Embed Size (px)
Citation preview
從設備自動化到工廠智慧化
全面邁向工業4.0
Field Application Engineer
林千博, Janus
Tel: +886-7-215-7688 Ext:7105
E-mail: [email protected]
主題
• 工業4.0概述
• 工業聯網架構
• 泓格科技智慧工廠
• 應用案例與方案 – 設備聯網
– 無線通訊
– 節能環保
• 總結與未來趨勢

工業4.0
Industry 4.0
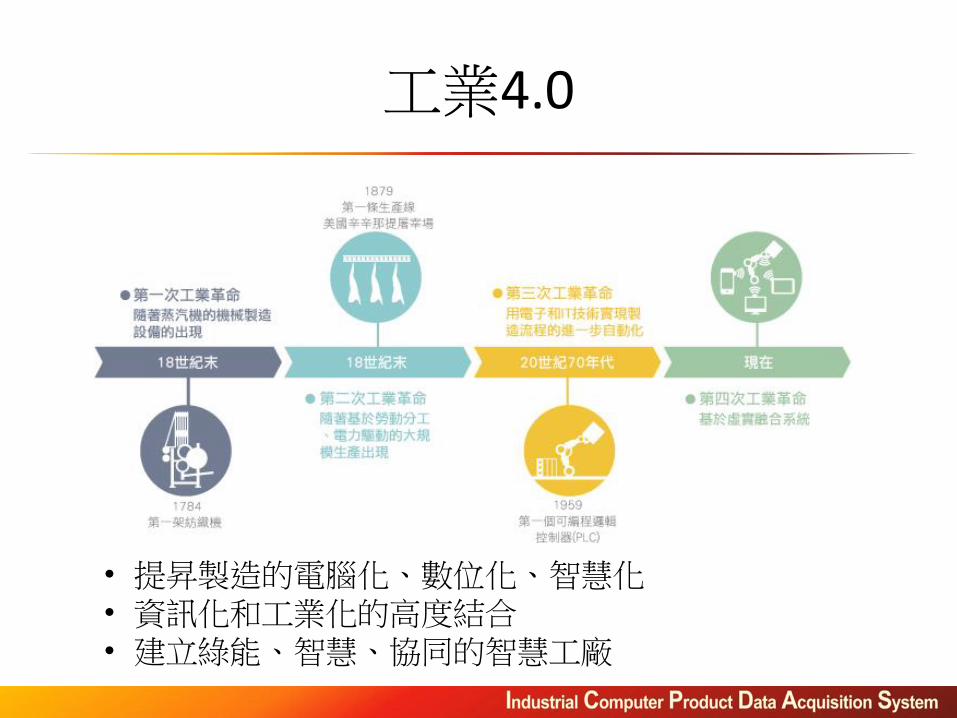
工業4.0
• 提昇製造的電腦化、數位化、智慧化 • 資訊化和工業化的高度結合 • 建立綠能、智慧、協同的智慧工廠
工業4.0下智慧工廠
資訊物理系統(Cyber-physical systems)
監視實際過程,建立虛擬的資訊,並且進行決策
物聯網(Internet of Things)
透過物聯網,系統得以取得數據,且與真實世界進行溝通
網路服務(Internet of Services)
操作者或者使用者,可以透過網路,取得系統提供的服務
主題
• 工業4.0概述
• 工業聯網架構
• 泓格科技智慧工廠
• 應用案例與方案 – 設備聯網
– 無線通訊
– 節能環保
• 總結與未來趨勢

聯網架構
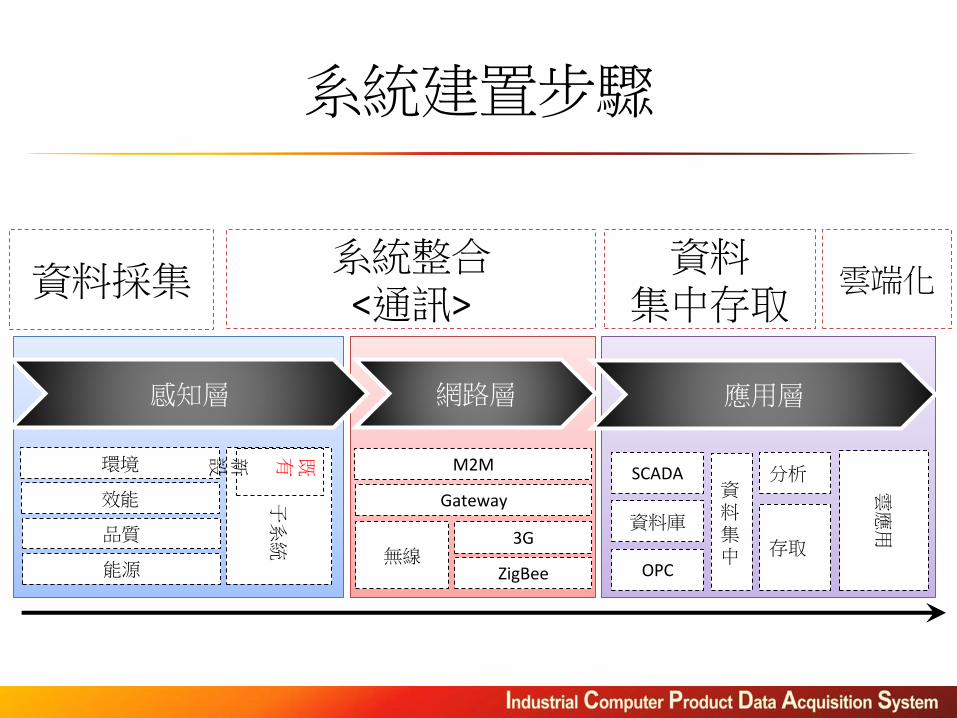
資料採集 系統整合
<通訊> 資料
集中存取 雲端化
感知層 網路層 應用層
環境
效能
品質
能源
子系統
既有
新設 M2M
Gateway
無線 3G
ZigBee
資料集中
分析
存取 OPC
SCADA
資料庫
雲應用
系統建置步驟

資料採集 系統整合
<通訊> 資料 集中存取
雲端化
感知層 網路層 應用層
泓格科技的產品結構
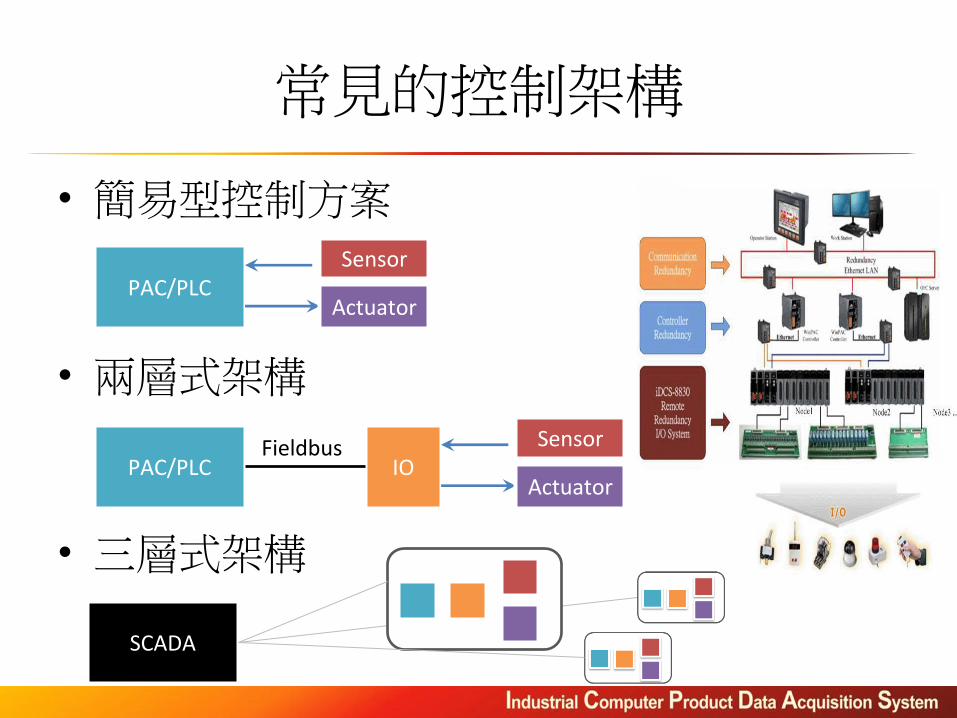
常見的控制架構
• 簡易型控制方案
• 兩層式架構
• 三層式架構
PAC/PLC IO Fieldbus Sensor
Actuator
PAC/PLC Sensor
Actuator
SCADA
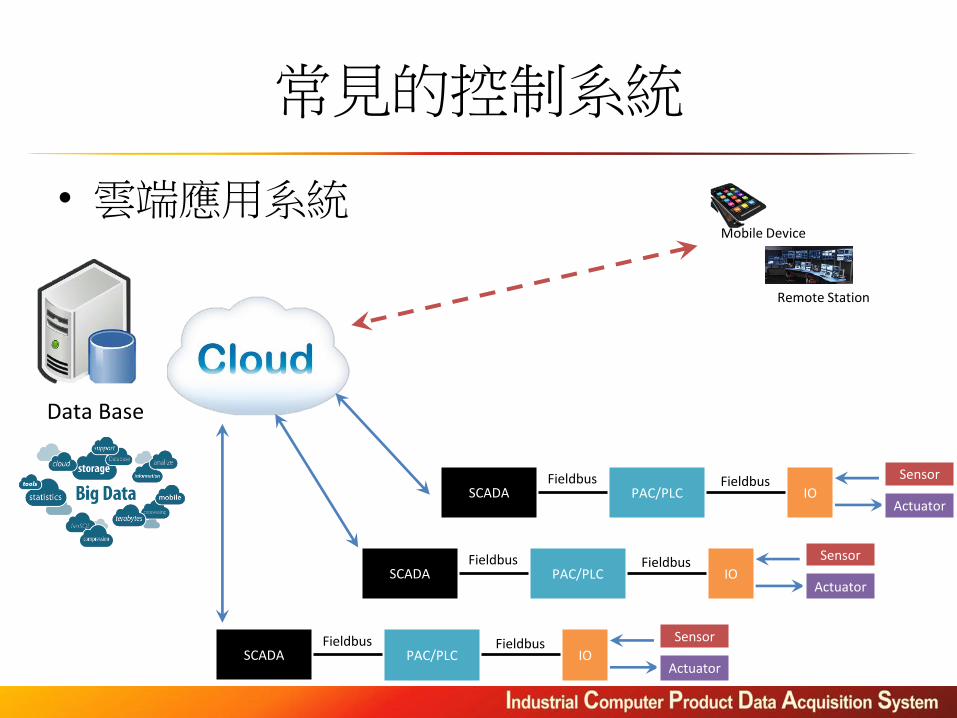
常見的控制系統
• 雲端應用系統
Data Base
Mobile Device
Remote Station
PAC/PLC IO Fieldbus Sensor
Actuator SCADA
Fieldbus
PAC/PLC IO Fieldbus Sensor
Actuator SCADA
Fieldbus
PAC/PLC IO Fieldbus Sensor
Actuator SCADA
Fieldbus
主題
• 工業4.0概述
• 工業聯網架構
• 泓格科技智慧工廠
• 應用案例與方案 – 設備聯網
– 無線通訊
– 節能環保
• 總結與未來趨勢

關於泓格
泓格科技(ICP DAS Co., Ltd ; 3577)成立於1993年,專注於研究與創新,一直致力於發展遠端I/O、可編程自動化控制器、分布式I/O模塊、資料獲取卡等產品,擁有完整的工業自動化解決方案及完善的售後服務。
2015/9/8 13
公司成立: 1993
上市日期: 2009/1/6
資本額: NT $436,894,030
(US$ 14.5 Million) 董事長: Neddy Yeh
總經理: Robert Chen
員工數: 282 (Taiwan) / 74 (Overseas)
R&D Engineers >120
認證: ISO9001:2000
營業額(2014): USD 25 Million 泓格科技總經理 陳瑞煜
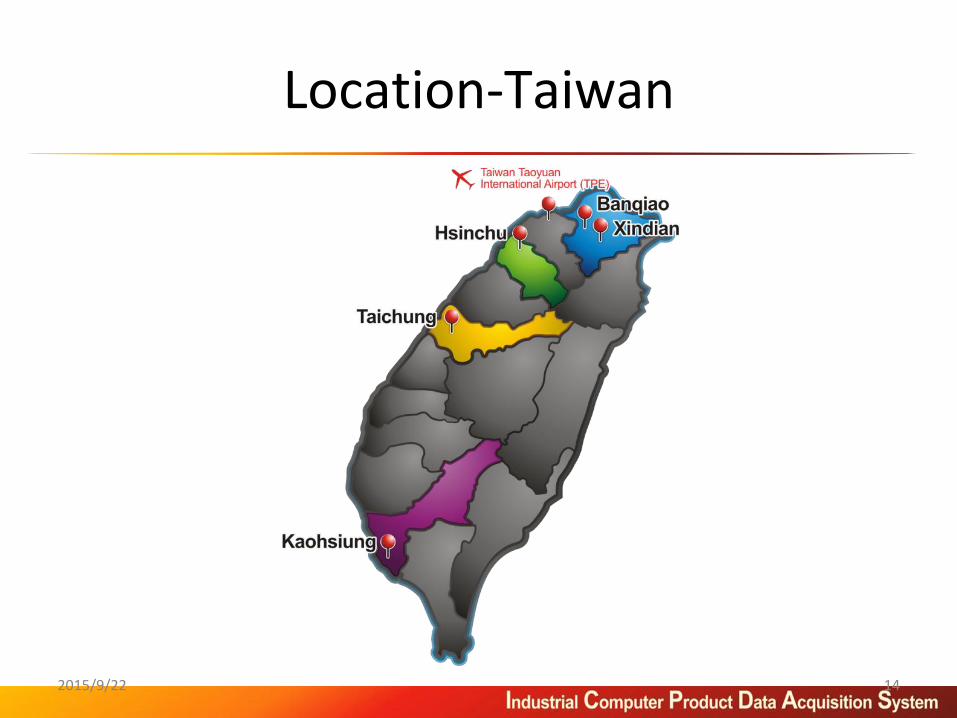
Location-Taiwan
2015/9/22 14

Location-China
2015/9/22 15
Location-Worldwide
2015/9/22 16

製造業
• 少量多樣,低產品生命週期。
• 製造業人工成本低廉已經成為歷史。
• 利潤長期在低端徘徊。
• 直接或間接污染在持續。
• 如何讓傳統工廠走向智動化的應用,成為製造業最重要的課題。
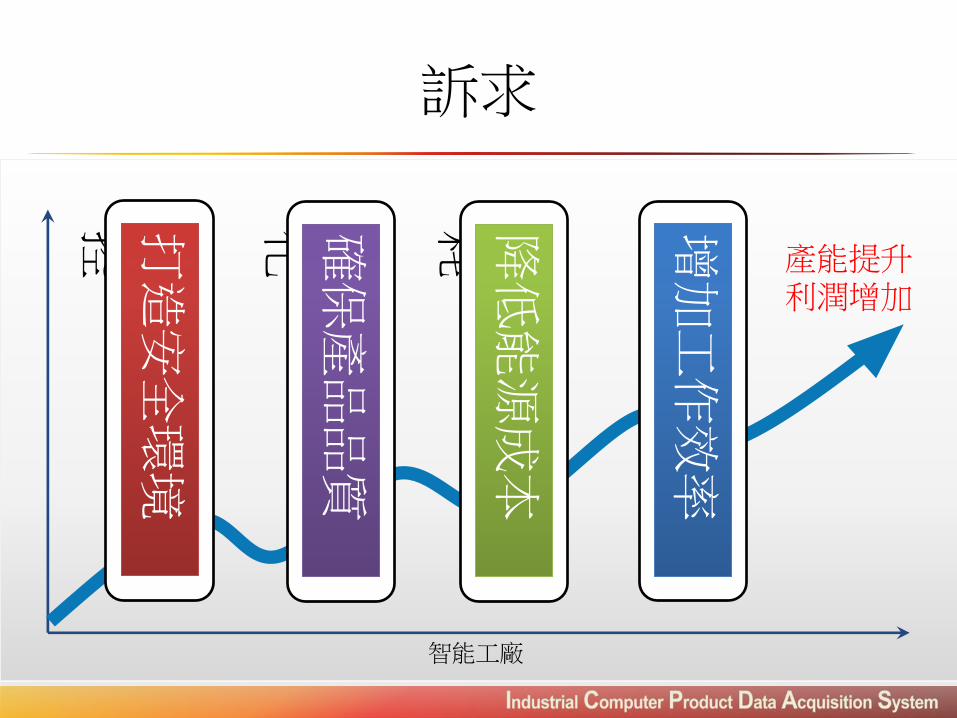
訴求
智能工廠
瞭解能源消
耗 降低能源成本
增加工作效率
透過自動化監
控
打造安全環境
製程參數數位
化 確保產品品質
產能提升 利潤增加
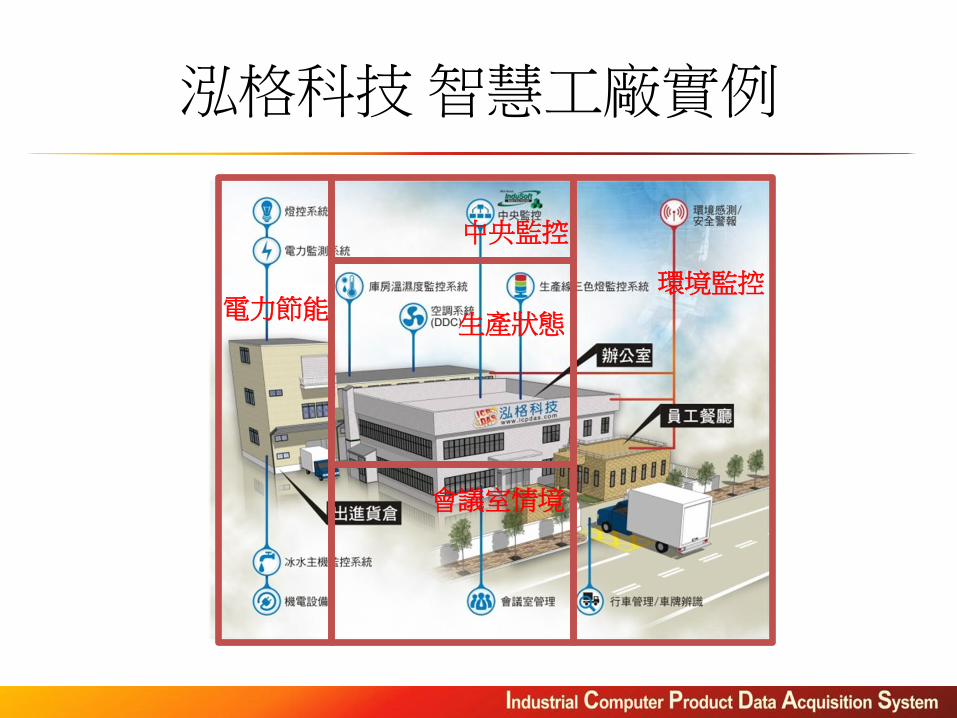
泓格科技 智慧工廠實例
環境監控
生產狀態 電力節能
中央監控
會議室情境

全架構
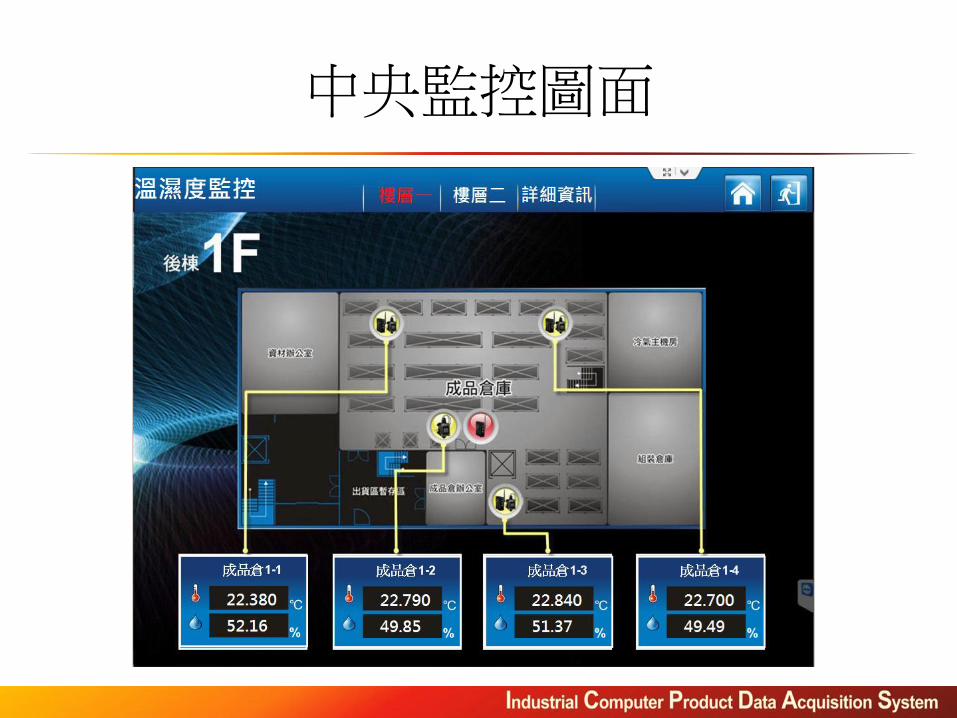
中央監控圖面

中央監控圖面

中央監控圖面

中央監控圖面

車牌辨識系統

電力監測系統
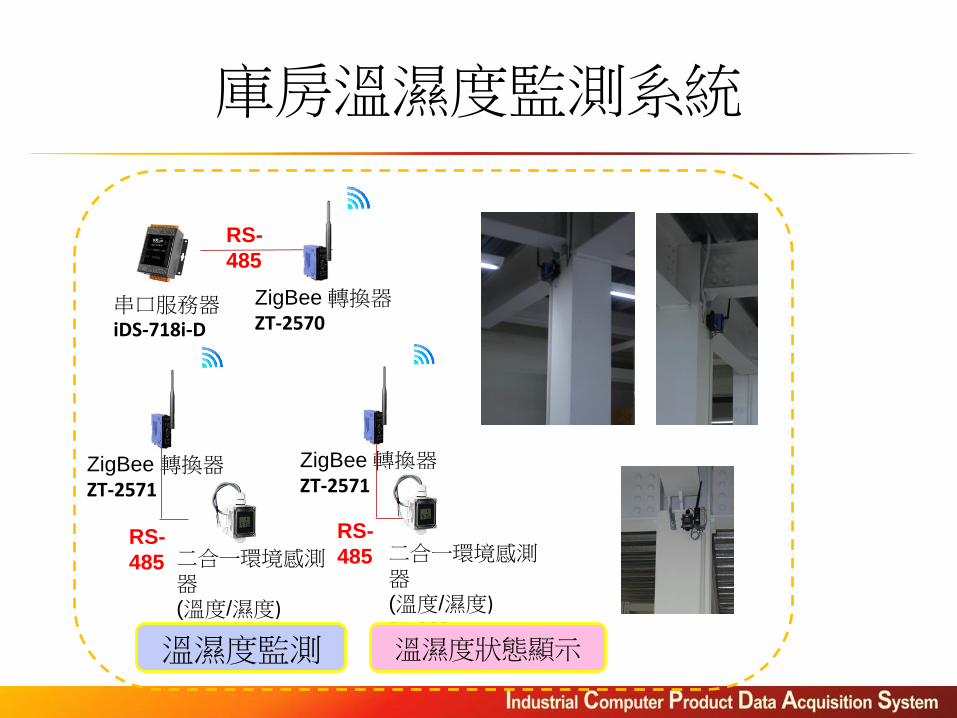
庫房溫濕度監測系統
串口服務器
iDS-718i-D
ZigBee 轉換器
ZT-2570
RS-
485
ZigBee 轉換器
ZT-2571
二合一環境感測器
(溫度/濕度) DL-302
RS-
485
ZigBee 轉換器
ZT-2571
二合一環境感測器
(溫度/濕度) DL-302
RS-
485
溫濕度監測 溫濕度狀態顯示

零件倉溫濕度管制系統
智能PAC
WISE-5801
RS-
485
紅外控制模組
IR-712A
二合一環境感測器 (溫度/濕度) DL-302
智能調節環境溫度
設備輪流運轉
溫濕度升降異常警告
設備啟停通知 溫濕度監測數據記錄
ZigBee 轉換器
ZT-2571
ZigBee 轉換器
ZT-2570
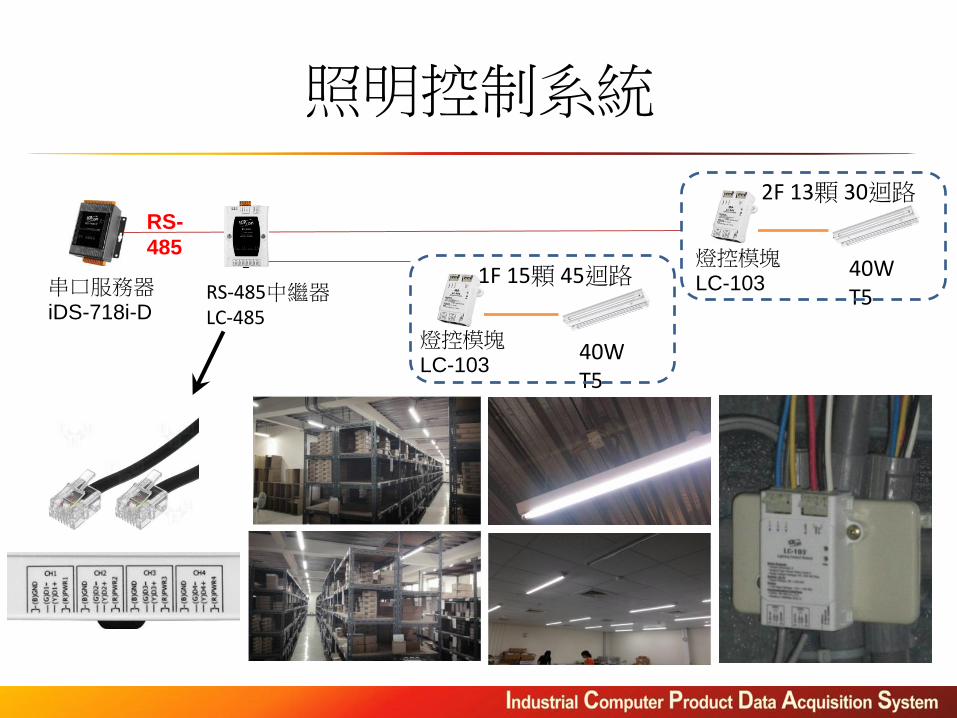
照明控制系統
串口服務器
iDS-718i-D
RS-
485
RS-485中繼器 LC-485
燈控模塊
LC-103 40W T5
燈控模塊
LC-103 40W T5
1F 15顆 45迴路
2F 13顆 30迴路

會議室管理系統
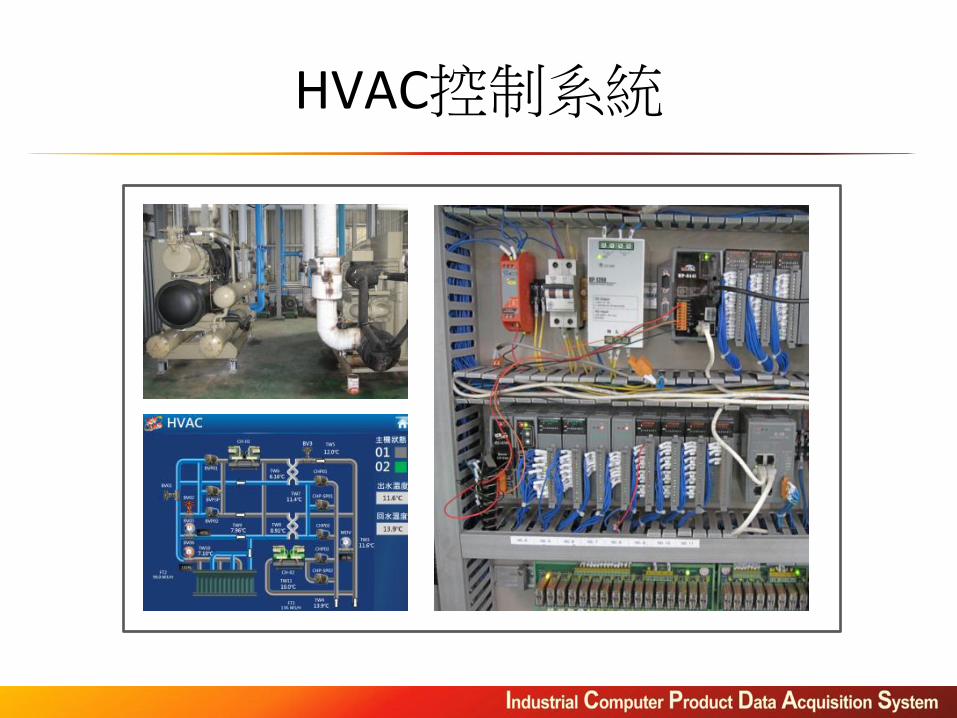
HVAC控制系統
主題
• 工業4.0概述
• 工業聯網架構
• 泓格科技智慧工廠
• 應用案例與方案 – 設備聯網
– 無線通訊
– 節能環保
• 總結與未來趨勢
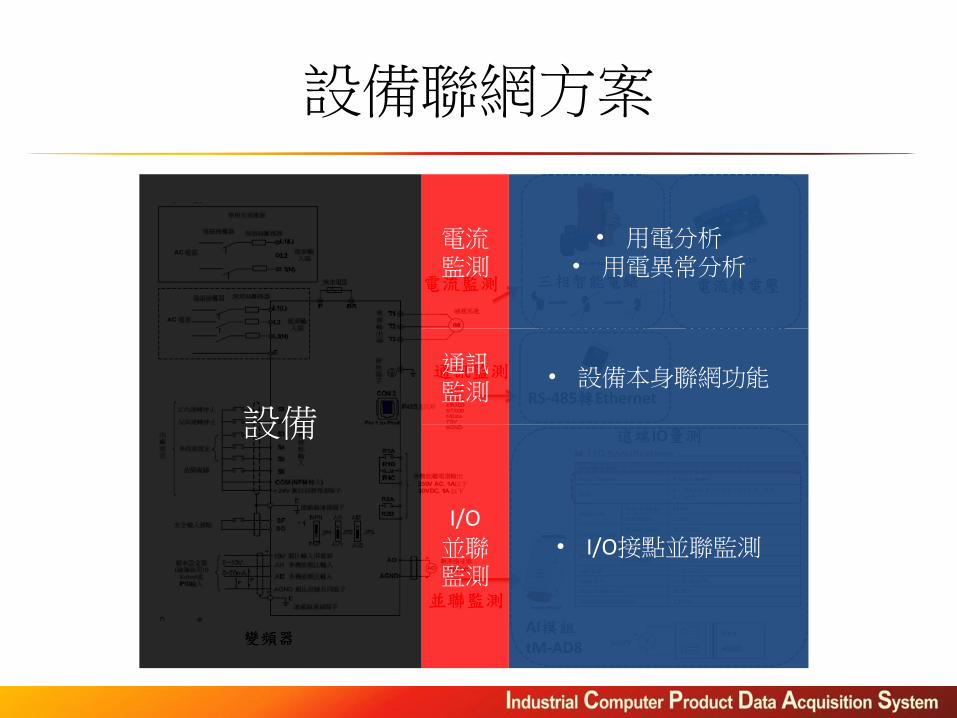
設備聯網方案
設備
電流監測
通訊監測
I/O 並聯監測
• 用電分析 • 用電異常分析
• 設備本身聯網功能
• I/O接點並聯監測

案例1-工廠頻器監控
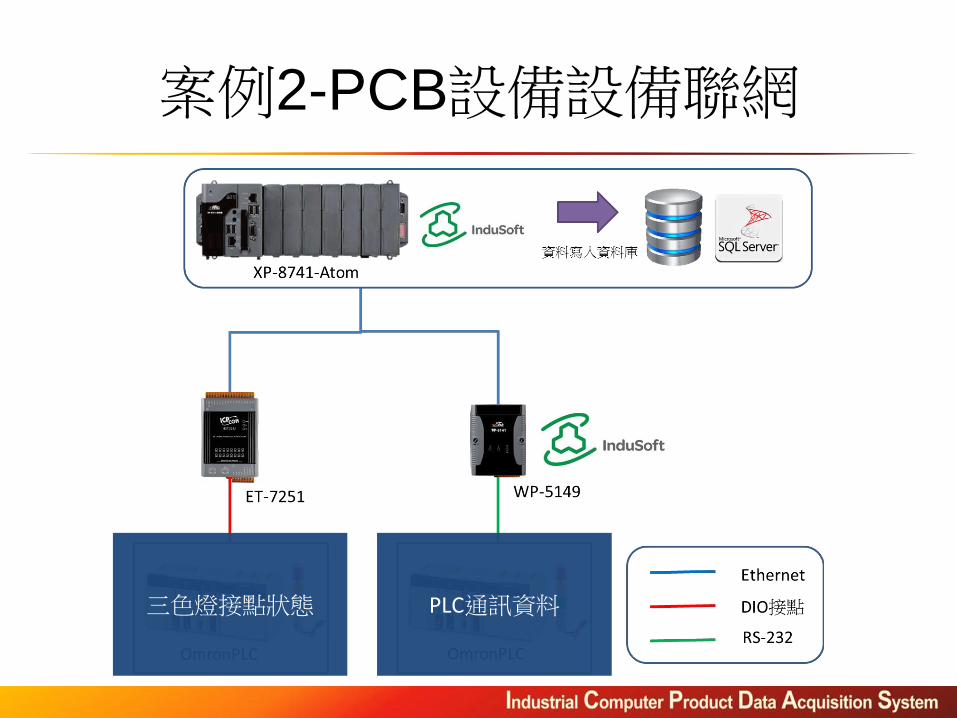
案例2-PCB設備設備聯網
三色燈接點狀態 PLC通訊資料
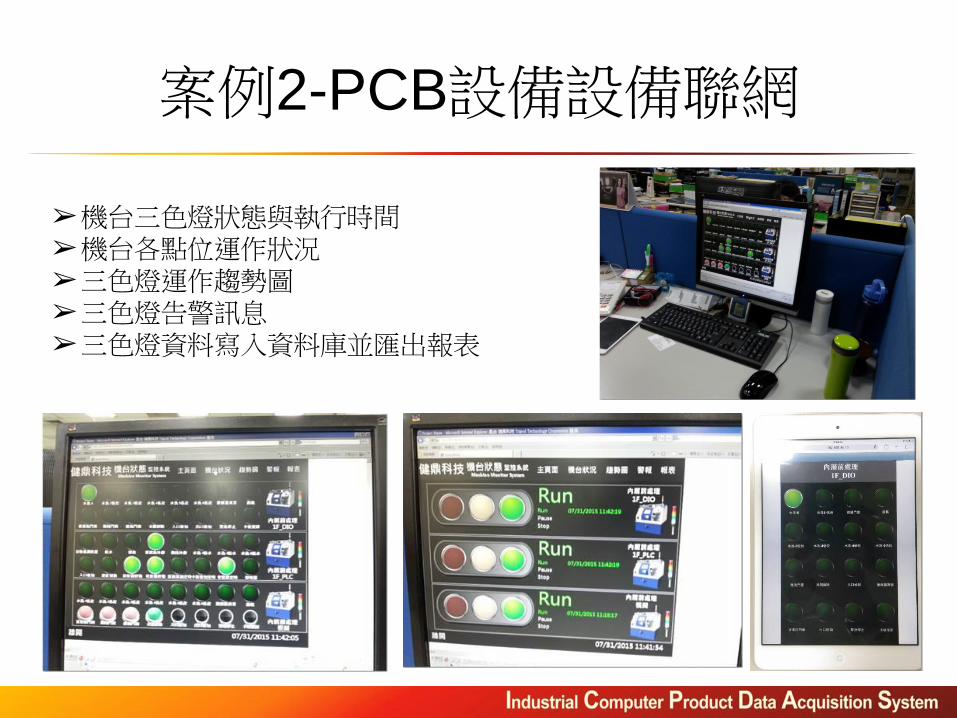
案例2-PCB設備設備聯網
➢機台三色燈狀態與執行時間 ➢機台各點位運作狀況 ➢三色燈運作趨勢圖 ➢三色燈告警訊息 ➢三色燈資料寫入資料庫並匯出報表
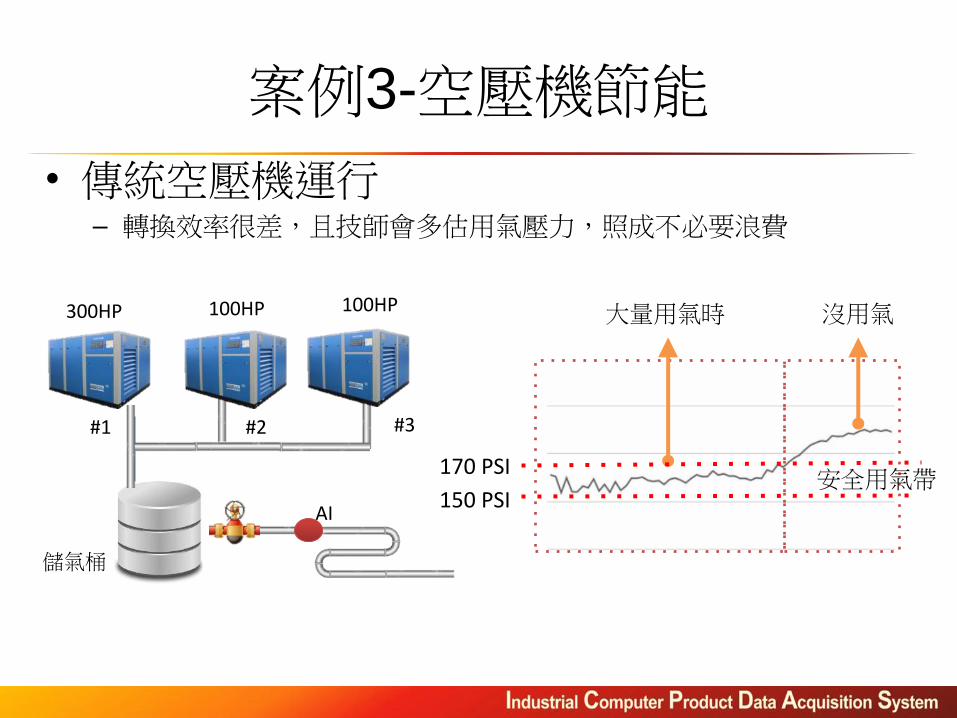
案例3-空壓機節能
• 傳統空壓機運行 – 轉換效率很差,且技師會多估用氣壓力,照成不必要浪費
150 PSI
大量用氣時 沒用氣
170 PSI 安全用氣帶
#1 #2 #3
AI
儲氣桶
300HP 100HP 100HP
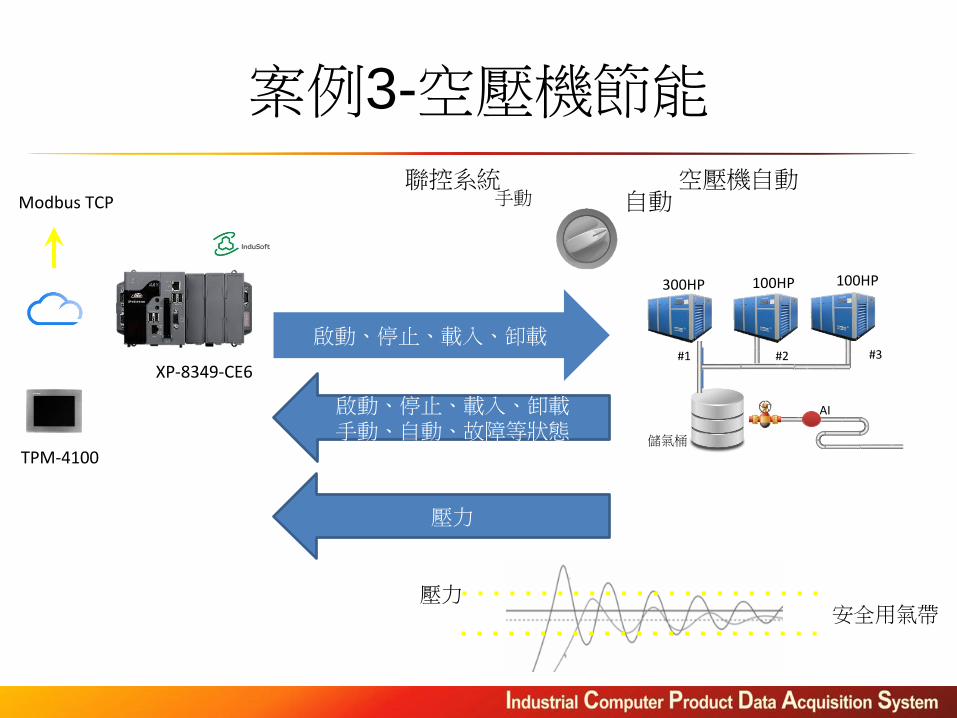
案例3-空壓機節能
XP-8349-CE6
TPM-4100
壓力 安全用氣帶
#1 #2 #3
AI
儲氣桶
300HP 100HP 100HP
手動 自動 聯控系統
Modbus TCP 空壓機自動
啟動、停止、載入、卸載
啟動、停止、載入、卸載 手動、自動、故障等狀態
壓力
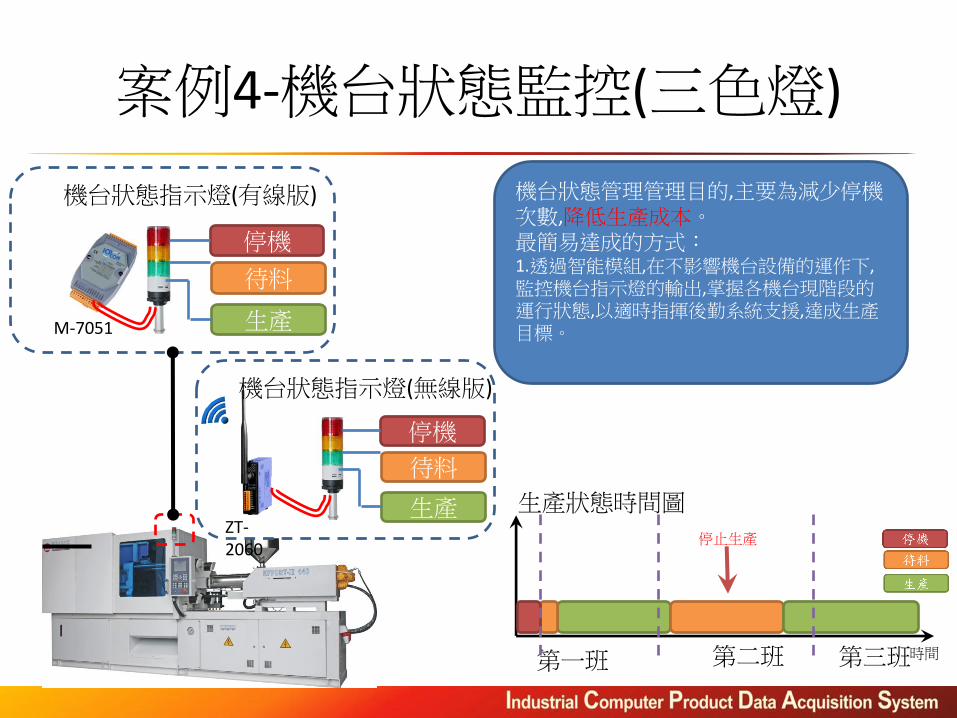
案例4-機台狀態監控(三色燈)
停機
待料
生產 M-7051
機台狀態指示燈(有線版) 機台狀態管理管理目的,主要為減少停機次數,降低生產成本。 最簡易達成的方式: 1.透過智能模組,在不影響機台設備的運作下,監控機台指示燈的輸出,掌握各機台現階段的運行狀態,以適時指揮後勤系統支援,達成生產目標。
時間
狀態
第一班 第二班 第三班
停止生產 ZT-2060
停機
待料
生產
機台狀態指示燈(無線版)
生產狀態時間圖

案例5-面板廠機台產線監控
LED狀態監測
設備機台
LED狀態監測
設備機台
M-7051 or M-7000 series Remote I/O
wire
RS-485 wire
μPAC-7186
Ethernet
Ethernet
RS-485 Hub
RS-485 wire
需求:
• 收集產線機台的即時狀態
• 事件紀錄
• 通知線上線上工程師、管理人員
• 於二秒內收集規模250台機台狀態
LED狀態監測
設備機台
停機
待料
生產
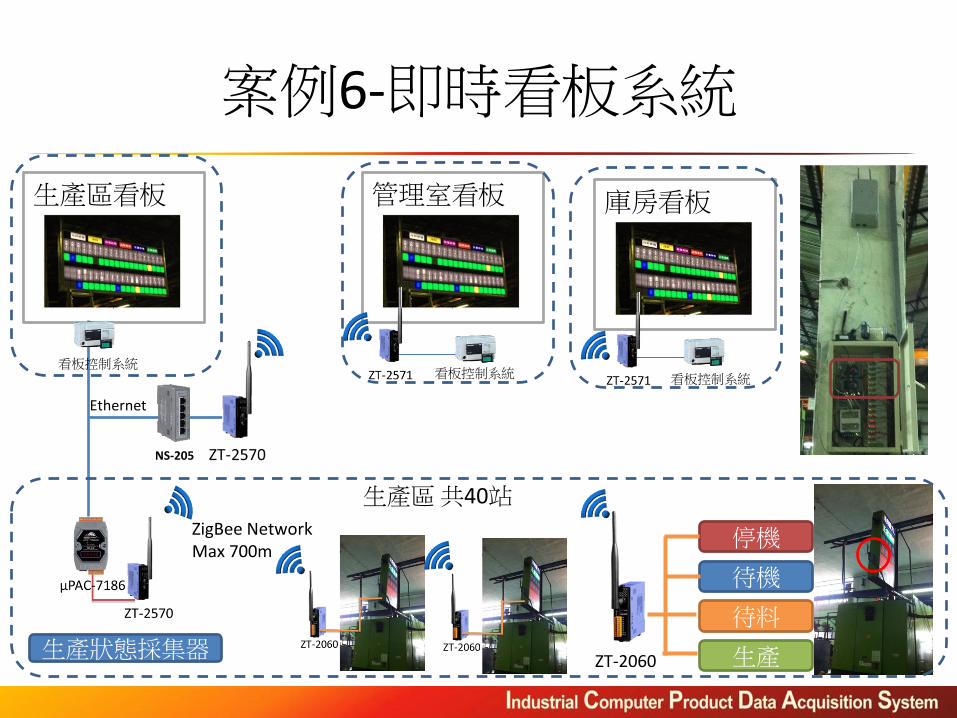
案例6-即時看板系統
生產區看板
看板控制系統
管理室看板
看板控制系統
NS-205
停機
待料
生產
待機
ZT-2060 生產狀態採集器
生產區 共40站
庫房看板
看板控制系統
ZigBee Network Max 700m
Ethernet
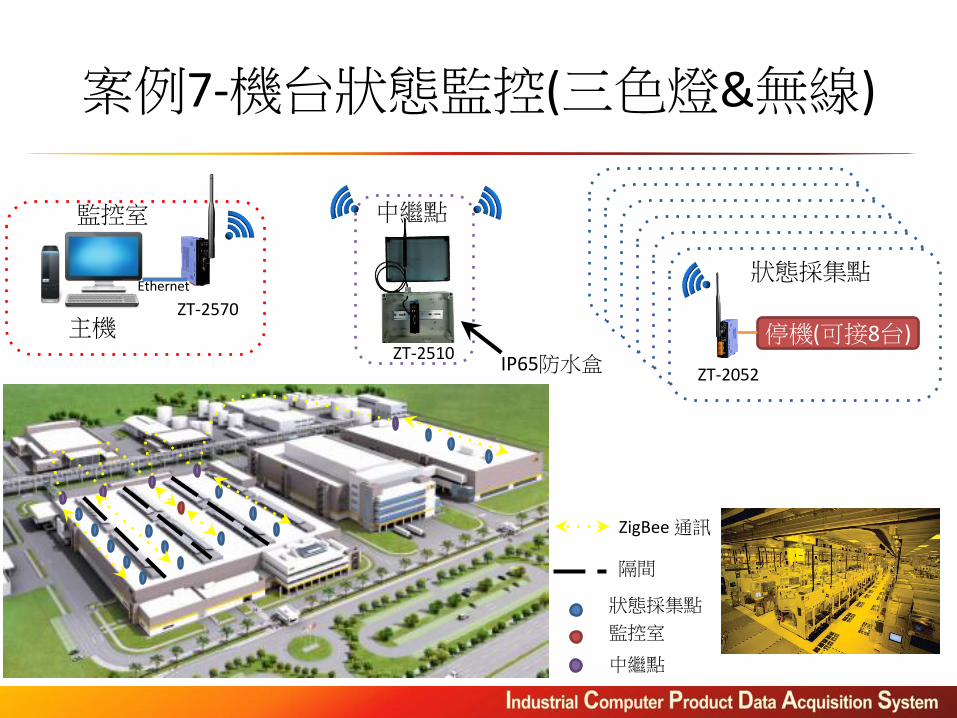
案例7-機台狀態監控(三色燈&無線)
ZigBee 通訊
隔間
狀態採集點
監控室
ZT-2570 主機
ZT-2052
停機(可接8台)
ZT-2052
停機(可接8台)
ZT-2052
停機(可接8台)
ZT-2052
停機(可接8台)
ZT-2052
停機(可接8台)
ZT-2052
停機(可接8台)
中繼點
狀態採集點
監控室
Ethernet
ZT-2510
中繼點
IP65防水盒

案例8-食品廠生產履歷
需求:
• 產線(二條)充填重量計錄 日產能,36,000筆
• 記錄各室溫濕度、露點溫度
• 記錄操作人員,操作成效
• 油槽溢位監控
充填計錄 溫濕度
油槽溢位 電力資訊
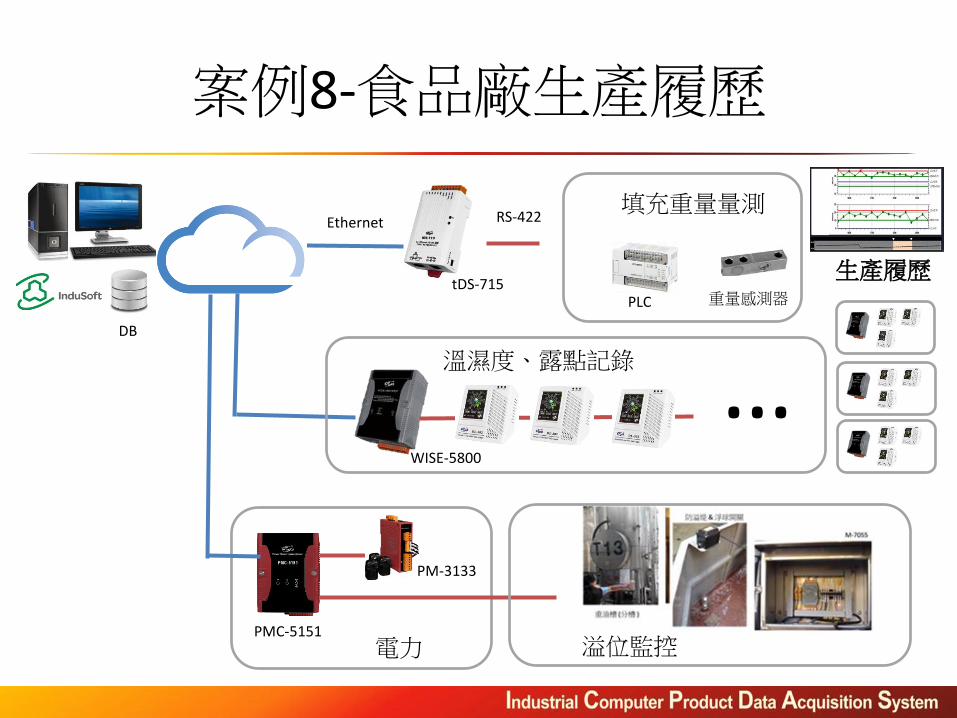
PLC
RS-422
重量感測器 tDS-715
填充重量量測 Ethernet
WISE-5800
… 溫濕度、露點記錄
PMC-5151
PM-3133
電力 溢位監控
生產履歷
DB
案例8-食品廠生產履歷

案例8-食品廠生產履歷
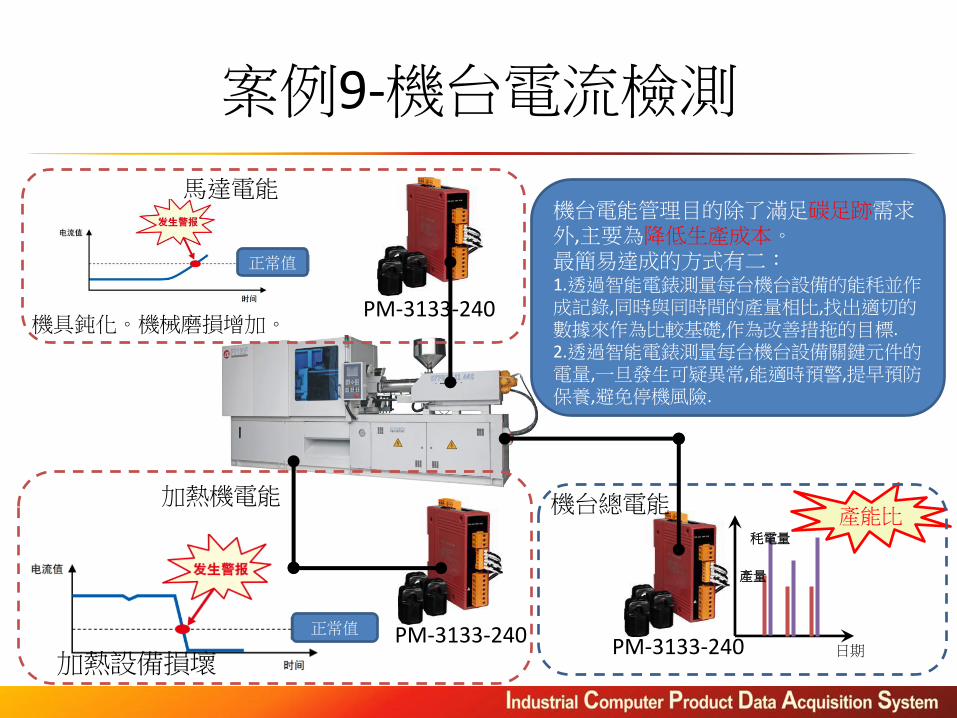
案例9-機台電流檢測
PM-3133-240
機台總電能
日期
產量
秏電量
產能比
馬達電能
PM-3133-240 機具鈍化。機械磨損增加。
正常值
PM-3133-240
加熱機電能
加熱設備損壞
正常值
機具檢修預警 • 電流檢測 • 穩定=>變化
機台電能管理目的除了滿足碳足跡需求外,主要為降低生產成本。 最簡易達成的方式有二: 1.透過智能電錶測量每台機台設備的能秏並作成記錄,同時與同時間的產量相比,找出適切的數據來作為比較基礎,作為改善措拖的目標. 2.透過智能電錶測量每台機台設備關鍵元件的電量,一旦發生可疑異常,能適時預警,提早預防保養,避免停機風險.
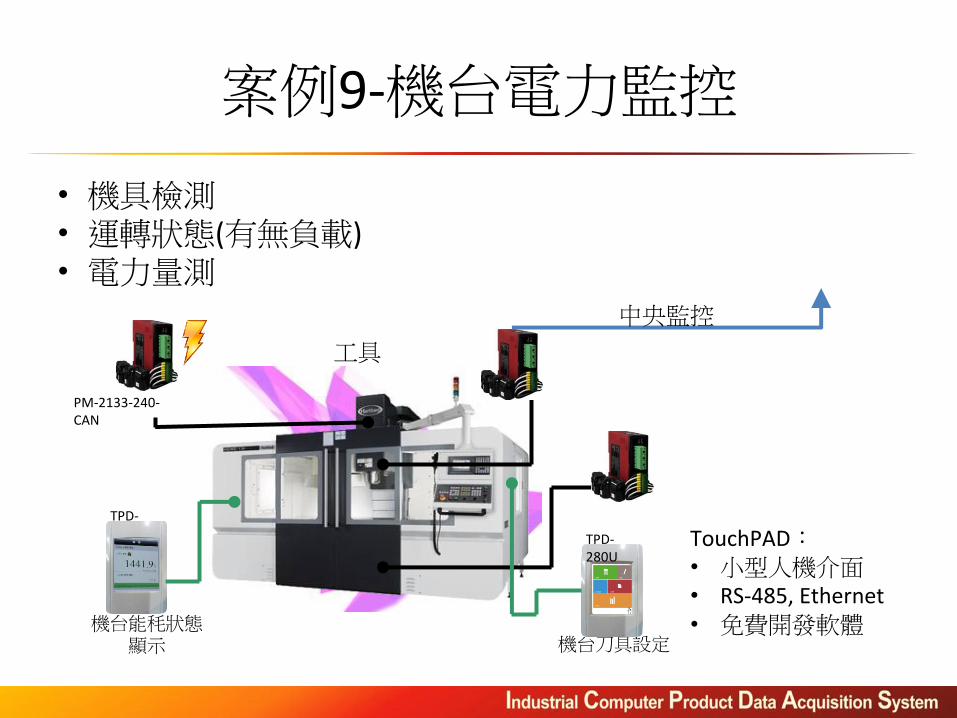
案例9-機台電力監控
工具機
PM-2133-240-CAN
機台刀具設定
TPD-280U
TPD-280U
機台能秏狀態顯示
中央監控
TouchPAD: • 小型人機介面 • RS-485, Ethernet • 免費開發軟體
• 機具檢測 • 運轉狀態(有無負載) • 電力量測
無線通訊
3G應用
• 透過3G網路,傳遞機台設備或資料
• 成效:
–增加無網路布建區域的聯網能力
–更加彈性的設備聯網應用
–水文、農業、交通

G-4500PD-SIM300
案例1-農業監控
DL-100
IP Camera
RS-485
Ethernet VxServer
VxComm
3G Internet
……
GRP-520
Port Mapping
VxComm
伺服器
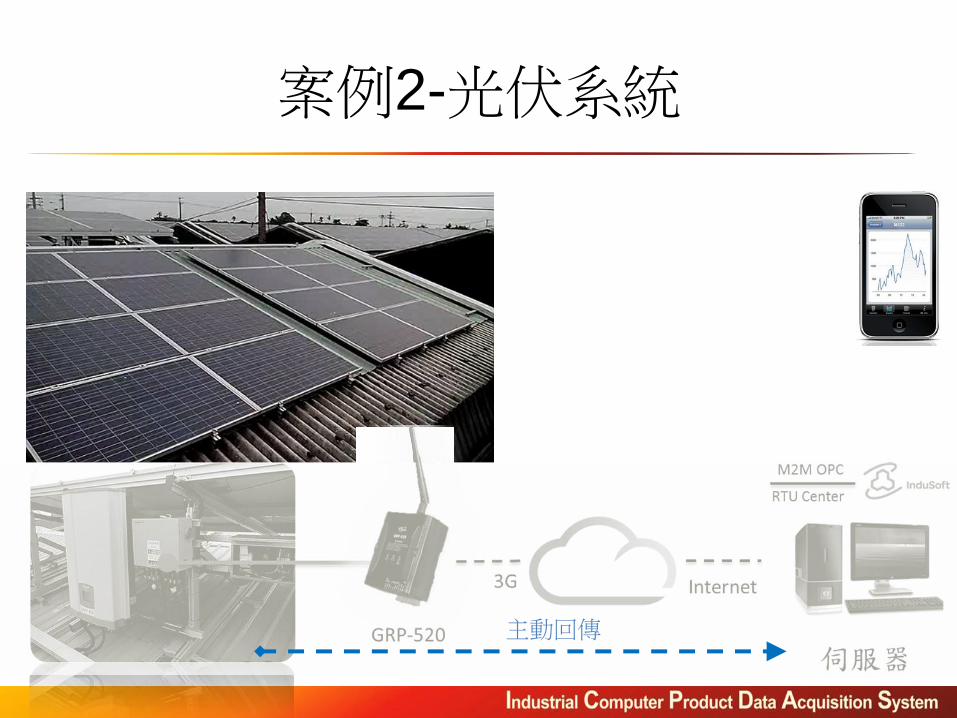
案例2-光伏系統
3G Internet
RTU Center
M2M OPC
GRP-520 主動回傳

案例3-港口環境監控案例
架構:GRP-520+風速計、能見度計、水底探測器,皆使用VxComm虛擬RS-
232通訊
1.水底探測器: 透過RS-232每小時將收集的資料檔案傳回電腦。
2.風速計、能見度計:客制化韌體,如果3G訊號不佳時,先將採集資料記錄到SD卡內,待穩定後,從最新的資料開始回傳
VxServer
VxComm Driver 風速計
能見度計
水底探測器
RS-232
販賣機安全、異常、補貨、、、等管理。
• 解決的問題
–解決營業者需不定時到各個點之販賣機做巡邏,確認販賣機是否系統異常、人為破壞、遭竊、銷售貨品需補貨、、等的人力及時間的浪費,無論在任何時間、地點就可使用手機掌握遠端作業的狀況。
案例4-投幣式販賣機監控

案例4-投幣式販賣機監控
54
GT-530 GTM-201-232
SMS Database
GT-530
GT-530
GSM
SMS 資料庫管理
SMS 手機通知
節能環保
• 水資源監測(數位水錶)
• 電力監控(數位電表)

水資源監測
數位電錶 .數位水錶.流量計
後台系統 3G
RS-485 PMC-5151
RS-232 GTM-201-3GWA
業主需求 : 管制地區地下水使用情形 監看與記錄抽水站用電資訊 主動回傳
流量計

電力監控
Ethernet/Intranet
RS-485
RS-485
PMC-5141
PMC-5141
i-7514U 左大樓 PM-2133*2 PM-2134*1
RS-485
中大樓 PM-2133*5
右大樓 PM-2133*3
新式大樓 PM-2133*10
饍食房 PM-2133*1
RS-485 ZigBee 100 m
RS-485
冷氣迴路(1) M-7061*1
冷氣迴路(2) M-7061*1
PPDS-755-MTCP

電力監控
• 瞭解用電狀況 • 規劃節電措施 ✓汰換設備 ✓分區運轉 ✓階段卸載
主題
• 工業4.0概述
• 工業聯網架構
• 泓格科技智慧工廠
• 應用案例與方案 – 設備聯網
– 無線通訊
– 節能環保
• 總結與未來趨勢
現階段工業自動化
• 以PLC或單晶片編程為主的系統,實現單一機台自動化 • 具備簡易通訊串口,作為訊息輸出或程式下載使用 • 主要訊息顯示透過機臺上的螢幕,但多數機台設備只有簡易的設置畫面
• 面臨的問題:
– 通訊備受限制,資料流無法有效利用 – 工單排程僅靠人員操作,無法彈性調整 – 缺乏資料存儲,故生產品質無法追查 – 生產作業檢核無法落實 – 必須到現場查核機台異常事件,無法即時決策 – 經驗難以數位化傳承
邁向工業4.0
• 自動化: – 每一個生產環節都能夠清楚的了解上下站的生產狀況,並做出適時調整。
• 數據化: – 每張工單的產品,從接單,出貨,返修或報廢,都能清楚記錄,作為改善方針的基礎訊息。
• 視覺化: – 將資料轉為圖表,隨時都能很清晰的了解各機台生產狀況。
大數據
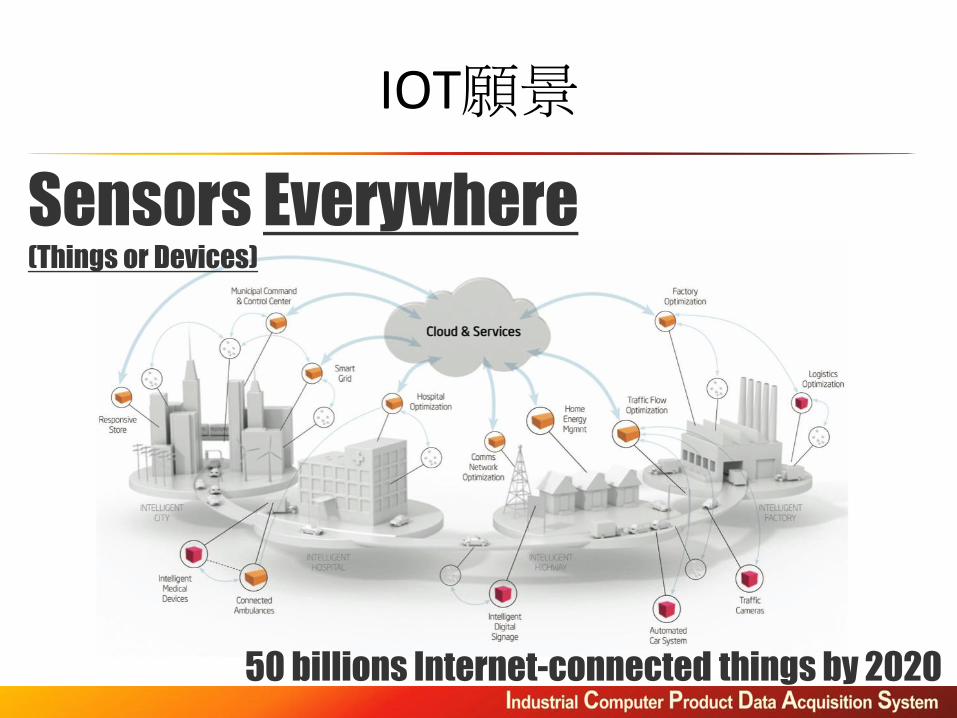
IOT願景
Sensors Everywhere (Things or Devices)
50 billions Internet-connected things by 2020
總結與未來趨勢
• 面臨數位化與資訊的普及
• 迎接物聯網的時代:廠區、生產設備、生產流程
• 自動化與資訊採集
– 針對廠房以及生產流程進行即時訊息監控
– 進行海量數據分析,採取必要手段
– 避免不必要的浪費並降低成本
• 打造一個安全、效率、節能的工作環境

~謝謝~