Embed Size (px)
Citation preview
2
大綱
1.材料成形之基本性質理論2.常用不銹鋼沖壓件材料特性與選用3.不銹鋼沖壓件開發案例
3
1.材料成形之基本性質理論
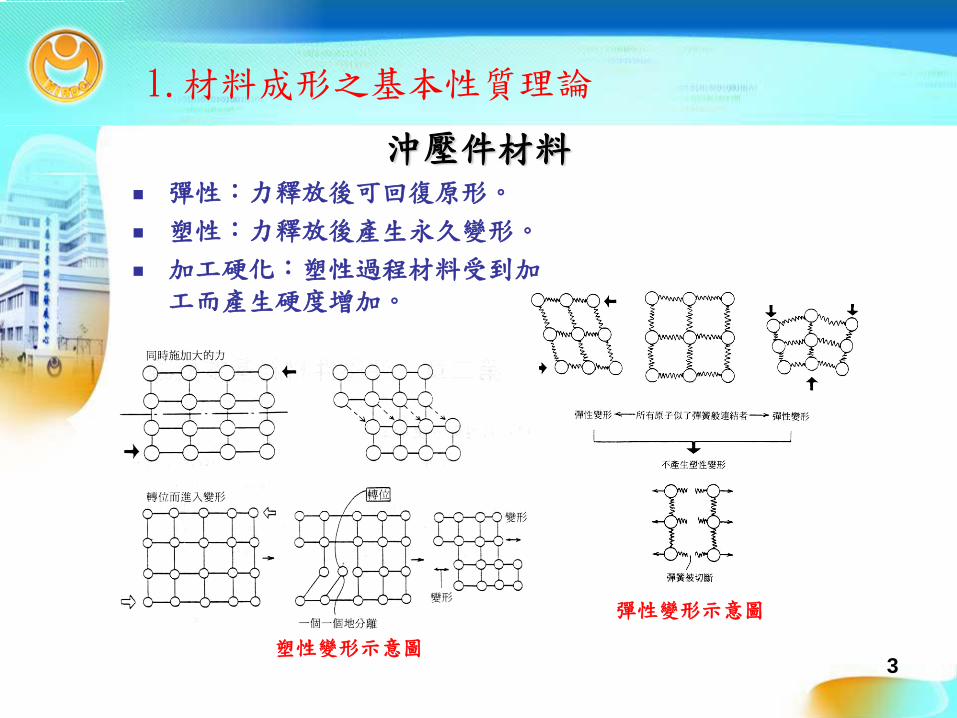
彈性變形示意圖
彈性:力釋放後可回復原形。
塑性:力釋放後產生永久變形。
加工硬化:塑性過程材料受到加工而產生硬度增加。
沖壓件材料
塑性變形示意圖
4
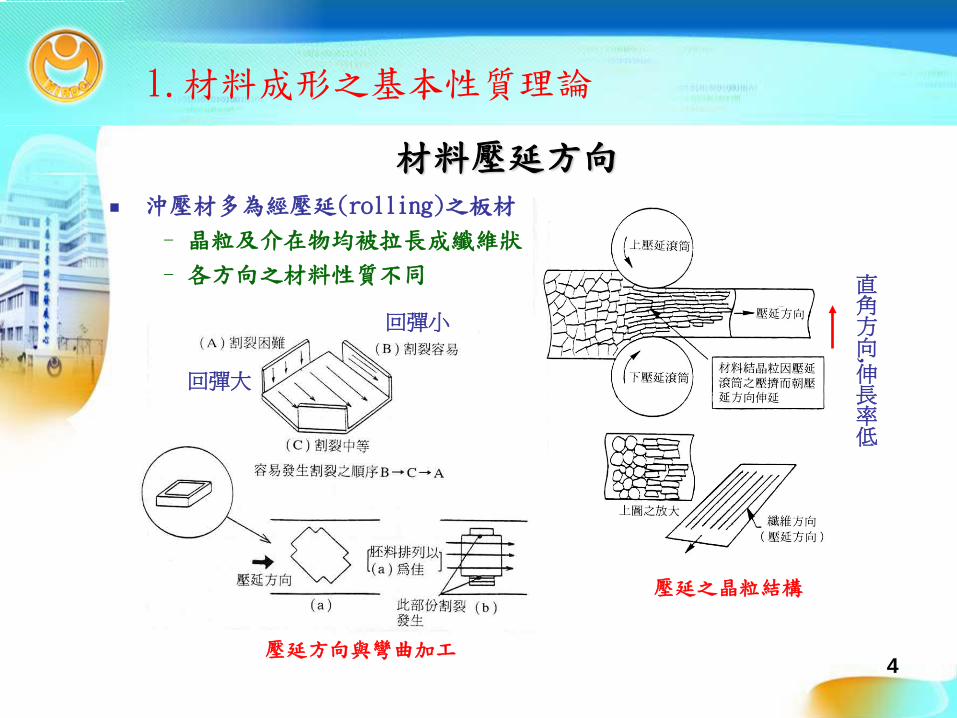
材料壓延方向 沖壓材多為經壓延(rolling)之板材
– 晶粒及介在物均被拉長成纖維狀
– 各方向之材料性質不同 直角方向,
伸長率低
回彈小
回彈大
壓延方向與彎曲加工
壓延之晶粒結構
1.材料成形之基本性質理論
5
1.材料成形之基本性質理論
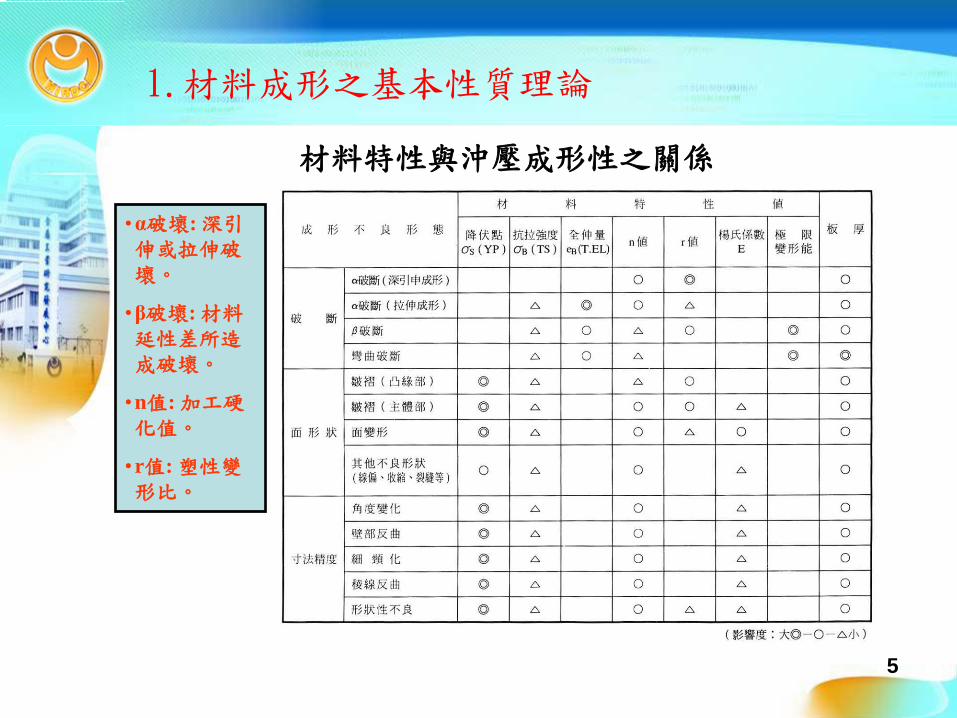
•α破壞: 深引伸或拉伸破壞。
•β破壞: 材料延性差所造成破壞。
•n值: 加工硬化值。
•r值: 塑性變形比。
材料特性與沖壓成形性之關係
6
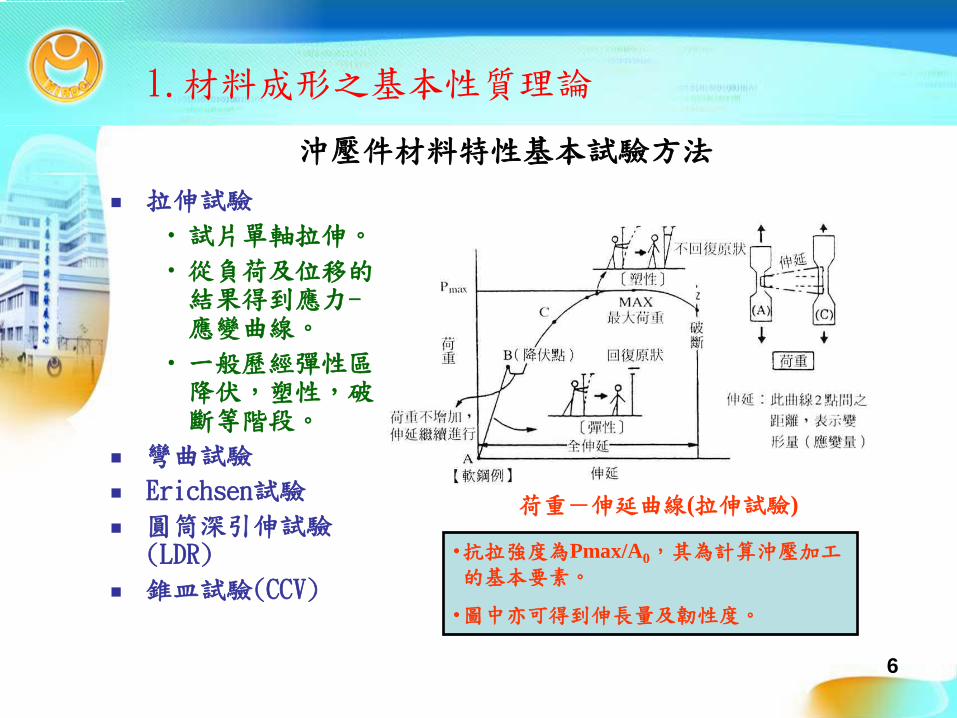
沖壓件材料特性基本試驗方法
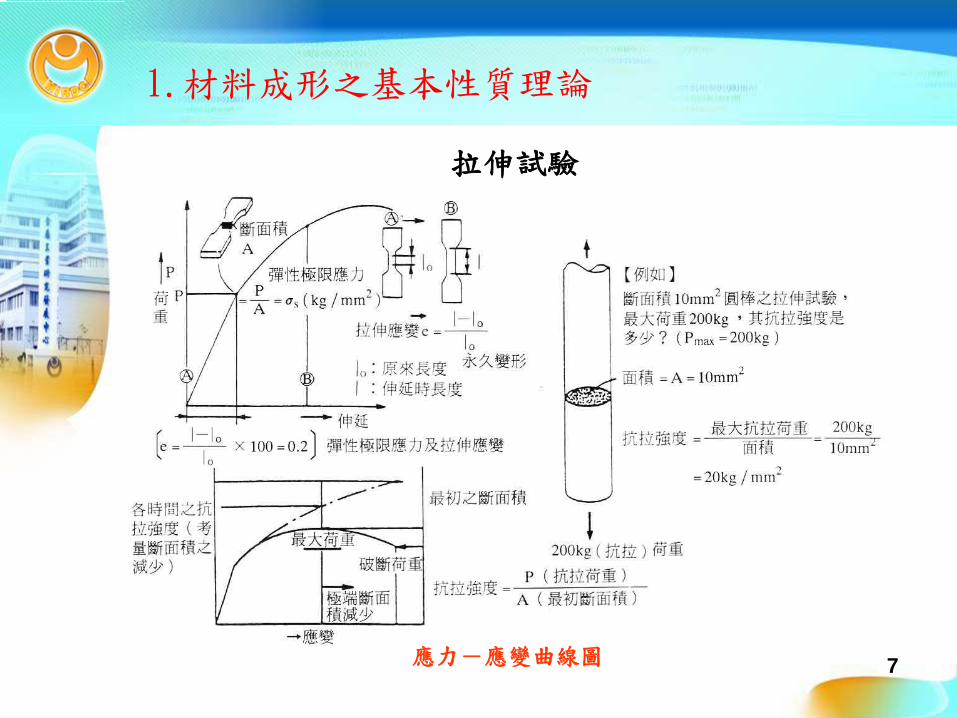
拉伸試驗
•試片單軸拉伸。
•從負荷及位移的結果得到應力-應變曲線。
•一般歷經彈性區,降伏,塑性,破斷等階段。
彎曲試驗
Erichsen試驗
圓筒深引伸試驗(LDR)
錐皿試驗(CCV)
•抗拉強度為Pmax/A0,其為計算沖壓加工的基本要素。
•圖中亦可得到伸長量及韌性度。
荷重-伸延曲線(拉伸試驗)
1.材料成形之基本性質理論
7
拉伸試驗
應力-應變曲線圖
1.材料成形之基本性質理論
8
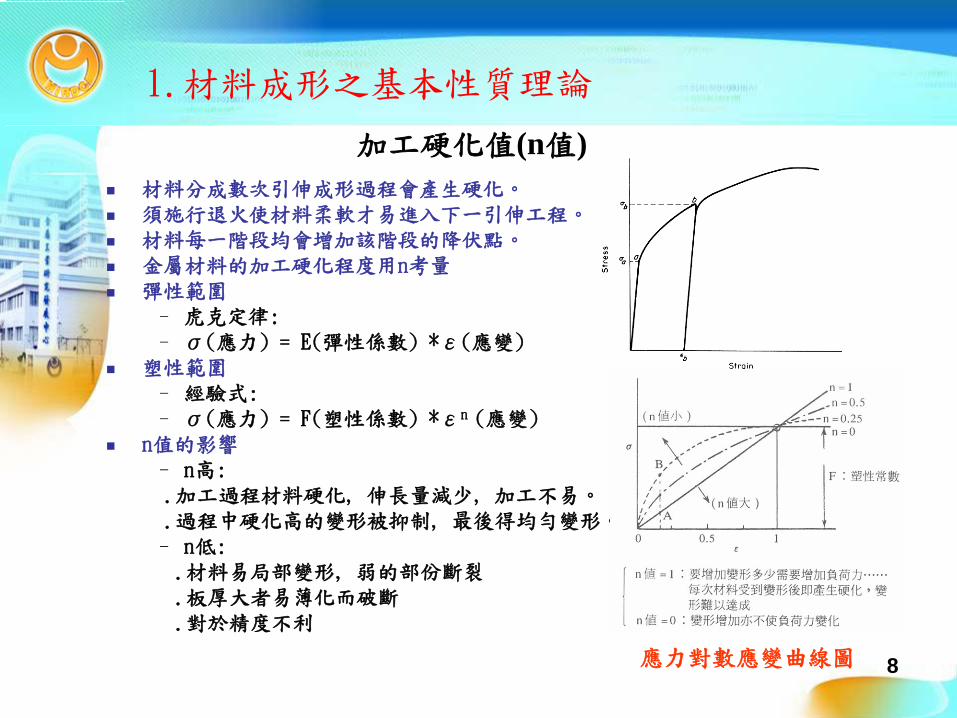
加工硬化值(n值) 材料分成數次引伸成形過程會產生硬化。 須施行退火使材料柔軟才易進入下一引伸工程。 材料每一階段均會增加該階段的降伏點。 金屬材料的加工硬化程度用n考量 彈性範圍
– 虎克定律: – σ(應力) = E(彈性係數) *ε(應變)
塑性範圍– 經驗式: – σ(應力) = F(塑性係數) *εn (應變)
n值的影響– n高: .加工過程材料硬化, 伸長量減少, 加工不易。.過程中硬化高的變形被抑制, 最後得均勻變形。– n低:
.材料易局部變形, 弱的部份斷裂
.板厚大者易薄化而破斷
.對於精度不利
應力對數應變曲線圖
1.材料成形之基本性質理論
9
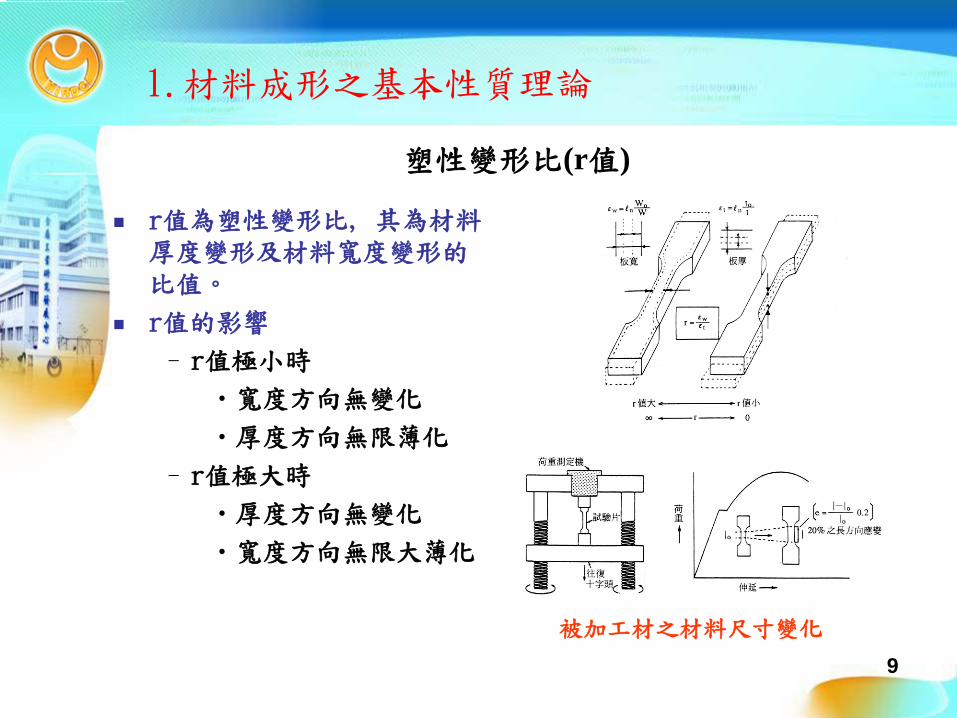
塑性變形比(r值)
r值為塑性變形比, 其為材料厚度變形及材料寬度變形的比值。
r值的影響
–r值極小時
•寬度方向無變化
•厚度方向無限薄化
–r值極大時
•厚度方向無變化
•寬度方向無限大薄化
被加工材之材料尺寸變化
1.材料成形之基本性質理論
10
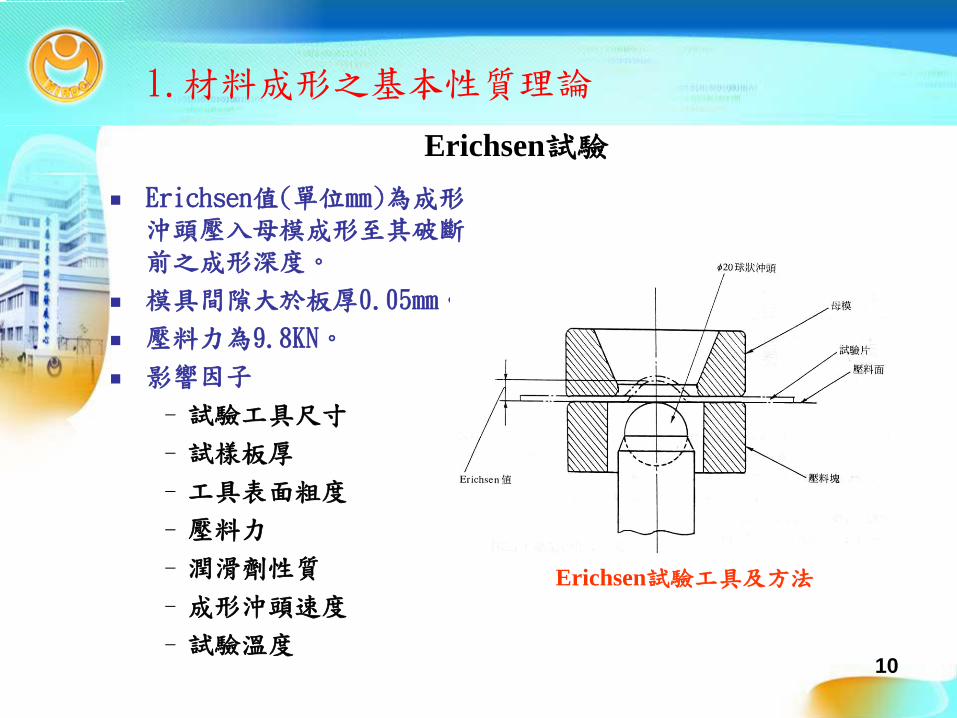
Erichsen試驗
Erichsen值(單位mm)為成形沖頭壓入母模成形至其破斷前之成形深度。
模具間隙大於板厚0.05mm。
壓料力為9.8KN。
影響因子
–試驗工具尺寸
–試樣板厚
–工具表面粗度
–壓料力
–潤滑劑性質
–成形沖頭速度
–試驗溫度
Erichsen試驗工具及方法
1.材料成形之基本性質理論

11
圓筒深引伸試驗(LDR值) 求得引伸界限比(Limit
Drawing Ratio, LDR)
–D(胚料直徑)/dp(沖頭直徑)
–愈高, 深引伸性愈好
某些方法可簡化該實驗, 如TZP法
LDR值意義
–LDR值與塑性變形比r有正向關係。
圓筒深引伸試驗法
TZP試驗法
1.材料成形之基本性質理論

12
錐皿試驗(Conical Cup Testing)
錐皿值為破斷時上緣外徑之平均值。
錐皿值(CCV)愈小代表成形性愈佳。
CCV與n及r均有密切關係。
錐皿試驗工具規格(JIS Z 2249)
1.材料成形之基本性質理論
13
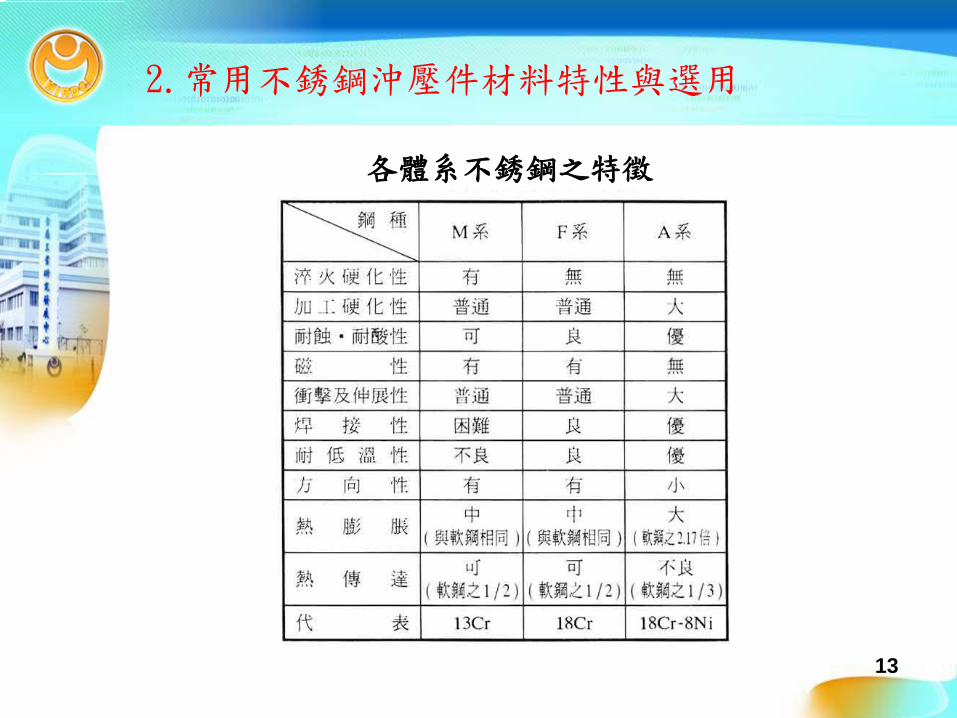
2.常用不銹鋼沖壓件材料特性與選用
各體系不銹鋼之特徵
14
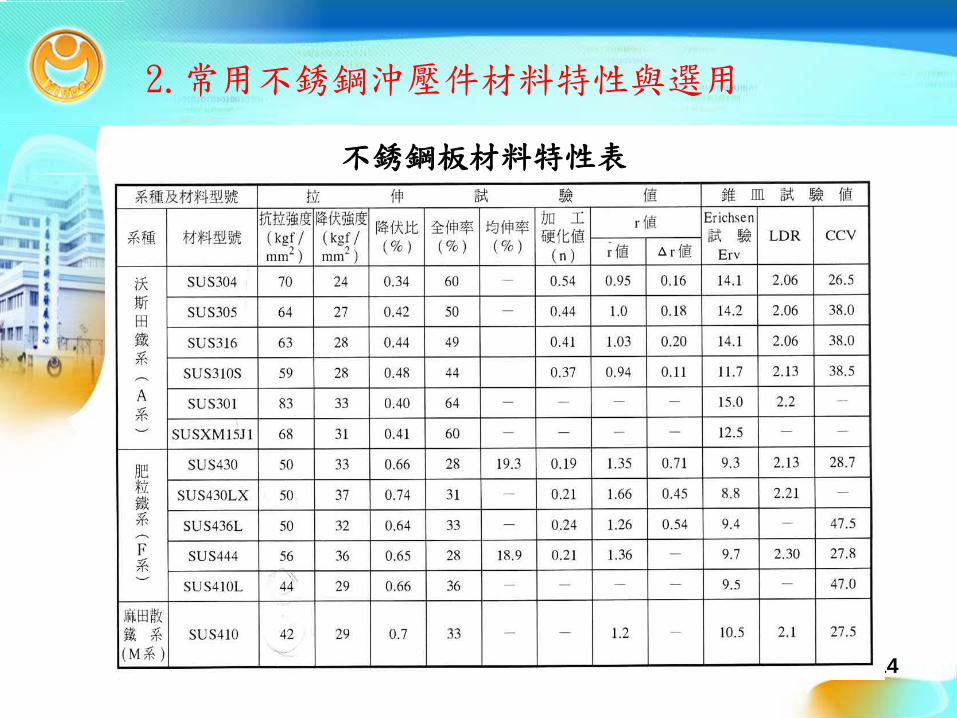
2.常用不銹鋼沖壓件材料特性與選用
不銹鋼板材料特性表
15
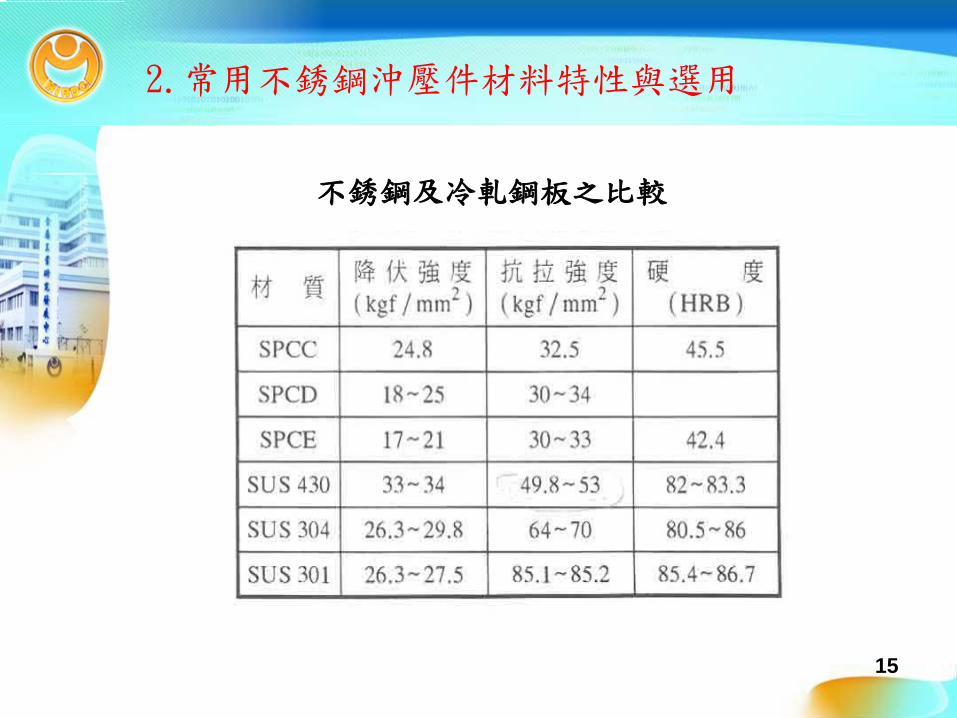
2.常用不銹鋼沖壓件材料特性與選用
不銹鋼及冷軋鋼板之比較
16
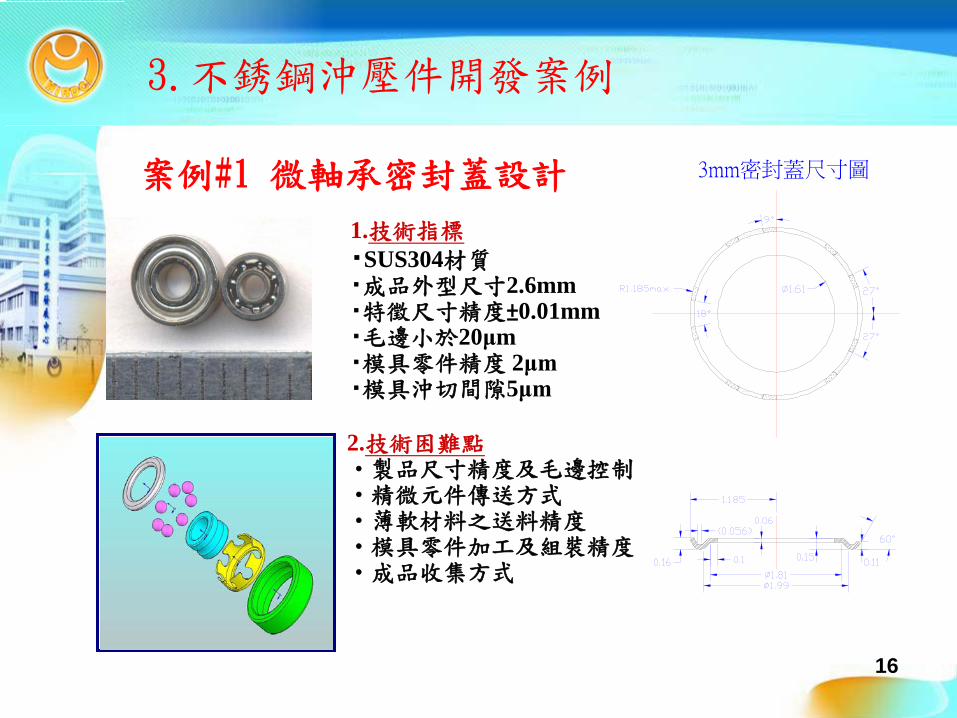
案例#1 微軸承密封蓋設計 3mm密封蓋尺寸圖
1.技術指標▪SUS304材質▪成品外型尺寸2.6mm▪特徵尺寸精度±0.01mm▪毛邊小於20μm▪模具零件精度 2μm▪模具沖切間隙5μm
2.技術困難點‧製品尺寸精度及毛邊控制‧精微元件傳送方式‧薄軟材料之送料精度‧模具零件加工及組裝精度‧成品收集方式
3.不銹鋼沖壓件開發案例
17
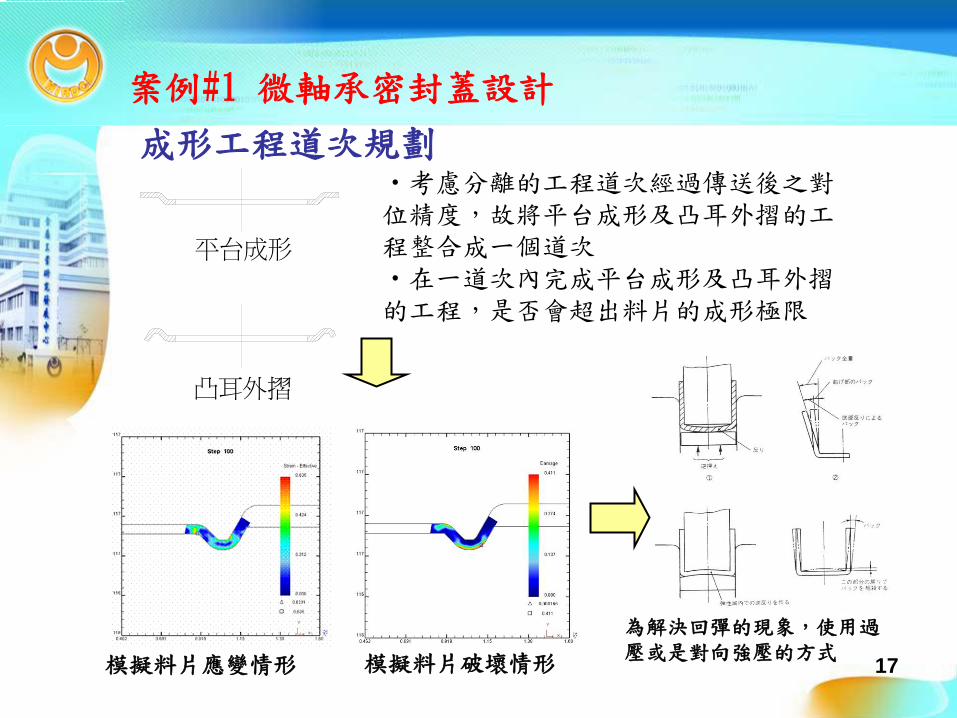
成形工程道次規劃
平台成形
凸耳外摺
•考慮分離的工程道次經過傳送後之對位精度,故將平台成形及凸耳外摺的工程整合成一個道次•在一道次內完成平台成形及凸耳外摺的工程,是否會超出料片的成形極限
模擬料片應變情形 模擬料片破壞情形
為解決回彈的現象,使用過壓或是對向強壓的方式
案例#1 微軸承密封蓋設計
18
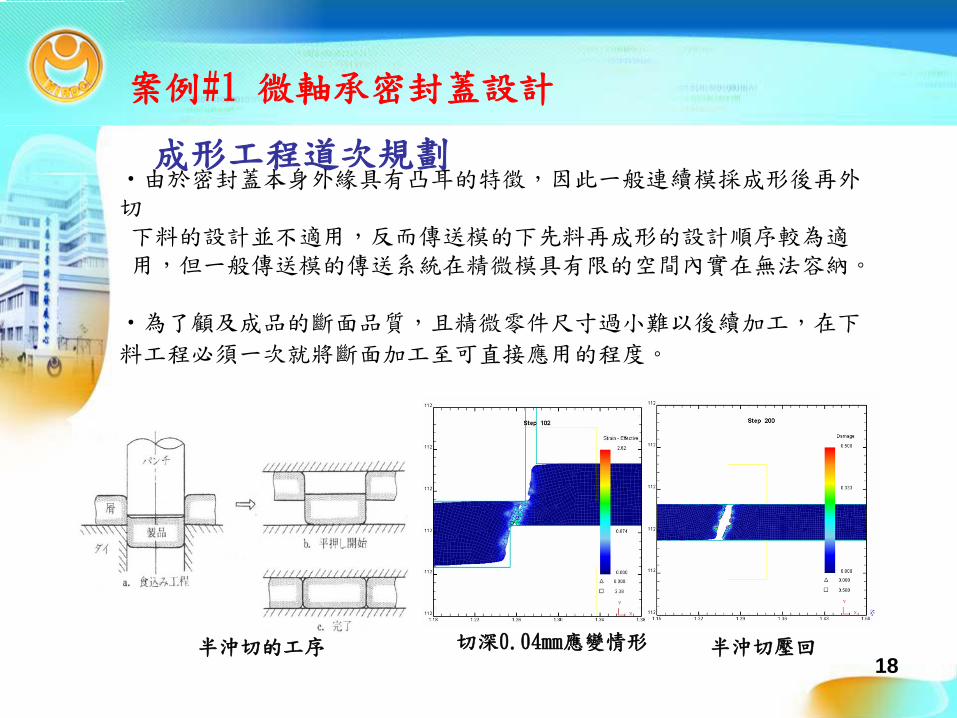
成形工程道次規劃•由於密封蓋本身外緣具有凸耳的特徵,因此一般連續模採成形後再外切下料的設計並不適用,反而傳送模的下先料再成形的設計順序較為適用,但一般傳送模的傳送系統在精微模具有限的空間內實在無法容納。
•為了顧及成品的斷面品質,且精微零件尺寸過小難以後續加工,在下
料工程必須一次就將斷面加工至可直接應用的程度。
切深0.04mm應變情形 半沖切壓回半沖切的工序
案例#1 微軸承密封蓋設計

19
案例#2 微軸承保持器設計
1.技術指標:★SUS304材質★模具沖切間隙3μm以下★製品外徑小於2.5mm★沖切毛邊在0.01mm以下
2.技術突破:★結合精微成形製程與模內傳送技術,設計”連續模內母模傳送機構”成功解決微小元件挾持傳送之問題。
★利用LS-DYNA模擬沖壓製程與實際結果比較具良好一致性,可作為胚料尺寸與模具設計之參考。
20
成形工程道次分析
(1)半沖切傳送的安排
在考慮料條排列的時候,微保持器必須一次彎曲引伸複合成形,故須在成形之前先行將胚料與料條分離。Aoki先生曾對無毛邊下料進行研究,其研究成果顯示下料剪斷面約佔整個剪斷面積70%,此製程有半沖切之壓回,壓回製程可使料帶再次夾緊胚料,可有效提供料帶傳送胚料到後續工程的功用,因此製程符合本次料帶設計所須,故引用此研究半沖切參數在成型工程之前。
案例#2 微軸承保持器設計
21
成形工程道次分析
(2)模內傳送
微保持器在彎曲引伸複合成形後即與料帶分離,必須運用料帶以外的載具來帶動微保持器半成品到下一工程。精微元件在微成形時尺寸本身的變異已較大,故考慮以母模承載的方式來運送。本研究設計一只可移動的母模,此母模可在成形工程與整形工程來回運動,未成形的胚料首先被料帶送達彎曲引伸複合成形工程上方進行成形,成形後的微保持器即落在可移動母模的上方,此母模再移動到整形工程站處進行整形,當整形完成後再以真空吸力將微保持器吸走,此母模再回到彎曲引伸複合成形工程處進行另一胚料的加工。
案例#2 微軸承保持器設計
22
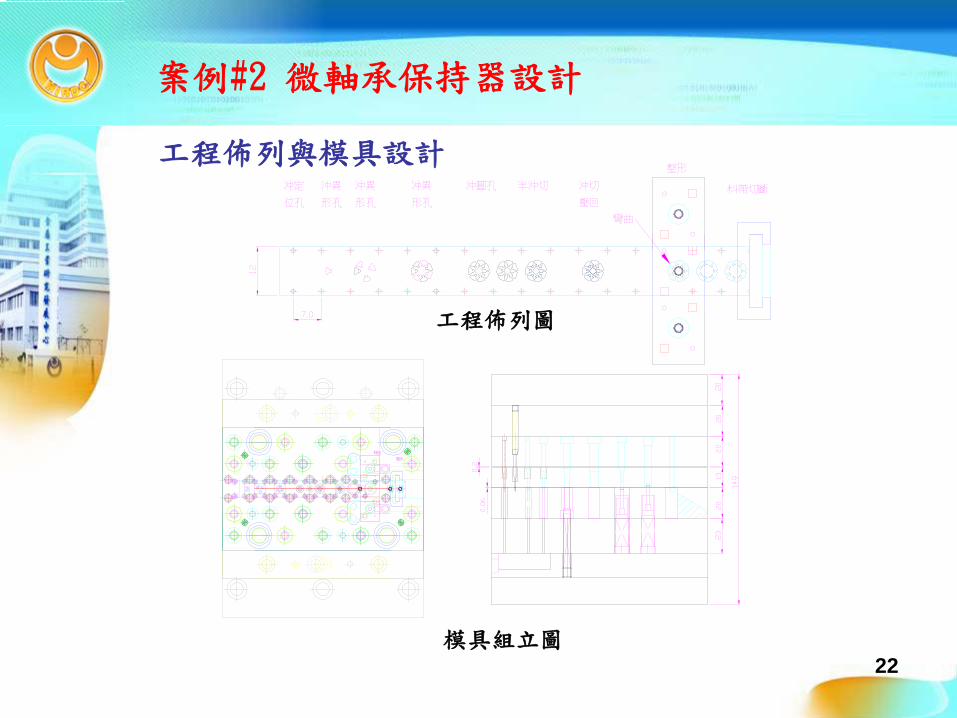
工程佈列圖
模具組立圖
工程佈列與模具設計
案例#2 微軸承保持器設計

23
凸輪傳動機構
因精微零件重量明顯降低,相關表面力(表面張力、靜電引力、凡德瓦力等)之影響增大,以往沖壓製程常見之連續模具或傳送模具並不適用 需建立新的零件運搬系統與解決方案。
本計畫開發之微軸承保持器模具,藉由凸輪機構結合沖床出力軸產生一側向動力,以下模移動之方式來傳送工件,有效解決微小元件挾持不易的問題
案例#2 微軸承保持器設計
24
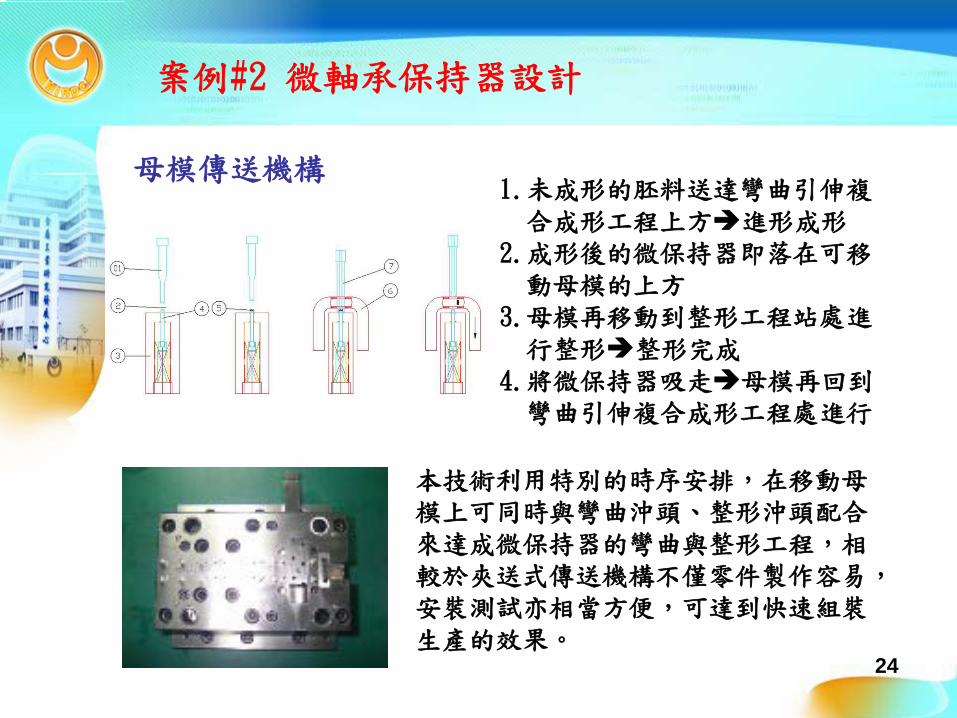
本技術利用特別的時序安排,在移動母模上可同時與彎曲沖頭、整形沖頭配合來達成微保持器的彎曲與整形工程,相較於夾送式傳送機構不僅零件製作容易,安裝測試亦相當方便,可達到快速組裝生產的效果。
母模傳送機構1.未成形的胚料送達彎曲引伸複合成形工程上方進形成形
2.成形後的微保持器即落在可移動母模的上方
3.母模再移動到整形工程站處進行整形整形完成
4.將微保持器吸走母模再回到彎曲引伸複合成形工程處進行
案例#2 微軸承保持器設計
25
案例#3 高精度彈片設計
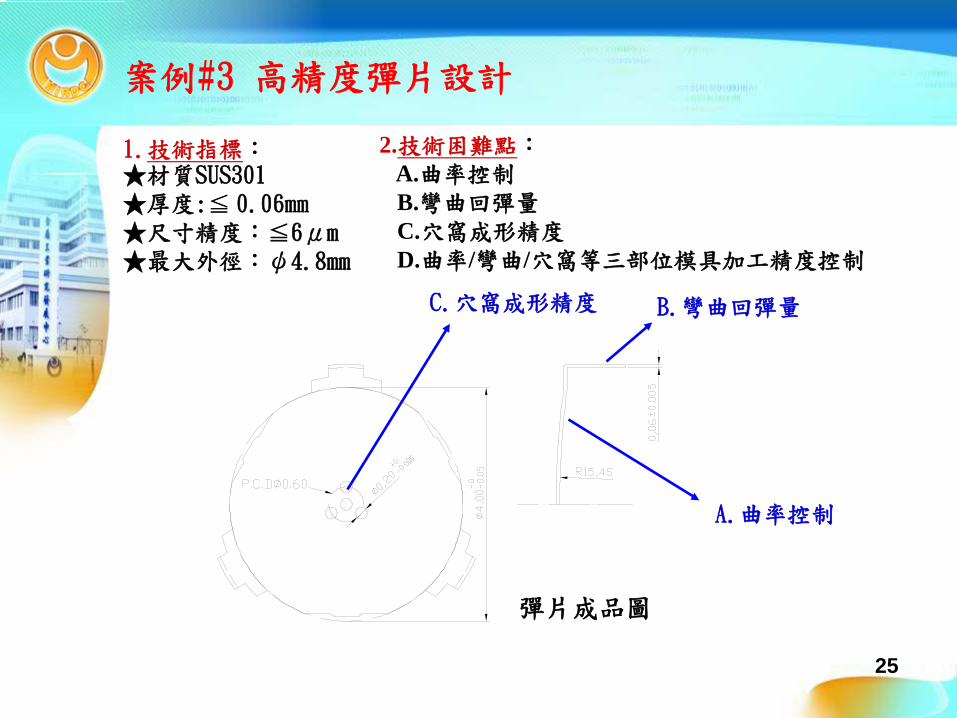
1.技術指標:★材質SUS301★厚度:≦ 0.06mm★尺寸精度:≦6μm★最大外徑:ψ4.8mm
2.技術困難點:A.曲率控制B.彎曲回彈量C.穴窩成形精度D.曲率/彎曲/穴窩等三部位模具加工精度控制
彈片成品圖
A.曲率控制
B.彎曲回彈量C.穴窩成形精度
26
案例#3 高精度彈片設計
3.技術困難點解決對策:
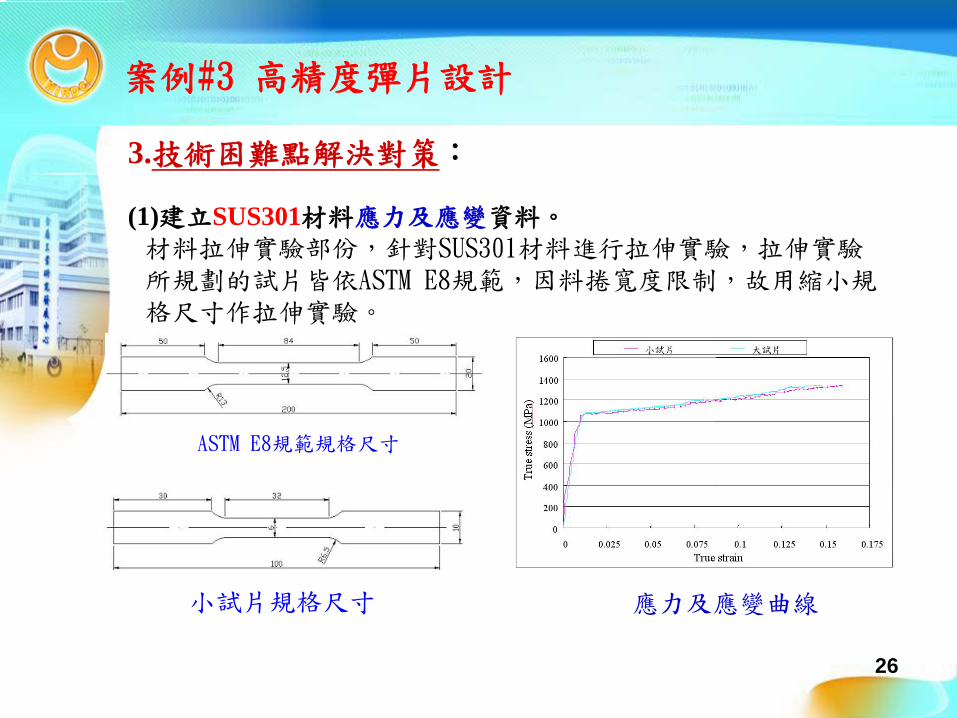
(1)建立SUS301材料應力及應變資料。
應力及應變曲線
材料拉伸實驗部份,針對SUS301材料進行拉伸實驗,拉伸實驗所規劃的試片皆依ASTM E8規範,因料捲寬度限制,故用縮小規格尺寸作拉伸實驗。
ASTM E8規範規格尺寸
小試片規格尺寸
27
案例#3 高精度彈片設計
3.技術困難點解決對策:
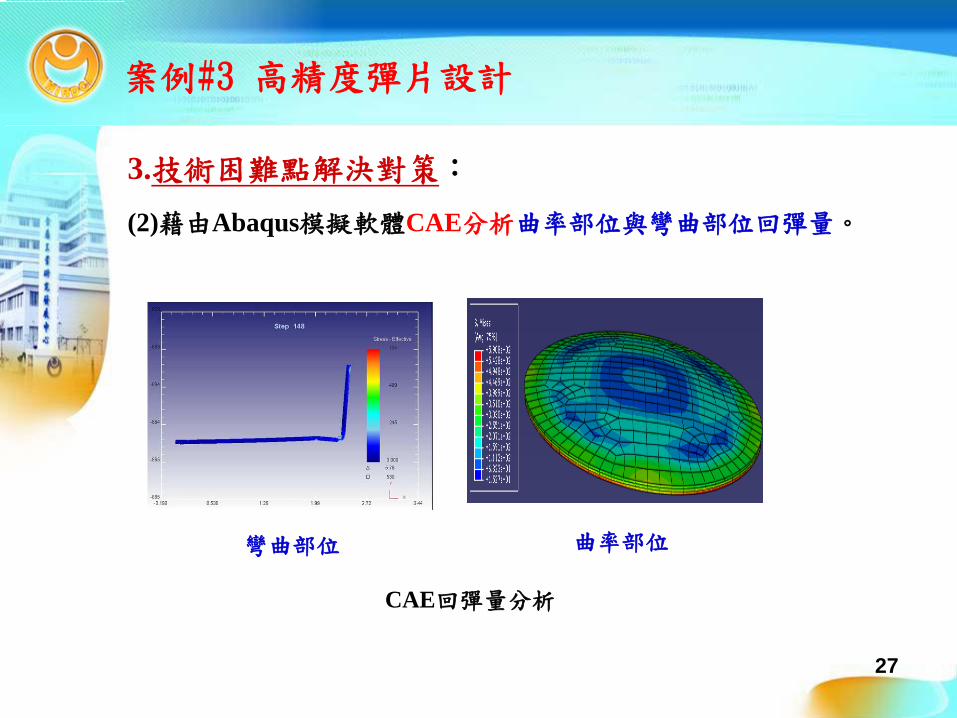
(2)藉由Abaqus模擬軟體CAE分析曲率部位與彎曲部位回彈量。
CAE回彈量分析
曲率部位彎曲部位
28
案例#3 高精度彈片設計
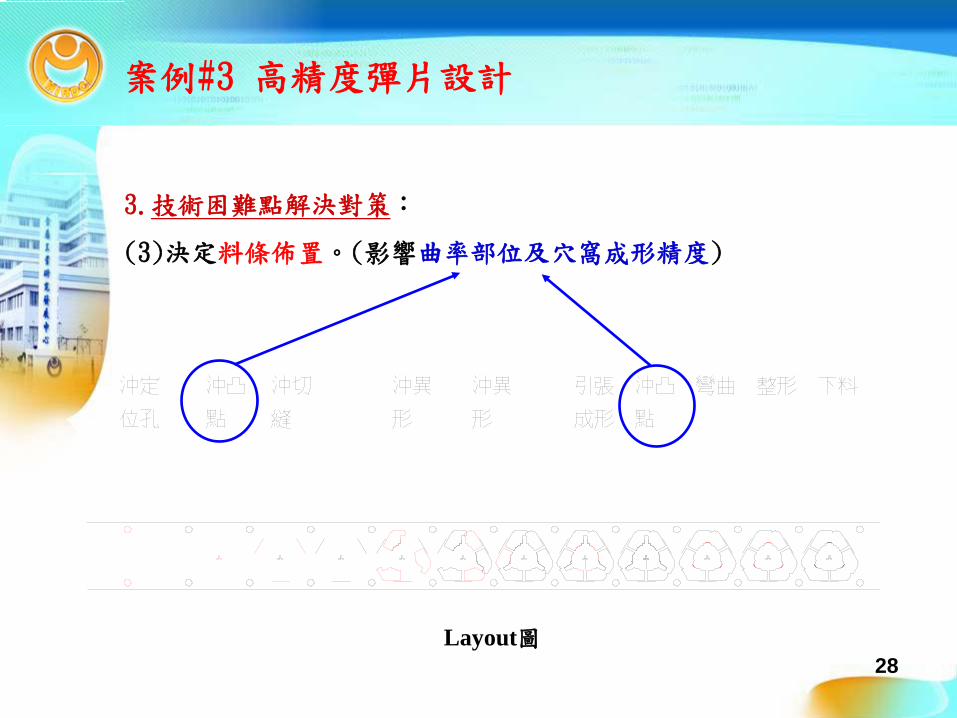
Layout圖
3.技術困難點解決對策:
(3)決定料條佈置。(影響曲率部位及穴窩成形精度)
29
案例#3 高精度彈片設計
3.技術困難點解決對策:
(4)依據彈片成品材料特性訂定各站的模具間隙,計算沖壓力
、彎曲力、脫模力等,配合欲使用之超精密沖床,來決定模具
之構造形式及加工方式。
本金屬家電彈片產品的板材相當的薄,因此沖切的間隙相當小,因此零件加工配合的精度要求高,零件本身精度要求高,模板本身的精度也相當重要,在熱處理方面,上夾板、脫料板、下模板皆做深冷處理,且所有模板平面度及平行度皆要求0.002mm。
模板中的圓形孔,如導柱、導套、定位銷孔等皆採用治具磨床來研磨加工,如此可確保各零件的相對位置精度,提高模具的實用性。
模具零件加工與設計要點
30
案例#3 高精度彈片設計
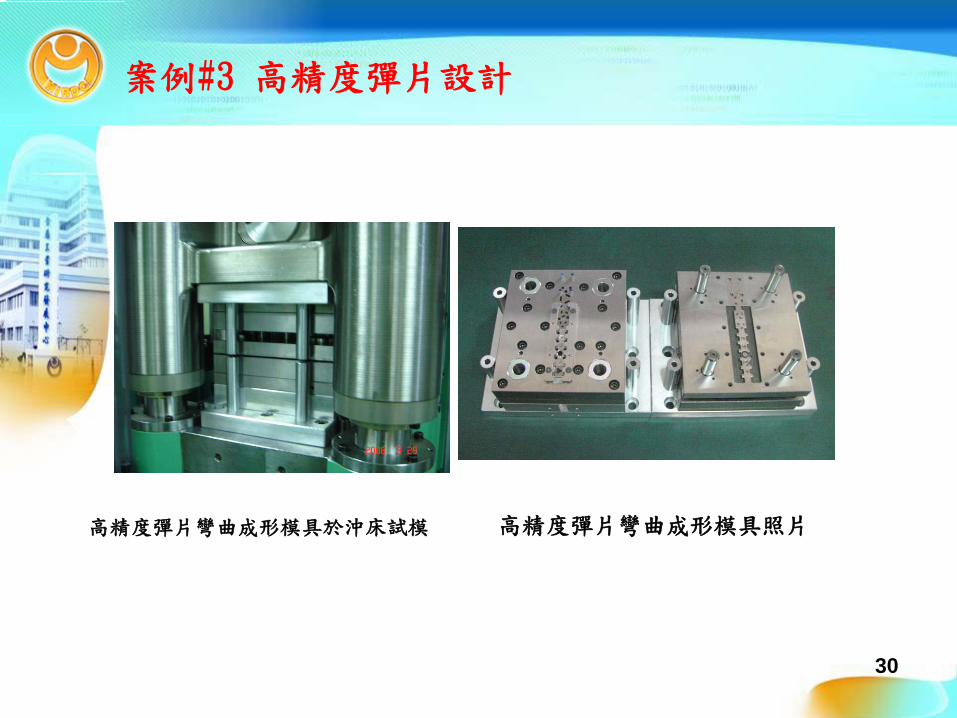
高精度彈片彎曲成形模具照片高精度彈片彎曲成形模具於沖床試模

31
案例#3 高精度彈片設計
試模料帶照片
成品照片

32
案例#3 高精度彈片設計
圓形系列 十字形系列 三角形系列 彎腳系列
※高精度彈片彎曲成形技術可開發如下形式彈片
※精微彎曲成形技術可應用產品,例如:手機金屬按鍵彈片、家電金屬按鍵彈片、精密電子部品(相機零件、攝影機零件、石英振盪器殼件)…等。
精密電子部品手機金屬按鍵彈片
33
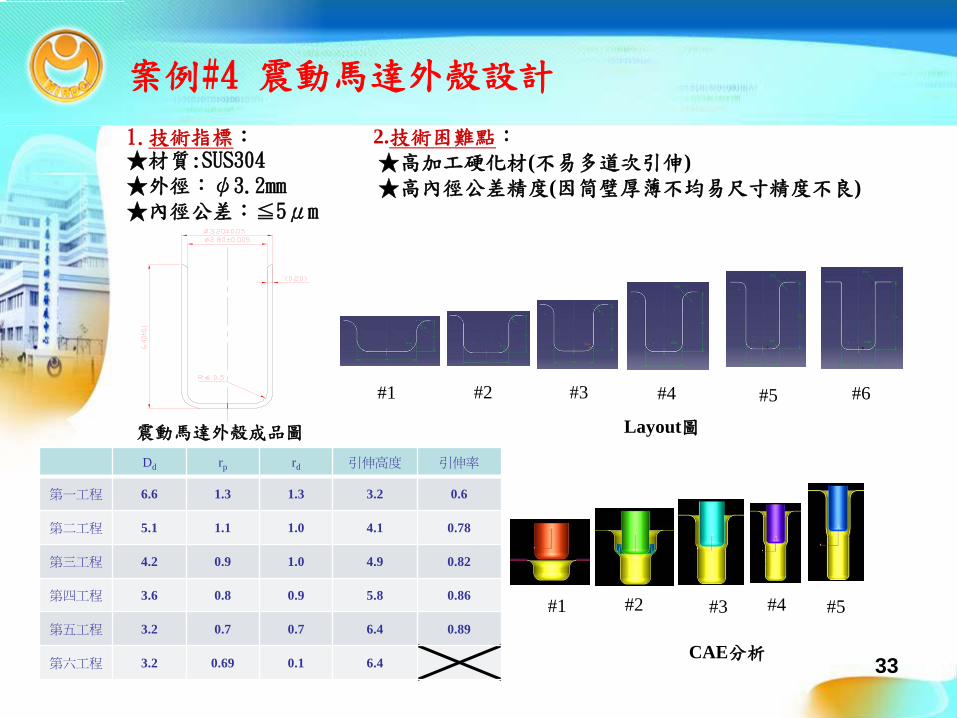
案例#4 震動馬達外殼設計
震動馬達外殼成品圖 Layout圖
1.技術指標:★材質:SUS304★外徑:ψ3.2mm★內徑公差:≦5μm
2.技術困難點:★高加工硬化材(不易多道次引伸)★高內徑公差精度(因筒璧厚薄不均易尺寸精度不良)
CAE分析
#1 #2 #3 #4 #5 #6
#1 #2 #3 #4 #5
Dd rp rd 引伸高度 引伸率
第一工程 6.6 1.3 1.3 3.2 0.6
第二工程 5.1 1.1 1.0 4.1 0.78
第三工程 4.2 0.9 1.0 4.9 0.82
第四工程 3.6 0.8 0.9 5.8 0.86
第五工程 3.2 0.7 0.7 6.4 0.89
第六工程 3.2 0.69 0.1 6.4
34
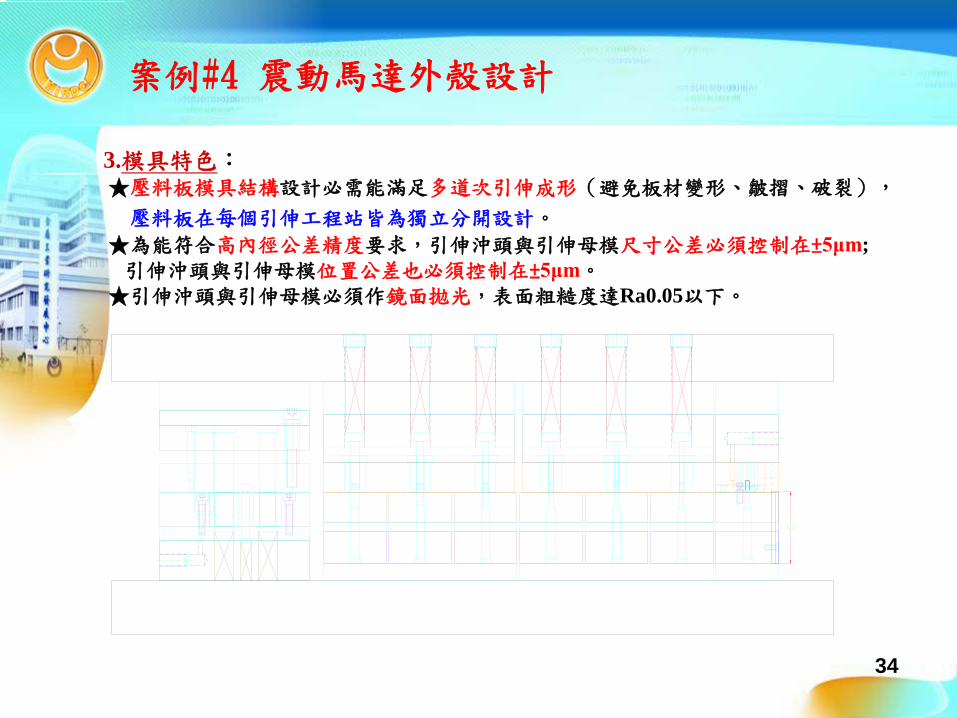
案例#4 震動馬達外殼設計
3.模具特色:★壓料板模具結構設計必需能滿足多道次引伸成形(避免板材變形、皺摺、破裂),
壓料板在每個引伸工程站皆為獨立分開設計。
★為能符合高內徑公差精度要求,引伸沖頭與引伸母模尺寸公差必須控制在±5μm;引伸沖頭與引伸母模位置公差也必須控制在±5μm。
★引伸沖頭與引伸母模必須作鏡面拋光,表面粗糙度達Ra0.05以下。

35
案例#4 震動馬達外殼設計
困難點:單工程試驗模時,各道次引伸條件之結果在引伸連續模時必需修正。突破:引伸胚料尺寸與各道次引伸沖頭與母模R 角尺寸及深度做判斷與調整。
第一引伸工程胚料偏斜,造成成形不良 引伸成形發生裂痕,無法進行下一道次成形
4.技術困難點與解決對策

36
案例#4 震動馬達外殼設計
震動馬達外殼微細圓筒深引伸模具照片
震動馬達外殼料條與成品照片
微細圓筒深引伸沖頭與母模模具照片
內徑設計值- φ2.8mm內徑實際值- φ2.796mm差異4µM
φ2.796mm
37
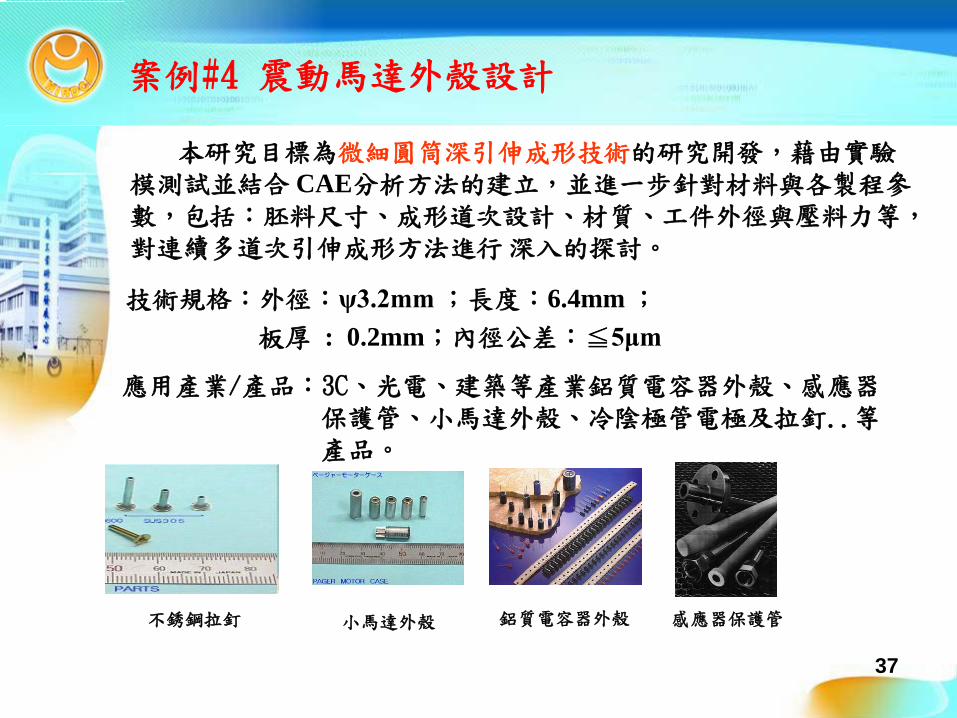
案例#4 震動馬達外殼設計
本研究目標為微細圓筒深引伸成形技術的研究開發,藉由實驗模測試並結合 CAE分析方法的建立,並進一步針對材料與各製程參數,包括:胚料尺寸、成形道次設計、材質、工件外徑與壓料力等,對連續多道次引伸成形方法進行深入的探討。
技術規格:外徑:ψ3.2mm ;長度:6.4mm ;板厚 : 0.2mm;內徑公差:≦5μm
應用產業/產品:3C、光電、建築等產業鋁質電容器外殼、感應器保護管、小馬達外殼、冷陰極管電極及拉釘..等產品。
小馬達外殼不銹鋼拉釘 感應器保護管鋁質電容器外殼
38
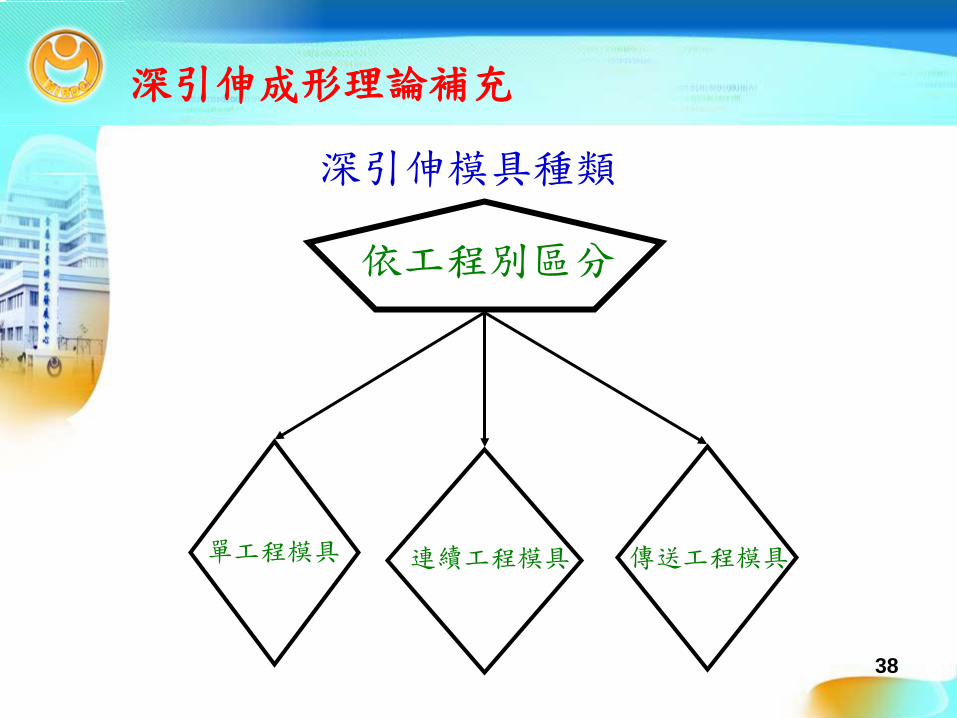
深引伸成形理論補充
深引伸模具種類
依工程別區分
單工程模具 連續工程模具 傳送工程模具
39
深引伸成形理論補充
深引伸模具種類技術關鍵點
採用單工程模具設計之技術關鍵點在於如何達到
高引伸比或引伸率之應用。
採用連續工程模具設計之技術關鍵點在於如何規劃
最適化之工程道次與料條佈列,以控制材料流動及
送料狀態高安定性。
採用傳送工程模具設計之技術關鍵點在於如何規劃
最適化之工程道次、設計適當的傳送夾爪(transfer
finger)機構以穩定半製品之傳送。

40
深引伸成形理論補充
深引伸模具關鍵技術魚骨圖
深引伸
模具技術
傳送夾爪裝置
表面被覆技術
模具試模與沖製成品
檢知技術
快速換模
安全裝置
模具組立與量測 模具設計與分析
材料特性
設計資料庫
工程道次設計
CAD 技術
CAE 分析
料條佈列
模具加工與製造
一般機械加工
線割放電加工
拋光加工
放電加工
研磨加工
CAM 技術
尺寸量測
R 部形狀量測
組立平台
組立工具
表面粗度
量測
模具熱處理與表面處理
離子氮化
物理蒸鍍(PVD)
TRD
真空熱處理
化學蒸鍍(CVD)
傳送沖床
送料機
潤滑劑選用
41