Embed Size (px)
Citation preview

新エネルギー発電設備事故対応・構造強度ワーキンググループ(第5回) H26年8月26日 (株)日本製鋼所ECS-SON-0257 R2
1. はじめに2013年4月に稼動中の当社製風力発電機J82のピッチベアリングにクラックの発生が確認されて以降、2014年8月現在まで
に合計24基の同型の風力発電機において同様のクラックが確認されている。このクラックの発生原因を究明するための調査と
検討を進めてきた結果、原因が判明し対策案が決定したのでその詳細を報告する。
2. クラックの発生状況
表4-1 P社製及びR社製ピッチベアリングの緒元
3. ピッチベアリングの設計について
風力発電機J82のピッチベアリングに発生したクラックに関する報告書(概要版)
図2-1に示すように、クラックは、ピッチベアリングの外輪において、180°方向に配置されている挿入栓穴、及び140°~
190°方向付近のボルト穴に発生した。ピッチベアリングは、その製造会社がP社(韓国)とR社(日本)の二種類あり、P社製ベ
アリングではその19体において挿入栓穴からクラックが発生した。また、R社製ベアリングでは、挿入栓穴にクラックが発生した
ものが1体、ボルト穴に発生したものが8体である。クラックが発生した風力発電機は9つのサイトに及んでおり、2014年8月8日現在において、24基の風力発電機で総数28軸のベアリングにクラックが確認されている。表2-1に各サイト毎のクラック発生数、
発生部位、及びベアリングの製造会社をまとめる。
ボルト穴割れ(8軸) 挿入栓穴割れ(20軸)
未使用のP社製及びR社製ピッチベアリングを解体し、寸法・構造、外輪材の強度、及びレース面の性状などを調査した。両
ベアリングの寸法・構造を図4-1に、また主な緒元を表4-1に示す。両社製ベアリング共にその型式は2列の4点接触玉軸受であ
り、主要な寸法と構造はほぼ同一であるが、挿入栓の固定形式とソフトゾーン部の逃がし加工の有無に差異がある。
また、クラックが発生した外輪に関しては、P社製の材質は欧州の規格(EN 10083-3)に規定される42CrMo4鋼であり、引張
試験より得られた実績値は、引張強さの上限を除き規格値を満足した。一方、R社製外輪の材質はJIS G 4052に規定される
SCM445H鋼であるが、JISでは強度が規定されていないため、R社では設計に際して社内基準値を設定し強度を管理してい
る。引張試験による実績値は社内基準値を満足した。したがって、P社製とR社製ともに外輪材料の強度には問題はなく、それ
がクラック発生の原因ではないと判断される。
また、レース面については、高周波焼入れ後の焼戻しの実施の有無が両社の大きな違いであり、通常行われる低温での焼戻
し熱処理がR社製外輪では行われていないことが判明した。レース面の性状については、R社の硬さがP社に比較して若干大き
いが、両社に大きな差異はなく、GL ガイドライン 2003、及び2010に規定される硬さの最低値を満足した。
4. ピッチベアリングの構造と外輪材料の強度
図2-1 クラックの発生位置
0゜
270゜
90゜
180゜
風上側
1軸 2軸 3軸S01 1 R社 - ボルト穴 - 4年6ヶ月
R社 - ボルト穴 4年8ヶ月
R社 - ボルト穴 4年8ヶ月
3 R社 - - ボルト穴 4年3ヶ月
4 R社 - 挿入栓穴 - 4年R社 ボルト穴 - 4年R社 ボルト穴 - 4年
6 R社 ボルト穴 - 4年8ヶ月
7 R社 - - ボルト穴 3年11ヶ月
P社 - 挿入栓穴 3年11ヶ月
P社 - 挿入栓穴 4年3ヶ月
9 P社 - 挿入栓穴 - 2年11ヶ月10 P社 挿入栓穴 - - 3年2ヶ月11 P社 - - 挿入栓穴 2年9ヶ月12 P社 挿入栓穴 - - 3年2ヶ月13 P社 挿入栓穴 - - 3年1ヶ月14 P社 挿入栓穴 - - 3年2ヶ月15 P社 挿入栓穴 - - 2年9ヶ月
P社 - - 挿入栓穴 2年P社 挿入栓穴 - - 3年4ヶ月
17 P社 - 挿入栓穴 - 3年18 P社 挿入栓穴 - - 3年19 P社 挿入栓穴 - - 3年20 P社 挿入栓穴 - - 2年21 P社 - 挿入栓穴 - 2年22 P社 挿入栓穴 - - 2年8ヶ月
23 P社 - - 挿入栓穴 2年5ヶ月
S09 24 P社 挿入栓穴 - - 3年5ヶ月
S022
16
サイト名風車No.
ベアリングメーカー
クラックの有無・発生部位 クラック発見までの稼動日数
S07
S08
S03 5
S048
S05
S06
表2-1 各サイト毎のクラック発生状況
部位 P社製 R社製
ベアリング 2列の4点接触玉軸受 2列の4点接触玉軸受
42CrMo4(EN 10083-3, 60mm<調質板厚≦100mm)
SCM445H(JIS G 4052)
規格値耐力:550MPa以上
引張強さ:800~950MPa
JISには規定なしR社では以下の基準値を設定
耐力:612MPa以上, 引張強さ:783MPa以上
実績値耐力:666~776MPa引張強さ:885~960MPa
耐力:757~765MPa引張強さ:924~930MPa
なし(不十分) あり
高周波焼入れ+焼戻し(180゚C×1h) 高周波焼入れ
表面硬さ:HV600 ※1, 硬化深度:約6mm 表面硬さ:HV710 ※1, 硬化深度:約6mm表面硬さ:HV600 ※1, 硬化深度:約7mm 表面硬さ:HV650 ※1, 硬化深度:約5mmφ54mm φ60mm
形式 JIS B2808 二重巻きスプリングピン JIS B1352 テーパピン
穴径 φ16mm φ16mm(リーマー加工)
φ30mm φ30mm230μm 180μm
※1)GL ガイドライン 2003, 2010 の規定:ロックウェルのCスケール硬さで55以上(ビッカース硬さ換算値595以上)
外輪材
構造・形式
ソフトゾーン逃がし加工
レース面 熱処理
挿入栓穴部
ボルト穴部
項目
材質(適用規格)
強度
ボルト穴径
穴内面粗さ(Rz)固定ボルト
挿入栓部
挿入栓穴径
固定ピン
図4-1 ピッチベアリングの寸法・構造
ピッチベアリングの設計は、当社が提出した荷重条件に対し、ベアリングメーカーが
GL ガイドライン 2003に準拠して行っている。ベアリングメーカーによる疲労照査の実施
の有無を、GL ガイドラインの要求と比較してピッチベアリングの部位毎に表3-1に示す。
疲労照査が行われている部位はレース面とギア部だけであり、損傷が生じた挿入栓穴部
とボルト穴部については照査が行われていない。その理由は、GL ガイドライン 2003(最新の2010版も同様)において、ピッチベアリングの疲労照査が要求されていないためで
あり、IEC 61400-1においても同様である。また、照査を行う場合には、ISO 76及びISO281に基づきレース面の寿命を評価することが規定されている。一般に、ベアリングの寿
命とはレース面の転動疲労寿命を意味し、ベアリングメーカーもその考え方に立って設
計を行っているのが実情である。しかし、ピッチベアリングがブレードからの荷重をハブへ
伝達する主構造部材であることを考慮すると、外輪の応力集中部である挿入栓穴とボル
ト穴の疲労照査を自主的に実施しておくべきであったと考える。
部位GL
ガイドラインベアリングメーカー
レース面 要求なし 実施
ギア部 要求 実施
挿入栓穴部 要求なし 未実施
ボルト穴部 要求なし 未実施
表3-1 疲労照査実施部位
ナセル側

新エネルギー発電設備事故対応・構造強度ワーキンググループ(第5回) H26年8月26日 (株)日本製鋼所ECS-SON-0257 R2
(1) P社製ピッチベアリング損傷品の解体調査
挿入栓穴部にクラックが発生したP社製ベアリ
ングを解体し損傷状況を調査した。調査対象は、
表2.1における風力発電機No.16の3軸のベアリ
ングである。その破面写真を図5-1に示すが、ク
ラックは挿入栓穴とピン穴の交差部①、②から
発生し進展していることが確認された。また破面
には、疲労破面の特徴であるビーチマークが明
瞭に観察されることから疲労による損傷であるこ
とが確認された。また、起点部には介在物や欠
陥、ミクロ組織の異常などは確認されなかった。図5-1 P社製ベアリング損傷品の破面
5. 挿入栓穴部のクラックに関する調査結果と発生原因
①557MPa②521③469④445
表5-1 P社製とR社製ピッチベアリング挿入栓穴部の比較
図5-2 挿入栓穴断面の周方向応力分布
図5-3 等価疲労荷重の周方向分布
図5-4 逃がし加工
(2) クラックの発生原因
a) 穴交差部の応力集中
等価疲労荷重を用いたFEMによる応力解析の結果、挿入栓穴とピ
ン穴の交差部には7~10倍の非常に大きな応力集中が生じることが判
明した。図5-2に挿入栓穴断面の周方向応力分布を示すが、穴交差
部①、②には500MPaを超える応力が生じており、この大きな応力の
繰り返しがクラック発生の原因と考えられる。
b) 疲労荷重の周方向分布
風力発電機J82では、ピッチベアリング外輪の挿入栓穴の位置
(180°)を、GL ガイドライン 2003に規定されている極値荷重に対し、
その最大の極値荷重が作用しない位置として選定している。その際に
疲労荷重に対する検討を実施していなかったため、あらためてベアリ
ング周方向各位置における疲労荷重を解析・検討した。図5-3に等価
疲労荷重及び極値荷重の周方向分布を示す。この等価疲労荷重は、
実機において測定された風況とClass II Aの風況条件を使用し、疲労
照査に用いられる設計荷重条件(DLC)に対して風車動解析を実施し
て算出したものである。その結果、現状の挿入栓穴位置(180°)は、
疲労荷重が非常に大きい位置であることが判明した。また、図5-2にお
ける穴交差部①の疲労寿命を、荷重の時系列データを用いて疲労損
傷度計算により評価した結果、疲労損傷度は約25となり、寿命は約0.8年であった。したがって、挿入栓穴を疲労荷重の大きい180°位置に
配置したことがクラック発生の主原因と考えられる。
c) レース面の逃がし加工の有無
挿入栓穴部のクラックがP社製ベアリングに集中して発生
していることから、P社、R社両社製ベアリングの差異を検討
した。その結果を表5-1に示すが、両者の大きな差異は、挿
入栓穴のあるソフトゾーン部レース面の逃がし加工の有無で
ある(図5-4参照)。この逃がし加工の目的は、高周波焼入れ
の行われていないソフトゾーン部のレース面に鋼球が接触す
るのを防止することである。R社製のベアリングにのみ逃がし
加工が施されていたが、規格や基準でその加工が義務付け
られているわけではなく、実施はメーカー独自の判断による
ものである。この逃がし加工により挿入栓穴近傍のレース面
に接触する鋼球が減少するため、それを模擬した応力解析
を実施した結果、逃がし加工の存在により穴交差部に生じる
応力が約7%低下することが分かった。しかし、この程度の応
力の低下では疲労寿命への影響が小さいこと、及びR社製
においても挿入栓穴部にクラックが発生していることから、逃
がし加工の有無がクラック発生の原因ではないと判断される。
P社製とR社製の差異
挿入栓穴と固定ピン穴交差部の応力集中
挿入栓の周方向位置レース面の逃がし加工
R社 1挿入栓穴:φ60mm固定ピン穴:φ16mm
あり
P社 19挿入栓穴:φ54mm固定ピン穴:φ16mm
なし(不十分)
7~10倍の応力集中最適位置に比較して2倍以上の応力が発生
逃がし加工により穴交差部の応力は約7%減少
影響
製造メーカ
割れ基数
P社製とR社製の共通の要因
疲労に対して、作用する曲げモーメントが最も大
きい位置
レース面
図6-1 R社製ベアリングのボルト穴部破面及びクラックの進展状況 図6-2 レース面側クラック起点部の拡大図
ブレード側
図6-3 ボルト穴内面の周方向応力分布
レース面
焼入れ層
6. ボルト穴部のクラックに関する調査結果と発生原因
(1) R社製ピッチベアリング損傷品の解体調査
ボルト穴部にクラックが発生したR社製ベアリングを解体し破面調査を実施した。調査対象は、表2-1における風力発電機
No.7の3軸のベアリングである。図6-1にその破面写真を示すが、クラックは外輪を輪切り状に完全に貫通しており、ボルト穴内
面のブレード側端面から約30~40mm位置を起点として発生・進展していることが確認された。レース面側のクラック起点部の
拡大図を図6-2に示すが、半楕円弧状のビーチマークが明瞭に観察されることから疲労による損傷であることが確認された。ま
た、高周波焼入れ層と母材の境界近傍においてビーチマークが半楕円弧形状から大きく湾曲している現象が観察された。こ
れは、高周波焼入れによる残留応力の存在によりクラックの進展速度が大きく変化したためと推定される。一方、内面側の破面
には、ビーチマークの湾曲は観察されなかった。なお、起点部には介在物、欠陥、ミクロ組織の異常などは確認されなかった。
(2) ボルト穴内面の応力分布
図6-3及び図6-4にFEMによる応力解析より求めたボルト穴内面の周
方向応力分布、及びボルト穴断面の周方向応力分布をそれぞれ示す
が、ブレード側端面から20~40mm位置で応力が最大となり、クラックの
起点位置とほぼ一致した。しかし、応力の最大値は200MPa程度であり、
挿入栓穴部の応力(約550MPa)の1/2以下であることから、クラックの発
生には他の要因があるものと推定された。
(3) クラックの発生原因
a) 高周波焼入れによる残留応力
風力発電機J82で採用しているピッチベアリングでは、鋼球の転がり
面であるレース面は、その硬さと転動疲労寿命を向上させるために高周
波焼入れが施されている。転動疲労寿命が向上するのは、硬さの増加
に加えて圧縮残留応力がレース面に付与されるからである。しかし、ボ
ルト穴がレース面に近接しているため、焼入れ層に導入される圧縮残留
応力と釣り合うためにボルト穴の内面には大きな引張残留応力が生じる
ことが予想される。一般に、圧縮残留応力が存在する場合には疲労強
度が増加し、引張残留応力が存在する場合には疲労強度が低下する。
また、レース面の高周波焼入れ後には、焼入れ層の性状安定化と残
留応力の緩和を目的に焼戻し熱処理が施されるのが一般的であるが、
R社製ベアリングの外輪には焼戻しが行われていないことが確認された。
一方で、ボルト穴にクラックの発生していないP社製ベアリングでは、高
周波焼入れ後に180゚C×1時間の条件で焼戻しが行われていることが
判明した。したがって、R社製ベアリングではP社製ベアリングに比較し
て、ボルト穴内面により大きな残留応力が存在していることが予想される
ことから、これがR社製ベアリングにおけるボルト穴内面でのクラック発生
の原因と考えられる。そこで、これらの推定を確認するために、R社製とP社製の両ベアリング外輪の残留応力を測定した。測定位置はレース面
側のボルト穴内面のクラック起点相当位置(ブレード側端面から40mmの深さ位置)であり、この位置に2軸のひずみゲージを貼付し、切出し法
図6-4 ボルト穴断面の周方向応力分布
周方向 軸方向
690 186
636 273
842 470
419 224
461 317あり
(180゚C×1h)
焼戻し残留応力 (MPa)
製造メーカー
P社
なしR社
風力発電機J82のピッチベアリングに発生したクラックに関する報告書(概要版)
表6-1 ボルト穴内面の残留応力測定結果

新エネルギー発電設備事故対応・構造強度ワーキンググループ(第5回) H26年8月26日 (株)日本製鋼所ECS-SON-0257 R2
風力発電機J82のピッチベアリングに発生したクラックに関する報告書(概要版)
により残留応力を測定した。測定結果を表6-1に示すが、R社製では
耐力(757MPa)に相当する周方向の引張残留応力が存在しているこ
とが明らかとなった。一方、P社製では、残留応力が存在するもののそ
の大きさはR社製に比較して小さく、500MPa以下の応力であった。
そこで、この残留応力が疲労寿命に及ぼす影響を把握するために、
残留応力を考慮した疲労損傷度計算によりボルト穴部の疲労寿命を
評価した。ボルト穴内面に存在する残留応力と疲労寿命の関係を図
6-5に示すが、残留応力が存在しない場合には約35年の寿命を有す
ることが分かった。一方、残留応力が存在する場合には、残留応力が
500MPaで約8年(P社製相当)、900MPaで約2年(R社製相当)の寿
命となった。したがって、残留応力がボルト穴内面に存在することがク
ラック発生の主原因と考えられる。図6-5 ボルト穴内面の残留応力と疲労寿命の関係
b) ボルト穴の内面の表面粗さ
部材の表面粗さは疲労寿命に大きく影響することが知られている。
表面粗さとは部材を加工した際の加工表面のミクロな凹凸を示すもの
であり、この凹凸が局所的な応力集中を引き起こし疲労強度を低下さ
せる。P社製、R社製ともにボルト穴の表面粗さが管理されておらず、
その測定値は表4-1に示したように、十点平均高さRzで、P社製:
230μm、R社製:180μmであった。これは、穴加工後の一般的な表
面粗さ(25~50μm程度)に比較してかなり大きい。
そこで、この表面粗さが疲労寿命に及ぼす影響を疲労損傷度計算
により評価した。表面粗さRzと疲労寿命の関係を図6-6に示すが、残
留応力が存在しない場合には現行の粗さにおいても20年以上の寿
命を有することが分かった。また、表面粗さを25μmに改善することに
より寿命が3倍程度向上することが分かった。 図6-6 ボルト穴内面の表面粗さと疲労寿命の関係
7. クラック発生防止対策
(1) 対策案
これまでの調査結果と推定原因を基に以下の対策を立案し、その実現性と効果を検討した。なお、逃がし加工などの挿入栓
部の構造に優れていること、及びP社はすでに廃業していることから、対策を施す改良品にはR社製のベアリングを採用する。
<挿入栓穴部のクラックに対して>
a) 挿入栓穴の位置を現行の180゜から240゜位置へ変更し応力低減を図る。
<ボルト穴部のクラックに対して>
b) 高周波焼入れ後に焼戻しを実施し残留応力の低減を図る。
c) 疲労強度への影響の大きいボルト穴の表面粗さを現状のRz 180μmから25μmへ改善する。
d) 外輪の半径方向の板厚と高さを増加し応力の低減を図る。
(2) 対策案の実現性と効果の検討
a) 挿入栓穴位置の変更
ピッチベアリングをハブへ固定するためのボルト穴は5°ピッチ
で配置されているため、挿入栓穴位置の変更には追加の加工な
ども必要なく、施工上の問題も生じないことを確認した。挿入栓穴
の位置を現行の180゜から240゜位置へ変更した場合の効果を確
認するために、疲労損傷度計算による疲労寿命評価を行った。そ
の結果を表7-1に示すが、現状の0.8年に対し、挿入栓穴位置を
変更することで約100倍の75年の寿命が得られることが確認でき
た。また、後述するように外輪の寸法を変更するため、寿命に対す
る裕度はさらに増加する。
挿入栓位置(°) 外輪寸法
寿命 (年)
180 (現状) 現状 0.8
240 現状 75
240 半径方向板厚30mm増加 320
表7-1 挿入栓穴部の疲労寿命評価結果
b) 高周波焼入れ後の焼戻しの実施
高周波焼入れ後の焼戻しによる残留応力の低減効果と適切な
焼戻し条件を把握するため、R社製の外輪からブロック材を切り出
し、焼戻し試験を実施した。焼戻しの条件は、焼戻し温度を160゚Cと200゚Cの2種類とし、焼戻し時間については1時間に統一した。
焼戻し実施後にボルト穴内面の残留応力と焼入れ層の硬さ分布
を測定した。表7-2に焼戻し前後の残留応力を比較して示す。
160゚Cの条件での焼戻し後の残留応力は500~740MPaであり、
500MPa以下のP社製品よりもかなり大きかった。一方、200゚Cの
条件では約500MPaまで残留応力が低減した。しかし、この条件
では図7-1に示すように、レース面の硬さがGL ガイドライン 2003及び2010に規定されている下限値を逸脱した。
以上の結果より、高周波焼入れ後の焼戻しの条件は、160 ゚C×1時間に決定した。また、この条件での焼戻し後の残留応力
は安全側を取って800MPaと見なすこととした。
c) ボルト穴表面粗さの改善
R社においてボルト穴の加工試験を実施した結果、表面粗さを
Rzで25μm以下に向上させることが可能であった。対策として、今
後はボルト穴の表面粗さをRz 25μm以下に管理する。
d) 外輪の寸法増加による応力の低減
高周波焼入れ後の焼戻しによる残留応力の大きな低減が望め
ないことから、ボルト穴の疲労寿命を改善するには外輪の寸法を
増加し応力を低減する必要があると判断した。寸法増加の方法と
しては、1) 外輪の半径方向の板厚(外半径)を増加する方法、2)外輪の軸方向高さを増加する方法、3) 1)と2)の組み合わせが考
えられる。しかし、外輪の高さを増加した場合には、内輪の高さの
増加と固定ボルトの変更が必要であり、また、重量の増加も大きく
なる。そこで、1)の方法を採用することとし、必要な板厚増加量を
決定するために、疲労損傷度計算による疲労寿命評価を行った。
ボルト穴の残留応力800MPa、表面粗さRz 25μmの条件にお
ける外輪の半径方向板厚増加量と疲労寿命の関係を図7-2に示
す。この結果より、外輪の板厚増加量は、32年の寿命が得られる
30mmに決定した。
(3) 対策に伴うピッチベアリングの仕様変更と重量増加
クラックの発生を防止するための対策とピッチベアリングの仕様
変更点を以下にまとめる。なお、この仕様変更により、ピッチベアリ
ングの重量が3軸で867kg(1軸あたり289kg)増加する。これは、風
力発電機上物重量に対して1%以下の増加量であるが、この重量
増加が風力発電機の性能と強度に及ぼす影響については別途検
討する。
周方向 軸方向
690 186636 273842 470419 224461 317595 208509 147733 315523 162519 146396 40
P社製/現状品実施
(180゚C×1h)
R社製/ブロック材実施
(160゚C×1h)
R社製/ブロック材実施
(200゚C×1h)
ベアリングメーカー
焼戻し残留応力 (MPa)
R社製/現状品 なし
<実施する対策>
1) 挿入栓穴の位置を240゜位置に変更する。
2) 高周波焼入れ後に160゚C×1時間の条件で焼戻しを実施する。
3) ボルト穴の表面粗さの上限値をRz 25μmとする。
4) 外輪の半径方向の板厚を30mm増加する。
<ピッチベアリングの仕様変更>
1) 高周波焼入れ後の焼戻し -------------- 変更前:実施せず ⇒変更後:160゚C×1時間の条件で実施
2) ボルト穴の表面粗さ -------------- 変更前:管理値なし ⇒変更後:上限値Rz 25μmで管理
3) 外輪の寸法 -------------- 変更前:外輪の外径2060mm ⇒変更後:外輪の外径2120mm4) ピッチベアリングの重量 -------------- 変更前:1軸あたり1260kg ⇒変更後:1軸あたり1549kg
表7-2 焼戻し前後の残留応力(ボルト穴/起点部相当位置)
図7-1 焼戻し前後のレース面-ボルト穴間の硬さ分布
図7-2 外輪の半径方向板厚増加量と疲労寿命の関係

新エネルギー発電設備事故対応・構造強度ワーキンググループ(第5回) H26年8月26日 (株)日本製鋼所ECS-SON-0257 R2
風力発電機J82のピッチベアリングに発生したクラックに関する報告書(概要版)
当該風力発電機のピッチベアリングの仕様(重量)変更に伴い、表10-1に示すサ
イトを対象に地震応答解析を実施した。対象サイトの選定はピッチベアリングに亀裂
が多数発生したサイト(S05、S06)と設計風速の大きいサイト(S10)となっている。
表10-2に地震応答解析結果を示す。荷重の変化は変更前と比べ、変更後は
0.88~1.00倍の変動となっており、荷重は減少傾向にある。
対象サイト ハブ高さ 基礎形状
S05 65m 杭基礎
S06 75m 杭基礎
S10 65m 直接基礎
表10-1 対象サイトタワーの基本情報(1) 風力発電機タワーのピッチベアリング仕様(重量)変更に伴う地震荷重の検討
(2) 風車タワー構造設計への影響についての検討
対象サイト
荷重 変更前 変更後比率後/前
S05
転倒モーメント(kN・m) 6.24×104 5.50×104 0.88
せん断力(kN) 1.28×103 1.27×103 0.99
S06
転倒モーメント(kN・m) 6.74×104 6.77×104 0.98
せん断力(kN) 1.34×103 1.34×103 1.00
S10
転倒モーメント(kN・m) 8.38×104 7.52×104 0.90
せん断力(kN) 1.67×103 1.59×103 0.95
表10-3 S05サイトにおける各荷重条件下でのタワー基部荷重
表10-2 タワー基部のレベル2地震荷重比較
対象サイト
発電時(長期) 暴風時(短期) レベル2地震時
鉛直力(kN)
水平力(kN)
転倒モーメント(kN・m)
捩れモーメント(kN・m)
鉛直力(kN)
水平力(kN)
転倒モーメント(kN・m)
捩れモーメント(kN・m)
鉛直力(kN)
水平力(kN)
転倒モーメント(kN・m)
捩れモーメント(kN・m)
変更前 2,708 250 13,480 0.0 2,708 1,685 90,641 3,195 2,708 1,286 62,748 1,624
変更後 2,717 250 13,450 0.0 2,717 1,685 90,652 3,195 2,717 1,282 55,371 1,643
比率(後/前) 1.003 1.000 0.998 1.000 1.003 1.000 1.000 1.000 1.003 0.997 0.882 1.012
項目 単位 照査内容変更前 変更後 比
前/後計算値 許容値 設計裕度 計算値 許容値 設計裕度
筒身
N/mm2 圧縮応力度 9.71 2861.87
9.77 2862.04
0.918
N/mm2 曲げ応力度 147 295 135 295 0.964
N/mm2 最大剪断応力度 27.6 48.0 1.74 26.6 48.0 1.81 0.973
フランジボルト kN 最大引張荷重 350 735 2.10 315 735 2.33 0.901
フランジ N/mm2 最大応力度 176 295 1.67 156 295 1.89 0.885
開口部
N/mm2 圧縮応力度 141 241 1.71 125 241 1.93 0.888
N/mm2 剪断応力度 7.68 173 22.6 7.69 173 22.6 1.001
チューブ N/mm2 孔部引張応力度 180 325 1.80 161 325 2.02 0.892
ベースリング
N/mm2 引張応力度 169 295 1.75 149 295 1.98 0.883
N/mm2 圧縮応力度 162 295 1.82 145 295 2.04 0.893
表10-4 S05サイトにおけるレベル2地震荷重条件下でのタワー各部材の設計裕度
b) タワー各部材の設計裕度比較
代表例としてS05サイトにおけるレベル2地震時荷重条件時のタワー各部材の設計
裕度を表10-4に示す。変更前後における設
計裕度は0.88~1.00倍の変動となり設計裕
度は概ね上昇傾向にある。発電時(長期)、
暴風時(短期)各荷重時も含め、設計裕度は
すべて問題ないことを確認している。
8. 風力発電機性能への影響
ピッチベアリング仕様(重量)変更による性能への影響とし
て、風速に対する出力とロータ回転数への影響を確認した。
評価手法は、対策後のベアリング重量と慣性モーメントを増
加させ、GL ガラードハッサン社の荷重解析ソフトBLADEDを用いて発電機出力の評価を行った。
評価の結果、ピッチベアリング対策前後の出力(発電機入
力)及びロータ回転数の変化は1%以下であり、ピッチベアリ
ング仕様変更による性能への影響は認められなかった。
表8-1 出力とロータ回転数比
9. 風力発電機本体強度への影響
風力発電機J82の強度評価部位について、ピッチベアリング仕様変更前後の疲労と極値の影響評価を実施した。
評価手法は、対策後のベアリング重量と慣性モーメントを増加させ、GL ガラードハッサン社の荷重解析ソフトBLADEDを用いて評価部位の荷重を計算し、荷重増加部は強度の再評価を行った。
疲労荷重は、ピッチベアリングの重量増加による影響はなく、極値荷重のみブレード先端付近で2%、ヨーベアリングで
1%の荷重増加が見られた。この極値荷重増加は、風力発電機J82が持つ設計裕度に対して小さく、設計変更後の設計
裕度を確認したところ強度上の問題のないことを確認した(表9-1参照)。
ブレード極値荷重は、先端付近箇所(ハブ中心から39.7m地点)で、2%の極値荷重の増加となったが、最大増加部の
対策後の設計裕度は3.81となった(図9-1参照)。
したがって、ピッチベアリング仕様変更(重量の増加)があっても、強度上の変化はなく、ピッチベアリング仕様変更後も
20年間に想定される極値条件と20年の風力発電機運用期間に耐えうる強度を持っていることを確認した。
表9-1 疲労/極値荷重増加比と設計裕度
図9-1 極値荷重に対するブレードの設計裕度と荷重増加比
疲労荷重 増加比
仕様変更後
疲労荷重
設計裕度
極値荷重 増加比
仕様変更後 極値荷重 設計裕度
ブレード 1.00 1.05(最小部)
1.02 (最大増加部)
3.81 (最大増加部)
ハブ 1.00 1.05 1.00 1.68 サポートコーン 1.00 1.92 1.00 1.68 発電機 1.00 1.20 1.00 1.70 メインベアリング 1.00 2.73 1.00 5.74 ナセル 1.00 1.13 1.00 4.90 ヨーベアリング 1.00 32.3 1.01 1.41
当該風力発電機のピッチベアリングの仕様(重量)変更に伴うタワー強度への影響を確認するため。仕様変更後の風車モデルにおける風荷重及び地震荷重を導出し、強度照査を行った。その結果、すべての部位で設計裕度に問題ないことが確認された。以下に、概要を記す。
10. 風力発電機タワー強度への影響
11. まとめ
風力発電機J82のピッチベアリングに発生したクラックに関して、その発生原因を究明するための各種調査・解析を実施した
結果、原因が判明し、有効な対策案(ベアリングの仕様変更案)が立案できた。また、このベアリングの仕様変更により、風力発
電機の上物重量が約1%増加するが、この重量増加が風力発電機の性能とタワーを含む各部の強度に影響を及ぼさないことを
確認した。
今後は、全サイトのJ82において全てのピッチベアリングを対策品に交換する予定であるが、交換工事を早急に実施し、風力
発電機J82の安全性を長期に亘って維持していく。
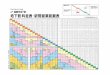
S05サイトにおいて、ベアリングの仕様変更後(重量増加後)の地震荷重が約12%減少しているが、その理由は以下による。
ベアリングの重量増加により、タワーの1次固有周期は2.26(sec)から2.27(sec)に増加する。しかし、これらの固有周期に対応す
る加速度応答は、図10-1に示すように位相による大きなばらつきを有しているため、仕様変更前後で約50cm/s2の減少となり、
割合として約10%減少する。そのため、加速度応答から計算される地震荷重も減少する。
出力[kW] ロータ回転数[rpm] 出力[kW] ロータ回転数[rpm] 出力比 ロータ回転数比4.0 104.5 8.9 104.5 8.9 1.00 1.005.0 200.6 10.7 200.6 10.7 1.00 1.006.0 346.5 12.7 346.5 12.7 1.00 1.007.0 541.9 14.8 541.9 14.8 1.00 1.008.0 799.2 16.3 799.2 16.3 1.00 1.009.0 1102.8 17.1 1102.8 17.1 1.00 1.009.5 1260.0 17.4 1259.9 17.4 1.00 1.0010.0 1422.6 17.6 1422.6 17.6 1.00 1.0011.0 1782.7 18.2 1786.5 18.2 1.00 1.0012.0 2035.1 18.7 2036.2 18.7 1.00 1.0013.0 2159.9 18.9 2159.1 18.8 1.00 1.0014.0 2197.2 18.9 2196.0 18.9 1.00 1.0015.0 2205.7 19.0 2205.9 19.0 1.00 1.0016.0 2205.8 19.0 2207.1 19.0 1.00 1.0017.0 2208.2 19.0 2210.2 19.1 1.00 1.0018.0 2210.4 19.0 2209.1 19.0 1.00 1.0019.0 2210.9 19.1 2210.6 19.1 1.00 1.0020.0 2211.7 19.1 2209.5 19.1 1.00 1.0021.0 2217.4 19.2 2217.5 19.2 1.00 1.0022.0 2211.2 19.1 2210.6 19.1 1.00 1.0023.0 2210.9 19.1 2211.2 19.1 1.00 1.0024.0 2213.4 19.1 2213.6 19.1 1.00 1.0025.0 2212.6 19.1 2212.3 19.1 1.00 1.00
風速(m/s)
J82-2.0対策前…①
ピッチベアリング対策後…②
対策前と対策後の比①/②
a) タワー基部荷重比較
表10-3に代表例としてS05サイトにおける発電時(長期)、
暴風時(短期)、レベル2地震
時におけるタワー基部荷重の
比較表を示す。発電時(長
期)、暴風時(短期)荷重の
1%未満の変動であったが、
レベル2地震時荷重の変化
は変更前と比べて、変更後は
0.88~1.01倍の変動となって
おり、概ね減少傾向にある。
図10-1 S05サイトにおける固有周期と入力地震動の加速度応答スペクトルの関係








![}, ] º×Ï .wq Ýshinko-okayama.jp/download/H26 FM/H26 FM 0005.pdf´ ¯¸tÌf· ± Ó ÔuÝâtk Ktä3 )· Õ Õ´ ¯t S7 ¡8ÿ±Ë´ Ô / ó Û ¬ Ô_ þt S7 ¡±Ë´8ÿ ³ / óËÄÅ÷](https://img.pdfslide.tips/doc/110x75/5e49e193378eee78615c4f3c/-wq-shinko-fmh26-fm-0005pdf-toef-utk-kt3-.jpg)