Embed Size (px)
DESCRIPTION
Chapter 11
Citation preview

Среди способов соединения самых различных деталей резьбовые соединения по своей технологичности, надежности и массовости применения не имеют себе равных. Без них невозможно представить себе ни одну машину в про-мышленном производстве или в быту, они широко применяются в различных отраслях народного хозяйства, в самых разных направлениях деятельности современного человека. Поэтому вопросам конструирования и изготовления резьбовых пластмассовых изделий, определению параметров резьбы деталей, полученных литьем под давлением, посвящено много работ. Значительно меньше в специальной литературе затрагивали тему оптимизации оснастки для отливки резьбовых изделий, которая включает в себя вопросы снижения стоимости изготовления форм, кардинального уменьшения объема ручного труда, роста производительности оснастки, улучшения качества изделий и другие факторы, повышающие конкурентоспособность продукции. В наше время, когда рынок предъявляет производству все более растущие требования, успешное решение этих вопросов приобрело первостепенное значение.
Еще в начале 1960-х годов, когда я начинал свою профессиональную де-ятельность, от конструктора оснастки требовали только получение изделия приемлемого качества. Экономика производства и непроявленные функцио-нальные возможности отлитой детали никого не интересовали. Для получения отверстий с внутренней резьбой применяли закладные резьбовые знаки, кото-рые устанавливали в разомкнутую форму и вручную выворачивали из изделия после его удаления из формы. В РТМ для конструкторов Карачаровского заво-да пластмасс приводился типовой чертеж такого знака, имевшего стопорную пластинчатую пружинку, зачеканенную в его цилиндрическую установочную часть. Для облегчения тяжелого труда литейщиков вместо отдельного ключа для свертывания знаков применяли ручные свертывающие машинки, позво-ляющие производить эту операцию быстрее или сразу с несколькими знаками. Широко использовали и так называемые кассетные формы, где резьбовые знаки устанавливались в съемную кассету с несколькими оформляющими полостями. После завершения процесса литья кассету с изделиями вынимали из разомкнутой формы, на ее место задвигали сменную кассета с вставленными знаками, а из изделий извлеченной кассеты выворачивали резьбовые знаки в перекрываемое литьевыми циклами время.
Некоторое представление об этой давно исчезнувшей оснастке можно составить по рис. 1, на котором изображена современная литьевая форма с кассетой похожей на упоминавшуюся выше. Но ее назначение и способ ис-пользования совершенно другие.
На рис. 2 представлена декоративная деталь «Вкладыш», отливаемая на этой форме из окрашенного полипропилена. Деталь, имеющая на своей ли-цевой поверхности выпуклый рисунок, благодаря своим конусным боковым поверхностям, защелкивается в конусном поднутрении крышки резьбовой пробки и служит ее украшением. В форме на «Вкладыш» сменная кассета 20 с вставками 14, оформляющими верхнюю стенку изделия с декоративным рисунком, задвигается в пазы направляющих планок 22, закрепленных на неподвижном фланце 15, к которому также крепится упорная планка 18. Кассета фиксируется стопорными винтами 29, а неподвижная полуформа, на которой она устанавливается, центрируется с подвижной полуформой, где оформляется остальная часть изделий, при помощи направляющих колонок 52 и направляющих втулок 50.
От ручного свинчивания до автоматического сброса резьбовых изделий в современной литьевой оснастке

16 От ручного свинчивания до автоматического сброса резьбовых изделий
Рис
. 1

17От ручного свинчивания до автоматического сброса резьбовых изделий
При необходимости изменения дизайна изде-лия установленная на машине форма размыкается, стопорные винты 29 отворачиваются и кассета 20, с помощью ручки 19 вынимается из пазов направля-ющих планок 22. На ее место до упора в планку 18 задвигается другая кассета 20 с новыми вставка-ми 14, имеющими другой декоративный рисунок, после чего новая кассета закрепляется стопорными винтами 29. Операция по смену дизайна изделия не требует снятия формы с машины и ее разборки и проходит за считанные минуты.
Подвижная полуформа состоит из обоймы пуансонов 13, опорной плиты 9, двух брусьев 5 и подвижного фланца 1, которые соединены и цен-трируются друг с другом при помощи втулок 50 и 51. Соединенные между собой сталкивающая плита 16 (с установленными в ней оформляющими вставками 13) и прижимная плита 12 в то же время примыкают к обойме пуансонов 13 и притираются к конусным поверхностям пуансонов 10. Тяги 55, направляемые направляющими втулками 61, со-единяют сталкивающую плиту 16 с соединенными между собой плитами 2 и 4, размещенными между брусьями 5 и примыкающими к подвижному флан-цу 1. К этим плитам примыкают соединенные друг с другом плита 7 (с установленными на ней охлаж-даемыми толкателями 8, толкателями 65 и возврат-ными толкателями 60) и плита 6, имеющая каналы, подводящие воду для охлаждения толкателей 8. Плиты 2, 4, 7 и 6 направляются колонками 54, с помощью направляющих втулок 53.
Для бездефектного удаления из формы изде-лий, которые имеют боковые конусные поднутре-ния, используется двухступенчатое выталкивание. С этой целью применен нормализованный сборный хвостовик. Входящий в него шток 21 ввернут в плиту 6. Надетая на шток втулка 66 ввернута в плиту 4. Когда при обратном ходе подвижной полу-формы шток 21 упрется в центральный толкатель литьевой машины, произойдет одновременное смещение плит 2, 4, 6 и 7 относительно брусьев 5, так как шток 21 был соединен с втулкой 66 с по-
мощью сухарей 68. Это обеспечит одновременную работу сталкивающей плиты (с вставками 13) и толкателей 8, снимающих изделия с пуансонов 10. При дальнейшем проскальзывании штока 21 и втулки 66 внутри корпуса 67, ввернутого в под-вижный фланец 1, сухари доходят до кольцевой проточки в ограничивающей их цилиндрической поверхности. Втулка 66 и связанные с нею плиты останавливаются, так как конусная поверхность кольцевой проточки штока 21 выдавливает су-хари 68 в кольцевую проточку корпуса 67 и ее сцепление с штоком 21 ликвидируется. Изделия выносятся из оформляющих вставков 13 про-должающими движение толкателями 8, при этом не происходит деформации их боковых стенок, имеющих конусное поднутрение, так как они могут пружинить поскольку их внутренние поверхности были освобождены от пуансонов 10 на первом этапе сталкивания. Литниковая система отделяется от изделий (при наличии туннельных впусков) и выносится из сталкивающей плиты 16 толкателя-ми 65 на втором этапе выталкивания отливки. Кро-ме водяного охлаждения толкателей 8 охлаждается и кассета 20 за счет воды, проходящей по каналам неподвижного фланца 15. Форма центрируется в крепежных плитах литьевой машины с помощью установочных дисков 58 и 59.
Возвращаясь к истории развития производства резьбовых изделий, следует сказать, что внедрение кассетных форм не внесло значительного улучше-ния в условия труда литейщиков, так как после каждого литьевого цикла им приходилось переме-щать тяжелые кассеты из формы на рабочий стол, где выворачивались и устанавливались резьбовые знаки, и снова возвращать их в форму. К каждой форме полагалось иметь не менее двух кассет. В то время когда обрабатывалась первая, вторая участвовала в литьевом процессе. Не произошло технической революции и тогда, когда при отно-сительно массовом литье резьбовых изделий для сокращения времени вспомогательной операции по вывертыванию знаков стали использоваться
Рис. 2

18 От ручного свинчивания до автоматического сброса резьбовых изделий
установки с редуктором и электроприводом. На них можно было быстро, не прилагая больших усилий, одновременно вывернуть знаки из изделий всей кассеты или резьбовой знак из крупного изделия. На рис. 3 изображена одна из таких установок, которые использовались на крупных литьевых производствах.
Оформление наружной резьбы при литье пластмассовых изделий изначально требовало несопоставимо меньше усилий, по сравнению с оформлением внутренней резьбы. Но непремен-ным условием является ее оформление в основном или дополнительных разъемах формы. Для созда-ния дополнительных разъемов в форму приходится вводить ползуны, связанные с одной полуформой, приводимые в движение с помощью наклонных пальцев (лекал), закрепленных на другой по-луформе, или при помощи других механизмов. Внедрение в производство литьевой оснастки с вывертыванием резьбовых знаков в самой форме позволило почти полностью исключить ручной труд при производстве резьбовых изделий с внут-ренней резьбой, значительно уменьшить время вспомогательных операций и, следовательно, всего цикла литья. Улучшились условия соблюдения оптимальных технологических параметров литье-вого процесса. Все это способствовало повышению производительности труда и качества литьевых изделий.
На рис. 5 дается сборочный чертеж литьевой формы для получения пластмассового изделия «Патрубок» (рис. 4), имеющего как наружную, так и внутреннюю резьбы. Подробный анализ этой формы позволяет на конкретном примере оценить достоинства и недостатки оснастки такого типа.
В соответствии с выше отмеченными особен-ностями наружная резьбовая поверхность изделий оформляется в разъеме оформляющих вставков 36, закрепленных в полуматрицах 44 (см. сечение Б–Б). Наличие полуматриц ограничивает коли-чество оформляющих гнезд формы до двух, так как они должны располагаться по ее вертикальной оси, лежащей в плоскости стыковки полуматриц. Большее количество гнезд не умещалось в прием-лемые для небольшой машины габариты формы. Полуматрицы 44 связаны с обоймой 7 (входящей в подвижную полуформу) закрепленными на ней направляющими планками 21 и имеют отверстия, через которые пропущены лекала 31, закрепленные на неподвижном фланце 20. Внутренние цилиндри-ческие поверхности изделий с наружной резьбой оформляют знаки 23, установленные в матрице 6, которая имеет выступы с наклонными плоскостями, запирающими при помощи регулировочных пла-нок 32 полуматрицы 44. Матрица 6 и неподвижный фланец 20, соединенные с помощью направляющих колонок 30 и винтов 71, образуют неподвижную полуформу, закрепленную на неподвижной плите

19От ручного свинчивания до автоматического сброса резьбовых изделий
Рис. 4
машины. Наружная поверхность той части изделия, которая имеет внутреннюю резьбу, оформляется охлаждаемыми вставками 19, установленными в обойме 7 и подпираемыми плитой 8. Обойма 7, плиты 8, 9, брусья 10 и подвижный фланец 39 соединяются и центрируются друг с другом при помощи втулок 5 и направляющих втулок 28, обра-зуя подвижную полуформу. В ней устанавливаются шариковые подшипники качения, которые подде-рживают валы резьбовых знаков 18, оформляющих внутреннюю резьбу отливаемых патрубков. В пли-те 8 устанавливаются радиальные подшипники 102 и упорные одинарные подшипники 96. Последние кроме обеспечения вращения валов должны выдерживать давление расплава термопласта, действующее на плоскости цилиндрических утол-щений знаков 18, примыкающих к вставкам 19. Для недопущения подлива расплава в этом подвижном соединении зазор между смежными плоскостями знака и вставка не должен превышать 0,02 мм. В плите 9 и в подвижном фланце 39 устанавлива-ются радиальные однорядные подшипники с защит-ными шайбами (защищающими от пыли), которые поддерживают конечные участки валов знаков 18 с шестернями 16, а также вал ведомой центральной звездочки 12 с такой же шестерней, находящейся в зацеплении с остальными шестернями. Звездоч-ка 12 связана приводной роликовой однорядной цепью 109 с ведущей звездочкой 17, насаженной на выходной вал мотор-редуктора МПз-31,5-112 КУ3 ГОСТ 21355-75.
Мотор-редуктор 118 установлен на кронш-тейне 2, присоединенном к выступающему краю подвижного фланца 39, над остальными плитами формы. Приводная цепь закрывается кожухом 1.Через центральное отверстие звездочки 12 про-пущен хвостовик подпружиненного центрального выталкивателя 13, буртик которого упирается в
опорную втулку 26, а торец подведен под конусное поднутрение центрального литникового канала, выполненного в полуматрицах 44 и в литниковой втулке 120. При впрыске в форму расплав попадает в оформляющие полости через разводящий лит-никовый канал, заканчивающийся туннельными впусками, выполненными в вставках 19. Вставки 19, знаки 23 и полуматрицы 44 охлаждаются водой, подводящейся через ввернутые в обойму 7, непод-вижный фланец 20 и полуматрицы 44 ниппеля 37.
После окончания литьевого процесса и отверж-дения изделий начинается размыкание формы. За-крепленные на неподвижном фланце 20 лекала 31 разводят полуматрицы 44, которые скользят между направляющими планками 21, соединенными с подвижной полуформой. Освобождается наруж-ная резьбовая поверхность изделий. Когда лекала полностью выйдут из полуматриц, последние зафиксируются подпружиненными штырями 33, сферические окончания которых попадут в специ-альные конусные углубления на полуматрицах. В это же время осуществлялся контакт конечного вы-ключателя 124, закрепленного при помощи кронш-тейна 40 на неподвижном фланце 20, с гайкой 41. Гайка с гладкой наружной цилиндрической повер-хностью зафиксирована на специальном винте 42, ввернутом в кронштейн 2 с мотор-редуктором 118. Последний включается на свинчивание изделий когда движущаяся с подвижной полуформой гайка потеряет контакт с конечным выключателем 124. Вращение выходного вала мотор-редуктора через цепную роликовую передачу передается на цен-тральную звездочку 12 и на соединенную с ней шестерню 16, которая вращает находящиеся с ней в зацеплении шестерни, установленные на валах резьбовых знаков 18. Изделия, заглубленные во вставки 19, имеют на своей наружной поверхности восемь равномерно расположенных продольных

20 От ручного свинчивания до автоматического сброса резьбовых изделий
Рис. 5

21От ручного свинчивания до автоматического сброса резьбовых изделий
окончание рис. 5

22 От ручного свинчивания до автоматического сброса резьбовых изделий
рифов полукруглого сечения. Рифы, препятствуя вращению изделий вместе с резьбовыми знаками, заставляют их подниматься по резьбе знаков в роли ориентированных гаек, движущихся по вра-щающемуся винту. Благодаря этому движению изделия полностью выходят из оформляющих вставков 19 и выпадают из формы, после чего мо-тор-редуктор выключается. Литниковая система, отделенная от изделий при помощи туннельных впусков, выталкивается из подвижной полуформы центральным выталкивателем 13, когда он упрется при ее дальнейшем обратном ходе в центральный выталкиватель литьевой машины.
Оценивая описанную конструкцию, ее глав-ным достоинством можно считать способность массового выпуска пластмассовых изделий с внутренней резьбой, имеющей неограниченное количество витков, в автоматическом режиме. Глубина резьбы также не ограничивается. Бла-годаря полному исключению ручных операций и применению электродвигателя, осуществляющему быстрое вывинчивание знаков, время цикла литья существенно уменьшается. Однако количество оформляющих гнезд в форме приходится ограни-чивать из-за нежелания увеличивать возможность подлива расплава термопласта в местах трения вра-щающихся резьбовых знаков в неподвижных офор-мляющих вставках. Кроме того, наличие наружной резьбы на изделиях заставляет использовать полуматрицы, обеспечивающие дополнительный разъем в форме, что увеличивает ее габариты и не позволяет устанавливать на машину, соответс-твующую весу отливки. Этому же способствует и увеличенный за счет встроенного редуктора пакет формы. В верхней стенке блокировки небольшой литьевой машины приходится вырезать окно для размещения мотор-редуктора, установленного на втором этаже оснастки. Недостатком также явля-ется довольно высокая стоимость изготовления и эксплуатации формы (ремонты и замена деталей с трущимися поверхностями).
Большую популярность в свое время получила конструкция литьевой оснастки, где для вывинчи-вания резьбовых знаков в форме использовалась пара винт-гайка c прямоугольной ходовой резьбой. На рис. 6 дается сборочный чертеж литьевой фор-мы на изделие «Гайка» (рис. 7), имеющее внутрен-нюю метрическую резьбу М27×1,5. На торцевой части изделия к резьбе примыкают восемь равно-мерно расположенных глухих пазов, оформляемых торцевыми выступами втулок 8 (все обозначения по рис. 6), препятствующими вращению изделий при выворачивании резьбовых знаков. Соединен-ные обойма матриц 21 и неподвижный фланец 10 составляют неподвижную часть формы. В них на ее вертикальной оси установлены литниковая втулка 83 с центральным литниковым каналом и ходовой винт 11, зафиксированный шпонкой 59.
В обойме матриц 21 на плоскости разъема формы выполнен разводящий литниковый канал
полукруглого сечения, по окружности огибающий ходовой винт. Канал пересекает полость с конусной стенкой, примыкающей к центральному литнико-вому каналу. На небольшом расстоянии от канала, также вокруг винта 11, в обойме 21 установлены четыре матрицы 7 под углом 60° друг к другу, оформляющие наружную поверхность изделия. В радиальных направлениях, соединяющих ось винта с центром матрицы, от разводящего канала отводятся подводящие литниковые каналы такого же полукруглого сечения, сферические концы которых соединяются с оформляющими полостя-ми матриц 7 туннельными впускными каналами. Подвижную часть формы составляют соединенные плиты 16, 17, 18, 19 и примыкающая к ним стал-кивающая плита 20, направляемая при помощи втулок 86 направляющими колонками 12. Колонки вместе с втулками 81 центрируют все соединенные плиты подвижной полуформы.
Сталкивающая плита 20 подвижно связана с плитой 19 тягами 89. С неподвижным фланцем 10 она соединяется четырьмя цепями 68 (ПРG12, 7-1820-2), концы которых закреплены на специ-альных винтах 13 и 14, установленных по углам сталкивающей плиты. При помощи этих винтов и гаек 50 осуществляется регулировка ее хода по на-правляющим колонкам 12. При сомкнутой форме цепи провисают между соединяемыми плитами.
Внутреннюю поверхность изделий оформля-ют знаки 6, направляемые втулками 8, которые служат для вращающихся знаков подшипниками скольжения и одновременно, как уже отмечалось, оформляя торцевую часть изделий, удерживают их от вращения при вывертывании знаков. На цилин-дрическом участке каждого знака 6 имеется шес-терня, составляющая с ним одно целое, а на конце этого участка нарезана резьба с шагом, равным шагу оформляющей резьбы. Этими резьбовыми концами знаки 6 ввернуты в резьбовые копиры 3, установ-ленные в плите 16. В плитах 16 и 18 установлены радиальноGупорные подшипники 61 (роликовые конические однорядные), которые являются опо-рами гайке 4.
В гайку ввернут ходовой винт 11, закреплен-ный на неподвижной полуформе. Назначением передачи винт–гайка является преобразование поступательного перемещения винта относи-тельно гайки в ее вращательное движение. Для уменьшения трения и осевых усилий используется многозаходная прямоугольная резьба с большим ходом (в данной форме резьба восьмизаходная левая, ход 96 мм). Винт изготавливается из стали (в форме сталь 40Х), а гайка из бронзы или анти-фрикционного чугуна (в форме бронза БрАЖ9G4). В форме на гайку 4 насажена шестерня 5, нахо-дящаяся в зацеплении с шестернями знаков 6. В плите 19 установлены знаки 9, имеющие головки с конусным поднутрением, которые введены в разводящий литниковый канал в местах его пере-сечения с подводящими литниковыми каналами,

23От ручного свинчивания до автоматического сброса резьбовых изделий
а также в полость с конусной стенкой, примыкаю-щей к центральному литниковому каналу. Знаки 9 и втулки 8, оформляющие стопорные пазы на торцах изделий, имеют конусные поверхности, притираемые к соответствующим конусным от-верстиям сталкивающей плиты 20. Охлаждение плит 20, 21, 10 и матриц 7 осуществляется водой, вводимой в имеющиеся в них каналы охлаждения через нормализованные ниппеля 88. Подвижная и неподвижная полуформы центрируются отно-сительно друг друга при помощи направляющих колонок 12 и направляющих втулок 85, а отно-сительно крепежных плит машины при помощи установочных дисков 1 и 84.
При впрыске в сомкнутую форму расплав через центральный литниковый канал, распределитель-ный и подводящие каналы заполняет оформляю-щие полости. По окончании цикла литья форма начинает размыкаться. Затвердевшая отливка остается на подвижной полуформе, при этом лит-никовая система, увлекаемая знаками 9, отсекается от изделий в туннельных впусках оформляющих вставков 7. Неподвижный винт 11 начинает вра-щать установленную в подвижной полуформе гайку 4. Вместе с гайкой с помощью шпонки 58 вращается шестерня 5, находящаяся в зацеплении с шестернями резьбовых знаков 6. Количество оборотов гайки 7 зависит от длины рабочей части винта и величины его хода, при этом количество оборотов резьбовых знаков 6 увеличивается в количество раз, равное передаточному отноше-нию зубчатого зацепления шестерен. Благодаря левой восьмизаходной резьбе пары винт–гайка и зубчатому зацеплению шестерен резьбовые знаки получают направление вращения, приводящее к их ввинчиванию в резьбовые копиры 3. При этом они вывинчиваются из изделий, зафиксированных от вращения выступами втулок 8 и ограничен-ных сталкивающей плитой 20. Вывинчивание не вызывает никаких деформаций изделия, так как резьбы хвостовика знака 6 и отлитого изделия имеют одинаковый шаг. Поскольку толщина шестерни 5 намного больше толщины шестерни знака 6 их зацепление не нарушается при осевом перемещении знака при вывинчивании из изделия. Момент полного освобождения изделий от знаков 6 совпадает с одновременным натяжением четырех цепей 68, связывающих сталкивающую плиту 20 с неподвижным фланцем 10. При необходимой регу-лировке длин этих цепей с помощью специальных винтов 13 и 14 (проводится при установке формы на машину) осуществляется остановка сталкиваю-щей плиты 20, висящей на движущихся с подвиж-ной полуформой направляющих колонках 12, и ее небольшое смещение относительно их образующих без какихGлибо перекосов. Это смещение вызывает сброс изделий в разъем формы вместе с отделенной от них литниковой системой, сорванной сталкива-ющей плитой 20 с головок знаков 9. После сброса отливки отход подвижной плиты литьевой машин
прекращается. Это происходит до упора головок тяг 89 в плиту 19.
Формы подобной конструкции также как формы с применением электродвигателя с редук-тором используются для массового производства пластмассовых изделий с внутренней резьбой в автоматическом режиме. Однако резьба на этих изделиях имеет ограниченное количество витков. Оно зависит от рабочей длины и хода использу-емых винтов. Количество оформляющих гнезд также ограниченно, так как их располагают без зна-чительных затруднений преимущественно вокруг ходового винта из пары винт–гайка. Однако эти формы более компактны по сравнению с формами, имеющими электродвигатель. Их изготовление, от-ладка и эксплуатация довольно трудоемки, но они требуют значительно меньше средств и времени, чем у форм, упомянутых выше. Реже требуются восстановление и замена трущихся деталей, так как скорость и продолжительность вращения деталей не велики.
Существуют конструкции литьевых форм, где для вращения знаков, оформляющих внут-реннюю резьбу пластмассовых изделий, исполь-зуются другие механизмы. Весьма экономичны и надежны в работе формы с применением реечных зацеплений. Одна зубчатая рейка, которая может получать свое поступательное движение от раз-ных механизмов, в состоянии вращать большое количество установленных в ряд оформляющих резьбовых знаков с шестеренками, входящими с ней в зацепление. На рис. 8 приведен фрагмент титульного листа рекламного проспекта фирмы D-M-E, в котором предлагается унифицированный узел, главным элементом которого является рейка, приводимая в возвратноGпоступательное движение собственным гидроцилиндром. Рейка находится в зацеплении с шестеренками, вращающиеся оси которых передают вращательное движение наса-женным на них резьбовым знакам. Заказчик может при оформлении заказа на поставку унифициро-ванного узла указать необходимые длину рейки и ее ход, количество и присоединительные размеры осей с шестернями, параметры и присоединитель-ные размеры плиты, на которой устанавливается реечный механизм, количество таких реечных ме-ханизмов. Описываемый узел появился на рынке унифицированных деталей сравнительно недавно, в то время как конструктора литьевой оснастки уже давно применяли реечные зацепления для вывертывания резьбовых знаков в многогнездных литьевых формах, работающих в автоматическом режиме при литье массовых партий пластмассовых изделий с внутренней резьбой. Примером такого изделия может служить деталь автоматической ручки, отливаемая большими тиражами. Следует еще раз отметить, что для передачи рейкам поступа-тельного движения используются различные меха-низмы. Недостатком форм с реечным механизмом является их большой габарит в направлении реек,

Рис. 6

проолжение рис. 6
Рис. 7

26 От ручного свинчивания до автоматического сброса резьбовых изделий
так как все оформляющие гнезда размещаются в одну линию рядом с ними. Это ограничивает их количество и коэффициент использования мощ-ности литьевой машины.
Формы с вывертываемыми резьбовыми зна-ками более или менее трудоемки в изготовлении. Обеспечение автоматического вращения знаков часто очень усложняет конструкцию оснастки, а иногда невозможно. При крупносерийном про-изводстве такие формы требуют частых ремонтов или замены деталей, имеющих поверхности, из-нашиваемые при контакте вращающихся знаков с неподвижными оформляющими вставками. Поэто-му очень давно существует стремление конструк-торов оснастки полностью исключить вращение резьбооформляющих элементов при получении пластмассовых изделий с внутренней резьбой. В формах, получивших широкое распространение, внутренняя резьба оформляется двумя резьбовыми
сегментами, сходящимися к осевой плоскости из-делия вдоль наклонных плоскостей центрального стержня. При этом получается резьба с разры-вами по диаметру, оформляемыми упомянутым стержнем. Количество витков и глубина резьбы не ограничиваются. Изготовление таких форм требует значительно меньше времени и средств, чем при изготовлении форм с вращающимися знаками. Их износ при длительной работе минимален. Ничто не мешает конструктору компактно расположить оформляющие гнезда в количестве, позволяющем наиболее полно использовать мощность литьевой машины. Все эти факторы заставляют отдавать предпочтение этой оснастке для получения бо-лее дешевых резьбовых пластмассовых изделий (конечно при возможности использования преры-вистой внутренней резьбы).
На рис. 10 дается сборочный чертеж литьевой формы на изделие «Пробка» (рис. 9), являющейся
Рис. 8
Рис. 9

27От ручного свинчивания до автоматического сброса резьбовых изделий
1. Р
азм
ер
ы д
ля
спр
аво
к2
. Фо
рм
а у
ста
на
вли
вае
тся
н
а м
аш
ин
ы Д
�31
30
�12
5,
Д
Б 3
23
1�1
25
, ДА
31
30
�12
5
и
кр
еп
итс
я п
ри
хва
там
и и
з ко
мп
ле
кта
и
нст
рум
ен
та и
пр
ин
ад
ле
жн
ост
ей
.3
. Де
т. п
аз.
71
и 7
8 з
аве
рн
уть
на
сур
ике
и п
ро
вер
ить
на
во
до
пр
он
иц
ае
мо
сть
п
од
да
вле
ни
ем
0,1
5 М
Па
(1
,5 к
гс/с
м2)
4. В
фо
рм
е у
чте
на
уса
дка
ма
тер
иа
ла
— 1
,5%
Рис
. 10

28 От ручного свинчивания до автоматического сброса резьбовых изделий
примером оснастки со сходящимися внутрь из-делия резьбовыми оформляющими сегментами. Форма имеет два разъема: главный — по плоскости примыкания сталкивающей плиты 18 к обойме матриц 16; и вспомогательный — по плоскости, раз-деляющей литниковую плиту 15 и плиту 14. Плита матриц 16 с шестью матрицами 13, соединенная с литниковой плитой 15, направляется при помощи втулок 4 направляющими колонками 2, закреп-ленными в неподвижном фланце 1. В литниковой плите 15, подпирающей матрицы 13, оформляются торцевые поверхности изделий, соединенные то-чечными впусками с подводящими литниковыми каналами. В этой же плите выполнены соединенные с подводящими каналами разводящие литниковые каналы полукруглого сечения, примыкающие к центральному литниковому каналу в литниковой втулке 7, установленной в неподвижном фланце 1. Там же закреплены знаки 11, головки которых вве-дены в подводящие литниковые каналы в литнико-вой плите 15. К конусным поверхностям знаков 11 и литниковой втулки 7 без зазора притираются конусные отверстия плиты 14, направляемой при помощи втулок 3 теми же направляющими ко-лонками 2. Ширину вспомогательного разъема ограничивают тяги 6, ввернутые в плиту 15, а ход обоймы матриц 16 по направляющим колонкам 2 ограничивают тяги 5, ввернутые в неподвижный фланец 1.
Подвижную полуформу составляют соеди-ненные друг с другом плиты 35, 34, брусья 32 и подвижный фланец 31, центрируемые втулками 30 и 33. К ним примыкает сталкивающая плита 18, соединенная тягами 20 с верхней планкой 21. Тяги 20 направляются втулками 19, закреплен-ными в плите 34. Центрирование подвижной полуформы с остальными плитами формы осуществляется направляющими колонками 2 и втулками 33. Между подвижным фланцем 31 и верхней планкой 21, прижимаясь к ним про-тивоположными плоскостями, расположена нижняя планка 22, на которой закреплены пу-ансоны 12, оформляющие вместе со знаками 40 внутренние гладкие поверхности изделий. Обе планки направляются колонками 75 при помощи направляющих втулок 44 (см. сечение Б–Б ).В плите 35 соосно матрицам 13, установленным в обойме матриц 16, закреплены опорные стерж-ни 41, имеющие выступы трапецеидального се-чения. К наклоннаым плоскостям этих выступов (угол наклона 6°±30′′) притираются сегменты 17, оформляющие внутреннюю резьбу изделия. Торцевые плоскости сегментов подгоняются к плоскостям головок пуансонов 12 и опорных стержней 41. В каждом опорном стержне симмет-рично центральной горизонтальной плоскости расположены две пары наклонных отверстий (угол наклона 5°±30′′), через которые по посадке сколь-жения пропущены толкатели 23, закрепленные в сегментах 17. Толкатели проходят через широкие
пазы в плите 34, подпирающей опорные стерж-ни 41, и в верхней планке 21. Сферические концы толкателей упираются в нижнюю планку 22. Для ограничения непроизвольного хода сегментов 17 при сборке формы в толкатели 23 вставляются штифты 67, не участвующие в работе формы. Конусные отверстия сталкивающей плиты 18 притираются без зазора к соответствующим ко-нусным поверхностям сегментов 17 и опорного стержня 41. Боковая поверхность выступа опор-ного стержня 41, оформляющая пазы, разрыва-ющие по диаметру резьбу изделия, выполняется заподлицо с гладким выступом сегмента 17 или по диаметру, немного превышающему наружный диаметр резьбы сегмента. Цилиндрический учас-ток пуансона 12 по скользящей посадке проходит через центральное отверстие опорного стержня и с зазором через свободные отверстия плиты 34 и верхней планки 21. Внутри него располагается толкатель 24, один торец которого опирается на подвижный фланец 31, а другой выполнен запод-лицо со знаком 40, оформляющим внутреннюю поверхность донышка изделия. На толкателе 24 имеется кольцевая проточка, куда входит один из выступов прижимной планки 42, заведенный в паз, выполненный в цилиндрическом участке пуансона 12 ( см. сечение Б–Б ). Две прижимные планки 42 связывают шесть толкателей 24 с вер-хней планкой 21.
Шток 28, ввернутый в верхнюю планку 21, и втулка 27, ввернутая в нижнюю планку 22, со-единены при помощи сухарей 25, удерживаемых втулкой 26, закрепленной в подвижном фланце 31. По верхней и нижней сторонам формы располо-жены четыре пары подпружиненных зацепов 36, шарнирно установленных на брусьях 32 с помо-щью специальных винтов 37 и поддерживаемых в направлении горизонтальной оси формы штифта-ми 70, закрепленными в плите 34 (см. вид Г). При сомкнутой форме каждая из четырех описанных за-щелок замыкается на штифтах 70, закрепленных в верхней и нижней сторонах обоймы матриц 16. Эти штифты расположены на одних горизонтальных осях со штифтами 70, закрепленными в плите 34.
Цилиндрические каналы водяного охлаж-дения расположены в опорной плите 34, обойме матриц 16 и литниковой плите симметрично их вертикальным осям. Каналы в опорной плите 34 соединены с каналами в опорных стержнях 41. На сечении В–В показано как перегородка 43, разде-ляя эти каналы, заставляет охлаждающую воду последовательно перетекать из одного опорного стержня в другой, расположенный в одном ряду. В охлаждаемые плиты вода попадает через ниппе-ля 78 и вспомогательные боковые каналы.
Расплав впрыскивается в сомкнутую форму через имеющуюся в ней систему литниковых кана-лов. Он заполняет оформляющие полости и, после выдержки в них под давлением и охлаждением, затвердевает. Начинается отход подвижной плиты

29От ручного свинчивания до автоматического сброса резьбовых изделий
литьевой машины вместе с подвижной полуфор-мой. Благодаря установленным на ней защелкам из подпружиненных зацепов 36, по направляющим колонкам 2 движутся соединенные друг с другом обойма матриц 16 и литниковая плита 15. Так как литниковая система удерживается знаками 11, име-ющими конусные поднутрения, и закрепленными на неподвижном фланце 1, происходит ее отрыв от движущихся с подвижной полуформой изделий по точечным впускным литникам. В соединении со знаками 11 литники удерживают от перемещения по направляющим колонкам 2 плиту 14, сидящую на конусных поверхностях литниковой втулки 7 и знаков 11. Образуется упомянутый вспомогатель-ный разъем формы. Его ширина будет увеличивать-ся до упора головки тяги 6 в плиту 15, после чего тяга 6, ввернутая в плиту 14, потянет ее за собой. При этом произойдет срыв литников с головок зна-ков 11 и частичный выход центрального литника из литниковой втулки 7. Подпружиненные стаканы 10 унифицированных литниковых сбрасывателей за-вершат дело, выбросив литники в вспомогательный разъем формы. К этому моменту головки тяг 5 упрутся в плиту 15 и движение обоймы матриц 16, соединенной с плитой 15, прекратится. Зацепы 38 разомкнутся и, при дальнейшем отходе подвижной полуформы, начнется главный разъем формы, при этом наружная поверхность изделий полностью выходит из матриц 13.
Когда шток 28 упрется в центральный упор литьевой машины, начнется одновременное смеще-ние верхней 21 и нижней 22 планок по колонкам 75 относительно плит подвижной полуформы. Вместе с ними смещаются пуансоны 12, сегменты 17 и сталкивающая плита 18. При этом закрепленные
в сегментах 17 толкатели 23, проскальзывая в на-клонных отверстиях опорных стержней 41, застав-ляют сегменты 17 совершать сложные движения вдоль их выступов, одновременно сдвигаясь внутрь изделия перпендикулярно его оси. В результате этого сегменты 17, скользя вдоль плоскостей голо-вок пуансонов 12, освобождают внутреннюю резьбу изделий и вместе с пуансонами 12 и сталкивающей плитой 18 снимают их с оформляющих поверхнос-тей опорных стержней 41. В этот момент происхо-дит расцеплепние штока 28 и втулки 27 в резуль-тате выжимания сухарей 25 в кольцевую проточку втулки 26. Нижняя планка 21 сразу прекращает свое смещение относительно плит подвижной по-луформы и с нею останавливаются пуансоны 12 и толкатели 23 с сегментами 17. Вместе со штоком 28 верхняя планка 22 продолжает свое смещение. Связанные с нею толкатели 24 (см. сечение Б–Б) и сталкивающая плита 18 (при помощи тяг 20) снимают изделия с остановившихся пуансонов 12. Изделия сбрасываются в главный разъем формы. После этого отход подвижной плиты машины прекращается и начинается новый литьевой цикл. Оценивая рассмотренную выше литьевую оснастку, можно отметить, что она обладает все-ми преимуществами форм со складывающимися внутрь изделия резьбовыми сегментами. Еще более простую конструкцию имеют аналогичные формы, где верхний торец опорного стержня, на котором устанавливаются резьбовые сегменты, выполнен заподлицо с ними и вместе с ними оформляет внут-реннюю поверхность донышка изделия. Изделия сталкиваются с опорных стержней сегментами (часто без применения сталкивающей плиты). На рис. 11 приводится снимок резьбовых крышек,
Рис. 11

30 От ручного свинчивания до автоматического сброса резьбовых изделий
полученных на таких формах. Пазы полукруглого сечения на гладкой части внутренних стенок крышки оставлены выступами на оформляющей поверх-ности опорного стержня, препятствующими уходу изделия с одним из сходя-щихся сегментов. С такой же целью вблизи сегментов могут быть установлены ограничительные знаки. Для уменьшения износа наиболее трущихся деталей (наклонных толкателей и опорных стержней) их поверхностная твердость должна быть не ниже 45–48 HRC, желательно применение сменных направ-ляющих втулок с такой же поверхностной твердостью.
Описанные формы с отходящими внутрь изделия резьбовыми сегментами при всей их экономичности и надежности не могли полностью заменить значи-тельно более сложную и дорогую, требующую частых ремонтов оснастку с ав-томатически вывертываемыми резьбовыми знаками. Причина проста: на ней можно получать изделия только с разорванной по диаметру внутренней резь-бой, которая не могла по разным причинам применяться во многих резьбовых соединениях. Поэтому сравнительно недавно появившиеся унифицированные узлы с составными складывающимися пуансонами для оформления кольцевых поднутрений разного профиля типа DME Multiform сразу были использованы для получения пластмассовых изделий со сплошной внутренней резьбой в оснастке без вращающихся деталей. На рис. 12 изображен унифицирован-ный узел Multiform (фирма D-M-E), который может оформлять различную
Рис. 12а
Рис. 12б

31От ручного свинчивания до автоматического сброса резьбовых изделий
Рис. 13. Схема последовательности движения деталей подвижной полуформы с унифицированным узлом Multiform при сбрасывании изделия с кольцевым поднутрением или внутренней резьбой
а
б
в
внутреннюю резьбу диаметром от 10 до 200 мм. На рис. 13 схематически изображен ступенчатый сброс изделия при использовании узла Multiform. Схема подвижной полуформы с затвердевшим изделием в момент полного размыкания оснастки показана на рис. 13, а. Фланцы сегментов 8 и 9 по скользящей посадке расположены между накладка-ми 10 и 11, закрепленными на плите 6. Выступы и впадины этих же сегментов с сечением «ласточкин хвост» сопрягаются с соответствующими пазами и выступами центрального стержня 12, выполненны-ми под разными углами. Центральный стержень закреплен на плите 5. К плите 6 прижата плита 7 с закрепленным на ней оформляющим вставком 13. Пуансон 14 закреплен в плитах 3 и 4, прижатых к фланцу 1. К этим же плитам присоединены тяги 15, ввернутые в плиту 6. Между фланцем 1 и плитой 5 закреплены брусья 2, ограничивающие пространс-тво хода плит 3 и 4.
На рис. 13, б показан момент окончания движе-ния к центральной оси сегментов 8 и 9, полностью освободивших кольцевое внутреннее поднутрение изделия. Это движение произошло в результате перемещения плит 3, 4 с тягами 15 (в результате включения центрального гидротолкателя литьевой машины), от которых получили определенный ход плиты 6 и 7. Нажатие плиты 6 на сегменты 8 и 9 вызвало их сложное движение между накладка-ми 10 и 11 и вдоль наклонных пазов и выступов в центральном стержне 12, приведшее к отмеченному результату.
На рис. 13, в приведен момент завершения сброса изделия в результате дополнительного хода плиты 7 при работе механизма, обеспечивающего ступенчатое перемещение плит (на рисунке не показанного).
Использование унифицированного узла Mul-tiform могло бы стать идеальным решением для получения компактной, надежной, изготовляемой с минимальными сроками оснастки, производящей пластмассовые изделия с внутренней резьбой. Однако большая сложность и трудоемкость из-готовления этих узлов, индивидуальный подход к каждому изделию отразились на их стоимости. Поэтому при проектировании многогнездной ос-настки надо учитывать, что рентабельность произ-водства пластмассовых изделий с использованием Multiform может быть обеспечена только при их массовом выпуске.
Еще одним унифицированным узлом, значи-тельно улучшающим свойства литьевой оснастки, производящей пластмассовые изделия с резьбой является расширяемый литейный стержень все той же фирмы D-M-E. Он предназначен для оформления наружной резьбы, а также наруж-ных замкнутых участков изделий, имеющих выступы и углубления различного профиля. На рис. 14 изображен расширяемый литейный стержень в двух положениях: слева — в сжатом состоянии, когда формуется изделие, справа —

32 От ручного свинчивания до автоматического сброса резьбовых изделий
в свободном состоянии с разошедшимися сегментами при раскрытой форме. Типовые стержни состоят из четырех сегментов и различаются профилем их головок. На рис. 15 в схематической форме показаны три типа применения расширяемых литейных стержней: а — применяются стержни для АGсторонней замыкающей вставки (установленной на противоположной полуформе); б — применяются стержни для БGсторонней замыкающей вставки (установ-ленной на той же полуформе, где установлен расширяемый литейный знак); в — если существует вероятность задержки изделия на стороне А при открытии расширяемого литейного стержня. Тогда используется дополнительная огра-ничительная втулка. Эта втулка ограничивает расширение стержня, который задерживает изделие до тех пор, пока начавшийся ход сталкивающей плиты даст возможность выполнить его дополнительное расширение перед вытал-киванием изделия. Центральная шпилька, обеспечивает внутреннюю опору сегментам расширяемого стержня, изолирующую изделие. По возможности в ней выполняется канал охлаждения. При полностью расширенном стерж-не изделие выносится из него трубчатым выталкивателем, закрепленным в плитах, движение которых начинается только при этом условии. В формах с БGсторонней замыкающей вставкой движение плит, на которых установлены расширяемые литейные стержни, начинается одновременно с началом размы-кания формы. Это делается для сохранения целостности изделия и чаще всего обеспечивается пружинами.
В рекламном проспекте фирма D-M-E гарантирует несколько миллионов циклов работы расширяемого стержня, обеспечиваемых качественной инстру-ментальной сталью, из которой он изготовлен, и отработанной технологией изготовления, которые, несомненно, являются ее ноу-хау. Сообщается только о закалке стержня до 54–58 HRC, в то время как замыкающая вставка имеет твердость 32–45 HRC. Меньшая твердость замыкающей вставки исключает износ расширяемого стержня.
Применение литейных расширяемых стержней в формах, отливающих изделия с наружной резьбой, позволяет значительно увеличить их гнездность. Раннее отмечалось, что оформление наружной резьбы пластмассовых деталей производится только в основном или дополнительных разъемах формы. Это приводило к необходимости применения полуматриц, где оформляющие гнез-да располагаются по одной линии и тем самым становится невозможным уве-личение их числа без недопустимого увеличения габаритов формы. Литейные расширяемые стержни полностью снимают эту проблему, так как обеспечивают необходимые разъемы, в которых оформляется наружная резьба изделий. Кроме того, исчезает необходимость в дополнительных механизмах и деталях, которые потребовались бы для обслуживания исключенных полуматриц или положенных в основной разъем формы изделий. Это экономит значительные средства и время при изготовлении оснастки. Формы становятся компактными с оптимальным количеством оформляющих гнезд, что позволяет максимально использовать мощность имеющегося литьевого оборудования. Более простая конструкция новой оснастки позволяет сократить время на ее проектирование. Большие сроки эксплуатации литейных расширяемых стержней увеличивают надежность форм, где они используются. В результате значительно снижается себестоимость отливаемых на них изделий.
Декларируемые в рекламных проспектах преимущества унифициро-ванных узлов, формующих внутреннюю и наружную резьбы пластмассовых изделий, настолько захватили мое воображение, что мне захотелось создать конструкцию литьевой формы с их использованием для изделий, которые раньше отливались на традиционной оснастке. Для этого было выбрано из-делие «Патрубок» (рис. 5) которое имело как внутреннюю, так и наружную резьбы.
Форма (рис. 4), в которой отливалось это изделие, имела сложную конс-трукцию. В нее входили моторGредуктор, механизм вывинчивания резьбовых знаков, дополнительный разъем формы с участием двух полуматриц и меха-низма их обслуживания. В форме было только два оформляющих гнезда. Уве-личить их количество не представлялось возможным, так как даже при таком их числе форма с трудом помещалась на литьевой машине соответствующей

33От ручного свинчивания до автоматического сброса резьбовых изделий
Рис. 14
Рис. 15

34 От ручного свинчивания до автоматического сброса резьбовых изделий
мощности изGза своих значительных габаритов. Хотелось посмотреть, что же получится с новыми узлами. Правда смущало отсутствие практической методики их расчета и наличие неясных моментов в выборе материалов и в технологии изготовления. Но, рассудив, что деталировкой будут заниматься заинтересовавшиеся коллеги, а моя задача состоит в обозначении путей оптимизации литьевой оснас-тки (смотри название книги), я смело приступил к делу. На рис. 16 приведена упоминавшаяся ранее конструкция литьевой формы с применением уни-фицированных узлов, формующих внутреннюю и наружную резьбы пластмассовых изделий. Надо сразу оговориться, что она рассчитана на возмож-ности наших инструментальщиков изGза высокой стоимости унифицированных узлов для внутрен-ней резьбы Multiform (при большом количестве оформляющих гнезд это могло иметь решающее значение). Поэтому конструкция этого узла упро-щена, что должно облегчить его изготовление.
Также как Multiform наш узел состоит из внут-реннего опорного стержня 34 и шести наружных сегментов, которые расположены на нем в разных, точно рассчитанных скошенных плоскостях. Раз-личаются углы наклона плоскостей, прилегающих к соседним сегментам, и поэтому в узле имеется равное количество сегментов 28 и 29. Сегменты вместо выступов с сечением «ласточкин хвост», проскальзывавших в наклонных пазах опорного стержня узла Multiform при их относительном смещении, имеют продолжение в виде цилиндри-ческих стержней 26 и 27, закрепленных в них под углом, равным углу контактной плоскости сегмен-та. Цилиндрические стержни по скользящей посад-ке проходят через наклоненные под тем же углом отверстия в опорном стержне 34, пазы в плите 3 и с помощью осей 33 подвижно соединяются с встав-ками 32, закрепленными на планке 22. При этом хвостовики этих стержней со снятыми лысками по посадке движения размещаются в продольных пазах вставков 32, а закрепленные в стержнях 26 и 27 оси 33 — в их направляющих поперечных па-зах. Восемь опорных стержней 34 по тугой посадке в два ряда установлены в плите 4 и подпираются плитой 3. Соединенные между собой плиты 4, 3, два бруса 2 и фланец 1, центрируемые втулка-ми 71 и направляющими колонками 72, образуют подвижную полуформу, к которой примыкает сталкивающая плита 5, направляемая направляю-щими колонками 72 с помощью втулок 78. Сталки-вающая плита 5 с зазором охватывает сегменты 28 и 29. В ней закреплены вкладыши 36, конические отверстия которых притираются к коническим наружным поверхностям сомкнутых сегментов, а также центральный вкладыш 35 с коническим поднутрением, примыкающим к центральному литниковому каналу в литниковой втулке 16. В сталкивающей плите 5 по ее вертикальной оси расположены конусные отверстия, притираемые без зазора к конусным поверхностям знаков 38, (см.
сечение В–В ), установленных в плите 4. Примы-кающая к фланцу 1 планка 22 расположена между брусьями 2 и направляется колонками 74 с помо-щью втулок 77. В центр планки ввернута втулка 80, через которую по скользящей посадке проходит центральный шток 37, ввернутый в сталкивающую плиту 5. В нем соосно размещен подпружиненный центральный выталкиватель 25, кольцевой буртик которого упирается во ввернутую в шток полую пробку 24. При этом один торец выталкивателя выступает за пределы штока 37 с пробкой 24, а другой устанавливается заподлицо с централь-ным поднутрением в вкладыше 35. Шток 37 связан с втулкой 80 сухарями 82, ограниченными втул-кой 81, ввернутой во фланец 1и зафиксированной гайкой 83. На планке 22 закреплены возвратные выталкиватели 21. Охлаждающая вода при помощи ниппелей 84 поступает и выходит через цилиндри-ческие каналы фланца 1, обслуживающие каждый ряд оформляющих гнезд. Благодаря перегород-кам 30, установленным в каналах вспомогательных втулок 31, опорных стержней 37 и фланца 1 она последовательно перетекает от одного оформляю-щего гнезда к другому каждого ряда.
Наружная поверхность каждого изделия, включая его наружную резьбу, оформляется литей-ным расширяющимся стержнем 11 с БGсторонней замыкающей вставкой 10 (см. рис. 15, тип примене-ния б). Восемь замыкающих вставок 10 закреплены в обойме 6 и подпираются плитой 7. В плите 6 и в специальном опорном вставке 17 размещена литниковая втулка 16, в которой имеется цент-ральный литниковый канал. Соединенный с ним разводящий литниковый канал с полукруглым сечением выполнен в плите 6 по ее вертикальной оси со стороны плоскости разъема формы. От него по осям, соединяющим центры оформляющих по-лостей формы, отводятся подводящие литниковые каналы также полукруглого сечения, концы кото-рых выполняются в соответствующих сегментах литейных расширяющихся стержней 11. Их сфе-рические окончания соединены с оформляющими гнездами при помощи точечных впускных каналов. Соединенные между собой обойма 6, плита 7, два бруса 8 и фланец 9, центрируемые направляющими втулками 70 и втулками 71, образуют неподвиж-ную полуформу. Шпильки 12, оформляющие внут-реннюю поверхность стенок изделий с наружной резьбой, установлены в планке 18, расположенной между брусьями 8 и присоединенной к фланцу 9. Литейные расширяющиеся стержни 11 закреплены в соединенных друг с другом планках 15 и 14, также расположенных между брусьями 8 и подпружинен-ных пружинами 20, установленными во фланцах 9. Планки 15 и 14 направляются колонками 75 при помощи направляющих втулок 73. Аналогично подвижной полуформе охлаждающая вода при помощи ниппелей 84 поступает и выходит через цилиндрические каналы фланца 8, обслуживаю-щие каждый ряд оформляющих гнезд. Благодаря

35От ручного свинчивания до автоматического сброса резьбовых изделий
перегородкам 13, установленным в каналах шпи-лек 12 и фланца 9, она последовательно перетекает от одного оформляющего гнезда к другому каждого ряда. Плита 5 и обойма 6 охлаждаются водой при помощи цилиндрических каналов, проходящих по обе стороны от установленных в них опорных стержней 34 и замыкающих вставок 10. Вход и выход воды осуществляется через боковые цилиндрические каналы и ниппели 84. Центриро-вание подвижной и неподвижной полуформ про-изводится при помощи направляющих колонок 72 и втулок 70, а центрирование формы в крепежных плитах литьевой машины — установочными дис-ками 76.
После полного отверждения отливки форма начинает размыкаться. Пружины 20, нажимая на соединенные планки 15 и 14, заставляют ли-тейные расширяющиеся стержни 11 следовать за подвижной полуформой. При этом полностью сомкнутые в закрытой форме сегменты 28 и 29, покидая замыкающие вставки 10, расходятся, осво-бождая наружную резьбу изделий, а неподвижные шпильки 12 выходят из них, оставаясь на непод-вижной части формы. Прижимаясь какое то время к подвижной полуформе, сегменты с подводящими литниковыми каналами при отходе от изделия отрывают точечные литники. Вся литниковая система увлекается с подвижной полуформой зна-ками 38 и конусным центральным поднутрением в вкладыше 35, установленном в сталкивающей плите 5. При упоре планок 15, 14 в плиту 7 литей-ные расширяемые стержни 11 останавливаются. К этому моменту наружные резьбы должны быть полностью освобождены, а изделия, сидящие на сомкнутых сегментах 28 и 29, следовать с подвиж-ной полуформой до полного раскрытия формы. После остановки подвижной плиты литьевой ма-шины включается центральный гидротолкатель, который, упираясь в шток 37, начинает его переме-щать, предварительно утопив в нем выступающий конец подпружиненного центрального выталки-вателя 25 и, тем самым, выжав из вкладыша 35 поднутренный выступ центрального литника. Так как шток 37 связан сухарями 82 с втулкой 80, начинается одновременное перемещение сталки-вающей плиты 5 и планки 22 относительно плит подвижной полуформы. При этом сталкивающая плита 5 срывает с знаков 38 , удерживаемую ими литниковую систему, сбрасывая ее в разъем формы, а установленные на планке 22 вставки 32 нажима-ют на заведенные в их пазы оси 33, закрепленные в стержнях 26 и 27, заставляя последние проскаль-зывать вдоль наклонных направляющих отверстий опорных стержней 34. Закрепленные на стерж-нях 26 и 27 сегменты 28 и 29 совершают сложные движения вдоль прилегающих к ним наклонных плоскостей опорного стержня 34, одновременно выходя из внутренней резьбы изделий в резуль-тате горизонтального смещения осей 33 в пазах вставков 32. Эти смещения для соседних сегментов
имеют различную величину изGза разных углов наклона направляющих отверстий опорного стерж-ня 34, через которые проскальзывают стержни 26 и 27. Это позволяет сегментам не мешать друг другу при полном освобождении внутренней резьбы. Как уже отмечалось, сталкивающая плита 5 снимает изделия синхронно с сегментами 28 и 29. Расцеп-ление штока 37 и втулки 80 происходит при выжи-мании сухарей 82 в кольцевую проточку втулки 81. Планка 22, а вместе с ней сегменты, освободившие внутреннюю резьбу изделий, сразу останавливают-ся. Продолжающая свое движение сталкивающая плита 5 вместе с вкладышами 36 выносит изделия за пределы сегментов 28, 29, сбрасывая их в разъем формы. После этого центральный гидротолкатель возвращается в исходное положение и начинается новый цикл работы формы.
Сравнивая новую литьевую форму для «Пат-рубка» со старой конструкцией на рис. 5, надо отметить, что количество оформляющих гнезд уве-личилось в четыре раза. Форма стала значительно компактнее, и ее можно без проблем устанавливать на небольшую машину, мощность которой исполь-зуется полностью (не нужно, например, вырезать окно в решетке блокировки как для старой формы). Форма надежна в работе, в ней нет деталей, которые могли бы подвергаться интенсивному износу. При отработке определенных навыков изготовление такой формы не должно требовать значительных средств и времени.
Бывают такие обстоятельства, когда при получении пластмассовых изделий с внутренней резьбой у конструктора оснастки нет приемлемой альтернативы применению узлов со складывающи-мися внутрь сегментами типа Multiform. В первой половине 1980Gх годов НПО «Пластик» получило государственное задание. Надо было спроекти-ровать литьевую оснастку для длинномерного полого пластмассового изделия с внутренней и наружной резьбой под названием «Трубка ман-жетной колонки». В это время в стране громко зву-чало название большой стройки — строительство БайкалоGАмурской железнодорожной магистрали (БАМ). При возведении СевероGМуйского туннеля, по которому она должна была пройти, столкнулись с большой проблемой. Рыхлая, сыпучая порода, в которой прорубался туннель, неоднократно обру-шивалась, ликвидируя уже проделанную работу. Для предотвращения обвалов в нее должны были закачать специальную связующую смесь с помо-щью пластмассовых трубок, полученных на нашей оснастке. Наиболее подходящей конструкцией этой оснастки была рычажная литьевая форма, позволявшая отливать легкие (всего 120 г) и длинные трубки небольшого диаметра на литьевой машине, имеющей мощность, соответствующую массе будущих изделий. Кроме того, сроки и сто-имость изготовления такой оснастки были мини-мальными, что было очень важно (особенно сроки) для этого задания. У нас имелся богатый опыт

Рис. 16

окончание рис. 16

38 От ручного свинчивания до автоматического сброса резьбовых изделий
конструирования и изготовления рычажных форм. Не представляло никакой сложности оформление наружной резьбы у изделий, положенных в разъем формы. Но вот автоматическое выворачивание резьбовых знаков, оформляющих внутреннюю резьбу, без совершенно неприемлемого в этих условиях радикального усложнения конструкции оснастки, было невозможно. Пришлось вводить разрывы по диаметру внутренней резьбы изделия (см. рис. 17) и придумывать оригинальный ме-ханизм, приводящий в движение оформляющие ее сегменты, сходящиеся к оси изделия при его удалении из формы. Конечно, заказчики на такую резьбу согласились не сразу (приходилось вводить дополнительные уплотнительные прокладки), но из двух зол выбрали меньшее.
На рис. 17, а дается сборочный чертеж литье-вой формы на изделие «Трубка манжетной колон-ки». Форма имеет всего четыре плиты. Пуансон 39 и подвижный фланец 51, соединенные и центриру-емые друг с другом при помощи втулки 103 и на-правляющей втулки 101, образуют подвижную по-луформу. Матрица 30 висит с помощью втулок 41 на направляющих колонках 32, закрепленных в неподвижном фланце 36. Пуансон 39 соединен с матрицей 30 четырьмя защелками. Каждая защел-ка состоит из пары подпружиненных зацепов 5, шарнирно установленных на верхней и нижней плоскостях пуансона с помощью специальных винтов 52. Зацепы замыкаются на штифтах 91, установленных на матрице, и поддерживаются в направлении горизонтальной оси формы такими же штифтами, установленными на пуансоне. Под-
вижная полуформа центрируется с остальными плитами формы с помощью направляющих коло-нок 32 и втулок 101.
Параллельные оси двух оформляющих полос-тей находятся в плоскости смыкания пуансона 39 и матрицы 30 симметрично вертикальной оси формы. На этой же оси между оформляющими поверхностями в пуансоне закреплен вставок 27, а в матрице — вставок 28, в которых выполнен раз-водящий литниковый канал, пересекаемый подво-дящими каналами. Все каналы имеют круглое се-чение. Во вставке 27 в местах пересечения каналов выполнены конусные поднутрения, под которые заподлицо их расширенным плоскостям подве-дены выталкиватели 3, закрепленные на план-ке 45, размещенной в свободном прямоугольном отверстии подвижного фланца 51. Закрепленные на этой же планке возвратные выталкиватели 4, при сомкнутой форме устанавливают ее опорную плоскость заподлицо с опорной плоскостью под-вижного фланца. Планка 45 направляется при по-мощи втулок 47 направляющими колонками 102, закрепленными в пуансоне 39. Под центральное конусное поднутрение подведен выталкиватель 42, закрепленный в штоке 43, ввернутом в планку 45. Это поднутрение примыкает к центральному литниковому каналу в литниковой втулке 29, установленной в матрице 30. Выполненные в оформляющих плитах сферические окончания подводящих каналов соединены с оформляющи-ми гнездами туннельными впусками. Наружная резьба пластмассовых изделий оформляется в двух вставках 26, закрепленных на пуансоне 39 и
Рис. 17

39От ручного свинчивания до автоматического сброса резьбовых изделий
Рис. 17а

40 От ручного свинчивания до автоматического сброса резьбовых изделий
продолжение рис. 17а
41От ручного свинчивания до автоматического сброса резьбовых изделий
окончание рис. 17а

42 От ручного свинчивания до автоматического сброса резьбовых изделий
матрице 30 при помощи вставков 49. В оформляющих вставках резьба наре-зается в сборе.
Внутренние поверхности изделий оформляются знаками 12, закреплен-ными на траверсе 24 при помощи гаек 85. К торцевым плоскостям траверсы присоединены щеки 57, шарнирно соединенные с рычагами 55. Противопо-ложные концы этих рычагов шарнирно соединены с подвижным фланцем 51 и косынкой 61, присоединенной к матрице 30, причем оси шарниров находятся на одинаковом расстоянии от горизонтальной оси формы. Щеки 57 подде-рживаются в вертикальном положении параллелограммами, состоящими из рычагов 55 и шарнирно соединенных с ними рычагов 56. Противоположные концы рычагов 56 шарнирно соединены между собой с помощью осей 10, про-пущенных через вертикальные пазы в щеках 57 и ограниченных шайбами 87 и гайками 84. Поскольку расстояния между осями шарниров на рычагах 56 и между осями шарниров на рычагах 55 в местах их присоединения к форме и к рычагам 56 выбираются равными, оси 10 вдоль пазов щек 57 не перемещаются. По обеим сторонам формы, симметрично ее горизонтальной оси, на форме установлена еще одна пара аналогичных параллелограммов шарнирно соеди-ненных со сталкивающей плитой 25 с установленными в ней сталкивающими втулками 13, прижатыми пластинами 23. Оси 10, соединяющие рычаги 56, входящие в эти параллелограммы, также пропущены через вертикальные пазы щек 57 и служат им дополнительной опорой. Они по тем же причинам, что оси 10 первой пары параллелограммов не перемещаются вдоль пазов щек 57. Втулки 13 по скользящей посадке надеты на знаки 12 и тем самым обеспечи-вают центрирование сталкивающей плиты 25 и траверсы 24 относительно друг друга. Вставки 49, прижимающие вставки 26 оформляющие наружные резьбы изделий, имеют кольцевые выступы трапецеидального сечения, фиксирующие знаки 12 в сомкнутой форме.
Форма имеет дополнительный разъем по плоскости, разделяющей офор-мляющие наружные поверхности изделий от составного ползуна, на котором установлены детали, оформляющие внутренние резьбы изделий. В составной ползун входят ползун 40 и подвижно соединенная с ним планка 53, которые имеют одинаковый, прилегающий друг к другу профиль. Составной ползун направляется направляющими планками 21 и подпирается в сомкнутой форме с помощью регулировочной планки 38, клином 35, закрепленным на неподвижном фланце 36. В ползуне имеются два симметричных относительно его оси отверстия, наклоненных к горизонтальной оси формы под углом 20°. Через эти отверстия с зазором 0,5 мм на сторону проходят цилиндрические лекала, закрепленные на неподвижном фланце 36. Планка 53 подпружинена тремя пружинами 54, находящимися в глухих отверстиях, выполненных в планке и ползуне 40. Максимальное удаление планки от ползуна 40 под дав-лением пружин 54 фиксируют ограничители 108, присоединенные к планке 53. В ТGобразные пазы двух выступов на планке 53 заведены резьбовые сегмен-ты 14, которые прижимаются подпружиненными пробками 48 к наклонным плоскостям центральных знаков 16, закрепленных и отцентрированных на ползунах 40 таким образом, что они оформляют пазы, разрывающие по диамет-ру внутреннюю резьбу пластмассовых изделий, оформляемую сегментами 14. Подпружиненные пробки 48 размещены во вставках 22 и 50, закрепленных на планке 53. Каждый знак 16 имеет центральный конусный выступ, который притирается к конусной поверхности углубления в заглушке 15, закрыва-ющей центральный канал водяного охлаждения в оформляющем знаке 12. Благодаря этому оформляющий знак 12 фиксируется строго по оси полости, оформляющей наружную поверхность изделия. Дополнительная фиксация знаков 12 осуществляется вставками 49 и знаками 62, закрепленными на пуансоне 39 и матрице 30. Фонтанирующее охлаждение оформляющих знаков 12 выполняется благодаря вводу трубок 6 в их центральные каналы. Эти трубки вворачиваются в ниппеля 7, которые в свою очередь ввернуты в оформляющие знаки 12, прижимая через резиновые прокладки, надетые на них по скользящей посадке ниппеля 8. Поступающая через ниппели 7 вода обтекает трубки 6, осуществляя эффективное охлаждение знаков 12, и выхо-дит через отверстия в стенках ниппелей 7 и кольцевые внутренние проточки

43От ручного свинчивания до автоматического сброса резьбовых изделий
ниппелей 8 по их главным выводящим отверстиям. Охлаждение пуансона 39 и матрицы 30 производится при помощи выполненных в них цилиндрических каналов. На сборочном чертеже формы даются схемы движения охлаждающей воды в этих плитах и в оформляющих знаках 12. Ее входы и выходы в плитах осуществляются через ввернутые в них ниппели 105.
Впрыскиваемый в сомкнутую форму расплав термопласта заполняет литниковые каналы в литниковой втулке 29, во вставках 27 и 28 и в плитах 39 и 30. Через туннельные впуски он заполняет оформляющие полости. После вы-держки материала под давлением и охлаждением форма начинает размыкаться. Благодаря подпружиненным зацепам 5 матрица 30 начинает отходить вместе с подвижной полуформой, перемещаясь по направляющим колонкам 32. Одно-временно под действием лекал 33 начинает отходить назад ползун 40, проскаль-зывая между направляющими планками 21, закрепленными на матрице 30. Вместе с ползуном отходят закрепленные на нем центральные знаки 16. Так как планка 53 под действием пружин 54 остается прижатой к плоскости разъема на матрице 30, сегменты 14, потеряв опору под давлением подпружиненных пробок 48, движутся в направляющих пазах выступов планки 53 к оси пластмас-совых изделий. После того как сегменты 14 полностью освободят внутреннюю резьбу изделий, выступы на ограничителях 108, закрепленных на планке 53, упрутся в стенки соответствующих пазов на боковых сторонах ползуна 40. Пол-зун потащит планку за собой, выводя сомкнувшиеся сегменты 14 из изделий. Длина лекал рассчитана на полный вывод резьбооформляющих сегментов из оформляющих полостей формы. Обеспечив решение этой задачи, лекала 33 покидают ползуны 40, которые сразу же останавливаются, фиксируемые под-пружиненными пальцами 59, имеющими сферические окончания, попадающие в соответствующие конусные углубления на опорной плоскости ползуна. Расстояния между осями этих углублений и осями установочных отверстий пальцев 59, выполненных в пуансоне 39, равны полному ходу ползуна 40. К моменту освобождения пластмассовых изделий от деталей, оформляющих их внутреннюю резьбу, затылочные плоскости головок четырех тяг 31, ввер-нутых в неподвижный фланец 36, одновременно упираются в донышки глухих отверстий в матрице 30, прекращая ее движение с подвижной полуформой. При этом защелки из подпружиненных зацепов 5 разжимаются, освобождаясь от штифтов 91, установленных на матрице 30. Начинается главный разъем формы. Вся литниковая система благодаря поднутрениям выполненным во вставке 27 уходит с пуансоном 39, при этом центральный пальчиковый литник извлекается из литниковой втулки 29. Так как оформляющие знаки 12 вместе с изделиями выносятся раздвигающимися параллелограммами рычагов 55 и 56 на середину образующегося разъема формы, происходит отрыв литников от изделий в мес-тах точечных туннельных впусков. При дальнейшем ходе подвижной плиты литьевой машины и увеличении разъема формы параллелограммы, шарнирно связанные со щеками 57, поднимают их вместе с траверсами 25 и знаками 12 вверх по середине разъема формы. В то же время параллелограммы, шарнирно связанные со сталкивающей плитой 25, опускают ее вместе со сталкивающей втулкой 13 вниз также по середине разъема формы. При таком встречном движении знаков 12 и сталкивающей втулки 13 сброс изделий со знаков 12 происходит при небольшом ходе подвижной плиты машины. На последнем участке этого хода пробка 44, ввернутая в шток 43, упирается в упор литьевой машины. Шток 43 останавливает планку 45 с толкателями 3, которые вместе с толкателем 42 выталкивают литниковую систему из поднутрений вставка 27 в разъем формы.
Судьба этой удивительной формы и необычного пластмассового изделия, которое должно было на ней отливаться, мне неизвестна — обратной связи с организациейGзаказчиком чертежей не было. Но зато я очень хорошо пред-ставляю себе конструкцию формы на такое изделие, если бы ее пришлось выпускать сейчас. Применение узлов типа Multiform (D-M-E) позволило бы получить пластмассовые изделия со сплошной внутренней резьбой, почти не изменив конструкцию оснастки. При этом увеличение стоимости ее изготов-ления было бы приемлемым изGза небольшого количества оформляющих гнезд в форме, важности будущих изделий и больших финансовых возможностей

44 От ручного свинчивания до автоматического сброса резьбовых изделий
заказчика. На рис. 18 дается фрагмент вида на подвижную часть этой вообража-емой формы. Выступы и впадины с сечением «ласточкин хвост» сегментов 65 и 66 заведены в соответствующие пазы и впадины центральных стержней 67, закрепленных на ползуне 40. Плоскости этих стержней, к которым притерты плоскости сегментов, выполнены под разными углами. Сегменты имеют фланцы, размещенные между накладками 68 и 69, закрепленными на пли-те 64, которая подпружинена относительно ползунов 40 тремя пружинами 54. Плита 64 также как ползун 40 направляется направляющими планками 21, и жестко соединена с планкой 63, зажимающей ограничители 108. Ограни-чители, закрепленные на плите 64, фиксируют максимальный ход плиты 64 относительно ползуна 40 под действием пружин 54. При смыкании формы клин 35, закрепленный на неподвижном фланце 36, с помощью регулировоч-ной планки 38 прижимает составной ползун, состоящий из деталей 40, 64 и 63 к пуансону 39 и к матрице 30. При этом узлы Multiform прижимаются своими торцами к оформляющим знакам 12 и к находящимся в них заглушкам 15. Так же как в предыдущей форме конические выступы на центральных стержнях 67 притираются к коническим поверхностям углублений в заглушках 15, фикси-руя знаки 12. Конструкция и работа остальной части формы не изменились. Поэтому мне остается рассказать только о работе ее нового участка.
В начале хода подвижной плиты литьевой машины лекала 33, закреплен-ные на неподвижном фланце 36, заставляют проскальзывать ползуны 40 вдоль направляющих планок 21, закрепленных на пуансоне 39. С ползуном движутся закрепленные на нем центральные стержни 67. Под действием пружин 54 пли-та 64 вместе с планкой 63 некоторое время остаются прижатыми к пуансону 39 и к матрице 30. При этом выступы и пазы движущихся центральных знаков 67 нажимают на соответствующие пазы и выступы сегментов 65 и 66, заставляя их фланцы проскальзывать между накладками 68 и 69, закрепленными на
Рис. 18. Фрагмент вида на подвижную часть формы с использованием раздвижного литейного стержня Multiform (DME)

45От ручного свинчивания до автоматического сброса резьбовых изделий
плите 64. В результате этого сегменты сходятся к осям изделий, освобождая их внутренние резьбы. К моменту их полного освобождения выберутся за-зоры между выступами ограничителей 108 и стенками пазов в ползунах 40. Ползун потащит за собой плиту 64 вместе с сегментами 65 и 66. После их полного выхода из зоны изделий лекала 33 покидают ползун 40, который стопорится подпружиненными фиксаторами 59, попадающими в соответс-твующие углубления ползуна (см. сечение В–В ), и начинается следующий этап работы формы, уже показанный при описании предыдущей оснастки. Остается добавить, что, учитывая сложность расчета и изготовления узлов Multiform, ответственность задания и жесткие сроки, которые обычно даются на его выполнение, я бы предпочел заказать эти узлы у D-M-E, выдав фирме все необходимые исходные данные для исполнения заказа.
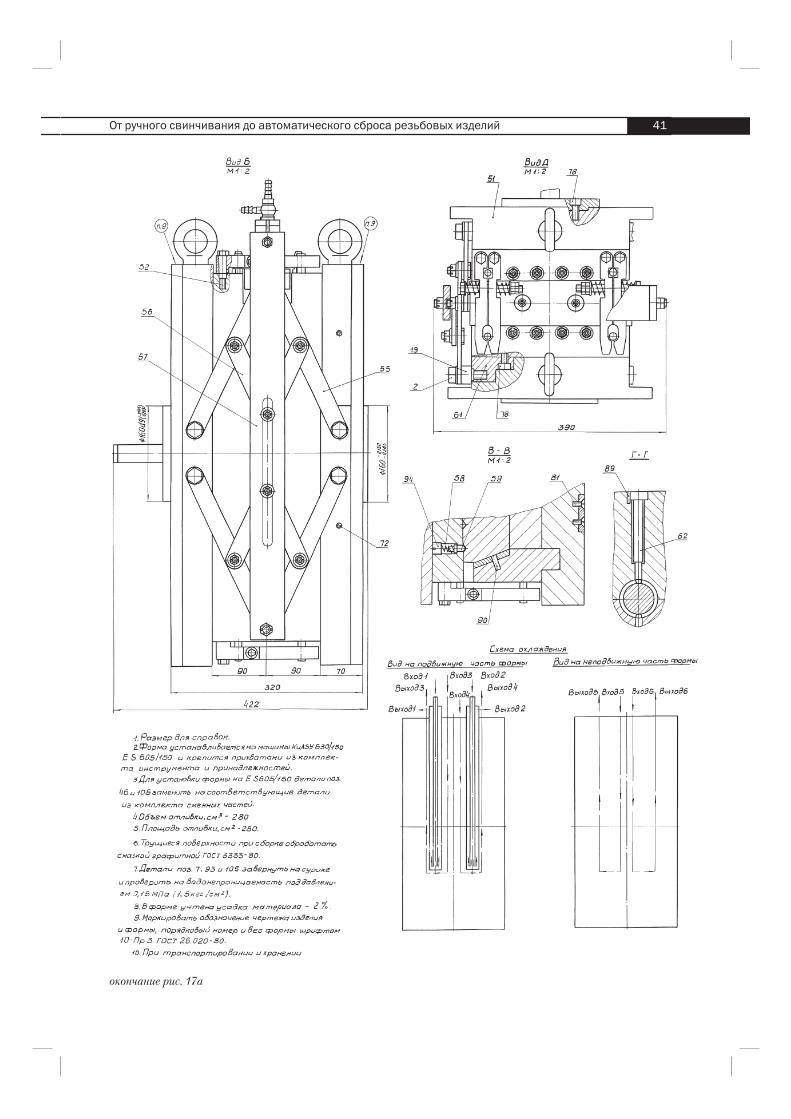
Ну а теперь, когда мы рассмотрели различные способы оформления внутренней резьбы пластмассовых изделий, можно с сожалением конста-тировать, что они не годятся для новых бурно развивающихся производств, ориентированных на выпуск миллионных тиражей деталей. Пищевая и фармацевтическая промышленности, производство товаров бытовой химии и другие отрасли народного хозяйства потребовали сверхпроизводительную, дешевую и быстро внедряемую новую литьевую оснастку. На рис. 19 изображен чертеж пластмассовой пробки для бутылочки с чистящим средством. Изделие должно выпускаться миллионными тиражами и иметь низкую себестоимость. Тонкостенность изделия, скругленность профиля неглубокой внутренней резьбы, небольшое количество ее витков и довольно эластичный исходный термопласт позволяют выполнить конструкцию литьевой оснастки, предус-матривающую прямое сталкивание изделий с оформляющих деталей формы. Эта задача осложняется кольцевым заглублением на торцевой стенке пробки с центральным впрыскивающим носиком. Крышечка, соединенная с корпусом
46 От ручного свинчивания до автоматического сброса резьбовых изделий
пробки тонкой фигурной пружинящей перемычкой, исключает возможность использования сталкиваю-щей плиты для удаления изделий из формы. Кроме того, полусферическое наружное окончание носика имеет на своем диаметре кольцевое поднутрение (см. рис. 19, вид V), защелкивающееся на кольце-вом внутреннем поднутрении полого выступа на донышке крышки, при закрывании ею выходного отверстия пробки (см. рис. 19, вид III). Эти особен-ности изделия заставляют усложнять конструкцию формы, вводя в нее дополнительные детали, обеспе-чивающие оформление и бездефектное извлечение вышеупомянутых частей пробки. На рис. 20 дается сборочный чертеж литьевой формы на изделие «Пробка с крышкой». Оснастка имеет восемь офор-мляющих гнезд, размещенных в пуансонах 22 и мат-рицах 21, установленных по тугой посадке в обойме пуансонов 9 и обойме матриц 10. Подвижную полуформу образуют обойма пуансонов 9, опорная плита 8, два бруса 4 и фланец 1, соединенные и цен-трируемые друг с другом при помощи втулок 61 и направляющих втулок 60. Неподвижная полуформа состоит из обоймы матриц 10 и фланца 12, соеди-ненных и центрируемых друг с другом при помощи направляющих колонок 62 и опорных шайб 66. Центрирование подвижной и неподвижной по-луформ относительно друг друга осуществляется направляющими втулками 60 и колонками 62, а относительно крепежных плит литьевой машины направляющими дисками 69.
Внутренняя поверхность корпуса пробки оформляется резьбовым знаком 16 и вставленным в него по посадке движения знаком 17, оформ-ляющим внутреннюю поверхность удлиненного впрыскивающего носика пробки. Из дальнейше-го описания работы формы будет понятно, что применение двух оформляющих знаков вместо одного было сделано для облегчения работы тон-костенных трубчатых толкателей 18, подведенных под стенки корпуса пробки. Плоскость разъема формы оформляет торцевые поверхности крыше-чек и сопрягаемых с ними мест корпусов пробок. Со стороны пуансонов под крышечки подведены выталкиватели 80. Между брусьями 4 размещена планка 2, в которой с зазором около 0,1 мм на сто-рону установлены знаки 17. Планка центрируется установленными на фланце 1 направляющими колонками 65 и присоединена к нему винтами 40. В знаках 17 выполнены каналы охлаждения, в ко-торые заведены перегородки 15, установленные на фланце 1. Перегородки пересекают имеющиеся во фланце каналы, соединяющие отверстия, продол-жающие каналы в знаках 17. Охлаждающая вода, поступая через ниппели 72 в каналы, проходящие под рядами установленных знаков 17, обтекая перегородки 15, последовательно поступает в каж-дый знак и выходит через такие же ниппели 72. В опорной плите 8 и в фланце12 по обе стороны от их вертикальных осей под рядами пуансонов 22 и матриц 21 так же проходят цилиндрические кана-
лы водяного охлаждения. Вода, поступающая в эти каналы через ниппели 72, благодаря заглушкам 14 последовательно попадает в каналы охлаждения каждого пуансона 22 и каждой матрицы 21, осу-ществляя их равномерное интенсивное охлажде-ние, и выходит также через ниппели 72. Резьбовые знаки 16 установлены в планке 5 и подпираются соединенной с ней планкой 3. Обе планки направ-ляются направляющими колонками 65 с помощью направляющих втулок 63 и в сомкнутой форме прижаты к планке 3. К этим планкам прижимаются соединенные друг с другом планки 6 и 7, в которых с зазором 0,1 мм на сторону установлены трубча-тые толкатели 18 и выталкиватели 80. Планки 6 и 7 направляются теми же направляющими ко-лонками 65 с помощью направляющих втулок 63. В планку 6 ввернут центральный шток 33, который по посадке движения проходит через втулку 75, ввернутую в планку 3. Шток 33 имеет кольцевую проточку трапецеидального сечения, к поверх-ности которой прижаты четыре сухаря 77, встав-ленные в прямоугольные отверстия втулки 75. Ограниченные по посадке движения внутренней цилиндрической поверхностью корпуса 76, ввер-нутого в фланец 1, сухари 77 связывают шток 33 и втулку 75. В пуансоны 22 вставлены сменные направляющие втулки 31, которые по посадке движения сопрягаются с наружными направля-ющими поверхностями трубчатых толкателей 18. В обойме пуансонов 9 по ее вертикальной оси на плоскости разъема формы выполнен разводящий литниковый канал полукруглого сечения, пересе-каемый пазами, продолжающимися в пуансонах 22 до пересечения с оформляющими поверхностями корпусов пробок. К поверхностям этих пазов с зазором не более 0,03 мм притираются соответс-твующие поверхности знаков 30, установленных в обойме матриц 10. Своими противоположными торцевыми плоскостями знаки оформляют плос-кие сквозные срезы на цилиндрических наружных поверхностях корпусов пробок, выполненных в пуансонах 22 расположенных по обе стороны от разводящего литникового канала. На сечении А–А рис. 20 можно увидеть как прерванный знаками 30 разводящий литниковый канал восстанавливается за счет его участков такого же сечения выполнен-ных по контуру сечений знаков 30, притираемых к обойме пуансонов 9. Проходящие по знакам 30 поперечные подводящие литниковые каналы полу-круглого сечения соединяются с оформляющими полостями формы точечными конусными туннель-ными впусками и в пересечениях с разводящим литником имеют конусные поднутрения, под кото-рые подведены выталкиватели 73, установленные в планках 6 и 7.
Расположенный по горизонтальной оси формы центральный литниковый канал, выполненный в литниковой втулке 67, в месте соединения с разводящим литниковым каналом также имеет конусное поднутрение (втулка 68), под которое

47От ручного свинчивания до автоматического сброса резьбовых изделий
Рис
. 19

48 От ручного свинчивания до автоматического сброса резьбовых изделий
Рис. 20

49От ручного свинчивания до автоматического сброса резьбовых изделий
Окончание рис. 20

50 От ручного свинчивания до автоматического сброса резьбовых изделий
подведен центральный выталкиватель 74, также установленный в планках 6 и 7. Для оформления внутренней поверхности крышечки изделия в каждую матрицу 10 установлен вставок 27 вместе с вставками 26 и 28, оформляющими поверхности соединительной перемычки и верхней части кор-пуса пробки. Сферическое окончание впрыскива-ющего носика пробки оформляется вставком 29, а его сквозное отверстие знаком 32.
Размыкание литьевой формы начинается при не полном остывании изделий, когда упругие деформации их стенок уже не могут превратиться в остаточные. Это облегчает сталкивание пробок с резьбовых знаков 16. Чтобы предотвратить отрыв крышечки от корпуса пробки при размы-кании обеспечивается ее автоматическое снятие с вставка 27 толкателями 25, закрепленными на двух планках 20, подпружиненных пружинами 19. Планки размещены в пазах фланца 12 по обе сторо-ны от его вертикальной оси и направляются колон-ками 64 при помощи втулок 70. Закрепленные на планках 20 ступенчатые возвратные толкатели 11 при смыкании формы устанавливают планки 20, а также планки 3, 5, 6, 7 в исходное положение. Вместе с крышечкой из вставка 27 выходит и ее полый выступ, увлекающий за собой оформляю-щий знак 24 с ограничительной пробкой 23. При полном освобождении наружной поверхности выступа буртик пробки 23 упирается в дно глухо-го отверстия во фланце 12, останавливая знак 24. Оформляющая головка знака преодолевает коль-цевое поднутрение полого выступа крышечки за счет упругости его освобожденной стенки и выходит из изделия. Ход планок 20 завершается, когда они упрутся в обойму матриц 10. Изделия уходят с подвижной полуформой. Конусные под-нутрения в обойме пуансонов 9 и втулке 68 уводят с ней и затвердевшую литниковую систему. После завершения движения подвижной плиты литьевой машины включается ее центральный гидротол-катель, который упираясь в шток 33 движет его и соединенную с ним втулку 75. Вместе с ними относительно неподвижных брусьев 4 смещают-ся планки 3, 5, 6 и 7. При этом установленные в них трубчатые толкатели 18, резьбовые знаки 16, выталкиватели 80, 73 и 74, действуя синхронно,
выносят отливку из подвижной полуформы. При этом литники отсекаются от изделий в туннельных впусках вставков 30 и выпадают в разъем формы, а изделия, освободившись от знаков 17, остаются на резьбовых знаках 16. К этому моменту сухари 77 подходят к кольцевой проточке трапецеидального сечения на внутренней цилиндрической поверх-ности корпуса 76. Лишившись опоры, они выдав-ливаются в нее конусной поверхностью кольцевой проточки штока 33. При этом втулка 75 вместе с планками 3 и 5 и установленными в них резьбовы-ми знаками 16 останавливается. Продолжающие свое движение шток 33 и планки 6 и 7 смещают ус-тановленные в планках трубчатые толкатели 18 от-носительно остановившихся резьбовых знаков 16. При сталкивании изделий с этих знаков резьбовые стенки могут пружинить без деформации резьбы, так как их наружная поверхность освободилась от оформляющих поверхностей пуансонов 9 на пер-вом этапе толкания. Кроме того, двухступенчатое сталкивание изделий сводит на нет вероятность заклинивания трубчатых толкателей, так как на первом этапе сталкивания изделий трется о направляющие втулки 31 только их наружная на-правляющая поверхность, а на втором этапе (при снятии изделия с резьбовых знаков 16) — только внутренняя. После сброса изделий в разъем формы центральный гидротолкатель машины отходит в исходное положение и отключается, а литьевая форма начинает свое смыкание для следующего цикла литья изделий.
На примере описанной литьевой формы пока-зан один из сложнейших вариантов прямого стал-кивания резьбовых изделий с оформляющих зна-ков. В тех случаях, когда нет необходимости заглуб-лять резьбовые участки изделий в оформляющие плиты для сталкивания изделий вместо трубчатых толкателей используются сталкивающие плиты, что значительно упрощает конструкцию оснастки и повышает надежность ее работы. Именно такие, часто горячеканальные формы, с большим коли-чеством оформляющих гнезд используются для наработки миллионных тиражей резьбовых пробок для бурно развивающейся индустрии пластиковой и другой тары, применяемой в самых различных отраслях народного хозяйства.





























