Embed Size (px)
Citation preview
Teknoloji Fakültesi Makine Mühendisliği Bölümü
Çekme, Sertlik Deney Föyü
Uygulama Alanı MalzemeUygulama Alt Alanı Çekme, Sertlik Ölçümleri
Toplam Uygulama Uzunluğu (Saat) : 8 Saat
Uygulamayı Yapacak Görevli: Arş. Gör. Mahmut ÜNALDI
Yapılacağı Yer Teknoloji Fakültesi Ek Binası
Tanımı
Öğrencilere malzemelere uygulanan çekme deneyinin önemini ve deney yapılma şartlarına ilişkin temel yeterlikleri kazandırmak.
Amacı
1. Malzemelere uygulanan çekme deneyinin önemini kavrayabilme.
2. Deney yapılışını öğrenme.
3. Deney sonuçlarını yorumlayabilme.
Uygulama Süreci
1. Saat Anlatma2. Saat Anlatma3. Saat Anlatma4. Saat Anlatma5. Saat Demonstrasyon6. Saat Uygulama7. Saat Uygulama8. Saat Uygulama
Uygulama Araç ve Gereçleri
Teknoloji Fakültesi Makine Mühendisliği Bölümü
Malzemeler : Çekme çubukları
Ekipmanlar : Çekme cihazı
Konular
ÇEKME DENEYİ
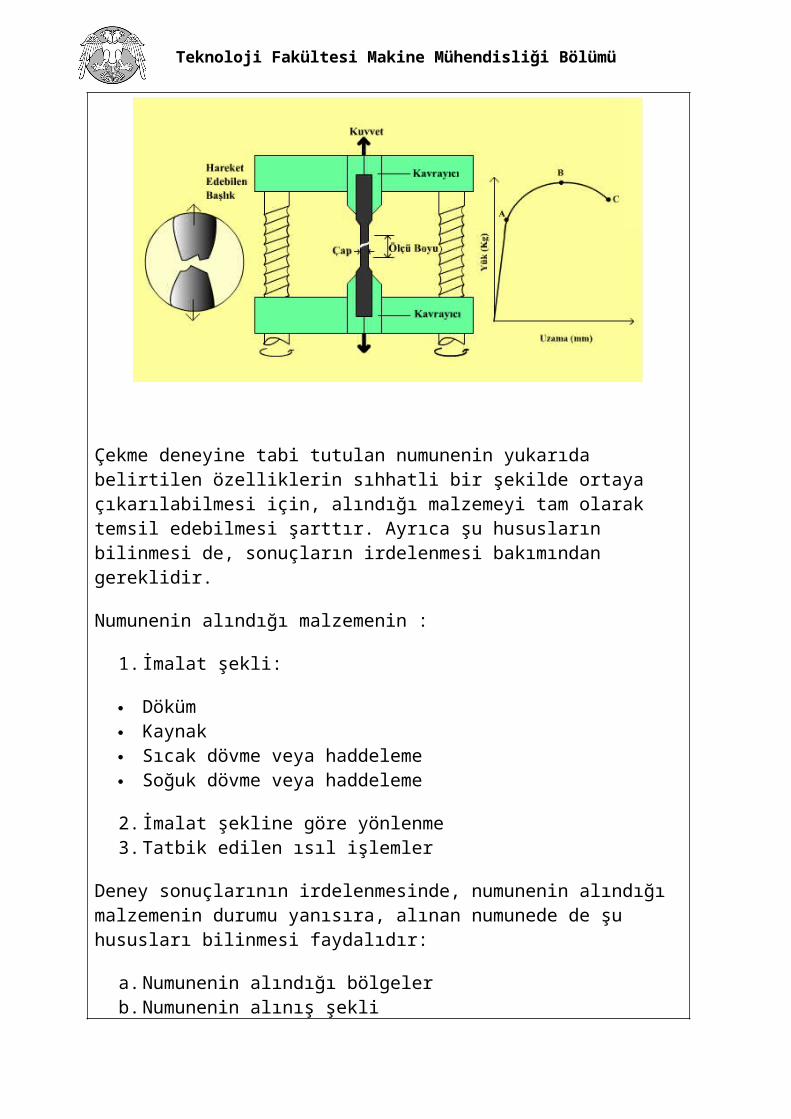
Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn bilgilerini saptamak ve malzemelerin özelliklere göre sınıflandırılmasını sağlamak amacı ile geniş çapta kullanılır. Çekme deneyi standartlara göre hazırlanmış deney numunesinin tek eksende, belirli bir hızla ve sabit sıcaklıkta koparılıncaya kadar çekilmesidir. Deney sırasında, standart numuneye devamlı olarak artan bir çekme kuvveti uygulandığında, aynı esnada da numunenin uzaması kaydedilir.
Çekme deneyi sonucunda numunenin temsil ettiği malzemeye ait aşağıdaki mekanik özellikler bulunabilir.
1. Elastisite modülü2. Elastik sınırı3. Rezilyans4. Akma gerilmesi5. Çekme dayanımı6. Tokluk7. % uzama8. % kesit daralması
Çekme deneyine tabi tutulan numunenin yukarıda belirtilen özelliklerin sıhhatli
Teknoloji Fakültesi Makine Mühendisliği Bölümü
bir şekilde ortaya çıkarılabilmesi için, alındığı malzemeyi tam olarak temsil edebilmesi şarttır. Ayrıca şu hususların bilinmesi de, sonuçların irdelenmesi bakımından gereklidir.
Numunenin alındığı malzemenin :
1. İmalat şekli:
Döküm Kaynak Sıcak dövme veya haddeleme Soğuk dövme veya haddeleme
2. İmalat şekline göre yönlenme3. Tatbik edilen ısıl işlemler
Deney sonuçlarının irdelenmesinde, numunenin alındığı malzemenin durumu yanısıra, alınan numunede de şu hususları bilinmesi faydalıdır:
a. Numunenin alındığı bölgelerb. Numunenin alınış şeklic. Numunenin hazırlanış şekli
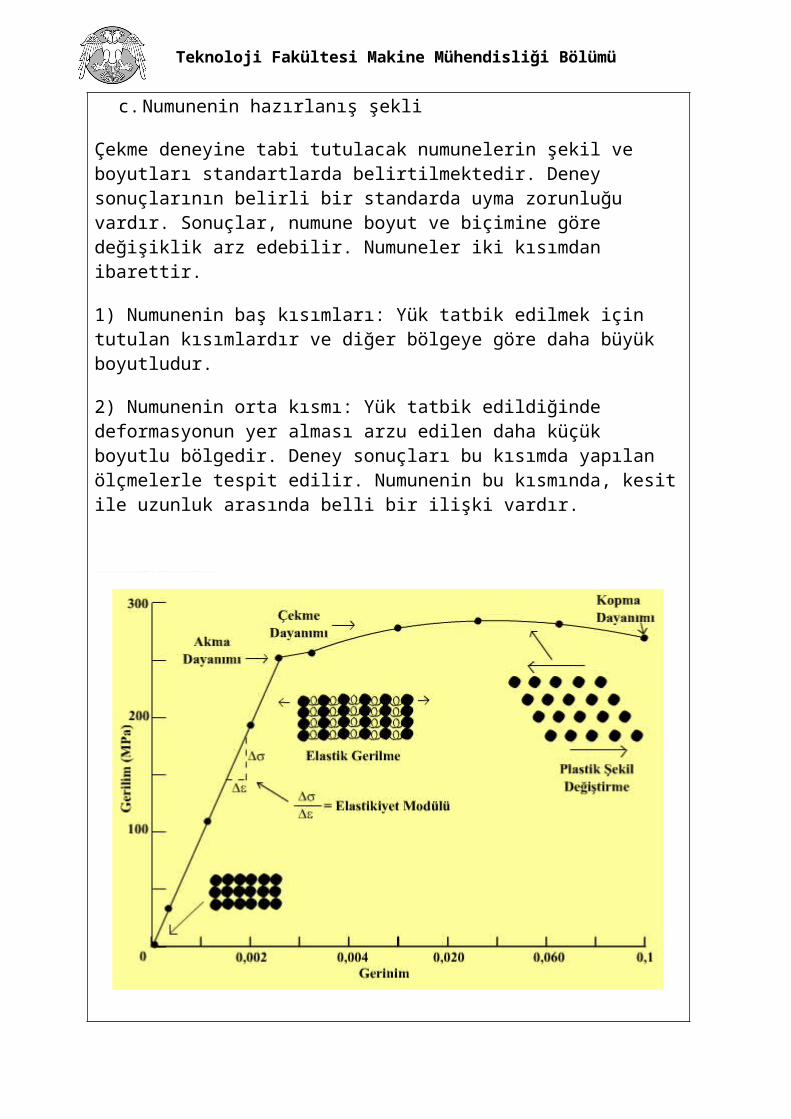
Çekme deneyine tabi tutulacak numunelerin şekil ve boyutları standartlarda belirtilmektedir. Deney sonuçlarının belirli bir standarda uyma zorunluğu vardır. Sonuçlar, numune boyut ve biçimine göre değişiklik arz edebilir. Numuneler iki kısımdan ibarettir.
1) Numunenin baş kısımları: Yük tatbik edilmek için tutulan kısımlardır ve diğer bölgeye göre daha büyük boyutludur.
2) Numunenin orta kısmı: Yük tatbik edildiğinde deformasyonun yer alması arzu edilen daha küçük boyutlu bölgedir. Deney sonuçları bu kısımda yapılan ölçmelerle tespit edilir. Numunenin bu kısmında, kesit ile uzunluk arasında belli bir ilişki vardır.
Teknoloji Fakültesi Makine Mühendisliği Bölümü
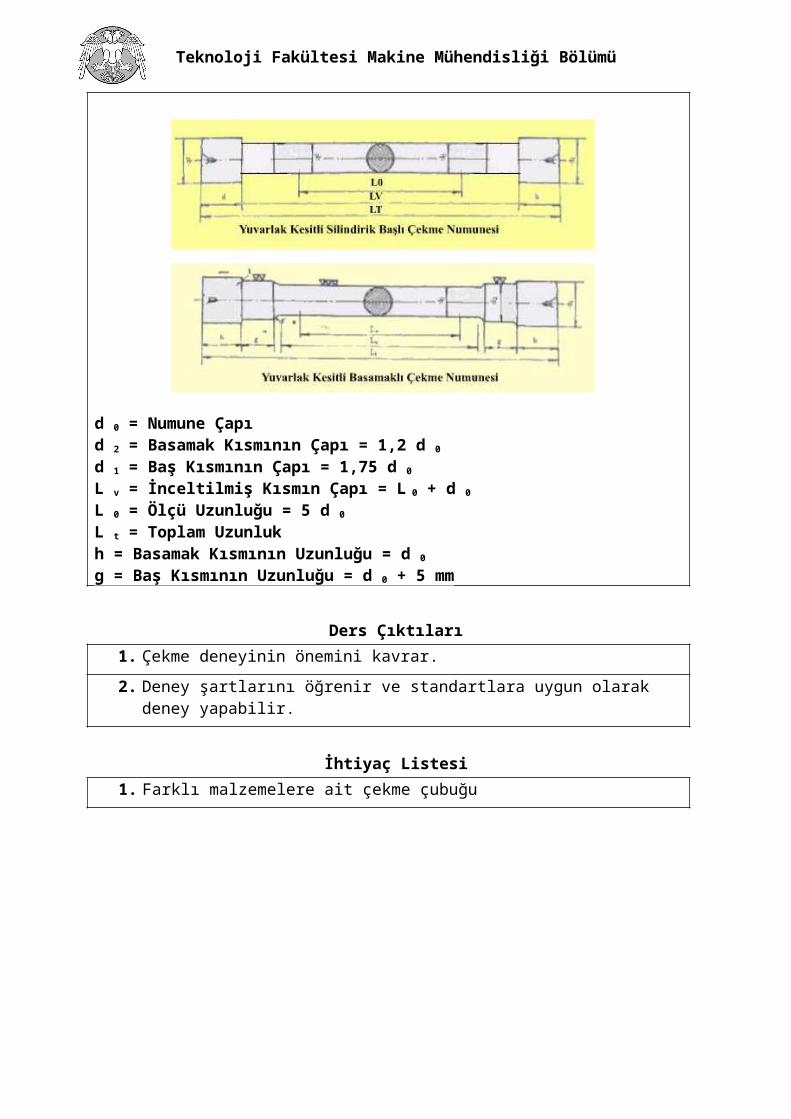
d 0 = Numune Çapı d 2 = Basamak Kısmının Çapı = 1,2 d 0 d 1 = Baş Kısmının Çapı = 1,75 d 0 L v = İnceltilmiş Kısmın Çapı = L 0 + d 0 L 0 = Ölçü Uzunluğu = 5 d 0 L t = Toplam Uzunluk h = Basamak Kısmının Uzunluğu = d 0
g = Baş Kısmının Uzunluğu = d 0 + 5 mm
Teknoloji Fakültesi Makine Mühendisliği Bölümü
Ders Çıktıları1. Çekme deneyinin önemini kavrar.
2. Deney şartlarını öğrenir ve standartlara uygun olarak deney yapabilir.
İhtiyaç Listesi1. Farklı malzemelere ait çekme çubuğu
Teknoloji Fakültesi Makine Mühendisliği Bölümü
Sertlik Deney Föyü
Uygulama Alanı MalzemeUygulama Alt Alanı Sertlik Ölçüm DeneyiToplam Uygulama Uzunluğu (Saat) : 8 SaatUygulamayı Yapacak Görevli: Arş. Gör. Mahmut ÜNALDIYapılacağı Yer Teknoloji Fakültesi Ek Binası
Tanımı
Öğrencilere malzemelerin sertliklerinin önemi anlatılarak sertlik ölçüm yöntemlerinin farklılıklarını kavramaya yönelik temel yeterlikler kazandırılacaktır.
Amacı
4. Malzeme sertlik değerlerinin önemini anlama,5. Sertlik ölçüm yöntemlerini ve farklılıklarını kavrayabilme,6. Deney için gerekli temel bilgileri ve becerileri edinebilme.
Uygulama Süreci1. Saat Anlatma2. Saat Anlatma3. Saat Anlatma4. Saat Anlatma5. Saat Demonstrasyon6. Saat Uygulama7. Saat Uygulama8. Saat Uygulama
Uygulama Araç ve GereçleriMalzemeler: Sertliği ölçülecek metal parçalar
Ekipmanlar: Sertlik ölçüm cihazı
Teknoloji Fakültesi Makine Mühendisliği Bölümü
Konular
SERTLİK ÖLÇME METOTLARI
Sertlik, malzemelerin plastik deformasyona karşı direnç gösterebilme kabiliyetidir. En eski kalite kontrol yöntemlerinden biri olan sertlik malzemeler üzerinde yapılan en genel deneydir. Bunun başlıca sebebi, deneyin basit oluşu ve diğerlerine oranla numuneyi daha az tahrip etmesidir. Diğer avantajı ise, bir malzemenin sertliği ile diğer mekanik özellikleri arasında paralel bir ilişkinin bulunmasıdır. Örneğin çeliklerde, çekme mukavemeti sertlik ile doğru orantılıdır; dolayısıyla, yapılan basit sertlik ölçmesi neticesinde malzemenin mukavemeti hakkında bir fikir edinmek mümkündür. Sertlik, malzemelerin mikroyapılarına bağlıdır.
Sertlik kavramı, mukavemetin değerlendirilmesi (çeliklerde çekme mukavemeti gibi), aşınma dayanımı, işlenebilirlik vb. gibi önemli kavramlara öncülük eder. Genel olarak sertlik ölçme metotlarını aşağıdaki gibi belirleyebiliriz.1. Karşılaştırılmalı sertlik ölçüm metotları (Mohs ve Breithaupt)2. Statik sertlik ölçüm metotları ( Brinell, Vickers, Rockwelll, Knop, Grodinski)3. Dinamik sertlik ölçüm metodu (Shore Sclerescope ,LEEB )4. Shore Lastik sertlik ölçüm metodu
1. KARŞILAŞTIRMALI SERTLİK ÖLÇÜM METOTLARI
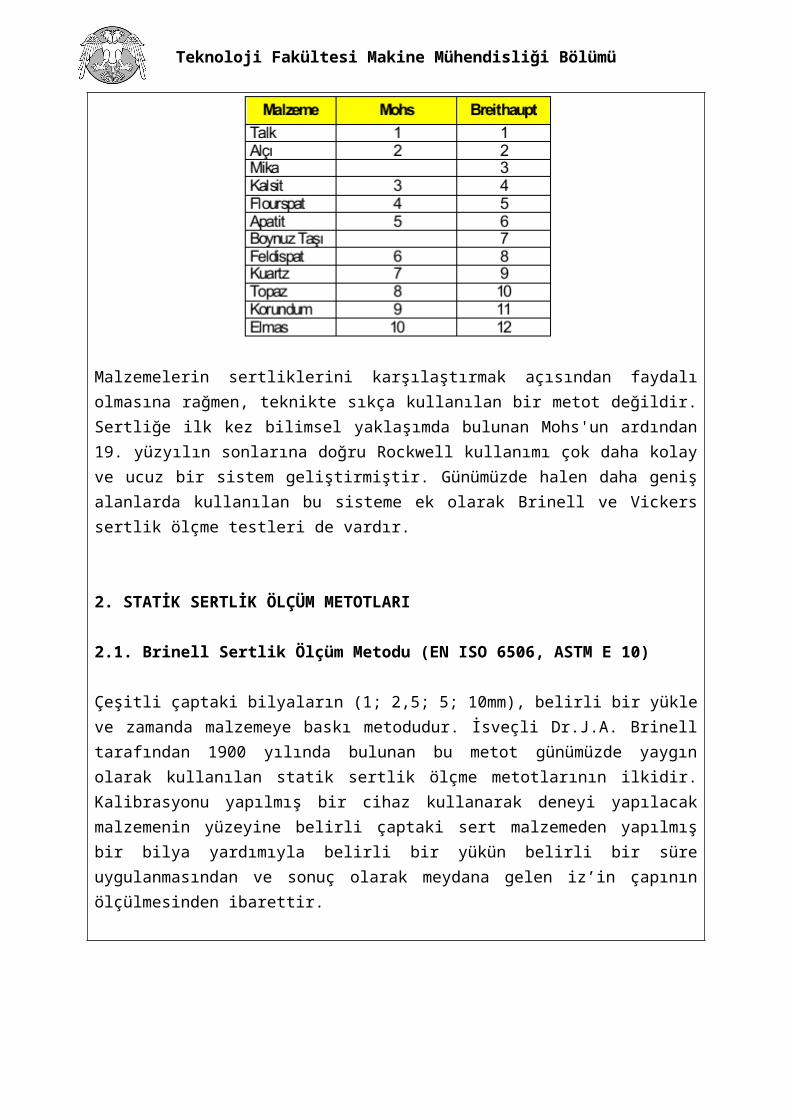
1.1. Mohs ve Breithaupt Sertlik Ölçüm MetotlarıMohs ve Breithaupt sertlik değerleri en yumuşaktan en serte doğru derecelere ayrılmıştır. Günümüzde Mohs Sertlik Skalası, sadece minerallerin sertliğinin belirlenmesinde kullanılır.
Malzemelerin sertliklerini karşılaştırmak açısından faydalı olmasına rağmen, teknikte sıkça kullanılan bir metot değildir. Sertliğe ilk kez bilimsel yaklaşımda bulunan Mohs'un ardından 19. yüzyılın sonlarına doğru Rockwell kullanımı çok daha kolay ve
Teknoloji Fakültesi Makine Mühendisliği Bölümü
ucuz bir sistem geliştirmiştir. Günümüzde halen daha geniş alanlarda kullanılan bu sisteme ek olarak Brinell ve Vickers sertlik ölçme testleri de vardır.
2. STATİK SERTLİK ÖLÇÜM METOTLARI
2.1. Brinell Sertlik Ölçüm Metodu (EN ISO 6506, ASTM E 10)
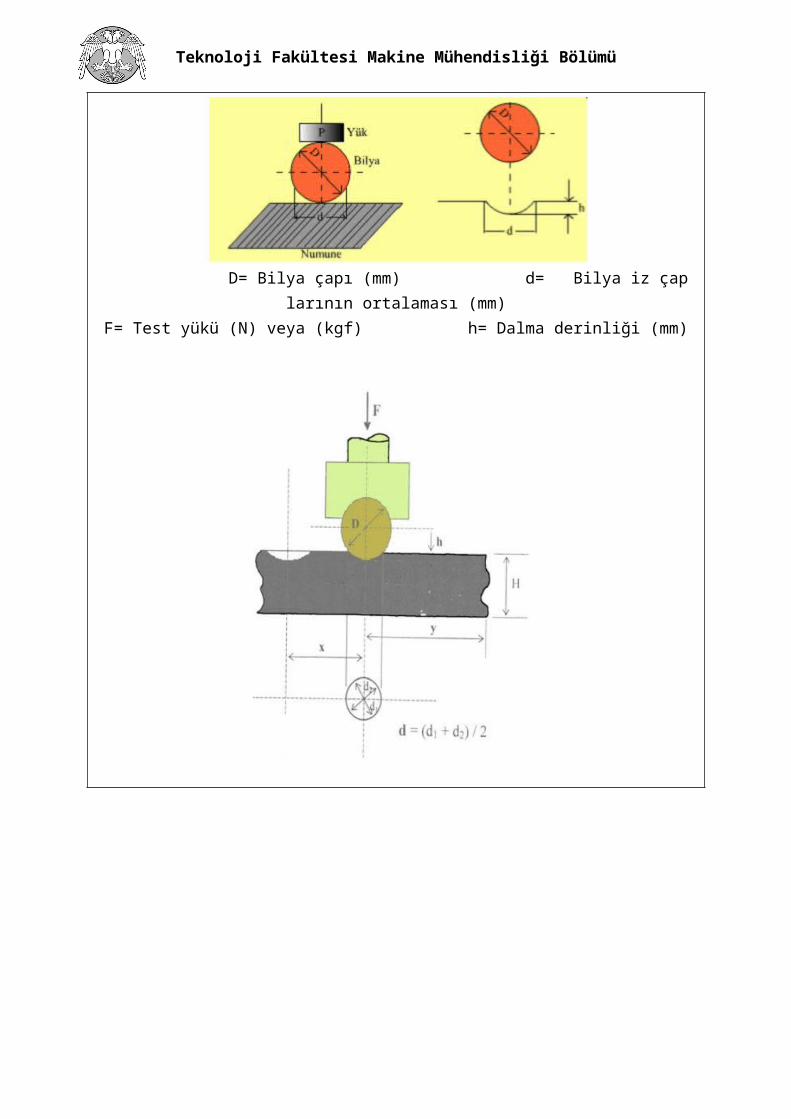
Çeşitli çaptaki bilyaların (1; 2,5; 5; 10mm), belirli bir yükle ve zamanda malzemeye baskı metodudur. İsveçli Dr.J.A. Brinell tarafından 1900 yılında bulunan bu metot günümüzde yaygın olarak kullanılan statik sertlik ölçme metotlarının ilkidir. Kalibrasyonu yapılmış bir cihaz kullanarak deneyi yapılacak malzemenin yüzeyine belirli çaptaki sert malzemeden yapılmış bir bilya yardımıyla belirli bir yükün belirli bir süre uygulanmasından ve sonuç olarak meydana gelen iz’in çapının ölçülmesinden ibarettir.
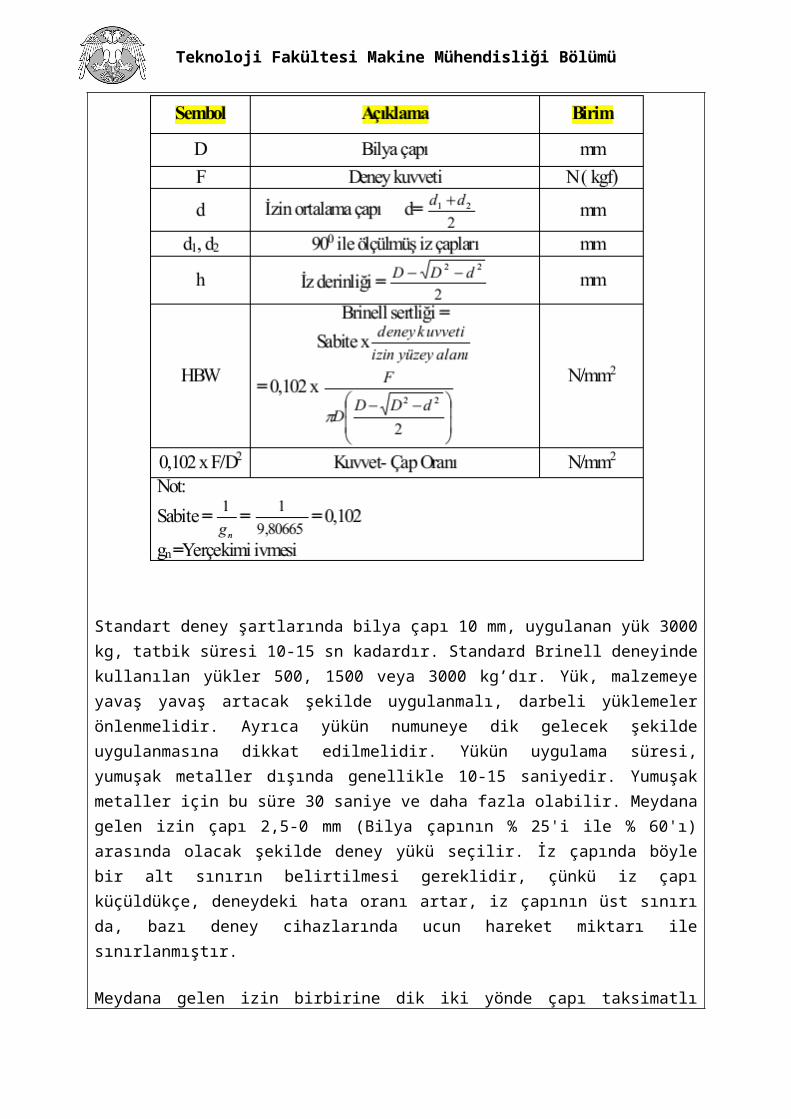
D= Bilya çapı (mm) d= Bilya iz çap larının ortalaması (mm)F= Test yükü (N) veya (kgf) h= Dalma derinliği (mm)
Teknoloji Fakültesi Makine Mühendisliği Bölümü
Standart deney şartlarında bilya çapı 10 mm, uygulanan yük 3000 kg, tatbik süresi
Teknoloji Fakültesi Makine Mühendisliği Bölümü
10-15 sn kadardır. Standard Brinell deneyinde kullanılan yükler 500, 1500 veya 3000 kg’dır. Yük, malzemeye yavaş yavaş artacak şekilde uygulanmalı, darbeli yüklemeler önlenmelidir. Ayrıca yükün numuneye dik gelecek şekilde uygulanmasına dikkat edilmelidir. Yükün uygulama süresi, yumuşak metaller dışında genellikle 10-15 saniyedir. Yumuşak metaller için bu süre 30 saniye ve daha fazla olabilir. Meydana gelen izin çapı 2,5-0 mm (Bilya çapının % 25'i ile % 60'ı) arasında olacak şekilde deney yükü seçilir. İz çapında böyle bir alt sınırın belirtilmesi gereklidir, çünkü iz çapı küçüldükçe, deneydeki hata oranı artar, iz çapının üst sınırı da, bazı deney cihazlarında ucun hareket miktarı ile sınırlanmıştır.
Meydana gelen izin birbirine dik iki yönde çapı taksimatlı büyüteç ile ölçülür ve Brinell sertlik değerini tayin ederken bu iki ölçmenin ortalaması kullanılır. İz çapı en az 0,02 mm'lik bir doğrulukta ölçülür.
Sertlik ölçme yönteminde yükü malzemeye uygulamadan önce veya uygulama esnasında aşağıdaki işlem sırası mutlaka göz önünde bulundurulmalıdır.
Ölçüm yapılacak malzeme üzerinde soğuk biçimlendirme izi bulunmamalı, söz konusu izlerin olduğu malzeme kısımlarında ölçüm yapılmamalıdır. Ölçüm öncesi malzeme yüzeyi zımpara ile temizlenmeli ve parlatılmalıdır. Isıl işlem görmüş parçaların yüzeylerinden talaş kaldırıldıktan sonra ölçüm yapılmalıdır.
Deney sonuçlarının güvenilir olması için ölçümün, oda sıcaklığında ve normal atmosfer basınçlı bir ortamda gerçekleştirilmesi gerekmektedir. Çünkü metal malzemelerin mekanik özellikleri sıcaklık ve basınçla değişebilir.
Ölçümü yapılacak malzemenin cinsine ve kalınlığına göre, uygulanacak basıncın süresi ve değeri belirlenmeli, batıcı ucun cinsi ve kalınlığı tespit edilmelidir.
Bu işlemden sonra deney malzemesi ve bilye sağlam bir şekilde ölçüm cihazındaki yerlerine takılır, uygulanacak yük cihaz üzerinde ayar kolu yardımı ile ayarlanır ve yükleme işlemine geçilir.
Parça üzerine yük, sarsıntı olmaksızın yüzeye yavaş yavaş ve dik olarak önceden belirlenen süre zarfında uygulanır.
Sertlik ölçümüne esas alınacak değer için parça yüzeyinde üç farklı noktada ölçüm yapılır. Bu ölçümlerin aritmetik ortalaması esas ölçüm değeri olarak kabul edilir.
Ölçümün güvenilir olması için, ortalama değerin bulunması esnasında malzemenin değişik yerlerinde yapılacak ölçümler arasındaki mesafe, birbirlerine çok yakın olmamalıdır. İz merkezinin malzeme kenarına olan uzaklığı iz çapının 2,5 katı, iz merkezleri arasındaki uzaklık iz çapının en az 4 katı olmalıdır.
İnce saclar üst üste konularak ölçüm yapılmalıdır.
Deneyde dikkat edilecek hususlar: Minimum malzeme (numune) kalınlığı Smin= 17xbilyanın batma derinliği kadar
olmalıdır. Numene yüzeyi parlak ve düzgün olmalıdır. Kalıcı iz çapı 0,2D’den küçük ve 0,7D’den büyük olmamalıdır.
0,2D < d < 0,7D Numune üzerinde kalan izin merkezinin parça kenarından ve bir diğer izin
Teknoloji Fakültesi Makine Mühendisliği Bölümü
merkezinden uzaklığı iz çapının iki katı kadar olmalıdır (2d). İz çapı (d) 0,01 mm hassasiyetle ölçülmelidir. İz tam dairesel değilse birbirine
dik doğrultudaki çaplar ölçülüp, ortalaması alınmalıdır. 400 HB’ye kadar olan sertlikler için, sertleştirilmiş çelikten imal edilmiş bilyalar
kullanılır. Sert malzemelerde karbürden yapılmış bilyalar tercih edilir.
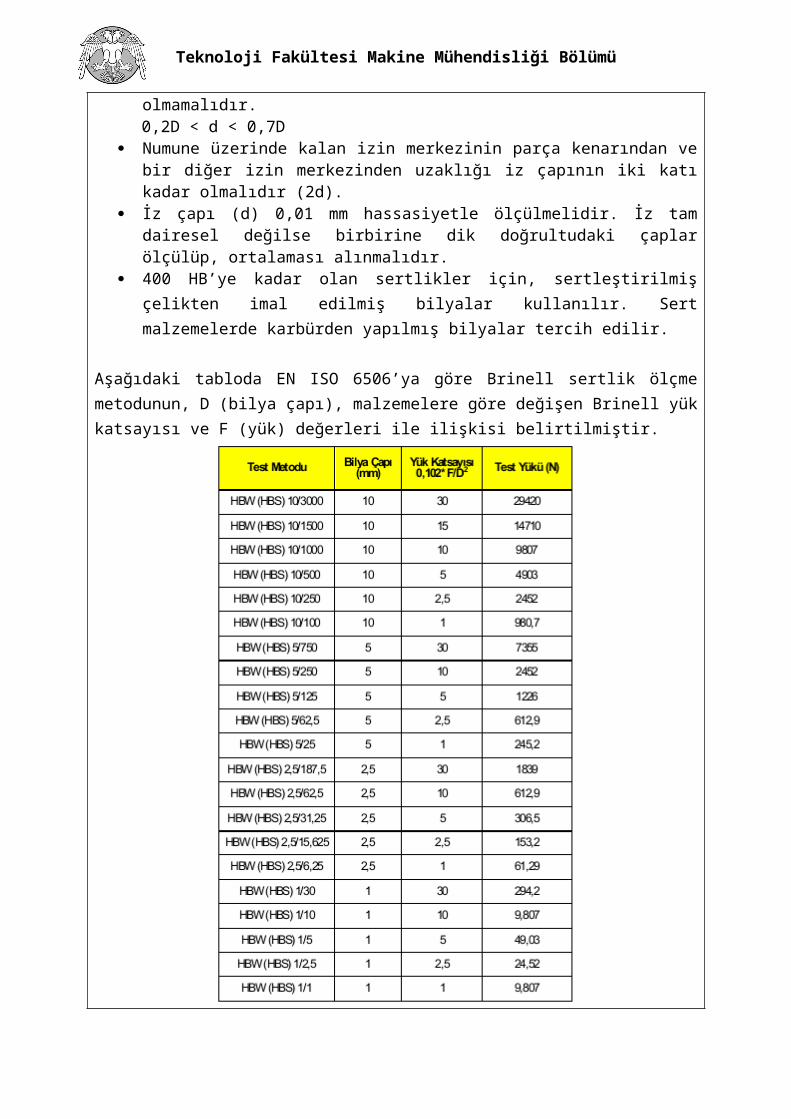
Aşağıdaki tabloda EN ISO 6506’ya göre Brinell sertlik ölçme metodunun, D (bilya çapı), malzemelere göre değişen Brinell yük katsayısı ve F (yük) değerleri ile ilişkisi belirtilmiştir.
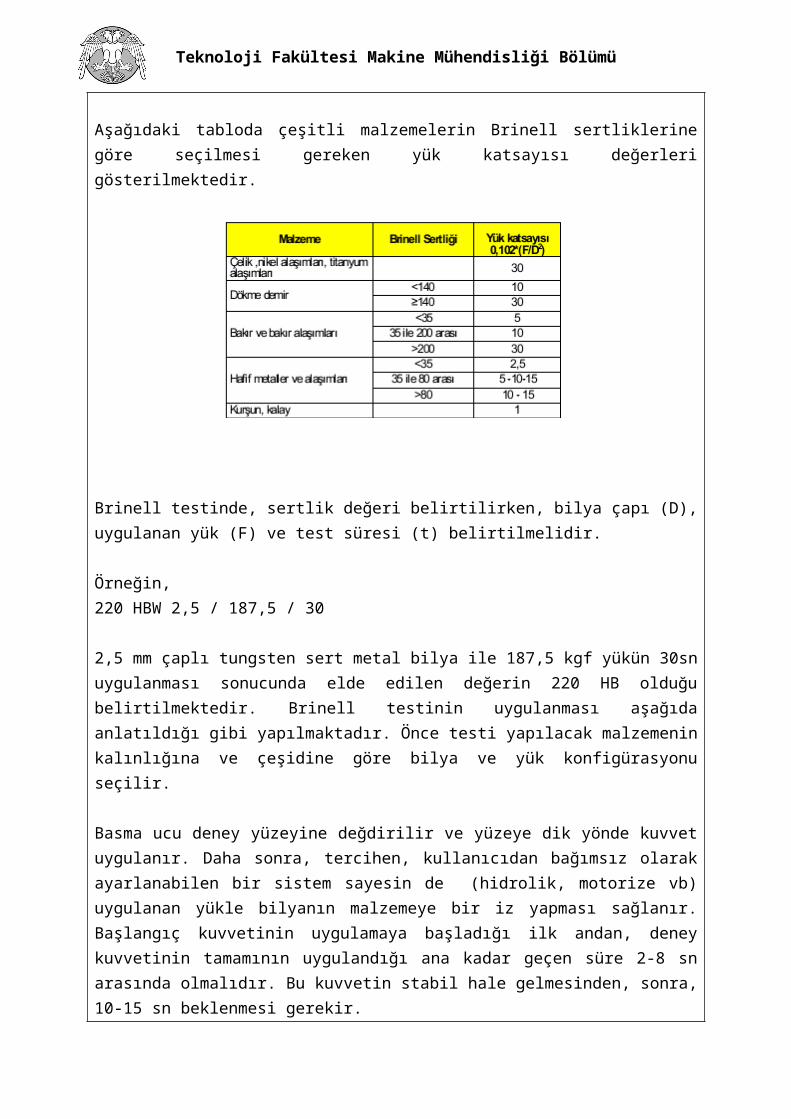
Aşağıdaki tabloda çeşitli malzemelerin Brinell sertliklerine göre seçilmesi gereken yük katsayısı değerleri gösterilmektedir.
Teknoloji Fakültesi Makine Mühendisliği Bölümü
Brinell testinde, sertlik değeri belirtilirken, bilya çapı (D), uygulanan yük (F) ve test süresi (t) belirtilmelidir.
Örneğin,220 HBW 2,5 / 187,5 / 30
2,5 mm çaplı tungsten sert metal bilya ile 187,5 kgf yükün 30sn uygulanması sonucunda elde edilen değerin 220 HB olduğu belirtilmektedir. Brinell testinin uygulanması aşağıda anlatıldığı gibi yapılmaktadır. Önce testi yapılacak malzemenin kalınlığına ve çeşidine göre bilya ve yük konfigürasyonu seçilir.
Basma ucu deney yüzeyine değdirilir ve yüzeye dik yönde kuvvet uygulanır. Daha sonra, tercihen, kullanıcıdan bağımsız olarak ayarlanabilen bir sistem sayesin de (hidrolik, motorize vb) uygulanan yükle bilyanın malzemeye bir iz yapması sağlanır. Başlangıç kuvvetinin uygulamaya başladığı ilk andan, deney kuvvetinin tamamının uygulandığı ana kadar geçen süre 2-8 sn arasında olmalıdır. Bu kuvvetin stabil hale gelmesinden, sonra, 10-15 sn beklenmesi gerekir.
İz çapı, Brinel test cihazı üzerindeki optik sistem veya portatif bir mikroskop sayesinde minimum 2 yerden ölçülür. Kullanılacak optik sistemdeki veya mikroskoptaki ölçüm aralığı minimum 0,01 mm taksimatlı olmalıdır. Örneğin, 2,5 mm bilya ile 187,5 kgf’de çelikte bir test yapılırken, bilya iz çapları arasındaki 0,01 mm fark malzemenin sertliğine bağlı olarak, 1 ila 19 HB’e kadar farklılık gösterebilir.
Deney parçasının kenarından, her bir izin merkezine kadar olan uzaklık, ortalama iz çapının en az 2,5 katı olmalıdır. Birbirine komşu iki izin merkezleri arasındaki uzaklık, ortalama iz çapının en az 3 katı olmalıdır.
Not: Brinell sertlik değerleri ile malzemelerin cinsine bağlı olarak, çekme mukavemeti arasında pratikte kolay ve çabuk sonuç veren bir bağıntı vardır. Buna göre;Malzemenin çekme mukavemeti = Katsayı * Brinell sertlik değeri.
Teknoloji Fakültesi Makine Mühendisliği Bölümü
Bu katsayı, alaşımlı çeliklerde 0,34; alaşımsız çeliklerde 0,36; bakır ve prinç alaşımlarda 0,40 alınabilir. Örneğin, Sertliği HBS 200 olan alaşımsız bir çeliğin çekme mukavemeti = 0,36 * 200 HB = kg/mm2 dir.
Brinell sertlik ölçme metodunun dezavantajları; optik ölçüm metodu olması sebebiyle maliyetli olması, metodun uygulamasının uzun sürmesi, çok hassasiyet ve dikkat gerektirmesi, metodun ustalık gerektirmesi, cihaz aksesuarının fazla olması,
2.2. Vickers Sertlik Ölçme Metodu (EN ISO 6507, ASTM E 92)
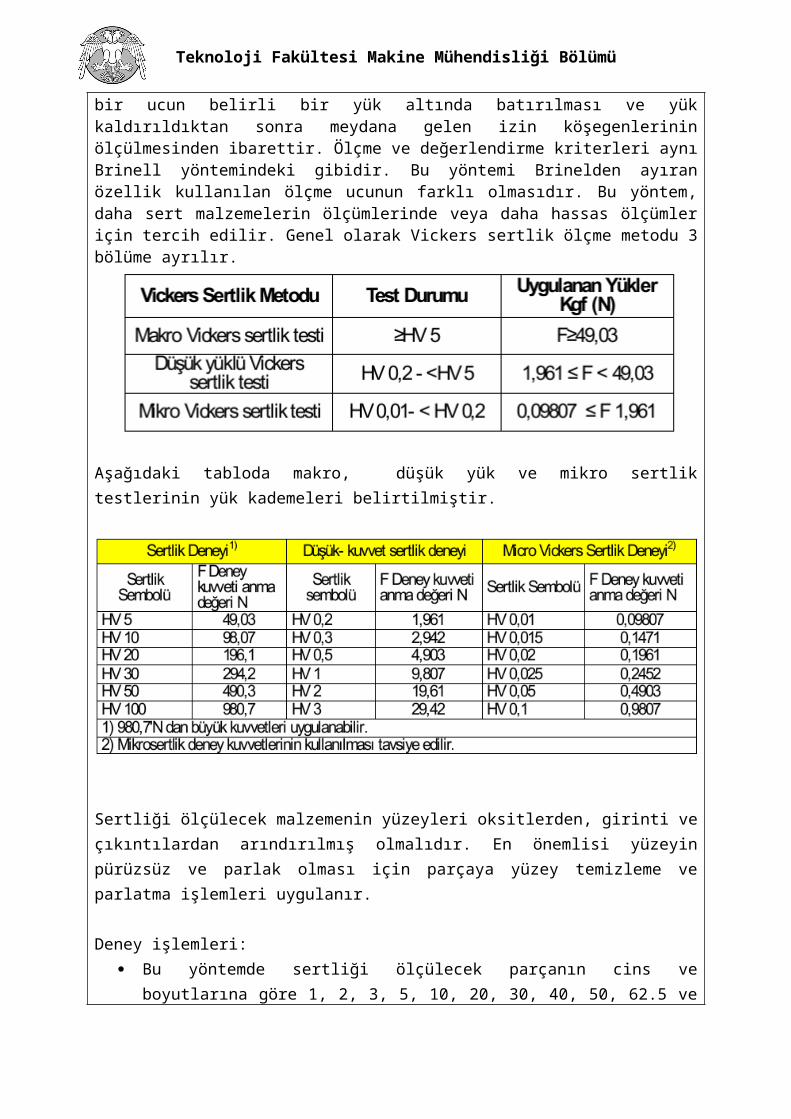
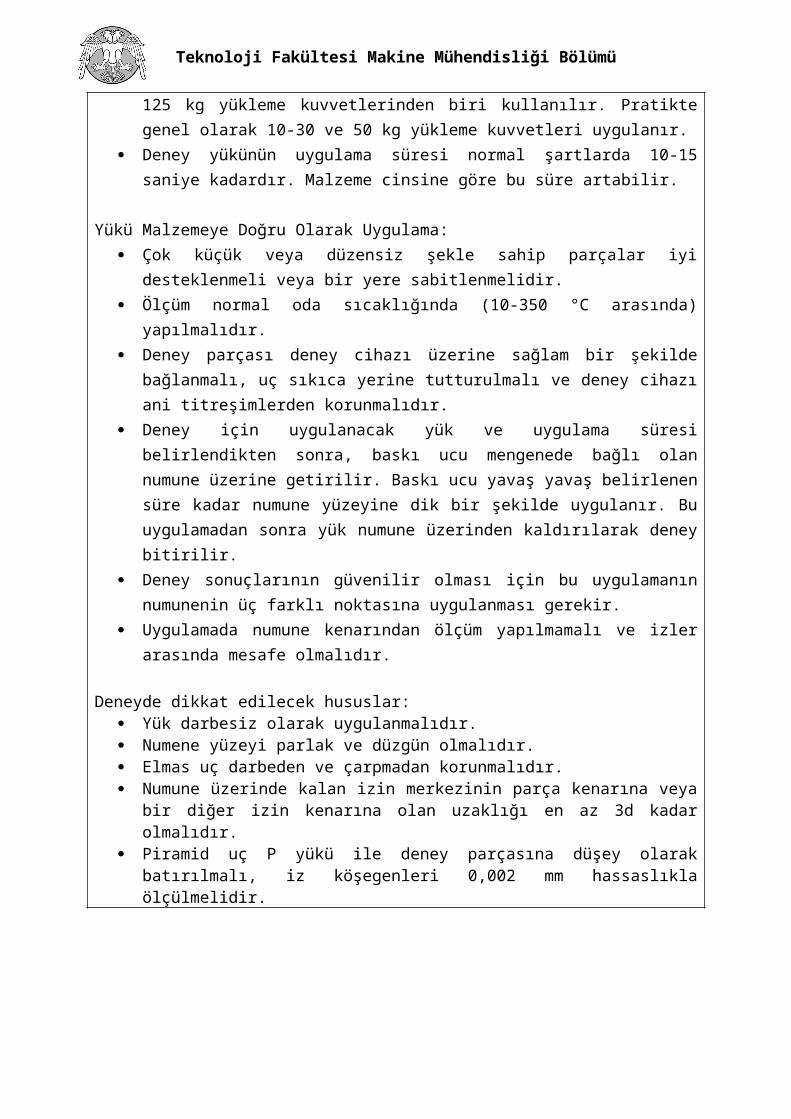
İngiliz araştırmacı Vickers tarafından geliştirilen bir sertlik ölçme metodudur. Vickers sertlik ölçme yöntemi, sertliği ölçülecek malzeme yüzeyine, tabanı kare olan piramit şeklindeki bir ucun belirli bir yük altında batırılması ve yük kaldırıldıktan sonra meydana gelen izin köşegenlerinin ölçülmesinden ibarettir. Ölçme ve değerlendirme kriterleri aynı Brinell yöntemindeki gibidir. Bu yöntemi Brinelden ayıran özellik kullanılan ölçme ucunun farklı olmasıdır. Bu yöntem, daha sert malzemelerin ölçümlerinde veya daha hassas ölçümler için tercih edilir. Genel olarak Vickers sertlik ölçme metodu 3 bölüme ayrılır.
Aşağıdaki tabloda makro, düşük yük ve mikro sertlik testlerinin yük kademeleri belirtilmiştir.
Teknoloji Fakültesi Makine Mühendisliği Bölümü
Sertliği ölçülecek malzemenin yüzeyleri oksitlerden, girinti ve çıkıntılardan arındırılmış olmalıdır. En önemlisi yüzeyin pürüzsüz ve parlak olması için parçaya yüzey temizleme ve parlatma işlemleri uygulanır.
Deney işlemleri: Bu yöntemde sertliği ölçülecek parçanın cins ve boyutlarına göre 1, 2, 3, 5, 10,
20, 30, 40, 50, 62.5 ve 125 kg yükleme kuvvetlerinden biri kullanılır. Pratikte genel olarak 10-30 ve 50 kg yükleme kuvvetleri uygulanır.
Deney yükünün uygulama süresi normal şartlarda 10-15 saniye kadardır. Malzeme cinsine göre bu süre artabilir.
Yükü Malzemeye Doğru Olarak Uygulama: Çok küçük veya düzensiz şekle sahip parçalar iyi desteklenmeli veya bir yere
sabitlenmelidir. Ölçüm normal oda sıcaklığında (10-350 °C arasında) yapılmalıdır. Deney parçası deney cihazı üzerine sağlam bir şekilde bağlanmalı, uç sıkıca
yerine tutturulmalı ve deney cihazı ani titreşimlerden korunmalıdır. Deney için uygulanacak yük ve uygulama süresi belirlendikten sonra, baskı
ucu mengenede bağlı olan numune üzerine getirilir. Baskı ucu yavaş yavaş belirlenen süre kadar numune yüzeyine dik bir şekilde uygulanır. Bu uygulamadan sonra yük numune üzerinden kaldırılarak deney bitirilir.
Deney sonuçlarının güvenilir olması için bu uygulamanın numunenin üç farklı noktasına uygulanması gerekir.
Uygulamada numune kenarından ölçüm yapılmamalı ve izler arasında mesafe olmalıdır.
Deneyde dikkat edilecek hususlar: Yük darbesiz olarak uygulanmalıdır. Numene yüzeyi parlak ve düzgün olmalıdır. Elmas uç darbeden ve çarpmadan korunmalıdır. Numune üzerinde kalan izin merkezinin parça kenarına veya bir diğer izin
kenarına olan uzaklığı en az 3d kadar olmalıdır.
Teknoloji Fakültesi Makine Mühendisliği Bölümü
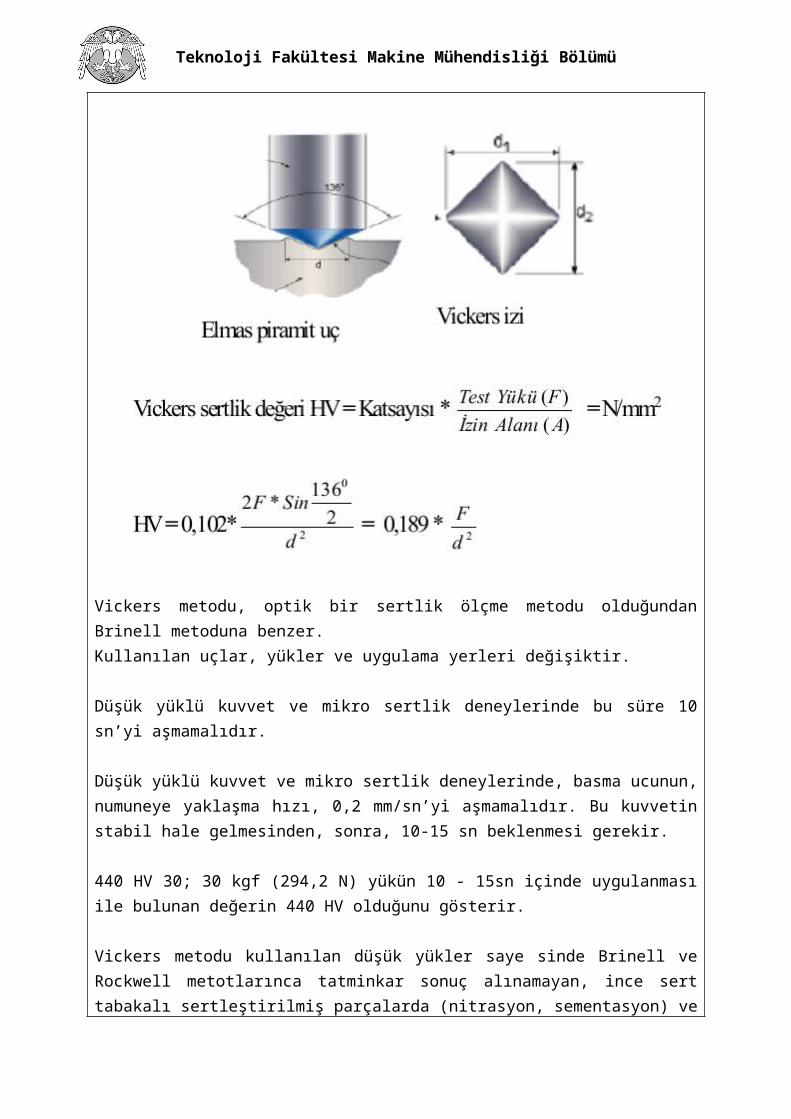
Piramid uç P yükü ile deney parçasına düşey olarak batırılmalı, iz köşegenleri 0,002 mm hassaslıkla ölçülmelidir.
Vickers metodu, optik bir sertlik ölçme metodu olduğundan Brinell metoduna benzer.Kullanılan uçlar, yükler ve uygulama yerleri değişiktir.
Düşük yüklü kuvvet ve mikro sertlik deneylerinde bu süre 10 sn’yi aşmamalıdır.
Düşük yüklü kuvvet ve mikro sertlik deneylerinde, basma ucunun, numuneye yaklaşma hızı, 0,2 mm/sn’yi aşmamalıdır. Bu kuvvetin stabil hale gelmesinden, sonra, 10-15 sn beklenmesi gerekir.
440 HV 30; 30 kgf (294,2 N) yükün 10 - 15sn içinde uygulanması ile bulunan değerin 440 HV olduğunu gösterir.
Vickers metodu kullanılan düşük yükler saye sinde Brinell ve Rockwell metotlarınca tatminkar sonuç alınamayan, ince sert tabakalı sertleştirilmiş parçalarda (nitrasyon, sementasyon) ve ince saçların sertliklerinin ölçümünde çokça kullanılır.
Vickers metodunda ölçüm yapılırken aşağıdaki noktalara dikkat etmek gerekir.
Sertliği ölçülen parçanın kenarı ile Vickers piramit iz merkezinin arası, çelik, bakır ve
Teknoloji Fakültesi Makine Mühendisliği Bölümü
bakır alaşımlarında iz köşe gen ortalamasının en az 2,5 katı; hafif metaller, kurşun, kalay ve bunların alaşımlarında ise en az 3 katı olması sağlanmalıdır.
Çelik, bakır ve bakır alaşımlarında, komşu iki izin merkezi arasındaki mesafe, iz köşegen ortalamasının en az 3 katı; hafif metaller kurşun, kalay ve bunların alaşımlarında ise en az 6 katı olması sağlanmalıdır.
2.3. Rockwell Sertlik Ölçüm Metodu (EN ISO 6508, ASTM E18)
Testlerin uygulama kolaylığı, diğer metotlara nazaran daha seri sonuçlar alınabilme özelliği, bu metotla test yapan sertlik ölçme cihazlarının optik ölçüm gerektiren (Brinell, Vickers) metotlarına nazaran daha ucuz olması yüzünden pratikte en çok kullanılan yöntemdir. Rockwell metodunu, ilk olarak 1922’de Rockwell uygulamaya sokmuştur. 120° elmas koni uç veya çeşitli çaptaki bilya uçların yaptığı penetrasyon derinliğinin ölçülmesi metoduna dayanır. Ölçüm şematik olarak gösterildiği gibi yapılmaktadır.
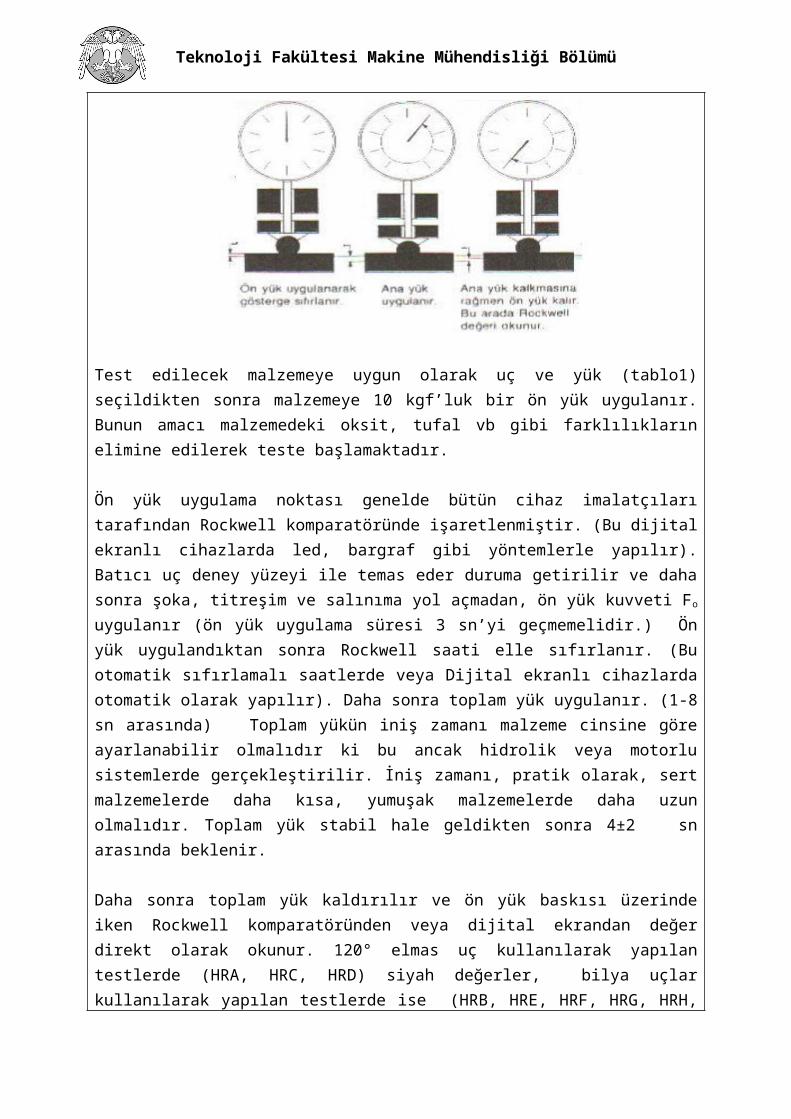
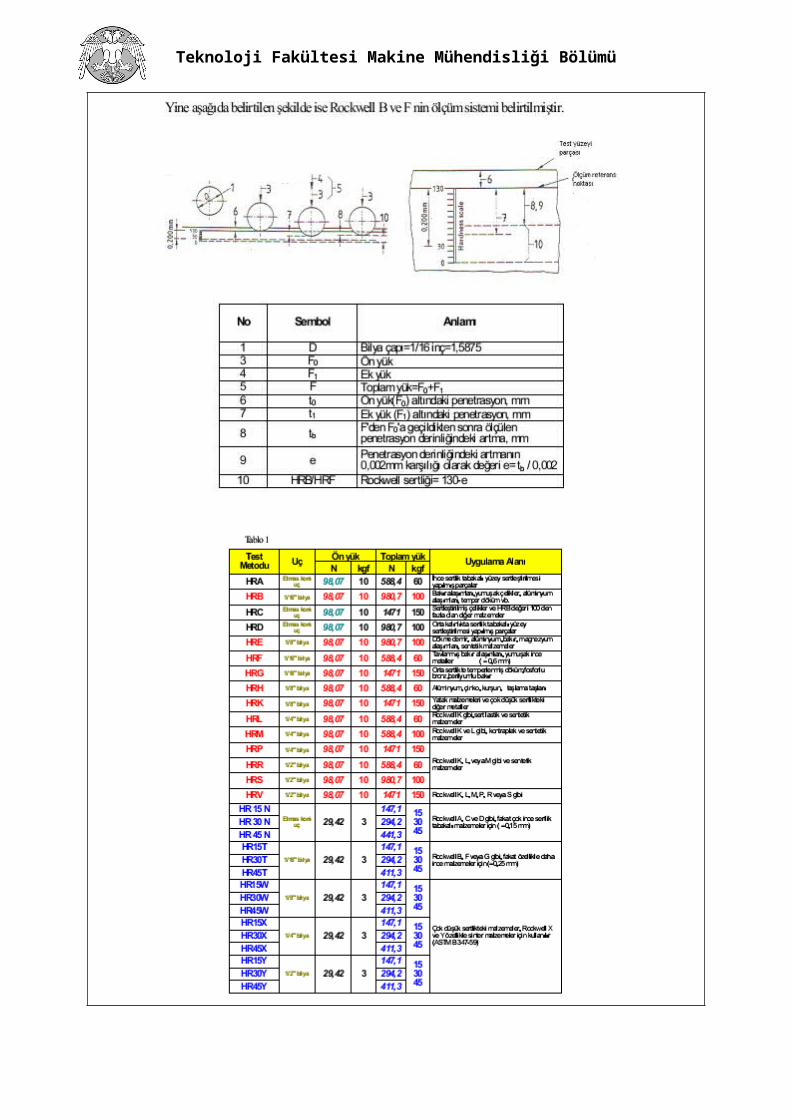
Test edilecek malzemeye uygun olarak uç ve yük (tablo1) seçildikten sonra malzemeye 10 kgf’luk bir ön yük uygulanır. Bunun amacı malzemedeki oksit, tufal vb gibi farklılıkların elimine edilerek teste başlamaktadır.
Ön yük uygulama noktası genelde bütün cihaz imalatçıları tarafından Rockwell komparatöründe işaretlenmiştir. (Bu dijital ekranlı cihazlarda led, bargraf gibi yöntemlerle yapılır). Batıcı uç deney yüzeyi ile temas eder duruma getirilir ve daha sonra şoka, titreşim ve salınıma yol açmadan, ön yük kuvveti Fo uygulanır (ön yük uygulama süresi 3 sn’yi geçmemelidir.) Ön yük uygulandıktan sonra Rockwell saati elle sıfırlanır. (Bu otomatik sıfırlamalı saatlerde veya Dijital ekranlı cihazlarda otomatik olarak yapılır). Daha sonra toplam yük uygulanır. (1-8 sn arasında) Toplam yükün iniş zamanı malzeme cinsine göre ayarlanabilir olmalıdır ki bu ancak hidrolik veya motorlu sistemlerde gerçekleştirilir. İniş zamanı, pratik olarak, sert
Teknoloji Fakültesi Makine Mühendisliği Bölümü
malzemelerde daha kısa, yumuşak malzemelerde daha uzun olmalıdır. Toplam yük stabil hale geldikten sonra 4±2 sn arasında beklenir.
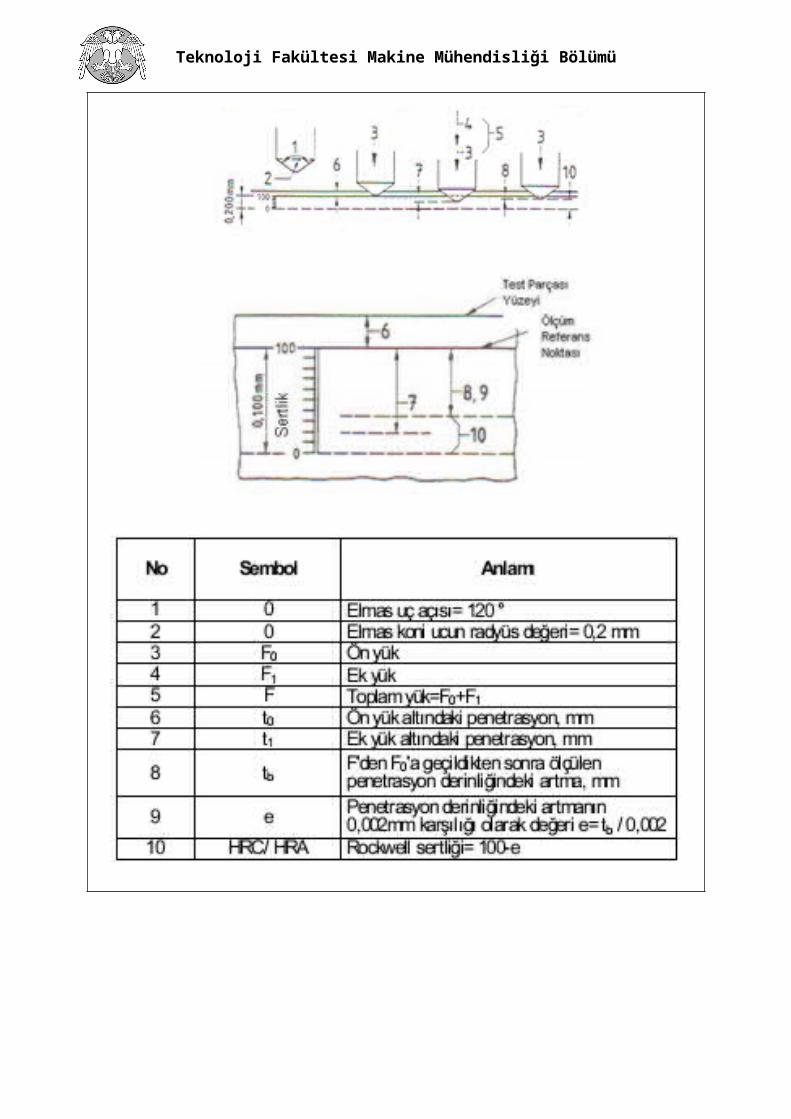
Daha sonra toplam yük kaldırılır ve ön yük baskısı üzerinde iken Rockwell komparatöründen veya dijital ekrandan değer direkt olarak okunur. 120° elmas uç kullanılarak yapılan testlerde (HRA, HRC, HRD) siyah değerler, bilya uçlar kullanılarak yapılan testlerde ise (HRB, HRE, HRF, HRG, HRH, HRK, HRL, HRM vb) kırmızı değerler okunur.
Daha öncelerde çelik türü malzemelerde yoğun bir şekilde kullanılan yöntem, bilyalı ölçüm metotlarının geliştirilmesi sonucunda demir dışı malzemelerde kullanımı artmıştır. Aşağıdaki şekilde Rockwell A ve C’nin ölçme sistemi belirtilmiştir.
Teknoloji Fakültesi Makine Mühendisliği Bölümü
Teknoloji Fakültesi Makine Mühendisliği Bölümü
Teknoloji Fakültesi Makine Mühendisliği Bölümü
Deney parçasını EN ISO 6508 - 1’e göre Rockwell sertliğine bağlı olarak en az kalınlığı aşağıdaki gibidir.
Birbirine komşu iki izin merkezleri arasındaki mesafe iz çapının en az dört katı olmalıdır (Ancak 2mm’den az olmamalıdır). Herhangi bir izin merkezinden, deney parçasının kenarına olan uzaklık en az iz çapının 2,5 katı olmalıdır (Ancak 1mm’den az olmamalıdır).
Kullanılan uçların ve/veya test tablasının değişim inde, değiştirilen parçaların yerleşmesi için, sonucun 3 testten sonra alınması gerektiğini de burada belirtmeliyiz.Rockwell metodunda yuvarlak parçaların ölçümünde, uygulanan test metoduna göre, bulunan Rockwell değerlerine eklenecek olan düzeltme faktörlerini de burada incelememiz gerekir.
Örneğin; 19 mm yarıçapındaki bir malzemenin HRC testi sonunda bulunan sertlik değeri HRC 50 olsun. Aşağıdaki tablo uygulandığında, bunun gerçekte 50+0,5=50,5 HRC olduğu ortaya çıkar. Dolayısıyla, yuvarlak parçaların testlerinde bulunan değerlere uygulanan test metoduna bağlı olarak belirlenmiş olan değerleri eklememizi unutmamak gerekir.
2.3.1 Rockwell Superficial Sertlik Ölçüm Metodu ( EN ISO 6508, ASTM E18)
Rockwell Superficial sertlik ölçme metodu, Rockwell metodunda test edilmeyen,
Teknoloji Fakültesi Makine Mühendisliği Bölümü
sertlik derinliği 0,4 ile 0,18 mm arası olan parçalar ile ince saçlarda kullanılan bir metottur. Aşağıdaki şekilde 120° elmas uç kullanılarak HR15N, HR30N VE HR45N testlerinin uygulanması şematik olarak gösterilmiştir.
3. SHORE SERTLİK ÖLÇME METODU
Bu yöntemde sertlik elmas uçlu bir çekiç cam boru içerisinden parça üzerine bırakılıp çekicin zıplama boyuna göre hesaplanır. Bu yöntemin maliyeti az, uygulama işlemi kolay, sonuçları karşılaştırılabilen en basit sertlik ölçme yöntemidir.
Bu deney yöntemi genellikle ağır parçaların muayenesinde kullanılır. Özellikle haddeler, dövme ve dökme parçalar ile büyük yüzeylerde eşit dağılmış sertliğin belirlenmesi istenilen parçalarda bu yöntem tercih edilir. Ayrıca, kalınlığı 0,125’ mm ye kadar olan sertleştirilmiş çelik parçalara bu yöntem uygulanabilir. Ancak, genel uygulamalarda parça kalınlığı 0,375’mm den az olmamalıdır. Yuvarlak veya değişik şekilli parçalarda sertlik ölçümü yapılacak kısım düzeltilir. İçi boş parçalar malafa üzerine takılarak ölçüm yapılır.
Shore Sclereskop sertlik ölçme metodunda aşağıdaki işlem sırası takip edilerek ölçüm yapılır.
Sertliği ölçülecek parça üzerine, üzerindeki bölüntü sıfırdan (0) başlayarak yüz (100) eşit parçaya ayrılmış cam boru düşey olarak yerleştirilir. Belli ağırlıktaki (36.5, 20 veya 2.5 g) çekiç (bilyeler) belirlenen yükseklikten
(19mm, 112 mm veya 256 mm) yerleştirilen cam boru içerisinden sertliği ölçülecek numune üzerine bırakılır.
Elmas uçlu çekicin geri zıplama yüksekliği ölçülür. Çekiçciğin zıplama yüksekliğine göre sıçramayı meydana getiren enerji, ölçü aleti (Sclereskop) yardımıyla ölçülerek deney bitirilir.
Teknoloji Fakültesi Makine Mühendisliği Bölümü
Bu işlemi uygularken, cam boru, sertliği ölçülecek parça üzerine tam olarak oturtulmalıdır. Deneme veya en son sertlik ölçme işlemlerinden her biri için çekicin eski izler üzerine düşmemesi gerekir. Aksi durumda ölçülen değer hatalı olur
Shore sclereskobu sertlik ölçme işlemini aşağıdaki işlem basamaklarına göre yapınız. Numunenin düzgün olmayan yüzeyini mekaniksel yollarla düzeltiniz ve zımpara
ile parlatınız. Cam boruyu malzeme yüzeyine yerleştiriniz. Cam borunun içinden 2,6 gr’lık bir çekiççiği serbest olarak malzeme yüzeyine
bırakınız. Çekiççiğin zıplama yüksekliğini ölçünüz. Çekiççiğin zıplama yüksekliğine göre malzemenin sertliğini ölçünüz
Metalik malzemeler için sertlik değerleri ve çekme dayanımı arasında deneysel olarak farklı kantitatif değerler olmasına rağmen, bütün metalik malzemelerde sertlik arttıkça malzemenin çekme dayanımının arttığı görülmüştür. Çelikler için de sertlik ile çekme dayanımı arsında deneysel olarak farklı ilişkiler bulunmasına rağmen, BrinellSertlik değeri veya Rockwell C sertlik değerinden faydalanılarak çeliklerin yaklaşık çekme dayanımlarının hesaplanmasında aşağıdaki genellikle aşağıdaki bağıntılar kullanılır:
Çekme Dayanımı (kg/mm2) = 0,35 BSD (kg/mm2)Çekme Dayanımı (kg/mm2) = 3,5 RC (kg/mm2)
Föy Çıktıları3. Sertlik ölçümünün önemini kavrar.
4. Sertlik ölçüm metotlarını ve farklılıklarını öğrenir.
5. Deney yapılışını öğrenir.
Teknoloji Fakültesi Makine Mühendisliği Bölümü
İhtiyaç Listesi2. Sertlik ölçümü yapılacak farklı malzemeler.