Embed Size (px)
Citation preview

FLUIDOS DE CORTE: UMA
ABORDAGEM GERAL E NOVAS
TENDÊNCIAS
Fabio Cordeiro de Lisboa (UFAM )
Jessyca Jordanna Barroso de Moraes (UFAM )
Massako de Almeida Hirashita (UFAM )
Os processos de usinagem geram uma grande quantidade de calor que
provoca resultados indesejáveis no produto final, além de elevar o
custo de produção deste. Para reduzir ou dissipar o calor gerado
utiliza-se os fluidos de corte. No entantoo, apesar de todos os
benefícios dos fluidos de corte, pesquisas ressaltam que sua aplicação
cria severos impactos ambientais, como a poluição ou contaminação
da água, do solo, e do ar, além de problemas para a saúde dos
operadores. Diante do exposto, este artigo tem por objetivo apresentar
um quadro geral sobre os fluidos de corte (funções, classificação,
seleção, e outros) e algumas das tendências tecnológicas e de
aplicação que visam à redução ou à eliminação do uso dos fluidos de
corte nos processos de usinagem. As informações aqui apresentadas
foram coletadas por meio de pesquisas em literaturas relacionadas ao
tema.
Palavras-chaves: Processo de usinagem, fluidos de corte, impactos
ambientais, tendências tecnológicas.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
2
1. Introdução
O termo usinagem é aplicado a todos os processos de fabricação onde ocorre a retirada de
material – cavaco – pela ferramenta, conferindo à peça: forma, dimensão e acabamento (DIN
8580, 2009 APUD SOUZA, 2011). Durante essa retirada de material é gerada uma grande
quantidade de calor, devido ao atrito que ocorre entre a ferramenta-peça e cavaco-ferramenta.
Este calor pode desgastar a ferramenta além do normal e aumentar as dimensões da peça
(dilatação térmica). Para diminuir e/ou extrair da ferramenta e da peça o calor, usam-se os
fluidos de corte como lubrificante e/ou refrigerante.
Taylor, em 1890, foi o primeiro que averiguou e mediu a influência dos fluidos de corte na
usinagem dos materiais. Sua constatação se deu por meio da utilização de água para resfriar a
ferramenta, reduzindo os indesejáveis efeitos da alta temperatura na mesma. Além disso, tal
feito conseguiu aumentar a velocidade de corte em 33% sem prejudicar a vida útil da
ferramenta. Logo depois, Taylor utilizou uma solução água e sabão para impedir a peça e/ou a
ferramenta de enferrujar.
Ao longo do tempo, vários experimentos foram realizados e novos meios-refrigerantes
surgiram (óleos graxos, óleos minerais, combinação de óleos e aditivos-, óleos emulsionáveis
e fluidos de corte). No entanto, apesar de todos os benefícios dos fluidos de corte, sua
aplicação cria severos problemas ambientais como a poluição, problemas de saúde aos
operadores e contaminação da água e do solo. Neste cenário, tendências tecnológicas e de
aplicação visam à redução ou à eliminação do uso dos fluidos de corte nos processos de
usinagem. (VACARO, 2009; SOUZA, 2011; LAWAL et al., 2012)
Diante do exposto, apresentamos um quadro geral sobre os fluidos de corte (funções,
classificação, seleção, e outros) e algumas das tendências relacionadas ao seu uso e impactos
gerados ao meio ambiente e à saúde humana. As informações aqui apresentadas foram
coletadas por meio de pesquisas em literaturas relacionadas ao tema e apresentadas de forma a
relacionar melhoria de produtividade, ergonomia e impacto ambiental ao correto
dimensionamento da vazão e seleção dos fluidos de corte nos processos de usinagem.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
3
2. Funções e propriedades do fluido de corte
A grande quantidade de calor gerado nas operações de corte, devido à energia que se deve ter
para conseguir retirar o cavaco e à energia derivada do atrito entre o cavaco-ferramenta e
entre a ferramenta-peça, provoca resultados indesejáveis na superfície de trabalho, na
ferramenta, influenciando na qualidade e no custo do produto final. Assim, surgem os fluidos
de corte, que “são aqueles líquidos e gases aplicados na ferramenta e no material que está
sendo usinado, a fim de facilitar a operação de corte” (AVALLONE ET. AL., 1978 APUD
CIMM), tendo como principais funções:
Refrigerar a região de corte;
Lubrificar as áreas em atrito;
Retirar o cavaco da zona de corte;
Proteger a ferramenta, a peça e a máquina da corrosão e oxidação. (CIMM -
CENTRO DE INFORMAÇÃO METAL MECÂNICA)
Para desempenhar suas funções, entretanto, os fluidos de corte precisam apresentar algumas
propriedades. Um fluido de corte deve ter como um bom refrigerante:
Baixa viscosidade a fim de que flua facilmente;
Capacidade de envolver “molhar” para estabelecer um bom contato térmico;
Alto calor específico e alta condutividade térmica. (DINIZ, 1999)
Estas características facilitarão a dissipação rápida do calor. Mesmo quando o material da
ferramenta é resistente ao desgaste, o refrigerante é utilizado para garantir as “qualidades
dimensionais, geométricas e de superfície” da peça (DINIZ, 1999).
E deve ter como um bom lubrificante:
Resistir a pressões e temperaturas elevadas sem vaporizar;
Boas propriedades antifricção e antissoldantes;
Viscosidade adequada – a viscosidade deve ser suficientemente baixa para
permitir uma fácil circulação do fluido e suficientemente alta de modo a
permitir uma boa aderência do fluido às superfícies da ferramenta. (DINIZ,
1999)

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
4
Estas propriedades permitem que o fluido consiga chegar à região de corte, diminuindo o seu
coeficiente de atrito, ainda que submetido a altas velocidades de corte.
Além das propriedades de refrigerar e lubrificar, outras propriedades também são desejáveis
em um fluido de corte: ausência de odores desagradáveis, antiespumante, compatibilidade
com o meio ambiente, entre outros. Como não existe um fluido que atende a todas as
exigências, os fluidos são modificados com aditivos que melhoram as características próprias
do fluido ou lhe atribuem novas qualidades. No entanto, deve-se considerar que a melhoria de
certas características pode influenciar negativamente outras e que as qualidades desejáveis
variam de acordo com a aplicação. Assim, é necessário um estudo de cada caso para definir o
fluido mais adequado.
3. Classificação
Não há uma classificação padrão dos fluidos de corte. Ferraresi (1977) classifica os fluidos
em três grupos: sólidos, líquidos e gasosos. Diniz (1999), por sua vez, classifica-os em: ar,
tipos aquosos e óleos. Em outra referência, os fluidos dividem-se em dois grupos: os não
miscíveis em água e os miscíveis em água (DIN 51385, 1991 APUD STOETERAU, 2007).
Na tentativa de unificar as classificações existentes, apresenta-se a Figura 1 que destaca,
também, as principais composições e propriedades dos fluidos de corte.
Figura 1 - Tipos, composição e propriedades dos fluidos de corte
Fonte: Adaptado de Ferraresi (1977) e Diniz (1999); elaboração própria

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
5
4. Seleção do fluido de corte
Ao selecionar o fluido de corte adequado para determinada operação de usinagem é
necessário se ter claro o objetivo que se deseja alcançar com a utilização do fluido de corte e
levar em conta alguns fatores comentados a seguir.
4.1 Condições de usinagem
Em usinagem de condições severas (usinagem onde se tem alto avanço e profundidade e baixa
velocidade de corte) e com forças de corte elevadas, é usado como fluido de corte lubrificante
o óleo puro, que é aplicado nas partes em contato. Já na usinagem branda ou leve, onde há
velocidade de corte alta, usa-se a emulsão, pois é necessária principalmente a refrigeração.
(DINIZ, 1999)
4.2 Material da ferramenta
A escolha de materiais para as ferramentas usadas nos processos de usinagem é muito
importante para se ter sucesso na operação. Alguns destes materiais são o aço rápido, o metal
duro, a cerâmica e o diamante e devem conter as seguintes propriedades, segundo Ferraresi
(1977) e Diniz (1999):
Elevada dureza a quente;
Elevada dureza a frio;
Tenacidade;
Resistência à abrasão;
Estabilidade química;
Facilidade de obtenção a preços econômicos.
Porém, nenhum material tem todas essas características, logo, é necessário listar as
propriedades principais e as secundárias que se quer ter. O aço rápido, por exemplo, mantém a
dureza até temperaturas em torno de 600°C, possuindo maior resistência à abrasão. Tem como
fluido de corte as emulsões com aditivos antiferruginosos, pois não podem ser expostos à
água devido à corrosão. (FERRARESI, 1977; DINIZ, 1999)

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
6
4.3 Material da peça
Segundo Ferraresi (1977), conhecer o material da peça a ser usinada e o seu comportamento é
decisivo para uma escolha correta do fluido de corte. Assim, surge o conceito de
usinabilidade, que nada mais é do que a propriedade que os materiais têm de se deixarem ser
usinados. Muitos fatores exercem influência na usinabilidade dos materiais como: variação da
composição do material da peça, o quanto deformou a frio, as propriedades mecânicas, entre
outros.
A laminação a quente afeta a usinabilidade da seguinte maneira:
Aços contendo até 0,30% de carbono: há um abaixamento do índice de
usinabilidade;
Aços contendo de 0,30 a 0,40% de carbono: há pouca influência;
Aços contendo acima de 0,40% de carbono: há um aumento do índice de
usinabilidade. (FERRARESI, 1977)
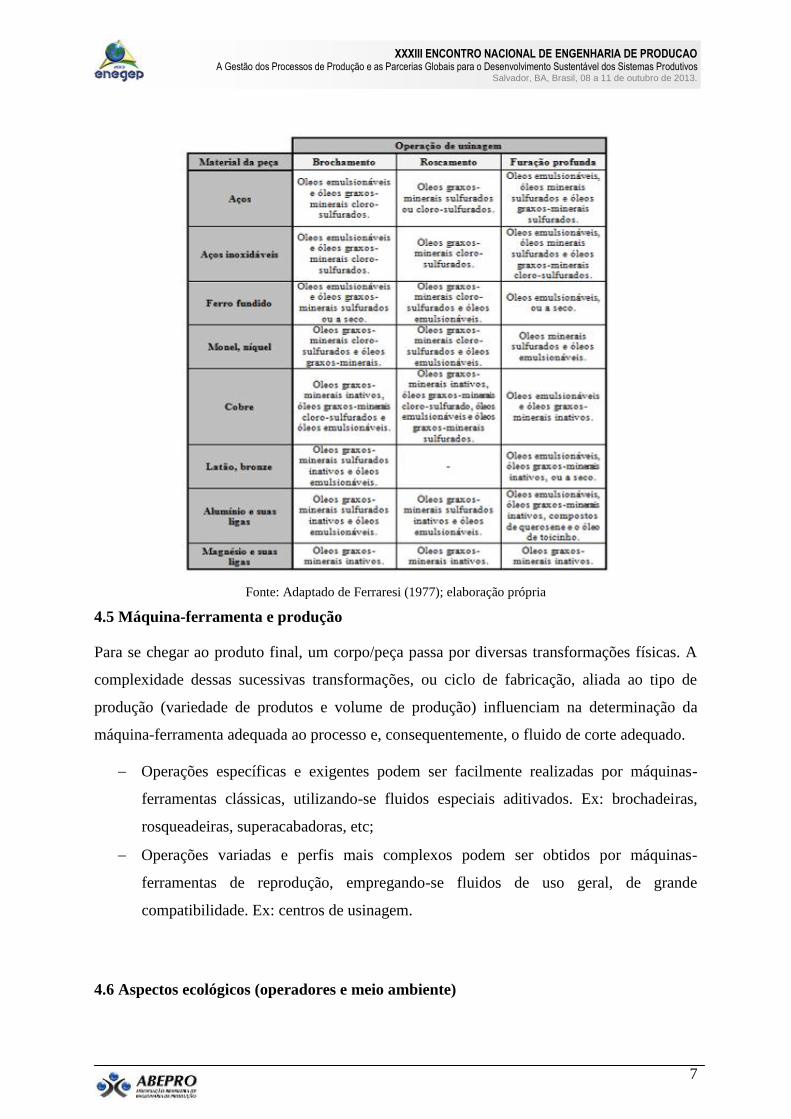
Os materiais da peça podem ser: aço; ferro fundido; alumínio e suas ligas; magnésio e suas
ligas; cobre e suas ligas; e níquel e suas ligas. Na Figura 2 é possível ver quais são os fluidos
de corte usados em algumas operações de corte segundo os materiais da peça.
4.4 Operação de usinagem
Cada operação de corte tem objetivos e parâmetros de usinagem diferentes entre si. Sendo
assim, cada processo tem o fluido de corte que mais se adequa a ele, levando-se em conta a
finalidade da operação e o material da peça a ser usinada (Figura 2).
Figura 2 - Fluidos de corte segundo o material da peça e a operação de usinagem
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
7
Fonte: Adaptado de Ferraresi (1977); elaboração própria
4.5 Máquina-ferramenta e produção
Para se chegar ao produto final, um corpo/peça passa por diversas transformações físicas. A
complexidade dessas sucessivas transformações, ou ciclo de fabricação, aliada ao tipo de
produção (variedade de produtos e volume de produção) influenciam na determinação da
máquina-ferramenta adequada ao processo e, consequentemente, o fluido de corte adequado.
Operações específicas e exigentes podem ser facilmente realizadas por máquinas-
ferramentas clássicas, utilizando-se fluidos especiais aditivados. Ex: brochadeiras,
rosqueadeiras, superacabadoras, etc;
Operações variadas e perfis mais complexos podem ser obtidos por máquinas-
ferramentas de reprodução, empregando-se fluidos de uso geral, de grande
compatibilidade. Ex: centros de usinagem.
4.6 Aspectos ecológicos (operadores e meio ambiente)
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
8
Em suas composições, os fluidos de corte contêm óleos e agentes químicos que podem causar
danos ao solo, água e ar. Portanto, os fluidos de corte devem ser descartados adequadamente
segundo legislação ambiental existente.
Óleos de corte puros ou integrais podem ser vendidos para refinação; regenerados pelo
fabricante ou empresas especializadas; queimado para aproveitamento energético (caldeiras)
ou incinerado de acordo com a legislação ambiental. Quanto aos óleos emulsionáveis, os
processos de descarte podem ser divididos em: físico (filtração e quebra térmica), químico
(adição de sais) e físico-químico (quebra ácida com adsorção a quente). No entanto, todos eles
têm em comum os seguintes estágios: quebra da emulsão, separação do óleo e tratamento da
água. A escolha do processo depende do estado da emulsão, de sua composição e do custo
envolvido. (GONÇALVES, 2010)
Grande parte dos fluidos possui componentes que podem causar, além do impacto ambiental,
doenças ao ser humano. O contato do fluido com o operário pode ser direto ou através de
vapores, névoa ou subprodutos formados durante a usinagem, podem causar problemas de
pele, câncer, ou doenças pulmonares. Algumas medidas preventivas como uso de cremes
protetores e a adoção de EPIs adequados podem minimizar ou eliminar o risco de
contaminação do operador. (GONÇALVES, 2010; SOUZA 2011)
4.7 Análise econômica
Relação custo-benefício relacionada à: aquisição, armazenamento, preparo, controle em
serviço e o descarte do fluido de corte. Estas despesas correspondem a cerca de 16% do custo
de produção por peça. (SOUZA, 2011)
4.8 Recomendações dos fabricantes
Considerar as recomendações não apenas do fabricante do fluido de corte, mas, também, da
máquina-ferramenta e da ferramenta para escolha adequada do fluido de corte.
5. Manutenção

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
9
Os mesmos cuidados que se tem com máquinas, por exemplo, deve-se ter com os fluidos de
corte, a fim de evitar a degradação prematura dos mesmos. Cuidados especiais desde o
armazenamento até o ponto de aplicação do fluido na região de corte devem ser tomados.
5.1 Óleos de corte
Os óleos devem ser removidos periodicamente para sofrerem operações de limpeza (filtração,
centrifugação ou similares) caso, quando em trabalho, se contaminem rapidamente com
cavacos e impurezas diversas. Estas operações de limpeza podem ser feitas na própria
máquina operatriz, desde que o grau de impurezas permita e que contenha tubulações e
espaços indispensáveis a uma adequada filtração do fluido de corte. Após a remoção do óleo
de corte e da limpeza das tubulações e unidades, o sistema é preenchido com o óleo limpo ou
então óleo novo. (FERRARESI, 1997)
5.2 Óleos emulsionáveis e fluidos químicos
Toda emulsão deve ser preparada misturando-se o óleo na água. A emulsão invertida (água
em óleo) resultará em uma mistura instável. Ressaltando-se que, a introdução do óleo no
tanque acontece ao mesmo tempo que a agitação da água para se proceder à emulsão. Devido
a água dessa preparação ser de suma importância para os fins esperados da emulsão, deve-se
ter alguns cuidados. O recomendável é que a água usada na operação sempre deve ser sem
dureza alguma e no caso de existência da dureza é necessário que a água sofra tratamento
antes de ser usada na preparação do fluido de corte. Além disso, deve-se ter cuidado com o
pH da água que, para emulsão recém preparada, deve ficar entre 8,5 e 10,0 (alcalino).
(FERRARESI, 1997; SÁ, 2010)
Em processos de usinagem onde há grande geração de calor a concentração da emulsão
precisa ser observada, pois tal calor excessivo pode provocar a evaporação da água. Em
processos como a retificação, por exemplo, o que pode ocorrer é o consumo rápido do óleo da
emulsão, tornando-a mais diluída. Segundo Ferraresi (1977), “a vida das emulsões pode variar
de uma semana a seis meses”. Mas cuidados ao se refrigerar as emulsões podem melhorar a
vida desses fluidos.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
10
Na composição dos óleos solúveis é comum incluir agentes bactericidas, devido a uma
possível presença de microorganismos (bactérias, fungos e algas) na água, que podem
desestabilizar e provocar mau cheiro do fluido de corte por causa do ataque das bactérias aos
sulfatos inorgânicos encontrados na água natural. Para se dizer que o fluido de corte é de boa
qualidade ele precisa ter grande resistência a este estado de emulsão rançosa.
Geralmente os fluidos de corte são submetidos a processos de purificação com os seguintes
objetivos:
a) Redução da mão de obra na limpeza de reservatórios;
b) Controle das propriedades dos fluidos, para que sejam garantidas as
concentrações corretas para cada máquina (nos sistemas centralizados);
c) Redução do descarte com possibilidade de remoção de metálicos finos, resíduos
de rebolo e outros contaminantes;
d) Melhoria da qualidade das peças fabricadas;
e) Aumento da vida útil do fluido de corte. (CIMM - CENTRO DE
INFORMAÇÃO METAL MECÂNICA)
O processo de purificação pode ser feito através de procedimentos simples como a decantação
(escumação) e filtração ou através de dispositivos especiais.
6. Aplicação dos fluidos de corte
Os fluidos sólidos podem ser aplicados “diretamente na superfície de saída da ferramenta,
antes da operação de usinagem”, ou como “aditivo metalúrgico”. Os fluidos de corte líquidos
e gasosos “são aplicados diretamente sobre região de corte” (FERRARESI, 1977).
De modo geral, para que o fluido de corte desempenhe suas funções deve ser aplicado
próximo da aresta de corte, nas interfaces peça/ferramenta/cavaco. Não há um consenso em
relação à melhor direção de aplicação de fluido.
Ao definir a forma de aplicação deve-se considerar, além do tipo do fluido de corte
empregado e as direções do jato, o tipo de operação de usinagem, a pressão e o volume do
fluido.
7. Tendências tecnológicas

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
11
Aspectos produtivos, econômicos e ambientais, apresentados no tópico sobre seleção do
fluido de corte, têm levado a pesquisas e desenvolvimentos de técnicas que visam reduzir ou
eliminar o uso de lubri-refrigerantes nos processos de usinagem. Em consonância com essa
tendência surgem as técnicas de aplicação de mínima quantidade de fluido de corte (MQF), o
resfriamento criogênico e a usinagem a seco. (LAWAL, 2012)
7.1 Usinagem a seco
O processo de usinagem a seco implica em abrir mão dos benefícios do fluido de corte. No
entanto, resulta, também, na eliminação de custos de aquisição e manutenção dos fluidos, bem
como dos impactos negativos ao meio ambiente e à saúde do operador. Resultados positivos
têm sido obtidos, empregando esta técnica em operações de torneamento e fresamento,
utilizando-se ferramentas de metal-duro revestido, de cerâmica e de nitreto de boro cúbico. A
aplicação desta técnica, entretanto, exige a adaptação de todos os fatores influentes no
processo: sistema de refrigeração da máquina-ferramenta, sistema de remoção do cavaco,
parâmetros de corte, entre outros.
Figura 3 - Usinagem a seco
Fonte: Stoeterau, 2007
7.2 Usinagem com técnica de resfriamento criogênico
Consiste na aplicação de nitrogênio líquido para redução da temperatura durante o processo
de usinagem. É uma alternativa ambientalmente correta, uma vez que não há fluido de corte
para se descartar, pois o nitrogênio evapora inofensivamente no ar. Além do mais, o cavaco
gerado por esta técnica está livre de contaminantes, podendo ser reciclado. Experimentos
revelam bom desempenho desta técnica a baixas velocidades de corte, bem como, redução do
desgaste do flanco e aumento da vida da ferramenta. No entanto, a regulação do fluxo e

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
12
pressão do nitrogênio líquido são fatores críticos, para evitar o arrefecimento demasiado da
peça de trabalho e, consequentemente, um aumento da força de corte.
7.3 Usinagem com quantidade mínima de fluido de corte (MQF)
Quando não é possível eliminar o uso do fluido refrigerante, utiliza-se a técnica de mínima
quantidade de fluido de corte. Nesta técnica, o fluido, contendo pequena quantidade óleo, é
pulverizado na região de corte, normalmente, na saída do cavaco ou entre a superfície de folga
da ferramenta e a peça. As vazões de fluido utilizando o MQF (10 a 20 ml/h) são bem
menores que na usinagem convencional com lubrificação abundante (300 a 4000 ml/min). O
controle sobre a quantidade de fluido é importante, uma vez que os diferentes processos de
usinagem necessitam de quantidades diferentes de lubrificidade.
Figura 4 - Comparação das quantidades de fluido aplicado em furação: (a) normal; (b) MQF
Fonte: Souza (2011)
A ação lubrificante do fluido reduz o atrito e as componentes das forças empregadas devido a
maior penetrabilidade do óleo sob a forma de vapor. Além do mais, as pequenas partículas de
fluido permitem sua rápida absorção e, consequentemente, a redução da temperatura. No
entanto, a usinagem com MQF gera um aumento na emissão de vapor, névoa e fumaça de
óleo, o que implica na necessidade de um maior controle das emissões, por meio do
encapsulamento da máquina-ferramenta ou de sistema de exaustão eficiente.
A usinagem a seco e a técnica MQL baseiam-se no desenvolvimento reduzido de calor,
exigindo ferramentas otimizadas, com revestimentos e geometrias que auxiliem na remoção
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
13
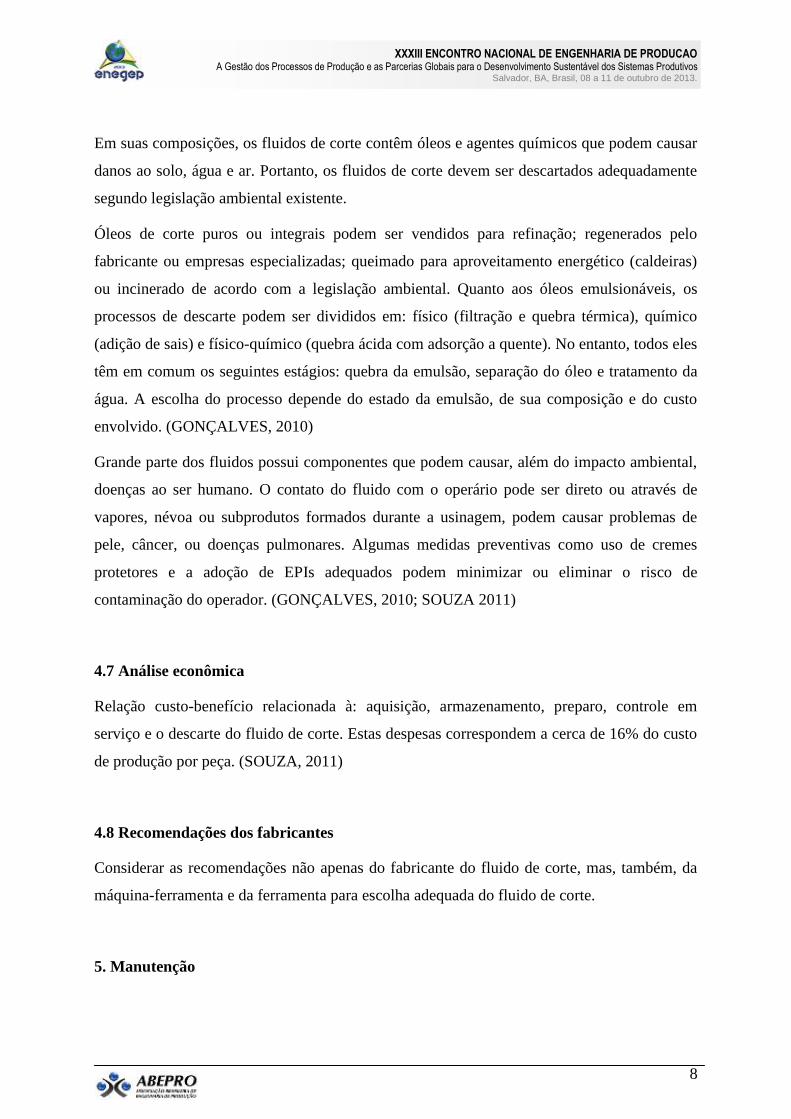
do cavado e combatem o superaquecimento. Esta técnica pode ser agrupada em dois sistemas
de alimentação:
Interno - fornecimento por meio de canais embutidos na ferramenta. O ar pressurizado
e o fluido de corte são misturados no bocal por meio de um dispositivo. Neste
fornecimento o fluido está constantemente disponível nos pontos críticos. Indicado
para operações de furação e alargamento;
Externo – fornecimento no qual o bocal é montado separadamente, na zona da
máquina. A mistura (ar e fluido) é obtida por um dispositivo colocado em um tanque
específico. Indicado para operações de fresamento e torneamento.
Figura 5 - Alimentação externa e interna
Fonte: DGUV, 2010 apud Lawal et al., 2012
Vários estudos foram realizados aplicando-se a técnica MQF em diversas operações de
usinagem (torneamento, fresamento, furação, retificação), utilizando-se vários parâmetros de
processo (materiais, velocidades de corte, velocidades de avanço, profundidade, lubri-
refrigerante, e outros) e diversos critérios de desempenho (componentes da força de
usinagem, qualidade e rugosidade da superfície, desgaste do flanco, temperatura na região de
corte, vida da ferramenta destacando as vantagens do seu uso sob diferentes lubri-
refrigerantes). Os resultados dos experimentos mostram bom desempenho da técnica MQF
conforme observado nas figuras abaixo.
Figura 6 - Variação na rugosidade da superfície no processo de torneamenteo do aço, em
diferentes condições de arrefecimento

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
14
Fonte: Khan et al., 2009 apud Lawal et al., 2012
Figura 7 - Desempenho de diferentes condições de arrefecimento no processo de furação,
utilizando óleo sintético (MQL) e óleo de base vegetal com concentração 10% (emulsão
aplicada em abundância)
Fonte: Vacaro, 2009
Figura 8 - Desempenho de diferentes condições de arrefecimento no processo de fresamento,
utilizando óleo sintético (MQL) e óleo de base vegetal com concentração 10% (emulsão
aplicada em abundância)
Fonte: Vacaro, 2009
8. Conclusão
Ao desempenhar suas funções os fluidos de corte introduzem melhorias econômicas e
funcionais nos processos de usinagem. Entretanto, as propriedades dos meios lubri-

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
15
refrigerantes diferem dependendo do seu tipo e da sua composição, não existindo um fluido
ideal. Assim, para atender as especificidades de cada operação, faz-se uso de aditivos que
acentuam características inerentes ao lubrificante ou lhe conferem novas características
desejáveis.
Considerando a diversidade de fluidos de corte (sólido, líquido e gasoso) e as variáveis
envolvidas em uma operação, para seleção do fluido de corte adequado ao processo foram
apontados alguns critérios: condições de usinagem, material da ferramenta, material da peça,
operação de usinagem, máquina-ferramenta, produção, aspectos ecológicos, análise
econômica e recomendações dos fabricantes. Os critérios apresentados servem para orientar
na definição do fluido, não sendo definitivos e nem devendo restringir-se a estes.
Ainda quanto aos critérios de seleção, destacamos: a análise econômica, posto que o lucro é o
objetivo final de qualquer empresa e todas as variantes de um processo vão influenciar direta
ou indiretamente no custo final do produto; e os aspectos ecológicos, em virtude do cenário
mundial que prima por soluções verdes e da legislação ambiental, além do fato de que este
critério influencia no primeiro. Assim, fatores econômicos e ambientais tem impulsionado a
busca por alternativas que visam à redução ou eliminação dos fluidos de corte.
Quanto às novas tendências, dentre as alternativas mencionadas, a técnica de mínima
quantidade de fluido de corte (MQF) tem mostrado melhor desempenho na usinagem. Além
de contribuir para o combate aos problemas ambientais e a redução de custos devido à
redução na quantidade de fluido empregada no processo. No entanto, alguns fatores críticos
ainda precisam ser considerados, tais como otimização de ferramentas, o controle da vazão do
fluido e o controle das partículas em suspensão.
Referências

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
16
DINIZ, Anselmo Eduardo; MARCONDES, Francisco Carlos; COPPINI, Nivaldo Lemos. Tecnologia da
usinagem dos materiais. 3 ed. São Paulo: Artliber Editora, 1999. 244p.
FERRARESI, Dino. Fundamentos da usinagem dos metais. São Paulo: Edgard Blücher, 1977. 796p.
GONÇALVES, Bruno Bastos; YAGINUMA, Gabriel Fernando; YAMAMOTO, Marcelo Kazuo. Óleos de
usinagem: tipos, classificação e desempenho. Universidade Estadual Paulista, 2010, 13p. Disponível em:
<http://wwwp.feb.unesp.br/jcandido/manutencao/Grupo_18.pdf>. Acesso em: 22 fev. 2013.
LAWAL, Sunday Albert; CHOUDHURY, Imtiaz Ahmed; NUKMAN, Yusoff. A critical assessment of
lubrication techniques in machining processes: a case for minimum quantity lubrication using vegetable
oil-based lubricant. In: JOURNAL OF CLEANER PRODUCTION, 2012, 12p. Editora: Elsevier.
OS fluidos de corte. CIMM - Centro de Informação Metal Mecânica. Disponível em:
<http://www.cimm.com.br/portal/noticia/material_didatico/4757#.UT9KexzqmSo>. Acesso em: 24 fev.2013.
SÁ, Napoleão Armstrong R. A. de. Fluidos de Corte. Escola Politécnica de Pernambuco, 2010, 16p. Disponível
em: <http://www.poli.br/~afcm/PROCESSOS%20DE%20USINAGEM%20MOTA.11.1%20-%20C%F3pia/
PROC.S%20USINAGEM%202%20MOTA(11.1)/Fluido%20de%20corte.doc>. Acesso em: 22 fev. 2013.
SOUZA, André João de. Processos de fabricação por usinagem – Parte 1. Universidade Federal do Rio
Grande do Sul, 2011, 89p. Disponível em: <http://www.chasqueweb.ufrgs.br/~ajsouza/ApostilaUsinagem
_Parte1.pdf>. Acesso em: 29 dez. 2012.
STOETERAU, Rodrigo Lima. Fluidos de corte e revestimentos de ferramentas. Universidade Federal de
Santa Catarina, 2007, 50p. Disponível em: <http://www.lmp.ufsc.br/disciplinas/emc5240/Aula-11-U-2007-1-
Fluidos.pdf>. Acesso em: 21 fev. 2013.
VACARO, Tiago. Redução da utilização de fluidos de corte: uma abordagem ecológica na gestão de
processos de usinagem. In: XVII ENCONTRO DE JOVENS PESQUISADORES DA UCS, 2009, Caxias do
Sul. Disponível em: <http://www.ucs.br/ucs/pesquisa/jovenspesquisadores2009/trabalhos/poster/e_Tiago
Vacaro.pdf>. Acesso em: 24 fev. 2013.