Embed Size (px)
DESCRIPTION
Seminarski rad iz predmeta Hemigrafija. Tema: Sredstva za vlazenje.
Citation preview

Hemigrafija
Student: Danijela Stojić F1576
Seminarski rad
Profesor:
Jelena Kiurski

Hemigrafija
2
Sadržaj:
1. Uvod 3
2. Struktura ofset štamparske ploče 3
3. Fizičko-hemijska svojstva ofset štamparske forme 3
4. Sredstvo za vlaženje 4
4.1Uloga sredstva za vlaženje 4
4.2 Sastav sredstva za vlaženje 4
4.3 Priprema sredstva za vlaženje 6
4.4 pH vrednost sredstva za vlaženje 7
5. Uređaji za vlaženje 8
6. Balans između ofset ploče i sredstva za vlaženje 10
7. Zaključak 11
8. Literatura 12

Hemigrafija
3
1. Uvod
Ofset štampa je indirektan postupak ravne štampe. Boja se sa štamparske ploče
prenosi na materijal, odnosno podlogu za štampu, preko međuprenosioca, cilindra
presvučenog gumenim platnom.
Jedan od najznačajnih uticaja na korektno i pouzdano odvijanje štamparskog procesa
ofset štampe i ravne štampe uopšte, kao i kvalitetan otisak na kraju procesa štampe ima
sredstvo za vlaženje. Uticaj sredstva za vlaženje će biti objašnjen u daljem tekstu.
2. Struktura ofset štamparske ploče
Za izradu ofset štamparske ploče se koriste metali koji moraju da imaju odgovarajuća
mehanička svojstva: tvrdoću, dimenzionalnu stabilnost, elastičnost, zateznu jačinu i sl.
Mehanička i elektrohemijska svojstva metala su određena njihovom atomskom građom.
To su kristali čvrste materije, pri normalnoj temperaturi i pritisku.
Štamparske ploče za ofset štampu su tanke ploče debljine do oko 0.3 mm, najčešće
metalne, a ređe višemetalne štamparske ploče i štamparske folije od veštačkih
materijala. Kao metalne štamparske ploče danas se najviše koriste aluminijum, zatim
cink i čelik, ali je njihova upotreba sve manja. Ploče se elektrolitički čine hrapavim ili
elektrohemijski čine hrapavim i oksidiraju.
3. Fizičko-hemijska svojstva ofset ploče
Ofset ploča se, kao i svaka štamparska forma, sastoji od štampajućih i neštampajućih
elemenata, koji su u prividnoj ravni, stoga, ofset štampa se zasniva na selektivnom
kvašenju štamparske forme. Štampajući elementi se se kvase bojom, koja je nepolarna,
a ne štampajući elementi, slobodne površine, vodom kao polarnom supstancom. Zbog
hemijskih karakteristika neće doći do mešanja boje i vode, ili prelaska jedne supstance
na neodgovarajuću površinu, tj. Štampajući elementi ofset ploče imaju hidrofobna
svojstva, što znači da odbijaju vodu a prihvataju boju, a neštampajući elementi ploče
imaju hidrofilna svojstva i prihvataju vodu a odbijaju boju.
Da bi štampajući elementi odbili vodu, odnosno prihvatili boju u toku procesa izrade
štamparske ploče obrađuju se sredstvima za oleofilizaciju, vrši se zamašćivanje, a
neštampajući elementi se obrađuju rastvorima za hidrofilizaciju, u kojima se nalaze
materije koje formiraju adsorbovani hidrofilni sloj. Stepen hidrofilnosti i hidrofobnosti
površina karakteriše ugao kvašenja (ugao između tečne i čvrste faze, boje/vode i ploče),
kosinus kontaktnog ugla (cos θ). Na štampajućim površinama cosθ treba da bude što
bliže vrednosti -1, a na slobodnim površinama +1.
Treba obezbediti da se hidrofobna i hidrofilna svojstva štampajućih i ne štampajučih
elemenata zadrže i kroz proces štampe, kada na ploču naizmenično deluju sredsstvo za
vlaženje i štamparska boja. Sposobnost očuvanja svojstava predstavlja fizičko-hemijsku
stabilnost.

Hemigrafija
4
Fizičko-hemijska stabilnost zavisi od svih faktora koji utiču na formiranje athezionog
sloja i adsorpciju, a to su:
Hemijski karakter površine ploče na kojoj se izrađuje štamparska forma
Razvijenosti površine ploče
Vrste i koncentracije jedinjenja koji se koriste za hidrofilizaciju i hidrofobizaciju
4. Sredstvo za vlaženje
Sredstvo za vlaženje se koristi u ofset tehnici štampe za separaciju štampajućih i
neštampajućih elemenata štamparske forme. Nanosi se preko valjaka za vlaženje
mehanizam za vlaženje štamparske forme, u vidu tankog sloja. Kolika će biti količina
sredstva za vlaženje zavisi od kvaliteta štamparske forme i površinskog napona sredstva
za vlaženje. Sredstvo obezbedjuje fizičko-hemijsku postojanost štampaske forme.
4.1. Uloga sredstva za vlaženje
Sredstvo za vlaženje ima veoma veliku ulogu u procesu ravne štampe:
Sprečava nanošenje boje na slobodne površine
Održava hidrofilan karakter slobodnih površina
Brzo čišćenje sa slobodnih površina na početku štampanja
Mogućnost brzog širenja vode po površini štamparske ploče
Obezbeđivanje ravnomernog dotoka vode preko valjaka za vlaženje
Kvašenje ploče i navlake
Kontrola emulgovanja boje i vode
4.2. Sastav sredstva za vlaženje
Sastav sredstva za vlaženje je jedan od ključnih elemenata potrebnih za kvalitetnu i
stabilnu reprodukciju u tehnici ofset štampe.
Sredstvo za vlaženje sadrži:
U najvećoj meri vodu
Pufer
Izopropil-alkohol
Glicerin
Gumiarabiku
Fungicid
Anti penušac

Hemigrafija
5
Voda – za potrebe štamparije uglavnom se koristi voda iz gradske mreže, stoga se pre
upotrebe u procesu štampe mora tretirati na određeni način. Tvrdoća vode je najvažniji
faktor kvaliteta vode. Tvrdoća vode predstavlja sadržak kalcijumovih i magnezijumovih
soli i izažava se u stepenima tvrdoće, dH (nemačka mera za stepen tvrdoće vode), a
idealna tvrdoća vode za pripremanje sredstva za vlaženje je 8-12 dH.
Tvrdoća vode se proverava pre mešanja sa ostalim aditiivima, jer je nakon toga teško
izmeriti zbog prisustva drugih supstanci. Za utvrđivanje tvdoće se koristi indikatorska
hartija (lakmus hartija), koja menja boju u intervalu pH-vrednosti 0-14 i pH-metar.
U modernim štamparskim mašinama pH-vrednost vode reguliše posebni uređaj koji
funkcioniše na principu reverzibilne osmoze. Voda prolazi kroz selektivno propustljivu
membranu dok se na membrani zadržavaju joni kalcijumovih i magnezijumovih soli.
Tako dobijene voda je previše meka za štampu, te se potreban nivo tvrdoće postiže
dodavanjem soli.
Nepravilna tvrdoća može da izazove probleme prilikom procesa štampe, kao što su:
Stvaranje naslaga kalcijuma na valjcima
Stvaranje naslaga na gumenom omotaču
Negativan uticaj na pH-vrednost
Nestabilnost pH-vrednosti
Podstiče koroziju
Puferi- služe za regulaciju pH-vrednosti, održavaju pH-vrednost u granicama
tolerancije za ofset štampu. Puferi cirkulišu kroz ceo sistem i prilikom povratka u uređaj
za kondicioniranje sa sobom nosi nečistoće od papira, boje i drugo, usled čega će pH-
vrednost težiti da izađe iz granica tolerancije. Sposobnost pufera da se odupru promeni
pH se naziva kapacitet pufera, koja posle nekog vremena neće moći da se odupre
promeni i u uređaju za kondicioniranje je potrebno zameniti sredstvo za vlaženje novim.
Gumiarabika- se koristi kao zaštitno sredstvo za ploče.
Izopropil-alkohol- ima višestruku namenu u sredstvu za vlaženje. Osnovna uloga je
smanjenje površinskog napona sredstav za vlaženje, dodaje se u koncentraciji 10-12%.
Krajnji rezultat smanjenja površinskog napona jeste efikasno razdavanje štampajućih i
neštampajućih površina na površini štamparske ploče sa veoma tankim slojem sredstva
za vlaženje. Korišćenjem izopropil-alkohola u sastavu sredsva za vlaženje obezbeđuje i
veoma stabilnu emulgaciju sredstva u boju, čime se postiže odličan balans voda-boja.
Pored smanjenja površinskog napona, izopropil-akohol povećava viskozitet sredstva za
vlaženje, sredstvo lakše raspoređuje po površinama valjka, sprečava gomilanje naslaga
na valjcima za vlaženje i zbog svoje visoke isparljivosti ima sposobnost da hladi
celokupni sistem valjaka.

Hemigrafija
6
Slika 1. Opšta formula izopropil-alkohola, dijagram uticaja izopropil-alkohola u
sredstvu za vlaženje na sam proces štampe
4.3. Priprema sredstva za vlaženje
Priprema rastvora za vlaženje je laboratorijski postupak.
Rastvor sadrži:
Amonijum-bihromat 15g
Voda 100 cm3
Rastvor gumiarabike 14 Bé 350 cm3
Fosforna kiselina (85%) 54 cm3
Voda 76 cm3
Priprema: 30 cm3 se pomeša sa 4000 cm3 vode, a fosforna kiselina se dodaje do
postizanja potrebne pH-vrednosti.
Druge recepture obuhvataju kisele soli fosfata, molibadat ili hromne soli. U tim
slučajevima pH-vrednost treba održavati u opsegu 3,8 - 4,6.

Hemigrafija
7
4.4. pH-vrednost sredstva za vlaženje
Optimalna vrednost sredstva za vlaženje u ofset štampi je 4,8 – 5,5. Kiseli rastvora
ne dozvoljava stvaranje drugih jedinjenja na štamparskoj ploči osim jedinjenja koja
nastaju nagrizanjem ploče i izbegava se toniranje.
Neodgovarajuća pH-vrednost sredstva za kvašenje dovodi do problema u toku
štampe:
Oštećenje ploče
Razaranje ofset boje
Proširenje raster tačke
Toniranje
Smetnje pri sušenju boje
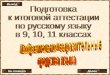
Slika 2. Uticaj pH u štampi u zavisnosti od vrednosti; tabela posledica u štampi za
date pH-vrednosti; tabela klasifikacija voda prema stepenima tvrdoće, dH.

Hemigrafija
8
Nepravilno pripremljen rastvor dovodi do neželjenih efekata, kao što su:
koncentrovan rastvor za vlaženje nagriza ploču
skida crtež sa površine štamparske ploče
utiče na sporije sušenje boje
Tokom samog procesa štampe može doći do promene sastava sredstva za vlaženje.
Jedan od uzroka je uticaj površinski aktivnih materija iz premaznih papira, tako što
narušava hidrofobne karakteristike štampajućih površina. Uticaj se eliminiše
regeneracijom ili potpunom zamenom sredstva za vlaženje novim.
Loše vlaženje dovodi do grešaka u štamapanju:
Ispiranje štampajućih površina usled prevelike količine raastvora za vlaženje
Mazanje, usled premale količine rastvora za vlaženje
5 .Uređaji za vlaženje
Uloga uređaja za vlaženje je transport sredstva za vlaženje do cilindra nosača
štamparske forme, koje razdvaja štampajuće i neštampajuće elemenata ploče.
Slika 3. Mehanizmi za vlaženje štamparske ofset ploče;
-Mehanizmi za vlaženje sa direktnim kontaktom i indirektni mehanizmi za vlaženje

Hemigrafija
9
Način na koji se nanosi sredstvo za vlaženje i količina nanete tečnosti određuje
oštrinu otiska, tj odredjuje granice između štampajućih i neštampajućih elemenata na
štamparskoj formi. Konvencinalne mašine za ofset štampu zahtevaju sistem za vlaženje
koji omogućava nanos veoma tankog sloja sredstva za vlaženje na površinu
neštampajućih elemenata
Uređaji za vlaženje treba da obezbede:
Tanak i jednoličan film sredstva za vlaženje
Siguran i lak rad u štampi
Lako regulisanje
Reproduktivnost nanošenja vode pri reprintu
Jednostavno opsluživanje
Lagano i jednostavno održavanje
Podela uređaja za vlaženje kod tabačne ofset štampe:
Uređaji za vlaženje sa presvlakom
Uređaji za vlaženje bez presvlake
Uređaji za vlaženje sa presvlakom- sistemi kod kojih se vlaženje vrši preko
gumiranih valjaka.
Slika4. Uređaj za vlaženje sa presvlakom u ofset tabačnoj štampi 1. Posuda sa sredstvom za vlaženje
i valjak uronjen u posudu (pan valjak) 2. Valjak duktor
3. Valjak razribač 4.Hromirani valjak
5. Valjci nanosači - višeri

Hemigrafija
10
Prednosti uređaja sa presvlakom:
Brzo prenošenje veće količine sredstva za vlaženje
Ovaj problem se ne pojavljuje u sistemima za vlaženje koji su bezkontaktne
konstrukcije ili gde ne postoji povratak tečnosti sa štamparske forme ili uređaja za
obojenje
Mane uređaja sa presvlakom:
Prenos prašine i delova boje sa štamparske forme u sredstvo za vlaženje
Velika količina sredstva za vlaženje na valjcima usled veoma dobre upojnosti
Kod prevelike količine sredstva za vlaženje, reakcija vraćanja normalne
ravnoteže između sredstva za vlaženje i boje dugo traje (do 200 - 300 tabaka)
Česta potreba za održavanjem - čišćenjem,
Visok procenat papirne prašine jer se balans boja-sredstvo za vlaženje postiže
veoma sporo
Česti zastoji jer presvlaka postaje paperjasta
Distribucija tečnosti za vlaženje nije ujednačena
Visok rizik od prekomernog nagomilavanja nečistoće
Uređaji za vlaženje bez presvlake- Uređaji za vlaženje bez presvlake se koriste u modernim mašinama
Ovi uređaji imaju više prednosti u odnosu na prethodne, u vidu stabilnijeg i
uravnoteženijeg funkcionisanja. Koriste sredstvo za vlaženje sa višim procentom
izopropil alkohola ili specijalan pufer tzv.substitut za izopropil alkohol.
6. Balans između ofset ploče i rastvora za vlaženje Proces štampe se odvija u prisustvu dva fluida, boje i sredstva za vlaženje, koji su po
sastavu složeni fluida i pre samog procesa štampe treba kontrolisati njihov sastav i
ispravnost, a zatim i kontrola u toku samog procesa štampe. Bez boje i sredstva za
vlaženje proces štampe nebi bio moguć, zato je potebno redovno kontrolisati parametre
koji su bitni za postizanje kvalitetne štampe i kranjeg štamparskog proizvoda.
Veoma je bitno postići ravnotežu između sredstva za vlaženje i boje da nebi došlo do
problema u toku štampe, najčešće se poteškoće u toku štampe javljaju zbog promena u
ravnoteži dva fluida.
Štamparska booja koja se koristi u ofset štampi mora podneti bar 20% emulgovanog
rastvora za vlaženje, a da se ne promene njene reološke osobine. Ukoliko boja ne može
da se meša sa vodom nije pogodna za štampu, ukoliko se ne zameni novom bojom
nastaju poteškoće u štampi u vidu otiska na mestima koja ne trebaju biti odštampana ili
ne odštampanih delova otiska.

Hemigrafija
11
Dakle, u procesu ofset štampe javljaju se dva tipa emulzije (koloidni rastvor u kome
su kapljice jedne tečnosti raspršene u drugoj tečnosti). Kad voda pelazi u štamparsku
boju, onda je boja disperzivno sredstvo, a voda dispezna faza – stvara se emulzija vode
u boji. Obrnuto voda je disperzno sredstvo, a boja disperzna faza – stvara se emulzija
boje u vodi. Proces emulgovanja je pomeren u određenom smeru tako da rastvor za
vlaženje može prelaziti u boju, ili obrnuto boja u rastvor za vlaženje. Hidrofilni delovi
na štamparskoj ploči preuzimaju polarnu tečnost, sredstvo za vlaženje, to su
neštampajući elementi, a oleofilni elementi, štampajući delovi ploče, preuzimaju ne
polarne tečnosti, štamparsku boju. Pojava emulgacije nije štetna do određene granice,
preko dozvoljenih granica javljaju se problemi gubljenje razlike između štampajućih i
neštampajućih elemenata na štamparskoj formi.
Ukoliko prestane dotok sredstva za vlaženje u toku proces štampe, hidrofilna mesta
na ploči primaju boju i suprtono. Jako je bitno kontrolisati sve navedene parametre u
toku štampe. Od procesa izrade štamparske forme za ofset štampu, materijali koji se
koriste i njihova postojanost na određene mehaničke uticaje, sastav sredstva za vlaženje,
da svi činioci budu u zadatim granicama, određene tvrdoće, pH-vrednosti i sl.dodati u
zadatim količinama. Pratiti tok štampe, dotok boje i sredstva za vlaženje na štamparsku
ploču, ravnotežu između ta dva fluida, pravilan raspored na ploču, tj.štampajuće i
neštampajuće elemente ploče i emulgovanje. Time se održava balans između ofset ploče
i rastvora za vlaženje.
7.
Redovnom kontrolom, održavanjem balansa ofset ploče i rastvora za vlaženje i
blagovremenim ispravljanjem nepravilnosti, tako da svi faktori koji utiču na proces
štampe budu u propisanim granicama, postižu se dobri rezultati štampe, kvalitetan
otisak.

Hemigrafija
12
8. Literatura:
1. Novaković, D., Uvod u grafičke tehnologije, FTN izdavaštvo, Novi Sad, 2008.
2. Novaković, D., Grafički procesi, Novi Sad, 2008.
3. Novaković, D., Pavlović, Ž., Kašiković, N., Tehnike štampe-praktikum za vežbe,
FTN izdavaštvo, Novi Sad, 2011.
4. Kašiković, N., Tehnike štampe, Novi Sad, 2012.
5. Kiurski, J., Hemigrafija, FTN izdavaštvo, Novi Sad, 2011.
6. Kuirski, J., Hemigrafija-praktikum za vežbe, FTN uzdavaštvo, Novi Sad, 2011.
7. Kiphan, H., Handbook of printed media, Springer, Berlin, Germany, 2001.