Embed Size (px)
Citation preview
80 81
控制系统 CD技术与应用CONTROL SYSTEM
81
浙江大学宁波理工学院 王友林宁波大世界家具研发有限公司 邵成峰
摘要:针对传统异形家具椅腿生产过程中存在的工艺复杂、生产效率低的问题,基于台达工业控制产品及技术,构建出一套异形家具椅腿生产自动控制系统。综合采用台达PLC、ASDA-AB系列伺服驱动器、VFD-M系列变频器、04AD模块以及DOP-B系列触摸屏对系统送料输送、插补加料以及毛坏进给等单元进行控制,从而实现对异形椅腿自动模压成型的目的。现场生产试验表明,该系统所采用的方法可行、稳定,能够满足异形椅腿可靠、高效的生产要求,达到了预期的效果。
文章编号:140405
台达工控产品在异形家具椅腿生产中的应用
1 引言木质座椅是人们生产生活中所必不可少的生活
用品,其使用广、需求大,地位是塑制和铁制座椅
所不能替代的。在现代家具座椅的生产过程中,椅
腿的生产一般需要经过原材料筛选、防腐烘干、木
材配料等诸多工艺处理,其生产过程不仅耗时耗力
而且机械化程度低,同时木质材料浪费严重。显然
传统的家具椅腿生产方式已经不能满足现代企业对
产品生产效率和经济利益的追求,为此探索一种全
新的椅腿生产工艺成为必然。
The Application of Delta Industrial Control Products in the Production of Profiled Furniture Chair Legs
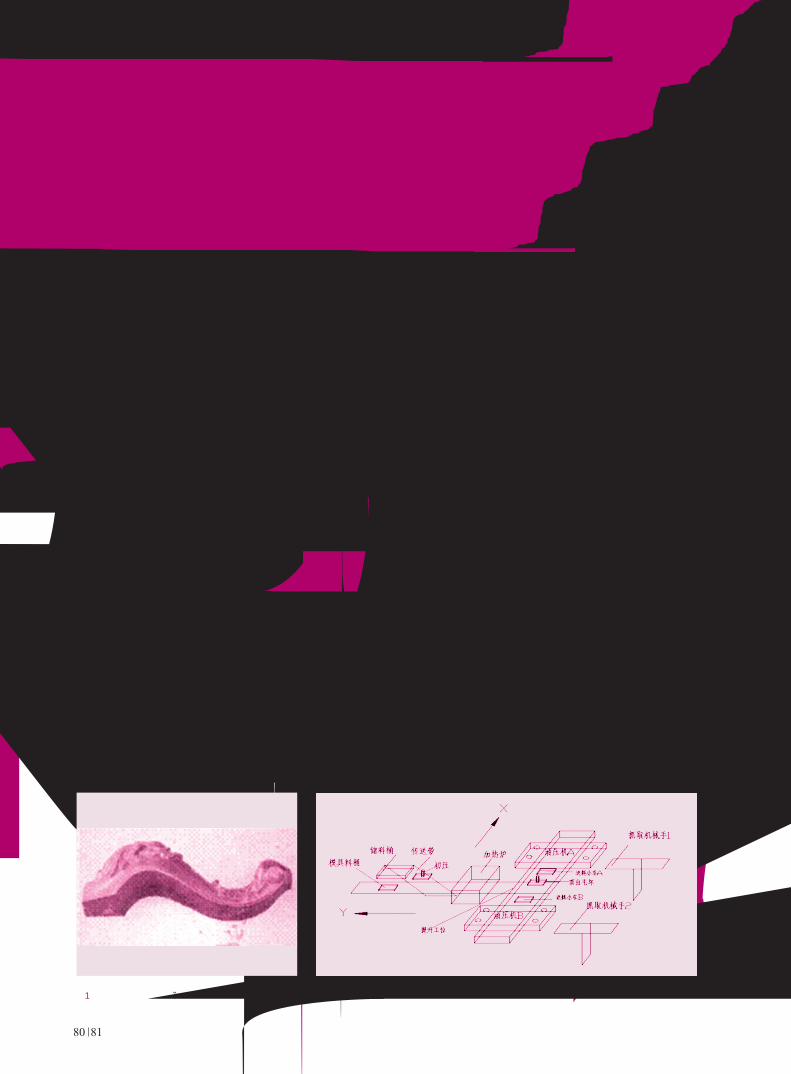
针对传统椅腿生产工艺的不足,宁波大世界家
具研发有限公司提出一种采用模压微米木纤维成型
的方法来解决椅腿生产中存在的问题,其将事先准
备好的原料通过模具的初压、加热炉加热以及模具
终压等工艺最终生成所需椅腿,如图1所示。本文正
是据此生产工艺要求,制定出一套基于台达工业控
制产品及技术的椅腿生产自动控制系统。
2 系统的总体结构设计系统的总体结构设计如图2所示,整个自动生
图1 模压成型异形椅腿 图2 系统总体结构图

8181 kzcd.chuandong.com
产线分成X,Y两条线,其工作过程大致如下:微
米木纤维通过传送带输送到储料桶中,由储料桶中
的两台变频电机将其搅拌下料,落入下方的模具料
桶;模具料桶上方及下方各有一台伺服电机,实现
对料桶插补加料的功能;加满纤维的料桶运动到初
压工位进行预压,之后在返回原处继续加料,由于
纤维具有泡沫性,料桶加满后的质量并不是真实预
算的所需量,因此需要进行多次预压-返回的操作;
当进行一定的预压-返回操作之后,使料桶返回原处
由其下方的称重传感器对其进行称重计量操作,判
断其是否还需要继续加料,最后一次加料采用静止
加料方式,即称重传感器顶起料桶的同时往其中加
料,直到加料量满足设计要求;当最后一次加料完
成后,使料桶运动到初压处进行最后一次预压并且
合上上盖,进入加热炉进行加热操作;由加热炉出
来的料桶经过提升电机的作用将料桶送入X生产线。
此时料桶的正下方位置已有一辆送料小车在等待
着,打开料桶的上下盖,由顶出液压缸将预压成型
的毛坏椅腿顶入小车之内,之后送至油压机处,进
行最后的模压成型;在此过程中,另一辆小车向料
桶正下方的位置运动,同时料桶经提升电机回落至Y
生产线并自动往原始加料处运动,进行新的一次加
料操作。当椅腿最终模压成型之后,由油压机处的
机械手抓取成品,并将其放入预先指定的位置。
3 系统硬件开发3.1 硬件构成
(1)控制的核心部件是PLC,它在整个控制
系统中起着举足轻重的作用,选型的时候不仅需要
考虑工艺的要求还要考虑其存储容量和处理速度。
根据控制要求,选用主模块为DVP-20PM及DVP-
40EH,扩展模块为48HP、04AD、16HM11N型的
PLC,其中每个主模块都有两个通讯口,其一的
RS232与上位机触摸屏(HMI)连接,来实现人机对
话。
(2)设计计算每个工位电机所需的功率,并
遵循适当放大的原则。其选型如下,X生产线:传送
带送料电机选用1.5kW三相异步电机并配以VFD-M
系列变频器;搅拌下料采用两台0.75kW变频控制电
机;插补加料采用1.5kW及0.4kW伺服电机并配以
ASDA-AB系列驱动器;提升工位采用0.75kW三相异
步电机并配以VFD-M系列变频器。Y生产线:每台
送料小车采用1.5kW伺服电机并配以ASDA-AB系列
驱动器;机械手采用86BYG350-113三相步进电机
(6N.M,5.2A)并配以3HB606三相步进驱动器。
(3)人机界面的选择相当重要,它是人机交
流的主要途径,每天设备和人接触最多的就是人机
界面,它不仅要求外形美观,而且还要耐用,在家
具厂这种微米纤维漂浮比较多,环境相对恶劣的条
件下能够24小时无故障工作。综上系统总体电气控
制设计如下图3所示。
(4)系统的整体控制框图如图4所示,其中
PLC以外部端子的方式对变频器、伺服驱动器以及
步进驱动器进行控制。
4 系统软件开发4.1 Y线PLC程序开发
按照功能的要求和功能的构思,规划好每个输
入输出点的含义之后就是程序的编制与调试。考虑
到程序的容量和开发程序的简洁易读性,Y生产线上
的主控制器为20PM,其大量采用子程序、程序分块
结构,从而使得程序的修改和查找变的方便可行。
图3 系统整体电气控制设计 图4 控制结构图
数据总线

82 83
控制系统 CD技术与应用CONTROL SYSTEM
83
由于DVP-20PM主机结合了PLC顺序控制及双轴补
间定位控制的功能,因此系统在程序的规划上,主
要分为O100主程序、OX运动子程序及Pn子程序等
三大类。
O100主程序为PLC顺序控制程序,主要为
DVP-PM系列主机运作的顺序控制主程序。O100主
程序区段中,只支持基本指令及应用指令,使用这
两种类型指令,除了提供I/O点讯号数据处理及Pn子
程序的呼叫,还有控制启动OX0 ~ OX99共100组的
OX运动子程序,所以O100主程序为主控程序的建
立,再经由主控程序去设定及启动运动子程序,这
是DVP-20PM运作控制架构的阶层关系。本系统中
主程序规划了3个运动子程序的调用和7个Pn子程序
的呼叫,其中OX0:包括回到原点位置,设置循环
加料次数、每次加满原料至初压工位预压以及插补
加料G代码编写等程序;OX1:Y线模具料桶的原点
复位控制;OX2:Y线方向上模具料桶在加热炉中位
置的控制;P0:由称重传感器计算当前模具料桶中
的重量;P1:0.75kW变频器控制,即Y线末端提升
工位电机的控制,其中包括点动功能;P2:1.5kW
变频器控制,即Y线初始端传送带送料输送的控制,
其中包括点动功能;P3:04AD的CH1初始化以及
1.5kW和0.4kW插补下料伺服电机的运动参数初始
化;P4:提升到X线处后模具料桶上下盖的开合以及
液压缸顶出毛坏动作的控制;P5:各类故障检测,
包括插补下料电机、送料电机、提升电机等;P6:
两台插补下料电机的点动控制。
4.2 X线PLC程序开发当进行P4子程序的动作之后,模具料桶由
20PM程序控制自动返回至Y线初始端重新开始新一
轮的动作。当毛坏被顶入送料小车A之后,即进入以
40EH为主机控制的X生产线,其采用台达ISPSoft软
件编辑程序,其主程序包含7大功能块,其中FB0:
两个小车电机的s-on;FB1:油压机A线控制,包括
小车A初始化到料桶正下方位置处的原点回归,油压
机上下油缸的动作以及模压成型后机械手1的抓取动
作;FB2:油压机B线控制,包括小车B初始化到料
桶正下方位置处的原点回归,油压机上下油缸的动
作以及模压成型后机械手2的抓取动作;FB3:各类
故障检测,包括小车、机械手以及加热炉等;FB4:
机械手1抓取控制;FB5:机械手2抓取控制;FB6:
机械手和小车的点动控制;FB7:加热炉故障检测。
4.3 人机程序开发人机界面的开发要遵循简单明了,易于操作的
原则。本系统基于DOP-B系列触摸屏开发出“异形
家具椅腿生产自动控制系统”人机程序,其包括总
控、Y线电机手动控制、加热炉及液压系统控制、
Y线参数设置、Y线故障检测、X线小车电机手动控
制、X线参数设置、X线故障检测等8个部分,涵盖运
动控制、参数设置以及故障检测等3大类。
4.3.1 运动控制画面系统所有的控制运动操作均能在此类画面上
图5 Y线手动控制
图9 Y线故障检测 图10 X线故障检测
图6 X线手动控制

8383 kzcd.chuandong.com
实现,包括各个工位的启动、点动、停止以及运动
等。如图5、图6所示分别为Y线电机手动控制及X线
小车电机手动控制。
其中Y线电机手动控制中的X轴指0.4kW伺服插
补下料电机;Y轴指1.5kW伺服插补下料电机。
4.3.2 参数设置画面根据椅腿生产的工艺要求,有些参数需要能随
时查看和更改,例如点动速度设置、总重量的监控
等,为此人机程序提供了简单方便的操作,只需在
相应的控件中写入要求的数据,程序即会据此控制
电机进行相应的动作。如图7、图8所示分别为Y线参
数设置及X线参数设置。
4.3.3 故障检测画面系统在运行的过程中会不可避免地出现各种各
样的故障,从而导致某个工位不动作或电机误动作
等操作。此时需要人机程序提供相应的故障提示信
息,以便专业技术人员及时对设备进行故障排查及
维修检测工作。如图9、图10所示分别为Y线故障检
测及X线故障检测。
5 结论本文针对当前异形家具椅腿生产过程中存在的
诸如机械化程度低,手工雕刻费时费力,木质材料
浪费严重等突出问题进行了详细的研究分析,创造
性地提出基于台达工控产品及技术开发出一种微米
木纤维异形模压技术及微米木纤维自动化模压生产
线。经分析其产品质感与天然木材不分上下,而成
本却是原木质家具成本的20%~30%,生产效率是数
控雕刻作业的7倍左右,是人工雕刻作业的288倍左
右。经专家鉴定,产品的各项指标性能优异,同时
该产品绿色环保,价廉物美,该系统的产业化应用
前景广阔,具有很好的经济效益和社会效益,对提
升世界家具行业的制造水平具有显著意义。
图7 Y线参数设置 图8 X线参数设置
上接第97页
(524)FIELD CURRENT 励磁电流 系统设定10;
14(182)FIELD I CAL 励磁电流校准 系统设定1。
15(421)MIN CURR.LIMIT 主电流极限 系统设
定100%。16(016)PROP GAIN比例增益 系统设
定40%。17(017)INT. GAIN 积分增益 系统设定
3.5%。18(015)CUR LIMIT/SCALER 电流环 系统
设定100%。
(2)几种常见问题的处理
1.3-PHASE FAILED 三相故障报警 为三相
电源少相,经处理后3-PHASE FAILED报警消除。
2.THER M1 STOP 热元件报警 为调速装置
TH1、TH2未短接,重新短接后报警消除。
3.3-PHASE FIELD 三相励磁报警 为调速装
置C1、C2未短接,重新短接后报警消除。
4.开机后电机反转 对调励磁导线后正常。
5.主轴转速与实测转速有误差,励磁电流表无
指示。
仪表显示(r/min): 100 180 48 24
实测值(r/min): 50 90 36 16
打开590直流调速器盖板,其校准调整器设置
为0.5V,与理论计算差别较大,经反复调整校准器
至68V时,输出转速与实际相符。励磁电流表无指
示系极性反接,对调后恢复正常。
5 结束语通过机床主轴直流调速在大型卧式车床的应用
表明,系统虽然投资少,但却改变了机床产品的结
构性能,性价比也大大提高。直流调速器以其丰富
的指令控制、多功能的参数变换、自适应及自诊断
功能,确保了机床运行过程中的连续性、同步性和
负载的均匀性。与普通机床相比,变速范围更宽,
减少了中间传递环节,也保证了速度调节的合理选
用,提高了变速控制的可靠性,也使机床传动性能
更趋完美。
CD
CD





























