출계수
상술하였듯이, 국내의 경우 EDC를 최종 제품으로 하는 경우와 EDC로부터
VCM를 생산하는 EDC/VCM 통합공정을 동시에 운영하고 있으므로, EDC와
VCM에 대한 환산 이산화탄소 배출계수를 파악할 필요성이 있다. EDC와 VCM
를 생산하는 공정기술별로 배출되는 환산 이산화탄소 배출량은 <표 9>에 주어
져 있다.
IPCC 가이드라인에 의하면, 직접염소화공정을 적용하여 EDC만을 생산하는
경우 0.191 t CO2-e/t EDC의 배출계수를 가지고, VCM 생산시설은 0.286 t
CO2-e/t VCM이다. 산화염소화반응기를 사용할 경우, EDC와 VCM 생산시설의
배출계수는 각각 0.202 t CO2-e/t EDC와 0.302 t CO2-e/t VCM이다. 생산된 EDC
를 VCM으로 크래킹하는 공정(balanced process)에서 EDC 생산시설은 0.196 t
CO2-e/t EDC의 배출계수를, VCM 생산시설에서는 0.294 t CO2-e/t VCM의 배출
계수를 갖는 것으로 알려져 있다. 어떤 공정기술을 적용하느냐에 따라 환산 이
산화탄소 배출계수에 있어서 약간의 차이가 있으나, EU ETS에서 제안한
EDC/VCM 생산시설에 대한 베치마크보다는 훨씬 큰 것을 알 수 있다.
- 109 -
<표 10>에는 상술한 최소/최대 배출계수, 벤치마크 곡선으로부터 얻어진 벤치
마크, IPCC 가이드라인 등이 수록되어 있다. EU ETS에서 공인된 EDC/VCM 생
산시설에 대한 벤치마크값은 현재 확인할 수 없는 상태이고, 이미 언급되었듯이
<표 10>에 주어진 0.206 t CO2-e/t VCM은 문헌으로부터 얻은 EU 지역 소재 21
개 EDC/VCM 생산 플랜트에 대한 환산 이산화탄소 배출계수 데이터를 가지고
작성된 벤치마크 곡선에서 상위 10%에 해당되는 2개 플랜트에 대한 평균값이다.
부문 부문명배출
시설
BM
개발
방법론
BM
개발
숫자
BM값
EU-ETS 기준 관장
기관
보고값
인벤토리
데이터
기준
최소
배출계수
EU
BM값
최대
배출계수
14
석유
화학
제품
EDC/
VCM
생산
시설
생산품 1 0.183
-
0.913 0.1960.2061)
0.2862)
1) 문헌으로부터 얻은 EU 21개 플랜트에 대한 벤치마크 곡선으로부터 얻은 벤치마크값2) Tier 1 배출계수, 2006 IPCC 가이드라인
<표 3-24> EDC/VCM 생산시설에 대한 벤치마크 가이드라인
3) 에틸렌옥사이드 생산
에틸렌옥사이드(ethylene oxide, EO) 또한 2013년부터 적용된 EU ETS Phase
III에서 BOC에 신규로 편입되었다. 배출시설인 에틸렌옥사이드 생산 플랜트에
대한 벤치마크를 개발할 때, EU ETS에서는 에틸렌옥사이드 외에 에틸렌글리콜
(ethylene glycol, EG)도 포함하여 단일 벤치마크를 적용하도록 규정하고 있다.
이때 에틸렌글리콜에는 모노에틸렌클리콜(monoethylene glycol, MEG), 다이에틸
렌클리콜(diethylene glycol, DEG), 트리에틸렌클리콜(triethylene glycol, TEG)을
모두 포함한다.
<그림 5>는 전형적인 EO/EG 단일 연속 생산공정 개요를 보여주고 있는데, 크
게 구분하면 EO 생산시설, EO 정제시설 및 EG 생산시설로 구성되어 있다. EO
정제시설을 통해 고순도 EO를 얻을 수도 있고, EO를 원료로 하여 EG을 후속공
정에서 생산할 수도 있다. 이때 /EG 생산량은 모두 EO로 환산(EO-e)하여 이산
화탄소 배출량 계산 시 기준 제품으로 한다.
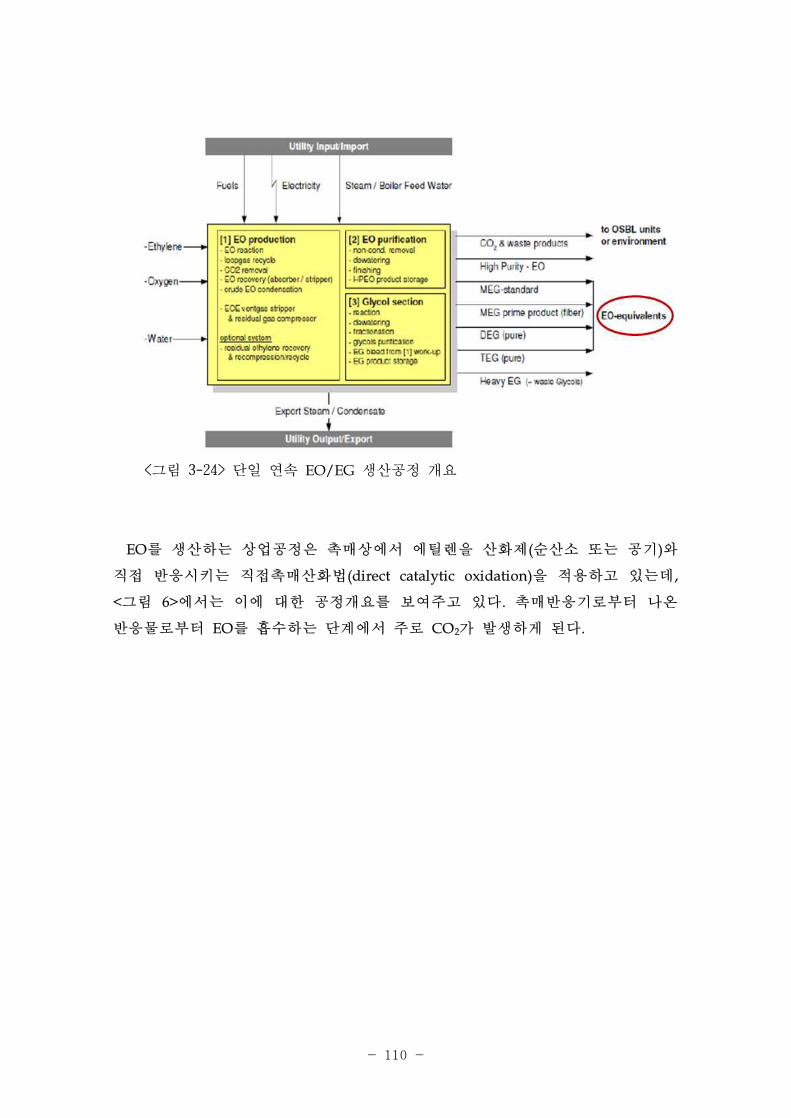
- 110 -
<그림 3-24> 단일 연속 EO/EG 생산공정 개요
EO를 생산하는 상업공정은 촉매상에서 에틸렌을 산화제(순산소 또는 공기)와
직접 반응시키는 직접촉매산화법(direct catalytic oxidation)을 적용하고 있는데,
<그림 6>에서는 이에 대한 공정개요를 보여주고 있다. 촉매반응기로부터 나온
반응물로부터 EO를 흡수하는 단계에서 주로 CO2가 발생하게 된다.
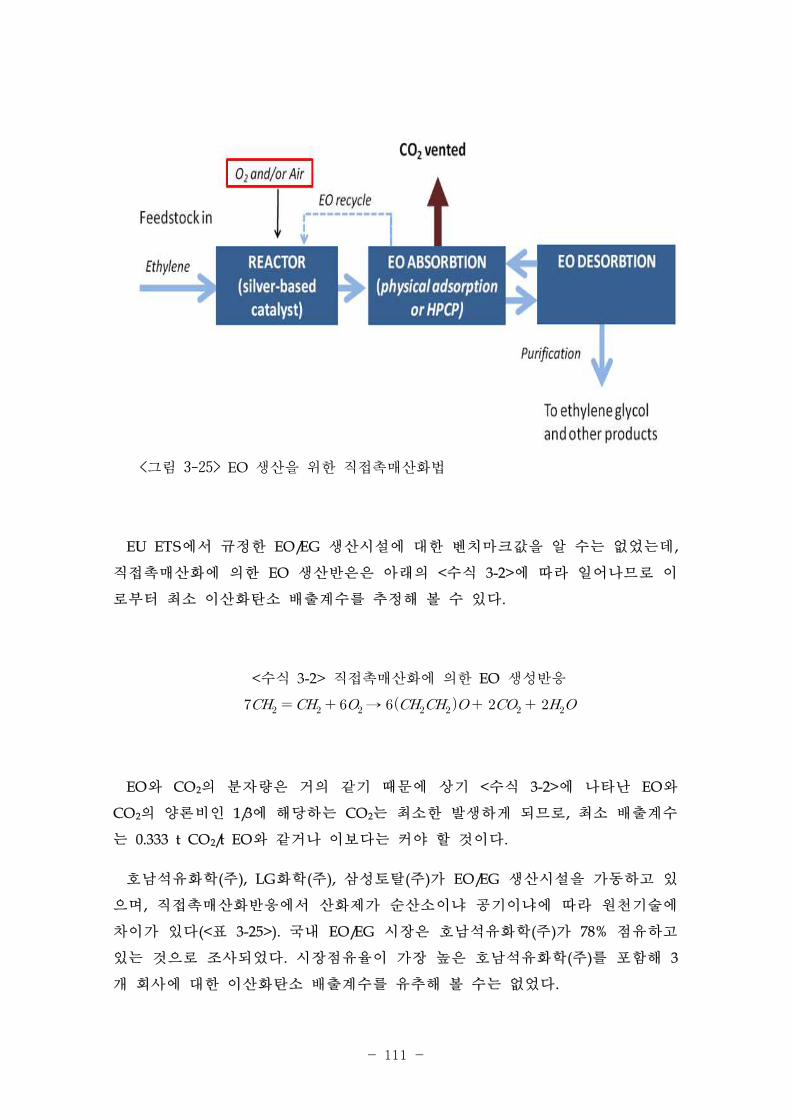
- 111 -
<그림 3-25> EO 생산을 위한 직접촉매산화법
EU ETS에서 규정한 EO/EG 생산시설에 대한 벤치마크값을 알 수는 없었는데,
직접촉매산화에 의한 EO 생산반은은 아래의 <수식 3-2>에 따라 일어나므로 이
로부터 최소 이산화탄소 배출계수를 추정해 볼 수 있다.
→
<수식 3-2> 직접촉매산화에 의한 EO 생성반응
EO와 CO2의 분자량은 거의 같기 때문에 상기 <수식 3-2>에 나타난 EO와
CO2의 양론비인 1/3에 해당하는 CO2는 최소한 발생하게 되므로, 최소 배출계수
는 0.333 t CO2/t EO와 같거나 이보다는 커야 할 것이다.
호남석유화학(주), LG화학(주), 삼성토탈(주)가 EO/EG 생산시설을 가동하고 있
으며, 직접촉매산화반응에서 산화제가 순산소이냐 공기이냐에 따라 원천기술에
차이가 있다(<표 3-25>). 국내 EO/EG 시장은 호남석유화학(주)가 78% 점유하고
있는 것으로 조사되었다. 시장점유율이 가장 높은 호남석유화학(주)를 포함해 3
개 회사에 대한 이산화탄소 배출계수를 유추해 볼 수는 없었다.
- 112 -
회사 소재지시장점유율
(%)1)가동년도 비고
호남석유화학(주)
여수 30.7 1979 미국 Shell 기술
대산 47.3 1991미국 Shell 기술
미국 Scientific Design 기술
LG화학(주) 대산 13.3 1991 미국 Scientific Design 기술
삼성토탈(주) 대산 8.7 1991 미국 Scientific Design 기술
1) 2011년 6월 기준
<표 3-25> 국내 EO/EG 생산 사업장 현황
이상에서 논의된 EO/EG 생산시설에 대한 이산화탄소 배출 관련 벤치마크 가
이드라인은 <표 3-26>에 주어져 있다. 상술하였듯이, EO 생산을 위한 직접촉매
산화반응으로부터 예상할 수 있는 최소 이산화탄소 배출계수 외에는 EU ETS에
서 규정하고 있는 벤치마크값을 포함해 벤치마크 곡선 작성에 요구되는 자료들
을 확보할 수 없었다. 다만, EU ETS 벤치마크 산정을 위한 조사/분석 연구를 수
행한 DG Climate Action에서는 EO/EG 생산시설에 대한 벤치마크로 0.509 t
CO2/t EO-e를 출발점으로 제안하였다.
부문 부문명배출
시설
BM
개발
방법론
BM
개발
숫자
BM값
EU-ETS 기준 관장
기관
보고값
인벤토리
데이터
기준
최소
배출계수
EU
BM값
최대
배출계수
14
석유
화학
제품
에틸렌
옥사이드
생산
생산품 1 > 0.333
-
- -0.5091)
1)DG Climate Action에 의해 제안된 값
<표 3-26> EO/EG 생산시설에 대한 벤치마크 가이드라인
4) 아크릴로니트릴 생산
국내 지침 부문# 14에는 아크릴로니트릴 생산과 관련한 배출시설로부터 발생
하는 온실가스를 목표관리제에 포함시키고 있다. 그러나, 아크릴로니트릴은 EU
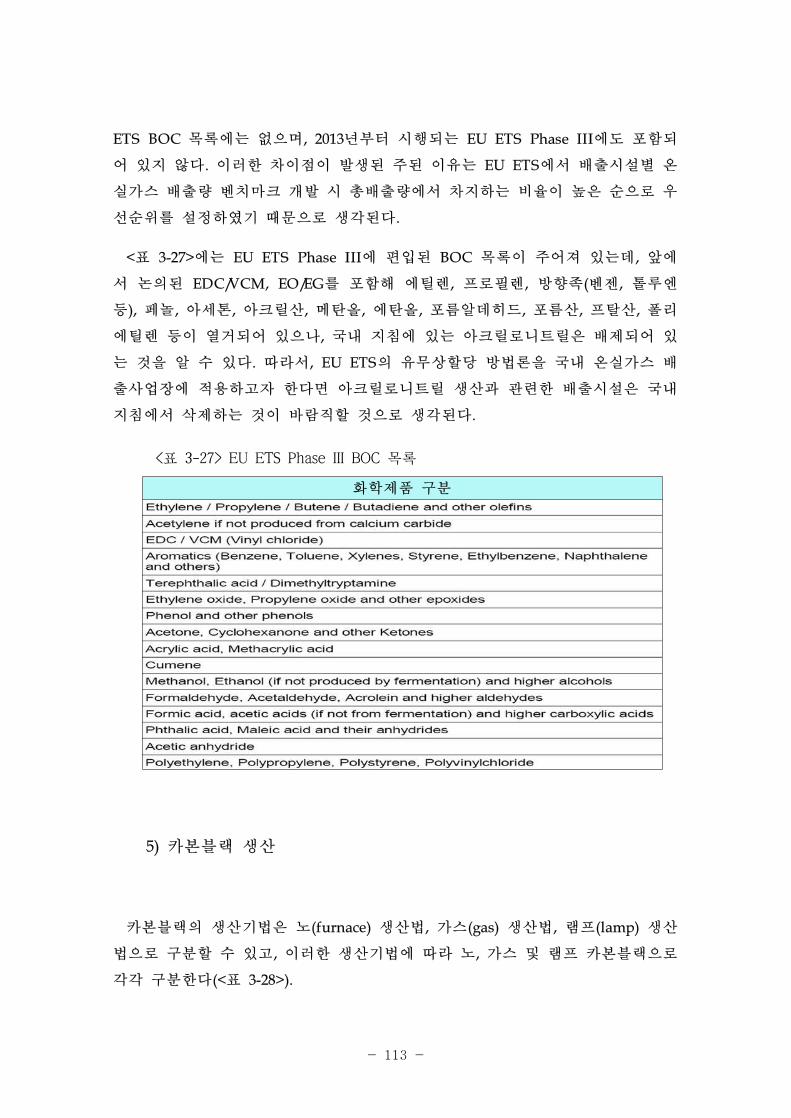
- 113 -
ETS BOC 목록에는 없으며, 2013년부터 시행되는 EU ETS Phase III에도 포함되
어 있지 않다. 이러한 차이점이 발생된 주된 이유는 EU ETS에서 배출시설별 온
실가스 배출량 벤치마크 개발 시 총배출량에서 차지하는 비율이 높은 순으로 우
선순위를 설정하였기 때문으로 생각된다.
<표 3-27>에는 EU ETS Phase III에 편입된 BOC 목록이 주어져 있는데, 앞에
서 논의된 EDC/VCM, EO/EG를 포함해 에틸렌, 프로필렌, 방향족(벤젠, 톨루엔
등), 페놀, 아세톤, 아크릴산, 메탄올, 에탄올, 포름알데히드, 포름산, 프탈산, 폴리
에틸렌 등이 열거되어 있으나, 국내 지침에 있는 아크릴로니트릴은 배제되어 있
는 것을 알 수 있다. 따라서, EU ETS의 유무상할당 방법론을 국내 온실가스 배
출사업장에 적용하고자 한다면 아크릴로니트릴 생산과 관련한 배출시설은 국내
지침에서 삭제하는 것이 바람직할 것으로 생각된다.
화학제품 구분
<표 3-27> EU ETS Phase III BOC 목록
5) 카본블랙 생산
카본블랙의 생산기법은 노(furnace) 생산법, 가스(gas) 생산법, 램프(lamp) 생산
법으로 구분할 수 있고, 이러한 생산기법에 따라 노, 가스 및 램프 카본블랙으로
각각 구분한다(<표 3-28>).
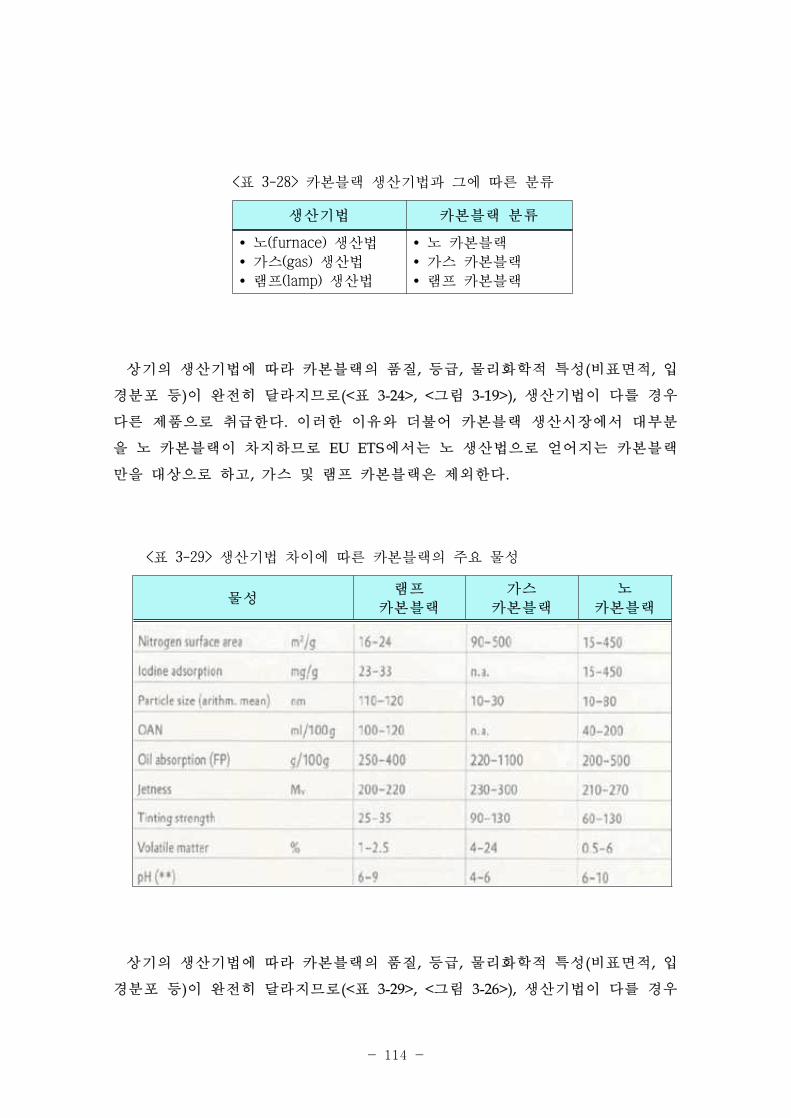
- 114 -
생산기법 카본블랙 분류
Ÿ 노(furnace) 생산법
Ÿ 가스(gas) 생산법
Ÿ 램프(lamp) 생산법
Ÿ 노 카본블랙
Ÿ 가스 카본블랙
Ÿ 램프 카본블랙
<표 3-28> 카본블랙 생산기법과 그에 따른 분류
상기의 생산기법에 따라 카본블랙의 품질, 등급, 물리화학적 특성(비표면적, 입
경분포 등)이 완전히 달라지므로(<표 3-24>, <그림 3-19>), 생산기법이 다를 경우
다른 제품으로 취급한다. 이러한 이유와 더불어 카본블랙 생산시장에서 대부분
을 노 카본블랙이 차지하므로 EU ETS에서는 노 생산법으로 얻어지는 카본블랙
만을 대상으로 하고, 가스 및 램프 카본블랙은 제외한다.
물성램프
카본블랙
가스
카본블랙
노
카본블랙
<표 3-29> 생산기법 차이에 따른 카본블랙의 주요 물성
상기의 생산기법에 따라 카본블랙의 품질, 등급, 물리화학적 특성(비표면적, 입
경분포 등)이 완전히 달라지므로(<표 3-29>, <그림 3-26>), 생산기법이 다를 경우
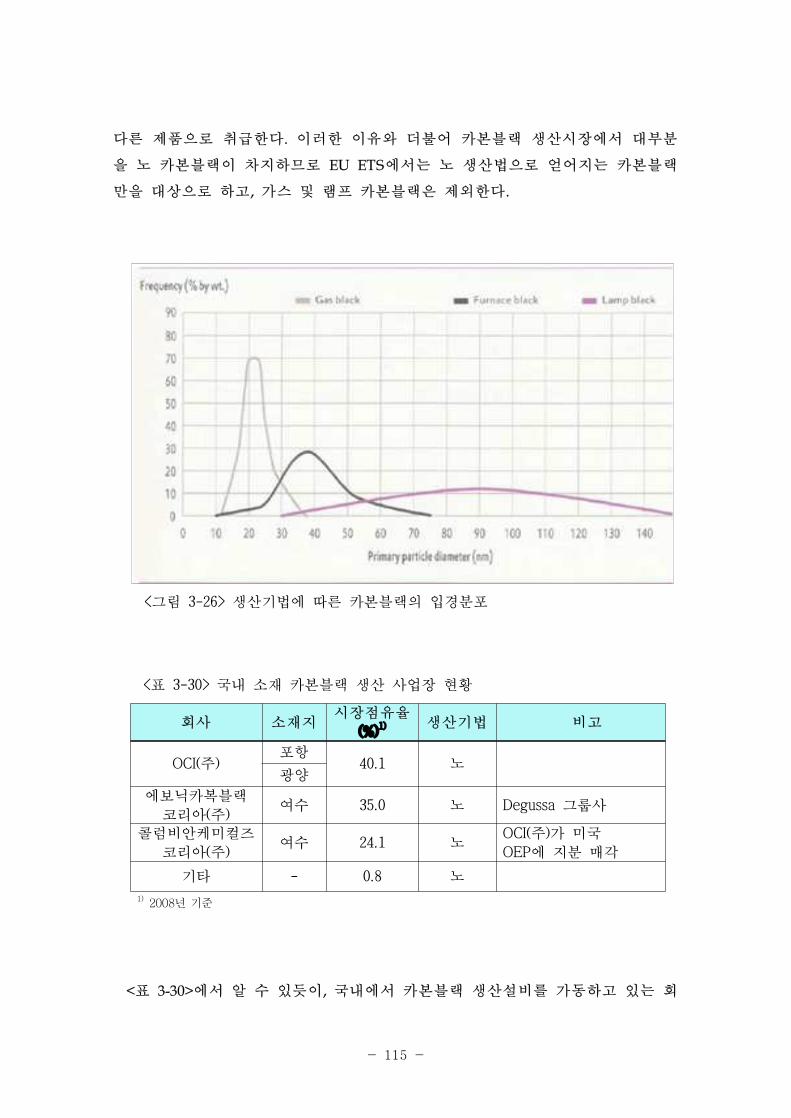
- 115 -
다른 제품으로 취급한다. 이러한 이유와 더불어 카본블랙 생산시장에서 대부분
을 노 카본블랙이 차지하므로 EU ETS에서는 노 생산법으로 얻어지는 카본블랙
만을 대상으로 하고, 가스 및 램프 카본블랙은 제외한다.
<그림 3-26> 생산기법에 따른 카본블랙의 입경분포
회사 소재지시장점유율
(%)1)생산기법 비고
OCI(주)포항
40.1 노광양
에보닉카복블랙
코리아(주)여수 35.0 노 Degussa 그룹사
콜럼비안케미컬즈
코리아(주)여수 24.1 노
OCI(주)가 미국
OEP에 지분 매각
기타 - 0.8 노
1) 2008년 기준
<표 3-30> 국내 소재 카본블랙 생산 사업장 현황
<표 3-30>에서 알 수 있듯이, 국내에서 카본블랙 생산설비를 가동하고 있는 회
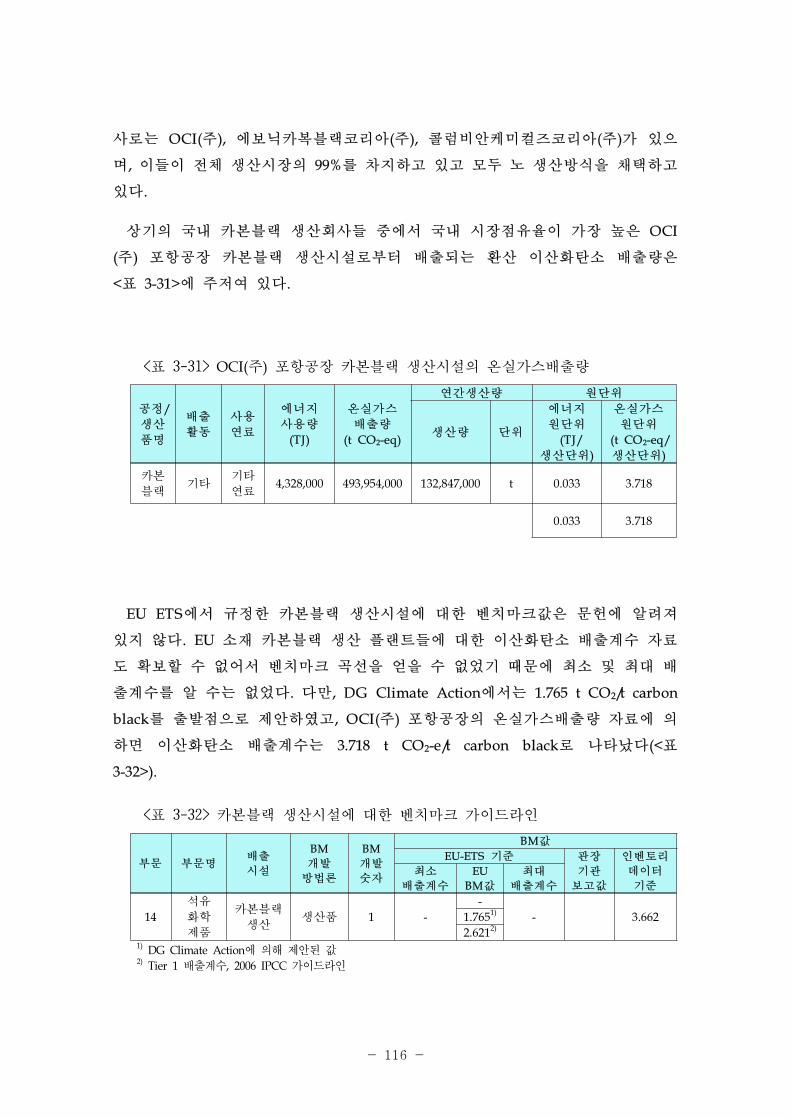
- 116 -
사로는 OCI(주), 에보닉카복블랙코리아(주), 콜럼비안케미컬즈코리아(주)가 있으
며, 이들이 전체 생산시장의 99%를 차지하고 있고 모두 노 생산방식을 채택하고
있다.
상기의 국내 카본블랙 생산회사들 중에서 국내 시장점유율이 가장 높은 OCI
(주) 포항공장 카본블랙 생산시설로부터 배출되는 환산 이산화탄소 배출량은
<표 3-31>에 주저여 있다.
공정/
생산
품명
배출
활동
사용
연료
에너지
사용량
(TJ)
온실가스
배출량
(t CO2-eq)
연간생산량 원단위
생산량 단위
에너지
원단위
(TJ/
생산단위)
온실가스
원단위
(t CO2-eq/
생산단위)
카본
블랙기타
기타
연료4,328,000 493,954,000 132,847,000 t 0.033 3.718
0.033 3.718
<표 3-31> OCI(주) 포항공장 카본블랙 생산시설의 온실가스배출량
EU ETS에서 규정한 카본블랙 생산시설에 대한 벤치마크값은 문헌에 알려져
있지 않다. EU 소재 카본블랙 생산 플랜트들에 대한 이산화탄소 배출계수 자료
도 확보할 수 없어서 벤치마크 곡선을 얻을 수 없었기 때문에 최소 및 최대 배
출계수를 알 수는 없었다. 다만, DG Climate Action에서는 1.765 t CO2/t carbon
black를 출발점으로 제안하였고, OCI(주) 포항공장의 온실가스배출량 자료에 의
하면 이산화탄소 배출계수는 3.718 t CO2-e/t carbon black로 나타났다(<표
3-32>).
부문 부문명배출
시설
BM
개발
방법론
BM
개발
숫자
BM값
EU-ETS 기준 관장
기관
보고값
인벤토리
데이터
기준
최소
배출계수
EU
BM값
최대
배출계수
14
석유
화학
제품
카본블랙
생산생산품 1 -
-
- 3.6621.7651)
2.6212)
1) DG Climate Action에 의해 제안된 값2) Tier 1 배출계수, 2006 IPCC 가이드라인
<표 3-32> 카본블랙 생산시설에 대한 벤치마크 가이드라인
- 117 -
1.9. 부문 #15 불소화합물 생산
우리나라 「온실가스·에너지 목표관리 운영 등에 관한 지침」별표 7의 부문#
15 불소화합물 생산과 관련한 배출시설은 HCFC-22 생산과정에서 발생하는
HFC-23이 규정되어 있으나, EU ETS Annex I에는 포함되지 않은 배출시설이다.
몬트리올의정서에 따르면, 선진국은 2020년 이후 냉매용 HCFC-22를 사용할 수
없다.
<표 3-33>에 적시되어 있듯이, HCFC-22 생산과정에서 발생하는 HFC-23의
발생량은 최종 제품인 HCFC-22 생산량의 2.8~3.0% 정도인 것으로 잘 알려져 있
고, HCFC-22의 3.0%를 IPCC에서는 기본값으로 사용하고 있다. HFC-23의 GWP
는 매우 큰데, IPCC에서는 11,700 t CO2-e/t HFC-23를 공인값으로 인정하고 있
다.
HFC-23 배출시설 특징 구분
Ÿ HFC-23 배출량: HCFC-22의 2.8~3.0%(IPCC 공인: HCFC-22의3.0%) Ÿ HFC-23에 대한 IPCC GWP: 11,700 t CO2-e/t HFC-23 Ÿ 고온(1200oC)에서 산화기술 적용 시 고효율로 HFC-23 제거 가능
Ÿ BAT인 고온산화기술의 효율: > 99.999%(IPCC의 공인효율)
<표 3-33> HCFC-22 생산과정에서 발생하는 HFC-23 배출시설의 주요 특징
HCFC-22 생산과정에서 발생하는 HFC-23를 저감할 수 있는 제어기술로는 현
재 고온산화기술이 가장 널리 적용되고 있는데, 공기와 스팀을 주입하고 LNG를
보조연료원으로 하여 1200oC 이상의 고온에서 HFC-23를 산화시켜 쉽게 제거할
수 있다. 이와 같은 고온산화기술을 사용하였을 때, HFC-23의 제거효율은
99.999% 이상이고 이는 IPCC에서 공인한 제거효율이기도 하다.
<그림 3-27>에서는 HCFC-22 생산공정의 개요를 보여주고 있는데, 원료인
무수불산(HF)과 클로로폼(CHCl3)이 반응기 내에서 반응한 후 분리/정제 공정을
거처 HCFC-22(CHClF2)을 얻는 과정에서 부산물로 염산(HCl)과 HFC-23(CHF3)이
발생되고 있다. 부산물인 HFC-23는 주반응을 통해 생성되는 것이 아니라 별도의
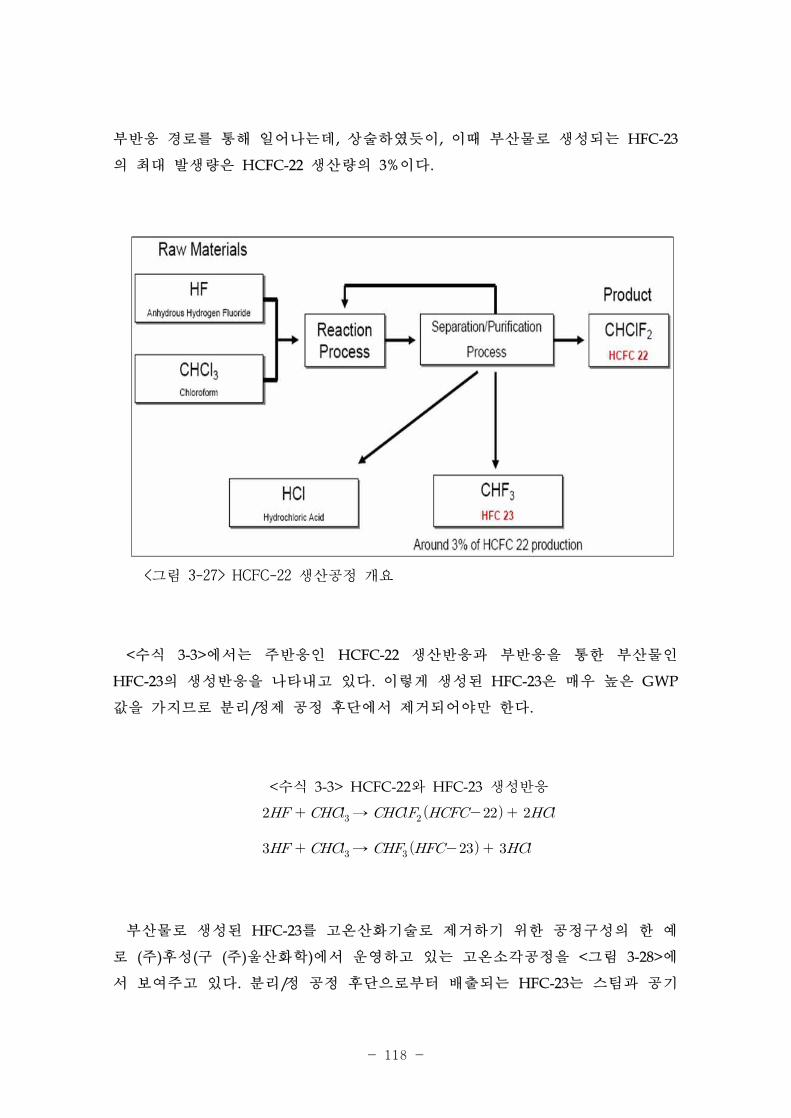
- 118 -
부반응 경로를 통해 일어나는데, 상술하였듯이, 이때 부산물로 생성되는 HFC-23
의 최대 발생량은 HCFC-22 생산량의 3%이다.
<그림 3-27> HCFC-22 생산공정 개요
<수식 3-3>에서는 주반응인 HCFC-22 생산반응과 부반응을 통한 부산물인
HFC-23의 생성반응을 나타내고 있다. 이렇게 생성된 HFC-23은 매우 높은 GWP
값을 가지므로 분리/정제 공정 후단에서 제거되어야만 한다.
→
→
<수식 3-3> HCFC-22와 HFC-23 생성반응
부산물로 생성된 HFC-23를 고온산화기술로 제거하기 위한 공정구성의 한 예
로 (주)후성(구 (주)울산화학)에서 운영하고 있는 고온소각공정을 <그림 3-28>에
서 보여주고 있다. 분리/정 공정 후단으로부터 배출되는 HFC-23는 스팀과 공기
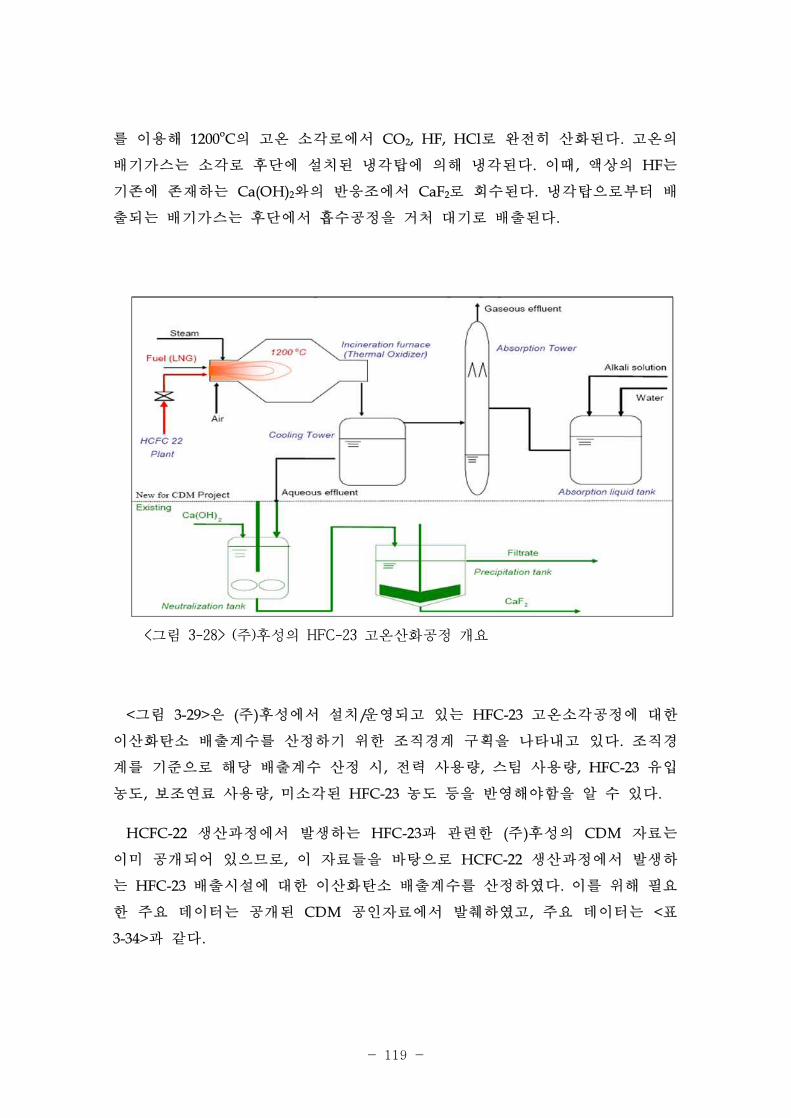
- 119 -
를 이용해 1200oC의 고온 소각로에서 CO2, HF, HCl로 완전히 산화된다. 고온의
배기가스는 소각로 후단에 설치된 냉각탑에 의해 냉각된다. 이때, 액상의 HF는
기존에 존재하는 Ca(OH)2와의 반응조에서 CaF2로 회수된다. 냉각탑으로부터 배
출되는 배기가스는 후단에서 흡수공정을 거처 대기로 배출된다.
<그림 3-28> (주)후성의 HFC-23 고온산화공정 개요
<그림 3-29>은 (주)후성에서 설치/운영되고 있는 HFC-23 고온소각공정에 대한
이산화탄소 배출계수를 산정하기 위한 조직경계 구획을 나타내고 있다. 조직경
계를 기준으로 해당 배출계수 산정 시, 전력 사용량, 스팀 사용량, HFC-23 유입
농도, 보조연료 사용량, 미소각된 HFC-23 농도 등을 반영해야함을 알 수 있다.
HCFC-22 생산과정에서 발생하는 HFC-23과 관련한 (주)후성의 CDM 자료는
이미 공개되어 있으므로, 이 자료들을 바탕으로 HCFC-22 생산과정에서 발생하
는 HFC-23 배출시설에 대한 이산화탄소 배출계수를 산정하였다. 이를 위해 필요
한 주요 데이터는 공개된 CDM 공인자료에서 발췌하였고, 주요 데이터는 <표
3-34>과 같다.
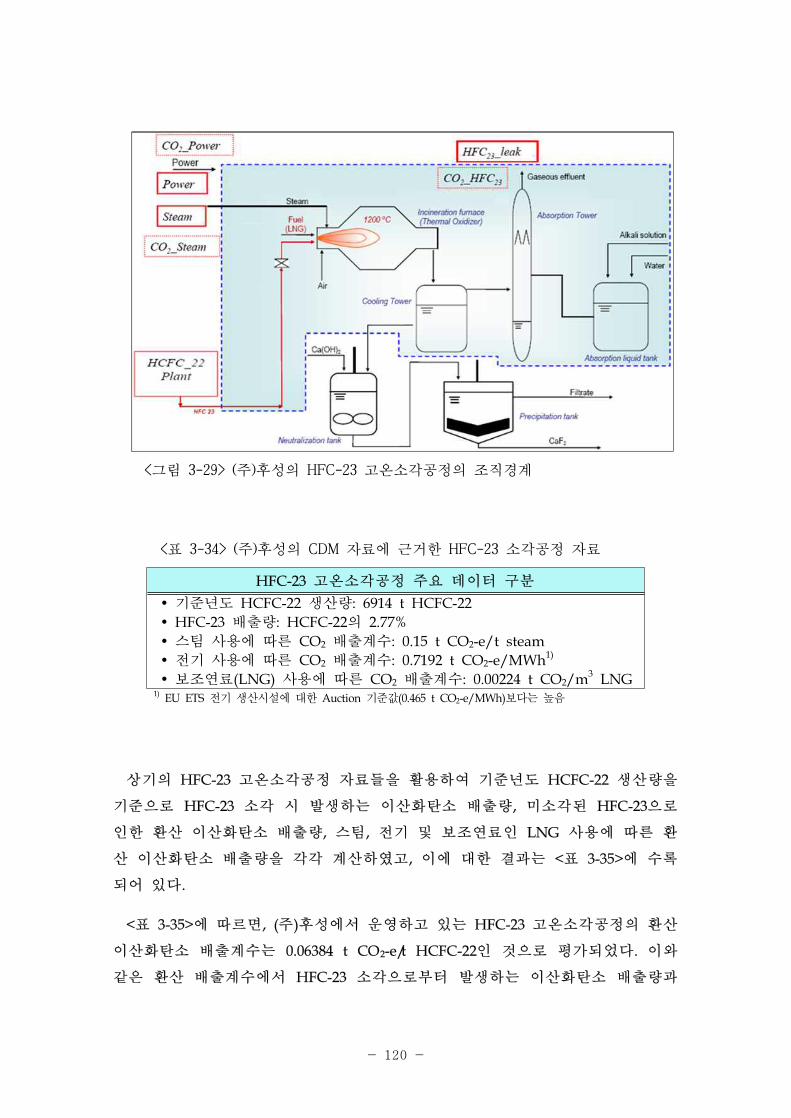
- 120 -
<그림 3-29> (주)후성의 HFC-23 고온소각공정의 조직경계
HFC-23 고온소각공정 주요 데이터 구분
Ÿ 기준년도 HCFC-22 생산량: 6914 t HCFC-22
Ÿ HFC-23 배출량: HCFC-22의 2.77%
Ÿ 스팀 사용에 따른 CO2 배출계수: 0.15 t CO2-e/t steam
Ÿ 전기 사용에 따른 CO2 배출계수: 0.7192 t CO2-e/MWh1)
Ÿ 보조연료(LNG) 사용에 따른 CO2 배출계수: 0.00224 t CO2/m3 LNG1) EU ETS 전기 생산시설에 대한 Auction 기준값(0.465 t CO2-e/MWh)보다는 높음
<표 3-34> (주)후성의 CDM 자료에 근거한 HFC-23 소각공정 자료
상기의 HFC-23 고온소각공정 자료들을 활용하여 기준년도 HCFC-22 생산량을
기준으로 HFC-23 소각 시 발생하는 이산화탄소 배출량, 미소각된 HFC-23으로
인한 환산 이산화탄소 배출량, 스팀, 전기 및 보조연료인 LNG 사용에 따른 환
산 이산화탄소 배출량을 각각 계산하였고, 이에 대한 결과는 <표 3-35>에 수록
되어 있다.
<표 3-35>에 따르면, (주)후성에서 운영하고 있는 HFC-23 고온소각공정의 환산
이산화탄소 배출계수는 0.06384 t CO2-e/t HCFC-22인 것으로 평가되었다. 이와
같은 환산 배출계수에서 HFC-23 소각으로부터 발생하는 이산화탄소 배출량과
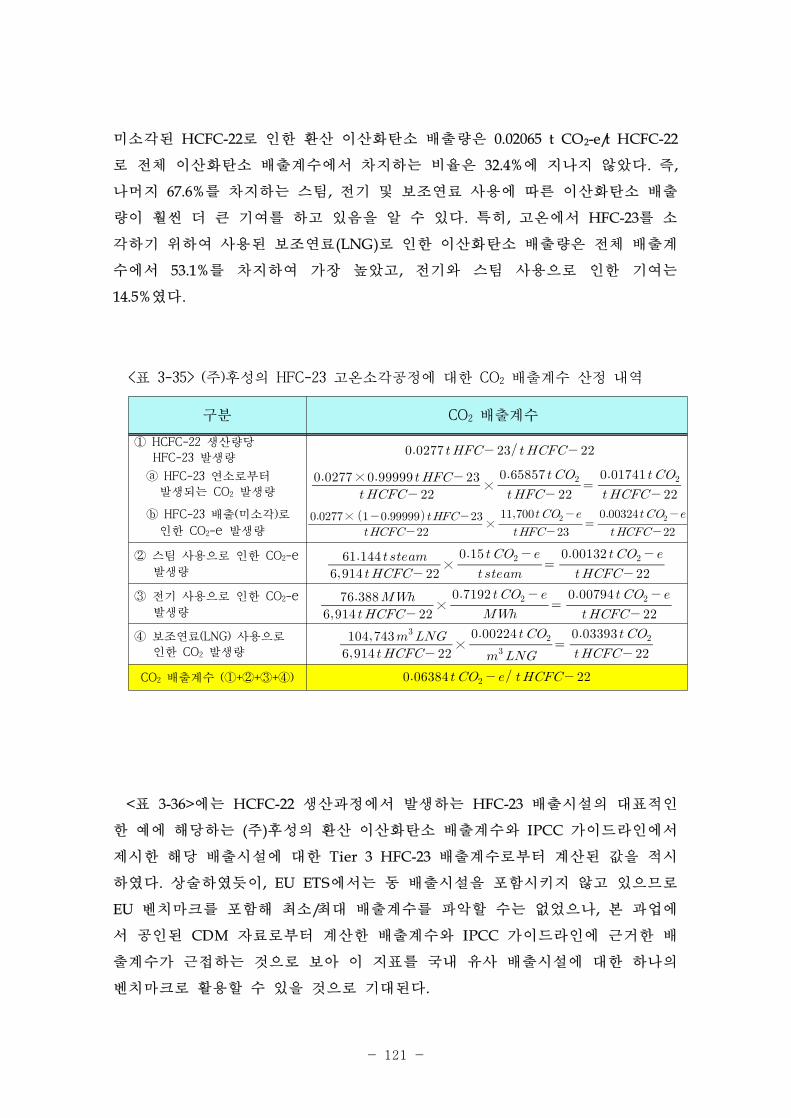
- 121 -
미소각된 HCFC-22로 인한 환산 이산화탄소 배출량은 0.02065 t CO2-e/t HCFC-22
로 전체 이산화탄소 배출계수에서 차지하는 비율은 32.4%에 지나지 않았다. 즉,
나머지 67.6%를 차지하는 스팀, 전기 및 보조연료 사용에 따른 이산화탄소 배출
량이 훨씬 더 큰 기여를 하고 있음을 알 수 있다. 특히, 고온에서 HFC-23를 소
각하기 위하여 사용된 보조연료(LNG)로 인한 이산화탄소 배출량은 전체 배출계
수에서 53.1%를 차지하여 가장 높았고, 전기와 스팀 사용으로 인한 기여는
14.5%였다.
구분 CO2 배출계수 ① HCFC-22 생산량당
HFC-23 발생량
ⓐ HFC-23 연소로부터
발생되는 CO2 발생량 ×
×
ⓑ HFC-23 배출(미소각)로
인한 CO2-e 발생량×
×
② 스팀 사용으로 인한 CO2-e발생량
×
③ 전기 사용으로 인한 CO2-e발생량
×
④ 보조연료(LNG) 사용으로
인한 CO2 발생량
×
CO2 배출계수 (①+②+③+④)
<표 3-35> (주)후성의 HFC-23 고온소각공정에 대한 CO2 배출계수 산정 내역
<표 3-36>에는 HCFC-22 생산과정에서 발생하는 HFC-23 배출시설의 대표적인
한 예에 해당하는 (주)후성의 환산 이산화탄소 배출계수와 IPCC 가이드라인에서
제시한 해당 배출시설에 대한 Tier 3 HFC-23 배출계수로부터 계산된 값을 적시
하였다. 상술하였듯이, EU ETS에서는 동 배출시설을 포함시키지 않고 있으므로
EU 벤치마크를 포함해 최소/최대 배출계수를 파악할 수는 없었으나, 본 과업에
서 공인된 CDM 자료로부터 계산한 배출계수와 IPCC 가이드라인에 근거한 배
출계수가 근접하는 것으로 보아 이 지표를 국내 유사 배출시설에 대한 하나의
벤치마크로 활용할 수 있을 것으로 기대된다.
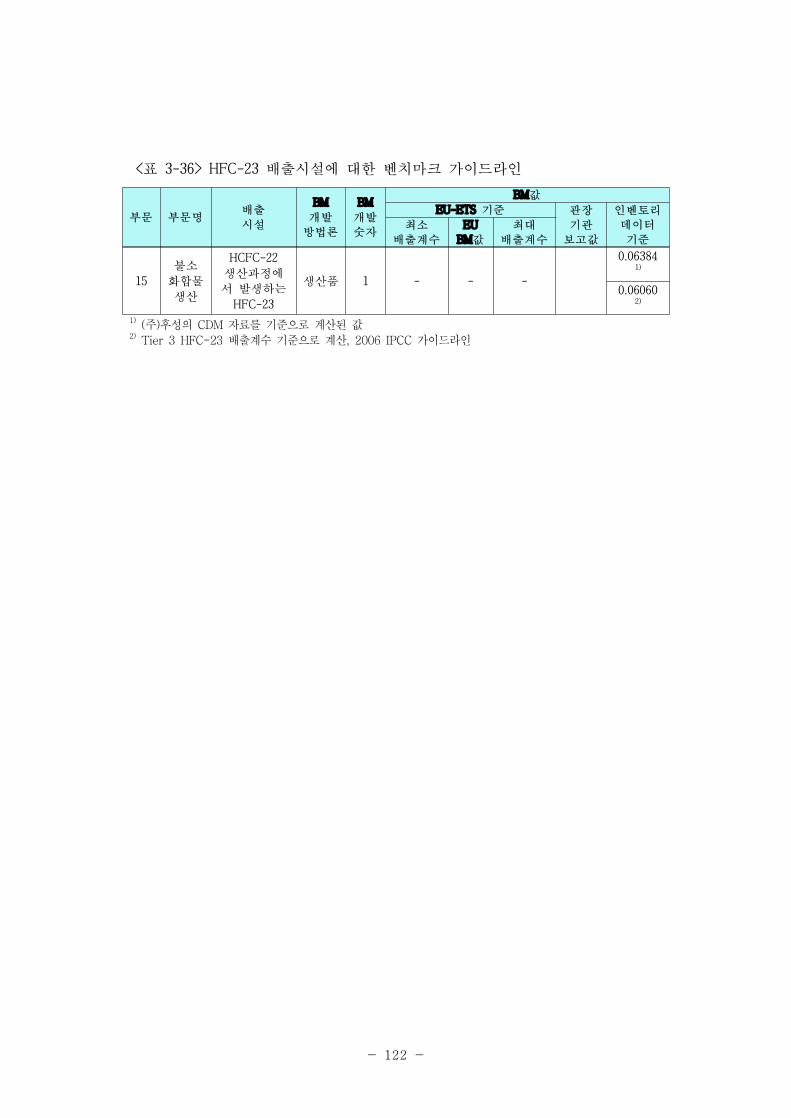
- 122 -
부문 부문명배출
시설
BM개발
방법론
BM개발
숫자
BM값
EU-ETS 기준 관장
기관
보고값
인벤토리
데이터
기준
최소
배출계수
EU BM값
최대
배출계수
15불소
화합물
생산
HCFC-22 생산과정에
서 발생하는
HFC-23
생산품 1 - - -
0.063841)
0.060602)
1) (주)후성의 CDM 자료를 기준으로 계산된 값2) Tier 3 HFC-23 배출계수 기준으로 계산, 2006 IPCC 가이드라인
<표 3-36> HFC-23 배출시설에 대한 벤치마크 가이드라인
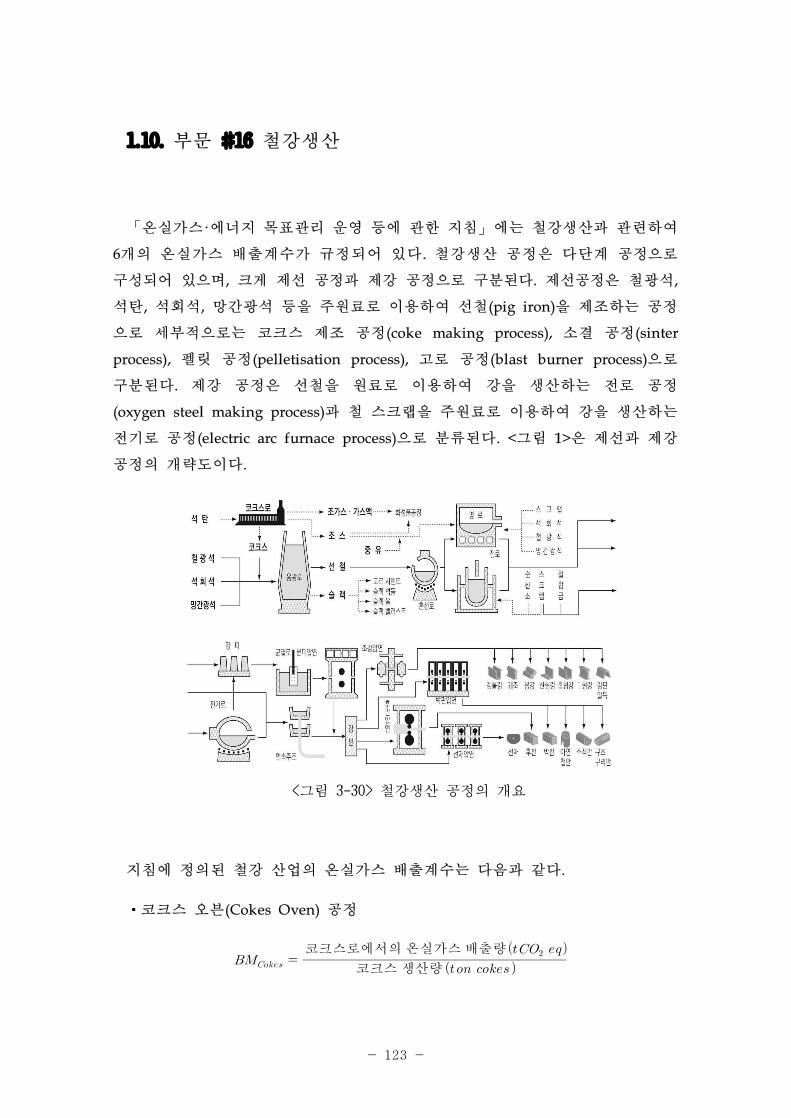
- 123 -
1.10. 부문 #16 철강생산
「온실가스·에너지 목표관리 운영 등에 관한 지침」에는 철강생산과 관련하여
6개의 온실가스 배출계수가 규정되어 있다 . 철강생산 공정은 다단계 공정으로
구성되어 있으며, 크게 제선 공정과 제강 공정으로 구분된다. 제선공정은 철광석,
석탄, 석회석, 망간광석 등을 주원료로 이용하여 선철(pig iron)을 제조하는 공정
으로 세부적으로는 코크스 제조 공정(coke making process), 소결 공정(sinter
process), 펠릿 공정(pelletisation process), 고로 공정(blast burner process)으로
구분된다. 제강 공정은 선철을 원료로 이용하여 강을 생산하는 전로 공정
(oxygen steel making process)과 철 스크랩을 주원료로 이용하여 강을 생산하는
전기로 공정(electric arc furnace process)으로 분류된다. <그림 1>은 제선과 제강
공정의 개략도이다.
<그림 3-30> 철강생산 공정의 개요
지침에 정의된 철강 산업의 온실가스 배출계수는 다음과 같다.
▪코크스 오븐(Cokes Oven) 공정
코크스 생산량
코크스로에서의 온실가스 배출량
- 124 -
▪소결로(Sinter Plant) 공정
소결광 생산량
소결로에서의 온실가스 배출량
▪펠릿 제조(Pellet Plant) 공정
펠릿 생산량
펠릿 제조과정에서의 온실가스 배출량
▪고로(Blast Furnace) 공정
용선 생산량
고로에서의 온실가스 배출량
▪전로(Oxygen Steel Making) 공정
용강 생산량
전로에서의 온실가스 배출량
▪전기 아크로(Electric Arc Furnace) 공정
액상철 생산량
전기로에서의 온실가스 배출량
2010년에 개최된 ETS 벤치마크 계수 관련 meeting 자료(a)에 의하면 39개 벤치
마크 계수는 벤치마크 커브를 기준으로 개발되고 있으며, 7개 벤치마크 계수는
BAT를 기준으로, 3개의 계수는 CWT 방법론을 기준으로 개발되고 있다. 하지만
철강 산업 부분에 정의된 3개의 벤치마크 계수는 기업들로부터 벤치마크 커브를
확보하지 못 하고 있다. 따라서 EU 위원회는 철강 업계에 대하여 벤치마크 커브를
요청하는 한편, Ecofys/Fraunhofer 자료(b)에 의한 벤치마크 계수를 논의하고 있다.
(a) BM team, "Product benchmarks - State of play," Ad-hoc ECCP Stakeholder meeting on benchmarking,
Brussels, 1 July 2010.
(b) Ecofys, Fraunhofer, and Ӧko-Institut, "Methodology for the free allocation of emission allowances in
the EU ETS post 2012 - Sector report for the iron and steel industry," November 2009.
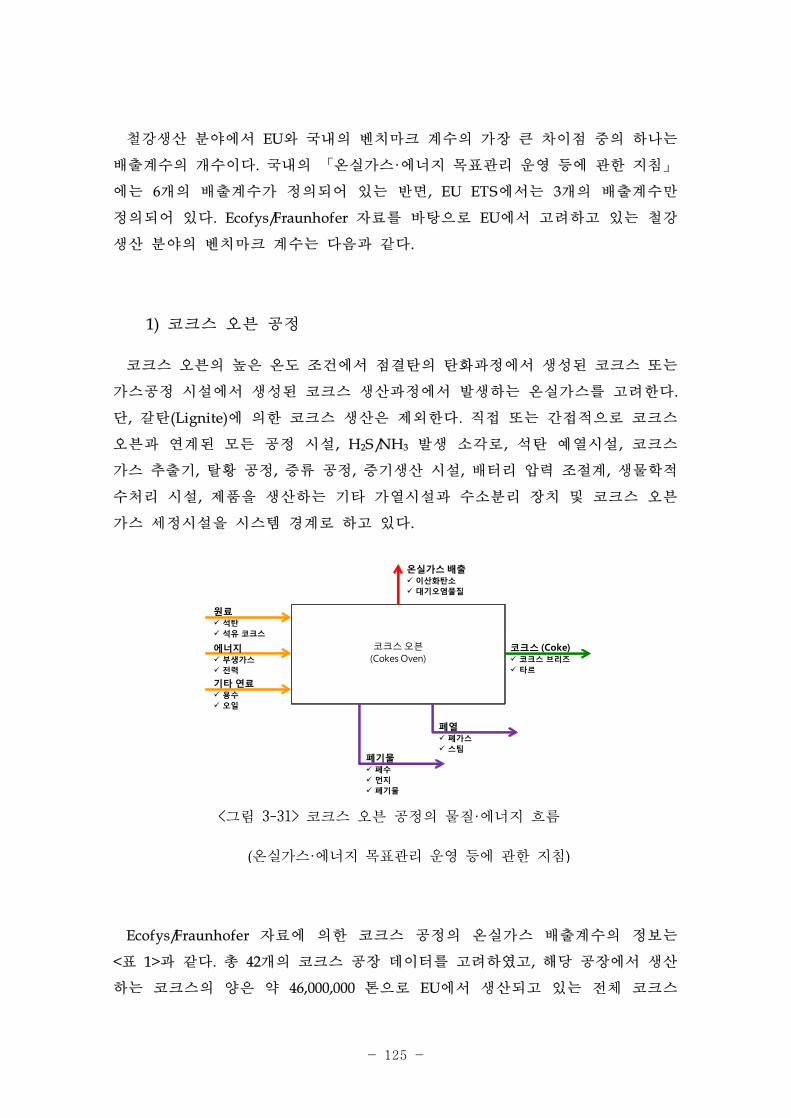
- 125 -
철강생산 분야에서 EU와 국내의 벤치마크 계수의 가장 큰 차이점 중의 하나는
배출계수의 개수이다. 국내의 「온실가스·에너지 목표관리 운영 등에 관한 지침」
에는 6개의 배출계수가 정의되어 있는 반면, EU ETS에서는 3개의 배출계수만
정의되어 있다. Ecofys/Fraunhofer 자료를 바탕으로 EU에서 고려하고 있는 철강
생산 분야의 벤치마크 계수는 다음과 같다.
1) 코크스 오븐 공정
코크스 오븐의 높은 온도 조건에서 점결탄의 탄화과정에서 생성된 코크스 또는
가스공정 시설에서 생성된 코크스 생산과정에서 발생하는 온실가스를 고려한다.
단, 갈탄(Lignite)에 의한 코크스 생산은 제외한다. 직접 또는 간접적으로 코크스
오븐과 연계된 모든 공정 시설, H2S/NH3 발생 소각로, 석탄 예열시설, 코크스
가스 추출기, 탈황 공정, 증류 공정, 증기생산 시설, 배터리 압력 조절계, 생물학적
수처리 시설, 제품을 생산하는 기타 가열시설과 수소분리 장치 및 코크스 오븐
가스 세정시설을 시스템 경계로 하고 있다.
코크스 오븐(Cokes Oven)
원료ü 석탄ü 석유 코크스
에너지ü 부생가스ü 전력
기타연료ü 용수ü 오일
코크스 (Coke)ü 코크스 브리즈ü 타르
폐열ü 폐가스ü 스팀
폐기물ü 폐수ü 먼지ü 폐기물
온실가스배출ü 이산화탄소ü 대기오염물질
<그림 3-31> 코크스 오븐 공정의 물질·에너지 흐름
(온실가스·에너지 목표관리 운영 등에 관한 지침)
Ecofys/Fraunhofer 자료에 의한 코크스 공정의 온실가스 배출계수의 정보는
<표 1>과 같다. 총 42개의 코크스 공장 데이터를 고려하였고, 해당 공장에서 생산
하는 코크스의 양은 약 46,000,000 톤으로 EU에서 생산되고 있는 전체 코크스
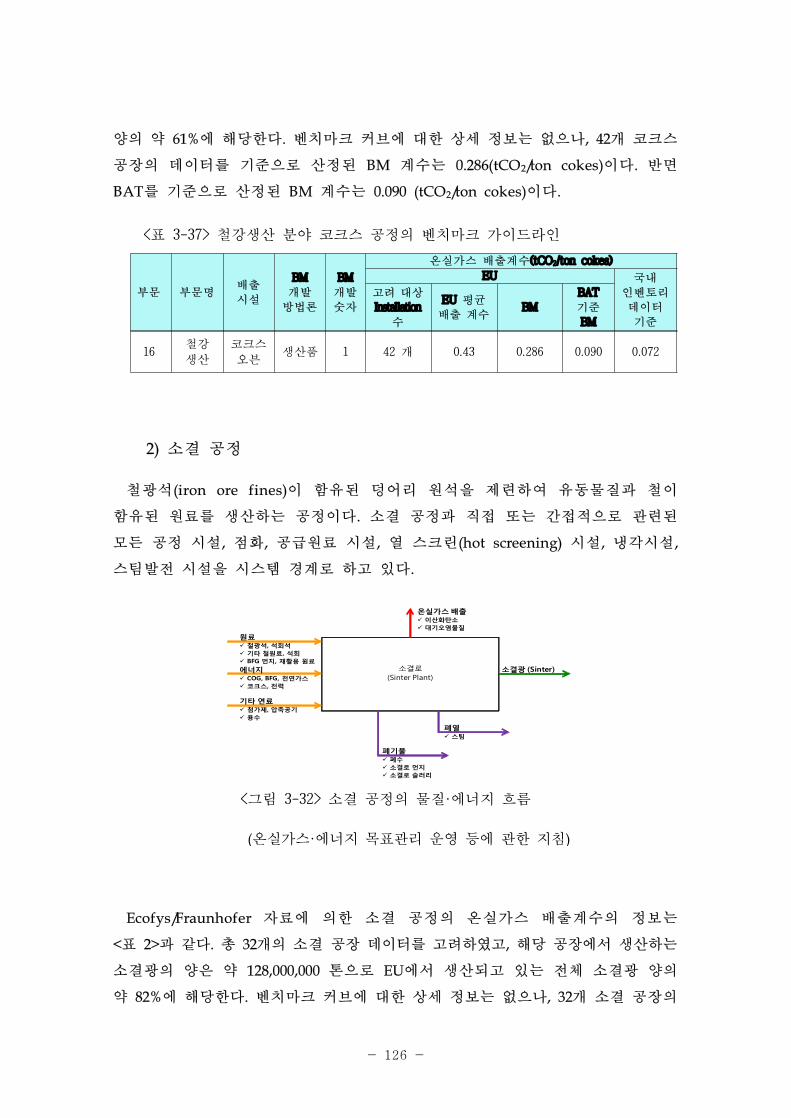
- 126 -
양의 약 61%에 해당한다. 벤치마크 커브에 대한 상세 정보는 없으나, 42개 코크스
공장의 데이터를 기준으로 산정된 BM 계수는 0.286(tCO2/ton cokes)이다. 반면
BAT를 기준으로 산정된 BM 계수는 0.090 (tCO2/ton cokes)이다.
부문 부문명배출
시설
BM 개발
방법론
BM개발
숫자
온실가스 배출계수(tCO2/ton cokes)
EU 국내
인벤토리
데이터
기준
고려 대상
Installation 수
EU 평균
배출 계수BM
BAT 기준
BM
16철강
생산
코크스
오븐생산품 1 42 개 0.43 0.286 0.090 0.072
<표 3-37> 철강생산 분야 코크스 공정의 벤치마크 가이드라인
2) 소결 공정
철광석(iron ore fines)이 함유된 덩어리 원석을 제련하여 유동물질과 철이
함유된 원료를 생산하는 공정이다. 소결 공정과 직접 또는 간접적으로 관련된
모든 공정 시설, 점화, 공급원료 시설, 열 스크린(hot screening) 시설, 냉각시설,
스팀발전 시설을 시스템 경계로 하고 있다.
소결로(Sinter Plant)
원료ü 철광석, 석회석ü 기타 철원료, 석회ü BFG 먼지, 재활용 원료
에너지ü COG, BFG, 천연가스ü 코크스, 전력
기타연료ü 첨가제, 압축공기ü 용수
소결광 (Sinter)
폐열ü 스팀
폐기물ü 폐수ü 소결로 먼지ü 소결로 슬러리
온실가스배출ü 이산화탄소ü 대기오염물질
<그림 3-32> 소결 공정의 물질·에너지 흐름
(온실가스·에너지 목표관리 운영 등에 관한 지침)
Ecofys/Fraunhofer 자료에 의한 소결 공정의 온실가스 배출계수의 정보는
<표 2>과 같다. 총 32개의 소결 공장 데이터를 고려하였고, 해당 공장에서 생산하는
소결광의 양은 약 128,000,000 톤으로 EU에서 생산되고 있는 전체 소결광 양의
약 82%에 해당한다. 벤치마크 커브에 대한 상세 정보는 없으나, 32개 소결 공장의
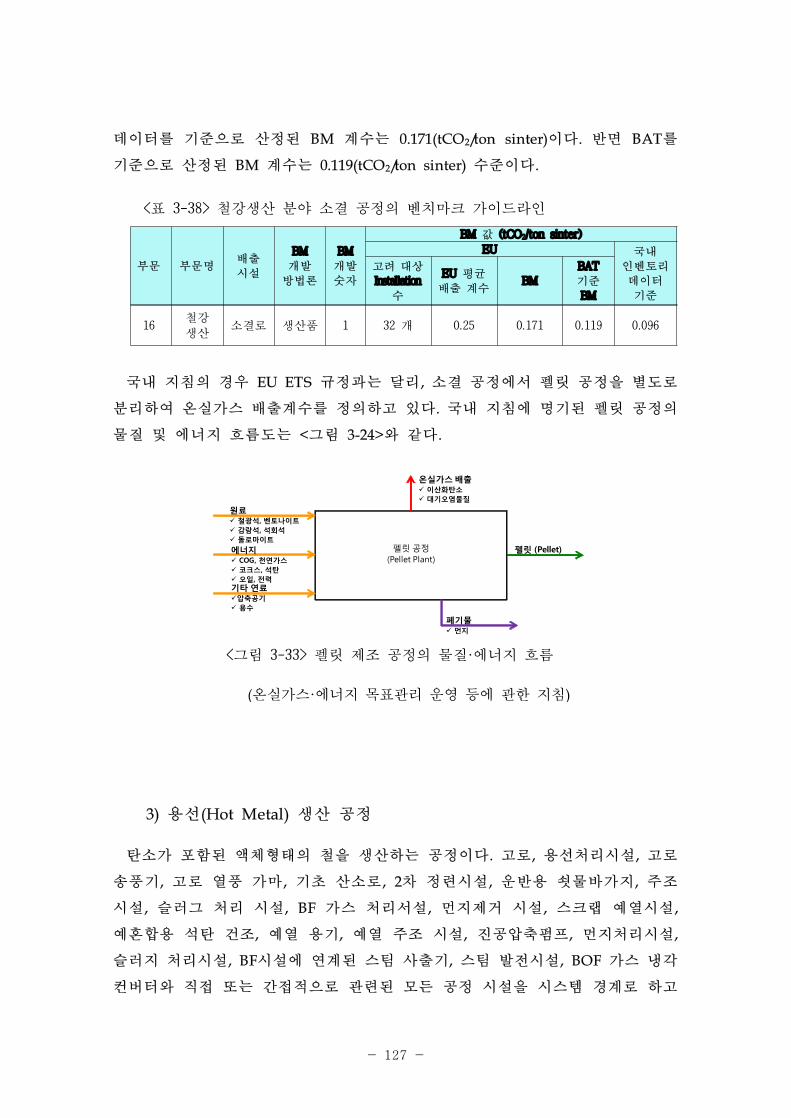
- 127 -
데이터를 기준으로 산정된 BM 계수는 0.171(tCO2/ton sinter)이다. 반면 BAT를
기준으로 산정된 BM 계수는 0.119(tCO2/ton sinter) 수준이다.
부문 부문명배출
시설
BM 개발
방법론
BM개발
숫자
BM 값 (tCO2/ton sinter)
EU 국내
인벤토리
데이터
기준
고려 대상
Installation 수
EU 평균
배출 계수BM
BAT 기준
BM
16철강
생산소결로 생산품 1 32 개 0.25 0.171 0.119 0.096
<표 3-38> 철강생산 분야 소결 공정의 벤치마크 가이드라인
국내 지침의 경우 EU ETS 규정과는 달리, 소결 공정에서 펠릿 공정을 별도로
분리하여 온실가스 배출계수를 정의하고 있다. 국내 지침에 명기된 펠릿 공정의
물질 및 에너지 흐름도는 <그림 3-24>와 같다.
펠릿 공정(Pellet Plant)
원료ü 철광석, 벤토나이트ü 감람석, 석회석ü 돌로마이트
에너지ü COG, 천연가스ü 코크스, 석탄ü 오일, 전력기타연료ü압축공기ü 용수
펠릿 (Pellet)
폐기물ü 먼지
온실가스배출ü 이산화탄소ü 대기오염물질
<그림 3-33> 펠릿 제조 공정의 물질·에너지 흐름
(온실가스·에너지 목표관리 운영 등에 관한 지침)
3) 용선(Hot Metal) 생산 공정
탄소가 포함된 액체형태의 철을 생산하는 공정이다. 고로, 용선처리시설, 고로
송풍기, 고로 열풍 가마 , 기초 산소로 , 2차 정련시설, 운반용 쇳물바가지, 주조
시설, 슬러그 처리 시설, BF 가스 처리서설, 먼지제거 시설, 스크랩 예열시설,
예혼합용 석탄 건조, 예열 용기, 예열 주조 시설, 진공압축펌프, 먼지처리시설,
슬러지 처리시설, BF시설에 연계된 스팀 사출기, 스팀 발전시설, BOF 가스 냉각
컨버터와 직접 또는 간접적으로 관련된 모든 공정 시설을 시스템 경계로 하고
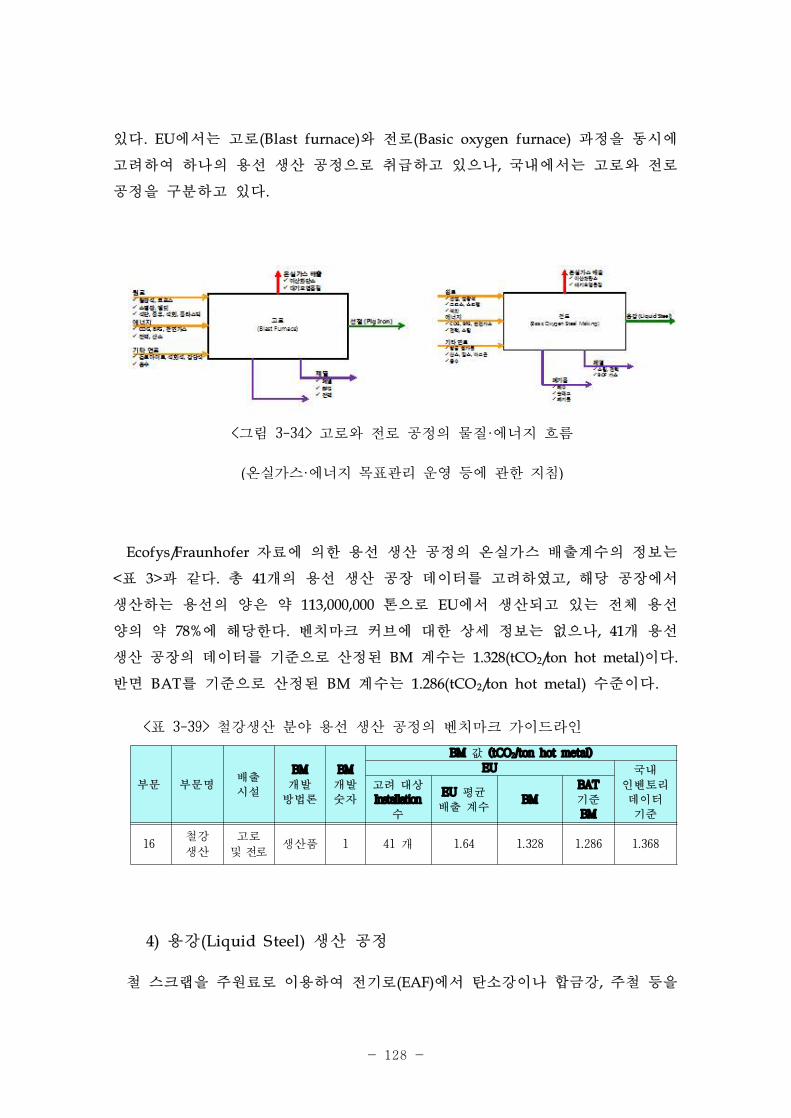
- 128 -
있다. EU에서는 고로(Blast furnace)와 전로(Basic oxygen furnace) 과정을 동시에
고려하여 하나의 용선 생산 공정으로 취급하고 있으나, 국내에서는 고로와 전로
공정을 구분하고 있다.
<그림 3-34> 고로와 전로 공정의 물질·에너지 흐름
(온실가스·에너지 목표관리 운영 등에 관한 지침)
Ecofys/Fraunhofer 자료에 의한 용선 생산 공정의 온실가스 배출계수의 정보는
<표 3>과 같다. 총 41개의 용선 생산 공장 데이터를 고려하였고, 해당 공장에서
생산하는 용선의 양은 약 113,000,000 톤으로 EU에서 생산되고 있는 전체 용선
양의 약 78%에 해당한다. 벤치마크 커브에 대한 상세 정보는 없으나, 41개 용선
생산 공장의 데이터를 기준으로 산정된 BM 계수는 1.328(tCO2/ton hot metal)이다.
반면 BAT를 기준으로 산정된 BM 계수는 1.286(tCO2/ton hot metal) 수준이다.
부문 부문명배출
시설
BM 개발
방법론
BM개발
숫자
BM 값 (tCO2/ton hot metal)
EU 국내
인벤토리
데이터
기준
고려 대상
Installation 수
EU 평균
배출 계수BM
BAT 기준
BM
16철강
생산
고로
및 전로생산품 1 41 개 1.64 1.328 1.286 1.368
<표 3-39> 철강생산 분야 용선 생산 공정의 벤치마크 가이드라인
4) 용강(Liquid Steel) 생산 공정
철 스크랩을 주원료로 이용하여 전기로(EAF)에서 탄소강이나 합금강, 주철 등을
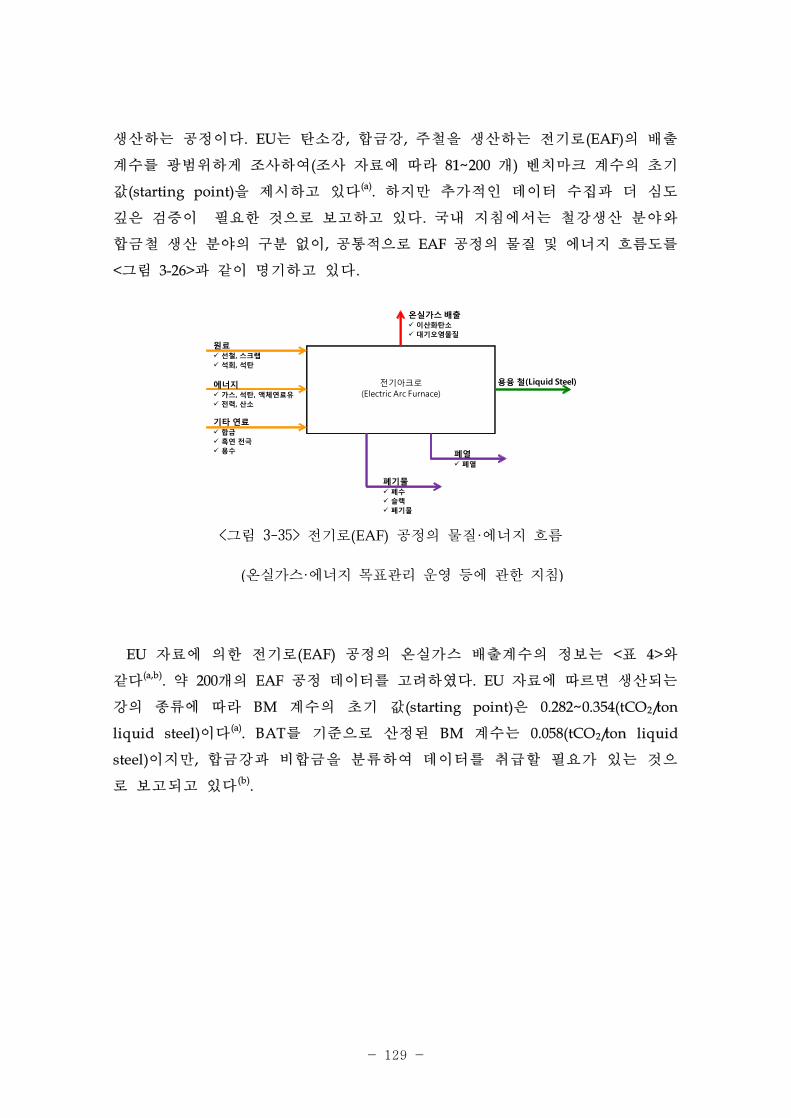
- 129 -
생산하는 공정이다. EU는 탄소강, 합금강, 주철을 생산하는 전기로(EAF)의 배출
계수를 광범위하게 조사하여(조사 자료에 따라 81~200 개) 벤치마크 계수의 초기
값(starting point)을 제시하고 있다(a). 하지만 추가적인 데이터 수집과 더 심도
깊은 검증이 필요한 것으로 보고하고 있다. 국내 지침에서는 철강생산 분야와
합금철 생산 분야의 구분 없이, 공통적으로 EAF 공정의 물질 및 에너지 흐름도를
<그림 3-26>과 같이 명기하고 있다.
전기아크로(Electric Arc Furnace)
원료ü 선철, 스크랩ü 석회, 석탄
에너지ü 가스, 석탄, 액체연료유ü 전력, 산소
기타연료ü 합금ü 흑연 전극ü 용수
용융철(Liquid Steel)
폐열ü 폐열
폐기물ü 폐수ü 슬랙ü 폐기물
온실가스배출ü 이산화탄소ü 대기오염물질
<그림 3-35> 전기로(EAF) 공정의 물질·에너지 흐름
(온실가스·에너지 목표관리 운영 등에 관한 지침)
EU 자료에 의한 전기로(EAF) 공정의 온실가스 배출계수의 정보는 <표 4>와
같다(a,b). 약 200개의 EAF 공정 데이터를 고려하였다. EU 자료에 따르면 생산되는
강의 종류에 따라 BM 계수의 초기 값(starting point)은 0.282~0.354(tCO2/ton
liquid steel)이다(a). BAT를 기준으로 산정된 BM 계수는 0.058(tCO2/ton liquid
steel)이지만, 합금강과 비합금을 분류하여 데이터를 취급할 필요가 있는 것으
로 보고되고 있다 (b).
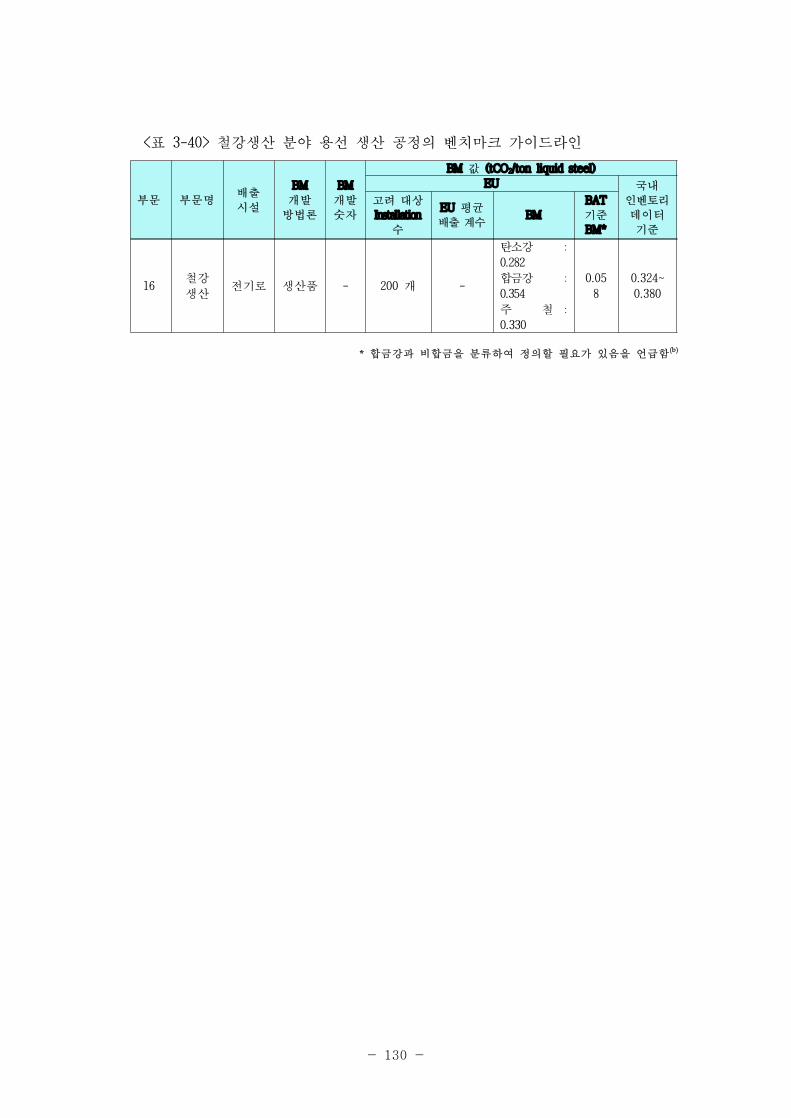
- 130 -
부문 부문명배출
시설
BM 개발
방법론
BM개발
숫자
BM 값 (tCO2/ton liquid steel)
EU 국내
인벤토리
데이터
기준
고려 대상
Installation 수
EU 평균
배출 계수BM
BAT 기준
BM*
16철강
생산전기로 생산품 - 200 개 -
탄소강 : 0.282
0.058
0.324~0.380
합금강 : 0.354
주 철 : 0.330
<표 3-40> 철강생산 분야 용선 생산 공정의 벤치마크 가이드라인
* 합금강과 비합금을 분류하여 정의할 필요가 있음을 언급함(b)
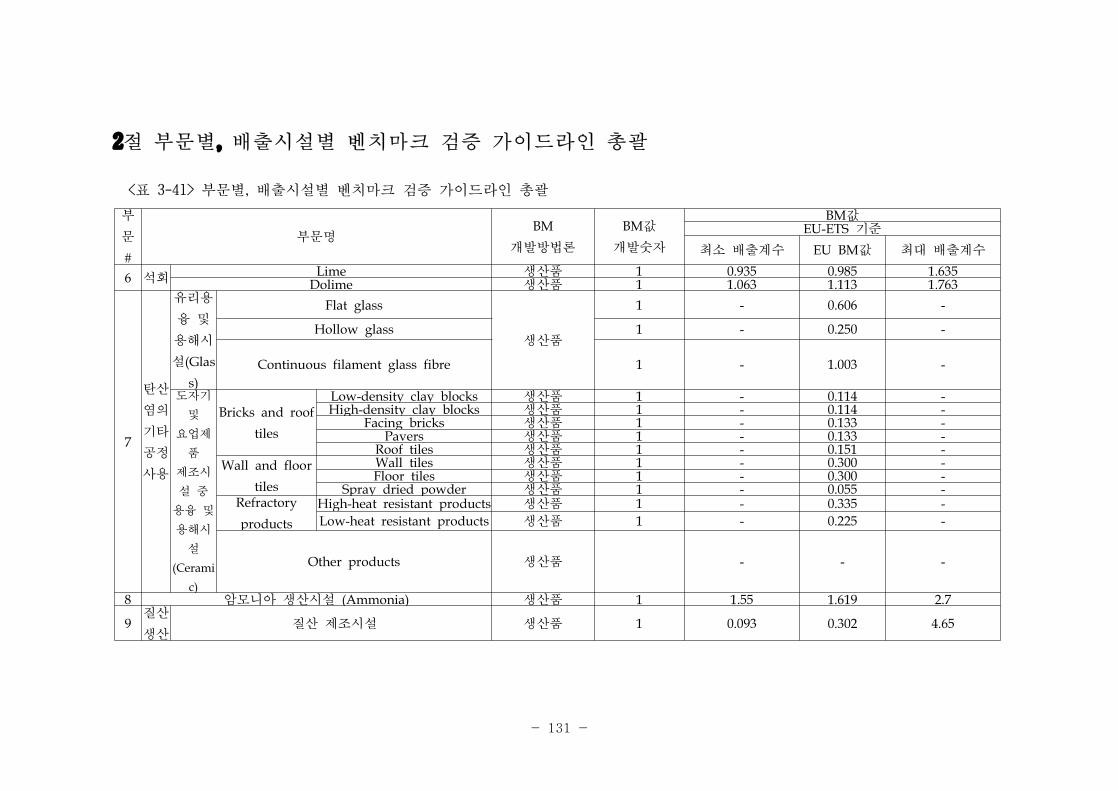
- 131 -
2절 부문별, 배출시설별 벤치마크 검증 가이드라인 총괄
부
문
#
부문명BM
개발방법론
BM값
개발숫자
BM값EU-ETS 기준
최소 배출계수 EU BM값 최대 배출계수
6 석회Lime 생산품 1 0.935 0.985 1.635
Dolime 생산품 1 1.063 1.113 1.763
7
탄산
염의
기타
공정
사용
유리용
융 및
용해시
설(Glas
s)
Flat glass
생산품
1 - 0.606 -
Hollow glass 1 - 0.250 -
Continuous filament glass fibre 1 - 1.003 -
도자기
및
요업제
품
제조시
설 중
용융 및
용해시
설
(Cerami
c)
Bricks and roof
tiles
Low-density clay blocks 생산품 1 - 0.114 -High-density clay blocks 생산품 1 - 0.114 -
Facing bricks 생산품 1 - 0.133 -Pavers 생산품 1 - 0.133 -
Roof tiles 생산품 1 - 0.151 -Wall and floor
tiles
Wall tiles 생산품 1 - 0.300 -Floor tiles 생산품 1 - 0.300 -
Spray dried powder 생산품 1 - 0.055 -Refractory
products
High-heat resistant products 생산품 1 - 0.335 -
Low-heat resistant products 생산품 1 - 0.225 -
Other products 생산품 - - -
8 암모니아 생산시설 (Ammonia) 생산품 1 1.55 1.619 2.7
9질산
생산 질산 제조시설 생산품 1 0.093 0.302 4.65
<표 3-41> 부문별, 배출시설별 벤치마크 검증 가이드라인 총괄
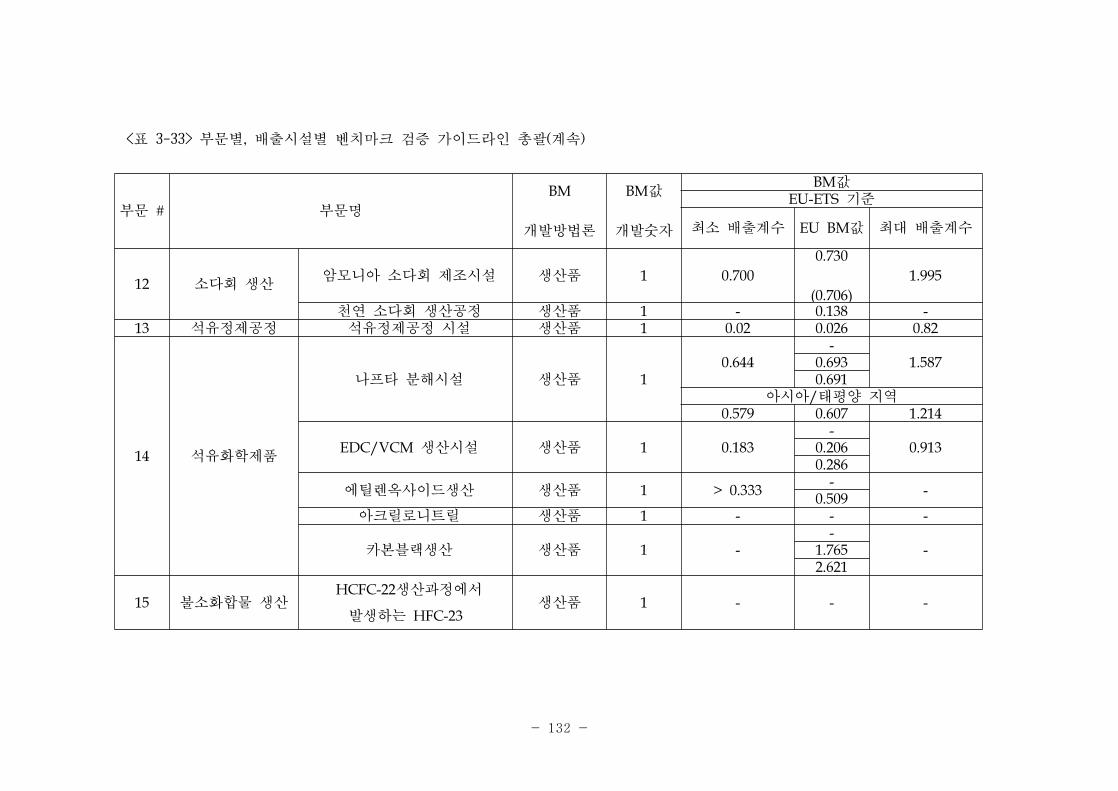
- 132 -
<표 3-33> 부문별, 배출시설별 벤치마크 검증 가이드라인 총괄(계속)
부문 # 부문명
BM
개발방법론
BM값
개발숫자
BM값EU-ETS 기준
최소 배출계수 EU BM값 최대 배출계수
12 소다회 생산 암모니아 소다회 제조시설 생산품 1 0.700
0.730
(0.706)
1.995
천연 소다회 생산공정 생산품 1 - 0.138 -13 석유정제공정 석유정제공정 시설 생산품 1 0.02 0.026 0.82
14 석유화학제품
나프타 분해시설 생산품 10.644
-1.5870.693
0.691아시아/태평양 지역
0.579 0.607 1.214
EDC/VCM 생산시설 생산품 1 0.183-
0.9130.2060.286
에틸렌옥사이드생산 생산품 1 > 0.333-
-0.509
아크릴로니트릴 생산품 1 - - -
카본블랙생산 생산품 1 --
-1.7652.621
15 불소화합물 생산 HCFC-22생산과정에서
발생하는 HFC-23생산품 1 - - -
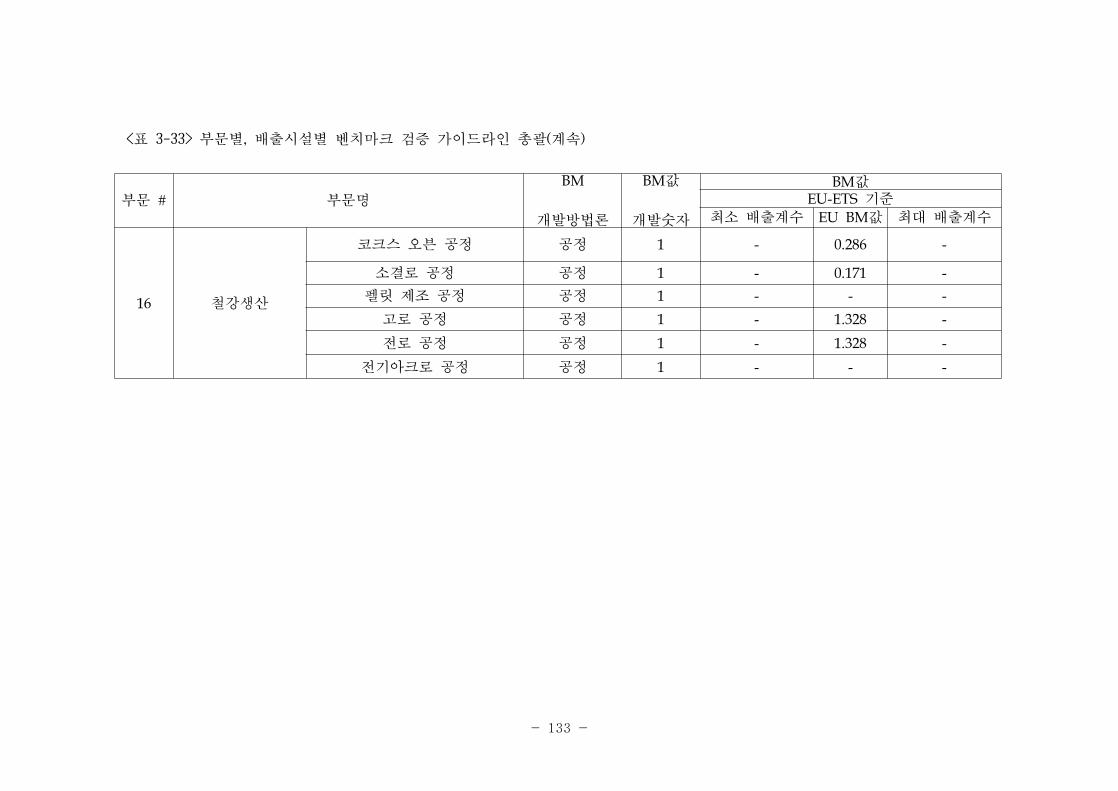
- 133 -
<표 3-33> 부문별, 배출시설별 벤치마크 검증 가이드라인 총괄(계속)
부문 # 부문명
BM
개발방법론
BM값
개발숫자
BM값EU-ETS 기준
최소 배출계수 EU BM값 최대 배출계수
16 철강생산
코크스 오븐 공정 공정 1 - 0.286 -
소결로 공정 공정 1 - 0.171 -
펠릿 제조 공정 공정 1 - - -
고로 공정 공정 1 - 1.328 -
전로 공정 공정 1 - 1.328 -
전기아크로 공정 공정 1 - - -
- 134 -
제4장 국내 지침의 주요 쟁점 분석
1절 부문별, 배출시설별 벤치마크 개발방법론
1. 부문별 벤치마크 개발방법론 비교 분석
본 과업에서는 「온실가스·에너지 목표관리 운영 등에 관한 지침」별표 7에
있는 주요 부문별, 배출시설별 벤치마크 개발방법론을 확정하고자 하는데, 온실
가스 우무상할당제와 관련하여 가장 앞선 제도적 운영체계를 수립한 유럽연합
(EU)의 배출권거래시스템(Emission Trading System, ETS)의 사례를 분석하여 국
내 지침에 제시된 주요 부문별, 배출시설별 벤치마크 개발방법론을 비교기술함
과 동시에 주요 고려사항과 조직경계를 비교/분석하였다.
1.1. 부문 #6 석회
<표 4-1>에는 국내 지침 별표 7에 기재된 부문 #6 석회생산 시설과 관련한
benchmark 개발 방법론과 이를 위한 주요 고려사항, 조직경계 등을 EU-ETS와 비
교하여 나타내었다.
BM 계수 산정을 위한 석회 생산 시설의 경우, 국내에 해당되는 생산업체 수가
많고 EU-ETS에서 BM 계수 산정을 위한 많은 자료를 제공하고 있으므로
EU-ETS 산정 방식을 도입하여 국내의 BM 계수 개발이 가능한 것으로 판단된다.
또한 원료사용량, 연료사용량, 제품생산량, 온실가스 배출량 정보 등을 ‘온실가스 배
출량 산정 명세서’를 통해 확인할 수 있으므로 해당 자료로부터 자료 수집이 가능
할 것으로 판단된다.
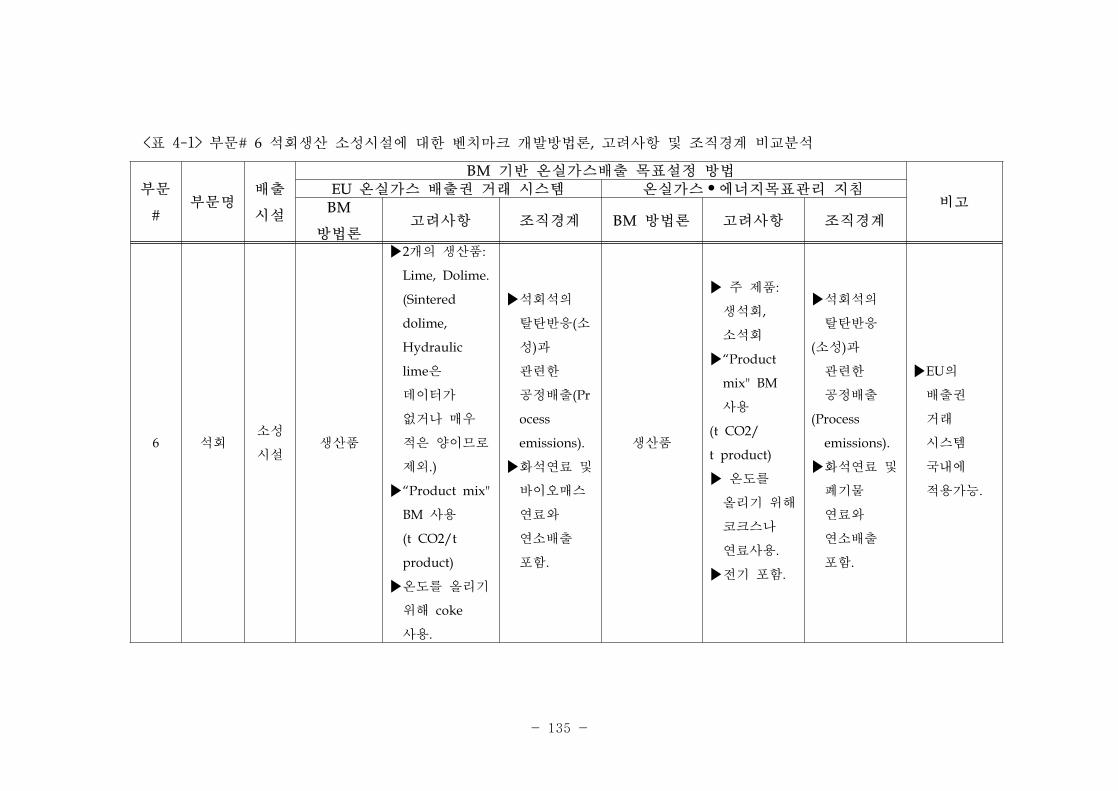
- 135 -
부문
#부문명
배출
시설
BM 기반 온실가스배출 목표설정 방법
비고EU 온실가스 배출권 거래 시스템 온실가스⦁에너지목표관리 지침
BM
방법론고려사항 조직경계 BM 방법론 고려사항 조직경계
6 석회소성
시설생산품
▶2개의 생산품:
Lime, Dolime.
(Sintered
dolime,
Hydraulic
lime은
데이터가
없거나 매우
적은 양이므로
제외.)
▶“Product mix"
BM 사용
(t CO2/t
product)
▶온도를 올리기
위해 coke
사용.
▶석회석의
탈탄반응(소
성)과
관련한
공정배출(Pr
ocess
emissions).
▶화석연료 및
바이오매스
연료와
연소배출
포함.
생산품
▶ 주 제품:
생석회,
소석회
▶“Product
mix" BM
사용
(t CO2/
t product)
▶ 온도를
올리기 위해
코크스나
연료사용.
▶전기 포함.
▶석회석의
탈탄반응
(소성)과
관련한
공정배출
(Process
emissions).
▶화석연료 및
폐기물
연료와
연소배출
포함.
▶EU의
배출권
거래
시스템
국내에
적용가능.
<표 4-1> 부문# 6 석회생산 소성시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
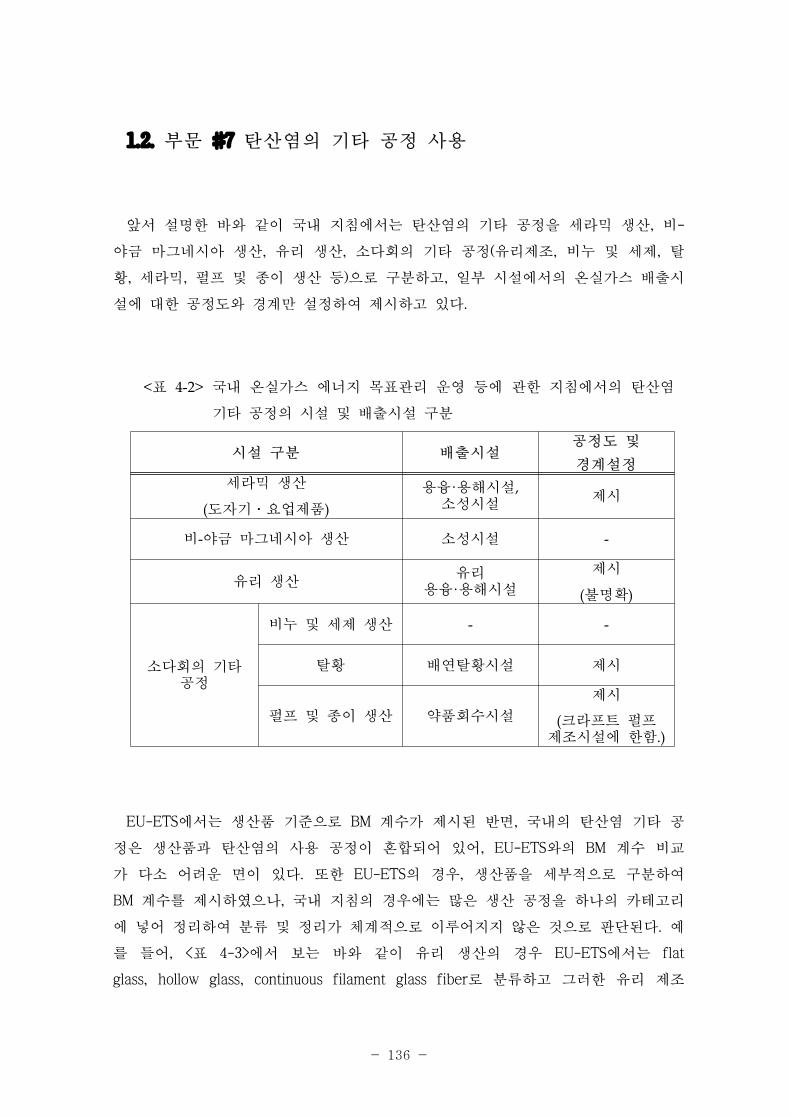
- 136 -
1.2. 부문 #7 탄산염의 기타 공정 사용
앞서 설명한 바와 같이 국내 지침에서는 탄산염의 기타 공정을 세라믹 생산, 비-
야금 마그네시아 생산, 유리 생산, 소다회의 기타 공정(유리제조, 비누 및 세제, 탈
황, 세라믹, 펄프 및 종이 생산 등)으로 구분하고, 일부 시설에서의 온실가스 배출시
설에 대한 공정도와 경계만 설정하여 제시하고 있다.
시설 구분 배출시설공정도 및
경계설정세라믹 생산
(도자기․요업제품)
용융·용해시설,소성시설
제시
비-야금 마그네시아 생산 소성시설 -
유리 생산유리
용융·용해시설
제시
(불명확)
소다회의 기타공정
비누 및 세제 생산 - -
탈황 배연탈황시설 제시
펄프 및 종이 생산 약품회수시설
제시
(크라프트 펄프제조시설에 한함.)
<표 4-2> 국내 온실가스 에너지 목표관리 운영 등에 관한 지침에서의 탄산염
기타 공정의 시설 및 배출시설 구분
EU-ETS에서는 생산품 기준으로 BM 계수가 제시된 반면, 국내의 탄산염 기타 공
정은 생산품과 탄산염의 사용 공정이 혼합되어 있어, EU-ETS와의 BM 계수 비교
가 다소 어려운 면이 있다. 또한 EU-ETS의 경우, 생산품을 세부적으로 구분하여
BM 계수를 제시하였으나, 국내 지침의 경우에는 많은 생산 공정을 하나의 카테고리
에 넣어 정리하여 분류 및 정리가 체계적으로 이루어지지 않은 것으로 판단된다. 예
를 들어, <표 4-3>에서 보는 바와 같이 유리 생산의 경우 EU-ETS에서는 flat
glass, hollow glass, continuous filament glass fiber로 분류하고 그러한 유리 제조
- 137 -
공정 중 규사를 이용해 glass가 만들어지는 ‘melting’공정만을 범위로 지정하였다. 반
면 국내 지침은 유리 및 유리제품의 생산품을 유리로 명시하고 있으며, 하나의 공정
도만을 제시하고 있다. 또한 도자기 및 요업 제품의 경우도 EU-ETS에서는 1)
Bricks and roof tiles, 2) Wall and floor tiles, 3) Refractory products, 4) Other
products로 생산품을 분류한 후, 제품 특성별로 BM 계수를 제시하였으나 국내 지침
에서는 other products를 세부적으로 분류하고 벤치마크 계수를 각 제품별로 개발하
라고 명시하였으나 모든 제품을 하나의 공정도로 설명하고 있다. 약품 회수 시설의
경우 EU-ETS의 펄프, 종이 및 종이제품에서 그 내용을 추정할 수 있으나 약품 회
수 시설에 대한 정확한 내용을 확인할 수 없다. 국내 지침은 이러한 제품 중에서도
Kraft pulp mill만 언급하고 있어 각 제품별 체계적인 분류와 공정 및 약품회수 시설
에서의 온실가스 발생 반응식 등 자세한 설명이 추가되어야 할 것으로 판단된다. 아
래 표에 탄산염 기타공정의 배출시설별 주요 고려사항, 조직경계 등을 EU-ETS와
비교하여 정리하였다.
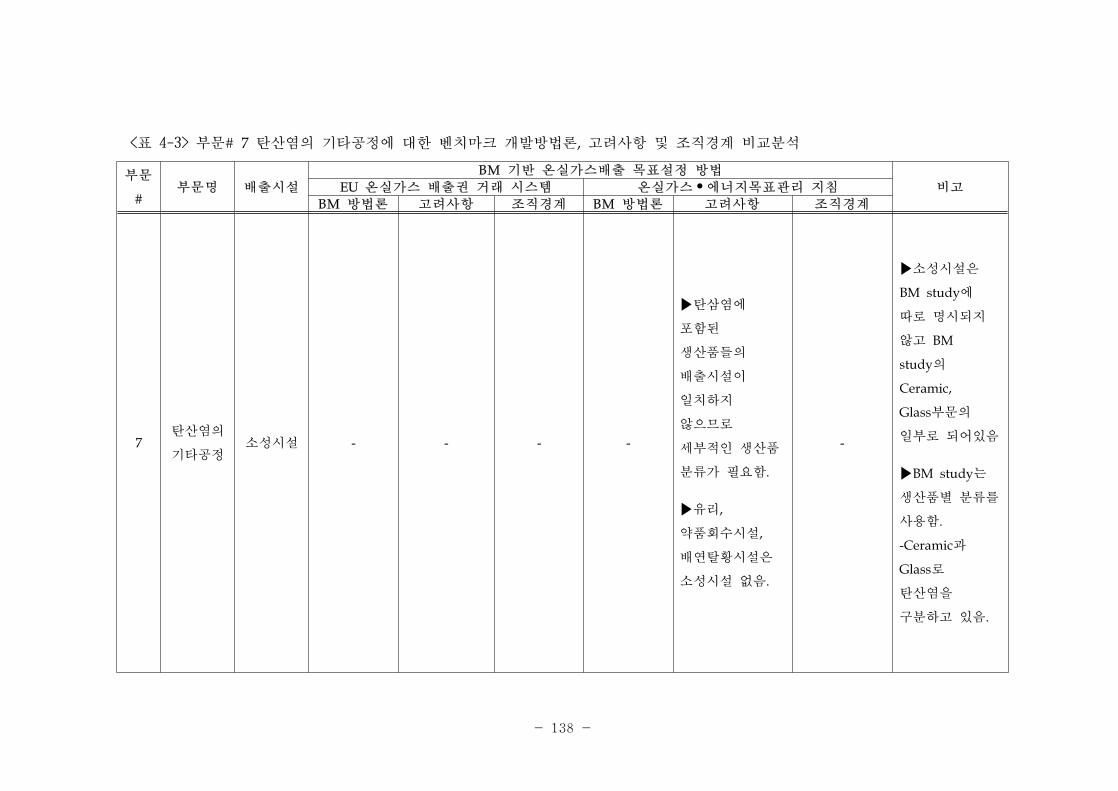
- 138 -
부문
#부문명 배출시설
BM 기반 온실가스배출 목표설정 방법
비고EU 온실가스 배출권 거래 시스템 온실가스⦁에너지목표관리 지침
BM 방법론 고려사항 조직경계 BM 방법론 고려사항 조직경계
7탄산염의
기타공정소성시설 - - - -
▶탄삼염에
포함된
생산품들의
배출시설이
일치하지
않으므로
세부적인 생산품
분류가 필요함.
▶유리,
약품회수시설,
배연탈황시설은
소성시설 없음.
-
▶소성시설은
BM study에
따로 명시되지
않고 BM
study의
Ceramic,
Glass부문의
일부로 되어있음
▶BM study는
생산품별 분류를
사용함.
-Ceramic과
Glass로
탄산염을
구분하고 있음.
<표 4-3> 부문# 7 탄산염의 기타공정에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
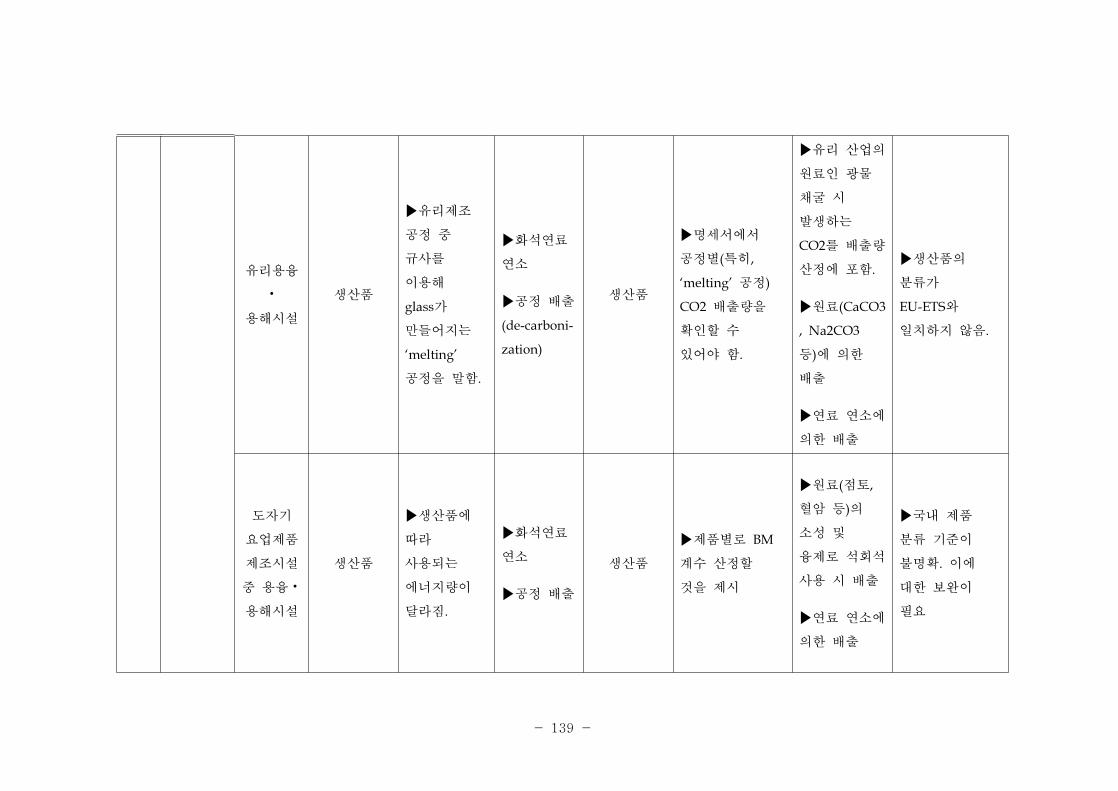
- 139 -
유리용융
⦁ 용해시설
생산품
▶유리제조
공정 중
규사를
이용해
glass가
만들어지는
‘melting’
공정을 말함.
▶화석연료
연소
▶공정 배출
(de-carboni-
zation)
생산품
▶명세서에서
공정별(특히,
‘melting’ 공정)
CO2 배출량을
확인할 수
있어야 함.
▶유리 산업의
원료인 광물
채굴 시
발생하는
CO2를 배출량
산정에 포함.
▶원료(CaCO3
, Na2CO3
등)에 의한
배출
▶연료 연소에
의한 배출
▶생산품의
분류가
EU-ETS와
일치하지 않음.
도자기
요업제품
제조시설
중 용융⦁ 용해시설
생산품
▶생산품에
따라
사용되는
에너지량이
달라짐.
▶화석연료
연소
▶공정 배출
생산품
▶제품별로 BM
계수 산정할
것을 제시
▶원료(점토,
혈암 등)의
소성 및
융제로 석회석
사용 시 배출
▶연료 연소에
의한 배출
▶국내 제품
분류 기준이
불명확. 이에
대한 보완이
필요
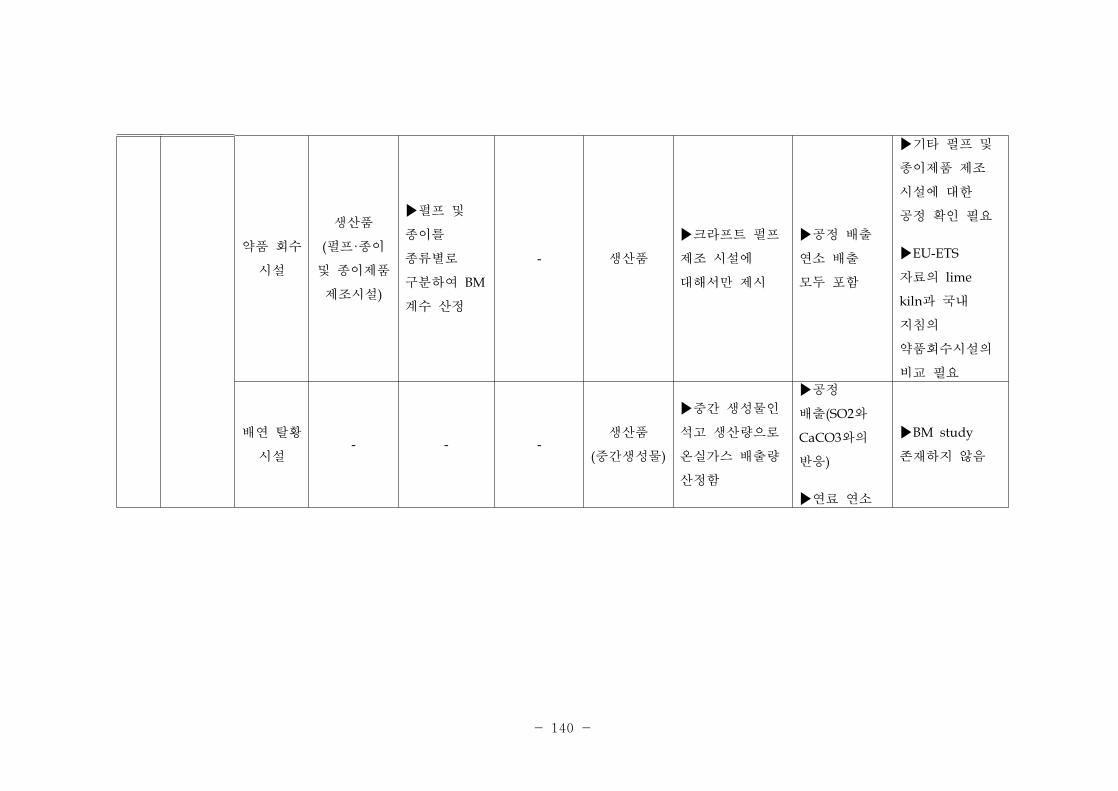
- 140 -
약품 회수
시설
생산품
(펄프·종이
및 종이제품
제조시설)
▶펄프 및
종이를
종류별로
구분하여 BM
계수 산정
- 생산품
▶크라프트 펄프
제조 시설에
대해서만 제시
▶공정 배출
연소 배출
모두 포함
▶기타 펄프 및
종이제품 제조
시설에 대한
공정 확인 필요
▶EU-ETS
자료의 lime
kiln과 국내
지침의
약품회수시설의
비교 필요
배연 탈황
시설- - -
생산품
(중간생성물)
▶중간 생성물인
석고 생산량으로
온실가스 배출량
산정함
▶공정
배출(SO2와
CaCO3와의
반응)
▶연료 연소
▶BM study
존재하지 않음

- 141 -
1.3. 부문 #8 암모니아 생산시설
암모니아 생산시설에 대해 EU-ETS에서는 외부스팀 사용량이 가장 높은 2곳을
제외하고 산정한 BM 계수와 제외하지 않은 BM 계수 두 가지를 제시하고 있다. 또한
EU-ETS에서는 전기 사용을 포함하지 않는다고 명시하고 있는 반면, 국내 지침에서
는 조직경계에 공정 배출과 연료 연소 배출을 포함한다고만 명시하고 있다. 또한 국
내 암모니아 생산업체의 수가 감소하는 경향을 보이며, 현재 5개미만의 업체가 관리
업체로 지정되었기 때문에 상위 10% 배출시설의 평균값으로 BM 계수를 산정하는
방식에 대한 타당성을 고려해야 할 것으로 판단된다. 아래 표에 암모니아 생산시설의
BM 계수 산정을 위한 주요 고려사항, 조직경계 등을 EU-ETS와 비교하여 정리하였
다.
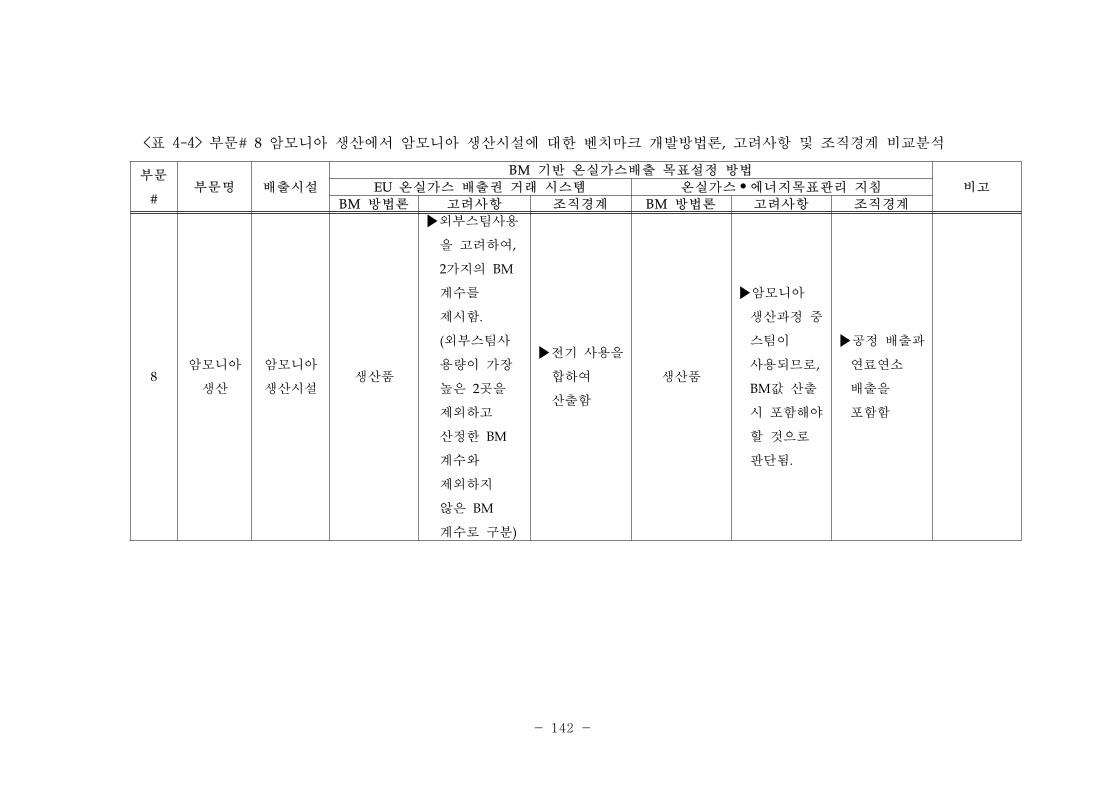
- 142 -
부문
#부문명 배출시설
BM 기반 온실가스배출 목표설정 방법
비고EU 온실가스 배출권 거래 시스템 온실가스⦁에너지목표관리 지침
BM 방법론 고려사항 조직경계 BM 방법론 고려사항 조직경계
8암모니아
생산
암모니아
생산시설생산품
▶외부스팀사용
을 고려하여,
2가지의 BM
계수를
제시함.
(외부스팀사
용량이 가장
높은 2곳을
제외하고
산정한 BM
계수와
제외하지
않은 BM
계수로 구분)
▶전기 사용을
합하여
산출함
생산품
▶암모니아
생산과정 중
스팀이
사용되므로,
BM값 산출
시 포함해야
할 것으로
판단됨.
▶공정 배출과
연료연소
배출을
포함함
<표 4-4> 부문# 8 암모니아 생산에서 암모니아 생산시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
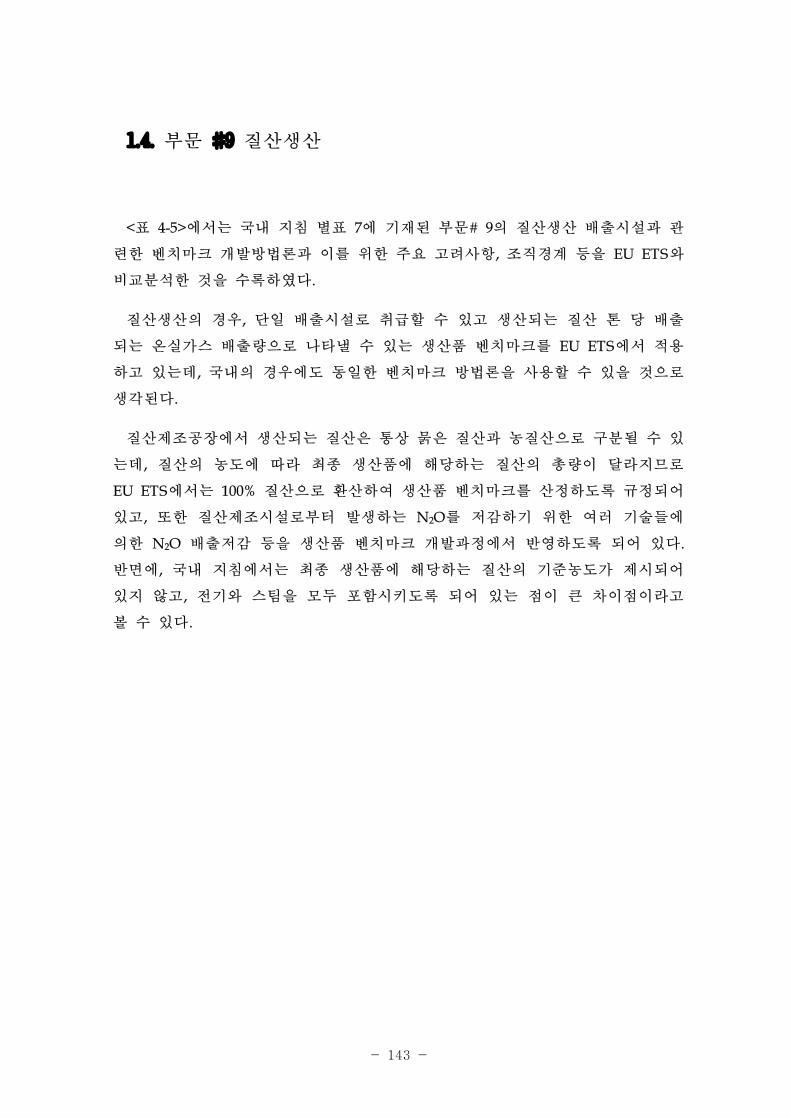
- 143 -
1.4. 부문 #9 질산생산
<표 4-5>에서는 국내 지침 별표 7에 기재된 부문# 9의 질산생산 배출시설과 관
련한 벤치마크 개발방법론과 이를 위한 주요 고려사항, 조직경계 등을 EU ETS와
비교분석한 것을 수록하였다.
질산생산의 경우, 단일 배출시설로 취급할 수 있고 생산되는 질산 톤 당 배출
되는 온실가스 배출량으로 나타낼 수 있는 생산품 벤치마크를 EU ETS에서 적용
하고 있는데, 국내의 경우에도 동일한 벤치마크 방법론을 사용할 수 있을 것으로
생각된다.
질산제조공장에서 생산되는 질산은 통상 묽은 질산과 농질산으로 구분될 수 있
는데, 질산의 농도에 따라 최종 생산품에 해당하는 질산의 총량이 달라지므로
EU ETS에서는 100% 질산으로 환산하여 생산품 벤치마크를 산정하도록 규정되어
있고, 또한 질산제조시설로부터 발생하는 N2O를 저감하기 위한 여러 기술들에
의한 N2O 배출저감 등을 생산품 벤치마크 개발과정에서 반영하도록 되어 있다.
반면에, 국내 지침에서는 최종 생산품에 해당하는 질산의 기준농도가 제시되어
있지 않고, 전기와 스팀을 모두 포함시키도록 되어 있는 점이 큰 차이점이라고
볼 수 있다.
- 144 -
부문 부문명배출
시설
BM값 기반 온실가스배출 목표설정 방법
비고EU 온실가스배출권거래시스템 온실가스‧에너지목표관리 지침
BM 개발
방법론
고려사항 조직경계
BM 개발
방법론
고려사항 조직경계
9질산
생산
질산
생산생산품
Ÿ 100% HNO3 기준
Ÿ N2O의 GWP = 310 Ÿ DeN2O 기술 반영
Ÿ 암모니아 생산공정
제외
Ÿ 소비된 전기 생산
불포함
Ÿ 질산생산 시 발생한
열의 사용 또는
수출은 미반영
HNO3 생산뿐만
아니라 N2O 저감과
관련한
직간접적인
모든 공정
생산품
Ÿ HNO3 기준농도
없음 Ÿ N2O의 GWP = 310 Ÿ 전기 포함
Ÿ 스팀 포함
물질․ 에너지 수지
개요도가
제시되어
있으나, 조직경계에
포함되는
구체적인
공정 내역은
알 수 없음
<표 4-5> 부문# 9 질산생산 배출시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
- 145 -
1.5. 부문 #11 칼슘카바이드 제조시설
칼슘카바이드 제조시설은 EU-ETS에서 다루고 있지 않기 때문에 최솟값, 최댓값
뿐만 아니라 BM 계수 또한 알 수가 없다. 따라서 국내 지침에 따른 BM 계수와 산
정 방식과 EU-ETS의 산정 방식 비교가 불가능하다.
1.6. 부문 #12 소다회 생산
1) 암모니아 소다회 제조시설
부문# 12 소다회 생산 중에서 배출시설 암모니아 소다회 제조시설과 관련한
벤치마크 개발방법론과 이를 위한 주요 고려사항과 조직경계를 비교분석한 내
용은 <표 4-6>에 주어져 있다.
EU ETS와 동일하게 생산되는 최종 제품인 소다회 톤 당 배출되는 온실가스
총량으로 표현되는 생산품 벤치마크를 적용할 수 있다. 국내 지침의 경우, 연료
인 코크스 사용량과 스팀을 모두 포함하도록 되어 있으나, EU ETS에서는 스팀
포함 여부가 불명확하다. EU ETS에서 규정한 생산품 벤치마크 개발 시 고려되
는 조직경계는 국내 지침에서 정의한 조직경계와 동일한 것으로 보여진다.
암모니아 소다회법으로 소다회를 생산하는 국내 사업장은 현재 없는 것으로
조사되었으므로, 부문# 12의 암모니아 소다회 제조시설은 지침에 포함시킬 필요
성이 사라진 것으로 볼 수 있다.
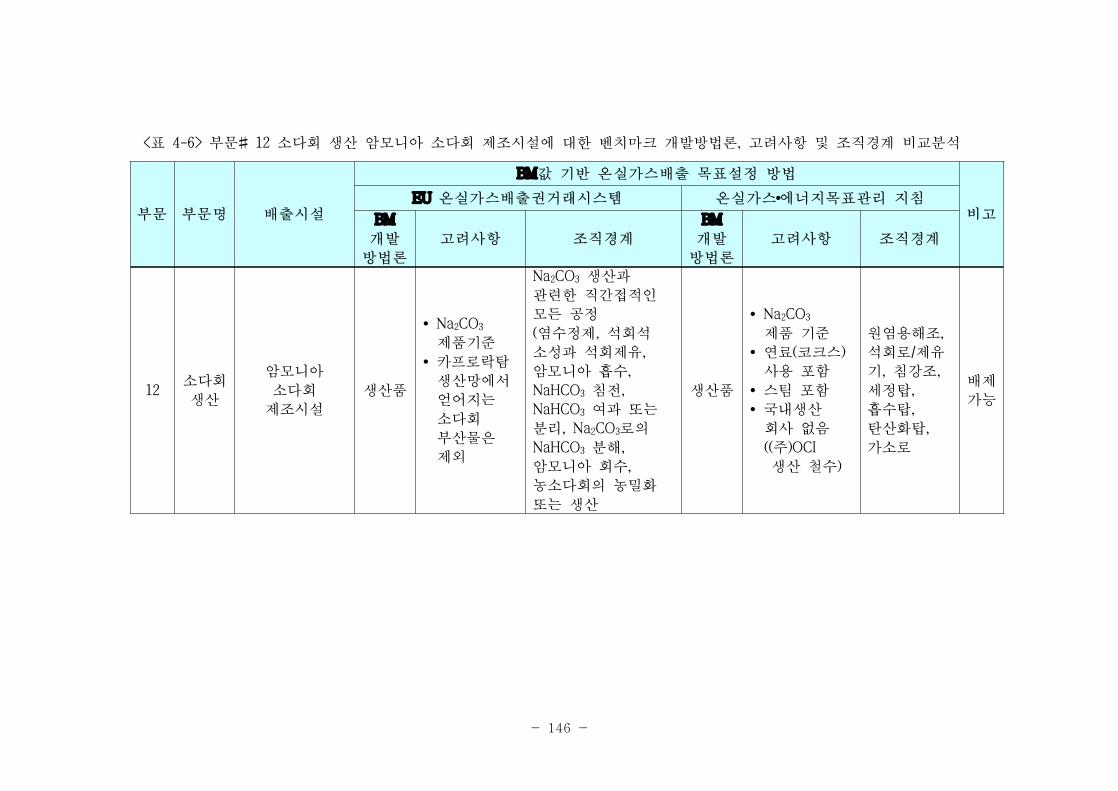
- 146 -
부문 부문명 배출시설
BM값 기반 온실가스배출 목표설정 방법
비고EU 온실가스배출권거래시스템 온실가스‧에너지목표관리 지침
BM 개발
방법론
고려사항 조직경계
BM 개발
방법론
고려사항 조직경계
12소다회
생산
암모니아
소다회
제조시설
생산품
Ÿ Na2CO3 제품기준
Ÿ 카프로락탐
생산망에서
얻어지는
소다회
부산물은
제외
Na2CO3 생산과
관련한 직간접적인
모든 공정
(염수정제, 석회석
소성과 석회제유, 암모니아 흡수, NaHCO3 침전, NaHCO3 여과 또는
분리, Na2CO3로의
NaHCO3 분해, 암모니아 회수, 농소다회의 농밀화
또는 생산
생산품
Ÿ Na2CO3 제품 기준
Ÿ 연료(코크스) 사용 포함
Ÿ 스팀 포함
Ÿ 국내생산
회사 없음
((주)OCI 생산 철수)
원염용해조, 석회로/제유
기, 침강조, 세정탑, 흡수탑, 탄산화탑, 가소로
배제
가능
<표 4-6> 부문# 12 소다회 생산 암모니아 소다회 제조시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
- 147 -
2) 천연 소다회 생산공정
앞에서 기술하였듯이, 천연 소다회 생산공정은 소다회의 원료인 Na2CO3의 함
량이 매우 높은 천연 광석을 물리적, 화학적으로 처리하여 소다회를 생산하는
방법이다. <표 4-7>에서는 이와 관련한 벤치마크 개발방법론, 주요 고려사항 및
조직경계에 대한 비교분석을 열거하고 있다.
천연 소다회 생산시설은 주로 미국, 인도, 중국 등에 소재하고 있으므로, EU
ETS Annex I에서는 고려 대상이 아니다. 따라서, EU ETS에 이와 관련한 벤치
마크 방법론 등은 기술되어 있지 않다.
국내 지침에서는 천연 소다회 생산공정을 온실가스/에너지 목표관리 대상 배
출시설로 규정하고 있다. 지금까지 논의된 벤치마크 개발방법론에 근거할 때, 천
연 소다회 생산공정의 경우에도 생산품 벤치마크를 적용하는 것이 가장 타당할
것으로 생각된다. 이때 포함되는 조직경계로는 천연 광석을 물리적, 화학적으로
처리하기 위한 분쇄, 체거름, 소성, 용해, 결정 등의 공정이 모두 포함된다.
Na2CO3의 제품을 기준으로 발생되는 환산 이산화탄소 배출계수를 수집한 후
상위 10%에 해당하는 배출시설들에 대한 평균값을 벤치마크로 사용하면 될 것
이다. 문제는 현재 가동되고 있는 천연 소다회 생산시설이 국내에는 존재하지
않기 때문에 벤치마크 방법론을 적용하기 어렵다는 점이다.
상술한 바와 같이, 천연 광석을 물리적, 화학적으로 처리하여 소다회를 생산하
는 국내 사업장은 현재 없는 것으로 조사되었으므로, 부문# 12의 천연 소다회
생산공정은 지침에 포함시킬 필요성이 없을 것으로 생각된다.
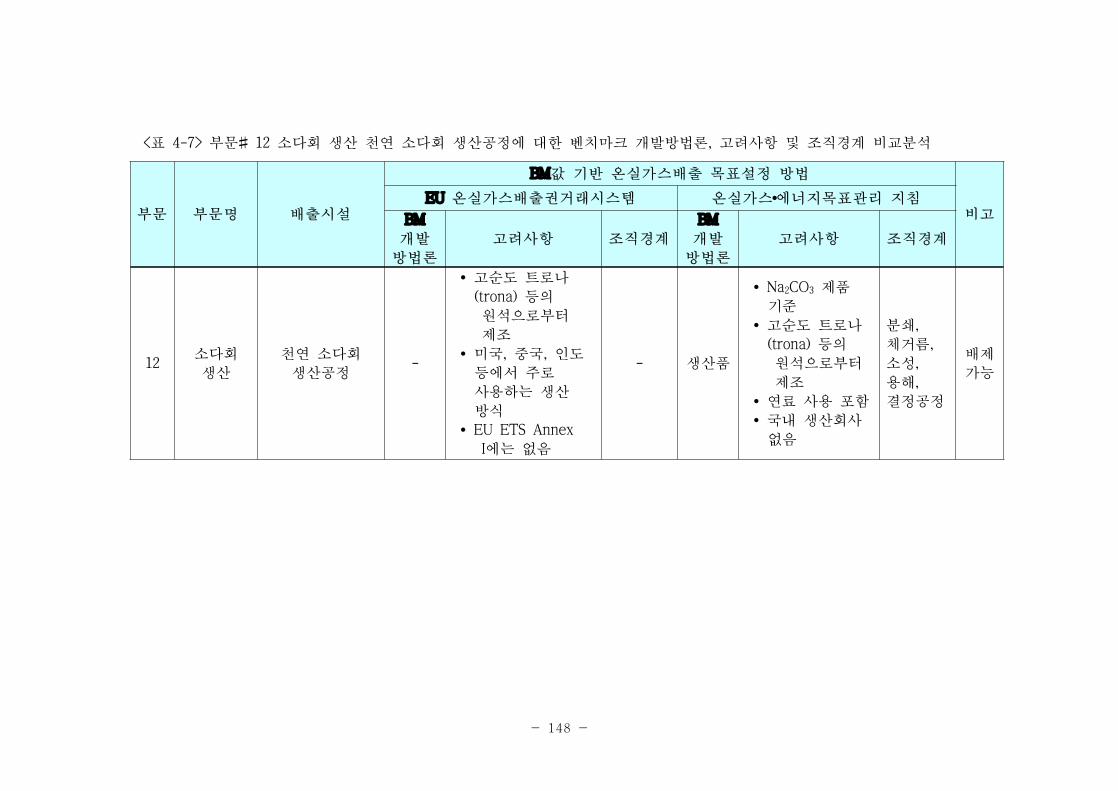
- 148 -
부문 부문명 배출시설
BM값 기반 온실가스배출 목표설정 방법
비고EU 온실가스배출권거래시스템 온실가스 ‧에너지목표관리 지침
BM 개발
방법론
고려사항 조직경계
BM 개발
방법론
고려사항 조직경계
12소다회
생산
천연 소다회
생산공정-
Ÿ 고순도 트로나
(trona) 등의
원석으로부터
제조
Ÿ 미국, 중국, 인도
등에서 주로
사용하는 생산
방식 Ÿ EU ETS Annex I에는 없음
- 생산품
Ÿ Na2CO3 제품
기준
Ÿ 고순도 트로나
(trona) 등의
원석으로부터
제조
Ÿ 연료 사용 포함
Ÿ 국내 생산회사
없음
분쇄, 체거름, 소성, 용해, 결정공정
배제
가능
<표 4-7> 부문# 12 소다회 생산 천연 소다회 생산공정에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
- 149 -
1.7. 부문 #13 석유제품 제조시설
석유제품 제조시설의 경우 공정의 특성상 CWT 방법으로 CO2 배출량을 계산한
다. CWT란 앞서 설명한 바와 같이 석유정제를 51개의 세부공정으로 분류하여 각
각에 Factor값을 부여한 후 CO2 배출업체마다 포함하는 공정에 각각 지정된 factor
를 대입하여 CO2 배출량을 계산하는 방법을 말한다. 국내 지침에도 CWT를 방법론
으로 명시하고는 있지만 실제 명세서를 통해 각 공정을 확인하는 것에는 불가능한
것으로 판단되었다.
아래 표에 석유정제시설에서의 BM 계수 산정을 위한 주요 고려사항, 조직경계
등을 EU-ETS와 비교하여 정리하였다.
본 과제에서는 국내 온실가스 배출시설의 BM 계수를 산정하기 위하여 유럽의
BM 계수 산정 사례를 벤치마킹하고자 하였다. 이 과정에서 국내의 BM 계수 산정
을 위해 도출된 보완 사항을 정리하면 다음과 같다.
1) 생산품 기준으로 BM 계수를 산정할 경우, 보다 체계적인 생산품 분류 기준이
필요한 것으로 판단된다. 특히 탄산염의 기타공정에는 다수의 생산품이 불명
확한 기준으로 분류되어 있어 조직 경계 및 공정에 대한 설명이 부족한 것으
로 판단되었다.
2) 국내 지침서에는 ‘온실가스 배출량 산정 명세서’를 통해 필요한 정보를 수집할
것을 제시하고 있다. 명세서의 자료를 바탕으로 BM 계수를 산정하기 위해서
는 산정에 필요한 사항들이 누락되어 있는 것으로 조사되어 BM 계수를 산정
하기에는 많은 어려움이 따를 것으로 판단된다. 따라서 명세서의 수정·보완이
필요하다. 특별히 석유정제 공정의 경우에는 현재의 명세서로는 CWT를 계산
할 수가 없다. 따라서 BM 계수 산정을 위한 별도의 data 수집 과정과 공정
전문가의 참여가 필요할 것으로 판단된다.
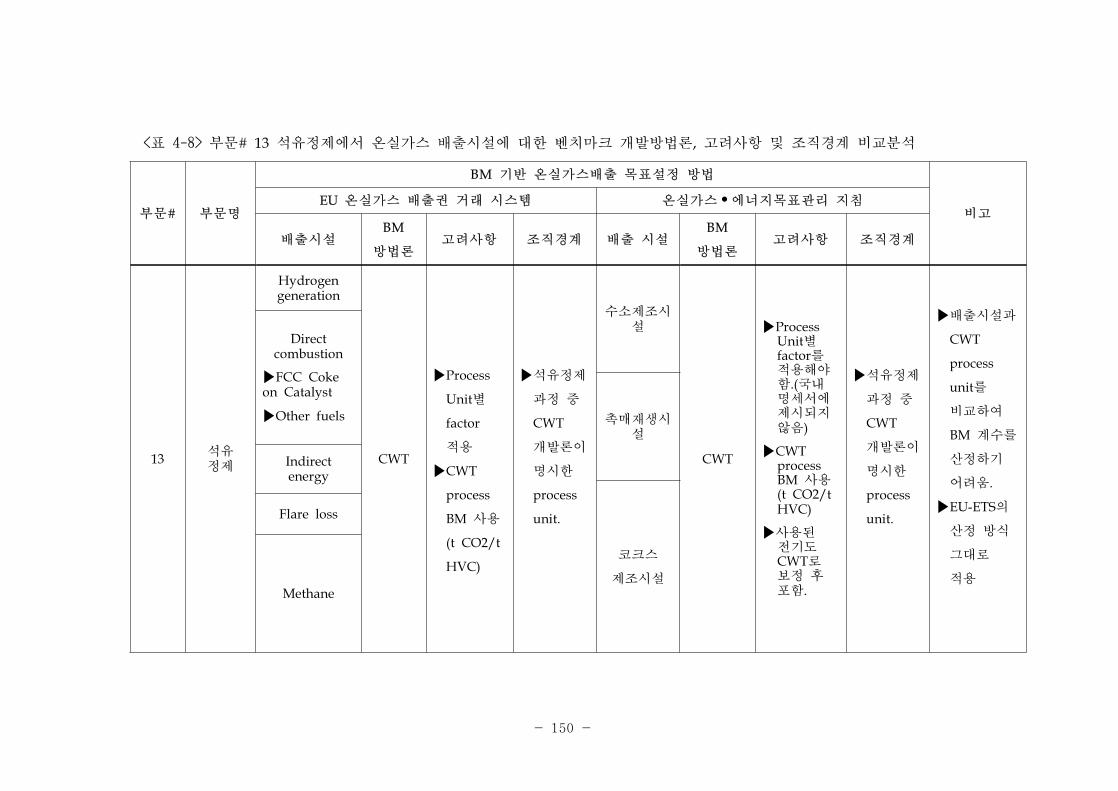
- 150 -
부문# 부문명
BM 기반 온실가스배출 목표설정 방법
비고EU 온실가스 배출권 거래 시스템 온실가스⦁에너지목표관리 지침
배출시설BM
방법론고려사항 조직경계 배출 시설
BM
방법론고려사항 조직경계
13석유정제
Hydrogengeneration
CWT
▶Process
Unit별
factor
적용
▶CWT
process
BM 사용
(t CO2/t
HVC)
▶석유정제
과정 중
CWT
개발론이
명시한
process
unit.
수소제조시설
CWT
▶ProcessUnit별factor를적용해야함.(국내명세서에제시되지않음)
▶CWTprocessBM 사용(t CO2/tHVC)
▶사용된전기도CWT로보정 후포함.
▶석유정제
과정 중
CWT
개발론이
명시한
process
unit.
▶배출시설과
CWT
process
unit를
비교하여
BM 계수를
산정하기
어려움.
▶EU-ETS의
산정 방식
그대로
적용
Directcombustion
▶FCC Cokeon Catalyst
▶Other fuels 촉매재생시설
Indirectenergy
코크스
제조시설
Flare loss
Methane
<표 4-8> 부문# 13 석유정제에서 온실가스 배출시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
- 151 -
1.8. 부문 #14 석유화학제품
1) 나프타 분해시설(NCC)
「온실가스·에너지 목표관리 운영 등에 관한 지침」별표 7의 부문# 14 석유화
학제품 관련 배출시설에는 나프타 분해시설(NCC), EDC/VCM 생산시설, 에틸렌
옥사이드 생산, 아크릴로니트릴 생산, 카본블랙 생산이 열거되어 있다. 5 종류의
배출시설들 모두 생산품 벤치마크 방법론을 적용할 수 있다.
EU ETS에서 규정하는 나프타 분해시설의 경우에는 스팀 크래커를 기준으로
하며, 크래킹 공정에서 발생하는 탄화수소류와 기체는 여러 종들이므로 벤치마크
방법론에서는 아세틸렌, 에틸렌, 프로필렌, 부타디엔, 벤젠, 수소를 주제품으로 하
되 HVC로 표현하고 이를 기준으로 생산품 벤치마크를 규정한다(<표 21>). 또한
HVC 기준 생산품 벤치마크 산정 시 크래커 공정에 사용된 전기를 포함시키지
만, 외부로부터 공급받은 열(스팀 등)은 여기에 포함시키지 않는다. 생산품 벤치
마크 개발단계에서 제품으로서의 HVC 뿐만 아니라 HVC를 포함하고 있는 중간
제품을 생산하는 모든 공정과 장치를 조직경계에 포함시키도록 규정하고 있다.
국내 지침에서 나프타 분해시설에 대한 생산품 벤치마크 개발과 관련한 규정을
보면, EU ETS와 유사하게 생산되는 HVC 톤 당 배출되는 이산화탄소 배출량으
로 벤치마크를 정의하고 있다. 이때 HVC에 포함되는 에틸렌, 프로필렌, 부타디엔
은 EU ETS와 동일하지만, 메탄, 에탄, 프로판, 부탄 등도 포함시키도록 규정한
점은 다르다(<표 21>). 또한, EU ETS에서는 방향족 화합물 중에서 벤젠만을 규정
하고 있으나, 국내 지침에서는 “방향족”으로 명시하여 모든 방향족 화합물을 포
함하도록 되어 있다. 또 다른 차이점으로는 EU ETS에서는 수소만을 HVC에 포
함시키고 있으나, 국내 지침에서는 “공정가스(crack gas)"로 되어 있어 보다 포괄
적이라고 볼 수 있다. 나프타 분해시설 가동에 요구되는 전기와 스팀을 포함시키
는 것은 동일하나, 국내 지침의 경우 외부로부터 공급받은 스팀의 포함여부가 명
확히 규정되어 있지는 않다. 또한 조직경계와 관련하여 HVC를 포함하는 중간제
품 생산공정에 대한 규정이 없는 것으로 보여진다.
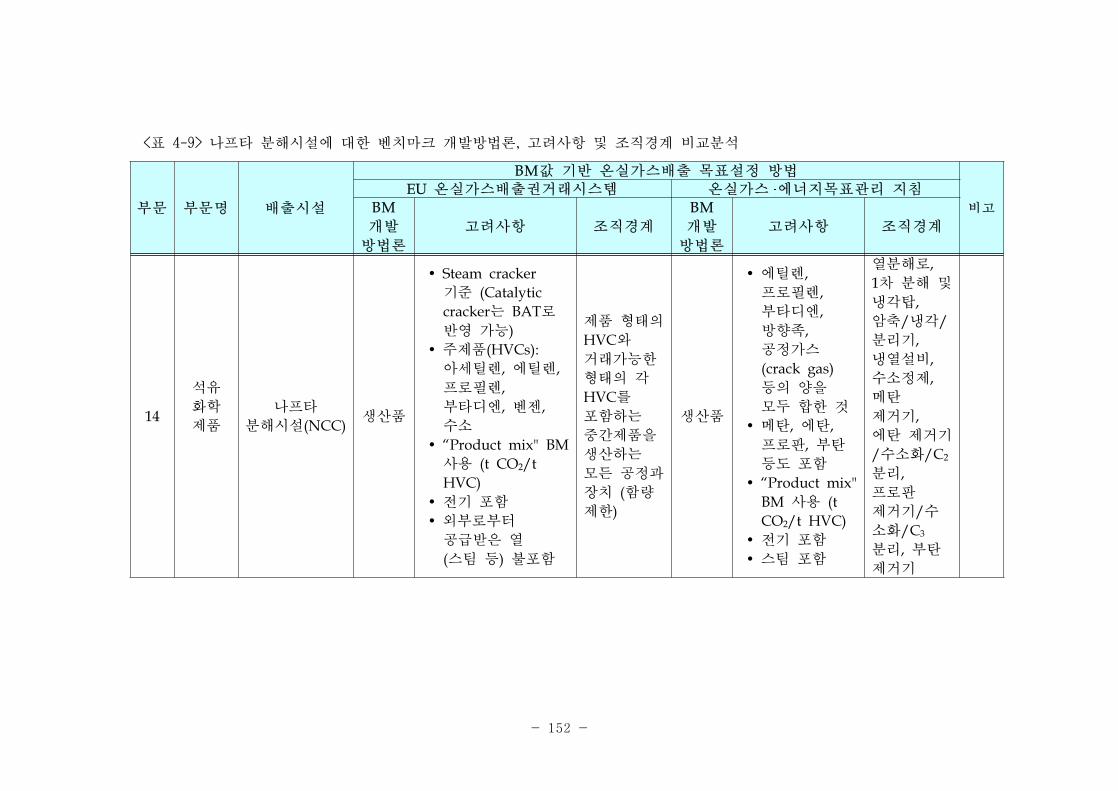
- 152 -
부문 부문명 배출시설
BM값 기반 온실가스배출 목표설정 방법
비고
EU 온실가스배출권거래시스템 온실가스 에너지목표관리 지침BM
개발
방법론
고려사항 조직경계
BM
개발
방법론
고려사항 조직경계
14
석유
화학
제품
나프타
분해시설(NCC)생산품
Ÿ Steam cracker
기준 (Catalytic
cracker는 BAT로
반영 가능)
Ÿ 주제품(HVCs):
아세틸렌, 에틸렌,
프로필렌,
부타디엔, 벤젠,
수소
Ÿ “Product mix" BM
사용 (t CO2/t
HVC)
Ÿ 전기 포함
Ÿ 외부로부터
공급받은 열
(스팀 등) 불포함
제품 형태의
HVC와
거래가능한
형태의 각
HVC를
포함하는
중간제품을
생산하는
모든 공정과
장치 (함량
제한)
생산품
Ÿ 에틸렌,
프로필렌,
부타디엔,
방향족,
공정가스
(crack gas)
등의 양을
모두 합한 것
Ÿ 메탄, 에탄,
프로판, 부탄
등도 포함
Ÿ “Product mix"
BM 사용 (t
CO2/t HVC)
Ÿ 전기 포함
Ÿ 스팀 포함
열분해로,
1차 분해 및
냉각탑,
암축/냉각/
분리기,
냉열설비,
수소정제,
메탄
제거기,
에탄 제거기
/수소화/C2
분리,
프로판
제거기/수
소화/C3
분리, 부탄
제거기
<표 4-9> 나프타 분해시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
- 153 -
2) EDC/VCM 생산시설
<표 4-10>에는 부문# 14 석유화학제품 중에서 EDC/VCM 생산시설에 대한 벤
치마크 개발방법론 및 이와 관련한 주요 고려사항과 조직경계에 관하여 EU
ETS와 국내 지침간의 비교분석을 나타내고 있다.
<표 4-10>에서 알 수 있듯이, EU ETS에서는 EDC를 VCM에 포함시켜 VCM
기준으로 벤치마크를 적용하도록 규정하고 있고, 직접염소화, 산화염소화, VCM
으로의 EDC 크래킹과 직간접적으로 연관된 모든 공정을 조직경계로 한다. 반면
에,「온실가스·에너지 목표관리 운영 등에 관한 지침」에 의하면, 우리나라의 경
우에는 VCM를 EDC에 포함시켜 EDC 기준으로 하는 벤치마크를 사용하도록 정
의되어 있다.
3) 에틸렌옥사이드 생산
에틸렌옥사이드(EO) 생산과 관련한 배출시설에 대한 벤치마크 개발방법론 및
이와 관련한 주요 고려사항과 조직경계에 관한 내용은 <표 23>에 주어져 있다.
상기한 바와 같이, 에틸렌옥사이드 생산시설과 직간접적으로 관련되는 모든 공
정에 대해 환산 에틸렌옥사이드 생산량을 기준으로 배출되는 이산화탄소량을
나타내는 생산품 벤치마크 개발방법론을 적용할 수 있다.
EU ETS에서 규정하는 생산품 벤치마크 방법론에 따르면, EO와 에틸렌글리콜
(EG)에 대해 EO를 기준으로 환산하여 단일 벤치마크값을 개발하여 적용하도록
되어 있고 이때 공장 가동과 관련한 전기를 포함한다. 국내 지침의 경우, EU
ETS에서 규정하는 벤치마크 방법론과 거의 같지만, 공정에 사용된 스팀을 포함
시키고 원료로 EDC를 사용할 경우도 포함된다. 국내 지침을 보면, EO와 EG 생
산과 관련한 조직경계에 반응기, CO2 제거기, 재생기, 정제기, 탈수기 등을 포함
시켜 벤치마크를 규정하도록 되어 있다.
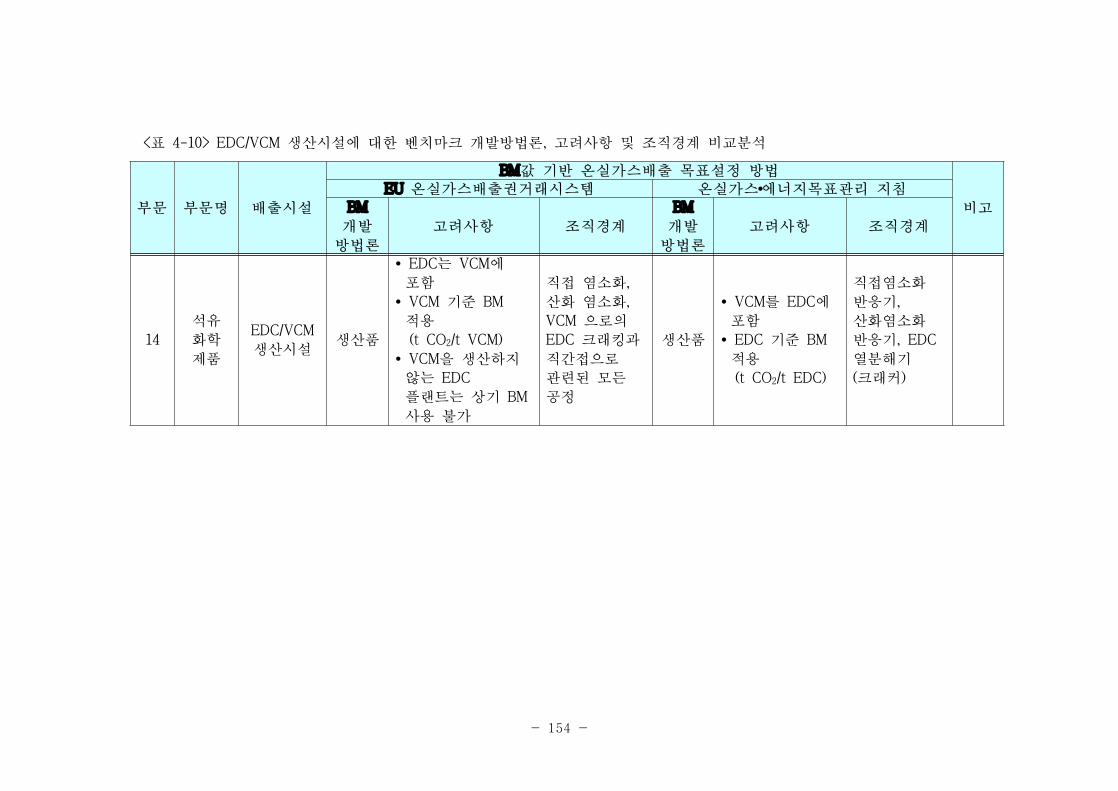
- 154 -
부문 부문명 배출시설
BM값 기반 온실가스배출 목표설정 방법
비고
EU 온실가스배출권거래시스템 온실가스‧에너지목표관리 지침BM 개발
방법론
고려사항 조직경계
BM 개발
방법론
고려사항 조직경계
14석유
화학
제품
EDC/VCM 생산시설
생산품
Ÿ EDC는 VCM에
포함
Ÿ VCM 기준 BM 적용
(t CO2/t VCM)Ÿ VCM을 생산하지
않는 EDC 플랜트는 상기 BM 사용 불가
직접 염소화,산화 염소화,VCM 으로의
EDC 크래킹과
직간접으로
관련된 모든
공정
생산품
Ÿ VCM를 EDC에포함
Ÿ EDC 기준 BM 적용
(t CO2/t EDC)
직접염소화
반응기, 산화염소화
반응기, EDC 열분해기
(크래커)
<표 4-10> EDC/VCM 생산시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
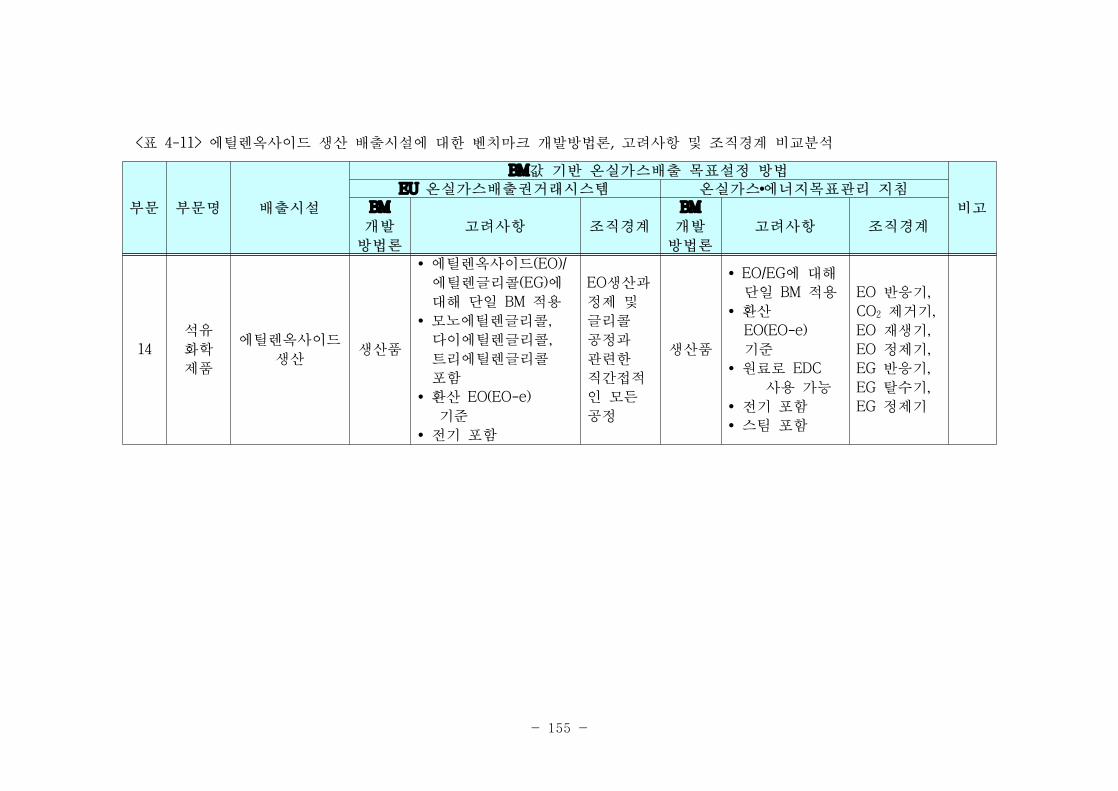
- 155 -
부문 부문명 배출시설
BM값 기반 온실가스배출 목표설정 방법
비고
EU 온실가스배출권거래시스템 온실가스‧에너지목표관리 지침BM 개발
방법론
고려사항 조직경계
BM 개발
방법론
고려사항 조직경계
14석유
화학
제품
에틸렌옥사이드
생산생산품
Ÿ 에틸렌옥사이드(EO)/ 에틸렌글리콜(EG)에대해 단일 BM 적용
Ÿ 모노에틸렌글리콜, 다이에틸렌글리콜, 트리에틸렌글리콜
포함
Ÿ 환산 EO(EO-e) 기준
Ÿ 전기 포함
EO생산과
정제 및
글리콜
공정과
관련한
직간접적
인 모든
공정
생산품
Ÿ EO/EG에 대해
단일 BM 적용
Ÿ 환산
EO(EO-e) 기준
Ÿ 원료로 EDC 사용 가능
Ÿ 전기 포함
Ÿ 스팀 포함
EO 반응기, CO2 제거기,EO 재생기, EO 정제기, EG 반응기, EG 탈수기, EG 정제기
<표 4-11> 에틸렌옥사이드 생산 배출시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
- 156 -
4) 아크릴로니트릴 생산
부문# 14 석유화학제품 중에서 아크릴로니트릴 생산시설에 대한 벤치마크 개
발방법론 및 이와 관련한 주요 고려사항과 조직경계에 대한 비교분석은 <표
4-12>에 주어져 있다.
아크릴섬유, 수지(ABS/SAN), 아크릴아마이드, 아디포니트릴, 합성고무, 라텍스
(latex) 등의 원료로 널리 사용되는 아크릴로니트릴(CH2=CHCN)은 프로필렌과
암모니아를 합성원료로 산화반응 및 정제공정을 거쳐 제조되어지는 유독성 액
상 화학제품이다. 아크릴로니트릴 생산시설을 갖추고 있는 국내 사업장은 태광
산업(주), (주)동서석유학 등이 있다. EU 지역에 소재하는 아크릴로니트릴 생산
시설은 2013년부터 적용될 예정인 EU ETS Phase III에 속해 있지 않으며, 이로
인해 EU ETS BOC 목록에도 들어가 있지 않다(<표 4-12>).
위에서 언급하였듯이, 국내 지침에는 석유화학제품 부문에 속해 있는데, 생산
공정에서 부산물로 발생되는 아세토니트릴은 아크릴로니트릴로 환산해 벤치마
크값에 반영되어야 하고, 전기와 스팀 사용량도 포함하도록 규정되어 있다. 조직
경계로는 프로피렌과 암모니아를 반응시키는 반응기, 회수기, 촉매/비촉매 경정
화기 등이 포함된다(<표 4-12>).
5) 카본블랙 생산
앞에서 기술하였듯이, EU ETS에서는 카본블랙 생산시설 중에서 노 생산방식
을 채택하고 있는 배출시설만 고려하고 있고, 생산공정과 관련되는 플레어(flare)
와 전기 사용량도 벤치마크 산정에 포함한다(<표 4-13>).
노 생산방식의 카본블랙 생산시설에 대한 벤치마크 산정 시, EU ETS에서는
해당 제품 생산과 직간접적으로 관련되는 모든 공정을 포함하고, 피니싱, 패키
징, 플레어링도 조직경계에 포함시키도록 규정하고 있다.
노 생산방식 배출시설만을 대상으로 하고 있는 EU와는 달리, 국내 지침에 규
정된 카본블랙 생산시설과 관련한 벤치마크 개발 시 카본블랙 생산방법(노, 가
- 157 -
스 및 램프 생산법)의 차이를 고려할 것인가 하는 부분이 명시적으로 규정되어
있지는 않다.
지침에 적시된 카본블랙 생산공정의 물질수지에 따르면, 원료로 “탄화수소류”
를 사용하는 것으로 되어 있고, 이때 탄화수소류라고 함은 “탄소가 함유된 오일
이나 가스 등 모든 형태의 탄소화합물을 말하며 일반적으로 석유오일, 콜타르
오일, 천연가스, 아세틸렌 등이 사용된다”고 규정되어 있다. 따라서, 탄화수소류
에 대한 이러한 정의를 염두에 들 때, 지침에서는 노 생산법 외에 가스나 램프
생산방식도 모두 포함하는 것으로 볼 수 있다. 그러나, 앞서 이미 설명하였듯이,
카본블랙의 경우 생산방법의 차이에 따라 동 제품의 품질과 물리화학적 특성들
이 완전히 상이하므로 ‘카본블랙’이란 제품이라고 할지라도 완전히 다른 제품이
므로 동일 제품으로 분류하여 동일한 벤치마크를 적용할 수 없다. 따라서, 카본
블랙 생산방식에 따른 차이점을 반영할 필요성이 있을 뿐만 아니라, 국내 카본
블랙 생산시설 대부분이 노 생산방식을 채택하고 있으므로 EU ETS와 마찬가지
로 노 생산법을 적용하고 있는 국내 사업장만을 대상으로 하는 것이 바람직할
것으로 생각된다.
<표 4-13>에 열거되어 있듯이, 반응기, 열분해기(부분산화와 열분해), 열교환기,
습식/건식 펠릿화 공정, 페가스 연소기 등이 조직경계에 포함된다. 그러나, EU
ETS에서 규정하고 있는 피니싱 및 패키징 공정의 포함 여부가 명확하지 않으므
로 이 공정 부분으로부터 발생되는 이산화탄소 배출량의 유의성을 조사하여 조
직경계에 포함시킬 필요성이 있을 것으로 보인다.
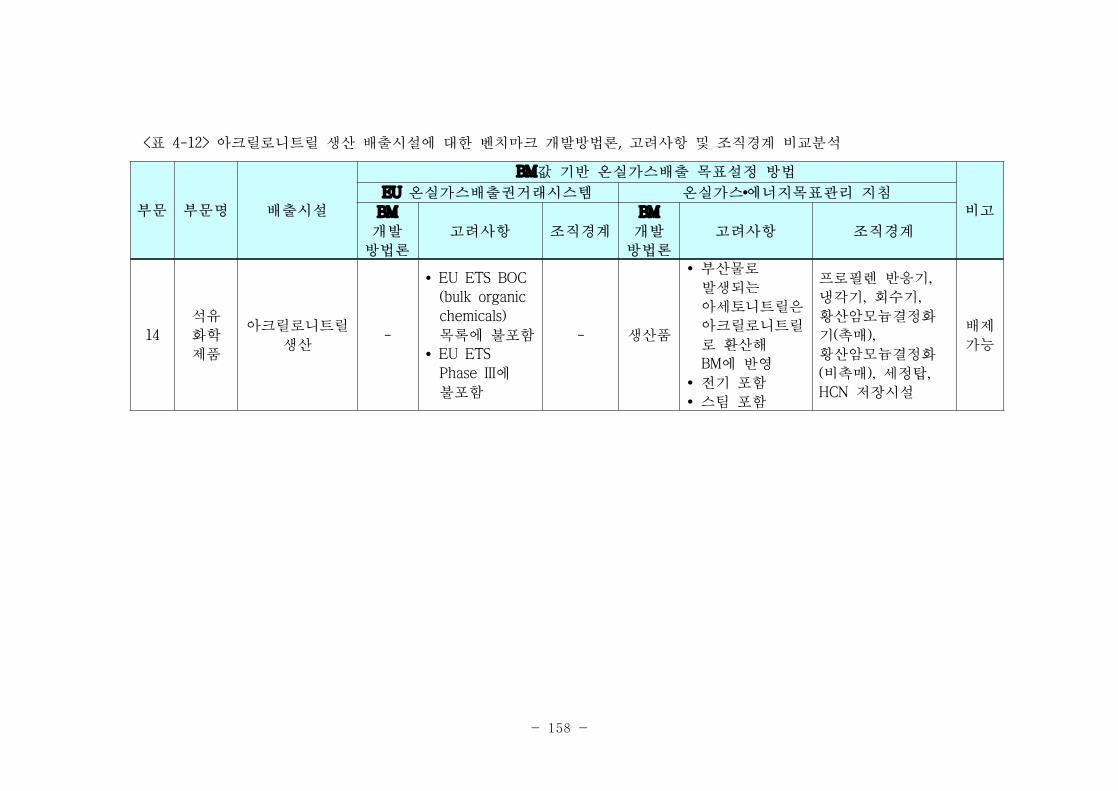
- 158 -
부문 부문명 배출시설
BM값 기반 온실가스배출 목표설정 방법
비고EU 온실가스배출권거래시스템 온실가스‧에너지목표관리 지침
BM 개발
방법론
고려사항 조직경계
BM 개발
방법론
고려사항 조직경계
14석유
화학
제품
아크릴로니트릴
생산-
Ÿ EU ETS BOC (bulk organic chemicals) 목록에 불포함
Ÿ EU ETS Phase III에불포함
- 생산품
Ÿ 부산물로
발생되는
아세토니트릴은
아크릴로니트릴
로 환산해
BM에 반영
Ÿ 전기 포함
Ÿ 스팀 포함
프로필렌 반응기, 냉각기, 회수기, 황산암모늄결정화
기(촉매), 황산암모늄결정화
(비촉매), 세정탑, HCN 저장시설
배제
가능
<표 4-12> 아크릴로니트릴 생산 배출시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
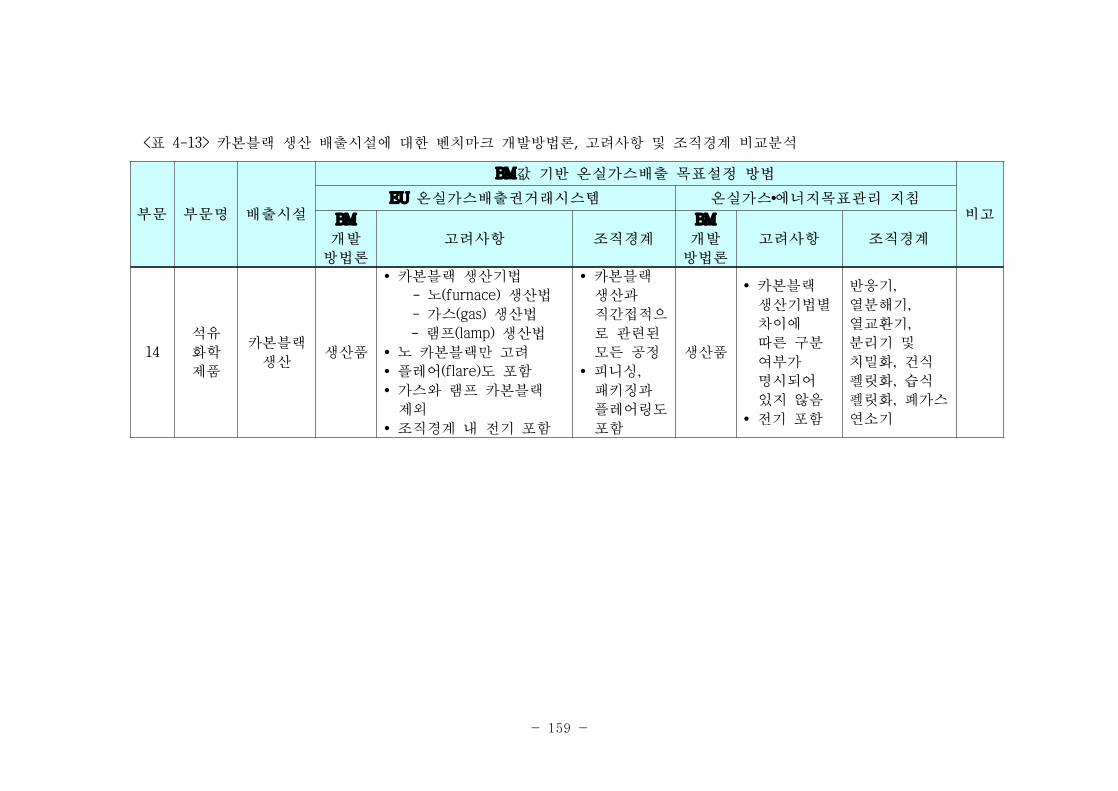
- 159 -
부문 부문명 배출시설
BM값 기반 온실가스배출 목표설정 방법
비고EU 온실가스배출권거래시스템 온실가스 ‧에너지목표관리 지침
BM 개발
방법론
고려사항 조직경계
BM 개발
방법론
고려사항 조직경계
14석유
화학
제품
카본블랙
생산생산품
Ÿ 카본블랙 생산기법
- 노(furnace) 생산법
- 가스(gas) 생산법
- 램프(lamp) 생산법
Ÿ 노 카본블랙만 고려
Ÿ 플레어(flare)도 포함
Ÿ 가스와 램프 카본블랙
제외
Ÿ 조직경계 내 전기 포함
Ÿ 카본블랙
생산과
직간접적으
로 관련된
모든 공정
Ÿ 피니싱, 패키징과
플레어링도
포함
생산품
Ÿ 카본블랙
생산기법별
차이에
따른 구분
여부가
명시되어
있지 않음
Ÿ 전기 포함
반응기, 열분해기, 열교환기, 분리기 및
치밀화, 건식펠릿화, 습식펠릿화, 폐가스
연소기
<표 4-13> 카본블랙 생산 배출시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
- 160 -
1.9. 부문 #15 불소화합물 생산
「온실가스·에너지 목표관리 운영 등에 관한 지침」별표 7의 부문# 15 불소화
합물 생산과 관련한 배출시설은 HCFC-22 생산과정에서 발생하는 HFC-23로 규
정되어 있는데, <표 4-14>에서 보듯이 이 배출시설은 EU ETS Annex I에는 포함
되지 않은 온실가스 배출시설이다. 따라서, EU ETS에서 해당 배출시설에 대한
벤치마크 방법론은 찾아볼 수 없었다.
상기 지침에 따르면, HCFC-22 생산과정에서 발생하는 HFC-23 배출시설로부터
발생되는 온실가스 배출량 산정 시, HCFC-22 생산과 관련한 공정배출과 기타
연소시설에서의 연소배출을 모두 반영하도록 규정되어 있다. 상기의 공정배출에
는 환기(condenser vent)과정에서의 배출, 탈루(fugitive) 배출, 세정을 위한 스크
러버에서의 액상 배출, HCFC-22 제품에 포함된 극소량의 HFC-23, HFC-23 회수
시 저장탱크로부터의 배출 등이 포함된다. 또한 생산공정에서 사용된 전기 사용
량과 보조연료 사용으로 인한 온실가스 배출량도 포함되도록 규정하고 있다(<표
4-14>).
상술하였듯이, HCFC-22 생산과정에서 발생하는 HFC-23 배출시설은 EU ETS
에 포함되지 않았기 때문에 해당 배출시설과 관련한 조직경계 구획을 국내 지침
과 비교할 수는 없다. 국내 지침에 규정된 조직경계에는 무수 불산과 클로로폼
을 반응시키는 반응조, 이 반응으로부터 발생하는 염산과 관련한 공정, 세정공
정, HFC-23를 고온에서 소각하기 위한 열분해공정이 포함되고, 또한 중화, 건조,
압축, 저장, 운송도 포함된다.
HCFC-22 생산과정에서 발생하는 HFC-23 배출시설은 EU ETS Phase III에 포
함되어 있지 않으므로, EU ETS와 유사한 접근방법으로 국내 온실가스 배출 사
업장에 대한 유무상할당 방법론을 적용하고자 한다면, 국내에 존재하는 해당 배
출시설의 숫자와 이로부터 야기되는 온실가스 배출량에 대한 조사와 분석이 선
행될 필요성이 있고, EU에 비해 그 배출량이 국가차원의 온실가스 감축 프로그
램에서 제외되기 어려울 정도의 수준이라면 국내 고유의 벤치마크 방법론을 개
발하여 적용하는 것이 가능할 것이다. 이를 위해 앞 절에서 서술된 (주)후성에
대한 환산 이산탄소 배출량 정밀 산정방법을 그대로 적용할 수 있을 것으로 보
인다.
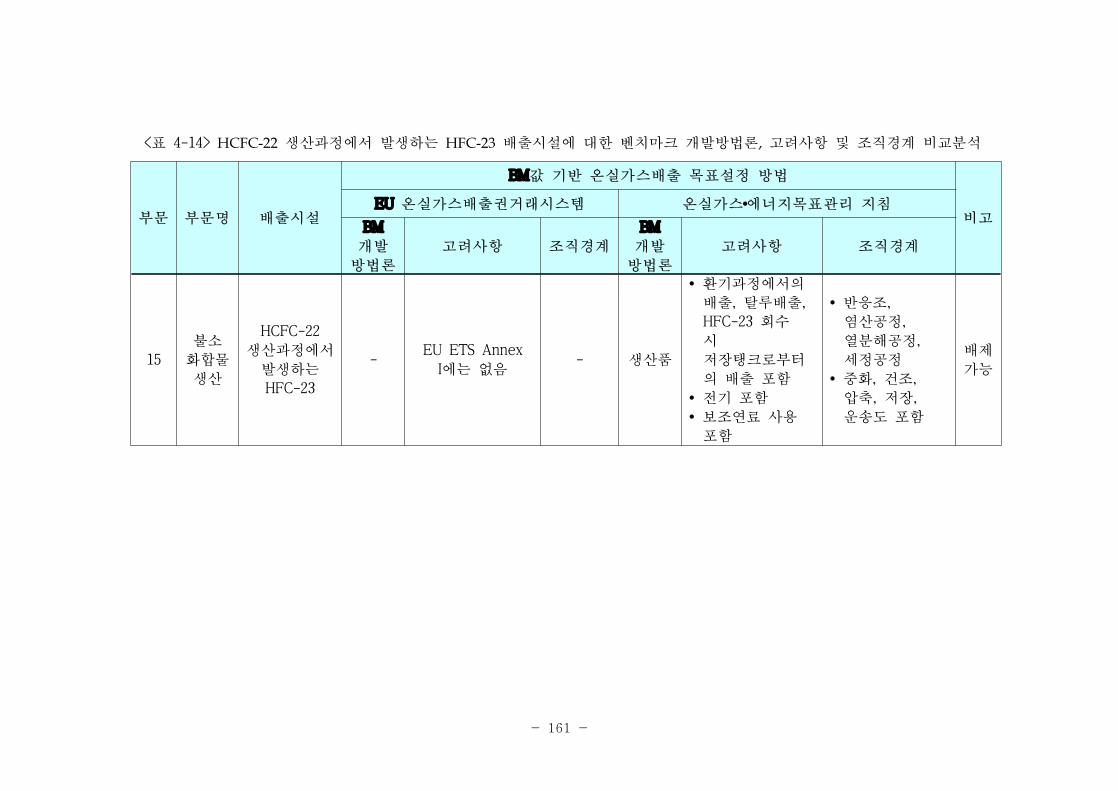
- 161 -
부문 부문명 배출시설
BM값 기반 온실가스배출 목표설정 방법
비고EU 온실가스배출권거래시스템 온실가스‧에너지목표관리 지침
BM 개발
방법론
고려사항 조직경계
BM 개발
방법론
고려사항 조직경계
15불소
화합물
생산
HCFC-22 생산과정에서
발생하는
HFC-23
-EU ETS Annex
I에는 없음- 생산품
Ÿ 환기과정에서의
배출, 탈루배출, HFC-23 회수
시
저장탱크로부터
의 배출 포함
Ÿ 전기 포함
Ÿ 보조연료 사용
포함
Ÿ 반응조, 염산공정, 열분해공정, 세정공정
Ÿ 중화, 건조, 압축, 저장, 운송도 포함
배제
가능
<표 4-14> HCFC-22 생산과정에서 발생하는 HFC-23 배출시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
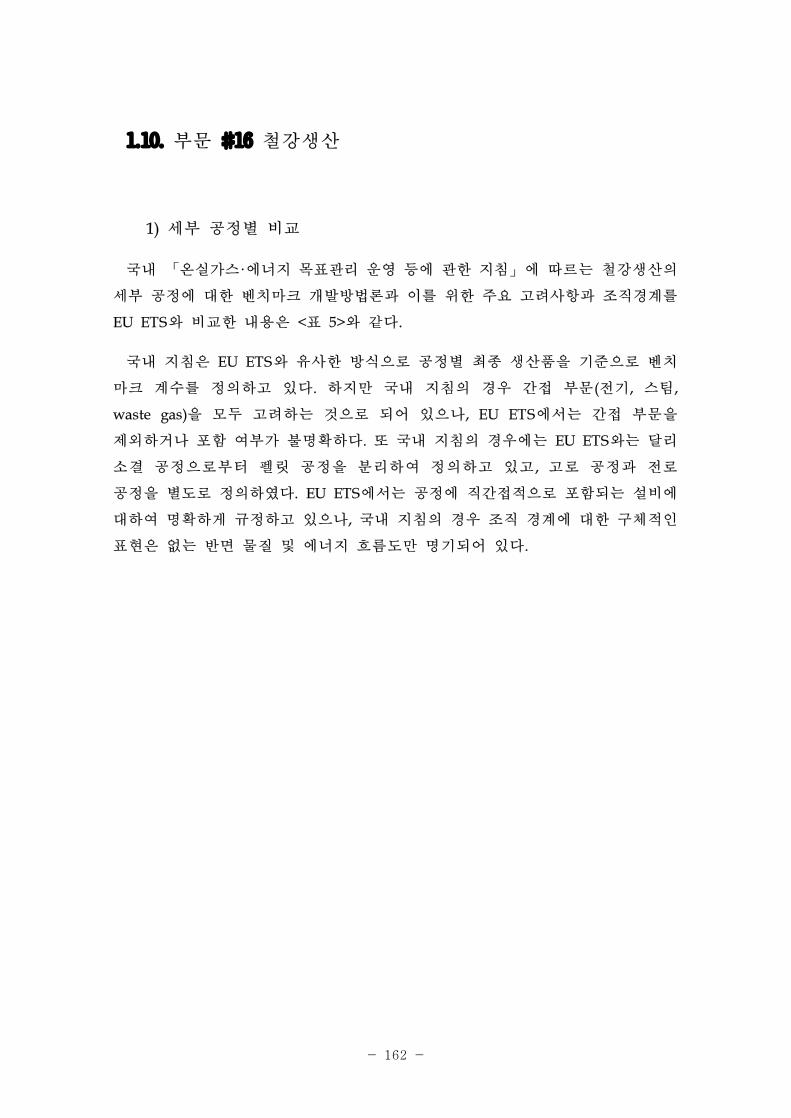
- 162 -
1.10. 부문 #16 철강생산
1) 세부 공정별 비교
국내 「온실가스·에너지 목표관리 운영 등에 관한 지침」에 따르는 철강생산의
세부 공정에 대한 벤치마크 개발방법론과 이를 위한 주요 고려사항과 조직경계를
EU ETS와 비교한 내용은 <표 5>와 같다.
국내 지침은 EU ETS와 유사한 방식으로 공정별 최종 생산품을 기준으로 벤치
마크 계수를 정의하고 있다. 하지만 국내 지침의 경우 간접 부문(전기, 스팀,
waste gas)을 모두 고려하는 것으로 되어 있으나, EU ETS에서는 간접 부문을
제외하거나 포함 여부가 불명확하다. 또 국내 지침의 경우에는 EU ETS와는 달리
소결 공정으로부터 펠릿 공정을 분리하여 정의하고 있고 , 고로 공정과 전로
공정을 별도로 정의하였다. EU ETS에서는 공정에 직간접적으로 포함되는 설비에
대하여 명확하게 규정하고 있으나, 국내 지침의 경우 조직 경계에 대한 구체적인
표현은 없는 반면 물질 및 에너지 흐름도만 명기되어 있다.
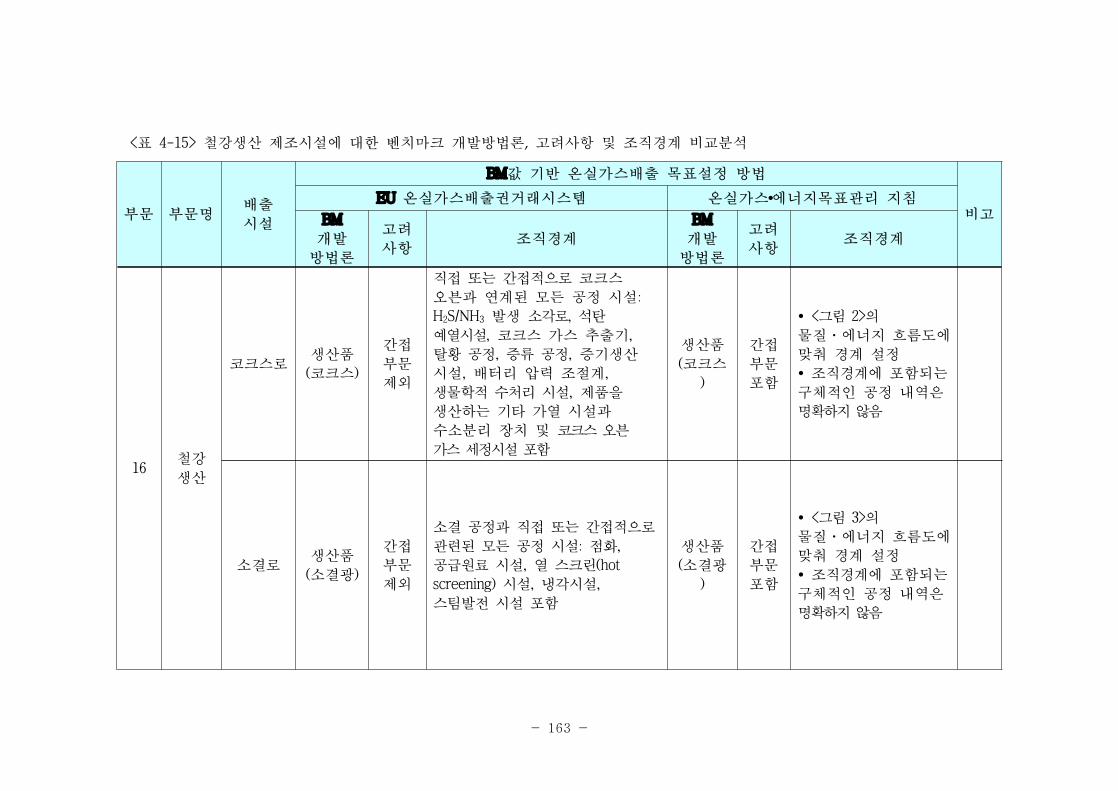
- 163 -
부문 부문명배출
시설
BM값 기반 온실가스배출 목표설정 방법
비고EU 온실가스배출권거래시스템 온실가스‧에너지목표관리 지침
BM 개발
방법론
고려
사항조직경계
BM 개발
방법론
고려
사항조직경계
16철강
생산
코크스로생산품
(코크스)
간접
부문
제외
직접 또는 간접적으로 코크스
오븐과 연계된 모든 공정 시설: H2S/NH3 발생 소각로, 석탄
예열시설, 코크스 가스 추출기, 탈황 공정, 증류 공정, 증기생산
시설, 배터리 압력 조절계, 생물학적 수처리 시설, 제품을
생산하는 기타 가열 시설과
수소분리 장치 및 코크스 오븐
가스 세정시설 포함
생산품
(코크스
)
간접
부문
포함
Ÿ <그림 2>의 물질·에너지 흐름도에
맞춰 경계 설정
Ÿ 조직경계에 포함되는
구체적인 공정 내역은
명확하지 않음
소결로생산품
(소결광)
간접
부문
제외
소결 공정과 직접 또는 간접적으로
관련된 모든 공정 시설: 점화, 공급원료 시설, 열 스크린(hot screening) 시설, 냉각시설, 스팀발전 시설 포함
생산품
(소결광
)
간접
부문
포함
Ÿ <그림 3>의 물질·에너지 흐름도에
맞춰 경계 설정
Ÿ 조직경계에 포함되는
구체적인 공정 내역은
명확하지 않음
<표 4-15> 철강생산 제조시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석
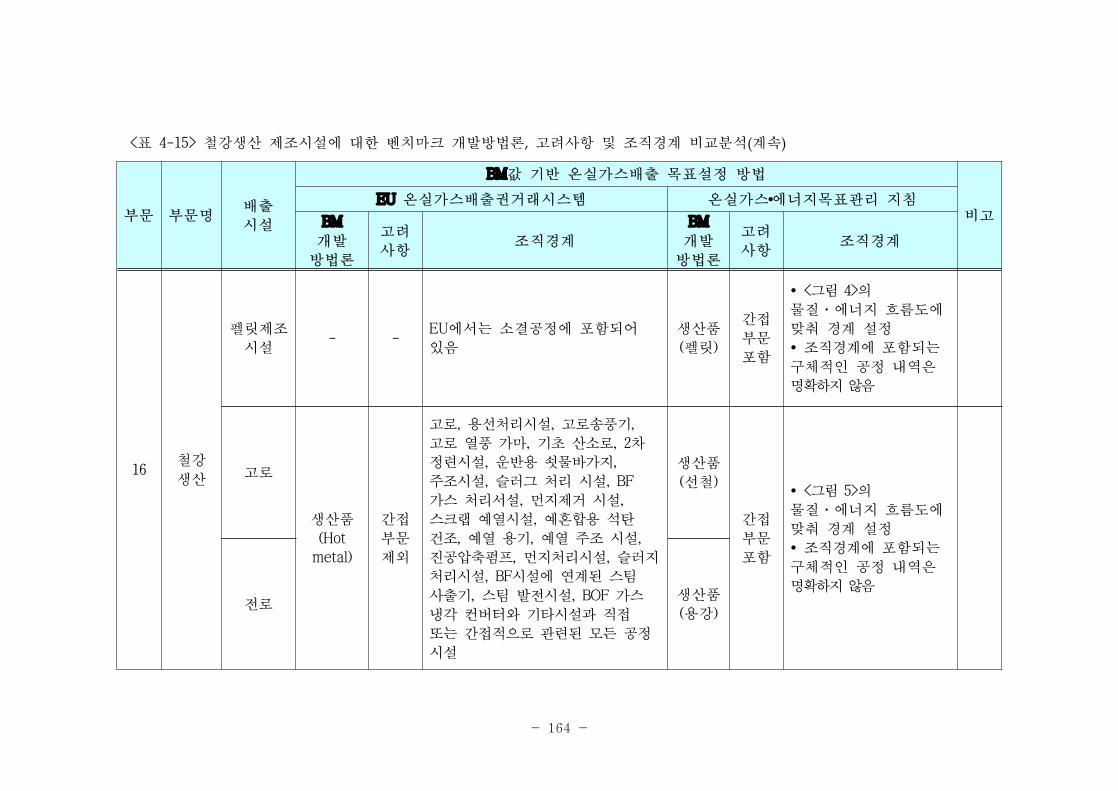
- 164 -
부문 부문명배출
시설
BM값 기반 온실가스배출 목표설정 방법
비고EU 온실가스배출권거래시스템 온실가스‧에너지목표관리 지침
BM 개발
방법론
고려
사항조직경계
BM 개발
방법론
고려
사항조직경계
16철강
생산
펠릿제조
시설- -
EU에서는 소결공정에 포함되어
있음
생산품
(펠릿)
간접
부문
포함
Ÿ <그림 4>의 물질·에너지 흐름도에
맞춰 경계 설정
Ÿ 조직경계에 포함되는
구체적인 공정 내역은
명확하지 않음
고로
생산품
(Hot metal)
간접
부문
제외
고로, 용선처리시설, 고로송풍기, 고로 열풍 가마, 기초 산소로, 2차정련시설, 운반용 쇳물바가지, 주조시설, 슬러그 처리 시설, BF 가스 처리서설, 먼지제거 시설, 스크랩 예열시설, 예혼합용 석탄
건조, 예열 용기, 예열 주조 시설, 진공압축펌프, 먼지처리시설, 슬러지
처리시설, BF시설에 연계된 스팀
사출기, 스팀 발전시설, BOF 가스
냉각 컨버터와 기타시설과 직접
또는 간접적으로 관련된 모든 공정
시설
생산품
(선철)
간접
부문
포함
Ÿ <그림 5>의 물질·에너지 흐름도에
맞춰 경계 설정
Ÿ 조직경계에 포함되는
구체적인 공정 내역은
명확하지 않음 전로
생산품
(용강)
<표 4-15> 철강생산 제조시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석(계속)
- 165 -
부문 부문명배출
시설
BM값 기반 온실가스배출 목표설정 방법
비고EU 온실가스배출권거래시스템 온실가스‧에너지목표관리 지침
BM 개발
방법론
고려
사항조직경계
BM 개발
방법론
고려
사항조직경계
16철강
생산
전기로
(EAF) 생산품
직접
배출만 고려
명확한 관련 자료는 없지만, 코크스공정·소결공정·Hot metal 생산 공정의 조직경계 설정
방식으로 미루어 보아, 전기로(EAF) 운전에 직접 또는
간접적으로 연계된 모든 공정
시설을 포함할 것으로 예상됨
생산품
간접
부문
포함
Ÿ <그림 6>의 물질·에너지 흐름도에
맞춰 경계 설정
Ÿ 조직경계에 포함되는
구체적인 공정 내역은
명확하지 않음
<표 4-15> 철강생산 제조시설에 대한 벤치마크 개발방법론, 고려사항 및 조직경계 비교분석(계속)
- 166 -
2) 철강생산 분야의 기타 쟁점
▪기업 수(공정 수)의 부족
EU의 경우 철강기업이 다수 존재하여 다수의 동일 공정에서 기업별 이산화탄소
배출계수 비교를 통한 벤치마크 계수의 정의가 가능하다. 하지만 국내의 경우
일관 제철소에 포함되어 있는 일부 공정에 대해서는 해당 공정을 보유한 기업
수가 부족하여 벤치마크 계수의 정의에 어려움이 있다. 고로의 경우, 포스코와
현대제철 단 2개 기업만이 보유하고 있다. 이에 대하여 「온실가스·에너지 목표관리
운영 등에 관한 지침」에서는 BAT 기준으로 벤치마크 계수를 개발하는 것을
명시하였으나 적용 가능성에 대해서는 명확하지 않다.
해결방안으로는 동일한 공정을 여러 개 소유하고 있는 기업이 명세서를 제출할
때 공정을 구분하여 에너지 소비량과 온실가스 배출량 정보를 제출하도록 개정할
필요가 있다. 고로의 경우 포스코와 현대제철을 모두 합하면 10기가 존재하므로
개별 고로의 상세 정보를 별도의 명세서로 제출하도록 하고, 이 데이터에 의거한
이산화탄소 배출계수를 수집하여 벤치마크 계수를 정의할 수 있을 것으로 기대
된다.
▪벤치마크 계수의 종류
국내 「온실가스·에너지 목표관리 운영 등에 관한 지침」에는 EU에서 정의한
벤치마크 계수와 상이한 온실가스 배출계수가 정의되어 있다. 첫째 EU에서는 펠릿
공정에 대한 벤치마크 계수가 별도 정의되어 있지 않고 소결로 공정에 포함되어
있다. 추정되는 원인으로는 국내 지침은 온실가스를 배출하는 주요 ‘설비’를 기준
으로 온실가스 배출계수를 산정하도록 규정한 반면, EU는 ‘공정의 경계 설정’을
기준으로 정의한 것으로 보인다 . EU와 동일한 방식을 따르고자 한다면 펠릿
공정의 벤치마크 계수는 삭제해야 한다. 실제 펠릿 제조 공정의 온실가스 배출은
미미한 수준이다. 펠릿 제조 공정에 대한 IPCC의 온실가스 배출량 기준 값은
0.03 tCO2 eq이다. 「온실가스·에너지 목표관리 운영 등에 관한 지침」에 펠릿 공정의
벤치마크 계수가 포함된 다른 이유가 존재하는지 조사하고, 별도로 관리해야
하는지 검토할 필요가 있다.
둘째, EU는 고로(Blast Furnace)와 전로(Basic Oxygen Making Furnace) 공정을
구분하지 않고 있으나 국내 「온실가스·에너지 목표관리 운영 등에 관한 지침」은
두 공정에 대하여 별도의 온실가스 배출계수를 정의하고 있다 . 펠릿 공정과
- 167 -
마찬가지로 , 국내 지침은 온실가스를 배출하는 주요 ‘설비’를 기준으로 온실가스
배출계수를 산정하도록 규정한 반면, EU는 ‘공정’을 기준으로 정의한 것으로 파악
된다. 일관제철소에서는 전로 공정이 고로의 후단에 항상 함께 배치되어 있기
때문에, EU에서는 두 개의 설비를 하나의 공정으로 처리한 것으로 판단된다. 이는
EU의 용선(Hot metal)에 대한 벤치마크 계수가 국내의 고로와 전로의 배출
계수의 합과 비슷한 수준인 것으로 보아 추정 가능하다 . 따라서 만약 EU와
동일한 방식을 이용하여 적용하고자 한다면, 지침에 정의된 고로 공정과 전로
공정을 구분한 경위를 조사하고 타당성을 재검토할 필요가 있다.
▪국내 철강생산 기업의 고효율 공정
국내 기업들은 EU 지역 철강기업 대비 뒤늦게 생산시설을 도입하였기 때문에
EU의 기업들보다 최신 공정시설을 구축하여 고효율 공정을 운영하고 있다. 예로
국내 A 사의 공정이 EU의 벤치마크 계수를 따른다고 가정하여 원료 공정부터
고로 공정까지의 이산화탄소 배출량을 산정하면 6,118,825 tCO2 eq이다. 반면에
실제 이산화탄소 배출량은 5,344,931 tCO2 eq로, EU의 벤치마크 계수를 따른다고
가정한 조건의 약 87.4 % 수준이다. 이미 우수한 고효율 공정 운영에도 불구하고
BAT 기준으로 벤치마크 계수를 결정하면 국내 기업의 피해가 예상되므로 지침의
적절한 운영이 필요하다.
- 168 -
참고문헌
1. 국립환경과학원, “대기환경기준 개선을 위한 조사연구 (Ⅱ), (2005)
2. 국립환경과학원,“ 환경부문 온실가스 배출량 inventory 작성 및 배출계수 개발”,
(2007)
3. 김인숙, 이해춘, “유럽연합 사업장 탄소배출권 할당 사례연구”, POSRI경영연구
제10권 제1호, pp. 88-116
4. 김성배, “미국의 온실가스대응정책과 그 시사점 - 다양한 환경정책수단을 통한
온실가스규제가능성검토-, 환경법연구 제32권 제1호, pp. 203-235
5. 김성희, 이찬우, 우리나라대형 소매유통업계 온실가스 감축 정책방향, 인천환경
보전협회, (2010)
6. 김태호, 정우양, 송요순, 건축물분야의 온실가스저감을 위한 적정 CDM활용방안,
대한건축학회, (2010)
7. 산업자원부, “온실가스 배출 감축사업 등록 및 관리에 관한 규정”, (2005)
8. 에너지경제연구원, www.keei.re.kr
9. 에너지관리공단, “배출권거래제 활용을 위한 해외인벤토리 사례 분석:, (2005)
10. 에너지관리공단, “온실가스 배출 감축사업 등록 및 관리제도 안내”, (2008)
11. 에너지관리공단, “인벤토리 구축 및 명세서 작업”, (2010)
12. 에너지관리공단, "산업부문 온실가스 감축 및 에너지 절약 잠재량 추정(정유산
업)“, (2006)
13. 이종영, 백옥선, “독일 온실가스배출권거래법의 제정배경과 체계”, 중앙법학 제
10집 제1호, (2008)
14. 환경부, “수도권 사업장 총량관리제의 적정 관리방안 마련”, (2007)
15. 환경부, 온실가스․에너지 목표관리 운영 등에 관한 지침, 2011
16. AEA, Reduction and Testing of Greenhouse Gas(GHG) Emissions from
Heavy Duty Vehicles - Lot 1: Strategy, (2011)
- 169 -
17. Alan McKinnon, CO2 Emissions from Freight Transport in the UK, (2007)
18. California Environmental Protection Agency, "Proposed early actions to
mitigate climate change in california", (2007)
19. Environmental Protection Agency, “Direct Emissions from Stationary
Combustion Sources” (2004),"http://www.eia.doe.gov/oil_gas/natural_gas“
20. EUROPEAN COMMISSION,“COMMISSION STAFF WORKING DOCUMENT
IMPACT SSESSMENT“(2010),
51. Guidance Document n°1 ~ n°9 on the harmonized free allocation
methodology for the EU-ETS post 2012
22. http://ec.europa.eu/environment/climat/emission/benchmarking_en.htm.
EUROPEAN COMMISSION,“Benchmarks as a basis for allocation of
emission allowances in the energy sector“(2010),
23. http://ec.europa.eu/environment/climat/emission/benchmarking_en.htm.
EUROPEAN COMMISSION,“EU energy trends to 2030” (2009)
24. IPCC, "2006 IPCC Guidelines for National Greenhouse Gas
Inventories",(2006)
25. Siemens Energy Sector, "Development and Implementation of
Post-Combustion Capture Technology", (2008)
52. Guidance Document n°1 ~ n°9 on the harmonized free allocation
methodology for the EU-ETS post 2012
26. The Fraunhofer Institute for Systems and Innovation research,
“DEVELOPING BENCHMARKING CRITERIA FOR CO2 EMISSIONS”,
(2009)
27. The Fraunhofer Institute for Systems and Innovation research,
“Methodology for the free allocation of emission allowances in the EU
ETS post 2012”, (2009)


























![2017 년 주성엔지니어링 주) > 주성엔지니어링 본사[자율] 11.온실가스 관리수준(인벤토리, 목표-계획-실적 관리 등) 및 배출량 · 원단위 온실가스](https://img.pdfslide.tips/doc/110x75/5e6368f2d8067c5e9903fc9e/2017-e-ee-ee-e-oe-11e.jpg)


