Embed Size (px)
Citation preview

Experimental and numerical investigation of the effect of spray cutting fluids in high speed milling
Advisor: 戴子堯Advisee: 呂政泰Number: M9510244Date 2007-06-12﹕
微細放電加工學

Outline
1. Experimental design2. Emulsion Oil of parameter3. Position of the nozzle relation4. Experimental result5. Conclusions

Experimental design
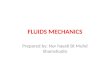
The MQL system detailed design
pressure regulator
frequency meter
pump
nozzle

Emulsion Oil of parameter
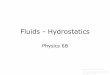
Characteristics of the used lubricants : emulsion coolant and biodegradable oil, without water mixture
Table 1

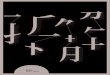
Position of the nozzle relation
Other relation positions have been rejected because of possible interference between the workpiece and the MQL flow.

Experimental result(1/4)

Experimental result(2/4)
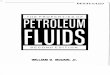
These different tool wears are due to the fact that in the 45° position the cutting fluid does not completely penetrate in tool edges, on the contrary , the 135° position allows the MQL jet reaching the tool edges.

Experimental result(3/4)
45°of experimental result

Experimental result(4/4)
135°of experimental result

Conclusions
1.The emulsion coolant is inefficient in high speed milling , because it is not able to reach the inner zones of the tool teeth .
2.The MQL flow penetrates in the cutting zone and it acts in three different ways, that is , cooling tool and workpiece , lubricating and removing the chips .
3.使用MQL流率系統,在模擬狀況下,冷卻液消耗率為 0.06㎝ 3/min相當於每小時才消耗 3.6 ㎝ 3

Thanks for your attention
END