Embed Size (px)
Citation preview

MÉXICO
M.R.
Automatización Setting the Standard for Automation T
I SAw EDICiÓN
EXPOCONTROL REINVENTANDO LA AUTOMATIZACiÓN
I SA34" EDICiÓN
......... EXPOCONTROL tI I ¡ PI REINVENTANDO LA AUTOMATIZACiÓN
I S A 34A EDICiÓN
EXPOCONTROL REINVENTANDO LA AUTOMATIZACiÓN
.............. ... ........ . ....................

o Carta de Presidencia
uevamente nos encontrarnos en ISA ExpoControl, que este 2012 realiza su edición número 34, al reafirmar su presencia dentro del sector como una de las máximas muestras sobre la aplicación de tecnologías de vanguardia para la automatización, instrumentación y control de todo el país, y que reúne a los directivos, especialistas,
ingenieros y tecnólogos involucrados en la planeación de las operaciones de las industrias durante tres días en las instalaciones del W.T.C de la Ciudad de México.
Durante este año hemos desarrollado un Programa Técnico que incluye cursos, seminarios y conferencias, mismas que en el transcurso la exhibición industrial alcanzarán su clímax con la realización de los Cursos ISA, donde importantes y reconocidos ponentes abordarán temáticas enfocadas al Control de Calderas, Buses de Campo-Fielbus, la Administración de Proyectos de Instrumentación y Control de Procesos, Sistemas Instrumentados de Seguridad-Diseño, Análisis y Justificación (EC-SOSP), así corno el Curso Propedéutico para la Certificación de Técnico en Sistemas de Control ivelI (CCST) impartido por el M. en c., CCST Armando Morales Sánchez.
Además, tendrás la oportunidad de ser testigo del amplio catálogo de soluciones tecnológicas e intelectuales de las principales empresas nacionales e internacionales en instrumentación, robótica, software, hardware y medición para todos los involucrados con el control y la automatización de procesos en México y Latinoamérica.
Por último, quiero destacar que esta publicación especial de la Revista InTech contiene ternas de interés que hablan sobre los inicios de ISA, la seguridad y control de procesos, la automatización industrial y las nuevas tecnologías e igualmente nuestras ya conocidas secciones de hardware y reseñas de libros, en las que podrás ponerte al día en cuestión de equipos y soluciones integrales.
Sin más preámbulo ... ¡Bienvenido a ISA ExpoControl 20121
¡Enhorabuena!
Ing. Carlos R. Jacobo Vargas
Presidente ISA Sección Central México
InTech México Automatización l AñO 11 - Núm. 03 WWW.intechmeXico.com.mx lnTech

Entrevista >p Por Kathya Santoyo
al Para mayor comunicación, seguridad y ahorro energético
Brinda KNX conocimiento sólido en edificaciones inteligentes K
NX es el único estándar internacional que existe para el control integral de casas y edificios, en materia de iluminación, climatización, aire acondicionado, audio y vi
deo, sistemas de seguridad, entre otros aspectos, todo ello con el objetivo de normalizar la tecnología que rodea al inmueble.
De acuerdo con la ingeniero Mari-
todas las instalaciones de automatización en los edificios: KNX. Nosotros normalizamos a los fabricantes y quienes trabajan con el protocolo, al tiempo que certificamos a los instaladores; es esto lo que estamos promoviendo en América Latina, donde ya contamos con Centros de Certificación en Argentina, Brasil y México".
Esto es posible debido al ambel Pacheco, coordinadora del estándar en México, esta medida surgió por la necesidad de reglamentar la automatización de los edificios, en respuesta a problemáticas de intercomunicación
En México existen más plio conocimiento que posee la firma, mismo que fue consolidado tras la unión de varios estándares y asociaciones dedicadas al control de edi-
de 20 empresas certificadas
entre sus diversos sistemas. "Por ejemplo, en caso de una emergencia se enfrentan a falta de comunicación entre los sistemas de control de incendios y el de accesos o iluminación; el estándar brinda una respuesta precisamente a este tema", explicó en entrevista para InTech.
El mecanismo para resolver tales problemáticas, agregó Pacheco, consiste en crear un protocolo que conjunte varias marcas de servidos para trabajar bajo un mismo lenguaje de comunicación; "existe una asociación internacional que se encarga de gestionar
Ingeniero MaribeI Pacheco, coordinadora del estándar en México
4 InTech www.intechmexico.com.mx
ficios, las cuales dieron origen a este proyecto sur 'do hace más de 20 años en Europa, desde donde trabajaban para ~Iéxico antes de instalarse en el Distrito Federal formalmente hace cinco años.
ASÍ, la empresa se encarga de certificar a los responsables del diseño de los edificios, para que los arquitectos, por ejemplo, sobre las tendencias necesarias en materia arquitectónica y estructural para automatizar los inmuebles. "Antes sólo se capacitaba a ingenieros y programadores de edificios; nosotros promovemos que todos los involucrados tengan el cono
cimiento de diseño enfocado a inmuebles inteligentes".
Finalmente, Maribel Pacheco reconoció que en México queda todavía trabajo por hacer para explotar el gran potencial de esta tecnología. Al respecto dijo que aunque actualmente sí existen edificios clasificados como inteligentes, éstos necesitan una renovación tecnológica, ya que están atrasados en esta materia, con el uso de sistemas como los de control centralizado; "la tendenda en automatización está enfocada al día de hoy en sistemas distribuidos y Buses de campo, donde existe mayor potencial de control. KNX presenta una propuesta para que se observen todas las posibilidades de control que brindan tanto comunicación, como seguridad y ahorro energético", concluyó la coordinadora del estándar en el país. O
Año 11 - Núm. 03 IlnTeCh México Automatización

ISA34'EDICIÓN ~ EXPOCONTROL ~ Por Sebastián Huerta
11 En beneficio de la industria ................................... .......
.................... ..................... ...... .............. ..........................................................
ISA Sección Central México, 37 años de historia Desde hace más de tres décadas la sociedad de instrumentistas ha consolidado al gremio y se ha preocupado por la actualización y adiestramien o de sus miembros con la realización de cursos impartidos por ingenieros especialistas, incluso con ISA ExpoControl.
Fue en 1975 cuando se fundó la Asociación ~exicana de Instrumentistas de América, misma que estaba vinculada con la Instrument Society of America (ISA), bajo la batuta del in eniero
Ángel Ortiz, primer presidente de la organización. En aquel entonces, compañías de ingeniería como Tarlor, Bu
fete Industrial, Bica (Bechtel-ica) y otras empresas, instituciones paraestatales como Sicartsa, CFE, Pemex, Fertimex, fueron las fun dadoras de esta comunidad.
Después de poco más de tres décadas, la unión de instrumentistas se ha convertido en la más grande e importante del país, cuyo objetivo desde su fundación, ha sido ofrecer beneficios a la sociedad y a la planta productiva nacional mediante servidos, integración de especialistas, difusión y actualización de las tecnologías.
De igual manera, conservan la visión de ser la principal organizadón regional y fuente de información en el campo de la instrumentación, automatización, técnica inalámbrica, Fielbus y Seguridad; así como fortalecer las acciones de capacitación y certificación internacional de los responsables y operadores de las áreas de instrumentación, control y automatización, además de consolidar los vínculos entre todos los sectores que conforman este dinámico gremio.
ISA ExpoControl
Con el afán de dar a conocer logros, trabajos y nuevos productos, se realizaban exhibidones de artefactos y servicios que se llevaban a cabo en el U.S. Trade Center. De igual forma, para la transmisión de estas actividades en los primeros años de ISA Sección Central se efectuaban pláticas mensuales con temas relacionados en el Palacio de Minería principalmente, reuniones donde también se patrocinaban las compañías de instrumentación.
Hasta llegar a una mayor dimensión, la realización de estas conferencias obligó a los organizadores a hacer uso de las instalaciones de
6 InTech www.intechmexico.com.mx
la Cámara );acional de la Industria de la Transformación (Canacintra) r posteriormente en el Centro Banamex y el World Trade Center de la Ciudad de ),Iéxico, recinto de la edición 34 de dicha exposición.
Finalmente, durante la vida de la institución se han planteado metas concretas enfocadas a cuestiones como difundir la información y el conocimiento actualizado al mayor número posible de especialistas, ya que quienes integran dicha asociación, están convencidos de que la capacitación es un reflejo del contacto cotidiano que llevan con las industrias públicas y priYadas; por lo tanto, asumen el compromiso para hacer más eficiente la operación y mantenimiento de equipos y plantas, reducir riesgos industriales e incrementar el valor del activo fijo más valioso de cualquier empresa, el recurso humano.
Por todo lo anterior tanto ISA Sección Central México como ISA ExpoControl, son entidades de vital importancia para la industria del control y la automatización, ya que con su ayuda y esfuerzo han mantenido al gremio unido y se han preocupado por que los miembros gocen de capacitación y actualización dentro de los avances tecnológicos de dichos procesos.
Convencidos de que la capacitación es un reflejo del contacto cotidiano que llevan con las industrias públicas y privadas, en
ISA Sección Central México asumen el compromiso para hacer más eficiente la operación y mantenimiento de equipos y plantas, reducir riesgos industriales e
incrementar el valor del activo fijo más valioso de cualquier empresa, su recurso humano.
Año 11 - Núm. 03 I lnTeCh México Automatización

"En más de 30 años de ser instrumentista, la ISA ha representado en gran medida el soporte para asegurar la calidad de mis trabajos. Como miembro me ha dado un gran respaldo con normas, cursos de capacitación, libros, la certificación CCST y su exhibición anual. Gracias ISA".
"ISA Sección México Central, como asociaClon de servicios, ha demostrado al paso de los años, experiencia, constancia y dinamismo ubicándose a la vanguardia en el campo de la automatización, dentro y fuera del país; además, está preparada en el corto plazo para atender otros sectores industriales y tener la posibilidad de trabajar específicamente en industrias para impulsar otros niveles de capacitación, mejor difusión de resultados e intercambio de experiencias en nuestras exposiciones".
InTech México Automatización Año 11 - Núm, 03
"La ISA representa un canal por el cual se difunde la tecnología, es un medio de apoyo para los profesionales de la instrumentación y control de procesos industriales, una institución de capacitación. Cuenta con instructores de amplia capacidad y de probada experiencia en este medio y ha sido por muchos años el soporte de profesionales tanto de la iniciativa privada como de las paraestatales. Nuestro máximo evento, la ISA ExpoControl, es la culminación de la vinculación entre ofertantes de soluciones/equipos y usuarios de tecnología. Durante más de 30 años de exposiciones hemos desarrollado un vínculo especial entre los profesionales de la automatización. Además de un acercamiento adicional, esto mediante los foros de Seguridad y para este año el foro de Comunicación Wireless.
La ISA es una fuente de difusión técnica, es el medio de acercamiento de la tecnología de vanguardia y usuarios, estudiantes o profesionistas que deseen conocer la automatización y control de procesos".
7
, ~

Artículo ~ Por Erick Estrada
al Aumenta la productividad y disminuye el riesgo .......... ... ......... ... .. ........... .. .............. .. ... ....... ... .. .... ... ......... ....... ...... ............. .. ........................... .. .... . .
Permite SIS mayores oportunidades a nivel operativo y estratégico
22 InTech www.intechmexico.com.mx Año 11 - Núm. 03 IlnTeCh México Automatización

La tendencia sobre la seguridad y control de procesos ha adquirido un gran auge en los rubros aeroespacial, automotriz, eléctrico, electrónico, dispositivos médicos, o bien, en
tecnologías de la información durante los últimos años, tan solo en 2011 la automatización en dicho sector registró por tercer año consecutivo un incremento sostenido, al alcanzar ingresos por USD $13 millones para las empresas fabricantes instaladas en México. Debido a los resultados positivos, las compañías visualizan mayores oportunidades a nivel operativo y estratégico mediante el correcto control de procesos a nivel operativo que permite aumentar la productividad, mejorar la calidad y disminuir el margen de error, reducir riesgos y optimizar los recursos.
Las instalaciones industriales de proceso que almacenan y generan sustancias peligrosas tienen asociado un determinado nivel de riesgo, debido a la posibilidad de inducir consecuencias adversas sobre receptores vulnerables (personas, bienes materiales y medioambiente), como resultado de los efectos dañinos (térmicos, físicos y químicos) originados por sucesos incontrolados en sus instalaciones.
Los riesgos que exigen que estas plantas adopten estrictos criterios tanto en el diseño de las instalaciones y equipos, como en la adopción de medidas de seguridad las cuales se encuentran clasificadasde acuerdo al campo de su aplicación, donde existen los denominados sistemas de seguridad de procesos, son conocidos en el sector como Sistemas Instrumentados de Seguridad (515) y los de protección para maquinaria.
Los SIS constituyen la última capa de seguridad preventiva dentro del correcto diseño,
instalación, pruebas y mantenimiento (Ciclo de
Vida), ya que su aplicación brinda la garantía de un
adecuado funcionamiento.
I

I
24
Referente al tema del SIS, éstos constituyen la última capa de seguridad preventiva dentro del correcto diseño, instalación, pruebas y mantenimiento (Ciclo de Vida), ya que su aplicación brinda la garantía de un adecuado funcionamiento. Si dicho control llega a fallar, desencadenaría diversos actos como fugas, explosiones e incendios, entre otros, así como las consecuencias en costos y pérdidas humanas para la empresa. Así, después de esta última capa preventiva, sólo aparecen aquellas que se encargan de mitigar las consecuencias como son: sistemas de fuego y gases, planes de emergencia, etcétera.
Actualmente los Sistemas Instrumentado de Seguridad o también conocidos por la industria con los términos de Safety Integrity Level (SIL), Safety Instrument Function (SIF), y Safety Requeriments Specifications), entre otros, pueden definirse por un sistema compuesto de sensores, lógica y elementos finales cuyo propósito es conducir el proceso a un estado seguro cuando determinadas condiciones preestablecidas son violadas.
Por ello, las empresas consideran funda mental en su control de procesos que cada proyecto cuente con la seguridad industrial de sus instalaciones mediante un estricto Ciclo de Vida con la aplicación de los modernos estándares internacionales (I SA e IEC). Una de ellas es la norma ANSI/ ISA-84-00-01-2004 (OEC 61511 Mod) que durante todas sus etapas define los pasos y las actividades encauzadas para alcanzar la seguridad funcional; que de no cumplirse correctamente repercuten en la funcionalidad del SI S, recursos tecnológicos, tiempo y costos.
También la calidad del tema está definido según estándares internacionales y se precisa conforme a sus probabilidad de falla en demanda al categorizarse en: SIL 1, 2, 3, Y 4. Las probabilidades de falla en la demanda, conforme a su clasificaciónson conforme al estándar 0.1 a 0.01, 0.01 a 0.001
Para entender lo anterior, es necesario explicar que cualquier sistema operará siempre en una de las sigu ientes condiciones. Operación exitosa, falla segura y falla en peligrosa. En la primera la probabilidad de que ocurra define lo que se conoce como la disponibilidad del sistema. El segundo caso se presenta cuando el sistema falla y queda en una condición segura. No produce por tanto un problema de seguridad, aunque si causa molestias porque el proceso de detiene. Finalmente el último punto produce resultados no deseados y una condición insegura. O
InTech www.intechmexico.com.mx Año 11 - Núm. 03 IlnTech México Automatización

BUIL T FOR • 111 • 111 • THE HUMAN
NETWORK CISCO N
Seguridad en Comunicaciones Por Javier Liendo, CSE Security, Cisco México
Detrás del uso que hacemos cotidianamente
del correo electrónico, Google, Facebook,
Twitter y un sinnúmero de otras aplicaciones
que usamos en nuestra diaria interacción
con lo que llamamos "internet" , existen un
sinnúmero de protocolos y tecnologías que
completamente ajenas a nosotros, realizan
su trabajo (casi) ininterrumpidamente para
habilitar la colaboración entre personas
utilizando cualquier tipo de dispositivo, desde
cualquier lugar y a cualquier hora.
Uno de los conjuntos de protocolos y tec
nologías que usamos diariamente, de manera
directa o indirecta, es aquel que nos permite
colaborar mediante la voz, el video o el texto
utilizando la infraestructura de redes de datos
como medio de transporte (Unified Communi
cations, UC, por sus siglas en inglés). Términos como SIp' H.323, señalización,
SRTP, MGCP, proxing, TFTP, certificados digi
tales, y trunking, entre otros, quizás no se es
cuchen cotidianamente, pero sin ellos no sería
posible levantar una extensión telefónica en una oficina de una filial remota de nuestro ne
gocio y establecer una conversación utilizando
ya sea la propia infraestructura de redes de da
tos de nuestra organización o una infraestructu
ra de transporte tercera como Internet.
Cada uno de estos componen tes, como
si fueran piezas de un Lego, tienen que des
plegarse e integrarse entre ellos mismos y
entre el resto de la infraestructura de datos,
de acuerdo con criterios de arquitectura
tecnológica, de operación y de administra
ción que minimicen el riesgo que derivado
de una falla en uno sólo de los componentes ,
la experiencia de los usuarios con la tecno
logía se vea afectada . Entre los diferentes criterios de diseño
tecnológico que un arquitecto de una solución
de UC puede disponer están: temas de cali
dad de servicio (Quality of Service) y alta disponibilidad (HA, High Availability). Uno de los
criterios de diseño que siempre juega un papel
especial en este tipo de diseños, son los crite
rios de seguridad. Para ejemplificar cuáles son estos, es útil
servirse de un modelo de pirámide de tres pisos.
Seguridad de la infraestructura de la red de datos En la base de la pirámide, se encuentran todos los
servicios de seguridad que deben implementar
se en la infraestructura de transporte de datos
sobre la cual se va a montar la solución de uc.
En esta capa entran criterios como el ase
guramiento de protocolos de capa dos: ARP
(Address Resolution Protocol), DHCP (Dynamic
Host Configuration Protocol, no propiamen
te protocolo de capa dos), STP (SpanningTree
Protocol), VTP (Vlan Trunking Protocol), DTP
(Dynamic Trunking Protocol, 802.1q (Trunking)
entre otros. Todos estos tienen en común que el mejor, y muchas veces el único lugar en don
de se pueden implementar controles para evi
tar su abuso, es directa y únicamente en el switch, el cual, por naturaleza propia, es tan
dispositivo de seguridad como los son un fi
rewall o un IPS (Intrusion Prevention System) en el mundo de la seguridad "tradicional".
También en esta capa se deben considerar
criterios de aseguramiento del plano de control
de la infraestructura de redes de datos. Temas
como aseguramiento de protocolos de ruteo (EI
GRp, OSPF, RIPv2, por favor, no utilizar RIPv1) Y
temas de instrumentación de red. Cuando ha
blamos de instrumentar la red, lo que queremos
decir es activar en switches yen ruteadores, todas aquellas funcionalidades que nos permitan
observar los parámetros operativos y de segu
ridad de la red: Netflow v5/v9, SNMp' RMON, syslog y especialmente importante en una in
fraestructura de UC, IP SLAs (IP Service Level
Agreements, funcionalidad que permite me
dir parámetros como jitter, packet loss o delay
punto a punto utilizando únicamente la infraes
t ructura de red como instrumento).
Seguridad de la infraestructura de UC En la capa intermedia se encuentran todos
aquellos mecanismos que permiten asegurar los
protocolos y los dispositivos especializados en
una solución de UC: Teléfonos IP, gateways de
voz, servidores de señalización, cliente de voz
basados en software, enlaces de voz y proxies
entre muchos otros.
Temas como firma digital de archivos
de configuración de teléfonos IP para evitar
que puedan descargar una copia apócrifa de
configuración o la utilización de certificados
digitales para asegurar que solamente dispositivos
autorizados puedan firmarse a la plataforma
de señalización. También en esta capa entran
temas como la utilización de dispositivos con la
capacidad de inspección de tráfico (capas 5, 6,
Y 7) de los protocolos utilizados en una solución
de UC (SIP, H.323, RSTP, entre otros) para evitar
que abusos en estos protocolos tengan un
impacto en la solución como un todo.
También temas como la protección de la
confidencialidad del contenido, voz y video, en
una solución de UC son críticos. La encripta
ció n de los flujos de señalización, voz y video
son básicos y es impensable no implementarlos
cuando este contenido tiene que viajar por re
des terceras potencialmente hostiles.
Por último y y no por eso menos importante,
están todos los criterios de arquitectura y de
tecnología que minimicen la posibilidad de que
terceros no-autorizados puedan hacer uso de la
inf raestructura de UC, potencialmente desde
fuera de las premisas de nuestra organización
(Le. Internet, redes de proveedores/clientes).
En particular todas aquellas técnicas que
tratan de impedir que nuestra organización sea
víctima de fraude telefónico (Toll Fraud).
Seguridad de la caDa aplicativa de UC En la cúspide de la pirámide se encuentran to
dos aquellos mecanismos para forzar la apli
cación de políticas sobre la plataforma de Uc.
En esta capa tenemos temas como: garantizar el acceso a la plataforma de UC solamente
a usuarios autorizados. La asignación de privile
gios para permitir que solamente un conjunto
de usuarios tengan acceso a ciertas funcionali
dades de la plataforma de UC (larga distancia o
establecimiento de juntas de video, o la capa
cidad de chatear) . Límites en las quotas de uso
de cada uno de los servicios a los que el usuario
tiene acceso. Límites en los accesos a servicios
de movilidad. Límites en el acceso a aplicativos
propios de la plataforma de UC (Le. correo de
voz, acceso a aplicativos desarrollados sobre la
plataforma de UC cómo difusión de noticias cor
porativas, IVR), entre muchos otros.
Conclusión Hace muchos años, Jorge Luis Borges, repre
sentante máximo de la literatura mundial y
latinoamericana, escribió un poema/cuento
llamado "Las Causas". En este poema, J.L.
Borges describe cada uno de los hechos his
tóricos (y otros mitológicos) que se tuvieron
que dar, todo ellos en una cadena de causas
y efectos, para que al final las manos de dos
enamorados se juntaran.
Semejante mente y con el único punto
en común con la gran obra de J.L. Borges
de I que ambos textos están escritos en español (e incluso eso podría perfectamente
debatirse por mi mal uso del español) en este
documento he tratado de describir de manera muy general los diferentes componentes de
seguridad que toda infraestructura de UC
debe tener para que la comunicación entre
dos personas se pueda dar de manera segura.
Ojalá lo haya logrado.
Desde sus primeros años de su ejecución en las diversas industrias, la automatización -que en términos de la Real Academia Española, con
siste .en convertir ciertos movimientos corporales en automáticos o indeliberados-, surge con el objetivo de reducir la necesidad de la intervención humana dentro de un proceso en el que anteriormente predominaba la mecanización.
A diferencia de ésta última, donde los operadores son asistidos con maquinaria mediante su propia fuerza y de su intervención directa, la automatización reduce la necesidad mental y sensorial, con lo que se ve reflejada una producción eficiente y con una alta disminución de riesgos.
De este modo el sector industrial desde la mecánica, electricidad, electrónica, sistemas, neumática, hidráulica hasta la instrumentación sufrieron una revolución, misma que le permitió a las organizaciones en estos rubros competir en un mercado globalizado, donde a su vez el automatismo se convirtió en una herramienta clave para aumentar la calidad de
' sus productos, reducir los tiempos de manufactura, realizar tareas complejas, corregir las fallas, disminuir los desperdicios o las piezas mal fabricadas y particularmente incrementar la rentabilidad, es decir, lograr un proceso más rápido y de eficiencia.
Ejemplo de lo anterior son las grandes inversiones que las empresas han realizado en esta materia, que van
26 InTech www.intechmexico.com.mx
desde automatismos puramente mecamcos hasta los autómatas programables actuales como buses de campo, sistemas SCADA, servomotores o robots industriales que ofrecen a las empresas considerables ventajas en la repetitividad y control de calidad más estrecho garantizado por la exactitud de las máquinas automatizadas.
La automatización reduce la necesidad mental y sensorial del operador.
Al término se ve reflejado en una producción más eficiente y con una alta disminución
de riesgos.
Sobre automatización Los sucesos económicos mundiales a lo largo de la historia han marcado la tendencia de desarrollo de la automatización industriaL La implementación de robots industriales junto con los sistemas asistidos por computadora (CAD, acrónimo de Computer Aided Design) y los sistemas de fabricación controlados por ordenadores CAM, (Computer Aided Manufacturing) condujeron a la automatización a otra transición de alcances aún desconocidos.
De acuerdo a su volumen de producción, el automatismo industrial se clasifica en tres clases: fija, pro-
Año 11 - Núm. 03 I lnTeCh México Automatización
ISlí.34A EDICIÓN
........ EXPOCONTROL
......... REINVENTANDO LA AUTOMATIZACiÓN
29,30 y 31 DE AGOSTO 2012 SALÓN "MEXICA" WTC CIUDAD DE MÉXICO

gramable y flexible. La primera de ellas se usa cuando el volumen es alto, la segunda cuando éste es relativamente bajo y hay una diversidad de producción a obtener. Finalmente los sistemas flexibles se constituyen por una serie de estaciones de trabajo interconectadas entre sí por métodos de almacenamiento y manipulación de materiales controlados en su conjunto por un ordenador.
Dentro de los tipos de automatización existentes se encuentran, el control automático de procesos, procesamiento electrónico de datos, automatización fija, control numérico computarizado y la automatización flexible.
Cabe destacar que para la automatización de procesos se desarrollaron máquinas operadas con Controles Programables (PLC), actualmente de gran ampliación en industrias como la textil y la alimentación, en tanto que para la información de las etapas de diseño y control de la producción, se desarrollaron programas de computación para el dibujo (CAD), el diseño (CADICAE), la manufactura CAM, el manejo de proyectos, la planeación de requerimientos, la programación de la producción y para el control de calidad, entre otras.
Tecnologías aplicadas dentro del sector Con el paso del tiempo la industria y el mercado cambia es por eso que las empresas buscan nuevas tecnologías que satisfagan las necesidades de éstas y por ende de sus clientes. Al respecto, ABB, empresa líder en automatización, lanzó durante la vigésimo séptima edición de ExpoPack, la nueva generación del robot para aplicaciones de pick y place FlexPickerTM IRB360, que gracias a su gran flexibilidad en cuestión de velocidad, su capacidad de carga elevada de hasta 3 kg Y su software PickMaster permite una recogida y acomodo de alta velocidad, que benefician al sector alimenticio y de bebidas al momento de su embalaje y/o envasado.
De la misma forma, Endress+Hauser, firma presidida por Steffen Huber, con base en su principio de innovación, diseñó una solución estratégica de crecimiento enfocada al monitoreo de energía, la cual se encarga de vigilar a detalle el gasto del suministro para revelar ahorros potenciales en su consumo dentro de una planta.
Asimismo, la firma suiza creó un sistema de control de inventario enfocado a la eficiencia en materia de logística, dedicada a la búsqueda de hacer más eficiente el control de la cadena de suministro mediante un software de gestión de inventarios de última generación que le permite al cliente final, simplificar sus procesos administrativos para el control de inventario optimo, es decir, conseguir que la organización en cuestión no tenga producto ni de más ni de menos. O
Año 11 - Núm. 03 IlnTech México Automatización

Artículo $' Por Luis M. García G
E s práctica común desde hace ya mucho tiempo, que cada Función Instrumentada de Seguridad (SIF)l sea probada periódicamente para asegurarse que se alcanza un rendimiento o
desempeño determinado. La responsabilidad de conducir estas pruebas, tradicionalmente, ha recaído sobre los hombros del usuario con muy poca ayuda o guía por parte de la mayoría de los fabricantes .
El proceso, por otra parte, se convierte en un verdadero desafío cuando el usuario tiene que lidiar con complejos sistemas electrónicos programables (PES)z' también llamados Controladores Lógicos programables (PLC)3 de seguridad.
Para poder revisar un equipo en forma apropiada, uno debe de responder tres preguntas: • ¿Qué tan frecuentemente necesito revisar y probar, mensualmente,
anualmente o cada quinquenio? • ¿Cuál es el procedimiento para realizar las pruebas e inspecciones? • ¿Cuánta cobertura, y por ende crédito, se puede reclamar con cada
inspección y revisión? Pruebas periódicas de PLCs comunes para aplicaciones de segu
ridad funcional han sido siempre bastante importantes debido a su falta de diagnóstico, y aunque de cuestionable practicidad, resultaba mucho mejor que el no hacer nada. Sin embargo los fabricantes de PLCs de seguridad de hoy en día reclaman diagnósticos con coberturas mejores que un 99%, lo que nos lleva a preguntar; ¿Qué es lo que el usuario final pretende lograr probando dichos sistemas? ¿Será que acaso se pretende cubrir con estas pruebas el 1% remanente?
Para entender esto mejor debemos volver a los primeros principios: ¿Para qué se realizan pruebas de inspección en primer término?, ¿qué valor hay en probar e inspeccionar los sistemas?, ¿no es esta la función del diagnóstico?
Definición de un SIS y sus FIS La cláusula 3.2.72 (Parte 1 del estándar ANSI/ISA 84 - lEC 61511 Modificada) define un Sistema Instrumentado de Seguridad (SIS) como: un sistema instrumentado usado para implementar una o más Funciones Instrumentadas de Seguridad (SIF, por sus siglas en inglés). Por tanto un SIS se compone de alguna combinación de sensores, procesadores lógicos y elementos finales de control. Su misión es llevar la planta a una estado seguro cuando ciertas pre-determinadas condiciones han sido violadas.
Para ponerlo en forma simple, es un sistema hecho de componentes especiales (Entradas, Salidas y Controlador) que monitorea
, procesos específicos; y si por alguna razón cualquiera de las variables monitoreadas viola sus límites de seguridad, el sistema está diseñado para llevar el proceso a un estado seguro pre-determinado.
Lo primero que tal definición implica es que si dicha condición "peligrosa" no se presenta "nunca"; el SIS no va a actuar "NUNCA". Por tanto el determinar qué tan bien el sistema va a actuar si se requiere que lo haga, es un asunto bastante confuso. Por ejemplo; si el
30 InTech www.intechmexico.com.mx
lector tiene un automóvil de diez años de uso, ¿qué tan confiado está el lector que la bolsa de aire se va a abrir si se tiene una colisión?, ¿qué tan confiado puede estar un piloto veterano de cinco años en que el paracaídas que le dieron al ingresar a la fuerza hace cinco años, y que nadie ha probado desde entonces, se va a abrir si lo necesita?, ¿qué tan frecuentemente probaría usted su paracaídas?, ¿cómo lo probaría?, ¿quién lo probaría?
Todas estas son preguntas muy importantes cuando hablamos de sistemas durmientes.
Medición del rendimiento de un SIS Cuando hablamos de un sistema "durmiente" no implicamos referirnos a un sistema que "no esta haciendo nada", sino todo lo contrario. Para hacer una analogía de un sistema durmiente, observemos los guardias del palacio de Buckingham. Estos guardias no se mueven, no hablan ni socializan con los visitantes; de hecho no hacen ninguna mueca por lo que no parecen reales, sino más bien muñecos. Sin embargo puede uno estar seguro de que si alguien intenta infiltrar en el palacio sin ser autorizado, estos guardias inmóviles, saltaran sobre el intruso y lo arrestarán.
Un SIS se encuentra inmóvil como los guardias del palacio y sólo ejecutan acciones cuando una condición peligrosa pre-determinada existe. El desafío es entonces el determinar o evaluar el rendimiento del sistema (o qué tan bueno es) debido a que no está actuando. Los estándares de seguridad funcional toman en cuenta este hecho. Por tanto, estos estándares de seguridad funcional están basados en rendimiento o desempeño, y fueron desarrollados por dos razones: a) Todos los procesos son distintos, por lo que sería imposible basar
un estándar en un proceso determinado. b) Los estándares prescriptivos requieren de mucho mantenimiento
pues deben mantenerse al día con la tecnología. Como resultado, se concluyó entonces que se deberían desarro
llar estándares basados en desempeño, ayudando entonces a diseñar un método para medir el rendimiento de sistemas durmientes.
Conclusión Manualmente es imposible hacer pruebas funcionales de un sistema complejo tal como un procesador lógico programable, con el fin de obtener crédito en el cálculo de su rendimiento. En el caso de PLC de seguri<;iad, basado en protección por diagnóstico de acuerdo con la lEC 61508, con coberturas por encima del 90% y SFF de más del 99%, todavía es más obvio que realizar tales pruebas funcionales manuales no beneficia absolutamente en NADA.
Sin embargo, quien subscribe ha visto cómo los usuarios finales han batallado para entender el significado de las pruebas funcionales periódicas que algunos fabricantes de PLC de seguridad piden en sus manuales, reclamando por otra parte, que al ser el sistema inspeccionado se obtiene un crédito del 100%.
Año 11 - Núm. 03 IlnTech México Automatización

Inspeccionar periódicamente una Función Instrumentada de Seguridad es una muy buena práctica, pero por otra razón; la evaluación de los instrumentos de campo. Si hay instrumentos tipo A (o Tipo B muy simples con FPL), las pruebas funcionales incrementan el rendimiento, como se muestra en el ejemplo de la válvula. Como las pruebas manuales no pueden sino detectar una fracción mucho más pequeña de fallas que las inspecciones automáticas en un complejo sistema Tipo B, los PLC y otros sistemas complejos basados en Software, utilizados en FIS, deberían garantizar PFDPro sin inspecciones manuales y con una vida útil de 20 años.
SIL 1
Porbabilidad de Falla en Demanda PFD promedio (Operación en Modo Demanda)
0.0001 - 0.00001
0.001- 0.0001
0.01 -0.001
0.1-0.01
Factor de Reducción de Riesgo (FRR)
1000 a 100000
1000 a 10000
100 a 1000
10alOO
Tabla de requerimientos de desempeño en demanda. (lEC 61508)
te evidencia presentada, recomienda el hacer pruebas manuales de su sistema Tipo B para garantizar un SIL (por su tipo de lenguaje, porque es firmware y software FPL, porque el sistema es muy sencillo, porque existe suficiente evidencia que explique todos los modos de falla, etcétera); debería claramente indicar:
1 - ¿Qué tan frecuentemente se debe probar el sistema? 2 - ¿Cómo se deben realizar las pruebas? 3 - ¿Qué porcentaje de diagnostico se puede reclamar? Por supuesto que existen aquellos que argumentarán que las
pruebas funcionales para cada SIF nos permite el detectar problemas en los programas de aplicación;sin embargo esto es una falacia, ya que si se siguen las recomendaciones del ciclo de vida de seguridad funcional, los problemas previos y póstumos al comisionamiento debieran haber sido detectados durante las pruebas de validación.O
SIEMENS, S.A de C.V.
Sobre el autor: Luis García es Chartered Engineer, y es miembro del CFSE
advisory board, representando a Si€mens Energy Inc.
CONTACTO:
Ing. Mario Rosas
Phone: ++52 55 5328 21l.2
[email protected] I www.siemens.com.mx
Al cabo de dicho periodo, el usuario debiera devolver el sistema 1 SIF por sus siglas en Inglés - Safety Instrumented Function.
al fabricante para re-evaluar y re-validar, o simplemente reemplazar el 2 PES por sus siglas en Inglés - Programmable Electronic Systems
equipo con otro nuevo. Si algún fabricante, a pesar de la contunden- 3 PLC por sus siglas en Inglés - Programmable Logic Controller
ISf¡34A EDICIÓN
EXPOCONTROL REINVENTANDO LA AUTOMATIZACiÓN
!9,30 Y 31 DE AGOSTO 2012 SALÓN "MEXICA" WTC CIUDAD DE MÉXICO
I

Artículo ~ Por Arturo Vargas
32
Monitoreo de condiciones de maquinaria en la industria del petróleo y gas
Apesar de la gran importancia de la energía renovable, la denunda de petróleo y gas sigue aumen
tando por su disponibilidad y la madurez de su
tecnología y procesos. Para mantenerse al día con esta demanda, hay una necesidad constante de encontrar
nuevas reservas y extraer el petróleo " dificil" de las re
servas conocidas.
Esto por supuesto aumenta los costos, incremenra lo
precios de! producto e impacta los márgenes de renrabilidad. Para evitar afectar los precios. una o ción muy
viable es reducir costos, al lograr mantener un m"e! de rentabilidad suftciente. Con sistemas de moní oreo de
condición de maquinaria, es posible predecir fallas y programar paros más eficientemente, al reducir significariya
mente los costos de operación y mantenimiento.
La necesidad de monitoreo de condiciones En la industria del petróleo y gas detener la producción
equivale a millones de pesos perdidos cada día.
Asegurar que la nuquinaria y otros equipos críticos tra
bajan con seguridad e! mayor tiempo posible, aumenta los
ingresos por producción y reducción de costos. Hay tres maneras principales para realizar el monito
reo de la maquinaria: mantenimiento reactivo, programa
do y predictivo. Cada estrategia tiene sus ventaj as y desventaj as.
El mantenimiento reactivo puede ser útil para equi
pos auxiliares de bajo costo, cuya importancia para la
producción y la seguridad es mínima, p ero es en ex
tremo costoso en maquinaria crítica . La estrategia de realizar mantenimientos programados es a veces obli
gada para mantener las garantías de 'servicio de los
equipos , pero está basada en información estadística ,
por lo que no asegura que la máquina no falle ines
peradam ente, ni que el mantenimiento (y la inversión que conlleva) sean verdaderamente indispensables.
Con una estrategia de mantenimiento predictivo,
estos activos son monitoreados de manera regular para encontrar signos de desgaste. Es aquí donde el monitoreo de condiciones resulta sumamente útil.
De los parámetros que se están obteniendo de la
InTech www.intechmexico.com.mx
maquinaria, puede hacerse un perftl completo de la máquina que combine la información histórica con
la inmediata, y permita predecir su comportamiento
futuro. De esta manera , pueden programarse los tiempos de mantenimiento cuando sea conveniente.
Preventative Maintenance
1 Predict ive Maintenance
1 Acceptable Operating Zone 1 '"' "" "'"" _o • • :" •• • ••• ____ • ______ •• _________ _
TIme
Figur.t 1. t.:rn estrategia de mantenimiento predicti\"O permite que la
núquina ñmcione el má.~o de tiempo. al aprm-echar su capacidad completa
d ntro de los niveles de operación.
En un ejercicio del Electric Power Research Insti
tute (EPR I), se calcularon los costos de mantenimien
to para cada estrategia por cada caballo de fuerza (HP) instalado. Los resultados posicionan el mantenimiento
programado en USD $24.00 por Hp, e! mantenimien
to reactivo a USD S17 .00 por HP (sin considerar los costos de seguridad), y a la estrategia de mantenimien
to predictivo a sólo USD $9.00 por Hp, mientras también elimina los daños colaterales por fallas catastróficas.
Por supuesto, e! mantenimiento predictivo no fun
ciona para cualquier equipo ya que para reemplazar elementos simples, el sistema de monitoreo resultaría demasiado costoso. Sin embargo, por la maquinaria crí
tica necesaria en la industria de! petróleo y gas, que llega a costar millones de pesos, el mantenimiento predicti
va representa una reducción de costos monumental. Los
activos utilizados en la industria de! petróleo y gas, especialmente en upstream (actividades de exploración y producción), suelen estar en lugares peligrosos o de dificil acceso, lo que hace su reparación costosa o inviable.
Además, cuando la maquinaria de esta categoría fa
lla, ponerla en funcionamiento puede tomar semanas y
Año 11 - Núm. 03 IlnTech México Automatización
............................. .................................................................. ....... .... ... .... ................... ....................... .... ........................................... ..........................................................................
36
cer mención que en muchas aplicaciones no se puede usar un sólo método para toda la solución, debemos considerar la combinación y/o mezcla de varios tipos, de aquí la importancia de conocer un poco el detalle de la filosofía de protección de los métodos disponibles. Por poner un ejemplo, puede ser que tengamos implementada en la instrumentación la solución con seguridad intrínseca, los motores los seleccionamos a prueba de explosión y los gabinetes para alojar equipos en campo, los protejamos con sistemas de presurización y la salida de las señales de éstos las llewmos a prueba de explosión para algunos casos y para otros con seguridad intrínseca.
•
•
[j AS-Interface Power Supply
• Irvol ~
D
AS-Interface Master o Gateway
rvol ~
rvol ~
Una vez definido esto, el siguiente paso es investigar el tipo de procesos que tenemos en nuestra planta, los sistemas de control, instrumentos, métodos de protección que han sido instalados, probados y están en operación. Esto puede ser difícil, por lo que en caso de no contar con información en el medio, el siguiente paso sería investigar las tecnologías disponibles en el mercado para medición, control y monitoreo de variables de proceso. En lo relacionado a instrumentación de campo, es posible encontrar un sinnúmero de soluciones para medir las variables de proceso, como son: presión, temperatura, nivel, flujo, etcétera; sin embargo, en este caso la pregunta sería, ¿qué tipo tecnología vaya implementar para llevar las señales del proceso al sistema de control?
En este caso, podemos tener en forma básica que son tres tipos de medios para envío de información, el primero y que por años ha sido usado es a) la conexión tipo Punto a Punto, donde por medio de cableado (puede ser un par de hilos o del tipo multi polo), alambramos las señales de campo al sistema de control, éstas pueden ser del tipo Analógico 4-20 mA o discreto ON/OFF; la segunda opción b) sería el uso de un bus de comunicación donde aprovechamos la
InTech www.intechmexico.com.mx
digitalización, para llevar por medio de un par de hilos más de una señal de campo al sistema de control, y la tercera opción c) pudiera ser llevar las señales por medio de enlace inalámbrico; en este caso sólo debemos considerar que hasta el momento no se ha decidido usar este tipo de enlace para hacer tareas de control, únicamente para monitoreo.
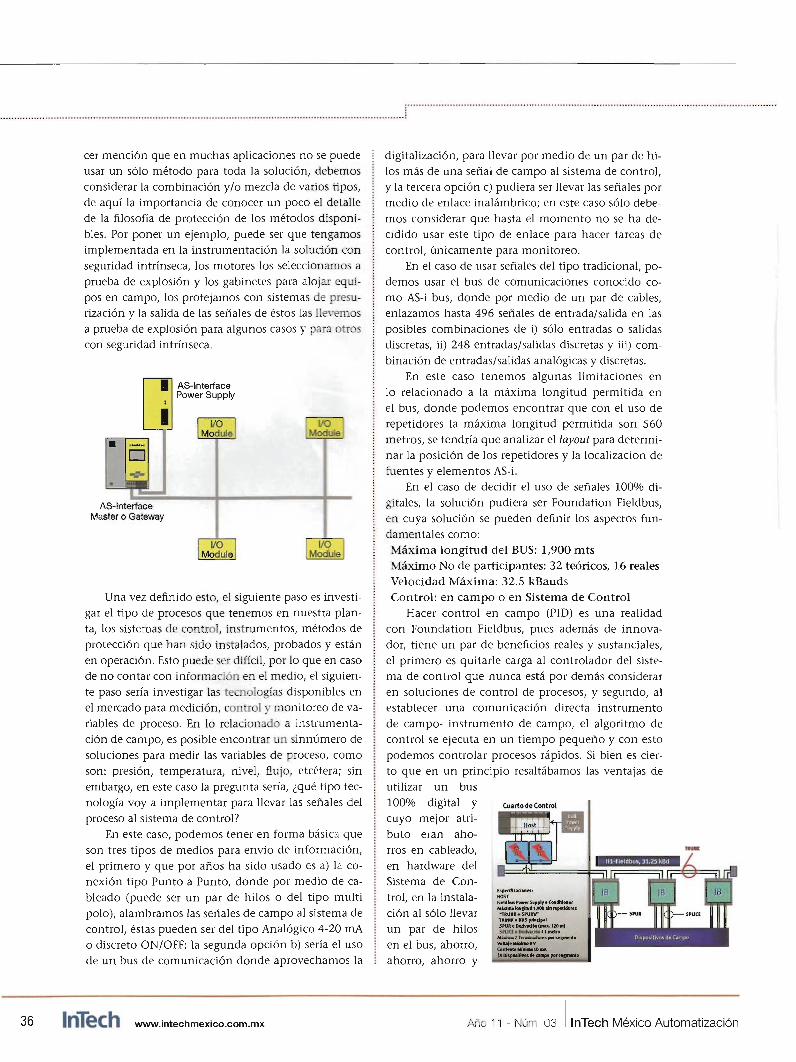
En el caso de usar señales del tipo tradicional, podemos usar el bus de comunicaciones conocido como AS-i bus, donde por medio de un par de cables, enlazamos hasta 496 señales de entrada/salida en las posibles combinaciones de i) sólo entradas o salidas discretas, ii) 248 entradas/salidas discretas y iii) combinación de entradas/salidas analógicas y discretas.
En este caso tenemos algunas limitaciones en lo relacionado a la máxima longitud permitida en el bus, donde podemos encontrar que con el uso de repetidores la máxima longitud permitida son 560 metros, se tendría que analizar el layout para determinar la posición de los repetidores y la localizacion de fuentes y elementos AS-i.
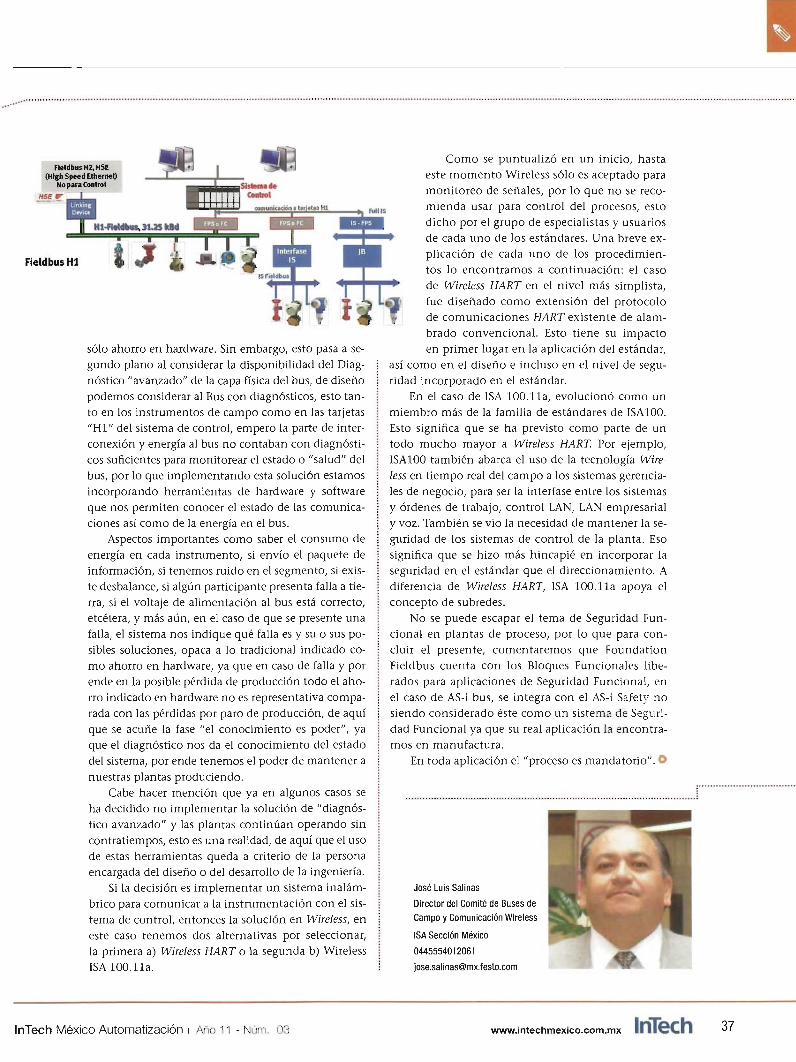
En el caso de decidir el uso de señales 100% digitales, la solución pudiera ser Foundation Fieldbus, en cuya solución se pueden definir los aspectos fundamentales como: Máxima longitud del BUS: 1,900 mts Máximo No de participantes: 32 teóricos, 16 reales Velocidad Máxima: 32.5 kBauds Control: en campo o en Sistema de Control
Hacer control en campo (PID) es una realidad con Foundation Fieldbus, pues además de innovador, tiene un par de beneficios reales y sustanciales, el primero es quitarle carga al controlador del sistema de control que nunca está por demás considerar en soluciones de control de procesos, y segundo, al establecer una comunicación directa instrumento de campo- instrumento de campo, el algoritmo de control se ejecuta en un tiempo pequeño y con esto podemos controlar procesos rápidos. Si bien es cierto que en un principio resaltábamos las ventajas de utilizar un bus
100% digital y Cuarto do Control
cuyo mejor atributo eran ahorros en cableado, en hardware del Sistema de Control, en la instalación al sólo llevar un par de hilos en el bus, ahorro, ahorro, ahorro y
EsPHlfludones: HOST fietdM'_rSupply . CMdltionff Mb.lllNl t ... Eftudl.900~nlepeUdores "TRU.l+SPUR'S· TRUItK.aUSprindpill SPUR.DflMIcHn(.u.llO..} SPuct:oDeltYld6llc I 1Mlr.
MúJ.o 2 T",*,lftrH ,.rsepnml:o VOb)e ...... 9V c. nktIte ........ 18 MA
Año 11 - Núm. 03 IlnTeCh México Automatización
.....
Fleldbus "2, "SE (Hlgh Speed Elherne(l
No p.r. Control
~~
FieldbusHl
sólo ahorro en hardware. Sin embargo, esto pasa a segundo plano al considerar la disponibilidad del Diagnóstico " avanzado" de la capa física del bus, de diseño podemos considerar al Bus con diagnósticos, esto tanto en los instrumentos de campo como en las tarjetas "H1" del sistema de control, empero la parte de interconexión y energía al bus no contaban con diagnósticos suficientes para monitorear el estado o "salud" del bus, por lo que implementando esta solución estamos incorporando herramientas de hardware y software que nos permiten conocer el estado de las comunicaciones así como de la energía en el bus.
Aspectos importantes como saber el consumo de energía en cada instrumento, si envío el paquete de información, si tenemos ruido en el segmento, si existe desbalance, si algún participante presenta falla a tierra, si el voltaje de alimentación al bus está correcto, etcétera, y más aún, en el caso de que se presente una falla, el sistema nos indique qué falla es y su o sus posibles soluciones, opaca a lo tradicional indicado como ahorro en hardware, ya que en caso de falla y por ende en la posible pérdida de producción todo el ahorro indicado en hardware no es representativa comparada con las pérdidas por paro de producción, de aquí que se acuñe la fase "el conocimiento es poder", ya que el diagnóstico nos da el conocimiento del estado del sistema, por ende tenemos el poder de mantener a nuestras plantas produciendo.
Cabe hacer mención que ya en algunos casos se ha decidido no implementar la solución de "diagnóstico avanzado" y las plantas continúan operando sin contratiempos, esto es una realidad, de aquí que el uso de estas herramientas queda a criterio de la persona encargada del diseño o del desarrollo de la ingeniería.
Si la decisión es implementar un sistema inalámbrico para comunicar a la instrumentación con el sistema de control, entonces la solución en Wireless, en este caso tenemos dos alternativas por seleccionar, la primera a) Wireless HART o la segunda b) Wireless ISA 100.11a.
InTech México Automatización l AñO 11 - Núm, 03
r..UIS
Como se puntualizó en un inicio, hasta este momento Wireless sólo es aceptado para monitoreo de señales, por lo que no se recomienda usar para control del procesos, esto dicho por el grupo de especialistas y usuarios de cada uno de los estándares. Una breve explicación de cada uno de los procedimientos lo encontramos a continuación: el caso de Wireless HART en el nivel más simplista, fue diseñado como extensión del protocolo de comunicaciones HART existente de alambrado convencional. Esto tiene su impacto en primer lugar en la aplicación del estándar,
así como en el diseño e incluso en el nivel de seguridad incorporado en el estándar.
En el caso de ISA 100.11a, evolucionó como un miembro más de la familia de estándares de ISAlOO. Esto significa que se ha previsto como parte de un todo mucho mayor a Wireless HART. Por ejemplo, ISA100 también abarca el uso de la tecnología Wireless en tiempo real del campo a los sistemas gerenciales de negocio, para ser la interfase entre los sistemas y órdenes de trabajo, control LAN, LAN empresarial y voz. También se vio la necesidad de mantener la seguridad de los sistemas de control de la planta. Eso significa que se hizo más hincapié en incorporar la seguridad en el estándar que el direccionamiento. A diferencia de Wireless HART, ISA 100.11a apoya el concepto de subredes.
No se puede escapar el tema de Seguridad Funcional en plantas de proceso, por lo que para concluir el presente, comentaremos que Foundation Fieldbus cuenta con los Bloques Funcionales liberados para aplicaciones de Seguridad Funcional, en el caso de AS-i bus, se integra con el AS-i Safety no siendo considerado éste como un sistema de Seguridad Funcional ya que su real aplicación la encontramos en manufactura.
En toda aplicación el "proceso es mandatorio". O
I
. .................................. , ................ ... ................ .. ...... ... .. ... .. .... .... ... ... .....................................
José Luis Salinas
Director del Comité de Buses de Campo y Comunicación Wireless
ISA Sección México
0445554012061
www.intechmexico.com.mx InTech 37

Se uridad íI Por Comité de Seguridad
Nivel de integridad en procesos indust
En nuestro número anterior de In Tech México dedicado a la Seguridad se publicó
un Artículo sobre Seguridad Funcional denominado; Integración de Seguridad en
Procesos Industriales (SIL), Por un error en la edición, se emitió la versión incorrecta de
este artículo; por esta razón, el Comité de Seguridad de ISA Sección Central México
presenta a sus fieles lectores, que número a número siguen la información publicada en esta revista; así como al público en general,
una versión corregida de dicho escrito, Recordando que; ISA Sección México y
su Comité de Seguridad tienen como un objetivo común la difusión de la Cultura de la Seguridad Funcional, con la finalidad de tener un eficiente dominio de esta materia para contribuir a tener una industria segura
y productiva en el país,
40 InTech www.intechmexico.com.mx
Dado que el objetivo de la seguridad funcional es la ausencia de riesgos inaceptables de lesiones físicas o de daños a la salud de las personas de manera directa o indirecta (mediante afectaciones a la propiedad o al medio ambiente); día a día es cada vez
más importante para la industria de alto riesgo (ejemplo gas, petróleo, química y petroquímica) implementar y seguir de manera adecuada programas de seguridad apegados a normatividad nacional e internacional, que aseguren procesos seguros y de mayor productividad.
La industria de alto riesgo es aquella en donde los procesos manejan reacciones inestables que pueden salir de control rápida y frecuentemente; de esta forma una serie de condiciones o eventos no previstos pueden desencadenar acontecimientos de graves consecuencias al personal, a las instalaciones y a la producción. Debido a lo anterior, se crea la necesidad de implementar equipos y sistemas (capas de protección) que minimicen la probabilidad de ocurrencia de un evento no deseado o que minimicen el riesgo.
En lo relacionado a estas capas de protección, podemos encontrar aquellas que involucran tanto hardware como software tales como:
*Sistemas de Alarmas *Sistemas Instrumentados de Seguridad Para los Sistemas Instrumentados de Seguridad (SIS) la normatividad ha
bla de una determinación de SIL, posterior a las actividades de análisis de riesgo e implementación de Capas de Protección no SIL.
¿ Qué quiere decir SIL? No podemos definir el Nivel de Integridad de Seguridad o SIL por sus siglas en ingles (Safety Integrity Level) sin entender primero que éste siempre está asociado exclusivamente a una Función Instrumentada de Seguridad (FIS). Entonces, si partimos de que un Sistema Instrumentado de Seguridad (SIS) está compuesto por diferentes FIS, podemos comprender que en un SIS existirán tantos SIL's como FIS coexistan.
Tratar de asignar un SIL a toda una planta o instalación, sería un error conceptual, también lo sería pensar que un controlador (por ejemplo, uno capaz de alcanzar SIL 3), es el que determine el SIL de una FIS o peor aún de un SIS completo.
Lo anterior nos lleva a estipular que el SIL es una medida específica del desempeño vinculado a la seguridad y éste es determinado para una FIS en específico. Así entonces, para cuando una FIS sea puesta a demanda (sea necesaria su
Año 11 - Núm. 03 IlnTech México Automatización
je Seguridad SIL riales
funcionamiento) el comportamiento de ésta, desde el punto de vista de su éxito o fracaso, será escalada en 4 diferentes niveles de acuerdo a la norma IEC- 61511.
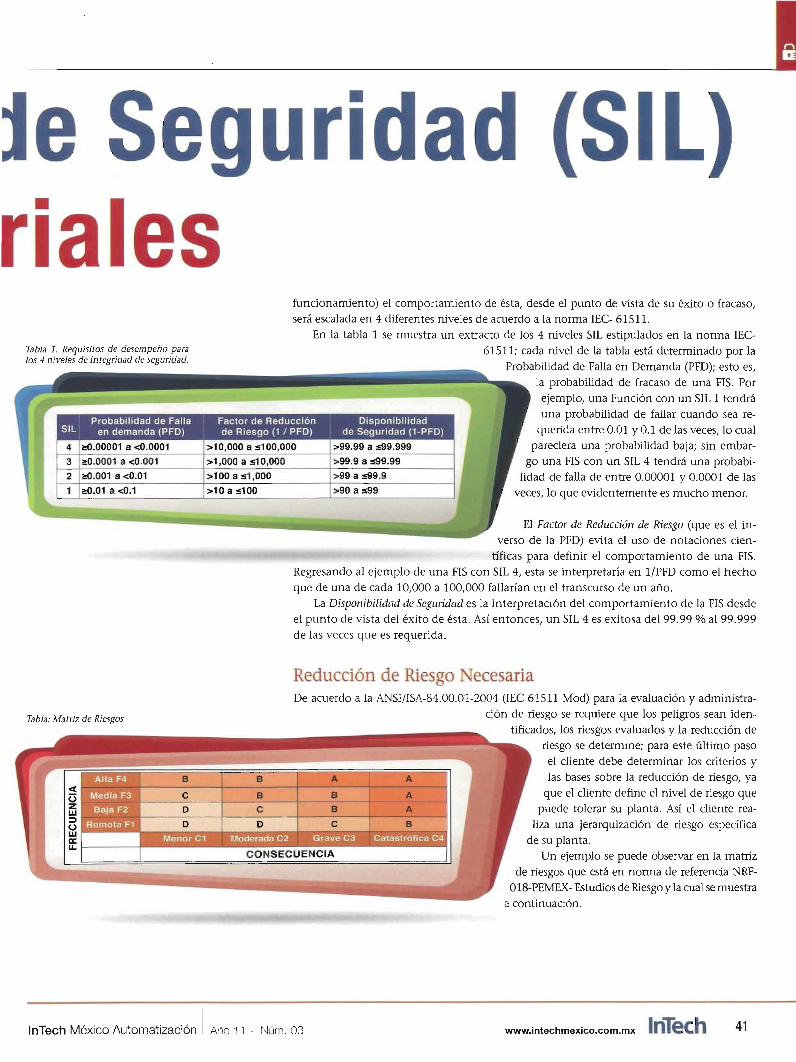
En la tabla 1 se muestra un extracto de los 4 niveles SIL estipulados en la norma IEC-Tabla 1. Requisitos de desempeño para 61511; cada nivel de la tabla está determinado por la los 4 niveles de inteCTridad de secmridad.
o 0- ........................... Probabilidad de Falla en Demanda (PFD); esto es, la probabilidad de fracaso de una FIS. Por
Tabla: Matriz de Riesgos
ejemplo, una Función con un SIL 1 tendrá una probabilidad de fallar cuando sea re
querida entre 0.01 y 0.1 de las veces, lo cual pareciera una probabilidad baja; sin embar
go una PIS con un SIL 4 tendrá una probabilidad de falla de entre 0.00001 y 0.0001 de las
veces, lo que evidentemente es mucho menor.
El Factor de Reducción de Riesgo (que es el inverso de la PFD) evita el uso de notaciones cien
tíficas para definir el comportamiento de una PIS. Regresando al ejemplo de una PIS con SIL 4, esta se interpretaría en l/PFD como el hecho que de una de cada 10,000 a 100,000 fallarían en el transcurso de un año.
La Disponibilidad de Seguridad es la interpretación del comportamiento de la FIS desde el punto de vista del éxito de ésta. Así entonces, un SIL 4 es exitosa del 99.99 % al 99.999 de las veces que es requerida.
Reducción de Riesgo Necesaria De acuerdo a la ANSI/ISA-84.00.01-2004 (lEC 61511 Mod) para la evaluación y administra
ción de riesgo se requiere que los peligros sean identificados, los riesgos evaluados y la reducción de
riesgo se determine; para este último paso el cliente debe determinar los criterios y las bases sobre la reducción de riesgo, ya
que el cliente define el nivel de riesgo que puede tolerar su planta. Así el cliente rea
liza una jerarquización de riesgo específica de su planta.
Un ejemplo se puede observar en la matriz de riesgos que está en norma de referencia NRF-
018-PEMEX- Estudios de Riesgo y la cual se muestra a continuación.
InTech México Automatización l AñO 11 - Núm. 03 www.intechmexico.com.mx InTech 41
I

Casilla Tipo A- Riesgo intolerable: El riesgo requiere acción inmediata; el costo no debe ser una limitación y el no hacer nada no es una opción aceptable. Un riesgo Tipo" A" representa una situación de emergencia y deben establecerse controles temporales inmediatos. La mitigación debe hacerse por medio de controles de ingeniería y/o factores humanos hasta reducirlo a Tipo C o de preferencia a Tipo D, en un lapso de tiempo menor a 90 días.
Casilla Tipo 8- Riesgo indeseable: El riesgo debe ser reducido y hay margen para investigar y analizar a más detalle; no obstante, la acción correctiva debe darse en los próximos 90 días. Si la solución se demo-ra más tiempo, deben establecerse controles temporales inmediatos en sitio, para reducir el riesgo.
Casilla Tipo C- Riesgo aceptable con controles: El riesgo es signi-
5. Aplicar un Sistema Instrumentado de Seguridad (SIS) 6. Instalar equipos y sistemas de mitigación para redu
cir las consecuencias en caso de presentarse algún siniestro Existe un método utilizado en la práctica para ha
cer la reducción del riesgo y es conocido como capas de protección, este método define a cada capa de protección con características que permiten implementar un diseño para un riesgo en específico con un determinado grado de confiabilidad.
La siguiente figura muestra como las capas de protección pueden usarse para reducir un nivel de riesgo ALTO (inaceptable) a un nivel BAJO (aceptable) .
Integridad ; Mecánica ficativo, pero se pueden compensar
con las acciones correctivas en el paro de instalaciones programado, para no presionar programas de trabajo y costos. Las medidas de solución para atender los hallazgos deben darse
. / /
Nivel de RIESGO Aceptable
./. Riesgo
: • ~ne~"¡:"~;~:so
• ...
•
vs' SIS • .. Proceso
I
SCBP' • .. I •
en los próximos 18 meses. La mitigación debe enfocarse en la disciplina operativa y en la confiabilidad de los sistemas de protección.
Nivel de RIESGO Bajo Nivel de RIESGO Alto
·SCBp· S is tema de Con trol Bási co de Proceso
· SIS - Sistema Instrumentado de Seguridad tvs - Valvula de seguridad
Casilla Tipo D- Riesgo razonablemente aceptable: El riesgo requiere control, pero es de bajo impacto y pue-de programarse su atención conjuntamente con otras mejoras operativas.
,
El objetivo por tanto, es llegar al nivel de riesgo tolerable que está establecido por el cliente, esto se logra a través de una implementación de capas o estrategias de protección para reducción del riesgo.
Implementación en la Reducción
de Riesgo Antes que nada debemos tener en mente que la norma IEC-61508 define a la seguridad como "libre de riesgos inaceptables"; por lo tanto, la seguridad absoluta nunca podrá ser alcanzada y en la práctica, el Riesgo sólo podrá ser reducido a un nivel aceptable.
Generalmente, los métodos de seguridad que se usan para reducir el riesgo son:
1. Cambiar el proceso o diseño mecánico incluyen-do arreglos de planta y equipos
2. Incrementar la integridad mecánica del equipo 3. Mejorar los sistemas básicos de control de procesos 4. Incrementar la frecuencia de pruebas a compo
nentes críticos del proceso y elementos de protección
42 InTech www.intechmexico.com.mx
Algo importante de reconocer es que si se considera que para reducir el riesgo a un nivel aceptable en un proceso se requiere la implementación de un SIS, se debe definir el nivel de reducción de riesgo asignado a cada FIS que integrara el SIS, o en otras palabras el Nivel de Integridad de Seguridad (SIL) de cada PIS.
Evaluar la Seguridad Funcional Ahora bien, ¿el SIS ofrece la reducción de riesgo requerida para hacer nuestra planta segura? Dentro de la gestión de la Seguridad Funcional se incluye esta actividad, y la normatividad indica definir y ejecutar una evaluación que permita realizar un juicio sobre la integridad de seguridad alcanzada por el SISo Esto significa que no basta con diseñar e implementar un SIS de acuerdo a las especificaciones o al SIL requerido, la gestión de la Seguridad Funcional exige una comprobación de que el SIS verdaderamente dará la reducción de Riesgo Requerida o cumplirá con el valor de desempeño especificado (SIL) para cada FIS durante su operación. ~sigue
Año 11 - Núm. 03 IlnTech México Automatización

Ejemplo de un índice SIL Para ejemplificar la aplicación de un índice SIL para una FIS se tomará a la industria química donde se está diseñando una nueva planta de producción. Debido a que la planta química lleva consigo riesgo para las personas que ahí laboran, para el medio ambiente y para la instalación, se requiere hacer un análisis; para determinar y cuantificar los peligros de la misma y en caso de ser necesario determinar el nivel de integridad de seguridad requerido por una FIS para alcanzar un nivel de riesgo tolerable de dicha planta, acorde con las políticas corporativas.
Para determinar el nivel de SIL es necesario identificar los riesgo o peligros por medio de un análisis con cualquier metodología para este fin como; un HAZOP, ¿Qué pasa si?, Árbol de fallas, lista de verificación, etcétera. En estos estudios se deben involucrar ingenieros de seguridad, de operación, de mantenimiento, de proceso, eléctricos, es decir, todo un equipo multidisciplinario.
Una vez realizado el análisis de riesgo e identificado y cuantificado los peligros, se encuentra que la planta química puede tener una falla durante su operación que genere un accidente y produzca muchas muertes, con una probabilidad ocurrencia alta. También es importante mencionar que en dicho análisis se identificó que el personal permanece poco tiempo en el área de proceso de la planta, ya que el control se hará de manera remota y solo se estará expuesto en caso de que algún instrumento o equipo falle; de este modo, a veces es posible evadir el riesgo.
Para determinar el SIL de manera cualitativa se hará uso de la gráfica de Riesgo, que se presenta a continuación, la cual fue calibrada acorde a las políticas de la empresa:
De acuerdo a este ejemplo; el análisis cualitativo realizado mediante el método gráfico calibrado acorde a las políticas de seguridad de la planta química. Se determina que el SIL requerido por la PIS es SIL 3, por lo que se recomienda agregar otras capas de protección para bajar este requerimiento, o diseñar un sistema instrumentado de seguridad con una PIS acorde a los requerimientos de SIL 3 que conlleve a reducir el nivel de riesgo de la planta a un valor aceptable y por lo tanto salvaguardar la integridad del personal que en ella labore, así como el medio ambiente y la instalación.
Tipos de errores Es importante mencionar que a lo largo del ciclo de vida de cualquier SIS podemos cometer o encontrar errores.
Existen dos grandes divisiones entre las que puede definir a un error; estos pueden ser errores aleatorios y errores sistemáticos.
Mientras que por concepto definimos que un error aleatorio es aquel error inevitable que se produce por eventos únicos imposibles de controlar, éste se contrapone al error sistemático, el cual comúnmente puede estar originado en un defecto de diseño, en una particularidad del operador o del proceso.
El error sistemático causa un impacto total al sistema, es por esto que en algunas ocasiones se les conoce como errores de causa común. Se pueden englobar otros factores sistemáticos que existen en el ambiente y que también se les puede aplicar esta definición. Estos factores pueden ser: calor, vibración y condensación, entre otros.
La presencia de un error (cualquiera que sea la naturaleza), afectará al sistema y esto deberá tomarse en cuenta durante la fase de especificación de los requerimientos de seguridad para estimar la reducción de riesgo requerida.
Los sistemas que comparten dispositivos o un subsistema con elementos redundantes están sujetos a fallas de causa común.
La falla de causa común implica que una misma condición ocasiona la falla simultánea de dos o más dispositivos sujetos a esa condición.
En un subsistema con elementos redundantes, este modo de falla se presenta cuando la redundancia es idéntica, es de
cir, los dispositivos son iguales y se verán afectados en la misma forma por un mismo denominador.
Dispositivos a Emplearse
e W2 Wl Co nsecuenci as Como se mencionó anteriormente, no se puede asignar un valor SIL a un elemento del SIS (senso
res, PLC o elementos finales de control); por ejemplo, es incorrecto decir que un sensor tiene SIL 2 o
que un PLC de seguridad tiene SIL 3; la forma correcta, es decir que el sensor es apto para ser utilizado para
una PIS que demande hasta SIL 2 Y que el PLC es ap-
Ca a
a
8
Ca Heridas menores Cb Herida,s serias, Una Muerte Ce Varias Muertes
I Cd Muchas Muertes I
Frecuenc ia y Exposición
IFa De raro a frecuente l Fb De frecuente a continuo
Posibil idad de Evadi r
I pa A veces poslblel
Pb Casi Imposible
Posibilidad de Ocurrencia Wl Muy ligero
W2 Ligero
a= No requerimientos especiales IW3 Relativamente alto I b= Un solo SIS no es sufucuenle Niveles de Integridad de seguridad
44 InTech www.intechmexico.com.mx
to para cumplir con diferentes FIS que demanden hasta SIL 3.
El valor del SIL se le da a cada FIS; es decir, a todo el lazo conformado por sensores, PLC de seguridad y ele
mentos de control. El valor de SIL para cada PIS se determina posterior al análisis de riesgo.
El valor del SIL de una FIS depende de la PFD de todos los elementos que la conforman y del diseño de su arquitec
tura. La arquitectura de una PIS puede tener o no redundancia en sensores, PLC y elementos finales de control, lo anterior impacta en el valor de SIL de acuerdo a la norma IEC-61508. O
Año 11 - Núm. 03 IlnTeCh México Automatización

~ Artículo Por Gerard Glorieux* y Ulises Navarro**
~ Conexiones máquina a máquina
Transformación en movimiento
M2M: transferencia hacia el futuro
M 2M se define como el intercambio de datos entre una máquina remota y un sistema dentro de la infraestructura de TI que procesa la información. La transferencia se realiza por medio de
una red móvil y puede ser de dos tipos: • De subida, para recoger información sobre el producto y su uso. • De bajada, para enviar instrucciones o actualizaciones de software, o bien para controlar de forma remota el equipo o producto.
Innovación y Seguridad: mezcla inteligente Hoy una compañía aseguradora podría ofrecer a sus clientes pólizas de seguro de automóvil bajo un esquema innovador basando el monto de su pago mensual de acuerdo con el comportamiento del conductor mientras se encuentra al volante y a las distancias que maneja diariamente, así como en recibir información sobre la carga de tráfico, rutas alternas, etcétera.
Para lograr esto, se instala un dispositivo M2M que registra, entre otras cosas, la aceleración, frenado, cambios de dirección bruscos, distancia, enviando esta información a un sistema central usando la red móvil y/o hí-
InTech México Automatización l AñO 11 - Núm. 03
La movilidad se está convirtiendo en una tecnología disruptiva (aquellas innovaciones que . conducen a la desaparición de productos) J que
está transformando la forma en que las compañías hacen negocio, Los Operadores de Redes
Móviles (MNO-Mobile Network Operators) están cambiando su enfoque tradicional -basado en
teléfonos celulares- a uno que también considere las conexiones de Máquina a Máquina (M2M
Machine to Machine), brida; asimismo, se utiliza para calcular el costo que pagará el cliente el mes subsecuente, con capacidad para aplicar para obtener un descuento.
Zona trendy: oportunidad para reforzar el negocio Esta nueva red donde dispositivos y máquinas están conectados, promete crear nuevos modelos y procesos de negocio, por tal razón, aquí presentamos algunas acciones que están tomando los MNO:
• Aprovechamiento de las lecciones aprendidas en los lanzamientos de smartphones, servicios y aplicaciones .
• Construcción de redes híbridas (Celular, Wifi, Near Field Communications) con la capacidad de soportar el tráfico generado por conectar nuevos dispositivos M2M.
• Expansión de las capacidades de los sistemas de facturación existentes para soportar: nuevos medios de pago y programas de recompensas o lealtad.
M2M será uno de los "gadgets" que impulsará la nueva forma de interactuar entre las personas, por tanto los MNO y las empresas deberán evolucionar en conjunto para ofrecer nuevas soluciones y servicios a un consumidor digital cada vez más exigente. Sin duda, el primer paso será mejorar su infraestructura pre-existente de red, aumentar la cobertura de la misma y en paralelo preparar sus sistemas para conectarse con el exterior sin dejar de lado la protección de datos. O
* Gerard Glorieux, Senior Manager de la práctica CMT de Accenutre
** Dlises Navarro, Manager, de la práctica de CMT de Accenture
WWW.intechmeXico.com.mx lnTech 45

Por InTech
Simatic HMI Cornfort Panels
Siemens Esta familia ofrece la misma funcionalidad de
NI cDAQ-9139
Nationallnstruments
gama alta en todo su espectro. Gracias a las pantallas panorámicas de alta reso lución de entre 4" y 22", con manejo táctil o mediante teclado, puede adaptarse a cualquier aplicación . Utilizable en atmósferas potencialmente explosivas. MÚltiples posibilidades de comunicación; datos 100% seguros en caso de corte de corriente; fácil transferencia de proyectos mediante tarjeta de sistema o cables estándar, gestión eficiente de la energía.de la Contec durante toda su vida útil.
Sistema embebido de alto rendimiento para mediciones y almacenamiento de datos con procesador de doble núcleo Intel Core i7 de 1.33 GHz, 2 GB de memoria RAM y 32 GB de almacenamiento. Permite personalizar un sistema completo de mediciones por medio del software NI LabVIEW, e interactuar con señales analógicas y digitales a través de más de 50 módulos con acondicionamiento incluido, módulos para termopares, RTDs, celdas de carga y transductores de presión; para comunicación con dispositivos externos cuenta con 4 puertos USB de alta velocidad , 2 Gigabit Ethernet, 2 seriales y un VGA para el uso de un monitor. www.siemens.com.mx
Módulo de
seguridad AS-i
Pepperl+Fuchs El módulo G10 más pequeño
del mundo incorpora protección IP68/ 69k. Cualquier interruptor de seguridad con contactos secos se puede conectar a esta pieza ultracompacta de forma modular. Si anteriormente el cable plano se tenía que extraer del pasacables, ahora es posible instalarlo directamente dentro de éste gracias a la baja altura de la unidad <23 mm. Desde fuera sólo se ve la toma del cable redondo al dispositivo final seguro. Su carcasa de una pieza permite pasar los cables planos mediante contactos a patillas redondas, metalizadas y herméticas únicamente por medio de un tornillo. www.pepperl-fuchs.com
M-Bus 10
HMS Solución que permite la comunicación entre M-Bus (MeterBus) y cualquier red industrial. Obtener información de estos dispositivos en una red industrial permite a los propietarios de planta un mejor control del consumo total de energía y optimar las operaciones. Éste es un estándar para la lectura remota de dispositivos de medición , utilizado principalmente en edificios para contadores de electricidad, gas, agua u otros contadores de consumo. www.anybus.com
mexico.nLcom
Controlador de RFID e lO-link
Balluf El controlador de RFID BIS-Ves la respuesta de Balluff a la demanda del mercado de una unidad de evaluación compacta, que permita la conexión simultánea de hasta cuatro cabezales de lectura/ escritura. Ambos de lectura de HF (13.56 MHz), cumplen las especificaciones de ISO 15693 e ISO 14443, Y el de LF (125 kHz) se puede ensamblar en la parte frontal mediante conectores macho y se detectan de fOnTa automática. Además, el controlador de RFID es el único dispositivo en el mercado que permite la conexión directa de sensores y accionadores compatibles 10-Unk. www.balluff.com
Srnart UPS - CTM
Schneider Electric Diseñado exclusivamente para servidores de entrada, puntos de venta y otros dispositivos de redes pequeñas, compartibles con fuentes de potencia actuales, que cuenten con factor de potencia corregido (PFC). Incluye el software PowerChute Business Edition, que es compatible con los principales sistemas operativos para servidores del mercado, a parte de que provee la administración del UPS y apagado seguro del sistema. Entre sus principales caracteñsticas se encuentran: pantalla LCD, salida de onda senoidal-pura, administración avanzada de bateña, modo ecológico de alta eficiencia y acondicionamiento de energía que conectan más de 700,000 instrumentos a sistemas DCS en todo el mundo. www.schneider-electric.comxx
Escáner láser R2000
Pepperl+Fuchs La compañía fabricó un escáner láser que demuestra las ventajas de la tecnología PRT (pulse ranging technology), en la cual está basado. Por ejemplo: su óptica de medición se basa en un mecanismo de espejo, a
diferencia de la lente de uso habitual. Dicho módulo no es estático, sino que gira alrededor de su propio eje, lo que resulta en un considerable aumento del espacio disponible así como en una formación de puntos luminosos idénticos para todo el ángulo de medición. Su geometña se ha diseñado de tal forma que el diámetro es de apenas unos milímetros, incluso para grandes distancias. Esta caracteñstica es importante para detectar la posición exacta de sistema de transporte sin conductor. www.pepperl-fuchs.com
46 InTech www.intechmexico.com.mx Año 11 - Núm. 03 IlnTech México Automatización

Comunidad ISA o al En las instalaciones de Canacintra
Avanza ISA Sección Central México en sus seminarios de capacitación
Ingenieros de diversas partes del país acudieron a los cursos de
adiestramiento especializados, impartidos por expertos del equipo
de trabajo de exposición de ISA Sección Central México. En esta
ocasión, el ingeniero Juan Ignacio Ramírez, llevó a cabo el seminario
"Medición de Flujo de Procesos Industriales", mismo en el que los par
ticipantes adquirieron conceptos generales sobre la selección de me
didores tipo presión diferencial y lineal, el cálculo de medidores de
presión diferencial para líquidos, gas y vapor, así como la importancia
de este método en los procesos de transferencia de custodia.
PLC' s y HMI SCADA
Asimismo, en el "Taller de PLCs y HMI SCADA: Estructura Bási
ca, Programación, Instalación y Mantenimiento", que fue impar
tido por el ingeniero, José Antonio Neri Olvera, se trataron temas
como los diferentes sistemas de control de procesos industria
les e identificación de los campos de aplicación, el cómo instalar
y dar mantenimiento a los PLCs y desarrollar pantallas con gráficos dinámicos de visualización en una PC con el software Auro
ra HMI SCADA, dispositivo desde el cual se contIola la operadón.
Ingenieros partidpantes del curso sobre Medición de Flujo.
PFDavg en SIS Finalmente, el ingeniero Luis MéndezJiménez, miembro del Comi
té de Seguridad de ISA Secdón Central México, ofreció el curso "Se
lección de Sil Objetiyo y Cálculo de PFDavg en SIS", mismo en el
que los asistentes analizaron los métodos de elección de los Niveles
de Intemdad d ridad (SIL) de Funciones Instrumentadas de
ridad FIS) de íorma sistemática mediante las técnicas disponi
bles tanto cualitati\'as como cuantitativas, además de proyectar una
de las métricas de desempeño más importantes de las FIS: PFDavg. O