Embed Size (px)
Citation preview

Karlstads universitet 651 88 Karlstad Tfn 054-700 10 00 Fax 054-700 14 60
[email protected] www.kau.se
Fakulteten för hälsa, natur- och teknikvetenskap Miljö- och energisystem
Ararat Pogosean
Framställning av syntetiska bio-drivmedel från förgasad biomassa
En studie i potentiell värmeintegration
Production of synthetic biofuels from gasified biomass
A study in process integration
Examensarbete 30 hp Civilingenjörsprogrammet i Energi- och Miljöteknik
Datum: Juni 2013
Handledare: Lars Nilsson, KaU och
Christer Gustavsson, Pöyry AB
Examinator: Roger Renström

II
SAMMANFATTNING Fossila bränslen har sedan de upptäcktes konkurrerat ut biomassa som den
huvudsakliga energikällan. Framförallt i trafiksektorn har drivmedel som härstammar
från fossil olja varit dominerande. Främst på grund av deras fördelar mot biomassan
såsom tillgänglighet, pris, energidensitet och enkelhet att användas i en
förbränningsmotor. Men dessa drivmedel innehåller kolatomer som inte längre är en
del av det naturliga kretsloppet och vid förbränning leder detta till nettotillskott av
koldioxid till atmosfären. Utsläpp av koldioxid utgör den största antropogena inverkan
på den accelererande växthuseffekt världen upplever vilket kommer att medföra
förödande klimatändringar. Det är mot den bakgrunden nödvändigt att istället
framställa drivmedel från en förnybar källa, som innebär en koldioxidneutral
förbränning, nämligen biomassa. Samtidigt måste även hänsyn tas till vilken typ av
biomassa som används, produktion av biodrivmedel får inte konkurrera med
livsmedelproduktion. Därför är det viktigt att ”träaktigt” biomassa används som råvara
vilket inte utgör någon konkurrens.
Ett lovande sätt att omvandla biomassa till drivmedel är via förgasning där biomassa
upphettas tills dess att en gas erhålls, bland annat bestående av kolmonoxid, vätgas,
metan och diverse spårämnen. Denna gas genomgår sedan rening och bearbetning där
partiklar, tjäror, alkalimetaller och spårämnen renas till dess att gasen endast består av
kolmonoxid och vätgas, kallat syntesgas (ofta förkortat som syngas). Syngasen kan
sedan i en process omvandlas till en rad olika bränslen, såsom bensin och metan.
När gasen renas och bearbetas uppstår stora mängder termisk överskottsenergi. Om
anläggningen är fristående kan överskottsenergi inte nyttjas vilket innebär relativ låga
verkningsgrader. Men om anläggningen integreras mot till exempel ett massa- och
pappersbruk kan överskottsenergi komma väl till pass och på så vis erhålls högre
verkningsgrader.
I arbetet presenteras en sammanställning av renings- och bearbetningsmetoder. Utifrån
denna sammanställning har åtta processlösningar simulerats i processmodellerings-
programmet CHEMCAD. De åtta fallen som ingår i studien är för produktion av
bensin, diesel, metanol och metan, samtliga med rening vid relativ låga temperaturer
(kall gasrening) respektive vid relativ höga temperaturer (het gasrening).
Utifrån simuleringsresultateten har det varit möjligt att genomföra en så kallad Pinch-
analys där det är möjligt att grafiskt avläsa potential för värmeintegration mot ett
typiskt massa- och pappersbruk. Slutligen har en utvärdering av samtliga fall gjorts
utifrån olika verkningsgradsberäkningar.
Klart står att möjligheterna till värmeintegration är stora, på användbara
temperaturnivåer, och uppgår i vissa fall till nästan 40 MW för en 100 MWth–
anläggning.
Verkningsgraderna är definierade på fyra olika sätt vilket möjliggör djupare tolkning
och utvärdering av resultaten men samtidigt kräver det en viss försiktighet från läsaren.
Dock framgår det tydligt ur resultaten från verkningsgradsberäkningar att totala
effektiviteten för processen kan öka med 10-tals procentenheter om värmeöverskotten
tillvaratas.
Resultaten framhåller vikten av värmeintegration och indikerar samtidigt möjligheten
till effektivare produktion av bio-drivmedel. Detta innebär med stor sannolikhet också
ett ekonomiskt sundare alternativ som i sin tur ökar intresset för investeringar på
förnybara bränslen. Investeringar av denna typ är en absolut nödvändighet för en
hållbar drivmedelskonsumtion i framtiden.

III
ABSTRACT Fossil fuels have since their discovery replaced biomass as the main source of energy.
Especially in the transportation sector, fuels derived from fossil oil have been the
dominant source of energy, mainly due to their advantages compared to biomass such
as availability, price, energy density and easiness of use in an internal combustion
engine. Unfortunately these fuels contain carbon atoms that no longer are part of the
natural cycle and combustion leads to net addition of carbon dioxide to the
atmosphere. Carbon dioxide has the largest anthropogenic impact on the accelerated
greenhouse effect that the world is experiencing, which will lead to devastating climate
changes. In this context it is necessary to instead produce fuel from a renewable
source, which means a carbon neutral combustion, namely biomass. At the same time
it is necessary to also take into account the type of biomass used, the production of
biofuels should not compete with food production. Therefore it is important that
“woody” biomass is being used as the raw material, which poses no competition.
A promising way to convert biomass into fuels is with gasification where biomass is
heated until a gas is obtained, mainly consisting of carbon monoxide, hydrogen,
methane and various trace elements. This gas then undergoes purification and
processing, where particles, tars, alkali metals and trace elements are purged until only
a gas consisting of carbon monoxide and hydrogen remains, called syngas (synthesis
gas). The syngas can then be converted into a variety of fuels such as petrol and
methane.
When the gas is being purified and processed large amounts of excess thermal energy
are released. If it is a stand-alone plant, excess energy cannot be utilized, which leads
to relatively low efficiencies. But if the plant is integrated with, for example, a pulp
and paper mill, the excess energy can be utilized, thus resulting in higher overall
efficiencies.
This work presents a compilation of purification and processing methods. This
compilation was used as the basis for the modelling of eight process solutions that
were simulated in the flow-sheeting program CHEMCAD. The eight cases included in
the study aim to produce gasoline, diesel, methanol and methane, all with purification
at relatively low temperatures (cold gas cleaning) or at relative high temperatures (hot
gas cleaning).
Based on simulation results, a so-called Pinch analysis has been carried out where it is
possible to graphically read off the potential for heat integration with a typical pulp
and paper mill. Finally, overall assessments of the eight cases have been made based
on different efficiency calculations.
The results clearly show that the potential for process integration is great, with useful
temperature levels, and amounts in up to almost 40 MW when the biomass input is 100
MWth.
The efficiencies are defined in four different ways allowing for deeper interpretation
and evaluation of the results, but require a certain amount of caution from the reader.
However, it is evident from the results of efficiency calculations that overall efficiency
of the process can be increased by 10's of percentage points if surplus heat is utilized.
The results emphasize the importance of heat integration and simultaneously indicate
the possibility of increased efficiency in production of biofuels. Which most likely also
means a more economically sound alternative, which in turn increases the interest from
investors in renewable fuels. Investments of this type are an absolute necessity for
sustainable fuel consumption in the future.
IV
FÖRORD Examensarbetet omfattar 30 hp och utgör det avslutande momentet inför en
Civilingenjörsexamen inom Energi- och Miljöteknik från Karlstads Universitet.
Detta examensarbete har redovisats muntligt för en i ämnet insatt publik. Arbetet
har därefter diskuterats vid ett särskilt seminarium. Författaren av detta arbete har
vid seminariet deltagit aktivt som opponent till ett annat examensarbete.
Jag vill tacka min handledare Professor Lars Nilsson för värdefulla och
uppmuntrande diskussioner och kommentarer. Stort tack även till Christer
Gustavsson från Pöyry Sweden AB, som dels var min handledare med ständigt
värdefulla reflektioner, men också uppdragsgivare för arbetet. Det har varit väldigt
roligt och givande att arbeta med ett område som är högaktuellt och som det finns
ett stort intresse för från FoU-projekt över hela världen.
Vidare vill jag tacka min bror Artor Pogosean som har hjälp mig med
korrekturläsning och även studiekamrater och vänner som under examensarbetets
gång bidragit till en trevlig atmosfär.
Ararat Pogosean Karlstad, Juni 2013

V
INNEHÅLLSFÖRTECKNING
1 INLEDNING 1 1.1 BAKGRUND 1
1.1.1 Fossila drivmedel 1 1.1.2 Miljöläget idag 2
1.2 BIO-DRIVMEDEL 4 1.2.1 Biokemisk omvandling 4 1.2.2 Termokemisk omvandling 4 1.2.3 Förgasning & syntetiska bio-drivmedel 5
1.3 TIDIGARE ARBETEN 5 1.4 AVGRÄNSNINGAR 6 1.5 SYFTE & MÅL 6
2 PROCESSBESKRIVNING 7 2.1 TORKNING 7 2.2 FÖRGASNING 7 2.3 RENING OCH BEARBETNING 9
2.3.1 Partiklar 9 2.3.2 Alkalimetaller 11 2.3.3 N-föreningar 11 2.3.4 S-föreningar 13 2.3.5 Klor, Cl 14 2.3.6 Väteklorid/Saltsyra, HCl 14 2.3.7 Dioxin (C4H4O2) och Furan (C4H4O) 14 2.3.8 Tjäror 15 2.3.9 Omättade kolväten 20 2.3.10 Metanreformering 20 2.3.11 WGS (Water Gas Shift) 21 2.3.12 CO2-rening 21
2.4 KATALYTISK SYNTES 24 2.4.1 Fisher-Tropsch-Syntes 24 2.4.2 MeOH-Syntes 25 2.4.3 SNG-Syntes 26
3 METOD 28 3.1 RÅ SYNGAS 29 3.2 SPÅRÄMNEN OCH RENHETSKRAV 29 3.3 DRIFTFÖRHÅLLANDEN FÖR SYNTES 30 3.4 MODELLERING 31 3.5 VERKNINGSGRADER 36 3.6 TEORI FÖR PINCH-ANALYS 37
4 RESULTAT & DISKUSSION 40
5 SLUTSATS 46
6 REFERENSER 47
7 APPENDIX A: PRINCIPIELLA FLÖDESSCHEMAN I 7.1 HT-FT-BENSIN MED KALL GASRENING II 7.2 LT-FT-DIESEL MED HET GASRENING III 7.3 LT-FT-DIESEL MED KALL GASRENING IV 7.4 MEOH MED HET GASRENING V

VI
7.5 MEOH MED KALL GASRENING VI 7.6 SNG MED HET GASRENING VII 7.7 SNG MED KALL GASRENING VIII
8 APPENDIX B: SIMULERINGSMODELLER IX 8.1 HT-FT-BENSIN MED KALL GASRENING X 8.2 LT-FT-DIESEL MED HET GASRENING XI 8.3 LT-FT-DIESEL MED KALL GASRENING XII 8.4 MEOH MED HET GASRENING XIII 8.5 MEOH MED KALL GASRENING XIV 8.6 SNG MED HET GASRENING XV 8.7 SNG MED KALL GASRENING XVI
9 APPENDIX C: STRÖMDATA XVII 9.1 HT-FT-BENSIN MED HET GASRENING XVIII 9.2 HT-FT-BENSIN MED KALL GASRENING XXI 9.3 LT-FT-DIESEL MED HET GASRENING XXIII 9.4 LT-FT-DIESEL MED KALL GASRENING XXVI 9.5 MEOH MED HET GASRENING XXVIII 9.6 MEOH MED KALL GASRENING XXXI 9.7 SNG MED HET GASRENING XXXIII 9.8 SNG MED KALL GASRENING XXXVI
10 APPENDIX D: INDATA FÖR PINCH-ANALYS XXXVIII 10.1 HT-FT-BENSIN MED HET GASRENING XXXVIII 10.2 HT-FT-BENSIN MED KALL GASRENING XXXIX 10.3 LT-FT-DIESEL MED HET GASRENING XXXIX 10.4 LT-FT-DIESEL MED KALL GASRENING XL 10.5 MEOH MED HET GASRENING XL 10.6 MEOH MED KALL GASRENING XLI 10.7 SNG MED HET GASRENING XLI 10.8 SNG MED KALL GASRENING XLII
11 APPENDIX E: GCC XLIII 11.1 HT-FT-BENSIN MED KALL GASRENING XLIII 11.2 LT-FT-DIESEL MED HET GASRENING XLIV 11.3 LT-FT-DIESEL MED KALL GASRENING XLIV 11.4 MEOH MED HET GASRENING XLV 11.5 MEOH MED KALL GASRENING XLV 11.6 SNG MED HET GASRENING XLVI 11.7 SNG MED KALL GASRENING XLVI

1
1 Inledning I denna studie undersöks potentialen för värmeintegration vid framställning av
syntetiska bio-drivmedel från förgasad biomassa. När biomassa förgasas erhålls en
rå syntetisk gas bestående av bland annat CO, H2, CO2, CH4, tjäror och
svavelhaltiga ämnen. Vid ett senare steg i produktionen av bio-drivmedlen reagerar
CO och H2 över en katalysator för att bilda syntetiska bränslen såsom diesel,
bensin, metanol eller metan. Men innan denna reaktion är möjlig krävs rening och
bearbetning av den råa syngasen för att möta renhetskraven kopplade till
omvandlingsprocessen. Det finns en rad skilda metoder för rening och bearbetning,
det de flesta metoder dock har gemensamt är att ett värmeöverskott uppstår [1].
Detta skapar en drivkraft för att integrera framställningen av bio-drivmedel med
andra befintliga processer, exempelvis massa- och pappersindustrin, där
överskottsvärmen kan komma till användning och således även öka
verkningsgraden för drivmedelsproduktionen. Värmeintegration innebär att
värmeöverskottet (kylbehovet) för en process A kan utnyttjas i en annan process B
för att minska B:s värmebehov. Process A och B behöver byggas i anslutning till
varandra för att praktiskt möjliggöra utnyttjandet av värmeöverskottet. Dessutom
kan det finnas tillgång till värmeenergi vid högre temperaturer från en panna
(>800° C) som kan användas för själva förgasningsprocessen, vilket kan motivera
integration ytterligare eftersom eftermontering underlättas.
Det är möjligt att framställa ett stort antal bränslen och kemikalier från
termokemisk och katalytisk omvandling [2]. Beroende på vilken produkt som avses
att produceras kommer systemlösningen för framställningen att variera och därmed
även kyl- och/eller värmebehovet. I denna studie skall produktionen av fyra
bränslen; diesel, bensin, metanol och metan jämföras utifrån ett
integreringsperspektiv mot bakgrunden av att de fossila bränslena behöver ersättas
med förnybara alternativ som passar inom ramen för hållbar utveckling.
1.1 Bakgrund
1.1.1 Fossila drivmedel Transportsektorn är en central del av infrastrukturen i ett modernt samhälle och har
varit det under en lång tid. Historiskt har bränslen innehållande fossilt kol (C), i
regel som någon slags oljeprodukt, varit det dominerande drivmedlet. Av de 94,0
TWh som inrikes trafik konsumerade, år 2011 i Sverige, stod bensin och diesel från
fossila källor för 36,9 respektive 44,5 TWh. Total sett var 6,8 % av de drivmedel
som användes förnybara, vilket har föregåtts av en stadig och linjär ökning från den
nära nollprocentiga nivå år 2000 [3]. Denna ökning av andelen förnybart i
trafiksektorn är främst kopplat till ökad biogasanvändning och inblandning av bio-
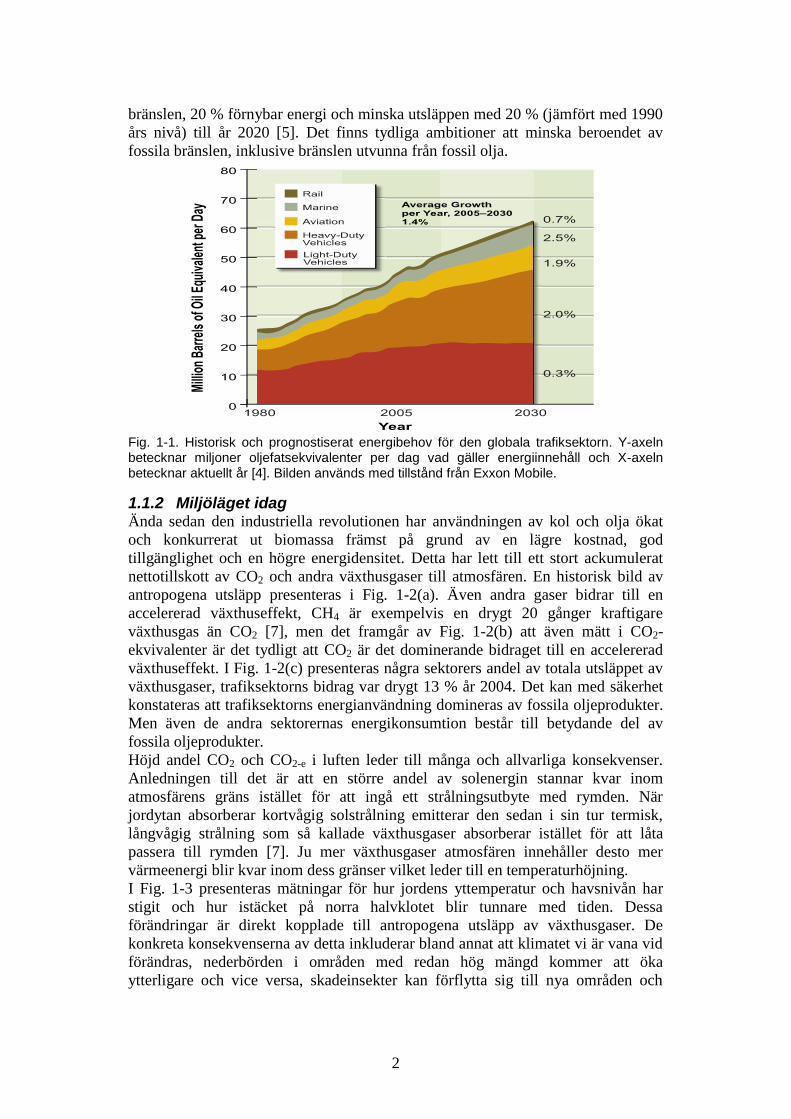
diesel i fossil, traditionell diesel. I Fig. 1-1 presenteras trafiksektorns
energianvändning i världen de senaste och kommande decennierna [4].
I takt med att fler länder utvecklas och moderniseras ökar energianvändningen,
transportsektorn är inget undantag eftersom transport är en central del i en modern
infrastruktur. Som det framgår av Fig. 1-1 skulle den genomsnittliga årliga
ökningen kunna vara 1,4 %. Ur detta kan det naturligtvis konkluderas att det krävs
ytterligare produktion av förnybara drivmedel bara för att bibehålla samma andel
som föregående år, till detta tillkommer dessutom ambitionen att andelen ska vara
så hög som möjligt. Ett konkret mål som finns uttryckt i EU:s direktiv, det så
kallade 20/20/20-målet, beskriver bland annat målen att nå 10 % förnybara
2
bränslen, 20 % förnybar energi och minska utsläppen med 20 % (jämfört med 1990
års nivå) till år 2020 [5]. Det finns tydliga ambitioner att minska beroendet av
fossila bränslen, inklusive bränslen utvunna från fossil olja.
Fig. 1-1. Historisk och prognostiserat energibehov för den globala trafiksektorn. Y-axeln betecknar miljoner oljefatsekvivalenter per dag vad gäller energiinnehåll och X-axeln betecknar aktuellt år [4]. Bilden används med tillstånd från Exxon Mobile.
1.1.2 Miljöläget idag Ända sedan den industriella revolutionen har användningen av kol och olja ökat
och konkurrerat ut biomassa främst på grund av en lägre kostnad, god
tillgänglighet och en högre energidensitet. Detta har lett till ett stort ackumulerat
nettotillskott av CO2 och andra växthusgaser till atmosfären. En historisk bild av
antropogena utsläpp presenteras i Fig. 1-2(a). Även andra gaser bidrar till en
accelererad växthuseffekt, CH4 är exempelvis en drygt 20 gånger kraftigare
växthusgas än CO2 [7], men det framgår av Fig. 1-2(b) att även mätt i CO2-
ekvivalenter är det tydligt att CO2 är det dominerande bidraget till en accelererad
växthuseffekt. I Fig. 1-2(c) presenteras några sektorers andel av totala utsläppet av
växthusgaser, trafiksektorns bidrag var drygt 13 % år 2004. Det kan med säkerhet
konstateras att trafiksektorns energianvändning domineras av fossila oljeprodukter.
Men även de andra sektorernas energikonsumtion består till betydande del av
fossila oljeprodukter.
Höjd andel CO2 och CO2-e i luften leder till många och allvarliga konsekvenser.
Anledningen till det är att en större andel av solenergin stannar kvar inom
atmosfärens gräns istället för att ingå ett strålningsutbyte med rymden. När
jordytan absorberar kortvågig solstrålning emitterar den sedan i sin tur termisk,
långvågig strålning som så kallade växthusgaser absorberar istället för att låta
passera till rymden [7]. Ju mer växthusgaser atmosfären innehåller desto mer
värmeenergi blir kvar inom dess gränser vilket leder till en temperaturhöjning.
I Fig. 1-3 presenteras mätningar för hur jordens yttemperatur och havsnivån har
stigit och hur istäcket på norra halvklotet blir tunnare med tiden. Dessa
förändringar är direkt kopplade till antropogena utsläpp av växthusgaser. De
konkreta konsekvenserna av detta inkluderar bland annat att klimatet vi är vana vid
förändras, nederbörden i områden med redan hög mängd kommer att öka
ytterligare och vice versa, skadeinsekter kan förflytta sig till nya områden och

3
rubba balanser. Risken ökar även för både sommartorka och översvämningar.
Vidare kan bland annat nordiska arter få svårt att överleva och människor som
lever i kustnära områden kan drabbas hårt [8]. Genomsnittstemperaturen är redan
0,8 °C högre jämfört mot den förindustriella nivån, och enligt Världsbanken kan
ökningen vara 4 °C redan år 2060 om utsläpp av antropogena växthusgaser
fortsätter utan åtstramningar [9]. Kort sagt kan det klimat vi människor lärt känna
och förlita oss på påverkas och där det idag finns bebyggelser kan förändras till
obeboeliga platser.
Fig. 1-2. (a) Årliga globala utsläpp av antropogena växthusgaser från 1970 till 2004, redovisade som CO2-ekvivalenter. (b) Några gasers andel av antropogena växthusgasutsläppen i termer av CO2-ekvivalenter år 2004. (c) Några sektorers bidrag till de antropogena växthusgasutsläppen år 2004 uttryckt i termer av CO2-ekvivalenter. Bilden används med tillstånd från referens [6] där den är angiven som Figure 2.1.
Fig. 1-3. Observerade variationer i genomsnittlig: (a) global yttemperatur (b) havsnivå och (c) snötäcke på norra halvklotet för mars-april. Variationerna är relaterade till genomsnittliga värden för 1961-1990. Bilden används med tillstånd från referens [6] där den är angiven som Figure 1.1].

4
1.2 Bio-drivmedel För att undvika nettotillskott av koldioxid till atmosfären krävs förbränning av
ämnen som innehåller kolatomer som ej är fossila utan ingår i det naturliga,
kortsiktiga kretsloppet. Även fossilt kol är naturligt och ingår i någon mån i ett
naturligt kretslopp, men de kolatomerna blev bundna för hundratusentals till
miljontal år sedan och är inte längre aktiva i det aktuella kretsloppet. Biomassa
däremot binder och frigör kolatomer på års- eller decenniebasis och medför således
inget nettotillskott av koldioxid vid förbränning.
Att använda biomassa som bränsle eller drivmedel är förknippat med nackdelar och
svårigheter kontra exempelvis flytande bränslen utifrån faktorer såsom
energidensitet, transport eller distribution i övrigt och även förbränningstekniska
nackdelar och begränsningar. Detta motiverar att biomassan omvandlas till en mer
fördelaktig eller användbar bränsleform, flytande eller gasformig. En initial
kategorisering av omvandlingsteknikerna görs generellt som antingen biokemisk
eller termokemisk omvandling [1].
1.2.1 Biokemisk omvandling Vid biokemisk omvandling bryts molekylerna i biomassan ner till mindre
molekyler av enzymer och bakterier. Denna omvandlingsmetod är långsammare än
termokemisk men kräver lågt externt energitillskott. Det är metoder såsom
fermentering och rötning som producerar etanol respektive metan (biogas) [1].
Bränslen som produceras via biokemisk omvandling kategoriseras i regel som
första generationens bränslen, en kategorisering som görs utifrån vilken typ av
råvara som förbrukas. Råvaror som även anses vara livsmedel, såsom vete, majs
och sockerrör är vanliga råvaror för biokemisk omvandling [2]. Det finns en oro att
bränsleproduktion på sikt kan konkurrera ut livsmedelproduktion eftersom
lönsamheten för bränslen är högre. I USA, år 2009, framställdes biobränslen av det
som hade kunnat vara 330 miljoner måltider [10]. Men även avloppsslam och
andra typer av avfall kan rötas och generera värdefull biogas.
1.2.2 Termokemisk omvandling Vid termokemisk omvandling konverteras biomassan till gas som antingen kan
oxideras direkt eller omvandlas vidare till andra kemikalier och bränslen. De
vanligaste metoderna är förbränning, pyrolys och förgasning [1].
Vid förbränning övergår flyktiga produkter till gasform och genomgår sedan en
exoterm reaktion, oxidering [1].
Vid pyrolys upphettas biomassan i en – oftast – syrefri miljö vilket leder till
nedbrytning av biomassan till tre produkter; produktgas, pyrolysvätskor (tjäror och
vatten) och koks. Pyrolys i sig är endotermt men produkterna kan förbrännas eller
brukas på andra sätt. Genom att variera driftparametrar kan kvoten mellan
produkterna styras [1].
Förgasning är likt pyrolys men sker oftast vid högre temperaturer med ett
rgas i gsm di m (luft, syre, ånga eller en blandning av dessa) och produkterna
är endast gas. Pyrolysen går inte lika långt i den kemiska nedbrytningen av
biomassan och delar av de ursprungliga polymererna kvarstår. Oftast förgasas
biomassa för att erhålla syngas, vilket är väldigt användbart och kan omvandlas till
de flesta kemikalier och bränslen [1]. Det är alltså denna omvandlingsmetod som
detta arbete bygger på och tekniken kommer beskrivas mer utförligt i arbetets
senare delar.
5
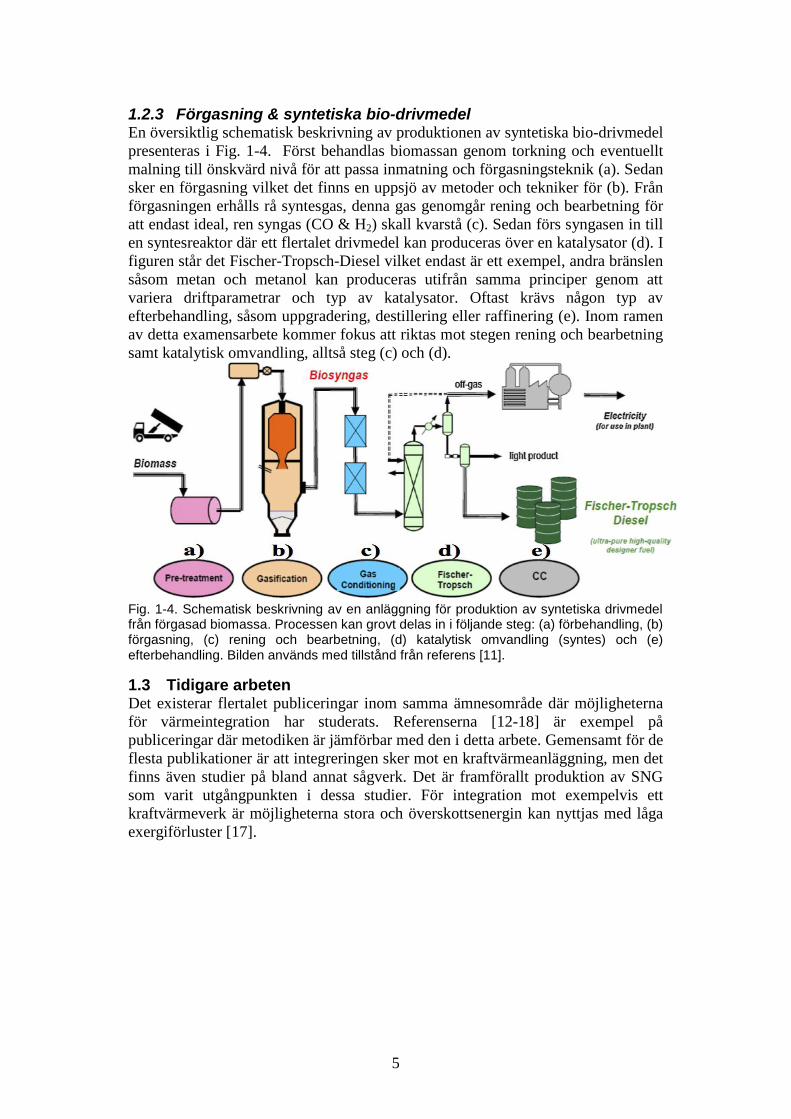
1.2.3 Förgasning & syntetiska bio-drivmedel En översiktlig schematisk beskrivning av produktionen av syntetiska bio-drivmedel
presenteras i Fig. 1-4. Först behandlas biomassan genom torkning och eventuellt
malning till önskvärd nivå för att passa inmatning och förgasningsteknik (a). Sedan
sker en förgasning vilket det finns en uppsjö av metoder och tekniker för (b). Från
förgasningen erhålls rå syntesgas, denna gas genomgår rening och bearbetning för
att endast ideal, ren syngas (CO & H2) skall kvarstå (c). Sedan förs syngasen in till
en syntesreaktor där ett flertalet drivmedel kan produceras över en katalysator (d). I
figuren står det Fischer-Tropsch-Diesel vilket endast är ett exempel, andra bränslen
såsom metan och metanol kan produceras utifrån samma principer genom att
variera driftparametrar och typ av katalysator. Oftast krävs någon typ av
efterbehandling, såsom uppgradering, destillering eller raffinering (e). Inom ramen
av detta examensarbete kommer fokus att riktas mot stegen rening och bearbetning
samt katalytisk omvandling, alltså steg (c) och (d).
Fig. 1-4. Schematisk beskrivning av en anläggning för produktion av syntetiska drivmedel från förgasad biomassa. Processen kan grovt delas in i följande steg: (a) förbehandling, (b) förgasning, (c) rening och bearbetning, (d) katalytisk omvandling (syntes) och (e) efterbehandling. Bilden används med tillstånd från referens [11].
1.3 Tidigare arbeten Det existerar flertalet publiceringar inom samma ämnesområde där möjligheterna
för värmeintegration har studerats. Referenserna [12-18] är exempel på
publiceringar där metodiken är jämförbar med den i detta arbete. Gemensamt för de
flesta publikationer är att integreringen sker mot en kraftvärmeanläggning, men det
finns även studier på bland annat sågverk. Det är framförallt produktion av SNG
som varit utgångpunkten i dessa studier. För integration mot exempelvis ett
kraftvärmeverk är möjligheterna stora och överskottsenergin kan nyttjas med låga
exergiförluster [17].

6
1.4 Avgränsningar I den numrerade lista som följer presenteras avgränsningar för arbetet.
1. Systemlösningarna som studerats är en av många möjliga lösningar. De
olika renings- och bearbetningsstegen har valts utifrån frekvent
förekommande lösningar i litteraturen och logiska beslut som återges i
Metod-avsnittet.
2. Som det nämnts tidigare är detta en studie i potentiell värmeintegration,
men systemlösningen är inte optimerad för att maximera möjligheten för
värmeintegrering.
3. Beräkningar för energiflöden kopplade till renings- och bearbetningsstegen
har förenklats till gassammansättning och gastemperatur för in- och utlopp.
I verkligheten är det mer komplicerat med eventuella delströmmar, behov
av elenergi och förluster. Dessa aspekter har försummats vilket kan påverka
resultaten.
4. Hänsyn till användning av elektrisk energi har endast tagit till den energi
som konsumeras av kompressorerna.
5. Hänsyn har ej tagits till praktiska svårigheter/begränsningar kopplade till
värmeintegration.
1.5 Syfte & Mål Syftet med detta arbete är att undersöka befintliga metoder och koncept för rening
och omvandling av syntetisk gas från biomassa till bio-drivmedel. För att sedan
jämföra framställning av fyra bio-drivmedel med olika systemlösningar utifrån ett
värmeintegrationsperspektiv mot ett typiskt massa- och pappersbruk.
Målet är att presentera en litteratursammanställning för omvandlings- och
reningsprocessernas olika steg och presentera en metodik för simulering av
omvandlingsprocessen i CHEMCAD. Vidare att baserat på simulerade data och
Pinch-analys dra slutsatser om möjligheter till värmeintegration och utvärdera
drivmedelsproduktionen utifrån verkningsgradsberäkningar.

7
2 Processbeskrivning Den huvudsakliga anledningen till att biomassa behöver omvandlas till en annan
typ av bränsle är för att förbättra egenskaperna hos den. I fallet för biomassa kan
det vara önskvärt att till exempelvis öka energidensiteten eller ändra
aggregationstillståndet för att bättre passa användningen i en förbränningsmotor.
Förgasning och katalytisk syntes är som nämnts tidigare ett av flera alternativ för
omvandling av biomassa och den processen kommer att beskrivas närmare i detta
kapitel. Processen kan grovt delas in i följande steg [23,29,39,40]:
1. Förbehandling av biomassa; torkning och malning. (Avsnitt 2.1.)
2. Förgasning; alltså syngasproduktion. (Avsnitt 2.2.)
3. Rening av rå syngas; borttagning eller omvandling av partiklar, tjäror och
oorganiska ämnen. (Avsnitt 2.3.)
4. Gasbearbetning; justering av kvoten H2/CO och gasseparation. (Avsnitt
2.3.)
5. Syntetisk omvandling; katalytisk omvandling av ren syngas till exempelvis
flytande bränslen. (Avsnitt 2.4.)
6. Uppgradering av syntesprodukterna till användbara bio-drivmedel. Detta
steg beskriv inte närmare i detta arbete.
2.1 Torkning Biomassa innehåller ca 50 vikt-% fukt och behöver torkas innan förgasning.
Torkningen påverkar dels effektiviteten men kan ibland även vara nödvändig för
driften. Torkningen kan ske med rökgaser, uppvärmd luft eller ånga [41].
Biomassan behöver torkas ner till ca 20 vikt-% fukt vid indirekt förgasning. Torr
biomassa underlättar även för en eventuell malning. I vissa förgasare måste
biomassan till och med förkolnas för att möjliggöra pulverisering innan förgasning
är möjlig [1,12].
2.2 Förgasning Produktion av rå syngas sker via förgasning. Förgasning kan ske med eller utan
katalysatorer vid temperaturer över ca 700-800 °C [11]. Stökiometriskt kan
förgasning beskrivas enligt ekv. (2.1) [43], men produkterna kan variera beroende
på rgas i gsm di m. Förgasningsreaktorer finns i många olika utföranden och
nya koncept utvecklas ständigt. Generellt kan en förgasningsreaktor klassificeras
utifrån följande aspekter [42]:
: Luft, syre eller ånga.
Tryck: Atmosfärstryck eller trycksatt.
Temperatur: Slaggande eller icke-slaggande.
Flöde : Motströms, medström, fluidiserande bädd
eller medbringande flöde.
Värmetillförsel: Allotermisk/indirekt (extern förbränning följt av
värmeväxling) eller autotermisk/direkt (intern förbränning för
värmeproduktion).
8
→
(2.1)
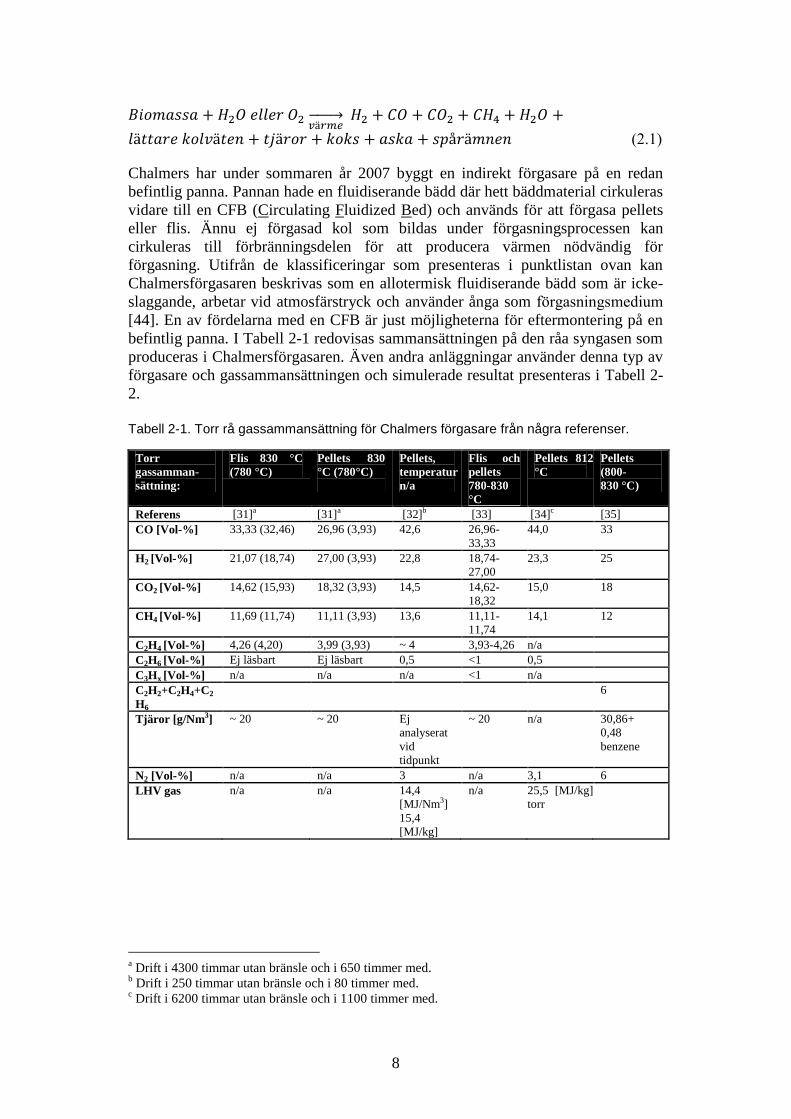
Chalmers har under sommaren år 2007 byggt en indirekt förgasare på en redan
befintlig panna. Pannan hade en fluidiserande bädd där hett bäddmaterial cirkuleras
vidare till en CFB (Circulating Fluidized Bed) och används för att förgasa pellets
eller flis. Ännu ej förgasad kol som bildas under förgasningsprocessen kan
cirkuleras till förbränningsdelen för att producera värmen nödvändig för
förgasning. Utifrån de klassificeringar som presenteras i punktlistan ovan kan
Chalmersförgasaren beskrivas som en allotermisk fluidiserande bädd som är icke-
slaggande, arbetar vid atmosfärstryck och använder ånga som rgas i gsm di m
[44]. En av fördelarna med en CFB är just möjligheterna för eftermontering på en
befintlig panna. I Tabell 2-1 redovisas sammansättningen på den råa syngasen som
produceras i Chalmersförgasaren. Även andra anläggningar använder denna typ av
förgasare och gassammansättningen och simulerade resultat presenteras i Tabell 2-
2.
Tabell 2-1. Torr rå gassammansättning för Chalmers förgasare från några referenser.
Torr
gassamman-
sättning:
Flis 830 °C
(780 °C)
Pellets 830
°C (780°C)
Pellets,
temperatur
n/a
Flis och
pellets
780-830
°C
Pellets 812
°C Pellets
(800-
830 °C)
Referens [31]a [31]a [32]b [33] [34]c [35]
CO [Vol-%] 33,33 (32,46) 26,96 (3,93) 42,6 26,96-
33,33
44,0 33
H2 [Vol-%] 21,07 (18,74) 27,00 (3,93) 22,8 18,74-
27,00
23,3 25
CO2 [Vol-%] 14,62 (15,93) 18,32 (3,93) 14,5 14,62-
18,32
15,0 18
CH4 [Vol-%] 11,69 (11,74) 11,11 (3,93) 13,6 11,11-
11,74
14,1 12
C2H4 [Vol-%] 4,26 (4,20) 3,99 (3,93) ~ 4 3,93-4,26 n/a
C2H6 [Vol-%] Ej läsbart Ej läsbart 0,5 <1 0,5
C3Hx [Vol-%] n/a n/a n/a <1 n/a
C2H2+C2H4+C2
H6
6
Tjäror [g/Nm3] ~ 20 ~ 20 Ej
analyserat
vid
tidpunkt
~ 20 n/a 30,86+
0,48
benzene
N2 [Vol-%] n/a n/a 3 n/a 3,1 6
LHV gas n/a n/a 14,4
[MJ/Nm3]
15,4
[MJ/kg]
n/a 25,5 [MJ/kg]
torr
a Drift i 4300 timmar utan bränsle och i 650 timmer med.
b Drift i 250 timmar utan bränsle och i 80 timmer med.
c Drift i 6200 timmar utan bränsle och i 1100 timmer med.

9
Tabell 2-2. Rå gassammansättning för några förgasare som liknar den hos Chalmers.
Gassamman-
sättning
MILENA 7
bar Vol-%,
våt
Chalmers Vol-
%, våt
Güssing mol-
% våt
Güssing
Vol-%,
torr
Simuleringar i Aspen
Plus (Chalmers) Vol-
%, torr
Referens [36] [37] [37] [38] [12]
CO 17,35 12,7 12 20-30 22,4
H2 18,42 10,0 24 35-45 39,3
CO2 11,03 6,4 15 15-25 23,6
H2O 42,44 58,9 40 - -
CH4 7,02
Tillsammans 6,4
6 10,6
C2H4 2,24 3,56
C2H6
C3Hx
N2 4,2 2,4 3-5 0,29
N2+Ar 0,043
H2S 113 ppmV 20-40 ppm 129 ppm
COS 13 ppmV 64 ppm
NH3 1603 ppmV <400 ppm 0,12 Vol-% (1200
ppmV)
HCl 38 ppmV 89 ppm
Tjäror 30 g/Nm3 15-20 g/Nm3
torr
1,5-4,5
g/Nm3
1,28 g/Nm3
Partiklar 5-10
g/Nm3
2.3 Rening och bearbetning Det finns ett flertal föroreningar i rågasen utöver tjäror, rening av dessa ämnen är
nödvändiga för att eliminera risken för bland annat försämring av bränslekvalitet,
korrosion samt avaktivering och förgiftning av katalysatorer. Olika reningsmetoder
av rå syngas kan kategoriseras utifrån drifttemperaturen. Ett reningssteg kallas för
het rening om den utförs vid över ca 550°C, medelvarm rening vid ca 260-540 °C
och kall rening vid under ca 200 °C. Vidare görs indelningen torra och våta
metoder, våta innebär oftast att exempelvis vatten används i reningen, såsom det
görs i en vattenskrubb [27].
2.3.1 Partiklar Beroende på hur syngasen är tänkt att användas varierar kraven på maximal
partikel-koncentration, för katalytisk omvandling är kraven de strängaste med <0,2
mg/Nm3. I benämningen partiklar inkluderas koks, flygaska, ej förgasad biomassa
och korn som utgör idbädd [19].
2.3.1.1 Cyklon Vid cyklonrening används centripetalkraften för att pressa partiklarna i en gasström
mot cylinderns väggar medan gasen, som nu är partikelfri, transporteras vidare.
Gasen matas in i från sidan och den renade gasen lämnar cyklonen i toppen medan
partiklarna faller nedåt in i en samlare i botten. Denna reningsmetod är ett mycket
vanligt initialsteg som medför låga investerings- och driftkostnader. Vanligtvis
installeras en cyklon direkt efter en CFB för att fånga upp flygaska, koks och
bäddmaterial för att kunna återföras till förgasaren, cyklonen opererar vanligtvis
vid samma temperatur som förgasaren [19]. Det är möjligt att rena med cykloner
vid temperaturnivåer upp till kring 1000 °C [20], det är även en kostnadseffektiv

10
metod [21]. Tryckfallet är minimalt och reningseffektiviteten är över 90 % för
partik ar st rr ä tt par μm, dock renas inte de minsta partiklarna [19]. Att rena
gasen från partiklar med diametrar under 1-5 μm är möjligt men effektiviteten
minskar med minskade diametrar [22]. Denna rening fungerar även som t ärr i g
förutsatt att tjäran existerar i form av aerosoler. Det är även möjligt att ha två
cykloner i serie, för att i första rena partiklar och sedan kyla gasen för att
kondensera tjäran s a roso r bi das o r a d ssa i d a dra cyklonen. En
stegvis rening innebär också att tjäror och andra partiklar inte blandas vilket
underlättar tömning av insamlade partiklar [22]. Vanligtvis arbetar cykloner vid
höga temperaturer för att undvika tjärkondensering. Cykloner kan enkelt
dimensioneras utifrån partikelstorlek för att optimera driften utifrån specifika
förhållanden [39].
2.3.1.2 tt barriär i t r består av ett poröst material som gasen transporteras igenom med
tryckskillnader som drivkraft. När gasen tränger igenom barriären fastnar
partiklarna i den porösa barriären och gasen blir således renad.
Reningseffektiviteten är hög för partikelstorlekar mellan 0,5-100 μm [19]. Även
partik stor kar d r 0,5 μm är möjliga att rena men medför stora tryckfall vilket
innebär tekniska och ekonomiska nackdelar när stora gasvolymer skall renas.
Tömning av partiklarna som fastnat i barriären görs med en tryckpuls i motsatt
riktning till gasströmmen. För att inte överanstränga barriär i t r och undvika tjäror
s p a ras vanligtvis dessa filter efter en cyklon [22].
För väldigt små partik stor kar passar typ a barriär i t r som ka as för
påsfilter (eng. Bag filter). Detta filter består av ett vävt material som filtrerar,
utöver barriär ktio , m d hjälp av den statiska laddning som skapas av
friktionen. Ju mer partiklar som ackumuleras på filtret desto högre blir
reningseffektiviteten. Dock lämpar sig denna rening för gas r r t 50 , s
kallad varm gas. Den klarar alltså inte av den heta gas som lämnar
rgas i gsr aktor id t mp rat r p runt 800 °C utan måste först kylas [22].
För klibbiga ämnen såsom tjäror passar dock barriär i t r mindre bra eftersom
tjäror fastnar på filterytan och kan genomgå förkolning vilket leder till igensättning
och förorenande beläggningar. Barriär i t r bör således användas när gasen är så
gott som renad eller vid temperaturer över tjärornas daggpunkt [19].
Om rening med barriär i t r ska tillämpas vid högre temperatur bör så kallade
Candle-filter användas, det är porösa barriärer gjorda av antingen metalliska eller
keramiska material som kan tillämpas vid upp till 500 °C respektive 700 °C [20,
21].
En annan metod för barriärrening är att låta gasen passera en packad bädd
bestående av porösa material, exempelvis sågspån och keramikkulor.
2.3.1.3 Elektrostatiska filter (eng. ESP, ElectroStatic Precipitator) I ett elektrostatiskt filter polariseras partiklarna när de passerar ett högspänningsfält
och sedan attraheras partiklarna när de passerar en platta med motsatt laddning.
Partiklarna avlägsnas sedan från denna platta med antingen torra eller våta
metoder. Den torra metoden innebär en mekanisk rening som kan genomföras vid
temperaturer upp till 500°C medan den våta metoden innebär rening med flytande
11
vätska som flyter som en film. I den våta reningsmetoden måste drifttemperaturer
vara under vätskans kokpunkt, vanligtvis används vatten så temperaturerna är
under 100 °C [19, 22]. F r partik ar d r 0,5 μm är SP i t kti a. M
eftersom ESP ofta används efter kylning och kall rening klumpar mindre partiklar
ihop sig till att bilda större, då kan ESP även vara effektiv för rening av mindre
partiklar [19].
Detta är en dyr metod som kräver stora anläggningar och passar därför storskalig
produktion [22]. Hög effektivitet har tidigare varit svår att uppnå vid höga
gastemperaturer, eftersom den höga temperaturen minskar pot ti
spä i gsski ad. M kti it t r t 5 ar y ig pp isats för rening av
gas över 500 °C [24].
Kommersiellt har ESP haft framgång och de tjärrelaterade problemen har lösts med
välplanerade reningssteg innan ESP. Genom att installera en skrubber innan så
bildas, vid nedkylningen av gasen, aerosoler. Dessa aerosoler renas sedan i en ESP,
vilket egentligen bara är en bonus då det primära reningssyftet med ESP rör bland
annat aska, alkalimetaller och stoft [19].
2.3.1.4 Våtskrubb I en våtskrubb sprayas gasen med en vätska o tast att , partik ar a kro kar d
med vätskedropparna. Sedan samlas dropparna upp av en vätskeavskiljare (eng.
Demister), som exempelvis kan vara en typ av cyklon. Syngasen måste kylas ner
till maximalt 100 °C för att vattendropparna skall förbli i vätskeform. kti it t
ka ara s hög som 99 % för partiklar över 1 μm i diam t r [21, 22].
2.3.2 Alkalimetaller Mineralerna i biomassa, främst snabbväxande biomassa, innehåller
alkalimetallsalter såsom CaO, K2O, MgO SiO2 och SO3 [21]. Runt 800 °C förångas
dessa salter och kondenserar på kallare ytor eller på andra partiklar i gasströmmen.
Kondensering sker vid 650 °C och vanligtvis bildas partiklar med storlekar under 5
μm. För rening av alkalimetallerna kyls gasen ner till under 600-650 °C för
solidifiering och sedan avlägsnas soliderna med torra eller våta reningsmetoder likt
de för partikelrening som beskrivits under avsnitt 2.3.1 [19]. SP, p s-, v tskr bbs-
och barriärfiltrering är bland de vanligaste reningsmetoder [22].
2.3.3 N-föreningar Kväve i den råa syngasen kan härstamma från biomassan eller från
fluidiseringsmediet (om luft används sägs syngasen vara utspädd på grund av den
höga halt kväve). Framförallt bildas HCN (vätecyanid) och NH3 (ammoniak) och
är generellt i storleksordningen 20-tals ppmV respektive 1000-tals ppmV. NH3 kan
tillsammans med klor bilda NH3Cl (ammoniumklorid) som är en kemikalie som
solidifieras vid 250-280 °C och orsakar förorenande beläggningar i utrustningen.
Tillsammans med H2S kan NH3 bilda ammoniumpolysulfid vilket solidifieras
under 150 °C. HCN kan bland annat avaktivera FT-katalysatorer. Även om
irrelevant i syntessammanhang, så kan HCN och NH3, vid elektricitetsproduktion
när syngasen förbränns, bilda NOx [19].

12
Rening av ammoniak sker antingen via katalytisk sönderdelning eller våt
skrubbning. Katalysatorer likt dem för omvandling av tjäror kan användas för
ammoniakrening, det inkluderar dolomitkatalysatorer, nickelbaserade katalysatorer
och järnkatalysatorer som arbetar vid 900 °C och kan då sönderdela 99 % av NH3.
Det är alltså möjligt att rena tjäror och ammoniak samtidigt, förutsatt att
tjärreningen kan vara effektiv vid 900 °C. Flera typer av katalysatorer kan
användas, järnkatalysatorer har använts med effektivitet p över 99 % [22].
Följande metallkatalysatorer ger högst aktivitet, i fallande skala: Co > Ni > Cu > Zr
[23].
När en våtskrubb används bör helst tjäror och NH3 separeras separat, först renas
tjärorna och sedan ammoniaken, men det krävs rening av alla tjäror med daggpunkt
över 30°C vilket är den temperatur vattenskrubben arbetar vid. Detta är något som
reningstekniken OLGA kan passa för, se avsnitt 2.3.8.5.7. Ammoniaken är löslig i
vatten och kan behandlas till att bilda ammoniumsalter, omvandlas till N2
(bakteriell nitrifikation och denitrifikation) eller strippas från skrubbervattnet. Den
luft som innehåller NH3 som strippats bort kan återföras in i förgasaren där
ammoniaken, vid temperaturer över 800 °C omvandlas till N2 och H2O (knappt
något NOx bildas) [19].
Det är framförallt ammoniak som är problematisk i syngasen och ca 65 % av
kvävet i biomassan bildar ammoniak [21]. Det finns generellt två sätt för att
katalytiskt omvandla ammoniak på, sönderdelning enligt ekv. (2.2) och selektiv
oxidering enligt ekv. (2.3) [25]. I Fig. 2-1 framgår det hur stor del av ammoniaken
som sönderdelas som funktion av temperatur vid tre trycknivåer. Som det nämndes
ovan så är temperaturnivåer runt 800-900 °C vanliga men det är naturligtvis
kopplat till val av katalysator, nickelbaserade katalysatorer uppnår hög effektivitet
för sönderdelning av ammoniaken vid 600 °C [25].
(2.2)
(2.3)
Fig. 2-1. Sönderdelning av ammoniak utifrån jämviktberäkningar för tre trycknivåer. Bilden används med tillstånd från referens [25].

13
2.3.4 S-föreningar Kemiska föreningar innehållande svavel kan bland annat förgifta katalysatorer,
framförallt kopparbaserade sådana och behöver därför renas från syngasen.
Beroende på användningsområdet för syngasen varierar kraven på renhet, för
syntesbränsleproduktion är kraven på svavelhalt de striktaste [21, 22]. De
svavelföreningar som uppstår i förgasningen är framförallt vätesulfid och
karbonylsulfid, samt mindre halter av andra organiska svavelföreningar.
2.3.4.1 Vätesulfid, H2S Rening av vätesulfid sker oftast i samband med CO2-separation för våta
reningsmetoder. Både absorption i en alkalielösning och i ett fysikaliskt
lösningsmedel är lämpliga reningstekniker för stora volymflöden och renar gasen
från H2S och/eller CO2 till <1 ppmV. Distinktionen mellan fysikalisk och kemisk
rening görs vid 7 bar. Då kapaciteten för den fysikaliska reningen är en funktion av
partialtrycket är lönsamheten låg för lågtryckssystem [19].
Membranrening sker genom att H2S tränger igenom en tunn membranbarriär.
Rening kan ske ner till <1 ppmV och passar framförallt i mindre skala då
alternativa reningstekniker såsom adsorptionsprocesser innebär högre lönsamhet
vid storskalig rening [19].
Det är även möjligt att rena vätesulfid via solid adsorption. Lämpliga adsorbenter
är oxider av Fe, Mn, Zn, Cu, Ca som möjliggör rening ner till 1 ppmV, 5 ppmV,
<0,3 ppmV, <1 ppmV respektive 50 ppmV. Ca och Mn arbetar vid temperaturer
uppemot 1000°C medan de övriga kring 400-600°C [19, 25, 26].
2.3.4.2 Karbonylsulfid, COS COS är en organisk svavelförening som inte är möjlig att effektivt rena vare sig
med fysikaliska eller kemiska processer. När gasen kyls till låga temperaturer
bildar COS H2S och termodynamiskt existerar inte COS vid 200°C. Detta antyder
att det är möjligt att omvandla COS till H2S. Katalysatorer som används för den
omvandlingen inkluderar aktiverad aluminiumoxid, titanoxid på aluminiumoxid
och Mo/Co. När en bädd av ZnO används för adsorption av H2S katalyseras
samtidigt COS till att omvandlas till H2S. Och detta H2S som nybildats absorberas
av ZnO-bädden. Det är således ej nödvändigt med ytterligare COS-rening om H2S-
rening görs med ZnO [19].
2.3.4.3 Andra organiska svavelföreningar De typiska organiska svavelföreningarna utöver COS som finns i gasen inkluderar
CS2, CH4S C4H4S och C6H6S. Dessa föreningar är mindre syrliga än H2S och kan
därför inte renas lika effektivt med konventionella reningstekniker som använder
alkalielösningar. Fysikaliska lösningsmedel har dock en hög löslighet för organiska
svavelföreningar. Dessa reningsmetoder d iks do k t rsom gas ä ”r as”
från betydande mängder av dyrbara kolväten och mindre mängder metan [19].
En effektiv hantering av organiska svavelföreningar är att omvandla dessa till H2S
innan H2S-reningen. Detta uppnås genom katalytisk omvandling via
hydrogenering, ekv. (2.4)-(2.7), eller hydrolys, ekv. (2.8)-(2.9). Detta reningssteg
går under förkortningen HDS (HydroDeSulfurisation). HDS-katalysatorer är
baserade på kobolt- (Co), nickel- (Ni) och molybden- (Mo)-oxider på en aktiv
aluminiumbas, alltså Al-Co-Mo och Al-Ni-Mo. Processen sker vid temperaturerna
250-400 °C och vid tryck upp till 40 bar [19].

14
(2.4)
(2.5)
(2.6)
(2.7)
(2.8)
(2.9)
2.3.5 Klor, Cl Klor är ofta förkommande i biomassa men kan i vissa fall finnas i endast låga
koncentrationer, ca 0,02 vikt-%. I kombination med ammoniak kan klor bilda
ammoniumklorid (NH2Cl) som förångas vid 250-280 °C men är solid vid lägre
temperaturer. Som solid kan ammoniumklorid förorena utrustning i anläggningen,
och om löst i vatten är lösningen starkt frätande. Även i kombination med
alkalimetaller såsom kalium och natrium uppstår problematik kopplade till
frätning. Rening av klor ingår vanligtvis inte i gasreningen med bör ändå övervakas
då höga klorkoncentrationer kan orsaka hopgyttring av bäddmaterial [19].
2.3.6 Väteklorid/Saltsyra, HCl Rening av saltsyra kan delas in i två kategorier; våt och torr rening. I den torra
reningen avlägsnas vätekloriden kommersiellt generellt av två typer av adsorbenter,
nämligen natriumkarbonat (Na2CO3, NaHCO3)) och kalciumoxid (CaO). Eftersom
CaO reagerar med CO2 så är den olämplig för tillämpning på rå syngas. CO2
reagerar dock ej med natriumbaserade lösningsmedel mellan 300-600°C, det
optimala temperaturområdet är 400-500°C där HCl nivån kan reduceras till under
1ppmV.
Våtskrubbning är vanligtvis baserad på antingen vatten eller vattenlösningar med
natronlut. Den mängd vatten som typiskt finns i den råa syngasen kan vid
kondensering avlägsna 500 ppmV av HCl. Ett annat alternativ är att använda
natronlutskrubber vilket dels renar HCl effektivt men också andra komponenter
såsom CO2, COS, och H2S [19].
2.3.7 Dioxin (C4H4O2) och Furan (C4H4O) Dioxiner är ett mycket miljögiftigt utsläpp som produceras vid förgasning.
Dioxiner kan renas genom absorption eller adsorption i ett polymermaterial som är
dopat med kolpartiklar. Även rening med OLGA är en effektiv reningsmetod och i
samband med rening av tjäror kan dioxiner renas till under 0,1 g/Nm3. Även
katalytisk nedbrytning via koladsorption är möjlig. Det så kallade CRI-systemet
använder en specialutvecklad katalysator som omvandlar dioxinerna till en
blandning av H2O, CO2 och HCl. CRI-systemet arbetar vid 160 °C men klarar ej av
att rena rå syngas direkt om det ej är syrefritt [19].
15
2.3.8 Tjäror Definitionen av en tjära varierar men en ofta förekommande definition är att en
tjära är ett kolväte med en molekylär massa högre än den hos bensen. Bensen
exkluderas bland annat på grund av svårigheter kopplade till mätningar av den,
dock förekommer ibland inkludering av bensen i kategorin tjäror. I
kategoriseringen tjäror kan alltså hundratals kemiska föreningar ingå. Vidare kan
dessa kolväten (tjäror) delas in i aromatiska (vattenlösliga) och fenoliska (ej
vattenlösliga) kolväten. En viktig aspekt att ta hänsyn till i sammanhanget rening
av tjäror är förutom koncentrationen av tjäror även daggpunkten då driftproblem
och kontaminering av utrustning först uppstår när tjäran kondenserar. Ju tyngre en
tjära är desto lägre är dess daggpunkt, därför måste tyngre tjäror renas bort helt
medan lättare tjäror kan tolereras i lägre koncentrationer [27]. Tjäran i den råa
syngasen måste r as s att i t d ko d s rar på kalla ytor och skapar
driftproblematik. Dessutom finns allvarliga problem med förgiftning av
katalysatorer. Mängden tjäror som produceras kan reduceras genom att välja typ av
förgasning och även med tillämpning av vissa in-situ-lösningar. Men tjäror kan inte
elimineras helt, även in-situ-lösningar måste kompletteras med ex-situ-lösningar
[29]. Tjärreningen kan delas in i två typer av rening, dels en fysikalisk rening där
tjäran likt en partikel separeras från gasen och dels en katalytisk omvandling av
tjäran till permanent gas [22,23]. Att framgångsrikt och effektivt rena tjäror är en
nyckelfråga för att produktion av bio-drivmedel från förgasad biomassa skall
etableras. Tjärreningen kan huvudsakligen klassificeras i följande kategorier (med
tillhörande tekniker) [19]:
Krackning och Reformering
o Termisk krackning
o Plasmastärkt krackning
o CLR
o Katalytisk krackning
In-bed material
Katalytisk bädd
Monoliter
Katalytisk filtrering
Fysikalisk rening
o ESP
o RPS
o Cyklon
o Filter
o Vattenskrubb
o RME-skrubb
o OLGA
2.3.8.1 Termisk krackning Termisk krackning är en beprövad metod för produktion i större skala. Tekniken
har dock framförallt använts vid förgasning av kol. Bland annat existerar en
process som går under namnet ThermoSelect® där gasen värms upp till
temperaturer kring 1400-1600 °C under några sekunder. Alla termodynamisk
ostabila kolväten förutom metan utsätts då för krackning [19]. Syngasen kan även

16
utsättas för delvis oxidering för att nå höga gastemperaturer och förbruka kolväten i
förbränningen, en nackdel är att syngasen värmevärde minskar betydligt.
2.3.8.2 Plasmastärkt krackning I en process som går under namnet GlidArc
® sker en glidande urladdning mellan
två hornliknande elektroder. Längst ner på hornen där elektroderna är närmast
varandra bildas en elektisk båge som glider uppmed elektroderna för att till slut
brytas, sedan börjar processen på nytt. Syngasen flödar i samma riktning som
elektroderna och urladdningen bidrar till att det bildas bland annat joner och fria
radikaler. De fria radikalerna bidrar till sönderdelning av vissa typer av tjäror men
producerar samtidigt andra. Plasmastärkt krackning är dels ett energiineffektivt
alternativ då elkonsumtionen är hög men även ett svagt reningsalternativ då
GlidArc® har visat på en tjäromvandling på maximalt 40 % [19].
2.3.8.3 CLR (Chemical-Looping Reforming) CLR är en reningsmetod av tjäror som Chalmers utvecklar där tjärorna utsätts för
partiell oxidering. Metallkatalysatorer utskiljer syrgas från vanlig luft och dessa
katalysatorer cirkuleras till en oxideringsenhet där syrgasen förbrukas i oxideringen
av tjäror. I oxideringen regenereras metallkatalysatorerna och förloppet börjar på
nytt. Reningsmetoden är fortfarande i experimentstadiet men lovande resultat med
upp till 99 % t ärr i g har uppvisats [35].
2.3.8.4 Katalytisk krackning Katalytisk krackning kan i vissa fall vara ett attraktivt alternativ då extra
temperaturhöjningar ej är nödvändiga, syngas kan alltså krackas nära
förgasningstemperaturerna. Katalytisk krackning kan tillämpas direkt i förgasaren,
så kallat in-bed eller in-situ, eller efter förgasaren, nedströms (ex-situ). I detta
arbete behandlas endast processer som tillämpas nedströms. Referens [28]
presenterar en stor sammanställning av olika katalysatorer och deras respektive
driftförhållanden, styrkor och svagheter. En av katalysatorerna som anses vara
bland de bästa är en nickelbaserad katalysator som använder dolomit som stöd,
reningen sker vid 780 °C och uppvisar nära 100 % -ig reningseffektivitet.
Dessutom är den inte känslig för svavelförgiftning och koksbildning.
Katalysatorerna kan delas in i följande två kategorier, med tillhörande
underkategorier [19]:
Mineraler
Järnmalm
Lermineral
Olivin
Kalcinerade stenar
o Kalkspat
o Magnesit
o Dolomit
Syntetiska
Koks
Alkalimetaller
Aktiverad aluminiumoxid
Övergångsmetaller
o Ni-baserade
o Pt,Zr,Rh,Ru,Fe-baserade

17
2.3.8.4.1 Katalytiska bäddar
Naturliga mineraler
Naturliga mineraler är relativt billiga och lättillgängliga, däremot så är de mjuka
och nöts lätt ner. Vidare så kan det klor som finns i biomassan reagera med CaO
och bilda CaCl2 som minskar aktiviteten. Det har bedrivits en hel del forskning på
bäddar av dolomit och kalksten, både av forskningsinstitut och kommersiella
företag. Bland annat så har rå syngas från Umsicht CFB-förgasaren, som är av
storleken 500 kWth, renats i bäddar av dolomit eller bauxit, där tjäromvandling var
över 95 % [19].
Koks
Koks är billigt och existerar naturligt i stora mängder i den råa syngasen. Vid
750°C omvandlas över 95 % av tjärorna för en typisk förgasare där luft använts
som fluidiseringsmedium, med inget eller minimal konsumtion av koksen. Andra
tester visar på en tjäromvandling som uppgick till 75 % med dålig selektivitet för
de tyngre tjärorna, Resultaten kan förbättras genom tillförsel av ytterligare aktiva
katalysatorer till bädden, såsom naturliga mineraler [19].
Syntetiska katalysatorer av metaller och metalloxider
De populäraste katalysatorerna i denna kategori är Ni-baserade. När krackning sker
vid temperaturer väl under 900 °C förgiftar svavlet katalysatorn och därmed sänks
aktiviteten. Katalysatorerna är dessutom känsliga för andra spårämnen såsom
alkalimetaller och klorämnen. Det förekommer även en viss förlust av material och
hastig avaktivering till följd av koksbeläggningar [19].
Monoliter
Monolitreaktorer är keramiska block som består av kvadratiska parallella kanaler
som syngasen strömmar igenom. På monolitens kanalväggar finns en beläggning
av katalytiskt aktivt material, i regel nickel, även om det forskas på andra
katalysatorer. Det är möjligt att uppnå tjärkoncentrationer under 200 mg/Nm3 och
livslängden är starkt beroende på driftparametrar. Gasen som skall renas bör ha
låga halter av alkalimetaller. Från Güssing-anläggningen finns erfarenheter som
visar på en nästan fullständigt tjäromvandling och en kraftig ammoniakomvandling
vid 850°C, dock hade den råa syngasen en relativt låg tjärhalt på 1,5 g/Nm3.
Dessutom kan svavelförgiftning vara en betydande risk och det krävs därför att
drifttemperaturen hålls över 900 °C [19].
2.3.8.4.2 Katalytisk filtrering Katalytisk filtrering är en hybrid av keramisk filtrering och katalytisk krackning.
Partikelrening med cykloner är oftast inte tillräckligt eftersom de mindre
partiklarna kvarstår. Vidare så är rening i två steg, alltså en separat partikelrening
och separat t ärr i g, antingen problematisk för driften eller för kostnadsbilden.
Om den katalytiska tjärreningen placeras innan filtreringen uppstår driftproblem
med avaktivering till följd av partikelbeläggningar. Och om den katalytiska
tjärreningen sker efter filtreringen så blir kostnaden högre då det krävs två dyra
högtemperaturssteg. Katalytisk filtrering med candle-filter kombinerar dessa
reningssteg. Filtren består av flera lager där det keramiska filtret är impregnerat

18
med en katalysator. Betydande framgångar har uppnåtts med rutenium och nickel
vid 900 °C respektive 750-900°C. Eftersom de nämnda temperaturnivåerna är
nödvändiga för tjäromvandlingen så blir den grundläggande konsekvensen att det
ändå krävs en lågtemperaturrening eftersom alkalimetallerna är flyktiga vid dessa
temperaturer [19].
2.3.8.5 Fysikalisk rening Följande reningstekniker används antingen som enskilda reningssteg, i
kombination med varandra eller med katalytiska reningstekniker eftersom de –
utöver tjäror – även renar exempelvis partiklar och ammoniak. Metoderna går ut på
att syngasen ky s s tjärorna kondenserar och bildar aerosoler som senare separeras
från gasen med diverse metoder. Som det nämnts tidigar s bör partiklar och tjäror
separeras separat för att partiklar inte ska blandas med den hög-viskösa tjäran [22].
2.3.8.5.1 ESP ESP, elektrostatiska avskiljare, är en vanligt förekommande reningsteknik för
mindre partiklar och vätskedroppar i gasströmmar. När målet är t ärr i g bör höga
temperaturer undvikas då tjäran behöver vara i ett flytande aggregationstillstånd,
vanligtvis i form av aerosoler. Principen bakom tekniken är jonisering av gasen när
den passerar ett högspänningsfält. Det sker en så kallad koronaurladdning som är
ström som läcker ut till en fluid när spänningen är hög. Den joniserade syngasen
sätter sig sedan på partiklar eller aerosoler som då blir polariserade och attraheras
till en jordad elektrod [19]. Principerna för t ärr i g m d d a typ a a ord i g
är desamma som för partikelrening. Denna renare fungerar effektivt vid
gastemperaturer upp till 150 °C, men bör vara ännu lägre för att minska risken för
icke-kondenserade tjäror. Effektiviteten kan vara upp till 99 % för partiklar under
0,1μm. Även om tekniken är mogen med goda resultat är denna typ av rening
relativt ovanlig p grund av höga investeringskostnader [21, 22]. Även WESP (Wet
ESP) kan tillämpas [20].
2.3.8.5.2 RPS (Rotating Particle Separator) RPS använder en roterande cylinder med kanaler som är centrerad i en cyklon.
Forskning på RPS för t ärr i g inleddes på grund av framgångar som RPS
uppvisade för dammrening hos rökgaser. Experiment visade att tunga tjäror var
mycket problematiska när det kommer till igensättning och forskning på denna typ
av renare bedrivs inte längre [19].
2.3.8.5.3 Cyklon Cyklonfiltrering fungerar utifrån samma principer som vid partikelrening och är
framförallt lämplig för rening av aerosoler r t 5 μm r st rr . kti it ten
minskar relativt kraftigt för mindre aerosoler och av den anledningen används
cykloner inte i praktiken för t ärr i g [ .
19
2.3.8.5.4 Filter Diverse typer av filter har länge brukats för rening av tjäror. Aerosoler fastnar på
filtrets yta likt principen för partikelrening. Men tömning av filterytan är mycket
mer problematisk för tjäror på grund av dessas höga viskositet och klibbighet.
Valet av filtertyp är därför mer begränsat än när det kommer till partikelrening.
Påsfilter av tyg och keramikfilter är generellt olämpliga såvida de inte är belagda
med en katalysator för krackning [19,21].
arriär i t r är oftast problematiska att använda för t ärr i g t rsom tjäran till
skillnad från fasta partiklar, är svår att avlägsna från filtret. Detta resulterar i
igentäppta filter [22]. Det har dock visats att en bädd av aktiverad kol och
zinkoxider har stor potential att rena tjäror och även svavelföreningar [30]. Även
historiskt är framgångarna större för bäddfilter, vilket även passar mindre
anläggningar, som oftast består av korn (såsom sand), brunkol, aktiverad kol eller
sågspån. Vissa driftproblem kan uppstå när det kommer till rening av filtren. Dessa
filter passar framförallt anläggningar i mindre skala och där arbetskraft är billig
men kan även tillämpas i större anläggningar som ett slutligt säkerhetssteg [19].
2.3.8.5.5 Våtskrubb Våtskrubb kan användas även för t ärr i g. Tjäran kan sedan oftast återföras ti
rgas i gsr aktor r förbränning. Olika typer av våtskrubb finns tillgängliga
med varierande reningseffektivitet och varierande aerosolstorlekar som reningsmål.
Reningseffektiviteten kan som vara så hög som 99 %. Våtskrubb passar framförallt
för storskalig rening eftersom de typer av våtskrubb som ekonomisk passar
småskalig produktion är mindre effektiva [22]. Drifttemperaturen måste vara under
vattnets kokpunkt och i utloppet, efter rening, är syngasen runt 35-60 °C [21].
2.3.8.5.6 RME-skrubber I RME-skrubber används rapsmetylester (eng. Rapeseed oil Methyl Esther) som
medium för att rena gasen. Gasen renas nästan helt från tjäror men det är
nödvändigt med antingen ett filter eller en ESP efter RME-skrubbern för att
garantera att eventuellt kvarstående aerosoler avlägsnas från strömmen. Oljan blir
mättad med tjäror och förs sedan till förbränning för att förse rgas i gsr aktor
med värme. Till skillnad från en vattenskrubb finns det inga vätskeströmmar som
blir slaggprodukter. På Güssing-anläggning används olivin i en katalytisk bädd för
att minska tjärkoncentrationen till 2,5 g/Nm3 innan RME-skrubbers då det krävs
relativt låga tjärhalter. Om tjärhalten är hög krävs för stora mängder RME [19].
2.3.8.5.7 OLGA OLGA är en nederländsk akronym för oljegasskrubber där en speciell reningsolja
renar gasen från tjäror i flera steg [20]. I det första steget kyls gasen sakta där tunga
tjäror kondenserar i oljan. Tjäror separeras senare från oljorna och återförs till
förgasaren. I det andra steget separeras lättare tjäror från gasen. När oljan är mättad
på tjäror regenereras den i en stripper, på så sätt krävs inte större mängder olja när
koncentrationen av tjäror är högre (som fallet är för RME-skrubber) [19,20].
Regenereringen sker med antingen luft eller ånga som tömmer oljan på tjäror.
Ångan eller luften, innehållande de lättare tjärorna, kan sedan återföras till

20
förgasaren. Tester med OLGA på rå syngas som innehöll 10-20 g/Nm3 visade att
100 % av de tunga tjärorna renades, 99 % av de lätta och 99 % av de
heterocykliska, daggpunkten för återstående tjäror i den renade syngasen är under
10 °C [19]. Vid inloppet har gasen en temperatur på 380 °C och vid utloppet 80°C
[59].
2.3.9 Omättade kolväten I de omättade kolvätena inkluderas, utöver tjäror, även lättare kolväten såsom
acetylen, etylen och bensen. Till skillnad från tjäror innebär inte dessa kolväten risk
för problematiska beläggningar men kan avaktivera katalysatorer. Kolvätena kan
även bilda gummiaktiga polymerer som kan täppa igen utrustning.
Reningen sker framförallt med selektiv katalytisk hydrogenering men är även
möjlig via fysikalisk adsorption (exempelvis aminskrubber) och om det finns höga
krav på selektivitet, via kryoteknik eller selektiv adsorption.
För hydrogenering används vanligtvis platina- eller palladiumkatalysatorer som
arbetar vid relativt låga temperaturer, dessa katalysatorer är känsliga för
svavelförgiftning. Även Ni-Mo- och Co-Mo-katalysatorer som används för HDS
kan användas, dessa katalysatorer är naturligtvis inte känsliga för svavelförgiftning
men har däremot en låg effektivitet (en hel del kolväten omvandlas ej) och bildar
framförallt CH4 (ibland även tyngre kolväten) istället för CO och H2. [19]
2.3.10 Metanreformering Metanhalterna i råa syngasen är vanligtvis 5-10 % vilket är för högt för vissa
katalytiska omvandlingar såsom FT. Det finns tre alternativ för reformering av
metan, dessa är ång-, syre- eller autotermisk reformering samt torr reformering.
2.3.10.1 Ångreformering (SMR, Steam Methane Reforming) Metan reagerar med ånga över en nickelbaserad katalysator, i tusentals parallella
tuber i samma behållare, för att bilda främst CO och H2, ångreformeringen sker
enligt ekv. (2.10)-(2.13). Som det framgår av ekvationerna sker flera processer
samtidigt. Negativt tecken innebär energiavgivning från systemet, alltså en exoterm
reaktion och vice versa. En extern värmekälla är nödvändig eftersom reaktion
(2.10) är starkt endotermt. Vanligtvis sker reaktionen vid 800 °C och 20 bar över
nickelbaserade katalysatorer. [27, 58].
(2.10)
Så kallad Reformering
(2.11)
Så kallad WGS
(2.12)
Så kallad CH4-dekomposition
(2.13)
Så kallad Boudouard-reaktion

21
2.3.10.2 Autotermisk reformering (ATR, Auto-Thermal Reforming) Denna omvandlingsmetod, även kallas syrereformering, innebär en partiell
oxidation av metan och även tyngre kolväten. Reaktionen sker över rodium-
baserade katalysatorer där CO och H2 bildas enligt ekv. (2.14)-(2.16). Dessa starkt
exoterma reaktioner produceras stora mängder överskottsenergi vid temperaturer
kring 1250 °C, samtidigt minskar syngasens värmevärde [27].
(2.14)
(2.15)
(2.16)
2.3.10.3 Torr Metanreformering Torr metanformering sker i regler i kombinationen med ångreformering.
Reaktionen beskrivs av ekv. (2.11)-(2.13), precis som i ångreformeringen med
tillägget av ekv. (2.17) [27].
(2.17)
2.3.11 WGS (Water Gas Shift) Processen går ut på att justera förhållandet mellan CO och H2 och stökiometriskt
sker reaktionen enligt ekv. (2.18). Reaktionen är en jämviktsekvation starkt
beroende av temperaturnivå. Läst från vänster till höger kalla reaktionen för WGS,
och från höger till vänster för RWGS (Reversed-WGS) [23, 52]. Vanliga
temperaturnivåer vid drift är 300-500 °C. När WGS utförs på rå gas kallas
processen för SWGS (Sour-WGS) [27].
(2.18)
2.3.12 CO2-rening Koldioxid är starkt frätande i kombination med vatten och kan förstöra ledningar
och utrustning. Dessutom finns gränsvärden på inerta gaser i bland annat FT-
syntesen. Vidare behöver koldioxid avlägsnas för att öka kvalitén på gaser,
exempelvis SNG. [19]
Samtliga bränslesyntes-processer har krav på CO2-halten i syngasen, och CO2
produceras alltid i dessa processer och behöver därför avlägsnas för att uppnå
acceptabla CO2-halter. Reningen sker vanligtvis med följande fyra metoder:
Kemikalisk och fysikalisk absorption
Solid fysikalisk adsorption
Kryoteknisk separation
Membranseparation

22
2.3.12.1 Kemisk och fysikalisk absorption Kemisk absorption
CO2 reagerar med ett lösningsmedel och bildar ett intermedia med svag bindning.
Denna bindning bryts när värme tillförs och lösningsmedel återgår till sitt ursprung
när CO2 avges. Typiska lösningsmedel är baseras på aminer och karbonat, såsom
MEA, DEA (dietanolamin), ammoniak och het kaliumkarbonat. De vanligaste
lösningsmedlen är MEA och aktiverad kaliumkarbonat. Denna metod fungerar väl
vid låga partialtryck. Gasströmmen får ej innehålla O2 eller SO2, dessutom kan
partiklar och kolväten vara problematiska för driften [27].
MEA innebär rening med monoetanolamin där CO2 renas utifrån kemikalisk
absorption. Reningsmetoden kräver termisk energi på 3,7 MJ/kgrenad CO2 vid 115
°C. Men det är möjlig att återvinna 20 % av insatsenergi från temperaturnivån 90
°C till 40 °C [12,59].
Fysikalisk absorption
CO2 kan absorberas av ett lösningsmedel med hjälp av partiellt övertryck och sedan
frigöras genom värmetillförsel och/eller tryckreduktion. Typiska lösningsmedel är
Selexol® (dimetyleter av polyetylenglykol) eller Recticol
® (kall metanol), båda
arbetar vid höga tryck. Kolväten >C3 är lösliga i dessa lösningsmedel vilket kan
skapa driftproblem [27].
Hybridabsorption
Det är möjligt att kombinera den kemikaliska och fysikaliska metoden i så kallad
hybridabsorption där reningsmetodernas starka sidor tas till vara. Denna teknik har
genererat bättre resultat och visat på en större bredd vad gäller
användningsområden än teknikerna separat. Vanliga lösningsmedel inkluderar A-
MDEA®, Purisol
®, Sulfinol
® och UCARSOL
® [27].
2.3.12.2 Solid Fysikalisk Adsorption Den fysikaliska reningen sker till följd av en attraktion som uppstår mellan gasen
och en aktiv yta när gasen passerar en bädd av solida adsorbenter. Bädden kan
bestå av aktiverat kol, zeoliter eller aluminiumoxid. Vanligtvis har bädden solider
som är en molekylsikt, vilket innebär att de har små porer som endast CO2 får plats
i, på så sätt silas CO2 ut från gasen. Molekylsiktsegenskaper saknas hos
aluminiumoxid och adsorptionskapaciteten är därför ca 5 gånger lägre, mätt som
massa av adsorberad gas per massenhet adsorbent.
Att frigöra CO2 och på så sätt återanvända adsorbenterna kallas för regeneration
och görs kommersiellt på huvudsakligen följande fyra sätt [27]:
PSA (Pressure Swing Adsorption/Regeneration)
TSA (Temperature/Thermal Swing Adsorption)
Bäddtvätt
Kromatografisk

23
PSA
Trycket sänkt i behållaren – med den mättade bädden – tills dess att den
adsorberade gasen lämnar bädden. Cyklarna för regenerationen sker på ett par
sekunder. I fall där regenerationen sker under vakuum kallas processen för VPSA
[27]. Processen sker vanligtvis vid nära omgivningstemperaturer och 5,5 bar [18].
TSA
Temperaturen höjs vilket driver iväg den adsorberade gasen. Det tar timmar för en
regenerationscykel och det krävs större kvantiteter av adsorbenter än när PSA
tillämpas. TSA är den regenerationsteknik som används när adsorbenten är
aluminiumoxid. TSA är dyrare och kräver 2-3 gånger mer energi än PSA [27].
Bäddtvätt
En fluidström passerar bädden med syftet att tvätta bädden från CO2 som finns på
adsorbenten [27].
Kromatografisk
En gasström innehållande något ämne som kan krocka med CO2 får passera bädden
med syftet att fysiskt frigöra CO2. Denna regenerationsteknik passar främst i
mindre skala [27].
2.3.12.3 Kryoteknisk separation Kryoteknisk separation är en fysikalisk separation som genomförs vid låga
temperaturer antingen direkt eller med hjälp av lösningsmedel. Efter att gasen har
torkats kyls den till kryotekniska temperaturer, vilket innebär att CO2 kondenserar,
och sedan kan separation genomföras [27].
2.3.12.4 Membranseparation Denna CO2-reningsmetod kan delas in i två kategorier:
Gasseparationsmembran
Gasabsorptionsmembran
Gasseparationsmembran
På den ena sidan av ett membran passeras gasen som innehåller CO2, denna sida är
under högtryck. Den andra sidan om membranet är under lågtryck vilket driver
vissa partiklar att penetrera membranet, beroende på membranets selektivitet [27].
Gasabsorptionsmembran
Denna typ av membran används för att indirekt kontakta en gasström med en
vätskaström. Vätskan på ena sidan av membranet selekterar ämnen att absorbera
från gasströmmen på andra sidan membranet, tryckskillnaden ska vara minimal.
Membranet agerar endast som en avskiljare och deltar ej i selektionen utan
selektiviteten styrs av vätskan och är generellt hög. Vanliga absorptionsvätskor är
sulfit samt karbonat- och aminlösningar. Membranen som används är porösa och
hydrofoba [27].

24
2.4 Katalytisk syntes Den rena och bearbetade syngasen kan katalytiskt omvandlas till biobränslen. Det
kan vara bränslen i både gas- och flytande form. I detta avsnitt presenteras
omvandlingsprocessen för fyra av dessa bränslen som ingår i studien; FT-Diesel,
FT-Bensin, MeOH och SNG.
2.4.1 Fisher-Tropsch-Syntes FT, döpt efter de tyska forskarna Franz Fischer och Hans Tropsch, kallas den
reaktion där syngas, över en katalysator, omvandlas till kolväten [11]. En indelning
av FTS kan göras utifrån temperaturområde som omvandlingen sker vid.
Lågtemperatur-FTS (LT-FT-Syntes) sker vid 200-240 °C över kobolt- eller
järnkatalysatorer och producerar relativt långa kolvätekedjor (>C13) och är
passande för dieselproduktion. Högtemperatur-FTS (HT-FT-Syntes) sker vid 300-
350 °C, vanligtvis över järnkatalysatorer och genererar kortare kolvätekedjor (C3-
C11) och passar således till bensinproduktion. Reaktionerna sker vid 1-4 MPa.
Produkterna från FTS måste oftast genomgå någon typ av uppgradering för att
kunna brukas som ett bränsle på grund av låg selektivitet hos katalysatorerna.
Stökiometriskt beskrivs FTS-reaktionen i ekv. (2.16), där –CH2– betecknar
byggstenen som utgör kolvätekedjan [43]. Reaktionen är starkt exoterm [23].
Kvoten mellan vätgas och kolmonoxid skall vara H2/CO=1,7 eller 2,15 för Fe-
respektive Co-katalys [39,45]. Svavelnivåerna i syngasen får ej överstiga 60 ppb,
eller 1 ppmV beroende på källa. NH3 får inte överstiga 10 ppmV, NOx får ej
överstiga 0,2 ppmV och HCN för ej överstiga 10 ppb. Utbytet kan vara mellan 50-
90 % med återcirkulering och selektiviteten upp till ca 40 % [45]. I Tabell 2-3 finns
renhetskrav för FT-Syntes redovisade från några referenser och i Tabell 2-4
redovisas driftparametrar.
(2.16) Tabell 2-3. Samlade renhetskrav för FT-syntes från några referenser.
Renhetskrav FT Ref. [45] Ref. [47] Ref. [48, 49[
HT LT HT LT HT LT
Svavel 0,2 ppm 1 ppmV
60 ppb
<100 ppb (COS,
H2S, CS2)
<60 ppb (COS, H2S, CS2)
<1ppmV (H2S+COS+CS2)
Halogener 10 ppb <10 ppb (HCI, Br, F) <10ppbV(HCI+HBr+HF)
Alkalimetaller < 10ppb (Na, K) <10ppbV (Na + K)
Kväve <1 ppmV(NH3 + HCN)
Tjäror <10tals ppb med daggpunkt
över katalysatorns temp.
Så gott som alla tjäror med daggpunkt över
katalys-temperaturen.
CO2 < 5 %
H20 Lågt, oxiderar katalysatorn
C2H2 Lågt
CH4 < 2 %
N2 Lågt
HCN 10 ppb < 10 ppb
NH3 10 ppbV <10 ppb
NOx 0,2 ppmV < 100 ppb
Partiklar <0,1 ppm Nästan helt
Partikelstorlek < 2 μm

25
Tabell 2-4. Driftparametrar för FT från några referenser.
Driftparametrar för FT Ref. [45] Ref. [47]
HT LT HT LT
Katalysator Fe Co Fe Co
Temperatur °C 300-350 200-240 300-350 200-250
Tryck bar 10-40 7-12 20-40
H2/CO 1,7 2,15 0,6-1,7
Omvandling av COd 50-90 % med återföring 50-90 % med återföring
Produkt Alfa-olefiner,
bensin
Vaxer, diesel
Selektivitete ASF-48 % (max) 15-40 % faktisk
ASF-40 % (max)
ASF-48 % (max) 15-40 % faktisk
ASF-40 % (max)
2.4.2 MeOH-Syntes Ur utvecklingsarbetet av FTS-bränslen upptäcktes metanolsyntesen, och metanol är
i själva verket en biprodukt av FTS-diesel. 90 % av världens metanol produceras
via metanolsyntes där råvaran är naturgas, men syngas från biomassa är också en
möjlig råvara. Metanol kan användas direkt, blandas med andra
petroleumprodukter eller omvandlas vidare till ett flertal produkter såsom bensin
och dimetyleter (DME) som anses vara ett framtidsbränsle [46]. Syntesen sker vid
höga temperaturer, höga tryck och är exoterm. Stökiometriskt beskrivs reaktionerna
enligt ekv. (2.17), (2.18) och (2.19). Reaktionen mellan kolmonoxid och vätgas
sker ca 100 gånger snabbare när koldioxid finns närvarande. Studier har visat att
det är C från CO2 som är härkomsten till C i metanol. CO är involverad i en WGS
som producerar H2 och CO2 som senare reagerar till att bli metanol och vatten.
(2.17) (2.18) (2.19)
De mest aktiva katalysatorerna för metanolsyntes innehåller höga halter koppar, ca
60 % kopparinnehåll är optimal. Anledningen till att halten inte är högre är att det
även måste finnas metalloxider som klarar höga temperaturer, såsom ZnO. Även
aluminium är en av beståndsdelarna. Tillsats av cesium, och även andra tyngre
alkalimetaller, till Cu/ZnO-katalysatorer har visats sig öka utbytet av metanol [23].
Kvoten mellan vätgas och kolmonoxid skall vara H2/CO=2. Reaktionen kan ske vid
tryck 5-10 MPa och temperaturer kring 220- 280°C [11]. Används katalysatorn
ZnO/Cr2O3 sk r om a d i g id 50 o 5- 5 MPa o d istället med
syngaskvoten 3. Svavelhalten i syngasen får ej överstiga 0.5 ppmV och järn- och
nickelhalten får ej överstiga 5 ppbV. Utbytet kan vara upp till 99 % med
återcirkulering (max 25 % per tur). Selektiviteten kan vara upp till 99 % [45]. I
d Definierat som –
e ASF står för Anderson-Schulz-Flory-distributionen som sker enligt där Wn
är viktprocenten en kolvätekedja innehållande n st kolatomer och är en kedjans tillväxtsannolikhet
och är typiskt 0,8-0,9 men är stark beroende av katalysator och driftförhållanden. Bensin innehåller
3-9 kolatomer medan diesel är längre, upp till 21 kolatomer

26
Tabell 2-5 finns renhetskrav för MeOH-Syntes redovisade från några referenser
och i Tabell 2-6 redovisas driftparametrar.
Tabell 2-5. Renhetskrav för MeOH från några referenser.
MeOH Ref. [45] Ref. [47] [48, 49] [25]
Svavel <0,5 ppmV
helst <0,1 ppmV
(exkl. COS)
<0,1 ppm, COS, H2S, CS2 <1ppmV
(H2S+COS+CS2)
0,5ppm (Total
svavel)
Halogener 1 ppbV <1ppb (<10ppb) <1ppbV (HCI+HBr+HF)
1ppb
Alkalimetaller Lågt (Na, K) <10ppbV (Na + K)
Fe och Ni 0,005 ppmV
Tjäror <10tals ppb med
daggpunkt över
katalysatorns temp.
Alla tjäror med
daggpunkt över
katalystemperaturen.
<0,1mg/Nm3
Kväve <1 ppmV(NH3+HCN)
CO2 4-8 %
H20 Lågt
C2H2 Lågt (<5ppmV)
CH4 Lågt <3%
N2 Lågt
HCN 10 ppb < 10 ppb 10 ppb
NH3 10 ppmV <10 ppm 10ppm
NOx 0,2 ppmV < 0,1 ppm
Partiklar <0,1 ppm Nästan helt
Partikelstorlek Okänt (Låg)
Tabell 2-6. Driftparametrar för MeOH.
Drift Ref. [45] Ref. [47]
Katalysator ZnO/Cr2O3 (Cu/ZnO/Al2O3) Cu/ZnO/Al2O3 (Cu/ZnO)
Temperatur 350 (220-275) °C 220-275 (225-265) °C
Tryck 250-350 (50-100) bar 50-100 (50) bar
(H2-CO2)/(CO+CO2) 3:1 (H2:CO) >2
Omvandling av CO 10-35 % per tur 25 % per tur
Selektivitet >99 % med återföring >99,5 %
2.4.3 SNG-Syntes Produktion av SNG (Substitute Natural Gas) innebär metanisering av syngas via en
katalytisk sammanslagning av CO och H2 för att bilda CH4, reaktionen sker genom
två parallella reaktioner som finns uttryckta i ekv. (2.20) och (2.21). Syntesen sker
oftast över en nickelbaserad katalysator vid 250-450°C och är starkt exoterm [53].
Det finns flera typer av reaktorer utvecklade för syntesen och i processen ingår en
intern recirkulering av icke-omvandlad syngas och omvandlingen blir nära 100 %
[54]. Litteratur för SNG-syntes rörande renhetskrav, val av katalysatorer och
driftparametrar är mer knapphändig än för de övriga bränslena. I Tabell 2-7 finns
renhetskrav för SNG-syntes redovisade från några referenser och i Tabell 2-8
redovisas driftparametrar.
(2.20)
(2.21)

27
Tabell 2-7. Renhetskrav för SNG-syntes.
Gränsvärden för SNG Ref. [50] [mg/Nm3] Ref. [51]
Partiklar <0,5
Tjäror <0,1
Alkali (Na+K) <1
NH3+HCN <0,8
H2S+COS+CS2 <0,4 <0,1ppmV
Halogener <0,06
Tabell 2-8. Driftparametrar för SNG.
Drift Ref. [53] Ref. [18] Ref. [12]
Katalysator Nickelbaserad
Temperatur 320 °C 300 °C
Tryck 5 bar
H2/CO 3 3 3

28
3 Metod Metodiken för detta arbete har inledningsvis bestått i inläsning av området
förgasning och katalytisk framställning av syntetiska biodrivmedel med fokus på
sammanställningen av:
erhållna produkterna i rå syngas från förgasning
renhetskrav
renings- och bearbetningsalternativ och beskrivning av en typisk
syntesprocess.
Senare har modelleringsarbetet i CHEMCAD inletts med att först definiera
principschema för processen och senare har dessa överförts till en
simuleringsmodell. Utifrån de simulerade resultaten har de varit möjligt att
exportera strömdata för processen och extrahera data från värmeväxlarna och
enhetsoperationer vilket senare har använts som indata för Pinch-beräkningar där
integrationsmöjligheter har avlästs grafiskt. Det slutliga steget har bestått i att
definiera verkningsgrader för processen för att möjliggöra jämförelse och
utvärdering av de åtta processer som studerats. En grafisk presentation av
arbetsgången redovisas i Fig. 3-1. Det åtta fall som studerats presenteras
översiktligt i Fig. 3-2.
Fig. 3-1. En grafisk presentation av arbetsgången.
Fig. 3-2. En överskådlig presentation av de åtta fall som studerat. Det framgår ur figuren att biomassa omvandlas till fyra drivmedel; bensin (via HT-FT-syntes), diesel (via LT-FT-syntes), metanol (via MeOH-syntes) och metan (via SNG-syntes). Framställning av respektive bränsle är möjlig efter gasrening med antingen heta eller kalla metoder.

29
3.1 Rå syngas Som det framgår i avsnitten om förgasning (2.2) så kan råa
syngassammansättningen variera mellan olika förgasare, även för samma förgasare
beroende på driftparametrar och typ av råvara som förgasas. Eftersom detta är en
central del i processen och viktigt för resultaten då simuleringsberäkningarna tar
vid från dessa indata är det viktigt att explicit uttrycka vilken gassammansättning
som gäller i denna studie. I Tabell 3-1 presenteras den gassammansättning som
varit utgångpunkten för beräkningarna, i Tabell 3-2 presenteras övriga
specificeringar.
Tabell 3-1. Sammanställd rå syngassammansättning som använts i simuleringen.
Rå gassammansättning
Torr Vol-% Våt Vol-% Våt Mass-% Flöde [kg/s]
CO 33 13,56 18,9 1,48
H2 25 10,28 1,0 0,08
CO2 18 7,40 16,3 1,28
CH4 12 4,92 3,9 0,31
C2H2 (Etyn) 1 0,42 0,5 0,04
C2H4 (Eten) 4 1,69 2,4 0,18
C2H6 (Etan) 1 0,42 0,5 0,05
N2 6 2,57 0,6 0,28
H2O 0 58,9 52,8 4,14
Tabell 3-2. Övriga specificeringar för förgasningen.
Övriga specificeringar
Biomassa Flis
Rå syngas-temperatur 830 °C
S/B (Steam/Biomass) ~ 0,6 [kgånga/kgtorr biomassa]
Fluidbäddmaterial Sand (kiseldioxid)
Effekt 100 MWth
Matningshastighet 5,118 kg/s
Tot. Flöde av våt och rå syngas 7,844 kg/s
3.2 Spårämnen och renhetskrav Precis som gassammansättningen så kan halten av spårämnen som behöver renas
variera beroende på driftförhållande och typ av biomassa som förgasas. Dessutom
varierar renhetskraven i litteraturen vilket kan bero på mättekniken och/eller vilken
katalysator renhetskraven gäller för, något som inte alltid finns utskrivet (olika
katalysatorer är olika känsliga för förgiftning och avaktivering). I Tabell 3-3
presenteras spårämnen i rå syngas och renhetskrav där sammanställningen är gjord
utifrån de mest frekvent förkommande i litteraturen. Det är även rening av dessa
ämnen hänsyn huvudsakligen har tagits till. Renhetskrav för katalytisk syntes är
bland de striktaste när det kommer till användning av syngas. Om syngasen är tänkt
att förbrännas direkt är kraven inte lika strikta vilket ställer lägre krav på reningen.
Som det framgår i Tabell 3-3 måste vissa ämnen renas ner till storleksordning ppm
eller ppb vilket innebär en näst intill 100 % -ig rening för vissa spårämnen.
I arbetet med val av reningsalternativ har dessa strikta renhetskrav tagits hänsyn till
vilket har inneburit att endast välbeprövade alternativ eller alternativ med stor
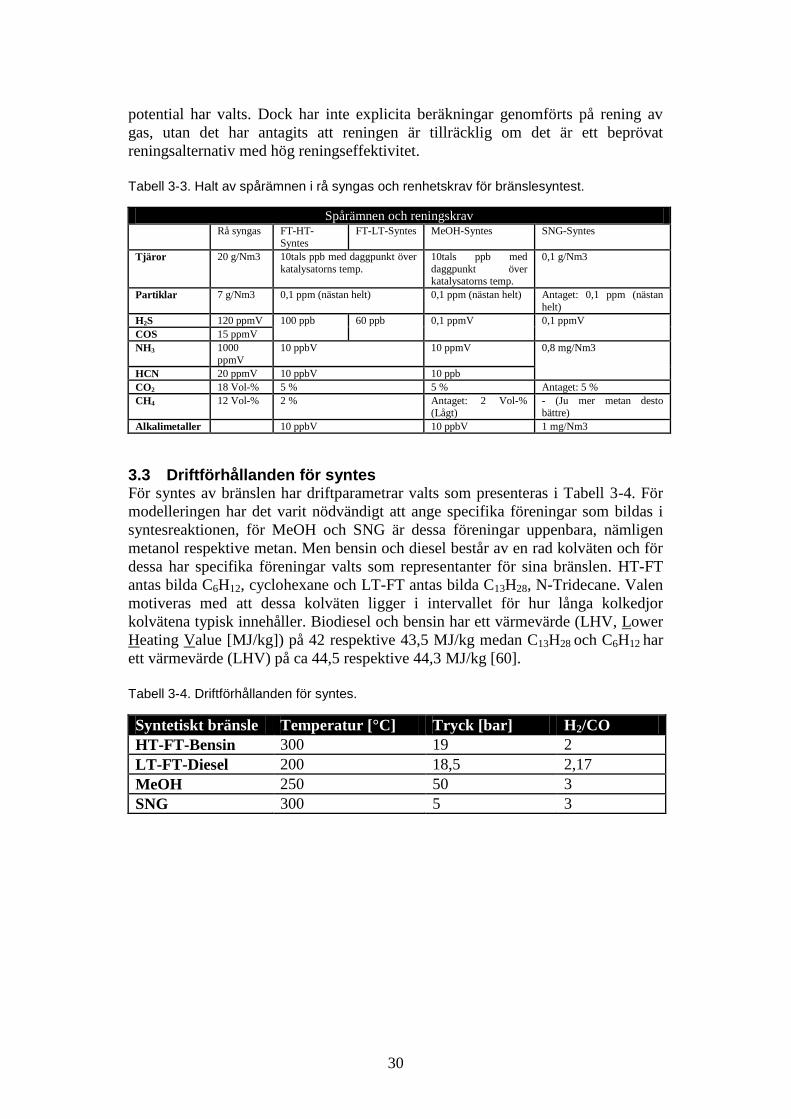
30
potential har valts. Dock har inte explicita beräkningar genomförts på rening av
gas, utan det har antagits att reningen är tillräcklig om det är ett beprövat
reningsalternativ med hög reningseffektivitet.
Tabell 3-3. Halt av spårämnen i rå syngas och renhetskrav för bränslesyntest.
Spårämnen och reningskrav Rå syngas FT-HT-
Syntes
FT-LT-Syntes MeOH-Syntes SNG-Syntes
Tjäror 20 g/Nm3 10tals ppb med daggpunkt över
katalysatorns temp.
10tals ppb med
daggpunkt över katalysatorns temp.
0,1 g/Nm3
Partiklar 7 g/Nm3 0,1 ppm (nästan helt) 0,1 ppm (nästan helt) Antaget: 0,1 ppm (nästan
helt)
H2S 120 ppmV 100 ppb 60 ppb 0,1 ppmV 0,1 ppmV
COS 15 ppmV
NH3 1000
ppmV
10 ppbV 10 ppmV 0,8 mg/Nm3
HCN 20 ppmV 10 ppbV 10 ppb
CO2 18 Vol-% 5 % 5 % Antaget: 5 %
CH4 12 Vol-% 2 % Antaget: 2 Vol-% (Lågt)
- (Ju mer metan desto bättre)
Alkalimetaller 10 ppbV 10 ppbV 1 mg/Nm3
3.3 Driftförhållanden för syntes För syntes av bränslen har driftparametrar valts som presenteras i Tabell 3-4. För
modelleringen har det varit nödvändigt att ange specifika föreningar som bildas i
syntesreaktionen, för MeOH och SNG är dessa föreningar uppenbara, nämligen
metanol respektive metan. Men bensin och diesel består av en rad kolväten och för
dessa har specifika föreningar valts som representanter för sina bränslen. HT-FT
antas bilda C6H12, cyclohexane och LT-FT antas bilda C13H28, N-Tridecane. Valen
motiveras med att dessa kolväten ligger i intervallet för hur långa kolkedjor
kolvätena typisk innehåller. Biodiesel och bensin har ett värmevärde (LHV, Lower
Heating Value [MJ/kg]) på 42 respektive 43,5 MJ/kg medan C13H28 och C6H12 har
ett värmevärde (LHV) på ca 44,5 respektive 44,3 MJ/kg [60].
Tabell 3-4. Driftförhållanden för syntes.
Syntetiskt bränsle Temperatur [°C] Tryck [bar] H2/CO
HT-FT-Bensin 300 19 2
LT-FT-Diesel 200 18,5 2,17
MeOH 250 50 3
SNG 300 5 3
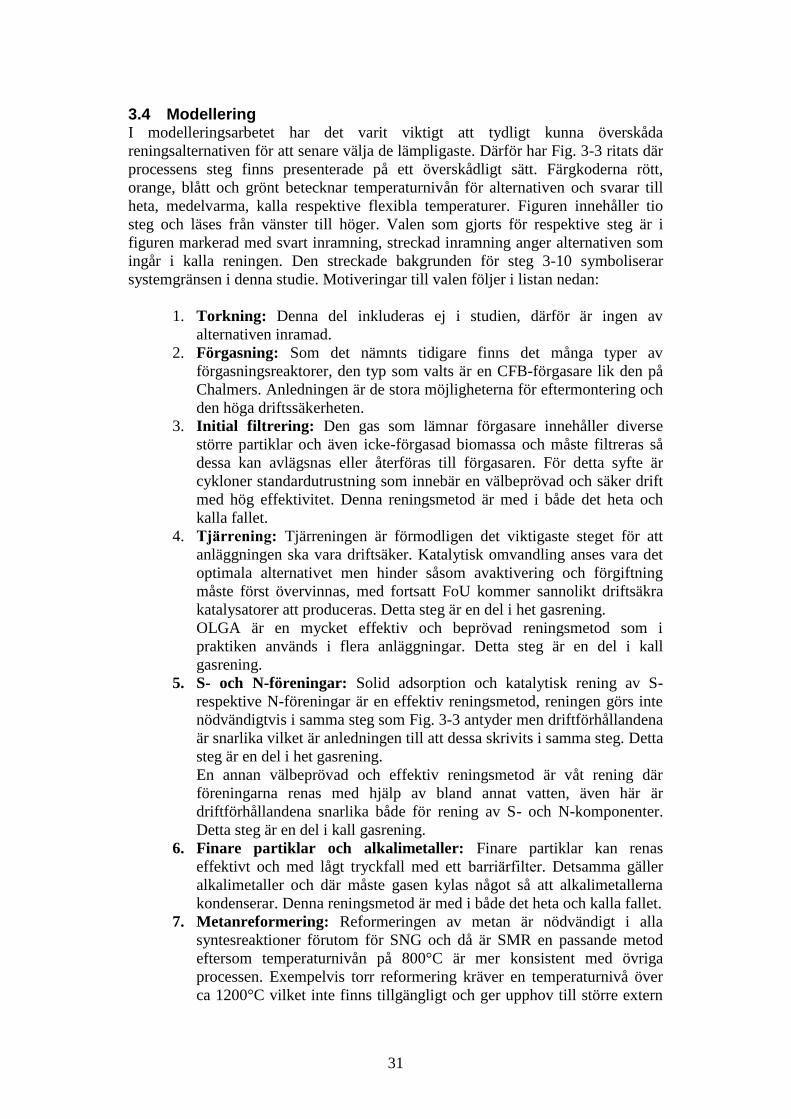
31
3.4 Modellering I modelleringsarbetet har det varit viktigt att tydligt kunna överskåda
reningsalternativen för att senare välja de lämpligaste. Därför har Fig. 3-3 ritats där
processens steg finns presenterade på ett överskådligt sätt. Färgkoderna rött,
orange, blått och grönt betecknar temperaturnivån för alternativen och svarar till
heta, medelvarma, kalla respektive flexibla temperaturer. Figuren innehåller tio
steg och läses från vänster till höger. Valen som gjorts för respektive steg är i
figuren markerad med svart inramning, streckad inramning anger alternativen som
ingår i kalla reningen. Den streckade bakgrunden för steg 3-10 symboliserar
systemgränsen i denna studie. Motiveringar till valen följer i listan nedan:
1. Torkning: Denna del inkluderas ej i studien, därför är ingen av
alternativen inramad.
2. Förgasning: Som det nämnts tidigare finns det många typer av
förgasningsreaktorer, den typ som valts är en CFB-förgasare lik den på
Chalmers. Anledningen är de stora möjligheterna för eftermontering och
den höga driftssäkerheten.
3. Initial filtrering: Den gas som lämnar förgasare innehåller diverse
större partiklar och även icke-förgasad biomassa och måste filtreras så
dessa kan avlägsnas eller återföras till förgasaren. För detta syfte är
cykloner standardutrustning som innebär en välbeprövad och säker drift
med hög effektivitet. Denna reningsmetod är med i både det heta och
kalla fallet.
4. Tjärreningen är förmodligen det viktigaste steget för att
anläggningen ska vara driftsäker. Katalytisk omvandling anses vara det
optimala alternativet men hinder såsom avaktivering och förgiftning
måste först övervinnas, med fortsatt FoU kommer sannolikt driftsäkra
katalysatorer att produceras. Detta steg är en del i het gasrening.
OLGA är en mycket effektiv och beprövad reningsmetod som i
praktiken används i flera anläggningar. Detta steg är en del i kall
gasrening.
5. S- och N-föreningar: Solid adsorption och katalytisk rening av S-
respektive N-föreningar är en effektiv reningsmetod, reningen görs inte
nödvändigtvis i samma steg som Fig. 3-3 antyder men driftförhållandena
är snarlika vilket är anledningen till att dessa skrivits i samma steg. Detta
steg är en del i het gasrening.
En annan välbeprövad och effektiv reningsmetod är våt rening där
föreningarna renas med hjälp av bland annat vatten, även här är
driftförhållandena snarlika både för rening av S- och N-komponenter.
Detta steg är en del i kall gasrening.
6. Finare partiklar och alkalimetaller: Finare partiklar kan renas
effektivt och med lågt tryckfall med ett barriär i t r. Detsamma gäller
alkalimetaller och där måste gasen kylas något så att alkalimetallerna
kondenserar. Denna reningsmetod är med i både det heta och kalla fallet.
7. Metanreformering: Reformeringen av metan är nödvändigt i alla
syntesreaktioner förutom för SNG och då är SMR en passande metod
eftersom temperaturnivån på 800°C är mer konsistent med övriga
processen. Exempelvis torr reformering kräver en temperaturnivå över
ca 1200°C vilket inte finns tillgängligt och ger upphov till större extern

32
värmetillförsel. Denna reningsmetod är med i både det heta och kalla
fallet
8. Kvotjustering: För justering av förhållandet mellan CO och H2 används
WGS-reaktionen där temperaturnivån och katalysatorer styr jämvikten.
Detta steg är med i både det heta och kalla fallet
9. CO2-rening: För rening av koldioxid har solid fysikalisk adsorption
valts med PSA som regenerationsteknik då detta är en beprövad teknik
med breda tillämpningsområden. Denna reningsmetod är med i det heta
fallet.
För det kalla fallet har rening med MEA valts på grund av den höga
reningsgraden och att metoden är ofta förekommande i litteraturen.
10. Syntes: Även om det för varje specifik bränslesyntes finns flera
reaktortyper utvecklade så har detta steg reducerats ner till endast
typiska alternativ.
När val av renings-, bearbetnings- och syntesalternativ väl gjorts, inklusive
driftförhållanden, har principiella flödesscheman definierats i CHEMCAD. I detta
moment har CHEMCAD endast används som ett ritprogram. Totalt har åtta
flödesscheman definierats, ett med het gasrening och ett med kall gasrening för de
fyra respektive bränslena. I Fig. 3-4 presenteras det principiella flödesschemat för
produktion av FT-Bensin med het gasrening, de övriga flödesschemana finns i
Appendix A. Principschemat ger en tydlig beskrivning av var och hur de olika
stegen ingår i processen.
Utifrån principschemana har sedan en simuleringsmodell definierats i CHEMCAD,
simuleringsmodellen som tillhör FT-Bensin (principschema i Fig. 3-4) presenteras i
Fig. 3-5. De övriga sju simuleringsmodellerna presenteras i Appendix B. I
simuleringsmodellen har principschemat reducerats ner till att endast inkludera
operationer som har en termisk påverkan på systemet, operationer som är
nödvändiga för bearbetning (såsom WGS och SMR) samt syntes. Hänsyn till
operationer såsom cykloner och barriär i t r har därför exkluderats, gasströmmen
har dock värmeväxlats till temperaturer som dessa steg opererar vid.
För modellering av krackning, SMR, WGS, och syntes har Gibbs jämviktreaktor
använts (se enhetsoperator (6), (10), (10) respektive (15) i Fig. 3-5), genom att
specificera temperatur samt tryck och sedan justera jämviktstemperaturen och ange
vilka gaser som är inerta är det möjligt att med denna enhetsoperation efterlikna
verkliga processer.
I vissa delar av processen är gasen under vattnets kokpunkt vilket innebär att en hel
del vatten kondenserar och i verkligheten töms gasen på detta vatten. För att
efterlikna detta i simuleringar samtidigt som gasen fortfarande är mättad med
vatten har en fasseparator använts för att leda bort ämnen som är i ett flytande
aggregationstillstånd från strömmen (se enhetsoperator (12) i Fig. 3-5).
För separering av CO2 (som sker med PSA) har en komponentseparator använt i
modellen där det är möjligt att ange hur stor del av en eller flera specifika
komponenter som skall avskiljas från strömmen (se enhetsoperator 13 i Fig. 3-5).
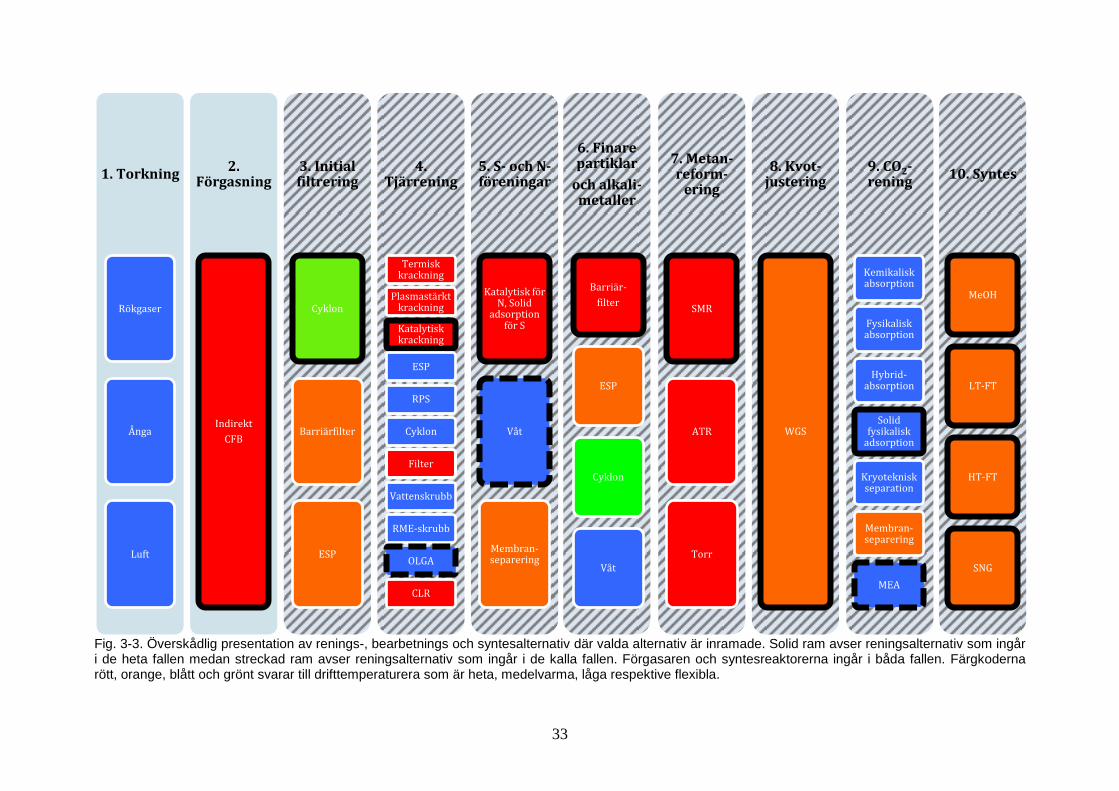
33
Fig. 3-3. Överskådlig presentation av renings-, bearbetnings och syntesalternativ där valda alternativ är inramade. Solid ram avser reningsalternativ som ingår i de heta fallen medan streckad ram avser reningsalternativ som ingår i de kalla fallen. Förgasaren och syntesreaktorerna ingår i båda fallen. Färgkoderna rött, orange, blått och grönt svarar till drifttemperaturera som är heta, medelvarma, låga respektive flexibla.
1. Torkning
Rökgaser
Ånga
Luft
2. Förgasning
Indirekt
CFB
3. Initial filtrering
Cyklon
Barriärfilter
ESP
4. Tjärrening
Termisk krackning
Plasmastärkt krackning
Katalytisk krackning
ESP
RPS
Cyklon
Filter
Vattenskrubb
RME-skrubb
OLGA
CLR
5. S- och N-föreningar
Katalytisk för N, Solid
adsorption för S
Våt
Membran-separering
6. Finare partiklar
och alkali-metaller
Barriär-
filter
ESP
Cyklon
Våt
7. Metan-reform-
ering
SMR
ATR
Torr
8. Kvot-justering
WGS
9. CO2-rening
Kemikalisk absorption
Fysikalisk absorption
Hybrid-absorption
Solid fysikalisk
adsorption
Kryoteknisk separation
Membran-separering
MEA
10. Syntes
MeOH
LT-FT
HT-FT
SNG

34
Fig. 3-4. Principiellt flödesschema för produktion av HT-FT-Bensin med het rening.

35
Fig. 3-5. Simuleringsmodell i CHEMCAD för produktion av HT-FT-Bensin med het gasrening. Ström-ID i kvadratiska skyltar och enhetsoperator-ID i cirkulära.
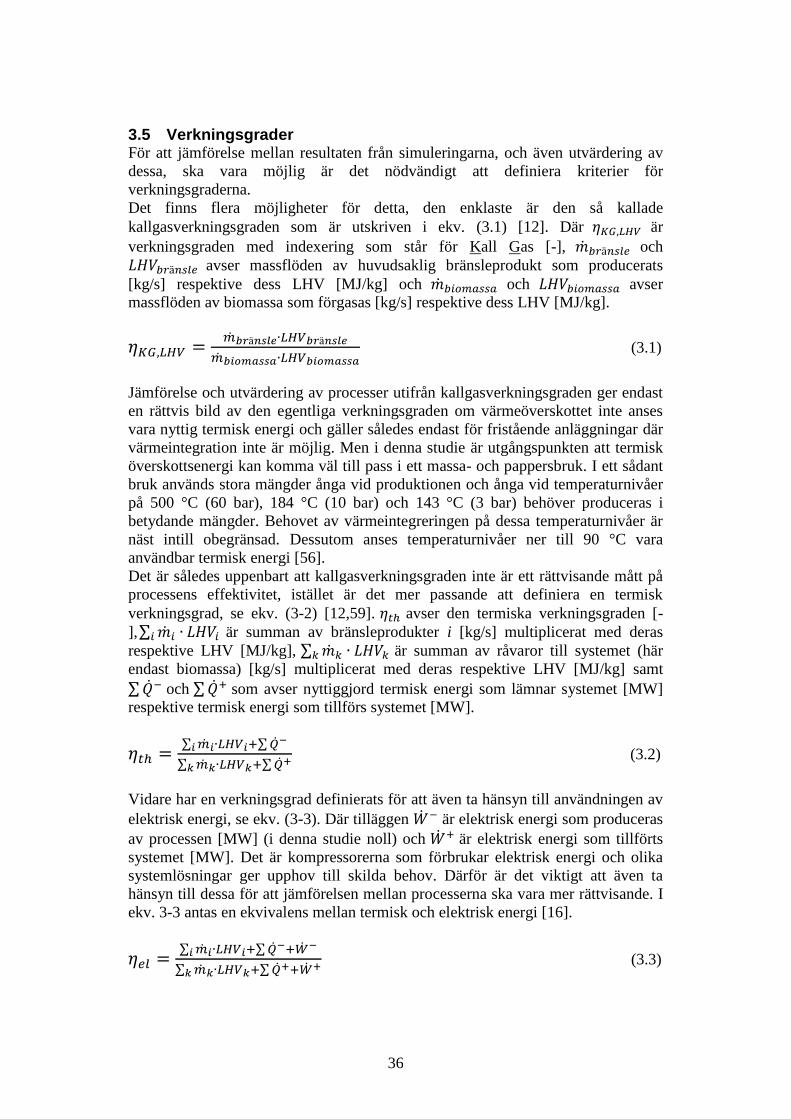
36
3.5 Verkningsgrader För att jämförelse mellan resultaten från simuleringarna, och även utvärdering av
dessa, ska vara möjlig är det nödvändigt att definiera kriterier för
verkningsgraderna.
Det finns flera möjligheter för detta, den enklaste är den så kallade
kallgasverkningsgraden som är utskriven i ekv. (3.1) [12]. Där är
verkningsgraden med indexering som står för Kall Gas [-], och
avser massflöden av huvudsaklig bränsleprodukt som producerats
[kg/s] respektive dess LHV [MJ/kg] och och avser
massflöden av biomassa som förgasas [kg/s] respektive dess LHV [MJ/kg].
(3.1)
Jämförelse och utvärdering av processer utifrån kallgasverkningsgraden ger endast
en rättvis bild av den egentliga verkningsgraden om värmeöverskottet inte anses
vara nyttig termisk energi och gäller således endast för fristående anläggningar där
värmeintegration inte är möjlig. Men i denna studie är utgångspunkten att termisk
överskottsenergi kan komma väl till pass i ett massa- och pappersbruk. I ett sådant
bruk används stora mängder ånga vid produktionen och ånga vid temperaturnivåer
på 500 °C (60 bar), 184 °C (10 bar) och 143 °C (3 bar) behöver produceras i
betydande mängder. Behovet av värmeintegreringen på dessa temperaturnivåer är
näst intill obegränsad. Dessutom anses temperaturnivåer ner till 90 °C vara
användbar termisk energi [56].
Det är således uppenbart att kallgasverkningsgraden inte är ett rättvisande mått på
processens effektivitet, istället är det mer passande att definiera en termisk
verkningsgrad, se ekv. (3-2) [12,59]. avser den termiska verkningsgraden [-
],∑ är summan av bränsleprodukter i [kg/s] multiplicerat med deras
respektive LHV [MJ/kg], ∑ är summan av råvaror till systemet (här
endast biomassa) [kg/s] multiplicerat med deras respektive LHV [MJ/kg] samt
∑ och ∑ som avser nyttiggjord termisk energi som lämnar systemet [MW]
respektive termisk energi som tillförs systemet [MW].
∑ ∑
∑ ∑ (3.2)
Vidare har en verkningsgrad definierats för att även ta hänsyn till användningen av
elektrisk energi, se ekv. (3-3). Där tilläggen är elektrisk energi som produceras
av processen [MW] (i denna studie noll) och är elektrisk energi som tillförts
systemet [MW]. Det är kompressorerna som förbrukar elektrisk energi och olika
systemlösningar ger upphov till skilda behov. Därför är det viktigt att även ta
hänsyn till dessa för att jämförelsen mellan processerna ska vara mer rättvisande. I
ekv. 3-3 antas en ekvivalens mellan termisk och elektrisk energi [16].
∑ ∑
∑ ∑ (3.3)

37
För att jämställa jämförelsen ytterligare har verkningsgraden i ekv. (3-4)
definierats. Tillägget COP [-] (Coefficient Of Performance) är ett mått på hur
termisk energi relateras till elektrisk. Sambandet som råder är , om
COP=2,5 skulle alltså 1 MW elektrisk effekt kunna omvandlas till 2,5 MW termisk
med en värmepump. Valet av COP-värde är motiverat med att elproduktion från
bränslen som produceras i processen skulle vara möjlig med 40 % verkningsgrad
vilket översätts till ⁄ .
∑ ∑
∑ ∑ (3.4)
3.6 Teori för Pinch-analys I en process med många strömmar som antingen behöver kylas eller värmas är det
inte alltid uppenbart hur nätverket av värmeväxlare ska sammankopplas för
optimerad effektivitet. Genom att tillämpa den så kallade Pinch-metodiken så kan
processen visualiseras grafiskt där minsta teoretiska kyl- och värmebehov kan
avläsas. Dels ger Pinch-analysen svar på hur väl processen kan integreras intern,
det vill säga att en ström som behöver kylas värmeväxlas med en ström som
behöver värmas, vilket naturligtvis innebär stora besparingar jämfört med att kyla
och värma dessa strömmar med externa medier. Dels visualiseras möjligheterna för
att värmeintegrera en befintlig process med en annan med hänsyn till effekt och
temperaturnivåer. Analysmetoden tar således både hänsyn till termodynamikens
första och andra huvudsats.
Analysmetoden är utvecklad av Bodo Linhoff och har fått en utbredd användning,
det sägs att det är möjligt att energieffektivisera med upp till 35 % genom att
genomföra de eventuella integreringsförslag som erhålls från Pinch-analysen.
Populär litteratur om Pinch-analys inkluderar boken Pinch Analysis and Process
Integration av Ian Kemp [55]. I boken ingår en elektronisk bilaga som är ett
förprogrammerat Excel-dokument där indata matas in och sedan beräknas alla
intressanta resultat såsom minsta kyl- och värmebehov och även grafiska
representationer av processen [57].
Indata består av temperaturer, last och för varje ström i processen.
Temperaturer som anges är en ströms start- och måltemperatur, om Tstart < Tmål
kallas strömmen för en kall ström, och om det är omvänt kallas strömmen för en
het ström. Varje ström måste även kopplas till en last som beräknas enligt ekv.
(3.5), lasten betecknas vanligtvis som CP – inte att förväxlas med specifik
värmekapacitet cp. Där CP är lasten i [kW/K], är massflöde i [kg/s] och cp är
specifik värmekapacitet i [kJ/kgK]. Slutligen måste anges vilket är ett mått
på hur fullständig en värmeväxling är, vanligtvis ett värde mellan 5-20 °C.
bestäms i praktiken av ekonomiska aspekter, en effektivare, alltså mer fullständig,
värmeväxling kräver större värmeväxlare och innebär därmed högre
kapitalkostnader. Om två strömmar av vätskor värmeväxlas innebär detta en lägre
än om det skulle vara två gasströmmar. Det är även möjligt att ange ett så
kallat globalt för hela processen, det är då inte nödvändigt att ange det för
varje specifik ström. För beräkningarna i denna studie användes ett globalt
, vilket är relativt högt men är motiverat med att det framförallt är
gasströmmar som värmeväxlas.

38
(3.5)
När samtliga strömmar matats in vägs de samman i sina respektive
temperaturintervall, med hänsyn till last, och sätts sedan samman till en enda kurva
som presenteras grafiskt. Kurvan kallas för Grand Composite Curve och förkortas
GCC. I Fig. 3-6 a) presenteras ett exempel på GCC. Den del av GCC som är
positivt lutad (snett uppåt till höger) är en värmesänka och behöver således ett
värmetillskott, är med andra ord en kall ström. Negativ lutning på en del av kurvan
(snett nedåt till höger) innebär att strömmen är en värmekälla och behöver kylas,
med andra ord är det en het ström. De skuggade områdena i figuren som är
markerade med HT (Heat Pockets) visar områden där processen är självförsörjande
och behöver således varken kylning eller uppvärmning. Med samma analogi skulle
en horisontell linje representera en isoterm endo- eller exoterm ström, exempelvis
fasomvandling för vatten.
I Fig. 3-6 b) presenteras GCC där det är utritat vilka strömmar processen är i behov
av, för värmebehoven krävs en ström vid 700 °C på 1000 kW och för kylbehovet
krävs en ström vid 100 °C på 2000 kW. Behovet av extern kylning i processen
öppnar en möjlighet för integrering av processen med en annan process som har ett
externt värmebehov, på så vis kan effektiviteten höjas.
Om det däremot finns möjligheter för uppvärmning och kylning med fler
strömmar, än en vid 700 °C och en vid 100 °C, så kan det innebära en
exergibesparing. I Fig. 3-7 a) visas samma exempel där hela det skuggade området
utgör processens exergiförlust. Anta att det även fanns möjlighet för uppvärmning
och kylning med fler strömmar, exempelvis en ström vid 600 °C och en vid 200
°C. Då kan värme- och kylbehov tillfredsställas på det sätt som föreslås i Fig. 3-7
b) vilket medför en lägre exergiförlust. Dock påverkas inte effektbehovet utan det
krävs fortfarande 1000 kW (700 kW + 300 kW) för uppvärmning och 2000 kW
(1800 kW + 200 kW) för kylning. I praktiken bör värmeintegreringen ske på så sätt
att exergiförlusterna minimeras. Viktigt att notera är att Pinch-analysen inte tar
hänsyn till praktiska möjligheter för värmeintegrationen. För ytterligare teori om
Pinch-analys hänvisas läsaren till boken av I. Kemp [55].
Fig. 3-6. Exempel på en GCC, i Fig. a) åskådliggörs hur kurvan tolkas och var minsta teoretiska värme- och kylbehov avläses och i b) presenteras ett numeriskt exempel där det framgår att processen är i behov av en ström exempelvis vid 700 °C på 1000 kW och en ström vid 100 °C på 2000 kW. HP markerar processens Heat Pockets.

39
Fig. 3-7. I figur a) åskådliggörs exergiförlusten (hela det skuggade området) för exemplet i Fig. 3-4 b) och i figur b) presenteras ett alternativ för hur exergiförlusten kan minskas. Kyl- och värmebehov påverkas dock ej.

40
4 Resultat & Diskussion Simuleringar i CHEMCAD har resulterat i strömdata som finns redovisade i
Appendix C. Genom att följa strömdata fås en tydlig bild av hur exempelvis
gassammansättning och entalpiflöden i strömmarna förändras samt
enhetsoperationernas roll i processen. Det är möjligt att avläsa indata för Pinch-
analys antingen från strömdatan eller från respektive enhetsoperation direkt i
CHEMCAD. Extraheraringen av indata för Pinch-analysen med start- och
måltemperaturer samt last finns samlade i Appendix D.
Från Pinch-analysen erhålls GCC för samtliga åtta fall, i Fig. 4-1 presenteras GCC
för produktion av HT-FT-Bensin, de övriga fallen presenteras i Appendix E. I
figuren framgår det att värmeöverskottet är stort och att det även är möjligt att få ut
energi på flera användbara temperaturnivåer. I det specifika fallet kan 21500 kW av
termisk energi fås ut på 500 °C-nivån, 16500 kW netto på 184 °C-nivån och 1000
kW på 90 °C-nivån. Även om 143 °C-nivån är en del i integrationen erhåller den
inget nettotillskott av termisk energi utan används endast i syfte att minimera
exergiförlusterna. Den sammanlagda potentialen av värmeintegration kan avläsas
till att vara summan av nettotillskotten, i detta fall 39000 kW.
Fig. 4-1. GCC för produktion av HT-FT-Bensin med het gasrening. Värmeintegration har förkortats med V.I.
I Fig. 4-2 presenteras resultaten från Pinch-analysen samt elektrisk energi som
tillförts kompressorerna för samtliga åtta fall. För produktion av SNG existerar
inget värmebehov vilket beror på att SMR inte ingår i den processen. Även för de
heta fallen existerar inget värmebehov vilket beror på att kompressionen resulterar i
betydande mängder värmeöverskott vilket kan täcka värmebehovet för SMR, se
första HP läst från vänster i Fig. 4-1. För de kalla fallen krävs dock extern
värmetillförsel vid 800 °C för att förse den starkt endoterma process som SMR är,
se GCC för de kalla fallen i Appendix E (exklusive SNG). Värmebehovet är en
Kylning efter
Kompression
SMR
Gaskylning
Syntes
Övrig kylning
Förångning
vatten
HP
HP
V.I. mot 60
bars ånga
V.I. mot 10
bars ånga
V.I. mot 3
bars ånga Övrig V.I.
T [°C]
kW

41
konsekvens av valet av förgasartyp. En CFB-förgasare, som gassammansättningen
tillhör, resulterar generellt i höga halter metan. Vilket är en fördel när SNG skall
produceras men leder till extra värmebehov för de övriga bränslena eftersom större
mängder metan behöver reformeras.
Kompressorarbetet är dels beroende av driftparametrarna för syntesen, vilket
varierar beroende på typ av reaktor och katalysator som användas, eftersom de
arbetar vid olika trycknivåer. Men också beroende på var i processen
kompressionen sker. När systemlösningarna definierats i CHEMCAD har
komprimeringen systematiskt placerats efter det att ämnen såsom vatten och
spårämnen redan avlägsnats från strömmen med syftet att minska massflödet som
behöver komprimeras.
För fallet SNG-kall som medför lägst kompressionsarbete är kompressorn placerad
efter det att en hel del vatten har kondenserats bort och CO2 redan renats, dessutom
sker komprimeringen till den relativt låga nivån 5 bar. För fallet MeOH-het, som
ger upphov till högst kompressionsarbete, sker kompressionen på rå syngas till 20
bar (för SMR) där massflödet är mycket större, dessutom sker ytterligare
kompression av renad syngas till 50 bar för att uppnå trycknivåer som är
nödvändiga i syntesreaktorn.
Det måste dock noteras att med ytterligare planering av systemlösningen så skulle
kompressionsarbetet kunna minskas. Alternativt att det i praktiken kan finnas
begränsningar eller svårigheter med vald kompressorplacering vilket även kan
medföra högre kompressionsarbeten.
Kompressionen resulterar i temperaturhöjningar hos gasströmmen och relativt stora
kompressorarbeten, som det är i de heta fallen, är en bidragande faktor till att
kylbehovet är mycket större jämförts mot de kalla fallen. Det är därför viktigt att i
utvärderingen inte försumma kompressorarbetet då det kan leda till en felaktig
tolkning av processens effektivitet.
Fig. 4-2. Potential för värmeutvinning (vilket är kylbehovet), behov av värmetillförsel och behov av elektrisk energi för kompressionen.

42
Kylbehovet för drivmedelsframställningen är den energi som utgör
värmeintegrationen.
De kalla fallens relativt låga kylbehov är alltså en följd av lägre
kompressionsarbete men också en konsekvens av vald reningsmetod. Från MEA-
enheten, vilket endast ingår i de kalla fallen och används i reningen av CO2, frigörs
stora mängder energi vid temperaturnivåer under 90 °C. Eftersom temperaturnivåer
under 90 °C inte anses vara nyttig energi i denna studie tillgodoräknas inte stora
mängder termisk energi vid de kalla fallen. För de kalla fallen är det ca 10000 kW
termisk energi som är under denna temperaturnivå, för de heta fallen endast ca
2000 kW, se GCC i Appendix E.
Efter att resultaten från Pinch-analysen sammanställts är det möjligt att beräkna
verkningsgrader utifrån de fyra definitioner som redovisades i ekv. (3.1)-(3.4). Vid
tolkning av resultaten är det viktigt att tydligt förstå definitionerna av – och
framförallt skillnaderna mellan – verkningsgraderna.
I Fig. 4-3 presenteras resultatet från verkningsgradsberäkningarna för samtliga åtta
fall som ingår i studien.
Intressant att notera är att kallgasverkningsgraden, som beräknats enligt ekv (3.1),
för de heta fallen är helt i linje med tidigare publiceringar. Kallgasverkningsgraden
för samtliga bränslen med het gasrening varierar mellan 50 till 55 % vilket är helt i
enlighet med kallgasverkningsgrader som presenteras i bland annat referenser [12]
och [14]. Dock finns det för vissa fall skillnader med ett par procentenheter vilket
bland annat beror på skillnader i rå gassammansättning som studierna utgått ifrån.
Att utvärdera processen utifrån detta mått beskriver hur stor del av potentiella
energin i biomassa omvandlas till potentiell energi i form av bio-drivmedel. Att
detta mått är i enlighet med övriga publiceringar har setts som en bekräftelse på att
simuleringsmodellerna är tillräckligt korrekt utformade för att möjliggöra att
slutsatser kan dras med säkerhet.
Däremot är kallgasverkningsgraden för de kalla fallen mellan 30 till 35 % vilket är
betydligt mindre än verkningsgraden för de heta fallen. Detta är en direkt
konsekvens av systemgränsen. I de heta fallen reformeras tjäror och de övriga
kolvätena till syngas, reformeringen innebär att dessa kolväten alltid är en del i
gasströmmen och i slutändan omvandlas till drivmedel i syntesreaktionen. I de
kalla fallen sker inte reningen med reformering, utan med separering. På så viss är
massflöden av syngas som konverteras i syntesreaktorn lägre efter kall rening. I
praktiken återförs separerade kolväten till förgasaren och därmed produceras
ytterligare syngas och kallverkningsgraden ökar då till nivåer av de heta fallen.
Eftersom systemgränsen i denna studie inte inkluderar förgasaren tas inte hänsyn
till eventuell återföring av kolväten vilket resulterar i lägre och missvisande
kallgasverkningsgrader för de kalla fallen.
Den termiska verkningsgraden, som beräknats enligt ekv. (3.2), tar – utöver
mängden drivmedel som producerats – även hänsyn till termisk energi som kan
utvinnas från processen. Hänsyn tas även till biprodukter, så tjäror och andra
kolväten som avlägsnats tillgodoräknas. Verkningsgraden är således ett mått på
potentiell effektivitet för bränsleframställning när det finns möjlighet för
värmeintegration och återföring av biprodukter. Det framgår tydligt av Fig. 4-3 att
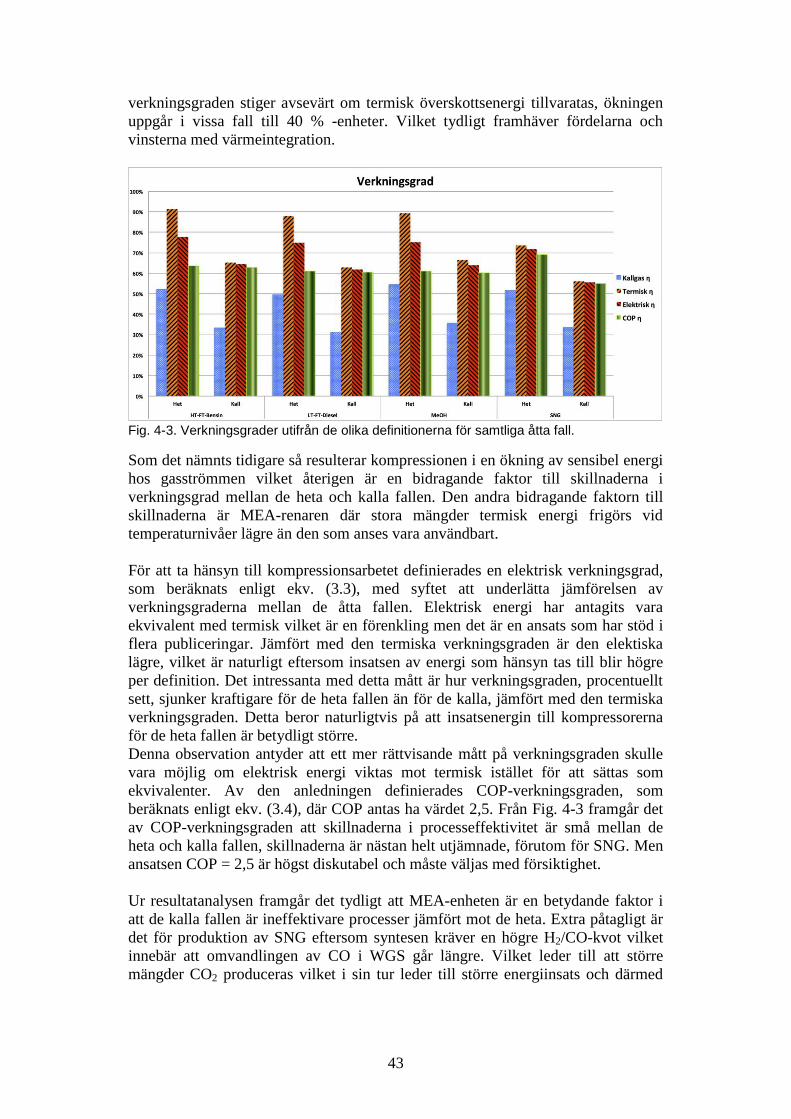
43
verkningsgraden stiger avsevärt om termisk överskottsenergi tillvaratas, ökningen
uppgår i vissa fall till 40 % -enheter. Vilket tydligt framhäver fördelarna och
vinsterna med värmeintegration.
Fig. 4-3. Verkningsgrader utifrån de olika definitionerna för samtliga åtta fall.
Som det nämnts tidigare så resulterar kompressionen i en ökning av sensibel energi
hos gasströmmen vilket återigen är en bidragande faktor till skillnaderna i
verkningsgrad mellan de heta och kalla fallen. Den andra bidragande faktorn till
skillnaderna är MEA-renaren där stora mängder termisk energi frigörs vid
temperaturnivåer lägre än den som anses vara användbart.
För att ta hänsyn till kompressionsarbetet definierades en elektrisk verkningsgrad,
som beräknats enligt ekv. (3.3), med syftet att underlätta jämförelsen av
verkningsgraderna mellan de åtta fallen. Elektrisk energi har antagits vara
ekvivalent med termisk vilket är en förenkling men det är en ansats som har stöd i
flera publiceringar. Jämfört med den termiska verkningsgraden är den elektiska
lägre, vilket är naturligt eftersom insatsen av energi som hänsyn tas till blir högre
per definition. Det intressanta med detta mått är hur verkningsgraden, procentuellt
sett, sjunker kraftigare för de heta fallen än för de kalla, jämfört med den termiska
verkningsgraden. Detta beror naturligtvis på att insatsenergin till kompressorerna
för de heta fallen är betydligt större.
Denna observation antyder att ett mer rättvisande mått på verkningsgraden skulle
vara möjlig om elektrisk energi viktas mot termisk istället för att sättas som
ekvivalenter. Av den anledningen definierades COP-verkningsgraden, som
beräknats enligt ekv. (3.4), där COP antas ha värdet 2,5. Från Fig. 4-3 framgår det
av COP-verkningsgraden att skillnaderna i processeffektivitet är små mellan de
heta och kalla fallen, skillnaderna är nästan helt utjämnade, förutom för SNG. Men
ansatsen COP = 2,5 är högst diskutabel och måste väljas med försiktighet.
Ur resultatanalysen framgår det tydligt att MEA-enheten är en betydande faktor i
att de kalla fallen är ineffektivare processer jämfört mot de heta. Extra påtagligt är
det för produktion av SNG eftersom syntesen kräver en högre H2/CO-kvot vilket
innebär att omvandlingen av CO i WGS går längre. Vilket leder till att större
mängder CO2 produceras vilket i sin tur leder till större energiinsats och därmed

44
också större mängder spillenergi från MEA-renaren. Detta förklarar varför det kalla
fallet för SNG är mindre effektivt än de övriga kalla fallen.
Intressant är också att typ av drivmedel är mindre avgörande utifrån
verkningsgradsperspektiv. Dock kan andra faktorer påverka val av drivmedel,
exempelvis befintlig infrastruktur för bränsledistribution. Flytande bränsle har
fördelar gentemot SNG vid transport men om ett gasnät finns utbyggt är
distributionen inte problematisk.
Syftet med detta arbete har varit att undersöka möjligheterna för värmeintegration
av bio-drivmedelsframställning mot ett typiskt pappers- och massabruk. För
beräkningar av energiflöden och värmeöverskotten har CHEMCAD varit ett
mycket användbart verktyg. Beräkningarna var relativt enkla och hade varit
möjliga att genomföra i ett kalkylblad, dock hade det inneburit extra förenklingar
och mycket tidsåtgång för insamling av tabellerade värden. Framförallt hade
beräkningar för WGS, SMR och syntesreaktioner försvårats. Dessutom hade
handberäkningar säkerligen inneburit en extra felkälla. Modellerna i CHEMCAD
har reducerats ner till att endast inkludera operationer som har en termisk påverkan
på processen och dessa operationer har i sin tur reducerats till att ta hänsyn till in-
och utloppstemperaturer, tryck och gassammansättning. Vidare fördjupning och
noggrannare modellering av processen har inte anses vara möjlig inom ramen för
detta arbete.
För att sedan även ta hänsyn till temperaturnivåer och inte endast energiflöden, och
därmed avläsa möjligheten för värmeintegration utifrån termodynamikens andra
huvudsats, så har Pinch-analys tillämpats med fullgott resultat. Analysmetoden är
väldigt användbar med styrkan att grafisk visualisera en komplicerad process på ett
överskådligt sätt. Grafisk avläsning kan å andra sidan vara en felkälla eftersom
precisa avläsningar försvåras. Effektavläsningar har avrundats till närmaste 250-tal
(kW).
För att ytterligare undersöka processens effektivitet behöver systemgränsen
utvidgas för att erhålla mera övergripande och rättvisande resultat av
framställningen. Integrationsmöjligheten bör även studeras för processer som har
nytta av lågvärdig energi, exempelvis fjärrvärmeanläggningar, på så vis kan
verkningsgraden förbättras. Ekonomiska kalkyler är också viktiga som
beslutsunderlag för beslutsfattare. En ekonomiskt hållbar framställning av bio-
drivmedel skulle innebära en snabbare kommersiell etablering.
Vidare så är biomassa till sin natur ett bränsle med låg energidensitet och hög
fukthalt. Dessutom är biomassa inte tillgänglig som en koncentrerad resurs såsom
kol eller råolja. Tillgången och transportsträckorna för biomassan är en övre
begränsade faktor på anläggningsstorleken. Det kan vara en fördel med
decentraliserade anläggningar i kombination med centraliserade. Exempelvis kan
biomassan torkas för att höja energidensiteten innan transport. Eller att biomassa
pyrolyseras och bio-oljorna och/eller koksen transporteras till en central
förgasningsanläggning.
Aspekter av denna typ bör vägas in i utvärderingen av bio-drivmedelsproduktion
och undersökas i framtida arbeten.

45
För att politiska och samhälliga miljömål skall uppnås krävs ytterligare satsningar
på förnybara drivmedel och av denna studie framgår det tydligt att välplanerade
processer kan leda till effektiv och hållbar framställning av bio-drivmedel.

46
5 Slutsats Produktion av bio-drivmedlen FT-Bensin, FT-Diesel, MeOH och SNG har
modellerats där gasreningen har utförts med kalla eller heta metoder. Utifrån
simulerade resultat och Pinch-analys framgår det tydligt att det finns stora
möjligheter för värmeintegration mot ett massa- och pappersbruk. Framställningen
av bio-drivmedel kan effektiviseras betydligt av integrationen, processens
verkningsgrad kan förbättras med 10-tals procentenheter.
Vidare kan flöjande slutsatser dras:
1. Reningssteg som ger upphov till värmeöverskott av lågvärdig termisk
energi, under 90 °C, såsom MEA, bör undvikas då verkningsgraden
påverkas negativt.
2. Återföring av tjäror och biprodukter är av yttersta vikt för att uppnå höga
kallgasverkningsgrader.
3. Rening med heta metoder innebär större insatsenergi för kompressionen.
Men ger å andra sidan upphov till extra termisk överskottsenergi som
kan förse SMR med behövd värmeenergi och innebär också större
potential för värmeintegrationen.
4. För de fyra drivmedlen som studerats är skillnaderna i verkningsgrad
sinsemellan minimal. Dock skulle andra gassammansättningar kunna
påverka denna slutsats, exempelvis högre andel metan skulle gynna
produktionen av SNG.
5. Produktion av SNG kräver en högre H2/CO-kvot vilket innebär att större
mängder av CO2 produceras i WGS. Detta medför större energiinsats för
CO2-separering.

47
6 Referenser
[1] Basu, P. (2010). Biomass gasification and pyrolysis: practical design and
theory. Academic press.
[2] Lassi, U. & Wikman, B. (2011). Förgasning av biomassa till värme, elektricitet
och biobränslen: Publikation för HighBio-projektet.
[3] Svensson, E., Kadic, Z. & Lindblom, H. (2012). Transportsektorns
energianvändning 2011. Energimyndigheten.
[4] Ramage, M. & Katzer, J. (2009). Liquid Transportation Fuels from Coal and
Biomass Technological Status, Costs, and Environmental Impacts. National
Academies Press.
[5] Häggström, C., Öhrman, O., Rownaghi, A.A., Hedlund, J. & Gebart, R. (2012).
Catalytic methanol synthesis via black liquor gasification. Fuel Processing
Technology, 94 (1), 10-15.
[6] Pachauri, R.K. (2008). Climate change 2007. synthesis report. contribution of
working groups I, II and III to the fourth assessment report.
[7] Scragg, A.H. (2009). Biofuels: production, application and development. Cabi.
[8] Miljöfaktaboken. (2007). Stockholm: ÅF Energi & Miljöfakta.
[9] Klimafolgenforschung, P.f. & Bank, W. (2012). Turn Down the Heat: Why a 4
°C Warmer World Must be Avoided. World Bank.
[10] Mohammadi, M., Najafpour, G.D., Younesi, H., Lahijani, P., Uzir, M.H. &
Mohamed, A.R. (2011). Bioconversion of synthesis gas to second generation
biofuels: A review. Renewable and Sustainable Energy Reviews, 15 (9), 4255-
4273.
[11] Swain, P.K., Das, L. & Naik, S. (2011). Biomass to liquid: A prospective
challenge to research and development in 21st century. Renewable and Sustainable
Energy Reviews, 15 (9), 4917-4933.
[12] Heyne, S. (2010). Process integration opportunities for synthetic natural gas
(SNG) production by thermal gasification of biomass.
[13] Heyne, S., Thunman, H. & Harvey, S. (2012). Extending existing combined
heat and power plants for synthetic natural gas production. International Journal of
Energy Research, 36 (5), 670-681.
48
[14] Isaksson, J., Pettersson, K., Mahmoudkhani, M., Åsblad, A. & Berntsson, T.
(2012). Integration of biomass gasification with a scandinavian mechanical pulp
and paper mill–Consequences for mass and energy balances and global CO2
emissions. Energy.
[15] Holmgren, K.M., Berntsson, T., Andersson, E. & Rydberg, T. (2012). System
aspects of biomass gasification with methanol synthesis–Process concepts and
energy analysis. Energy.
[16] Tock, L., Gassner, M. & Maréchal, F. (2010). Thermochemical production of
liquid fuels from biomass: Thermo-economic modeling, process design and process
integration analysis. Biomass and Bioenergy, 34 (12), 1838-1854.
[17] Arvidsson, M., Heyne, S., Morandin, M. & Harvey, S. (2012). Integration
opportunities for substitute natural gas (SNG) production in an industrial process
plant. I 15th Conference on Process Integration, Modelling and Optimisation for
Energy Saving and Pollution Reduction.
[18] Gassner, M. & Maréchal, F. (2009). Thermo-economic process model for
thermochemical production of synthetic natural gas (SNG) from lignocellulosic
biomass. Biomass and Bioenergy, 33 (11), 1587-1604.
[19] Zwart, R. (2009). Gas Cleaning: Downstream Biomass Gasification: Status
Report 2009. ECN.
[20] Brandin, J., Turnér, M. & Odenbrand, I. (2011). Small Scale Gasifiction : Gas
Engine CHP for Biofuels. Linnaeus University, School of Engineering; Lunds
Tekniska Högskola; Lunds Tekniska Högskola; Linnaeus University.
[21] Kumar, A., Jones, D.D. & Hanna, M.A. (2009). Thermochemical biomass
gasification: A review of the current status of the technology. Energies, 2 (3), 556-
581.
[22] Stevens, D.J. (2001). Hot gas conditioning: Recent progress with larger-scale
biomass gasification systems. NREL Subcontractor Report (NREL/SR-510-29952).
[23] Stevens, C. & Brown, R.C. (2011). Thermochemical processing of biomass:
conversion into fuels, chemicals and power. Wiley.
[24] Villot, A., Gonthier, Y., Gonze, E., Bernis, A., Ravel, S., Grateau, M. &
Guillaudeau, J. (2012). Separation of particles from syngas at high-temperatures
with an electrostatic precipitator. Separation and Purification Technology, 92 181-
190.
[25] Torres, W., Pansare, S.S. & Goodwin Jr, J.G. (2007). Hot gas removal of tars,
ammonia, and hydrogen sulfide from biomass gasification gas. Catalysis Reviews,
49 (4), 407-456.

49
[26] Stevens, C. & Brown, R.C. (2011). Thermochemical processing of biomass:
conversion into fuels, chemicals and power. Wiley.
[27] Olofsson, I., Nordin, A. & S\oderlind, U. (2005). Initial Review and
Evaluation of Process Technologies and Systems Suitable for Cost-Efficient
Medium-Scale Gasification for Biomass to Liquid Fuels. Mid Sweden University,
Department of Engineering, Physics and Mathematics; Umeå Universitet.
[28] Anis, S. & Zainal, Z. (2011). Tar reduction in biomass producer gas via
mechanical, catalytic and thermal methods: A review. Renewable and Sustainable
Energy Reviews, 15 (5), 2355-2377.
[29] Richardson, Y., Blin, J. & Julbe, A. (2012). A short overview on purification
and conditioning of syngas produced by biomass gasification: Catalytic strategies,
process intensification and new concepts. Progress in Energy and Combustion
Science, 38 (6), 765-781.
[30] van der Heijden, H. & Ptasinski, K.J. (2012). Exergy analysis of
thermochemical ethanol production via biomass gasification and catalytic
synthesis. Energy, 46 (1), 200-210.
[31] Thunman, H. (2010). GoBiGas and other gasification activities at Chalmers.
[32] Thunman, H., Ådahl, A. & Löveryd, P. Chalmers förgasare. Tillgänglig:
http://www.businessregion.se/download/18.5e1b8712558b5c88380004165/Chalme
rs-förgasare_broschyr.pdf [2013-05/05].
[33] Göransson, K., Söderlind, U. & Zhang, W. (2011). Experimental test on a
novel dual fluidised bed biomass gasifier for synthetic fuel production. Fuel, 90
(4), 1340-1349.
[34] SGC Förgasningsdatabas. Tillgänglig:
http://www.sgc.se/?pg=1445682&PHPSESSID=e8a69a3e4f0413ee1e51abeefdb46
504 [2013-05/05].
[35] Berguerand, N., Lind, F., Israelsson, M., Seemann, M., Biollaz, S. &
Thunman, H. (2012). Use of nickel oxide as a catalyst for tar elimination in a
chemical-looping reforming reactor operated with biomass producer gas. Industrial
& Engineering Chemistry Research, 51 (51), 16610-16616.
[36] van der Drift, B. & van der Meijden, C. (2007). Gasification technology.
Tillgänglig: http://www.biosng.com/synthetic-natural-gas/gasification-technology/
[2013-05/05].
[37] Larsson, A., Seemann, M. & Thunman, H. (2010). Zero‐ dimensional
modeling of indirect fluidized bed gasification. The 60th IEA-FBC Technical
Meeting, at Chalmers University of Technology, Göteborg Sweden 3 - 4 May.

50
[38] Hofbauer, H., Rauch, R., Bosch, K., Koch, R. & Aichernig, C. (2002).
Biomass CHP plant Güssing-A success story. I TUV, Paper presented at Pyrolysis
and gasification of biomass and waste expert meeting, Strasbourg.
[39] Benjaminsson, J., Grontmij, A., Johansson, N. & Karlsvärd, J. (2010).
Deponigas som fordonsbränsle.
[40] Clausen, L.R., Elmegaard, B., Ahrenfeldt, J. & Henriksen, U. (2011).
Thermodynamic analysis of small-scale dimethyl ether (DME) and methanol plants
based on the efficient two-stage gasifier. Energy (Oxford), 36 (10), 5805-5814.
[41] Alamia, A. (2010). Thermo-economic assessment of CO2 separation
technologies in the framework of synthetic natural gas (SNG) production.
[42] Zhang, W. (2010). Automotive fuels from biomass via gasification. Fuel
Processing Technology, 91 (8), 866-876.
[43] a at, M., a at, M., Kırtay, . & a at, H. 00 . Main routes for the
thermo-conversion of biomass into fuels and chemicals. part 2: Gasification
systems. Energy Conversion and Management, 50 (12), 3158-3168.
[44] Thunman, H. & Seemann, M. (2010). First experiences with the new
Chalmers gasifier. I Proceedings of the 20th International Conference on Fluidized
Bed Combustion (s. 659). Springer.
[45] Spath, P.L. & Dayton, D.C. (2003). Preliminary screening-technical and
economic assessment of synthesis gas to fuels and chemicals with emphasis on the
potential for biomass-derived syngas.
[46] Naik, S.P., Ryu, T., Bui, V., Miller, J.D., Drinnan, N.B. & Zmierczak, W.
(2011). Synthesis of DME from CO2/H2 gas mixture. Chemical Engineering
Journal, 167 (1), 362-368.
[47] NNFCC (2009). Review of Technologies for Gasification of Biomass and
Wastes (Final report). (NNFCC project 09/008) Tillgänglig:
http://wiki.gekgasifier.com/f/Review+of+Biomass+Gasification+Technologies.NN
FCC.Jun09.pdf. [2013-05/05]
[48] Hu, J., Yu, F. & Lu, Y. (2012). Application of Fischer–Tropsch synthesis in
biomass to liquid conversion. Catalysts, 2 (2), 303-326.
[49] Van der Drift, A. & Boerrigter, H. (2006). Synthesis gas from biomass for
fuels and chemicals. ECN Biomass, Coal and Environmental Research.
[50] Valleskog, M., Marbe, Colmsjö L. & Svenskt gastekniskt center (2008).
System- och marknadsstudie för biometan (SNG) från biobränslen. SGC: Svenskt
gastekniskt center.
51
[51] van der Drift, B. & van der Meijden, C. (2007). Gas cleaning. Tillgänglig:
http://www.biosng.com/synthetic-natural-gas/gas-cleaning/ [2013-05/05].
[52] Manganaro, J., Chen, B., Adeosun, J., Lakhapatri, S., Favetta, D., Lawal, A.,
Farrauto, R., Dorazio, L. & Rosse, D. (2011). Conversion of residual biomass into
liquid transportation fuel: An energy analysis. Energy & Fuels, 25 (6), 2711-2720.
[53] Held, J. (2011). Förgasning. (Rapport SGC 232) Svenskt Gastekniskt Center
AB. Tillgänglig:http://www.sgc.se/ckfinder/userfiles/files/SGC232.pdf. [2013-
05/05]
[54] Kopyscinski, J., Schildhauer, T.J. & Biollaz, S. (2010). Production of
synthetic natural gas (SNG) from coal and dry biomass–A technology review from
1950 to 2009. Fuel, 89 (8), 1763-1783.
[55] Kemp, I.C. (2011). Pinch analysis and process integration: a user guide on
process integration for the efficient use of energy. Butterworth-Heinemann.
[56] Gustavsson C, or . S iora Pro ssi g r r, P yry, Kar stad. P rso ig
korrespondens, 2013-02
[57] Kemp, I.C. (2012). Pinch Spreadsheet NOV06 FINAL . Tillgänglig:
http://www.elsevierdirect.com/v2/companion.jsp?ISBN=9780750682602 [2013-
05/05].
[58] Barelli, L., Bidini, G., Gallorini, F. & Servili, S. (2008). Hydrogen production
through sorption-enhanced steam methane reforming and membrane technology: A
review. Energy, 33 (4), 554-570.
[59] ECN Principle of OLGA tar removal system. Tillgänglig:
http://www.ecn.nl/fileadmin/ecn/units/bio/Leaflets/b-08-
022_OLGA_principles.pdf [2013-05/05].
[60] Ragland, K.W. & Bryden, K.M. (2011). Combustion engineering. CRC PressI
Llc.

I
7 Appendix A: Principiella flödesscheman I Appendix A presenteras de principiella flödesscheman, som definierats i
CHEMCAD, för produktion av respektive bränsle. Figurerna är sorterade enligt
Tabell 7-1.
Tabell 7-1. Förteckning för Appendix A.
Delavsnitt i Appendix A Fig. Principschema för produktion av:
7.1 7-1 HT-FT-Bensin med kall gasrening.
7.2 7-2 LT-FT-Diesel med het gasrening
7.3 7-3 LT-FT-Diesel med kall gasrening
7.4 7-4 MeOH med het gasrening
7.5 7-5 MeOH med kall gasrening
7.6 7-6 SNG med het gasrening
7.7 7-7 SNG med kall gasrening

II
7.1 HT-FT-Bensin med kall gasrening
Fig. 7-1. Principschema för produktion av HT-FT-Bensin med kall rening.

III
7.2 LT-FT-Diesel med het gasrening
Fig. 7-2. Principschema för produktion av LT-FT-Diesel med het gasrening.

IV
7.3 LT-FT-Diesel med kall gasrening
Fig. 7-3. Principschema för produktion av LT-FT-Diesel med kall gasrening.

V
7.4 MeOH med het gasrening
Fig. 7-4. Principschema för produktion av MeOH med het gasrening.

VI
7.5 MeOH med kall gasrening
Fig. 7-5. Principschema för produktion av MeOH med kall gasrening.
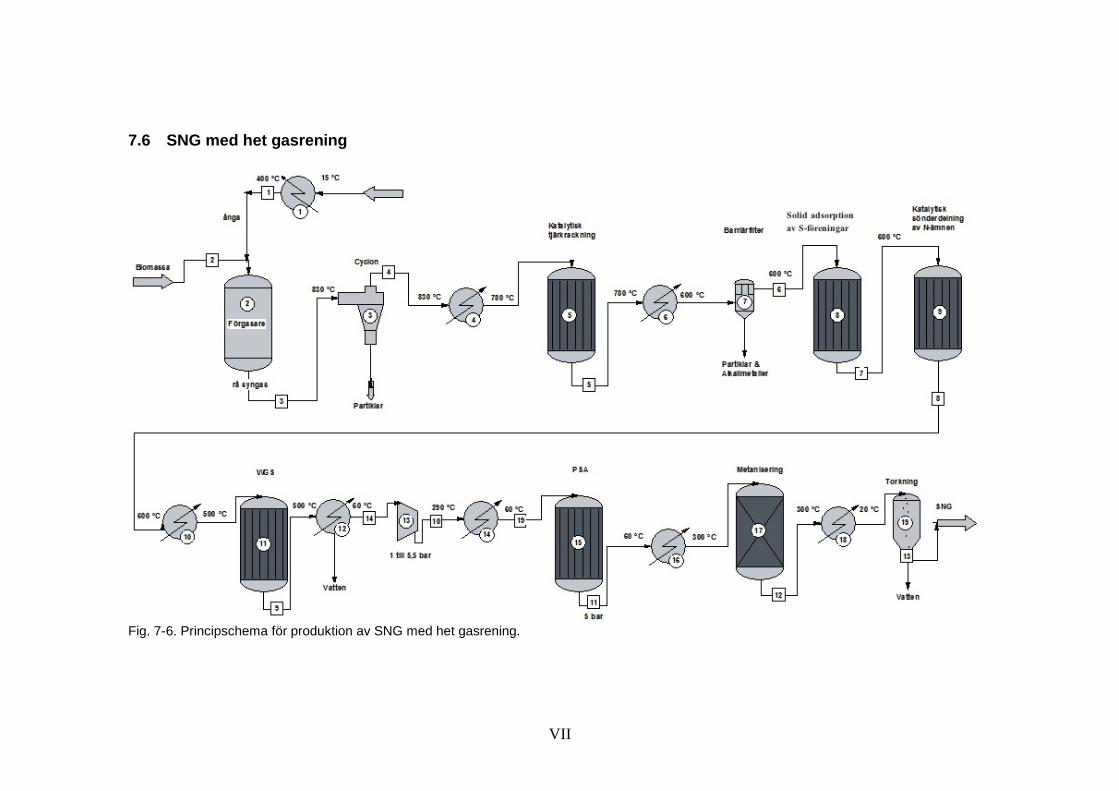
VII
7.6 SNG med het gasrening
Fig. 7-6. Principschema för produktion av SNG med het gasrening.
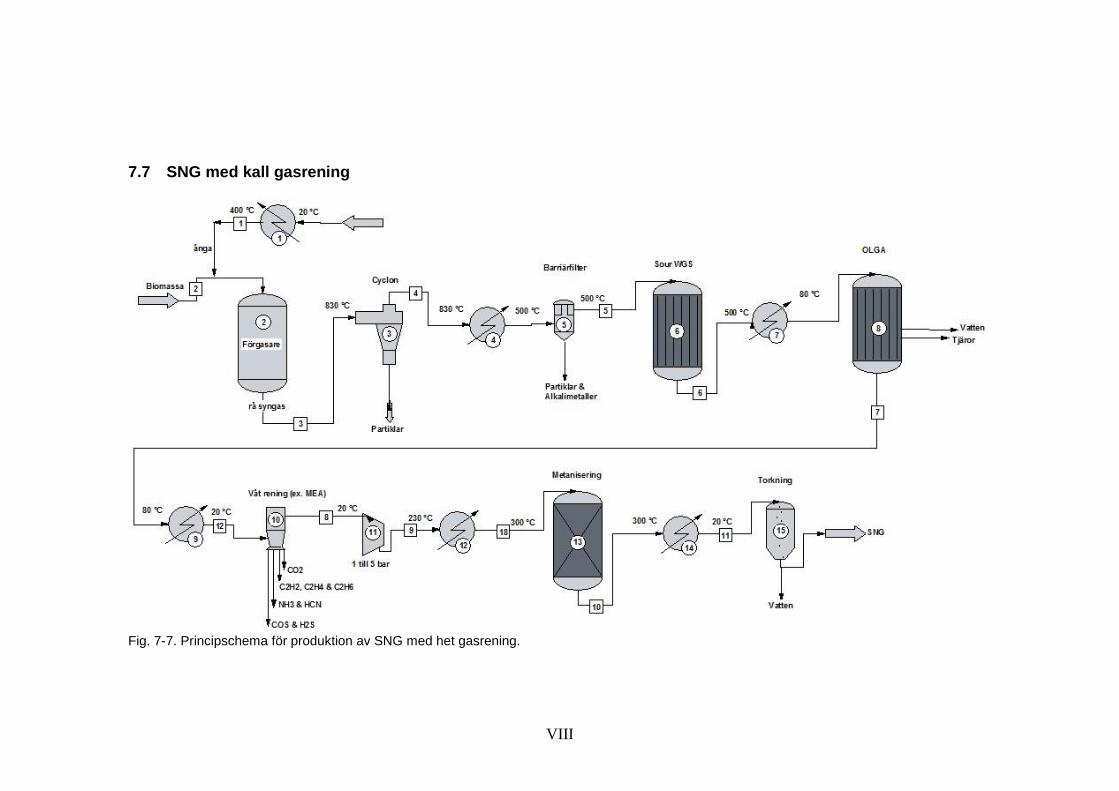
VIII
7.7 SNG med kall gasrening
Fig. 7-7. Principschema för produktion av SNG med het gasrening.

IX
8 Appendix B: Simuleringsmodeller I Appendix B presenteras simuleringsmodellerna från CHEMCAD för produktion
av respektive bränsle. Figurerna är sorterade enligt Tabell 8-1.
Tabell 8-1. Förteckning för Appendix B.
Delavsnitt i Appendix B Fig. Simuleringsmodell för produktion av:
8.1 8-1 HT-FT-Bensin med kall gasrening.
8.2 8-2 LT-FT-Diesel med het gasrening
8.3 8-3 LT-FT-Diesel med kall gasrening
8.4 8-4 MeOH med het gasrening
8.5 8-5 MeOH med kall gasrening
8.6 8-6 SNG med het gasrening
8.7 8-7 SNG med kall gasrening

X
8.1 HT-FT-Bensin med kall gasrening
Fig. 8-1. Simuleringsmodell för produktion av HT-FT-Bensin med kall gasrening.

XI
8.2 LT-FT-Diesel med het gasrening
Fig. 8-2. Simuleringsmodell för produktion av LT-FT-Diesel med het gasrening.

XII
8.3 LT-FT-Diesel med kall gasrening
Fig. 8-3. Simuleringsmodell för produktion av LT-FT-Diesel med kall gasrening.

XIII
8.4 MeOH med het gasrening
Fig. 8-4. Simuleringsmodell för produktion av MeOH med het gasrening.

XIV
8.5 MeOH med kall gasrening
Fig. 8-5. Simuleringsmodell för produktion av MeOH med kall gasrening.

XV
8.6 SNG med het gasrening
Fig. 8-6. Simuleringsmodell för produktion av SNG med het gasrening.

XVI
8.7 SNG med kall gasrening
Fig. 8-7. Simuleringsmodell för produktion av SNG med kall gasrening.

XVII
9 Appendix C: Strömdata I Appendix C presenteras strömdata som exporterats från CHEMCAD. Förteckning
enligt Tabell 9-1, Ström-ID (”Stream o”) svarar till numreringen i figurerna som
presenteras i Appendix B där de är angivna i kvadratiska skyltar.
Tabell 9-1. Förteckning Appendix C.
Delavsnitt i Appendix C Strömdata för produktion av:
9.1 HT-FT-Bensin med het gasrening.
9.2 HT-FT-Bensin med kall gasrening.
9.3 LT-FT-Diesel med het gasrening
9.4 LT-FT-Diesel med kall gasrening
9.5 MeOH med het gasrening
9.6 MeOH med kall gasrening
9.7 SNG med het gasrening
9.8 SNG med kall gasrening
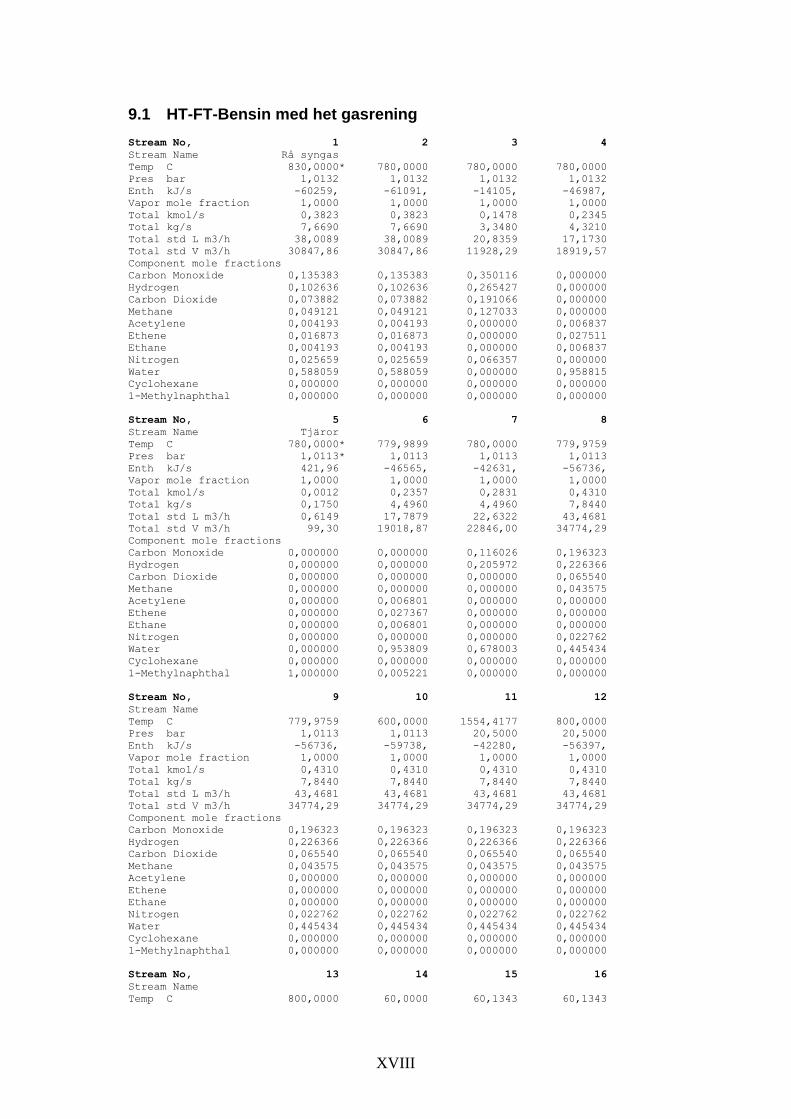
XVIII
9.1 HT-FT-Bensin med het gasrening
Stream No, 1 2 3 4
Stream Name Rå syngas
Temp C 830,0000* 780,0000 780,0000 780,0000
Pres bar 1,0132 1,0132 1,0132 1,0132
Enth kJ/s -60259, -61091, -14105, -46987,
Vapor mole fraction 1,0000 1,0000 1,0000 1,0000
Total kmol/s 0,3823 0,3823 0,1478 0,2345
Total kg/s 7,6690 7,6690 3,3480 4,3210
Total std L m3/h 38,0089 38,0089 20,8359 17,1730
Total std V m3/h 30847,86 30847,86 11928,29 18919,57
Component mole fractions
Carbon Monoxide 0,135383 0,135383 0,350116 0,000000
Hydrogen 0,102636 0,102636 0,265427 0,000000
Carbon Dioxide 0,073882 0,073882 0,191066 0,000000
Methane 0,049121 0,049121 0,127033 0,000000
Acetylene 0,004193 0,004193 0,000000 0,006837
Ethene 0,016873 0,016873 0,000000 0,027511
Ethane 0,004193 0,004193 0,000000 0,006837
Nitrogen 0,025659 0,025659 0,066357 0,000000
Water 0,588059 0,588059 0,000000 0,958815
Cyclohexane 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 5 6 7 8
Stream Name Tjäror
Temp C 780,0000* 779,9899 780,0000 779,9759
Pres bar 1,0113* 1,0113 1,0113 1,0113
Enth kJ/s 421,96 -46565, -42631, -56736,
Vapor mole fraction 1,0000 1,0000 1,0000 1,0000
Total kmol/s 0,0012 0,2357 0,2831 0,4310
Total kg/s 0,1750 4,4960 4,4960 7,8440
Total std L m3/h 0,6149 17,7879 22,6322 43,4681
Total std V m3/h 99,30 19018,87 22846,00 34774,29
Component mole fractions
Carbon Monoxide 0,000000 0,000000 0,116026 0,196323
Hydrogen 0,000000 0,000000 0,205972 0,226366
Carbon Dioxide 0,000000 0,000000 0,000000 0,065540
Methane 0,000000 0,000000 0,000000 0,043575
Acetylene 0,000000 0,006801 0,000000 0,000000
Ethene 0,000000 0,027367 0,000000 0,000000
Ethane 0,000000 0,006801 0,000000 0,000000
Nitrogen 0,000000 0,000000 0,000000 0,022762
Water 0,000000 0,953809 0,678003 0,445434
Cyclohexane 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 1,000000 0,005221 0,000000 0,000000
Stream No, 9 10 11 12
Stream Name
Temp C 779,9759 600,0000 1554,4177 800,0000
Pres bar 1,0113 1,0113 20,5000 20,5000
Enth kJ/s -56736, -59738, -42280, -56397,
Vapor mole fraction 1,0000 1,0000 1,0000 1,0000
Total kmol/s 0,4310 0,4310 0,4310 0,4310
Total kg/s 7,8440 7,8440 7,8440 7,8440
Total std L m3/h 43,4681 43,4681 43,4681 43,4681
Total std V m3/h 34774,29 34774,29 34774,29 34774,29
Component mole fractions
Carbon Monoxide 0,196323 0,196323 0,196323 0,196323
Hydrogen 0,226366 0,226366 0,226366 0,226366
Carbon Dioxide 0,065540 0,065540 0,065540 0,065540
Methane 0,043575 0,043575 0,043575 0,043575
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,022762 0,022762 0,022762 0,022762
Water 0,445434 0,445434 0,445434 0,445434
Cyclohexane 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 13 14 15 16
Stream Name
Temp C 800,0000 60,0000 60,1343 60,1343
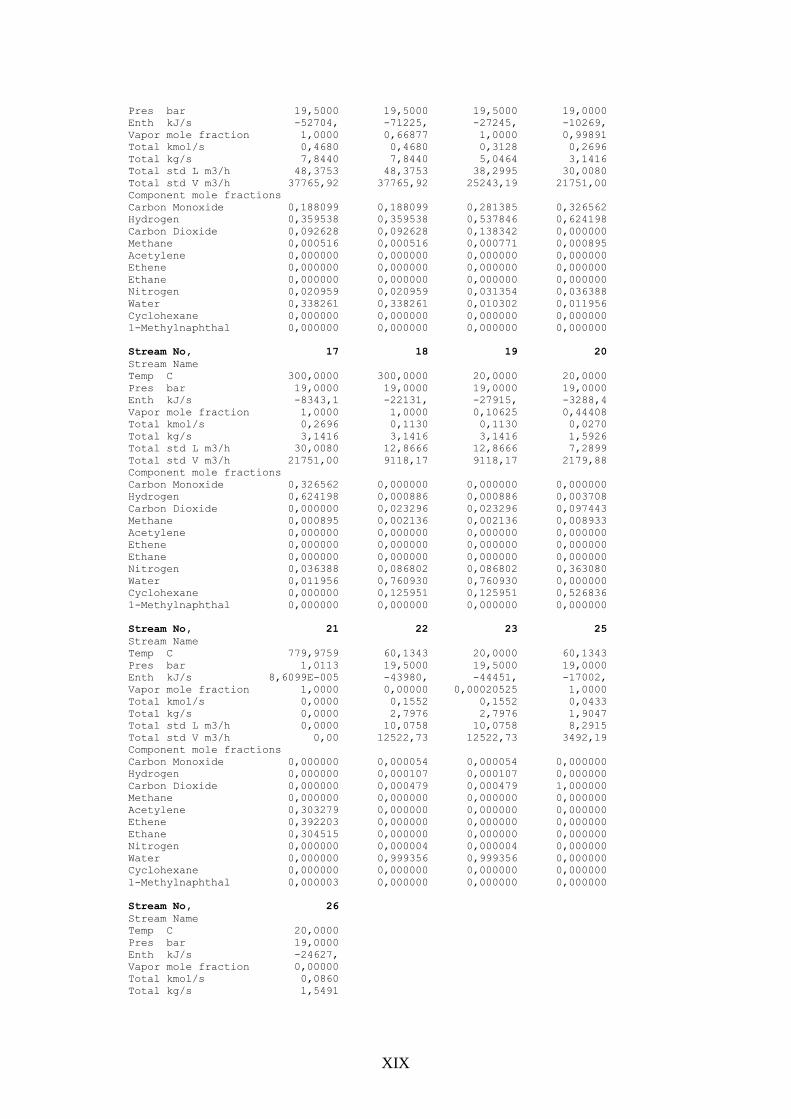
XIX
Pres bar 19,5000 19,5000 19,5000 19,0000
Enth kJ/s -52704, -71225, -27245, -10269,
Vapor mole fraction 1,0000 0,66877 1,0000 0,99891
Total kmol/s 0,4680 0,4680 0,3128 0,2696
Total kg/s 7,8440 7,8440 5,0464 3,1416
Total std L m3/h 48,3753 48,3753 38,2995 30,0080
Total std V m3/h 37765,92 37765,92 25243,19 21751,00
Component mole fractions
Carbon Monoxide 0,188099 0,188099 0,281385 0,326562
Hydrogen 0,359538 0,359538 0,537846 0,624198
Carbon Dioxide 0,092628 0,092628 0,138342 0,000000
Methane 0,000516 0,000516 0,000771 0,000895
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,020959 0,020959 0,031354 0,036388
Water 0,338261 0,338261 0,010302 0,011956
Cyclohexane 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 17 18 19 20
Stream Name
Temp C 300,0000 300,0000 20,0000 20,0000
Pres bar 19,0000 19,0000 19,0000 19,0000
Enth kJ/s -8343,1 -22131, -27915, -3288,4
Vapor mole fraction 1,0000 1,0000 0,10625 0,44408
Total kmol/s 0,2696 0,1130 0,1130 0,0270
Total kg/s 3,1416 3,1416 3,1416 1,5926
Total std L m3/h 30,0080 12,8666 12,8666 7,2899
Total std V m3/h 21751,00 9118,17 9118,17 2179,88
Component mole fractions
Carbon Monoxide 0,326562 0,000000 0,000000 0,000000
Hydrogen 0,624198 0,000886 0,000886 0,003708
Carbon Dioxide 0,000000 0,023296 0,023296 0,097443
Methane 0,000895 0,002136 0,002136 0,008933
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,036388 0,086802 0,086802 0,363080
Water 0,011956 0,760930 0,760930 0,000000
Cyclohexane 0,000000 0,125951 0,125951 0,526836
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 21 22 23 25
Stream Name
Temp C 779,9759 60,1343 20,0000 60,1343
Pres bar 1,0113 19,5000 19,5000 19,0000
Enth kJ/s 8,6099E-005 -43980, -44451, -17002,
Vapor mole fraction 1,0000 0,00000 0,00020525 1,0000
Total kmol/s 0,0000 0,1552 0,1552 0,0433
Total kg/s 0,0000 2,7976 2,7976 1,9047
Total std L m3/h 0,0000 10,0758 10,0758 8,2915
Total std V m3/h 0,00 12522,73 12522,73 3492,19
Component mole fractions
Carbon Monoxide 0,000000 0,000054 0,000054 0,000000
Hydrogen 0,000000 0,000107 0,000107 0,000000
Carbon Dioxide 0,000000 0,000479 0,000479 1,000000
Methane 0,000000 0,000000 0,000000 0,000000
Acetylene 0,303279 0,000000 0,000000 0,000000
Ethene 0,392203 0,000000 0,000000 0,000000
Ethane 0,304515 0,000000 0,000000 0,000000
Nitrogen 0,000000 0,000004 0,000004 0,000000
Water 0,000000 0,999356 0,999356 0,000000
Cyclohexane 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 0,000003 0,000000 0,000000 0,000000
Stream No, 26
Stream Name
Temp C 20,0000
Pres bar 19,0000
Enth kJ/s -24627,
Vapor mole fraction 0,00000
Total kmol/s 0,0860
Total kg/s 1,5491

XX
Total std L m3/h 5,5767
Total std V m3/h 6938,29
Component mole fractions
Carbon Monoxide 0,000000
Hydrogen 0,000000
Carbon Dioxide 0,000000
Methane 0,000000
Acetylene 0,000000
Ethene 0,000000
Ethane 0,000000
Nitrogen 0,000000
Water 1,000000
Cyclohexane 0,000000
1-Methylnaphthal 0,000000

XXI
9.2 HT-FT-bensin med kall gasrening
Stream No, 1 2 3 4
Stream Name Rå syngas
Temp C 830,0000* 500,0000 80,0000 80,0015
Pres bar 1,0132 1,0132 1,0132 1,0132
Enth kJ/s -61634, -67015, -76713, -51843,
Vapor mole fraction 1,0000 1,0000 0,77436 1,0000
Total kmol/s 0,3910 0,3910 0,3910 0,3028
Total kg/s 7,8440 7,8440 7,8440 6,2544
Total std L m3/h 38,8762 38,8762 38,8762 33,1533
Total std V m3/h 31551,76 31551,76 31551,76 24432,07
Component mole fractions
Carbon Monoxide 0,135383 0,135383 0,135383 0,174835
Hydrogen 0,102636 0,102636 0,102636 0,132544
Carbon Dioxide 0,073882 0,073882 0,073882 0,095409
Methane 0,049121 0,049121 0,049121 0,063435
Acetylene 0,004193 0,004193 0,004193 0,005405
Ethene 0,016873 0,016873 0,016873 0,021790
Ethane 0,004193 0,004193 0,004193 0,005415
Nitrogen 0,025659 0,025659 0,025659 0,033136
Water 0,588059 0,588059 0,588059 0,468030
Cyclohexane 0,000000 0,000000 0,000000 0,000000
Stream No, 5 6 7 8
Stream Name
Temp C 20,0000 20,0082 20,0000 20,0002
Pres bar 1,0132 1,0132 1,0133 1,0133
Enth kJ/s -58525, -19029, -8275,6 -8011,4
Vapor mole fraction 0,54460 1,0000 0,99269 1,0000
Total kmol/s 0,3028 0,1649 0,1261 0,1252
Total kg/s 6,2544 3,7697 2,2219 2,2052
Total std L m3/h 33,1533 24,2076 16,0246 15,9648
Total std V m3/h 24432,07 13304,57 10178,03 10103,60
Component mole fractions
Carbon Monoxide 0,174835 0,321056 0,419680 0,422771
Hydrogen 0,132544 0,243398 0,318166 0,320510
Carbon Dioxide 0,095409 0,175130 0,000000 0,000000
Methane 0,063435 0,116488 0,152272 0,153393
Acetylene 0,005405 0,009912 0,000000 0,000000
Ethene 0,021790 0,040011 0,000000 0,000000
Ethane 0,005415 0,009944 0,000000 0,000000
Nitrogen 0,033136 0,060849 0,079541 0,080127
Water 0,468030 0,023211 0,030341 0,023198
Cyclohexane 0,000000 0,000000 0,000000 0,000000
Stream No, 9 10 11 12
Stream Name
Temp C 20,0000* 20,0000 136,7558 800,0000
Pres bar 1,0133* 1,0133 20,0000 20,0000
Enth kJ/s -8743,8 -16755, -15220, -11131,
Vapor mole fraction 0,00000 0,80398 0,93999 1,0000
Total kmol/s 0,0305 0,1557 0,1557 0,1557
Total kg/s 0,5500 2,7552 2,7552 2,7552
Total std L m3/h 1,9800 17,9448 17,9448 17,9448
Total std V m3/h 2463,45 12567,05 12567,05 12567,05
Component mole fractions
Carbon Monoxide 0,000000 0,339898 0,339898 0,339898
Hydrogen 0,000000 0,257682 0,257682 0,257682
Carbon Dioxide 0,000000 0,000000 0,000000 0,000000
Methane 0,000000 0,123325 0,123325 0,123325
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,000000 0,064420 0,064420 0,064420
Water 1,000000 0,214675 0,214675 0,214675
Cyclohexane 0,000000 0,000000 0,000000 0,000000
Stream No, 13 14 15 16
Stream Name
Temp C 800,0000 300,0000 300,0000 20,0000
Pres bar 19,0000 19,0000 19,0000 19,0000
Enth kJ/s -7515,3 -10631, -19437, -23313,
Vapor mole fraction 1,0000 1,0000 1,0000 0,30516
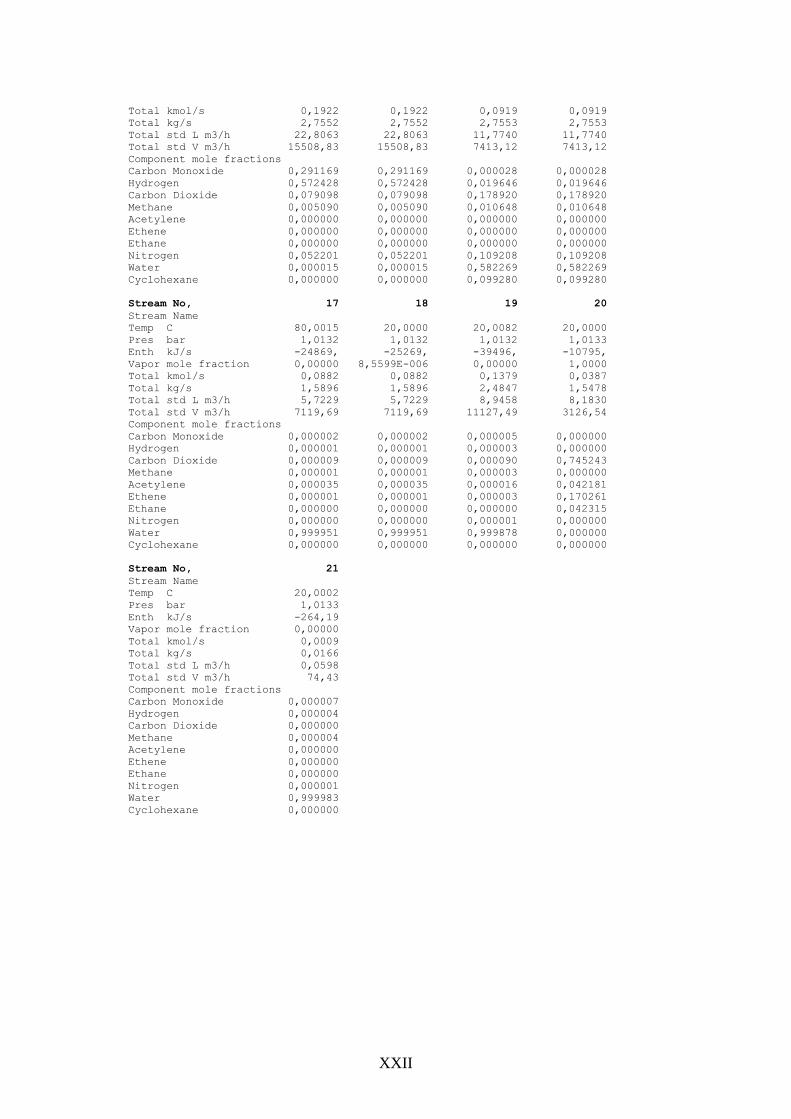
XXII
Total kmol/s 0,1922 0,1922 0,0919 0,0919
Total kg/s 2,7552 2,7552 2,7553 2,7553
Total std L m3/h 22,8063 22,8063 11,7740 11,7740
Total std V m3/h 15508,83 15508,83 7413,12 7413,12
Component mole fractions
Carbon Monoxide 0,291169 0,291169 0,000028 0,000028
Hydrogen 0,572428 0,572428 0,019646 0,019646
Carbon Dioxide 0,079098 0,079098 0,178920 0,178920
Methane 0,005090 0,005090 0,010648 0,010648
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,052201 0,052201 0,109208 0,109208
Water 0,000015 0,000015 0,582269 0,582269
Cyclohexane 0,000000 0,000000 0,099280 0,099280
Stream No, 17 18 19 20
Stream Name
Temp C 80,0015 20,0000 20,0082 20,0000
Pres bar 1,0132 1,0132 1,0132 1,0133
Enth kJ/s -24869, -25269, -39496, -10795,
Vapor mole fraction 0,00000 8,5599E-006 0,00000 1,0000
Total kmol/s 0,0882 0,0882 0,1379 0,0387
Total kg/s 1,5896 1,5896 2,4847 1,5478
Total std L m3/h 5,7229 5,7229 8,9458 8,1830
Total std V m3/h 7119,69 7119,69 11127,49 3126,54
Component mole fractions
Carbon Monoxide 0,000002 0,000002 0,000005 0,000000
Hydrogen 0,000001 0,000001 0,000003 0,000000
Carbon Dioxide 0,000009 0,000009 0,000090 0,745243
Methane 0,000001 0,000001 0,000003 0,000000
Acetylene 0,000035 0,000035 0,000016 0,042181
Ethene 0,000001 0,000001 0,000003 0,170261
Ethane 0,000000 0,000000 0,000000 0,042315
Nitrogen 0,000000 0,000000 0,000001 0,000000
Water 0,999951 0,999951 0,999878 0,000000
Cyclohexane 0,000000 0,000000 0,000000 0,000000
Stream No, 21
Stream Name
Temp C 20,0002
Pres bar 1,0133
Enth kJ/s -264,19
Vapor mole fraction 0,00000
Total kmol/s 0,0009
Total kg/s 0,0166
Total std L m3/h 0,0598
Total std V m3/h 74,43
Component mole fractions
Carbon Monoxide 0,000007
Hydrogen 0,000004
Carbon Dioxide 0,000000
Methane 0,000004
Acetylene 0,000000
Ethene 0,000000
Ethane 0,000000
Nitrogen 0,000001
Water 0,999983
Cyclohexane 0,000000

XXIII
9.3 LT-FT-Diesel med het gasrening
Stream No, 1 2 3 4
Stream Name Rå syngas
Temp C 830,0000* 780,0000 780,0000 780,0000
Pres bar 1,0132 1,0132 1,0132 1,0132
Enth kJ/s -60259, -61091, -14105, -46987,
Vapor mole fraction 1,0000 1,0000 1,0000 1,0000
Total kmol/s 0,3823 0,3823 0,1478 0,2345
Total kg/s 7,6690 7,6690 3,3480 4,3210
Total std L m3/h 38,0089 38,0089 20,8359 17,1730
Total std V m3/h 30847,86 30847,86 11928,29 18919,57
Component mole fractions
Carbon Monoxide 0,135383 0,135383 0,350116 0,000000
Hydrogen 0,102636 0,102636 0,265427 0,000000
Carbon Dioxide 0,073882 0,073882 0,191066 0,000000
Methane 0,049121 0,049121 0,127033 0,000000
Acetylene 0,004193 0,004193 0,000000 0,006837
Ethene 0,016873 0,016873 0,000000 0,027511
Ethane 0,004193 0,004193 0,000000 0,006837
Nitrogen 0,025659 0,025659 0,066357 0,000000
Water 0,588059 0,588059 0,000000 0,958815
N-Tridecane 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 5 6 7 8
Stream Name Tjäror
Temp C 780,0000* 779,9899 780,0000 779,9760
Pres bar 1,0113* 1,0113 1,0113 1,0113
Enth kJ/s 421,96 -46565, -42631, -56736,
Vapor mole fraction 1,0000 1,0000 1,0000 1,0000
Total kmol/s 0,0012 0,2357 0,2831 0,4310
Total kg/s 0,1750 4,4960 4,4960 7,8440
Total std L m3/h 0,6149 17,7879 22,6322 43,4681
Total std V m3/h 99,30 19018,87 22846,00 34774,29
Component mole fractions
Carbon Monoxide 0,000000 0,000000 0,116026 0,196323
Hydrogen 0,000000 0,000000 0,205972 0,226366
Carbon Dioxide 0,000000 0,000000 0,000000 0,065540
Methane 0,000000 0,000000 0,000000 0,043575
Acetylene 0,000000 0,006801 0,000000 0,000000
Ethene 0,000000 0,027367 0,000000 0,000000
Ethane 0,000000 0,006801 0,000000 0,000000
Nitrogen 0,000000 0,000000 0,000000 0,022762
Water 0,000000 0,953809 0,678003 0,445434
N-Tridecane 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 1,000000 0,005221 0,000000 0,000000
Stream No, 9 10 11 12
Stream Name
Temp C 779,9760 600,0000 1554,4171 800,0000
Pres bar 1,0113 1,0113 20,5000 20,5000
Enth kJ/s -56736, -59738, -42280, -56397,
Vapor mole fraction 1,0000 1,0000 1,0000 1,0000
Total kmol/s 0,4310 0,4310 0,4310 0,4310
Total kg/s 7,8440 7,8440 7,8440 7,8440
Total std L m3/h 43,4681 43,4681 43,4681 43,4681
Total std V m3/h 34774,29 34774,29 34774,29 34774,29
Component mole fractions
Carbon Monoxide 0,196323 0,196323 0,196323 0,196323
Hydrogen 0,226366 0,226366 0,226366 0,226366
Carbon Dioxide 0,065540 0,065540 0,065540 0,065540
Methane 0,043575 0,043575 0,043575 0,043575
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,022762 0,022762 0,022762 0,022762
Water 0,445434 0,445434 0,445434 0,445434
N-Tridecane 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 13 14 15 16
Stream Name
Temp C 800,0000 60,0000 60,1341 60,1341

XXIV
Pres bar 19,5000 19,5000 19,5000 19,0000
Enth kJ/s -52704, -71225, -27245, -10269,
Vapor mole fraction 1,0000 0,66877 1,0000 0,99891
Total kmol/s 0,4680 0,4680 0,3128 0,2696
Total kg/s 7,8440 7,8440 5,0464 3,1416
Total std L m3/h 48,3753 48,3753 38,2995 30,0080
Total std V m3/h 37765,92 37765,92 25243,19 21751,00
Component mole fractions
Carbon Monoxide 0,188099 0,188099 0,281385 0,326562
Hydrogen 0,359538 0,359538 0,537845 0,624198
Carbon Dioxide 0,092628 0,092628 0,138342 0,000000
Methane 0,000516 0,000516 0,000771 0,000895
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,020959 0,020959 0,031354 0,036388
Water 0,338261 0,338261 0,010302 0,011956
N-Tridecane 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 17 18 19 20
Stream Name
Temp C 200,0000 200,0000 20,0000 20,0000
Pres bar 19,0000 19,0000 19,0000 19,0000
Enth kJ/s -9144,1 -23017, -27732, -4350,8
Vapor mole fraction 1,0000 0,95682 0,13496 0,64770
Total kmol/s 0,2696 0,1031 0,1031 0,0215
Total kg/s 3,1416 3,1417 3,1417 1,6709
Total std L m3/h 30,0080 13,1057 13,1057 7,8111
Total std V m3/h 21751,00 8320,55 8320,55 1733,10
Component mole fractions
Carbon Monoxide 0,326562 0,000000 0,000000 0,000000
Hydrogen 0,624198 0,002136 0,002136 0,010253
Carbon Dioxide 0,000000 0,046611 0,046611 0,223779
Methane 0,000895 0,002340 0,002340 0,011236
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,036388 0,095123 0,095123 0,456680
Water 0,011956 0,791708 0,791708 0,000000
N-Tridecane 0,000000 0,062082 0,062082 0,298052
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 21 22 23 25
Stream Name
Temp C 779,9760 60,1341 20,0000 60,1341
Pres bar 1,0113 19,5000 19,5000 19,0000
Enth kJ/s 0,00040498 -43980, -44451, -17002,
Vapor mole fraction 1,0000 0,00000 0,00020524 1,0000
Total kmol/s 0,0000 0,1552 0,1552 0,0433
Total kg/s 0,0000 2,7976 2,7976 1,9047
Total std L m3/h 0,0000 10,0758 10,0758 8,2915
Total std V m3/h 0,00 12522,73 12522,73 3492,19
Component mole fractions
Carbon Monoxide 0,000000 0,000054 0,000054 0,000000
Hydrogen 0,000000 0,000107 0,000107 0,000000
Carbon Dioxide 0,000000 0,000479 0,000479 1,000000
Methane 0,000000 0,000000 0,000000 0,000000
Acetylene 0,080086 0,000000 0,000000 0,000000
Ethene 0,819149 0,000000 0,000000 0,000000
Ethane 0,067537 0,000000 0,000000 0,000000
Nitrogen 0,000000 0,000004 0,000004 0,000000
Water 0,000000 0,999356 0,999356 0,000000
N-Tridecane 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 0,033228 0,000000 0,000000 0,000000
Stream No, 26
Stream Name
Temp C 20,0000
Pres bar 19,0000
Enth kJ/s -23382,
Vapor mole fraction 0,00000
Total kmol/s 0,0816
Total kg/s 1,4707

XXV
Total std L m3/h 5,2947
Total std V m3/h 6587,45
Component mole fractions
Carbon Monoxide 0,000000
Hydrogen 0,000000
Carbon Dioxide 0,000000
Methane 0,000000
Acetylene 0,000000
Ethene 0,000000
Ethane 0,000000
Nitrogen 0,000000
Water 1,000000
N-Tridecane 0,000000
1-Methylnaphthal 0,000000

XXVI
9.4 LT-FT-Diesel med kall gasrening
Stream No, 1 2 3 4
Stream Name Rå syngas
Temp C 830,0000* 500,0000 80,0000 80,0015
Pres bar 1,0132 1,0132 1,0132 1,0132
Enth kJ/s -61634, -67015, -76713, -51843,
Vapor mole fraction 1,0000 1,0000 0,77436 1,0000
Total kmol/s 0,3910 0,3910 0,3910 0,3028
Total kg/s 7,8440 7,8440 7,8440 6,2544
Total std L m3/h 38,8762 38,8762 38,8762 33,1533
Total std V m3/h 31551,76 31551,76 31551,76 24432,07
Component mole fractions
Carbon Monoxide 0,135383 0,135383 0,135383 0,174835
Hydrogen 0,102636 0,102636 0,102636 0,132544
Carbon Dioxide 0,073882 0,073882 0,073882 0,095409
Methane 0,049121 0,049121 0,049121 0,063435
Acetylene 0,004193 0,004193 0,004193 0,005405
Ethene 0,016873 0,016873 0,016873 0,021790
Ethane 0,004193 0,004193 0,004193 0,005415
Nitrogen 0,025659 0,025659 0,025659 0,033136
Water 0,588059 0,588059 0,588059 0,468030
N-Tridecane 0,000000 0,000000 0,000000 0,000000
Stream No, 5 6 7 8
Stream Name
Temp C 20,0000 20,0082 20,0000 20,0034
Pres bar 1,0132 1,0132 1,0133 1,0133
Enth kJ/s -58525, -19029, -7689,7 -7492,6
Vapor mole fraction 0,54460 1,0000 0,99494 1,0000
Total kmol/s 0,3028 0,1649 0,1360 0,1353
Total kg/s 6,2544 3,7697 2,4988 2,4864
Total std L m3/h 33,1533 24,2076 18,6754 18,6307
Total std V m3/h 24432,07 13304,57 10974,54 10918,99
Component mole fractions
Carbon Monoxide 0,174835 0,321056 0,389220 0,391200
Hydrogen 0,132544 0,243398 0,295074 0,296575
Carbon Dioxide 0,095409 0,175130 0,000000 0,000000
Methane 0,063435 0,116488 0,141220 0,141939
Acetylene 0,005405 0,009912 0,012017 0,012077
Ethene 0,021790 0,040011 0,048506 0,048752
Ethane 0,005415 0,009944 0,012055 0,012117
Nitrogen 0,033136 0,060849 0,073768 0,074144
Water 0,468030 0,023211 0,028139 0,023196
N-Tridecane 0,000000 0,000000 0,000000 0,000000
Stream No, 9 10 11 12
Stream Name
Temp C 20,0000* 20,0002 129,6102 700,0000
Pres bar 1,0133* 1,0133 20,0000 20,0000
Enth kJ/s -15898, -23390, -21786, -16160,
Vapor mole fraction 0,00000 0,70912 0,79953 1,0000
Total kmol/s 0,0555 0,1908 0,1908 0,1908
Total kg/s 1,0000 3,4864 3,4864 3,4864
Total std L m3/h 3,6000 22,2307 22,2307 22,2307
Total std V m3/h 4479,00 15397,99 15397,99 15397,99
Component mole fractions
Carbon Monoxide 0,000000 0,277407 0,277407 0,277407
Hydrogen 0,000000 0,210307 0,210307 0,210307
Carbon Dioxide 0,000000 0,000000 0,000000 0,000000
Methane 0,000000 0,100651 0,100651 0,100651
Acetylene 0,000000 0,008564 0,008564 0,008564
Ethene 0,000000 0,034571 0,034571 0,034571
Ethane 0,000000 0,008592 0,008592 0,008592
Nitrogen 0,000000 0,052577 0,052577 0,052577
Water 1,000000 0,307331 0,307331 0,307331
N-Tridecane 0,000000 0,000000 0,000000 0,000000
Stream No, 13 14 15 16
Stream Name
Temp C 700,0000 200,0000 200,0000 20,0000
Pres bar 19,0000 19,0000 19,0000 19,0000
Enth kJ/s -13203, -17246, -26117, -30495,
Vapor mole fraction 1,0000 1,0000 0,99733 0,34671

XXVII
Total kmol/s 0,2339 0,2339 0,1180 0,1180
Total kg/s 3,4864 3,4864 3,4864 3,4864
Total std L m3/h 29,6535 29,6535 16,1766 16,1766
Total std V m3/h 18870,07 18870,07 9524,74 9524,74
Component mole fractions
Carbon Monoxide 0,191716 0,191716 0,000028 0,000028
Hydrogen 0,580764 0,580764 0,020898 0,020898
Carbon Dioxide 0,142685 0,142685 0,171892 0,171892
Methane 0,025229 0,025229 0,049984 0,049984
Acetylene 0,000007 0,000007 0,000014 0,000014
Ethene 0,010099 0,010099 0,020009 0,020009
Ethane 0,006536 0,006536 0,012948 0,012948
Nitrogen 0,042903 0,042903 0,084997 0,084997
Water 0,000061 0,000061 0,601493 0,601493
N-Tridecane 0,000000 0,000000 0,037737 0,037737
Stream No, 17 18 19 20
Stream Name
Temp C 80,0015 20,0000 20,0082 20,0000
Pres bar 1,0132 1,0132 1,0132 1,0133
Enth kJ/s -24869, -25269, -39496, -11370,
Vapor mole fraction 0,00000 8,5599E-006 0,00000 1,0000
Total kmol/s 0,0882 0,0882 0,1379 0,0289
Total kg/s 1,5896 1,5896 2,4847 1,2709
Total std L m3/h 5,7229 5,7229 8,9458 5,5322
Total std V m3/h 7119,69 7119,69 11127,49 2330,03
Component mole fractions
Carbon Monoxide 0,000002 0,000002 0,000005 0,000000
Hydrogen 0,000001 0,000001 0,000003 0,000000
Carbon Dioxide 0,000009 0,000009 0,000090 1,000000
Methane 0,000001 0,000001 0,000003 0,000000
Acetylene 0,000035 0,000035 0,000016 0,000000
Ethene 0,000001 0,000001 0,000003 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,000000 0,000000 0,000001 0,000000
Water 0,999951 0,999951 0,999878 0,000000
N-Tridecane 0,000000 0,000000 0,000000 0,000000
Stream No, 21
Stream Name
Temp C 20,0034
Pres bar 1,0133
Enth kJ/s -197,08
Vapor mole fraction 0,00000
Total kmol/s 0,0007
Total kg/s 0,0124
Total std L m3/h 0,0447
Total std V m3/h 55,55
Component mole fractions
Carbon Monoxide 0,000007
Hydrogen 0,000004
Carbon Dioxide 0,000000
Methane 0,000004
Acetylene 0,000282
Ethene 0,000004
Ethane 0,000000
Nitrogen 0,000001
Water 0,999698
N-Tridecane 0,000000

XXVIII
9.5 MeOH med het gasrening
Stream No, 1 2 3 4
Stream Name Rå syngas
Temp C 830,0000* 780,0000 780,0000 780,0000
Pres bar 1,0132 1,0132 1,0132 1,0132
Enth kJ/s -60259, -61091, -14105, -46987,
Vapor mole fraction 1,0000 1,0000 1,0000 1,0000
Total kmol/s 0,3823 0,3823 0,1478 0,2345
Total kg/s 7,6690 7,6690 3,3480 4,3210
Total std L m3/h 38,0089 38,0089 20,8359 17,1730
Total std V m3/h 30847,86 30847,86 11928,29 18919,57
Component mole fractions
Carbon Monoxide 0,135383 0,135383 0,350116 0,000000
Hydrogen 0,102636 0,102636 0,265427 0,000000
Carbon Dioxide 0,073882 0,073882 0,191066 0,000000
Methane 0,049121 0,049121 0,127033 0,000000
Acetylene 0,004193 0,004193 0,000000 0,006837
Ethene 0,016873 0,016873 0,000000 0,027511
Ethane 0,004193 0,004193 0,000000 0,006837
Nitrogen 0,025659 0,025659 0,066357 0,000000
Water 0,588059 0,588059 0,000000 0,958815
Methanol 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 5 6 7 8
Stream Name Tjäror
Temp C 780,0000* 779,9899 780,0000 779,9756
Pres bar 1,0113* 1,0113 1,0113 1,0113
Enth kJ/s 421,96 -46565, -42631, -56736,
Vapor mole fraction 1,0000 1,0000 1,0000 1,0000
Total kmol/s 0,0012 0,2357 0,2831 0,4310
Total kg/s 0,1750 4,4960 4,4960 7,8440
Total std L m3/h 0,6149 17,7879 22,6322 43,4681
Total std V m3/h 99,30 19018,87 22846,00 34774,29
Component mole fractions
Carbon Monoxide 0,000000 0,000000 0,116026 0,196323
Hydrogen 0,000000 0,000000 0,205972 0,226366
Carbon Dioxide 0,000000 0,000000 0,000000 0,065540
Methane 0,000000 0,000000 0,000000 0,043575
Acetylene 0,000000 0,006801 0,000000 0,000000
Ethene 0,000000 0,027367 0,000000 0,000000
Ethane 0,000000 0,006801 0,000000 0,000000
Nitrogen 0,000000 0,000000 0,000000 0,022762
Water 0,000000 0,953809 0,678002 0,445434
Methanol 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 1,000000 0,005221 0,000000 0,000000
Stream No, 9 10 11 12
Stream Name
Temp C 779,9756 600,0000 1554,4171 800,0000
Pres bar 1,0113 1,0113 20,5000 20,5000
Enth kJ/s -56736, -59738, -42280, -56397,
Vapor mole fraction 1,0000 1,0000 1,0000 1,0000
Total kmol/s 0,4310 0,4310 0,4310 0,4310
Total kg/s 7,8440 7,8440 7,8440 7,8440
Total std L m3/h 43,4681 43,4681 43,4681 43,4681
Total std V m3/h 34774,29 34774,29 34774,29 34774,29
Component mole fractions
Carbon Monoxide 0,196323 0,196323 0,196323 0,196323
Hydrogen 0,226366 0,226366 0,226366 0,226366
Carbon Dioxide 0,065540 0,065540 0,065540 0,065540
Methane 0,043575 0,043575 0,043575 0,043575
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,022762 0,022762 0,022762 0,022762
Water 0,445434 0,445434 0,445434 0,445434
Methanol 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 13 14 15 16
Stream Name
Temp C 800,0000 60,0000 60,1348 60,1348

XXIX
Pres bar 19,5000 19,5000 19,5000 19,0000
Enth kJ/s -52704, -71225, -27246, -10269,
Vapor mole fraction 1,0000 0,66878 1,0000 0,99891
Total kmol/s 0,4680 0,4680 0,3129 0,2696
Total kg/s 7,8440 7,8440 5,0465 3,1415
Total std L m3/h 48,3759 48,3759 38,3006 30,0079
Total std V m3/h 37765,96 37765,96 25243,74 21751,06
Component mole fractions
Carbon Monoxide 0,188086 0,188086 0,281360 0,326540
Hydrogen 0,359552 0,359552 0,537855 0,624221
Carbon Dioxide 0,092641 0,092641 0,138358 0,000000
Methane 0,000515 0,000515 0,000771 0,000894
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,020959 0,020959 0,031353 0,036388
Water 0,338247 0,338247 0,010303 0,011957
Methanol 0,000000 0,000000 0,000000 0,000000
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 17 18 19 20
Stream Name
Temp C 250,0000 250,0000 20,0000 20,0000
Pres bar 50,0000 50,0000 50,0000 50,0000
Enth kJ/s -8735,4 -17551, -22005, -21834,
Vapor mole fraction 1,0000 1,0000 0,10411 0,10468
Total kmol/s 0,2696 0,0988 0,0988 0,0982
Total kg/s 3,1415 3,1415 3,1415 3,1307
Total std L m3/h 30,0079 14,1264 14,1264 14,0875
Total std V m3/h 21751,06 7969,39 7969,39 7921,03
Component mole fractions
Carbon Monoxide 0,326540 0,000005 0,000005 0,000005
Hydrogen 0,624221 0,000943 0,000943 0,000949
Carbon Dioxide 0,000000 0,026566 0,026566 0,026728
Methane 0,000894 0,002441 0,002441 0,002456
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,036388 0,099314 0,099314 0,099920
Water 0,011957 0,006069 0,006069 0,000000
Methanol 0,000000 0,864663 0,864663 0,869942
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 21 22 23 24
Stream Name
Temp C 779,9756 60,1348 20,0000 198,9932
Pres bar 1,0113 19,5000 19,5000 50,0000
Enth kJ/s -0,0032492 -43978, -44449, -9145,6
Vapor mole fraction 1,0000 0,00000 0,00020525 1,0000
Total kmol/s 0,0000 0,1552 0,1552 0,2696
Total kg/s 0,0000 2,7975 2,7975 3,1415
Total std L m3/h 0,0000 10,0754 10,0754 30,0079
Total std V m3/h 0,00 12522,22 12522,22 21751,06
Component mole fractions
Carbon Monoxide 0,000000 0,000054 0,000054 0,326540
Hydrogen 0,000000 0,000107 0,000107 0,624221
Carbon Dioxide 0,000000 0,000479 0,000479 0,000000
Methane 0,000000 0,000000 0,000000 0,000894
Acetylene 0,011949 0,000000 0,000000 0,000000
Ethene 0,033730 0,000000 0,000000 0,000000
Ethane 0,013267 0,000000 0,000000 0,000000
Nitrogen 0,000000 0,000004 0,000004 0,036388
Water 0,000000 0,999356 0,999356 0,011957
Methanol 0,941054 0,000000 0,000000 0,000000
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 25 26
Stream Name
Temp C 60,1348 20,0000
Pres bar 19,0000 50,0000
Enth kJ/s -17004, -171,66
Vapor mole fraction 1,0000 0,00000
Total kmol/s 0,0433 0,0006
Total kg/s 1,9050 0,0108

XXX
Total std L m3/h 8,2926 0,0389
Total std V m3/h 3492,67 48,36
Component mole fractions
Carbon Monoxide 0,000000 0,000000
Hydrogen 0,000000 0,000000
Carbon Dioxide 1,000000 0,000000
Methane 0,000000 0,000000
Acetylene 0,000000 0,000000
Ethene 0,000000 0,000000
Ethane 0,000000 0,000000
Nitrogen 0,000000 0,000000
Water 0,000000 1,000000
Methanol 0,000000 0,000000
1-Methylnaphthal 0,000000 0,000000

XXXI
9.6 MeOH med kall gasrening
Stream No, 1 2 3 4
Stream Name Rå syngas
Temp C 830,0000* 500,0000 80,0000 80,0015
Pres bar 1,0132 1,0132 1,0132 1,0132
Enth kJ/s -61634, -67015, -76713, -51843,
Vapor mole fraction 1,0000 1,0000 0,77436 1,0000
Total kmol/s 0,3910 0,3910 0,3910 0,3028
Total kg/s 7,8440 7,8440 7,8440 6,2544
Total std L m3/h 38,8762 38,8762 38,8762 33,1533
Total std V m3/h 31551,77 31551,77 31551,77 24432,07
Component mole fractions
Carbon Monoxide 0,135383 0,135383 0,135383 0,174835
Hydrogen 0,102636 0,102636 0,102636 0,132544
Carbon Dioxide 0,073882 0,073882 0,073882 0,095409
Methane 0,049121 0,049121 0,049121 0,063435
Acetylene 0,004193 0,004193 0,004193 0,005405
Ethene 0,016873 0,016873 0,016873 0,021790
Ethane 0,004193 0,004193 0,004193 0,005415
Nitrogen 0,025659 0,025659 0,025659 0,033136
Water 0,588059 0,588059 0,588059 0,468030
Methanol 0,000000 0,000000 0,000000 0,000000
Stream No, 5 6 7 8
Stream Name
Temp C 20,0000 20,0082 20,0000 20,0002
Pres bar 1,0132 1,0132 1,0133 1,0133
Enth kJ/s -58525, -19029, -8275,6 -8011,4
Vapor mole fraction 0,54460 1,0000 0,99269 1,0000
Total kmol/s 0,3028 0,1649 0,1261 0,1252
Total kg/s 6,2544 3,7697 2,2219 2,2052
Total std L m3/h 33,1533 24,2076 16,0246 15,9648
Total std V m3/h 24432,07 13304,57 10178,03 10103,60
Component mole fractions
Carbon Monoxide 0,174835 0,321056 0,419680 0,422771
Hydrogen 0,132544 0,243398 0,318166 0,320510
Carbon Dioxide 0,095409 0,175130 0,000000 0,000000
Methane 0,063435 0,116488 0,152272 0,153393
Acetylene 0,005405 0,009912 0,000000 0,000000
Ethene 0,021790 0,040011 0,000000 0,000000
Ethane 0,005415 0,009944 0,000000 0,000000
Nitrogen 0,033136 0,060849 0,079541 0,080127
Water 0,468030 0,023211 0,030341 0,023198
Methanol 0,000000 0,000000 0,000000 0,000000
Stream No, 9 10 11 12
Stream Name
Temp C 20,0000* 20,0001 132,4731 800,0000
Pres bar 1,0133* 1,0133 20,0000 20,0000
Enth kJ/s -12718, -20730, -19226, -14089,
Vapor mole fraction 0,00000 0,73820 0,84377 1,0000
Total kmol/s 0,0444 0,1696 0,1696 0,1696
Total kg/s 0,8000 3,0052 3,0052 3,0052
Total std L m3/h 2,8800 18,8448 18,8448 18,8448
Total std V m3/h 3583,20 13686,80 13686,80 13686,80
Component mole fractions
Carbon Monoxide 0,000000 0,312090 0,312090 0,312090
Hydrogen 0,000000 0,236600 0,236600 0,236600
Carbon Dioxide 0,000000 0,000000 0,000000 0,000000
Methane 0,000000 0,113235 0,113235 0,113235
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,000000 0,059150 0,059150 0,059150
Water 1,000000 0,278924 0,278924 0,278924
Methanol 0,000000 0,000000 0,000000 0,000000
Stream No, 13 14 15 16
Stream Name
Temp C 800,0000 1163,5479 250,0000 20,0002
Pres bar 19,0000 50,0000 50,0000 1,0133
Enth kJ/s -10777, -8075,8 -14566, -264,19
Vapor mole fraction 1,0000 1,0000 1,0000 0,00000
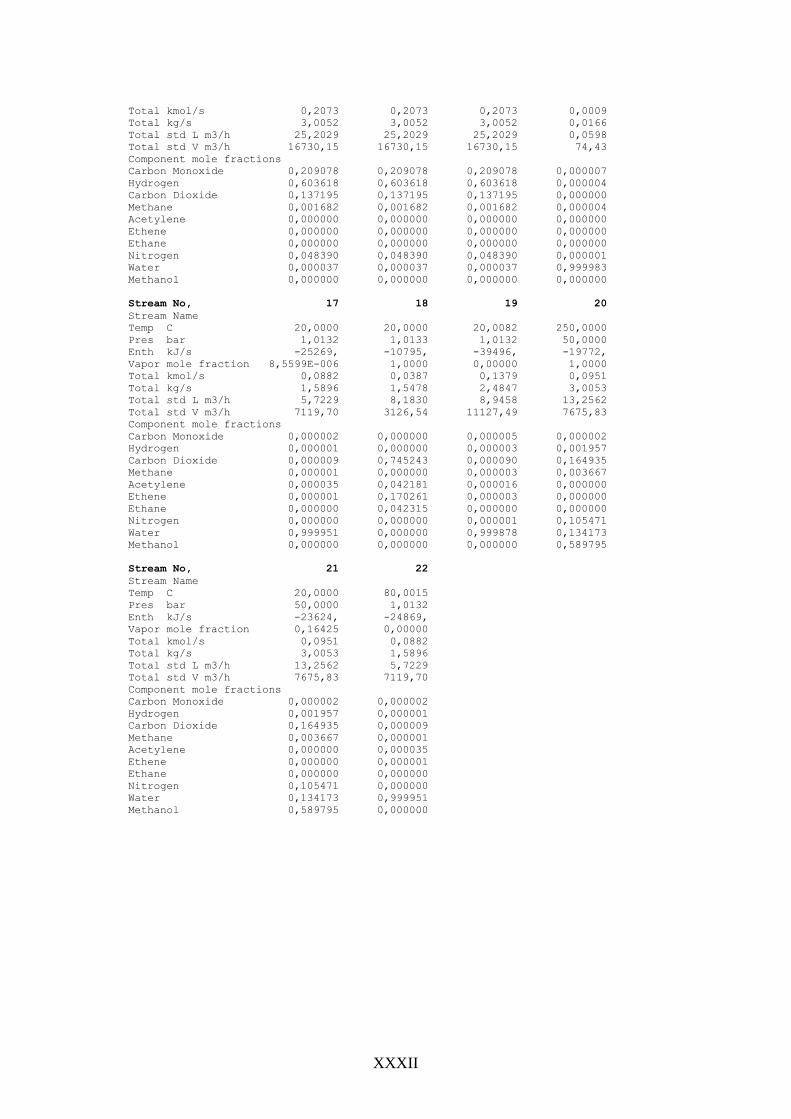
XXXII
Total kmol/s 0,2073 0,2073 0,2073 0,0009
Total kg/s 3,0052 3,0052 3,0052 0,0166
Total std L m3/h 25,2029 25,2029 25,2029 0,0598
Total std V m3/h 16730,15 16730,15 16730,15 74,43
Component mole fractions
Carbon Monoxide 0,209078 0,209078 0,209078 0,000007
Hydrogen 0,603618 0,603618 0,603618 0,000004
Carbon Dioxide 0,137195 0,137195 0,137195 0,000000
Methane 0,001682 0,001682 0,001682 0,000004
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,048390 0,048390 0,048390 0,000001
Water 0,000037 0,000037 0,000037 0,999983
Methanol 0,000000 0,000000 0,000000 0,000000
Stream No, 17 18 19 20
Stream Name
Temp C 20,0000 20,0000 20,0082 250,0000
Pres bar 1,0132 1,0133 1,0132 50,0000
Enth kJ/s -25269, -10795, -39496, -19772,
Vapor mole fraction 8,5599E-006 1,0000 0,00000 1,0000
Total kmol/s 0,0882 0,0387 0,1379 0,0951
Total kg/s 1,5896 1,5478 2,4847 3,0053
Total std L m3/h 5,7229 8,1830 8,9458 13,2562
Total std V m3/h 7119,70 3126,54 11127,49 7675,83
Component mole fractions
Carbon Monoxide 0,000002 0,000000 0,000005 0,000002
Hydrogen 0,000001 0,000000 0,000003 0,001957
Carbon Dioxide 0,000009 0,745243 0,000090 0,164935
Methane 0,000001 0,000000 0,000003 0,003667
Acetylene 0,000035 0,042181 0,000016 0,000000
Ethene 0,000001 0,170261 0,000003 0,000000
Ethane 0,000000 0,042315 0,000000 0,000000
Nitrogen 0,000000 0,000000 0,000001 0,105471
Water 0,999951 0,000000 0,999878 0,134173
Methanol 0,000000 0,000000 0,000000 0,589795
Stream No, 21 22
Stream Name
Temp C 20,0000 80,0015
Pres bar 50,0000 1,0132
Enth kJ/s -23624, -24869,
Vapor mole fraction 0,16425 0,00000
Total kmol/s 0,0951 0,0882
Total kg/s 3,0053 1,5896
Total std L m3/h 13,2562 5,7229
Total std V m3/h 7675,83 7119,70
Component mole fractions
Carbon Monoxide 0,000002 0,000002
Hydrogen 0,001957 0,000001
Carbon Dioxide 0,164935 0,000009
Methane 0,003667 0,000001
Acetylene 0,000000 0,000035
Ethene 0,000000 0,000001
Ethane 0,000000 0,000000
Nitrogen 0,105471 0,000000
Water 0,134173 0,999951
Methanol 0,589795 0,000000

XXXIII
9.7 SNG med het gasrening
Stream No, 1 2 3 4
Stream Name Rå syngas
Temp C 830,0000* 780,0000 780,0000 780,0000
Pres bar 1,0132 1,0132 1,0132 1,0132
Enth kJ/s -60259, -61091, -14105, -46987,
Vapor mole fraction 1,0000 1,0000 1,0000 1,0000
Total kmol/s 0,3823 0,3823 0,1478 0,2345
Total kg/s 7,6690 7,6690 3,3480 4,3210
Total std L m3/h 38,0089 38,0089 20,8359 17,1730
Total std V m3/h 30847,86 30847,86 11928,29 18919,57
Component mole fractions
Carbon Monoxide 0,135383 0,135383 0,350116 0,000000
Hydrogen 0,102636 0,102636 0,265427 0,000000
Carbon Dioxide 0,073882 0,073882 0,191066 0,000000
Methane 0,049121 0,049121 0,127033 0,000000
Acetylene 0,004193 0,004193 0,000000 0,006837
Ethene 0,016873 0,016873 0,000000 0,027511
Ethane 0,004193 0,004193 0,000000 0,006837
Nitrogen 0,025659 0,025659 0,066357 0,000000
Water 0,588059 0,588059 0,000000 0,958815
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 5 6 7 8
Stream Name Tjäror
Temp C 780,0000* 779,9902 780,0000 779,9754
Pres bar 1,0113* 1,0113 1,0113 1,0113
Enth kJ/s 421,96 -46565, -42631, -56736,
Vapor mole fraction 1,0000 1,0000 1,0000 1,0000
Total kmol/s 0,0012 0,2357 0,2831 0,4310
Total kg/s 0,1750 4,4960 4,4960 7,8440
Total std L m3/h 0,6149 17,7879 22,6322 43,4681
Total std V m3/h 99,30 19018,87 22846,00 34774,29
Component mole fractions
Carbon Monoxide 0,000000 0,000000 0,116026 0,196323
Hydrogen 0,000000 0,000000 0,205972 0,226366
Carbon Dioxide 0,000000 0,000000 0,000000 0,065540
Methane 0,000000 0,000000 0,000000 0,043575
Acetylene 0,000000 0,006801 0,000000 0,000000
Ethene 0,000000 0,027367 0,000000 0,000000
Ethane 0,000000 0,006801 0,000000 0,000000
Nitrogen 0,000000 0,000000 0,000000 0,022762
Water 0,000000 0,953809 0,678003 0,445434
1-Methylnaphthal 1,000000 0,005221 0,000000 0,000000
Stream No, 9 10 11 12
Stream Name
Temp C 779,9754 600,0000 500,0000 500,0000
Pres bar 1,0113 1,0113 1,0113 1,0113
Enth kJ/s -56736, -59738, -61341, -62612,
Vapor mole fraction 1,0000 1,0000 1,0000 1,0000
Total kmol/s 0,4310 0,4310 0,4310 0,4310
Total kg/s 7,8440 7,8440 7,8440 7,8440
Total std L m3/h 43,4681 43,4681 43,4681 47,0738
Total std V m3/h 34774,29 34774,29 34774,29 34774,29
Component mole fractions
Carbon Monoxide 0,196323 0,196323 0,196323 0,116244
Hydrogen 0,226366 0,226366 0,226366 0,306446
Carbon Dioxide 0,065540 0,065540 0,065540 0,145619
Methane 0,043575 0,043575 0,043575 0,043575
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,022762 0,022762 0,022762 0,022762
Water 0,445434 0,445434 0,445434 0,365355
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 13 14 15 16
Stream Name
Temp C 60,0000 60,0010 291,4917 60,0000
Pres bar 1,0113 1,0113 5,5000 5,5000
Enth kJ/s -73098, -47558, -44897, -49987,
Vapor mole fraction 0,79089 1,0000 1,0000 0,83269
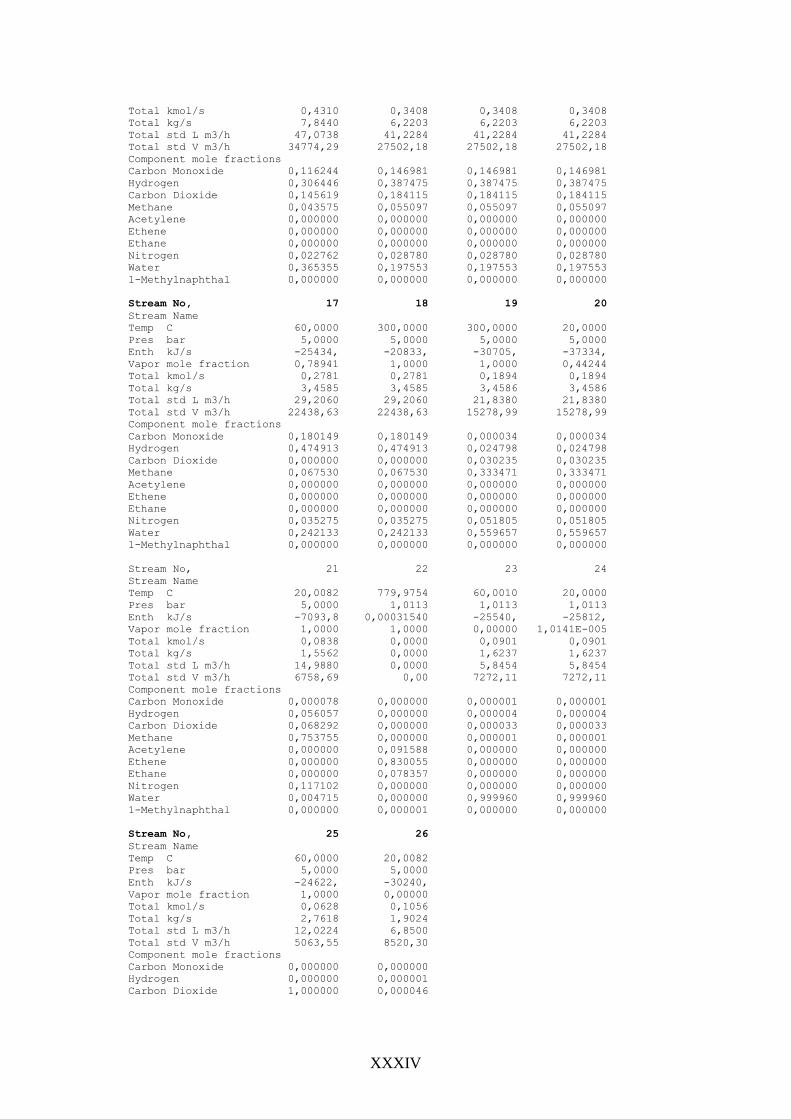
XXXIV
Total kmol/s 0,4310 0,3408 0,3408 0,3408
Total kg/s 7,8440 6,2203 6,2203 6,2203
Total std L m3/h 47,0738 41,2284 41,2284 41,2284
Total std V m3/h 34774,29 27502,18 27502,18 27502,18
Component mole fractions
Carbon Monoxide 0,116244 0,146981 0,146981 0,146981
Hydrogen 0,306446 0,387475 0,387475 0,387475
Carbon Dioxide 0,145619 0,184115 0,184115 0,184115
Methane 0,043575 0,055097 0,055097 0,055097
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,022762 0,028780 0,028780 0,028780
Water 0,365355 0,197553 0,197553 0,197553
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 17 18 19 20
Stream Name
Temp C 60,0000 300,0000 300,0000 20,0000
Pres bar 5,0000 5,0000 5,0000 5,0000
Enth kJ/s -25434, -20833, -30705, -37334,
Vapor mole fraction 0,78941 1,0000 1,0000 0,44244
Total kmol/s 0,2781 0,2781 0,1894 0,1894
Total kg/s 3,4585 3,4585 3,4586 3,4586
Total std L m3/h 29,2060 29,2060 21,8380 21,8380
Total std V m3/h 22438,63 22438,63 15278,99 15278,99
Component mole fractions
Carbon Monoxide 0,180149 0,180149 0,000034 0,000034
Hydrogen 0,474913 0,474913 0,024798 0,024798
Carbon Dioxide 0,000000 0,000000 0,030235 0,030235
Methane 0,067530 0,067530 0,333471 0,333471
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,035275 0,035275 0,051805 0,051805
Water 0,242133 0,242133 0,559657 0,559657
1-Methylnaphthal 0,000000 0,000000 0,000000 0,000000
Stream No, 21 22 23 24
Stream Name
Temp C 20,0082 779,9754 60,0010 20,0000
Pres bar 5,0000 1,0113 1,0113 1,0113
Enth kJ/s -7093,8 0,00031540 -25540, -25812,
Vapor mole fraction 1,0000 1,0000 0,00000 1,0141E-005
Total kmol/s 0,0838 0,0000 0,0901 0,0901
Total kg/s 1,5562 0,0000 1,6237 1,6237
Total std L m3/h 14,9880 0,0000 5,8454 5,8454
Total std V m3/h 6758,69 0,00 7272,11 7272,11
Component mole fractions
Carbon Monoxide 0,000078 0,000000 0,000001 0,000001
Hydrogen 0,056057 0,000000 0,000004 0,000004
Carbon Dioxide 0,068292 0,000000 0,000033 0,000033
Methane 0,753755 0,000000 0,000001 0,000001
Acetylene 0,000000 0,091588 0,000000 0,000000
Ethene 0,000000 0,830055 0,000000 0,000000
Ethane 0,000000 0,078357 0,000000 0,000000
Nitrogen 0,117102 0,000000 0,000000 0,000000
Water 0,004715 0,000000 0,999960 0,999960
1-Methylnaphthal 0,000000 0,000001 0,000000 0,000000
Stream No, 25 26
Stream Name
Temp C 60,0000 20,0082
Pres bar 5,0000 5,0000
Enth kJ/s -24622, -30240,
Vapor mole fraction 1,0000 0,00000
Total kmol/s 0,0628 0,1056
Total kg/s 2,7618 1,9024
Total std L m3/h 12,0224 6,8500
Total std V m3/h 5063,55 8520,30
Component mole fractions
Carbon Monoxide 0,000000 0,000000
Hydrogen 0,000000 0,000001
Carbon Dioxide 1,000000 0,000046

XXXV
Methane 0,000000 0,000083
Acetylene 0,000000 0,000000
Ethene 0,000000 0,000000
Ethane 0,000000 0,000000
Nitrogen 0,000000 0,000008
Water 0,000000 0,999862
1-Methylnaphthal 0,000000 0,000000

XXXVI
9.8 SNG med kall gasrening
Stream No, 1 2 3 4
Stream Name Rå syngas
Temp C 830,0000* 500,0000 500,0000 80,0000
Pres bar 1,0132 1,0132 1,0132 1,0132
Enth kJ/s -61634, -67015, -68112, -75595,
Vapor mole fraction 1,0000 1,0000 1,0000 0,91750
Total kmol/s 0,3910 0,3910 0,3910 0,3910
Total kg/s 7,8440 7,8440 7,8440 7,8440
Total std L m3/h 38,8762 38,8762 41,9871 41,9871
Total std V m3/h 31551,77 31551,77 31551,77 31551,77
Component mole fractions
Carbon Monoxide 0,135383 0,135383 0,059236 0,059236
Hydrogen 0,102636 0,102636 0,178783 0,178783
Carbon Dioxide 0,073882 0,073882 0,150029 0,150029
Methane 0,049121 0,049121 0,049121 0,049121
Acetylene 0,004193 0,004193 0,004193 0,004193
Ethene 0,016873 0,016873 0,016873 0,016873
Ethane 0,004193 0,004193 0,004193 0,004193
Nitrogen 0,025659 0,025659 0,025659 0,025659
Water 0,588059 0,588059 0,511912 0,511912
Stream No, 5 6 7 8
Stream Name
Temp C 80,0013 20,0000 20,0106 20,0000
Pres bar 1,0132 1,0132 1,0132 1,0133
Enth kJ/s -66502, -74428, -27628, -5187,0
Vapor mole fraction 1,0000 0,54461 1,0000 0,98715
Total kmol/s 0,3588 0,3588 0,1954 0,1268
Total kg/s 7,2628 7,2628 4,3185 1,4606
Total std L m3/h 39,8947 39,8947 29,2939 15,4081
Total std V m3/h 28948,65 28948,65 15763,68 10235,21
Component mole fractions
Carbon Monoxide 0,064563 0,064563 0,118562 0,182603
Hydrogen 0,194859 0,194859 0,357840 0,551124
Carbon Dioxide 0,163519 0,163519 0,300169 0,000000
Methane 0,053538 0,053538 0,098317 0,151422
Acetylene 0,004568 0,004568 0,008378 0,000000
Ethene 0,018390 0,018390 0,033770 0,000000
Ethane 0,004570 0,004570 0,008393 0,000000
Nitrogen 0,027966 0,027966 0,051357 0,079097
Water 0,468026 0,468026 0,023215 0,035754
Stream No, 9 10 11 12
Stream Name
Temp C 20,0000 229,1745 300,0000 300,0000
Pres bar 1,0133 5,0000 5,0000 5,0000
Enth kJ/s -4720,0 -3905,2 -3615,6 -8559,6
Vapor mole fraction 1,0000 1,0000 1,0000 1,0000
Total kmol/s 0,1252 0,1252 0,1252 0,0799
Total kg/s 1,4313 1,4313 1,4313 1,4313
Total std L m3/h 15,3023 15,3023 15,3023 11,2875
Total std V m3/h 10103,64 10103,64 10103,64 6447,73
Component mole fractions
Carbon Monoxide 0,184981 0,184981 0,184981 0,000016
Hydrogen 0,558301 0,558301 0,558301 0,030698
Carbon Dioxide 0,000000 0,000000 0,000000 0,006346
Methane 0,153393 0,153393 0,153393 0,523872
Acetylene 0,000000 0,000000 0,000000 0,000000
Ethene 0,000000 0,000000 0,000000 0,000000
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,080127 0,080127 0,080127 0,125560
Water 0,023198 0,023198 0,023198 0,313507
Stream No, 13 14 15 16
Stream Name
Temp C 20,0000 20,0213 80,0013 20,0000
Pres bar 5,0000 5,0000 1,0132 1,0132
Enth kJ/s -10509, -3408,4 -9092,9 -9239,1
Vapor mole fraction 0,68976 1,0000 0,00000 8,7975E-006
Total kmol/s 0,0799 0,0551 0,0323 0,0323
Total kg/s 1,4313 0,9845 0,5812 0,5812
Total std L m3/h 11,2875 9,6790 2,0924 2,0924
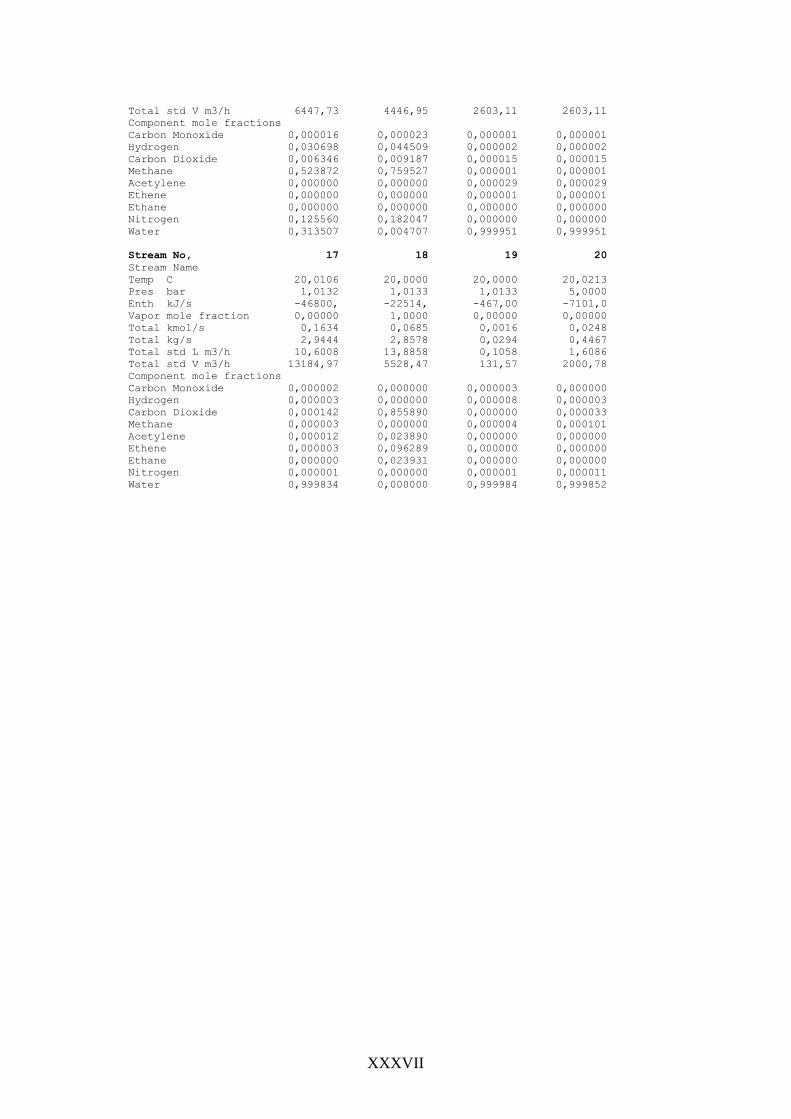
XXXVII
Total std V m3/h 6447,73 4446,95 2603,11 2603,11
Component mole fractions
Carbon Monoxide 0,000016 0,000023 0,000001 0,000001
Hydrogen 0,030698 0,044509 0,000002 0,000002
Carbon Dioxide 0,006346 0,009187 0,000015 0,000015
Methane 0,523872 0,759527 0,000001 0,000001
Acetylene 0,000000 0,000000 0,000029 0,000029
Ethene 0,000000 0,000000 0,000001 0,000001
Ethane 0,000000 0,000000 0,000000 0,000000
Nitrogen 0,125560 0,182047 0,000000 0,000000
Water 0,313507 0,004707 0,999951 0,999951
Stream No, 17 18 19 20
Stream Name
Temp C 20,0106 20,0000 20,0000 20,0213
Pres bar 1,0132 1,0133 1,0133 5,0000
Enth kJ/s -46800, -22514, -467,00 -7101,0
Vapor mole fraction 0,00000 1,0000 0,00000 0,00000
Total kmol/s 0,1634 0,0685 0,0016 0,0248
Total kg/s 2,9444 2,8578 0,0294 0,4467
Total std L m3/h 10,6008 13,8858 0,1058 1,6086
Total std V m3/h 13184,97 5528,47 131,57 2000,78
Component mole fractions
Carbon Monoxide 0,000002 0,000000 0,000003 0,000000
Hydrogen 0,000003 0,000000 0,000008 0,000003
Carbon Dioxide 0,000142 0,855890 0,000000 0,000033
Methane 0,000003 0,000000 0,000004 0,000101
Acetylene 0,000012 0,023890 0,000000 0,000000
Ethene 0,000003 0,096289 0,000000 0,000000
Ethane 0,000000 0,023931 0,000000 0,000000
Nitrogen 0,000001 0,000000 0,000001 0,000011
Water 0,999834 0,000000 0,999984 0,999852

XXXVIII
10 Appendix D: Indata för Pinch-analys I Appendix D presenteras indata för Pinch-analysen som extraherats från
CHEMCAD, tabellerna är sorterade enligt Tabell 10-1. Enhets-ID svara till
numreringen i cirkulära skyltar i simuleringsmodellerna som presenteras i
Appendix B.
Tabell 10-1. Förteckning för Appendix D.
Delavsnitt i Appendix D Tabell Indata for Pinch-analys för:
10.1 10-2 HT-FT-Bensin med het gasrening.
10.2 10-3 HT-FT-Bensin med kall gasrening.
10.3 10-4 LT-FT-Diesel med het gasrening
10.4 10-5 LT-FT-Diesel med kall gasrening
10.5 10-6 MeOH med het gasrening
10.6 10-7 MeOH med kall gasrening
10.7 10-8 SNG med het gasrening
10.8 10-9 SNG med kall gasrening
10.1 HT-FT-bensin med het gasrening
Tabell 10-2. HT-FT-Bensin med het gasrening.
Ström (Enhets-ID) Typ av ström Tstart [°C] Tmål [°C] Last [kW]
Ångproduktion för
förgasning
C 20 100 1026
Ångproduktion för
förgasning, endoterm
C 100 100 6928
Ångproduktion för
förgasning
C 100 400 1845
Efter cyklon (1) H 830 780 832
Efter krackning (7) H 780 600 3002
Arbete för kompression
(8)
- - - 17457 kW (elektrisk)
Innan SMR/WGS (9) H 1550 800 14117
SMR/WGS, endoterm
(10)
C 800 800 3693
Innan PSA (11) H 800 60 18521
Efter PSA (14) C 60 300 1926
HT-FT-Syntes, exoterm
(15)
H 300 300 13788
Efter syntes (16) H 300 20 5784
Kylning av vatten-
kondensat (19)
H 60 20 471

XXXIX
10.2 HT-FT-Bensin med kall gasrening
Tabell 10-3. HT-FT-Bensin med kall gasrening.
Ström (Enhets-ID) Typ av ström Tstart [°C] Tmål [°C] Last [kW]
Ångproduktion för
förgasning
C 20 100 1026
Ångproduktion för
förgasning, endoterm
C 100 100 6928
Ångproduktion för
förgasning
C 100 400 1845
Efter cyklon (1) H 830 500 5381
Innan OLGA (2) H 500 80 9698
Efter OLGA (4) H 80 20 6681
Kondenserat vatten (15) H 80 20 400
MEA reboiler 3,7 MJ/kg
separerad CO2 (1,27 kg/s)
(6)
C 115 115 4699
MEA reboiler, 20 % av
ovan återvinns (6)
H 90 40 940
Kompression (9) - - - 1536 kW (elektrisk)
Innan SMR/WGS (10) C 130 800 4089
SMR/WGS, endoterm
(11)
C 800 800 3615
Innan syntes (12) H 800 300 3116
Syntes, exoterm (13) H 300 300 8806
Kylning efter syntes (14) H 300 20 3875
10.3 LT-FT-Diesel med het gasrening
Tabell 10-4. LT-FT-Diesel med het gasrening.
Ström (Enhets-ID) Typ av ström Tstart [°C] Tmål [°C] Last [kW]
Ångproduktion för
förgasning
C 20 100 1026
Ångproduktion för
förgasning, endoterm
C 100 100 6928
Ångproduktion för
förgasning
C 100 400 1845
Efter cyklon (1) H 830 780 832
Efter krackning (7) H 780 600 3002
Arbete för kompression (8) - - - 17457 kW (elektrisk)
Innan SMR/WGS (9) H 1550 800 14117
SMR/WGS, endoterm (10) C 800 800 3693
Innan PSA (11) H 800 60 18521
Efter PSA (14) C 60 200 1125
LT-FT-Syntes, exoterm
(15)
H 200 200 13872
Efter syntes (16) H 200 20 4715
Kylning av vatten-
kondensat (19)
H 60 20 471
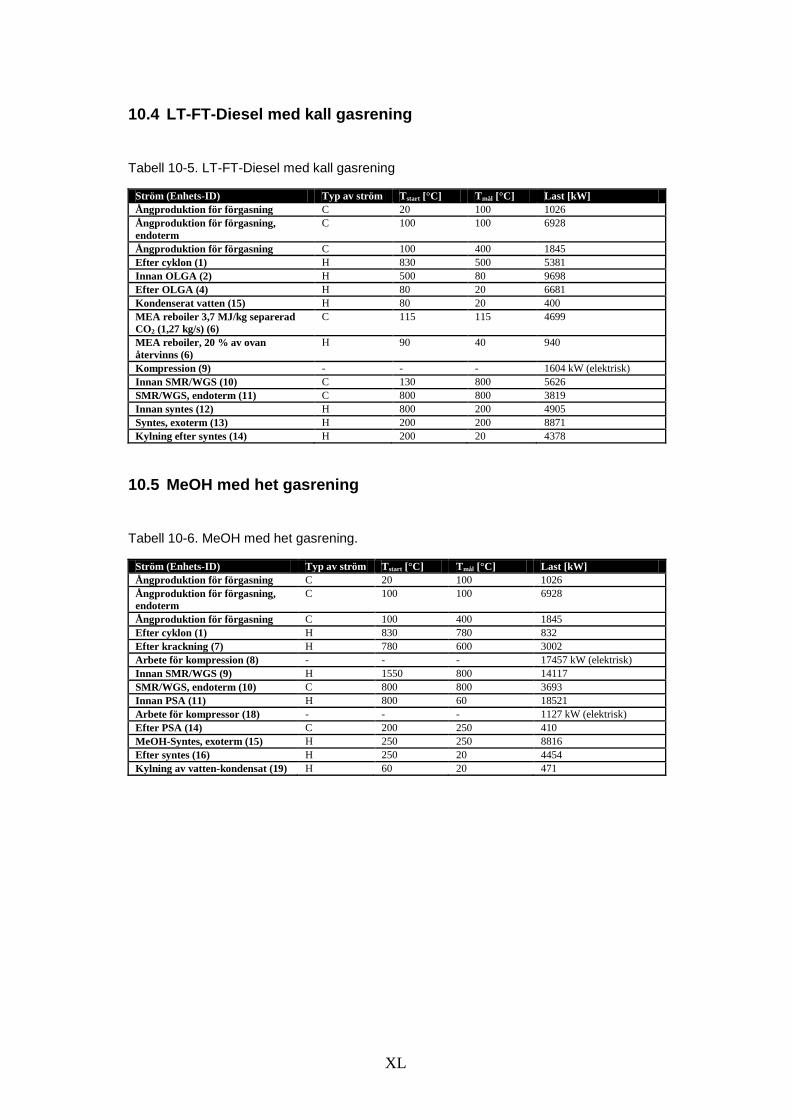
XL
10.4 LT-FT-Diesel med kall gasrening
Tabell 10-5. LT-FT-Diesel med kall gasrening
Ström (Enhets-ID) Typ av ström Tstart [°C] Tmål [°C] Last [kW]
Ångproduktion för förgasning C 20 100 1026
Ångproduktion för förgasning,
endoterm
C 100 100 6928
Ångproduktion för förgasning C 100 400 1845
Efter cyklon (1) H 830 500 5381
Innan OLGA (2) H 500 80 9698
Efter OLGA (4) H 80 20 6681
Kondenserat vatten (15) H 80 20 400
MEA reboiler 3,7 MJ/kg separerad
CO2 (1,27 kg/s) (6)
C 115 115 4699
MEA reboiler, 20 % av ovan
återvinns (6)
H 90 40 940
Kompression (9) - - - 1604 kW (elektrisk)
Innan SMR/WGS (10) C 130 800 5626
SMR/WGS, endoterm (11) C 800 800 3819
Innan syntes (12) H 800 200 4905
Syntes, exoterm (13) H 200 200 8871
Kylning efter syntes (14) H 200 20 4378
10.5 MeOH med het gasrening
Tabell 10-6. MeOH med het gasrening.
Ström (Enhets-ID) Typ av ström Tstart [°C] Tmål [°C] Last [kW]
Ångproduktion för förgasning C 20 100 1026
Ångproduktion för förgasning,
endoterm
C 100 100 6928
Ångproduktion för förgasning C 100 400 1845
Efter cyklon (1) H 830 780 832
Efter krackning (7) H 780 600 3002
Arbete för kompression (8) - - - 17457 kW (elektrisk)
Innan SMR/WGS (9) H 1550 800 14117
SMR/WGS, endoterm (10) C 800 800 3693
Innan PSA (11) H 800 60 18521
Arbete för kompressor (18) - - - 1127 kW (elektrisk)
Efter PSA (14) C 200 250 410
MeOH-Syntes, exoterm (15) H 250 250 8816
Efter syntes (16) H 250 20 4454
Kylning av vatten-kondensat (19) H 60 20 471

XLI
10.6 MeOH med kall gasrening
Tabell 10-7. MeOH med kall gasrening.
Ström (Enhets-ID) Typ av ström Tstart [°C] Tmål [°C] Last [kW]
Ångproduktion för förgasning C 20 100 1026
Ångproduktion för förgasning,
endoterm
C 100 100 6928
Ångproduktion för förgasning C 100 400 1845
Efter cyklon (1) H 830 500 5381
Innan OLGA (2) H 500 80 9698
Efter OLGA (4) H 80 20 6682
Kondenserat vatten (15) H 80 20 400
MEA reboiler 3,7 MJ/kg
separerad CO2 (1,27 kg/s) (6)
C 115 115 4699
MEA reboiler, 20 % av ovan
återvinns (6)
H 90 40 940
Kompression (9) - - - 1504 kW (elektrisk)
Innan SMR/WGS (10) C 130 800 5137
SMR/WGS, endoterm (11) C 800 800 3312
Kompression - - - 2701 kW (elektrisk)
Innan syntes (12) H 1150 250 6491
Syntes, exoterm (13) H 250 250 5206
Kylning efter syntes (14) H 250 20 3852
10.7 SNG med het gasrening
Tabell 10-8. SNG med het gasrening.
Ström (Enhets-ID) Typ av ström Tstart [°C] Tmål [°C] Last [kW]
Ångproduktion för
förgasning
C 20 100 1026
Ångproduktion för
förgasning, endoterm
C 100 100 6928
Ångproduktion för
förgasning
C 100 400 1845
Efter cyklon (1) H 830 780 832
Efter tjärkrackning (7) H 780 600 3002
Innan WGS (8) H 600 500 1603
WGS (exoterm) (9) H 500 500 1272
Efter WGS (10) H 500 60 10486
Arbete för kompression (12) - - - 2661 (elektrisk)
Kylning innan PSA (13) H 290 60 5090
Innan metanisering (15) C 60 300 4601
Metanisering (exoterm) (16) H 300 300 9872
Kylning efter metanisering
(17)
H 300 20 6629
Kylning av vatten-kondensat
(19)
H 60 20 272

XLII
10.8 SNG med kall gasrening
Tabell 10-9. SNG med kall gasrening.
Ström (Enhets-ID) Typ av ström Tstart [°C] Tmål [°C] Last [kW]
Ångproduktion för
förgasning
C 20 100 1026
Ångproduktion för
förgasning, endoterm
C 100 100 6928
Ångproduktion för
förgasning
C 100 400 1845
Efter cyklon (1) H 830 500 5381
WGS (exoterm) (2) H 500 500 1097
Efter WGS (3) H 500 80 7483
Efter OLGA (5) H 80 20 7927
MEA reboiler 3,7 MJ/kg
separerad CO2 (7)
C 115 115 9546
MEA reboiler, 20 % av
ovan återvinns (7)
H 90 40 1909
Arbete för kompression (9) - - - 815 kW (elektrisk)
Innan metanisering (10) C 230 300 290
Metanisering (exoterm)
(11)
H 300 300 4944
Efter metanisering (12) H 300 20 1950
Kylning av vatten-
kondensat (14)
H 80 20 146

XLIII
11 Appendix E: GCC I Appendix E presenteras GCC för de olika fallen där det även är inritat hur kyl-
och värmebehov avlästs. Värmeintegrationen är gjort på ett sätt som minimerar
exergiförlusten. Kurvorna är sorterade enligt Tabell 11-1.
Tabell 11-1. Förteckning för Appendix E.
Delavsnitt i Appendix B Fig. GCC för produktion av:
11.1 11-1 HT-FT-Bensin med kall gasrening.
11.2 11-2 LT-FT-Diesel med het gasrening
11.3 11-3 LT-FT-Diesel med kall gasrening
11.4 11-4 MeOH med het gasrening
11.5 11-5 MeOH med kall gasrening
11.6 11-6 SNG med het gasrening
11.7 11-7 SNG med kall gasrening
11.1 HT-FT-Bensin med kall gasrening
Fig. 11-1. GCC för HT-FT-Bensin med kall gasrening.

XLIV
11.2 LT-FT-Diesel med het gasrening
Fig. 11-2. GCC för LT-FT-Diesel med het gasrening.
11.3 LT-FT-Diesel med kall gasrening
Fig. 11-3. GCC för LT-FT-Diesel med kall gasrening.

XLV
11.4 MeOH med het gasrening
Fig. 11-4. GCC för MeOH med het gasrening.
11.5 MeOH med kall gasrening
Fig. 11-5. GCC för MeOH med kall gasrening.
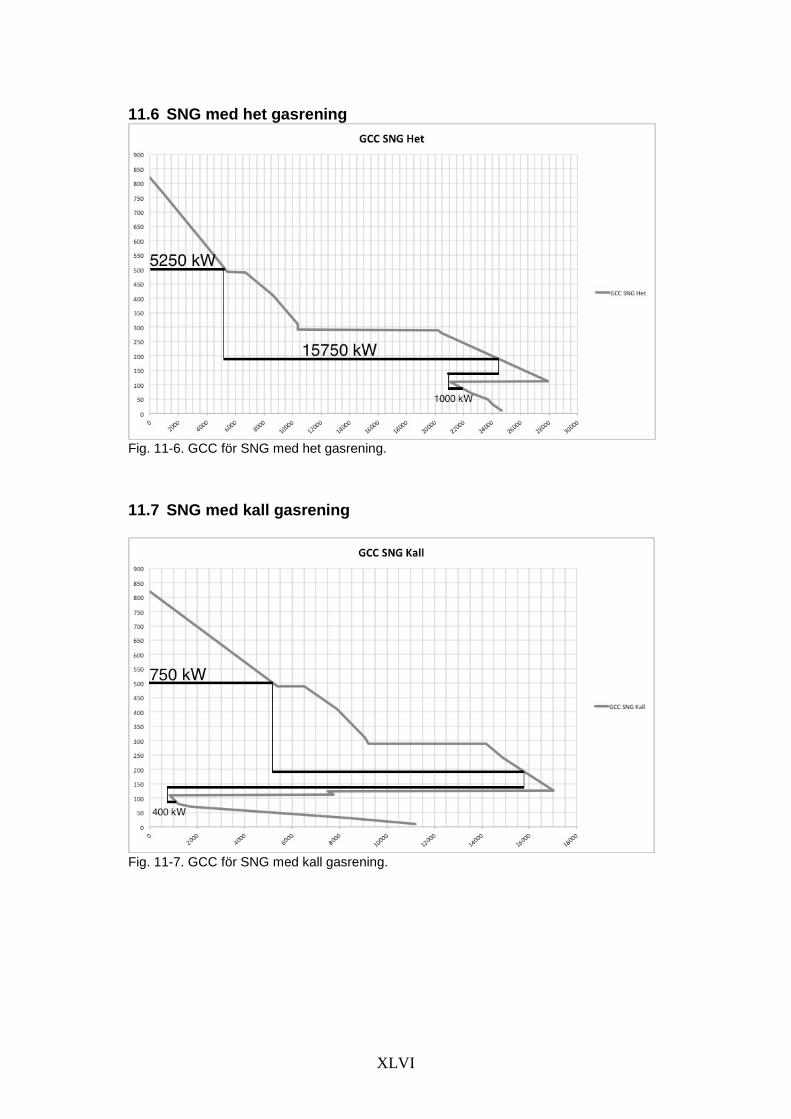
XLVI
11.6 SNG med het gasrening
Fig. 11-6. GCC för SNG med het gasrening.
11.7 SNG med kall gasrening
Fig. 11-7. GCC för SNG med kall gasrening.










![Programvara för framställning och administration av ... · PDF file• Klicka på svetsaren som ska redigeras i svetsarhanteringen. • Klicka på [Visa svetsare]. • Klicka på](https://img.pdfslide.tips/doc/110x75/5a9fa7e57f8b9a84178d2198/programvara-fr-framstllning-och-administration-av-klicka-p-svetsaren-som.jpg)


















