Embed Size (px)
DESCRIPTION
Trabalho de conclusão de curso que aborda sobre soldagem TIG e ensaio por líquido penetrante visível e fluorescente.
Citation preview

1
UNIVERSIDADE FEDERAL DE SERGIPE - UFS
CCET – Centro de Ciências Exatas e Tecnologia
DMEC – Departamento de Engenharia Mecânica
ENSAIO COM LÍQUIDO PENETRANTE DAS JUNTAS SOLDADAS DO
EQUIPAMENTO MANIFOLD EMPREGADO NO SETOR
PETROQUÍMICO
SORAIA SIMÕES SANDES
Trabalho de Conclusão de Curso
São Cristovão - SE
Janeiro de 2015

2
UNIVERSIDADE FEDERAL DE SERGIPE - UFS
CCET – Centro de Ciências Exatas e Tecnologia
DMEC – Departamento de Engenharia Mecânica
Trabalho de Conclusão de Curso
ENSAIO COM LÍQUIDO PENETRANTE DAS JUNTAS SOLDADAS DO EQUIPAMENTO MANIFOLD EMPREGADO NO SETOR
PETROQUÍMICO
Trabalho de Conclusão de Curso apresentado ao
Núcleo de Engenharia Mecânica da Universidade
Federal de Sergipe como requisito parcial para
obtenção do grau de Engenheiro Mecânico.
AUTORA: Soraia Simões Sandes
ORIENTADOR(A): Dra. Alessandra Gois Luciano de Azevedo
São Cristovão - SE
Janeiro de 2015

3
ENSAIO COM LÍQUIDO PENETRANTE DAS JUNTAS SOLDADAS DO
EQUIPAMENTO MANIFOLD EMPREGADO NO SETOR
PETROQUÍMICO
SORAIA SIMÕES SANDES
‘Esse documento foi julgado adequado para a obtenção do Título de Engenheiro Mecânico e
aprovado em sua forma final pelo colegiado do Curso de Engenharia Mecânica da
Universidade Federal de Sergipe.’
______________________________________
Alessandra Gois Luciano de Azevedo, Drª.
Coordenadora do Trabalho de Conclusão de Curso
Banca Examinadora: Nota:
______________________________________
Alessandra Gois Luciano de Azevedo, Drª.
Orientadora
______________________________________
Jaqueline Dias Altidis, Drª.
______________________________________
Carlos Otávio Damas Martins, Dr.
Média Final:

4
AGRADECIMENTOS
Agradeço primeiramente a Deus, pelas inúmeras maravilhas que têm concedido em
minha vida.
Agradeço aos meus pais, Gilson e Meire, e irmãs, Vanessa e Meireane, pelo amor
incondicional, pelo carinho e pelo apoio em todos os momentos da minha vida.
Agradeço a minha filha, Maria Clara, essência da minha vida, pelo seu carinho e amor
verdadeiro que preenche os meus dias.
Agradeço com muito carinho ao meu namorado, Jack, por me proporcionar tantos
momentos maravilhosos e divertidos ao seu lado.
Sou grata a Engepet – Empresa de Engenharia de Petróleo Ltda., pela oportunidade
de estudo em seu equipamento e pela concessão do material utilizado neste trabalho.
Agradeço a minha orientadora, a Drª. Alessandra Gois Luciano Azevedo, pelo
acolhimento, pelo carinho, por sua atenção e por sempre estar disponível, e aos demais
professores do Departamento de Engenharia Mecânica da Universidade Federal de Sergipe
pela contribuição que cada um deixou em minha jornada acadêmica.
Agradeço ao Departamento de Engenharia de Materiais da Universidade Federal de
Sergipe, por ceder seu laboratório de graduação para a realização das análises micrográficas
das amostras.
Enfim, sou grata a todos que contribuíram de forma direta ou indireta para realização
deste trabalho.
Muito Obrigada!!

5
Resumo
O controle de qualidade das juntas soldadas exerce acentuada importância no desempenho
do produto. Uma falha em uma solda não detectada no processo de controle, pode causar o
comprometimento do equipamento e, em casos mais graves, riscos de acidente, gerando
sérias consequências ao fabricante do equipamento. Este trabalho tem como objeto de estudo
a verificação da qualidade de juntas soldadas do equipamento Manifold, sendo este o
responsável pela distribuição do fluxo de gás em operações de extração de petróleo. O
processo de soldagem empregado na fabricação do equipamento foi a soldagem a Arco com
Proteção por Gás e Eletrodo Não Consumível (TIG), sendo os metais de base os aços ASTM
A 106 Gr A e ASTM A 106 Gr B. Deste modo, foi elaborada uma análise da qualidade das
juntas por meio da realização do ensaio não destrutivo por líquido penetrante visível e
fluorescente, micrografias das regiões soldadas, além de medidas de dureza e microdureza
Vickers. Os resultados obtidos revelaram que o ensaio por líquido penetrante não constatou
nenhuma irregularidade superficial da peça, porém ao ser cortada para a obtenção das
amostras foi detectada falta de penetração em 3 amostras, sendo necessário para a
identificação desse tipo de defeito a realização de ensaios não destrutivos por ultrassom ou
raio-x. As micrografias resultantes tanto do metal de base, da região fundida e da
termicamente afeta, estavam de acordo com o previsto pela literatura. Os ensaios de dureza
apontaram valores de dureza acima do especificado pela norma NACE MR0175/ISSO 15156-
1 para a zona termicamente afetada (ZTA) do ASTM A 160 Gr B.
Palavras-chave: Controle de qualidade, Soldagem TIG, Ensaio não destrutivo, Micrografias,
Dureza Vickers.

6
“Muitos são os planos no coração do homem, mas o que prevalece é o propósito do
Senhor.”
Provérbios de Salomão

7
SUMÁRIO
1. INTRODUÇÃO.............................................................................................................. 12
1.1 Objetivo Geral ........................................................................................................ 14
1.2 Objetivos Específicos ............................................................................................ 14
2. REVISÃO BIBLIOGRÁFICA.......................................................................................... 15
2.1 Soldagem .............................................................................................................. 15
2.1.1 Formação da Junta Solda ........................................................................... 16
2.1.2 Regiões da Junta Solda .............................................................................. 17
2.1.3 Soldagem a Arco com Proteção por Gás e Eletrodo Não Consumível (Gas
Tungsten Arc Welding) – GTAW ................................................................................... 18
2.1.3.1 Seleção do tipo de corrente ........................................................................ 19
2.1.3.2 Eletrodos e Metal de Adição ....................................................................... 21
2.1.3.3 Gás de Proteção ......................................................................................... 23
2.1.3.4 Vantagens e Desvantagens do Processo .................................................... 24
2.1.3.5 Descontinuidades e Defeitos nas juntas soldadas....................................... 24
2.2 Ensaio Não Destrutivo ........................................................................................... 28
2.2.1 Ensaio Visual .............................................................................................. 29
2.2.2 Líquido Penetrante ...................................................................................... 31
3. MATERIAIS E PROCEDIMENTOS EXPERIMENTAIS ................................................. 34
3.1 Material .................................................................................................................. 34
3.2 Procedimento de Soldagem ................................................................................... 35
3.3 Inspeção por Líquido Penetrante ........................................................................... 37
3.4 Metalografia ........................................................................................................... 39
3.4.1 Macrografia ................................................................................................. 41
3.4.2 Microdureza Vickers .................................................................................... 42
3.4.3 Dureza Vickers ............................................................................................ 43
4. RESULTADOS E DISCURSÕES .................................................................................. 45

8
4.1 Inspeção Visual e Ensaio por Líquido Penetrante .................................................. 45
4.2 Macrografia............................................................................................................ 46
4.3 Micrografias ........................................................................................................... 48
4.4 Microdureza Vickers .............................................................................................. 52
4.5 Dureza Vickers ...................................................................................................... 55
5. CONCLUSÃO ............................................................................................................... 57
6. REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................. 58

9
Lista de Figuras
Figura 1 – (a) Em destaque o equipamento Manifold no sistema BPZ e (b) Manifold.
.................................................................................................................................. 12
Figura 2 - Processos de soldagem. A seta aponta para o processo abordado neste
trabalho (FONTE: VVIndústria, 2014). ...................................................................... 16
Figura 3 - Obstáculos existentes na superfície metálica (FONTE: Botelho, 2006). ... 17
Figura 4 - Regiões de uma junta soldada (FONTE: Peres, 2008). ............................ 17
Figura 5 -Típico sistema de soldagem TIG (Fonte: GERDAU, 2014). ....................... 19
Figura 6 - Esquema dos tipos de distribuição de porosidade: (a) distribuída, (b)
agrupada, (c) alinhada (FONTE: Modenesi, 2001) .................................................... 26
Figura 7 - Insuficiência de metal na raiz de solda (FONTE: NERIS, 2011). .............. 27
Figura 8 - Localização da falta de fusão: (a) zona de ligação, (b) entre os passes, (c)
e (d) raiz da solda. (FONTE: NERIS, 2011). ............................................................. 27
Figura 9 - Inclusão de escória (FONTE: Modenesi, 2001). ....................................... 28
Figura 10 - Gabaritos para avaliação das características geométricas de cordões de
solda (FONTE: Marques, 2006). ............................................................................... 30
Figura 11 - Boroscópio e Fibroscópio utilizados na inspeção visual remota (FONTE:
Sampaio, 2009). ........................................................................................................ 30
Figura 12 - Fluxograma das atividades realizadas. ................................................... 34
Figura 13 - Região analisada do equipamento Manifold. .......................................... 35
Figura 14 - Nível utilizado para certificar o alinhamento. ........................................... 36
Figura 15 - Máquina de soldar TIG. ........................................................................... 36
Figura 16 – a) Líquido penetrante utilizado no ensaio; b) Cordões de solda analisados.
.................................................................................................................................. 37
Figura 17 – a) Revelador utilizado durante o ensaio; b) Aspecto da peça após
aplicação do revelador. ............................................................................................. 38
Figura 18 - (a) Líquido Penetrante fluorescente e (b) Aspecto da peça. ................... 38
Figura 19 – Luminária de Luz Ultravioleta. ................................................................ 39
Figura 20 – Regiões onde foram retirados as amostras. ........................................... 39
Figura 21 – Cortadora Metalográfica. ........................................................................ 40
Figura 22 – Politriz utilizada no polimentos das amostras. ........................................ 40
Figura 23 – Microscópio Axio Scope.A1. ................................................................... 41

10
Figura 24 - Microscópio Estereoscópico Stemi 200-C. .............................................. 42
Figura 25 – Microdurômetro. ..................................................................................... 43
Figura 26 – Durômetro FV-700. ................................................................................. 43
Figura 27 – Representação esquemáticas dos pontos onde foram medidas as durezas
das amostras A3 e A4 (FONTE: Norma NACE MR0175/ISSO 15156-1). ................. 44
Figura 28 – Aspecto dos cordões de solda utilizando o penetrante visível. .............. 45
Figura 29 – Poros encontrados nos cordões de solda através do ensaio utilizando
líquido penetrante fluorescente. ................................................................................ 46
Figura 30 – Amostras A3, A4 e A5 com falta de penetração. .................................... 46
Figura 31 – Macrografias das amostras com falta de penetração: (a) Amostra A3, (b)
Amostra A4 e (c) Amostra A5. ................................................................................... 47
Figura 32 – Trinca a frio na amostra A3. ................................................................... 48
Figura 33- Regiões onde foram retiradas as micrografias: MB- Metal de base; ZTA-
Zona termicamente afetada; ZF- Zona Fundida. ....................................................... 49
Figura 34 - Micrografias do Niple (ASTM A 160 Gr A) - Sem soldagem. Ataque químico:
nital 5% ..................................................................................................................... 49
Figura 35 – Micrografia do Cotovelo (ASTM A 160 Gr B) – sem soldagem. Ataque
químico: nital 5% ....................................................................................................... 50
Figura 36 – Microestruturas das regiões da ZTA: (a) ZTA do niple e (b) ZTA do cotovelo
.................................................................................................................................. 50
Figura 37 - Microestrutura da ZTA das amostras: (a) Niple e (b) Cotovelo. .............. 51
Figura 38 - Microestrutura da zona fundida. 1- Ferrita Acicular (AF); 2- Ferrita com
Segunda Fase Alinhada (FS(A)); 3- Ferrita de Contorno de Grão (PF(G)).
.................................................................................................................................. 52
Figura 39 – Regiões onde foram medidas as microdurezas das amostras A1 e A4 . 53

11
Lista de Tabelas
Tabela 1 – Características dos Tipos de Polaridade. ........................................................... 21
Tabela 2 - Tempos de penetração e de revelação para materiais diversos (Fonte: MARQUES,
2006). .................................................................................................................................. 33
Tabela 3 – Composições químicas do aços ASTM A 106 Gr A e ASTM A 106 Gr B (FONTE:
ASTM Standards). ............................................................................................................... 35
Tabela 4 – Propriedades mecânicas do aço ASTM A 106 Gr B (FONTE: ASTM Standards).
............................................................................................................................................ 35
Tabela 05 – Composição química do metal de adição ER70S-3 (FONTE: Catálogo Böhler,
2014). .................................................................................................................................. 36
Tabela 6 – Valores do ensaio de microdureza Vickers obtidos para a amostra A7 (Niple). .. 53
Tabela 7 - Valores do ensaio de microdureza Vickers obtidos para a amostra A8 (Cotovelo)
............................................................................................................................................ 53
Tabela 8 – Valores obtidos no ensaio de microdureza Vickers para a amostra A1. ............. 54
Tabela 9 - Valores obtidos no ensaio de microdureza Vickers para a amostra A4. .............. 54
Tabela 10 – Valores do ensaio de dureza Vickers para as amostra A3 e A5. ...................... 56

12
1. INTRODUÇÃO
Desde o início do seu processo de extração nos Estados Unidos, em 1859, o petróleo
é um recurso natural de elevada importância no setor da economia mundial. A sua descoberta,
acarretou no crescente desenvolvimento de linhas de pesquisa voltadas para áreas
fundamentais tanto da sua extração quanto do seu mapeamento e tratamento. Nesta
perspectiva, o desenvolvimento da área de manufatura é fundamental para construção dos
diferentes componentes existentes nas plataformas e bases terrestres voltadas a extração do
fluido, dentre outras aplicações e, por isso, possui grande relevância para o desenvolvimento
do setor de petróleo (THOMAS et al. 2001).
O Brasil vive um momento de forte expansão no setor da indústria do petróleo. Em
Sergipe, segundo a Agência Nacional de Petróleo (ANP), de janeiro a julho do ano de 2014 o
estado produziu 9 milhões de barris de petróleo. Desses, 67,2% foram retirados em terra e
32,8% do mar (G1, 2014).
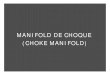
Entre os meios de elevação artificial, destinados a extração do petróleo, encontra-se o
sistema de Bombeio Pneumático Zadson (BPZ). Esse sistema é composto por vários
componentes, sendo um deles o equipamento Manifold, em destaque na Figura 1,
responsável pela distribuição do fluxo de gás nas operações de elevação do petróleo.
(a) (b)
Figura 1 – (a) Em destaque o equipamento Manifold no sistema BPZ e (b) Manifold.

13
A obtenção do equipamento Manifold é alcançada através da técnica de soldagem,
sendo essa uma das práticas de maior importância no ramo de fabricação de equipamentos
para a indústria do petróleo. As operações de soldagem empregadas no decorrer da
montagem, reparos e/ou manutenção do Manifold, devem ser exercidas por profissionais
qualificados, a fim de, minimizar ao máximo a ocorrência de soldas inadequadas, que podem
ocasionar danos ou a inutilização do material e em casos mais graves, uma vez que este
equipamento trabalha com elevadas pressões de gás, sérios acidentes. Aliado a qualificação
do soldador está a importância da empresa possuir em seu banco de dados procedimentos
de soldagem, chamados de EPS, que devem atender a códigos e especificações,
encarregados de informar o modo de execução do processo a ser executado. Com isso,
ocorre uma igualdade nos parâmetros do procedimento permitindo que o soldador tenha um
melhor domínio sobre as condições de soldagem para o controle do processo.
Embora todos os cuidados necessários para uma boa soldagem sejam adotados,
condições de trabalho desfavoráveis, assim como também descuidos cometidos por parte do
soldador, podem levar ao surgimento de defeitos, sendo esses indesejáveis na solda, pois
diminuem a resistência da junta soldada, podendo levar a falha do equipamento.
Uma das formas de inspecionar uma junta soldada é realizando ensaios não
destrutivos que atendam aos padrões normativos. São denominados ensaios não destrutivos
qualquer tipo de ensaio realizado em materiais, acabados e/ou semiacabados, para verificar
a existência ou não de descontinuidades, por meio de princípios físicos definidos, sem alterar
as características físicas, químicas, mecânicas, ou dimensionais, e sem interferir em seu uso
posterior (SAMPAIO, 2009). Os ensaios mais solicitados pelas normas de qualidade em
produtos soldados são o de inspeção visual e inspeção por líquido penetrante. As inspeções
devem ser realizadas por profissionais devidamente treinados e qualificados, no segmento do
ensaio a ser realizado, seguindo padrões normativos e consistem em verificar as
características da junta soldada bem como constatar a ocorrência de defeitos como trincas,
porosidade, falta de fusão, falta de penetração, inclusão de escória e mordedura. A qualidade
da inspeção em juntas soldadas reduz os riscos de acidentes, que possam vir a acontecer por
falhas, devido a alguma irregularidade no procedimento de soldagem.
O equipamento Manifold é responsável pela distribuição do fluxo de gás em operações
de extração de petróleo, sendo de fundamental importância a qualidade das soldas realizadas
nas junções. Desta forma, este trabalho tem como objetivo a verificação da qualidade de
juntas soldadas do equipamento Manifold. Para isso as juntas foram inspecionadas por meio
ensaio não destrutivo por líquido penetrante visível e fluorescente. Foram realizadas ainda
micrografias das regiões soldadas, além de medidas de dureza e microdureza Vickers.

14
1.1 Objetivo Geral
Avaliar a qualidade de juntas soldadas com o processo TIG (Tungsten Inert Gas) dos
aços ASTM A 160 Gr A e ASTM A 160 Gr B utilizados na fabricação do Manifold, responsável
pela distribuição do fluxo de gás em operações de extração de petróleo.
1.2 Objetivos Específicos
Para alcançar o objetivo geral serão realizadas as seguintes tarefas:
Realizar as técnicas de inspeção visual e por líquido penetrante na região soldada do
Manifold;
Analisar uma possível ocorrência de trincas nas conexões soldadas;
Realizar análise metalográfica dos corpos de prova do aço ASTM A 160 Gr B, na área
do metal de base, na zona termicamente afetada e na zona fundida;
Realizar Ensaio de Dureza nos corpos de prova retirados transversalmente ao cordão
de solda.

15
2. REVISÃO BIBLIOGRÁFICA
2.1 Soldagem
Pode-se definir soldagem como o processo de união de dois materiais através da fusão
dos mesmos em íntimo contato, ou seja, no nível atômico; pela fusão de ambos e adição de
outro material fundido; ou pelo contato destes materiais nas fases sólida ou semi-sólida
(MACHADO, 1996).
Dentre os processos de união dos materiais, a soldagem merece destaque por se tratar
de um procedimento amplamente empregado, seja na união de componentes estruturais
metálicas ou de equipamentos para as finalidades mais diversas, encontrando também
grande aplicação em serviços de reparo e manutenção. A soldagem possui diversos campos
de aplicações, incluindo, entre outros, construção naval, estruturas civis, vasos de pressão,
tubulações, equipamentos diversos, usinas hidrelétricas, materiais metro e ferroviários e
componentes nucleares (OKUMURA et al, 1982).
Segundo Machado (1996), conforme a fonte de energia, os processos de soldagem
classificam-se em sete áreas: fase sólida, termoquímica, resistência elétrica, arco não
protegido, arco protegido por fluxo fusível, arco protegido por gás e energia radiante. Além
disso, o processo de soldagem necessita ser correlacionado ao controle da atmosfera que
envolve o local da solda.
Existem aproximadamente cem processos de soldagem e técnicas conexas
reconhecidos pela American Welding Society – AWS, incluindo corte térmico e pulverização
térmica. Esses processos estão organizados em treze grupos: 1) soldagem a arco elétrico; 2)
soldagem em fase sólida; 3) soldagem por oxigás; 4) soldagem por resistência elétrica; 5)
brasagem; 6) solda branda; 7) soldagem com alta densidade de energia; 8) outros processos
de soldagem; 9) pulverização térmica; 10) união por adesivo; 11) corte térmico com oxigênio;
12) corte térmico por arco; 13) outros métodos de corte (MACHADO, 1996).
Dentre os processos de soldagem, será abordado nesse trabalho a Soldagem a Arco
com Proteção por Gás e Eletrodo Não Consumível, em destaque na Figura 2.

16
Figura 2 - Processos de soldagem. A seta aponta para o processo abordado neste
trabalho (FONTE: VVIndústria, 2014).
2.1.1 Formação da Junta Solda
Formar uma junta soldada, em materiais metálicos, consiste basicamente em superar
os obstáculos que impedem uma aproximação efetiva das superfícies. Esses obstáculos são
provenientes, da rugosidade existente nas superfícies metálicas, mesmo essas estando
devidamente polidas, assim como também da formação de camadas de óxidos, poeira,
humidade, etc, que impedem um contato real entre as superfícies, exibidos na Figura 3. Essas
camadas se formam rapidamente e resultam da existência de ligações química incompletas
na superfície. As duas maneiras de superar esses obstáculos, dão origem aos dois principais

17
grupos de processos de soldagem: soldagem no estado sólido e soldagem por fusão
(MARQUES, 2006).
Figura 3 - Obstáculos existentes na superfície metálica (FONTE: Botelho, 2006).
2.1.2 Regiões da Junta Solda
Segundo Filho (2008), do ponto de vista da metalurgia da soldagem, é constituinte da
junta soldada qualquer região na qual, em decorrência dos efeitos da soldagem, tenham
ocorrido consideráveis alterações em suas condições iniciais. A Figura 4, indica de forma
esquemática as diferentes regiões que constituem uma junta soldada.
Figura 4 - Regiões de uma junta soldada (FONTE: Peres, 2008).

18
Os principais aspectos relacionados as regiões indicadas são:
Metal de Base (MB): é a região da junta soldada que não sofre influência do processo
de soldagem, ou seja, suas propriedades, sejam elas físicas, químicas ou metalúrgicas,
permanecem inalteradas.
Zona Termicamente Afetada (ZTA): região onde ocorrem importantes alterações
metalúrgicas no estado sólido, no entanto, sem modificar o estado físico do material envolvido.
Entre as transformações, encontram-se principalmente o crescimento de grãos (aços e
outros), dissolução ou coalescimento de precipitados (ligas de alumínio cobre), e o
recozimento (ligas alumínio magnésio) (FILHO, 2008).
Zona Fundida (ZF): Segundo Peres (2008), essa é a região na qual a temperatura de
processamento é suficiente para fundir os materiais envolvidos, ou seja, parte de metal de
base juntamente com parte do metal de adição passam para a forma líquida formando a
denominada poça de fusão. Nesta região, diversos fenômenos ligados a metalurgia física
manifestam-se simultaneamente, dando origem a uma série de transformações, não só de
origem metalúrgica, como também química e física.
2.1.3 Soldagem a Arco com Proteção por Gás e Eletrodo Não Consumível (Gas
Tungsten Arc Welding) – GTAW
Também conhecido como TIG (Tungsten Inerte Gas), esse é um processo de
soldagem que utiliza um arco entre um eletrodo não consumível de tungstênio e a poça de
soldagem. O gás de proteção é direcionado para a poça de soldagem através do bocal da
tocha, protegendo o eletrodo e o cordão de solda. No processo, pode-se utilizar metal de
adição ou não (solda autógena), e seu grande desenvolvimento deveu-se à necessidade de
disponibilidade de processos eficientes de soldagem para materiais difíceis, como o alumínio
e magnésio, notadamente na indústria da aviação no começo da Segunda grande guerra
mundial (BRACARENSE, 2000). A Figura 5 indica o típico sistema de soldagem TIG e seus
componentes.

19
Figura 5 -Típico sistema de soldagem TIG (Fonte: GERDAU, 2014).
2.1.3.1 Seleção do tipo de corrente
Os tipos de corrente utilizadas no processo TIG incluem as de corrente contínua, com
polaridade direta ou inversa, corrente pulsada e as de corrente alterada (OKUMURA et al,
1982). Por se tratar de três processos que possuem peculiaridades, a escolha adequada da
fonte de energia é impulsionada pelo tipo e espessura do material a ser soldado. As possíveis
polaridades são, portanto:
Soldagem em corrente contínua
No caso da corrente contínua de polaridade direta (eletrodo negativo - CC-), existe um
fluxo de elétrons na direção do metal base e um fluxo de íons positivos na direção do eletrodo.
Como os elétrons incidem no metal de base, este se torna mais aquecido que o eletrodo, isso
gera uma alta penetração no metal de base e um perfil estreito do cordão de solda (GARCIA,
2011). Diferentemente das outras polaridades, esta não provoca ação de limpeza de óxidos
superficiais na poça de fusão (MACHADO, 1996).
Segundo Bracarense (2000), quando for importante o efeito de limpeza, propiciada
pela saída de elétrons da peça, a corrente contínua de polaridade reversa (eletrodo positivo
– CC+) pode ser utilizada. Esta limpeza catódica é particularmente importante na soldagem
de materiais que tem óxidos refratários, como alumínio e magnésio, que são retirados desta

20
maneira. Esta forma de operação, entretanto, pode promover instabilidade no arco e
acentuada deterioração do eletrodo de tungstênio pelo calor excessivo gerado no arco.
Soldagem contínua Pulsada
Com a evolução das fontes de soldagem, o TIG com corrente pulsada consagrou-se
como um dos processos mais adequados na soldagem de materiais com pequena espessura,
podendo ser aplicado em espessuras menores que 0,5 mm (JÚNIOR, 2002).
Segundo Cunha (2013), esse processo é caracterizado pela alternância periódica
entre níveis altos e baixos (e bem definidos) da corrente de soldagem numa determinada
frequência. O nível de energia é regulado durante os intervalos de alta corrente (pulso), com
o intuito de promover a formação de uma poça de fusão, enquanto que nos intervalos de baixa
corrente (base), a energia é mantida em níveis baixos, apenas suficientes para garantir que
não ocorra a extinção do arco, permitindo assim, o resfriamento da poça de fusão.
A principal vantagem da corrente pulsada é permitir uma combinação da força, boa
penetração e fusão do pulso, enquanto mantém a área de soldagem relativamente fria. Assim,
é possível obter maiores penetrações do que em corrente contínua constante e trabalhar com
materiais mais sensíveis à aposição de calor com minimização das distorções
(BRACARENSE, 2000).
Soldagem em corrente alternada
A corrente alternada promove a repetição cíclica de fases correspondentes à corrente
contínua com polaridade direta e a corrente contínua com polaridade inversa, de modo que o
efeito final corresponderá a uma espécie de média entre as duas fases em consideração. O
arco se torna ligeiramente instável, permitindo uma penetração média no metal de base
(OKUMURA et al, 1982). Assim, algumas formas de estabilização do arco é a utilização de
fontes de alta tensão em circuito aberto, capacitores para descarga no momento apropriado,
utilização de velas (ignitores) empregando alta frequência e alta tensão em paralelo ao arco
ou a utilização de ondas quadradas. Desde que é mais fácil manter o arco quando o eletrodo
está no polo negativo, a tensão requerida neste momento também é menor. Assim, a
tendência é de se obter correntes desequilibradas entre as fases de eletrodo positivo e
eletrodo negativo (BRACARENSE, 2000).
A Tabela 1 apresenta as características dos tipos de polaridades que podem ser
utilizados na soldagem TIG.

21
Tabela 1 – Características dos Tipos de Polaridade.
TIPO DE CORRENTE CONTÍNUA ALTERNADA
Características DIRETA CC- INVERSA CC+ CA
Aplicação Aços carbono,
baixa/alta liga,
inoxidáveis, prata e
cobre e ligas,
revestimentos.
Viável para
soldagem de
pequenas
espessuras
Alumínio, magnésio e
suas ligas.
Limpeza de óxidos Não Sim Sim, a cada meio ciclo
Balanço de calor no
arco (aprox.)
70% na peça,
30% no eletrodo
30% na peça,
70% no eletrodo
50% na peça,
50% no eletrodo
Fluxo de elétrons
Fonte: ESAB, 2014.
2.1.3.2 Eletrodos e Metal de Adição
O tungstênio puro é o metal básico para os eletrodos do processo TIG, porém quando
se deseja melhorar as propriedades operacionais, tais como: aumento da emissividade
eletrônica, estabilidade de arco e durabilidade do eletrodo, são adicionados ao tungstênio os
óxidos dos elementos Cério, Lantânio, Tório ou Zircônio (MACHADO, 1996).
Segundo a American Welding Society, norma AWS A5. 12-92, os eletrodos do
processo TIG segue a seguinte estrutura:
“E” símbolo para eletrodo;
“W” símbolo químico do tungstênio;
Número indicando a proporção (% em massa) do óxido adicionado;
Símbolo químico do metal que compõe o óxido adicionado (“Ce”, “La”, “Th” ou
“Zr”), sendo “P” para tungstênio puro.

22
A Norma citada, descreve os seguintes tipos de eletrodos não consumíveis, com suas
respectivas identificações de cores:
Tungstênio Puro (EWP) – Ponta Verde
Eletrodo considerado o mais “comum” e também é o mais barato. Contém 99,50% de
tungstênio. Esse tipo de eletrodo é utilizado para soldagens de alumínio e magnésio, não
devendo ser utilizado em soldagens TIG CC (eletrodos com Tório ou Cério, oferecem melhor
estabilidade de arco nesta situação) (DBC, 2014).
Tungstênio com Óxido de Cério (EWCe-20) – Ponta Cinza
Contém no mínimo 97,30% de tungstênio e a quantidade de Cério pode variar de 1,80
a 2,20%. Podem soldar tanto em CC como em CA. Utilizado na soldagem de tubos, pequenas
peças, materiais finos e delicados, não sendo recomendável soldagens em altas amperagens.
Nestas situações, o óxido de cério emigra rapidamente para a ponta quente do eletrodo,
removendo o óxido e anulando seus benefícios (DBC, 2014).
Tungstênio com Óxido de Lantânio (EWLa-X) – Ponta Dourada e Ponta Azul
Contém no mínimo 97,8% de tungstênio e entre 1,30 e 1,70% de lantânio. Estes
eletrodos tem uma excelente abertura de arco, estabilidade e re-ignição do arco. São usados
em processos de soldagem tanto AC como CC, mas mostra suas vantagens em soldagem de
aços inoxidáveis, usando fontes pulsadas. Este eletrodo é uma excelente escolha para evitar
de ter estoque de diversos tipos de eletrodos. A cor da ponta, muda de acordo com o
percentual de Lantânio no eletrodo(DBC, 2014).
Tungstênio com Óxido de Tório (EWTh-X) – Ponta Vermelha
Contém no mínimo 97,30% de tungstênio e entre 1,7 e 2,2% de Tório. São
os eletrodos mais utilizados atualmente, preferidos por causa da excelente vida útil e
facilidade de uso. Este tipo de eletrodo opera muito abaixo de sua temperatura de fusão, o
que significa baixo desgaste e baixo risco de c ontaminação. É o eletrodo ideal para soldagem
de aço carbono, aço inoxidável, níquel e titânio (DBC, 2014).
Tungstênio com Óxido de Zircônio (EWZr-X) – Ponta Branca
Contém no mínimo 99,1% de tungstênio e entre 0,15 e 0,40% de Zircônio. É ideal para
soldagens TIG AC, e mantém a ponta com muita resistência à contaminação. Em nenhuma
circunstância, ele é recomendado para soldagens TIG CC. A cor da ponta muda conforme o
percentual de zircônio no eletrodo. Recomendado para soldagem de ferro, aço carbono e aço
inoxidáveis (DBC, 2014).
EWG: Não especificado por uma classificação existente, sendo o fabricante
responsável por informar os constituintes e suas caraterísticas.

23
O processo TIG pode ser realizado inserindo metais de adição com diferentes teores
de liga. Quando utlizados, os metais de adição devem possuir composição química similar à
do metal de base (GARCIA, 2011).
Os metais de adição são fornecidos na forma de varetas, para a soldagem manual, ou
na forma de arames quando a soldagem for automatizada. O processo de alimentação do
arame pode ser designado como arame frio, quando realizado à temperatura ambiente, e
arame quente, quando ocorre um pré-aquecimento. O arame frio é alimentado no início da
poça, sendo composto pelo mecanismo de alimentação, pelo controle de velocidade e pela
guia de alimentação, enquanto que o arame quente é alimentado mecanicamente no final da
poça ocorrendo um pré-aquecimento por resistência elétrica. Para o controle da oxidação do
arame, este recebe a proteção de um gás auxiliar. O método, entretanto, não é recomendado
para alumínio e cobre pois, devido à sua baixa resistência, estes materiais requerem correntes
elevadas para o aquecimento que, por sua vez, acarretam uma deflexão excessiva do arco.
(BRACARENSE, 2000).
2.1.3.3 Gás de Proteção
O gás básico utilizado é o Argônio (Ar), porém, este gás pode ser misturado com o
Hélio (He), Nitrogênio (N2) e/ou Hidrogênio (H2), garantindo a proteção da poça de fusão e
impedindo a oxidação do eletrodo.
O argônio utilizado em processos de soldagem normalmente possui uma pureza de
99,95%, sendo o mais utilizado principalmente por apresentar um menor custo e maior
disponibilidade, mas também possui as vantagens de proporcionar um arco mais suave e
estável, menor voltagem do arco, menor vazão de gás para uma boa proteção, ação de
limpeza na soldagem de alumínio ou magnésio e maior resistência às correntes de ar. O Ar,
por apresentar menor penetração, é particularmente útil na soldagem de materiais finos ou na
soldagem vertical ou sobre cabeça (NERIS, 2011).
A utilização do Ar puro tem como resultado a perda de N2 através da poça de fusão,
alterando a composição química da zona fundida. Para minimizar essa perda pode ser
adicionado de 2 a 10 % de N2, entretanto, irá provocar um aumento na velocidade de
soldagem, o desgaste acelerado eletrodo de tungstênio e em altas concentrações promove a
desestabilização do arco elétrico (GARCIA, 2011).
Na soldagem de materiais mais espessos ou materiais com alta condutividade térmica
como o cobre, o Hélio é o gás mais adequado por promover uma maior transferência de calor.
Por apresenta densidade menor que a do ar, é utilizado para soldagens sobre cabeça. A
mistura de Hélio e Argônio é bastante utilizada para algumas aplicações de soldagem, sendo

24
seu uso bem difundido na soldagem TIG das ligas de alumínio, titânio, cobre e aços
inoxidáveis (NERIS, 2011).
A adição de 20% de Hidrogênio ao Argônio produz um arco mais quente, aumento de
50% na velocidade de soldagem, cordão de solda mais estreito e a seção transversal do metal
de solda tende a ser retangular. Adições de 2 a 35% de H2 são aceitáveis em metais que
apresentam persistente porosidade, como Monel e prata em aços inoxidáveis; ligas níquel-
cobre e níquel. O hidrogênio não é recomendado na soldagem dos aços ao carbono e baixa
liga, já que promove efeitos metalúrgicos adversos (trinca, porosidade, etc.). Precações com
relação à segurança também devem ser levadas em consideração, uma vez que, a
combinação do hidrogênio com o oxigênio forma uma mistura explosiva (MACHADO, 1996).
Segundo Bracarense (2000), o gás de proteção também pode ser utilizado como
“back-up”, sendo purgado do lado contrário da solda para o controle da oxidação durante a
soldagem. O nitrogênio pode ser utilizado satisfatoriamente para esse fim na soldagem de
aços inoxidáveis austeníticos, cobre e ligas de cobre. Uma atmosfera relativamente inerte
pode ser obtida através da injeção de cerca de 4 vezes o volume a ser purgado. Uma vez
efetivada a purga, a vazão deste gás deve ser mantida apenas para manter-se uma ligeira
pressão positiva.
2.1.3.4 Vantagens e Desvantagens do Processo
Segundo Passos (2009), a principal vantagem da soldagem TIG é a realização em
quase todos os materiais e ligas soldáveis com elevada qualidade, exceto nas ligas com ponto
de fusão muito baixo. Outra vantagem é que o metal de enchimento pode ser adicionado à
poça fundida independentemente da corrente do arco, por se tratar de um processo com
eletrodo consumível. As soldas realizadas por este processo são limpas (isentas de
respingos), livres de resíduo ou escória, e frequentemente não requerem nenhum tratamento
pós-soldagem, mesmo quando usadas para a deposição de metal de enchimento.
As principais limitações referem-se a baixa taxa de deposição, quando alimentado
manualmente, requer maior habilidade do soldador em soldagens manuais e é, geralmente,
de maior custo quando comparado a outros processos de soldagem a arco, como por
exemplo, a soldagem com eletrodo revestido (GARCIA, 2011).
2.1.3.5 Descontinuidades e Defeitos nas juntas soldadas
Defeito ou descontinuidade é qualquer interrupção da estrutura típica de uma junta
soldada, ou seja, pode-se considerar como descontinuidade a falta de homogeneidade de

25
características físicas, mecânicas ou metalúrgicas do material ou da solda. Isto não significa
necessariamente que a mesma seja defeituosa. Esta condição depende de aplicação a que
se destina o componente e é em geral caracterizado pela comparação das descontinuidades
observadas ou propriedade medida com níveis estabelecidos em um código, projeto ou
contato pertinente (MODENESI, 2001).
Segundo Benedette (2013), o grande problema normalmente enfrentado deve-se ao
fato do aparecimento inesperado de condições adversas, como um erro de procedimento
durante a operação de soldagem, aparentemente sem influência, porém gerando
descontinuidades. Essas atuam na junta soldada como um entalhe, ou seja, um concentrador
de tensão. A redução das propriedades mecânicas da junta depende efetivamente do quanto
a descontinuidade estrangula o perfil da junta (BOTELHO,2006)
Os tipos de descontinuidades normalmente encontradas em processos de soldagem
TIG são: inclusões de escória, trincas, porosidades, falta de fusão, falta de penetração,
fissuras devido a contrações do material e inclusões de tungstênio.
Porosidade
Porosidades são descontinuidades de origem metalúrgica causadas primariamente
pela retenção gasosa durante a existência da poça de fusão na forma líquida. O principal fator
químico-metalúrgico de influência é o considerável aumento nos níveis de solubilidade gasosa
experimentado pelos metais por ocasião da mudança de estado físico sólido-líquido. Um poro
é formado, quando uma bolha de gás não consegue se desprender do seu ponto de nucleação
antes que o metal solidificado a cerque, ficando assim, aprisionada no metal solidificado.
Porosidade fina e dispersa pode ser tolerada na maioria das aplicações, pois não afeta de
forma significativa a resistência mecânica e a fadiga da solda, porém, as porosidades podem
ser em alguns casos o ponto de partida para a propagação de trincas, com efeitos altamente
danosos à junta soldada (FILHO, 2008).
De acordo com Modenesi (2001), a distribuição da porosidade na região da solda
apresentar-se de três modos: uniformemente distribuída, agrupada (associada, em geral, com
pontos de abertura ou de interrupção do arco) e alinhada (que ocorre, em geral, no passe da
raiz), conforme mostrado na Figura 6.

26
Figura 6 - Esquema dos tipos de distribuição de porosidade: (a) distribuída, (b)
agrupada, (c) alinhada (FONTE: Modenesi, 2001)
Trincas
As trincas são descontinuidades resultantes da atuação de tensões de tração (tensões
transientes, residuais ou externas) sobre um material incapaz de resistir a elas, em geral,
devido a algum problema de fragilização. Elas podem se formar durante, logo após a
soldagem, em outras operações de fabricação subsequentes à soldagem ou durante o uso do
equipamento ou estrutura soldada. Devido ao fato da trinca ser considerada como o mais
grave defeito de uma solda, deve-se ter uma atenção especial para a sua detecção. A imagem
das trincas, especialmente em filmes de granulação grossa, pode não ser muito clara
(BENEDETTE, 2013).
Falta de Penetração
É uma descontinuidade causada pela insuficiência de metal na raiz de solda, Figura 7.
A falta de penetração é causada por diversos fatores, destacando-se a manipulação incorreta
do eletrodo, um projeto inadequado da junta (ângulo de chanfro ou abertura da raiz pequenos)
ou, alternativamente, a escolha de um eletrodo muito grande para um dado chanfro e o uso
de uma baixa energia de soldagem. Falta de penetração causa uma redução da seção útil da
solda além de ser um concentrador de tensões. Desde que a falta de penetração esteja dentro
dos limites especificados por normas, esta não é considerada um defeito de soldagem
(MODENESI, 2001).

27
Figura 7 - Insuficiência de metal na raiz de solda (FONTE: NERIS, 2011).
Inclusões de Tungstênio
Segundo Bracarense (2000), esse tipo de inclusão é decorrente das seguintes
situações:
- Quando o eletrodo toca a peça ou a poça de fusão, ocorrendo a transferência de
partículas de tungstênio para a solda;
- No contato do material de adição com a ponta aquecida do eletrodo;
- Na contaminação do eletrodo por respingo da poça;
- Extensão dos eletrodos muito além da pinça ou mandril, resultando em
superaquecimento;
- Eletrodo inadequadamente preso ao mandril;
- Taxas de gás inadequadas ou ventos excessivos;
- Defeitos como rachaduras e trincas;
- Uso de gases não apropriados como misturas Argônio - CO2
Falta de Fusão
Descontinuidades que são geradas devido a fusão incompleta entre a zona fundida e
o metal de base, ou entre passes da zona fundida. A Figura 8, ilustra as regiões que podem
apresentar falta de fusão (NERIS, 2011).
Figura 8 - Localização da falta de fusão: (a) zona de ligação, (b) entre os passes, (c) e
(d) raiz da solda. (FONTE: NERIS, 2011).

28
Inclusões de Escória
É o aprisionamento, entre os passes de solda ou entre a solda e o metal de base,
conforme ilustrado na Figura 9, de partículas de óxido e outros sólido não-metálicos. A
manipulação inadequada do eletrodo durante a soldagem pode fazer com que parte da
escória, formada durante o processo, escoe à frente da poça de fusão aprisionando-se sob o
cordão de solda. Adicionalmente, na soldagem com vários passes, parte da escória
depositada com um passe pode ser inadequadamente removida e não se refundida pelo
passe seguinte, ficando aprisionada sob este. Diversos fatores podem dificultar a remoção da
escória, incluindo, a formação de um cordão irregular ou o uso de um chanfro muito fechado
(MODENESI, 2001).
Figura 9 - Inclusão de escória (FONTE: Modenesi, 2001).
Mordedura
Mordedura é um baixo relevo das bordas do cordão de solda (entalhe do metal de base
ao longo das bordas do cordão). Esse defeito é causado principalmente por: alta velocidade
da soldagem (a solidificação será extremamente alta e as forças de tensão superficial
arrastarão o metal fundido para o centro do cordão), tensão do arco em níveis excessivos
(que influenciará no comprimento do arco, que deve ser mantido curto para evitar mordeduras,
aumentar a penetração e, consequentemente, garantir a integridade da solda) e correntes de
soldagem excessivas (ÁQUILA, 2012).
2.2 Ensaio Não Destrutivo
Denomina-se ensaio não destrutivo (END ou NDT em inglês- Nondestructive Testing)
a qualquer tipo de ensaio praticado a um material que não altere de forma permanente suas
propriedades físicas, químicas, mecânicas ou dimensionais, sendo executados nas diversas
etapas de fabricação, construção, montagem e manutenção de vários projetos de peças e
equipamentos (LOURENÇO, 2012).

29
Os ensaios não destrutivos são largamente utilizados na indústria moderna em todo o
mundo para avaliação da qualidade e detecção de variações na estrutura, pequenas falhas
superficiais, presença de fissuras e outras interrupções físicas, medida de espessura de
materiais e revestimentos e determinação de outras características de materiais e produtos
industriais (SARDOEIRA, 2012).
Um dos avanços tecnológicos mais importantes na engenharia pode ser atribuído aos
ensaios não destrutivos. Esses ensaios estão destinados a assegurar e proteger a vida
daqueles que dependem de alguma forma, do bom funcionamento de máquinas ou
componentes, quer sejam nas indústrias automobilísticas, petróleo e petroquímicas, geração
de energia inclusive nuclear, siderúrgica, naval e aeronáutica (ANDREUCCI, 2003).
Segundo Sampaio (2009), para se obter resultados satisfatórios e válidos, os seguintes
itens devem ser considerados como elementos fundamentais para os resultados destes
ensaios:
Pessoal treinado e qualificado;
Procedimento qualificado para conduzir o ensaio;
Equipamentos devidamente calibrados;
Normas e critérios de aceitação perfeitamente definidos.
Os ensaios não destrutivos incluem métodos que informam os defeitos de um
determinado produto, das características tecnológicas de um material, ou ainda, da
monitoração da degradação em serviço de componentes, equipamentos e estruturas. Um dos
métodos mais utilizados em estruturas soldadas são o ensaio visual e o ensaio por líquido
penetrante (LOURENÇO, 2012).
2.2.1 Ensaio Visual
O ensaio visual dos metais foi o primeiro método de ensaio não destrutivo aplicado
pelo homem. Esse método deve ser o primeiro utilizado quando se deseja avaliar peças ou
componentes que deverão ser submetidos a outros ensaios não destrutivos. Isso se deve ao
fato de que a maior parte dos métodos de ensaios não destrutivos requer, em maior ou menor
grau, uma boa condição de superfície. Com a realização do ensaio visual como primeiro
método de ensaio, qualquer condição da superfície da peça ou componente que possa vir a
inviabilizar a realização de um determinado ensaio posterior será detectada e corrigida,
evitando perdas de tempo e recursos (MARQUES, 2006). Não existe processo industrial em
que a inspeção visual não esteja presente. A simplicidade de realização e baixo custo

30
operacional são as características deste método, porém a inspeção visual exige inspetores
treinados e especializados, para cada tipo ou família de produtos (SENAI, 2010).
A inspeção visual pode ser classificada de acordo com o tipo de exame executado,
sendo eles: exame direto, exame remoto e translúcidos. O exame visual direto pode ser
realizado quando o acesso é suficiente para que o examinador posicione os olhos a até 600
mm da superfície a ser examinada e a um ângulo não inferior do que 30º. Na realização desse
exame podem ser utilizados espelhos para aumentar o ângulo de visão, como também lentes
de aumento. Para a inspeção de juntas soldadas existem gabaritos, como as apresentadas
na Figura 10, que facilitam a avaliação das características geométricas dos cordões de solda
(MARQUES, 2006).
Figura 10 - Gabaritos para avaliação das características geométricas de cordões de solda (FONTE: Marques, 2006).
O exame visual remoto é aplicado quando os componentes a serem examinados se
apresentam inacessíveis, ou seja, além dos limites previstos no exame visual direto. Para a
sua execução podem ser utilizados os elementos auxiliares, tais como espelhos, boroscópios,
câmeras, fibras óticas ou outros instrumentos adequados, alguns desses elementos são
mostrados na Figura 11 (SAMPAIO, 2009).
Figura 11 - Boroscópio e Fibroscópio utilizados na inspeção visual remota (FONTE: Sampaio, 2009).

31
No exame visual translucido, Sampaio (2009) aborda a necessidade de se ter o auxílio
de uma iluminação artificial, que pode ser incluindo um iluminador que produza luz direcional,
para a realização do exame.
2.2.2 Líquido Penetrante
Esse ensaio é amplamente utilizado para detectar descontinuidades superficiais e que
sejam abertas na superfície, tais como trincas, poros, dobras, etc. Sendo aplicado em todos
os materiais sólidos e que não sejam porosos ou com superfície muito grosseira. Essa
inspeção pode ser utilizada em materiais não magnéticos como alumínio, magnésio, cerâmica
vitrificada, vidro, plásticos, aços inoxidáveis austeníticos, ligas de titânio, e zircônio, além dos
materiais magnéticos (ANDREUCCI, 2003).
Segundo Marques (2006), esse método de ensaio consiste na aplicação de um líquido,
com características especiais, sobre a superfície da peça ou componente de interesse, de
forma que, após um determinado tempo, este líquido penetre em descontinuidades presentes
no material e que sejam abertas à superfície. Posteriormente o excesso de líquido é removido
e um material chamado revelador é aplicado sobre a superfície. Este material age de forma a
retirar o líquido que penetrou na descontinuidade, formando uma imagem da mesma na
superfície da peça, que será avaliada de acordo com a norma utilizada para a fabricação da
peça ou componente.
A realização do ensaio consiste em seis etapas principais, sendo elas:
Preparação da superfície: previamente deve ser realizada a limpeza da superfície
a ser inspecionada para evitar que contaminante, tais como óleo, poeira, ferrugem, graxas e
outros, interfiram nos resultados do método.
Aplicação do penetrante: consiste na aplicação de um líquido chamado
penetrante, de tal maneira que forme um filme sobre a superfície e, por ação do fenômeno de
capilaridade, penetre na descontinuidade, fazendo-se necessário esperar um determinado
tempo para que a penetração se complete. O penetrante pode ser visível sob iluminação
comum (Tipo II), geralmente na cor vermelha, ou do tipo fluorescente (Tipo I), só visível com
luz ultravioleta (ANDREUCCI, 2003).
Remoção do excesso de penetrantes: finalizado o tempo de penetração o
penetrante deve ser removido da superfície em exame. A remoção deve ser feita utilizando-
se produtos que variam em função do tipo de penetrante utilizado e é uma das etapas críticas
do ensaio. Uma limpeza mal executada provoca uma redução no contraste penetrante/fundo
branco do revelador, mascaramento de descontinuidades relevantes e surgimento de
indicações falsas (MARQUES, 2006).

32
Revelação: para revelar as descontinuidades, aplica-se um filme fino e uniforme
de um material revelador, que nada mais é do que um pó extremamente fino branco. Esse pó
pode ser aplicado a seco ou misturado em algum líquido. O revelador atua sugando o
penetrante das descontinuidades e revelando-as. Da mesma forma que na etapa de
penetração, aqui também deve-se prever um tempo para a revelação, em função do tipo da
peça, do tipo de defeito a ser detectado e da temperatura ambiente. Geralmente faz-se uma
inspeção logo no início da secagem do revelador e outra quando a peça está totalmente seca
(SENAI, 2010)
Avaliação e Inspeção: Após a aplicação do revelador, as indicações começam a
serem observadas através da mancha causada pela absorção do penetrante contido nas
aberturas e que serão objetos de avaliação. A inspeção deve ser feita sob boas condições de
luminosidade, se o penetrante é do tipo visível (cor contrastante com o revelador) ou sob luz
ultravioleta, em área escurecida, caso o penetrante seja fluorescente. A interpretação dos
resultados deve ser baseada no Código de Fabricação da peça ou Norma aplicável ou ainda
na especificação técnica do cliente. Ao final da inspeção deve ser emitido um Relatório
Técnico de acordo com os requerimentos do Procedimento do Ensaio (ANDREUCCI, 2003).
Limpeza Final: Após a inspeção da peça ela deve ser devidamente limpa,
removendo- se totalmente os resíduos do ensaio; esses resíduos podem prejudicar uma etapa
posterior no processo de fabricação do produto ou até o seu próprio uso, caso esteja acabado
(SENAI, 2010).
De acordo com Marques (2006), os tempos de penetração e de revelação, indicados
na Tabela 2, são baseados em função do material a ser examinado, o processo de fabricação
pelo qual passou e o tipo de descontinuidade que se espera.

33
Tabela 2 - Tempos de penetração e de revelação para materiais diversos (Fonte: MARQUES, 2006).
O método de ensaio por Líquido Penetrante pode ser aplicado a componentes de
qualquer forma e tamanho, desde que seja possível executar uma limpeza adequada da
superfície examinada, pode ser aplicado a uma grande diversidade de materiais. É um ensaio
relativamente simples, barato e de fácil interpretação, fazendo com que o tempo necessário
para o treinamento de pessoal para a sua aplicação seja relativamente menor do que para os
demais END. Outras vantagens apresentadas por esse método é a possibilidade de
realização de inspeções de equipamentos em serviços e em peças de geometria complexa
(MARQUES, 2006).
Como limitações à utilização, o ensaio por líquido penetrante só detecta
descontinuidades abertas para a superfície, já que o penetrante tem que entrar na
descontinuidade para ser posteriormente revelado. A superfície do material não pode ser
porosa ou absorvente já que não haveria possibilidade de remover totalmente o excesso de
penetrante, causando mascaramento de resultados. A necessidade de uma limpeza
cuidadosa após o ensaio e de acesso direto do operador ao local a ser examinado também
se apresentam como limitações.

34
3. MATERIAIS E PROCEDIMENTOS EXPERIMENTAIS
Neste capítulo serão abordados os materiais e os métodos experimentais, assim como
os equipamentos e produtos, empregados para a avaliação da qualidade das juntas soldadas
da parte do Manifold. O fluxograma representado na Figura 12, mostra a sequências das
atividades realizadas.
Figura 12 - Fluxograma das atividades realizadas.
3.1 Material
Os materiais utilizados, no presente estudo, foram os aços ASTM A 160 Gr A, metal
base do Niple, e o ASTM A 160 Gr B, metal base do cotovelo. Essas regiões estão
representadas na Figura 13. Os corpos de prova foram confeccionados a partir da região do
Manifold cedida pela empresa Engepet possuindo, respectivamente, 2” de diâmetro externo
Schedule 80 e 6,0 mm de espessura. Segundo a ASTM Standards, a composição química e
as propriedades mecânica dos aços em estudo são apresentadas nas Tabelas 3 e 4.
Material Fornecido
Soldagem TIGEND
Penetrante visível
END
Penetrante fluorescente
Corte MetalografiaMacrografia e
Micrografia
Ensaio de Microdureza
Vickers
Ensaio de Dureza Vickers
Análise dos Resultados
Conclusão

35
Figura 13 - Região analisada do equipamento Manifold.
Tabela 3 – Composições químicas do aços ASTM A 106 Gr A e ASTM A 106 Gr B (FONTE: ASTM Standards).
Composição Química (%)
Norma Aço C Mn P S Si Ni Mo Cu
ASTM A
160
Gr A Máx
0,25
0,27-
0,93
Máx
0,035
Máx
0,035
Mín.
0,10
0,40 0,15 0,40
ASTM A
160
Gr B Máx
0,30
0,29-
1,06
Máx
0,035
Máx
0,035
Mín.
0,10
0,40 0,15 0,40
Tabela 4 – Propriedades mecânicas do aço ASTM A 106 Gr B (FONTE: ASTM Standards).
Propriedades Mecânicas
Norma Aço Limite de escoamento (Mpa) Limite de Resistência (Mpa)
ASTM A 160 Gr A 330 205
ASTM A 160 Gr B 415 240
3.2 Procedimento de Soldagem
A soldagem dos tubos no cotovelo, foi realizada utilizando o processo TIG. Inicialmente
foram realizados quatro pontos de solda e com o auxílio de um nível de base magnética,
conforme mostrado na Figura 14, foi possível verificar se o tubo estava devidamente alinhado
com o cotovelo, e assim, dar continuidade ao processo de soldagem.
Cotovelo
Niple

36
Figura 14 - Nível utilizado para certificar o alinhamento.
Na realização da solda, foi utilizado o metal de adição ER70S-3 de diâmetro 3,2 mm
do fabricante Böhler, sendo sua marca comercial designada por EML-5. As composições
químicas, de acordo com o fabricante, do metal de adição se encontram na Tabela 5.
Tabela 05 – Composição química do metal de adição ER70S-3 (FONTE: Catálogo Böhler, 2014).
Classificação AWS Porcentagem em peso (%)
A5.18 C Mn Si
ER70S-3 0,1 1,2 0,6
Seguindo as Especificações de Procedimento de Soldagem (EPS) existente na
Engepet, foram empregados corrente contínua de polaridade direta (CC-) com valores
variando de 85 à 135 A e a tensão variou de 11 à 12 V. O gás de proteção utilizado foi o
argônio puro, estabelecendo-se uma vazão de 12 l/min. A máquina de solda da marca ESAB,
modelo LHN 220i Plus, conforme mostrada na Figura 15.
Figura 15 - Máquina de soldar TIG.

37
3.3 Inspeção por Líquido Penetrante
A inspeção por líquido penetrante teve como objetivo a detecção de descontinuidades
superficiais, tais como trincas, poros, furos, etc. sendo que estas, necessariamente, precisam
estar abertas na superfície, uma vez que, o líquido precisa penetrar na descontinuidade para
que essa seja revelada.
A realização da inspeção consistiu basicamente em quatro etapas:
Limpeza da superfície a ser inspecionada
A limpeza superficial da peça ocorreu lavando-a em água corrente, seguido da sua
aplicação de álcool, após secagem, nas regiões em que seriam aplicado o penetrante. É
importante que essa medida seja adotada para remover impurezas que possam estar
presentes no material, impedindo a entrada do líquido penetrante, tornando o resultado menos
preciso.
Aplicação do líquido penetrante
Essa etapa consistiu na aplicação, por aerossol, do penetrante visível lavável à água
VP-30 nº 2 do fabricante Metal Chek, Figura 16a, na cor vermelha, nas regiões do cordão de
solda do material a serem analisadas, assim como mostra a Figura 16b. O penetrante foi
aplicado sobre toda a superfície em análise, sendo posteriormente, aguardado o tempo de 10
minutos, correspondente ao tempo de penetração.
Figura 16 – a) Líquido penetrante utilizado no ensaio; b) Cordões de solda analisados.
Remoção do excesso do líquido penetrante
Decorrido o tempo de atuação do penetrante, foi removido o excesso do líquido, de
modo que as superfícies em análise ficassem sem vestígios deste. Essa etapa foi realizada
lavando a peça com água, fazendo-se depois o uso de um papel umedecido em álcool para
a completa remoção superficial do líquido.
Revelação
Para a revelação das possíveis descontinuidades foi aplicado o revelador não aquoso
D-70 do fabricante Metal-Chek sob a forma de aerossol, na cor branca (Figura 17a) sobre as
regiões em análise, como indicado na Figura 17b. O revelador atuou absorvendo o líquido
a) b)

38
penetrante que se encontrava retido, indicando na superfície a localização das
descontinuidades. Assim como na aplicação do penetrante, nessa etapa, também se fez
necessário esperar um determinado tempo para que fosse possível a atuação do revelador,
sendo este de 15 minutos.
Decorrida a revelação, a inspeção do ensaio foi realizada sob luz natural, uma vez
que, o penetrante era visível aos olhos.
Figura 17 – a) Revelador utilizado durante o ensaio; b) Aspecto da peça após
aplicação do revelador.
Estimando-se maximizar a detecção de possíveis descontinuidades nas regiões dos
cordões de solda, foi realizado outro ensaio por líquido penetrante, só que dessa vez, fazendo
o uso do penetrante fluorescente.
As etapas para a realização do ensaio com penetrador fluorescente são iguais as
descritas anteriormente para o processo utilizando o penetrador visível, ocorrendo apenas
algumas particularidades, as quais serão descritas.
Após os cuidados iniciais de limpeza, foi aplicado o penetrante fluorescente lavável à
água FP – 202 (Nível 3) do fabricante SERV-END (Figura 18a), conferindo um aspecto
amarelo-esverdeado à peça conforme mostrado na Figura 18b.
Figura 18 - (a) Líquido Penetrante fluorescente e (b) Aspecto da peça.
a) b)

39
Transcorrido o tempo necessário de atuação do revelador, foi utilizada uma luminária
de Luz Negra (ultravioleta), Figura 19, do fabricante SERV-END para visualizar as possíveis
descontinuidades presentes nas regiões das juntas.
Figura 19 – Luminária de Luz Ultravioleta.
3.4 Metalografia
Os ensaios de metalografia foram realizados no Laboratório de Ensaios Metalográficos
do Departamento de Engenharia de Materiais.
O corte inicial do material, para a obtenção dos corpos de prova, foi realizado na
metalúrgica ACEJ. A Figura 20 aponta as regiões onde foram realizados os cortes para a
obtenção das 9 amostras, sendo 3 retiradas transversalmente de cada junta soldada e 3 nas
regiões do tubo que não possuía solda.
Figura 20 – Regiões onde foram retirados as amostras.

40
Devidos as amostras, entregues pela metalúrgica, se encontrarem robustas, foi
utilizada a Cortadora Metalográfica CM 40 do fabricante Teclago, Figura 21, para diminuir
suas dimensões. Essa medida foi adotada para facilitar e reduzir o tempo de preparação das
amostras.
Figura 21 – Cortadora Metalográfica.
As 9 amostras foram lixadas manualmente, utilizando lixas d’água com as
granulometrias: 180, 220, 320, 400, 600, 800 e 1200, realizando, a cada troca de lixa, uma
rotação de 90º na amostra, até desaparecer os traços deixados pela lixa utilizada
anteriormente. Finalizada essa etapa, cada amostra passou por uma limpeza superficial,
utilizando álcool etílico para a remoção de possíveis vestígios provenientes do lixamento. Em
seguida, foram polidas utilizando a Politriz Aropol 2V do fabricante Arotec, Figura 22, sendo
aplicado nos panos de polimento pastas de diamante de 3 µm e 1 µm.
Figura 22 – Politriz utilizada no polimentos das amostras.

41
Decorrente do fato que as amostras devem estar devidamente limpas e secas, antes
do ataque químico, foi aplicado nas superfícies polidas álcool e em seguida secadas,
utilizando um secador. Por fim, as amostras foram atacadas quimicamente com o objetivo de
revelar as suas fases microestruturais. A realização desse procedimento ocorreu imergindo a
superfície polida da amostra em uma solução de Nital à 5%, durante 4 segundos.
As microestruturas das regiões da junta soldada e do metal de base foram analisadas
utilizando o microscópio polarizador do fabricante Zeiss, modelo Axio Scope.A1, Figura 23.
Figura 23 – Microscópio Axio Scope.A1.
3.4.1 Macrografia
A análise macrográfica foi realizada posicionando as amostras a serem analisadas na
base do microscópio Estereoscópico Stemi 200-C, Figura 24, que proporciona uma ampliação
de até 50 vezes do aspecto superficial das amostras.
Previamente, para uma análise adequada, as amostras passaram pelos processos de
lixamento, polimento, ataque e limpeza. Esse procedimento é necessário para que sejam
revelados detalhes macrográficos da estrutura do material ou da junta soldada ensaiada. Por
meio dessa técnica foi visualizada a distribuição e natureza das falhas encontradas em 3 das
9 amostras.

42
Figura 24 - Microscópio Estereoscópico Stemi 200-C.
3.4.2 Microdureza Vickers
A microdureza foi realizada em 3 amostras, sendo essas representadas por: A1- solda
localizada na parte inferior da peça, A4- solda localizada na parte superior e A7 metal de base,
conforme identificado na Figura 20. O ensaio de microdureza foi realizado seguindo a Norma
ASTM E384 que aborda sobre o Método de Teste Padrão para Dureza Vickers.
O procedimento consistiu em aplicar verticalmente sobre as amostras, devidamente
polidas e atacadas, um penetrador de diamante de base quadrada, que ao ser removido deixa
a impressão de um losango na amostra, cujas diagonais são medidas por um microscópio que
se encontra acoplado à máquina. Para tal procedimento, foi utilizado o microdurômetro de
bancada HVS-1000, Figura 25, do fabricante TIME, do Laboratório de Ensaios Mecânico do
DMEC, sendo exercida nas amostras uma carga de 1.96 N, equivalente a aproximadamente
200 gf, durante o tempo de 10 segundos. A medição das diagonais, para a obtenção dos
valores de dureza, foi realizada posicionando manualmente, através do microscópio, linhas
pretas projetadas para capturar tais valores. Através dos valores das diagonais, medidos pelo
operador, a máquina fornece em seu visor o valor da dureza Vickers (HV), sendo
desnecessário o seu cálculo.

43
Figura 25 – Microdurômetro.
Foram realizadas 5 medidas, separadas entre si por uma distância de 0,5 mm, em
cada região, totalizando, assim, 30 medições de microdureza para as amostras A1 e A4, cada.
Na amostra referente ao metal de base, A7, foram realizadas 5 medições, ao longo da sua
extensão.
3.4.3 Dureza Vickers
O ensaio de dureza foi realizada nas amostras A3 e A5, sendo a amostra A3 referente
a solda localizada na parte inferior da peça e a A5 a solda localizada na parte superior,
seguindo a Norma NACE MR0175/ISSO 15156-1.
A medição da dureza, em cada ponto das amostras, foi realizada utilizando o
durômetro de bancada FV-700 da Future-Teck exibido na Figura 26, do Laboratório de
Ensaios Mecânicos do DMEC, aplicando uma carga de 10 kgf durante o tempo de 10
segundos. O procedimento para a obtenção dos valores é o mesmo descrito anteriormente
para a microdureza.
Figura 26 – Durômetro FV-700.

44
A Figura 27, segundo a Norma NACE MR0175/ISSO 15156-1, apresenta os pontos da
região da junta soldada onde devem ser realizadas as medições de dureza. A presente Norma
especifica o valor máximo de dureza que deve ser encontrado nos pontos analisados.
Figura 27 – Representação esquemáticas dos pontos onde foram medidas as durezas
das amostras A3 e A4 (FONTE: Norma NACE MR0175/ISSO 15156-1).

45
4. RESULTADOS E DISCURSÕES
Esse capítulo irá abordar sobre os resultados obtidos referentes aos ensaios e análises
realizadas nas amostras de acordo com a metodologia proposta para o desenvolvimento
desse trabalho. Possuindo como ideia principal a análise da qualidade das juntas soldadas.
4.1 Inspeção Visual e Ensaio por Líquido Penetrante
Após a soldagem da peça, foi realizado o ensaio de inspeção visual e por liquido
penetrante visível (LP), assim como também o fluorescente (LPF), com a finalidade de verificar
a existências de possíveis descontinuidades superficiais.
Visualmente, não foram constatadas descontinuidades tais como trincas, poros, falta
de fusão nos cordões de solda, falta de penetração, fissuras ou inclusões, que são, de acordo
com a literatura, as descontinuidades normalmente encontradas em processos de soldagem
TIG.
Foi realizado o ensaio com LP visível empregando o procedimento descrito no item 3.3
deste trabalho. A Figura 28, exibe o aspecto da peça após a aplicação do LP.
Figura 28 – Aspecto dos cordões de solda utilizando o penetrante visível.
Não foi observada nenhuma descontinuidade com a aplicação desse ensaio. Após a
limpeza adequada foi realizado outro procedimento empregando o LPF, seguindo o mesmo
procedimento explicado no item 3.3 já citado. A Figura 29, mostra o resultado do ensaio
quando se utilizou o líquido penetrante fluorescente. Devido ao fato desse tipo de líquido,
maximizar a detecção de possíveis descontinuidades nas regiões dos cordões de solda, foi
observado a existência de poros esféricos, em destaque, ao longo dos cordões de solda.

46
Figura 29 – Poros encontrados nos cordões de solda através do ensaio utilizando
líquido penetrante fluorescente.
De acordo com os critérios da Norma API 1104, as porosidades isoladas só serão
consideradas inaceitáveis quando o tamanho dos poros individuais excederem 1/8 de
polegada (3 mm) ou quando excederem 25% da menor parte da espessura nominal da parede
do tubo. Para porosidades agrupadas, que ocorre em qualquer passe da junta soldada, exceto
o passe final, deve ser considerada como um defeito, se o diâmetro do conjunto exceder ½
polegada (13 mm).
O tamanho dos poros encontrados ao longo dos cordões não excederam os valores
da Norma e, por isso, não são considerados como defeitos. Portanto, a utilização dos
parâmetros estabelecidos nas Especificações de Procedimento de Soldagem (EPS) adotados
pela Engepet, garantiram superficialmente cordões de solda isentos de defeitos.
4.2 Macrografia
Após os ensaios com líquido penetrante os corpos de prova foram cortados para a
realização da análise metalográfica. As amostras estão representadas na Figura 30.
Figura 30 – Amostras A3, A4 e A5 com falta de penetração.

47
Apesar do ensaio não ter detectado nenhuma descontinuidade ou defeito visível a olho
nu, após o corte, foi constatado que 3 das 6 amostras, referentes às regiões soldadas,
apresentavam falta de penetração no cordão de solda, como pode ser verificado através da
Figura 30. Esse defeito pode ser explicado devido a uma manipulação inadequada da tocha
TIG pelo soldador, o diâmetro do eletrodo excessivo ou uma baixa energia de soldagem
prejudicando, dessa forma, a fusão na raiz da junta.
As amostras que apresentaram falta de penetração estavam todas localizadas na
região superior da solda e suas respectivas macrografias estão dispostas na Figura 31.
Figura 31 – Macrografias das amostras com falta de penetração: (a) Amostra A3, (b)
Amostra A4 e (c) Amostra A5.
Com base nos critérios de aceitação de defeitos em soldas da norma API 650, seguida
pela Engepet, a falta de penetração, não importando suas dimensões, não são aceitas. Sendo
assim, a região com tal defeito é reprovada e torna-se inutilizada pela empresa.
As soldagens realizada em ambas as regiões da peça seguiram as mesmas
especificações de procedimento de soldagem (EPS) adotados pela Engepet. Devido ao fato
dos defeitos terem sido encontrados apenas na região da solda realizada na parte superior,
as possíveis causas para o surgimento da falta de penetração podem estar associadas a
possíveis descuidos cometidos pelo operador na realização da soldagem. Esse resultado
mostrou que mesmo o ensaio com líquido penetrante sendo o recomendado pelas normas
relacionadas a soldagem desse tipo de equipamento, ainda podem ocorrer defeitos que só
(a) (b)
(c)

48
seriam possíveis de detectar empregando END mais detalhado, como o ultrassom ou raio-x,
por exemplo.
Ampliando ainda mais a região das amostras com falta de penetração, foi verificado a
ocorrência de trica interna na amostra A3, conforme mostra a Figura 32. Segundo Okumura
(1982), a ocorrência desse tipo de trinca acontece entre alguns minutos até 48 horas após a
soldagem, caracterizando a trinca a frio, sendo causadas pela ação conjunta da estrutura da
zona termicamente afetada, difusão de hidrogênio e tensão.
A ocorrência de trinca interna é um defeito grave em soldagem, concentrando tensões
e sua propagação acarreta na fratura da estrutura que foi soldada. Assim como a falta de
penetração, a detecção de trica interna só pode ser detectada através de ensaios não
destrutivos mais detalhados.
Figura 32 – Trinca interna na amostra A3.
4.3 Micrografias
As micrografias foram realizadas em todas as amostras para verificar se as mesmas
seguiam o padrão de microestrutura esperado para esse tipo de aço quando soldado. As
regiões analisadas estão representadas na Figura 33.

49
Figura 33- Regiões onde foram retiradas as micrografias: MB- Metal de base; ZTA-
Zona termicamente afetada; ZF- Zona Fundida.
A análise microestrutural foi realizada por microscopia óptica e revelou que os metais
de base são compostos de ferrítica (cor clara) e perlita (cor escura). As micrografias também
revelaram uma diferença na forma como os grãos encontram-se dispostos. Essa diferença
pode ser explicada devido aos processos de fabricação para a obtenção dos dois
componentes, sendo o de laminação para o niple, onde o corte longitudinal realçou a
orientação dos grãos no sentido da laminação, o que justifica as bandas alternadas de ferrita
e perlita, conforme pode ser observado na Figura 34, e o de fundição para o cotovelo (Figura
35) também apresentando ferrita e perlita.
Figura 34 - Micrografias do Niple (ASTM A 160 Gr A) - Sem soldagem. Ataque químico:
nital 5%
MB
MB
(Niple)
(Cotovelo) ZF
ZTA
ZTA

50
Figura 35 – Micrografia do Cotovelo (ASTM A 160 Gr B) – sem soldagem. Ataque químico: nital 5%
A micrografia dos corpos de prova soldados apresentaram o aspecto esperado tanto
na zona fundida (ZF) como na zona termicamente afetada (ZTA) para o niple e o cotovelo,
como pode ser observado através da Figura 36.
(a) (b)
Figura 36 – Microestruturas das regiões da ZTA: (a) ZTA do niple e (b) ZTA do cotovelo
A extensão maior e o aspecto mais escuro observado na ZTA que faz fronteira com o
cotovelo (Figura 36b) pode ser explicada pela influência das taxas de resfriamento durante o
processo de soldagem. Por apresentar áreas diferentes, sendo menor para o cotovelo (Figura
36b), a taxa de resfriamento em torno da região da solda é mais lenta e a energia proveniente
do processo é sentida com mais intensidade o que promove o aumento da região da ZTA.
ZF ZTA
F
MB (N)
ZF
ZTA
F
MB (C)

51
Segundo Sobral (2013), a microestrutura bifásica do MB é modificada durante o ciclo
térmico de soldagem. A energia fornecida é suficiente para promover a austenitização e/ou
dissolução de fase, além do crescimento de grão na região da ZTA. Com o resfriamento
subsequente, a austenita formada pode ser transformada em compostos como pertila, bainita
ou martensita, e ferrita de Widmanstätten (FW) o que caracteriza essa região, como pode ser
observado através da Figura 37.
(a)
(b)
Figura 37 - Microestrutura da ZTA das amostras: (a) Niple e (b) Cotovelo.
As micrografias mostradas na Figura 38 apresentam o aspecto típico da microestrutura
observada na região da zona fundida das amostras, constituída principalmente por Ferrita

52
acicular (AF), Ferrita de Contorno de Grão (PF(G)) e Ferrita com Segunda Fase Alinhada
(FS(A)). Também foi possível a identificação de algumas inclusões não metálicas sobre a
superfície da amostra. A literatura indica que a microestrutura ferrita acicular possui uma ótima
combinação entre resistência mecânica e tenacidade, sendo esta, dentre as fases presentes,
a microestrutura mais desejada no metal de solda, pois não propicia caminhos preferenciais
para propagação de trincas. A microestrutura ferrita acicular (AF) depende da composição e
tamanho das inclusões não metálicas presentes no metal de solda (ARAÚJO, 2006). As
inclusões observadas no metal de solda (circuladas na Figura 38), podem ser justificadas pela
concentração de silício presente no metal de adição pois, segundo Bhadeshia (2001), as
inclusões são formadas no metal de solda líquido pela reação do oxigênio com elementos
desoxidantes como silício, alumínio e titânio.
Figura 38 - Microestrutura da zona fundida. 1- Ferrita Acicular (AF); 2- Ferrita com
Segunda Fase Alinhada (FS(A)); 3- Ferrita de Contorno de Grão (PF(G)).
4.4 Microdureza Vickers
A avaliação da microdureza foi realizada nas amostras A1 e A4 e seguiu a metodologia
apresentada no item 3.4.2 do Capítulo 3 desse trabalho. As medições foram realizadas nas
regiões A, B, C, D, E e F, definidas na Figura 39. Foram realizadas, ainda, 5 (cinco) medições
de microdureza na amostra A7 referente ao metal de base do niple e na amostra A8 referente
ao metal de base do cotovelo, para se obter medidas de referência.
Inclusões
1
2 3

53
Figura 39 – Regiões onde foram medidas as microdurezas das amostras A1 e A4
A medições realizadas foram registradas nas Tabelas 6, 7 ,8 e 9.
Tabela 6 – Valores do ensaio de microdureza Vickers obtidos para a amostra A7 (Niple).
Pontos Amostra A7
1 175,5
2 189,3
3 168,8
4 175,7
5 179,8
Média 177,9
Tabela 7 - Valores do ensaio de microdureza Vickers obtidos para a amostra A8 (Cotovelo)
Pontos Amostra A7
1 245,7
2 229,4
3 244,8
4 251,7
5 238,8
Média 242,1

54
Tabela 8 – Valores obtidos no ensaio de microdureza Vickers para a amostra A1.
Amostra A1
Pontos
1 2 3 4 5 Média
A 169,7 164,0 175,8 200,6 185,2 179,1
B 189,5 201,2 192,7 198,9 201,8 196,9
C 196,0 202,4 207,2 215,4 205,2 205,2
D 219,3 207,8 194,8 198,2 207,8 205,6
E 296,4 260,3 234,0 248,6 311,6 270,2
F 249,7 247,0 244,7 223,4 255,2 244,0
Tabela 9 - Valores obtidos no ensaio de microdureza Vickers para a amostra A4.
Amostra A4
Pontos
1 2 3 4 5 Média
A 184,2 178,2 169,8 183,7 180,2 179,2
B 171,6 185,2 195,5 179,7 192,8 185,0
C 245,5 218,0 210,9 234,8 234,0 228,6
D 218,0 234,0 229,0 224,8 215,2 224,2
E 233,3 317,3 331,3 308,3 260,3 290,1
F 256,0 239,3 265,5 246,2 232,6 248,3
A microdureza realizada na região dos metais de base (região A, referente ao niple, e
região F, referente ao cotovelo) apresentou para ambas as amostras, A1 e A4, valores bem
próximos, assim destacados nas Tabelas 8 e 9. Esses valores também estão de acordo com
os valores encontrados nas amostras A7, metal de base do niple sem solda e A8, cotovelo
sem solda. (Tabelas 6 e 7).
Nas regiões B e E, referentes as zonas termicamente afetadas, há um salto nos valores
da microdureza, variando para região do niple de 171,6 HV até 201,8 HV e na região do
cotovelo de 233,3 HV até 331,3 HV. Essa diferença pode ser explicada pela quantidade de
carbono presente no cotovelo que é maior em relação a do niple, o que eleva o valor da sua
dureza, e também pela influência da espessura. Possuindo o cotovelo menor espessura,
como pode ser verificado pela Figura 39, sua capacidade de dissipar o calor fornecido pelo
arco para dentro da peça é menor, tornado essa região mais endurecida devido as
transformações térmicas induzidas pelos ciclos térmicos de soldagem.
Regiões
Regiões

55
4.5 Dureza Vickers
Na realização desse ensaio foi seguida a Norma NACE MR0175/ISO 15156-1, uma
vez que os aços ASTM A 160 Gr A e ASTM A 160 Gr B, utilizados na construção do Manifold,
estão em contato direto com gás natural. A Norma indica a realização desse ensaio de dureza
para os aços ao carbono, baixa liga e ferros fundidos, quando utilizados em ambientes
contendo H2S (Sulfeto de Hidrogênio). As medidas de dureza foram realizadas seguindo o
esquema representado na Figura 27, para as amostras A3 e A5 e os resultados estão
apresentados na Tabela 10.
A Norma NACE MR0175/ISO indica que o máximo de dureza em cada ponto da junta
não deve exceder o valor de 250 HV. Os resultados de dureza Vickers obtidos na zona
termicamente afetada (ZTA) referente ao niple, apresentaram valores inferiores a 250 HV em
ambas as amostras. Na região do metal base (MB) alusivo ao niple e ao cotovelo, assim como
também na região da zona fundida (ZF) para ambas as amostras, os valores de dureza
encontrados exibiram valores abaixo de 250 HV, estando coniventes com a Norma.
Desta forma, de acordo com a Norma NACE MR0175/ISO tanto o material utilizado
pelo niple como a vareta de adição empregada na soldagem TIG estão de acordo com a
especificação para serem utilizados em ambientes contendo H2S. Porém, os pontos
localizados no cotovelo na região da ZTA (pontos 6, 7 e 12 da Tabela 9) apresentaram valores
de dureza que ultrapassaram os 250 HV previstos pela Norma. Portanto, nas condições desse
trabalho, essa região não está aprovada para ser utilizada em ambientes contendo H2S.

56
Tabela 10 – Valores do ensaio de dureza Vickers para as amostra A3 e A5.
Amostras
Localização Pontos A3 A5
Metal de base do Niple 1 149,3 140,5
ZTA do Niple 2 164,7 180,9
ZTA do Niple 3 193,3 192,7
Zona Fundida 4 193,8 193,5
Zona Fundida 5 189,1 203,7
ZTA do cotovelo 6 342,8 314,9
ZTA do cotovelo 7 270,8 284,2
Metal de base do cotovelo 8 228,6 220,5
Metal de base do Niple 9 149,2 145,2
ZTA do Niple 10 194,6 182,8
Zona Fundida 11 198,8 189,7
ZTA do cotovelo 12 354,7 303,6
Metal de base do cotovelo 13 224,0 222,0

57
5. CONCLUSÃO
Baseado nos resultados das técnicas empregada para a realização deste trabalho, é
possível concluir que:
A análise do material, através da inspeção por líquido penetrante visível não
apresentou nenhuma irregularidade superficial. A inspeção, quando realizada com o
penetrante fluorescente apresentou pequenos poros dispersos ao longo dos cordões de solda,
mas estes de acordo com a Norma API 1104 não são enquadrados como defeitos, tornando
aprovada a inspeção.
A macrografia revelou falta de penetração nas amostras retidas da região
superior da solda, tornando essa região inadequada para uso de acordo com a Norma API
650. Uma vez que a região inferior soldada encontrou-se isenta de tal defeito, este fenômeno
está relacionado a descuidos operacionais no momento da soldagem por parte do operador,
podendo ser citada a manipulação incorreta do eletrodo ou um possível aumento da
velocidade no momento da soldagem. Para contornar a situação, pode ser empregado na raiz
um passe de enchimento.
A análise microestrutural revelou para os metais de base estruturas em
conformidade com o esperado, contendo matriz ferrítica e regiões de perlita. As regiões da
ZTA apresentaram ferritas primárias e secundárias, além da formação de ferrita
Widmanstätten, sendo observado fortemente a presença de martensita na região da ZTA do
cotovelo. Este resultado pode ser explicado devido ao maior teor de carbono encontrado na
composição do aço do cotovelo. Ambas as zonas fundidas apresentaram estruturas contendo
ferrita acicular, ferrita de contorno de grão, ferrita com segunda fase alinhada e algumas
inclusões.
O ensaio de microdureza Vickers revelou um forte aumento nos valores de
dureza encontrados na região da ZTA do cotovelo. Isso pode ser justificado pela maior
quantidade de martensita presente nesse material, uma vez que quanto maior for o teor de
carbono maior também será a dureza apresentada por esse microconstituinte.
O ensaio de dureza Vickers constatou que o aço ASTM A 160 Gr B, segundo a
Norma NACE MR0175/ISSO 15156-1, encontra-se com os valores de dureza na região da
ZTA, alusivo ao cotovelo, acima do especificado pela norma, o que torna sua utilização
inadequada em ambientes contendo H2S. É sugerida a substituição do aço equivalente ao
cotovelo pelo aço ASTM A Gr A que foi aprovado no ensaio, ou por outro aço cujo valor
máximo da dureza se enquadre na especificada pela Norma. Uma outra alternativa seria a
utilização do tratamento térmico de alívio de tensões, que tem como um dos seus resultados
a diminuição da dureza na região da ZTA.

58
6. REFERÊNCIAS BIBLIOGRÁFICAS
AMERICAN PETROLEUM INSTITUTE. API STANDARD 1104 - Welding of Pipelines and
Related Facilities, 20 ed., Washington, D.C., USA, 2005.
AMERICAN PETROLEUM INSTITUTE. API STANDARD 650 – Welding tanks for oil
storage. 11 ed., Washington, D.C., USA, June 2007. Add. 1, Nov. 2008. Add 2, Nov. 2009.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM E384 - Standard Test
Method for Microindentation Hardness of Materials, Annual Book of ASTM Standards, Vol
03.01. West Conshohocken, PA, USA, 2001.
ANDREUCCI, R. Curso de soldagem controle da qualidade II CQ-II. Apostila ABENDI. São
Paulo. 2002.
ÁQUILA, V. Processo de Soldagem TIG. Apostila. Escola de Soldagem L&A – Centro de
Formação de Soldadores. Salvador, 2012.
ARAÚJO, M.R.V. de. Caracterização microestrutural do metal de solda depositado por
arco submerso em chapas de aço-carbono estrutural. 118p. Dissertação. Universidade
Estadual de Paulista - Universidade Estadual Paulista. Faculdade de Engenharia de Ilha
Solteira, 2006.
BHADESHIA, H. K. D. Bainite of steels. The Press University, Cambridge, 2nd edition, 2001.
BÖHLER. Catálogo de Soldagem. Disponível em:
http://www.bohlersoldabrasil.com.br/pesquisa/pt/index.php. Acesso em: 09 ago. 2014.
BENEDETTE, C.E.P; NETO, M.R.M. Controle de qualidade em juntas soldadas: Um
estudo de caso em fabricante de equipamentos criogênicos. In: VIII SAEPRO -
SIMPÓSIO ACADÊMICO DE ENGENHARIA DE PRODUÇÃO, 2013, Viçosa. Anais. Minas
Gerais: Universidade Federal de Viçosa, 2013.
BOTELHO, R.C. Estudo da causa de trinca em junta soldada em aço carbono médio teor
utilizando processo MIG. 64p. Monografia. Centro Universitário Positivo, Curitiba, 2006.
BRACARENSE, A.Q. Processo Soldagem TIG- GTAW. Apostila. Belo Horizonte:
Universidade Federal de Minas Gerais, Escola de Engenharia, 2000.

59
CUNHA, Tiago Vieira da. Proposta de roteiro para a determinação das variáveis de
soldagem do Processo TIG pulsado aplicado à soldagem de chapas finas. Soldag. Insp.,
Mar 2013, vol.18, no.1, p.64-71.
Eletrodos de Tungstênio, DBC Guias & Tutoriais. Disponível em:
<www.guias.oxigenio.com/quais-os-tipos-de-eletrodos-de-tungstenio-existentes>.
Acessado em: 15 de dezembro de 2014.
FILHO, C.A. Metalurgia da Soldagem. Apostila. Pará: CEFET-PA, 2008.
GARCIA, E.R.V. Efeito da corrente de soldagem do processo TIG pulsado autógeno da
microestrutura da zona fundida dos aços inoxidáveis duplex uns s32304 e uns
s32101.186p.Dissertação.Universidade de São Paulo – USP, São Paulo,2011.
AMERICAN PETROLEUM INSTITUTE. API STANDARD 1104, Welding of Pipelines and
Related Facilities, 20 ed., Washington, D.C., USA, 2005.
INTERNATIONAL STANDARD. NACE MR 0175/ ISSO 15156-1 – Petroleum and natural
gas industries-Materials for use in H2S-containing Environmentes in oil and gas
production. 1 ed., Houston, USA, 2001.
LOURENÇO, C.S.de. Os ensaios não destrutivos como ferramentas indispensável na
garantia total da qualidade dos projetos de engenharia de tecnologia militar da marinha
do Brasil. 165p. Monografia. Universidade Candido Mendes - UCAM, Campos dos
Goytacazes, 2012.
MARQUES, P.V; JÚNIOR, S.F.S. Ensaios não Destrutivos. Apostila. Belo Horizonte, 2006.
MACHADO, I. G. Soldagem & técnicas conexas: Processos. Porto Alegre: Machado, 1996.
477p.
MODENESI, Paulo J. Descontinuidade e inspeção em juntas de solda. Apostila. Belo
Horizonte: Universidade Federal de Minas Gerais, 2001.
NERIS, Manoel Messias. Eixo Tecnológico: Controle e Processos Industriais –
Soldagem. Apostila. São Paulo, 2011.
OKUMURA, T.; TANIGUCHI, C. Engenharia de Soldagem e Aplicações – Rio de Janeiro:
LTC- Livros técnicos e Científicos Editora S.A: Tóquio: The Association For Internacional
Technical Promotion, 1982.
PASSOS, Edmilson Ricelli dos. Caracterização microestrutural de tubos soldados AISI
409 estabilizado ao titânio: estudo comparativo dos processos TIG e laser. 63p.
Monografia. Escola de Engenharia de Lorena, São Paulo, 2009.

60
PERES, Maurício. Solidificação no Metal de Solda. Apostila. São Paulo: Universidade
Federal de São Carlos, 2008.
PITT, F.D. Materiais e Ensaios. Apostila. Florianópolis: SENAI, 2010.
Produção de Petróleo e Gás Natural em Sergipe, Portal G1. Disponível em:
www.g1.globo.com/se/sergipe/noticia/2014/09/cresce-producao-de-petroleo-e-gas-
natural-em-julho-em-sergipe.html. Acessado em: 03 de dezembro de 2014.
SAMPAIO, M.V.C. Aplicação da inspeção não intrusiva em equipamentos do sistema de
dessulfurização de gás natural da plataforma de pampo.126p.Dissertação.Universidade
Federal do Rio Grande do Sul – UFRGS, Porto Alegre, 2009.
SARDOEIRA, D. NON DESTRUCTIVE TESTING – NDT. 66p. Monografia. IEFP, 2012.
THOMAS, J. E., TRIGGIA, A. A., CORREIA, C. A., et al. Fundamentos de Engenharia de
Petróleo. 1 ed. Rio de Janeiro: Editora Interciência, 2001.