Embed Size (px)
Citation preview
Федеральное государственное автономное образовательное учреждение
высшего образования
САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
АЭРОКОСМИЧЕСКОГО ПРИБОРОСТРОЕНИЯ
ТЕХНОЛОГИЯ АДДИТИВНОГО ПРОИЗВОДСТВА,
МОДЕЛИРОВАНИЕ И УПРАВЛЕНИЕ КАЧЕСТВОМ ПРОЦЕССА
ПОСЛОЙНОГО СИНТЕЗА
Учебное пособие
Санкт-Петербург
2018
2
Составители:
− старший преподаватель кафедры №5 Чабаненко Александр Валерьевич;
− доцент кафедры №5 Назаревич Станислав Анатольевич;
− доцент кафедры №5 Щеников Ярослав Алексеевич.
− Доцент кафедры №5 Гулевитский Андрей Юрьевич
Методическое пособие включает обзор современного инструментария по
работе с аддитивными технологиями, где рассматриваются устройство и
принципы действия основных серийных аддитивных установок, области их
использования и современные возможности. Даны рекомендации использования
аддитивных технологий на всех этапах жизненного цикла изделий и
рассмотрены реальные перспективы развития и применения их в различных
отраслях техники и технологии. Таким образом, данное пособие будет полезным
для студентов и преподавателей большинства технических специальностей.
Предназначены для студентов, обучающихся по направлениям высшего
образования 27.03.02 «Управления качеством», 27.03.05 «Инноватика» и
27.03.01 «Техносферная безопасность».
Методическое пособие подготовлено кафедрой инноватики и
интегрированных систем качества и рекомендовано к изданию редакционно-
издательским советом Санкт-Петербургского Государственного Университета
Аэрокосмического приборостроения.

3
СОДЕРЖАНИЕ
СПИСОК СОКРАЩЕНИЙ………………………………………………………….
ВВЕДЕНИЕ………………………………………………………………………..
1 ОБЛАСТИ ПРИМЕНЕНИЯ 3D-ПЕЧАТИ…………………………………..
2 ОСНОВЫ ПРОЕКТИРОВАНИЯ И МОДЕЛИРОВАНИЯ С
ИСПОЛЬЗОВАНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ………………………
3 ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ДЛЯ СОЗДАНИЯ И РЕДАКТИРОВАНИЯ
3D МОДЕЛЕЙ…………………………………………………………………….
4 ХАРАКТЕРИСТИКИ АДДИТИВНЫХ УСТАНОВОК………………………
5 УСТРОЙСТВО И ПРИНЦИП ДЕЙСТВИЯ ТИПОВЫХ АДДИТИВНЫХ
УСТАНОВОК……………………………………………………………………..
5.1 Стереолитография…………………………………………………………….
5.2 Технология SLS………………………………………………………………
5.3 M-технология…………………………………………………………………
5.4 FDM-технология……………………………………………………………….
5.5. Трехмерная печать (3D Printers)……………………………………………….
6 ИСПОЛЬЗУЕМЫЕ МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ 3D МОДЕЛЕЙ…
7 ПРАВИЛА ПОДГОТОВКИ МОДЕЛИ К 3D-ПЕЧАТИ………………………..
8 МОДЕЛИРОВАНИЕ ДЕТАЛЕЙ В МАШИННОЙ ГРАФИКЕ КОМПАС-3D…
9 ТРЕБОВАНИЯ К МОДЕЛЯМ ДЛЯ 3D-ПЕЧАТИ……………………………..
10 ПОДГОТОВКА 3D-МОДЕЛИ К ПЕЧАТИ……………………………………..
11 ПОРЯДОК РАБОТЫ С 3D-ПРИНТЕРОМ PICASO 3D DESIGNER PRO 250..
11.1. Описание 3D-принтера PICASO 3D DESIGNER PRO 250…………….
11.2 Порядок настройки…………………………………………………………
11.3 Используемые расходные материалы……………………………………
12 ПЕЧАТЬ МОДЕЛЕЙ НА 3D-ПРИНТЕРЕ……………………………………
12.1 Техника безопасности при работе с устройствами 3D-печати Picaso 3D
Designer………………………………………………………………………….
12.2 Включение 3D-принтера………………………………………………
12.3. Калибровка платформы для печати…………………………………….
12.4 Заправка пластика……………………………………………………………
12.5 Запуск печати…………………………………………………..
13 3D-ПЕЧАТЬ: ОСНОВНЫЕ ПРОБЛЕМЫ И СПОСОБЫ ИХ
ПРЕОДОЛЕНИЯ…………………………
14 ОБРАБОТКА РАСПЕЧАТАННЫХ МОДЕЛЕЙ ПОСЛЕ 3D-ПЕЧАТИ………
ЗАКЛЮЧЕНИЕ……………………………………………………
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ……………………….
ПРИЛОЖЕНИЕ 1. ТРЕБОВАНИЯ К ЗАЧЁТУ…………………………………….
ПРИЛОЖЕНИЕ 2. РЕКОМЕНДАЦИИ ПО СОСТАВЛЕНИЮ
4
ТЕОРЕТИЧЕСКОЙ ЧАСТИ ИТОГОВОЙ РАБОТЫ……………………………
ПРИЛОЖЕНИЕ 3. ВОПРОСЫ К ЗАЧЁТУ………………………………………
ПРИЛОЖЕНИЕ 4. ТЕМЫ РЕФЕРАТОВ…………………………………………

5
СПИСОК СОКРАЩЕНИЙ
АТ – аддитивные технологии;
CAD-системы – современные системы компьютерного проектирования;
RP – Rapid Prototyping – технологии быстрого прототипирования;
SLS – Selective Laser Sintering – лазерное спекание порошковых
материалов; LOM – Laminated Object Manufacturing – изготовление
объектов с использованием ламинирования;
SL – Stereolithography – стереолитография;
FDM – Fused Deposition Modeling – нанесение термопластов;
ABS-пластик – термопластическая ударопрочная техническая смола,
сополимер акрилонитрил-бутадиен-стирол.
6
СПИСОК ТЕРМИНОВ
ABS, АБС-пластик – акрилонитрилбутадиенстирол, химическая
формула (C8H8)x·(C4H6)y·(C3H3N)z),ударопрочная техническая термо-
пластическая смола, широко используется в промышленности.
Additive Fabrication (AF) – стандартизированное обобщающее
англоязычное название аддитивных технологий; аддитивные технологии.
Additive Manufacturing (AM) – то же, что и Additive Fabrication (AF)).
Additive Processes – аддитивный процесс.
Additive Systems – машины и оборудование, обеспечивающие
аддитивный процесс изготовления изделия.
AF – Additive Fabrication.
AFK – ARBURG Kunststoff-Freeformen, технология, разработанная
компанией ARBURG, согласно которой модель изготавливают из
промышленных (гранулированных в исходном состоянии) полимеров.
AM – Additive Manufacturing.
AMF – Additive Manufacturing File, формат компьютерных данных,
альтернативный формату Stl., применяемому с 1987 г. в качестве базового
для передачи данных компьютерной 3D-модели в аддитивную машину для
построения физической модели. AMF базируется на языке EML (Ex-tensible
Markup Language – расширяемый язык разметки) и поддерживает размерность,
цвет, текстуру, триангуляцию, сетчатые структуры, которые Stl-формат не
поддерживает; более компактный, чем Stl-файл.
ASTM International – American Society for Testing and Materials –
организация в США, которая занимается разработкой технических стандартов
для широкого спектра материалов, изделий, систем и услуг, в частности и в
области аддитивных технологий.
Bed Deposition – один их основных видов аддитивных технологий;
7
предполагает предварительное формирование слоя построения в виде
равномерно распределенного по всей поверхности рабочей платформы
сыпучего или жидкого строительного материала, а затем селективное
отверждение фрагментов сформированного слоя в соответствии с теку-
щим сечением CAD-модели, например, методом спекания, сплавления,
склеивания или полимеризации частиц модельного материала.
Binder Jetting – стандартизованное название одного из аддитивных
процессов, согласно которому построение изделия ведется посредством
связующего состава, селективно связывающего частицы сыпучего модельного
материала.
Blueprinter – название компании-производителя AM-машин (Дания); в
машинах используется технология спекания порошковый полимеров за счет
инфракрасного излучения, генерируемого посредством специальных
нагревательных приборов, размещенных в подвижной головке.
CAD/CAM/CAE- сочетание, подразумевающее использование всего
комплекса цифровых технологий: CAD – проектирование (Computer-Aided
Design), CAM – материализация на технологическом оборудовании
посредством числового программного управления (Computer-Aided
Manufacturing), CAE – расчет и анализ посредством специализированного
программного обеспечения (Computer-Aided Engineering).
CIM-технологии – Ceramic Injection Molding, разновидность PIM-
технологий, одно из направлений порошковых технологий; предполагает
последовательное выполнение следующих операций: смешение керамического
порошка со связующим-пластификатором (обычно полимером), формование
(обычно в машине типа термопласт-автомат), получение таким образом «грин-
модели» с последующим удалением связующего и спеканием в специальных
печах.
Concept Laser – компания-производитель AM-машин (Германия). Direct
8
Deposition – «непосредственное нанесение материала», один
из основных видов аддитивных технологий; предполагает подачу
строительного материала (в виде прутка, пасты, вдуваемого порошка)
непосредственно в то место, где в данный момент времени происходит процесс
послойного синтеза.
Direct energy deposition – стандартизованное название одного из
аддитивных процессов, согласно которому строительный материал и энергия
для его сплавления подводятся одновременно в зону построения изделия.
DLP – Digital Light Procession, название процесса, применяемого в AM-
машинах компании Envisiontec.
DM – Direct Manufacturing, одно из названий аддитивного процесса,
разработанного компанией Sciaky (США).
DMD – Direct Metal Deposition, непосредственное нанесение металла,
аббревиатура названия AM-процесса и технологии.
DMF – Direct Metal Fabrication, общее название AM-технологий,
предполагающих послойный синтез изделий из металла, иногда используется в
значении DMD
DMLS – Direct metal laser sintering, непосредственный лазерный синтез из
металла (порошкового), наименование AM-технологии, разработанной
компанией EOS (Германия).
DoD – Drop on Demand, технология компании Solidscape.
EBM – Electron Beam Melting, аббревиатура название аддитивного
процесса, в котором сплавление модельного материала производят посредством
электронного луча (компании Arcam, Sciaky).
EIGA-технология – Electrode induction guide inert gas atomization,
разновидность технологии газовой атомизации для получения порошков
реактивных и жаропрочных сплавов посредством индукционной плавки и
распылением инертным газом.
9
EOS – Electro Optical Systems GmbH, компания-производитель AM-
машин (Германия).
Euromold – крупнейшая ежегодная выставка аддитивных технологий и
оборудования (Франкфурт-Майн, Германия).
Fcubic – название одной из аддитивных технологий и компании, её
разработавшей; в настоящее время приобретена компанией Höganäs AB
(Швеция); особенность технологии в том, что вместо связующего при
построении грин-модели впрыскивают специальный состав, ускоряющий
поглощение теплового излучения. После построения грин-модель не извлекают
из массива материала, а вместе с ним помещают в печь, где происходит
спекание обработанной составом модели, тогда как не обработанная часть
материала остается неспеченной.
FDM – Fused Deposition Modeling, название AM-технологии компании
Stratasys; относится к категории Material extrusion.
FFF – Fused Filament Fabrication, то же, что и FDM
FILT – Fraunhofer Institute for Laser Technology
HIP - Hot Isostatic Pressure, горячее изостатическое прессование;
технология, применяемая для пост-обработки синтезированных изделий, в
частности из алюминия и титановых сплавов, с целью устранения внут-ренней
микропористости.
Höganäs AB – компания-производитель AM-машин (Швеция);
использует технологию fcubic.
Jetting – «струйные технологии», стандартизованное название одного из
аддитивных процессов, согласно которому строительный материал или
связующий состав подводятся в зону построения изделия (обычно) посредством
многосопловых устройств в виде подвижных в плоскости X-Y рабочих головок.
Ink-Jet – то же, что и Binder Jetting.
Kira – компания-производитель AM-машин (Япония), работаю-
10
щих по технологии Sheet Lamination.
Material extrusion – стандартизованное название одного из аддитивных
процессов, согласно которому построение изделия ведется по-
Stl-(формат) – сокращение от Steriolithography, формат файлов,
применяемый с 1987 г. в качестве базового для передачи данных компьютерной
3D-модели в аддитивную машину для построения физической модели.
Spray forming – прогрессивная технология в металлургии, позволяющая
получать «выращенные» болванки (заготовки для последующих переделов)
методом газовой атомизации расплава и осаждения распыливаемого металла на
подложку.
Steriolithography – стереолитография (лазерная), название процесса, в
соответствии с которым модельный материал в виде жидкого фотополимера
отверждают послойно посредством лазерного луча.
SLS – Selective Laser Sintering, селективное лазерное спекание,
обобщенное название одного из видов AM-технологий.
11
ВВЕДЕНИЕ
Аддитивные технологии (АТ) начали интенсивно развиваться со
времени получения первых трехмерных изображений изделий на дисплеях
компьютеров. Начало положила стереолитография, затем довольно
многочисленные новые принципы стали называть технологиями быстрого
прототипирования (Rapid Prototiping) и, наконец, укоренилось название
«Аддитивные технологии». Интенсивность их развития не имеет аналогов.
Эти технологии принципиально изменили процессы проектирования и
конструирования изделий, превратив их в процессы непрерывного создания
изделий. Конечно, еще много не решенных задач в области
производительности аддитивных процессов, в области точности
производимых изделий, в области материалов, используемых для
изготовления изделий, но все эти проблемы решаемые. А главное в том, что
уже современные проектирование и производство изделий немыслимо без
аддитивных технологий, например, 3D-принтеры стали такими же
привычными и распространенными, как персональные компьютеры. Уже
сейчас с помощью стандартных 3D-принтеров получают ткани, обувь,
продукты питания и даже выращивают живые человеческие органы. Во
многих отраслях, например, в космической отрасли, альтернативы
аддитивным технологиям не видно уже сегодня. Подготовка специалистов по
АТ на отдельных предприятиях востребована уже сейчас, а в ближайшее
время такие специалисты станут необходимыми во всех отраслях народного
хозяйства и, прежде всего, в отраслях приборо- и машиностроении. При
этом, аддитивные установки на кафедре широко используют аспиранты в
своих исследованиях и выполняются различные заказы промышленных и
проектных предприятий. Кафедра поддерживает устойчивые связи не только
с предприятиями России, но и с зарубежными вузами (некоторыми вузами
стран СНГ и западноевропейских стран). Наличие постоянных контактов с
некоторыми западноевропейскими вузами и систематические стажировки в

12
них студентов кафедры и отдельных сотрудников создают уверенность в
налаживании деловых контактов и в области аддитивных технологий. Судя
по последним публикациям, альтернативы аддитивным технологиям не
видно и вряд ли они когда-нибудь возникнут, поэтому нам уже нужны
специалисты по эксплуатации аддитивных установок, но еще больше нужны
специалисты по совершенствованию и дальнейшему развитию таких
технологий. Теперь у нас появилась реальная возможность одним из первых
в стране приступить к подготовке дипломированных специалистов по этой
уникальной профессии.
13
1 ОБЛАСТИ ПРИМЕНЕНИЯ 3D-ПЕЧАТИ
Трёхмерная или 3D печать представляет собой послойное создание
физического объекта на базе виртуальной трёхмерной модели. Печать
происходит из нескольких сотен и даже тысяч слоев на специальном
устройстве – 3D-принтере. 3D-принтером называют устройство вывода
трехмерных данных, который отличается от обычного принтера тем, что
позволяет выводить трехмерную информацию (сразу в трех измерениях) по
принципу послойного выращивания физической модели, как правило, снизу-
вверх.
Фактически, 3D-печать является полной противоположностью таких
традиционных методов механического производства и обработки, как
фрезеровка или резка, где формирование облика изделия происходит за счет
удаления лишнего материала (т.н. «субтрактивное производство»).
Аддитивные технологии нашли широкое применения в таких
отраслях промышленности, как автомобиле- и самолетостроении,
электронике, медицине, где создаются сложные машины и оборудование,
изготавливается множество экспериментальных моделей и макетов деталей,
требующих много времени для конструирования и изготовления. При
помощи 3D принтера можно создать самые различные вещи: от обуви до
украшений, от пластиковых телефонных чехлов до имплантатов
позвоночника, которые создаются из медицинского титана от продуктов
питания до человеческих тканей и органов.
3D-печать позволяет уравнять стоимость производства одной детали и
массового производства, что представляет угрозу для масштабных экономик.
Влияние 3D-печати может оказаться подобным внедрению мануфактуры. В
1450-х никто не мог предсказать последствия внедрения печатного станка, в
1750-х никто не воспринимал всерьез появление парового двигателя, а
транзисторы 1950-х казались любопытным новшеством. Но технология
продолжает развитие и, вероятнее всего, окажет влияние на каждую научную
14
и производственную отрасль, с которой она соприкоснется. Наиболее ранним
применением аддитивного производства можно считать быстрое
прототипирование, нацеленное на сокращение времени разработки новых
частей и устройств по сравнению с более ранними субтрактивными методами
(слишком медленными и дорогими). Совершенствование технологий
аддитивного производства приводит к их распространению в самых разных
областях науки и промышленности. Производство деталей, ранее доступных
только за счет машинной обработки, теперь возможно за счет аддитивных
методов, причем по более выгодной цене. Области применения включают
макетирование, прототипирование, литье, архитектуру, образование,
картографию, здравоохранение, розничную торговлю и др.
Быстрое прототипирование
Промышленные 3D-принтеры используются для быстрого
прототипирования и исследований с начала 1980-х. Как правило, это
достаточно крупногабаритные установки, использующие порошковые
металлы, песчаные смеси, пластики и бумагу. Подобные устройства зачастую
применяются университетами и коммерческими компаниями.
Достижения в области быстрого прототипирования привели к
созданию материалов, пригодных для производства конечных изделий, что в
свою очередь способствовало развитию 3D-производства готовых изделий,
как альтернативы традиционным методам. Одним из преимуществ быстрого
производства является относительно невысокая стоимость изготовления
мелких партий.
Аддитивные технологии в плане ресурсосбережения представляют
собой идеальное революционное решение, так как потери материала
практически равны нулю.
Быстрое производство

15
Быстрое производство остается достаточно новым методом, чьи
возможности пока еще не полностью исследованы. Тем не менее, многие
эксперты склонны считать быстрое производство технологией качественно
нового уровня. Одними из наиболее многообещающих направлений
быстрого прототипирования для адаптации в быстрое производство являются
выборочное лазерное спекание (SLS) и прямое спекание металлов (DMLS).
Массовая кастомизация
RepRap-принтеры способны частично самовоспроизводиться
Некоторые компании предлагают услуги по пользовательской
кастомизации объектов с помощью упрощенного программного обеспечения
с последующим созданием уникальных 3D-моделей на заказ. Одним из
наиболее популярных направлений стало изготовление корпусов сотовых
телефонов. В частности, компания Nokia выложила в открытый доступ
дизайны корпусов своих телефонов для пользовательской кастомизации и
3D-печати.
Массовое производство
Текущая низкая скорость печати 3D-принтеров ограничивает их
использование в массовом производстве. Для борьбы с этим недостатком
некоторые FDM устройства оснащаются несколькими экструдерами,
позволяющими печатать разными цветами, разными полимерами и даже
создавать несколько моделей одновременно. В целом, такой подход
повышает производительность, не требуя при этом использования
нескольких принтеров – для работы нескольких печатных головок хватает
одного микроконтроллера.
16
Устройства с несколькими экструдерами позволяют создавать
несколько идентичных объектов лишь по одной цифровой модели, но в то же
время допускают использование разных материалов и цветов. Скорость
печати возрастает пропорционально количеству печатающих головок. Кроме
того, достигается определенная экономия электроэнергии за счет
использования общей рабочей камеры, зачастую требующей подогрева.
Вместе, эти два момента снижают себестоимость процесса.
Многие из принтеров оснащаются двойными печатными головками,
однако данная конфигурация используется только для печати одиночных
моделей разными цветами и материалами.
Производство одежды и обуви
3D- печать получает распространение в мире моды – кутюрье
используют принтеры для экспериментов по созданию купальников, обуви и
платьев. Коммерческое применение включает быстрое прототипирование и
3D-печатное производство профессиональной спортивной обуви - Vapor
Laser Talon для футболистов и New Balance для легкоатлетов.
Биопечать
В настоящее время ведутся исследования в области 3D-печати силами
биотехнологических компаний и академических учреждений. Исследования
направлены на изучение возможности применения струйной/капельной 3D-
печати в тканевой инженерии для создания искусственных органов.
Технология основывается на нанесении слоев живых клеток на гелевый
субстрат или сахарный матрикс, с постепенным послойным наращиванием
для создания трехмерных структур, включая сосудистые системы. Первая
производственная система для 3D-печати тканей, основанная на биопечатной
17
технологии NovoGen, была представлена в 2009 году. Для описания этой
исследовательской области используется целый ряд терминов: печать
органов, биопечать, компьютерная тканевая инженерия и др.
Один из пионеров 3D-печати, исследовательская компания Organovo,
проводит лабораторные исследования и развивает производство
функциональных трехмерных образцов человеческих тканей для
использования в медицинских и терапевтических исследованиях. Для
биопечати компания использует 3D-принтер NovoGen MMX. Organovo
считает, что биопечать позволит ускорить тестирование новых медицинских
препаратов перед клиническими испытаниями, что позволит экономить
время и средства, вкладываемые в разработку лекарств. В долгосрочной
перспективе Organovo надеется адаптировать технологию биопечати для
создания трансплантатов и применения в хирургии.
3D-печать имплантантов и медицинских аппаратов
3D-печать используется для создания имплантатов и устройств,
применяемых в медицине. Успешные операции включают такие примеры,
как вживление титановых тазовых и челюстных имплантатов, а также
пластиковых трахеальных шин. Наиболее широкое применение 3D-печати
ожидается в производстве слуховых аппаратов и стоматологии. В марте 2014
года хирурги из Суонси использовали 3D-печать для реконструкции лица
мотоциклиста, получившего серьезные травмы в дорожной аварии.
Бытовое применение 3D-печати
На сегодняшний день бытовая 3D-печать в основном привлекает
внимание энтузиастов и любителей, в то время как практическое применение
достаточно ограничено. Тем не менее, 3D-принтеры уже использовались для
печати работающих механических часов, шестеренок для
18
деревообрабатывающих станков, украшений и пр. Вебсайты, связанные с
домашней 3D-печатью, зачастую предлагают дизайны крючков, дверных
ручек, массажных инструментов и т.д.
Применяется 3D-печать и в любительской ветеринарии и зоологии – в
2013 году 3D-печатный протез позволил поднять на ноги утенка, а стильные
3D-печатные раковины приходятся по душе ракам-отшельникам. 3D-
принтеры достаточно широко применяются для бытового производства
бижутерии: ожерелий, колец, сумочек и пр.
Открытый проект направлен на разработку бытовых принтеров общего
назначения. Устройства испытывались в исследовательских условиях на
предмет использования новейших 3D-печатных технологий для производства
химических соединений. Принтер может печатать любым материалом,
пригодным для экструзии из шприца в виде жидкости или пасты. Разработка
направлена на возможность домашнего производства лекарств и бытовой
химии в удаленных районах проживания.
Студенческий проект OpenReflex привел к созданию дизайна
аналогового зеркального фотоаппарата, пригодного для 3D-печатного
производства.
Авто- и авиастроение
Ноябрь 2010 - Urbee первый прототип напечатанного автомобиля был
представлен. Это первый автомобиль, корпус которого напечатал гигантский
3D принтер. Все внешние компоненты, в том числе прототипы стеклянных
панелей, были созданы с помощью Dimension 3D Printers и 3D Systems
Fortus.
В 2011 году компания Lockheed продемонстрировала на британском
авиашоу в Фарнборо большой беспилотный самолёт, большая часть которого
была изготовлена методом трёхмерной печати. Самолёт Polecat – это
летающий прототип, призванный показать работоспособность новой
19
технологии 3D-печати. К достоинствам такого изготовления деталей
относится не только скорость, но и сравнительно низкая стоимость таких
деталей.
Другие применения 3D-печати
Аддитивные технологии охватывают все новые сферы деятельности
человека. Дизайнеры, архитекторы, кондитеры, археологи, астрономы,
палеонтологи, преподаватели и представители многих других профессий
используют 3D-принтеры для реализации совершенно неожиданных идей и
проектов. 3D-печать позволяет создавать полностью функциональные
металлические изделия, вплоть до оружия.
Будущее применение 3D-печати может включать создание научного
оборудования с открытым исходным кодом для использования в открытых
лабораториях и другого научного применения – реконструкции
окаменелостей в палеонтологии, создания дубликатов бесценных
археологических артефактов, реконструкции костей и частей тел для
судебно-медицинской экспертизы, реконструкции сильно поврежденных
улик, собранных с мест преступлений. Технология также рассматривается
для применения в строительстве.
В 2005 году академические журналы начали публиковать материалы по
возможности применения технологий 3D-печати в искусстве. В 2007 году
Wall Street Journal и журнал Time включили 3D-дизайн в список 100 самых
значительных достижений года. В Музее Виктории и Альберта на
Лондонском дизайнерском фестивале в 2011 году была представлена
экспозиция Мюррэя Мосса под названием «Индустриальная революция 2.0:
как материальный мир материализуется заново», посвященная технологиям
3D-печати.
В 2012 году экспериментальный проект Университета Глазго показал,
что 3D-печать может быть использована для производства химических
20
соединений, включая доселе неизвестные. В ходе проекта были напечатаны
сосуды для хранения химических реагентов, в которые с помощью
аддитивных установок впрыскивались «химические чернила» с последующей
реакцией. Состоятельность технологии была доказана производством новых
соединений, но конкретное практическое применение в ходе эксперимента не
преследовалось. Лаборатория Cornell Creative Machines подтвердила
возможность создания пищевых продуктовс помощью гидроколлоидной 3D-
печати. Профессор Лерой Кронин из Университета Глазго предложил
использовать «химические чернила» для печати медицинских препаратов.
Использование технологий 3D-сканирования позволяет создавать
реплики настоящих объектов без использования литейных методов,
требующих высоких затрат, сложных в исполнении и способных оказывать
разрушающее воздействие в случаях с драгоценными и хрупкими объектами
культурного наследия.
Дополнительным примером разрабатываемых технологий трехмерной
печати служит применение аддитивного производства в строительстве. Это
могло бы позволить ускорить темпы строительства с одновременным
снижением стоимости. В частности, рассматривается возможность
использования технологии для постройки космических колоний. Например,
проект Sinterhab направлен на исследование возможности аддитивного
производства лунных баз с использованием лунного реголита в качестве
основного строительного материала. Вместо использования связующих
материалов, рассматривается возможность микроволнового спекания
реголита в цельные строительные блоки.
Аддитивное производство позволяет создавать волноводы, муфты и
изгибы в терагерцевых устройствах. Высокая геометрическая сложность
подобных изделий не могла быть достигнута традиционными
производственными методами. Коммерчески доступная профессиональная
установка EDEN 260V была использована для создания структур с
разрешением в 100 микрон. Напечатанные структуры были
21
гальванизированы золотом для создания терагерцевого плазмонного
аппарата.
Китай выделил почти $500млн. на развитие 10 национальных
институтов по разработке технологий 3D-печати. В 2013 году китайские
ученые приступили к печати живых хрящевых, печеночных и почечных
тканей с помощью специализированных 3D-биопечатных принтеров.
Исследователи из Университета Ханчжоу Дианци даже разработали для этой
сложной задачи собственный 3D-биопринтер, получивший название
Regenovo. Один из разработчиков Regenovo, Сюй Минген, заявил, что
принтеру требуется менее часа для производства небольшого образца
печеночной ткани или четырех-пяти дюймового образца ушного хряща. Сюй
предрекает появление первых полноценных печатных искусственных
органов в течение следующих 10-20 лет. В том же году исследователи из
бельгийского Университета Хасселта успешно распечатали новую челюсть
для 83-летней женщины. После вживления имплантата пациент может
нормально жевать, разговаривать и дышать.
В Бахрейне 3D-печать материалами, напоминающими песчаник,
позволила создать уникальные структуры для поддержки роста кораллов и
восстановления поврежденных рифов. Данные структуры имеют более
натуральную форму, чем конструкции, использовавшиеся ранее, и не
обладают кислотностью бетона.

22
2 ОСНОВЫ ПРОЕКТИРОВАНИЯ И МОДЕЛИРОВАНИЯ С
ИСПОЛЬЗОВАНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ
Разработка нового вида изделия – длительный и трудоемкий процесс,
требующий нескольких этапов проектирования и оценки до того момента,
как начнется массовый выпуск. Резко ускорить прохождение этих этапов
помогают внедряющиеся во всем мире методы 3-х мерного
компьютерного моделирования. Также современные системы
компьютерного проектирования позволяют значительно сократить затраты
времени и средств на разработку и конструирование новых изделий.
Однако проблема изготовления первого физического образа и даже
отдельной детали для изделия сколь-нибудь сложной формы остается
наиболее узким местом, поскольку разработка технологии изготовления
детали и соответствующей оснастки зачастую требуют затрат,
сопоставимых со стоимостью разработки самого изделия.
В процессе работы над новым проектом, особенно на стадии
комплексного проектирования, трудно выявить различные ошибки и
недостатки, используя только экран дисплея. Имея реальную физическую
модель будущего изделия можно выявить и устранить различные ошибки,
скорректировать пути продолжения процесса проектирования. Прототип
изделия можно использовать в качестве концептуальной модели для
визуализации и анализа конструкции. Он позволяет конструкторам
выполнить доработку и провести некоторые функциональные тесты, а
также может служить мастер-моделью для изготовления инструментальной
оснастки. Кроме того, прототип может использоваться в маркетинговых
целях или при определении стоимости изготовления.
Контрольные модели уменьшают затраты на проектирование и
подготовку производства за счёт выявления возможных ошибок на ранних
стадиях, и усиливают связь и взаимопонимание между проектировщиками
и заказчиками, сокращая время выхода продукта на рынок.
23
Именно поэтому, в конце 80-х начали интенсивно развиваться
технологии формирования трехмерных объектов не путем удаления
материала (точение, фрезерование, электроэрозионная обработка) или
изменения формы заготовки (ковка, штамповка, прессовка), а путем
постепенного наращивания (добавления) материала или изменения фазового
состояния вещества в заданной области пространства. На данный момент
значительного прогресса достигли технологии послойного формирования
трехмерных объектов по их компьютерным образам. Эти технологии
наиболее известны как технологии быстрого прототипирования (RP –
Rapid Prototyping), а теперь их стали называть аддитивными
технологиями. При традиционном способе получения физических моделей
будущих изделий или опытных образцов затрачивается от нескольких
недель до нескольких месяцев, что приводит к повышению затрат на
разработку нового изделия и задержке сроков выпуска новой продукции.
Термин «аддитивные технологии» означает класс процессов, которые
автоматически создают сложные трехмерные физические объекты без
инструментального их изготовления, путем преобразования данных,
поступающих из CAD-системы. Появление систем быстрого изготовления
прототипов было переворотом в технологии. Вместо того чтобы ждать
физические модели на протяжении нескольких недель, конструкторы могут
получать их уже через несколько дней или часов.
Аддитивные технологии предполагают изготовление физического
объекта (детали) методом послойного нанесения материала, в отличие от
традиционных методов формирования детали, за счёт удаления (subtraction –
вычитание) материала из массива заготовки. Суть аддитивного производства
может быть проиллюстрирована простым примером: CAD-модель → 3D-
принтер→ деталь (рисунок 2.1).

24
Рисунок 2.1– Аддитивная технология LENS Optomec
При использовании аддитивных технологий все стадии реализации
проекта от идеи до материализации (в любом виде – в промежуточном или в
виде готовой продукции) находятся в «дружественной» технологической
среде, в единой технологической цепи, в которой каждая технологическая
операция также выполняется в цифровой CAD/CAM/CAE-системе.
Практически это означает реальный переход к «безбумажным» технологиям,
когда для изготовления детали традиционной бумажной чертёжной
документации в принципе не требуется.
Проектирование представляет собой комплексный процесс,
преобразования исходного описания объекта в окончательное, на основе
выполнения работ исследовательского, расчётного и конструкторского
характера. Процесс проектирования требует от проектировщика кроме
специальных, предметных знаний, также знаний методологии, средств и
правил выполнения проектных процедур.
При использовании блочно-иерархического подхода к
проектированию представления о проектируемой системе расчленяют на
иерархические уровни (рисунок 2.2). На верхнем уровне используют
наименее детализированное представление, отражающее только самые
общие черты и особенности проектируемой системы. На следующих
уровнях степень подробности описания возрастает, при этом
рассматривают уже отдельные блоки системы, но с учетом воздействий на
25
каждый из них его соседей. Такой подход позволяет на каждом
иерархическом уровне формулировать задачи приемлемой сложности,
поддающиеся решению с помощью имеющихся средств проектирования.
Разбиение на уровни должно быть таким, чтобы документация на блок
любого уровня была обозрима и воспринимаема одним человеком.
Другими словами, блочно-иерархический подход основан на
разбиении сложной задачи большой размерности на последовательно и
(или) параллельно решаемые группы задач малой размерности, что
существенно сокращает требования к используемым вычислительным
ресурсам или время решения задач.
Для большинства проектируемых систем можно сделать следующее
иерархическое деление:
- системный уровень, на котором решают общие задачи
проектирования. Результаты системного уровня представляют в виде
структурных схем, графов, временных диаграмм процессов т. п.;
- макроуровень, на котором проектируют объект и его
составные части. Результаты проектирования представляются в виде
функциональных, принципиальных и кинематических схем, сборочных
чертежей и т. п.;
- микроуровень, на котором проектируют отдельные детали и
элементы объекта. Результаты проектирования могут быть представлены
расчетными схемами отдельных деталей, рабочими чертежами деталей и
т.п.

26
Рисунок 2.2 – Блочно-иерархическая структура проектирования
Например, в машиностроении и приборостроении имеются уровни
комплектов, сборочных единиц (узлов) и деталей. В радиоэлектронике
микроуровень является компонентным уровнем, макроуровень -
схемотехническим уровнем.
В зависимости от последовательности решения проектных задач
различают нисходящее, восходящее и смешанное проектирование.
Нисходящие проектирование характеризуется последовательностью
решения задач от верхних к нижним уровням, обратная последовательность
является восходящим проектированием, в смешанном проектировании
имеются элементы как восходящего, так и нисходящего проектирования.
Так как многие проектные задачи невозможно решить точными
расчетными методами, в проектировании широко используются
итерационные методы. К итерационным методам относятся методы
последовательного приближения к окончательному решению с заданной
точностью.
Наряду с декомпозицией описаний на иерархические уровни
применяют разделение описаний о проектируемых объектах на аспекты
или страты.
Аспект описания (страта) — описание системы или ее части с
27
некоторой точки зрения, определяемой отношениями между элементами.
Различают функциональный, информационный, структурный и
поведенческий (процессный), конструкторский, технологический
аспекты описаний.
Функциональное описание объекта (системы) определяет
исполняемые функции и представлено функциональными,
принципиальными и другими схемами.
Информационное описание включает в себя словесное пояснение
или числовые значения характеристик (атрибутов) используемых
объектов, а также описание связей между этими понятиями и
характеристиками. Информационные модели представляются в виде
графов, диаграмм «сущность - отношение», таблицами или списками.
Структурное описание включает в себя перечень составных частей
системы или объекта с указанием соединений между ними. К
структурному описанию относятся структурные схемы и другая
конструкторская документация, отражающая структуру объекта
(системы).
Поведенческое описание характеризует процессы
функционирования (алгоритмы) системы.
Конструкторское описание связано с реализацией результатов
функционального проектирования и определяет геометрические формы
объектов и их взаимным расположением и взаимодействием в
пространстве.
Технологическое описание реализует результаты конструкторского
проектирования и определяет методы и средства изготовления объекта.
Множество действий, которые выполняются при проектировании,
можно представить как совокупность проектных процедур.
Проектная процедура – это совокупность операций, выполняемых
непрерывно и последовательно. Проектная операция – элементарные
действия, объединенные одним результатом, используемым в
28
дальнейшем. Например, вычерчивание контура детали, ввод исходных
данных в компьютер и т.д.
Полностью детерминированной называется такая процедура,
которая сводится к выполнению определенного алгоритма, то есть
совокупности правил, предписаний, программ. Детерминированные
процедуры в процессе проектирования обычно выполняются с помощью
ЭВМ, что позволяет ускорить процесс проектирования и избавить
проектировщика от рутинной работы.
В противоположность детерминированным процедурам для
полностью эвристических процедур невозможно или чрезвычайно
сложно составить сколько-нибудь однозначный алгоритм выполнения.
Поэтому такие процедуры выполняются только человеком, ибо только он
способен действовать в отсутствие четкого алгоритма и полной исходной
информации. Результат выполнения эвристических процедур
определяется знаниями, опытом проектировщика.
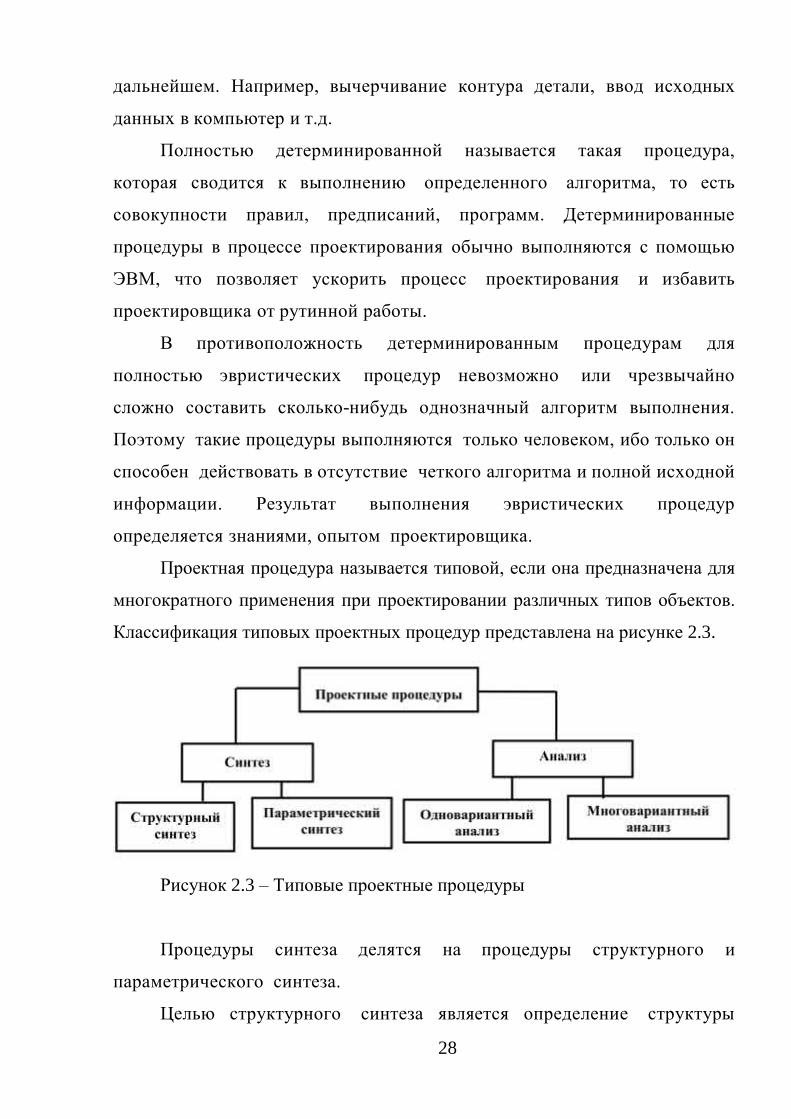
Проектная процедура называется типовой, если она предназначена для
многократного применения при проектировании различных типов объектов.
Классификация типовых проектных процедур представлена на рисунке 2.3.
Рисунок 2.3 – Типовые проектные процедуры
Процедуры синтеза делятся на процедуры структурного и
параметрического синтеза.
Целью структурного синтеза является определение структуры
29
объекта - перечня типов элементов, составляющих объект, и способа связи
элементов между собой в составе объекта. К задачам структурного
синтеза относятся также конструирование, разработка технологических
процессов, оформление проектной документации.
Параметрический синтез заключается в определении числовых
значений параметров элементов при заданных структуре и условиях
работоспособности на выходные параметры объекта, т. е. при
параметрическом синтезе нужно найти точку или область в пространстве
внутренних параметров, в которых выполняются заданные условия
(обычно условия работоспособности).
Например, при синтезе структуры автоматизированной
измерительной системы постановка задачи включает в качестве
исходных данных следующие сведения:
- множество выполняемых системой функций.
Множество функций наглядно представляется в виде ориентированного
графа, где вершины соответствуют работам, а дуги - отношениям порядка;
- типы допустимых подсистем и элементов, выполняющих
функции системы.
Следующая после синтеза группа проектных процедур - процедуры
анализа. Цель анализа — получение информации о характере
функционирования и значениях выходных параметров Y при заданных
структуре объекта, сведениях о внешних параметрах Q и параметрах
элементов X.
Одновариантный анализ - при заданных значениях внутренних и
внешних параметров, требуется определить значения выходных
параметров объекта, причем задается одна точка в пространстве
внутренних параметров.
Если внешние или внутренние параметры являются
статистическими величинами, то нужно получить оценки числовых
характеристик распределений выходных параметров (например, оценки
30
математических ожиданий и дисперсий). Такая процедура является
статистическим анализом.
Многовариантный анализ заключается в оценке свойств объекта в
некоторой области пространства внутренних параметров. В процедурах
многовариантного анализа определяется влияние внешних параметров,
разброса и нестабильности параметров элементов на выходные
параметры. Процедура статистического анализа является характерным
примером процедур многовариантного анализа.
Такой анализ требует многократного решения математической
модели или многократного выполнения одновариантного анализа (метод
Монте-Карло).
Терминология
В производстве, особенно машинной обработке, термин
«субтрактивные» подразумевает более традиционные методы и является
ретронимом, придуманным в последние годы для разграничения
традиционных способов и новых аддитивных методов. Хотя традиционное
производство использует по сути «аддитивные» методы на протяжении веков
(такие, как склепка, сварка и привинчивание), в них отсутствует трехмерная
информационная технологическая составляющая. Машинная же обработка
(производство деталей точной формы), как правило, основывается на
субтрактивных методах - опиловке, фрезеровании, сверлении и шлифовании.
Термин «стереолитография» был определен Чарльзом Халлом в
патенте от 1984 года, как «система генерирования трехмерных объектов за
счет послойного формирования».
Способы получения трехмерных моделей. 3D сканер

31
3D-модели создаются методом ручного компьютерного графического
дизайна или за счет 3D-сканирования. Ручное моделирование, или
подготовка геометрических данных для создания трехмерной компьютерной
графики, несколько напоминает скульптуру. 3D-сканирование – это
автоматический сбор и анализ данных реального объекта, а именно формы,
цвета и других характеристик, с последующим преобразованием в цифровую
трехмерную модель.
И ручное и автоматическое создание 3D-печатных моделей может
вызвать трудности у среднего пользователя. В связи с этим в последние годы
получили распространение 3D-печатные торговые площадки. Среди
наиболее популярных примеров такие сервисы, как Shapeways, Thingiverse и
Threeding.
В качестве чертежей для 3D-печатных объектов используются
цифровые модели. Во время печати принтер считывает 3D-печатный файл
(как правило, в формате STL), содержащий данные трехмерной модели, и
наносит последовательные слои жидкого, порошкообразного, бумажного или
листового материала, выстраивая трехмерную модель из серии поперечных
сечений. Эти слои, соответствующие виртуальным поперечным сечениям в
CAD-модели, соединяются или сплавляются вместе для создания объекта
заданной формы. Основным преимуществом данного метода является
возможность создания геометрических форм практически неограниченной
сложности.
«Разрешение» принтера подразумевает толщину наносимых слоев (ось
Z) и точность позиционирования печатной головки в горизонтальной
плоскости (по осям X и Y). Разрешение измеряется в DPI (количество точек
на дюйм) или микрометрах (устаревшим термином является «микрон»).
Типичная толщина слоя составляет 100мкм (250 DPI), хотя некоторые
устройства вроде Objet Connex и 3D Systems ProJet способны печатать
слоями толщиной от 16мкм (1 600 DPI). Разрешение по осям X и Y схоже с
показателями обычных двухмерных лазерных принтеров. Типичный размер
32
частиц составляет около 50-100мкм (от 510 до 250 DPI) в диаметре.
Один из методов получения цифровой модели – трехмерное
сканирование.
Построение модели с использованием современных технологий
занимает от нескольких часов до нескольких дней в зависимости от
используемого метода, а также размера и сложности модели. Промышленные
аддитивные системы могут, как правило, сократить время до нескольких
часов, но все зависит от типа установки, а также размера и количества
одновременно изготавливаемых моделей.
Традиционные производственные методы вроде литья под давлением
могут обходиться дешевле при производстве крупных партий полимерных
изделий, но аддитивные технологии обладают преимуществами при
мелкосерийном производстве, позволяя достигнуть более высокого темпа
производства и гибкости дизайна, наряду с повышенной экономичностью в
пересчете на единицу произведенного товара. Кроме того, настольные 3D-
принтеры позволяют дизайнерам и разработчикам создавать концептуальные
модели и прототипы, не выходя из офиса.
Трехмерную модель можно получить тремя способами:
− скачать готовую модель, например, из интернета,
− нарисовать с нуля полноценную трехмерную модель,
− отсканировать существующий объект.
Отсканировать объект можно с помощью 3D сканера (рисунок 2.4),
который анализирует определённый физический объект или же
пространство, чтобы получить данные о форме предмета и, по возможности,
о его внешнем виде например о цвете. Собранные данные в дальнейшем
применяются для создания цифровой трехмерной модели этого объекта.

33
Рисунок 2.4 – Портативный 3D-сканер
3D сканеры немного похожи на обычные цифровые фотокамеры. В
частности, у них есть конусообразное поле зрения, и они могут получать
информацию только с тех поверхностей, которые не были затемнены.
Различия между двумя этими устройствами в том, что камера передаёт
только информацию о цвете поверхности, что попала в ее поле зрения, а вот
3D сканер собирает информацию о расстояниях на поверхности, которая
также пребывает в его поле зрения. Таким образом «картинка», полученная с
помощью 3D сканера, описывает расстояние до поверхности в каждой точке
изображения. Это позволяет определить положение каждой точки на
картинке сразу в трех плоскостях (x,y,z).
Существует несколько технологий для цифрового сканирования формы
и создание 3D модели объекта, в соответствии с которыми 3D сканеры
классифицируются на различные типы по принципу работы и области
применения.
Ручные лазерные сканеры создают 3D изображение по принципу
триангуляции, описанному выше. Лазерный луч или полоса проецируются на
объект из ручного излучателя, а сенсор измеряет расстояние до поверхности.
Перед непосредственным использованием 3D устройства следует иметь

34
ввиду то, что крайне нежелательно сканировать прозрачные и зеркальные
предметы.
35
3 ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ДЛЯ СОЗДАНИЯ И
РЕДАКТИРОВАНИЯ 3D МОДЕЛЕЙ
Для трехмерного моделирования большинство пользователей выбирает
одну из тройки популярных программ: 3ds Max, Maya, Blender. В
большинстве случаев для печати трехмерных моделей используют формат
файла STL. Поэтому для 3D печати нужны только те программы, которые
могут по умолчанию или при помощи плагинов экспортировать 3D-модель в
данный формат. Существуют программы на коммерческой основе, так же с
открытым исходным кодом. Рассмотрим некоторые из них.
Autodesk 123D Design
В Autodesk 123D Design смогут работать пользователи с базовыми и
даже с нулевыми навыками моделирования. В этой программе можно
создавать 3D-объекты при помощи базовых форм и их модификаций или
редактировать множество уже готовых объектов в программе. Autodesk 123D
Design работает на компьютерах с операционными системами Windows и
Mac, а также на мобильных устройствах iOS.
Google SketchUp
Google SketchUp является достаточно интуитивно понятная программа
для трехмерного моделирования, которая подойдет как новичкам, так и
продвинутым пользователям.
Blender
Программа Blender, является одной из самых популярных программ
для трехмерного моделирования с открытым кодом, которая доступная для
36
множества операционных систем (Windows, Mac, Linux и др.).
Blender содержит все основные инструменты для трехмерного
моделирования. Такие же используются в профессиональных программах
для создания 3D- моделей. Самое интересно то, что функционал программы
можно бесконечно расширять при помощи различных плагинов. Еще одним
плюсом данной программы является ее частое обновление.
Autodesk 3ds Max
Autodesk 3ds Max – это необычайно функциональная программа, в
которой вы сможете 3D- моделировать, создавать 3D-анимацию и
осуществлять рендеринг.
У этой программы много плюсов, но есть и один значительный минус –
она сложна в освоении. Сложность освоения не так страшна, как могло
показаться на первый взгляд, потому что в сети Интернет существует просто
огромное количество всевозможных бесплатных уроков и руководств по
работе в этой программе.
MeshLab
MeshLab - эта программа довольно популярна в технических областях
трехмерного моделирования. Основной целью данной программы является
обработка и редактирование неструктурированных трехмерных моделей,
которые были получены в результате 3D- сканирования.
Программа может помочь в последующей обработке отсканированных
предметов, а именно редактировать, восстановить, очистить, проверить и
визуализировать.
После того как вы создали в 3D-редакторе нужную вам трехмерную
модель, нужно ее проверить на ошибки: всевозможные дыры и прочее. Этот
момент крайне важен, ведь модель, которая на экране монитора может
37
выглядеть идеально, в итоге может обладать определенными недостатками,
которые способны существенно испортить результат 3D-печати трехмерной
модели или же вовсе сделать ее невозможной.
Microsoft 3D Builder
Недавно компания Microsoft выпустила свою программу для 3D-
печати, при помощи которой можно быстро подготовить трехмерную модель
к печати. Вместе с программой поставляется большой пакет готовых
объектов и компонентов для печати.
В комплект трехмерных моделей входят несколько сотен моделей от
сувенирных предметов до функциональных приборов. Библиотеку можно
пополнять, скачивая новые модели из Интернета.
С простым интерфейсом программы сможет справиться даже ребенок.
Особенных функций редактирования трехмерных моделей в программе нет,
зато есть хорошая функция соединения объектов, т.е. 3D Builder работает
наподобие конструктора для сборки моделей из отдельных запчастей.
Программы для 3D-печати не просто переводят созданную 3D-модель
из одного формата в другой, они подготавливают модели к печати
физических объектов. Так, используя фирменное программное обеспечение
можно эффективно размещать печатаемые объекты на платформе принтера
для печати, добавлять конструкции поддержки для навесных элементов
модели, рассчитывать требуемое время для печати и даже высчитывать
стоимость печати той или иной модели.
38
4 ХАРАКТЕРИСТИКИ АДДИТИВНЫХ УСТАНОВОК
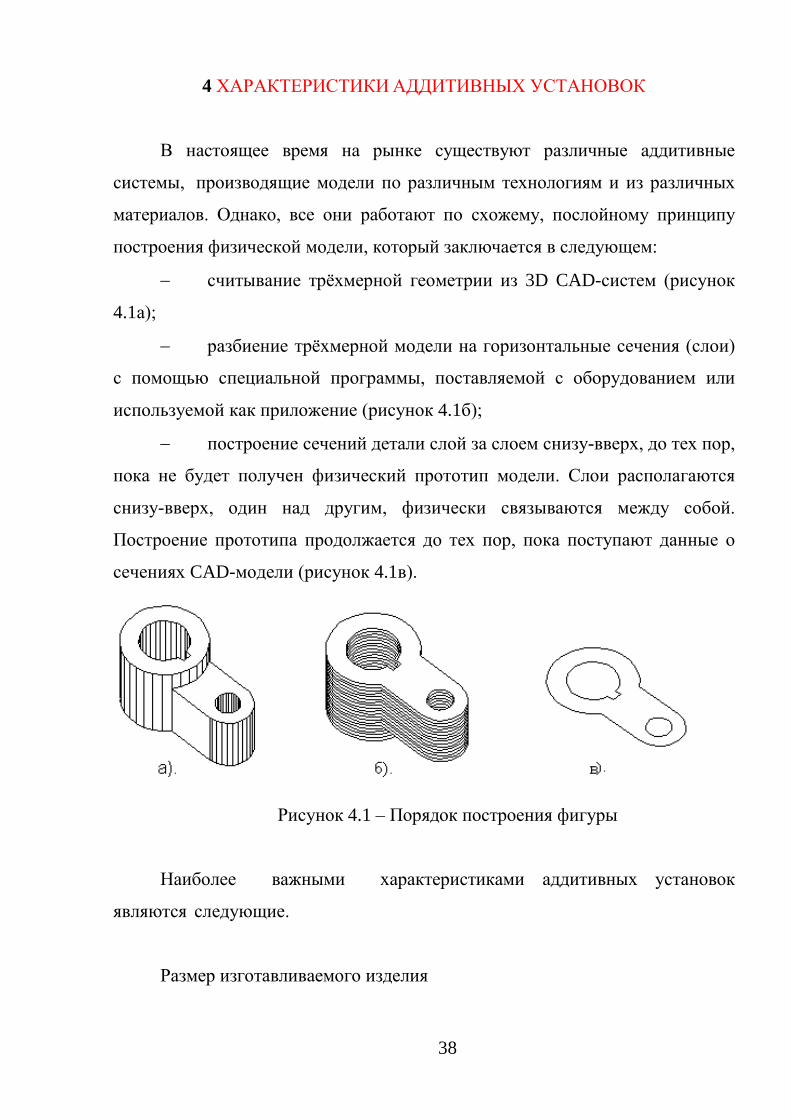
В настоящее время на рынке существуют различные аддитивные
системы, производящие модели по различным технологиям и из различных
материалов. Однако, все они работают по схожему, послойному принципу
построения физической модели, который заключается в следующем:
− считывание трёхмерной геометрии из 3D CAD-систем (рисунок
4.1а);
− разбиение трёхмерной модели на горизонтальные сечения (слои)
с помощью специальной программы, поставляемой с оборудованием или
используемой как приложение (рисунок 4.1б);
− построение сечений детали слой за слоем снизу-вверх, до тех пор,
пока не будет получен физический прототип модели. Слои располагаются
снизу-вверх, один над другим, физически связываются между собой.
Построение прототипа продолжается до тех пор, пока поступают данные о
сечениях CAD-модели (рисунок 4.1в).
Рисунок 4.1 – Порядок построения фигуры
Наиболее важными характеристиками аддитивных установок
являются следующие.
Размер изготавливаемого изделия
39
Габариты создаваемого изделия ограничены размерами «строительной
камеры». В зависимости от машины, размеры его колеблются от 20х20х20
мм до 600х500х600 мм. Однако, большие изделия могут быть изготовлены
по частям и затем собраны в одно изделие.
Применительно к принтерам Picaso Designer:
Общая информация
− Габариты моделей не должны превышать 200x200x200 мм.
− Более габаритные модели нужно разрезать на части и загружать как
отдельные файлы, а после печати склеивать.
− В моделях должны быть простая геометрия и толщины стенок не менее 1
мм.
− Стандартная толщины слоя печати – 200 микрон.
− ABS-пластик имеет усадку в среднем 0.4-1%, точный уровень усадки
зависит от геометрии модели и объема материала.
− Стандартно печатаем модели со 100% заполнением, большие детали для
уменьшения усадки печатаем с более низким заполнением.
Постобработка
Детали из АБС-пластика поддаются склейке, сверлению, покраске.
Также возможно сглаживание поверхности с помощью ацетоновой бани.
При обработке ацетоном предметы становятся гладкие и глянцевые,
похожие на керамические изделия.
Требования к дизайну модели:
− Минимальная толщина стенки: 1 мм
− Минимальная толщина выпуклой или выгравированной детали:
0.5 мм

40
− Стандартная толщина слоя печати: 200 мкм
− Максимальный размер модели для принтера Picaso3D Designer:
200х200х210 мм
− Максимальный размер модели для принтера Fortus 400mc: 406х
355х406 мм
− Минимальный размер модели: 3х3х3 мм
− Минимальное расстояние между двумя частями или стенками: 1
мм
− Формат файлов: STL, OBJ.
Несколько моделей в одном STL файле, соединенные детали или
деталь в детали – не допускается. При создании 3D моделей для печати
пластиком на принтере Picaso Designer нужно учитывать, что принтер
выстроит структуры поддержки, которые необходимо будет удалять вручную
— поэтому рекомендуется избегать сложных геометрических форм и
«закрытых» элементов. Если вам необходимо напечатать изделие со
сложнодоступными для очистки поверхностями, мы советуем подумать, как
можно разрезать модель, чтобы напечатать её по частям, аккуратно обрезать
поддержки и склеить детали. Также постарайтесь сократить количество
висящих в воздухе элементов, поскольку они подразумевают построение
структур поддержек. Помните, что бытовые принтеры не гарантируют
высокую точностью и детализацию при печати изделий со сложным
дизайном.
− ABS-ESD7 – предназначен для изготовления деталей с
антистатическими свойствами.
− ABSi – прочный прозрачный пластик желтого, красного цвета
или бесцветный.
− ABS-M30 – ударопрочный универсальный пластик, устойчивый к
внешним воздействиям. Обеспечивает особую прочность на разрыв и изгиб.
41
− ABS-M30i – прочный биосовместимый пластик.
− PC – термостойкий поликарбонат с превосходными физико-
механическими свойствами. Широко используется в автомобилестроении,
аэрокосмической промышленности, медицине и многих других областях.
− PC-ABS – один из самых востребованных промышленных
термопластиков, объединяет термостойкость PC и максимальную ударную
прочность ABS.
− PC-ISO – биосовместимый термопластик, применяемый в
медицинской и пищевой промышленности.
− PPSF – точный и прочный промышленный пластик, обладает
высокой устойчивостью к воздействию огня, тепла и химических реагентов.
− ULTEM 9085 – прочный огнезащитный термопластик, который
оптимально сочетает в себе физические и химические свойства, необходимые
для быстрого прототипирования или производства функциональных изделий.
− NYLON 12 – эластичный материал.
− Также используем ABSplus-P430.
Для этого материала
Максимально возможный размер изделий – 254 х 254 х 305 мм.
Толщина слоя печати: от 330 до 254 микрон.
Производительность
Скорость построения изделия зависит от таких факторов, как: его
размер; используемые материалы; программное обеспечение и др.
В настоящее время доступен широкий выбор методов аддитивного
производства. Основные различия заключаются в методе нанесения слоев и
используемых расходных материалах. Некоторые методы основываются на
плавке или размягчении материалов для создания слоев: сюда входит
выборочное лазерное спекание (SLS), выборочная лазерная плавка (SLM),
42
прямое лазерное спекание металлов (DMLS), печать методом послойного
наплавления (FDM или FFF). Другим направлением стало производство
твердых моделей за счет полимеризации жидких материалов, известное как
стереолитография (SLA). В случае с ламинированием листовых материалов
(LOM), тонкие слои материала подвергаются резке до необходимого контура,
с последующим соединением в единое целое. В качестве материалов для
LOM могут использоваться бумага, полимеры и металлы. Каждый из
перечисленных методов имеет свои преимущества и недостатки, в связи с
чем некоторые компании предлагают выбор расходного материала для
построения модели – полимера или порошка. Принтеры, работающие по
технологии LOM, зачастую используют обычную офисную бумагу для
постройки прочных прототипов. Ключевыми моментами при выборе
подходящего устройства являются скорость печати, цена 3D-принтера,
себестоимость печатаемых прототипов, а также стоимость и ассортимент
совместимых расходных материалов.
Принтеры, изготавливающие полноценные металлические модели,
имеют достаточно высокую стоимость, однако возможно использование
менее дорогих устройств для производства литейных форм с последующей
отливкой металлических деталей.
Материалы
На рынке предлагается целый спектр материалов, различающихся по
степени прочности и качеству образуемой структуры. В зависимости от
процесса, в АТ используются следующие основные материалы:
полистирол, термопластик, бумага, акрил, поликарбонат, нейлон, ABS,
синтетические смолы и др.
Точность изготовления изделия

43
Точность изготов изделия (степень соответствия CAD-модели)
определяется факторами:
− правильность CAD-файлов;
− разрешение (толщина слоёв);
− свойства используемого материала.
Стоимость и типы установок
Разработчики АТ в последнее время ориентируются на выпуск
недорогих и быстродействующих машин, снижая стоимость и увеличивая
объём рабочей камеры.
Таким образом, АТ позволяют значительно сократить сроки
изготовления изделий для визуализации, подгонки, изготовления оснастки
и других применений, а часто и готовых изделий, что обеспечивает:
− сокращение цикла разработки;
− улучшение дизайна;
− повышение качества;
− уменьшение цены продукта и производства;
− ускорение внесения изменений в конструкцию.
АТ стали важнейшей частью CAD/CAM-процесса. Они позволяют
пользователям за короткое время проверить данные CAD-систем.
Увеличивающееся использование твёрдотельного моделирования
обеспечивает распространение АТ. Повышается качество материалов и
точность изделий. Всё это говорит о том, что АТ будут занимать всё
большее место в создании изделий. В недалеком будущем они будут
доступны любому пользователю и станут привычным инструментом
человека, повышая качество проектирования и сокращая время выпуска
новой продукции.
44
5 УСТРОЙСТВО И ПРИНЦИП ДЕЙСТВИЯ ТИПОВЫХ АДДИТИВНЫХ
УСТАНОВОК
Первая аддитивная система появилась на рынке в 1987 году. Начало
всему положила компания 3DSystems, которая выпустила свои
стереолитографические машины. В настоящее время большое число фирм
представляют на рынке свою продукцию. Наибольшее распространение
получили ниже перечисленные аддитивные технологии:
− стереолитография (SL – Stereolithography);
− нанесение термопластов (FDM – Fused Deposition Modeling);
− лазерное спекание порошковых материалов (SLS – Selective
Laser Sintering);
− изготовление объектов с использованием ламинирования
(LOM – Laminated Object Manufacturing);
3D-принтеры.
Аддитивные технологии подразделяются по следующим методам:
– формирование слоя;
– фиксация слоя;
– применяемые строительные (модельные) материалы (жидкие,
сыпучие, полимерные, металлопорошковые и т. д.);
– ключевая технология (лазерные, нелазерные);
– подвод энергии для фиксации слоя построения (с помощью теплового
воздействия, облучения ультрафиолетовым или видимым светом,
посредством связующего состава и т. д.).
Многообразие аддитивных технологий объясняется многообразием
методов производства и используемых материалов (таблица 5.1).
45
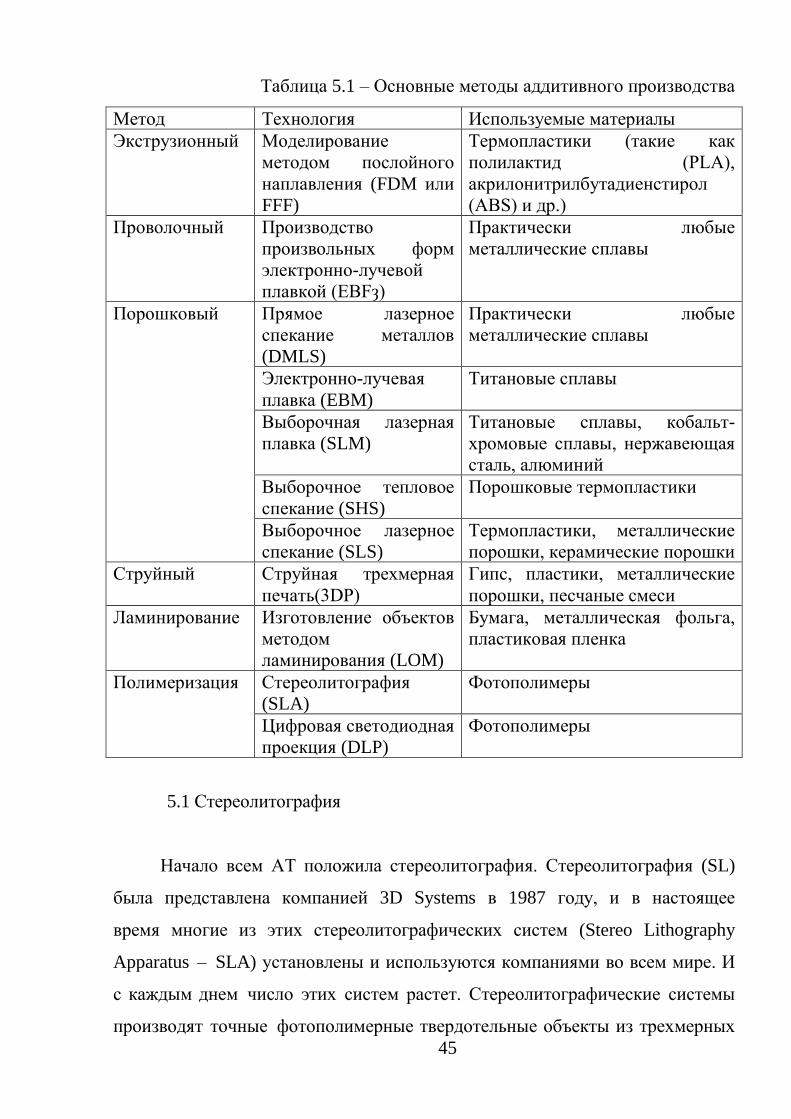
Таблица 5.1 – Основные методы аддитивного производства
Метод Технология Используемые материалы
Экструзионный Моделирование
методом послойного
наплавления (FDM или
FFF)
Термопластики (такие как
полилактид (PLA),
акрилонитрилбутадиенстирол
(ABS) и др.)
Проволочный Производство
произвольных форм
электронно-лучевой
плавкой (EBFȝ)
Практически любые
металлические сплавы
Порошковый Прямое лазерное
спекание металлов
(DMLS)
Практически любые
металлические сплавы
Электронно-лучевая
плавка (EBM)
Титановые сплавы
Выборочная лазерная
плавка (SLM)
Титановые сплавы, кобальт-
хромовые сплавы, нержавеющая
сталь, алюминий
Выборочное тепловое
спекание (SHS)
Порошковые термопластики
Выборочное лазерное
спекание (SLS)
Термопластики, металлические
порошки, керамические порошки
Струйный Струйная трехмерная
печать(3DP)
Гипс, пластики, металлические
порошки, песчаные смеси
Ламинирование Изготовление объектов
методом
ламинирования (LOM)
Бумага, металлическая фольга,
пластиковая пленка
Полимеризация Стереолитография
(SLA)
Фотополимеры
Цифровая светодиодная
проекция (DLP)
Фотополимеры
5.1 Стереолитография
Начало всем АТ положила стереолитография. Стереолитография (SL)
была представлена компанией 3D Systems в 1987 году, и в настоящее
время многие из этих стереолитографических систем (Stereo Lithography
Apparatus – SLA) установлены и используются компаниями во всем мире. И
с каждым днем число этих систем растет. Стереолитографические системы
производят точные фотополимерные твердотельные объекты из трехмерных

46
CAD данных.
Основой стереолитографии является локальное изменение фазового
состояния однородной среды (переход «жидкость – твердое тело») в
результате фотоинициированной в заданном объеме полимеризации. Суть
фотополимеризации состоит в создании с помощью инициирующего (в
данном случае лазерного) излучения в жидкой реакционноспособной среде
активных центров (радикалов, ионов, активированных комплексов),
которые, взаимодействуя с молекулами мономера, инициируют рост
полимерных цепей. Следствием этого является изменение фазового
состояния среды, то есть в облученной области образуется твердый
полимер. Схема стереолитографической установки изображена на рисунке
5.1.
Рисунок 5.1 – Схема стереолитографической установки
Впервые данная технология предложена Чарлзом Хеллом (Charles
Hall) в 1984 г. В настоящее время установки по стереолитографии
47
производятся компанией 3D systems Inc, USA (90% всего рынка), а
производить эти технологические установки стали с 1988 г.
Передвижная платформа или подъемник (A), первоначально
помещены на низ поверхности резервуара (B), который заполняется
жидкой полимерной смолой (C). Ванна с полимером обычно вмещает 20-200
литров. Этот материал имеет особенность – отверждаться под действием
ультрафиолетового излучения. В основном используются He-Cd или Ar-
ионный лазеры, работающие в области УФ излучения (длина волны 320-
370 нм). Физика процесса основана на поглощении фоточувствительным
полимером лазерного излучения конкретной длины волны, в результате чего
в месте поглощения наблюдается процесс радикальной полимеризации (т.е.
отверждения) полимера. Обычно используются материалы, которые
отвердевают при использовании ультрафиолетового излучения, но бывают
смолы, которые отвердевают под воздействием видимого излучения.
Фотополимер очень светочувствителен и токсичен, поэтому ванна должна
быть защищена от света и иметь проточную вентиляцию.
Лазерный луч перемещается по поверхности жидкого фотополимера,
чтобы «очертить» геометрию сечения объекта. Смола застывает только там,
где ее касался лазерный луч, который перемещается в плоскости X-Y
под управлением сканирующей системы (D). Сканирующая система
включает в себя дефлекторы, которые управляют зеркалами, причем
информация о перемещениях поступает из CAD данных. Таким образом,
лазерный луч перемещается очень быстро и по заданному контуру.
Изделие опускается вниз (прибл. на 0,5-1,3 мм) на некоторое время,
в течении которого ее поверхность заполняется неполимеризованной
жидкостью, далее нивелирующее устройство (Е) удаляет излишки жидкого
полимера с поверхности. (Заметим, что амплитуда колебаний жидкости
должна быть заранее выверена). Изделие опускается вниз, в то время как
сфокусированный лазерный луч остается на поверхности полимера. При
отверждении происходит усадка полимера. Эта усадка может привести к

48
изменению объема жидкости в ванне и должна все время проверяться. В
случае отклонения уровень восстанавливается. Толщины слоев составляют от
50 до 500 мкм. Это контролируется для определения, на какую величину
опускать платформу. Чем тоньше отвержденные слои, тем точнее, "глаже"
поверхность изделия, но с другой стороны процесс идет дольше.
Параметры лазерного излучения стабилизированы, но дефлектора позволяют
управлять движением луча по X-Y поверхности жидкости.
Рассмотренные шаги повторяются, пока объект полностью не
изготовлен. Некоторые конфигурации объектов могут иметь нависающие
конструкции, которые должны быть поддержаны в течение процесса
изготовления. Поддержки (т.е. внутренние или внешние «переборки»)
создаются на стадии компьютерной обработки 3-х мерного вида изделия
при помощи различных программ (напр. Solid Concepts, Los Angeles,
California).
Они позволяют:
− стабилизировать выступы, консоли на краях изделия;
− предотвратить расслаивание в сложных участках изделия;
− корректировать возможное искривление слоев на платформе;
− позволяет легко отделять синтезированное изделие от
основания платформы;
− облегчает синтез сложных моделей, создавая их из нескольких
частей.
После того как процесс изготовления объекта закончен, готовое
изделие поднимается над уровнем жидкости, и ее излишки стекают. После
выемки изделия из ванны, оно помещается в печь для дополнительного
отверждения полимера. Лазерная мощность составляет 10-200 мВ (чем она
больше, тем быстрее идет процесс полимеризации).
Лазерная стереолитография позволяет получить очень сложные
цельно выращенные изделия. Практически же ограничения по форме
связаны только с невозможностью вырастить изделия с полностью

49
изолированными внутренними полостями. Точнее, вырастить-то можно, но
при этом в полости останется не удаленная жидкая смола, которая в
дальнейшем полимеризуется.
Этот процесс на рисунке 5.2 представлен схематично в виде рисунков
и кратких пояснений к ним.
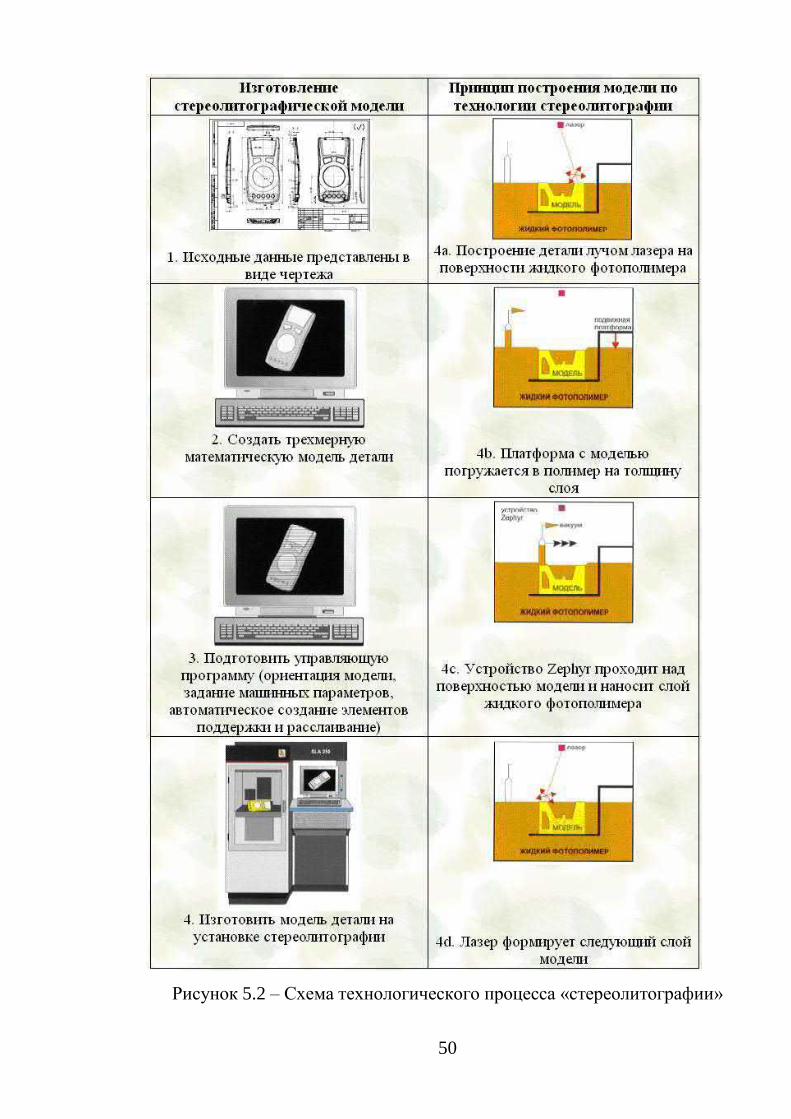
50
Рисунок 5.2 – Схема технологического процесса «стереолитографии»
51
Преимущества стереолитографии:
− установка полностью автоматизирована и работает без
вмешательства оператора;
− высокая точность воспроизведения изделия;
− острые края изделия заполняются полимером, что уменьшает
склонность к расслоению;
− большая популярность этого процесса.
− Недостатки:
− длительное время на пост-обработку (16 и более часов);
− усадка полимера при отверждении приводит к деформациям
формы поверхности, а, следовательно, уменьшает точность воспроизведения;
− химическая токсичность полимера и чистящих ванну средств;
− ограниченное количество возможных для использования типов
полимеров (высокая цена $100-200 за литр);
− необходима высокая техническая подготовка персонала и
затраты на обслуживание оборудования;
− при синтезе необходимы «переборки»;
− требуются работы по удалению этих переборок после синтеза.
Стереолитографические аппараты
Основным провайдером технологии SLA и производителем
оборудования является компания 3D Systems, основанная в 1986 году. В
настоящее время компания является лидером по продажам и производству
на рынке RP-систем – стереолитографов и 3D принтеров.
Первой стереолитографической системой, выпущенной на рынок в
1987 году фирмой 3D Systems, является SLA-250 (рисунок 2.3).
Стереолитографические установки серии SLA-250 позволяют
изготавливать сложные концептуальные изделия, действующие образцы и
52
мастер-модели для быстрого изготовления оснастки. Благодаря высокой
точности и скорости построения изделий, их отличному качеству,
установки SLA-250 с успехом применяются при разработке новых изделий
на сотнях предприятий автомобильной и аэрокосмической
промышленностей, на предприятиях, изготавливающих компьютеры,
потребительские товары и медицинскую технику.
Использование SLA-250 позволяет выявить ошибки на ранних
стадиях проектирования, повысить качество изделия, быстро изготовить
оснастку и сократить сроки и затраты на подготовку серийного
производства. Применение установок серии SLA-250 позволяет создавать
конкурентоспособные изделия.
5.2 Технология SLS
При SLS-технологии (Selective Laser Sintering – лазерное спекание
порошковых материалов) 3D объект создаётся из порошкообразных
материалов. Частицы порошка, диаметром 50-100 мкм, находящиеся в
емкости, расплавляется под воздействием лазерного излучения. Лазерный
луч, попадая на тонкий слой порошка, спекает порошковые частицы,
которые затвердевают при охлаждении, формируя твёрдый слой.
Подвижная платформа опускается. Сверху при помощи ролика наносится
порошок, и процесс повторяется до полного изготовления прототипа. В
данной технологии строящееся изделие не нуждается в подпорках (как,
например, при стереолитографии), так как нерасплавленный порошковый
материал остается лежать в камере, тем самым, обеспечивая необходимую
поддержку. После построения, изделие полностью окружено
неиспользованным материалом. Порошок очень осторожно удаляется только
после полного застывания изделия, которое, в зависимости от материала,
может длиться несколько часов (рисунок 5 . 3 ). После очистки изделие
может быть подвергнуто дальнейшей обработке. Преимущество этого
53
метода заключается в том, что наряду с пластмассами, можно
изготавливать изделия из всех материалов, которые под воздействием тепла
расплавляются, а затем при охлаждении вновь отверждаются.
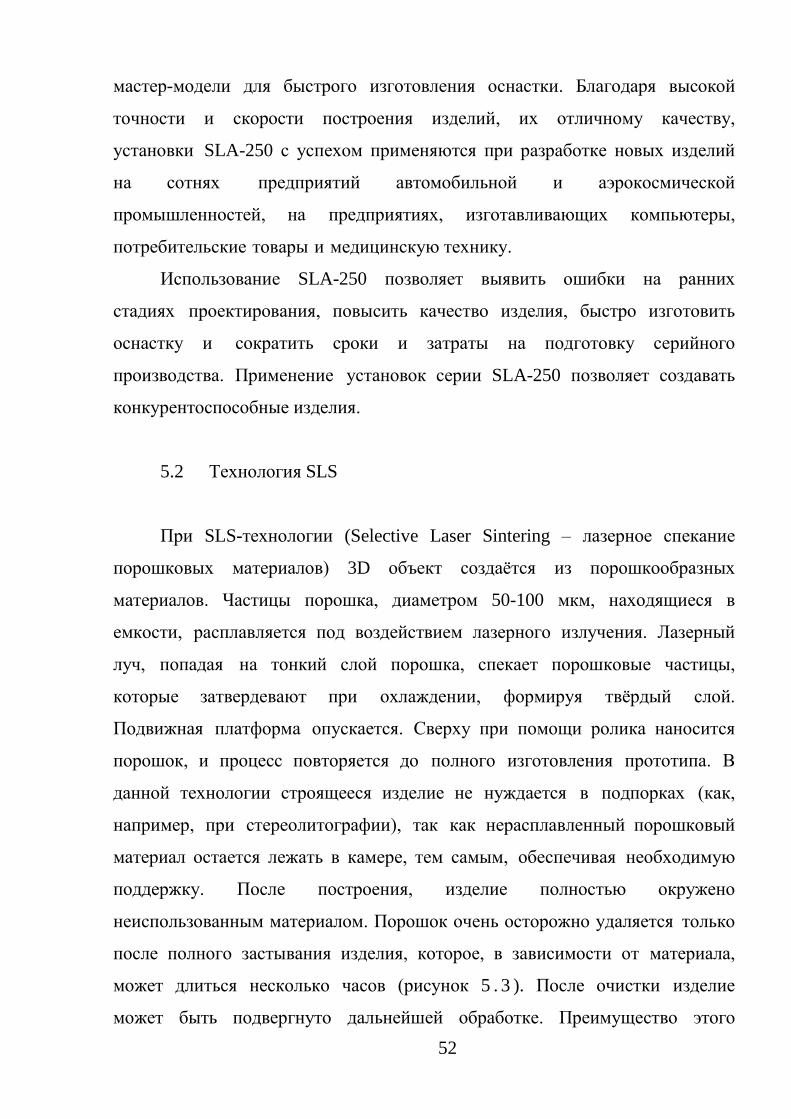
Основными производителями установок для метода лазерного
спекания порошковых материалов являются компании DTM Corp. (США)
и EOS (Германия). Обе компании создают установки для изготовления
изделий из пластмасс, металла и песка.
Рисунок 5.3 – Схематическое изображение процесса очистки модели
На рисунке 5 .4 представлены SLS-установки Sinterstation 2500 и
Sinterstation 2500Plus.
54
а б
Рисунок 5.4 – SLS-установки: а) Sinterstation 2500; б) Sinterstation 2500Plus
Точность изготовления
Точность построения изделия зависит от его геометрии, а,
следовательно, от позиционирования строящегося изделия в рабочей камере.
Также точность построения ограничена диаметром луча лазера.
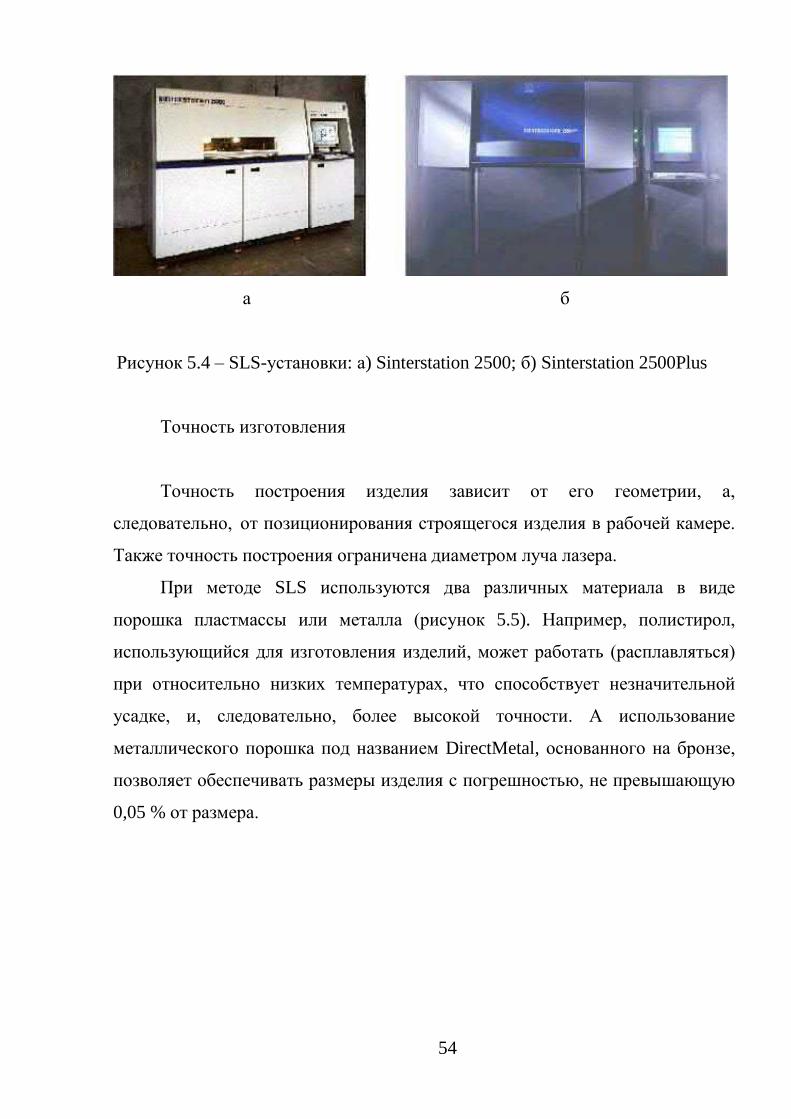
При методе SLS используются два различных материала в виде
порошка пластмассы или металла (рисунок 5.5). Например, полистирол,
использующийся для изготовления изделий, может работать (расплавляться)
при относительно низких температурах, что способствует незначительной
усадке, и, следовательно, более высокой точности. А использование
металлического порошка под названием DirectMetal, основанного на бронзе,
позволяет обеспечивать размеры изделия с погрешностью, не превышающую
0,05 % от размера.
55
Рисунок 5.5 – Неиспользованный материал и детали в аппарате сразу
после создания
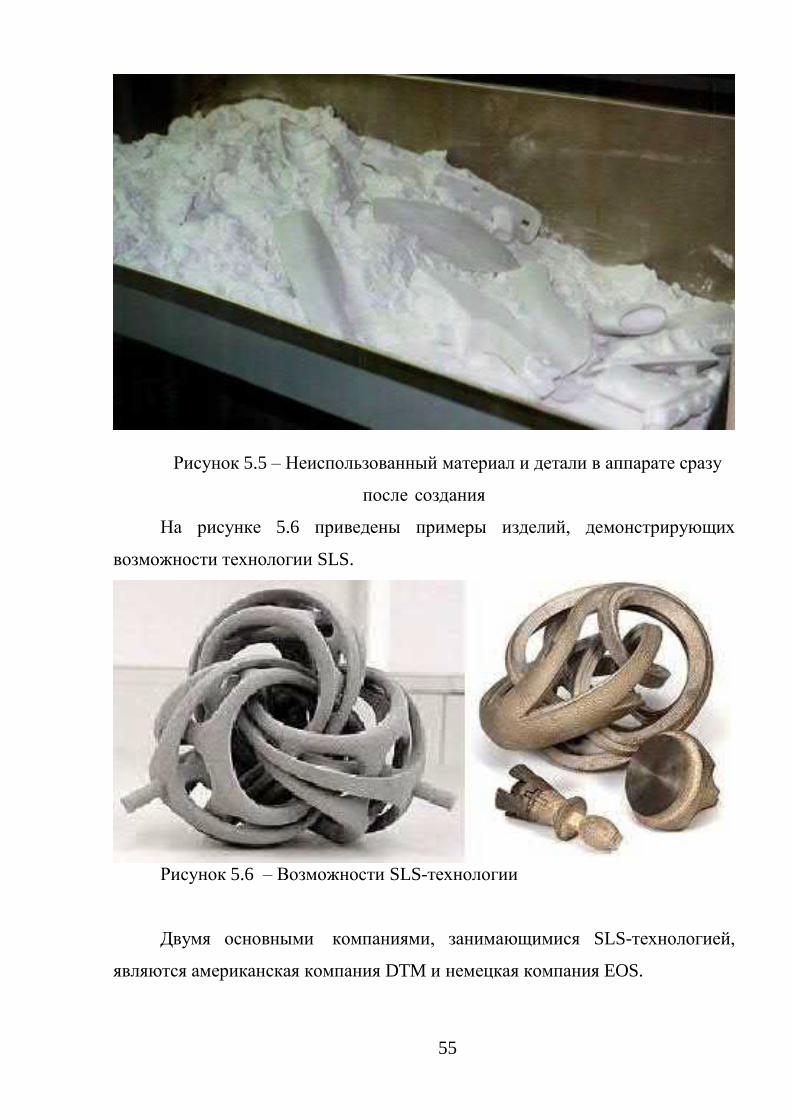
На рисунке 5.6 приведены примеры изделий, демонстрирующих
возможности технологии SLS.
Рисунок 5.6 – Возможности SLS-технологии
Двумя основными компаниями, занимающимися SLS-технологией,
являются американская компания DTM и немецкая компания EOS.

56
5.3 M-технология
LOM – Laminated Object Manufacturing – изготовление слоистых
моделей (рисунок 5.7). LOM-технология создания трехмерных изделий
методом послойного склеивания элементов, вырезанных из листового
материала. Изготовленные по LOM-технологии изделия идеально подходят
для решения задач, требующих оценки формы и эстетических свойств
изделий. Прочность LOM-объектов в большинстве случаев позволяет
использовать их для проверки функциональности проектируемого изделия.
Для изготовления изделий используется бумага или листовой пластик с
нанесенным сухим связующим веществом. Изготовленные LOM-изделия по
составу имеют сходство с древесиной и легко обрабатываются.
Рисунок 5.7 – Схема создания прототипа по LOM-технологии
С помощью специального программного обеспечения рассчитывается
необходимое количество поперечных сечений изделия. Далее CAD-данные,
57
содержащие информацию об изготовляемом изделии, транслируются в
систему управления процессом LOM-машины. Материал из рулона подается
на рабочую поверхность и лучом лазера вырезается контур поперечного
сечения. Области лишнего материала разрезаются на мелкие элементы для
последующего удаления. На рабочую поверхность подается материал для
нового слоя и склеивается с предыдущим, за счет прокатки термороликом.
После чего создается и вырезается новое поперечное сечение. После
завершения изготовления всех слоев, лишний материал удаляется
вручную. При необходимости выполняется чистовая обработка изделия
(шлифовка, покрытие краской или лаком).
Благодаря использованию недорогих твердых листовых материалов,
преимуществом LOM изделий является надежность, устойчивость к
деформациям и предельно эффективная стоимость, не зависящая от
геометрической сложности их (рисунок 5.8).
Рисунок 5.8 – Примеры LOM-изделий
Точность изготовления
Данные, представленные в таблице 5.2, свидетельствуют о том, что
и фирма Helisys, производящая установки LOM, и сингапурская компания
Kinergy, производящая установки Zippy, смогли добиться высокой
точности изготовления изделий. Благодаря этому эти изделия, полученные
с помощью LOM-технологии можно использовать для проверки
собираемости изделий.

58
Также образцы, изготовленные данным методом, могут выступать в
качестве разовых моделей для точного литья по выжигаемым моделям.
Таблица 5.2 – Значения точности установок
Точность X-Y,
(мм)
Точность Z,
(мм)
Толщина слоя,
(мм)
LOM-1015 0,025 0,05-0,2 0,05-0,2
LOM-1015plus 0,025 0,05-0,2 0,05-0,2
LOM-2300 0,025 0,05-0,2 0,05-0,2
LOM-2300H 0,025 0,05-0,2 0,05-0,2
ZIPPY I 0,01 0,01 0,15
ZIPPY II 0,01 0,01 0,15
ZIPPY III 0,01 0,01 0,15
Владельцем технологии LOM и производителем оборудования
является американская компания Helisys Inc., которая производит серии
установок LOM Paper, LOM Plastic, LOM Composite, для различных типов
расходного материала.
Установки LOM-1015plus и LOM-2030Н – высокопроизводительные
системы для изготовления слоистых моделей. Система моторов,
управляющих перемещением лазера по осям X-Y, а также новый
программный алгоритм позволяют сократить время построения изделия на
30%. Электромеханическая часть, изготовленная с учетом всех стандартов
машиностроения, и отлаженная система управления значительно повышают
уровень надежности системы. Благодаря упрощенным процедурам
настройки и улучшенному механизму подачи материала, установки легки в
управлении и эффективны в работе. На рисунке 5.9 представлены LOM-
системы.

59
Рисунок 5.9 – Установки LOM. Слева – LOM-2300H, справа – LOM-
1015plus
5.4 FDM-технология
FDM (FDM – Fused Deposition Modeling) – процесс послойного
наложения расплавленной полимерной нити. FDM-система позволит
превратить концепцию изделия в реальный экземпляр, проверить его на
соответствие форме и размерам и даже смоделировать работоспособность
изделия, не прибегая к излишним временным и материальным затратам.
При помощи FDM-технологии можно создавать трехмерные объекты
из твердотельных или поверхностных электронных моделей, полученных в
CAD- системе. Термопластичный моделирующий материал в форме тонкой
нити, диаметром 0,07 дюйма (1,78 мм), подаётся в экструзионную
(выдавливающую) головку с системой регулировки температуры, где он
разогревается до полужидкого состояния. Выдавливающая головка наносит
материал очень тонкими слоями на неподвижное основание, формируя за
один проход законченный слой изделия. Последующие слои наносятся на
предыдущие, отвердевают, соединяются друг с другом (рисунок 5.10).
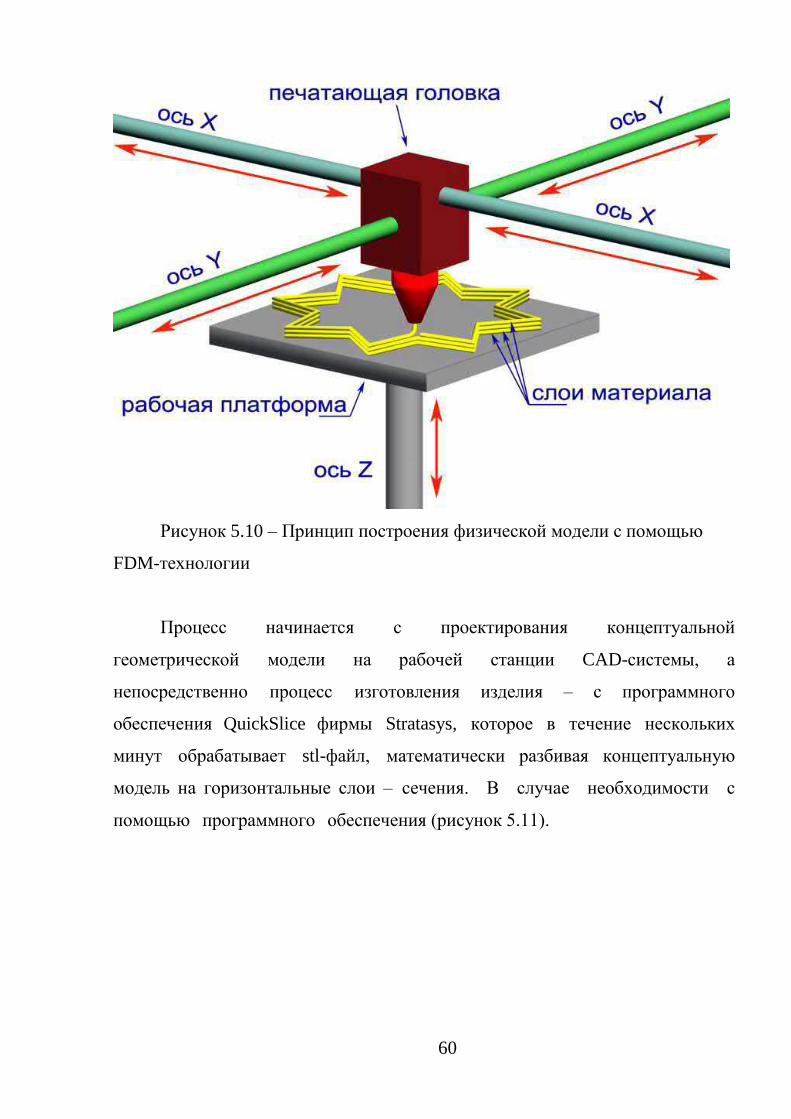
60
Рисунок 5.10 – Принцип построения физической модели с помощью
FDM-технологии
Процесс начинается с проектирования концептуальной
геометрической модели на рабочей станции CAD-системы, а
непосредственно процесс изготовления изделия – с программного
обеспечения QuickSlice фирмы Stratasys, которое в течение нескольких
минут обрабатывает stl-файл, математически разбивая концептуальную
модель на горизонтальные слои – сечения. В случае необходимости с
помощью программного обеспечения (рисунок 5.11).

61
Рисунок 5.11 – Схема FDM-процесса
SupportWorks автоматически формируются поддерживающие
(опорные) структуры. При создании изделия используется два вида
материала: первый (основной) – для формирования самого изделия, а другой
– в качестве опорного (материал поддержки). Поддержка легко удаляется,
оставляя чистую и гладкую поверхность раздела между поддержкой и
изделием, что в результате даст превосходное качество законченного
изделия. Траектория перемещения инструмента задается оператором
простым нажатием соответствующей клавиши, и эти данные в цифровой
форме вводятся затем в FDM-установку. Установка обеспечивает
перемещение по осям X, Y и Z, при этом за один проход создается один
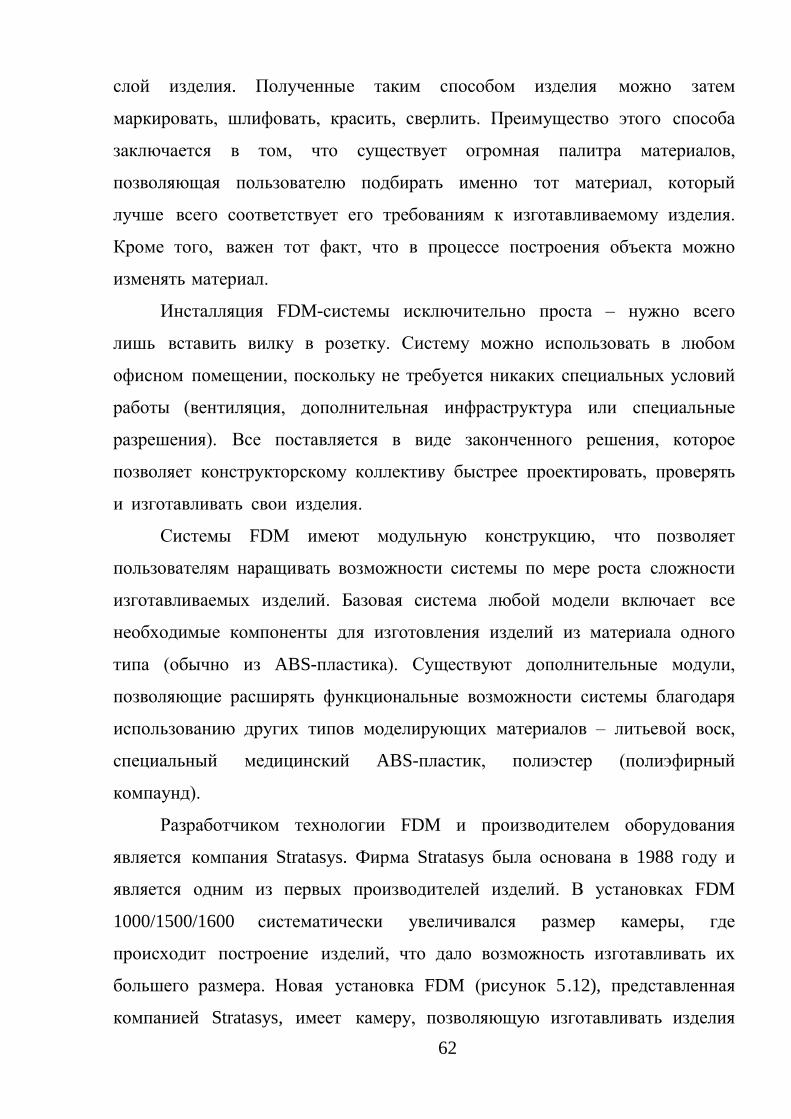
62
слой изделия. Полученные таким способом изделия можно затем
маркировать, шлифовать, красить, сверлить. Преимущество этого способа
заключается в том, что существует огромная палитра материалов,
позволяющая пользователю подбирать именно тот материал, который
лучше всего соответствует его требованиям к изготавливаемому изделия.
Кроме того, важен тот факт, что в процессе построения объекта можно
изменять материал.
Инсталляция FDM-системы исключительно проста – нужно всего
лишь вставить вилку в розетку. Систему можно использовать в любом
офисном помещении, поскольку не требуется никаких специальных условий
работы (вентиляция, дополнительная инфраструктура или специальные
разрешения). Все поставляется в виде законченного решения, которое
позволяет конструкторскому коллективу быстрее проектировать, проверять
и изготавливать свои изделия.
Системы FDM имеют модульную конструкцию, что позволяет
пользователям наращивать возможности системы по мере роста сложности
изготавливаемых изделий. Базовая система любой модели включает все
необходимые компоненты для изготовления изделий из материала одного
типа (обычно из ABS-пластика). Существуют дополнительные модули,
позволяющие расширять функциональные возможности системы благодаря
использованию других типов моделирующих материалов – литьевой воск,
специальный медицинский ABS-пластик, полиэстер (полиэфирный
компаунд).
Разработчиком технологии FDM и производителем оборудования
является компания Stratasys. Фирма Stratasys была основана в 1988 году и
является одним из первых производителей изделий. В установках FDM
1000/1500/1600 систематически увеличивался размер камеры, где
происходит построение изделий, что дало возможность изготавливать их
большего размера. Новая установка FDM (рисунок 5.12), представленная
компанией Stratasys, имеет камеру, позволяющую изготавливать изделия
63
наибольших размеров.
а б в
Рисунок 5.12. – Установки FDM: а) FDM Quantum, б) FDM 2000, в) FDM 3000
Появление новой установки FDM Quantum открыло новые
возможности в изготовлении изделий. Эта установка позволяет быстро и
точно создавать функциональные образцы больших размеров и их
элементов из ABS-пластика. Скорость построения изделия и простота
использования установки FDM Quantum позволяют изготавливать его в
течение нескольких часов (в зависимости от размера этого изделия).
Прочность и долговечность изделий, изготовленных на установке
FDM Quantum из ABS-пластика, позволяют собирать из них конструкции
для проверки их функциональности. Эти изделия сохраняют свои
геометрические параметры неограниченное время, независимо от
влажности, наличия или отсутствия ультрафиолетового или магнитного
излучения и выдерживают нагрев до 150 С.
Точность изготовления
Точность изготовления изделий составляет ±0,127 мм. Применение
новой технологии WaterWorks, позволяющей использовать вымываемый
материал поддержки, дает неограниченные возможности построения
изделий со сложной внешней и внутренней геометрией. Применение
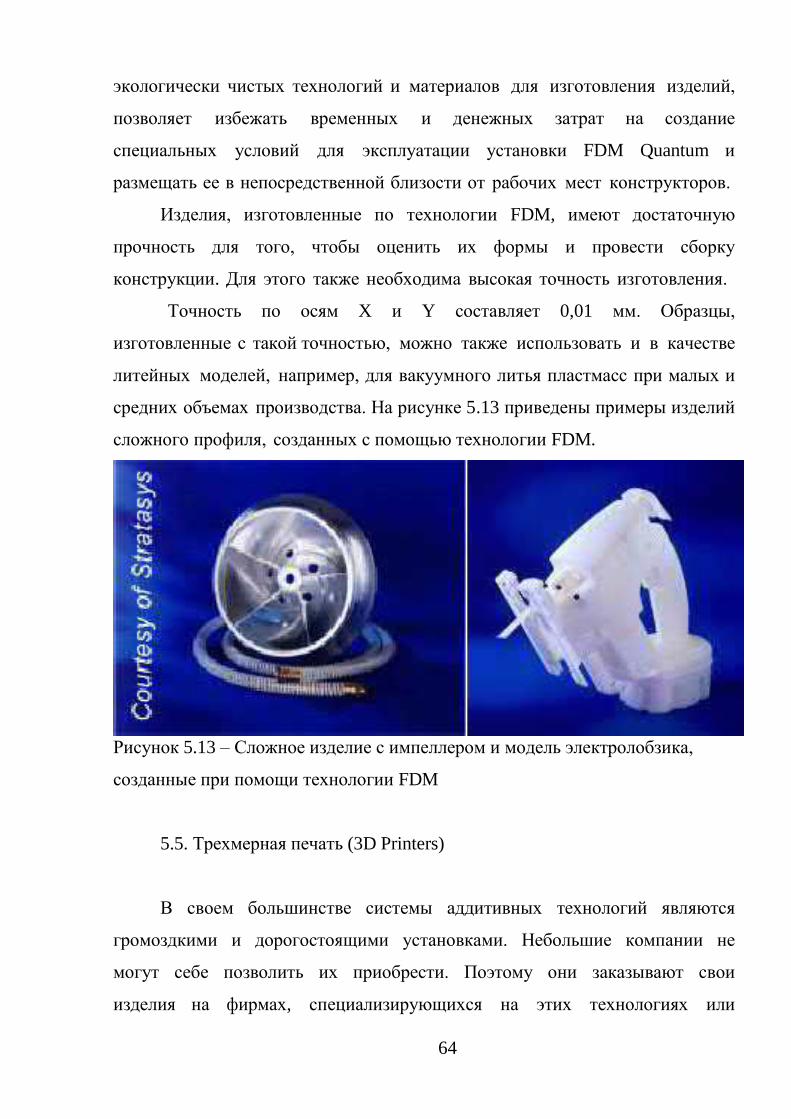
64
экологически чистых технологий и материалов для изготовления изделий,
позволяет избежать временных и денежных затрат на создание
специальных условий для эксплуатации установки FDM Quantum и
размещать ее в непосредственной близости от рабочих мест конструкторов.
Изделия, изготовленные по технологии FDM, имеют достаточную
прочность для того, чтобы оценить их формы и провести сборку
конструкции. Для этого также необходима высокая точность изготовления.
Точность по осям X и Y составляет 0,01 мм. Образцы,
изготовленные с такой точностью, можно также использовать и в качестве
литейных моделей, например, для вакуумного литья пластмасс при малых и
средних объемах производства. На рисунке 5.13 приведены примеры изделий
сложного профиля, созданных с помощью технологии FDM.
Рисунок 5.13 – Сложное изделие с импеллером и модель электролобзика,
созданные при помощи технологии FDM
5.5. Трехмерная печать (3D Printers)
В своем большинстве системы аддитивных технологий являются
громоздкими и дорогостоящими установками. Небольшие компании не
могут себе позволить их приобрести. Поэтому они заказывают свои
изделия на фирмах, специализирующихся на этих технологиях или

65
услугах по АТ. Некоторые крупные компании покупают одну или две
аддитивных установки, которые используются различными службами, что
приводит к задержке изготовления изделий. Для многих специалистов,
которые занимаются концептуальным проектированием и которым
необходимо только взглянуть на конструкцию и затем продолжить
разработку, очень важен фактор быстрого, недорогого и простого
получения прототипов проектируемых изделий. Для той трети рынка АТ,
которой требуются прототипы для визуальной оценки, начали производиться
так называемые «принтеры твердотельных объектов» (Three Dimentional
Printer – 3D Printer) – системы, которые строят физические изделия
движением материала из одной или нескольких струйных головок,
подобно обычному принтеру (рисунок 5.14).
Рисунок 5.14 – Внешний вид печатающей каретки 3D принтера

66
Примеры изделий, изготовленные на таких установках, показаны на
рисунке 5.15.
Рисунок 5.15 – Примеры прототипов, изготовленных на 3D принтерах
Как и традиционные аддитивные машины, 3D- принтеры
изготавливают физические модели, основанные на CAD-модели,
используя, в основном, технологии струйного моделирования и технологии
использования порошка, который затвердевает при помощи связывающего
вещества на водной основе (рисунок 5.16).

67
Рисунок 5.16 – Технология построения детали 3D принтером
Обычно 3D принтеры не дают высокой точности и прочности
готового прототипа, однако механических свойств таких прототипов
достаточно для визуализации разрабатываемого изделия. Стоимость таких
установок колеблется от 35000 до 50000 долларов, тогда как цена
традиционных аддитивных систем начинается с 65000 долларов и доходит до
800000 долларов. Стоимость прототипов, изготовленных на 3D- принтерах
составляет от 15 до 35 долларов.
3D принтеры более доступны, так как для их размещения не
требуется специальных приспособлений и помещений, они могут
размещаться непосредственно в офисе, у рабочего места конструктора.
Кроме этого, 3D принтеры не используют вредные материалы или
процессы. Средняя область построения для 3D принтеров составляет куб со
сторонами 203 мм.
Рассмотрим 3D-принтеры от 3D Systems, Stratasys и ZCorporation.
Простейший из процессов «струйной» объемной печати – это так
называемый Fused Deposition Modeling (FDM).
Идея FDM очень проста – раздаточная головка выдавливает на
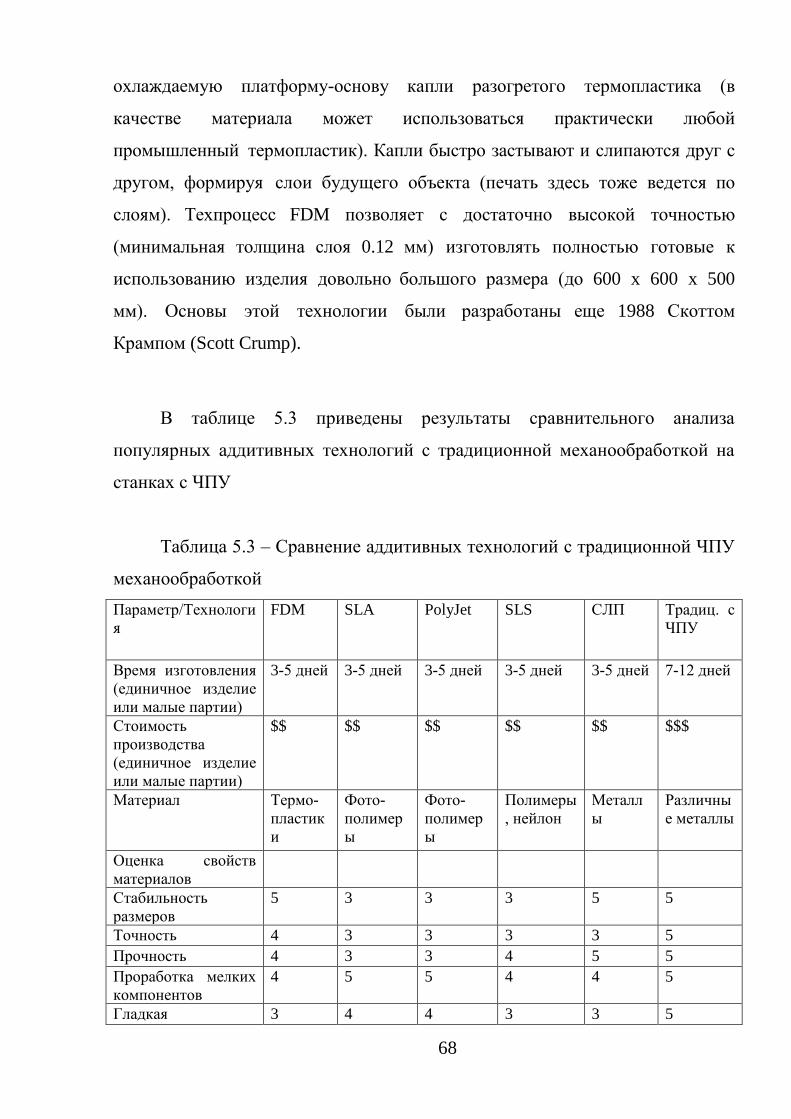
68
охлаждаемую платформу-основу капли разогретого термопластика (в
качестве материала может использоваться практически любой
промышленный термопластик). Капли быстро застывают и слипаются друг с
другом, формируя слои будущего объекта (печать здесь тоже ведется по
слоям). Техпроцесс FDM позволяет с достаточно высокой точностью
(минимальная толщина слоя 0.12 мм) изготовлять полностью готовые к
использованию изделия довольно большого размера (до 600 x 600 x 500
мм). Основы этой технологии были разработаны еще 1988 Скоттом
Крампом (Scott Crump).
В таблице 5.3 приведены результаты сравнительного анализа
популярных аддитивных технологий с традиционной механообработкой на
станках с ЧПУ
Таблица 5.3 – Сравнение аддитивных технологий с традиционной ЧПУ
механообработкой
Параметр/Технологи
я
FDM SLA PolyJet SLS СЛП Традиц. с
ЧПУ
Время изготовления
(единичное изделие
или малые партии)
3-5 дней 3-5 дней 3-5 дней 3-5 дней 3-5 дней 7-12 дней
Стоимость
производства
(единичное изделие
или малые партии)
$$ $$ $$ $$ $$ $$$
Материал Термо-
пластик
и
Фото-
полимер
ы
Фото-
полимер
ы
Полимеры
, нейлон
Металл
ы
Различны
е металлы
Оценка свойств
материалов
Стабильность
размеров
5 3 3 3 5 5
Точность 4 3 3 3 3 5
Прочность 4 3 3 4 5 5
Проработка мелких
компонентов
4 5 5 4 4 5
Гладкая 3 4 4 3 3 5
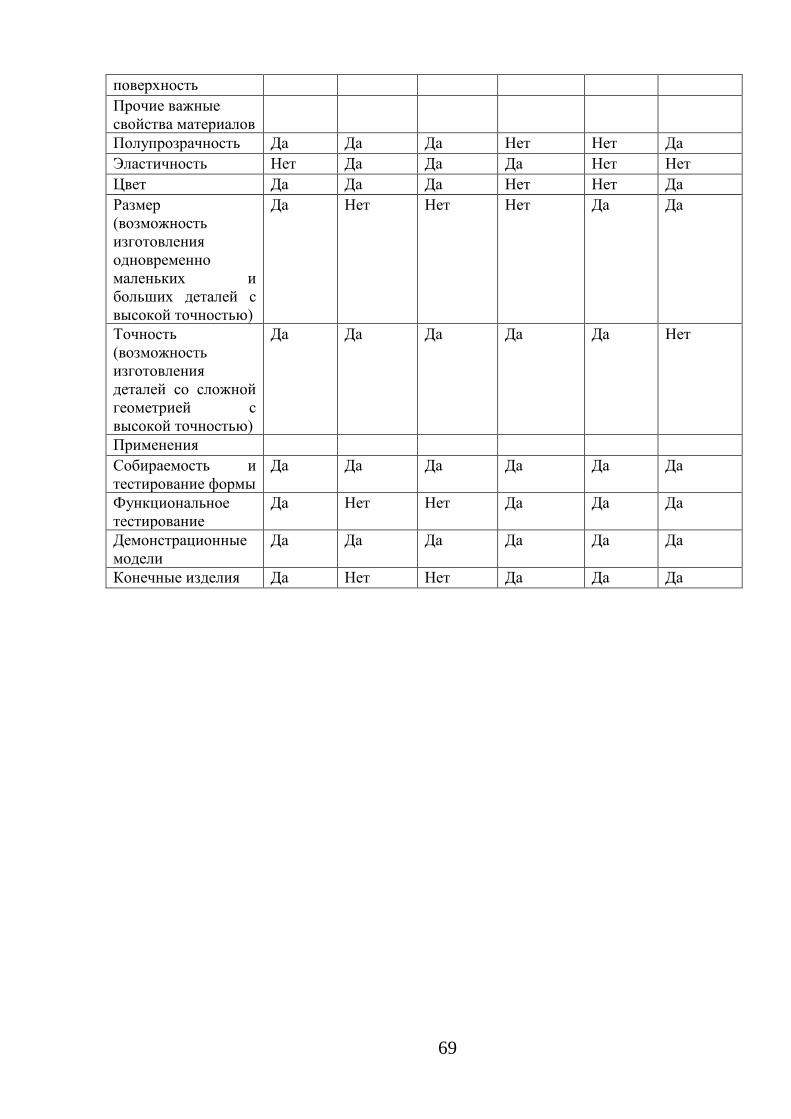
69
поверхность
Прочие важные
свойства материалов
Полупрозрачность Да Да Да Нет Нет Да
Эластичность Нет Да Да Да Нет Нет
Цвет Да Да Да Нет Нет Да
Размер
(возможность
изготовления
одновременно
маленьких и
больших деталей с
высокой точностью)
Да Нет Нет Нет Да Да
Точность
(возможность
изготовления
деталей со сложной
геометрией с
высокой точностью)
Да Да Да Да Да Нет
Применения
Собираемость и
тестирование формы
Да Да Да Да Да Да
Функциональное
тестирование
Да Нет Нет Да Да Да
Демонстрационные
модели
Да Да Да Да Да Да
Конечные изделия Да Нет Нет Да Да Да
70
6 ИСПОЛЬЗУЕМЫЕ МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ 3D МОДЕЛЕЙ
ABC-пластик
ABS-пластик (АБС, акрилонитрилбутадиенстирол) — ударопрочный
термопластик, который нашел широкое применение в промышленном и
аддитивном производстве для изготовления самых разных вещей.
Напечатанные изделия выдерживают довольно высокую температуру
нагревания (около 100ºС), имеют слегка шероховатую поверхностью,
отличаются долговечностью, влагостойкостью, прочностью и при этом
обладают небольшой эластичностью. 3D-печать из АБС пластика используют
в машиностроении, для производства прототипов и корпусов различных
приборов, в архитектурном проектировании, в медицине, в производстве
сувениров, декоративных элементов, пресс-форм и различных бытовых
предметов.
ABC-пластик – один из лучших расходных материалов для 3D печати.
Такой пластик не имеет запаха, не токсичен, ударопрочен и эластичен.
Температура плавления АВС-пластика составляет от 220оС до 248оС. Он
поступает в розничную продажу в виде порошка или тонких пластиковых
нитей, намотанных на бобины (рисунок 6.1).
3D-модели из АВС-пластика долговечны, но не переносят прямой
солнечный свет. С помощью такого пластика можно получить только
непрозрачные модели.

71
Рисунок 6.1 – АВС-пластик для 3D печати на учебно-бытовом
принтере
Акрил
Акрил используется в 3D печати для создания прозрачных
моделей (рисунок 6.2). При использовании акрила необходимо
учитывать следующие особенности: для данного материала нужна
более высокая температура плавления, чем для АВС-пластика, и он
очень быстро остывает и твердеет. В разогретом акриле появляется
множество мелких воздушных пузырьков, которые могут вызвать
визуальные искажения готового изделия.
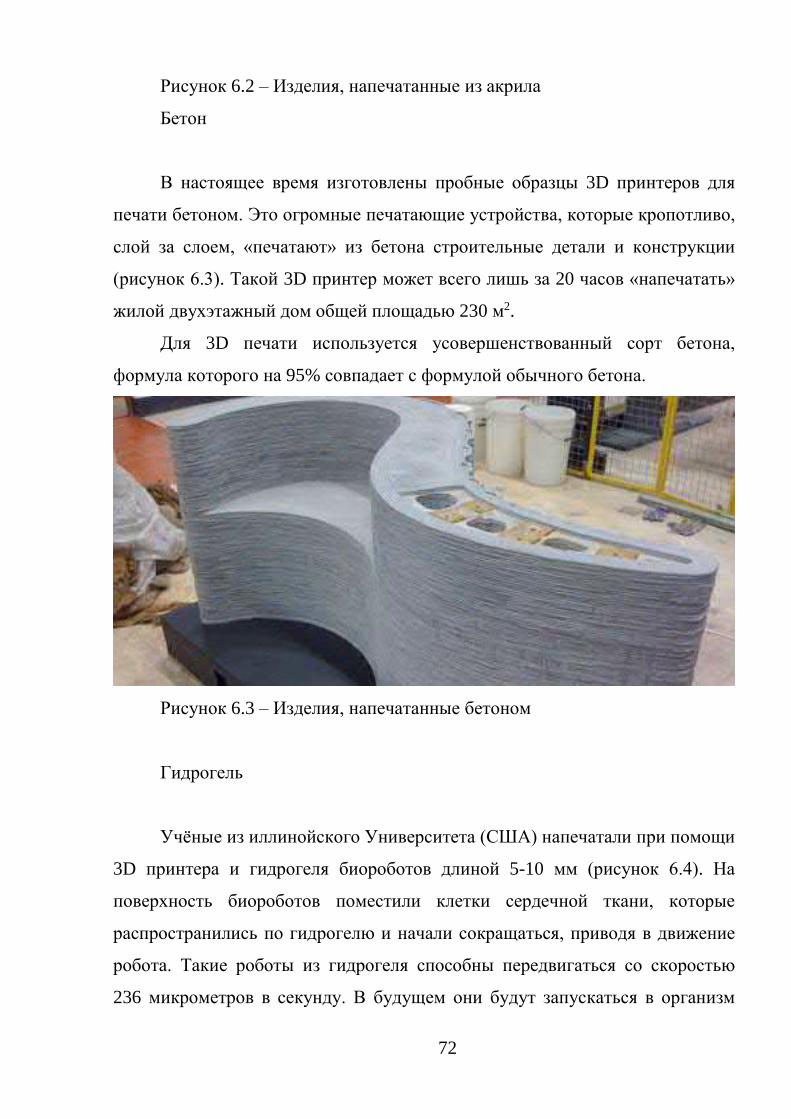
72
Рисунок 6.2 – Изделия, напечатанные из акрила
Бетон
В настоящее время изготовлены пробные образцы 3D принтеров для
печати бетоном. Это огромные печатающие устройства, которые кропотливо,
слой за слоем, «печатают» из бетона строительные детали и конструкции
(рисунок 6.3). Такой 3D принтер может всего лишь за 20 часов «напечатать»
жилой двухэтажный дом общей площадью 230 м2.
Для 3D печати используется усовершенствованный сорт бетона,
формула которого на 95% совпадает с формулой обычного бетона.
Рисунок 6.3 – Изделия, напечатанные бетоном
Гидрогель
Учёные из иллинойского Университета (США) напечатали при помощи
3D принтера и гидрогеля биороботов длиной 5-10 мм (рисунок 6.4). На
поверхность биороботов поместили клетки сердечной ткани, которые
распространились по гидрогелю и начали сокращаться, приводя в движение
робота. Такие роботы из гидрогеля способны передвигаться со скоростью
236 микрометров в секунду. В будущем они будут запускаться в организм
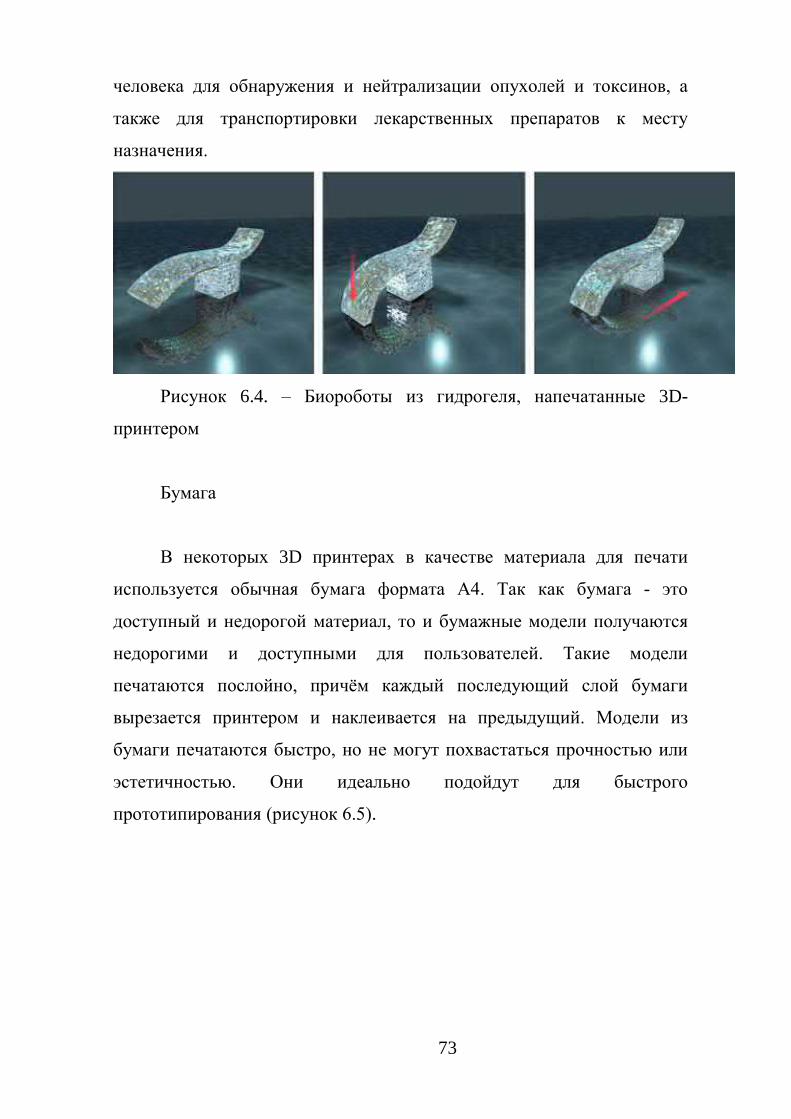
73
человека для обнаружения и нейтрализации опухолей и токсинов, а
также для транспортировки лекарственных препаратов к месту
назначения.
Рисунок 6.4. – Биороботы из гидрогеля, напечатанные 3D-
принтером
Бумага
В некоторых 3D принтерах в качестве материала для печати
используется обычная бумага формата А4. Так как бумага - это
доступный и недорогой материал, то и бумажные модели получаются
недорогими и доступными для пользователей. Такие модели
печатаются послойно, причём каждый последующий слой бумаги
вырезается принтером и наклеивается на предыдущий. Модели из
бумаги печатаются быстро, но не могут похвастаться прочностью или
эстетичностью. Они идеально подойдут для быстрого
прототипирования (рисунок 6.5).

74
Рисунок 6.5 – 3D модели, напечатанные из бумаги
Гипс
В современной 3D-печати широко применяются гипсовые материалы.
Модели, изготовленные из гипса, недолговечны, но имеют очень низкую
себестоимость. Такие модели идеально подходят для изготовления объектов,
предназначенных для презентаций. Их можно показывать в качестве образца
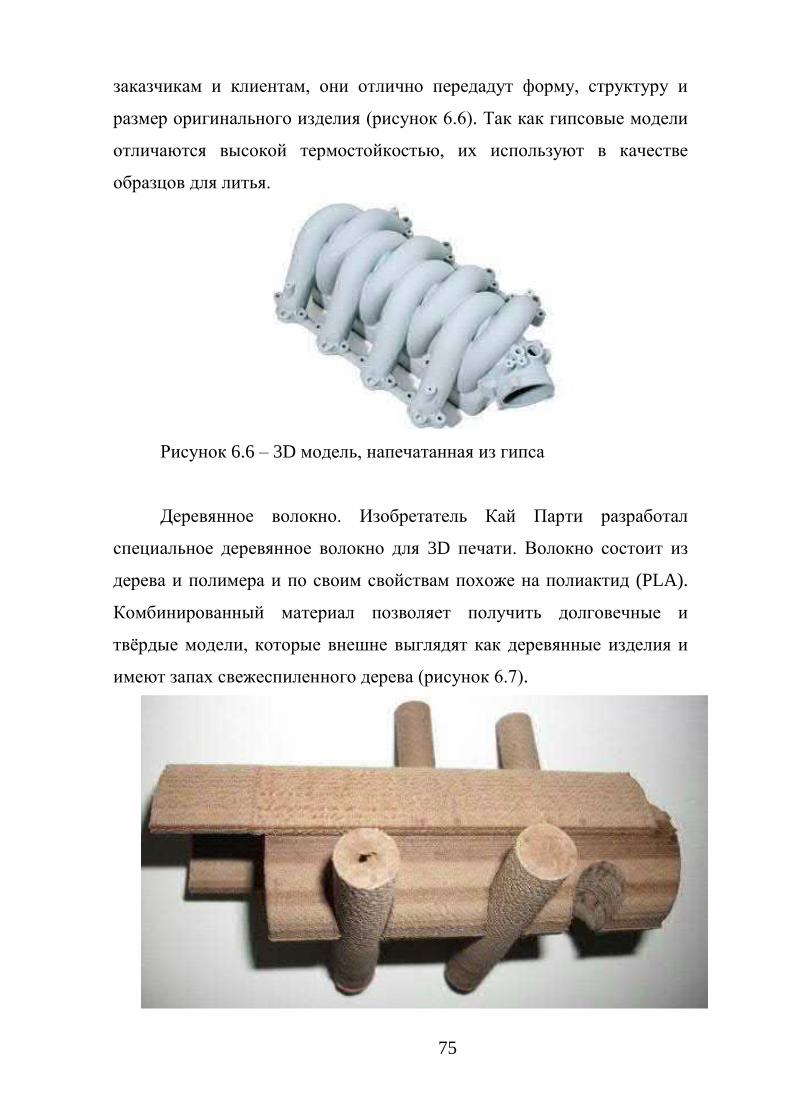
75
заказчикам и клиентам, они отлично передадут форму, структуру и
размер оригинального изделия (рисунок 6.6). Так как гипсовые модели
отличаются высокой термостойкостью, их используют в качестве
образцов для литья.
Рисунок 6.6 – 3D модель, напечатанная из гипса
Деревянное волокно. Изобретатель Кай Парти разработал
специальное деревянное волокно для 3D печати. Волокно состоит из
дерева и полимера и по своим свойствам похоже на полиактид (PLA).
Комбинированный материал позволяет получить долговечные и
твёрдые модели, которые внешне выглядят как деревянные изделия и
имеют запах свежеспиленного дерева (рисунок 6.7).
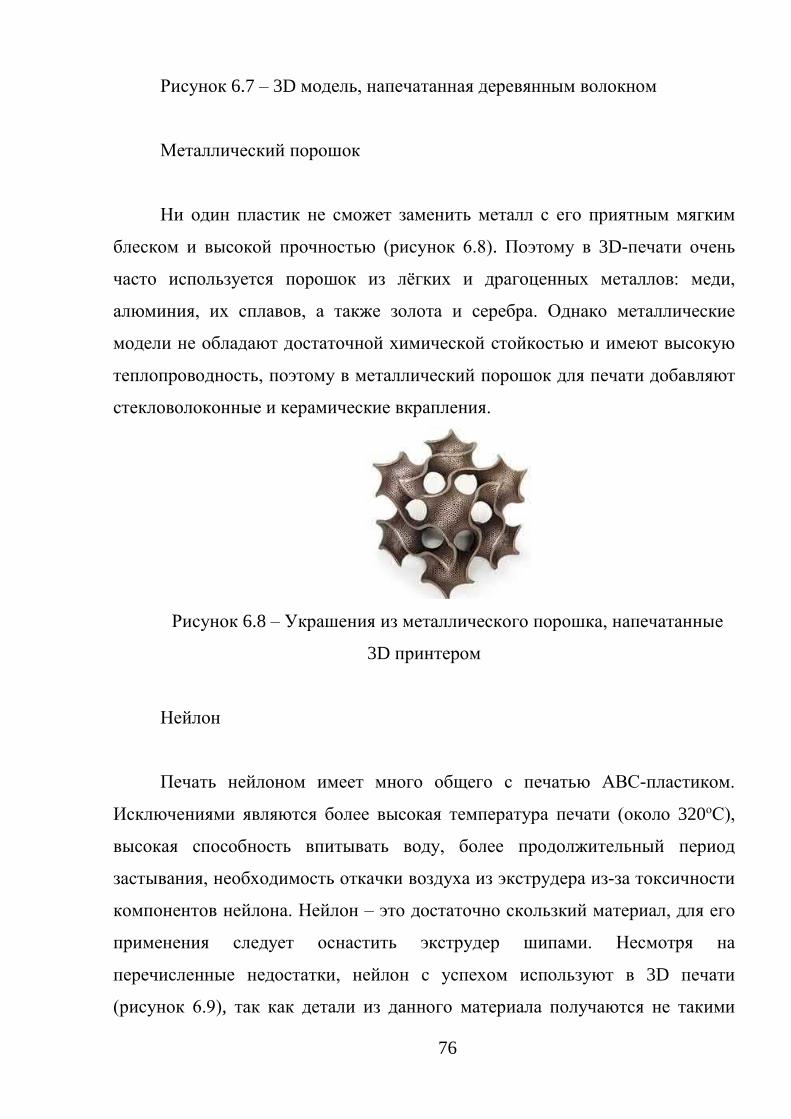
76
Рисунок 6.7 – 3D модель, напечатанная деревянным волокном
Металлический порошок
Ни один пластик не сможет заменить металл с его приятным мягким
блеском и высокой прочностью (рисунок 6.8). Поэтому в 3D-печати очень
часто используется порошок из лёгких и драгоценных металлов: меди,
алюминия, их сплавов, а также золота и серебра. Однако металлические
модели не обладают достаточной химической стойкостью и имеют высокую
теплопроводность, поэтому в металлический порошок для печати добавляют
стекловолоконные и керамические вкрапления.
Рисунок 6.8 – Украшения из металлического порошка, напечатанные
3D принтером
Нейлон
Печать нейлоном имеет много общего с печатью АВС-пластиком.
Исключениями являются более высокая температура печати (около 320оС),
высокая способность впитывать воду, более продолжительный период
застывания, необходимость откачки воздуха из экструдера из-за токсичности
компонентов нейлона. Нейлон – это достаточно скользкий материал, для его
применения следует оснастить экструдер шипами. Несмотря на
перечисленные недостатки, нейлон с успехом используют в 3D печати
(рисунок 6.9), так как детали из данного материала получаются не такими
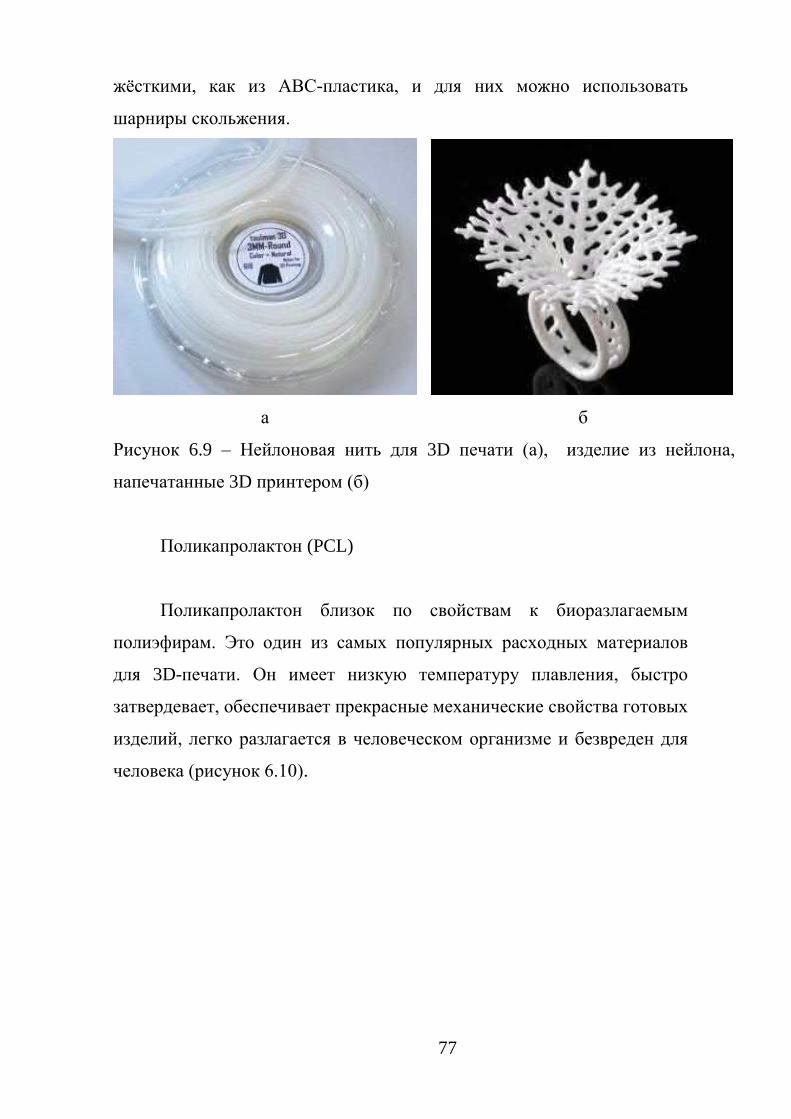
77
жёсткими, как из АВС-пластика, и для них можно использовать
шарниры скольжения.
а б
Рисунок 6.9 – Нейлоновая нить для 3D печати (а), изделие из нейлона,
напечатанные 3D принтером (б)
Поликапролактон (PCL)
Поликапролактон близок по свойствам к биоразлагаемым
полиэфирам. Это один из самых популярных расходных материалов
для 3D-печати. Он имеет низкую температуру плавления, быстро
затвердевает, обеспечивает прекрасные механические свойства готовых
изделий, легко разлагается в человеческом организме и безвреден для
человека (рисунок 6.10).
78
Рисунок 6.10 – Поликапролактон для 3D принтера
Поликарбонат (PC)
Поликарбонат - это твёрдый пластик, который способен сохранять свои
физические свойства в условиях экстремально высоких и экстремально
низких температур. Обладает высокой светонепроницаемостью, имеет
высокую температуру плавления, удобен для экструзионной обработки. При
этом его синтез сопряжён с рядом трудностей и экологически не безвреден.
Используется для печати сверхпрочных моделей в нескольких технологиях
3D печати: SLS, LOM и FDM.
Полилактид (PLA)
Полилактид – это самый биологически совместимый и экологически
чистый материал для 3D-принтеров. Он изготавливается из остатков
биомассы, силоса сахарной свёклы или кукурузы (рисунок 6.11). Имея массу
положительных свойств, полилактид имеет два существенных недостатка.
Во-первых, изготовленные из него модели недолговечны и постепенно
разлагаются под действием тепла и света. Во-вторых, стоимость
производства полилактида очень высока, а значит, и стоимость моделей

79
будет значительно выше аналогичных моделей, изготовленных из
других материалов. Используется в технологиях 3D печати: SLS и
FDM.
Рисунок 6.11 – Полилактидная нить
Шоколад
Британские учёные представили публике первый шоколадный 3D
принтер, который печатает любые шоколадные фигурки, заказанные
оператором (рисунок 6.12). Принтер наносит каждый следующий слой
шоколада поверх предыдущего. Благодаря способности шоколада
быстро застывать и твердеть при охлаждении, процесс печати
протекает довольно быстро. В ближайшем будущем такие принтеры
будут востребованы в кондитерских и ресторанах.

80
Рисунок 6.12 – Шоколадный принтер в работе
Лёд
В 2006 году два канадских профессора получили грант на развитие
технологии 3D печати ледяных фигур. За три года они научились создавать
при помощи 3D принтеров небольшие ледяные предметы (рисунок 6.13).
Печать протекает при температуре минус 22оС, в качестве расходных
материалов используются вода и метиловый эфир, подогретый до
температуры 20оС.
81
Рисунок 6.13 – Фигура, напечатанная льдом
Прочие материалы. Существуют 3D-принтеры, которые
предназначены для печати глиняными смесями, известковым
порошком, продуктами питания, живыми органическими клетками и
многими другими удивительными материалами. О том, какие
материалы для 3D-печати будут использоваться в ближайшем
будущем, остаётся лишь догадываться.
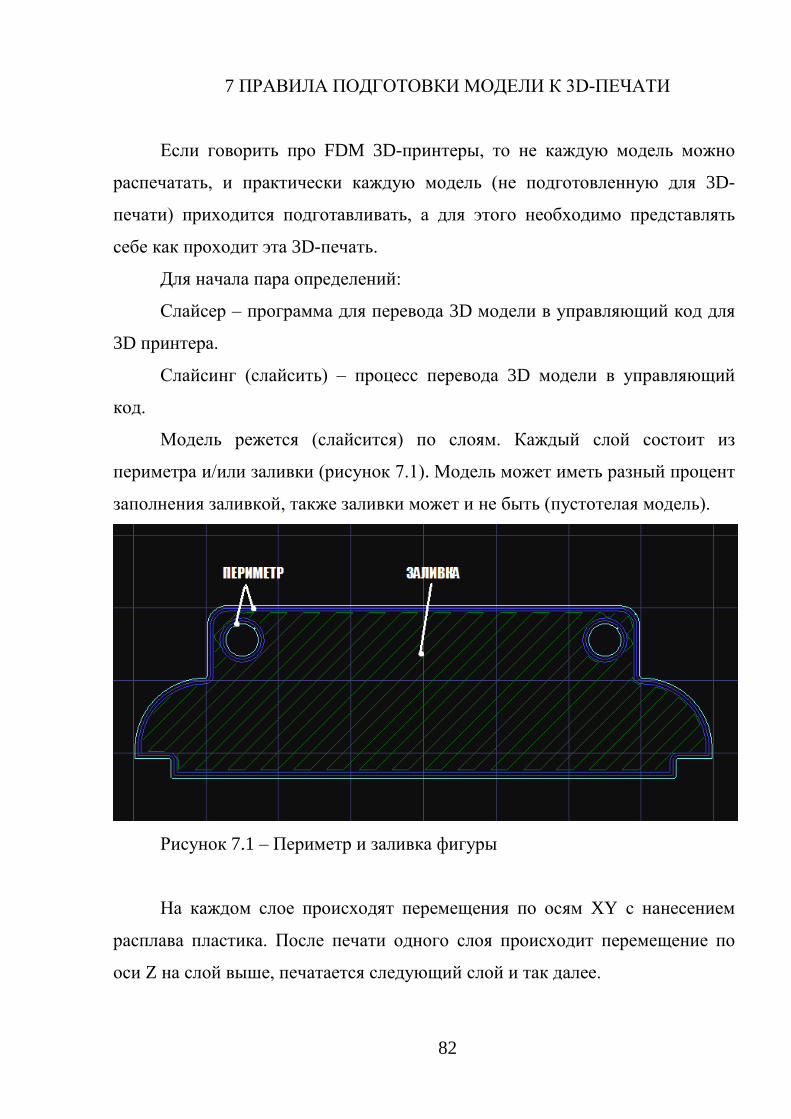
82
7 ПРАВИЛА ПОДГОТОВКИ МОДЕЛИ К 3D-ПЕЧАТИ
Если говорить про FDM 3D-принтеры, то не каждую модель можно
распечатать, и практически каждую модель (не подготовленную для 3D-
печати) приходится подготавливать, а для этого необходимо представлять
себе как проходит эта 3D-печать.
Для начала пара определений:
Слайсер – программа для перевода 3D модели в управляющий код для
3D принтера.
Слайсинг (слайсить) – процесс перевода 3D модели в управляющий
код.
Модель режется (слайсится) по слоям. Каждый слой состоит из
периметра и/или заливки (рисунок 7.1). Модель может иметь разный процент
заполнения заливкой, также заливки может и не быть (пустотелая модель).
Рисунок 7.1 – Периметр и заливка фигуры
На каждом слое происходят перемещения по осям XY с нанесением
расплава пластика. После печати одного слоя происходит перемещение по
оси Z на слой выше, печатается следующий слой и так далее.
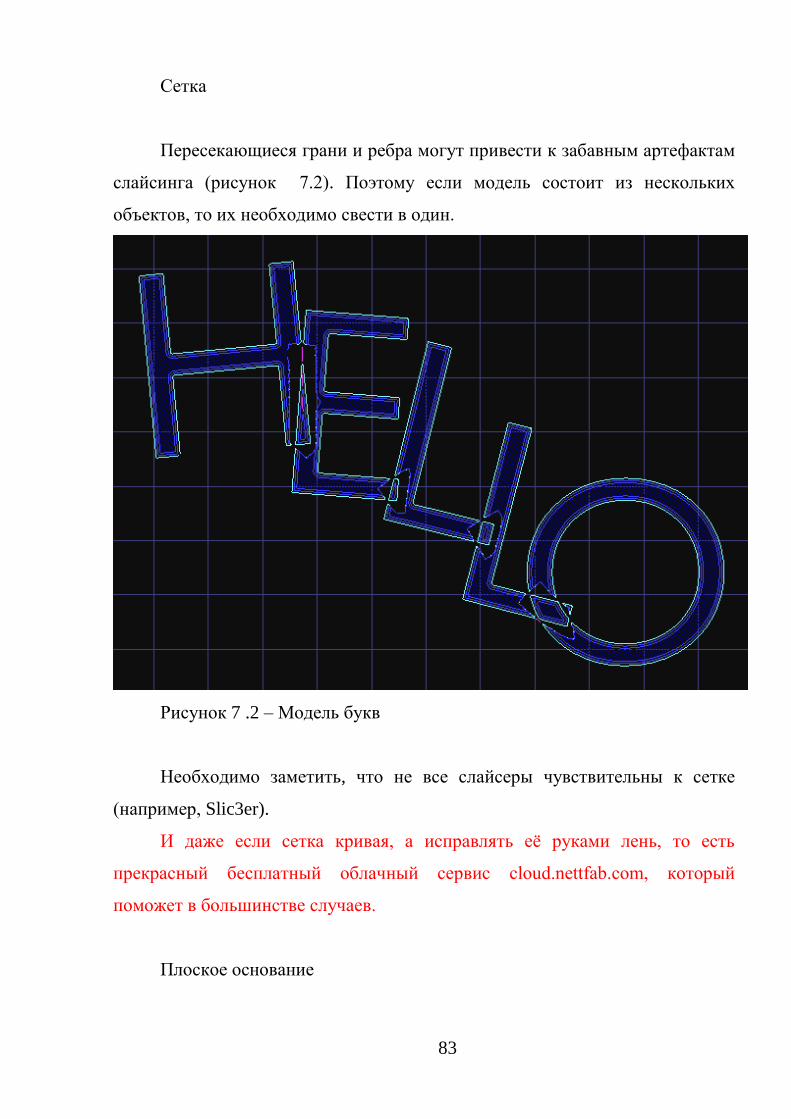
83
Сетка
Пересекающиеся грани и ребра могут привести к забавным артефактам
слайсинга (рисунок 7.2). Поэтому если модель состоит из нескольких
объектов, то их необходимо свести в один.
Рисунок 7 .2 – Модель букв
Необходимо заметить, что не все слайсеры чувствительны к сетке
(например, Slic3er).
И даже если сетка кривая, а исправлять её руками лень, то есть
прекрасный бесплатный облачный сервис сloud.nettfab.com, который
поможет в большинстве случаев.
Плоское основание
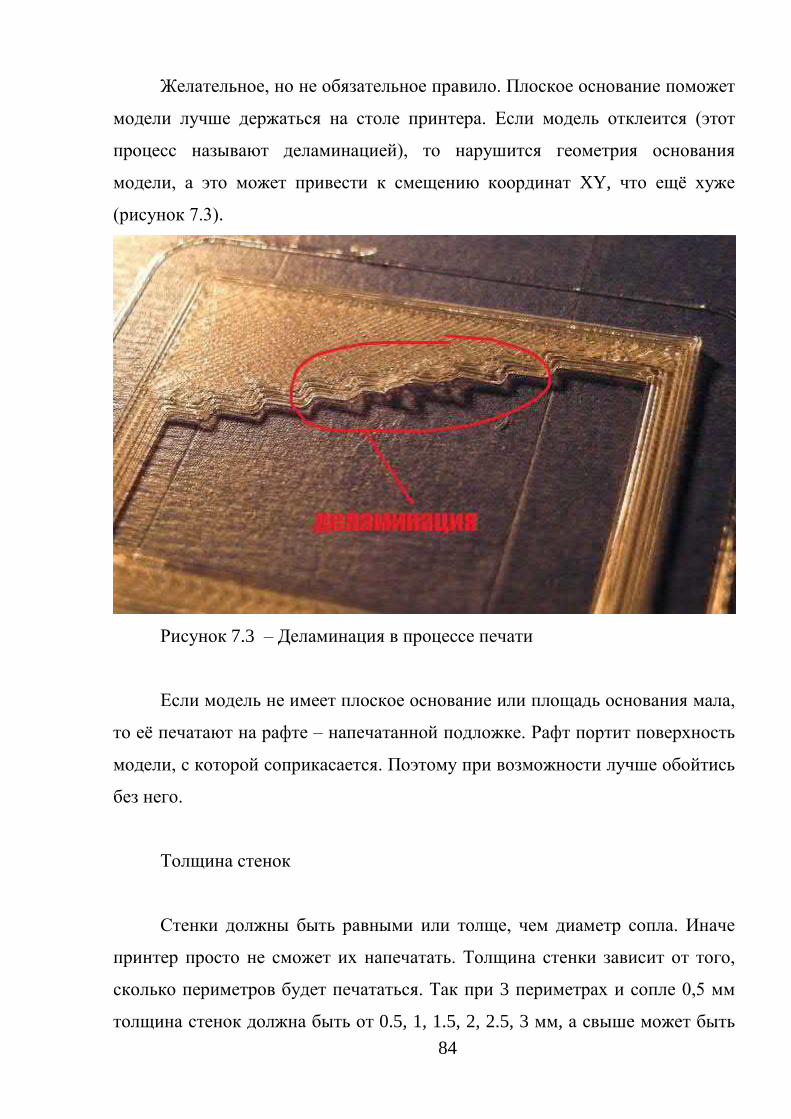
84
Желательное, но не обязательное правило. Плоское основание поможет
модели лучше держаться на столе принтера. Если модель отклеится (этот
процесс называют деламинацией), то нарушится геометрия основания
модели, а это может привести к смещению координат XY, что ещё хуже
(рисунок 7.3).
Рисунок 7.3 – Деламинация в процессе печати
Если модель не имеет плоское основание или площадь основания мала,
то её печатают на рафте – напечатанной подложке. Рафт портит поверхность
модели, с которой соприкасается. Поэтому при возможности лучше обойтись
без него.
Толщина стенок
Стенки должны быть равными или толще, чем диаметр сопла. Иначе
принтер просто не сможет их напечатать. Толщина стенки зависит от того,
сколько периметров будет печататься. Так при 3 периметрах и сопле 0,5 мм
толщина стенок должна быть от 0.5, 1, 1.5, 2, 2.5, 3 мм, а свыше может быть
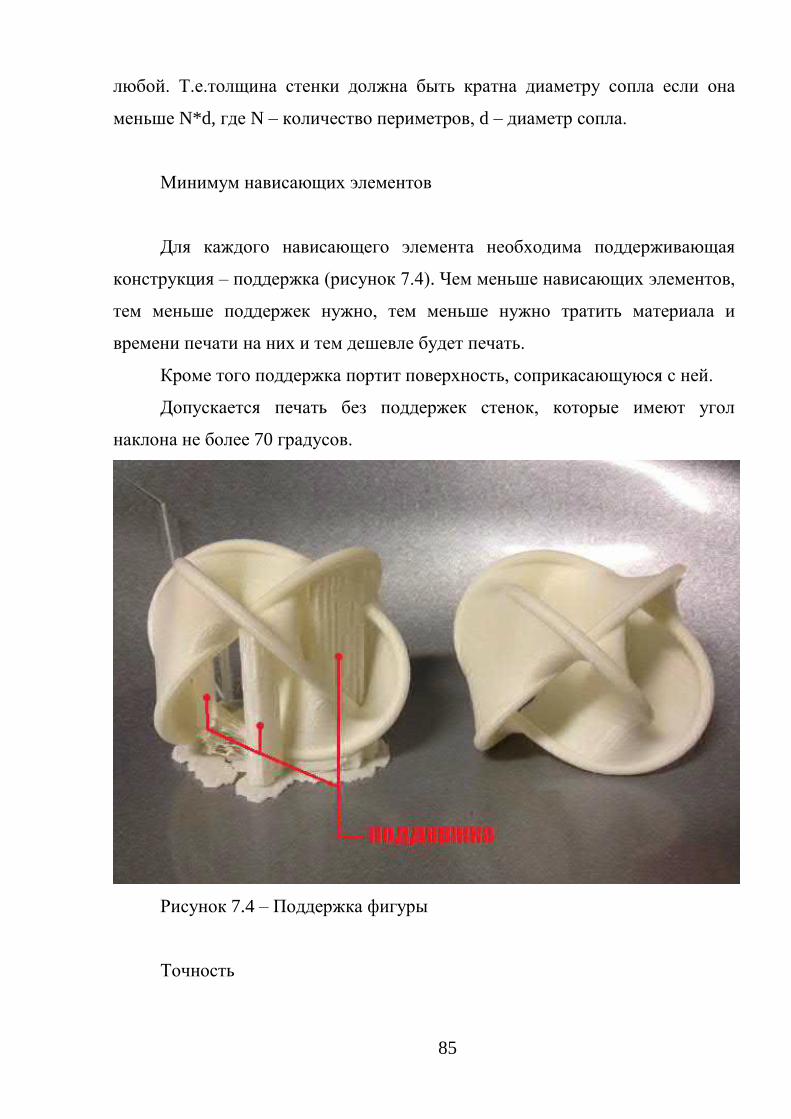
85
любой. Т.е.толщина стенки должна быть кратна диаметру сопла если она
меньше N*d, где N – количество периметров, d – диаметр сопла.
Минимум нависающих элементов
Для каждого нависающего элемента необходима поддерживающая
конструкция – поддержка (рисунок 7.4). Чем меньше нависающих элементов,
тем меньше поддержек нужно, тем меньше нужно тратить материала и
времени печати на них и тем дешевле будет печать.
Кроме того поддержка портит поверхность, соприкасающуюся с ней.
Допускается печать без поддержек стенок, которые имеют угол
наклона не более 70 градусов.
Рисунок 7.4 – Поддержка фигуры
Точность
86
Точность по осям XY зависит от люфтов, жёсткости конструкции,
ремней, в общем, от механики принтера. И составляет примерно 0.3 мм для
хоббийных принтеров.
Точность по оси Z определяется высотой слоя (0.1-0.4 мм). Отсюда и
высота модели будет кратна высоте слоя.
Также необходимо учитывать, что после остывания материал
усаживается, а вместе с этим изменяется геометрия объекта.
Существует ещё программная сторона проблемы — не каждый
слайсер корректно обрабатывает внутренние размеры, поэтому диаметр
отверстий лучше увеличить на 0.1-0.2 мм.
Мелкие детали
Мелкие детали достаточно сложно воспроизводятся на FDM принтере.
Их вообще невозможно воспроизвести, если они меньше, чем диаметр сопла.
Кроме того при обработке поверхности мелкие детали станут менее заметны
или исчезнут вовсе.
Узкие места
Узкие места очень сложно обрабатывать. По возможности необходимо
избегать таких мест, требующих обработки, к которым невозможно
подобраться со шкуркой или микродрелью (рисунок 7.5). Конечно, можно
обрабатывать поверхность в ванне с растворителем, но тогда оплавятся
мелкие элементы.

87
Рисунок 7.5 – Фигура после обработки
Большие модели
При моделировании необходимо учитывать максимально возможные
габариты печати. В случае если модель больше этих габаритов, то её
необходимо разрезать, чтобы напечатать по частям. А так как эти части
будут склеиваться, то неплохо бы сразу предусмотреть соединения,
например, «ласточкин хвост» (рисунок 7.6).
Рисунок 7.6 – Модель сборной фигуры

88
Расположение на рабочем столе
От того, как расположить модель на рабочем столе зависит её
прочность.
Нагрузка должна распределяться поперек слоев печати, а не вдоль.
Иначе слои могут разойтись, т.к. сцепление между слоями не 100%.
Чтобы было понятно, взглянем на две Г-образные модели. Линиями
показаны слои печати (рисунок 7.7).
Рисунок 7.7 – Формирование фигуры
От того как приложена сила относительно слоёв зависит прочность
напечатанной детали. В данном случае для правой «Г» достаточно будет
небольшой силы, чтобы сломать её.
Формат файла

89
Слайсеры работают с форматом файла STL. Поэтому сохранять модель
для печати нужно именно в этом формате. Практически любой 3D редактор
умеет экспортировать в этот формат самостоятельно или с использованием
плагинов.
90
8 МОДЕЛИРОВАНИЕ ДЕТАЛЕЙ В МАШИННОЙ ГРАФИКЕ КОМПАС-3D
Машинная графика – отрасль систем автоматизированного
проектирования (САПР). В век компьютерных технологий она заняла
твердые позиции в машиностроении, приборостроении, электронике, сфере
информационных технологий и даже экономике. Роль машинной графики
как одной из основных подсистем автоматизированного проектирования
значительна, так как только она позволяет в условиях современного уровня
развития вычислительной техники автоматизировать выполнение
трудоемких чертежных и расчетно-графических работ.
Очевидно, что в условиях жесткой конкуренции коллектив любого
предприятия заинтересован в сокращении сроков от идеи до запуска в
производство новых изделий, в оптимизации производственных процессов, в
потребительских качествах выпускаемых изделий (надежности,
безопасности, эстетичности) и, наконец, в их реализации.
Первый этап «от идеи до запуска в производство» – самый трудоемкий,
так как здесь, кроме воплощения идеи в доступную для всех форму
информации, необходимо предусмотреть и технологичность, и надежность, и
безопасность.
Системы автоматизированного проектирования не только позволяют
снизить трудоемкость и повысить наглядность и эффективность процесса
проектирования изделия (избежать множества конструкторских ошибок еще
на стадии разработки), но и дают возможность реализовать идею единого
информационного пространства на предприятии, которое развивается
быстрыми темпами.
Машинная графика обеспечивает:
− быстрое выполнение чертежей (примерно в 3 раза быстрее
− ручного);
− повышение их точности;
− повышение качества чертежей;
91
− возможность их многократного использования;
− ускорение расчетов и анализа при проектировании;
− высокий уровень проектирования;
− сокращение затрат на усовершенствование;
− интеграцию проектирования с другими видами деятельности.
Машинная графика – это самый современный способ проектирования
изделий в любой отрасли промышленности. Знание его может стать одной из
преимущественных характеристик для получения работы, а также
продолжения образования.
Система автоматизированного проектирования родилась в 60-е годы
прошлого века, но лишь с бурным развитием вычислительной техники
последнего десятилетия стало возможным создание программных средств
машинной графики. Аббревиатура САПР – Системы Автоматизированного
Проектирования – впервые была использована основоположником этого
научного направления Айвеном Сазерлендом (Массачусетский
технологический институт). Первоначально графические редакторы
предназначались для автоматизации инженерно-графических работ.
Компьютер совместно с монитором представляли собой «электронный
кульман», то есть хороший инструмент для выполнения конструкторской
документации (чертежа). Эти системы называют двухмерными (2D –
моделирование). На плоском экране получался лишь абстрактный образ
трехмерного объекта, каждый вид которого может быть выполнен только как
отдельная фигура. Система не связывает их (главный вид, вид сверху, вид
слева) между собой (рисунок 8.1).
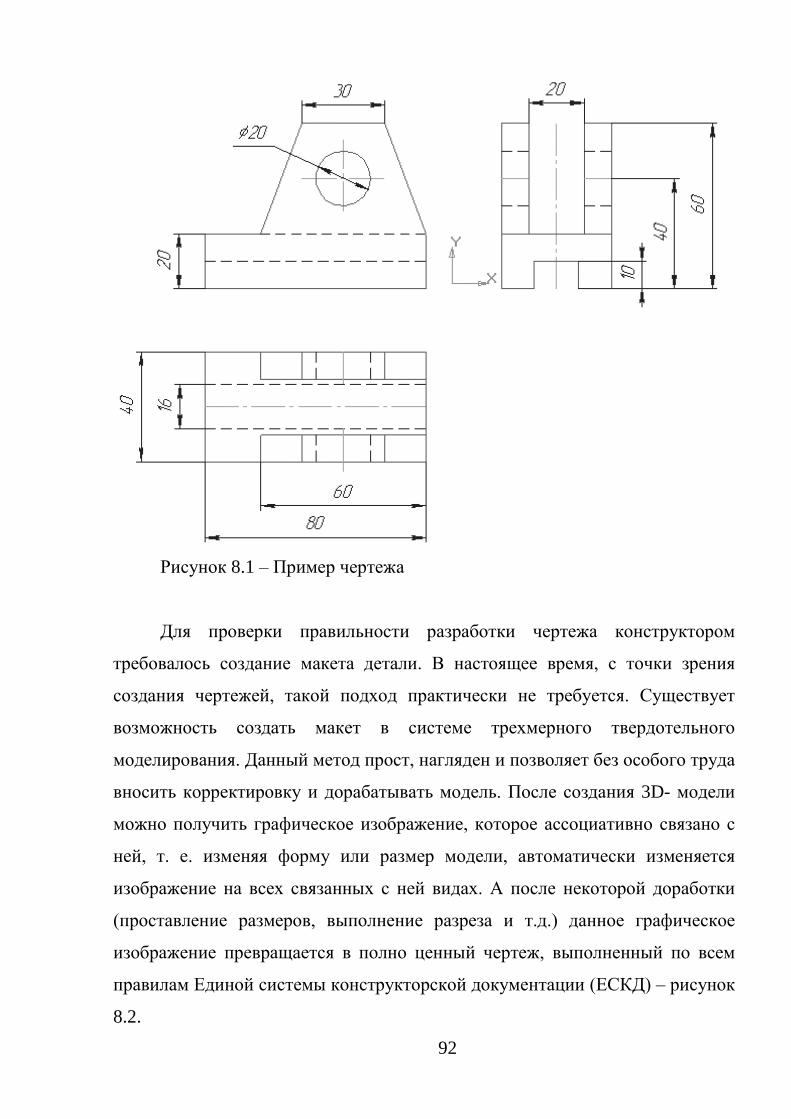
92
Рисунок 8.1 – Пример чертежа
Для проверки правильности разработки чертежа конструктором
требовалось создание макета детали. В настоящее время, с точки зрения
создания чертежей, такой подход практически не требуется. Существует
возможность создать макет в системе трехмерного твердотельного
моделирования. Данный метод прост, нагляден и позволяет без особого труда
вносить корректировку и дорабатывать модель. После создания 3D- модели
можно получить графическое изображение, которое ассоциативно связано с
ней, т. е. изменяя форму или размер модели, автоматически изменяется
изображение на всех связанных с ней видах. А после некоторой доработки
(проставление размеров, выполнение разреза и т.д.) данное графическое
изображение превращается в полно ценный чертеж, выполненный по всем
правилам Единой системы конструкторской документации (ЕСКД) – рисунок
8.2.
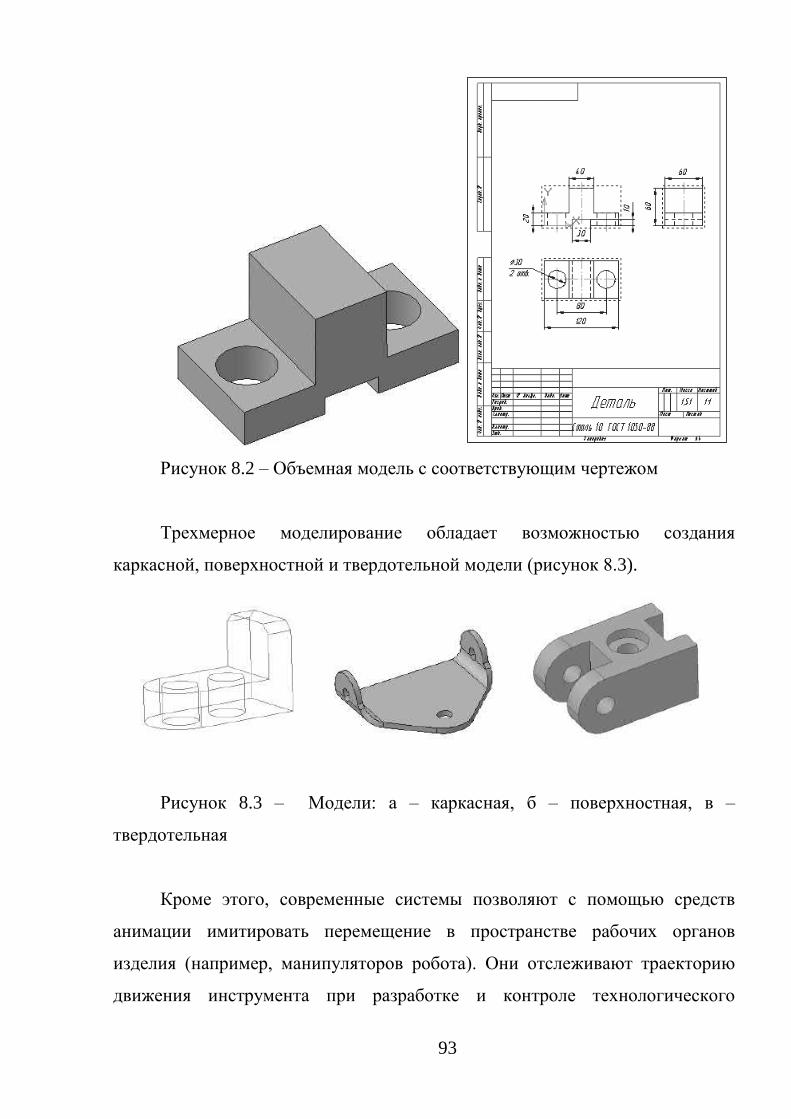
93
Рисунок 8.2 – Объемная модель с соответствующим чертежом
Трехмерное моделирование обладает возможностью создания
каркасной, поверхностной и твердотельной модели (рисунок 8.3).
Рисунок 8.3 – Модели: а – каркасная, б – поверхностная, в –
твердотельная
Кроме этого, современные системы позволяют с помощью средств
анимации имитировать перемещение в пространстве рабочих органов
изделия (например, манипуляторов робота). Они отслеживают траекторию
движения инструмента при разработке и контроле технологического

94
процесса изготовления спроектированного изделия. Приводя в движения
колеса игрушки «Черепаха», конструктор имитирует перемещение данной
игрушки по поверхности (рисунок 8.4).
Рисунок 8.4 – Перемещение в пространстве
Графические системы. КОМПАС В настоящее время получили
широкое распространение следующие системы проектирования
Pro/ENGINEER (США), Solid Works (фирма Solid Works), Auto CAD («Auto
Desk» США), КОМПАС («АСКОН» Россия) и многие др. Их общее название
– трехмерные системы.
Проектирование происходит на уровне твердотельных моделей с
привлечением конструкторско-технологических библиотек. КОМПАС – это
КОМПлекс Автоматизированных Систем, разработанный специалистами
российской фирмы АО «АСКОН» (С.-Петербург, Москва и Коломна),
основанной в 1989 году.
Все системы «КОМПАС» построены на основе собственного
математического ядра и уникальных параметрических технологий,
разработанных специалистами АСКОН, и изначально ориентированы на
полную поддержку стандартов ЕСКД. С самого основания компания АСКОН
проводит программу поддержки образовательных учреждений. В рамках
95
стратегической образовательной программы АСКОН поставляет в учебные
заведения полный пакет профессиональных систем КОМПАС на льготных
условиях.
Компания выпускает и облегченные некоммерческие версии
КОМПАС-3D LT, предназначенные для выполнения учебных проектно-
конструкторских работ. Основное отличие учебной версии от
профессиональной заключается в невозможности моделирования сборок и
создания спецификации. Однако учебная версия поддерживает файлы
чертежей, фрагментов и деталей, созданных в профессиональной версии.
Данная программа полностью обеспечивает создание полных
компьютеризованных учебных курсов «Инженерная графика», «Черчение»,
«Детали машин», «Теория машин и механизмов» и включает в себя:
1. графический редактор;
2. систему проектирования спецификаций;
3. конструкторско-технологическую библиотеку;
4. систему трехмерного твердотельного моделирования;
5. утилиты обмена с Auto CAD.
Система обладает удобными средствами ввода и редактирования
объектов для пользователя. Таким образом, систему КОМПАС можно
рассматривать как основной инструмент непрерывного графического
образования – от средней школы до дипломного проектирования.
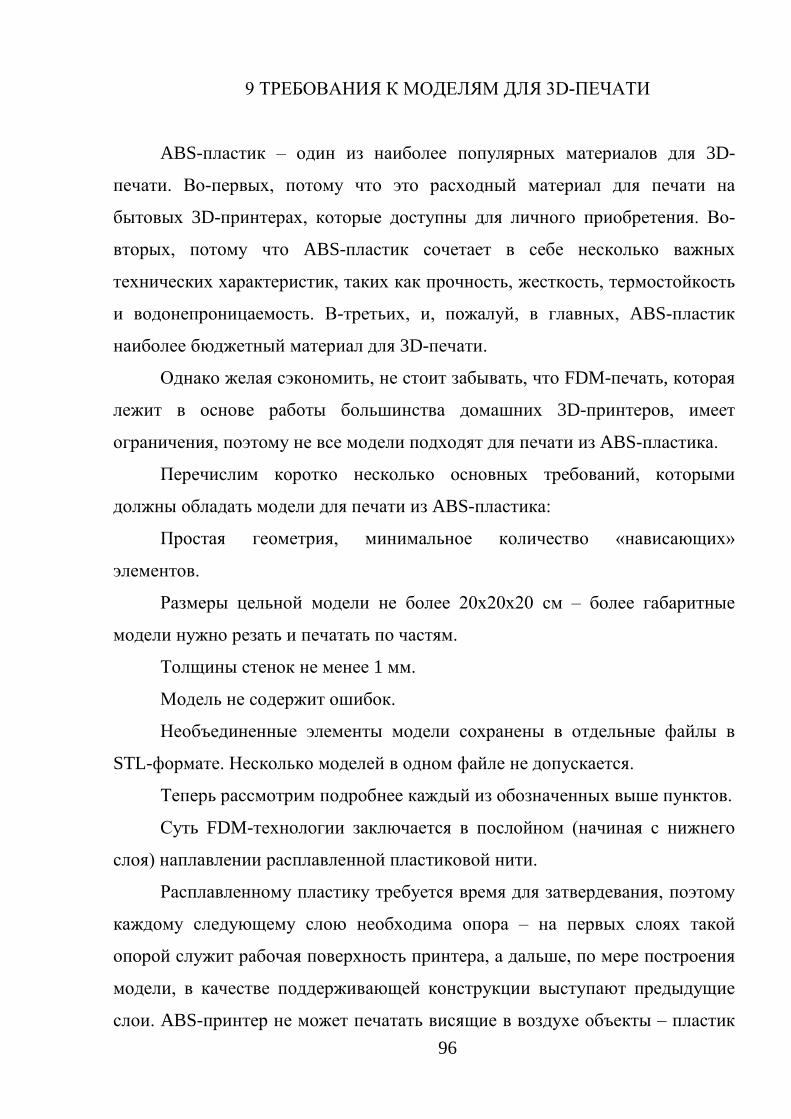
96
9 ТРЕБОВАНИЯ К МОДЕЛЯМ ДЛЯ 3D-ПЕЧАТИ
ABS-пластик – один из наиболее популярных материалов для 3D-
печати. Во-первых, потому что это расходный материал для печати на
бытовых 3D-принтерах, которые доступны для личного приобретения. Во-
вторых, потому что ABS-пластик сочетает в себе несколько важных
технических характеристик, таких как прочность, жесткость, термостойкость
и водонепроницаемость. В-третьих, и, пожалуй, в главных, ABS-пластик
наиболее бюджетный материал для 3D-печати.
Однако желая сэкономить, не стоит забывать, что FDM-печать, которая
лежит в основе работы большинства домашних 3D-принтеров, имеет
ограничения, поэтому не все модели подходят для печати из ABS-пластика.
Перечислим коротко несколько основных требований, которыми
должны обладать модели для печати из ABS-пластика:
Простая геометрия, минимальное количество «нависающих»
элементов.
Размеры цельной модели не более 20х20х20 см – более габаритные
модели нужно резать и печатать по частям.
Толщины стенок не менее 1 мм.
Модель не содержит ошибок.
Необъединенные элементы модели сохранены в отдельные файлы в
STL-формате. Несколько моделей в одном файле не допускается.
Теперь рассмотрим подробнее каждый из обозначенных выше пунктов.
Суть FDM-технологии заключается в послойном (начиная с нижнего
слоя) наплавлении расплавленной пластиковой нити.
Расплавленному пластику требуется время для затвердевания, поэтому
каждому следующему слою необходима опора – на первых слоях такой
опорой служит рабочая поверхность принтера, а дальше, по мере построения
модели, в качестве поддерживающей конструкции выступают предыдущие
слои. ABS-принтер не может печатать висящие в воздухе объекты – пластик
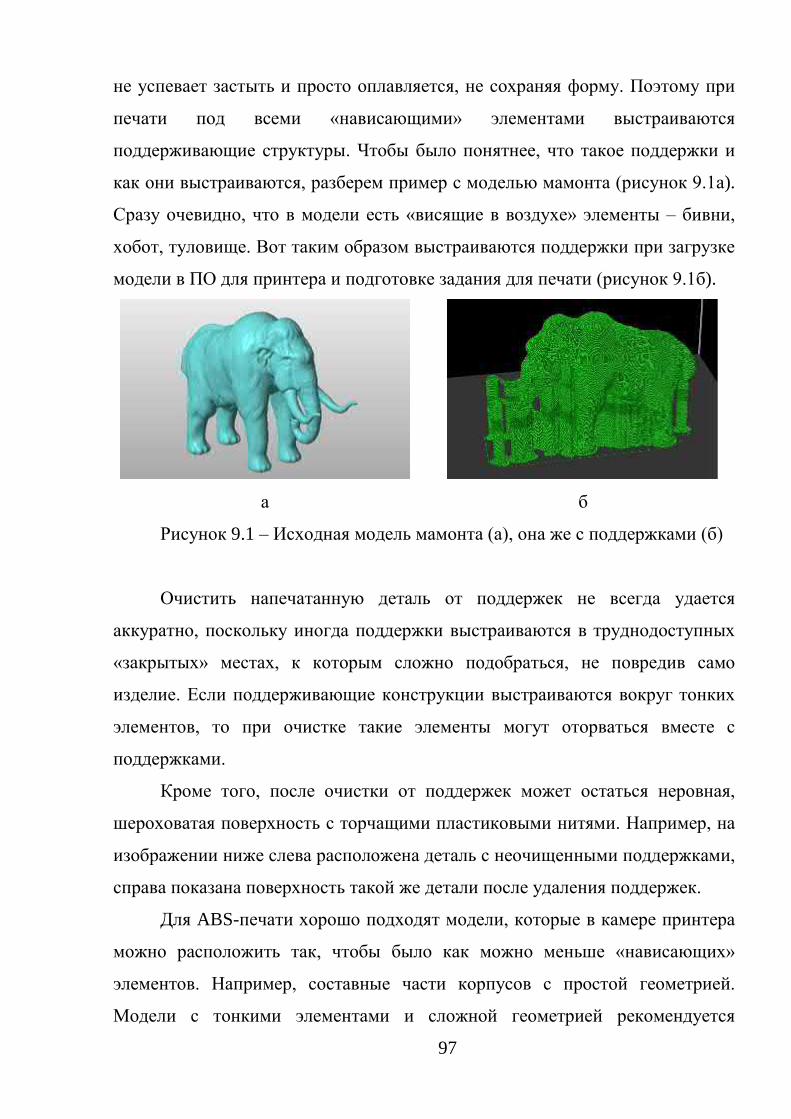
97
не успевает застыть и просто оплавляется, не сохраняя форму. Поэтому при
печати под всеми «нависающими» элементами выстраиваются
поддерживающие структуры. Чтобы было понятнее, что такое поддержки и
как они выстраиваются, разберем пример с моделью мамонта (рисунок 9.1а).
Сразу очевидно, что в модели есть «висящие в воздухе» элементы – бивни,
хобот, туловище. Вот таким образом выстраиваются поддержки при загрузке
модели в ПО для принтера и подготовке задания для печати (рисунок 9.1б).
а б
Рисунок 9.1 – Исходная модель мамонта (а), она же с поддержками (б)
Очистить напечатанную деталь от поддержек не всегда удается
аккуратно, поскольку иногда поддержки выстраиваются в труднодоступных
«закрытых» местах, к которым сложно подобраться, не повредив само
изделие. Если поддерживающие конструкции выстраиваются вокруг тонких
элементов, то при очистке такие элементы могут оторваться вместе с
поддержками.
Кроме того, после очистки от поддержек может остаться неровная,
шероховатая поверхность с торчащими пластиковыми нитями. Например, на
изображении ниже слева расположена деталь с неочищенными поддержками,
справа показана поверхность такой же детали после удаления поддержек.
Для ABS-печати хорошо подходят модели, которые в камере принтера
можно расположить так, чтобы было как можно меньше «нависающих»
элементов. Например, составные части корпусов с простой геометрией.
Модели с тонкими элементами и сложной геометрией рекомендуется
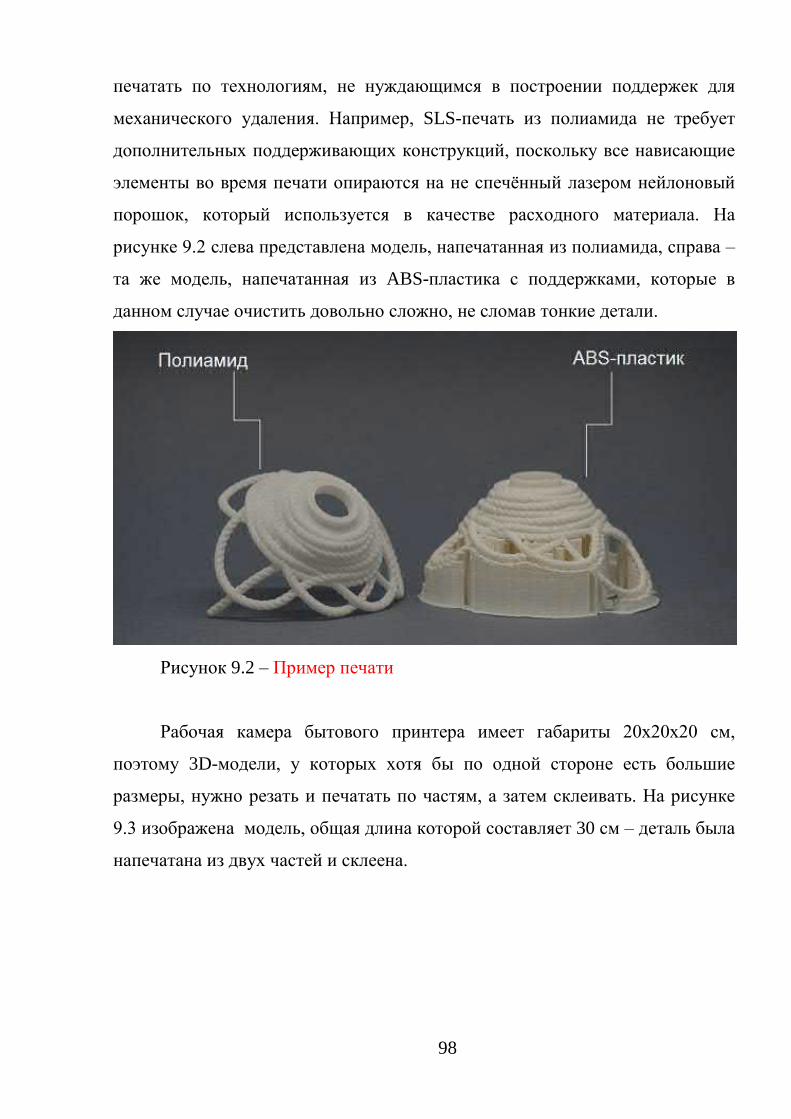
98
печатать по технологиям, не нуждающимся в построении поддержек для
механического удаления. Например, SLS-печать из полиамида не требует
дополнительных поддерживающих конструкций, поскольку все нависающие
элементы во время печати опираются на не спечённый лазером нейлоновый
порошок, который используется в качестве расходного материала. На
рисунке 9.2 слева представлена модель, напечатанная из полиамида, справа –
та же модель, напечатанная из ABS-пластика с поддержками, которые в
данном случае очистить довольно сложно, не сломав тонкие детали.
Рисунок 9.2 – Пример печати
Рабочая камера бытового принтера имеет габариты 20х20х20 см,
поэтому 3D-модели, у которых хотя бы по одной стороне есть большие
размеры, нужно резать и печатать по частям, а затем склеивать. На рисунке
9.3 изображена модель, общая длина которой составляет 30 см – деталь была
напечатана из двух частей и склеена.
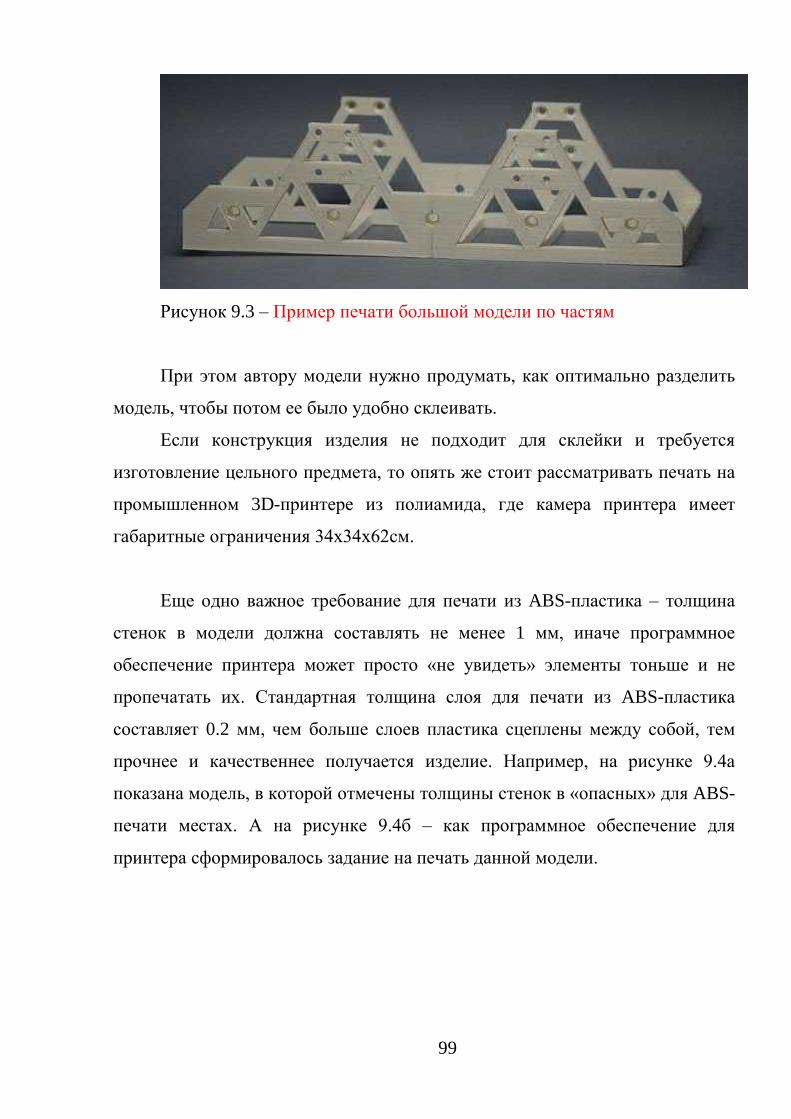
99
Рисунок 9.3 – Пример печати большой модели по частям
При этом автору модели нужно продумать, как оптимально разделить
модель, чтобы потом ее было удобно склеивать.
Если конструкция изделия не подходит для склейки и требуется
изготовление цельного предмета, то опять же стоит рассматривать печать на
промышленном 3D-принтере из полиамида, где камера принтера имеет
габаритные ограничения 34х34х62см.
Еще одно важное требование для печати из ABS-пластика – толщина
стенок в модели должна составлять не менее 1 мм, иначе программное
обеспечение принтера может просто «не увидеть» элементы тоньше и не
пропечатать их. Стандартная толщина слоя для печати из ABS-пластика
составляет 0.2 мм, чем больше слоев пластика сцеплены между собой, тем
прочнее и качественнее получается изделие. Например, на рисунке 9.4а
показана модель, в которой отмечены толщины стенок в «опасных» для ABS-
печати местах. А на рисунке 9.4б – как программное обеспечение для
принтера сформировалось задание на печать данной модели.
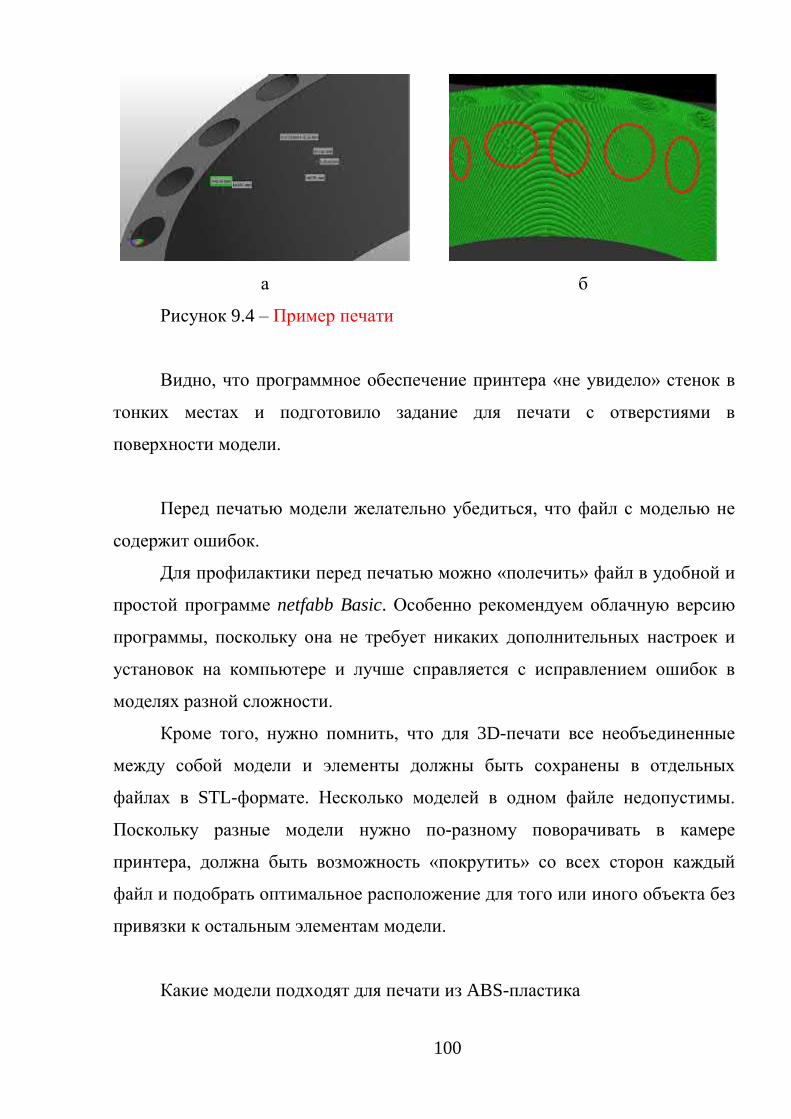
100
а б
Рисунок 9.4 – Пример печати
Видно, что программное обеспечение принтера «не увидело» стенок в
тонких местах и подготовило задание для печати с отверстиями в
поверхности модели.
Перед печатью модели желательно убедиться, что файл с моделью не
содержит ошибок.
Для профилактики перед печатью можно «полечить» файл в удобной и
простой программе netfabb Basic. Особенно рекомендуем облачную версию
программы, поскольку она не требует никаких дополнительных настроек и
установок на компьютере и лучше справляется с исправлением ошибок в
моделях разной сложности.
Кроме того, нужно помнить, что для 3D-печати все необъединенные
между собой модели и элементы должны быть сохранены в отдельных
файлах в STL-формате. Несколько моделей в одном файле недопустимы.
Поскольку разные модели нужно по-разному поворачивать в камере
принтера, должна быть возможность «покрутить» со всех сторон каждый
файл и подобрать оптимальное расположение для того или иного объекта без
привязки к остальным элементам модели.
Какие модели подходят для печати из ABS-пластика
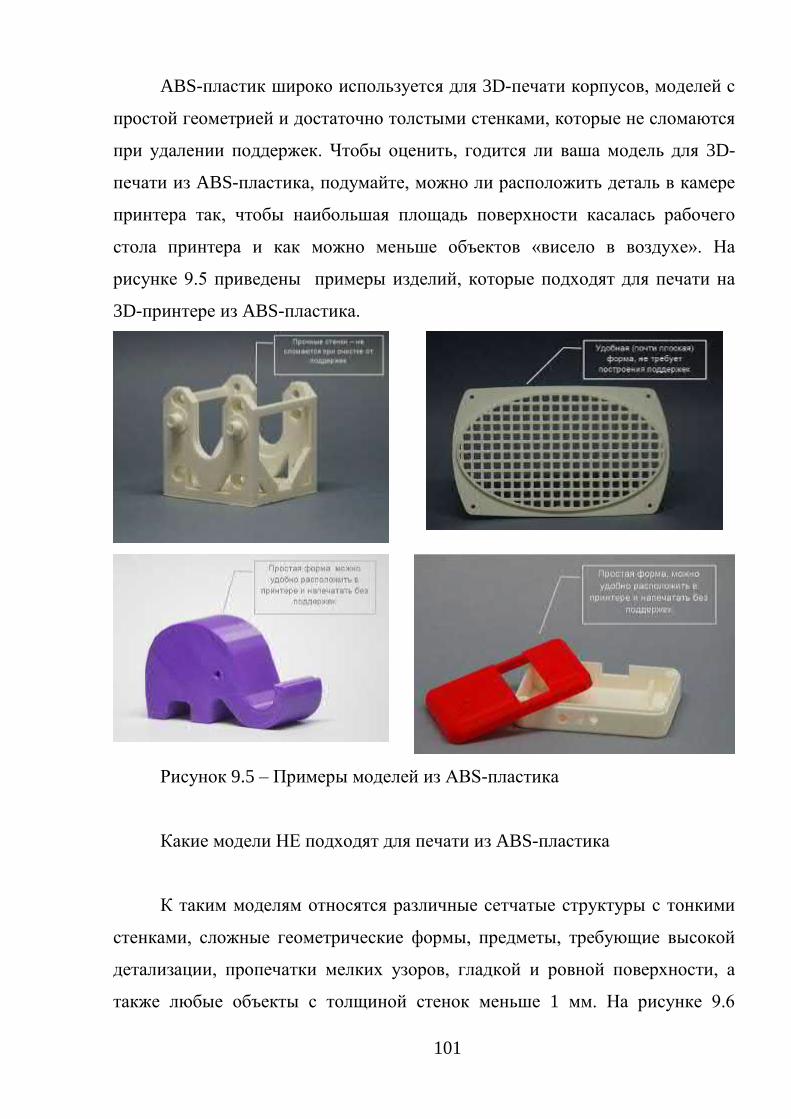
101
ABS-пластик широко используется для 3D-печати корпусов, моделей с
простой геометрией и достаточно толстыми стенками, которые не сломаются
при удалении поддержек. Чтобы оценить, годится ли ваша модель для 3D-
печати из ABS-пластика, подумайте, можно ли расположить деталь в камере
принтера так, чтобы наибольшая площадь поверхности касалась рабочего
стола принтера и как можно меньше объектов «висело в воздухе». На
рисунке 9.5 приведены примеры изделий, которые подходят для печати на
3D-принтере из ABS-пластика.
Рисунок 9.5 – Примеры моделей из ABS-пластика
Какие модели НЕ подходят для печати из ABS-пластика
К таким моделям относятся различные сетчатые структуры с тонкими
стенками, сложные геометрические формы, предметы, требующие высокой
детализации, пропечатки мелких узоров, гладкой и ровной поверхности, а
также любые объекты с толщиной стенок меньше 1 мм. На рисунке 9.6
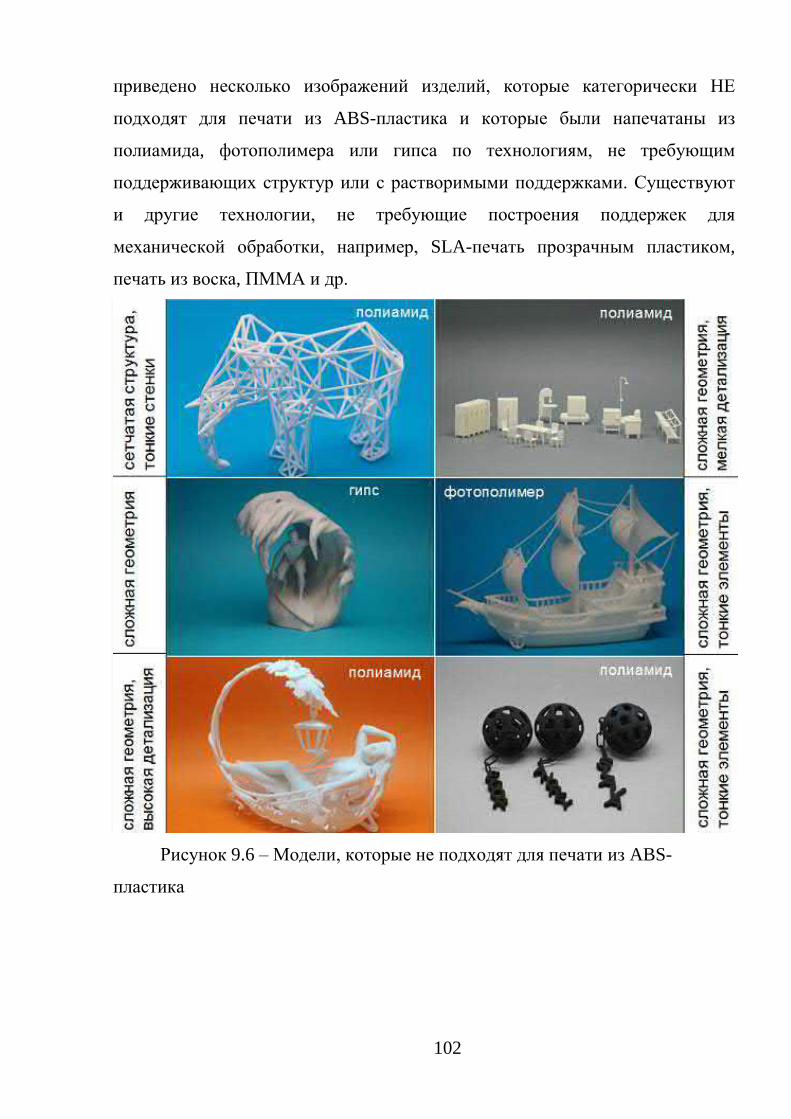
102
приведено несколько изображений изделий, которые категорически НЕ
подходят для печати из ABS-пластика и которые были напечатаны из
полиамида, фотополимера или гипса по технологиям, не требующим
поддерживающих структур или с растворимыми поддержками. Существуют
и другие технологии, не требующие построения поддержек для
механической обработки, например, SLA-печать прозрачным пластиком,
печать из воска, ПММА и др.
Рисунок 9.6 – Модели, которые не подходят для печати из ABS-
пластика
103
10 ПОДГОТОВКА 3D-МОДЕЛИ К ПЕЧАТИ
Чтобы 3D-принтер мог принять вашу 3D-модель и не взбунтоваться,
нужно её как следует приготовить.
Экспортируйте 3D-модель в нужный формат – чаще всего для печати
на 3D-принтере принимаются файлы формата STL и WRL – для развертки
цветов при печати многоцветным гипсом к WRL файлу необходимо
приложить .jpg или .png файл с текстурой.
Проверьте, что файл с 3D-моделью не превышает допустимых
размеров не более 50 МБ.
Убедитесь, что ваша модель по минимальным и максимальным
размерам соответствует требованиям 3D-печати из выбранного материала.
3D принтеры для печати из того или иного материала имеют разные
габаритные ограничения.
В процессе создания модели проверьте толщины стенок, параметры
выпуклых или выгравированных деталей и т.п.
Удостоверьтесь, что ваша 3D-модель «не вывернута наизнанку». Для
этого все нормали должны быть ориентированы наружу – это позволяет 3D-
принтеру определить внутреннюю и внешнюю поверхность модели.
Проконтролируйте, чтобы в вашей 3D-модели не было дырок в
полигональной сетке. Помните основное требование моделирования для 3D-
печати – модель должна быть «водонепроницаемой», т.е. иметь закрытую
полигональную сетку.
Убедитесь, что в 3D-модели:
− нет наложенных друг на друга полигонов,
− каждый полигон имеет заданную толщину (нет полигонов с
нулевой толщиной),
− отсутствуют внутренние полигоны (внутри модели, например,
внутри стенок, нет граней),
− каждое ребро имеет не более двух смежных граней (полигонов),
104
− отсутствуют совпадающие ребра - созданные в одном и том же
месте ребра объединены в одно общее ребро.
Если же после загрузки оказалось, что вы что-то упустили и в 3D-
модели есть ошибки, для простого и быстрого «лечения» модели
рекомендуем воспользоваться программой Netfabb, которая исправляет более
95% наиболее распространенных ошибок моделирования для 3D-печати.
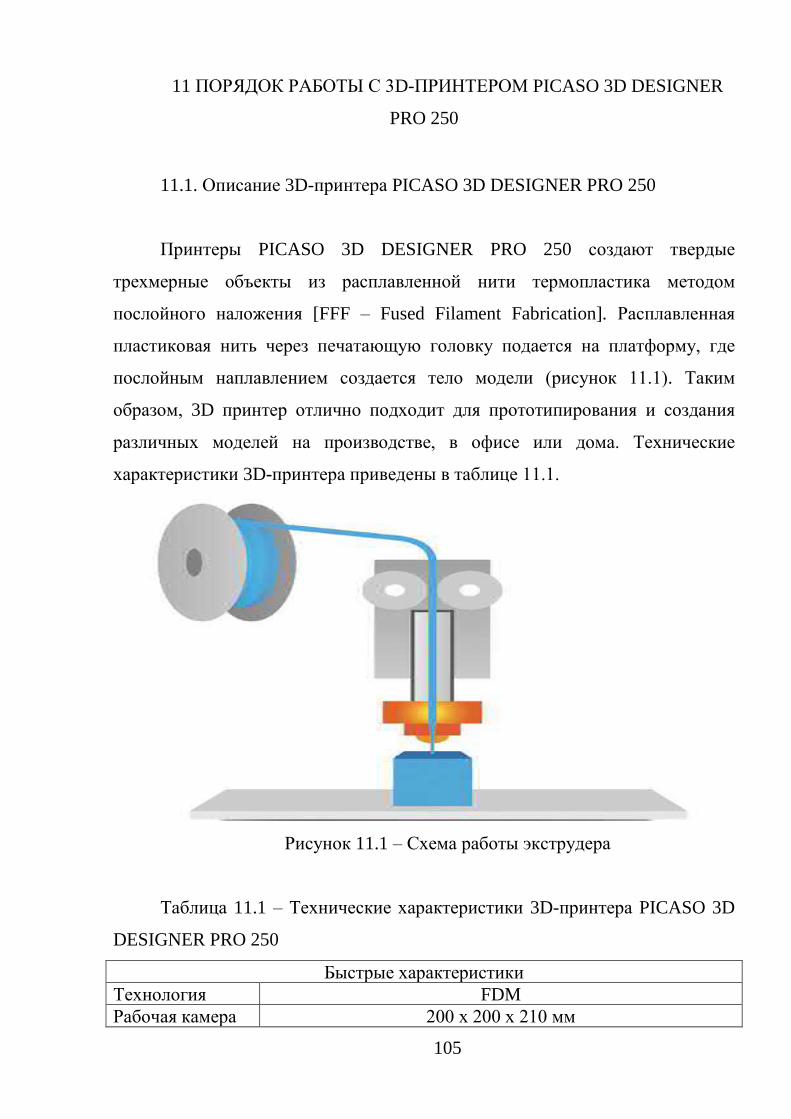
105
11 ПОРЯДОК РАБОТЫ С 3D-ПРИНТЕРОМ PICASO 3D DESIGNER
PRO 250
11.1. Описание 3D-принтера PICASO 3D DESIGNER PRO 250
Принтеры PICASO 3D DESIGNER PRO 250 создают твердые
трехмерные объекты из расплавленной нити термопластика методом
послойного наложения [FFF – Fused Filament Fabrication]. Расплавленная
пластиковая нить через печатающую головку подается на платформу, где
послойным наплавлением создается тело модели (рисунок 11.1). Таким
образом, 3D принтер отлично подходит для прототипирования и создания
различных моделей на производстве, в офисе или дома. Технические
характеристики 3D-принтера приведены в таблице 11.1.
Рисунок 11.1 – Схема работы экструдера
Таблица 11.1 – Технические характеристики 3D-принтера PICASO 3D
DESIGNER PRO 250
Быстрые характеристики
Технология FDM
Рабочая камера 200 x 200 x 210 мм
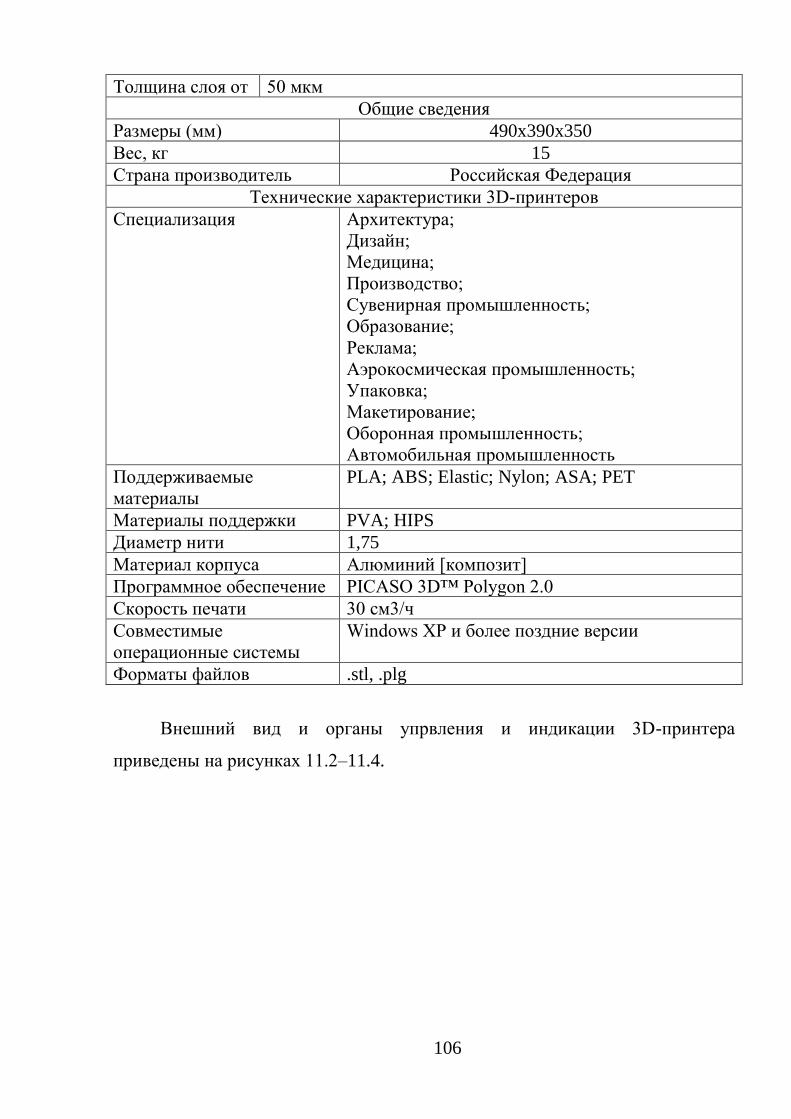
106
Толщина слоя от 50 мкм
Общие сведения
Размеры (мм) 490x390x350
Вес, кг 15
Страна производитель Российская Федерация
Технические характеристики 3D-принтеров
Специализация Архитектура;
Дизайн;
Медицина;
Производство;
Сувенирная промышленность;
Образование;
Реклама;
Аэрокосмическая промышленность;
Упаковка;
Макетирование;
Оборонная промышленность;
Автомобильная промышленность
Поддерживаемые
материалы
PLA; ABS; Elastic; Nylon; ASA; PET
Материалы поддержки PVA; HIPS
Диаметр нити 1,75
Материал корпуса Алюминий [композит]
Программное обеспечение PICASO 3D™ Polygon 2.0
Скорость печати 30 см3/ч
Совместимые
операционные системы
Windows XP и более поздние версии
Форматы файлов .stl, .plg
Внешний вид и органы упрвления и индикации 3D-принтера
приведены на рисунках 11.2–11.4.
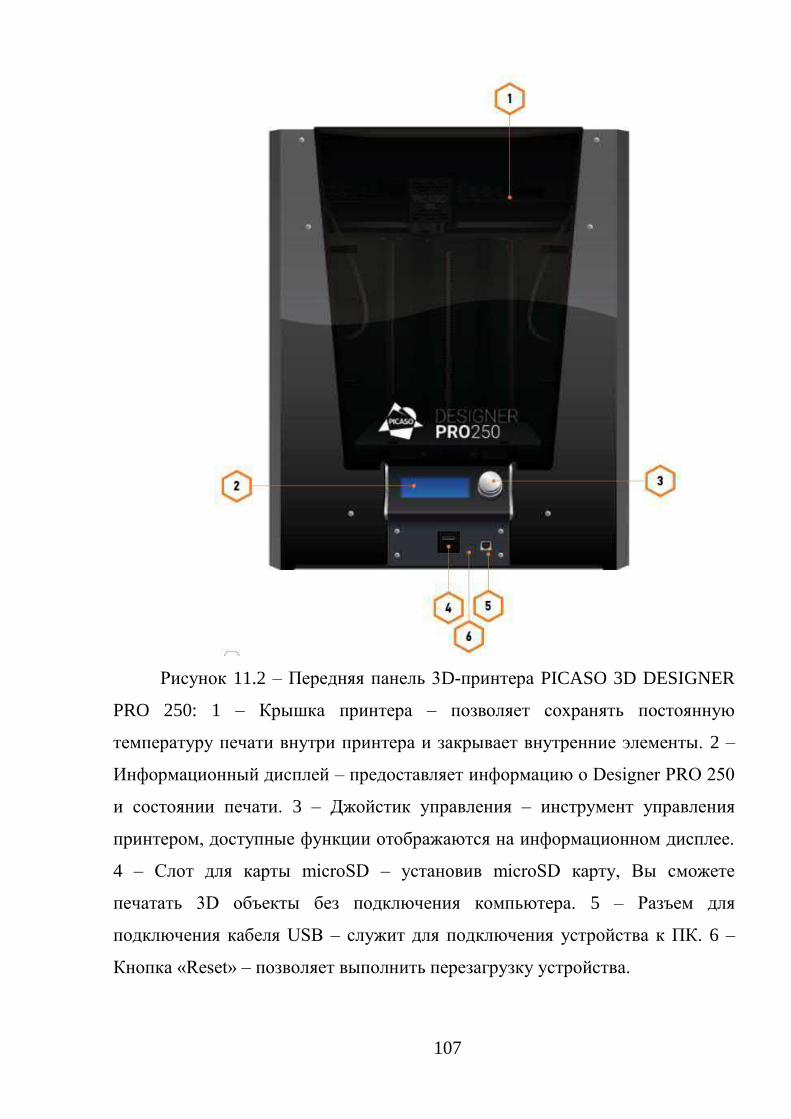
107
Рисунок 11.2 – Передняя панель 3D-принтера PICASO 3D DESIGNER
PRO 250: 1 – Крышка принтера – позволяет сохранять постоянную
температуру печати внутри принтера и закрывает внутренние элементы. 2 –
Информационный дисплей – предоставляет информацию о Designer PRO 250
и состоянии печати. 3 – Джойстик управления – инструмент управления
принтером, доступные функции отображаются на информационном дисплее.
4 – Слот для карты microSD – установив microSD карту, Вы сможете
печатать 3D объекты без подключения компьютера. 5 – Разъем для
подключения кабеля USB – служит для подключения устройства к ПК. 6 –
Кнопка «Reset» – позволяет выполнить перезагрузку устройства.
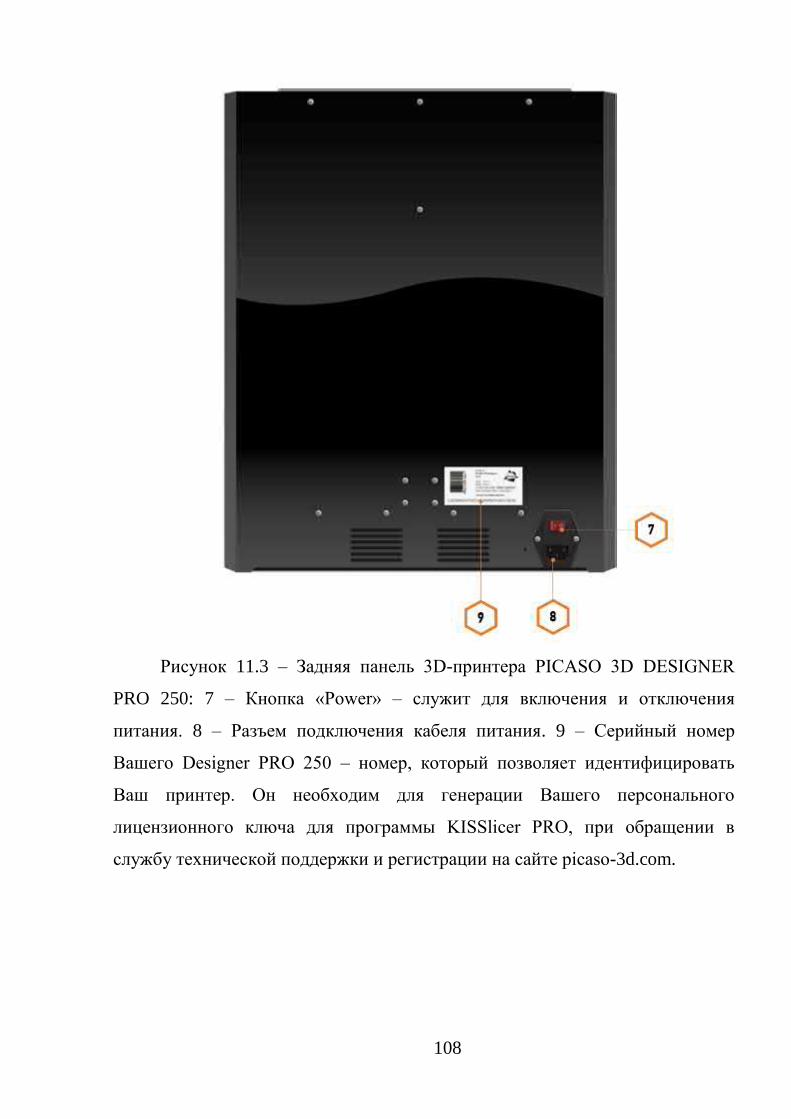
108
Рисунок 11.3 – Задняя панель 3D-принтера PICASO 3D DESIGNER
PRO 250: 7 – Кнопка «Power» – служит для включения и отключения
питания. 8 – Разъем подключения кабеля питания. 9 – Серийный номер
Вашего Designer PRO 250 – номер, который позволяет идентифицировать
Ваш принтер. Он необходим для генерации Вашего персонального
лицензионного ключа для программы KISSlicer PRO, при обращении в
службу технической поддержки и регистрации на сайте picaso-3d.com.
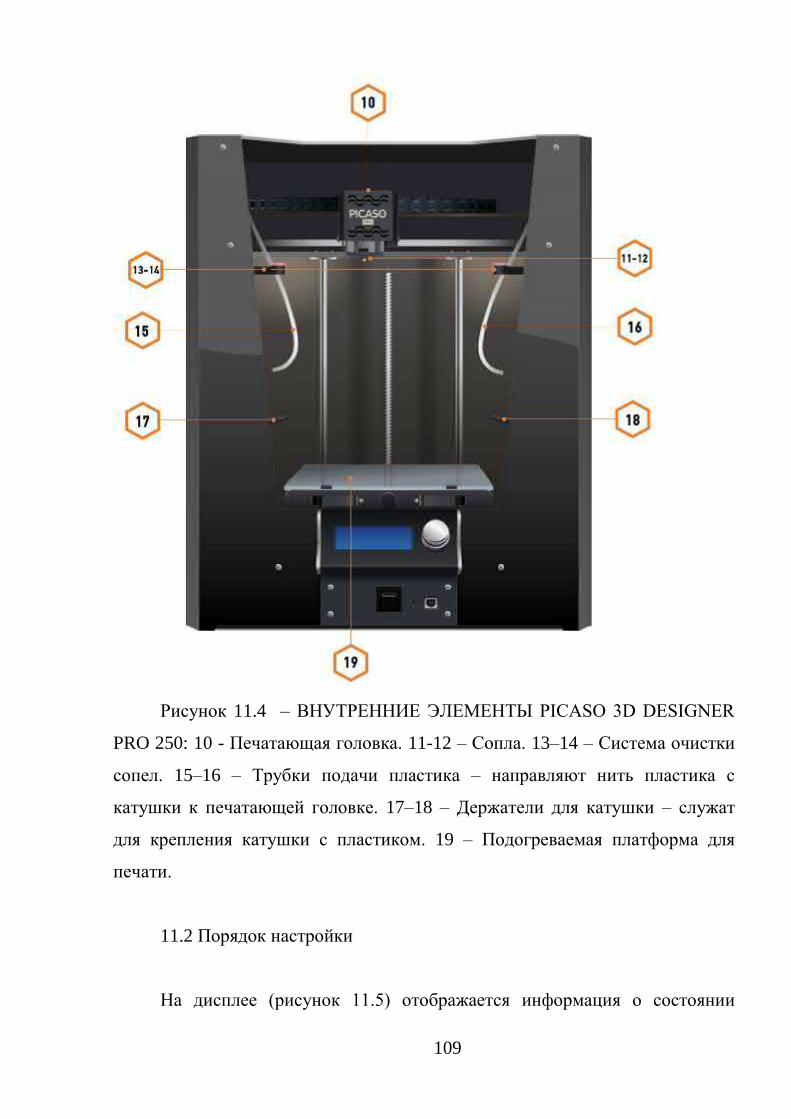
109
Рисунок 11.4 – ВНУТРЕННИЕ ЭЛЕМЕНТЫ PICASO 3D DESIGNER
PRO 250: 10 - Печатающая головка. 11-12 – Сопла. 13–14 – Система очистки
сопел. 15–16 – Трубки подачи пластика – направляют нить пластика с
катушки к печатающей головке. 17–18 – Держатели для катушки – служат
для крепления катушки с пластиком. 19 – Подогреваемая платформа для
печати.
11.2 Порядок настройки
На дисплее (рисунок 11.5) отображается информация о состоянии
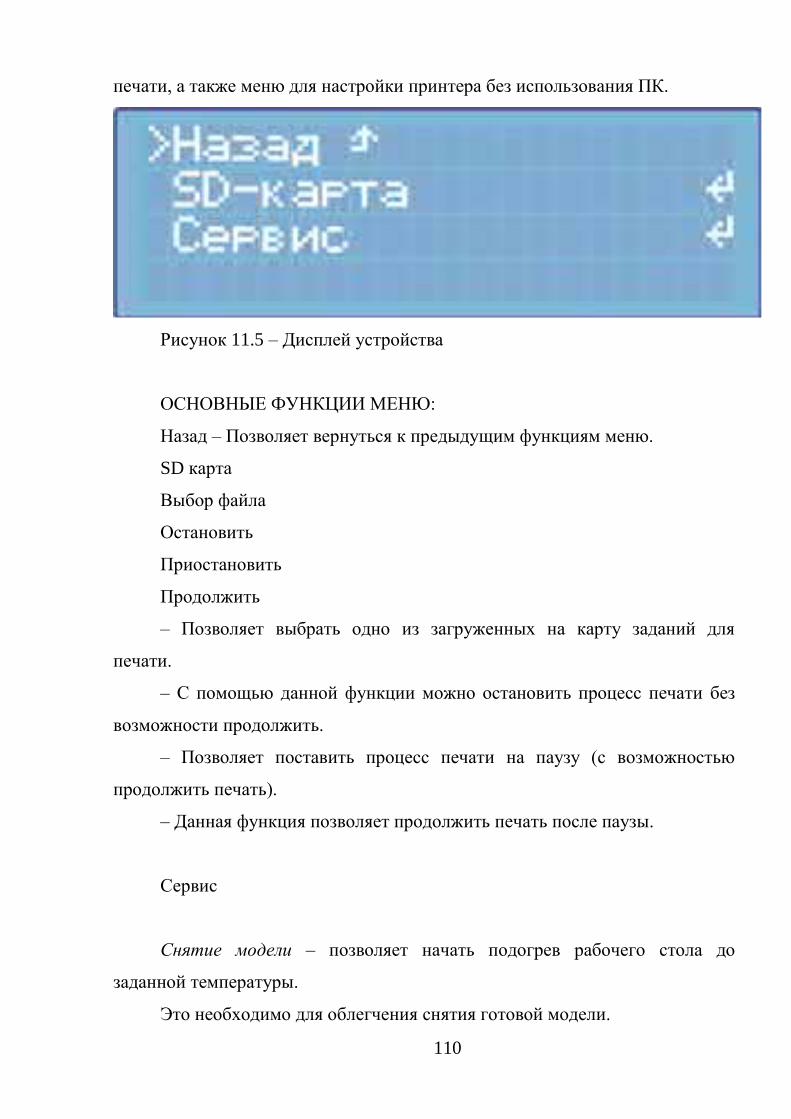
110
печати, а также меню для настройки принтера без использования ПК.
Рисунок 11.5 – Дисплей устройства
ОСНОВНЫЕ ФУНКЦИИ МЕНЮ:
Назад – Позволяет вернуться к предыдущим функциям меню.
SD карта
Выбор файла
Остановить
Приостановить
Продолжить
– Позволяет выбрать одно из загруженных на карту заданий для
печати.
– С помощью данной функции можно остановить процесс печати без
возможности продолжить.
– Позволяет поставить процесс печати на паузу (с возможностью
продолжить печать).
– Данная функция позволяет продолжить печать после паузы.
Сервис
Снятие модели – позволяет начать подогрев рабочего стола до
заданной температуры.
Это необходимо для облегчения снятия готовой модели.

111
Деталь PLA / Деталь ABS – Позволяет выбрать тип используемого
пластика.
Примечание: После нагрева детали рекомендуется подождать 1-2
минуты перед снятием.
Сменить пластик – позволяет производить последовательное
извлечение и заправку расходного материала.
Сопло 1 / Сопло 2 / Сопло 1 + 2 – Позволяет выбрать сопло для замены
пластика.
Извлечь пластик – позволяет автоматически извлечь пластик.
Сопло 1 / Сопло 2 / Сопло 1 + 2 – Позволяет выбрать сопло для
извлечения пластика.
Заправить пластик – позволяет автоматически заправить пластик.
Сопло 1 / Сопло 2 / Сопло 1 + 2 – Позволяет выбрать сопло для
заправки пластика.
Настройка стола – позволяет откалибровать стол для печати.
Примечание: При выборе данной функции происходит нагрев
экструдера до 230 °С и стола до 50 °С.
Сервис сопла – позволяет автоматически нагреть сопло для его
последующей замены.
Сопло 1 / Сопло 2 – Позволяет выбрать сопло для замены.
Преднагрев – позволяет произвести преднагрев сопел и стола перед
началом печати.
Деталь PLA / Деталь ABS – Необходимо выбрать тип используемого
пластика.
112
Смещение сопла – позволяет откалибровать смещение второго сопла
относительно первого.
Смещение по Х / Смещение по Y – Позволяет выбрать ось смещения.
Калибровка ОХ; Y; Z Калибровка ОХ / Калибровка Y / Калибровка Z –
Калибровка нуля осей координат, которая необходима для обеспечения
правильной очистки сопел во время печати и правильного позиционирования
принтера.
ВНИМАНИЕ! Не рекомендуется сбивать данную настройку, она
проводится на производстве PICASO 3D. Калибровка по Х и Y – это
смещение сопла относительно систем для очистки сопел. Калибровка по Z –
расстояние первого сопла от стекла рабочей платформы, т.н. настройка
прижима сопла к столу. Нормы данной настройки от –0,15 до 0,15.
О принтере – позволяет просмотреть общую информацию об
устройстве.
11.3 Используемые расходные материалы
ABS - наиболее распространенный ударопрочный термопластик на
основе каучука. При нагревании выделяет характерный запах, а также имеет
склонность к усадке. Использование 3D принтера с закрытой камерой и
подогреваемой платформой позволит избежать деформации модели в
процессе печати за счёт равномерного нагрева и постепенного охлаждения
материала. ABS пластик растворяется в ацетоне. С помощью ацетона можно
склеивать между собой детали и придавать поверхности изделия глянцевый
вид. ABS широко используется в приборостроении, робототехнике, а также
при создании механических и движущихся частей.
113
PLA – один из самых экологичных материалов, предназначенных для
3D печати. Данный пластик позволяет печатать большие изделия на всю
рабочую поверхность стола без использования подогреваемой платформы,
более устойчив к ацетону (в сравнении с ABS) и плохо поддаётся
последующей обработке. Период разрушения PLA пластика составляет около
2-х лет. Как правило, PLA используется для создания архитектурных
макетов, детских игрушек и медицинских принадлежностей. В отличие от
большинства полимеров, PLA пластик не имеет температурных деформаций
и усадки, а также характерного запаха во время печати. Данный пластик
наилучшим образом подходит для новичков и безопасен для использования в
образовательных учреждениях.
HIPS – широко распространенный пластик на основе стирола и
каучука, применяемый в основном для печати поддержек. Изделия из него
легко поддаются механической обработке, устойчивы к ударным нагрузкам и
эластичны. Готовые модели характеризуются относительной устойчивостью
к влиянию щелочей, масел, пониженной электроизоляцией и долговременно
сохраняют накопленное тепло. HIPS широко используется в архитектуре и
строительстве, а также для изготовления корпусов и элементов в
приборостроении. Для растворения данного типа пластика используется D-
Лимонен.
D-Лимонен – бесцветная жидкость с ярко выраженным цитрусовым
запахом. Лимонен достаточно хорошо растворяет жиры, облегчая их
смешивание, выступает замечательной альтернативой токсичным
растворителям, таким как спирт или ацетон.
PVA – ключевой особенностью данного пластика является способность
растворяться в воде, что во многом и определяет сферу его использования.
PVA пластик это исключительно вспомогательный материал, который
необходим для создания сложных геометрических фигур и механизмов. Из-за
низкой прочности, PVA пластик может быть использован только в качестве
поддержки и разделителя при печати сложных составных деталей.

114
115
12 ПЕЧАТЬ МОДЕЛЕЙ НА 3D-ПРИНТЕРЕ
12.1 Техника безопасности при работе с устройствами 3D-печати Picaso
3D Designer
Перед началом работы на оборудовании необходимо ознакомиться с
полной инструкцией о технике безопасности и внимательно прочитайте
правила эксплуатации.
Эти предупреждающие символы стоят перед каждым сообщением о
соблюдении безопасности в данном руководстве. Они указывают на
потенциальные угрозы безопасности, которые могут причинить вред Вам или
окружающим или вызвать повреждение Вашего имущества (рисунок 11.1).
Рисунок 12.1 – Типы предупреждений
ПРЕДУПРЕЖДЕНИЯ:
НЕ устанавливайте PICASO 3D Designer на неровную, неустойчивую
или мягкую поверхность.
НЕ подвергайте воздействию жидкостей.
НЕ помещайте PICASO 3D Designer в пыльную или влажную среду.
НЕ подвергайте принтер воздействию магнитных или электрических
полей.
ЗАПРЕЩАЕТСЯ! Использование устройства без стекла на
подогреваемой платформе.
ВНИМАНИЕ! Отдельные узлы настольного 3D-принтера PICASO
3D Designer работают при высокой температуре. Во избежание
ожогов, будьте осторожны и не прикасайтесь к нагреваемым
поверхностям, в процессе печати и сервисного обслуживания
принтера. Всегда давайте PICASO 3D Designer не менее 5 минут на
охлаждение, прежде чем открывать крышку.
116
ВНИМАНИЕ! 3D-принтер PICASO 3D Designer имеет подвижные
детали. Избегайте попадания посторонних предметов внутрь
работающего устройства. Это может привести к поломке прибора
или получению травмы.
ВНИМАНИЕ! Во время работы устройства может появиться
специфический запах расплавленного пластика. Это является
особенностью технологии печати. Рекомендуем установить PICASO
3D Designer в хорошо проветриваемом помещении. Не оставляйте
работающий прибор без присмотра.
Обращайтесь с PICASO 3D Designer бережно - он содержит
чувствительные электронные компоненты, которые могут
повредиться при ударе или падении.
ВНИМАНИЕ! Используйте только сертифицированные расходные
материалы. Использование сторонних расходных материалов может
влиять на стабильность и качество работы устройства.
ОСТОРОЖНО! При возникновении проблемы отключите кабель
питания от электрической розетки. Не используйте поврежденные
кабели для работы 3D-принтера.
ЗАПРЕЩАЕТСЯ! Включение принтера в розетку, не имеющую
заземления.
12.2 Включение 3D-принтера
После извлечения принтера Designer PRO 250 из коробки, его
необходимо установить на ровную устойчивую поверхность и подключить
кабель питания (идет в комплекте) в электрическую розетку 220В. Далее
нажать клавишу включения электрического питания.
Разъем и клавиша находятся с задней стороны принтера (рисунок 12.2).

117
Рисунок 12.2 – Подготовка поверхности платформы для печати
В комплекте с принтером Designer PRO 250 поставляется средство для
увеличения адгезии в виде аэрозоля (рисунок 12.3).
Рисунок 12.3 – Аэрозоль для увеличения адгезии 3D-модели к
платформе
Мы рекомендуем использовать аэрозоль с любыми материалами и при
любых температурах платформы для печати. Для качественного результата
работы принтера, необходимо наносить аэрозоль перед каждой печатью.
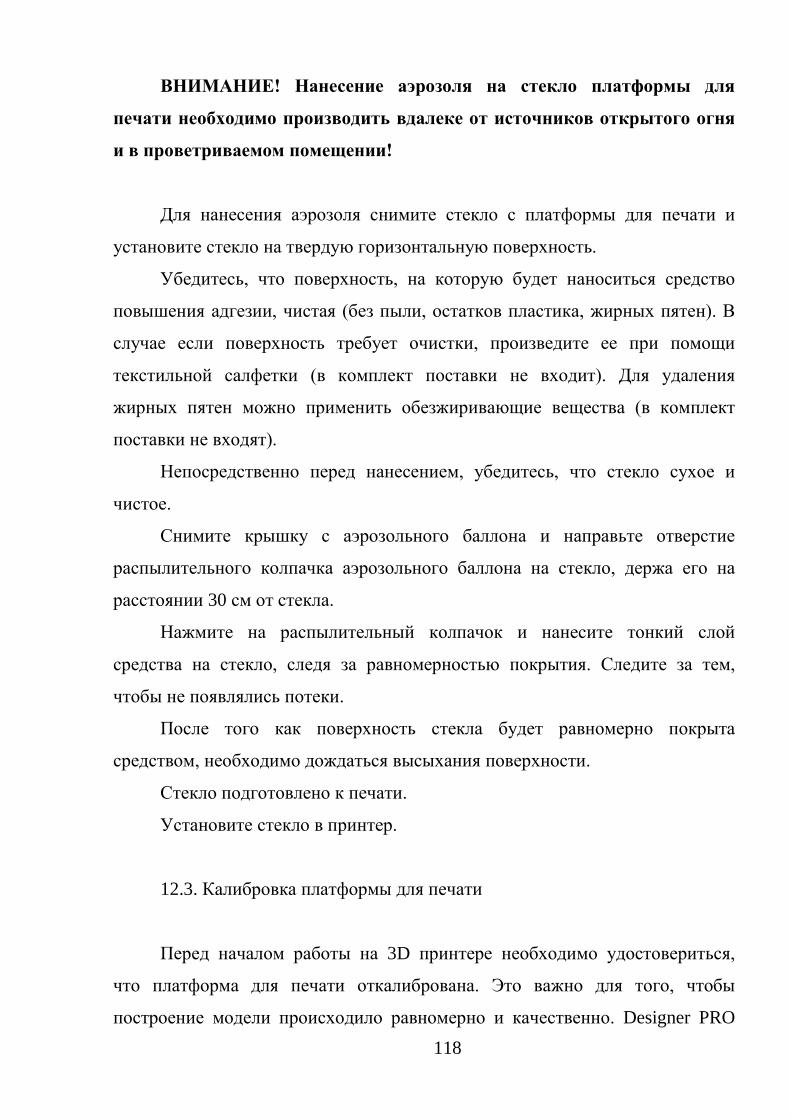
118
ВНИМАНИЕ! Нанесение аэрозоля на стекло платформы для
печати необходимо производить вдалеке от источников открытого огня
и в проветриваемом помещении!
Для нанесения аэрозоля снимите стекло с платформы для печати и
установите стекло на твердую горизонтальную поверхность.
Убедитесь, что поверхность, на которую будет наноситься средство
повышения адгезии, чистая (без пыли, остатков пластика, жирных пятен). В
случае если поверхность требует очистки, произведите ее при помощи
текстильной салфетки (в комплект поставки не входит). Для удаления
жирных пятен можно применить обезжиривающие вещества (в комплект
поставки не входят).
Непосредственно перед нанесением, убедитесь, что стекло сухое и
чистое.
Снимите крышку с аэрозольного баллона и направьте отверстие
распылительного колпачка аэрозольного баллона на стекло, держа его на
расстоянии 30 см от стекла.
Нажмите на распылительный колпачок и нанесите тонкий слой
средства на стекло, следя за равномерностью покрытия. Следите за тем,
чтобы не появлялись потеки.
После того как поверхность стекла будет равномерно покрыта
средством, необходимо дождаться высыхания поверхности.
Стекло подготовлено к печати.
Установите стекло в принтер.
12.3. Калибровка платформы для печати
Перед началом работы на 3D принтере необходимо удостовериться,
что платформа для печати откалибрована. Это важно для того, чтобы
построение модели происходило равномерно и качественно. Designer PRO

119
250 оснащен автоматическим механизмом калибровки. Процесс калибровки,
после прогрева, занимает несколько секунд.
Убедитесь, что ваш принтер подключен к сети и готов к работе.
В меню принтера выберете пункт «Сервис» (рисунок 12.3).
Рисунок 12.3 – Калибровка платформы для печати
Нажмите на Джойстик управления. Вращая Джойстик, выберете пункт
«Настройка стола» и нажмите на Джойстик управления.
Принтер начнет подготовку к калибровке. Платформа для печати будет
нагреваться до 50 градусов. После прогрева стола автоматически начнется,
прогрев сопел до 230 градусов.
ОСТОРОЖНО! Во избежание ожогов избегайте прикосновения к
нагретым поверхностям.
После прогрева сопел печатающая головка переместится в точку 1 и
произойдет автоматический замер расстояния между печатающей головкой и
платформой для печати. В меню принтера появится сообщение: «Открутите
средний фиксатор и нажмите на кнопку» (рисунок 12.4).
Рисунок 12.4 – Калибровка платформы для печати
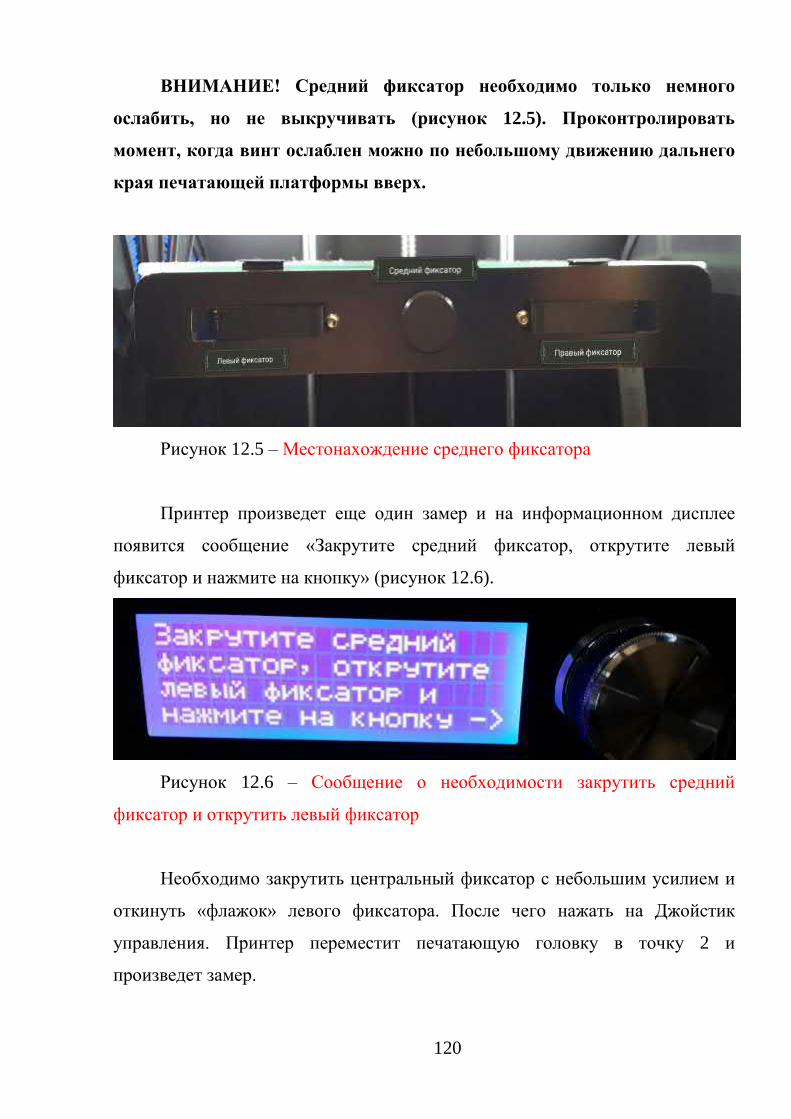
120
ВНИМАНИЕ! Средний фиксатор необходимо только немного
ослабить, но не выкручивать (рисунок 12.5). Проконтролировать
момент, когда винт ослаблен можно по небольшому движению дальнего
края печатающей платформы вверх.
Рисунок 12.5 – Местонахождение среднего фиксатора
Принтер произведет еще один замер и на информационном дисплее
появится сообщение «Закрутите средний фиксатор, открутите левый
фиксатор и нажмите на кнопку» (рисунок 12.6).
Рисунок 12.6 – Сообщение о необходимости закрутить средний
фиксатор и открутить левый фиксатор
Необходимо закрутить центральный фиксатор с небольшим усилием и
откинуть «флажок» левого фиксатора. После чего нажать на Джойстик
управления. Принтер переместит печатающую головку в точку 2 и
произведет замер.

121
На информационном дисплее появится сообщение «Закрутите левый
фиксатор, открутите правый фиксатор и нажмите на кнопку» (рисунок 12.7).
Рисунок 12.7 – Сообщение о необходимости закрутить левый фиксатор
и открутить правый фиксатор
Необходимо закрыть левый фиксатор и открыть правый фиксатор.
После того как будет открыт правый фиксатор нажмите на Джойстик
управления. Принтер переместит печатающую головку в точку 3 и
произведет замер.
На информационном дисплее появится сообщение «Закрутите правый
фиксатор и нажмите на кнопку» (рисунок 12.8).
Рисунок 12.8 – Сообщение о необходимости закрутить правый
фиксатор
Необходимо закрыть правый фиксатор и нажать на Джойстик
управления.
Калибровка платформы для печати завершена.
12.4 Заправка пластика
В комплект поставки Designer PRO 250 входят две катушки пластика.

122
Перед началом работы необходимо установить их в 3D принтер. Для этого в
меню принтера необходимо выбрать пункт «Сервис», нажать на Джойстик и
после этого выбрать пункт «Заправить пластик» и снова нажать на джойстик
управления (рисунок 12.9).
Рисунок 12.9 – Начало процедуры заправки пластика
Появится меню выбора (рисунок 12.10).
Рисунок 12.10 – Выбор пункта «Сопло 1+2»
Необходимо выбрать пункт «Сопло 1+2».
Произойдёт нагрев сопла до температуры 230 градусов (рисунок 12.11).
Рисунок 12.11 – Прогрев сопла
После прогрева сопел появится надпись: «После заправки нажмите на
кнопку» (рисунок 11.12).

123
Рисунок 12.12 – Принтер готов к заправке пластика
Необходимо установить катушки пластика в принтер (сначала левую,
потом правую).
Свободный конец пластиковой нити необходимо заправить в трубку
так, как показано на рисунке 12.13:
Рисунок 12.13 – Заправка пластика в трубку
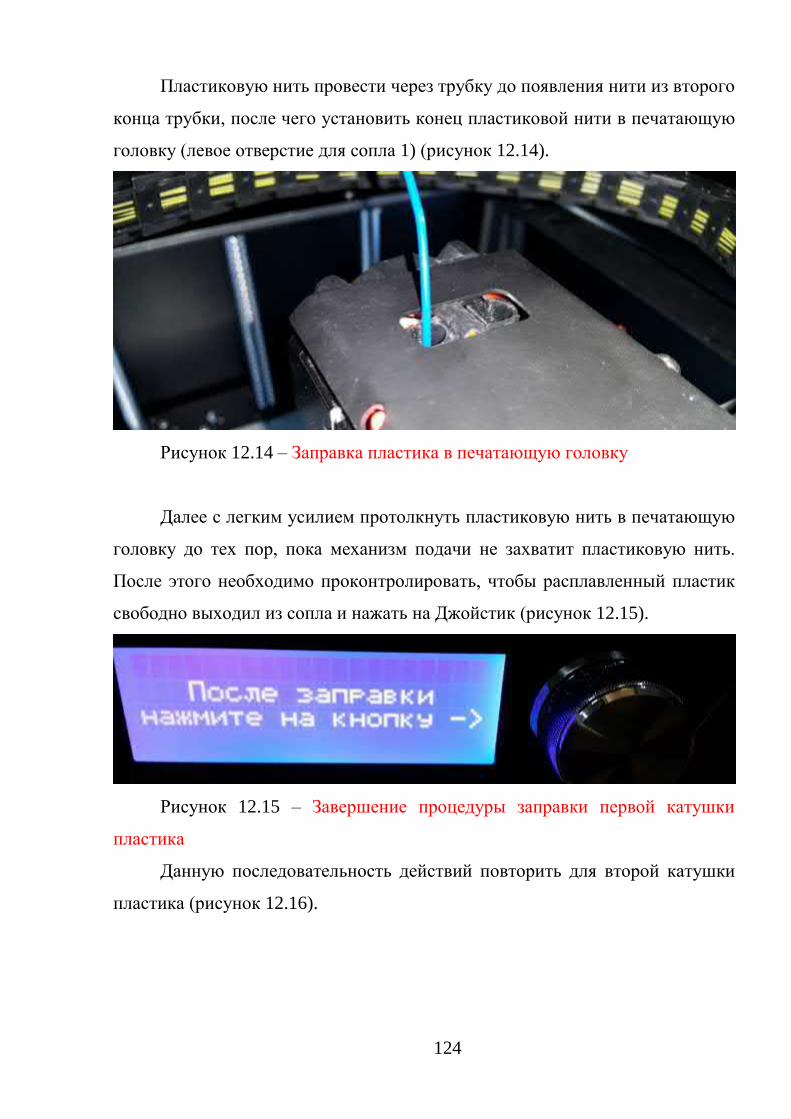
124
Пластиковую нить провести через трубку до появления нити из второго
конца трубки, после чего установить конец пластиковой нити в печатающую
головку (левое отверстие для сопла 1) (рисунок 12.14).
Рисунок 12.14 – Заправка пластика в печатающую головку
Далее с легким усилием протолкнуть пластиковую нить в печатающую
головку до тех пор, пока механизм подачи не захватит пластиковую нить.
После этого необходимо проконтролировать, чтобы расплавленный пластик
свободно выходил из сопла и нажать на Джойстик (рисунок 12.15).
Рисунок 12.15 – Завершение процедуры заправки первой катушки
пластика
Данную последовательность действий повторить для второй катушки
пластика (рисунок 12.16).
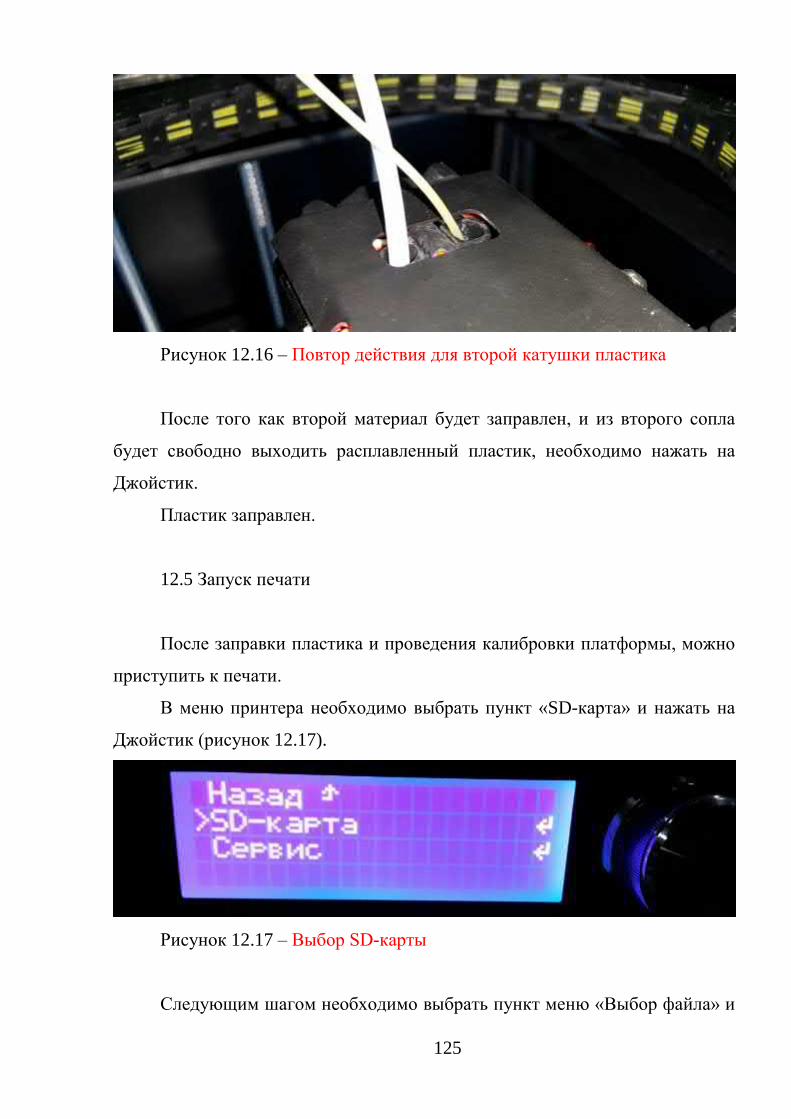
125
Рисунок 12.16 – Повтор действия для второй катушки пластика
После того как второй материал будет заправлен, и из второго сопла
будет свободно выходить расплавленный пластик, необходимо нажать на
Джойстик.
Пластик заправлен.
12.5 Запуск печати
После заправки пластика и проведения калибровки платформы, можно
приступить к печати.
В меню принтера необходимо выбрать пункт «SD-карта» и нажать на
Джойстик (рисунок 12.17).
Рисунок 12.17 – Выбор SD-карты
Следующим шагом необходимо выбрать пункт меню «Выбор файла» и
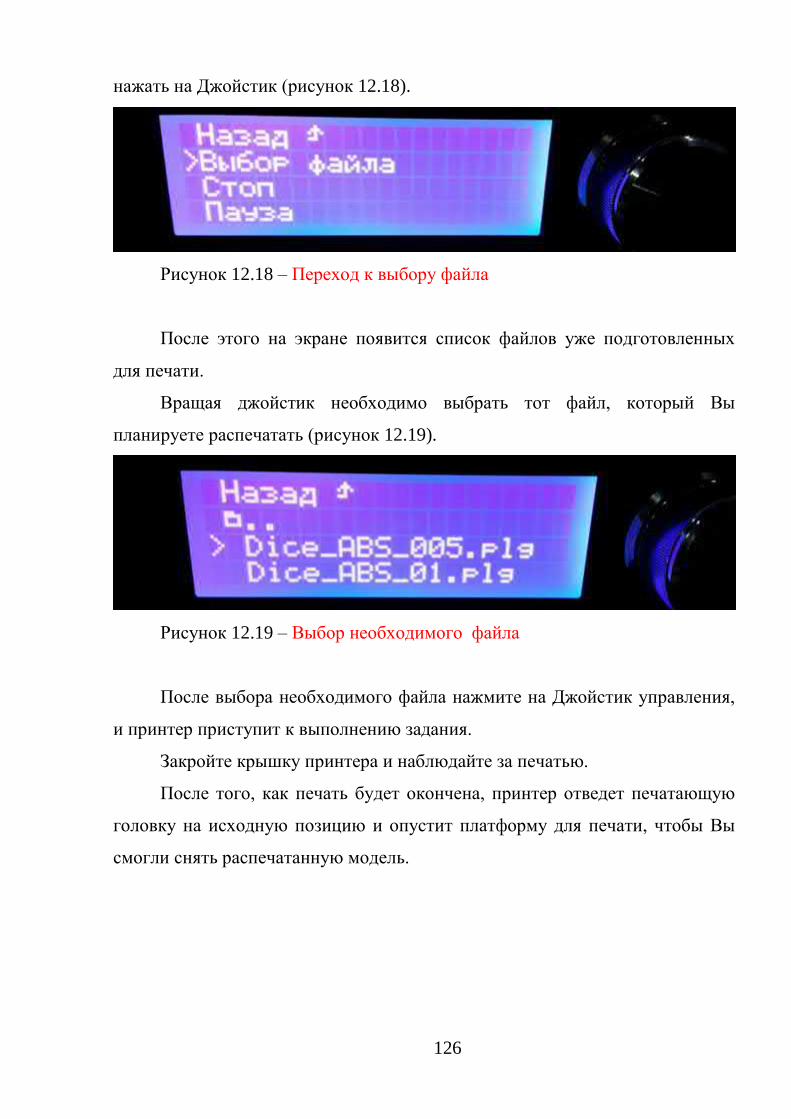
126
нажать на Джойстик (рисунок 12.18).
Рисунок 12.18 – Переход к выбору файла
После этого на экране появится список файлов уже подготовленных
для печати.
Вращая джойстик необходимо выбрать тот файл, который Вы
планируете распечатать (рисунок 12.19).
Рисунок 12.19 – Выбор необходимого файла
После выбора необходимого файла нажмите на Джойстик управления,
и принтер приступит к выполнению задания.
Закройте крышку принтера и наблюдайте за печатью.
После того, как печать будет окончена, принтер отведет печатающую
головку на исходную позицию и опустит платформу для печати, чтобы Вы
смогли снять распечатанную модель.
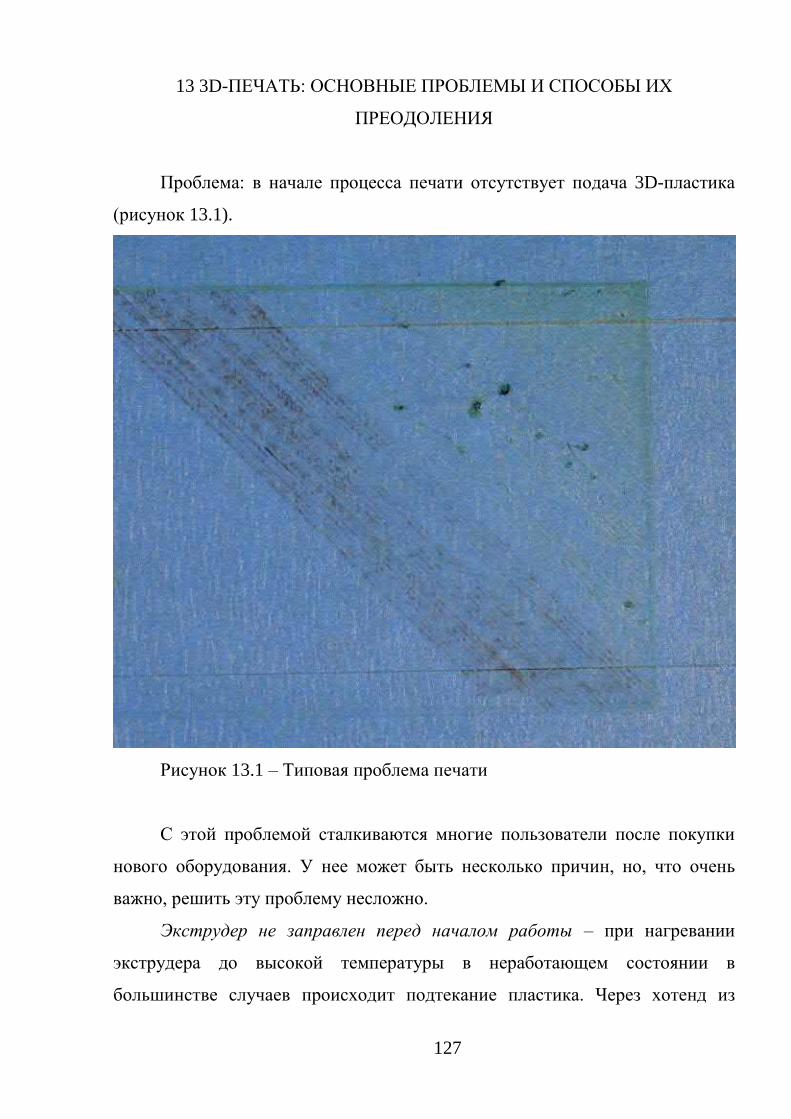
127
13 3D-ПЕЧАТЬ: ОСНОВНЫЕ ПРОБЛЕМЫ И СПОСОБЫ ИХ
ПРЕОДОЛЕНИЯ
Проблема: в начале процесса печати отсутствует подача 3D-пластика
(рисунок 13.1).
Рисунок 13.1 – Типовая проблема печати
С этой проблемой сталкиваются многие пользователи после покупки
нового оборудования. У нее может быть несколько причин, но, что очень
важно, решить эту проблему несложно.
Экструдер не заправлен перед началом работы – при нагревании
экструдера до высокой температуры в неработающем состоянии в
большинстве случаев происходит подтекание пластика. Через хотенд из
128
сопла начинается просачивание горячего платика, а внутри сопла образуются
пустоты. Протечка может иметь место в двух случаях: перед началом печати
или в конце работы. В первом - она происходит во время нагревания
экструдера, а во втором, когда он остывает. Чтобы избежать различных
затруднений и задержки из-за проблем с подачей пластика, следует перед
началом работы проверить готовность экструдера и полноту заполнения
сопла пластиком.
Еще один полезный метод печать так называемой «юбки» перед
печатью полноценной модели. «Юбкой» называют кольцо, которое
образуется вокруг будущей модели во время печати и заполнения экструдера
пластиком. Можно сделать несколько «юбок» в виде подготовки, что
возможно сделать с помощью специальных настроек в некоторых
программах 3D-печати. Некоторые экструдируют филамент вручную перед
началом работы, что допустимо при наличии на панели управления функции
«Jog Control»
Близкое расположение сопла к рабочей платформе и нарушенная
калибровка – в том случае, когда сопло располагается очень близко к
платформе, возникает нехватка места для выходящего пластика. Это
приведет к блокировке отверстия сопла и прекращению поступления
пластика. Признаком проблемы служит прекращение экструдиции пластика
на 1-2 слое и стабилизации с 3-4-го слоя. Если произвести калибровку
позиции по оси Z, то проблема будет решена. Нужно отрегулировать зазор
между соплом 3D-принтера и столом, как рекомендует инструкция к
оборудованию.
Сточение пластика о приводную шестеренку – во многих моделях 3D-
принтеров предусмотрена специальная шестеренка для проталкивания
филамента. В процессе работы происходит зацепление зубцами за филамент
зубцами и продвижение нити 3D пластика, как нужно. Обнаруженная около
принтера пластиковая стружка или ощущение «пропажи» филамента может
быть признаком того, что слишком много пластика было «съедено»
129
шестеренкой. Можно попробовать помочь оборудованию протолкнуть
пластик, но еще лучше проверить настройки скорости печати, параметры
ретракта и механическую наастройку экструдера при выборе филамента.
Засорение экструдера – все, что было описано выше, может и не
подходить под конкретную ситуацию. Тогда следует проверить экструдер на
предмет засорение. Такое случается в результате накопления различного
мусора в сопле или из-за долгого нахождения внутри горячего пластика. В
последнем случае это приводит к недостаточному охлаждению экструдера и
смягчению филамента в тех случаях, когда этого не должно быть по
определению. Для решения проблемы нужно прочистить экструдер. Но
предварительно тогда его нужно разобрать. Следует также сначала
внимательно ознакомиться с инструкцией, чтобы не возникло лишних
проблем при разборке и сборке конструкции. Возможно, лучше
предварительно проконсультироваться с производителем или продавцом.
Более простой метод - прочистка с помощью проволоки или струны.
Проблема: 3D-модель не прилипает к платформе, нет достаточной
адгезии
От надежности крепления первого слоя к платформе принтера зависит
очень многое, ведь на нем - первом слое - будут основываться последующие
слои. Иногда могут возникать с этим проблемы, которые провоцируют
некачественное построение моделей (рисунок 13.2).

130
Рисунок 13.2 – Типовая проблема печати
Для решения этой проблемы наработано несколько методов.
Рассмотрим самые частые причины этих проблем и пути их преодоления
Предварительно не выровнена платформа печати – большинство
моделей 3D-принтеров имеет настройки положения платформы. Для этого
предусмотрены винты или ручки. Если проблема не в них, то необходимо
проверить положением платформы. Перекошенная платформа означает
разное расстояние между ней и соплами. К чему это приводит, уже
говорилось выше. Настройку платформы можно выполнить с помощью
специальных функций программы для печати. Мастер установки сделает это
сам поэтапно. Команда «Bed leveling wizard», как правило, находится в меню
«Tools».
Большой зазор между соплом и рабочей платформой – после того, как
платформа выровнена, нужно проверить расстояние между соплом и
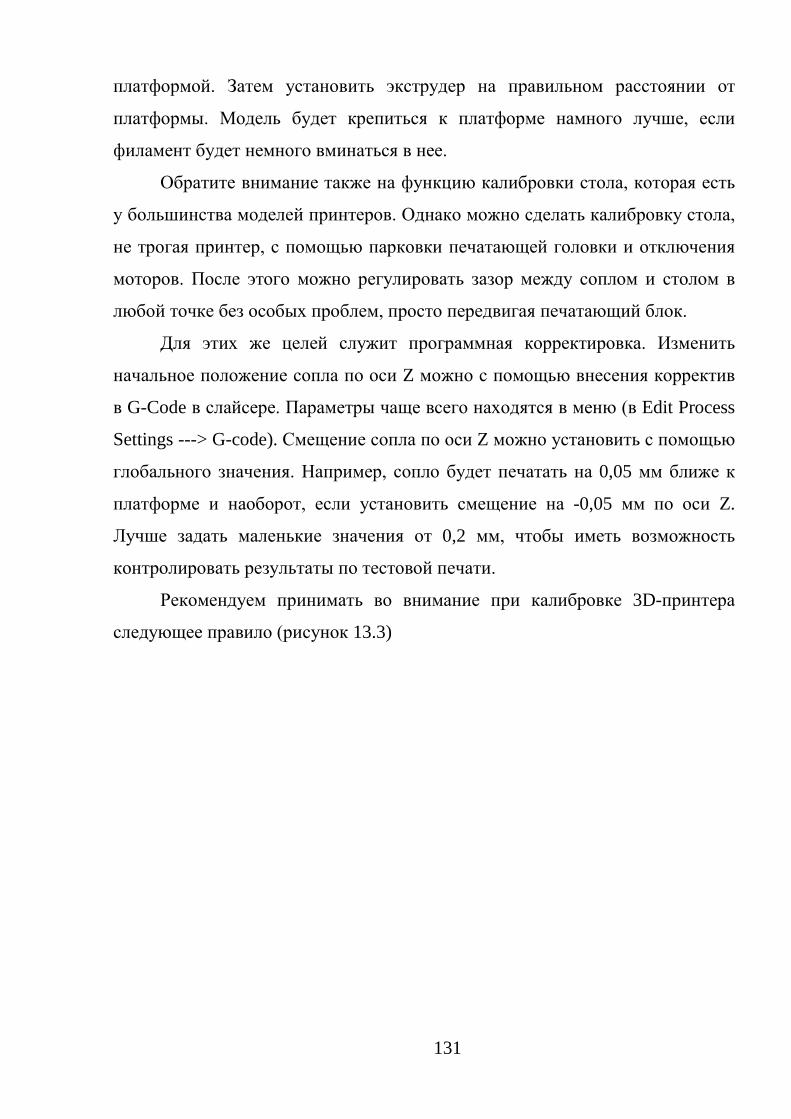
131
платформой. Затем установить экструдер на правильном расстоянии от
платформы. Модель будет крепиться к платформе намного лучше, если
филамент будет немного вминаться в нее.
Обратите внимание также на функцию калибровки стола, которая есть
у большинства моделей принтеров. Однако можно сделать калибровку стола,
не трогая принтер, с помощью парковки печатающей головки и отключения
моторов. После этого можно регулировать зазор между соплом и столом в
любой точке без особых проблем, просто передвигая печатающий блок.
Для этих же целей служит программная корректировка. Изменить
начальное положение сопла по оси Z можно с помощью внесения корректив
в G-Code в слайсере. Параметры чаще всего находятся в меню (в Edit Process
Settings ---> G-code). Смещение сопла по оси Z можно установить с помощью
глобального значения. Например, сопло будет печатать на 0,05 мм ближе к
платформе и наоборот, если установить смещение на -0,05 мм по оси Z.
Лучше задать маленькие значения от 0,2 мм, чтобы иметь возможность
контролировать результаты по тестовой печати.
Рекомендуем принимать во внимание при калибровке 3D-принтера
следующее правило (рисунок 13.3)
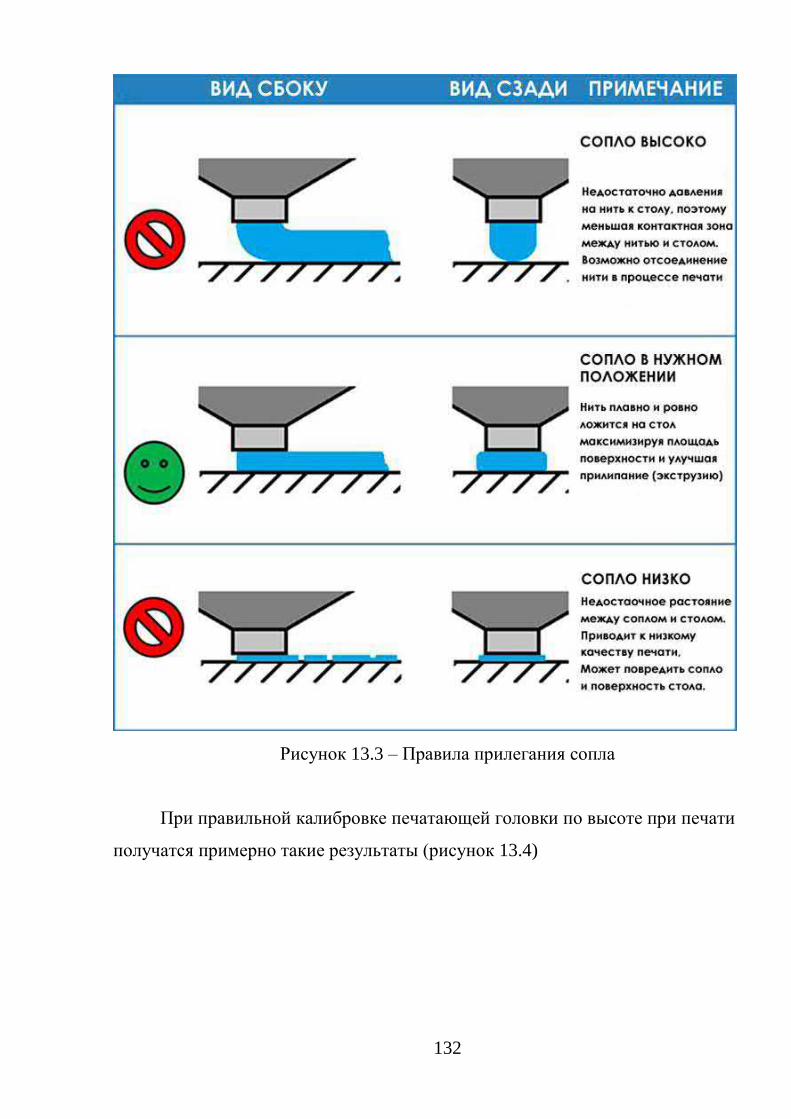
132
Рисунок 13.3 – Правила прилегания сопла
При правильной калибровке печатающей головки по высоте при печати
получатся примерно такие результаты (рисунок 13.4)
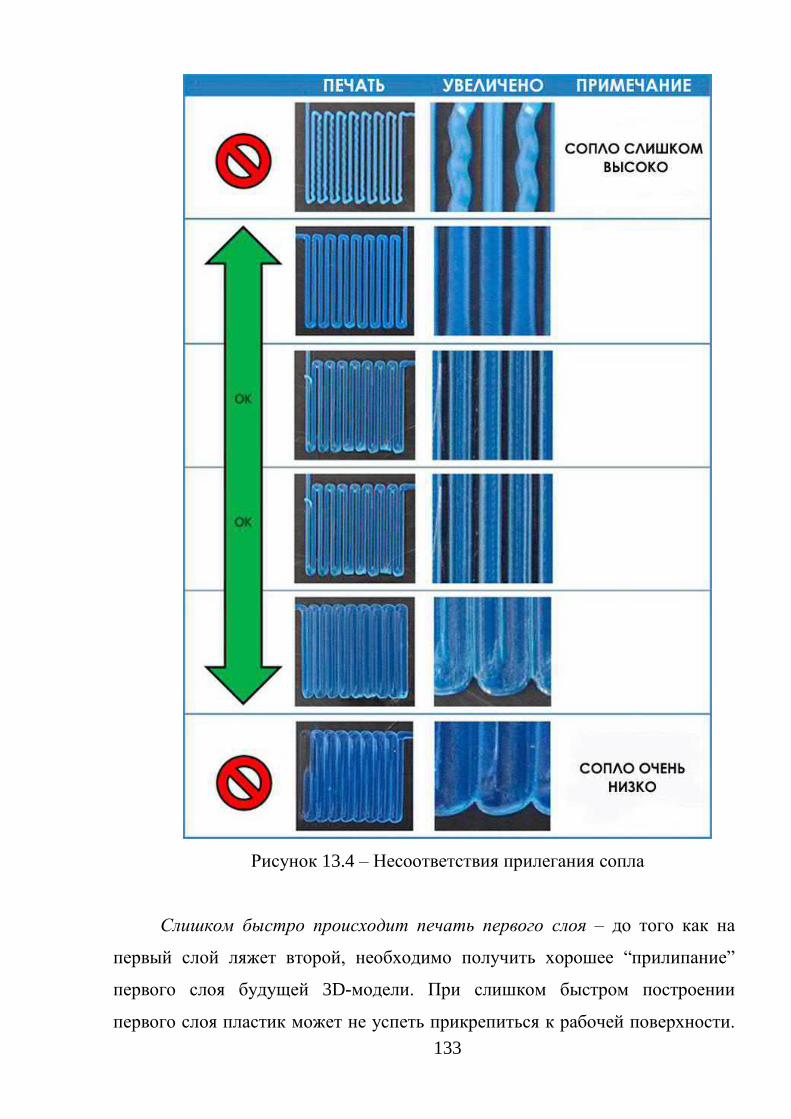
133
Рисунок 13.4 – Несоответствия прилегания сопла
Слишком быстро происходит печать первого слоя – до того как на
первый слой ляжет второй, необходимо получить хорошее “прилипание”
первого слоя будущей 3D-модели. При слишком быстром построении
первого слоя пластик может не успеть прикрепиться к рабочей поверхности.

134
Для того чтобы это не случилось, нужно просто сделать печать первого слоя
более медленной. Для этого у многих принтеров в программах печати
существует такая функция. Она находится в меню Edit Process Settings →
First Layer Speed. Рекомендуем выставить значение 50%, что приведет к
снижению скорости печатания первого слоя на 50% по сравнению с другими.
Настройки температуры или охлаждения – для пластиков типа ABS и
некоторых других видов характерна вероятная деформация в процессе
охлаждения пластиковой 3D-модели. Филамент быстро остынет на холодной
платформе, если печать эструдером будет происходитьт при температуре 230
градусов.
В конструкции многих моделей 3D-принтеров есть специальные
вентиляторы для охлаждения моделей. С помощью настроек температуры и
охлаждения можно регулировать процесс охлаждения модели, ведь при
слишком быстром охлаждении модель может деформироваться, а пластик
отставать от платформы.
В самом начале процесса печати можно выключить вентилятор, чтобы
предотвратить охлаждение первых слоев. Для этого нужно найти функцию
Cooling в меню Edit Process Settings. Здесь же можно также указать темп
работы вентилятора при построении каждого слоя. Если производится печать
с помощью пластика ABS, то можно отключить вообще работу вентилятора
на все время (слой 1-0 %). Если в помещении есть сквозняки, то нужно
дополнительно защитить рабочую поверхность.
Кроме того, в большинстве моделей принтеров, работающих с
расходными материалами вроде ABS и нагревающимися до высокой
температуры, есть функция подогрева платформы. Такая опция помогает
избежать искажения первого слоя. Просто нужно включить эту фукнцию,
ориентируясь на нормы нагрева для различных материалов (PLA - до 60-70
градусов, для ABS - до 100-120 градусов). Настройка производится в меню
Edit Process SettingsTemperature, где нужно выбрать платформу и указать
температуру первого слоя.

135
Лента, клей и другие материалы для поверхности платформы – в 3D-
печати используются разные виды пластиков, но нужно знать не только о их
составе и свойствах для будущей модели, но и то, как они реагируют на
различные вещества. И эта реакция будет разной. Поэтому производители,
как правило, предлагают для каждого случая особые материалы для
покрытия платформ перед процессом печати.
Например, к листу BuildTak отлично подходит PLA-пластик. Для ABS
хорошо использовать боросиликатное стекло. Но если печать будет
выполняться прямо на поверхности без вспомогательных материалов, но
нужно убедиться в ее чистоте и отсутствии на ней пыли, жира или масла.
Допускается промывка ее водой или изопропиловым спиртом.
Если производитель не снабдил комплектом специальных материалов,
то можно использовать различные заменители, чтобы решить проблему.
Например, можно использовать некоторые виды лент для усиления
сцепления 3D пластика с платформой. Отрезки лент можно наклеить на
платформу и легко убрать после печати или заменить. Например, для PLA
можно с успехом использовать синюю малярную ленту, а для ABS - каптон,
или полиамидную пленку. Некоторые используют вместо ленты клей или
спреи, включая лаки для волос, клеи-карандаши и другие подобные
вещества.
В случае, когда не помогает ничего, используйте рафт или брим – для
тех случаев, когда нужно изготовить небольшую модель с маленькой
поверхностью, можно использовать настройки программы для увеличения
поверхности. Например, можно использовать функцию «brim». Она
позволяет принтеру напечатать круги вокруг модели, напоминающие шляпу.
Функцию можно найти в меню Additions ---> Use skirt/brim. В других случаях
можно использовать для сцепления с поверхностью напечатанную под
деталью подложку. На ее основе будет создаваться будущая модель (raft).
Подробнее можно узнать об этих функциях в руководствах к программам для
3D-печати.

136
Проблема: недостаточно пластика при 3D-печати
В любой программе 3D-печати для соотвествующей модели принтера
можно сделать настройку количества пластика, выходящего из экструдера в
единицу времени. Поскольку оборудование не дает сигнала программе о
количестве выдавливаемого материала, то иногда филамента может
выходить меньше, чем определено параметрами настроек программы
(недоэкструдирование). Это приводит к появлению щелей между слоями
(рисунок 13.5).
Рисунок 13.5 – Недостаточно пластика при 3D-печати
Чтобы проверить достаточный ли уровень пластика экструдирует
принтер, можно использовать очень простой способ. Для этого печатается
небольшой куб с ребром 20 мм и как минимум тремя контурами. После этого
анализируется качество соединений контуров между собой. Если
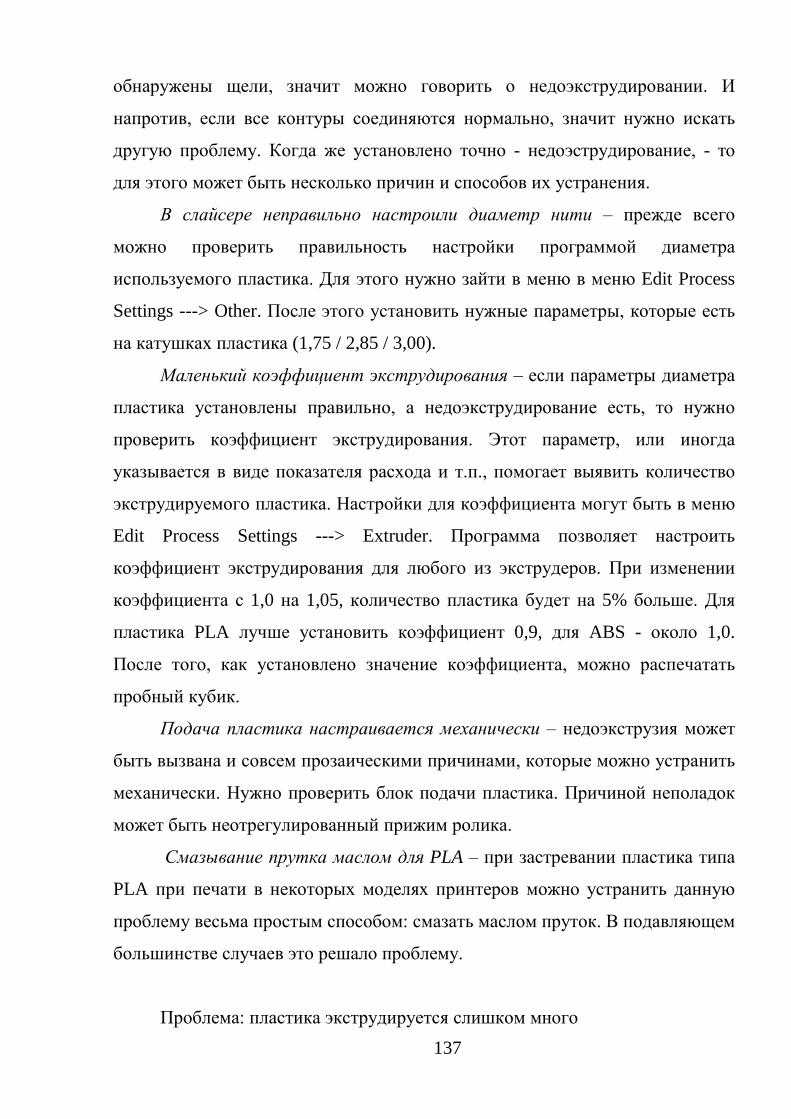
137
обнаружены щели, значит можно говорить о недоэкструдировании. И
напротив, если все контуры соединяются нормально, значит нужно искать
другую проблему. Когда же установлено точно - недоэструдирование, - то
для этого может быть несколько причин и способов их устранения.
В слайсере неправильно настроили диаметр нити – прежде всего
можно проверить правильность настройки программой диаметра
используемого пластика. Для этого нужно зайти в меню в меню Edit Process
Settings ---> Other. После этого установить нужные параметры, которые есть
на катушках пластика (1,75 / 2,85 / 3,00).
Маленький коэффициент экструдирования – если параметры диаметра
пластика установлены правильно, а недоэкструдирование есть, то нужно
проверить коэффициент экструдирования. Этот параметр, или иногда
указывается в виде показателя расхода и т.п., помогает выявить количество
экструдируемого пластика. Настройки для коэффициента могут быть в меню
Edit Process Settings ---> Extruder. Программа позволяет настроить
коэффициент экструдирования для любого из экструдеров. При изменении
коэффициента с 1,0 на 1,05, количество пластика будет на 5% больше. Для
пластика PLA лучше установить коэффициент 0,9, для ABS - около 1,0.
После того, как установлено значение коэффициента, можно распечатать
пробный кубик.
Подача пластика настраивается механически – недоэкструзия может
быть вызвана и совсем прозаическими причинами, которые можно устранить
механически. Нужно проверить блок подачи пластика. Причиной неполадок
может быть неотрегулированный прижим ролика.
Смазывание прутка маслом для PLA – при застревании пластика типа
PLA при печати в некоторых моделях принтеров можно устранить данную
проблему весьма простым способом: смазать маслом пруток. В подавляющем
большинстве случаев это решало проблему.
Проблема: пластика экструдируется слишком много
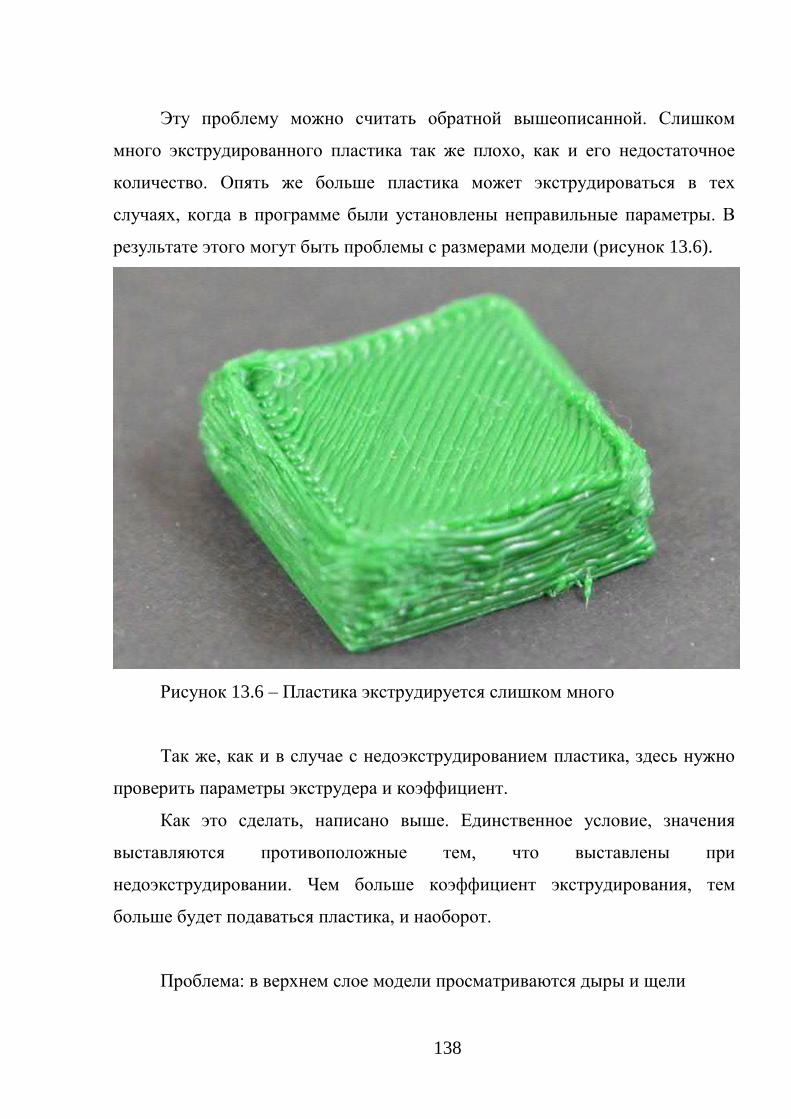
138
Эту проблему можно считать обратной вышеописанной. Слишком
много экструдированного пластика так же плохо, как и его недостаточное
количество. Опять же больше пластика может экструдироваться в тех
случаях, когда в программе были установлены неправильные параметры. В
результате этого могут быть проблемы с размерами модели (рисунок 13.6).
Рисунок 13.6 – Пластика экструдируется слишком много
Так же, как и в случае с недоэкструдированием пластика, здесь нужно
проверить параметры экструдера и коэффициент.
Как это сделать, написано выше. Единственное условие, значения
выставляются противоположные тем, что выставлены при
недоэкструдировании. Чем больше коэффициент экструдирования, тем
больше будет подаваться пластика, и наоборот.
Проблема: в верхнем слое модели просматриваются дыры и щели
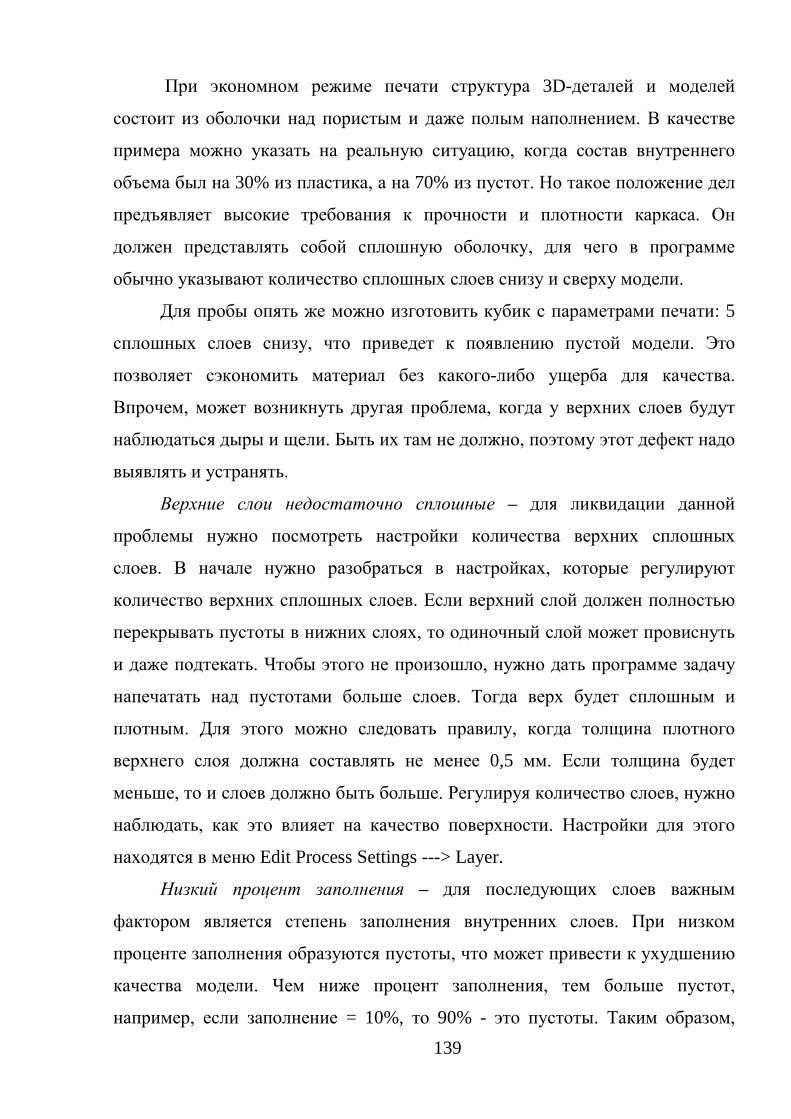
139
При экономном режиме печати структура 3D-деталей и моделей
состоит из оболочки над пористым и даже полым наполнением. В качестве
примера можно указать на реальную ситуацию, когда состав внутреннего
объема был на 30% из пластика, а на 70% из пустот. Но такое положение дел
предъявляет высокие требования к прочности и плотности каркаса. Он
должен представлять собой сплошную оболочку, для чего в программе
обычно указывают количество сплошных слоев снизу и сверху модели.
Для пробы опять же можно изготовить кубик с параметрами печати: 5
сплошных слоев снизу, что приведет к появлению пустой модели. Это
позволяет сэкономить материал без какого-либо ущерба для качества.
Впрочем, может возникнуть другая проблема, когда у верхних слоев будут
наблюдаться дыры и щели. Быть их там не должно, поэтому этот дефект надо
выявлять и устранять.
Верхние слои недостаточно сплошные – для ликвидации данной
проблемы нужно посмотреть настройки количества верхних сплошных
слоев. В начале нужно разобраться в настройках, которые регулируют
количество верхних сплошных слоев. Если верхний слой должен полностью
перекрывать пустоты в нижних слоях, то одиночный слой может провиснуть
и даже подтекать. Чтобы этого не произошло, нужно дать программе задачу
напечатать над пустотами больше слоев. Тогда верх будет сплошным и
плотным. Для этого можно следовать правилу, когда толщина плотного
верхнего слоя должна составлять не менее 0,5 мм. Если толщина будет
меньше, то и слоев должно быть больше. Регулируя количество слоев, нужно
наблюдать, как это влияет на качество поверхности. Настройки для этого
находятся в меню Edit Process Settings ---> Layer.
Низкий процент заполнения – для последующих слоев важным
фактором является степень заполнения внутренних слоев. При низком
проценте заполнения образуются пустоты, что может привести к ухудшению
качества модели. Чем ниже процент заполнения, тем больше пустот,
например, если заполнение = 10%, то 90% - это пустоты. Таким образом,
140
недостаточно увеличить количество сплошных слоев, нужно также
убедиться, что выставлен достаточный процент заполнения.
Недостаточное экструдирование – другая вероятная причина
проблемы - недостаточное экструдирование, когда поступает мало пластика.
Об этом было сказано выше.
Проблема: наличие волоской, паутины и других посторонних
материалов
Часто при выполнении печати пластиком появляется тонкая и
ненужная паутинка. Как правило, ее образование начинается тогда, когда
экструдер перемещается на новую позицию (рисунок 13.7).
Рисунок 13.7 – Наличие волоской, паутины и других посторонних
материалов
Для решения этой проблемы можно также воспользоваться
специальными настройками в программе печати.
Существует опция Retraction (втягивание), включение которой
141
приводит к втягиванию принтером остатков материала в сопло после
завершения работы в определенном месте. При перемещении экструдера на
новую позиции и начале новой печати нить продавливается обратно, а
экструдирование пластика начинается снова. Для этого нужно изучить
настройки Edit Process Settings и вкладку Extruder, чтобы включить опцию
для всех экструдеров. Какие же конкретные настройки нужны для того,
чтобы избежать образования пластиковой паутины.
Регулирование дистанции втягивания – этот параметр можно смело
считать самым важным в настройках ретракта, так как он показывает
количество пластика, втягиваемого в сопло. Логично, что чем больше
пластика втягивается, тем меньше будет подтекать сопло при смене позиции.
В основном, можно устанавливать дистанцию в 0,5-2,0 мм (для
безредукторных экструдеров). Но бывают случаи, когда дистанцию
приходится доводить до 15 мм (в частности, для экструдеров Bowden из-за
увеличенного расстояния между приводной шестеренкой и хот-эндом). При
возникновении “волосатости” принтера можно увеличить втягивание,
начиная с расстояния 1 мм. Нужно быть осторожным при работе с мягкими и
эластичными пластиками, так как включение ректракта часто приводит к
возникновению препятствий для подачи пластика (причина - перекус нити).
Регулирование скорости втягивания – еще один параметр, на который
следует обратить внимание, - скорость втягивания пластика в сопло. При
слишком низкой скорости филамент может стекать вниз и капать при
перемещении экструдера. Напротив, при высокой скорость произойдет отрыв
филамента от нагретого пластика в сопле, что приведет к проблемам с
приводной шестерней, так как она выгрызет часть нити. Оптимальной
скоростью было бы 1200-6000 мм/мин (20-100 мм/с). Производитель
предоставляет в программах печати уже сконфигурированные профили,
которые можно использовать как исходные и менять значения для получения
оптимального результата. Для этого лучше немного протестировать и
проанализировать результаты печати.
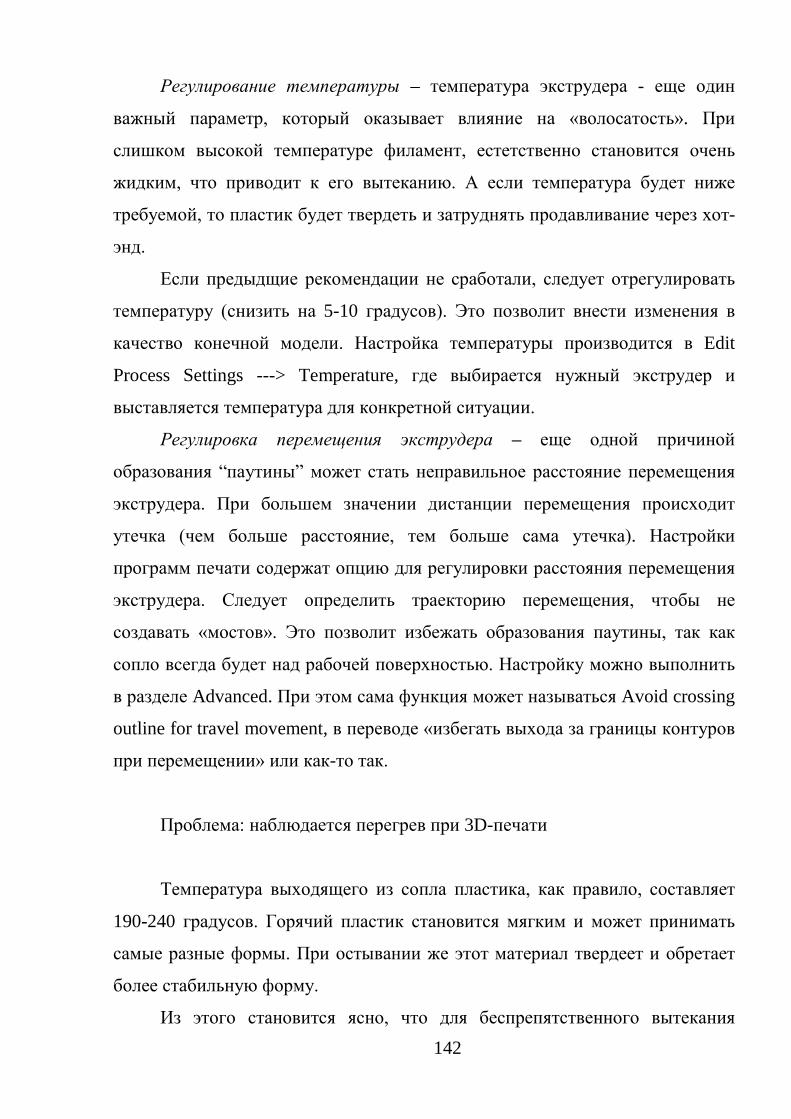
142
Регулирование температуры – температура экструдера - еще один
важный параметр, который оказывает влияние на «волосатость». При
слишком высокой температуре филамент, естетственно становится очень
жидким, что приводит к его вытеканию. А если температура будет ниже
требуемой, то пластик будет твердеть и затруднять продавливание через хот-
энд.
Если предыдщие рекомендации не сработали, следует отрегулировать
температуру (снизить на 5-10 градусов). Это позволит внести изменения в
качество конечной модели. Настройка температуры производится в Edit
Process Settings ---> Temperature, где выбирается нужный экструдер и
выставляется температура для конкретной ситуации.
Регулировка перемещения экструдера – еще одной причиной
образования “паутины” может стать неправильное расстояние перемещения
экструдера. При большем значении дистанции перемещения происходит
утечка (чем больше расстояние, тем больше сама утечка). Настройки
программ печати содержат опцию для регулировки расстояния перемещения
экструдера. Следует определить траекторию перемещения, чтобы не
создавать «мостов». Это позволит избежать образования паутины, так как
сопло всегда будет над рабочей поверхностью. Настройку можно выполнить
в разделе Advanced. При этом сама функция может называться Avoid crossing
outline for travel movement, в переводе «избегать выхода за границы контуров
при перемещении» или как-то так.
Проблема: наблюдается перегрев при 3D-печати
Температура выходящего из сопла пластика, как правило, составляет
190-240 градусов. Горячий пластик становится мягким и может принимать
самые разные формы. При остывании же этот материал твердеет и обретает
более стабильную форму.
Из этого становится ясно, что для беспрепятственного вытекания
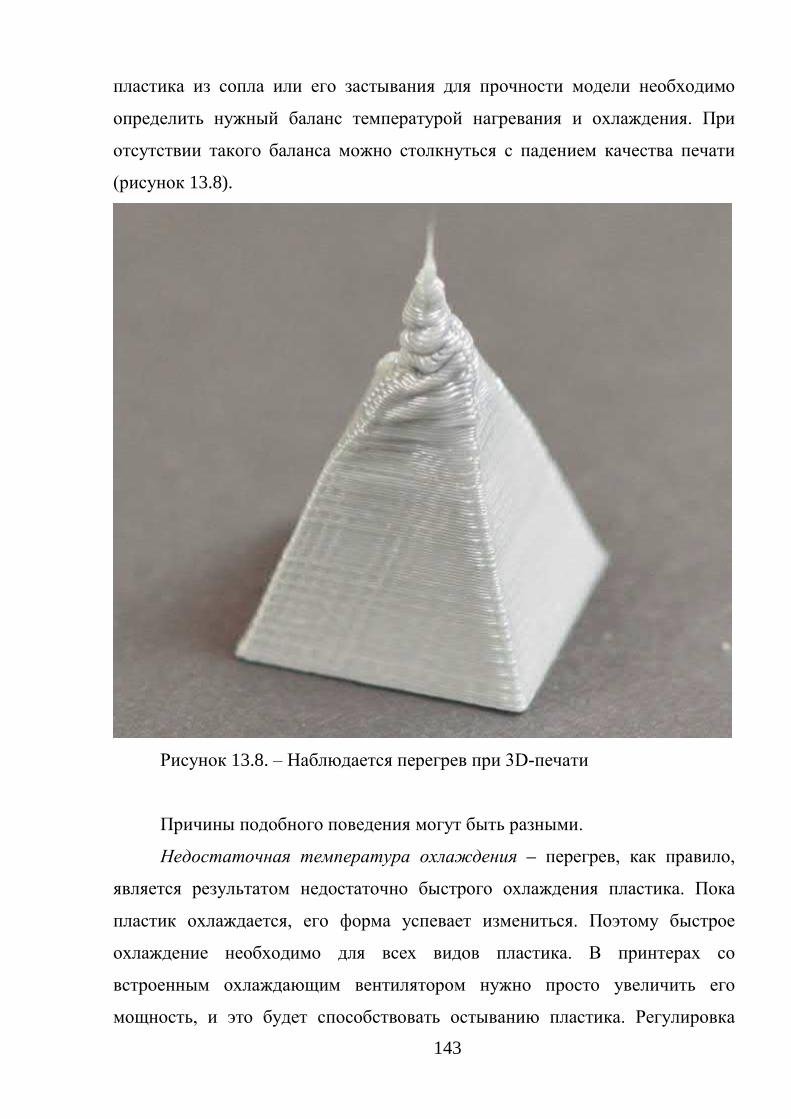
143
пластика из сопла или его застывания для прочности модели необходимо
определить нужный баланс температурой нагревания и охлаждения. При
отсутствии такого баланса можно столкнуться с падением качества печати
(рисунок 13.8).
Рисунок 13.8. – Наблюдается перегрев при 3D-печати
Причины подобного поведения могут быть разными.
Недостаточная температура охлаждения – перегрев, как правило,
является результатом недостаточно быстрого охлаждения пластика. Пока
пластик охлаждается, его форма успевает измениться. Поэтому быстрое
охлаждение необходимо для всех видов пластика. В принтерах со
встроенным охлаждающим вентилятором нужно просто увеличить его
мощность, и это будет способствовать остыванию пластика. Регулировка

144
мощности вентилятора выполняется в меню Edit Process Settings ---> Cooling.
Если в принтере нет встроенного вентилятора, тогда придется
приспосабливать для этого внешнее устройство, чтобы оно обдувало модель
во время печати.
Слишком высокая скорость печати – при быстрой печати слоев
будущей модели происходит довольно неприятный процесс, когда слои не
успевают остыть перед тем, как наних будет наложен новый слой. Когда
делаются большие по габаритам модели, то это не так страшно, но при
печати маленьких моделей такая ситуация неприемлема. В таких случаях не
помогает даже охлаждающий вентилятор. Выход только один: снизить
скорость наложения слоев.
Сделать это можно во вкладке Cooling ---> Speed overrides. В опции
можно указать параметры снижения скорости печати, если речь идет о
небольших слоях. Тогда каждый слой будет охлаждаться оптимальным
образом. Скорость снизить можно для тех слоев, наложение которых
происходит менее чем за 10-15 секунд.
Ничего не помогает? Попробуйте печатать одновременно несколько
деталей – если ни один из перечисленных выше способов не помог, тогда
можно испробовать еще один вариант. С помощью слайсера нужно создать
копию модели для печати или импортировать еще одну для печати
одновременно с первой. Практика показывает увеличение охлаждения
каждого из печатаемых объектов при одновременной печати. Позиция
нагретого сопла будет постоянно перемещаться между двумя моделями, а
слои будут ложиться равномерно. В таких условиях остается время на
охлаждение деталей.
Проблема: смещение слоев или отсутствие их выравнивания
В большинстве случаев 3D-принтеры не имеют фукнции обратной
связи, чтобы показать реальную позицию экструдера в конкретный момент.

145
Программа печати способна дать команду данному элементу менять
положение в рамках определенных координат и все. В основном этого
вполне достаточно для качественной печати, ведь механизм оборудования
вполне нормально выполняет все задачи. Но проблема в том, что в случае ЧП
принтер не сможет определить причину сбоя.
Простой пример, когда пользователь задевает оборудование во время
работы. А ведь это может сместить печатающую головку. Поскольку же
информации об этом у устройства не будет, то процесс наложения слоев
продолжится, как ни в чем не бывало (рисунок 13.9).
Рисунок 13.9 – Смещение слоев или отсутствие их выравнивания
И только потом пользователь увидит, что в модели есть заметное
смещение слоев. Если он догадается о причине, тогда ошибку будет легко
146
устранить.
Слишком быстрая скорость печатающей головки – при высокой
скорости печати двигатели принтера могут испытывать проблемы. Когда
нагрузки превысят норму, может послышаться щелчок, затем еще и еще. Это
значит, что заданное положение привода не достигнуто. В результате часть
модели будет иметь смещение. Если главной причиной подобных казусов
является слишком большая скорость печати, тогда нужно снизить скорость
наполовину и понаблюдать за результатом. Параметр скорости регулируется
в Edit Process Settings ---> Other. Можно установить параметры Default
Printing Speed и X/Y Axis Movement Speed. В первом случае будет задана
скорость перемещения во время экструдирования. Во втором - в момент
невыхода пластика из экструдера. При наличии превышений оптимального
значения происходит смещение слоев. Можно также, если не трудно,
изменить параметры расширенных настроек. Это поможет регулировать
скорость не так резко.
Проблемы с электроникой или механикой – в случае, если регулировка
скорости печати не помогла, нужно обратить внимание на проблемы в
электросистеме или механике оборудования. Часто ременные передачи
управляют положением печатающей головки. Поскольку ремни делаются из
резины с волоконным креплением, то через определенное время может
произойти растяжка ремней, а натяжение ослабевает. Это приводт к потере
точности позиционирования печатающей головки.
При слабом натяжении ремень может соскакивать, а при слишком
сильном начнется сильное трение в подшипниках, что помещает работе
двигателей. То есть, в нормальном состоянии натяжение ремня не должно
позволять ему соскакивать или блокировать двигатель. Поэтому, если
замечено смещение слоев, нужно проверить ремни. Если проблема с ними,
тогда нужно сообщить производителю.
В некоторых моделях принтеров ремни натягиваются на шкивы, а они
в свою очередь держатся на валу шагового привода. Это обуславливает

147
синхронность вращения шкива и вала. При раскручивании регулировочных
винтов этот процесс будет нарушен. Следствием может стать проблема с
экструдером и его перемещением на точную позицию. Соответственно,
смещаются и слои. Рекомендуется постоянно проверять состояние винтиков
на шкивах во избежание проблем. Еще более простой причиной может быть
сбой в электрической сети. Причины могут быть разными, но все они
приводят часто к нарушениям в работе.
Проблема: разделение и расщепление слоев
Процесс 3D-печати предусматривает рост только одного слоя в
определенный момент. После этого идет наслаивание до тех пор, пока не
завершится построение всей модели. Надежное скрепление слоев
гарантирует прочность всей конструкции. В ином случае готовый элемент
может разрушиться (рисунок 13.10)
Рисунок 13.10 – Разделение и расщепление слоев
148
Давайте рассмотрим причины этого процесса.
Слишком высокий слой – размер сопла, через который идет пластик, у
большинства принтеров составляет 0,3-0,5 мм. Маленькое отверстие
обеспечивает возможность печати небольших деталей. Однако в отношении
размеров сопла следует знать некоторые нюансы. Для достаточно плотного
наложения слоев друг на друга необходимо правильно рассчитать толщину
слоя. Обычно рекомендуется делать высоту слоя на на 20% меньше диаметра
сопла. При расслоении полученной модели нужно проверить параметры
высоты слоя и диаметра сопла. Это делается в Edit Process Settings ---> Layer.
Температура печати значительно ниже требуемой – горячий пластик
сцепляется лучше, чем охлажденный, что естественно. Плохое прилипание
слоев при их нормальной высоте может говорить о недостаточной
температуре для адгезии. При температуре ниже 190 градусов слои из ABS
пластика не будут надежно склеиваться, так как оптимальной является 220-
235 градусов. Если обнаружена такая проблема, то следует отрегулировать
параметры температуры для используемого материала.
Проблема: стачивание пластика и прекращение его подачи
У многих 3D-принтеров имеется небольшая приводная шестеренка для
расщепления и направления филамента в нужную сторону. Приводная
шестеренка снабжена острыми зубцами, которые нужны для проталкивания
филамента. При застревании пластика движение прекращается, хотя сама
шестеренка двигается. В таком случае начинаются проблемы, так как
шестеренка «сгрызает» пластик (рисунок 13.11).
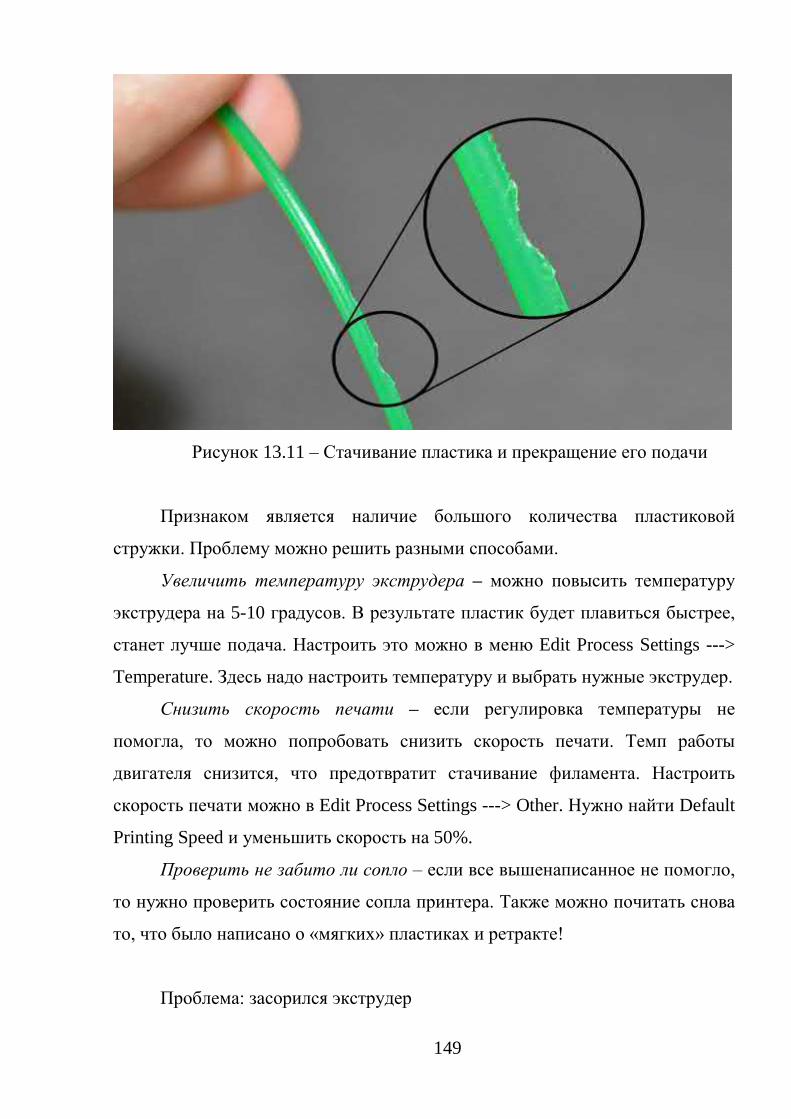
149
Рисунок 13.11 – Стачивание пластика и прекращение его подачи
Признаком является наличие большого количества пластиковой
стружки. Проблему можно решить разными способами.
Увеличить температуру экструдера – можно повысить температуру
экструдера на 5-10 градусов. В результате пластик будет плавиться быстрее,
станет лучше подача. Настроить это можно в меню Edit Process Settings --->
Temperature. Здесь надо настроить температуру и выбрать нужные экструдер.
Снизить скорость печати – если регулировка температуры не
помогла, то можно попробовать снизить скорость печати. Темп работы
двигателя снизится, что предотвратит стачивание филамента. Настроить
скорость печати можно в Edit Process Settings ---> Other. Нужно найти Default
Printing Speed и уменьшить скорость на 50%.
Проверить не забито ли сопло – если все вышенаписанное не помогло,
то нужно проверить состояние сопла принтера. Также можно почитать снова
то, что было написано о «мягких» пластиках и ретракте!
Проблема: засорился экструдер

150
За все время работы 3D-принтера через него проходит большое
количество пластика. Диаметр сопла представляет собой определенные
ограничения, и через какое-то время филамент перестает проталкиваться
(рисунок 13.12).
Рисунок 13.12 – Засорился экструдер
Частой причиной бывает наличие в сопле препятствия для пластика.
Эту проблему тоже можно устранить.
Проталкивание пластика в экструдер вручную – самый простой способ
решить проблему - сделать вручную так, чтобы филамент прошел. Нужно
прогреть экструдер до требуемой для пластика температуры (поможет
сделать программа 3D-печати). Нужно найти в меню опцию Jog Controls, с
помощью которой пластик возможно двигать вперед и назад. Филамент
нужно двинуть приблизительно на 10 мм. Если привод будет вращаться,

151
нужно легко протолкнуть филамент вручную. Часто этого хватает для
устранения проблемы.
Переустановка (перезагрузка) филамента – если ручное
проталкивание не помогло, то лучше удалить пластик из оборудования. Для
этого нужно проверить температуру экструдера, и затем с помощью ПО
вытащить пластик. Вероятно, потребуется определенное усилие, но делать
все нужно – заняться чисткой сопла. Можно для этого воспользоваться
различными способами. Иногда нагревают экструдер до 100 градусов и
вручную вытягивают пластик через сопло. Можно также воспользоваться
гитарной струной «ми». Именно она подходит по размерам своего диаметра.
Можно для начала воспользоваться рекомендациями производителя.
Проблема: прекращение экструдирования 3D-принтером
Иногда прямо во время работы неожиданно происходит остановка
печати. В результате такого неприятного инцидента вместо готовой модели
получается нечто непонятное (рисунок 13.13).
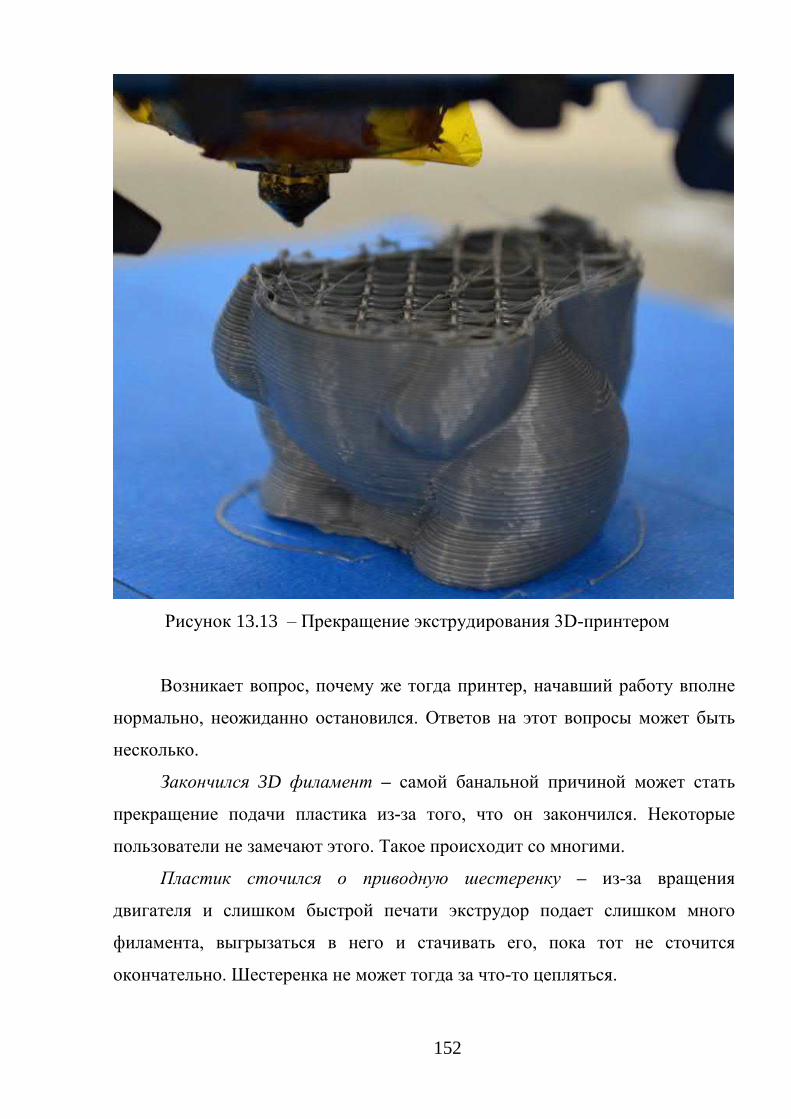
152
Рисунок 13.13 – Прекращение экструдирования 3D-принтером
Возникает вопрос, почему же тогда принтер, начавший работу вполне
нормально, неожиданно остановился. Ответов на этот вопросы может быть
несколько.
Закончился 3D филамент – самой банальной причиной может стать
прекращение подачи пластика из-за того, что он закончился. Некоторые
пользователи не замечают этого. Такое происходит со многими.
Пластик сточился о приводную шестеренку – из-за вращения
двигателя и слишком быстрой печати экструдор подает слишком много
филамента, выгрызаться в него и стачивать его, пока тот не сточится
окончательно. Шестеренка не может тогда за что-то цепляться.
153
Экструдер засорился – если ни то, ни другое не подходит. Все
испробовано, но ничего не обнаружено, то возможно засорение экструдера.
Если эта причина обнаружена, что нужно проверить филамент на предмет
загрязнений или запыление катушки. Именно эти причины могут вызвать
засор.
Прегрев мотора экструдера – в процессе печати привод экструдера
должен работать на полную мощность. Этот процесс представляет собой
вращение туда и обратно, чтобы двигался пластик. На все это требуется
много энергии, а поскольку в процессе задействована электроника, то
возможен ее перегрев. Для двигателей предусмотрена термозащита, которая
срабатывает при превышении температуры допустимых значений. В
результате, при работе может получится перегрев,, при котором моторы осей
будут продолжать работать и двигать головку экструдера, в то время как
движок самого экструдера выключится. Эту проблему можно решить
простым выключением принтера, чтобы он остыл. Дополнительным
решением может стать установка вентиляторов.
Проблема: плохое качество заполнения, рыхлость
Качество заполнения модели крайне важно для качества всего изделия.
Хорошее качество заполнения гарантирует высокую прочность модели и ее
другие необходимые пользователю характеристики (рисунок 13.14).

154
Рисунок 13.14. – Плохое качество заполнения, рыхлость
Заполнение позволяет укрепить внешнюю оболочку 3D-модели и
поддержать плоскости, которые находятся вверху. Чтобы добиться этого
нужно разобраться в настройках.
Внесите изменения в шаблоны заполнения – первым делом необходимо
выяснить параметры шаблона заполнения, ведь именно с ним придется
работать. Для этого нужно разобраться в параметре Internal Fill Pattern.
Иногда они могут сохранять прочность, а иногда – нет. Среди прочных
можно отметить Grid, Triangular и Solid Honeycomb, то есть «Решетка»,
«Треугольники», «Сплошные соты». Среди шаблонов также имеются менее
прочные, но более «скоростные»: Rectilinear или Fast Honeycomb.
Желательно знать особенности каждого шаблона.
155
Уменьшить скорость печати – практика показывает, что скорость
наполнения будущей модели происходит быстрее, чем скорость контура. При
очень высокой скорости печати экструдер может не справиться с
поставленной задачей. В таком случае пользователь вынужден будет решать
проблемы недоэкструдирования "внутренностей" изделия. Наполнение будет
похоже на нечто вроде паутины из-за недостаточного количества пластика,
поданного экструдером. В качестве альтернативы можно порекомендовать
снизить скорость печати (в меню Edit Process Settings вкладка Others). Здесь
печать можно настроить по умолчанию.
Увеличить ширину экструдирования при печати заполнения – в
некоторых программах есть очень полезная функция, которая способна
изменить ширину экструдирования при печати наполнения. В таком случае
можно сделать внешнюю оболочку одной ширины, а заполнение - другой.
Перегородки внутри также можно сделать более прочными, что обеспечит
модели большую надежность. Все эти настройки можно найти в меню Edit
Process Settings ---> Infill. Ширина экструдирования заполнения указывается
в процентах, а чтобы внутреннее заполнение стало вдвое толще внешнего,
нужно указать параметр на 200%.
Проблема: наличие натеков и «прыщей» на распечатанной модели
Во время печати экструдер может постоянно останавливать работу и
перемещаться по рабочему пространству. В основном, во время перемещения
происходит равномерное экструдирование, но иногда экструдер может то
включаться, то выключаться, что провоцирует неполадки. Детальный осмотр
модели может помочь увидеть то место, с которого началась работа
экструдера над конкретным участком. Эти отметки называют натеками или
«прыщами» (рисунок 13.15).
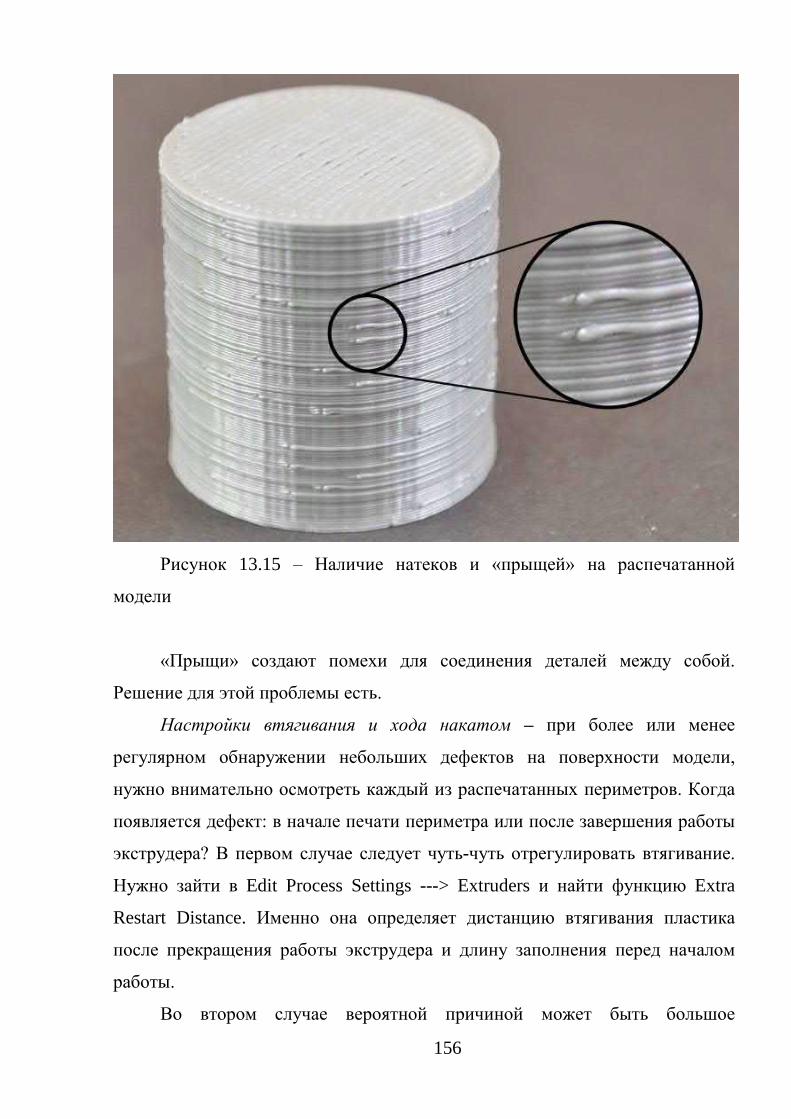
156
Рисунок 13.15 – Наличие натеков и «прыщей» на распечатанной
модели
«Прыщи» создают помехи для соединения деталей между собой.
Решение для этой проблемы есть.
Настройки втягивания и хода накатом – при более или менее
регулярном обнаружении небольших дефектов на поверхности модели,
нужно внимательно осмотреть каждый из распечатанных периметров. Когда
появляется дефект: в начале печати периметра или после завершения работы
экструдера? В первом случае следует чуть-чуть отрегулировать втягивание.
Нужно зайти в Edit Process Settings ---> Extruders и найти функцию Extra
Restart Distance. Именно она определяет дистанцию втягивания пластика
после прекращения работы экструдера и длину заполнения перед началом
работы.
Во втором случае вероятной причиной может быть большое
157
количество пластика перед началом печати контура. Тогда следует
уменьшить длину заполнения и установить отрицательный параметр в поле
Extra Restart Distance. Можно сделать пробные вещи, чтобы определиться с
оптимальным результатом. Однако если дефект выявляется после
завершения печати периметра, следует также проанализировать другой
показатель - Coasting («движение накатом»). Как правило, его значение
выставляется под настройками втягивания (см. вкладку Extruder). С
помощью этого параметра можно выключить экструдер до завершения
печати периметра, что снизит давление внутри сопла. Достаточно установить
0,2-0,5 мм для решения проблемы.
Как избежать ненужного ретракта (втягивания) – если сопло
отводится назад, что указанные выше настройки будут действенными. Но
лучше и даже проще не допускать такого движения печатающей головки.
Другими словами, следует отрегулировать все таким образом, чтобы
движение экструдера было равномерным, а его траектория не менялась на
противоположную. Такое правило особенно необходимо соблюдать в
отношении 3D-принтеров с экструдерами Bowden. Причина заключается в
том, что они имеют слишком большое расстояние между приводом и соплом.
В результате, втягивание само по себе становится проблематичным. Чтобы
настроить этот параметр, нужно найти вкладку Advanced в разделе Ooze
Control Behavior.
В разделе Stringing or Oozin есть возможность указать значения
втягивания, которые предотвратят протекание сопла во время перемещения в
пространстве. Установка галочки позволит сделать так, чтобы втягивание
осуществлялось только во время перемещения по открытым пространствам.
В разделе Movement Behavior есть опция, которая позволяет настроить
принтер, чтобы минимизировать периметр и предотвратить втягивание
вообще. Сделать это можно с помощью функции Avoid crossing outline for
travel movement.
Нестанционное втягивание – в некоторых программах печати есть
158
полезная функция - нестационарное втягивание. Ей можно воспользоваться
дл регулирования работы экструдеров Bowden, так как они имеют высокое
давление в соплах. После завершения работы такие экструдеры могут
привести к образованию сгустков филамента.
В некоторых случаях ПО помогает решить проблему с помощью
особой функции, которая позволяет филаменту втягиваться по ходу
движения. Таким образом можно снизить вероятность образования сгустков.
Но для того чтобы включить эту функцию нужно в начале сделать настройку
некоторых параметров: в Edit Process Settings ---> Extruders включить Wipe
Nozzle. Тогда принтер сможет очистить сопло после завершения печати
отдельного участка модели. Кроме того, нужно указать Wipe Distance на 5
мм, а затем зайти в Advanced и включить Perform retraction during wipe
movements. Тогда будет заблокировано стационарное втягивание, а принтер
сможет чистить сопло на противоходе.
Выбор позиции начала 3D-печати – если другие методы не помогли, а
дефекты сохраняются, то можно самостоятельно установить допустимость
натеков в определенных местах. Найти опции регулировки можно в меню
Edit Process Settings в Layer. Начальную позицию печати можно выбрать
таким образом, чтобы получить оптимальную скорость. Выбрать можно как
случайную точку, так и определенную позицию. Например, при печати
статуэтки можно назначить принтеру начало печати только с тыльной
стороны. В этом случае на лицевой стороне ничего не будет видно. Чтобы
так сделать, нужно включить опцию Choose start point that is closed to specific
location и указать координаты точки, около которой должна начинаться
печать.
Проблема: образование щелей между наполнением и контуром
Любой слой изготавливаемой детали состоит из внешнего каркаса и
наполнения. Периметр любого слоя обязательно должен следовать контуру
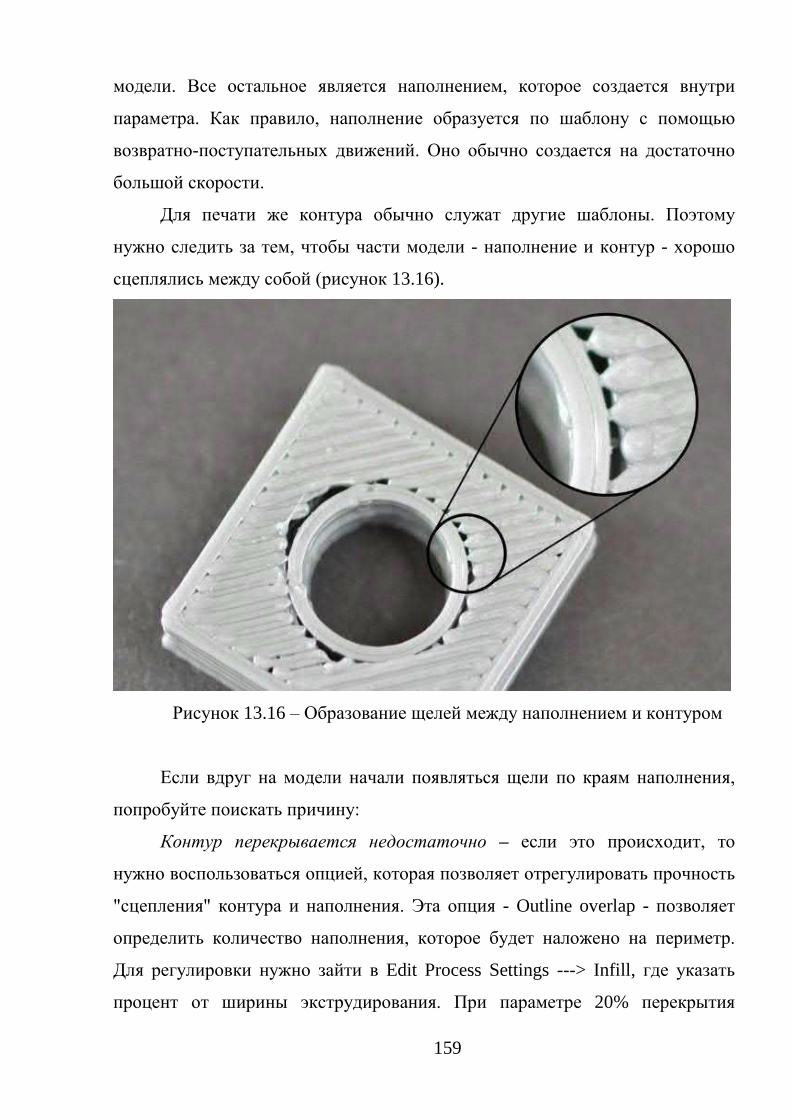
159
модели. Все остальное является наполнением, которое создается внутри
параметра. Как правило, наполнение образуется по шаблону с помощью
возвратно-поступательных движений. Оно обычно создается на достаточно
большой скорости.
Для печати же контура обычно служат другие шаблоны. Поэтому
нужно следить за тем, чтобы части модели - наполнение и контур - хорошо
сцеплялись между собой (рисунок 13.16).
Рисунок 13.16 – Образование щелей между наполнением и контуром
Если вдруг на модели начали появляться щели по краям наполнения,
попробуйте поискать причину:
Контур перекрывается недостаточно – если это происходит, то
нужно воспользоваться опцией, которая позволяет отрегулировать прочность
"сцепления" контура и наполнения. Эта опция - Outline overlap - позволяет
определить количество наполнения, которое будет наложено на периметр.
Для регулировки нужно зайти в Edit Process Settings ---> Infill, где указать
процент от ширины экструдирования. При параметре 20% перекрытия
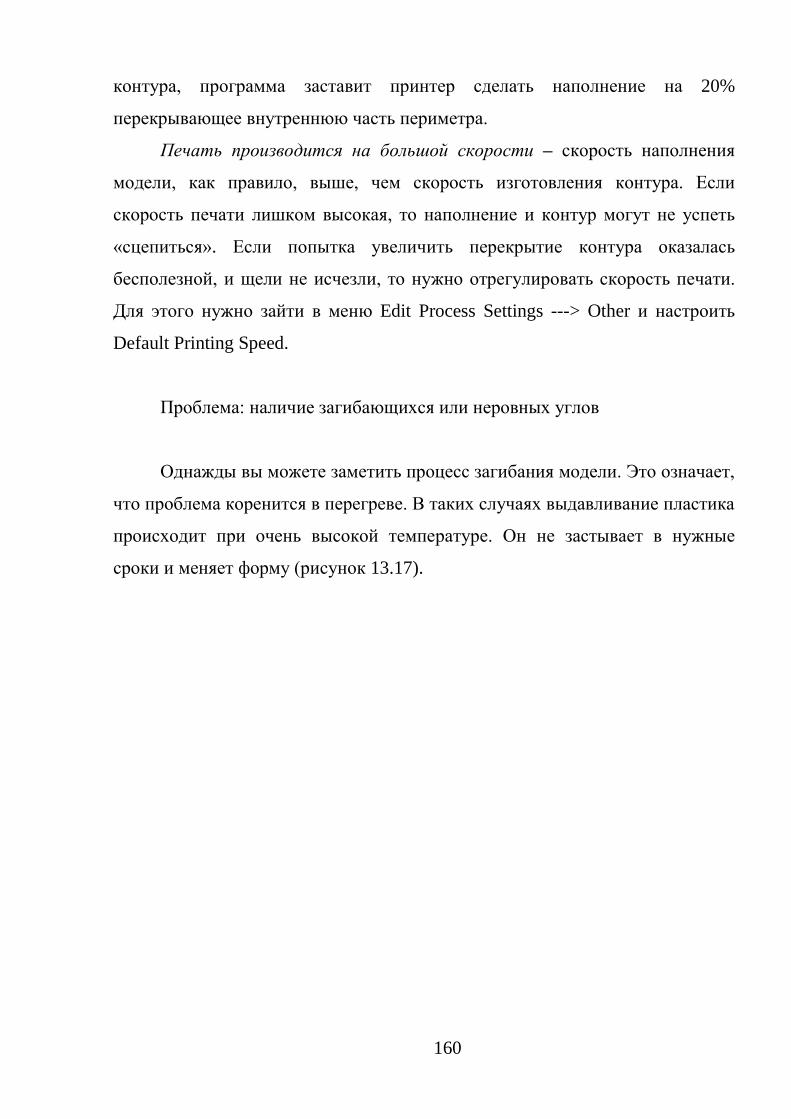
160
контура, программа заставит принтер сделать наполнение на 20%
перекрывающее внутреннюю часть периметра.
Печать производится на большой скорости – скорость наполнения
модели, как правило, выше, чем скорость изготовления контура. Если
скорость печати лишком высокая, то наполнение и контур могут не успеть
«сцепиться». Если попытка увеличить перекрытие контура оказалась
бесполезной, и щели не исчезли, то нужно отрегулировать скорость печати.
Для этого нужно зайти в меню Edit Process Settings ---> Other и настроить
Default Printing Speed.
Проблема: наличие загибающихся или неровных углов
Однажды вы можете заметить процесс загибания модели. Это означает,
что проблема коренится в перегреве. В таких случаях выдавливание пластика
происходит при очень высокой температуре. Он не застывает в нужные
сроки и меняет форму (рисунок 13.17).
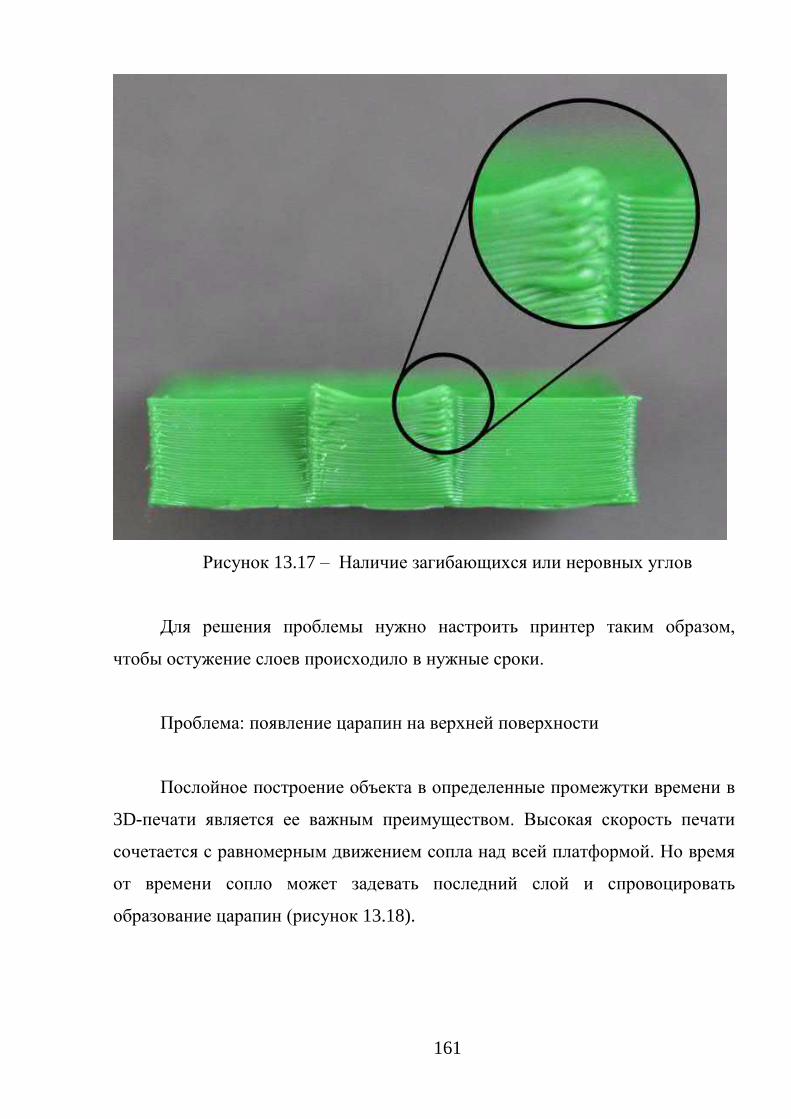
161
Рисунок 13.17 – Наличие загибающихся или неровных углов
Для решения проблемы нужно настроить принтер таким образом,
чтобы остужение слоев происходило в нужные сроки.
Проблема: появление царапин на верхней поверхности
Послойное построение объекта в определенные промежутки времени в
3D-печати является ее важным преимуществом. Высокая скорость печати
сочетается с равномерным движением сопла над всей платформой. Но время
от времени сопло может задевать последний слой и спровоцировать
образование царапин (рисунок 13.18).
162
Рисунок 13.18 – Появление царапин на верхней поверхности
Есть несколько причин такой проблемы.
Слишком много экструдируемого пластика – сначала следует
проверить, не много ли экструдируется пластика. Если его много, то слои
получаются толще, чем нужно. Тогда сопло будет задевать их.
Вертикальный подъем (Z-hop) – если же количество пластика
достаточное, а царапины все равно есть, то следует проверить настройку
«вертикальный подъем». Она регулирует высоту сопла над только что
распечатанным слоем до перемещения. Сопло опускается снова при подходе
к новым координатам. Регулировка позволит прекратить образование
царапин. Настройку можно сделать в Edit Process Settings ---> Extruder.
Нужно включить втягивание и установить нужное значение на retraction
Vertical Lift.
Проблема: наличие дыр и щелей между углами слоев
Как известно, нижележащий слой при печати выступает в качестве
фундамента для последующего слоя. Решить проблему прочности можно

163
регулированием экструдируемого пластика. Так можно соблюсти баланс
между прочностью основания и расходом материала.
Хрупкое основание обычно вызывает дыры и щели между слоями
(рисунок 13.19). Это часто видно на углах при изменении размера изделия.
Рисунок 13.19. – Наличие дыр и щелей между углами слоев
Для беспроблемного перехода на более мелкий элемент нужно, чтобы
была прочная опора. Какие же причины могут вызвать непрочность
основания?
Недостаточно периметров – в этом случае можно добавить к
изготавливаемому контуру еще периметры, что приведет к укреплению
фундамента. Важную роль играет степень толщины стенок, так как у модели,
как правило, полое наполнение. Этот параметр можно отрегулировать в Edit
Process Settings ---> Layer. Можно отпечатать еще больше периметров, если
прежнее количество не помогло.
Верхние слои недостаточно сплошные – другая причина может
заключаться в недостаточной плотности слоев. Они не получаются
достаточно сплошными. Чем тоньше потолок, тем меньше он служит опорой
164
для верхнего слоя. Исправить это можно в Edit Process Settings ---> Layer.
Низкий процент заполнения – процент заполнения можно
проконтролировать в Edit Process Settings ---> Infill. Наполнения должно
хватать, так как верхний слой накладывается над наполнением.
Проблема: наблюдается перегрев во время работы 3D-принтера
Множество отдельных слоев образуют боковые поверхности модели.
При нормальной работе принтера поверхность изделия будет гладкой, но
если возникли какие-либо проблемы, то внешняя поверхность перестает быть
гладкой, и на ней появляются борозды или линии.
Неравномерное экструдирование - качество филамента часто бывает
основной причиной. Колебания диаметра пластика в пределах 5% уже
достаточно для того, чтобы в ширине экструдируемого пластика произошли
изменения. В итоге, толщина некоторых слоев будет больше, что станет
видно на боковой поверхности. Равномерная печать требует качественного
пластика.
Колебания температуры – у многих принтеров регулировка
температуры осуществляется с помощью PID-контроллера. Неправильная
настройка этого элемента приводит к циклическим изменениям температуры.
Этот фактор вызывает «волны» на боках модели. Если были замечены
колебания температуры более чем на 2 градуса, то придется откалибровать
контроллер.
Механические проблемы – необходимо разобраться в причинах
неполадок, если прежние попытки устранить их оказались бесполезными.
Одной из вероятных причин может быть наличие какой-либо механической
проблемы. Например, следует проверить положение платформы, так как этот
фактор оказывает влияние на качество слоев. Если оборудование поместили
на неустойчивую платформу, то возникающая от этого вибрация обычно
приводит к утолщению некоторых слоев.

165
14 ОБРАБОТКА РАСПЕЧАТАННЫХ МОДЕЛЕЙ ПОСЛЕ 3D-ПЕЧАТИ
Процесс 3D-печати отличается сложностью и дороговизной, к тому же
готовые трехмерные объекты часто получаются не самой приятной
наружности. Как правило, при печати по технологии FDM внешние
поверхности готовых изделий оказываются ребристыми. Чтобы этого
избежать, требуется качественная финишная обработка. Как она
выполняется?
Механическая обработка 3D-модели наждачной бумагой
Кроме химической обработки требуется и механическая обработка
готовых трехмерных деталей. Чаще всего деталь подвергается шлифовке,
пескоструйной обработке и обработке парами растворителя. Несмотря на то,
что различные методы 3D-печати позволяют получать высокоточные модели,
без их финишной обработки не обойтись. Связано это с тем, что в некоторых
случаях появляются трещины на деталях или расслаиваются слои. Для
придания детали эстетичного облика применяется метод ошкуривания,
который позволяет убрать видимые дефекты с поверхности моделей.
Этот процесс играет важную роль, например, при создании ювелирных
изделий или экспонатов на выставку.
Созданные на 3D-принтере модели могут обрабатываться и наждачной
бумагой (рисунок 14.1).
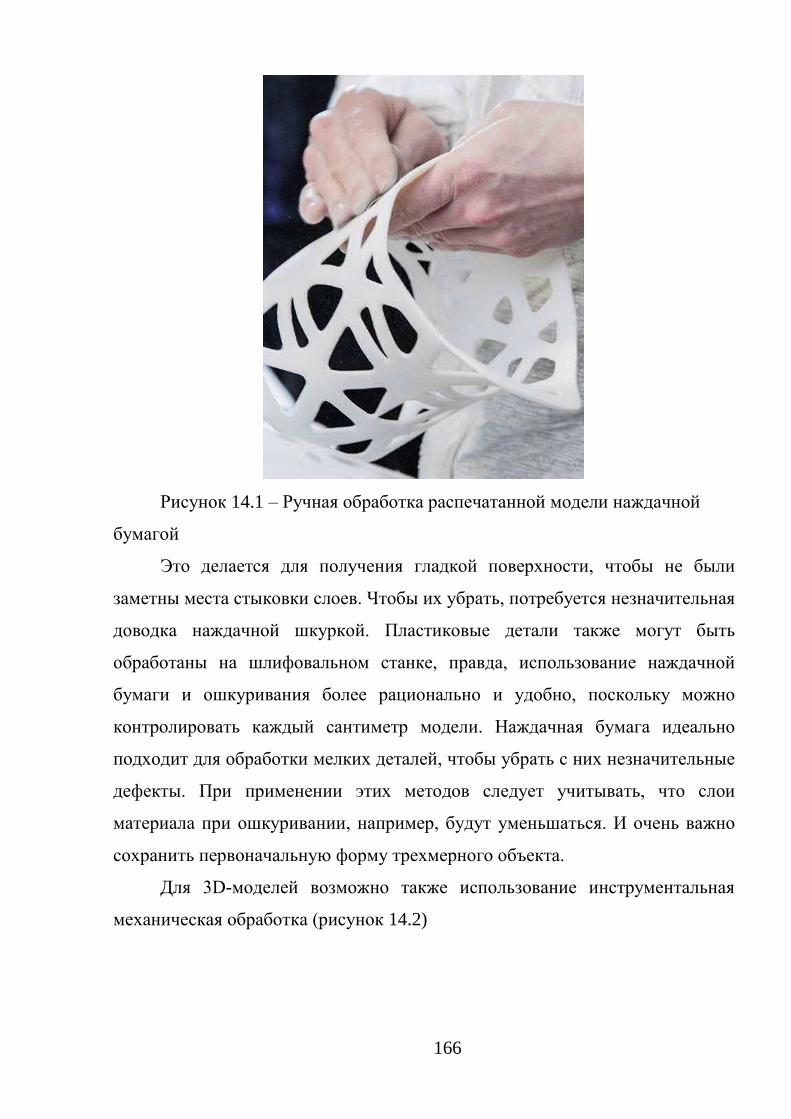
166
Рисунок 14.1 – Ручная обработка распечатанной модели наждачной
бумагой
Это делается для получения гладкой поверхности, чтобы не были
заметны места стыковки слоев. Чтобы их убрать, потребуется незначительная
доводка наждачной шкуркой. Пластиковые детали также могут быть
обработаны на шлифовальном станке, правда, использование наждачной
бумаги и ошкуривания более рационально и удобно, поскольку можно
контролировать каждый сантиметр модели. Наждачная бумага идеально
подходит для обработки мелких деталей, чтобы убрать с них незначительные
дефекты. При применении этих методов следует учитывать, что слои
материала при ошкуривании, например, будут уменьшаться. И очень важно
сохранить первоначальную форму трехмерного объекта.
Для 3D-моделей возможно также использование инструментальная
механическая обработка (рисунок 14.2)
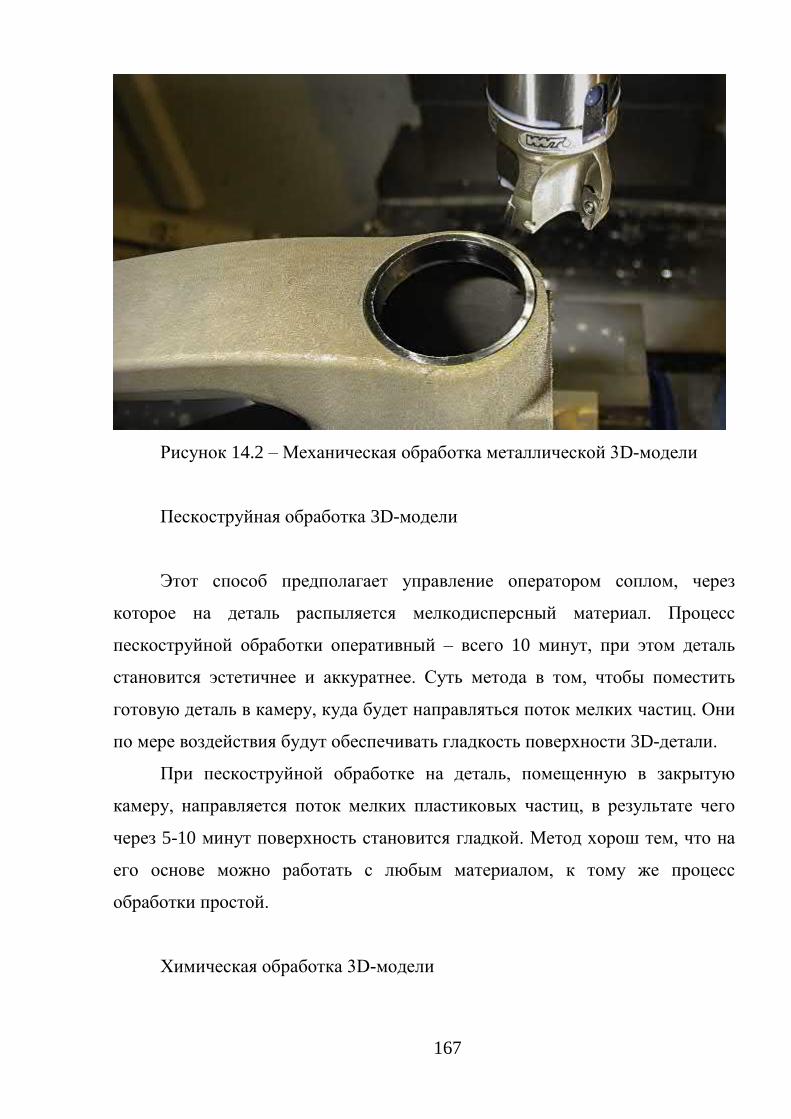
167
Рисунок 14.2 – Механическая обработка металлической 3D-модели
Пескоструйная обработка 3D-модели
Этот способ предполагает управление оператором соплом, через
которое на деталь распыляется мелкодисперсный материал. Процесс
пескоструйной обработки оперативный – всего 10 минут, при этом деталь
становится эстетичнее и аккуратнее. Суть метода в том, чтобы поместить
готовую деталь в камеру, куда будет направляться поток мелких частиц. Они
по мере воздействия будут обеспечивать гладкость поверхности 3D-детали.
При пескоструйной обработке на деталь, помещенную в закрытую
камеру, направляется поток мелких пластиковых частиц, в результате чего
через 5-10 минут поверхность становится гладкой. Метод хорош тем, что на
его основе можно работать с любым материалом, к тому же процесс
обработки простой.
Химическая обработка 3D-модели

168
Более перспективной считается обработка 3D-моделей химикатами,
правда, и тут есть свои сложности, в первую очередь технологические. Кроме
того, разные пластики по-разному вступают в реакции с реагентами, и
результат трудно предугадать. Например, ацетон отлично растворяет пластик
ABS, а в случае с PLA-пластиком он бессилен. Лимонен действует
полностью наоборот. Именно поэтому химическое сглаживание применяется
в основном по отношению к ABS-пластику, который более популярен и
доступен с точки зрения цены.
Типичным растворителем для этого вида пластика является ацетон.
Благодаря хорошей растворяющей способности его можно использовать и
как клеевой состав, когда требуется создание моделей из ABS-пластика.
Такой же клей целесообразно применять для ремонта расслоений детали или
при появлении трещин на ней. Особенность процесса сглаживания в
повышении не только эстетичности детали, но и ее прочности: благодаря
монолитной внешней оболочке модель становится прочнее и герметичнее
(рисунок 14.3).
а б
Рисунок 14.3 – Распечатанная модель до и после обработки ацетоном
Обработка 3D-модели погружением в ацетон

169
Этот метод обработки поверхности деталей считается перспективным.
ABS-пластик следует выдержать в этом растворе не больше 10 секунд – этого
времени вполне достаточно, чтобы растворился внешний слой изделия.
Однако конкретное время на выдержку детали варьируется в зависимости от
того, какого качества модель и какова концентрация ацетона. После
выдержки модель должна полежать на воздухе, чтобы ацетон испарился.
Этот метод обработки поверхности 3D-деталей прост и удобен, но
регулировать его нелегко. Если передержать модель, слои просто будут
растворяться, а мелкие детали ее потеряются. Если ацетон загрязнится
пластиком одного цвета, при обработке другой модели могут возникнуть
разводы пятен. А потому более удобным и контролируемым процессом
является обработка деталей посредством ацетоновых паров.
С помощью погружения в ацетон можно эффективно обработать
детали из популярного ABS-пластика с глянцевой поверхностью. Суть
метода в следующем: модель помещается в тару, в которой налито
небольшое количество ацетона. Сам трехмерный объект не должен
соприкасаться с растворителем, поэтому его нужно поставить на платформу
или подвесить над тарой. При этом важную роль играет материал
платформы. Например, дерево не подходит, поскольку оно будет склеиваться
с нижней поверхностью модели, и потом ее нельзя будет отделить. Лучше
всего взять подставку из металла (рисунок 14.4).

170
Рисунок 14.4 – Обработка детали в ацетоновой бане
После того, как модель размещена, емкость подогревается, повышая
тем самым температуру ацетона. Он начнет медленно испаряться. Помните о
том, что кипятить ацетон нельзя, поскольку на модели будет скапливаться
конденсат, который затем выльется в разводы на поверхности. Идеальной
температурой является максимум 56 градусов. Готовая модель должна
проветриться, пока не затвердеет внешняя поверхность. При обработке
парами нужно учесть толщину стенок трехмерной модели. Оболочка должна
иметь оптимальную толщину, чтобы выдержать потерю внешнего слоя,
поскольку тонкие черты могут просто раствориться в составе.
Инструмент «Finishing Touch»

171
Кроме бесплатных вариантов инструментов, на основе которых могут
обрабатываться 3D-детали, существуют коммерческие проекты. Один из них
создан компанией Stratasys и называется Finishing Touch. Ее отличительная
особенность – в возможности обработки любых вариаций ABS-пластика
высокого качества. Процесс обработки легкий и простой, поскольку имеется
система рециркуляции, а это дает возможность сэкономить на растворителе и
не загрязнять воздуха вредными парами. Разработчики устройства обещают,
что оно будет совместимо с пластиком ABS и PLA. Но при этом обработка
все-таки будет вестись с применением ацетона несмотря на то, что
полилактид (PLA), растворяется в нем плохо.
Инструмент «Makeraser»
Ручная обработка деталей 3d возможна благодаря инструменту
Makeraser. Изначально дизайнеры стремились обработать детали простой
кисточкой, но этот процесс требовал определенных умений, поскольку
размягченный пластик легко деформировался под воздействием щетинок.
Соответственно, на детали могли остаться следы, которые не всегда
выравнивались. С другой стороны, можно было нанести ацетон лишь
выборочно, благодаря чему не подвергались сглаживанию острые углы. Из-
за слишком больших трудностей и был создан инструмент Makeraser,
являющийся по сути простым фломастером с резервуаром. Он наполняется
посредством ацетона или ацетонового клея, после чего встроенным скребком
снимает модели с рабочей поверхности. Это практичный и универсальный
инструмент, правда, его рационально использовать, если нужно склеить
части модели или нанести ABS-пластик или ацетоновый клей на поверхность
рабочего стола.
Техника безопасности при работе с ацетоном
172
Ацетон – это не самое опасное вещество, однако надо быть
осторожным при работе с ним. Дыхание паров может привести к тому, что в
легких образуется отек, который запросто может перерасти в воспаление.
Первый признак отравления – неприятные ощущения с головокружением,
раздражение слизистых оболочек. В идеале работу с ацетоном нужно вести в
перчатках и очках. Ацетон – воспламеняемое вещество, а если его
концентрация будет выше 13% в воздушной смеси, может возникнуть и
взрыв. Если работы ведутся с парами ацетона, помещение должно хорошо и
вовремя проветриваться. Для нагревания химиката нельзя использовать
открытый огонь, поскольку по мере вытеснения воздуха из сосуда ацетон
будет охлаждаться и вступит в контакт с огнем.

173
ЗАКЛЮЧЕНИЕ
Благодаря появлению инновационных материалов, 3D-принтеров и
новых методов проектирования человечество сможет создавать объекты,
способные по команде осуществлять самосборку, изменять свои форму и
свойства. Благодаря последним достижениям в области компьютерного
моделирования и материаловедения, стало возможным создание
программируемых материалов, из которых человек будет изготавливать
объекты, способные к самоорганизации – такие, которые смогут сами себя
собирать и выстраивать, изменяя при этом свои форму и свойства при
внешнем воздействии. Ученые уже научились создавать самосборные
механизмы, правда, пока совсем крошечные, наноразмерные, они
используются в качестве биохимических датчиков, электронных устройств и
средств доставки лекарственных веществ внутри организма человека.
Однако, более интересно создавать программируемые материалы, по размеру
более близкие к человеку. Как это сделать? Двумя способами. Первый
заключается в том, чтобы изготавливать отдельные блоки – элементарные
строительные кирпичики, которые могли бы, самостоятельно, объединяясь
друг с другом или разъединяясь, формировать, тем самым, программируемые
структуры более высокого уровня. Второй подход заключается в том, чтобы
создавать монолитные объекты, которые при определенном внешнем
воздействии изменяют свою форму и функции благодаря тому, что в них
запрограммированы определенные свойства, т.е. заранее определены линии
перегиба, обозначены участки концентрации напряжения и вставлены
электронные схемы. Этот второй подход мы и называем четырехмерной (или
4D) печатью. Сначала используется 3D-печать: принтер создает объект путем
послойного распределения вещества; в результате на выходе мы получаем
изделие нужной конфигурации. Однако впоследствии – и в этом особенность
4D-печати – напечатанные таким образом изделия могут через определенный
промежуток времени менять свои форму и свойства. Различные изделия,
174
изготовленные из программируемых материалов, могут собирать и
выстраивать себя сами, без человеческого участия. Это особенно важно в
условиях опасных для жизни или даже для здоровья человека. Например,
освоение космоса не реально без использования АТ. Доставлять все
необходимое для жизни человека с Земли просто не реально, а доставить на
другие планеты, в том числе на удаленные на большие расстояния, установку
4D-принтер возможно уже сегодня. На других планетах или на орбите можно
будет превращать одни изделия в другие или менять их свойства по мере
надобности. Если иметь в виду освоенные аддитивные технологии, в
частности, 3D-принтеры, то в неживой природе можно найти аналог этим
технологиям, например, рост сталактитов и сталагмитов. Что касается
установок 4D-принтеров, то аналогов их продукции, причем в массовом
количестве, мы встречаем только в так называемой живой природе,
«продукты» которой на протяжении своей жизни намеренно или
запрограммировано меняют и свою геометрию, и свои возможности, и
назначения. Отдельные ученые говорили о программируемых материалах
еще в конце ХХ-го века, но практически этим стали заниматься только в 2007
году после того, как знаменитое Управление перспективных исследований
Министерства обороны США (DARPA) начало финансировать проект под
названием «Программируемый материал» – (Рrograttailer Malier). DARPA
разработало долгосрочный план по созданию роботизированных
микроскопических систем, которые способны превращаться в более крупные
системы военного назначения, такие как физические дисплеи и
специализированные антенны. За несколько лет ученые добились успехов в
создании миниатюрных роботов, способных менять свою форму. Размеры
этих искусственных созданий достигают всего нескольких миллиметров – не
больше, но работы продолжаются. Сейчас ученые занимается проблемой
создания с помощью 3D- печати таких устройств, на которые не нужно было
бы устанавливать механизмы, привычные для роботов (моторчики, провода,
электронную начинку). В лаборатории исследования самосборных систем

175
(SАЦ при Массачусетском технологическом институте (MIT) ученые создали
объект, напоминающий змею и изготовленный из специального полимера,
который после погружения в воду сам собой раскладывается, образуя буквы
«М I Т». Ученые также создали такие любопытные изделия, как полимерная
нить, которая переводит аббревиатуру MIT в SAL. Плоская пластинка,
которая самостоятельно складывается, образуя октаэдр, плоский диск,
который при контакте с водой преобразуется в изогнутую структуру,
напоминающую фигурку оригами.
Уже в настоящее время можно на 3D-принтере «вырастить» нужное
изделие, но если мы хотим, чтобы оно могло менять свои формы, функции и
назначения нужно «заложить» в управляющие программы аддитивных
установок много дополнительных данных, в том числе о свойствах
программируемых материалов и о трансформациях, которые должны
произойти с выращенным изделием. С таким количеством данных, плюс
множество вариантов и последовательностей возможных трансформаций
просто не справляются современные САПР. Понятно, что для решения такой
сложной задачи необходимо разработать адекватную модель всего процесса.
С этой целью ученые создали целую библиотеку элементарных действий,
используемых при сложной деформации любого нужного нам объекта,
например, такие: сгибание, растягивание, скручивание, сжимание и т. д.
Получается, что сложная деформация всего объекта целиком зависит от
суммы составляющих ее элементарных деформаций. Объекты можно
конструировать двумя способами: или с помощью последовательного набора
команд (например, «согнуть», – «согнуть», – «растянуть»), или задать
команды логически («если произойдет деформация А – выполнить В», «если
произойдет В – выполнить С»). Количество аналогичных команд
увеличивается, особенно количество их комбинаций, поэтому, если мы хотим
внедрить в нашу повседневную жизнь программируемые материалы, мы
должны вначале разработать компьютерный софт, способный моделировать
трансформацию созданных объектов и переводить их на язык команд
176
принтера. Для решения этих задач американцы уже запустили проект Cyborg
и уже добились определенных успехов. Вначале программируемые
материалы создали на основе одной команды и комбинации из двух
материалов. Но уже разработаны программируемые материалы,
позволяющие создавать достаточно сложные объекты. Но здесь мы пока
ограничены недостаточной мощностью компьютеров и рядом других причин.
Лучшее представление о программируемых материалах можно получить с
помощью вокселя – это объемный (пространственный) аналог пикселя. В
программируемом материале
Говоря о перспективах АТ, мы вынуждены ссылаться на достижения
американских и некоторых других, но не отечественных ученых, но и у нас
перспективы достаточно неплохие. Если в первом десятилетии ХХI века
только отдельные «продвинутые» предприниматели приобрели аддитивные
установки, то теперь мы начали готовить специалистов по проектированию,
производству и эксплуатации аддитивных установок, а значит, подключаем к
решению этих важных проблем молодых и амбициозных людей. К
использованию АТ подключились многие российские фирмы, в том числе
крупные, например, «Росатом», который располагает всем необходимым не
только для использования АТ, но и их развития и совершенствования.
177
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Семенова Е.Г., Чабаненко А.В., Назаревич С.А. Выявление
ключевых показателей качества технологического процесса производства
корпуса РЭА на основе FDM. Радиопромышленность. 2017 (4) С.141-145.
2. Чабаненко А.В. Управление качеством корпусных элементов
РЭА РИА: Журнал.: “Стандарты и качество”: М., 2018 Вып. 2 С. 90-94.
3. Чабаненко А.В. Комбинированная технология производства в
авиастроительной промышленности России Международная научно-
практическая конференция «Новая наука: стратегии и вектор развития»
Ижевск.,2016 в 2ч. Ч.1 С. 32-37.
4. Чабаненко А.В. Оценка производства корпусов РЭА на основе
комбинированной FDM технологии Избранные научные труды
Международной научно-практической конференции «Управление качеством»
М.,2017 С. 616.
5. Чабаненко А.В. Оценка производства корпусов РЭА на основе
комбинированной FDM технологии Избранные научные труды Шестнадцатая
Международная научно-практическая конференция «Управление качеством»
М.,2017 Вып. 1 (416) С. 374-379.
6. Чабаненко А.В. Production of CEA casings based on combined FDM
technology Известия кафедры UNESCO «дистанционное инженерное
образование», сборник статей. ГУАП, 2017.
7. Чабаненко А.В., Назаревич С.А. Обучение основам работы на
аддитивных установках с учётом экологических требований 3D-печати
Сборник статей Всероссийской очно-заочной научно-практической
конференции с международным участие: "Формирование престижа
профессии инженера у современных школьников" в рамках Петербургского
образовательного форума, СПб. С.248-251.
8. Семенова Е.Г., Чабаненко А.В., Смирнова В.О. Управление
качеством процесса послойного синтеза корпусных элементов РЭА:

178
Избранные научные труды Шестнадцатая Международная научно-
практическая конференция «Управление качеством» М.,2018 Вып. 1 (444) С.
332-337
9. Гибсон Я., Стакер Б., Розен Д. Технологии аддитивного
производства. Трехмерная печать, быстрое прототипирование и прямое
цифровое производство. М.: «Техносфера», 2016. – 656с.
10. Шишковский И. Основы аддитивных технологий высокого
разрешения. СПб.: Питер, 2016. – 400с.
11. Смирнов, В.В. Перспективы развития аддитивного производства
в российской промышленности. Опыт ФГБОУ УГАТУ / В.В. Смирнов, В.В.
Барзали, П.В. Ладнов //Новости материаловедения. Наука и техника. - №2
(14). – 2015. – С.23-27.
179
ПРИЛОЖЕНИЕ 1. ТРЕБОВАНИЯ К ЗАЧЁТУ
Для получения положительной оценки за курс необходимо выполнить
две практические работы, в которых будет смоделировано или взято за
основу существующие производственное решение с использованием
Аддитивных технологий.
Примерный план работы:
1. Титульный лист;
2. Содержание;
3. Введение (описание производства и проблем, которые предстоит
решать);
4. Поочерёдно применить все преимущества технологий печати.
• Введение для каждого этапа в решении какой-то проблемы на
предприятии, где он будет использоваться, и какой результат планируется
получить;
• Применение;
• Вывод по результатам применения.
5. Заключение (какие результаты были достигнуты благодаря
применению на выбранном производстве);
6. Список литературы.
Для защиты работ необходимо знать аддитивные технологии их
определения и способы применения на производстве, а также порядок
построения.
Итоговая работа состоит из двух частей: теоретической и
практической. В теоретическую часть входит описание сферы применения
результата исследования (методической разработки, технологического
решения и т.п.), а также краткое описание основного замысла исследования и
этапов его осуществления. В практической части должен быть представлен
сам результат исследования (фрагмент занятия, мероприятия и т.п.)

180
ПРИЛОЖЕНИЕ 2. РЕКОМЕНДАЦИИ ПО СОСТАВЛЕНИЮ
ТЕОРЕТИЧЕСКОЙ ЧАСТИ ИТОГОВОЙ РАБОТЫ
По содержанию теоретическая часть включает в себя:
1. Титульный лист.
2. Оглавление.
3. Обоснование темы.
4. Ход исследования.
5. Заключение.
6. Список литературы и источников.
7. Приложения (при наличии).
Титульный лист является первой страницей. В нижнем поле
указываются место и год выполнения работы.
Оглавление идёт вслед за титульным листом помещается оглавление, в
котором приводятся все заголовки и указываются страницы, на которых они
находятся. Сокращать их или давать в другой формулировке,
последовательности и соподчиненности нельзя. Все заголовки пишутся с
прописной буквы и без точки в конце. Последнее слово каждого заголовка
соединяют отточием с соответствующим ему номером страницы в правом
столбце оглавления.
Обоснование темы – в этой части обосновываются актуальность
выбранной темы, цель и содержание поставленных задач, формулируются
планируемый результат и основание проблемы, указываются межпредметные
связи, сообщается в чем новизна исследования и целевая аудитория.
Актуальность – обязательное требование к любому исследованию.
Обоснование ее включает оценку значимости исследования и
предполагаемых результатов, раскрываются возможности их использования
на практике.
От формулировки цели исследования необходимо перейти к указанию
181
конкретных задач, которые предстоит решать в соответствии с ней. Это
обычно делается в форме перечисления (изучить…, описать…, установить...,
выявить…, создать… и т.п.). Необходимо также указать педагогическую
направленность исследования.
Ход исследования – включает в себя краткое описание этапов работы в
исследовании.
Заключение – Исследование завершается заключением. В нем
последовательно излагаются полученные результаты, определяется их
соотношение с общей целью и конкретными задачами, дается самооценка
обучающимся проделанной им работы. В некоторых случаях возникает
необходимость указать пути продолжения исследования темы, а также
конкретные задачи, которые предстоит при этом решать.
Список литературы и источников – после заключения принято
помещать список литературы и веб-ресурсов.
Приложение (при наличии) – вспомогательные или дополнительные
материалы, которые загромождают основную часть работы, помещают в
приложениях.
Рекомендации по составлению
Теоретическая часть итоговой работы выполняется с помощью
компьютера на одной стороне листа белой бумаги формата А4 (210х297)
через два-полтора межстрочных интервала с числом строк на странице не
более 40. В каждой строке должно быть не более 60-65 знаков с учетом
пробелов между словами. Минимальная высота шрифта 1,8 мм. Текст
следует печатать, соблюдая следующие размеры полей: левое – не менее 30
мм; правое – не менее 10 мм; верхнее – не менее 15 мм; нижнее – не менее 20
мм.
Все страницы в работе должны быть пронумерованы.
182
ПРИЛОЖЕНИЕ 3. ВОПРОСЫ К ЗАЧЁТУ
1. Какие виды аддитивных технологий в промышленности вы
знаете?
2. Какое бы определение технологии 3Д печати вы бы дали?
3. Что такое 3Д принтер (назовите его основные элементы)?
4. Назовите основные функции 3Д принтера (принцип его
назначения)?
5. Приведите пример применения 3Д принтера в образовательной
организации?
6. Назовите базовые операции (этапы) 3Д печати?
7. 7Назовите основное назначение программного обеспечения для
3Д печати?
8. Приведите несколько примеров образовательных ресурсов сети
интернет, посвященных 3Д печати?
9. Опишите урок (приведите пример), в котором применяется
технология 3Д печати?
10. Какие дидактические возможности дает освоение технологии
работы с 3Д принтером?
183
ПРИЛОЖЕНИЕ 4. ТЕМЫ РЕФЕРАТОВ
1. Повышение качества учебного процесса при применении средств
ИКТ в образовательном процессе на примере современных технологий 3D
печати.
2. Влияние средств ИКТ, применяемых педагогическим работником, на
эффективность процесса обучения (на примере технологии применения 3D
принтера).
3. Возможности технологии 3D печати при организации и проведения
уроков в различных предметных областях.
4. Возможности технологии 3D печати при организации внеурочной
деятельности в различных предметных областях.
5. Возможности технологии 3D печати при организации и проведении
проектной деятельности в общеобразовательной школе.
6. Современное средство ИКТ – 3D принтер – как условие
формирования самостоятельной деятельности обучающихся в учебном
процессе.
7. Фрагмент учебного занятия по (наименование предмета) с
использованием современного средства ИКТ на примере работы с 3D
принтером.
8. Применение аддитивных технологий в машиностроении.
9. Применение аддитивных технологий в радиоэлектронике.
10. Особенности проектирования с использованием аддитивных
технологий.