Embed Size (px)
Citation preview

Walter product innovations · Edition 2013-2
Prin
ted
in G
erm
any
653
5353
(09/
2013
) EN
Walter GB Ltd. Bromsgrove, England +44 (1527) 839 450, [email protected] Walter Kesici Takımlar Sanayi ve Ticaret Ltd. Şti. Istanbul, Türkiye +90 (216) 528 1900 Pbx, [email protected] Walter Wuxi Co. Ltd. Wuxi, Jiangsu, P.R. China +86 (510) 8241 9399, [email protected] Walter AG Singapore Pte. Ltd. +65 6773 6180, [email protected] Walter Korea Ltd. Anyang-si Gyeonggi-do, Korea +82 (31) 337 6100, [email protected] Walter Tools India Pvt. Ltd. Pune, India +91 (20) 3045 7300, [email protected] Walter (Thailand) Co., Ltd. Bangkok, 10120, Thailand +66 2 687 0388, [email protected] Walter Malaysia Sdn. Bhd. Selangor D.E., Malaysia +60 (3) 8023 7748, [email protected] Walter Tooling Japan K.K. Nagoya, Japan +81 (52) 723 5800, [email protected] Walter USA, LLC Waukesha WI, USA +1 800-945-5554, [email protected] Walter Canada Mississauga, Canada [email protected]
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Germany www.walter-tools.com
Product innovations Edition 2013-2
Turning, drilling, threading,milling, adaptors
_INNOVATIONS
Experience, knowledge,technology: Expertiseon your side.
You will find the complete tool range of our three competence brandsWalter, Walter Titex and Walter Prototyp in the 2012 edition of thegeneral catalogue, in the 2013 edition of the supplement catalogueand in this new products brochure for 2013-2 “Experience, knowledge,technology: Expertise on your side”. It replaces the previous, 2013-1brochure “Advancing through innovative machining solutions”.
They contain all the precision tools you need in your production facilitiesfor turning, boring, milling and threading.
We will be pleased to send you the general catalogue on request.
= The full range of tools
Walter general catalogue+ supplement catalogue+ new products brochure
_INNOVATIONS
Experience, knowledge,technology: Expertiseon your side.
Product innovations Edition 2013-2
Turning, drilling, threading,milling, adaptors
_A WEAlTh Of ExPERTISE IN MAChINING
General catalogue
Turning, drilling, threading,milling, adaptors
_A WEAlTh Of ExPERTISE IN MAChINING
Supplement catalogue
Turning, drilling, threading,milling, adaptors
Turning your own ideas into reality requires the right tools. Tools for turning, milling, drilling and threading. But it also takes heart and soul. From the initial inspiration to the final application. With the competence brands of Walter, Walter Titex, Walter Prototyp and Walter Multiply, you acquire more than just tools from us, because we do all we can to understand and satisfy the requirements of our customers. We concentrate on the application and what the customer wants to achieve. We help customers to turn their ideas into a reality. In doing so, perfection is, for us, the most important thing. It is the easiest way to achieve productivity and efficiency, and the only way to turn vision into reality.
Expect more. Engineer what you envision.
TURNING VISIONS INTO REALITY.
TURNING Walter 3 ISO turning 4 Grooving 12
DRILLING, BORING AND THREADING
Walter Titex 19 Solid carbide drills 20
Walter 25 Point drills 26 Indexable drills 28 Boring tools 30 Precision boring 32
Walter Prototyp 37 HSS-E-PM taps 38 HSS-E taps 40
MILLING Walter Prototyp 43 Solid carbide end mills 44
Walter 49 The new generation of milling cutters 51 Cutting tool materials 58 PCD special milling cutters 60
Watch the innovations video: Scan this QR code or go
directly to http://goo.gl/cPIqR

Product innovationsEdition 2013-2
Turning
_TOOL INNOVATIONS IN TURNING
This is the way to cost-effective turning.
4
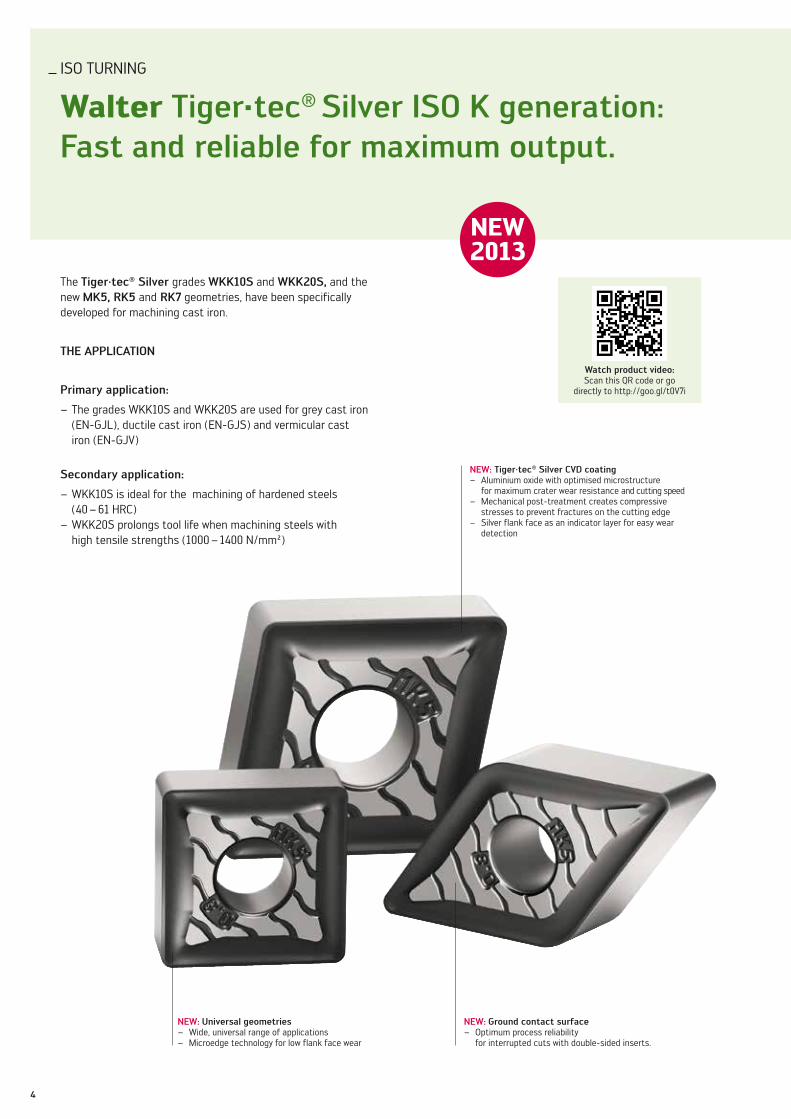
ISO TURNING
Walter Tiger·tec® Silver ISO K generation: Fast and reliable for maximum output.
NEW: Tiger·tec® Silver CVD coating – Aluminium oxide with optimised microstructure
for maximum crater wear resistance and cutting speed – Mechanical post-treatment creates compressive
stresses to prevent fractures on the cutting edge – Silver flank face as an indicator layer for easy wear
detection
NEW: Universal geometries – Wide, universal range of applications – Microedge technology for low flank face wear
NEW: Ground contact surface – Optimum process reliability
for interrupted cuts with double-sided inserts.
The Tiger·tec® Silver grades WKK10S and WKK20S, and the new MK5, RK5 and RK7 geometries, have been specifically developed for machining cast iron.
THE APPLICATION
Primary application:
– The grades WKK10S and WKK20S are used for grey cast iron (EN-GJL), ductile cast iron (EN-GJS) and vermicular cast iron (EN-GJV)
Secondary application:
– WKK10S is ideal for the machining of hardened steels (40 – 61 HRC)
– WKK20S prolongs tool life when machining steels with high tensile strengths (1000 – 1400 N/mm²)
NEW2013
Watch product video: Scan this QR code or go
directly to http://goo.gl/t0V7i
5Walter – Turning
16
10
6.3
4.0
2.5
1.6
1.0
0.63
0.4
0.25
0.16
0.10.025
0.040.063
0.10.16
0.250.4
0.631.0
1.62.5
ap [mm] Depth of cut
f [mm]Feed
good average unfavourable
WAK30
WKK20STiger·tec® Silver
WKK10STiger·tec® Silver
Wea
r res
ista
nce
Toughness
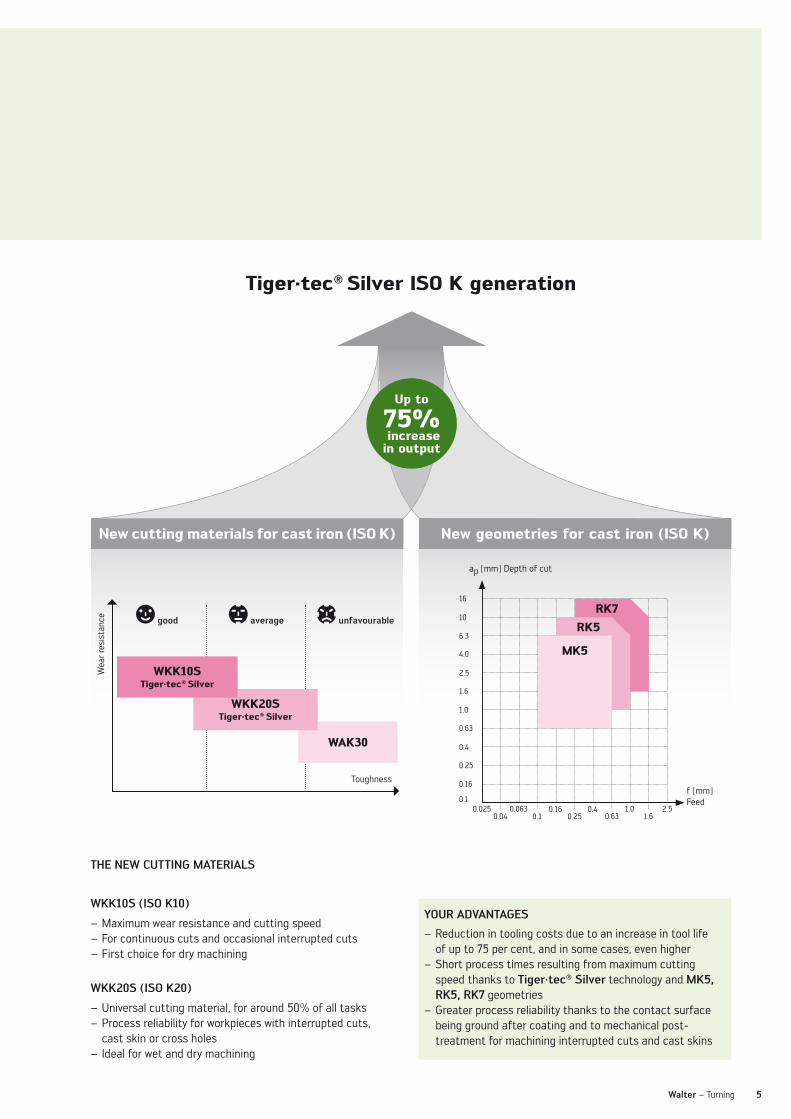
Tiger·tec® Silver ISO K generation
THE NEW CUTTING MATERIALS
WKK10S (ISO K10)
– Maximum wear resistance and cutting speed – For continuous cuts and occasional interrupted cuts – First choice for dry machining
WKK20S (ISO K20)
– Universal cutting material, for around 50% of all tasks – Process reliability for workpieces with interrupted cuts, cast skin or cross holes
– Ideal for wet and dry machining
YOUR ADVANTAGES
– Reduction in tooling costs due to an increase in tool life of up to 75 per cent, and in some cases, even higher
– Short process times resulting from maximum cutting speed thanks to Tiger·tec® Silver technology and MK5, RK5, RK7 geometries
– Greater process reliability thanks to the contact surface being ground after coating and to mechanical post- treatment for machining interrupted cuts and cast skins
New cutting materials for cast iron (ISO K) New geometries for cast iron (ISO K)
Up to
75% increase in output
RK7
RK5
MK5
Feed
Cutt
ing
dept
h
6
ISO TURNING
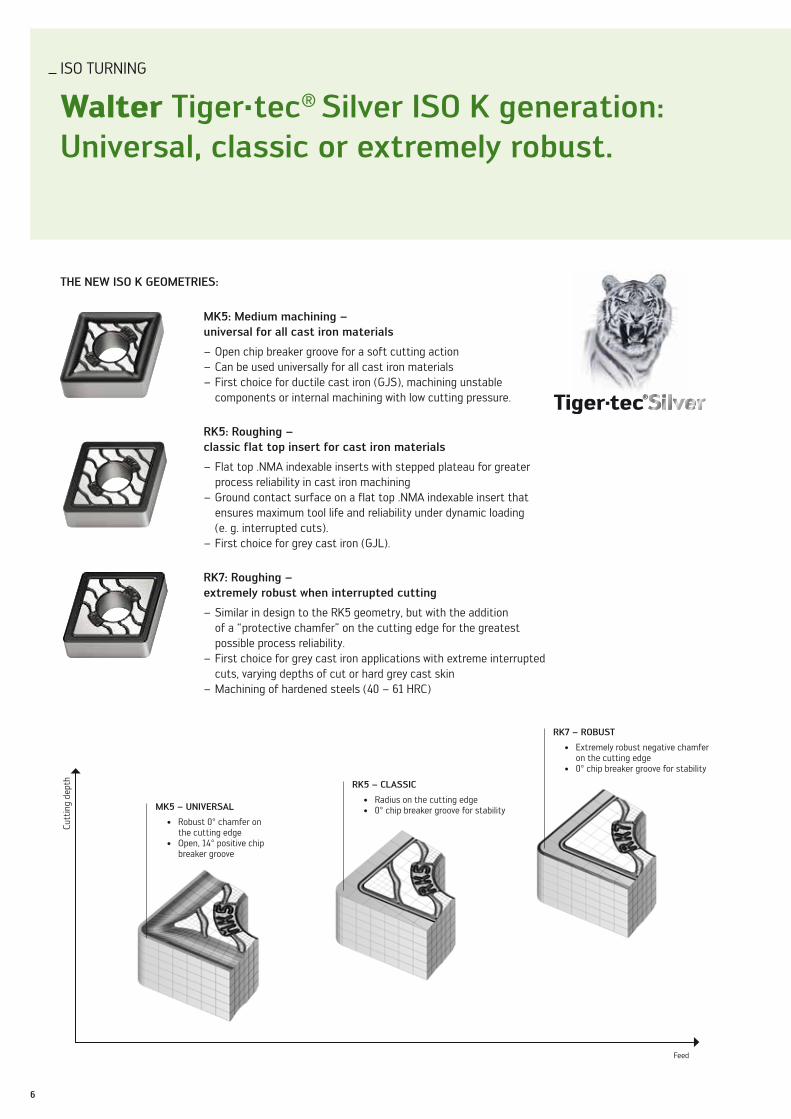
Walter Tiger·tec® Silver ISO K generation: Universal, classic or extremely robust.
MK5 – UNIVERSAL
• Robust 0° chamfer on the cutting edge
• Open, 14° positive chip breaker groove
RK5 – CLASSIC
• Radius on the cutting edge• 0° chip breaker groove for stability
RK7 – ROBUST
• Extremely robust negative chamfer on the cutting edge
• 0° chip breaker groove for stability
MK5: Medium machining – universal for all cast iron materials
– Open chip breaker groove for a soft cutting action – Can be used universally for all cast iron materials – First choice for ductile cast iron (GJS), machining unstable components or internal machining with low cutting pressure.
RK5: Roughing – classic flat top insert for cast iron materials
– Flat top .NMA indexable inserts with stepped plateau for greater process reliability in cast iron machining
– Ground contact surface on a flat top .NMA indexable insert that ensures maximum tool life and reliability under dynamic loading (e. g. interrupted cuts).
– First choice for grey cast iron (GJL).
RK7: Roughing – extremely robust when interrupted cutting
– Similar in design to the RK5 geometry, but with the addition of a “protective chamfer” on the cutting edge for the greatest possible process reliability.
– First choice for grey cast iron applications with extreme interrupted cuts, varying depths of cut or hard grey cast skin
– Machining of hardened steels (40 – 61 HRC)
THE NEW ISO K GEOMETRIES:
+ 1 µm
0 µm
– 1 µm
+ 1 µm
0 µm
– 1 µm
7Walter – Turning
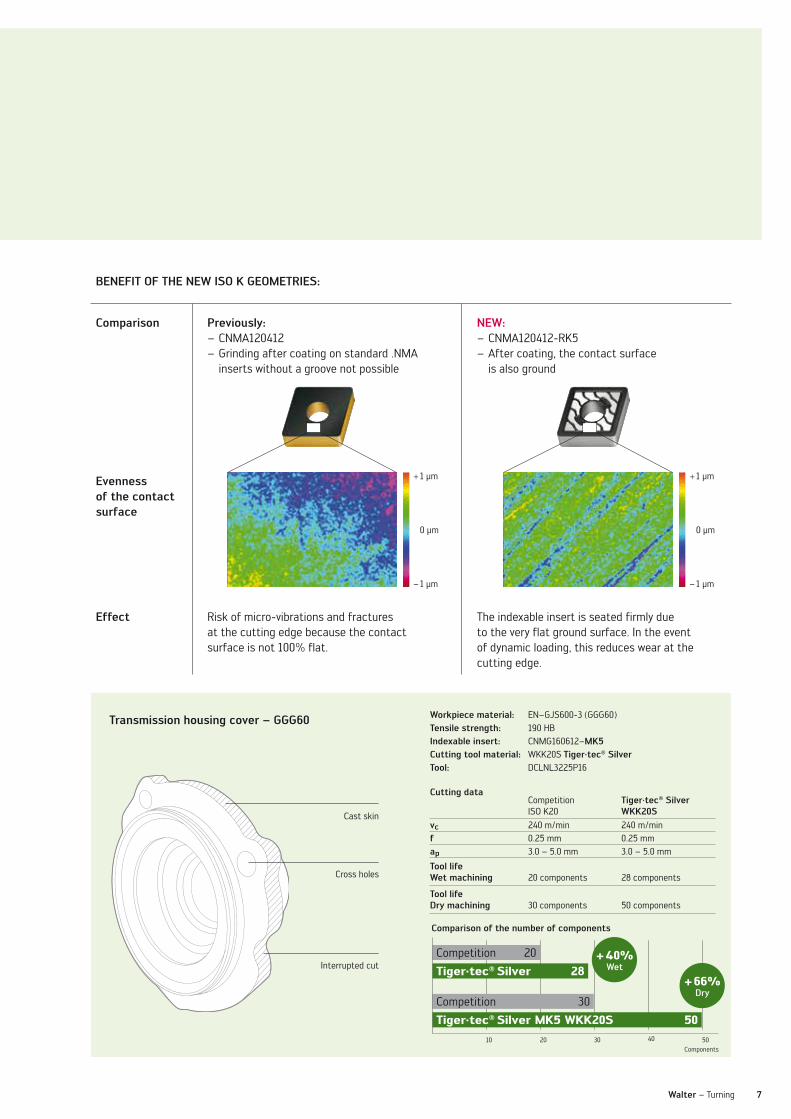
Cutting dataCompetitionISO K20
Tiger·tec® Silver WKK20S
vc 240 m/min 240 m/minf 0.25 mm 0.25 mmap 3.0 – 5.0 mm 3.0 – 5.0 mm
Tool life Wet machining
20 components
28 components
Tool life Dry machining
30 components
50 components
Workpiece material: EN–GJS600-3 (GGG60)Tensile strength: 190 HBIndexable insert: CNMG160612–MK5Cutting tool material: WKK20S Tiger·tec® SilverTool: DCLNL3225P16
Comparison of the number of components
10 403020 50
Competition 30
Competition 20
+ 66%Dry
+ 40%Wet
Tiger·tec® Silver MK5 WKK20S 50
Tiger·tec® Silver 28
Components
Transmission housing cover – GGG60
Interrupted cut
Cross holes
Cast skin
BENEFIT OF THE NEW ISO K GEOMETRIES:
Comparison Previously: – CNMA120412 – Grinding after coating on standard .NMA inserts without a groove not possible
NEW: – CNMA120412-RK5 – After coating, the contact surface is also ground
Evenness of the contact surface
Effect Risk of micro-vibrations and fractures at the cutting edge because the contact surface is not 100% flat.
The indexable insert is seated firmly due to the very flat ground surface. In the event of dynamic loading, this reduces wear at the cutting edge.
8
ISO TURNING
Walter Tiger·tec® Silver WMP20S: Universal cutting tool material for machining ISO M and ISO P materials.
good average unfavourable
WSM30Tiger·tec® Silver
THE APPLICATION
Primary application of ISO M:
– Machining stainless materials, such as X5CrNi18-10 (1.4301) and X6CrNiMoTi17-12-2 (1.4571)
Primary application of ISO P:
– Machining steels, such as 42CrMo4, 100Cr6 and C45
Secondary application of ISO S:
– Materials such as Inconel 718
THE NEW CUTTING MATERIAL
WMP20S (ISO M10; ISO P20)
– Excellent wear resistance thanks to Tiger·tec® Silver CVD coating
– From continuous cuts to occasional interrupted cuts – Can be used universally in ISO M and ISO P – For a very wide spectrum of materials and component applications
YOUR ADVANTAGES
– Lower inventory of cutting materials – Universal application, stainless and steel materials – Maximum productivity thanks to Tiger·tec® Silver technology
– Alternative universal cutting tool material to our Tiger·tec® WSM cutting materials
– Particularly suited for small and medium-sized batch sizes
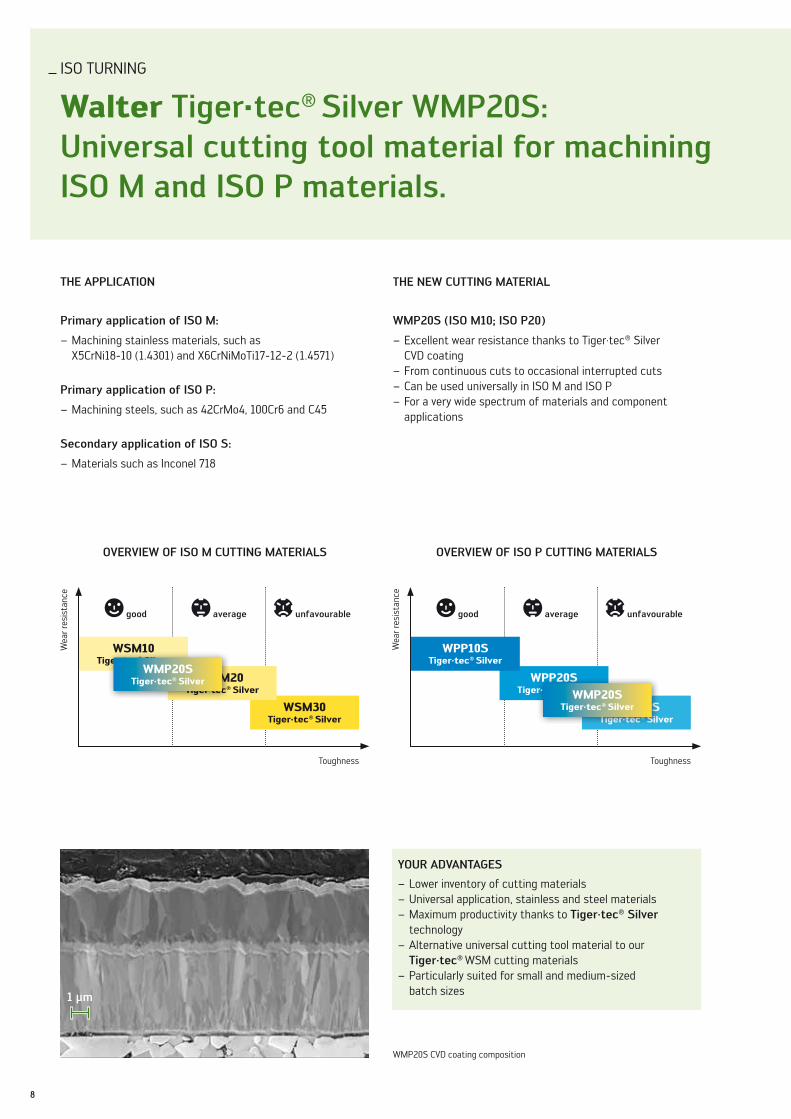
OVERVIEW OF ISO M CUTTING MATERIALS
1 µm
WMP20S CVD coating composition
Wea
r res
ista
nce
Toughness
WSM20Tiger·tec® Silver
WSM10Tiger·tec® Silver
WMP20STiger·tec® Silver
good average unfavourable
WPP30STiger·tec® Silver
OVERVIEW OF ISO P CUTTING MATERIALS
Wea
r res
ista
nce
Toughness
WPP20STiger·tec® Silver
WPP10STiger·tec® Silver
WMP20STiger·tec® Silver

9Walter – Turning
NEW: Mechanical post-treatment
– Increased toughness – Unique residual
stress condition
NEW: Silver flank face – Indicator layer
for easy wear detection
THE GEOMETRIES:
The universal WMP20S cutting material is introduced in combination with the tried and tested negative NF4, NM4 and NR4 geometries. This combines the new Tiger·tec® Silver technology with the many years of machining experience with our existing stainless geometries.
Cutting dataCompetitionISO M20
Tiger·tec® Silver WMP20S
vc 120 m/min 120 m/min
f 0.35 mm 0.35 mm
ap 1.5 mm 1.5 mm
Tool life 10 – 15 components 21 components
Workpiece material: X2CrNiMo18-14-3 (1.4435)Tensile strength: 500 – 700 N/mm2
Indexable insert: WNMG080412-NR4Cutting tool material: WMP20STool: PWLNL2525M08
Face and longitudinal turning of an axle shaft
Comparison of the number of components
0 10 20
+ 60%
30
Competition
Tiger·tec® Silver WMP20S 21
10 – 15
ISO M geometries – NF4/NM4/NR4
Watch product video: Scan this QR code or go
directly to http://goo.gl/9r3Nr

10
ISO TURNING
Walter HU6 geometry: First choice for the rail industry.
THE INDEXABLE INSERT
– Fully sintered indexable insert – Stable cutting edge – RCMT basic shape diameter 10, 12, 16 mm for screw and lever type clamping
– RCMX basic shape diameter 20, 25, 32 mm for firm lever type clamping
– Tiger·tec® Silver WPP10S, WPP20S, WPP30S, WKK20S cutting tool materials
THE APPLICATION
– Moderate to heavy roughing – Excellent chip breaking performance – Machining solid wheels in the railway industry – Machining forged parts
YOUR ADVANTAGES
– No downtime due to the formation of long chips – Maximum tool life thanks to the new Tiger·tec® Silver cutting tool material
– Increase in tool life of up to 40 per cent – High degree of process reliability – Robust cutting edge design for heavy roughing and interrupted cuts
Perfect chip formation as a result of specially designed chip dimples
Cutting dataCompetitionISO P
Tiger·tec® Silver WPP20S
vc 140 m/min 140 m/min
f 1.5 mm 1.5 mm
ap 8 – 10 mm 8 – 10 mm
Tool life 20 components 28 components
Workpiece material: Class ER9Tensile strength: 900 – 1050 N/mm2
Indexable insert: RCMX3209M0-HU6Cutting tool material: WPP20STool: Walter Capto™ C8 special toolholder
External and internal machining of solid wheelsRail industry
Comparison of the number of components
0 10 20
+ 40%
30
Competition
Tiger·tec® Silver WPP20S 28
20


12
GROOVING
Walter Cut – SX: Parting off and cut-off milling with the new single edge grooving system.
THE SYSTEM
The Walter Cut range of grooving tools is being expanded with the new SX grooving system. This enables the user to part off and groove, or cut-off mill and slot mill, using the same system insert.
YOUR ADVANTAGES
– Lower inventory costs due to one cutting insert type being used in multiple tool variants
– Maximum tool life due to the optimised self-clamping system
– User-friendly self-clamping system for fast replacement of the cutting edge
G2012Monoblock toolholder with precise internal coolant supply, parting off up to a diameter of 65 mm
F5055Slot mills with a diameter range of 63 – 250 mm
G2042Deep parting blades, parting off up to a diameter of 160 mm
Watch product animation: Scan this QR code or go
directly to http://goo.gl/mjxsMT
1313Walter – Turning
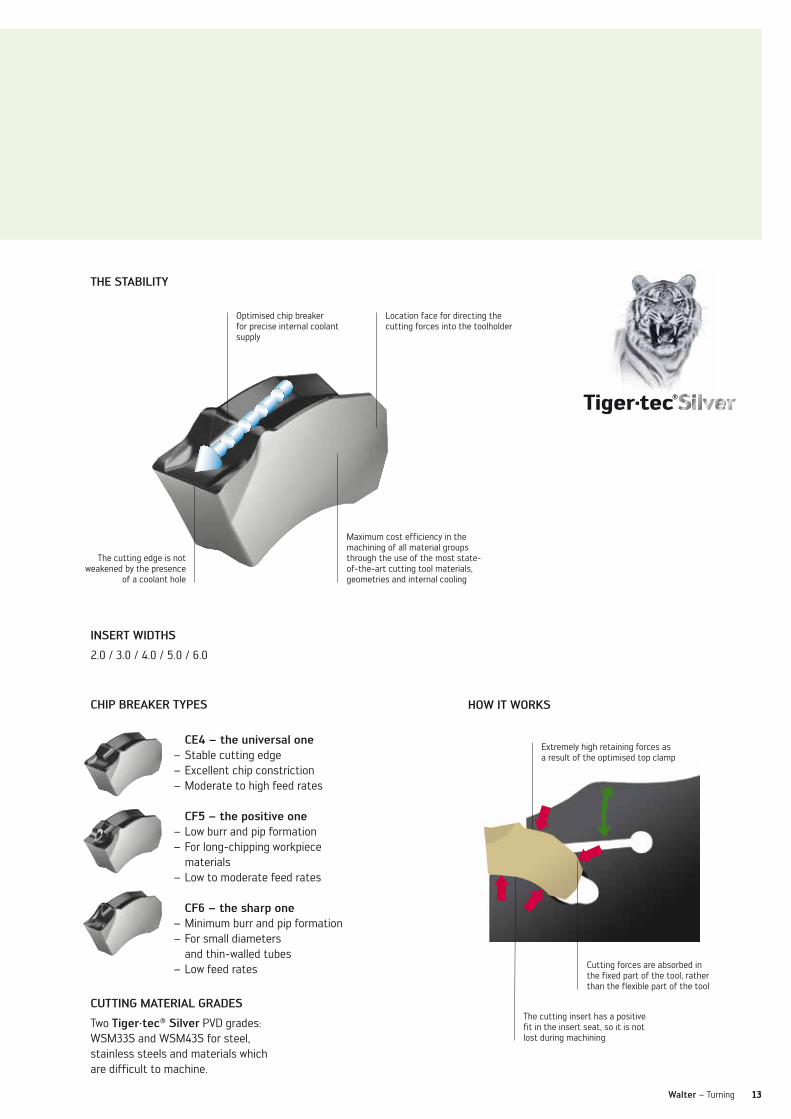
The cutting edge is not weakened by the presence
of a coolant hole
Maximum cost efficiency in the machining of all material groups through the use of the most state-of-the-art cutting tool materials, geometries and internal cooling
Optimised chip breaker for precise internal coolant supply
The cutting insert has a positive fit in the insert seat, so it is not lost during machining
Cutting forces are absorbed in the fixed part of the tool, rather than the flexible part of the tool
Extremely high retaining forces as a result of the optimised top clamp
THE STABILITY
HOW IT WORKS
INSERT WIDTHS
2.0 / 3.0 / 4.0 / 5.0 / 6.0
CHIP BREAKER TYPES
CE4 – the universal one – Stable cutting edge – Excellent chip constriction – Moderate to high feed rates
CF5 – the positive one – Low burr and pip formation – For long-chipping workpiece materials
– Low to moderate feed rates
CF6 – the sharp one – Minimum burr and pip formation – For small diameters and thin-walled tubes
– Low feed rates
CUTTING MATERIAL GRADES
Two Tiger·tec® Silver PVD grades: WSM33S and WSM43S for steel, stainless steels and materials which are difficult to machine.
Location face for directing the cutting forces into the toolholder
14
GROOVING
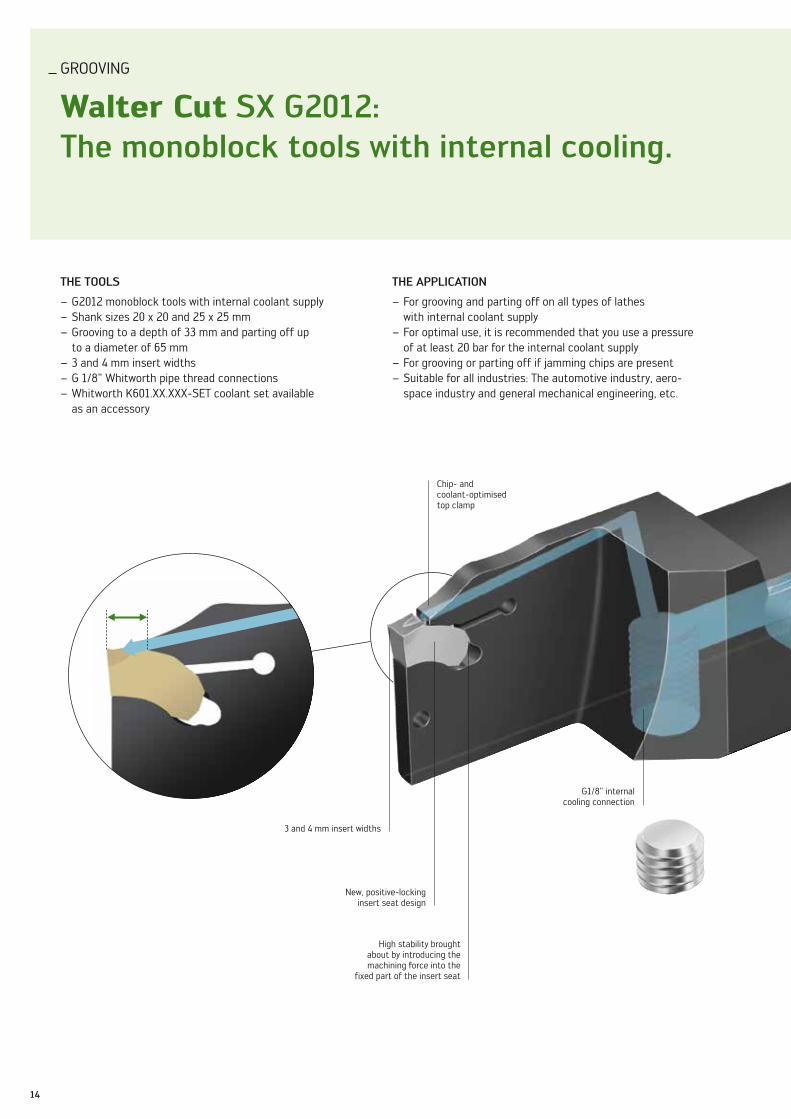
Walter Cut SX G2012:The monoblock tools with internal cooling.
THE TOOLS
– G2012 monoblock tools with internal coolant supply – Shank sizes 20 x 20 and 25 x 25 mm – Grooving to a depth of 33 mm and parting off up to a diameter of 65 mm
– 3 and 4 mm insert widths – G 1/8" Whitworth pipe thread connections – Whitworth K601.XX.XXX-SET coolant set available as an accessory
3 and 4 mm insert widths
High stability brought about by introducing the machining force into the
fixed part of the insert seat
G1/8" internal cooling connection
Chip- and coolant-optimised top clamp
THE APPLICATION
– For grooving and parting off on all types of lathes with internal coolant supply
– For optimal use, it is recommended that you use a pressure of at least 20 bar for the internal coolant supply
– For grooving or parting off if jamming chips are present – Suitable for all industries: The automotive industry, aero-space industry and general mechanical engineering, etc.
New, positive-locking insert seat design

15Walter – Turning
G1/8" internal coolant connection
Monoblock tools with internal coolant supply Type: G2012
YOUR ADVANTAGES
– Longer tool life and productivity thanks to optimum cooling – No downtime due to the formation of long chips in production – Straight coolant outlet: No “spray effect” – Excellent cooling and chip removal from the cutting zone due to the coolant outlet being as close as possible to the cutting edge
– User-friendly self-clamping system for fast replacement of the cutting edge
– No loss of the cutting edge during machining due to the optimal, positive-locking design of the insert seat
Watch product video: Scan this QR code or go
directly to http://goo.gl/viJ9A
16
GROOVING
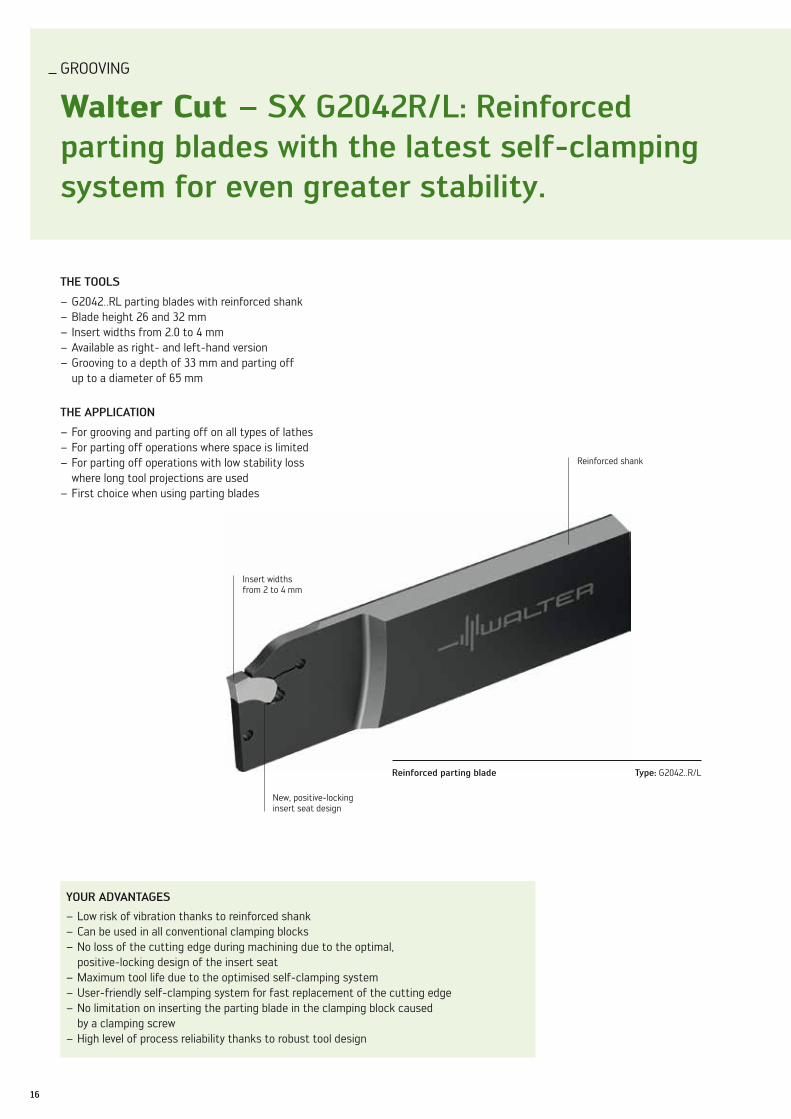
Walter Cut – SX G2042R/L: Reinforced parting blades with the latest self-clamping system for even greater stability.
THE TOOLS
– G2042..RL parting blades with reinforced shank – Blade height 26 and 32 mm – Insert widths from 2.0 to 4 mm – Available as right- and left-hand version – Grooving to a depth of 33 mm and parting off up to a diameter of 65 mm
THE APPLICATION
– For grooving and parting off on all types of lathes – For parting off operations where space is limited – For parting off operations with low stability loss where long tool projections are used
– First choice when using parting blades
YOUR ADVANTAGES
– Low risk of vibration thanks to reinforced shank – Can be used in all conventional clamping blocks – No loss of the cutting edge during machining due to the optimal, positive-locking design of the insert seat
– Maximum tool life due to the optimised self-clamping system – User-friendly self-clamping system for fast replacement of the cutting edge – No limitation on inserting the parting blade in the clamping block caused by a clamping screw
– High level of process reliability thanks to robust tool design
New, positive-locking insert seat design
Reinforced shank
Reinforced parting blade Type: G2042..R/L
Insert widths from 2 to 4 mm
17
GROOVING
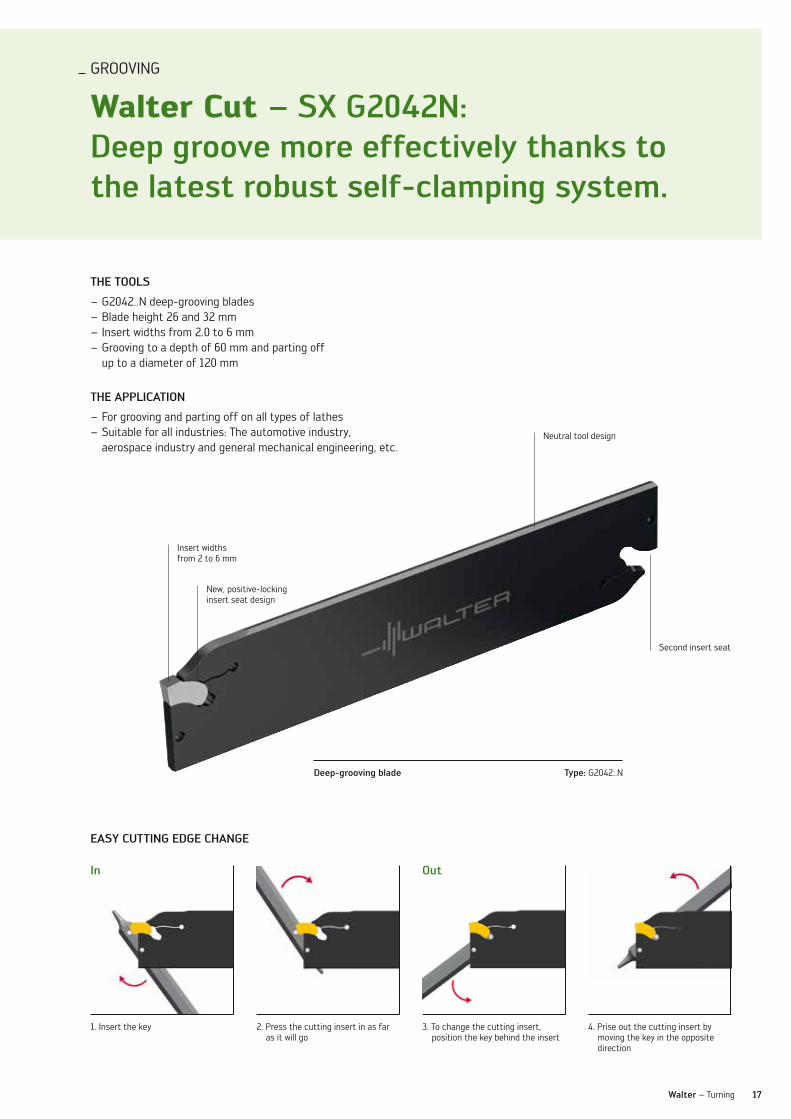
Walter Cut – SX G2042N: Deep groove more effectively thanks to the latest robust self-clamping system.
Walter – Turning
THE TOOLS
– G2042..N deep-grooving blades – Blade height 26 and 32 mm – Insert widths from 2.0 to 6 mm – Grooving to a depth of 60 mm and parting off up to a diameter of 120 mm
THE APPLICATION
– For grooving and parting off on all types of lathes – Suitable for all industries: The automotive industry, aerospace industry and general mechanical engineering, etc.
1. Insert the key 2. Press the cutting insert in as far as it will go
3. To change the cutting insert, position the key behind the insert
4. Prise out the cutting insert by moving the key in the opposite direction
In Out
Insert widths from 2 to 6 mm
New, positive-locking insert seat design
Second insert seat
Neutral tool design
Deep-grooving blade Type: G2042..N
EASY CUTTING EDGE CHANGE
TURNING Walter 3 ISO turning 4 Grooving 12
DRILLING, BORING AND THREADING
Walter Titex 19 Solid carbide drills 20
Walter 25 Point drills 26 Indexable drills 28 Boring tools 30 Precision boring 32
Walter Prototyp 37 HSS-E-PM taps 38 HSS-E taps 40
MILLING Walter Prototyp 43 Solid carbide end mills 44
Walter 49 The new generation of milling cutters 51 Cutting tool materials 58 PCD special milling cutters 60
Watch the innovations video: Scan this QR code or go
directly to http://goo.gl/cPIqR

_TOOL INNOVATIONS IN DRILLING
X·treme performance for all applications.
Product innovationsEdition 2013-2
Drilling
20
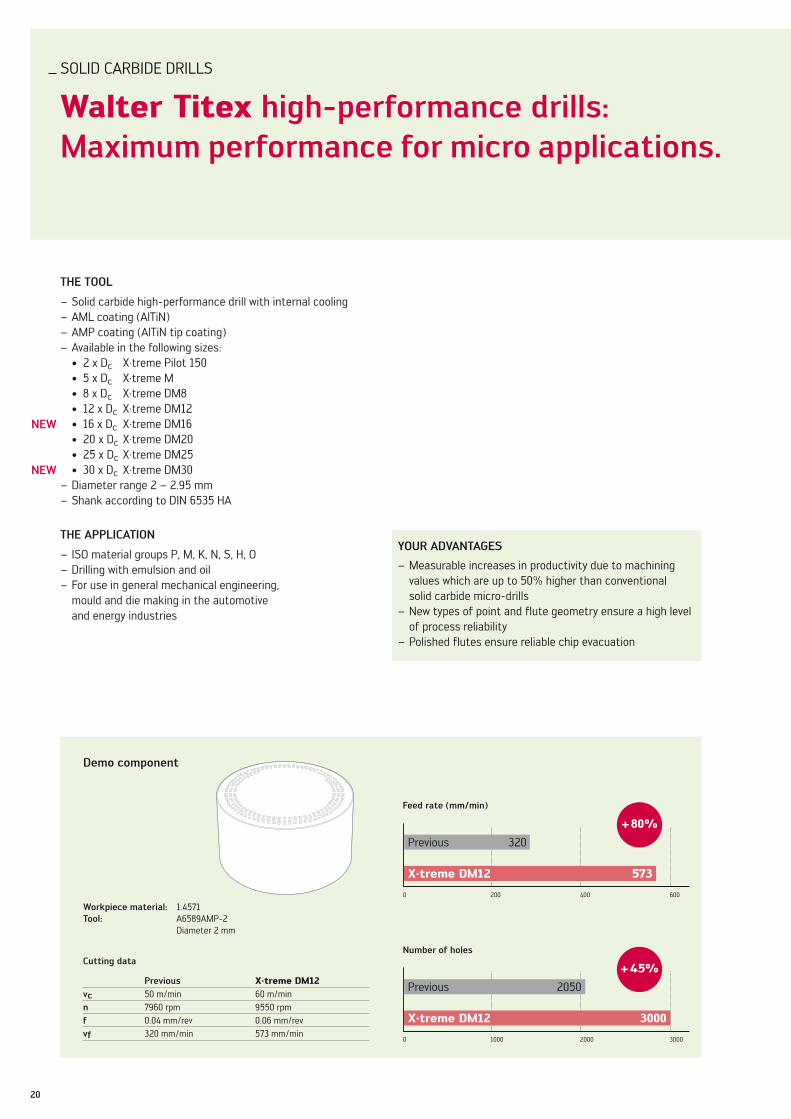
SOLID CARBIDE DRILLS
Walter Titex high-performance drills: Maximum performance for micro applications.
Feed rate (mm/min)
Previous
X·treme DM12 573
+ 80%
320
0 200 600400
Number of holes
Previous
X·treme DM12 3000
+ 45%
2050
0 1000 30002000
YOUR ADVANTAGES
– Measurable increases in productivity due to machining values which are up to 50% higher than conventional solid carbide micro-drills
– New types of point and flute geometry ensure a high level of process reliability
– Polished flutes ensure reliable chip evacuation
THE TOOL
– Solid carbide high-performance drill with internal cooling – AML coating (AlTiN) – AMP coating (AlTiN tip coating) – Available in the following sizes:• 2 x Dc X·treme Pilot 150• 5 x Dc X·treme M• 8 x Dc X·treme DM8• 12 x Dc X·treme DM12• 16 x Dc X·treme DM16• 20 x Dc X·treme DM20• 25 x Dc X·treme DM25• 30 x Dc X·treme DM30
– Diameter range 2 – 2.95 mm – Shank according to DIN 6535 HA
THE APPLICATION
– ISO material groups P, M, K, N, S, H, O – Drilling with emulsion and oil – For use in general mechanical engineering, mould and die making in the automotive and energy industries
NEW
NEW
Demo component
Cutting data
Previous X·treme DM12vc 50 m/min 60 m/minn 7960 rpm 9550 rpmf 0.04 mm/rev 0.06 mm/revvf 320 mm/min 573 mm/min
Workpiece material: 1.4571Tool: A6589AMP-2
Diameter 2 mm
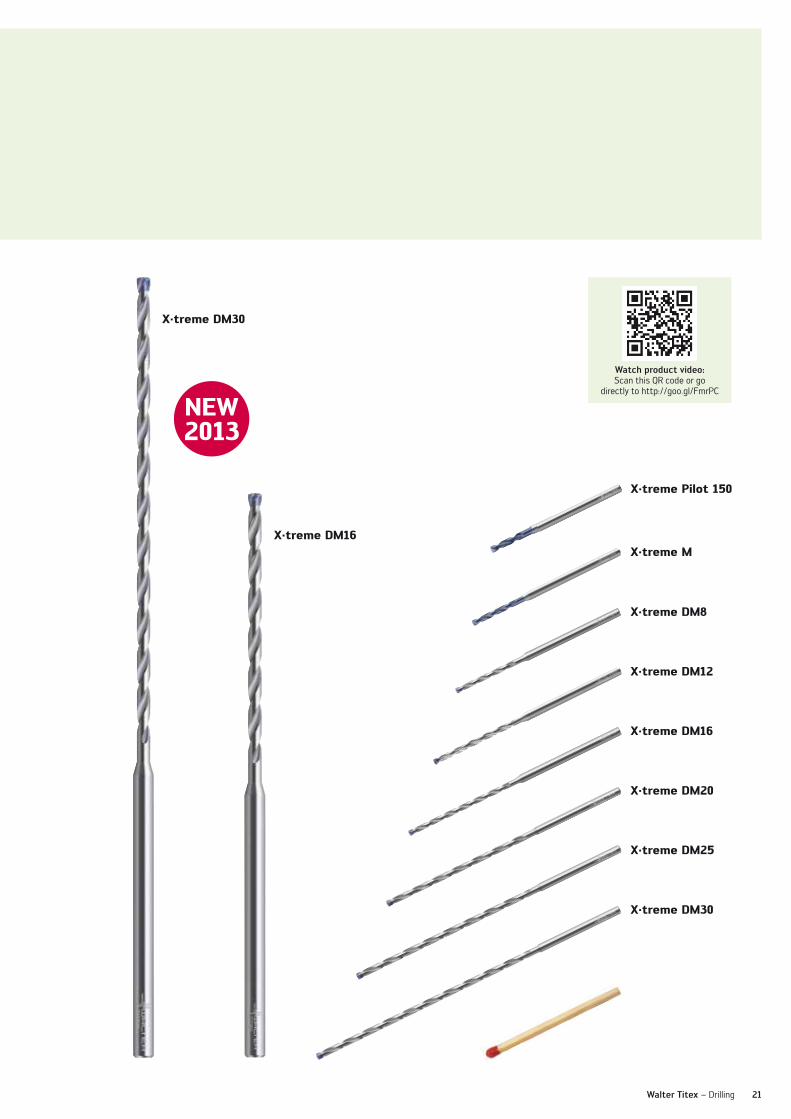
21Walter Titex – Drilling
X·treme Pilot 150
X·treme M
X·treme DM8
X·treme DM12
X·treme DM16
X·treme DM20
X·treme DM25
X·treme DM30
Watch product video: Scan this QR code or go
directly to http://goo.gl/FmrPC
NEW2013
X·treme DM30
X·treme DM16
22
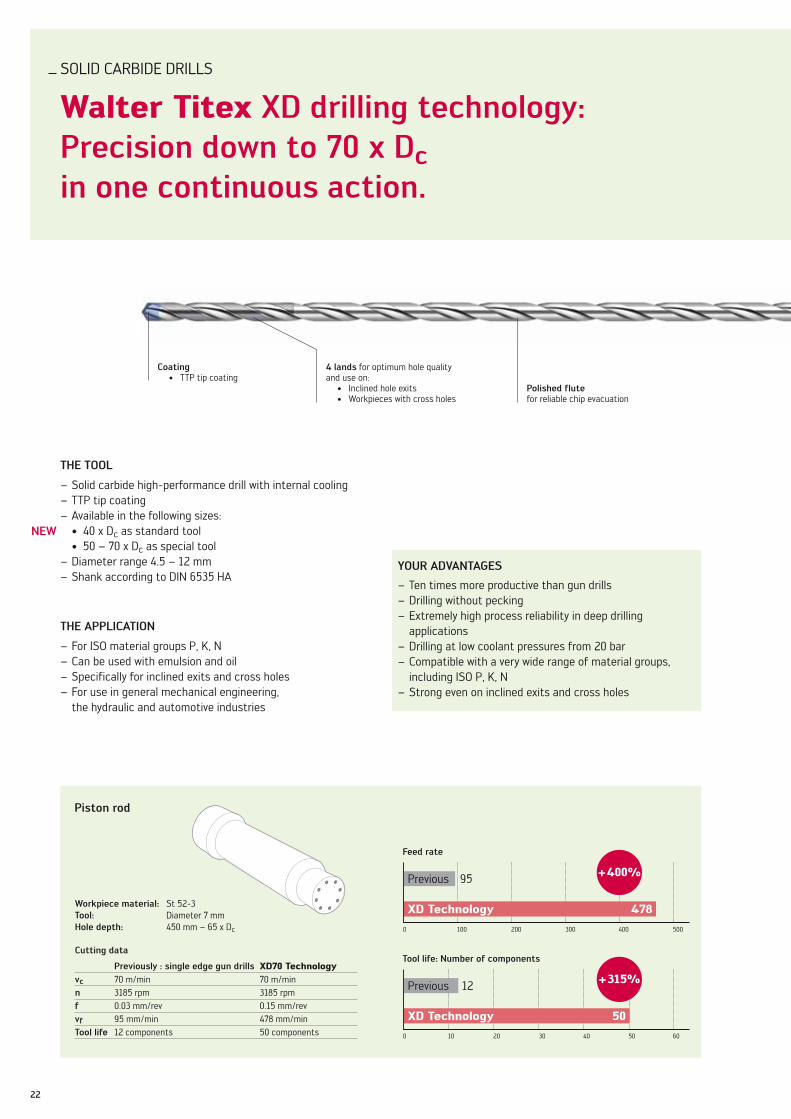
SOLID CARBIDE DRILLS
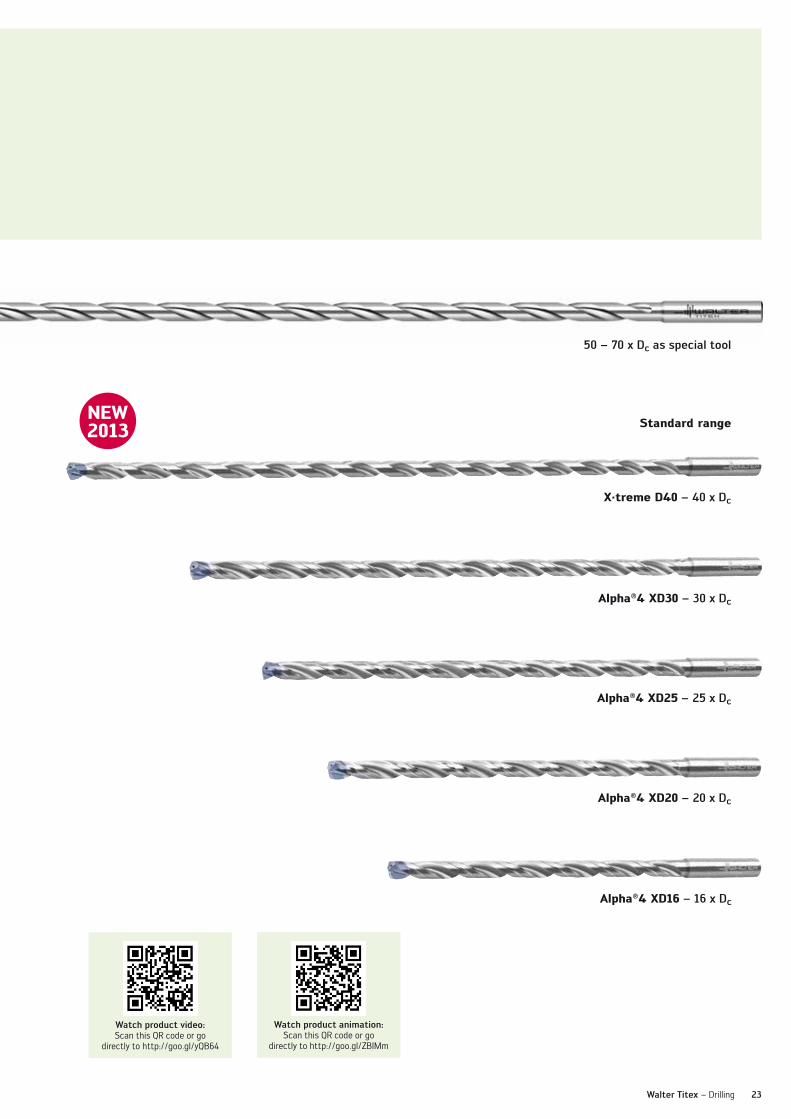
Walter Titex XD drilling technology: Precision down to 70 x Dc in one continuous action.
THE TOOL
– Solid carbide high-performance drill with internal cooling – TTP tip coating – Available in the following sizes:• 40 x Dc as standard tool• 50 – 70 x Dc as special tool
– Diameter range 4.5 – 12 mm – Shank according to DIN 6535 HA
THE APPLICATION
– For ISO material groups P, K, N – Can be used with emulsion and oil – Specifically for inclined exits and cross holes – For use in general mechanical engineering, the hydraulic and automotive industries
NEW
Piston rod
Cutting data
Previously : single edge gun drills XD70 Technologyvc 70 m/min 70 m/minn 3185 rpm 3185 rpmf 0.03 mm/rev 0.15 mm/revvf 95 mm/min 478 mm/minTool life 12 components 50 components
Workpiece material: St 52-3Tool: Diameter 7 mmHole depth: 450 mm – 65 x Dc
YOUR ADVANTAGES
– Ten times more productive than gun drills – Drilling without pecking – Extremely high process reliability in deep drilling applications
– Drilling at low coolant pressures from 20 bar – Compatible with a very wide range of material groups, including ISO P, K, N
– Strong even on inclined exits and cross holes
Feed rate
0 100 200 300 400
+ 400%
500
Previous
XD Technology 478
95
Tool life: Number of components
+ 315%
0 10 20 30 5040 60
Previous
XD Technology 50
12
4 lands for optimum hole quality and use on:
• Inclined hole exits• Workpieces with cross holes
Coating• TTP tip coating
Polished flute for reliable chip evacuation
23
Alpha®4 XD30 – 30 x Dc
Alpha®4 XD25 – 25 x Dc
Alpha®4 XD20 – 20 x Dc
Alpha®4 XD16 – 16 x Dc
Walter Titex – Drilling
50 – 70 x Dc as special tool
X·treme D40 – 40 x Dc
Watch product video: Scan this QR code or go
directly to http://goo.gl/yQB64
Watch product animation: Scan this QR code or go
directly to http://goo.gl/ZBIMm
Standard rangeNEW2013
TURNING Walter 3 ISO turning 4 Grooving 12
DRILLING, BORING AND THREADING
Walter Titex 19 Solid carbide drills 20
Walter 25 Point drills 26 Indexable drills 28 Boring tools 30 Precision boring 32
Walter Prototyp 37 HSS-E-PM taps 38 HSS-E taps 40
MILLING Walter Prototyp 43 Solid carbide end mills 44
Walter 49 The new generation of milling cutters 51 Cutting tool materials 58 PCD special milling cutters 60
Watch the innovations video: Scan this QR code or go
directly to http://goo.gl/cPIqR
Product innovationsEdition 2013-2
Drilling
_TOOL INNOVATIONS IN DRILLING
Powerful, robust, precise.
26
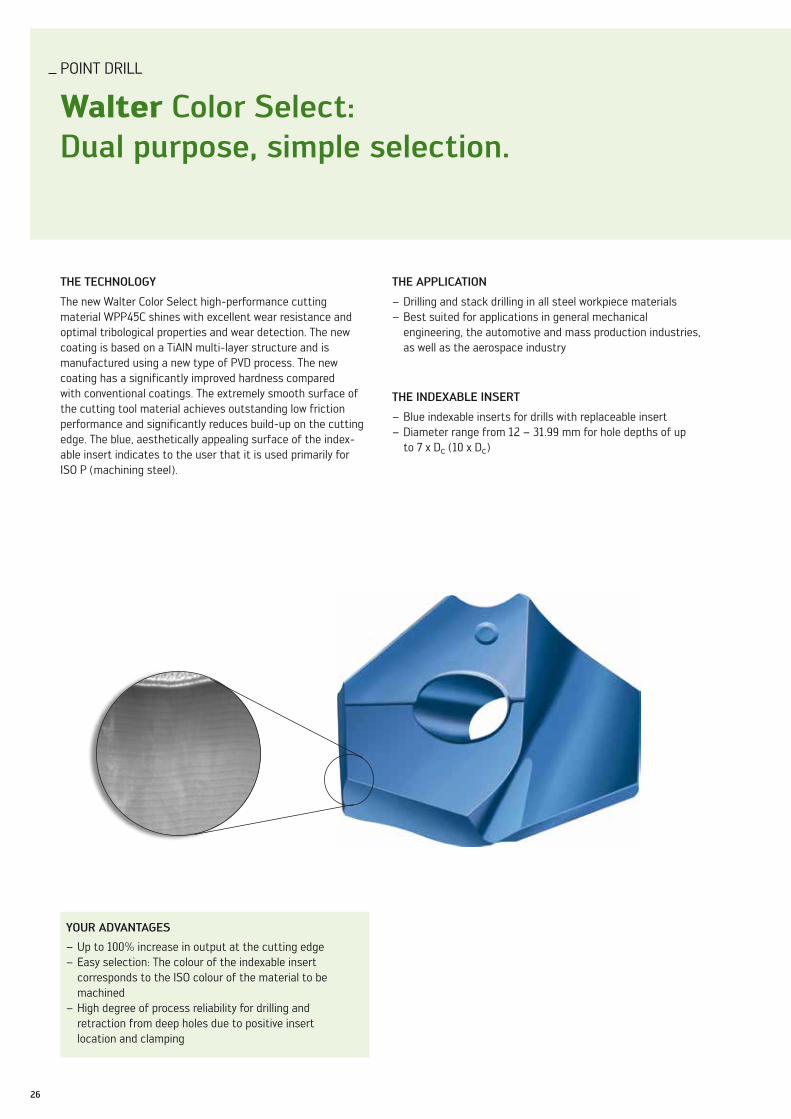
YOUR ADVANTAGES
– Up to 100% increase in output at the cutting edge – Easy selection: The colour of the indexable insert corresponds to the ISO colour of the material to be machined
– High degree of process reliability for drilling and retraction from deep holes due to positive insert location and clamping
POINT DRILL
Walter Color Select: Dual purpose, simple selection.
THE TECHNOLOGY
The new Walter Color Select high-performance cutting material WPP45C shines with excellent wear resistance and optimal tribological properties and wear detection. The new coating is based on a TiAlN multi-layer structure and is manufactured using a new type of PVD process. The new coating has a significantly improved hardness compared with conventional coatings. The extremely smooth surface of the cutting tool material achieves outstanding low friction performance and significantly reduces build-up on the cutting edge. The blue, aesthetically appealing surface of the index-able insert indicates to the user that it is used primarily for ISO P (machining steel).
THE APPLICATION
– Drilling and stack drilling in all steel workpiece materials – Best suited for applications in general mechanical engineering, the automotive and mass production industries, as well as the aerospace industry
THE INDEXABLE INSERT
– Blue indexable inserts for drills with replaceable insert – Diameter range from 12 – 31.99 mm for hole depths of up to 7 x Dc (10 x Dc)
27Walter – Drilling
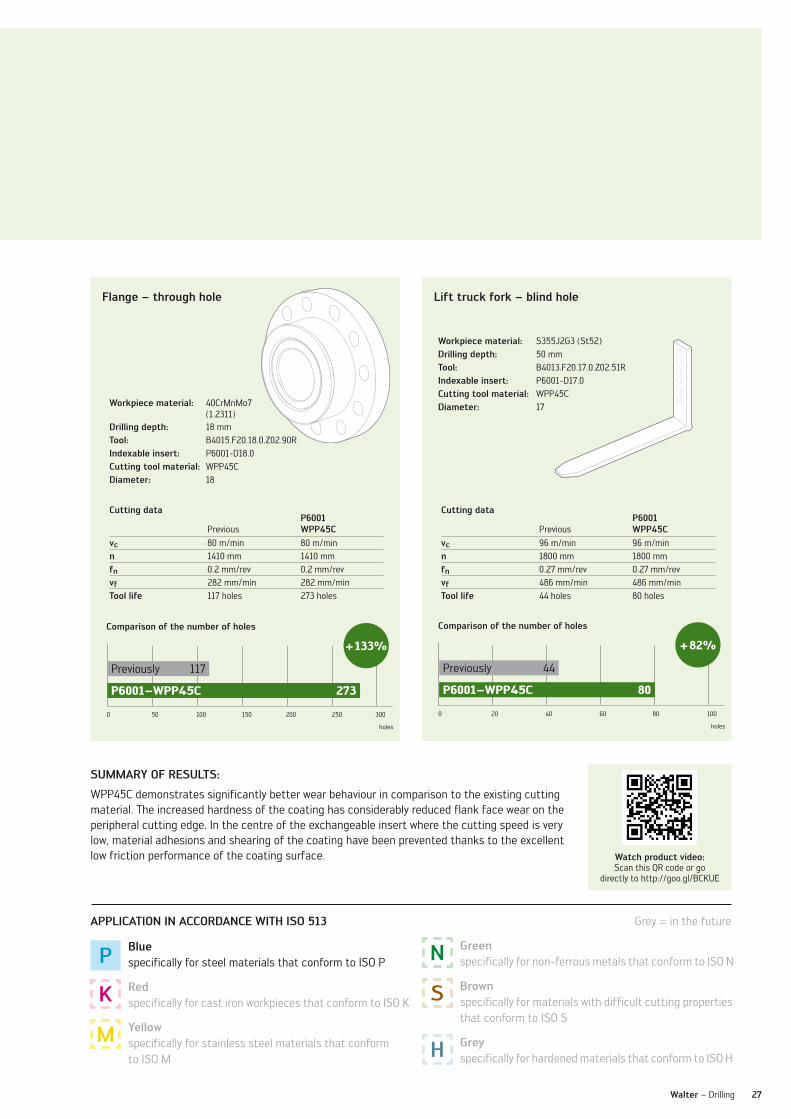
SUMMARY OF RESULTS:
WPP45C demonstrates significantly better wear behaviour in comparison to the existing cutting material. The increased hardness of the coating has considerably reduced flank face wear on the peripheral cutting edge. In the centre of the exchangeable insert where the cutting speed is very low, material adhesions and shearing of the coating have been prevented thanks to the excellent low friction performance of the coating surface.
Cutting data
PreviousP6001 WPP45C
vc 80 m/min 80 m/minn 1410 mm 1410 mmfn 0.2 mm/rev 0.2 mm/revvf 282 mm/min 282 mm/minTool life 117 holes 273 holes
Cutting data
PreviousP6001 WPP45C
vc 96 m/min 96 m/minn 1800 mm 1800 mmfn 0.27 mm/rev 0.27 mm/revvf 486 mm/min 486 mm/minTool life 44 holes 80 holes
Workpiece material: 40CrMnMo7 (1.2311)
Drilling depth: 18 mmTool: B4015.F20.18.0.Z02.90RIndexable insert: P6001-D18.0Cutting tool material: WPP45CDiameter: 18
Comparison of the number of holes Comparison of the number of holes
0 050 20150 60200 80250100 40300 100
holes holes
Flange – through hole Lift truck fork – blind hole
Previously 117 Previously 44
P6001–WPP45C 273 P6001–WPP45C 80
+ 133% + 82%
Workpiece material: S355J2G3 (St52)Drilling depth: 50 mmTool: B4013.F20.17.0.Z02.51RIndexable insert: P6001-D17.0Cutting tool material: WPP45CDiameter: 17
Watch product video: Scan this QR code or go
directly to http://goo.gl/BCKUE
APPLICATION IN ACCORDANCE WITH ISO 513
P Bluespecifically for steel materials that conform to ISO P
K Redspecifically for cast iron workpieces that conform to ISO K
M Yellowspecifically for stainless steel materials that conform to ISO M
N Greenspecifically for non-ferrous metals that conform to ISO N
S Brownspecifically for materials with difficult cutting properties that conform to ISO S
H Greyspecifically for hardened materials that conform to ISO H
Grey = in the future

INDEXABLE DRILLS
Walter Insert Drill with Walter Capto™: With precision and power for greater cost efficiency.
28
THE TOOL
– Drill with indexable inserts featuring four cutting edges – Walter Capto™ modular shank• Size C4 (Dc diameter range 16.0 – 32.0 mm)• Size C5 (Dc diameter range 16.0 – 40.0 mm)• Size C6 (Dc diameter range 25.0 – 45.0 mm)
– Z = 1 effective – Hole depth: Up to 3 x Dc – Optimised insert position provides a balance of forces in the machining process
– Optimised chip clearance for better chip removal and stable body
– Hard-nickel plated surface protects against corrosion and wear, and ensures smooth chip flow
– Optimised handling and higher clamping/release torque using TorxPlus screws
– Cylindrical collar for straightforward measurement of the tool diameter
THE APPLICATION
– Suitable for machining all steel and cast iron materials, as well as stainless and difficult-to-cut materials
– Strong for drilling, chain drilling and spot drilling on inclined or convex surfaces
– The tool for use in general mechanical engineering, automotive and mass production industries as well as in the aerospace industry
YOUR ADVANTAGES
– Increase in productivity due to higher workpiece values – Time savings on tool changes in comparison with conven-tional shanks
– Higher forces can be transferred via the polygonal form of the Walter Capto™ interface
– Cost reduction as a result of:• 4 actual cutting edges• Higher cutting parameters• Saving on additional subsequent operations
– Accurate hole production due to the optimum balance of forces
– Excellent surface quality due to wiper edge insert at periphery and a high level of process reliability due to the positive clamping of the indexable insert
Walter Insert Drill Type: B4213.C

WalterCaptoTM
Subline über Headline (1.1)
Headline in grün (1.2), auch für Umbrüche als 3- Zeiler möglich. Headline in grün, auch für Umbrüche als 3- Zeiler möglich.
29Walter – Drilling
E 57 – the universal one – 13° rake angle – For medium machining conditions
– For cast iron and steel, including stainless and difficult-to-cut materials
E 67 – the special one – 13° rake angle – Special geometry for optimum chip formation
– For long-chipping materials, e. g. St37, stainless materials, as well as materials with difficult cutting properties and aluminium
A 57 – the stable one – 0° rake angle – For unfavourable machining conditions
– Mainly for cast iron and steel materials
THE OUTER INSERT THE CENTRE INSERT
THE GEOMETRY VARIANTS
– Fully sintered version with peripheral corner radius
– Version with circumference fully ground: Peripheral wiper edge for the best surface quality
– New: Now available in Tiger·tec® Silver! The cutting tool material for extremely high cutting speeds and maximum process reliability
– New: Now available in Tiger·tec® Silver! The cutting tool material for maximum tool life and optimum process reliability when drilling ISO P and ISO K materials
– New: WXP40 PVD grade for a longer tool life when drilling ISO P, ISO M and ISO S materials
– Specially developed as a centre insert
Cutting edge identification
Cutting edge 0° chip stiffening chamfer
Sharp dimple geometry
Circumference fully ground
30
COUNTERBORE TOOLS
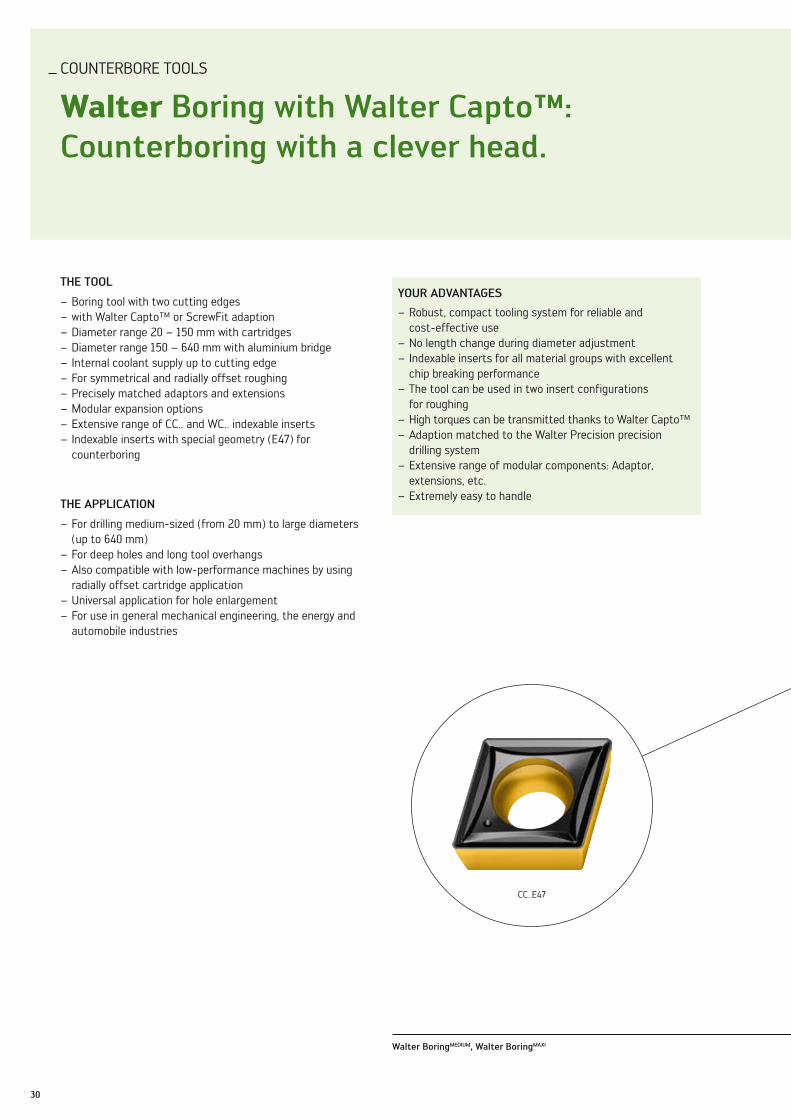
Walter Boring with Walter Capto™: Counterboring with a clever head.
THE TOOL
– Boring tool with two cutting edges – with Walter Capto™ or ScrewFit adaption – Diameter range 20 – 150 mm with cartridges – Diameter range 150 – 640 mm with aluminium bridge – Internal coolant supply up to cutting edge – For symmetrical and radially offset roughing – Precisely matched adaptors and extensions – Modular expansion options – Extensive range of CC.. and WC.. indexable inserts – Indexable inserts with special geometry (E47) for counterboring
THE APPLICATION
– For drilling medium-sized (from 20 mm) to large diameters (up to 640 mm)
– For deep holes and long tool overhangs – Also compatible with low-performance machines by using radially offset cartridge application
– Universal application for hole enlargement – For use in general mechanical engineering, the energy and automobile industries
YOUR ADVANTAGES
– Robust, compact tooling system for reliable and cost-effective use
– No length change during diameter adjustment – Indexable inserts for all material groups with excellent chip breaking performance
– The tool can be used in two insert configurations for roughing
– High torques can be transmitted thanks to Walter Capto™ – Adaption matched to the Walter Precision precision drilling system
– Extensive range of modular components: Adaptor, extensions, etc.
– Extremely easy to handle
Walter BoringMEDIUM, Walter BoringMAXI Types: B3220.T. B3220.C.
CC..E47

WalterCaptoTM
31Walter – Drilling
CartridgeCartridge
Walter BoringMEDIUM, Walter BoringMAXI Types: B3220.T. B3220.C.
Cartridge
Aluminium bridge

WalterCaptoTM
32
PRECISION BORING
Walter Precision with Walter Capto™: A system for achieving the highest degree of precision.
THE TOOL
– Single edge precision boring tool which allows convenient analogue readings
– Available Walter Capto™ or ScrewFit adaption – Backlash-free, precise adjustment – The B4030 system is self-balancing – Diameter range 2 – 203 mm with boring bars and cartridges – Diameter range 150 – 640 mm with aluminium bridge design – B3230.C with cartridges, available as a set – Can be used without problems for reverse machining – Internal coolant supply up to cutting edge – 0.002 mm adjustment accuracy – Adaptors and extensions matched to the system – Indexable insert range adapted for precision boring
THE APPLICATION
– Suitable for all material groups – For finish machining precise holes (IT6) – Holes from 2 mm to 640 mm – Areas of use: General mechanical engineering, production of precision parts, automotive and aerospace industries
Walter PrecisionMINI, Walter PrecisionMEDIUM, Walter PrecisionMAXI Types: B3220.T. B3220.C.

33Walter – Drilling
YOUR ADVANTAGES
– A high-precision, robust and cost-effective tooling system
– A basic body can cover a broad diameter range with three cartridge sizes
– No length change during diameter adjustment – High surface quality thanks to balanced tools – Extensive range of indexable inserts – Three-edged indexable inserts can be used – Flexibility provided by the extensive range of modular components: Adaptors, extensions, etc.
– Repair service
Can be used without problems for reverse machining
Walter PrecisionMINI, Walter PrecisionMEDIUM, Walter PrecisionMAXI Types: B3220.T. B3220.C.

34
PRECISION BORING
Walter PrecisionDigital with Walter Capto™: Digital for even greater precision.
THE TOOL
– Extremely high-accuracy precision boring tool with optoelectronic encoder
– Digital display for accurate adjustment down to the μm – Walter Capto™ adaption – Modular design with boring bars and bridges in a diameter range from 3 – 124 mm
– Indexable inserts with positive basic shape – Solid carbide boring bars with diameters from 2 to 10 mm – 3 cutting edges per insert – 2 insert sizes for the whole programme – low inventory – Backlash-free fine adjustment (0.002 mm on the diameter) – Maintenance-free automatic balance compensation – nmax = 16000 1/min – With internal coolant supply: Provides cooling precisely to the cutting zone
– Optimised for MQL technology
YOUR ADVANTAGES
– Prevention of set-up errors thanks to very simple handling via the digital display
– Lower machining costs because higher cutting data is possible due to balance compensation
– Maximum component quality with improved surface finish and roundness thanks to balance compensation
– Optimal cutting data for every material: Wide range of indexable inserts for optimal adaptation to the machining task
– The modular Capto interface brings flexibility and a reduced inventory
– Cost-effective solution due to a basic body with a diameter of 3 – 124 mm
THE APPLICATION
– A tool for all material groups – For finishing a drilled hole – Ideally suited for use in general mechanical engineering, the aerospace industry and in mould and die making
Also available as a set
Solid carbide boring bar
Walter PrecisionDIGITAL Types: B4035.C.

WalterCaptoTM
WalterCaptoTM
35Walter – Drilling
Digital display
Digital display
Cartridge
Walter PrecisionDIGITAL Types: B4035.C.
TURNING Walter 3 ISO turning 4 Grooving 12
DRILLING, BORING AND THREADING
Walter Titex 19 Solid carbide drills 20
Walter 25 Point drills 26 Indexable drills 28 Boring tools 30 Precision boring 32
Walter Prototyp 37 HSS-E-PM taps 38 HSS-E taps 40
MILLING Walter Prototyp 43 Solid carbide end mills 44
Walter 49 The new generation of milling cutters 51 Cutting tool materials 58 PCD special milling cutters 60
Watch the innovations video: Scan this QR code or go
directly to http://goo.gl/cPIqR

_TOOL INNOVATIONS IN THREADING
Precise thread, reliable process.
Product innovationsEdition 2013-2
Threading
38
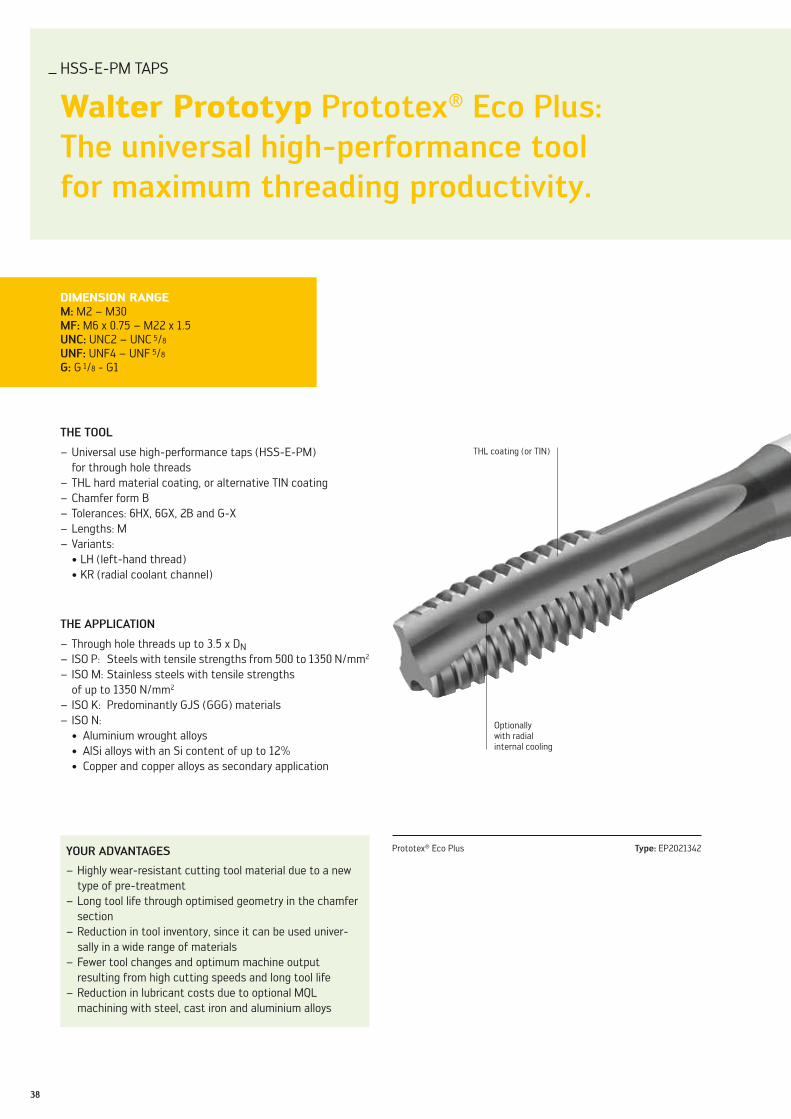
HSS-E-PM TAPS
Walter Prototyp Prototex® Eco Plus: The universal high-performance tool for maximum threading productivity.
YOUR ADVANTAGES
– Highly wear-resistant cutting tool material due to a new type of pre-treatment
– Long tool life through optimised geometry in the chamfer section
– Reduction in tool inventory, since it can be used univer-sally in a wide range of materials
– Fewer tool changes and optimum machine output r esulting from high cutting speeds and long tool life
– Reduction in lubricant costs due to optional MQL machining with steel, cast iron and aluminium alloys
DIMENSION RANGEM: M2 – M30MF: M6 x 0.75 – M22 x 1.5UNC: UNC2 – UNC 5/8
UNF: UNF4 – UNF 5/8
G: G 1/8 - G1
THE TOOL
– Universal use high-performance taps (HSS-E-PM) for through hole threads
– THL hard material coating, or alternative TIN coating – Chamfer form B – Tolerances: 6HX, 6GX, 2B and G-X – Lengths: M – Variants: • LH (left-hand thread) • KR (radial coolant channel)
THE APPLICATION
– Through hole threads up to 3.5 x DN – ISO P: Steels with tensile strengths from 500 to 1350 N/mm2
– ISO M: Stainless steels with tensile strengths of up to 1350 N/mm2
– ISO K: Predominantly GJS (GGG) materials – ISO N:• Aluminium wrought alloys• AlSi alloys with an Si content of up to 12%• Copper and copper alloys as secondary application
Prototex® Eco Plus Type: EP2021342
Optionally with radial internal cooling
THL coating (or TIN)

39Walter Prototyp – Threading
Bearing casePrototex® Eco PlusM12 x 1.5 through hole thread
Cutting data Competitors Prototex® Eco Plusn 663 rpm 663 rpmvc 25 m/min 25 m/min
Workpiece material: C56E2 (1.1219)Tensile strength: Approx. 1300 N/mm²Tool: Prototex® Eco Plus
EP2126342-M12x1.5Coating: THLHole type: Through holeThread depth: 8 mmCooling lubricant: Emulsion 7%
Comparison of tool life (number of threads)
0 200 800
Prototex® Eco Plus 750
400 600
Competitors 500
HSS-E-PM
Shank tolerance h9
ISO material colour coding of material groups
NEW MARKING ON PACKAGING
P M K N S H O
EP2021342-M8 Prototex® Eco PlusHSS-E-PM THL6HX
23/134 042446 066969
Application table
•• Primary application
40
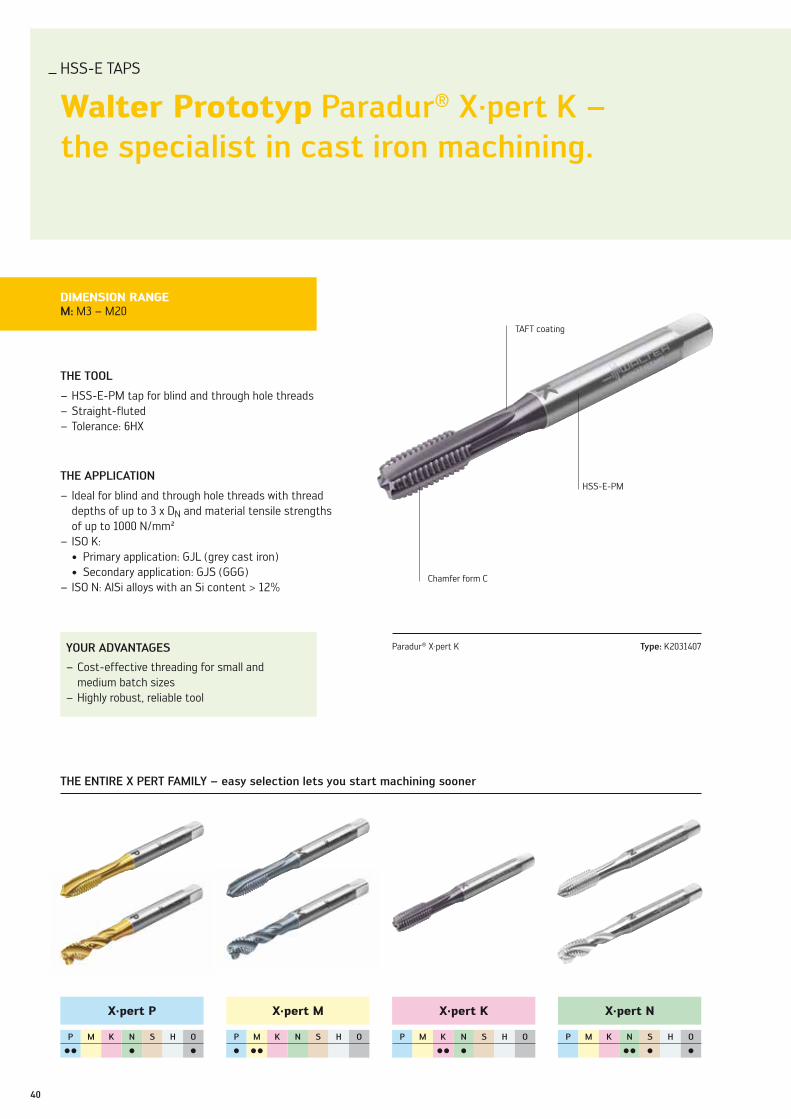
HSS-E TAPS
Walter Prototyp Paradur® X·pert K – the specialist in cast iron machining.
DIMENSION RANGEM: M3 – M20
Paradur® X·pert K Type: K2031407YOUR ADVANTAGES
– Cost-effective threading for small and medium batch sizes
– Highly robust, reliable tool
THE TOOL
– HSS-E-PM tap for blind and through hole threads – Straight-fluted – Tolerance: 6HX
THE APPLICATION
– Ideal for blind and through hole threads with thread depths of up to 3 x DN and material tensile strengths of up to 1000 N/mm²
– ISO K: • Primary application: GJL (grey cast iron) • Secondary application: GJS (GGG)
– ISO N: AlSi alloys with an Si content > 12%
P M K N S H O
C C C C
X·pert N
P M K N S H O
C C C
X·pert K
P M K N S H O
C C C
X·pert M
P M K N S H O
C C C C
X·pert P
THE ENTIRE X PERT FAMILY – easy selection lets you start machining sooner
Chamfer form C
HSS-E-PM
TAFT coating
41Walter Prototyp – Threading
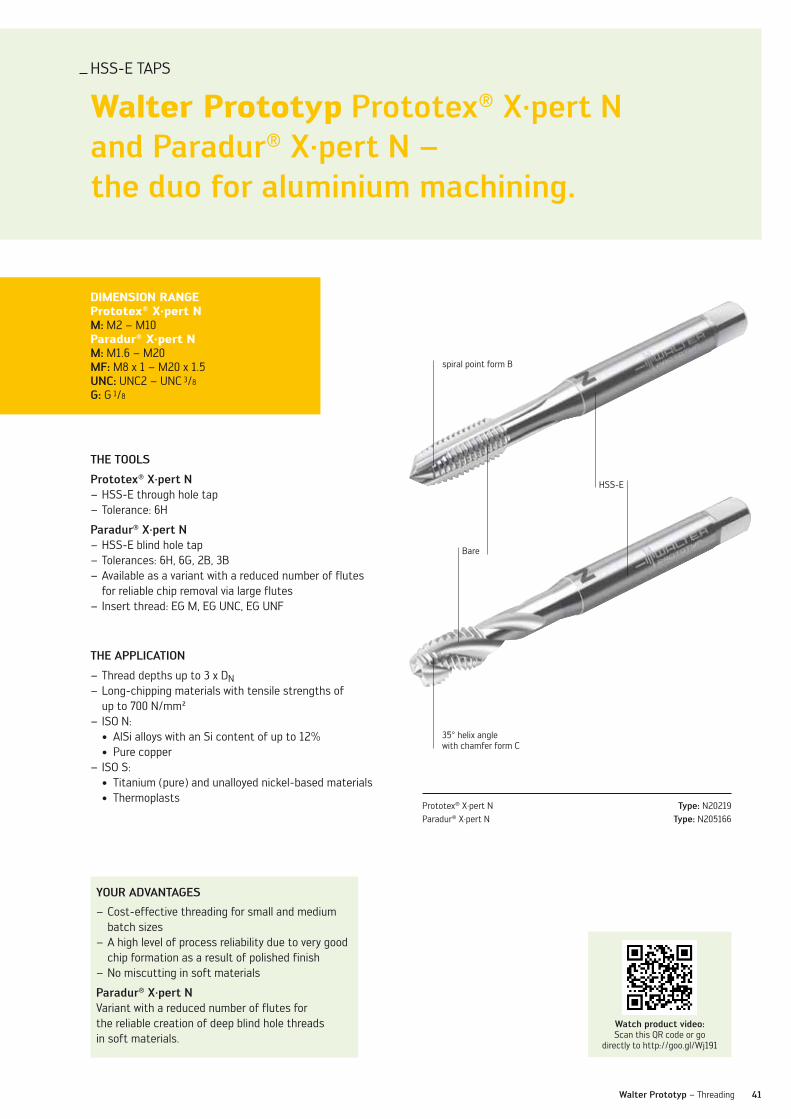
HSS-E TAPS
Walter Prototyp Prototex® X·pert N and Paradur® X·pert N – the duo for aluminium machining.
DIMENSION RANGEPrototex® X·pert NM: M2 – M10 Paradur® X·pert NM: M1.6 – M20MF: M8 x 1 – M20 x 1.5UNC: UNC2 – UNC 3/8
G: G 1/8
Prototex® X·pert N Type: N20219Paradur® X·pert N Type: N205166
YOUR ADVANTAGES
– Cost-effective threading for small and medium batch sizes
– A high level of process reliability due to very good chip formation as a result of polished finish
– No miscutting in soft materials
Paradur® X·pert NVariant with a reduced number of flutes for the reliable creation of deep blind hole threads in soft materials.
THE TOOLS
Prototex® X·pert N – HSS-E through hole tap – Tolerance: 6H
Paradur® X·pert N – HSS-E blind hole tap – Tolerances: 6H, 6G, 2B, 3B – Available as a variant with a reduced number of flutes for reliable chip removal via large flutes
– Insert thread: EG M, EG UNC, EG UNF
THE APPLICATION
– Thread depths up to 3 x DN – Long-chipping materials with tensile strengths of up to 700 N/mm²
– ISO N: • AlSi alloys with an Si content of up to 12%• Pure copper
– ISO S: • Titanium (pure) and unalloyed nickel-based materials• Thermoplasts
HSS-E
Bare
spiral point form B
35° helix angle with chamfer form C
Watch product video: Scan this QR code or go
directly to http://goo.gl/Wj191
Turning Walter 3 ISO turning 4 Grooving 12
Drilling, Boring anD ThreaDing
Walter Titex 19 Solid carbide drills 20
Walter 25 Point drills 26 Indexable drills 28 Boring tools 30 Precision boring 32
Walter Prototyp 37 HSS-e-Pm taps 38 HSS-e taps 40
Milling Walter Prototyp 43 Solid carbide end mills 44
Walter 49 The new generation of milling cutters 51 Cutting tool materials 58 PCD special milling cutters 60
Watch the innovations video: Scan this QR code or go
directly to http://goo.gl/cPIqR

_TOOl InnOvaTIOnS In mIllInG
effectively cooled for greater performance.
Product innovationsedition 2013-2
milling
44
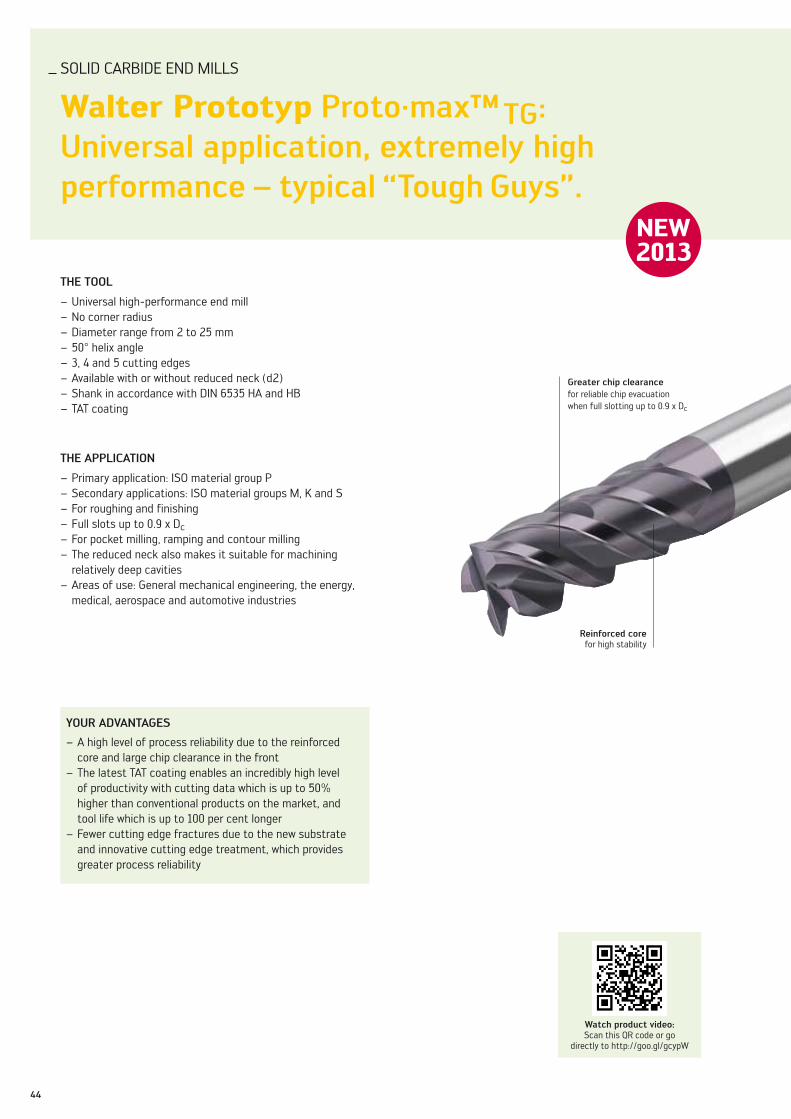
SOlID CaRBIDe enD mIllS
Walter Prototyp Proto·max™ Tg: universal application, extremely high performance – typical “Tough guys”.
The Tool
– Universal high-performance end mill – no corner radius – Diameter range from 2 to 25 mm – 50° helix angle – 3, 4 and 5 cutting edges – available with or without reduced neck (d2) – Shank in accordance with DIn 6535 Ha and HB – TaT coating
The aPPlicaTion
– Primary application: ISO material group P – Secondary applications: ISO material groups m, K and S – For roughing and finishing – Full slots up to 0.9 x Dc – For pocket milling, ramping and contour milling – The reduced neck also makes it suitable for machining relatively deep cavities
– areas of use: General mechanical engineering, the energy, medical, aerospace and automotive industries
Your aDvanTages
– a high level of process reliability due to the reinforced core and large chip clearance in the front
– The latest TaT coating enables an incredibly high level of productivity with cutting data which is up to 50% higher than conventional products on the market, and tool life which is up to 100 per cent longer
– Fewer cutting edge fractures due to the new substrate and innovative cutting edge treatment, which provides greater process reliability
greater chip clearance for reliable chip evacuation when full slotting up to 0.9 x Dc
reinforced core for high stability
NEW2013
Watch product video: Scan this QR code or go
directly to http://goo.gl/gcypW
45
10 20 30
Walter Prototyp – milling
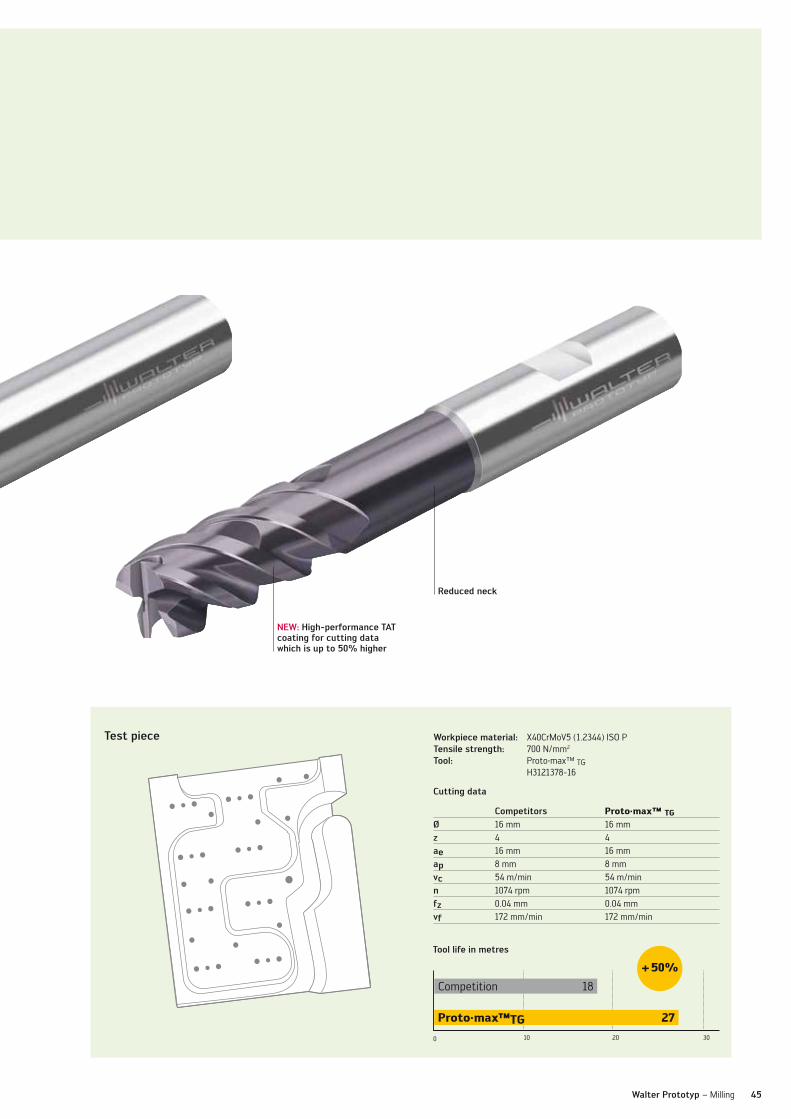
Test piece
cutting data
competitors Proto·max™ TGØ 16 mm 16 mmz 4 4ae 16 mm 16 mmap 8 mm 8 mmvc 54 m/min 54 m/minn 1074 rpm 1074 rpmfz 0.04 mm 0.04 mmvf 172 mm/min 172 mm/min
Tool life in metres
0
Competition
Proto·max™TG 27
+ 50%
18
Workpiece material: X40Crmov5 (1.2344) ISO PTensile strength: 700 n/mm2
Tool: Proto·max™ TG H3121378-16
reduced neck
neW: high-performance TaT coating for cutting data which is up to 50% higher
46
SOlID CaRBIDe enD mIllS
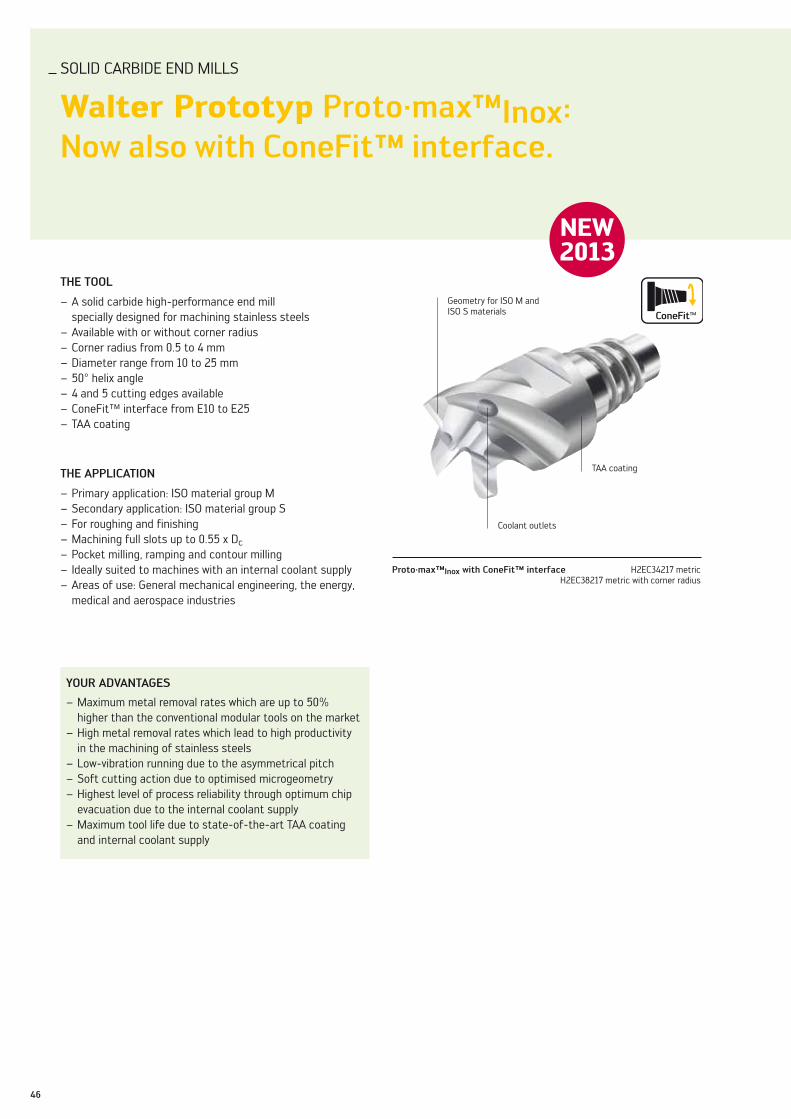
Walter Prototyp Proto·max™inox: now also with coneFit™ interface.
Proto·max™inox with coneFit™ interface H2eC34217 metric H2eC38217 metric with corner radius
Geometry for ISO m and ISO S materials
Taa coating
Coolant outlets
Your aDvanTages
– maximum metal removal rates which are up to 50% higher than the conventional modular tools on the market
– High metal removal rates which lead to high productivity in the machining of stainless steels
– low-vibration running due to the asymmetrical pitch – Soft cutting action due to optimised microgeometry – Highest level of process reliability through optimum chip evacuation due to the internal coolant supply
– maximum tool life due to state-of-the-art Taa coating and internal coolant supply
The Tool
– a solid carbide high-performance end mill specially designed for machining stainless steels
– available with or without corner radius – Corner radius from 0.5 to 4 mm – Diameter range from 10 to 25 mm – 50° helix angle – 4 and 5 cutting edges available – ConeFit™ interface from e10 to e25 – Taa coating
The aPPlicaTion
– Primary application: ISO material group m – Secondary application: ISO material group S – For roughing and finishing – machining full slots up to 0.55 x Dc – Pocket milling, ramping and contour milling – Ideally suited to machines with an internal coolant supply – areas of use: General mechanical engineering, the energy, medical and aerospace industries
NEW2013
47
0 10 4020 30
Walter Prototyp – milling
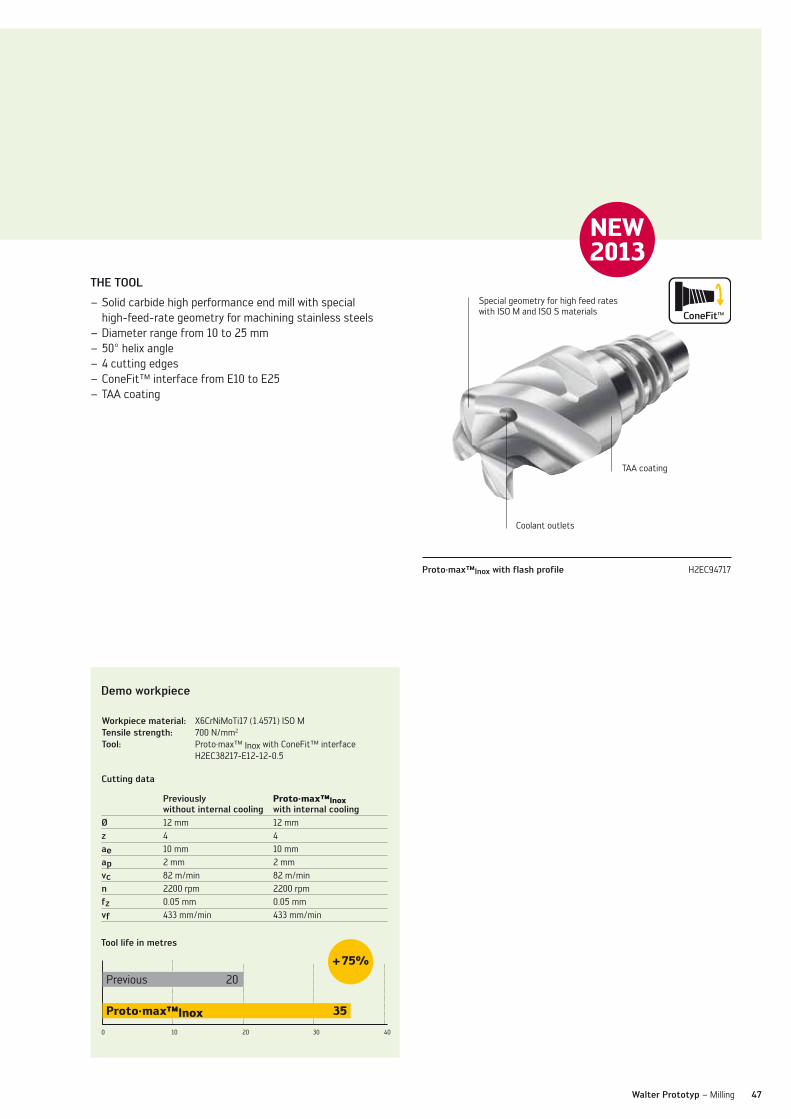
Taa coating
Coolant outlets
Proto·max™inox with flash profile H2eC94717
Special geometry for high feed rates with ISO m and ISO S materials
The Tool
– Solid carbide high performance end mill with special high-feed-rate geometry for machining stainless steels
– Diameter range from 10 to 25 mm – 50° helix angle – 4 cutting edges – ConeFit™ interface from e10 to e25 – Taa coating
Demo workpiece
cutting data
Previously without internal cooling
Proto·max™Inox with internal cooling
Ø 12 mm 12 mmz 4 4ae 10 mm 10 mmap 2 mm 2 mmvc 82 m/min 82 m/minn 2200 rpm 2200 rpmfz 0.05 mm 0.05 mmvf 433 mm/min 433 mm/min
Tool life in metres
Previous 20
Proto·max™Inox 35
Workpiece material: X6CrnimoTi17 (1.4571) ISO mTensile strength: 700 n/mm2
Tool: Proto∙max™ Inox with ConeFit™ interface H2eC38217-e12-12-0.5
NEW2013
+ 75%
TURNING Walter 3 ISO turning 4 Grooving 12
DRILLING, BORING AND THREADING
Walter Titex 19 Solid carbide drills 20
Walter 25 Point drills 26 Indexable drills 28 Boring tools 30 Precision boring 32
Walter Prototyp 37 HSS-E-PM taps 38 HSS-E taps 40
MILLING Walter Prototyp 43 Solid carbide end mills 44
Walter 49 The new generation of milling cutters 51 Cutting tool materials 58 PCD special milling cutters 60
Watch the innovations video: Scan this QR code or go
directly to http://goo.gl/cPIqR

_TOOL INNOVATIONS IN MILLING
Power at the cutting edge.
Product innovationsEdition 2013-2
Milling

Walter – Milling

51Walter – Milling
POWER AND DYNAMICS: BLAXX™ AND TIGER·TEC® SILVER.
A reliable system is required, which is attractive for its absolute precision and extremely long tool life. The Walter Blaxx™ milling cutters are based on a newly developed, unbelievably robust tool body, which is equipped with the best performance inserts from Walter: powered by Tiger·tec® Silver.
Being able to rely on a system such as this gives innovative companies the opportunity to make the most of their true strengths which are the development and manufacture of impressive products.
Productivity and process reliabilityIf all production parameters are to be optimised to ensure maximum performance, a key factor lies at the most prominent point in the process chain: the point at which the tool and the workpiece meet. This is where it becomes clear whether the desired workpiece quality can actually be achieved. Complex development scenarios can either be brought to life or can fail and result in immense costs.

52
THE NEW GENERATION OF MILLING CUTTERS
Walter BlaxxTM F5138 porcupine cutter: The new, flexible power packs.
THE TOOLS
– Full effective F5138 porcupine cutter with four-edged, tangential indexable inserts
– Equipped with LNHU1306 system indexable inserts from the Blaxx™ shoulder mill F5141 range
– Diameter range 40 – 80 mm – Two different cutting lengths for each diameter – Powered by Tiger·tec® Silver, four grades available (WKP25S, WKP35S, WSM35S, WSP45S)
– Soft-cutting geometries due to helical cutting edges – With internal coolant supply at all cutting edges – Produces a virtually step-free contour on the component – With special surface treatment for protection from corrosion and wear
THE APPLICATION
– For shoulder milling and trimming all steel and cast iron materials, stainless steels, materials with difficult cutting properties and non-ferrous metals
– Suitable for use in all industries: The automotive industry, aerospace industry and general mechanical engineering, etc.
Wear-resistant body
Internal coolant supply at every cutting edge
System indexable insert: LNHU1306…
Type: F5138/Ø40/Z2 with ScrewFit Type: F5138/Ø80 /Z5 with boring adaptor
The new generation of mills – BlaxxTM Type: F5138
NEW2013
53Walter – Milling
Powered by
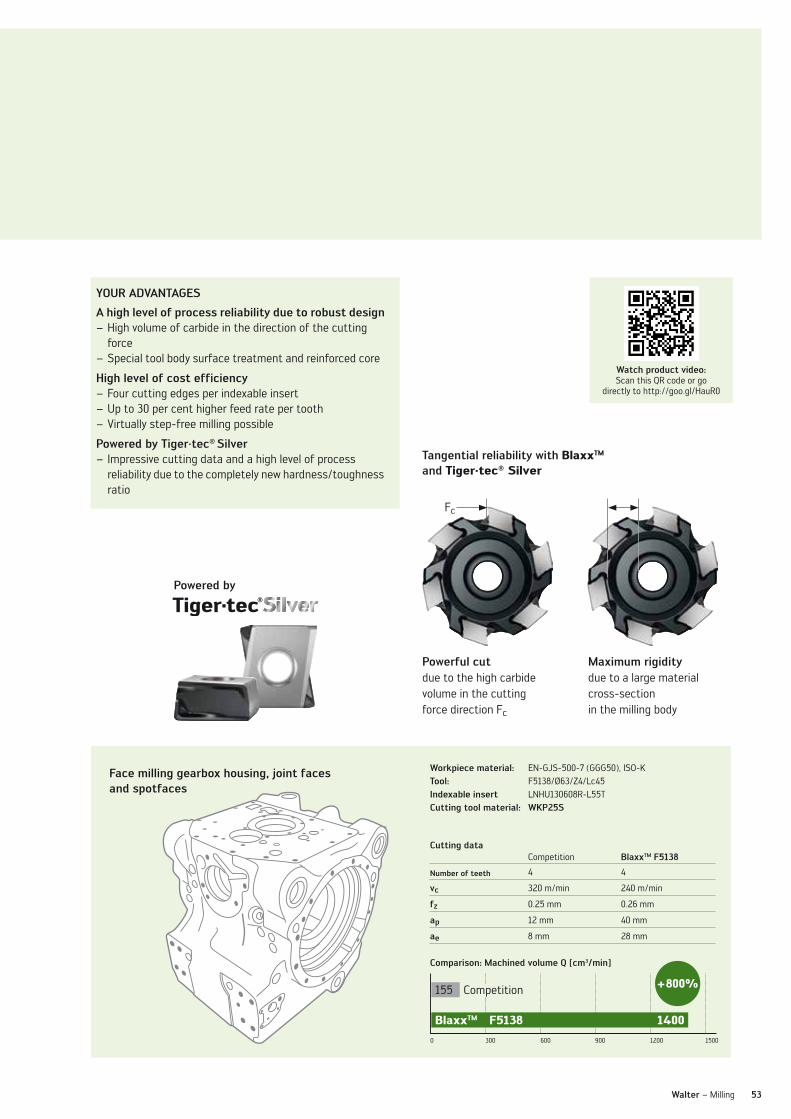
YOUR ADVANTAGES
A high level of process reliability due to robust design – High volume of carbide in the direction of the cutting force
– Special tool body surface treatment and reinforced core
High level of cost efficiency – Four cutting edges per indexable insert – Up to 30 per cent higher feed rate per tooth – Virtually step-free milling possible
Powered by Tiger·tec® Silver – Impressive cutting data and a high level of process reliability due to the completely new hardness/toughness ratio
Cutting dataCompetition BlaxxTM F5138
Number of teeth 4 4
vc 320 m/min 240 m/min
fz 0.25 mm 0.26 mm
ap 12 mm 40 mm
ae 8 mm 28 mm
Workpiece material: EN-GJS-500-7 (GGG50), ISO-KTool: F5138/Ø63/Z4/Lc45Indexable insert LNHU130608R-L55TCutting tool material: WKP25S
Face milling gearbox housing, joint faces and spotfaces
Comparison: Machined volume Q [cm3/min]
0 300 900
+ 800%
1500
155
BlaxxTM F5138 1400
Competition
600 1200
Fc
Tangential reliability with BlaxxTM and Tiger·tec® Silver
Powerful cut due to the high carbide volume in the cutting force direction Fc
Maximum rigidity due to a large material cross-section in the milling body
Watch product video: Scan this QR code or go
directly to http://goo.gl/HauR0

54
Powered by
YOUR ADVANTAGES
Maximum process reliability due to stable design – High volume of carbide in the direction of the cutting force
– Special tool body surface treatment and reinforced core
High level of cost efficiency – Four cutting edges per indexable insert – Up to 30 per cent higher feed rate per tooth – Virtually step-free milling possible
Powered by Tiger·tec®Silver – 2 CVD grades (WKP25S and WKP35S) for steel and cast iron machining
– 2 PVD grades (WSM35S and WSP45S) for steel, stainless steels and materials with difficult cutting properties
THE NEW GENERATION OF MILLING CUTTERS
Walter BlaxxTM shoulder mill: A higher feed rate without steps.
THE TOOLS
– F5041, F5141 and F5241 tangential shoulder mills with four-edged indexable insert
– Diameter range 25 – 160 mm – 3 depths of cut: 8, 12 and 15 mm – 4 carbide grades: WKP25S, WKP35S, WSM35S and WSP45S – powered by Tiger·tec® Silver
– L85T geometry for aluminium machining – High radial and axial runout accuracy – Soft-cutting geometry due to helical cutting edges – Precise 90° angle on the component – Special surface treatment provides protection from corrosion and wear
THE APPLICATION
– For shoulder and face milling all steel and cast iron materials, stainless steels, materials with difficult cutting properties and aluminium
– Highly flexible use: The automotive industry, aerospace industry and general mechanical engineering, etc.
The new generation of mills – BlaxxTM Type: F5141
Tangential inserts LNHU 130608R-L55T
Wear-resistant body through special surface treatment
Four usable, precise 90° cutting edges
Positive cutting characteristics
NEW
NEW
PROGRAMME ADDITIONS
2013
NEW

55Walter – Milling
THE SIZES
BlaxxTM:Feed rates which are up to 30% higher possible due to the tangential arrangement of the indexable inserts
Workpiece material: GGG50, ISO KTool: Shoulder mill, diameter 80 mmIndexable insert: LNHU130608R-L55TCutting tool material: WKP25S
Comparison: Feed per tooth fz [mm]
0.100 0.300.20
Previously 0.20
+ 30%
BlaxxTM with WKP25S 0.26
Cutting data
vc 264 m/minap 8 mmae 50 mm
BlaxxTM F5141
– Diameter range 40 – 125 mm – Medium and fine pitches – Cutting depth 12 mm – Corner radii R0.8 – R3.2 mm – Insert: LNHU1306…
BlaxxTM F5041
– Diameter range 25 – 63 mm – Medium and fine pitches – Cutting depth 8 mm – Corner radii R0.4 – R2.0 mm – Insert: LNHU0904…
BlaxxTM Type: F5041.W... BlaxxTM Type: F5141.B...
Watch animation: Scan this QR code
or go directly to http://goo.gl/CesMH
NEW: BlaxxTM F5241
– Diameter range 50 – 160 mm – Medium and fine pitch – Cutting depth 15 mm – Corner radii R0.8 – R2.5 mm – Indexable insert LNHU1607..
BlaxxTM Type: F5241.B...
THE GEOMETRY VARIANTS
L55T – the universal one – For medium machining conditions
– Universal use – for most materials
NEW: L85T – the sharp one – For aluminium machining – Low cutting forces – Sharp cutting edge

56
THE NEW GENERATION OF MILLING CUTTERS
Walter BlaxxTM F5055 slitting cutter: Reliable slitting and parting.
THE TOOLS
– F5055 slitting cutter with single-edged indexable insert – Diameter range 63 – 250 mm – Cutting widths: 2.0, 3.0 and 4.0 mm – High radial and axial runout accuracy – Non-positive and positive insert clamping in the body – 2 carbide grades: WSM33S and WSP43S – powered by Tiger·tec® Silver
– User-friendly indexable insert self-clamping system
THE APPLICATION
– For slitting and parting all steel and cast iron materials, stainless steels and materials with difficult cutting properties
– Suitable for all industries: The automotive industry, aerospace industry and general mechanical engineering, etc.
YOUR ADVANTAGES
Maximum process reliability – The machining force is introduced into the fixed part of the insert seat
– Extremely high retaining forces as a result of the optimised top clamp
– Non-positive and positive cutting insert clamping system
Low inventory costs – System indexable inserts, suitable for use in slitting cutters and grooving holders
Powered by Tiger·tec® Silver – 2 PVD grades (WSM33S and WSP43S) for steel, stainless steels and materials with difficult cutting properties
The new generation of mills – BlaxxTM Type: F5055
Extremely high retaining forces as a result of the optimised top clamp
Optimum productivity thanks to Tiger·tec® Silver cutting tool materials
High stability brought about by introducing the machining force into the fixed part of the insert seat
NEW2013
57Walter – Milling
0 0.375 1.50.75 1.125
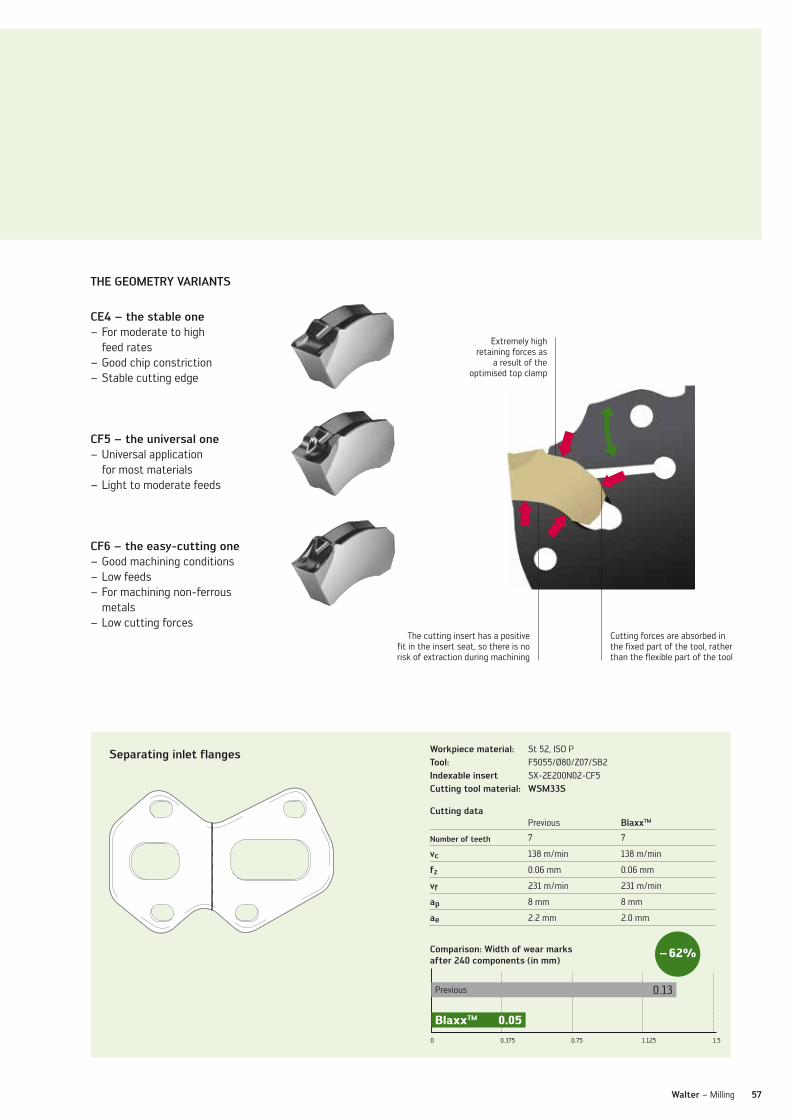
THE GEOMETRY VARIANTS
CE4 – the stable one – For moderate to high feed rates
– Good chip constriction – Stable cutting edge
CF5 – the universal one – Universal application for most materials
– Light to moderate feeds
CF6 – the easy-cutting one – Good machining conditions – Low feeds – For machining non-ferrous metals
– Low cutting forces
Cutting dataPrevious BlaxxTM
Number of teeth 7 7
vc 138 m/min 138 m/min
fz 0.06 mm 0.06 mm
vf 231 m/min 231 m/min
ap 8 mm 8 mm
ae 2.2 mm 2.0 mm
Workpiece material: St 52, ISO PTool: F5055/Ø80/Z07/SB2Indexable insert SX-2E200N02-CF5 Cutting tool material: WSM33S
Separating inlet flanges
Comparison: Width of wear marks after 240 components (in mm)
– 62%
Previous
BlaxxTM 0.05
0.13
Extremely high retaining forces as
a result of the optimised top clamp
Cutting forces are absorbed in the fixed part of the tool, rather than the flexible part of the tool
The cutting insert has a positive fit in the insert seat, so there is no risk of extraction during machining
58
Wear resistance
Toughness
WSM35S
WSP45S
CUTTING TOOL MATERIALS
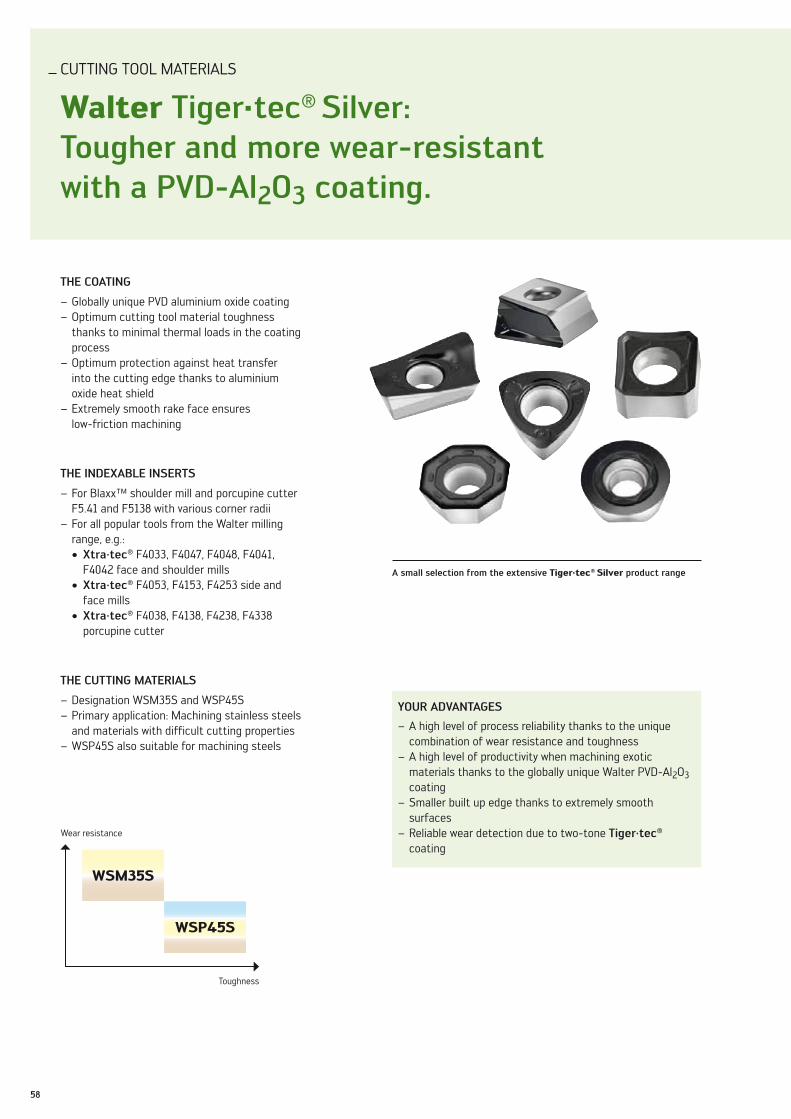
Walter Tiger·tec® Silver: Tougher and more wear-resistant with a PVD-Al2O3 coating.
THE COATING
– Globally unique PVD aluminium oxide coating – Optimum cutting tool material toughness thanks to minimal thermal loads in the coating process
– Optimum protection against heat transfer into the cutting edge thanks to aluminium oxide heat shield
– Extremely smooth rake face ensures low-friction machining
THE INDEXABLE INSERTS
– For Blaxx™ shoulder mill and porcupine cutter F5.41 and F5138 with various corner radii
– For all popular tools from the Walter milling range, e.g.:• Xtra·tec® F4033, F4047, F4048, F4041,
F4042 face and shoulder mills• Xtra·tec® F4053, F4153, F4253 side and
face mills• Xtra·tec® F4038, F4138, F4238, F4338
porcupine cutter
THE CUTTING MATERIALS
– Designation WSM35S and WSP45S – Primary application: Machining stainless steels and materials with difficult cutting properties
– WSP45S also suitable for machining steels
YOUR ADVANTAGES
– A high level of process reliability thanks to the unique combination of wear resistance and toughness
– A high level of productivity when machining exotic materials thanks to the globally unique Walter PVD-Al2O3 coating
– Smaller built up edge thanks to extremely smooth surfaces
– Reliable wear detection due to two-tone Tiger·tec® coating
A small selection from the extensive Tiger·tec® Silver product range
59Walter – Milling
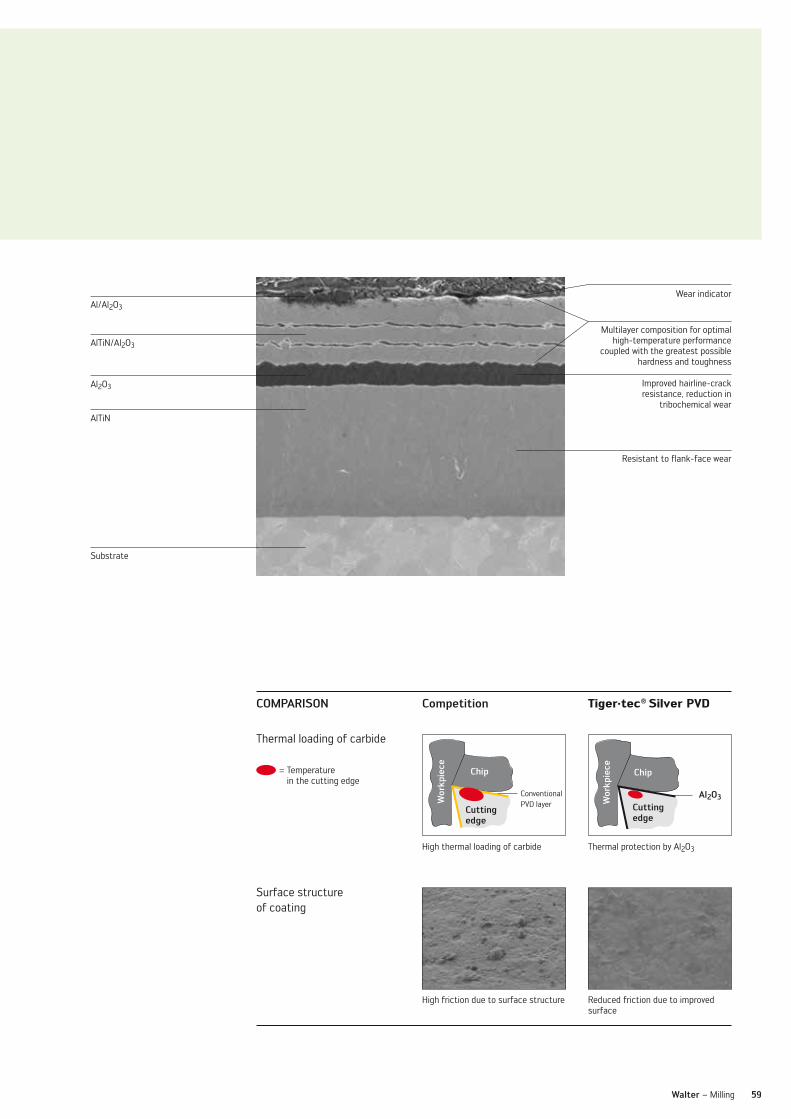
Thermal loading of carbide
= Temperature in the cutting edge
Surface structure of coating
COMPARISON Competition Tiger·tec® Silver PVD
High thermal loading of carbide Thermal protection by Al2O3
High friction due to surface structure Reduced friction due to improved surface
Chip
Cutting edge
Cutting edge
Chip
Al2O3Wor
kpie
ce
Wor
kpie
ce
Conventional PVD layer
Wear indicator
Multilayer composition for optimal high-temperature performance
coupled with the greatest possible hardness and toughness
Improved hairline-crack resistance, reduction in
tribochemical wear
Al/Al2O3
AlTiN/Al2O3
Al2O3
Substrate
Resistant to flank-face wear
AlTiN

60
Example: Walter PCD form mill
NEW PCD DEVELOPMENTS
Walter PCD milling cutters with laser- generated chip breakers: Innovative special solutions for long-chipping materials.
THE TOOLS
– Form and shoulder mills with user-optimised PCD grades in virtually any form
– Optimised geometries for reduced cutting forces and minimal vibration tendency
– Particularly well suited to machining with long tools or tools with extended projections
THE APPLICATION
– For a wide variety of non-ferrous materials – Plastics with and without fillers – High surface-quality requirements – Low cutting forces with long tools – Good chip control – Customised milling, turning and boring tools
THE MATERIAL
– Aluminium alloys with an Si content of up to approx. 7 per cent
– Copper and copper alloys – Plastics (thermoplasts) – Fibre-reinforced plastics
YOUR ADVANTAGES
– Good chip control – Chip breaking even in very tough materials and aluminium wrought alloys
– Low vibration tendency – Lower cutting forces
PCD SPECIAL TOOLS FROM WALTER
Strong PCD tools are the first choice for more cost-effective and high-precision machining of light and high-strength materials, for example in the automotive or aerospace industry. Walter’s PCD special tools are characterised by extremely long tool life (50 to 200 times that of standard carbide tools), as well as the highest level of process reliability and dimensional stability. This opens up enormous potential for production, particularly in mass production.
Balance holes in level 2 for dynamically balancing the tool
Optimised chip breaker groove geometry for perfect chip breaking
SPECIAL TOOLS
FROM WALTER
Optimised geometries for reduced cutting forces and minimal vibration tendency.

61Walter – Milling
WHY PCD?
– Significant improvement in tool life – Improved surface quality – Higher cutting data – Sharper cutting edge – Reduced thermal impact – Optimum thermal conductivity of the cutting tool material – Minimised risk of delamination – Dry machining possible – Repeated resharpening or reconditioning possible
Balance holes in level 1 for dynamically balancing the tool
Example: Walter PCD end mills
Solid carbide basic body
Positive and negative axis angle in order to reduce the axial cutting forces
Application-optimised chip breaker geometry for reliable chip breaking even in very tough materials and aluminium wrought alloys

The right tool at the click of a mouse With just four clicks, Walter GPS takes you from the definition of your objective to the most cost-effective tool and machining solution. Walter GPS is surprisingly comprehensive. Be it drilling, threading or milling, full information on all tools from Walter, Walter Titex and Walter Prototyp can be displayed in an instant. Access mandatory usage data, such as accurate cutting data or precise cost-efficiency calculations, on your screen.
The latest generation of tool navigation
Walter GPSGlobal Productivity System
You will find the complete tool range of our three competence brandsWalter, Walter Titex and Walter Prototyp in the 2012 edition of thegeneral catalogue, in the 2013 edition of the supplement catalogueand in this new products brochure for 2013-2 “Experience, knowledge,technology: Expertise on your side”. It replaces the previous, 2013-1brochure “Advancing through innovative machining solutions”.
They contain all the precision tools you need in your production facilitiesfor turning, boring, milling and threading.
We will be pleased to send you the general catalogue on request.
= The full range of tools
Walter general catalogue+ supplement catalogue+ new products brochure
_INNOVATIONS
Experience, knowledge,technology: Expertiseon your side.
Product innovations Edition 2013-2
Turning, drilling, threading,milling, adaptors
_A WEAlTh Of ExPERTISE IN MAChINING
General catalogue
Turning, drilling, threading,milling, adaptors
_A WEAlTh Of ExPERTISE IN MAChINING
Supplement catalogue
Turning, drilling, threading,milling, adaptors

Walter product innovations · Edition 2013-2
Prin
ted
in G
erm
any
653
5353
(09/
2013
) EN
Walter GB Ltd. Bromsgrove, England +44 (1527) 839 450, [email protected] Walter Kesici Takımlar Sanayi ve Ticaret Ltd. Şti. Istanbul, Türkiye +90 (216) 528 1900 Pbx, [email protected] Walter Wuxi Co. Ltd. Wuxi, Jiangsu, P.R. China +86 (510) 8241 9399, [email protected] Walter AG Singapore Pte. Ltd. +65 6773 6180, [email protected] Walter Korea Ltd. Anyang-si Gyeonggi-do, Korea +82 (31) 337 6100, [email protected] Walter Tools India Pvt. Ltd. Pune, India +91 (20) 3045 7300, [email protected] Walter (Thailand) Co., Ltd. Bangkok, 10120, Thailand +66 2 687 0388, [email protected] Walter Malaysia Sdn. Bhd. Selangor D.E., Malaysia +60 (3) 8023 7748, [email protected] Walter Tooling Japan K.K. Nagoya, Japan +81 (52) 723 5800, [email protected] Walter USA, LLC Waukesha WI, USA +1 800-945-5554, [email protected] Walter Canada Mississauga, Canada [email protected]
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Germany www.walter-tools.com
Product innovations Edition 2013-2
Turning, drilling, threading,milling, adaptors
_INNOVATIONS
Experience, knowledge,technology: Expertiseon your side.





























