Embed Size (px)
Citation preview

Facultad de Ciencias Veterinarias
-UNCPBA-
Estabilización de salmueras en una fábrica de
Tandil.
Ledesma, Conrado Martín; Pena, Miguel; Montero, Gabriela; Bruschi,
Julieta.
Junio 2020
Tandil

Estabilización de salmueras en una fábrica de Tandil.
Tesina de la Orientación Inspección y Tecnología de los Alimentos, Área
Tecnología y Calidad de los Alimentos, presentada como parte de los requisitos
para optar al grado de Veterinario del estudiante: Ledesma, Conrado Martín.
Tutor: Med. Vet. Pena Miguel Angel
Directora: Dra. Bruschi Julieta.
Codirectora: Lic. Gabriela Montero
Evaluadora: Med. Vet. Mariana Mendivil

Resumen
Los desequilibrios en las salmueras utilizadas en el salado de quesos suelen
reflejarse en la aparición de defectos al momento la maduración los mismos,
tales como hinchazón precoz, defectos de corteza, arricotado, ausencia de ojos,
entre otras. El objetivo del trabajo fue brindar condiciones microbiológicas y
fisicoquímicas aceptables a una salmuera que presentaba más de 24 meses en
uso, y se plasma un método sencillo, económico, y práctico de control de la
misma, que ayuda a comparar su evolución con una salmuera recientemente
elaborada en la misma fábrica. Para este estudio se seleccionaron 2 piletas: P1,
una salmuera envejecida en más de 2 años. Y P2, una salmuera recientemente
elaborada. Se realizaron tres muestreos de cada una cada 48 horas. El primero
de las salmueras tal como se encontraban, y los siguientes posteriores a la
desinfección con 0,05% Hipoclorito de Sodio. De esta manera se pudo observar
el impacto que la aplicación del tratamiento tuvo sobre los aerobios mesófilos de
ambas piletas, resultando en una reducción del 98,9% para la P1 y 96,9% para
P2. En cuanto a los hongos y levaduras no se detectó crecimiento de las mismas
posterior al tratamiento. Con los resultados obtenidos se demostró que la adición
de 0,05% de hipoclorito de sodio en la salmuera mantiene durante 72hs los
parámetros microbiológicos dentro de valores considerados aceptables. Estos
valores de referencia para el mantenimiento de salmueras deberían ser tenidos
en cuenta para formar parte de los procedimientos cotidianos de control de una
fábrica.
Palabras clave: queso, salmuera, hipoclorito de sodio, calidad.

Tabla de contenido
1. Introducción ..................................................................................................... 1
2. Objetivos .......................................................................................................... 3
3. Antecedentes ................................................................................................... 4
3.1. Composición química del Queso ..................................................................... 4
3.2. Tipos de quesos .............................................................................................. 4
3.3. Valores de Referencia Fisicoquímicos para Salmueras de Salado de Quesos… ......................................................................................................... 6
3.4. Valores de Referencia Microbiológicos para Salmueras de Salado de Quesos………………………………………………………………………………..7
3.5. Esquema general de elaboración de quesos ................................................... 7
3.6. Defectos originados en el salado ................................................................... 14
3.7. Características del producto utilizado para el tratamiento ............................. 15
4. Materiales y Métodos ..................................................................................... 18
4.1. Características de la fábrica y de la unidad de muestreo .............................. 18
4.2. Muestreo ........................................................................................................ 19
4.3. Análisis Fisicoquímicos .................................................................................. 19
4.4. Análisis Microbiológicos ................................................................................. 20
4.4.1. Recuento de Bacterias Coliformes .......................................................... 20
4.4.2. Recuento de Mesófilos: ........................................................................... 20
4.4.3. Recuento de Hongos y Levaduras ........................................................... 20
5. Resultados y discusión ..................................................................................... 21
5.1 Análisis Fisico-químicos 5.1.1. Temperatura .................................................. 22
5.1.2. pH ............................................................................................................ 22
5.1.3. Acidez ...................................................................................................... 23
5.1.4 Concentración de sal ............................................................................... 24
5.2. Análisis microbiológicos. ................................................................................ 25
5.2.1 Recuento de Aerobios Mesófilos ............................................................. 25
5.2.2 Recuento de bacterias Coliformes. .......................................................... 26
5.2.3 Recuento de Mohos y Levaduras ............................................................ 26

6 Conclusión .......................................................................................................... 28
7 Referencias bibliográficas ................................................................................. 29

1
1. Introducción
Según el Código Alimentario Argentino (CAA) se define al queso de la siguiente
manera “producto fresco o madurado que se obtiene por separación parcial del
suero de la leche o leche reconstituida (entera, parcial o totalmente descremada),
o de sueros lácteos, coagulados por la acción física, del cuajo, de enzimas
específicas, de bacterias específicas, de ácidos orgánicos, solos o combinados,
todos de calidad apta para uso alimentario; con o sin el agregado de sustancias
alimenticias y/o especias y/o condimentos, aditivos específicamente indicados,
sustancias aromatizantes y materiales colorantes.”
En cuanto al salado de los quesos, es una etapa que repercute en la
maduración, principalmente a través de sus efectos sobre la actividad de agua
(aW) (Guinee y Fox, 2004), pero también lo hace en el control del crecimiento y
la actividad microbiana, control de las diversas actividades de las enzimas en el
queso, sinéresis de la cuajada y por lo tanto, en una reducción en la humedad
del queso y en los cambios físicos en las proteínas que influyen en la textura del
queso, solubilidad de las proteínas y probable conformación de los péptidos (Mc
Sweeney, 2004a; 2004b).
La sal o cloruro de sodio (NaCl) se añade a casi todos los tipos de queso al final
del proceso de producción. Hay tres métodos de salado: 1) inmersión en
salmuera (p.ej. gouda, reggiano, romano, entre otros); 2) salado en seco, en el
que los cristales de sal se añaden directamente al gel formado antes de su
moldeo y/o prensado (p. ej. cheddar); y 3) salado superficial en seco, implica la
adición de los cristales de sal directamente a la superficie del queso moldeado
(Guinee, and Fox, 2004).
Además de su efecto conservante, el NaCl aumenta la presión osmótica en la
fase acuosa de los alimentos, causando la deshidratación de las bacterias,
produciéndoles la muerte o previniendo su crecimiento y proliferación (Sheehan,
2007; Cruz et al., 2011). Junto con el pH, la actividad de agua (Aw) y el potencial
red-ox, contribuye a la minimización del deterioro y la prevención del crecimiento
de patógenos en el queso. Promueve cambios físicos y químicos en los procesos
de maduración y regula el crecimiento de organismos

2
deseables, incluyendo las bacterias ácido lácticas (Sutherland, 2002). En el
proceso de maduración ayuda a habilitar la función positiva de ciertas bacterias
de la flora secundaria y modula la actividad enzimática para potenciarlo. En
general, controla la textura (duros, fibrosos, etc.) y propiedades funcionales
(fusión, estiramiento) (Ramírez-Navas, 2010), la sinéresis y la humedad (es
decir, contenido de agua), y contribuye a las características de sabor de
diferentes quesos. Para algunos tipos de queso, el salado crea una corteza dura
que protege al queso durante la maduración y el transporte.
El cloruro de sodio, junto con el pH, la aW y el contenido de ácido láctico, son
múltiples obstáculos que contribuyen a la seguridad microbiológica de los quesos
tradicionales (Shrestha, et al., 2011). La relación entre el porcentaje de sal y el
de humedad (S/H) en el queso (producto final), sirve para evaluar si se han
cumplido con correctas prácticas de elaboración, por lo tanto, también puede ser
considerada como un indicador de inocuidad, así como la aW es empleada como
un indicador de la facilidad o dificultad del crecimiento microbiano (Hystead, et
al., 2013).
Valores de S/H menores a 3,5% en el queso, presentan mayor potencial de
crecimiento de cultivos con el riesgo de desarrollar sabor amargo, aumento en la
proteólisis por coagulante residual y un rápido crecimiento de bacterias ácido-
lácticas indeseadas que generan defectos de sabor y textura. Con valores de
S/H mayores a 6%, se presenta inhibición del metabolismo de la lactosa por
cultivos iniciadores, dando como resultado una maduración lenta con defectos
de sabor y textura. Valores de S/H entre 4% y 6% presentan una alta probabilidad
de obtener quesos de calidad satisfactoria. Las reducciones de la sal que
presenten desviaciones del rango ideal de S/H, podrían ocasionar cambios
negativos en el crecimiento de cultivos benéficos durante la fabricación de queso
(p. ej.: Lactococcus lactissp. lactis), así como un incremento de microorganismos
patógenos (p. ej.: Listeria monocytogenes) (Agarwal, et al., 2011).
Este trabajo tiene por finalidad aportarle a una fábrica de productos lácteos de
la ciudad de Tandil información sobre la situación microbiológica y fisicoquímica
de sus salmueras y establecer un método estabilización para así obtener
productos inocuos y de calidad.

3
2. Objetivos
Analizar la calidad microbiológica de dos salmueras (una envejecida y una
nueva), en una quesería de Tandil y evaluar el efecto de la adición de hipoclorito
de sodio.

4
3. Antecedentes
La industria de los derivados lácteos en América Latina ha sido
considerada, hasta hace poco, como una actividad secundaria del productor de
leche. Sin embargo, actualmente es en las plantas lecheras donde se lleva a
cabo diferentes procesos con el objeto de mantener el valor alimenticio de la
leche y sus derivados, para que sean dignos de ser consumidos por el hombre
(Revilla, 1982).
3.1. Composición química del Queso
Cada componente del queso cumple una importante función para la
obtención del producto final. El agua que queda retenida en el queso desempeña
un papel muy importante: es esencial para el desarrollo de los microorganismos
y determina la velocidad de las fermentaciones y de la maduración, el tiempo de
conservación, la textura del queso y el rendimiento del proceso de elaboración.
La materia grasa influye en la textura, el sabor, el rendimiento y también en el
color. La lactosa es el sustrato para la formación de ácido y por lo tanto,
interviene en la coagulación de la leche, el desuerado, y la textura de la cuajada,
y también en el crecimiento de los microorganismos. La caseína coagulada
constituye la base de la pasta quesera y en su degradación se originan diversos
compuestos aromáticos. Las proteínas del queso que quedan incluidas en la
cuajada contribuyen al valor nutritivo del queso y tienen mucha importancia en el
proceso de maduración. Los minerales participan en la coagulación de la leche
e influyen en el desuerado y la textura del queso (Amiot et al., 1991).
3.2. Tipos de quesos
Si bien se conocen más de dos mil nombres de quesos, son menos de
cincuenta los diferentes tipos que existen. Los nombres que se les asignan
dependen del lugar de fabricación, de ligeras modificaciones en el proceso de
elaboración o, incluso, de la presentación de los quesos (tamaño y forma) y el
método de conservación.

5
Una de las clasificaciones más difundidas discrimina entre quesos madurados
y quesos frescos, y se fundamenta en si los quesos han sido sometidos o no a
un proceso de maduración, es decir, fermentación con microorganismos. Otro
parámetro para clasificar el queso se relaciona con su textura, donde se los
agrupa en duros, semiduros; y suaves o de pasta blanda (Hernández, 2003)
vinculado a su contenido de humedad como se puede apreciar en la Tabla 1. No
obstante el CAA, en el capítulo VIII, menciona otras formas de clasificar en
contenido de materia grasa, el contenido de humedad y su calidad.
De acuerdo con el contenido de materia grasa del extracto seco en porcentaje,
los quesos se clasifican en:
Extra graso o Doble crema: cuando contengan no menos del 60%.
Grasos: cuando contengan entre 45,0 y 59,9%.
Semi-grasos: cuando contengan entre 25,0 y 44,9%.
Magros: cuando contengan entre 10,0 y 24,9%.
Descremados: cuando contengan menos de 10,0%.
De acuerdo con el contenido de humedad, en porcentaje, los quesos se clasifican
en:
Quesos de baja humedad (generalmente conocidos como de pasta
dura): humedad hasta 35,9%.
Quesos de mediana humedad (generalmente conocidos como de
pasta semidura): humedad entre 36,0 y 45,9%.
Quesos de alta humedad (generalmente conocidos como de pasta
blanda o macíos): humedad entre 46,0 y 54,9%.
Quesos de muy alta humedad (generalmente conocidos como de
pasta muy blanda o mole): humedad no menor a 55,0%.

6
Tabla 1: Clasificación de los quesos de acuerdo a su contenido de humedad. Fuente: Aguhob (1996)
Tipo Humedad (%) Grasa (%) Textura Conservación
Suave 45 a 75 Hasta 40 Suave fácil de
untar Unos días
Semiduro
35 a 45
Hasta 35
Firme a
desmenuzable,
puede cortarse
en rodajas.
Unos meses
Duro
30 a 40
Hasta 30
Muy firme,
denso, algunas
veces grumoso.
Un año o más.
3.3. Valores de Referencia Fisicoquímicos para Salmueras de Salado de
Quesos
Los valores de referencia que se tomaron como base para discriminar el
estado de las salmueras, fueron obtenidos del Instituto Nacional de Tecnología
Industrial (INTI), ya que la fábrica en la que se desarrolló la tesina, no contaba
con límites o rangos físicos y químicos pre-establecidos. Comenzando por la
concentración salina en el caso de los quesos de pasta semidura se recomienda
mantener la salmuera en 22° Bé (INTI, 2005).
En segundo lugar, el pH, debería ser similar al del queso con valores de 5,2 ±
0,1. La acidez de una salmuera nueva es de 6 a 8° D; a medida que se utiliza va
a ir aumentando hasta llegar a un máximo de 40° D para quesos de pasta
semidura que fue el valor establecido para este parámetro (Martínez, 2015). Y
por último la temperatura también varía de acuerdo al tipo de queso siendo de8°C
para quesos de pasta semidura (INTI, 2005). Estos datos se resumen en la Tabla
2.

7
Tabla 2. Valores Fisicoquímicos recomendados para una salmuera. Fuente: INTI 2005.
Tipo de Pasta Acidez (°D) Temp. (°C) Conc. (°Bé)
Quesos de Pasta Blanda 50 5 21
Quesos de Pasta Semidura 40 8 22
Quesos de Pasta Dura 30 15 23
3.4. Valores de Referencia Microbiológicos para Salmueras de Salado de
Quesos
Debido a que en el CAA no se establecen valores de referencia para las
salmueras, en el ensayo se tomaron los definidos por (Martínez, 2015) quien
recomienda mantener a las mismas con concentraciones de mesófilos por
debajo de 50.000 UFC/ml, coliformes menores de 500 UFC/ml, y hongos y
levaduras menores de 1.000 UFC/ml
3.5. Esquema general de elaboración de quesos
A continuación, se describe brevemente la transformación de la leche hasta
obtenerse el producto final.
1° RECEPCIÓN
La leche ordeñada en los tambos se encuentra a una temperatura de 37°
C y resulta un caldo de cultivo excelente para todo tipo de bacterias, por lo que
debe ser enfriada inmediatamente a 2-6° C. La leche de los diferentes ordeños
se conserva a esas bajas temperaturas en depósitos frigoríficos de acero
inoxidable hasta la llegada de la cisterna, que la llevará a la central quesera. La
leche es descargada de la cisterna pasando por un tamiz para la eliminación de
impurezas groseras, almacenándose en un depósito de espera y volviendo a ser
enfriada, si así es necesario, antes de su almacenamiento (Madrid, 1999).

8
2° TRATAMIENTOS PREVIOS
Aunque los tratamientos previos de la leche varían con el tipo de queso
que se quiera elaborar, hay algunos de ellos muy generalizados. Por ejemplo, la
leche pasa a una centrífuga de alta velocidad que realiza varias funciones:
- Eliminación de todo tipo de impurezas.
- Eliminación de parte de bacterias y esporas.
- Normalización del contenido en grasa (Madrid, 1999).
La leche luego, deberá ser sometida a pasteurización, o tratamiento térmico
equivalente para asegurar fosfatasa residual negativa (Association of Official
Analitycal Chemist) combinado o no con otros procesos físicos o biológicos que
garanticen la inocuidad del producto. Aunque según el C.A.A. queda excluida de
la obligación de ser sometida a pasteurización o tratamiento térmico la leche
higienizada que se destine a la elaboración de quesos que se sometan a un
proceso de maduración a una temperatura superior a los 5º C durante un lapso
no menor de 60 días (CAA. Cap. VIII. Art. 605).
Una vez pasteurizada se adicionarán los aditivos, en primer lugar, cabe
mencionar al cloruro de calcio que se emplea con la siguiente relación:2 gramos
de cloruro cada 10 litros de leche. Su uso permite obtener una cuajada firme y
rápida. El nitrato de sodio por otro lado, se emplea 1 gramo como máximo por
cada 10 litros de leche. Su uso permite controlar la hinchazón producida por
bacterias (contaminación por coliformes y clostridios) (Luluaga y Núñez, 2010).
3° COAGULACIÓN
En esta etapa se agregan las bacterias lácticas las cuales fermentan la
lactosa obteniendo como metabolito de esta fermentación ácido láctico, lo que
constituye su rol tecnológico principal, ya que el descenso de pH favorece la
coagulación y preserva el producto final de contaminaciones con
microorganismos no lácticos indeseables. El fermento láctico influye además en

9
el desarrollo del aroma y sabor del queso durante la maduración (Reinhemer y
Zalazar, 2006).
La desestabilización por vía ácida exclusivamente, ocurre debido a que por
efecto de la disminución del pH se produce una disminución de la afinidad por el
calcio entre las sub-micelas de caseína, a causa de la gradual disminución de
sus funciones ácidas tales como ácido aspártico, ácido glutámico, y fosfoserina.
Esto provoca un gradual pasaje de fósforo y calcio desde la micela hacia el
exterior, produciéndose la desmineralización de la misma. Como consecuencia
la micela se disgrega en sub-micelas que por la disminución de su grado de
hidratación y por su elevado peso molecular interaccionan entre ellas dando
lugar a la floculación. Este fenómeno se manifiesta a pH 4,6 llamado punto
isoeléctrico de la caseína, en el cual su desmineralización es completa. Esta
agregación puede ocurrir a pH tanto más elevados cuando más elevada es la
temperatura, mientras que por debajo de los 5° C no se lleva a cabo la
floculación, sino que se verifica sólo un aumento de la viscosidad en la leche.
Las fuerzas que mantienen unidas entre sí a las sub-micelas son de naturaleza
hidrofóbica y por lo tanto relativamente frágiles. Por esta razón el coágulo ácido
es friable y carente de fuerza de contracción, no siendo apto para la
caseificación.
Si la acidificación se produce en forma lenta y gradual y se desarrolla
simultáneamente en todo el volumen, el resultado es un coágulo liso y
homogéneo como el del yogurt. La única forma de conseguir este efecto es por
medio del crecimiento de una bacteria láctica dentro del medio.
Si bien la coagulación ácida sola prácticamente no se emplea en la elaboración
de quesos tampoco es cierto que la enzimática sea la responsable exclusiva del
fenómeno, ya que cuando se agrega el coagulante enzimático a la leche,
previamente había sido agregado un fermento láctico que en mayor o en menor
grado, según el tipo de queso, ha provocado un descenso de pH. (Zalazar, 1994)
Una vez coagulada, la leche es cortada en la propia tina con dispositivos
de corte (liras) en pequeños granos del tamaño conveniente según el queso a

10
fabricar. También se procede a la agitación de esos granos a la vez que se
realiza un suave calentamiento. Gracias a estos tratamientos de corte, agitación
y calentamiento se produce la separación de gran parte del suero. (Madrid, 1999)
4° MOLDEADO
Después del desuerado, la cuajada debe ser distribuida inmediatamente
en los moldes que darán la forma al queso. Los moldes pueden ser redondos,
cuadrados, cilíndricos o alargados (Hernández, 2003). Esta operación debe ser
rápida para evitar que se produzca el enfriamiento de la cuajada y permitir que
los granos se aglutinen entre sí, para obtener un queso con estructura compacta
(Llangari, 1991).
5° PRENSADO
Se procede, según tipos de quesos, al prensado de la masa en sus
moldes, bien por su propio peso o por dispositivos mecánicos o neumáticos. Las
características de los quesos dependen de cómo se desarrollen estos procesos.
Por ejemplo, cuando la agitación, calentamiento y prensado se realizan
suavemente se obtienen quesos blandos, con alto contenido de humedad y que,
por lo tanto, se conservan muy pocos días. Si estos tratamientos son más fuertes,
los quesos obtenidos son duros, con poco contenido en agua y que se conservan
durante varios meses (Madrid, 1999).
6° SALADO
La difusión de la sal en la masa del queso es un fenómeno que puede
parecer simple, pero es muy complejo debido al estado físico y a la

11
composición del sistema en el cual se debe realizar la misma. Una regular
difusión de la sal es esencial para el proceso de maduración y para que se
cumplan los requisitos del salado.
Estos son:
Impartir cualidades de sabor que lo hace más apetecible al queso. La
sal aporta el sabor salado al queso e interactúa con las sustancias
sápidas peculiares de cada tipo de queso.
La sal da lugar a una mayor conservación del producto ya que modifica
el medio de cultivo sólido que es el queso, constituido por la cuajada
desuerada y prensada.
Inhibir o retardar el desarrollo de microorganismos indeseables. Esto
sucede especialmente con aquellas especies peligrosas no
halotolerantes. Además, influye positivamente sobre el proceso de
actividad enzimática y fisicoquímico durante la maduración.
Seleccionar la flora normal del queso, caracterizando el producto que
va a ser madurado y logrando así un perfil microbiológico de
microorganismos lácteos – queseros adaptados a ese producto
(Zamboni, 1994)
En esta etapa hay varios factores, todos de similar relevancia, que deben ser
considerados:
La concentración de sal, que se debe mantener constante con
adiciones periódicas y suele estar comprendida entre 18 y 28% de
cloruro sódico.
La temperatura también debe mantenerse constante entre 7 y 17°C
(cuanto mayor es la temperatura más se acelera el proceso). Aunque
según ensayos de Martínez (2015) a temperaturas superiores a 13
grados centígrados se ve favorecido el crecimiento de
microorganismos indeseados.
El tiempo de salado varía de pocos minutos a varios días según el

12
tipo de queso (Tabla 3). Los quesos frescos suelen tener un porcentaje
de sal bajo (0,25 al 1,25 %) en comparación con los más fuertes, donde
suele variar entre el 2 y el 6 % (Madrid, 1999).
Tabla 3. Tiempos de salado en algunos quesos argentinos. Fuente: INTI 2005.
Tipo de Pasta Queso Peso Tiempo de
Salado
Queso de Pasta
Blanda
Cuartirolo 4 kg. 4 hs.
Queso de Pasta
Semidura
Barra 4 Kg. 1 día.
Queso de Pasta
Dura
Reggiano
Sardo
8 kg.
3kg.
10 días.
4 días.
Es preciso controlar el pH y evitar el desarrollo posterior de bacterias tales como
las butíricas, que producen fermentaciones indeseables durante la maduración
o almacenamiento. Por ejemplo, cuando el contenido de sal es del 0,5 al 1,0 %
la mayoría de las bacterias lácticas ven retardado su desarrollo. Si el salado llega
al 2 % son las bacterias butíricas (formadoras de ácido butírico) las que se ven
frenadas en su crecimiento. Algunas bacterias soportan concentraciones de sal
en el queso del 5 %, con lo que se pueden desarrollar durante la maduración.
El contenido de calcio de la salmuera también es importante, ya que se
ha visto que ayuda a secar la corteza de los quesos evitando que sea pegajosa.
Un 0,2 % de calcio en la sal ayuda a conseguir este propósito.
La forma y el momento de efectuar el salado son también muy importantes
(Madrid, 1999).
7° MADURACIÓN

13
La maduración o estacionamiento de quesos es un complejísimo conjunto de
fenómenos físicos y químicos que provocan la transformación de la cuajada
insípida, inodora, y de pobre textura, en un producto final de características
organolépticas sumamente parecidas. Este cambio según la variedad de que se
trate, puede ser de una duración tan breve como tres o cuatro días, o tan larga
como uno o dos años. En su materialización intervienen varios factores que
provocan en líneas generales, la gradual desaparición de la lactosa y del ácido
láctico, la proteólisis de la caseína y la transformación de la materia grasa en
ácidos grasos libres y otros productos de ellos derivados. Si a esto se asocian
procesos físicos como la evaporación del agua y la difusión de sal, se puede
tener en una aproximación global el fenómeno de maduración del queso
(Zalazar, 1994).
Como se mencionó anteriormente, cada tipo de queso implica tiempos y
tratamientos diferentes que permiten clasificarlos en determinados grupos. Así,
según su período de almacenamiento podemos hacer la siguiente clasificación:
1° Quesos que no necesitan maduración, que están prácticamente listos para
el consumo una vez que se meten en sus envases. A este grupo pertenecen la
mayoría de los quesos que se consumen frescos, con un alto porcentaje de
humedad. Su almacenamiento hasta el consumo debe ser en frío (4 a 8° C).
2° Quesos de corto período de maduración (unos pocos días), donde sólo se
pretende que se produzcan algunos cambios rápidos tales como:
- Distribución uniforme de la sal por todo el queso, lo que se consigue
en 4-6 días, según variedades.
- Desdoblamiento inicial de sus proteínas, con formación de algunas
sustancias aromáticas. Si el período de maduración se prolongase, la
descomposición de parte de las proteínas sería más fuerte, dando
lugar a nuevas sustancias aromáticas.
3° Quesos de mediano y largo período de maduración (desde unas pocas

14
semanas a más de 12 meses), tales como Gouda, Banquete, Romano, Sardo,
Cheddar, etc, como los que se pueden apreciar en la Imagen 1. En este caso
tienen lugar modificaciones más profundas en los quesos, tales como:
- Desarrollo de aromas y
sabores definidos, típicos de
cada variedad de quesos.
- Tratamientos especiales de
la corteza del queso, en
algunos casos (mohos,
recubrimientos especiales
autorizados, etc.).
- Pérdida importante de
humedad hasta alcanzar las
características típicas de
consistencia de cada queso.
- Formación de ojos, agujeros
irregulares, etc. (Madrid,
1999).
8° ACONDICIONAMIENTO Y EXPENDIO
Imagen 1: Sala de Maduración
Finalizada la etapa de maduración y dependiendo aquí también del tipo de
queso que se elabora puede realizarse una serie de modificaciones como el
pintado, etiquetado, envasado, y/o empaquetado.
3.6. Defectos originados en el salado
Cuando la cuajada permanece más tiempo del debido en la salmuera, se traduce
en la formación de una capa blanquecina quebradiza y muy salada debajo de la
superficie.
Cuando la salmuera no está saturada se forma en la superficie una capa de

15
consistencia gomosa, resultado de la proliferación de levaduras, y en casos
extremos desarrollos microbianos pueden provocar la putrefacción del queso
(Zalazar, 2006).
Cómo se menciona con anterioridad en este trabajo, Listeria monocytogenes es
uno de los microorganismos halotolerantes, que como tal, puede sobrevivir
durante semanas en salmueras con altas concentraciones de NaCl. Si las
condiciones lo permiten la Listeria puede crecer y desarrollarse en la superficie
del queso cuando éste se retira de la salmuera. Por esto, y otras razones, es
importante mantener la salmuera limpia y segura. Un sistema continuo de
filtración con membranas es muy caro, pero filtra efectivamente proteínas, grasas
y bacterias, dejando atrás el sodio, calcio e hidrógeno. Otras opciones es
descremar la salmuera fría del queso y después pasteurizar y filtrar la salmuera
a través de una de tela. La salmuera no dura para siempre. Si no ha utilizado su
tanque con salmuera por un tiempo, es posible que tenga una salmuera diluida
en la superficie. Esta situación puede generar contaminación bacteriana en la
superficie de la salmuera, si no la limpia y mantiene contaminará su queso. Los
expertos concuerdan en que hay una tendencia real hacia el salado en seco,
debido a la contaminación que se puede adquirir de la salmuera. Sin embargo,
si pone atención en la salmuera y la mantiene apropiadamente, entonces el
salado con salmuera es una opción segura. Ante las cada vez más estrictas
regulaciones ambientales, los fabricantes de queso querrán ser tan eficientes
como sea posible cuando se sala el queso; querrán que el queso absorba la sal
que apliquen y no enviarla con los efluentes (Jhonson y Paulus, 2005).
3.7. Características del producto utilizado para el tratamiento
Antes del siglo XIX, cuando la asociación entre enfermedad y
microorganismos no se conocía muy bien, se utilizaban varios desinfectantes
para controlar enfermedades y su presunta eficacia se basaba en el efecto
corrosivo, asfixiante o tóxico observado en los animales.
El primer desinfectante usado fue el azufre, en forma de dióxido de

16
azufre, en el año 800 a.C. para desinfectar locales. Los derivados del mercurio
se utilizaron en Asia y Europa para combatir la sífilis en 1429. En el siglo XVIII,
se utilizó la soda cáustica para desinfectar locales contaminados de peste bovina
y el vinagre para desinfectar objetos, seres humanos y animales expuestos a la
peste bovina. El cloro se descubrió en 1774 y se recomendó por primera vez
para la depuración del agua para beber en 1827.
Estos productos, pueden clasificarse de forma general en antisépticos y
desinfectantes, los primeros pensados para ser aplicados sobre tejidos vivos y
los últimos para aplicarse sobre superficies o instrumentos inertes. A su vez los
desinfectantes se pueden sub-clasificar en tres categorías: químicos, físicos y
biológicos (Botana, 2002).
Actualmente los hipocloritos son los desinfectantes clorados más
utilizados, se comercializan en forma líquida (hipoclorito de sodio) y en forma
sólida (hipoclorito de calcio). Se trata de preparados relativamente económicos
y de acción rápida que poseen un nivel de desinfección intermedio. La actividad
antimicrobiana del cloro se atribuye en gran parte al ácido hipocloroso no
disociado. El mecanismo de acción se basa en la inactivación de las reacciones
enzimáticas, de ácidos nucleicos y desnaturalización de proteínas de las células
bacterianas. La acción microbicida es muy rápida. La eficacia de la actividad
desinfectante se reduce con el período de almacenamiento, con temperaturas
elevadas y con la exposición a la luz solar (Negroni, 2009).
En el 1998 el Grupo Mercado Común (GMC), organismo ejecutivo del
Mercosur dependiente del Consejo del Mercado Común (CMC) aprueba el
“Reglamento técnico MERCOSUR para productos domisanitarios1 a base de
hipocloritos aditivados”, que consta como Anexo y forma parte de la Resolución
N°57/98.
En esta resolución se establecen los nombres comerciales para los diferentes
países integrantes del Mercosur, en Argentina la nomenclatura es “agua
lavandina aditivada” para aquellas que contengan una concentración de cloro
activo de 2,0 % p/p a 3,9 % p/p y “agua lavandina aditivada concentrada”
1Se entiende por producto domisanitario a aquellas sustancias o preparaciones destinadas a la limpieza,
lavado, odorización, desodorización, higienización, desinfección o desinfestación, para su utilización en el hogar, y/o ambientes colectivos públicos y/o privados. ANMAT.

17
cuando su concentración de cloro activo sea de 4,0 % p/p a 6 % p/p.
En este trabajo se utilizó agua lavandina aditivada concentrada. Estos
compuestos clorados, ante el descenso de ph, aumentan su actividad germicida,
mientras que las sustancias orgánicas tienden a reducir su actividad
antibacteriana. La estabilidad del cloro en solución mejora también con
concentraciones bajas de cloro, ausencia de cobre, cobalto, níquel u otros tipos
de catálisis, bajas temperaturas, y con protección frente a la luz ultra violeta.
(Botana, 2002). Su eficacia desinfectante también depende del período de
almacenamiento, ya que en la medida que transcurre el tiempo la misma se
reduce (Negroni, 2009).

18
4. Materiales y Métodos
4.1. Características de la fábrica y de la unidad de muestreo
La fábrica en la que se desarrolló este trabajo se encuentra ubicada en la
ciudad de Tandil. Procesa aproximadamente 2.000 litros de leche diarios, de los
cuales se destinan 200 litros semanales a la elaboración de dulce de leche y el
resto a la elaboración de las siguientes variedades de queso: Romano, Sardo,
Reggiano, Gouda, Cheddar, Granjero, Granjerito, Pepato, Banquete, Banquetito,
Holandita.
Esta fábrica cuenta con 3 piletas de salmuera que fueron recientemente
reacondicionadas. Para este estudio se seleccionaron 2 de ellas:
“Pileta 1 (P1)”: Con una estructura de cemento revestida con
impermeabilizante para tanques con base solvente, y medidas de 71x
223x45 lo que resulta en una capacidad de 712,5 litros, con una salmuera
envejecida en más de 2 años.
“Pileta 2(P2)”: Compuesta de cemento y revestida con la misma pintura,
sus dimensiones son 75x241x48, con una capacidad de 867,6 litros con
una salmuera recientemente elaborada.

19
4.2. Muestreo
Se realizaron tres muestreos cada 48 horas de cada una de las piletas (P1
y P2). El primero de ellos fue de las salmueras tal como se encontraban, y los
posteriores luego de la desinfección con Hipoclorito de Sodio al 0,05 % según la
dosis recomendada por Luluaga y Nuñez (2010). Se utilizó instrumental
esterilizado a fuego directo y las muestras fueron colocadas en envases estériles
y refrigeradas hasta su arribo al laboratorio.
4.3. Análisis Fisicoquímicos
Los análisis Fisicoquímicos se realizaron en el laboratorio de la fábrica.
Para determinar la concentración se utilizó un aerómetro Baumé (conocido
como “pesa sal”, imagen 2)
Imagen 2. Medición de Concentraciones de salmuera nueva (izquierda) y envejecida (derecha).
La temperatura se midió con un termómetro convencional de alcohol. El pH
se obtuvo con un pHmetro “Adwa AD 8000 y la acidez por titulación con hidróxido
de sodio 0.1 M y fenolftaleína al 2 %.

20
4.4. Análisis Microbiológicos
Los análisis microbiológicos se llevaron a cabo en el Laboratorio de Calidad
de Leche del Departamento de Tecnología y Calidad de Los Alimentos de la
Facultad de Ciencias Veterinarias de la Universidad Nacional del Centro de la
Provincia de Buenos Aires (FCV-UNCPBA). Se realizó la siembra para la
determinación de Bacterias coliformes, bacterias Mesófilas aerobias y mohos y
levaduras. Se utilizó como diluyente agua peptonada, según norma ISO 707:
2008 /FIL 50:2008. Los resultados se expresaron en Unidades formadoras de
colonias/ml (UFC/ml).
4.4.1. Recuento de Bacterias Coliformes
El medio utilizado fue Agar Violeta Rojo Bilis (VRB), se realizó la siembra
en profundidad de la muestra se incubó a 30º C por 72 horas (ISO 4832:2006).
4.4.2. Recuento de Mesófilos:
Se utilizó Plate Count Agar (PCA), se realizó la siembra en profundidad y se
incubó a30º C por 72 horas según ISO 4833-1: 2013.
4.4.3. Recuento de Hongos y Levaduras
El medio de cultivo en este caso fue Agar Levadura Glucosa Cloranfenicol, se
sembró en profundidad y se incubó a 30° C durante 5 días ISO 7954: 1987.

21
5. Resultados y discusión
En las Imágenes 3 y 4 se puede apreciar la imagen de las piletas de salmuera
antes y después de ser reacondicionadas.
Imagen 3: Pileta de sala de salado de quesos antes y después del
reacondicionamiento.
Imagen 4: Sala de Salado de Quesos antes y después del reacondicionamiento

22
5.1 Análisis Fisico-químicos
5.1.1. Temperatura
Este parámetro fue el que mayor estabilidad mostró a lo largo del estudio.
Durante los dos primeros días la temperatura se mantuvo a 13º C en P1 y P2,
sin embargo, el último día se produjo un descenso de 2º C en ambas piletas, lo
cual se atribuye a un brusco descenso de la temperatura ambiente. En un estudio
realizado en una fábrica de Uruguay, (Martínez, 2015) obtuvo como valores
óptimos de temperaturas para el salado entre 10 y12° C, aunque notó que hasta
13° C los quesos no presentaban defectos y el desarrollo de microorganismos
no se veía favorecido.
5.1.2. pH
Los valores de pH de las salmueras analizadas se presentan en el Gráfico 2.
GRÁFICO 2. PHDE SALMUERA DE P1 Y P2 DE UNA QUESERÍA DE TANDIL.
El promedio de pH obtenido en la P2 fue de 6,16, con un mín. de 5,78 el día 2 y
máx. de 6,45 el día 3.
En el caso de la P1 los valores de pH fueron en general inferiores en
comparación a la anteriormente mencionada. Con un promedio de 5,17,

23
obteniendo un valor mínimo de 5,13 al día 1 y máximo de 5,23 el día 3.
Si bien siempre se busca que el pH de la salmuera sea similar al pH del queso
(en este caso 5,40), esto está relacionado a la formación de la corteza y no
influye directamente en la velocidad de salado. Martínez (2015) ha constatado
que quesos con pH más bajo absorben sal en forma más veloz.
5.1.3. Acidez
En el Gráfico 3 se pueden apreciar las variaciones de la acidez en las
salmueras.
GRÁFICO 3. ACIDEZ (°DORNIC) DE SALMUERAS DE UNA QUESERÍA DE TANDIL.
El valor promedio obtenido para P1 fue de 114° Dornic. El mínimo fue de 96° D
y el máximo 130° D. La pileta 2 mostró valores significativamente inferiores
incluso al valor de referencia indicado con la línea verde, siendo el promedio
16,67° D. El valor mínimo fue 12º D y se obtuvo el último día del ensayo.
Fue posible identificar una reducción de 20° D con tan sólo una aplicación
de desinfectante en la salmuera de la P1. A pesar de esta reducción los valores
de acidez de la salmuera envejecida siempre estuvieron por encima de los 40°
Dornic recomendados por Casteñeda R. (2005) para quesos de tipo semi-duro,
como consecuencia del tiempo que lleva en uso y también a la falta

24
de controles específicos de las salmueras.
Por su reciente tiempo de elaboración y como era de esperar, la salmuera
nueva nunca superó los 19° D e inclusive en el último muestreo marcó un
descenso de 7° D.
5.1.4 Concentración de sal
En el gráfico 4 se puede observar la concentración de sal que presentó P1 y P2
a lo largo del ensayo.
Gráfico 4. Concentración en °Baumé de Salmueras de una Quesería de Tandil.
Los valores en P1 y P2 se mantuvieron estables a lo largo del ensayo, pero la
concentración de ambas fue distinta e inferior a lo recomendado para este tipo
de quesos (23° Bé) ya que P1 presentó un valor promedio de 14º Bé y P2 19º
Bé. En general se pueden salar quesos con concentraciones salinas que van
según Madrid, A (1999) de 18 a 28° Bé y17 a 27° Bé de sal para Martínez (2015)
pero la concentración más baja se destina a quesos muy húmedos o muy
pequeños. Gradientes de concentración menores corre el riesgo de aumentar
muy rápidamente la carga bacteriana y ser un factor de contaminación muy
importante. Por otra parte, el exceso de sal, en quesos de pasta semidura,
produce una zona contra la corteza más deshidratada que

25
perjudicaría el intercambio salino con consecuencias desfavorables para el
queso (Martínez, 2015).
La concentración en la P1 subió 2° Bé debido a la adición de sal que realizó el
personal de la fábrica a posteriori de conocer los primeros resultados de este
parámetro 9° Bé por debajo de lo recomendado para el tipo de queso que se
elabora.
Si bien la P2 no estaba en los mismos valores aún debía incrementarse 3° Bé
para lograr una óptima concentración, aunque en la fábrica se decidió no
adicionar más cloruro de sodio.
5.2. Análisis microbiológicos.
5.2.1 Recuento de Aerobios Mesófilos
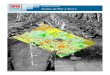
En el Gráfico 5 se presentan los recuentos de bacterias aerobias mesófilas
que se obtuvieron en las muestras analizadas.
Gráfico 5. Recuento de Aerobios Mesófilos en Salmueras de una Quesería de Tandil.
Tal como se observa en el gráfico, los valores de mesófilos viables antes
de realizar la desinfección fueron de 400.000 UFC/ mL para P1, superando lo
indicado en los valores de referencia. Para P2fue de 26.000 UFC/ mL,
considerándose apta la concentración de microorganismos para esta última por

26
encontrarse por debajo de los 50.000 UFC/ mL establecidos como límite en este
trabajo. Luego de la desinfección, los valores fueron de 4.500 UFC/mL, y 800
UFC/ mL respectivamente para las piletas P1 y P2. En los recuentos posteriores
se vieron incrementos en ambas piletas logrando de 5.500 UFC/ml en la P1 y
8.500 UFC/ml para la P2.
Entonces sólo P1 el primer día del estudio superó el valor límite de
aerobios mesófilos establecido para este trabajo.
La adición de desinfectante tuvo un efecto favorable en ambas salmueras,
con valores porcentuales en las reducciones de los recuentos idénticos a los
hallados en el trabajo de M. Pontin (2017) donde logró reducciones de aerobios
mesófilos de 99,9% con la misma dosis utilizada en este caso.
5.2.2 Recuento de bacterias Coliformes.
No hubo desarrollo de colonias de bacterias coliformes en ninguna de las
muestras analizadas. La importancia de la detección de estos microorganismos
está dada por su propia peligrosidad y por estar asociada su presencia en
alimentos o áreas donde se procesen a contaminación fecal ya que esa es su
hábitat natural (Camacho, 2009).
5.2.3 Recuento de Mohos y Levaduras
A continuación, se puede observar el recuento de mohos y levaduras
obtenido durante el ensayo (grafico 6).

27
Gráfico 6. Recuento de Mohos y Levaduras de Salmueras de una Quesería de Tandil.
La concentración de mohos y levaduras que la P1 presentaba al previo a la
desinfección la ubicaba por debajo de lo considerado en este estudio como
“aceptable”, con una concentración de 460 UFC/ml al día 1,110 UFC/ mL al día
2 y 640 UFC/ml el último día en estudio. En la pileta 2 fueron de340 UFC/ mL,
en el segundo día no hubo crecimiento de colonias y en el último el recuento fue
de 60 UFC/ml. El motivo del descenso en los recuentos de ambas soluciones al
día 2, fue la previa adición de hipoclorito de sodio a las salmueras, y si bien estos
valores porcentualmente son inferiores a los obtenidos por Pontín (2017) la
diferencia está en los recuentos iniciales previos a la desinfección, más de diez
veces inferiores en este estudio.

28
6 Conclusión
Previo a la aplicación del tratamiento de desinfección se comprobó que la
salmuera envejecida no cumplía con los requisitos microbiológicos
esperados, por superar los límites máximos recomendados de bacterias
mesófilas.
Se corroboró la eficiencia del uso de concentraciones de 0,05% de
hipoclorito de sodio cada 72hs, en el mantenimiento de la calidad
microbiológica de salmueras nuevas y envejecidas.
Debido a la falta de referencia sobre los criterios físicos y químicos de
aceptación para las salmueras, no es posible establecer su aceptabilidad.
Sería ideal establecer dichos parámetros incluso para cada una de las
variedades de queso elaboradas, pero actualmente resulta impracticable ya
primero habría que lograr sistematizar a largo plazo el tipo de producción.
La adición de desinfectante produjo correcciones significativas de la calidad
de las salmueras aunque en algunos casos éstas no fueron suficientes para
salmueras envejecidas.
Resulta imprescindible para la aplicabilidad y eficacia de este tratamiento
establecer rangos y/o valores límites tanto fisicoquímicos como
microbiológicos para las salmueras, y establecer en cada fábrica la forma de
verificarlos, lo cual debe ser acompañado por la capacitación del personal.

29
7 Referencias bibliográficas
Amiot J. (1991) Ciencia y tecnología de la leche. Pág. 249. Acribia S.A.
Zaragoza. España.
Association of Official Analitycal Chemists (1990). Official Methods of
Analysis. 15º Edición. Vol. 2. Pág. 823. Kenneth Herlich. Arlington.
Virginia. Estados Unidos.
Battro P. (2010) Quesos Artesanales. 1° edición. Pág. 12. Albatros.
Buenos Aires. Argentina.
Botana L. et al., 2002. Farmacología y Terapéutica Veterinaria. Pp. 439-
440 Editorial McGraw-Hill/ Interamericana. Universidad de Santiago de
Compostela. España.
Castañeda R. et al., 2005. Manual para la eficiencia productiva de la
pyme quesera: El salado de los Quesos. Pp 79; 84. Instituto nacional de
tecnología industrial, Buenos Aires, Argentina.
Camacho A. (2009) Técnicas para el Análisis Microbiológico de
Alimentos. 2ª ed. Facultad de Química, UNAM. México.
Disponible en URL:http://depa.fquim.unam.mx/amyd/archivero/Tecnic-
Basicas-Coliformes-en-placa_6528.pdfFecha de Consulta: 12-06-18.
Codex alimentarius. Normas Oficiales de los Alimentos. Estandar
general para el Queso. CODEX STAN 283-1978 Disponible en
el URL: http://www.fao.org/fao-who-codexalimentarius/sh-
proxy/fr/?lnk=1&url=https%253A%252F%252Fworkspace.fao.org%252
Fsites%252Fcodex%252FStandards%252FCODEX%2BSTAN%2B283
-1978%252FCXS_283e.pdf Fecha de consulta: 22-03-18.

30
Código Alimentario Argentino. Capítulo VIII, Alimentos Lácteos.
Artículo 605, Ítem 4. Disponible en URL:
http://www.anmat.gov.ar/alimentos/normativas_alimentos_caa.asp
Fecha de consulta: 13-04-2018
Cruz, A.G. et al., 2011. Cheeses with reduced sodium content: effects
on functionality, public health benefits and sensory properties. Trend.
Food Sci. Technol. 22:276-291. doi: 10.1016/j.tifs.2011.02.003
Guinee, T.P., and Fox, P.F. (2004). Salt in cheese: physical, chemical
and biological aspects. In: P.F. Fox, et al., editors, Cheese: chemistry,
physics and microbiology. Elsevier Academic Press. Pp. 207-
259.London, Britain.
Hernández A. (2003). Microbiología Industrial. Pp. 75; 78. San José.
Costa Rica.
Hystead, E. et al., 2013. The effect of sodium reduction with and without
potassium chloride on the survival of Listeria monocytogenes in cheddar
cheese. J. DairySci. 96:6172-6185. doi:10.3168/jds.2013- 6675
Jonson, M y Paulus, K. (2005). La Operación de Salado del Queso.
Mantenimiento de la Salmuera. Disponible en URL:
http://alimentos.web.unq.edu.ar/wp-
content/uploads/sites/57/2016/03/Salado-de-quesos.pdf Fecha de
Consulta: 05/11/2018
Llangari, P. (1991). Tecnología para la elaboración de Productos
Lácteos. Instituto Nacional de Investigaciones Agropecuarias. Pág. 11.
Quito. Ecuador.
Luluaga, S., y Núñez, M. (2010). Guía de elaboración de quesos
artesanales: las técnicas de elaboración, pág. 66. Disponible en el
URL:http://www.alimentosargentinos.gob.ar/contenido/procal/proyectos

31
piloto/2009/2009_Lacteos_Tucuman_01_guiaQuesos.pdf. Fecha de
consulta: 21/04/18.
Madrid, A. (1999). Tecnología quesera. Mundi-Prensa. Madrid.
España. pp 10-14 y 154-157.
Martínez, R. (2015). Portal Lechero: El salado de los quesos.
Cuidados de la Salmuera. Disponible en URL:
http://www.portalechero.com/innovaportal/v/183/1/innova.front/el-
salado-de-los-quesos.html?page=2Fecha de Consulta: 27/04/18.
McSweeney, P.L. (2004) a. Biochemistry of cheese ripening:
Introduction and overview. Cheese: chemistry, physics and
microbiology. Academic Press. Pp. 347-360. London. Britain.
McSweeney, P.L. (2004) b. Biochemistry of cheese ripening. Int. J. Dairy
Technol. 57:127-144. doi:10.1111/j.1471-0307.2004.00147.x
Negroni, M. (2009). Microbiología estomatológica: fundamentos y guía
práctica. Pág. 117. 2ª ed. Editorial Médica Panamericana. Buenos Aires.
Argentina.
Pontín, M. M. (2017). Estudio de la calidad microbiológica y
Físico-química de salmueras en una quesería (Tesis).
Disponible en
URL:http://www.ridaa.unicen.edu.ar/xmlui/bitstream/handle/1
23456789/1472/PONTIN%2C%20MAXIMILIANO%20MATIA
S.pdf?sequence=1&isAllowed=y Fecha de consulta: 11-04-
2018.
Ramírez-Navas, J.S. (2010). Propiedades funcionales de los quesos:
énfasis en los quesos de pasta hilada. Rev. RECITEIA 10:70-97.

32
Revilla, A. (1982). Tecnología de la leche. Procesamiento, Manufactura
y Análisis, pág. xiii. Instituto Interamericano de Cooperación para la
Agricultura. San José. Costa Rica.
Reinhemer, J., y Zalazar, C. (2006). Avances En Microbiología,
Bioquímica y Tecnología De Quesos, pág. 245. Centro De
Publicaciones Universidad Nacional del Litoral, Santa fe, Argentina.
Shelly, R., y Lagarriga, J. (2004). Productos lácteos: tecnología. Cap.
7. El queso. Defecto de los Quesos. Pág. 178. Ilustrada. Cataluña.
España.
Sheehan, J.J. (2007). How does NaCl affect the microbiology of cheese?
In: P.L. McSweeney, editor, Cheese problems solved. Woodhead
Publishing Limited, and CRC Press LLC. Pp. 96-97. Cambridge. Britain.
Shrestha, S. et al., 2011. Survival of Listeria monocytogenes introduced
as a post-aging contaminant during storage of low-salt cheddar cheese
at 4, 10, and 21ºC. J. Dairy Sci. 94:4329-4335. doi:10.3168/jds.2011-
4219
Sutherland, B.J. (2002). Cheese: salting of cheese. In: R. Hubert, editor,
Encyclopedia of dairy sciences. Elsevier. Pp. 293-300. Oxford. Britain.
Veisseyre, R. (1972). Lactología Técnica. Recogida, tratamiento y
transformación de la leche en países templados y calientes. Pág. 388.
Acribia. Zaragoza. España.
Zalazar, C. (1994). Ciencia y Tecnología de los Productos Lácteos.
Coagulación de la Leche y Enzimas Coagulantes, pág. 39; 177; 287;
295. Diagrama S.A. Santa Fe. Argentina.

33
Zamboni, E. (1994). Ciencia y Tecnología de los Productos Lácteos.
Salado de Quesos, pág. 157. Diagrama S.A. Santa Fe. Argentina.