Embed Size (px)
Citation preview

ESTUDIO DEL TRABAJO

ESTUDIO DEL TRABAJO
Disertante:Lic. Laura L. OwczarczynINTI-Madera y Muebles
1. Empresa
2. Problemas
3.Proceso
4. Kaizen
5. Requisitos
6.Niveles de Kaizen
7. Desperdicio
8. Ciclo Kaizen
9. Principios y mandamientos

Infinidad de hechos históricos demuestra que, desde sus orígenes, el hombre tuvo la necesidad de organizarse para alcanzar sus objetivos
por que vive y se desarrolla en grupos.
En la época actual, el entorno económico es cada día más complejo para adquirir lo que se requiere: alimentación, vestido, habitación,
etc.; así como para su distribución.
EMPRESA

¿Qué es el estudio del trabajo?
Examen sistemático de los métodos para realizar actividades con el fin de mejorar la utilización eficaz de los recursos …
PRODUCTIVIDAD =PRODUCCIÓN
RECURSOS

Beneficios del estudio del trabajo
• Mejora la productividad.
• Sistemático, reduce probabilidad de error.
• Establecer normas de rendimiento de la producción.
• Mejora de las condiciones de seguridad.
• Aplicable a cualquier campo.
• De bajo costo y bajo nivel de complejidad.
• Entre muchos más …

Estudio de Métodos
Estudio del Trabajo
Medición de las Actividades
Es el registro y examen crítico sistemático de la forma de hacer una actividad, para efectuar mejoras.
Es la medición del tiempo que invierte un trabajador calificado en llevar a cabo una actividad, según normas de rendimiento prestablecidas.

Procedimiento básico para el estudio del trabajo
1. SELECCIONAR el proceso a analizar
2. REGISTRAR datos relevantes
3. EXAMINAR los hechos registrados
4. ESTABLECER el método más económico
5. EVALUAR los resultados obtenidos
6. DEFINIR el nuevo método
7. IMPLANTAR el nuevo método
8. CONTROLAR su aplicación

Registrar
Métodos empleados para registrar
Cursograma sinóptico del procesoCursograma analítico del operarioCursograma analítico del materialCursograma analítico del equipo o maquinariaDiagrama bimanual
Diagrama de actividades múltiplesSimograma
Diagrama de recorridoDiagrama de hilosGráfico de trayectoriaCiclogramaCronociclograma
Gráficos que indican sucesión
Gráficos con escala de tiempo
Diagramas que indican movimiento

Símbolos del cursograma
OPERACIÓN – Indica las principales fases del proceso. Generalmente se modifica la estructura de la pieza durante la operación.
INSPECCIÓN – Indica la inspección de la calidad y/o la verificación de la cantidad.
TRANSPORTE – Indica el movimiento de los trabajadores, materiales y de equipos de un lugar a otro.
DEPÓSITO PROVISIONAL O ESPERA – Indica demora en el desarrollo de los hechos. Ej: Trabajo suspendido entre 2 operaciones sucesivas.
ALMACENAMIENTO PERMANENTE – Indica el depósito de un objeto bajo vigilancia en un almacén, entregado contra autorización o donde se lo guarda con fines de referencia.
ACTIVIDADES COMBINADAS – Indica que varias actividades son ejecutadas simultáneamente por el mismo operario, en un mismo lugar de trabajo.

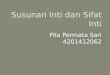
CURSOGRAMA SINÓPTICO
1- Eje
2- Moldura de plástico
3- Perno de tope

Diagrama que muestra el recorrido que se sigue, señalando todos los hechos sujetos a examen mediante los símbolos correspondientes.
Se aplica a:
El operario
El material
El equipo
CURSOGRAMA ANALÍTICO

DIAGRAMA BIMANUAL
En este diagrama se muestran las actividades de ambas manos y la relación entre ellas.

DIAGRAMA DE ACTIVIDADES MÚLTIPLES
Permite visualizar
InterferenciasDistribución de carga de trabajo
Diferentes nombres del diagrama en función de la cantidad de operarios y máquinas:
1 Operario – 1 MáquinaDiagrama Hombre Máquina1 Operario – X MáquinasDiagrama de Actividades MúltiplesX Operarios – 1 MáquinaDiagrama de Actividades SimultáneasX Operarios – X MáquinasDiagrama de Trabajo en Equipo

14
VOLANTE MOTOR NÚMERO DE ORDEN
REQUERIMIENTO DIARIO 742
PROCESO DE MECANIZADO GURPO DE TRABAJO
( 470 )MIN./ CANT. REQUERIDA (TIEMPO CICLO)
38"SECUENCIA DE TRABAJO TIEMPO TIEMPO DE OPERACIÓN ( unid. : 0.5" )
MANU-AL
MÁQUINA
TRASLADO
1 TOMAR MATERIAL 1 -
2 NC-1 DESCARGAR, CARGAR 5 19& DAR ARRANQUE
3 DR-1 CARGAR, ESPERAR 10 5& DESCARGAR
4 NC-2 DESCARGAR, CARGAR 5 22& DAR ARRANQUE
5 LT-1 CARGAR, VIGILAR 8 3& DESCARGAR
6 LLEVAR PROD. TERMINADO 1 -AL PALLET
OPERACIÓN
ITEM
PROCESO
OPERACIÓN MANUALPROCESO DE MAQ. TRASLADO
2
2
2
2
2
6
10" 20" 30" 40"

El diagrama de recorrido consiste en un plano (preferentemente a escala) de la planta o área de trabajo, que cuenta con la correcta ubicación de las máquinas. Esto permite trazar y analizar los movimientos de los productos y/o componentes.
Diagrama de recorrido
13
01
08
02
01
01

El diagrama de hilos es un gráfico a escala de la planta o área. Permite seguir el recorrido que efectúa el operario, el material o los equipos en una sucesión de hechos.
Diagrama de hilos

Preguntas5W + 1H
Porqué
De fondo
Propósito¿Qué se hace?
¿Porqué se hace?
¿Qué otra cosa podría hacerse?
¿Qué debería hacerse?
¿Cuándo se hace?
¿Porqué se hace entonces?
¿Cuando podría hacerse?
¿Cuándo debería hacerse?
¿Cómo se hace?
¿Porqué se hace así?
¿De qué otro modo podría hacerse?
¿Cómo debería hacerse?
¿Quién lo hace?
¿Porqué lo hace esa persona?
¿Qué otra persona podría hacerlo?
¿Quién debería hacerlo?
¿Dónde se hace?
¿Porqué se hace allí?
¿Dónde podría hacerse?
¿Dónde debería hacerse?Sucesión
Persona
Lugar
Medios
Examinar

En esta etapa son importantes los siguientes conceptos:
• Trabajo en equipo
• Motivación
• Creatividad
• Habilidades personales
Es importante registrar el método proyectado empleando los gráficos y diagramas presentados en la etapa de registrar, obteniéndose el contraste entre el método original y el método propuesto.
Idear

Actividades a desarrollar
Definir• Tomar la mejor propuesta.• Aprobación de la dirección de fábrica.• Documentar (instructivos, procedimientos, etc.)
Implantar • Conseguir aceptación de operarios.• Enseñar el nuevo método a los trabajadores.• Controlar evolución del trabajo bajo el nuevo método.
Mantener • Controlar la ejecución del método.• Estudiar la factibilidad de reiniciar el ciclo de estudio cuando se crea conveniente.
Definir – Implementar - Mantener

20
Cada nueva mejora es un estándar y donde estos no existen, no hay mejoramiento
Cada nueva mejora es un estándar y donde estos no existen, no hay mejoramiento
Trabajo Estándar

Objetivos
Determinar duración de ciclos industriales paraDeterminar duración de ciclos industriales para::Conocer plazos de entrega.Coordinación de procesos.Balance de las líneas de producción.
Conocimientos y formación de costos:Conocimientos y formación de costos:– Sistemas de costos predeterminados.– Realización de presupuestos y cotizaciones.– Análisis de productividad.
Base para implantar remuneración por incentivosBase para implantar remuneración por incentivos
21
Medición del Trabajo

CBTCBT
AA
BB
CC
DD
Contenido de trabajo
total
Tiempo improductivo
total
Tiempo total de la operación
Contenido básico de trabajo del producto u operación
Contenido de trabajo suplementario, debido a deficiencias en el diseño o especificaciones del producto
Contenido de trabajo suplementario, debido a métodos ineficaces de producción o funcionamiento
Tiempo improductivo debido a ineficiencias de la dirección
Tiempo improductivo imputable al trabajador
Componentes del tiempo

CBT
A.1- Mal diseño del producto
A.2- Falta de normalización
A.3- Normas de calidad erróneas
A.4- Modelo que exija eliminar demasiado material
B.1- Maquinaria inadecuada
B.2- Proceso mal ejecutado
B.3- Herramientas inadecuadas
B.4- Deficiente disposición (movimientos innecesarios)
B.5- Inadecuado método de trabajo de los operarios
Contenido de trabajo
suplementario Debido a
deficiencias en el diseño
Contenido de trabajo
suplementario Debido a métodos
ineficaces de producción
Contenido de trabajo total
Tiempo improductivo

24
Técnicas de Medición del Trabajo

Basado en la ley de probabilidades
Para que las observaciones reflejen la situación real (muestreo representativo), con un margen determinado de error, es necesario:
•Tamaño de muestra representativo
•Observaciones al azar
Cálculo de “n”
Empleo de tabla de números aleatorios
Dos métodos para calcular “n”
EstadísticoNomográfico
Muestreo del Trabajo

Muestreo Estadístico
Cálculo del número de observaciones
Tamaño de la muestra conocidoTamaño de la muestra conocido
Tamaño de la muestra desconocidoTamaño de la muestra desconocido
26
Z : Factor constante, función del nivel de
confianza
p: Porcentaje de tiempo inactivo
q: Porcentaje de tiempo en marcha
d: Error admisible
N: Tamaño de la muestra
n: Número de observaciones o tamaño de muestra a determinar
n =Z
2 * p * q
d2
Muestreo del Trabajo
n =N * Z
2 * p * q
d2 * (N-1) + Z2 * p * q

Ejemplo de aplicación

Ejemplo:
Al cabo de 20 observaciones previas realizadas sobre una máquina de producción se observó:
• Máquina parada en 25 ocasiones p = 25• Máquina en marcha en 75 oportunidades q = 75Si decidimos trabajar con un nivel de confianza de 95 % (Z= 1,96) y un margen de error (d) del 5 %
Haciendo uso del nomograma:Para determinar el tamaño de la muestra, se traza una línea que comienza en la ordenada (p), cortando la ordenada error y finaliza en la ordenada (n), determinando el tamaño de la muestra para ese intervalo de confianza.
nomograma

Es una técnica de medición del trabajo en que se utilizan tiempos determinados para los movimientos humanos básicos, a fin de establecer el tiempo requerido por una tarea efectuada según una norma dada de ejecución.
Campo de aplicación de los datos
Alcance Sistema NTPD Campo de aplicación
Universal MTM – 1, 2, 3; factor trabajo Transferible y aplicable a todos los sectores de actividad manual
General Master Clerical Data (oficinas)
MTM – V (taller de máquinas)
Transferible sólo dentro de un sector de actividad
Específico Datos tipos para determinados departamentos
de un fábrica
No transferible sin estudio de validación
Norma de Tiempos Pre Determinados

SOLTAR, ESTIRAR
BRAZO, ASIR
TRASLADAR, COLOCAR
SOLTAR
RECOGER
PONER
MANIPULARLas combinaciones
dan elementos simples y complejos
1º Nivel(MTM-1)
2º Nivel(MTM-2)
3º Nivel(MTM-3)
Nivel Superior(MTM-4)
Movimientos básicos de dedos, mano y brazo
Funciones visualesMovimiento de cuerpo,
pierna y pieAlcanzar
AsirMover
PosicionarSoltar
PresionarSeparar
Girar
Desplazamiento visualEnfoque visual
Giro del cuerpoInclinarseAgacharseSentarse
LevantarseCamina sin impedimento
Caminar con impedimentoCaminar con carga

MTM – 2Es el método más empleado por los especialistas en estudio
del trabajo. Se compone de las siguientes categorías:
RECOGERGAGBGC
PONERPAPBPC
REASIR R
APLICAR PRESIÓN
A
EMPLEAR LOS OJOS
E
MOVER EL PIE F
DAR UN PASO S
INCLINARSE Y LEVANTARSE
B
FACTORES DE PESO
GWPW
HACER GIRAR C
Medición del Trabajo
Tiempo en tmu – 1 tmu = 0,036 s
Símbolo
GA GB GC PA PB PC
- 5 3 7 14 3 10 21
- 15 6 10 19 6 15 26
- 30 9 14 23 11 19 30
- 45 13 18 27 15 24 36
- 80 17 23 32 20 30 41
GW: 1 por 1 Kg PW: 1 por 5 Kg
A R E C S F B
14 6 7 15 18 9 61

¿Se requiere algún movimiento
para asir?
¿Basta cerrar la mano o los
dedos con un solo movimiento?
Sí
Sí
GB
GA
GC
No
No

Elemento tmuSímbol
oDescripción
Montar arandela
23303
GC30PC30PA5
ArandelaHacia pernoEn perno
Montar tuerca y
enroscarla a mano
10266
4218
GB15PC152PA5
6GB56PA5
TuercaHacia pernoEncajar tuerca en filete
Enroscar tuerca
Apretar tuerca con
llave inglesa
23306
14231
GB30PC30PA15
A
LlaveHacia tuercaEnroscar tuercaApretar
Ejemplo de aplicación

1. SELECCIONAR el proceso a analizar
2. REGISTRAR datos relevantes
3. EXAMINAR los hechos registrados
4. MEDIR la cantidad de trabajo de cada elemento
5. COMPILAR el tiempo tipo y suplementos de cada operación
6. DEFINIR el tiempo computado y notificar que será el tiempo tipo para las actividades y métodos especificados
El procedimiento básico del estudio de tiempo es el siguiente
Cronometraje

Pasos
1. Obtención de información
2. Racionalización y estabilización del puesto de trabajo
3. Comprobación del método de trabajo
4. Descomponer la tarea en elementos
Elemento:
Es una parte esencial y definida de la tarea.
35
Antes del cronometraje

Como tomar elementos.
Cortos Separar en manuales de tecnológicos Separar en constantes de variables Agrupar los comunes Separar frecuentes y extraños unos de otros y entre si
36

37
Tiempo Observado (TO)
Ejemplo
Punto Inicio
Punto de Finaliz.
Ciclo de la operación
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
3.35 3.43 3.67 3.53 3.82 3.24 3.71 3.19 3.27 3.55
TO Desv
3.48 0.22
Promedio
Cronometraje

Método Continuo Vuelta a cero
Ventajas
Detalle completoSin error
Ventajas
Lectura directaFacilidad para incluir elementosIndicación de la estabilidad del estudio
Desventajas
Complicación con el cálculo
Desventajas
Error inducido
Métodos de cronometraje
Unidades de medida. Segundo Centésima de minuto DMH (Diez Milésima de Hora)

Cronómetros
• Minuto decimal
• Milésima de segundo (0,001)
• Centésima de segundo (0,01)
• Aguja que retrocede
Equipo auxiliar
1. Tablero
2. Impresos
3. Calculadora
39
Instrumentos de medida

Tiempo Observado (TO) Valoración
Valoración = Ritmo observado
100
TN = TO x Valoración Ejemplo:
DATOS:
T.Obser. = 3.48 min
Desv.Std = 0.22 min
Valoración = 0.90
TN = 3.48 x 0.90
T.Normal = 3.13 min
Desv.Std = 0.22 min

Velocidad de un hombre sin carga caminando a pasos de 75 cm recorriendo 5 km/h en camino recto y a 15ºC.
Ritmo de trabajo del operario medio que actúa bajo una dirección competente, pero sin el estímulo de incentivos.
Operario medio:
Ser imaginario bien calificado, que con experiencia, realiza la tarea a ritmo normal, de acuerdo con las condiciones reales en las que se presenta en su puesto.
41
Ritmo Normal

42
Nec.Person. Fatiga Especiales
Es el tiempo asignado al trabajador para satisfacer sus necesidades fisiológicas.
En general, el tiempo asignado fluctúa entre el 5% y 7% de la jornada laboral.

43
Nec.Person. Fatiga Especiales
Clases de suplementoClases de suplemento
• Tensión física provocada por la naturaleza del trabajo.
• Tensión mental.• Tensión física o mental provocada por
las condiciones del trabajo.

Tensión física provocada por la naturaleza del trabajo
1.1. FuerzaFuerza
2.2. PosturaPostura
3.3. VibracionesVibraciones
4.4. Ciclo breveCiclo breve
5.5. Ropa molestaRopa molesta
44
Suplementos por descanso - Fatiga


Tensión mental
1. Concentración o ansiedad
2. Monotonía
3. Tensión visual
4. Ruido

Tensión física o mental provocada por las condiciones del trabajo
1. Temperatura
2. Ventilación
3. Emanación de gases
4. Polvo
5. Suciedad
6. Presencia de agua


49


La ergonomía es el conjunto de conocimientos de carácter multidisciplinar aplicados para la adecuación de los productos, sistemas y entornos artificiales a las necesidades, limitaciones y características de sus
usuarios, optimizando la eficacia, seguridad y bienestar
Ergonomía

Objetivos
Reducción de lesiones y enfermedades ocupacionales
Disminución de costos por incapacidad de trabajadores
Aumento de la producción
Mejoramiento de la calidad del trabajo
Disminución del ausentismo
Aplicación de las normas existentes
Disminución de la pérdida de materia prima.
52
Ergonomía

Ejemplo de aplicación de la
ergonomía
Ergonomía

Qué implica el balanceo de línea
Que todos trabajan por igualProducir sólo lo que el cliente requiereLa variación es suaveNadie está sobrecargadoNadie está esperandoTodos trabajando juntos en una forma balanceada
Existen dos pre requisitos para el balanceo de una línea que deben cumplirse, antes de poder diagramar un tablero yamazumiEstos son:
Takt Time Standard Work
Balanceo de Línea

Objetivos
Hallar una combinación de tiempo ciclo y estaciones de trabajo que determine un tiempo ocioso mínimo
Reducir los costos de mano de obra con la reducción de estaciones en la línea
Reducir al mínimo el tiempo ciclo para una cantidad específica de estaciones de trabajo al equilibrar la línea
55

Takt time
El concepto de Takt time compara el ritmo de producción con la demanda del cliente.
Takt time maximiza la productividad, debido a:
•Procesos simples de gestionar
•La salida de cada proceso, concuerda con la demanda del cliente
T: Takt time
Ta: Tiempo disponible
Td: Tiempo demandado (requerimiento del Cliente)

Diagrama Yamazumi
Gráfico de barras que muestra el balance de tareas de los operarios. Se emplea normalmente para asegurar la distribución equitativa de tareas entre los puestos de trabajo y asegurar una jornada laboral completa.
57

Ejercicio de aplicación generalObjetivo del ejercicio: Disminuir el tiempo de ciclo del proceso de perforado del cuerpo plegado (el componente en estudio pertenece a un soporte de un cuerpo de siembra).
Metodología de trabajo: 1)Relevar los cuatro procesos de perforado descriptos en los videos (cuello de botella del proceso completo de fabricación del cuerpo de siembra).2)Utilizar para esto un Cursograma analítico.3)Registrar en el Cursograma todas las variables que intervienen en un proceso de manufactura, estas se clasifican en:
Operaciones Transportes Inspecciones Demoras Almacenamientos
4)Valorizar los recursos que consume cada una de estas variables, principalmente tiempo.5)Luego de verificar la información obtenida, realizar un análisis crítico de los datos obtenidos con el objetivo, en primera instancia, de diferenciar los tiempos productivos de los que no lo son y de visualizar oportunidades de mejora en el proceso estudiado.6)Calcular el tiempo total empleado en el proceso de perforado (contempla los cuatro procesos).7)Plantear, como mínimo, una alternativa de mejora para el proceso de perforado en cuestión y realizar un cálculo aproximado del nuevo tiempo de empleado.

Dudas, Consultas?
CONCLUSIONES!!!

Muchas gracias por su atención!!!
Área de Asistencia en Gestión y procesos productivosJuana M. Gorriti 3520(B1686FDC) HurlinghamBuenos Aires, Argentina011 4452 7230/[email protected] ; [email protected]
Septiembre 2013