-
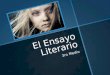
UUNNIIVVEERRSSIIDDAADD RRAAFFAAEELL UURRDDAANNEETTAA
VVIICCEERRRREECCTTOORRAADDOO AACCAADDMMIICCOO
DDEECCAANNAATTOO DDEE PPOOSSTTGGRRAADDOO EE
IINNVVEESSTTIIGGAACCIIOONN
MMAANNUUAALL DDEE EENNSSAAYYOOSS NNOO DDEESSTTRRUUCCTTIIVVOOSS
PPAARRAA EELL CCOONNTTRROOLL DDEE CCAALLIIDDAADD DDEE
SSOOLLDDAADDUURRAASS
TTrraabbaajjoo EEssppeecciiaall ddee ggrraaddoo
pprreesseennttaaddoo ppoorr::
IInngg.. EEllssii SSnncchheezz,, CCII.. 1199..445599..449922
EEssppeecciiaalliizzaacciinn eenn CCoonnssttrruucccciinn ddee
OObbrraass CCiivviilleess
MMaarraaccaaiibboo,, jjuulliioo ddeell 22001111..
DERECHOS
RESERVAD
OS
-
II
MANUAL DE ENSAYOS NO DESTRUCTIVOS PARA EL CONTROL DE CALIDAD DE
SOLDADURAS
Trabajo Especial de Grado para optar al ttulo de Especialista en
Construccin de Obras Civiles, Mencin Edificaciones.
Elsi Chiquinquir, Snchez Fuenmayor CI. 19459492
DERECHOS
RESERVAD
OS
-
III
DEDICATORIA
A Dios primeramente por estar siempre a mi lado, por guiarme por
el
camino correcto y por haberme permitido lograr lo que me he
propuesto en la vida
y por estar siempre a mi lado.
A mis padres por brindarme su amor incondicional, apoyo y
colaboracin.
Por haberme ayudado a realizar todas y cada una de mis metas y
hacer de mi
sueo una realidad.
A mis hermanos por el apoyo brindado y por estar siempre cuando
los
necesite.
A mis profesores de tesis de tesis que con su conocimiento,
vocacin y
profesionalismo ayudaron en la culminacin de este proyecto.
A mis amigos y compaeros de clases por compartir cada momento
de
estudio.
GRACIAS!
DERECHOS
RESERVAD
OS
-
IV
AGRADECIMIENTOS
Agradezco ante todo a Dios y a mis padres por darme la vida,
brindarme la
salud y la inteligencia para llevar a cabo este proyecto y con
ello culminar con
xito esta especializacin.
Tambin quiero agradecer a todas aquellas personas y empresas
que
realizaron aportes importantes en esta investigacin:
A la universidad Rafael Urdaneta por ser mi de casa de estudio y
centro de
formacin profesional, por contar con profesores de alta calidad
y capacidad para
transmitir sus conocimiento durante la carrera.
A mi tutor Ernesto Velsquez, quien sirvi de gua y respondi todas
mis
dudas con informacin valiosa y muy oportuna. Dios
A mi tutora Rosa Zamora, que estuvo en todo el trayecto de
esta
investigacin sin importar la hora, el tiempo, su disponibilidad
y ayuda estuvieron
siempre. Dios la bendiga!
DERECHOS
RESERVAD
OS
-
V
INDICE GENERAL
Pg.
TTULO
..................................................................................................
II
DEDICATORIA
.................................................................................................
III
AGRADECIMIENTOS
...........................................................................................
IV
INDICE GENERAL
.................................................................................................
V
C A P T U L O I 1
Planteamiento y Formulacin del Problema
............................................................ 1
Formulacin del problema
.......................................................................................
6
Objetivos de la investigacin
...................................................................................
6
Objetivo
general..............................................................................................
6
Objetivos especficos
......................................................................................
7
Justificacin de la investigacin
..............................................................................
7
Delimitacin de la investigacin
..............................................................................
9
C A P T U L O I I
................................................................................................
11
Antecedentes de la investigacin
..........................................................................
11
Bases Tericas de la Investigacin
.......................................................................
18
C A P T U L O I I I
............................................................................................
110
Tipo y Nivel de investigacin
...............................................................................
110
Diseo de la Investigacin
..................................................................................
112
Sujetos de la Investigacin
.................................................................................
115
Poblacin
..............................................................................................
115
DERECHOS
RESERVAD
OS
-
VI
Tcnicas de Recoleccin de Datos
.....................................................................
116
Procedimientos de la Investigacin
.....................................................................
117
C A P T U L O I V
.............................................................................................
119
C A P T U L O V
..............................................................................................
129
DERECHOS
RESERVAD
OS
-
VII
INDICE DE TABLAS
Pg.
Tabla N1. Tipo de revestimientos de electrodos
...................................... 27
Tabla N2. Tipo de revestimientos de electrodos
...................................... 93
Tabla N3. Cuadro de Variables
..............................................................
109
DERECHOS
RESERVAD
OS
-
VIII
INDICE DE FIGURAS
Pg.
Figura N1. Componentes de Soldadura con electrodos revestido
............ 26
Figura N2. Smbolos de soldadura
............................................................ 28
Figura N3. Elementos de un smbolo de soldeo
........................................ 30
Figura N4. Smbolos suplementarios
........................................................ 31
Figura N5. Tipos de uniones bsicas (1)
................................................... 32
Figura N6. Tipos de uniones bsicas (2)
................................................... 33
Figura N7. Smbolos sin significado del lado
............................................. 34
Figura N8. Smbolos en relacin con la unin
........................................... 35
Figura N9. Smbolos del otro lado de la unin
.......................................... 35
Figura N10. Smbolos de soldadura en ambos lados
.................................. 36
Figura N11. Orientacin de los smbolos de soldadura
............................... 37
Figura N12. Flecha con quiebre
..................................................................
38
Figura N13. Smbolos de soldaduras combinadas
...................................... 39
Figura N14. Smbolos de soldaduras de flecha mltiple
............................. 39
Figura N15. Smbolos de soldaduras de secuencia de operaciones
........... 40
Figura N16. Smbolos de soldaduras de datos suplementarios
.................. 41
Figura N17. Smbolos de soldaduras en campo en todo alrededor
............ 42
Figura N18. Smbolos de soldaduras en partes ocultas
.............................. 43
Figura N19. Smbolos de cola de soldeo
..................................................... 45
DERECHOS
RESERVAD
OS
-
IX
Figura N20. Referencia en la cola del smbolo de soldeo
........................... 45
Figura N21. Smbolos de soldeo designados
tpicos................................... 46
Figura N22. Designacin de tipos especiales de soldadura
........................ 47
Figura N23. Omisin de la cola
...................................................................
47
Figura N24. Acabado de soldadura
.............................................................
49
Figura N25. Mtodo de acabado no especificado
....................................... 50
Figura N26. Tolerancia de la dimensin de la soldadura
............................ 52
Figura N27. Smbolos suplementarios
........................................................ 94
Figura N28. Elementos de una soldadura
................................................... 94
Figura N29. Smbolo de soldadura en el lado de la flecha
.......................... 95
Figura N30. Smbolo de soldadura en el otro lado de la flecha
................... 96
Figura N31. Smbolo de soldadura en ambos lado de la pieza
................... 96
Figura N32. Situacin centrada en la lnea de referencia
............................ 97
Figura N33. Combinacin de exmenes en soldaduras
.............................. 97
Figura N34. Smbolos de END y soldeo
...................................................... 98
Figura N35. Smbolos de soldadura suplementaria
.................................... 99
Figura N36. Smbolos de examen en campo
.............................................. 99
Figura N37. Smbolos de direccin de radiacin
....................................... 100
Figura N38. Especificaciones, cdigos y referencias
................................ 101
Figura N39. Longitud indicada
..................................................................
101
Figura N40. Situacin indicada
.................................................................
102
Figura N41. Examen parcial
......................................................................
103
Figura N42. Numero de exmenes
........................................................... 103
DERECHOS
RESERVAD
OS
-
X
Figura N43. Superficies planas
.................................................................
104
Figura N44. Examen radiogrfico
..............................................................
105
Figura N45. Examen externo por corrientes inducidas
.............................. 106
Figura N46. Examen de emisin acstica
................................................. 106
DERECHOS
RESERVAD
OS
-
XI
INDICE DEL MANUAL
Pg.
Que es Soldadura ?
..........................................................................................
133
Los electrodos
..............................................................................................
133
Clases de electrodos
...........................................................................................
134
Seleccin del electrodo adecuado
......................................................................
135
Problemas y defectos comunes en las soldaduras de arco
............................... 136
Identificacin de los electrodos
...........................................................................
136
Simbologa de la soldadura
.................................................................................
140
Smbolos bsicos de soldadura
..........................................................................
141
Smbolos suplementarios
....................................................................................
142
Significado de algunas notaciones
......................................................................
142
Posicin de la soldadura
.....................................................................................
146
Esquemas bsicos de la soldadura
.....................................................................
147
Procedimientos de soldadura
..............................................................................
148
Procesos de soldadura
.......................................................................................
153
Soldaduras heterogneas
...................................................................................
153
Soldaduras homogneas
....................................................................................
154
Tipos de soldaduras
............................................................................................
161
Simbolizacin segn la ANSI/AWS
.....................................................................
166
Pruebas no destructivas
......................................................................................
167
DERECHOS
RESERVAD
OS
-
XII
Mtodos de ensayos no destructivos ms comunes
........................................... 170
Partculas magnticas (Tcnica de inspeccin superficial)
................................. 170
Tintes Penetrantes (Tcnica de inspeccin superficial)
...................................... 178
Radiografa industrial (Tcnica de inspeccin volumtrica)
................................ 185
Ultrasonido industrial (Tcnica de inspeccin volumtrica)
................................. 196
Otros mtodos de inspeccin de soldadura no destructivos
............................... 208
DERECHOS
RESERVAD
OS
-
XIII
INDICE DE FIGURAS DEL MANUAL
Figura N1. Electrodos revestidos
............................................................
133
Figura N2. Interpretacin tipo de electrodo 1
.......................................... 139
Figura N3. Interpretacin tipo de electrodo 2
.......................................... 139
Figura N4. Especificaciones AWS
........................................................... 140
Figura N5. Smbolos bsicos de soldadura
............................................. 141
Figura N6. Smbolos suplementarios de soldadura
................................. 142
Figura N7. Elementos de un smbolo de
soldadura................................. 142
Figura N8. Ubicacin de la Flecha
.......................................................... 143
Figura N9. Tipos de soldadura para filetes
.............................................. 144
Figura N10. Quiebre en la Flecha
.............................................................
145
Figura N11. Uniones de filete
....................................................................
146
Figura N12. Uniones biseladas
.................................................................
146
Figura N13. Uniones de tuberas
..............................................................
147
Figura N14. Tipos de Unin
......................................................................
147
Figura N15. Tipos de soldadura
................................................................
148
Figura N16. Variaciones de bisel
..............................................................
148
Figura N17. Procedimiento de soldadura
.................................................. 149
Figura N18. Procedimiento de soldadura
.................................................. 150
Figura N19. Tipo de soldadura segn el procedimiento empleado
........... 155
Figura N20. Procedimiento antiguo de soldadura
..................................... 155
Figura N21. Soldadura por resistencia
...................................................... 156
DERECHOS
RESERVAD
OS
-
XIV
Figura N22. Soldadura por puntos
............................................................
157
Figura N23. Soldadura por
resaltes...........................................................
158
Figura N24. Soldadura por costura
........................................................... 158
Figura N25. Soldadura a tope
...................................................................
159
Figura N26. Soldadura con llama
..............................................................
160
Figura N27. Soldadura elctrica por arco estriba
...................................... 161
Figura N28. Soldadura a tope
...................................................................
161
Figura N29. Soldadura en ngulo
.............................................................
162
Figura N30. Soldadura en ngulo
.............................................................
163
Figura N31. Soldadura de tapn
...............................................................
163
Figura N32. Soldadura de recargue
.......................................................... 164
Figura N33. Soldadura por punto
..............................................................
165
Figura N34. Soldadura de costuras
........................................................... 166
Figura N35. Simbologa de soldadura
....................................................... 167
Figura N36. Prueba destructivas
...............................................................
169
Figura N37. Mtodo de las partculas magnticas
.................................... 171
Figura N38. Inspeccin mediante partculas magnticas
.......................... 173
Figura N39. Partculas magnticas en cuerpo de tubera
......................... 174
Figura N40. Tinte penetrante
....................................................................
179
Figura N41. Limpieza mediante aplicacin de lquido removedor
............. 181
Figura N42. Limpieza de lquido penetrante en la zona a
inspeccionar .... 181
Figura N43. Aplicacin del revelador
......................................................... 182
Figura N44. Interpretacin
.........................................................................
182
DERECHOS
RESERVAD
OS
-
XV
Figura N45. Exposicin
radiogrfica..........................................................
186
Figura N46. Radiografa industrial mvil
................................................... 187
Figura N47. Inspeccin radiogrfica
.......................................................... 189
Figura N48. Discontinuidad en la soldadura 1
........................................... 194
Figura N49. Discontinuidad en la soldadura 2
........................................... 195
Figura N50. Discontinuidad en la soldadura 3
........................................... 196
Figura N51. Inspeccin por ultrasonido
..................................................... 197
Figura N52. Equipo de inspeccin de soldadura
....................................... 199
Figura N53. Inspeccin con ultrasonido 1
................................................. 201
Figura N54. Inspeccin con ultrasonido 2
................................................. 202
Figura N55. Inspeccin de soldaduras
...................................................... 203
Figura N56. Medicin de espesores
.......................................................... 204
Figura N57. Barrido con ultrasonido
.......................................................... 204
Figura N58. Imagen obtenida con el equipo de arreglo de fases
.............. 205
Figura N59. Maletn de inspeccin de soldaduras
.................................... 209
Figura N60. Galga automtica
..................................................................
209
Figura N61. Inspeccionar refuerzo
............................................................
210
Figura N62. Inspeccionar altura
................................................................
210
Figura N63. Inspeccionar garganta
........................................................... 210
Figura N64. Juego de piezas para medir soldaduras tipo filete
................. 211
Figura N65. Inspeccionar la altura o pie de la soldadura
.......................... 211
Figura N66. Inspeccionar el tamao de la garganta
.................................. 212
Figura N67. Galga de brigde Cam
............................................................
212
DERECHOS
RESERVAD
OS
-
XVI
Figura N68. Sobremonta excesiva o tamao del cordn
........................... 212
Figura N69. Tamao de la garganta en soldadura tipo filete
..................... 213
Figura N70. Angulo de
preparacin...........................................................
213
Figura N71. Medidor de socavacin
.......................................................... 213
Figura N72. La socavacin en la soldadura
.............................................. 214
Figura N73. Galga ajustable para soldadura tipo
filete.............................. 214
Figura N74. Garganta de la soldadura
...................................................... 215
Figura N75. Medir soldaduras tipo filete
.................................................... 215
Figura N76. Galga Skew- T para soldaduras tipo filete
............................ 216
Figura N77. Medir el Angulo del miembro vertical
..................................... 216
Figura N78. Medir el tamao del lado agudo de la soldadura
................... 216
Figura N79. Medir el Angulo del tamao del lado obtuso de la
soldadura 217
Figura N80. Dimensin de la raz
..............................................................
217
Figura N81. Alineacin interna
..................................................................
218
Figura N82. Galga de soldadura HI-LI
....................................................... 218
Figura N83. Linealidad de los metales bases 1
......................................... 219
Figura N84. Linealidad de los metales bases 2
......................................... 219
Figura N85. La galga
.................................................................................
221
Figura N86. Tamao de la socavacin 1
................................................... 221
Figura N87. Tamao de la socavacin 2
................................................... 221
Figura N88. Porosidad lineal
.....................................................................
222
Figura N89. Comparacin de porosidad
.................................................... 222
Figura N90. Micrmetro
.............................................................................
223
DERECHOS
RESERVAD
OS
-
XVII
Figura N91. Herramientas de medicin
..................................................... 224
Figura N92. Regla metlica
.......................................................................
224
Figura N93. Espejo de inspeccin con imn
............................................. 225
Figura N94. Lupa
......................................................................................
225
DERECHOS
RESERVAD
OS
-
XVIII
UNIVERSIDAD RAFAEL URDANETA
VICERRECTORADO ACADEMICO DECANATO DE POSTGRADO E
INVESTIGACION
ESPECIALIDAD EN CONSTRUCCION DE OBRAS CIVILES
RESUMEN
MANUAL DE ENSAYOS NO DESTRUCTIVOS PARA EL CONTROL DE
CALIDAD DE SOLDADURAS
Autor: Ing. Elsi Snchez Tutor: Ing. Ernesto Velazquez
Fecha: Agosto 2011
La investigacin, tuvo la finalidad de proponer un Manual de los
ensayos no destructivos para el control de calidad en las
soldaduras. El desarrollo del manual estuvo sustentado en los
siguientes: Rodrguez C. (2006), Muoz E. (2006), lamo A. (2008), Das
J. (2006), ASME (American Society of mechanical engineers), ASTM
(American Society for Testing and Materials) y AWS (American
Welding society). La metodologa empleada segn el propsito es
descriptiva y se encuentra enmarcado dentro de la modalidad de un
proyecto factible. En cuanto al diseo, se considera no
experimental-transversal descriptivo. Por su parte, la poblacin
estuvo compuesta por las diferentes normas antes mencionadas y para
la recoleccin y anlisis de datos, se us la observacin documental.
De esta forma se presenta el manual, de modo de cubrir las
necesidades en cuanto al desconocimiento de las normas, criterios
de diseo, construccin y verificacin de soldaduras mediante la
aplicacin de los ensayos no destructivos, siendo los ms rpidos en
cuando a la obtencin de los resultados y al mismo tiempo confiables
y seguros.
Descriptores: Manual, Ensayos no destructivos, soldadura,
calidad. [email protected]
DERECHOS
RESERVAD
OS
-
1
C A P T U L O I
F U N D A M E N T A C I N
Planteamiento y Formulacin del Problema
La historia de la unin de metales se remonta a varios milenios,
con los
primeros ejemplos de soldadura desde la edad de bronce a la edad
de hierro en
Europa y el Oriente Medio. La soldadura fue usada en la
construccin del Pilar de
hierro de Delhi, en la India, erigido cerca del ao 310 y pesando
5.4 toneladas
mtricas. Segn el manual de soldadura: Principios, tcnicas y
equipos, Gil (2005,
p.26), define la soldadura como un proceso de fabricacin en
donde se realiza la
unin de dos materiales, generalmente metales o termoplsticos,
usualmente
logrado a travs de la coalescencia, en la cual las piezas son
soldadas fundiendo
ambas y agregando un material de relleno fundido (metal o
plstico), el cual tiene
un punto de fusin menor al de la pieza a soldar, para conseguir
un bao de
material fundido que, al enfriarse, se convierte en una unin
fija.
En ese mismo sentido, Gil (2005, p. 45), menciona que existe una
gran
diversidad de procedimientos y tipos de soldaduras los cuales
dependen del
material a soldar, entre los tipos se pueden distinguir la
soldadura heterognea,
siendo esta unin entre materiales de distinta naturaleza, con o
sin metal de
DERECHOS
RESERVAD
OS
-
2
aportacin o entre materiales iguales, pero con distinto metal de
aportacin. Y
tambin se tiene, la soldadura homognea siendo aquellas donde los
materiales
soldados y el metal de aportacin, si lo hay, son de la misma
naturaleza.
Es por ello, que algunos procedimientos han sido desarrollados
para
aplicaciones muy especficas, mientras otros permanecen flexibles
y cubren una
amplia gama de actividades de soldadura. Aunque la soldadura se
utiliza
bsicamente para unir metales similares e incluso disimilares, es
cada vez ms
utilizado para reparar y reconstruir componentes desgastados
deteriorados.
Por otra parte, los ensayos no destructivos se han practicado
por muchas
dcadas. Se tiene registro desde 1868 cuando se comenz a trabajar
con campos
magnticos. Segn lo sealado por Gil (2005, p.50), uno de los
mtodos ms
utilizados fue la deteccin de grietas superficiales en ruedas y
ejes de ferrocarril,
estos consistan en sumergir la pieza en aceite, y despus se
limpiaban y se
esparcan con un polvo; cuando una grieta estaba presente, el
aceite filtrado en la
discontinuidad, mojaba el polvo el cual se haba esparcido,
indicando que el
componente estaba daado. Esto condujo a formular nuevos aceites
los cuales
seran utilizados especficamente para realizar stas y otras
inspecciones, y esta
tcnica de inspeccin ahora se llama prueba por lquidos
penetrantes (PT).
Sin embargo, con el desarrollo de los procesos de produccin, la
deteccin
de discontinuidades ya no era suficiente, era necesario tambin
contar con
informacin cuantitativa sobre el tamao de la discontinuidad,
para utilizarla como
DERECHOS
RESERVAD
OS
-
3
fuente de informacin, con el fin de realizar clculos matemticos
y poder predecir
as la vida mecnica de un componente. Estas necesidades,
condujeron a la
aparicin de la Evaluacin No Destructiva (NDE) como nueva
disciplina. A raz de
esta revolucin tecnolgica se suscitaran en el campo de las PND
una serie de
acontecimientos que estableceran su condicin actual.
Siguiendo en este orden de ideas, en el ao de 1941 se funda la
Sociedad
Americana para Ensayos No Destructivos (ASNT por sus siglas en
ingls), la cual
es la sociedad tcnica ms grande en el mundo de pruebas no
destructivas. En
sntesis, esta sociedad es la promotora del intercambio de
informacin tcnica
sobre las PND, as como de materiales educativos y programas. Es
tambin
creadora de estndares y servicios para la Calificacin y
certificacin del personal
que realiza ensayos no destructivos, bajo el esquema
americano.
Tal y como se ha visto, los ensayos no destructivos (tambin
llamados
END, o en ingls NDT de no destructive testing), segn Gil (2005,
p. 89), son
cualquier tipo de prueba practicada a un material que no altere
de forma
permanente sus propiedades fsicas, qumicas, mecnicas o
dimensionales.
Significa entonces, que los ensayos no destructivos implican un
dao
imperceptible o nulo. As tambin, Gil (2005, p. 104), menciona
los diferentes
mtodos para los ensayos no destructivos, los cuales se basan en
la aplicacin
de fenmenos fsicos tales como ondas electromagnticas, lquidos
penetrantes,
acsticas, elsticas, emisin de partculas subatmicas, capilaridad,
absorcin y
DERECHOS
RESERVAD
OS
-
4
cualquier tipo de prueba, el cual no implique un dao
considerable a la muestra
examinada. Se identifican comnmente con las siglas: PND; y se
consideran
sinnimos a: Ensayos no destructivos (END), inspecciones no
destructivas y
exmenes no destructivos.
Hecha las consideraciones anteriores, se concluye que los
ensayos no
destructivos proveen datos menos exactos acerca del estado de la
variable a
medir en comparacin con los ensayos destructivos. Sin embargo,
suelen ser ms
econmicos para el propietario de la pieza a examinar, debido a
que no implican la
destruccin de la misma. En ocasiones los ensayos no destructivos
buscan
nicamente verificar la homogeneidad y continuidad del material
analizado, los
cuales se complementan con los datos provenientes de los ensayos
destructivos.
En referencia a los ensayos no destructivos, es importante
destacar su
clasificacin, debido a que se basan en la posicin en donde se
localizan las
discontinuidades, entre ellas se destacan las pruebas no
destructivas
superficiales, pruebas no destructivas volumtricas y pruebas no
destructivas de
hermeticidad. De acuerdo con lo expuesto, las pruebas no
destructivas
superficiales proporcionan informacin acerca de la sanidad
superficial de los
materiales inspeccionados, entre los mtodos utilizados para los
PND superficiales
se tiene la inspeccin visual (VT), lquidos penetrantes (PT),
partculas magnticas
(MT) y electromagnetismo (ET). En el caso de utilizar VT y PT se
tiene la limitante
para detectar nicamente discontinuidades superficiales (abiertas
a la superficie);
DERECHOS
RESERVAD
OS
-
5
y con MT y ET se tiene la posibilidad de detectar tanto
discontinuidades
superficiales como sub-superficiales (se encuentran debajo de la
superficie pero
muy cercanas a ella).
Dentro de este contexto, se tienen las pruebas no destructivas
volumtricas,
las cuales proporcionan informacin acerca de la sanidad interna
de los materiales
inspeccionados, entre los mtodos de PND volumtricos se destacan:
la
radiografa industrial (RT), ultrasonido industrial (UT) y la
emisin acstica (AE).
Ahora bien, este tipo de ensayos permite la deteccin de
discontinuidades internas
y sub-superficiales y bajo ciertas condiciones, la deteccin de
discontinuidades
superficiales.
En este mismo orden de ideas, se tienen las pruebas no
destructivas de
hermeticidad, las cuales proporcionan informacin del grado en
que pueden ser
contenidos los fluidos en recipientes, sin escaparse a la
atmsfera o queden fuera
de control. Dentro de los mtodos de PND de hermeticidad se
tienen las pruebas
de fuga (LT), pruebas por cambio de presin (neumtica o
hidrosttica), pruebas
de burbuja, pruebas por espectrmetro de masas, pruebas de fuga
con
rastreadores de halgeno.
En consecuencia, esta investigacin proporciona los conocimientos
de las
tcnicas, procedimientos, equipo y mano de obra necesaria para la
obtencin de
una buena calidad en la soldadura. Al mismo tiempo, permite
saber el ensayo no
DERECHOS
RESERVAD
OS
-
6
destructivo ms eficiente dependiendo del material, tipo de
soldadura, entre otras
consideraciones.
As pues, el estado de las soldadura ser conocido, sin alterar
sus
propiedades; resultando un buen control de calidad rpido y
econmico. Desde
esta perspectiva, las exigencias de la calidad en los procesos
de unin por
soldadura requieren de la aplicacin de normas de gestin, pues la
calidad debe
estar intrnsecamente ligada a todo el proceso de obtencin del
producto. Es por
ello, se propone un manual en donde el usuario cuente con la
informacin bsica
y tcnica de soldaduras, sin tener que recurrir a bibliografas,
informacin
altamente especializada, costosa y de difcil adquisicin.
Formulacin del problema
Por consiguiente de lo anteriormente expuesto, surge la
siguiente: Cmo
estara estructurado un manual para el control de calidad de las
soldaduras,
mediante el uso de los ensayos no destructivos?
Objetivos de la investigacin
Objetivo general
Proponer un manual que contenga los ensayos no destructivos para
el
control de calidad de las soldaduras, determinando sus
propiedades y condiciones
sin afectar su uso.
DERECHOS
RESERVAD
OS
-
7
Objetivos especficos
Identificar los distintos tipos de soldaduras que pueden
realizarse segn su
uso y aplicacin.
Describir las diferentes discontinuidades que se pueden
presentar en las
soldaduras
Determinar los diferentes ensayos no destructivos que pueden
ser
aplicados a las soldaduras
Estudiar los ensayos no destructivos ms comunes y estndares
entre
ellos: partculas magnticas, lquidos penetrantes, ultrasonido y
rayos X, los cuales
permiten conocer las caractersticas fsicas e internas del
material, sin alterar su
condicin.
Realizar un manual de los diferentes ensayos no destructivos,
cuya
herramienta pueda ser utilizada para la ejecucin y control de
calidad en los
procesos de unin de materiales.
Justificacin de la investigacin
La calidad en las soldaduras es de gran importancia, puesto a
que existen
muchas construcciones donde la soldadura es parte esencial y
fundamental, entre
ellas se pueden mencionar: aviones, buques, trenes, plantas
generadoras de
DERECHOS
RESERVAD
OS
-
8
energa (trmica, hidroelctrica y nuclear), complejos petroqumicos
y
transformadores de energa, puentes, estructuras metlicas,
conducciones y
transporte de gases y lquidos, entre otros. Cada uno de estos
elementos debe
tener un buen control de calidad, debido a la gran
responsabilidad del constructor
o persona encargada de la inspeccin de la obra si no se cumple
con las tcnicas
y procedimientos. Es por ello, que se plante la realizacin de
dicho manual donde
se destacan los diferentes ensayos no destructivos, los cuales
pueden ser
aplicados para verificar la calidad en las soldaduras y permitan
conocer si existen
discontinuidades y como juzgar en cuanto a la aceptacin de las
mismas.
En este sentido, facilita al inspector o persona encargada de la
obra, una
herramienta, puesto que proporciona el conocimiento y habilidad
necesaria para
conocer de una forma efectiva y segura el estado de la
soldadura, mediante el uso
de los ensayos no destructivo. De esta manera se asegura el uso
adecuado de
las normas en cuanto al control de calidad de soldaduras en las
obras.
As mismo, el uso de las metodologas y tcnicas especficas de
recoleccin
de informacin del presente estudio, sirve de gua y orientacin a
otros
investigadores que deseen realizar estudios de problemas
similares y aplicaciones
posteriores, lo cual se pudiese considerar un aporte
significativo en el campo de la
construccin de las soldaduras.
En este mismo sentido, la presente investigacin es de gran
aporte a la
sociedad, debido a que es til para cualquier usuario y empresa,
permitindole
DERECHOS
RESERVAD
OS
-
9
obtener los conocimientos bsicos y tcnicos de cmo obtener
soldaduras de
buena calidad, y al inspeccionar reconocer si est bien
construida y cules son
las correcciones necesarias en caso de tener dificultad. Adems,
de ampliar los
conocimientos, contribuye a la realizacin de construcciones
mucho ms
resistentes, duraderas y el uso de diseos ms conservadores esto
a su vez
mejora el confort, tranquilidad y seguridad de la sociedad.
Por otro lado, en su dimensin terica, la investigacin permite
profundizar
en los constructos tericos en referencia a los controles de
calidad de las
soldaduras, tipos de soldaduras, procedimientos y tcnicas de
construccin. As
mismo, permite conocer los ensayos no destructivos, su
aplicacin, anlisis de los
resultados obtenidos y medidas necesarias dependiendo del estado
en que
encuentre la muestra examinada.
Delimitacin de la investigacin
El proyecto de investigacin se enmarca en la construccin de
obras civiles,
especficamente en el rea de edificaciones, dentro de las lneas
de investigacin
se considera la inspeccin de obras. La propuesta de dicho
manual, tiene por
objetivo conocer y analizar los ensayos no destructivos que
pueden aplicarse a las
soldaduras, especficamente los ensayos de ultrasonido, tintes
penetrantes,
radiografas y partculas magnticas, los cuales permite detectar
discontinuidades
superficiales e internas, proporcionando una gua de orientacin
para establecer
criterios de aceptacin y rechazo y a su vez se asegura la
calidad en las obras,
DERECHOS
RESERVAD
OS
-
10
sustentado en el estudio de Infanzn (2002), Gil (2005) y Rosero
(2010). El
siguiente proyecto se realiz en el periodo de (12) meses,
comprendido desde
agosto de 2010 hasta agosto de 2011, en la ciudad de Maracaibo,
estado Zulia.
DERECHOS
RESERVAD
OS
-
11
C A P T U L O I I
M A R C O T E R I C O
Antecedentes de la investigacin
En el presente capitulo se presentan los antecedentes y
fundamentos
tericos relacionados con el tema de control de calidad de las
soldaduras
mediante los ensayos no destructivos. A continuacin se mencionan
una serie de
trabajos los cuales sirven se sustent a la presente
investigacin:
Inicialmente, se consult Infanzn (2002), quien realiz una
investigacin
titulada Calidad en las soldaduras la cual fue publicada en la
tercera (3ra.)
jornada de divulgacin e innovacin tecnolgica por medio de la
asociacin
Uruguaya de ensayos no destructivos. El objetivo principal de
dicha investigacin
es dar a conocer los fundamentos bsicos sobre la funcin,
procedimientos,
tcnicas, criterios de aceptacin y rechazo de soldaduras para
garantizar que
cumpla con los requisitos correspondientes a los cdigos y
normativas de las
estructuras soldadas y a su vez garantizar la economa y la
seguridad en las
obras.
Adems esta investigacin muestra cada uno de los defectos que
pueden
presentarse en las soldaduras entre ellos se tienen: sobremonta
excesiva,
DERECHOS
RESERVAD
OS
-
12
salpicaduras, apertura de arco, concavidad, desalineacin, falta
de fusin, falta de
penetracin, penetracin excesiva, socavaduras, fisuras,
porosidad, escorias,
entre otros. Para controlar dichas discontinuidades, Infanzn
estudia los ensayos
no destructivos, entre ellos el ensayo visual, radiografas,
lquidos penetrantes,
ultrasonidos, corrientes inducidas y ensayo de prdidas o
fugas.
Algunas de las normas y cdigos en los cuales se sustent la
investigacin
fueron: American Society of mechanical engineers (ASME) y
American Welding
society (AWS). Como resultado, se puede inferir que para obtener
soldaduras de
buena calidad se debe realizar un buen proyecto, usar el
procedimiento de
soldadura adecuado, mano de obra, materiales y equipos
especializados; control
contino durante la obra y realizar los controles respectivos y
adecuados. Este
trabajo es de gran importancia para la investigacin, sirviendo
de fuente en lo
referente a los conocimientos bsicos sobre soldaduras, los
controles de calidad,
lo procedimientos de soldadura, as como tambin, reconocer los
distintos tipos de
fallas o discontinuidades los cuales pueden presentarse en una
soldadura.
Por otro lado, Innovacin y Tecnologa (AIME), (2005), realiz
una
investigacin titulada Control de calidad de puntos de soldaduras
mediante la
inspeccin por ultrasonidos. El objetivo principal de esta
investigacin, fue
implantar un sistema de gestin de calidad de las soldaduras
mediante la
utilizacin de ultrasonido y de esta forma garantizar el bajo
costo en tiempo y
materiales.
DERECHOS
RESERVAD
OS
-
13
Vale la pena mencionar, que el ensayo de ultrasonido ha ganado
un
espacio importante entre las tcnicas utilizadas para analizar
una pieza o material,
sin modificar las condiciones de uso o aptitud de servicio de
las mismas. As pues,
el mtodo consiste en generar y emitir ondas muy bien definidas,
para luego
captarlas apoyndose en las leyes de reflexin al encontrar en su
trayectoria un
cambio en las propiedades fsicas del medio en el cual se
propagan. Al ser
captadas, son analizadas segn el objetivo del equipamiento y con
la
determinacin del tiempo transcurrido desde su emisin hasta su
recepcin, puede
conocerse la distancia recorrida, al ser la velocidad
previamente establecida.
Entre las conclusiones ms resaltantes se destaca, que el
ultrasonido a
travs de un haz snico de alta frecuencia en el material a
analizar, permite
detectar discontinuidades internas y superficiales. Es decir, el
sonido recorre el
material es reflejado por las interfaces y es detectado y
analizado para determinar
la presencia y localizacin de discontinuidades. As pues, la
inspeccin por
ultrasonido se considera un procedimiento de inspeccin no
destructivo de tipo
mecnico, y su funcionamiento se basa en la impedancia acstica,
lo cual lo hace
rpido y eficiente.
Este trabajo representa un gran aporte a la investigacin debido
a que
permite conocer las ventajas y desventajas de dicho ensayo;
entre las ventajas se
tienen: ahorro en tiempo y materiales. A diferencia de los
ensayos destructivos, se
logra obtener informacin interna del punto de soldadura, ahorro
de los costes
DERECHOS
RESERVAD
OS
-
14
derivados de la no calidad del producto y ahorro de tiempo en la
programacin de
parmetros.
Por otra parte, la empresa REVINCA, C.A (2005), realiza un
manual
titulado Procedimientos de soldaduras, donde se describe de
manera secuencial
las diferentes normas y recomendaciones, para la elaboracin de
los
procedimientos para soldadura. En este sentido, el propsito de
dicho manual fue
agrupar toda la informacin correspondiente a los procesos de
soldadura en
tuberas de polietileno de alta densidad (PEAD), los cuales no
tenan un
procedimiento estipulado, en referencia a las normas, cdigos o
estndares. Al
contar con dicho manual las personas dentro de este campo de
trabajo, cuentan
con las herramientas y conocimientos necesarios para llevar a
cabo uniones
trmicas de tuberas y accesorios con resultados exitosos.
Algunos de los libros y referencias consultadas para el sustento
de dicha
investigacin fueron: Borealis A/S. Soldadura de tuberas de
polietileno de gran
dimetro, norma ASTM D 3261-93 Butt heat fusion polyethylene (PE)
plastic
fitting, norma ASTM D 2657-90 Practice for heat-joining
polyolefin pipe and
fittings y la norma ASTM f 1055-95 Electofusion.
De acuerdo a la informacin obtenida, es importante mencionar que
la
empresa REVINCA, C.A utiliza los sistemas ms sencillos y ms
comprobados
desde muchos aos; estos estn identificados por soldadura por
Termofusin
(Tope, Encaje, Solape), Aporte de Material y Electrofusin
(Encaje y Solape). Por
DERECHOS
RESERVAD
OS
-
15
lo tanto, sirven de gran aporte a esta investigacin, permitiendo
conocer la tcnica
de soldadura a utilizar, los materiales y equipos; as como
tambin el
procedimiento exacto para las soldaduras en tuberas.
En el mismo orden de ideas, Laga Solutions S.L. (2006), escribe
un artculo
tcnico titulado Llega la era digital para los ensayos no
destructivos, cuyo
objetivo principal de esta publicacin es dar a conocer las
nuevas tecnologas de
equipos para el control de calidad mediante ensayos no
destructivos. De este
modo, Laga Solutions, presenta dos (02) tipos de ensayos: los
ensayos
destructivos como el propio nombre lo indica, se destruye la
muestra utilizada, por
ejemplo, probetas obtenidas de la zona de soldadura o una pieza
concreta para
comprobar el comportamiento de una soldadura; entre estos tipos
de ensayos se
incluye la resistencia a la traccin, al plegado, a la flexin, a
la torsin, resistencia
a diferentes temperaturas, estudios metalogrficos, entre
otros.
Por otro lado, presenta los ensayos no destructivos en donde no
se
deteriora la pieza o conjunto fabricado, entre estos ensayos se
definen las
corrientes inducidas, inspeccin visual, medicin de espesores,
partculas
magnticas, radiografa, termografa, ultrasonidos, entre otros.
Por consiguiente,
esta investigacin resulta muy importante, debido a que ofrece
ciertas ventajas,
entre ellas: la obtencin de informacin digital, inmediata y
mvil. Adems, permite
conocer los equipos e instalaciones modernas y actualizadas; con
las ventajas, en
cuanto a precisin, plazo y coste. Considerndose un nuevo enfoque
para el
DERECHOS
RESERVAD
OS
-
16
control de calidad en el campo de los ensayos no destructivos,
los cuales permiten
conocer los ensayos de inspeccin visual digitalizada, radiografa
digital, servicios
de inspeccin digitales, ultrasonidos, entre otros.
De acuerdo a la informacin obtenida, se concluye que Laga
Solutions S.L.
incorpora estas nuevas tecnologas, derivadas de la
nanotecnologa, las
tecnologas de la informacin y las aplicaciones de
microelectrnica. Este en
conjunto de su personal tcnico, ofrecen un nuevo servicio para
optimizar sus
procesos y productos, mejorando su productividad. Entre los
ensayos no
destructivos utilizados por dicha empresa se tienen las
radiografas y ultrasonidos
digitales; estos disponen de un registro digital de la propia
inspeccin con todas
sus ventajas; adems, en el caso de la radiografa digital, se
necesita menos
tiempo de exposicin, no se requiere revelado y se consigue un
gran ahorro de
tiempo. De este artculo se extraer informacin innovadora
referente a los
ensayos no destructivos los cuales no ocasionan ningn dao a la
muestra y
revolucionan dentro del sector de la calidad de las
soldaduras.
Dentro de este marco de referencia, Rosero (2010) publica un
artculo,
titulado: Ensayos no destructivos para soldaduras, el objetivo
principal de esta
investigacin es dar a conocer los diferentes tipos de ensayos no
destructivos
aplicados a la soldadura, sus importancia, herramientas de uso,
ventajas
y desventajas; y todas las caractersticas principales para un
buen control de la
calidad.
DERECHOS
RESERVAD
OS
-
17
Entre los objetivos especficos de esta investigacin se sealan:
dar a
conocer el fundamento por el cual los ensayos no destructivos
aportan informacin
sobre el estado de una soldadura, distinguir los distintos
defectos detectables
mediante ensayos no destructivos, aprender a identificarlos en
las mismas y
conocer los principios fundamentales con los que se valora la
calidad de la
soldadura a partir los ensayos no destructivos.
Algunas de las referencias que fueron consultadas para el
sustento de esta
investigacin fueron la Asociacin Uruguaya de ensayos no
destructivos, ensayos
no destructivos LHQO, Observatorio tecnolgico de soldadura,
Asociacin de
profesionales de ensayos no destructivos de la Repblica
Argentina y documento
sobre ensayos no destructivos (Inspeccin de soldaduras por
radiografa).
En tal sentido, este artculo resulta de gran importancia en la
realizacin del
presente estudio, debido a que contempla todo lo referente a
ensayos no
destructivos, tales como ondas electromagnticas, acsticas,
elsticas, emisin de
partculas subatmicas, capilaridad, absorcin y cualquier tipo de
prueba los
cuales no implique un dao considerable a la pieza evaluada.
Como resultado de esta investigacin, se concluye que los ensayos
nos
destructivos son muy valiosos, los cuales permiten conocer con
anterioridad su
condicin y propiedades antes de fallar y conocer los posibles
defectos e
imperfecciones presentes. Adems, estos ensayos permiten realizar
las pruebas
sin deteriorar ni maltratar la pieza y arrojando una excelente
informacin de su
DERECHOS
RESERVAD
OS
-
18
estado. Es por ello, que los ensayos no destructivos son pruebas
muy practicadas
dentro de las soldaduras, permitiendo evaluar de manera muy
precisa los
acabados superficiales y sub-superficiales y encontrar los
defectos en el
procedimiento.
De acuerdo a los trabajos previamente citados se puede concluir
que
Infanzn se refiere ms a los conocimientos bsicos de soldaduras y
asegura la
calidad en las soldaduras, mientras otros autores como Rosero y
REVINCA
presentan un trabajo ms explcito y minucioso de los
procedimientos de
soldaduras. Laga Solutions y AIMEN se concentran en las
tecnologas de los
ensayos no destructivos en las soldaduras.
Atendiendo a todo esto, se concluye que cada uno de los autores
tiene
relacin en cuanto al control de la calidad en las soldaduras
mediante los ensayos
no destructivos y se basan en las principales normas como los
son el ASME,
ASTM, API y AWS, entre otros y por consiguiente tienen estrecha
semejanza con
este trabajo de investigacin y fueron utilizadas para el
sustento de la misma.
Bases Tericas de la Investigacin
Soldaduras
Segn el manual de uniones por soldadura (2000, p. 29), se
llama
soldadura a la unin de dos piezas metlicas de igual o parecida
composicin, de
forma que la unin quede rgida y estanca. Esto se consigue bien
por el efecto de
DERECHOS
RESERVAD
OS
-
19
fusin que proporciona la aportacin de calor, bien por la
aportacin de otro metal
de enlace o por la combinacin de amos efectos. As tambin es
definido por
Rodrguez Pedro (2001, p. 5), como la unin mecnicamente
resistente de dos o
ms piezas metlicas diferente. Tambin, es definido por Hernndez
Germn en
el manual para soldador (2005, p. 7), como el proceso de unin
por el que se
establece la continuidad entre las partes a unir con o sin
calentamiento, con o sin
aplicacin de presin y con o sin aportacin de material.
Luego de conocer las definiciones por los autores antes
mencionados, se
considera la soldadura como un proceso de fabricacin en donde se
realiza la
unin de dos materiales, usualmente logrado a travs de la fusin
en la cual las
piezas son soldadas derritiendo ambas y agregando un material de
relleno
derretido. A veces la presin es usada conjuntamente con el
calor, o por s misma,
para producir la soldadura.
Tipos de Soldaduras
Segn el manual Procedimientos de las soldaduras realizado por
Cristbal
de Monroy en el departamento de tecnologa, 2004, p. 11) se
pueden distinguir
los siguientes tipos de soldaduras:
-Soldadura heterognea: se efecta entre materiales de distinta
naturaleza,
con o sin metal de aportacin: o entre materiales iguales, pero
con distinto material
de aportacin, puede ser blanda o fuerte.
DERECHOS
RESERVAD
OS
-
20
-Soldadura blanda
En referencia al manual Procedimientos de las soldaduras, 2004,
p. 15,
esta soldadura se realiza a temperaturas por debajo de los 400C.
El material
metlico de aportacin ms empleado es una aleacin de estao y
plomo, que
funde a 230C aproximadamente.
Procedimiento
Lo primero que debe hacerse es limpiar la superficie, tanto
metlica como
desde el punto de vista qumica, es decir, desengrasarlas,
desoxidarlas y
posteriormente recubrirlas con una capa de material fundente que
evita la
posterior oxidacin y facilite el mojado de las mismas. A
continuacin se calientan
las superficies con un soldador, y cuando alcance la temperatura
de fusin del
metal de aportacin, se aplica ste, el metal corre libremente,
moja las superficies
y endurece cuando se enfra. El estao se une con los metales de
las superficies
que se van a soldar. Comnmente se estaan, por el procedimiento
ante indicado,
ambas caras de las piezas que se van a unir y posteriormente se
calientan
simultneamente, quedando as unidas.
En muchas ocasiones, el material de aportacin se presenta en
forma de
hilo enrollado en su carrete. En este caso, el interior del hilo
es hueco y va relleno
con la resma oxidante, lo que hace innecesario recubrir la
superficie. Tiene
multitud de aplicaciones, entre las que se destacan:
DERECHOS
RESERVAD
OS
-
21
- Electrnica. Para soldar componentes en placas de circuitos
impresos.
- Soldadura de plomo. Se usan en fontaneras para unir
tuberas
de plomo o tapar grietas existentes entre ellas.
- Soldadura de chapas de hojalata.
Aunque la soldadura blanda es muy fcil de realizar, presenta
el
inconveniente de su resistencia mecnica es menor que la de los
metales
soldados; adems, da lugar a fenmenos de corrosin.
Soldadura Fuerte
Tambin se llama dura o amarilla. Es similar a la blanda, pero se
alcanzan
temperaturas de hasta 800 C. Como metal de aportacin se suelen
usar
aleaciones de plata y estao, o de cobre y cinc. Como material
fundente para
cubrir las superficies, desoxidndolas, se emplea el brax un
soplete de gas
aporta el calor necesario para la unin. La soldadura se efecta
generalmente a
tope, pero tambin se suelda a tope y en ngulo. Este tipo de
soldadura se lleva a
cabo cuando se exige una resistencia considerable en la unin de
dos piezas
metlicas, o bien se trata de obtener unin que hayan de resistir
esfuerzos muy
elevados o temperaturas excesivas. Se admite que, por lo
general, una soladura
fuerte es ms resistente que el mismo metal que une.
-Soldadura homognea
DERECHOS
RESERVAD
OS
-
22
De acuerdo al manual Procedimientos de las soldaduras, 2004, p.
17, este
tipo de soldadura se refiere a aquellos materiales que se
sueldan y el metal de
aportacin, si lo hay, son de la misma naturaleza. Puede ser
oxiacetilnica,
elctrica (por arco voltaico o por resistencia), entre otros. Si
no hay metal de
aportacin, las soldaduras homogneas se denominan autgenas. En
este
sentido, se entiende por soldadura autgena aquella que se
realiza sin metal de
aportacin, de manera que se unen cuerpos de igual naturaleza por
medio de la
fusin de los mismo, as al enfriarse, forman un todo nico.
Soldadura por presin
La soldadura en frio es un tipo de soldadura donde la unin entre
los
metales se produce sin aportacin de calor. Puede resultar muy
til en
aplicaciones en las que sea fundamental no sin aportacin de
calor. Puede
resultar muy til en aplicaciones en las que sea fundamental no
alterar la
estructura o las propiedades de los materiales que se unen. Se
puede realizar de
las siguientes maneras:
-Por presin en frio o en caliente. Consiste en limpiar
concienzudamente las
superficies que hay que unir, y tras ponerlas en contacto,
aplicar una presin
sobre ellas hasta que se produzca la unin.
DERECHOS
RESERVAD
OS
-
23
-Por friccin. Se hace girar el extremo de una de las piezas,
despus, se
pone en contacto con la otra. El calor producido por la friccin
de ambas piezas
por deformacin plstica.
En este mismo sentido, se consult el manual de uniones por
soldadura
(2000, p.29), donde existen cerca de cuarenta sistemas de
soldar, pero el ms
importante para estructuras metlicas es el sistema de soldadura
por fusin. As
pues, en las soldaduras por fusin el calor proporcionado funde
los extremos de
las piezas y al solidificar se produce la unin. Existen
diferentes tipos de
soldaduras por fusin, pero los ms utilizados son dos:
- Soldaduras autgena
- Soldadura por arco elctrico, que es la que se utiliza en
estructuras metlicas.
- Soldadura autgena
En la soldadura autgena el calor lo proporciona una llama
producida por la
combustin de una mezcla de acetileno y oxgeno, en la proporcin
1:1, que se
hace arder a la salida de una boquilla. La temperatura alcanzada
en la llama es de
unos 1300 C. el calor producido funde los extremos a unir, con
lo que se obtiene,
despus de la solidificacin, un enlace homogneo.
Aunque este tipo de soldadura todava se utiliza en los talleres
mecnicos,
no es correcta su utilizacin en uniones sometidas a esfuerzo, ya
que por efecto
DERECHOS
RESERVAD
OS
-
24
de la temperatura se provocan unas tensiones residuales muy
elevadas, siendo
en general ms lenta y cara en comparacin a la soldadura por
arco. De todas
formas, cuando el soplete oxiacetilnico se utiliza en la
soldadura de piezas, se le
suele completar con un alambre de material de aportacin el cual
se funde al
mismo tiempo que los bordes de las piezas, formando un conjunto
de cordn de
soldadura. El tamao de la boquilla del soplete es
aproximadamente igual que el
espesor de las chapas a unir.
Soldadura por arco elctrico
La soldadura por arco se basa en que si a dos conductores en
contacto se
les somete a una diferencia de potencial, se establece entre
ambos una corriente.
Si posteriormente se les separa, provoca una chispa, cuyo efecto
es ionizar el gas
o el aire que la rodea, permitiendo as el paso de la corriente,
a pesar de no estar
los conductores en contacto. Con esto se crea entre ellos un
arco elctrico por
transformacin de la energa elctrica en energa luminosa y
calorfica. El calor
provocado por el arco no solo es intenso, tambin est muy
localizado y resulta
ideal para la operacin de soldar. Las temperaturas alcanzadas
son de orden de
3500C.
As pues, en el circuito elctrico formado por los electrodos y el
arco, la
intensidad de corriente depende de la tensin y de la resistencia
del circuito. Si los
electrodos se acercan o se separan variara la resistencia y la
intensidad y, por lo
tanto, la energa se transformara en calor, con lo que la
soldadura no ser
DERECHOS
RESERVAD
OS
-
25
uniforme. Desde el punto de vista prctico quiere decir que para
obtener
soldaduras uniforme es imprescindible mantener constante la
separacin de los
electrodos durante el proceso de soldeo.
En este mismo orden de ideas, los procedimientos de soldadura en
arco se
pueden agrupar en tres:
- Con electrodos de carbono
- Con electrodos de tungsteno en atmosfera de hidrogeno
(soldadura de hidrogeno atmico)
- Soldadura con electrodos metlico
Soldadura con electrones de carbono
Estas no se utilizan en la estructura metlica. El arco salta
entre un
electrodo de carbn y la pieza a soldar. Se complementa con metal
de aportacin.
Soldadura con electrodos de tungsteno
El arco salta entre dos electrodos de tungsteno en atmosfera de
hidrogeno.
El calor del arco disocia las molculas de hidrogeno, que vuelven
a soldarse al
contacto con las piezas a soldar, desprendiendo una gran
cantidad de calor. Este
calor funde las piezas y permite que se efectu la soldadura en
ausencia del
oxgeno y el nitrgeno del aire.
DERECHOS
RESERVAD
OS
-
26
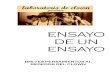
Soldadura con electrodos metlico revestido
Es el procedimiento de unin normalmente utilizado en la
construccin
metlica, pudiendo afirmarse sin titubeos que el gran desarrollo
de la construccin
metlica actual se debe en gran parte a este sistema. La unin se
consigue al
provocar un arco elctrico entre las piezas a unir y un electrodo
el cual sirve de
material de aportacin. El operario establece un contacto inicial
entre el electrodo
y la pieza a soldar, con lo cual se inicia un flujo de
corriente. A continuacin se
retira ligeramente el electrodo y se establece un arco, se funde
el electrodo y los
bordes de la pieza a unir, formndose el cordn de soldadura, en
la figura n1, se
puede observar los componentes de este tipo de unin:
Figura N1. Componentes de Soldadura con electrodos revestido
Fuente: Manual del soldador (2008).
DERECHOS
RESERVAD
OS
-
27
Tipos principales de electrodos
En la tabla N 1 se puede observar el efecto protector de cada
tipo de
electrodo. En ella se indica el porcentaje aproximado de
nitrgeno absorbido por la
soldadura y el volumen de hidrogeno por 100 gramos de metal
depositado. As
mismo puede observarse que el revestimiento bsico es el que
proporciona la
mejor proteccin y por lo tanto dar soldaduras de mayor calidad
en
contraposicin, el electrodo bsico es el ms difcil de fundir.
Tabla N1. Tipo de revestimientos de electrodos
Fuente: Manual del soldador (2008)
En la tabla N 1 se puede observar el efecto protector de cada
tipo de
electrodo. En ella se indica el porcentaje aproximado de
nitrgeno absorbido por la
soldadura y el volumen de hidrogeno por 100 gramos de metal
depositado. As
mismo puede observarse que el revestimiento bsico proporciona la
mejor
proteccin y por lo tanto dar soldaduras de mayor calidad en
contraposicin, el
electrodo bsico es el ms difcil de fundir. Los dimetros ms
normales de
DERECHOS
RESERVAD
OS
-
28
electrodos son, en milmetros 2, 2.5, 3.25, 4,5, 6.3, 8, 10 y 12.
La eleccin del
dimetro del electrodo depende del espesor del cordn de soladura
que requiere
depositar, siendo la intensidad de corriente necesaria funcin de
este dimetro.
Smbolos Bsicos
Distincin entre smbolo de soldadura y smbolo de soldeo.
La norma AWS A2.4 hace distincin entre los smbolos de soldadura
y
smbolo de soldeo. El smbolo de soldadura indica el tipo de
soldadura y cuando
se utilice forma parte del smbolo de soldeo.
Smbolos de soldadura
Los smbolos de soldadura sern como los indicados en la figura
que se
muestra a continuacin. Los smbolos se representaran sobre la
lnea de
referencia (Indicada a trazos con fines ilustrativos).
Figura N2. Smbolos de soldadura
Fuente: Norma AWS A2 (2008)
DERECHOS
RESERVAD
OS
-
29
Continuacin Figura N2
Norma AWS A2, Pg. 2
Smbolos de soldeo
Segn la norma AWS A2.4, el smbolo de soldeo est constituido por
varios
elementos. La lnea de referencia y la flecha son los nicos
elementos adicionales
para facilitar informacin de soldeo especfica. Alternativamente,
la informacin de
soldeo puede ser facilitada por otros medios tales como notas o
detalles en
planos, especificaciones, normas, cdigos u otros planos que
eliminen la
necesidad de incluir los elementos correspondientes en el smbolo
de soldeo.
Cuando se utilicen, estarn en posiciones especficas del smbolo
de soldeo como
se muestra en la figura a continuacin. Los requisitos
obligatorios relacionados
con cada elemento en un smbolo de soldeo se refieren a la
situacin del elemento
DERECHOS
RESERVAD
OS
-
30
y no deben interpretarse como la necesidad de incluir el
elemento en cada smbolo
de soldeo.
Figura N3. Elementos de un smbolo de soldeo
Fuente: Norma AWS A2 (2008)
DERECHOS
RESERVAD
OS
-
31
Smbolos suplementarios que se utilicen conjuntamente con los
smbolos de
soldeo se indicaran como se muestra en la figura a
continuacin:
Figura N4. Smbolos suplementarios
Fuente: Norma AWS A2 (2008)
Situacin del smbolo de soldeo
La flecha del smbolo de soldeo sealara a una lnea del plano que
indique
de forma equivoca la unin en cuestin. Se recomienda que la
flecha seale a una
lnea continua (lnea del objeto, lnea visible); sin embargo, la
flecha puede sealar
a una lnea discontinua (Lnea invisible o escondida).
Ilustraciones
Los ejemplos que se exponen, incluyendo dimensiones, son
nicamente
ilustrativos y su intencin es demostrar la aplicacin adecuada de
los principios.
No pretenden representar prcticas de diseo, o reemplazar los
requisitos de los
cdigos o de las especificaciones.
DERECHOS
RESERVAD
OS
-
32
Tipos bsicos de uniones
Segn la norma AWS A2, los tipos de uniones en las soldaduras son
las
siguientes:
Figura N5. Tipos de uniones bsicas (1)
Fuente: Norma AWS A2 (2008)
Consideraciones bsicas en las soldaduras
Significado de la posicin de la fecha
DERECHOS
RESERVAD
OS
-
33
La informacin aplicable al lado de la flecha de una unin se
situara por
debajo de la lnea de referencia. La informacin aplicable al otro
lado de una unin
se situara por encima de la lnea de referencia.
Figura N6. Tipos de uniones bsicas (2)
Fuente: Norma AWS A2 (2008)
Smbolos de soldadura para ngulo Chafln y Borde
Para estos smbolos, la flecha conectara la lnea de referencia
del smbolo
de soldeo con un lado de la unin, considerndose este lado como
el lado de la
flecha de la unin. El lado opuesto al lado de la flecha de la
unin ser
considerado como el otro lado de la unin.
DERECHOS
RESERVAD
OS
-
34
Smbolos de soldadura para tapn, ojal, punto, proyeccin y
costura
Para estos smbolos la flecha conectara la lnea de referencia del
smbolo
de soldeo con la superficie exterior de una de las piezas de la
unin en la lnea
central de una soldadura deseada. La pieza hacia la cual la
flecha seale se
considerara la pieza del lado de la flecha. La otra pieza de la
unin ser
considerada como la pieza del otro lado.
Smbolos sin significado del lado autgrafos
En algunos smbolos de soldadura no tiene significado el lado de
la flecha ni
el otro lado, aunque smbolos suplementarios utilizados
conjuntamente con ellos
puedan tener dichos significados.
Figura N7. Smbolos sin significado del lado
Fuente: Norma AWS A2 (2008)
DERECHOS
RESERVAD
OS
-
35
Posicin de la soldadura en relacin con la unin
Lado de la flecha. Las soldaduras en el lado de la flecha de la
unin se
especificaran situando el smbolo de soldadura por debajo de la
lnea de
referencia.
Figura N8. Smbolos en relacin con la unin
Fuente: Norma AWS A2 (2008)
Otro lado. La soldadura en el otro lado de la unin se
especificara situando
el smbolo de soldadura por encima de la lnea de referencia.
Figura N9. Smbolos del otro lado de la unin
Fuente: Norma AWS A2 (2008)
DERECHOS
RESERVAD
OS
-
36
Ambos lados. La soldadura por ambos lados de la unin se
especificaran
situando los smbolos de soldadura tanto por debajo como por
encima de la lnea
de referencia y directamente opuestos el uno al otro. Las
soldaduras en ngulo
escalonado son excepciones.
Figura N10. Smbolos de soldadura en ambos lados
Fuente: Norma AWS A2 (2008)
Orientacin de los smbolos de soldadura especficos
DERECHOS
RESERVAD
OS
-
37
Los smbolos de soldadura en ngulo, soldadura con chafln en
bisel, en j y
bisel ensanchado y soldadura de borde en esquina, se dibujaran
siempre con el
lado perpendicular a la izquierda.
Figura N11. Orientacin de los smbolos de soldadura
Fuente: Norma AWS A2 (2008)
Flecha con quiebro. Cuando solo una de las piezas de la unin
vaya a estar
biselada, con chafln en j o en borde, la flecha tendr un quiebro
que sealara
hacia esa parte. La fecha no tiene que estar quebrada si es
obvio conocer la pieza
que va estar biselada, con chafln en j o con borde. No estar
quebrada i no hay
DERECHOS
RESERVAD
OS
-
38
preferencia sobre cul de las piezas vaya a estar biselada, con
chafln en j o con
borde.
Figura N12. Flecha con quiebre
Fuente: Norma AWS A2 (2008)
Smbolos de soldadura combinados
En las uniones que requiera ms de un tipo de soldadura, se
utilizara un
smbolo para especificar cada soldadura.
DERECHOS
RESERVAD
OS
-
39
Figura N13. Smbolos de soldaduras combinadas
Fuente: Norma AWS A2 (2008)
Lneas de flecha mltiples
Dos o ms flechas pueden ser utilizadas con la nica lnea de
referencia
para sealar las posiciones donde se especifican soldaduras
idnticas.
Figura N14. Smbolos de soldaduras de flecha mltiple
Fuente: Norma AWS A2 (2008)
DERECHOS
RESERVAD
OS
-
40
Lneas de referencia mltiples
Secuencia de operaciones
Dos o ms lneas de referencia pueden ser utilizadas para indicar
una
secuencia de operaciones. La primera operacin se especifica en
la lnea de
referencia ms cercana a la flecha. Las posteriores operaciones
se especifican
secuencialmente en otras lneas de referencia.
Figura N15. Smbolos de soldaduras de secuencia de
operaciones
Fuente: Norma AWS A2 (2008)
DERECHOS
RESERVAD
OS
-
41
Datos suplementarios
La cola de las lneas de referencia adicionales puede ser
utilizada para
especificar datos suplementarios a la informacin dada por el
smbolo de soldeo
Figura N16. Smbolos de soldaduras de datos suplementarios
Fuente: Norma AWS A2 (2008)
Smbolos de soldadura en campo de soldadura todo-alrededor
Cuando se requiere el smbolo de soldadura o inspeccin todo
alrededor e
situara, para cada operacin que sea posible, en la conexin de la
lnea de la
flecha y de la lnea de referencia. El smbolo de soldadura en
campo tambin
puede indicarse en el mismo lugar.
DERECHOS
RESERVAD
OS
-
42
Figura N17. Smbolos de soldaduras en campo en todo alrededor
Fuente: Norma AWS A2 (2008)
Smbolo de soldadura en campo
Las soldaduras en campo (soldaduras que no se efectan en el
taller o en
el lugar inicial de la construccin) se especificaran aadiendo el
smbolo de
soldadura en campo. La bandera se situara en ngulo recto con a
lnea de
referencia, a cualquiera de sus lados, en su conexin con la
flecha.
Extensin del soldeo indicado por smbolos
Continuidad de la soldadura
A menos que se indique lo contrario, los smbolos de soldeo
indicaran
soldaduras continuas.
Cambio de la direccin de soldeo
DERECHOS
RESERVAD
OS
-
43
Los smbolos solo aplican entre cualquier cambio en la direccin
de soldeo,
o a las zonas sombreadas o entre las lneas de dimensionamiento,
excepto
cuando se emplea el smbolo de todo-alrededor. Smbolos de soldeo
adicionales
o flechas mltiples se utilizaran para especificar las soldaduras
requeridas debido
a los cambios de direccin. Cuando sea deseable utilizar flechas
mltiples en un
smbolo de soldeo, las flechas partirn en una misma lnea de
referencia en caso
de un smbolo con varias lneas de referencia.
Partes ocultas
Cuando el soldeo de una parte oculta sea igual que para la parte
visible, se
puede especificar como se muestra a continuacin. Si el soldeo de
una parte
oculta es diferente del de la parte visible, informacin
especfica para el soldeo de
ambas partes debe ser especificado.
Figura N18. Smbolos de soldaduras en partes ocultas
Fuente: Norma AWS A2 (2008)
DERECHOS
RESERVAD
OS
-
44
Situacin de soldadura especificada
Una soldadura, con longitud menor que la longitud de la unin y
cuya
situacin especificada en el plano.
Situacin de soldadura no especificada
Una soldadura, con longitud menor que la longitud de la unin y
cuya
situacin no sea critica, puede especificarse sin indicar su
situacin.
Smbolos de soldaduras todo alrededor
Smbolo en direcciones o planos mltiples. Una soldadura contina,
bien de
tipo nico o combinado, que se extienda alrededor de una serie de
uniones
conectadas puede especificarse aadiendo el smbolo todo-alrededor
en la
conexin de la lnea de referencia de la flecha. La serie de
uniones puede incluir
direcciones diferentes y estar situada en ms de un plano.
Soldaduras circunferenciales
Las soldaduras que se extienden alrededor de la circunferencia
de una
tubera no estn sometidas a los requisitos relacionados con los
cambios de
direccin y no se requiere el smbolo de soldadura todo- alrededor
para especificar
una soldadura continua.
Cola de smbolos de soldeo
DERECHOS
RESERVAD
OS
-
45
Especificacin del proceso de soldeo y procesos afines. El
proceso de
soldeo y lo afines que e vayan a utilizar pueden especificarse
situando las letras.
Figura N19. Smbolos de cola de soldeo
Fuente: Norma AWS A2 (2008)
La especificaciones cdigos o cualquier otro documento aplicable
pueden
especificare situando su referencia en la cola del smbolo de
soldeo. La
informacin que contenga el documento referenciado no es
necesario repetirla en
el smbolo de soldeo.
Figura N20. Referencia en la cola del smbolo de soldeo
Fuente: Norma AWS A2 (2008)
DERECHOS
RESERVAD
OS
-
46
Smbolos de soldeo designados tpicos
Las repeticiones de smbolos de soldeo idnticos en un plano
puede
evitarse mediante la designacin de un smbolo de soldeo como
tpico y sealando
la flecha a la unin que represente. El usuario facilitara la
informacin adicional
para identificar completamente todas las uniones a las que sea
aplicable.
Figura N21. Smbolos de soldeo designados tpicos
Fuente: Norma AWS A2 (2008)
Designacin de tipos especiales de soldadura
Cuando los smbolos de soldadura bsica no sean adecuados para
indicar
una determinada soldadura, esta se especificara mediante una
seccin
DERECHOS
RESERVAD
OS
-
47
transversal, detalle, u otros datos que se referencian en la
cola del smbolo de
soldeo. Esto puede ser necesario en secciones oblicuas.
Figura N22. Designacin de tipos especiales de soldadura
Fuente: Norma AWS A2 (2008)
Omisin de la cola
Cuando las referencias no sean requeridas, la cola del mismo
smbolo de
soldeo puede omitirse.
Figura N23. Omisin de la cola
Fuente: Norma AWS A2 (2008)
DERECHOS
RESERVAD
OS
-
48
Notas de planos
Las notas de los planos puede utilizare para facilitar
informacin aplicable a
las soldaduras. Dicha informacin no es necesario repetirla en
los smbolos de
soldeo.
Contornos obtenidos por soldeo
Las soldaduras a realizar con contorno aproximadamente a pao,
planos,
convexos o cncavos sin emplear acabado mecnicos se especificaran
aadiendo
el smbolo de contorno a pao o plano, convexo o cncavo al smbolo
de soldeo.
Acabados de las soldaduras
Contornos obtenidos mediante acabados. Las soldaduras que vaya a
ser
acabadas mecnicamente con contornos aproximados a pao, plano,
convexos o
cncavos se especificaran aadiendo el smbolo de contorno el
smbolo de
acabado.
Mtodo de acabado
Los siguientes smbolos de acabado pueden utilizarse para
especificar el
mtodo, pero no el grado, del acabado:
C- Cincelado
DERECHOS
RESERVAD
OS
-
49
G- Esmerilado
H- Martillado
M- mecanizado
R- Laminado
Figura N24. Acabado de soldadura
Fuente: Norma AWS A2 (2008)
Mtodo de acabado no especificado. Las soldaduras que vayan a
ser
acabadas aproximadamente a pao, planas, convexas o cncavas
mediante un
DERECHOS
RESERVAD
OS
-
50
mtodo no especificado se indicaran aadiendo la letra U al smbolo
de contorno
apropiado.
Figura N25. Mtodo de acabado no especificado
Fuente: Norma AWS A2 (2008)
Smbolo refuerzo de raz. El smbolo de refuerzo de raz se
utilizara solo
cuando se requiera penetracin completa y sobreespesor visible en
la raz en las
soldaduras soldadas efectuadas desde un solo lado.
Situacin del smbolo refuerzo de raz
El smbolo refuerzo de raz se utilizara solo cuando se requiera
penetracin
completa y sobre espesor visible en la raz en las soldaduras
efectuadas desde un
solo lado.
Situacin del smbolo refuerzo de raz
DERECHOS
RESERVAD
OS
-
51
El smbolo refuerzo de raz se situara sobre el lado de la lnea de
referencia
opuesto al smbolo de soldadura.
Dimensiones del refuerzo de raz
La altura del sobre espesor de la raz puede especificarse
situando la
dimensin requerida a la izquierda del smbolo refuerzo de raz. La
altura del sobre
espesor puede no estar especificada.
Refuerzo de raz con soldaduras en borde
Refuerzo de raz con soldadura de borde en canto. Las soldaduras
de borde
en canto que requieran penetracin completa se especificaran con
el smbolo
soldadura de borde en canto con el smbolo refuerzo de raz
situado sobre el lado
opuesto de la lnea de referencia. El mismo smbolo de soldeo se
utilizara para las
uniones detalladas o no en el plano.
Refuerzo de raz con soldaduras de borde en esquina. Las
soldaduras de
borde en esquina que requieran penetracin completa de
especificaran con el
smbolo soldadura de borde en esquina que requieran penetracin
completa se
especificaran con el smbolo soldadura de borde en esquina con el
smbolo
refuerzo de raz situado sobre el lado opuesto de la lnea de
referencia. Una flecha
quebrada sealara la parte a ser rebordeada cuando la unin no
facilite esta
informacin.
DERECHOS
RESERVAD
OS
-
52
Mtodo de dibujo de smbolo
Los smbolos pueden ser dibujados mecnicamente, electrnicamente o
a
mano alzada. Los smbolos que vayan a aparecen en publicaciones o
que sean
de alta precisin deben dibujarse con las dimensiones o
proporciones indicadas en
la norma.
Unidades mtricas y U.S.A.
El mismo sistema que se siga como norma para los planos se
utilizara con
los smbolos de soldeo. En los smbolos de soldeo no he utilizaran
unidades
duales. Se desea indicar la conversin entre unidades mtricas y
U.S.A o
viceversa, se puede incluir una tabla de conversin en el
plano.
Tolerancia de la dimensin de la soldadura
Cuando una tolerancia sea aplacable a la dimensin de un smbolo
de
soldadura, se indicara en la cola del smbolo de soldeo con
referencia a la
dimensin a la cual aplique, o la tolerancia se especificara
mediante una nota de
plano, cdigo o especificacin.
Figura N26. Tolerancia de la dimensin de la soldadura
DERECHOS
RESERVAD
OS
-
53
Fuente: Norma AWS A2 (2008)
Inspeccin en las soldaduras
Segn el curso Control de calidad en soldaduras (2010), se
entiende por
inspeccin de soldaduras a las diferentes acciones que se
realizan con el fin de
constatar que el proceso en cuestin se efecta con la calidad
adecuada. En estas
acciones estn involucrados personal y materiales, por lo tanto
es necesario
conocer cada uno de los factores que afectan la calidad de la
soldadura, a fin de
evitar la posible aparicin de defectos y en el caso de que stos
se produzcan
poder detectarlos y dar pautas para la correccin de los mismos.
De estos factores
el personal es el ms importante.
Garanta de calidad:
Segn el curso Control de calidad en soldaduras (2010), la
garanta de
calidad se define como las actividades de planificacin y
organizacin que se
DERECHOS
RESERVAD
OS
-
54
realizan para asegurar un nivel de calidad suficiente que
garantice el correcto
funcionamiento de los productos y al menor costo posible.
Control de calidad
Segn el curso Control de calidad en soldaduras (2010), se
entiende por
control de calidad a las diferentes acciones llevadas a cabo
tanto por el usuario
como por el fabricante que contribuyen a asegurar la garanta de
calidad y forma
parte del control de calidad.
Inspector de soldadura
De acuerdo al curso Control de calidad en soldaduras (2010), el
inspector
de soldadura es el encargado de constatar que todas las
operaciones del proceso
se realicen correctamente y de acuerdo a los Cdigos, Normas,
Especificaciones y
procedimientos que se estn aplicando con el fin de garantizar la
alta calidad de
la soldadura sin demora en la fabricacin y la entrega de
productos. Podramos
decir que su responsabilidad es la de juzgar la calidad del
producto en relacin a
una especificacin escrita. Adems funciona como un representante
judicial de la
organizacin que representa, la cual puede ser el fabricante,
comprador o cliente,
una compaa de seguros o una agencia gubernamental.
As tambin, los inspectores de soldadura pueden ser clasificados
en varias
categoras: inspectores gubernamentales, de Ensayos No
Destructivos,
representantes del fabricante o del dueo, o autorizados por un
cdigo en
DERECHOS
RESERVAD
OS
-
55
particular como sucede por ejemplo con los inspectores ASME. Sin
embargo para
efectos prcticos AWS y ASME dividen a los inspectores de
soldaduras en dos
categoras generales:
Inspectores de control de calidad del Fabricante: el cual
realiza la
inspeccin antes y durante el ensamblado; antes y despus de la
soldadura, con
el fin de asegurar que los materiales y el proceso de fabricacin
cumplen con
todos los requisitos especificados en el contrato. Estos son
inspectores calificados
y que trabajan para el contratista.
Inspectores de aseguramiento de calidad del cliente o Cdigo:
representan
al comprador (cdigo, actividad gubernamental, o cualquier
organizacin externa
al fabricante). Sus deberes normalmente no incluyen vigilancia
obligatoria del
desarrollo del proceso de soldar, sin embargo tiene el derecho
de observar el
proceso de produccin. Su trabajo es como una funcin de
auditoria, lo cual
implica revisin de los registros para asegurar que se han
respetado todos los
requerimientos de las especificaciones, dibujos y otros
documentos contractuales.
Esto incluye, pero no limita a revisin del proceso de soldar,
calificacin de
soldadores y operadores de mquina, pre y post-calentamiento,
informes de
ensayos no destructivos.
Ambos tipos de inspectores deben tener la habilidad para
negociar y
comunicarse efectivamente con todos los niveles de mando de la
organizacin del
DERECHOS
RESERVAD
OS
-
56
fabricante y de su propia organizacin. Para llegar a ser un
Inspector de
Soldadura, se deben cumplir los siguientes requisitos:
- Debe gozar de buena condicin fsica, ya que con frecuencia
las condiciones de inspeccin son difciles.
- Tener una buena visin, indispensables para la inspeccin
visual, interpretacin radiogrfica y de otros ensayos no
destructivos.
- Tener actitud profesional: hacer cumplir los cdigos y
tener
buenas relaciones con el resto del personal.
- Tener conocimientos de soldadura: debe conocer sobre el
proceso ya que ste define el tipo de discontinuidad a
originarse, las
variables esenciales de cada proceso y debe monitorear las
mismas
durante la fase de construccin como especifique el cdigo.
- Debe conocer de Dibujo, Especificaciones y Procedimientos
e
interpretarlos correctamente. Debe conocer los smbolos de
soldadura y
ensayos no destructivos.
- Saber de mtodos de ensayo, sus aplicaciones, limitaciones
e
interpretacin de resultados. El mtodo seleccionado debe
suministrar la
informacin adecuada para compararlo a los estndares de
aceptacin
establecidos.
DERECHOS
RESERVAD
OS
-
57
- Tener habilidad para llevar registros y hacer informes
escritos,
concisos, claros y completos.
- Los registros deben incluir los resultados de la inspeccin
y
ensayos, los registros del procedimiento de soldadura, de
calificacin de
soldadura y de control de materiales de soldadura.
- Experiencia en Soldadura: la experiencia como soldador o
operador de mquina es invaluable para un inspector, algunos
empleadores
solicitan como requisitos que los inspectores tengan experiencia
previa
soldando.
- Entrenamiento en Ingeniera de Soldadura y Metalurgia: es
deseable, sin embargo la prctica ha demostrado que la
experiencia en
campo y el estudio han desarrollado excelentes inspectores
con
conocimientos equivalentes a los primeros. Lo esencial es que
conozca
donde se encuentra la informacin relevante y sepa cmo
interpretarla.
Resumiendo y dado que la inspeccin involucra diferentes
disciplinas es
necesario que el inspector se encuentre entrenado en las
siguientes reas:
- Principios fundamentales de Soldadura.
- Pro
![tubos ENDO [B] MATERIAL DE USO GENERAL BGB - Tubos de ensayo 6 BGB - Tubos de ensayo 6Tubos de ensayo de vidrio soda 6Tubos de ensayo vidrio borosilicato 6Tubos de ensayo PP Referencia](https://img.pdfslide.tips/doc/110x75/5f9c814f93aca652bc04d301/tubos-endo-b-material-de-uso-general-bgb-tubos-de-ensayo-6-bgb-tubos-de-ensayo.jpg)