Embed Size (px)
Citation preview

1
UNIVERSIDADE FEDERAL DE GOIÁS – UFG REGIONAL CATALÃO
ESPECIALIZAÇÃO EM TRATAMENTO DE MINÉRIOS
FERNANDA SANTOS ANDRADE
INFLUÊNCIA DA VELOCIDADE DE ROTAÇÃO DO IMPELIDOR NA FLOTAÇÃO DE MINÉRIO FOSFÁTICO
CATALÃO JULHO / 2014
2
FERNANDA SANTOS ANDRADE
INFLUÊNCIA DA VELOCIDADE DE ROTAÇÃO DO IMPELIDOR NA FLOTAÇÃO DE MINÉRIO FOSFÁTICO
Orientadora: Profa. MSc. Elenice Maria Schons Silva
CATALÃO
Monografia apresentada ao
curso de pós-graduação em
Tratamento de Minérios da
Universidade Federal de Goiás
– UFG, como requisito parcial
para obtenção do título de
Especialista em Tratamento de
Minérios.
3
AGOSTO / 2014
RESUMO
A flotação representa, na atualidade, a tecnologia capaz de concentrar
eficientemente os minerais de interesse, separando os mesmos dos demais minerais
que não são interessantes. O processo de flotação é baseado em interações e
diferenciações químicas existentes entre a superfície dos minerais dispersos em
água formando uma polpa, mas também depende das forças físicas atuantes no
sistema. Este trabalho objetivou a investigação da influência da velocidade de
rotação do impelidor das células de flotação no teor recuperado de minério fosfático.
Foram realizados ensaios de flotação reproduzindo as condições industriais e
variando a velocidade em intervalos regulares. O concentrado obtido foi analisado
quimicamente. Os resultados demonstram que, a medida que se aumenta a
velocidade de rotação do impelidor o teor de minério fosfático decai e o teor dos
contaminantes aumenta. O valor tomado como base, geralmente mais utilizado
industrialmente, foi o de 1300 rpm e os ensaios demonstraram que essa não é a
velocidade ideal. Foi determinado por meio de testes em laboratório que o melhor
resultado se apresenta com a velocidade de 1150 rpm.
Palavras-chave: flotação, minérios fosfático, velocidade de rotação.

4
ABSTRACT
Flotation technology is nowadays able to efficiently concentrate the minerals of
interest, separating them to the the non-interest minerals, to the sale and use. The
flotation process is based on chemical interactions and existing differences between
minerals dispersed in water to form a pulp, but also depends on the active physical
forces. This study aimed to investigate the influence of the rotational speed of the
impeller of the flotation cells on the recover from the phosphate ore. Tests were
conducted replicating the industrial conditions and varying the speed at regular
intervals. The concentrate was sent for chemical analysis. The results demonstrate
that as much the rotational speed increases the content of the phosphate ore decays
and the content of contaminants increases. The amount taken as a basis, more
commonly used, was the 1300 RPM and tests have shown that this is not the optimal
speed, which was determined with 1150 RPM.
Keywords: flotation, phosphate ore, rotation speed.
5
SUMÁRIO
1. INTRODUÇÃO ......................................................................................................07
2. OBJETIVOS ..........................................................................................................09
2.1 Objetivo Geral .................................................................................................09
2.2 Objetivos Específicos .....................................................................................09
3. JUSTIFICATIVA ....................................................................................................10
4. REVISÃO BIBLIOGRÁFICA .................................................................................11
4.1 Fosfato ............................................................................................................11
4.2 Processamento Mineral ..................................................................................14
4.2.1 Concentração por Flotação ......................................................................16
4.2.2 Reagentes na Flotação ...........................................................................18
4.2.2.1 Coletores ............................................................................................18
4.2.2.2 Depressores .......................................................................................19
4.2.2.3 Espumantes .......................................................................................20
4.2.2.4 Agentes reguladores ..........................................................................20
4.3 Mecanismos de Flotação ................................................................................21
4.3.1 Probabilidade de Flotação ........................................................................23
4.3.2 Cinética de Flotação .................................................................................25
4.4 Equipamentos de Flotação .............................................................................26
4.4.1 Células Mecânicas ....................................................................................27
4.4.1.1 Vazão de Ar ...........................................................................................28
4.4.1.2 Tempo de Residência .........................................................................29
4.4.1.3 Nível de Espuma ................................................................................29
6
4.4.1.4 Hold Up do Ar .....................................................................................29
4.4.1.5 Tamanho das Bolhas de Ar ...............................................................30
4.5 Flotação do Minério Fosfático .........................................................................31
5. METODOLOGIA ...................................................................................................33
6. RESULTADOS E DISCUSSÃO ............................................................................36
6.1 Análise dos teores de rocha fosfática .............................................................38
6.2 Análise dos teores dos contaminantes ...........................................................40
7. CONCLUSÃO .......................................................................................................45
8. REFERÊNCIAS ....................................................................................................46
ANEXOS ...................................................................................................................48
7
1. INTRODUÇÃO
O fósforo é um elemento químico não metálico encontrado na forma de minerais
presentes na crosta terrestre. É economicamente aproveitável, com grande
utilização no setor agrícola, na indústria química e também em inseticidas,
tratamento de metais, entre outras aplicações.
Na natureza raramente é encontrado em estado puro. É encontrado em ligações
com outros elementos como oxigênio e cálcio. A apatita [Ca5(PO4)3(F,OH,Cl)] é o
principal mineral portador do elemento fósforo, representado a classe que pode ser
economicamente explorável. O fósforo contido na apatita é aproveitado na forma de
outro composto, o pentóxido de fósforo (P2O5), também conhecido como fosfato, é
forma mais usual que favorece sua aplicabilidade como fertilizante.
No Brasil, o fosfato é a principal fonte de fósforo atualmente. Ocorre em grandes
jazidas situadas no estado de Minas Gerais, Goiás e São Paulo. Os depósitos mais
comuns e de maior importância econômica de fosfato ocorrem em rochas ígneas e
metamórficas. São depósitos que possuem uma mineralogia complexa,
frequentemente associados à dolomita e calcita.
A maiores reservas de fosfato se encontram nos Estados Unidos, Marrocos e
Rússia, representando 67% do total mundial. As reservas brasileiras de fosfato
(medidas e indicadas) estão na ordem de 3,5 bilhões de toneladas. As reservas
medidas de rocha fosfática atingem 222 milhões de toneladas de P2O5 contido em
2.288 milhões de toneladas de minério, concentradas principalmente nos estados de
Minas Gerais, Santa Catarina, São Paulo e Goiás, sendo a maioria relacionado à
ambientes geológicos vulcânicos (DNPM, 2011).
A crescente demanda por recursos minerais não renováveis para as mais diversas
aplicações e o consequente esgotamento de suas jazidas mais ricas leva o campo
de estudo do processamento mineral a aprimorar e desenvolver técnicas mais
eficientes (SANTANA, 2007). Para a concentração de minérios de teores mais
baixos, a flotação é uma técnica bastante apropriada.
8
O processo de concentração de finos por flotação é baseado no controle das
propriedades hidrofóbicas diferenciais dos minerais que se encontram dispersos
numa polpa. A parte hidrofóbica da polpa é carreada por bolhas introduzidas no
processo e a parte com afinidade à água é descarregada em outro ponto. Essas
propriedades podem ser naturais ou induzidas através da utilização de reagentes
químicos específicos.
De acordo com Oliveira (2007), no Brasil, a flotação desempenhou um papel
fundamental para o crescimento da indústria mineral, principalmente para as
indústrias de fosfato e de minério de ferro. Ainda segundo o autor, o
desenvolvimento da indústria mundial nos últimos cem anos não teria sido possível
sem a descoberta do processo de flotação. Os processos físicos tradicionais,
gravimétricos, magnéticos e eletrostáticos, em grande parte baseados nas
propriedades naturais dos minerais, não teriam possibilitado a escala de produção
necessária dos metais básicos.
Nesse contexto, o objetivo deste trabalho é investigar e determinar um valor ideal
para a rotação do impelidor no processo de flotação em célula do minério fosfático
da região do Complexo Carbonatítico de Catalão.
Os resultados demonstraram ganhos na recuperação de minério fosfático que
acompanham a variação de rotação do impelidor. A utilização dos métodos
empregados tornou possível estabelecer qual velocidade de rotação do impelidor
apresentou melhor resultado para a flotação de fosfato melhorando a recuperação e
aproveitamento do material flotado.
Ainda com os estudos relacionados a rotação do equipamento, obteve-se dados
relacionando a velocidade de rotação às mudanças na hidrodinâmica do sistema, o
que pode vir a alterar tamanho e distribuição das bolhas de ar, taxa de
sedimentação e dispersão das partículas minerais.
9
2. OBJETIVOS
2.1 Objetivo geral
Investigar e determinar experimentalmente a influência da velocidade de rotação do
impelidor da célula de flotação na concentração e recuperação de minérios
fosfáticos.
2.2 Objetivos específicos
Os objetivos específicos deste trabalho são:
Determinar a velocidade mais apropriada de rotação do impelidor;
Estudar a mudança da hidrodinâmica no sistema de flotação;
Montar a curva de variação de recuperação versus velocidade de rotação.
10
3. JUSTIFICATIVA
As condições físicas dentro de uma célula de flotação dependem da hidrodinâmica
do sistema, sistema esse que em termos de comportamento de fluidos é
extremamente complexo. Tem-se como agentes atuantes nas condições
hidrodinâmicas das células a geração de bolhas, a alimentação de polpa e a rotação
do impelidor da célula.
Na flotação realizada em células, o impelidor desempenha um papel muito
importante. Ele é responsável por manter a polpa mineral sob agitação, evitando a
sedimentação. O impelidor eleva as partículas sólidas do fundo do tanque e dispersa
as mesmas pela célula. Além disso, é responsável pela geração e quebra das
bolhas de ar que entram no sistema, sendo que o tamanho, a velocidade e a
movimentação dessas bolhas é função direta da movimentação do impelidor. A
rotação do impelidor (ou rotor) é sem dúvida um fator que altera o regime
hidrodinâmico do sistema e consequentemente o processo de flotação.
Apesar da importância desse componente, ele traz também uma ação negativa. O
rotor é um dos grandes geradores de turbulência na célula de flotação. Certo grau
de turbulência é até desejado para manter a polpa suspensa, mas acima disso há
um excesso de energia no sistema. Os agregados partícula-bolha começam a se
desfazer, as bolhas ficam menores e mais rápidas prejudicando a colisão. O nível de
turbulência pode se elevar tanto que as partículas não desejáveis do rejeito
começam a ser arrastadas para a parte de cima da célula, saindo com o material
flotado e diminuindo a recuperação.
Acerca dos fatores expostos fica claro que é necessário se estudar e encontrar uma
velocidade ótima para a rotação do impelidor. A essa velocidade o processo de
colisão seria facilitado, as bolhas teriam uma distribuição de tamanho ideal para a
coleta e não existiria o fenômeno da turbulência excessiva para prejudicar o
processo.
11
4. REVISÃO BIBLIOGRÁFICA
4.1 Fosfato
Os fosfatos que são comercializados são normalmente denominados de rocha
fosfática, cujo principal mineral é a apatita. A apatita se apresenta em três
variedades: fluorapatita [Ca5(PO4)3F], hidroxiapatita [Ca5(PO4)3OH] e cloroapatita
[Ca5(PO4)3Cl] onde flúor, cloro e hidróxido se substituem na composição do mineral,
o que geralmente acontece nas rochas ígneas. Nos depósitos sedimentares existe a
predominância da carbonatoapatita [Ca5(PO4,CO3)3(OH,F)].
A apatita é um mineral que apresenta cores variadas, desde tons castanhos até
azuis. Possui brilho vítreo, densidade entre 3,1 e 3,2 g/cm3, fratura conchoidal e é o
quinto mineral na escala de dureza de Mohs. A apatita pode ser aproveitada como
gema quando se apresenta bem cristalizada. (PAIVA, 2011)
As reservas brasileiras de fosfato estão distribuídas no território brasileiro da
seguinte maneira: Minas Gerais (67%), São Paulo (6%) e Goiás (14%). Os restantes
estados participam da reserva brasileira com um somatório de aproximadamente
13% das reservas totais (DNPM, 2008).
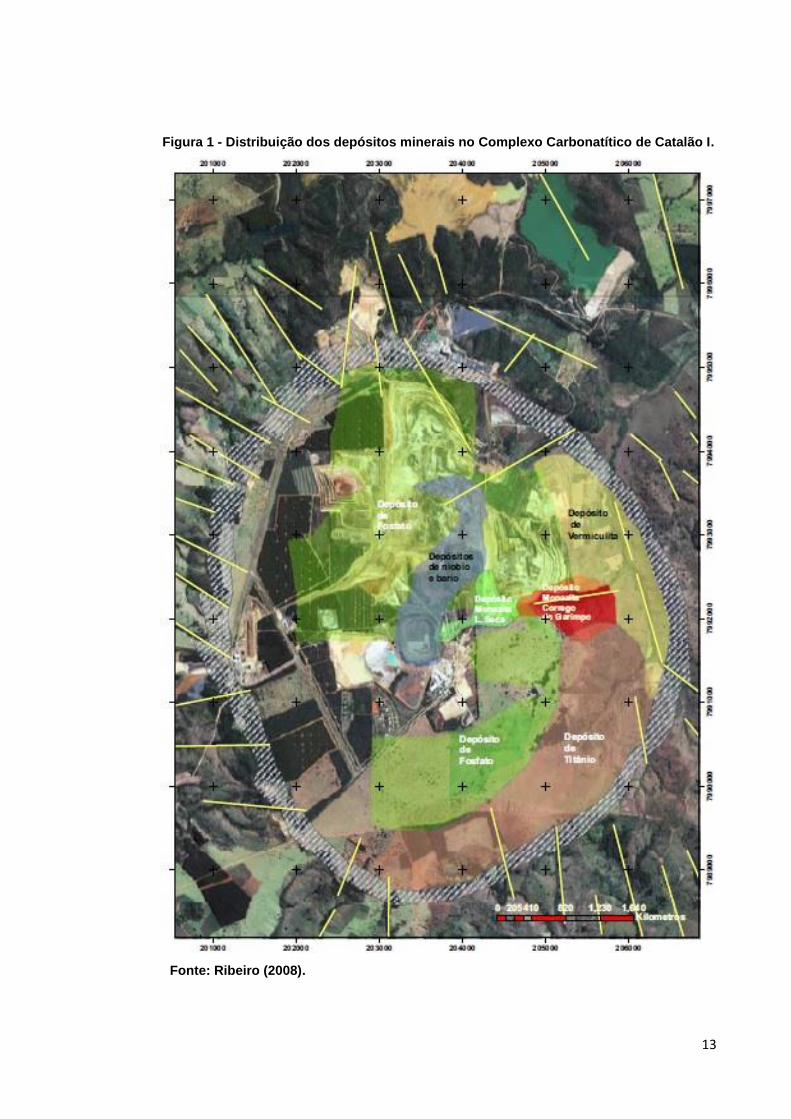
No estado de Goiás, o fosfato é proveniente de um grande depósito ígneo
denominado Complexo Carbonatítico de Catalão I, situado na cidade de Catalão. O
complexo foi descoberto em 1894 mas apenas nas décadas de 60 e 70 devido a
pesquisas desenvolvidas por empresas públicas e privadas, é que as jazidas de
fosfato foram viabilizadas economicamente. Na formação mineral, como
apresentado na figura 2, há a ocorrência de outros minerais como pirocloro,
monazita, vermiculita e barita.
“O complexo Carbonatítico de Catalão sofreu, pelo menos, três eventos
magmáticos durante sua gênese, com forte influência de processos
hidrotermais. Além disso, o processo de intemperismo desenvolveu sobre
as rochas do complexo um manto que pode ultrapassar 100m, onde houve
concentração de fosfato, nióbio, elementos de terras-raras, titânio e
12
vermiculita. As concentrações de apatita foram formadas essencialmente
pela acumulação residual durante a alteração” (TOLEDO, 2004 apud
PAIVA, 2011).
No complexo, o depósito de fosfato é o de maior volume e importância. Devido a sua
gênese, é um depósito que apresenta alta heterogeneidade para o processo de
concentração. A rocha fosfática apresenta certa dificuldade na flotação por dois
fatores principais: a composição química da mesma, que gera íons de cálcio que
acabam competindo pelo coletor com o fósforo e há também um problema ligado a
liberação dos grãos, já que o fosfato se encontra extremamente disseminado na
formação rochosa. Os maiores contaminantes dos concentrados de apatita são os
carbonatos, óxidos de ferro e silicatos de alumínio e magnésio.
13
Figura 1 - Distribuição dos depósitos minerais no Complexo Carbonatítico de Catalão I.
Fonte: Ribeiro (2008).
14
Com o passar dos anos, os depósitos minerais vão sendo exauridos e o teor de
pureza do material retirado passa a diminuir. Para que aconteça uma recuperação
satisfatória, é necessário que novos estudos sejam desenvolvidos para otimizar o
processo de flotação. Fatores como a velocidade ótima de rotação do impelidor, o
tamanho ideal das bolhas e o nível de turbulência do sistema são fatores únicos
para cada espécie mineral fazendo-se necessária uma investigação direcionada a
cada mineral estratégico.
De acordo com Paiva (2011), o estudo do processamento do minério fosfático, quer
seja no âmbito acadêmico ou prospectivo/econômico, tem avançado com a
necessidade crescente por insumos fosfatados. Este aumento na demanda de
fosfato tem incentivado a indústria dos agrominerais a desenvolver novas
tecnologias para aumentar sua produtividade e garantir uma melhor qualidade de
seus produtos.
4.2 Processamento Mineral
Os minérios, quando extraídos da natureza, em sua grande maioria, não se
encontram na sua forma pura e sim associados a outras espécies minerais
presentes nas rochas portadoras. Essas outras espécies se tornam impurezas
deletérias à utilização para a qual o minério se destina.
Em decorrência deste fato, foram desenvolvidos vários processos que têm por
objetivo a purificação do minério, separando o que é economicamente aproveitável
do que não é. A parte não aproveitável, normalmente chamada de ganga, em alguns
processos, pode até se tornar um produto secundário.
A separação ocorre devido a diferenças de propriedades entre o minério e a ganga.
Dentre essas propriedades temos: química de superfície, tamanho, forma,
densidade, suscetibilidade magnética, condutibilidade térmica e radioatividade.
Essas propriedades são a base das operações unitárias de tratamento do material
proveniente das jazidas.
15
De acordo com Luz et al. (2004) apud Santana (2007), o processamento mineral
apresenta as seguintes operações unitárias:
Cominuição: britagem e moagem (redução de tamanho e liberação
física do minério);
Separação por tamanho e classificação: peneiramento, ciclonagem
etc.;
Concentração: gravítica, magnética, eletrostática, por flotação etc.;
Desaguamento: espessamento e filtragem;
Secagem: secador rotativo, secador de leito fluidizado;
Disposição do rejeito.
As operações de cominuição têm por objetivo a liberação do mineral e adequação
do tamanho das partículas para as etapas seguintes. Essa etapa se realiza por
forças de compressão e cisalhamento que fragmentam os cristais da rocha.
Na concentração ocorre a maior redução de ganga do mineral de interesse. A
técnica de concentração utilizada depende das propriedades do mineral. O sucesso
da concentração depende de três fatores: liberação física das espécies,
propriedades diferenciadoras (naturais ou não) e separabilidade dinâmica de acordo
com o equipamento utilizado (SANTANA, 2007).
As características físicas, químicas e mineralógicas do minério são determinantes
para o processo de concentração empregado. A presença de magnetita na rocha,
mesmo que em pequenos cristais torna a separação magnética viável, sozinha, ou
em combinação com outros métodos.
Minérios fosfatados resultantes de depósitos muito heterogêneos fazem necessárias
as operações de concentração, como a flotação, para que o teor de fosfato seja
aumentado e ganga retirada o máximo possível.
16
4.2.1 Concentração por flotação
A flotação é, hoje em dia, a tecnologia mais utilizada para a concentração de
minérios de baixo teor, não só para o minério fosfatado. Todo seu processo está
baseado nas interações interfaciais das partículas em um meio aquoso.
Nesse método de separação, partículas sólidas presentes em um meio líquido são
arrastadas e separadas por bolhas de ar introduzidas no processo, enquanto que as
partículas indesejáveis continuam na fase aquosa. Há certos minerais entretanto,
como os óxidos, em que a flotação acontece de maneira reversa. As bolhas de ar
arrastam para a superfície as partículas indesejáveis e o que permanece na fase
aquosa é o mineral de interesse, Isso acontece devido as propriedades do minérios
que fazem este tipo de flotação ser a mais indicada. Em ambos os casos, as
propriedades físicas e químicas das espécies presentes em solução são
responsáveis por todo o processo.
Na flotação, assim como em outras etapas do tratamento de minérios, é muito difícil
se obter o concentrado final de uma só vez. Devido a esse fato, desenvolveram-se
etapas durante o processo de flotação objetivando um maior aproveitamento do
material a ser tratado.
Geralmente executa-se uma etapa inicial chamada rougher, onde se obtém um
concentrado pobre e um rejeito que ainda tem material. O rejeito rougher é passado
em outra etapa denominada scavenger, onde a parcela de material é recuperada e o
rejeito é final. O concentrado rougher é passado numa etapa cleaner onde o teor
consegue ser aumentado até um teor desejável para um concentrado final. O
concentrado da etapa scavenger é pobre para ser considerado produto final e o
rejeito cleaner é muito rico para ser descartado, então os dois fluxos são unidos e
retornam ao circuito.
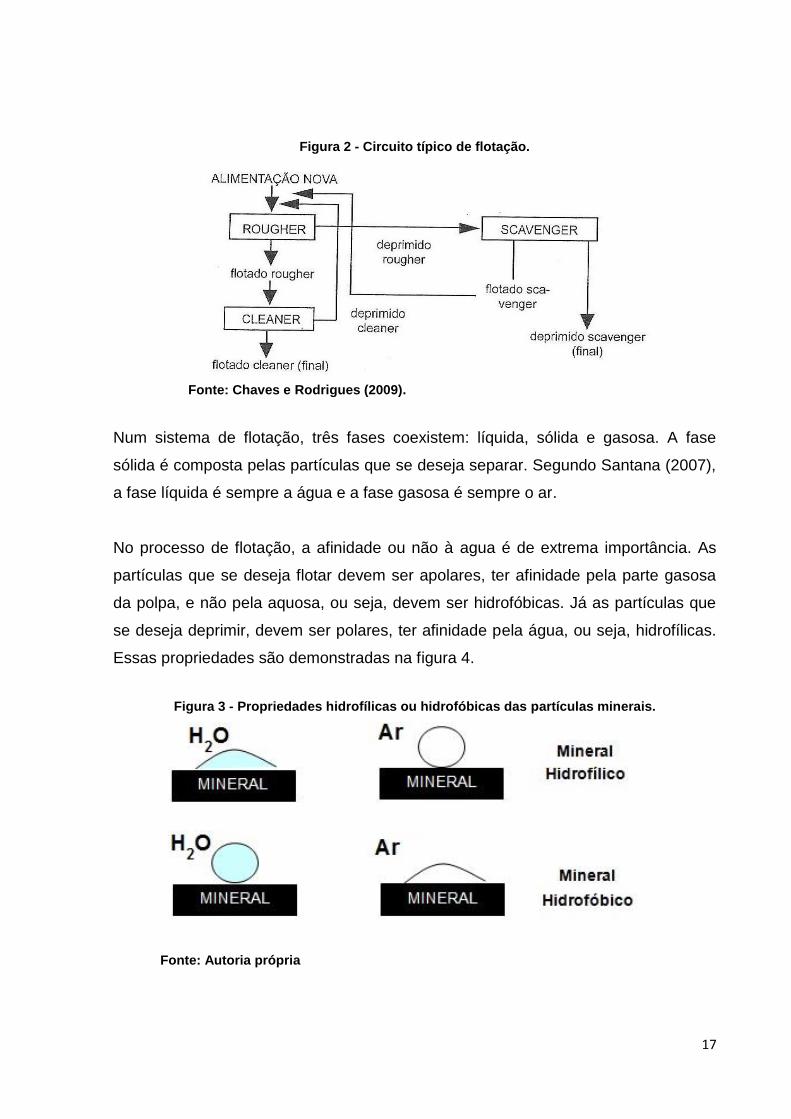
Esse circuito, conforme mostrado na figura 3 é o mais comum, mas cada empresa
faz as variações de que necessita no seu processo.
17
Figura 2 - Circuito típico de flotação.
Fonte: Chaves e Rodrigues (2009).
Num sistema de flotação, três fases coexistem: líquida, sólida e gasosa. A fase
sólida é composta pelas partículas que se deseja separar. Segundo Santana (2007),
a fase líquida é sempre a água e a fase gasosa é sempre o ar.
No processo de flotação, a afinidade ou não à agua é de extrema importância. As
partículas que se deseja flotar devem ser apolares, ter afinidade pela parte gasosa
da polpa, e não pela aquosa, ou seja, devem ser hidrofóbicas. Já as partículas que
se deseja deprimir, devem ser polares, ter afinidade pela água, ou seja, hidrofílicas.
Essas propriedades são demonstradas na figura 4.
Figura 3 - Propriedades hidrofílicas ou hidrofóbicas das partículas minerais.
Fonte: Autoria própria
18
As bolhas de gás são introduzidas no processo para se ligar às partículas
hidrofóbicas, formando um conjunto partícula e bolha que, devido à diferença de
densidade, é carreado para a parte de cima do equipamento, formando uma espuma
rica do material flotado.
Segundo Santana (2007), é devido à ação de cargas elétricas que, a maioria das
espécies minerais, quando em meio aquoso, não são naturalmente hidrofóbicas.
Para realizar a flotação dos fosfatos é necessário fazer com que sua superfície polar
seja transformada em apolar, mediante a adsorção por algum reagente adequado.
Diante desse fato, quase sempre é conveniente que a polpa de minério passe por
um processo anterior à flotação, denominado condicionamento. No condicionamento
são introduzidos reagentes para que as partículas sejam modificadas para o
processo de flotação.
4.2.2 Reagentes na flotação
Os reagentes mais utilizados na flotação são os coletores, depressores,
espumantes, agentes reguladores e modificadores.
4.2.2.1 Coletores
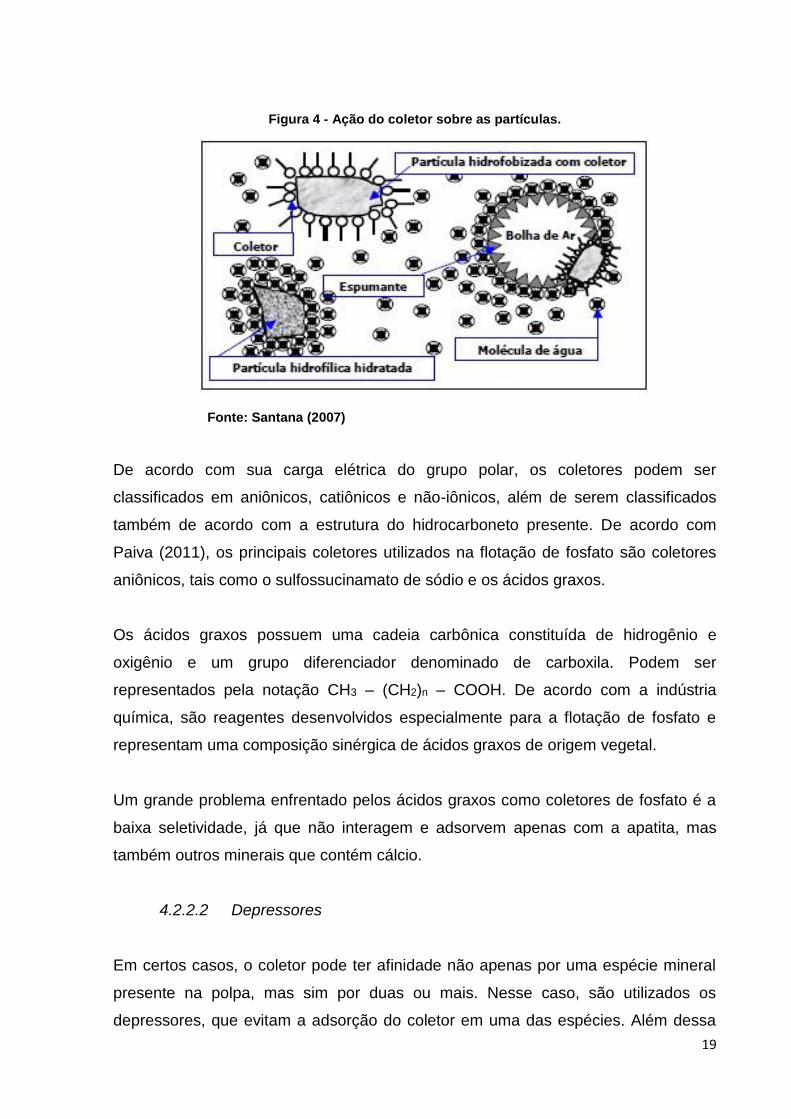
Os coletores são agentes tensoativos adicionados a polpa de minérios para adsorver
seletivamente na interface sólido/líquido, tornando as partículas hidrofóbicas. Eles
possuem estrutura anfipática, ou seja, uma parte polar que se liga a superfície polar
das partículas e uma parte apolar, que faz a ligação da partícula com a bolha. A
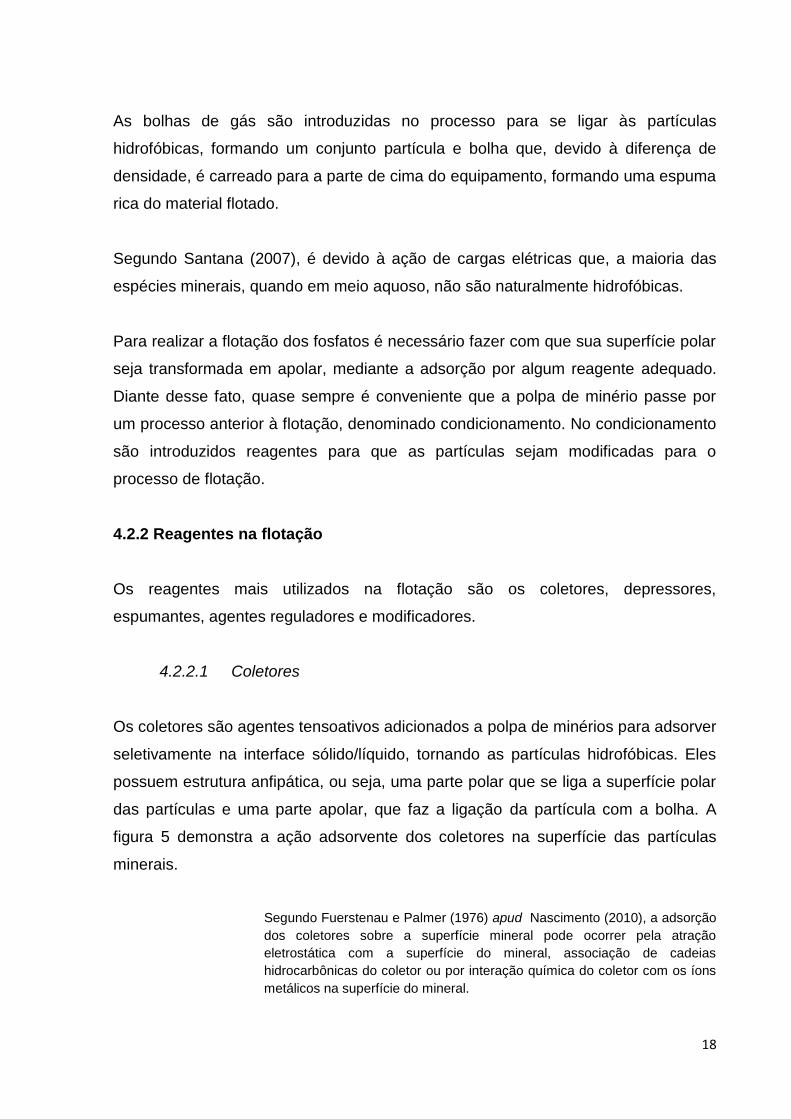
figura 5 demonstra a ação adsorvente dos coletores na superfície das partículas
minerais.
Segundo Fuerstenau e Palmer (1976) apud Nascimento (2010), a adsorção
dos coletores sobre a superfície mineral pode ocorrer pela atração
eletrostática com a superfície do mineral, associação de cadeias
hidrocarbônicas do coletor ou por interação química do coletor com os íons
metálicos na superfície do mineral.
19
Figura 4 - Ação do coletor sobre as partículas.
Fonte: Santana (2007)
De acordo com sua carga elétrica do grupo polar, os coletores podem ser
classificados em aniônicos, catiônicos e não-iônicos, além de serem classificados
também de acordo com a estrutura do hidrocarboneto presente. De acordo com
Paiva (2011), os principais coletores utilizados na flotação de fosfato são coletores
aniônicos, tais como o sulfossucinamato de sódio e os ácidos graxos.
Os ácidos graxos possuem uma cadeia carbônica constituída de hidrogênio e
oxigênio e um grupo diferenciador denominado de carboxila. Podem ser
representados pela notação CH3 – (CH2)n – COOH. De acordo com a indústria
química, são reagentes desenvolvidos especialmente para a flotação de fosfato e
representam uma composição sinérgica de ácidos graxos de origem vegetal.
Um grande problema enfrentado pelos ácidos graxos como coletores de fosfato é a
baixa seletividade, já que não interagem e adsorvem apenas com a apatita, mas
também outros minerais que contém cálcio.
4.2.2.2 Depressores
Em certos casos, o coletor pode ter afinidade não apenas por uma espécie mineral
presente na polpa, mas sim por duas ou mais. Nesse caso, são utilizados os
depressores, que evitam a adsorção do coletor em uma das espécies. Além dessa
20
função, o depressor serve também para melhorar a interação entre a superfície do
mineral e as moléculas de água.
Os depressores inorgânicos são compostos químicos adicionados à flotação para
manter a superfície de um ou mais minerais hidrofílica (NASCIMENTO, 2010).
Compostos orgânicos como os polissacarídeos (amido, dextrina e seus derivados)
são comumente usados como depressores orgânicos no processo de flotação.
4.2.2.3 Espumantes
O conjunto partícula-bolha é muito delicado, devido às dimensões superfinas de
suas interfaces. Para permanecer intacta e não entrar em coalescência, a bolha
necessita de hidratação, para que sua camada seja capaz de suportar o peso da
partícula agregada até o topo do equipamento de flotação. Nesse ponto, temos a
ação dos espumantes.
Espumantes são elementos tensoativos adicionados à flotação para formar a
camada de espuma sob a polpa, fazendo com que as partículas carreadas pelas
bolha possam ser recuperadas. Ele é responsável por dar estabilidade à espuma de
flotação até que ela seja retirada do equipamento.
Alguns dos reagentes utilizados como coletores, por serem tensoativos, podem
também atuar como espumante, como os ácidos graxos. Esse tipo de associação é
economicamente atrativa, embora a falta de controle exclusivo da espuma seja um
de seus agravantes.
4.2.2.4 Agentes reguladores
Ao contrário dos outros reagentes, os agentes reguladores não pertencem a uma
espécie química exclusiva. Eles são diferentes funções químicas que tem como
objetivo fazer com que a ação do coletor seja realizada, proporcionando assim uma
separação mais efetiva e uma concentração mais eficaz.
21
Um dos principais reguladores são os que controlam o pH da solução. O pH da
polpa é de fundamental importância para que os reagentes possam agir da maneira
adequada. Valores de pH influenciam na forma como os íons se apresentam em
solução, alterando características de hidrofobicidade e hidrofilicidade das partículas.
4.3 Mecanismos de flotação
A hidrofobicidade das espécies minerais envolvidas no processo de flotação é parte
essencial para o sucesso da concentração. Mas não apenas dessa característica
depende o processo que ocorre com a polpa nos equipamentos.
Diversos fenômenos químicos e físicos fazem parte do processo, assim como
mecanismos de transporte de massa. Os mecanismos principais de transporte de
massa são a adesão da partícula na superfície da bolha e o arraste mecânico que
acontece com a solução.
De acordo com Santana (2007), pode-se dividir o transporte de massa e o arraste
mecânico em etapas que configuram os mecanismos pelo qual ocorre a coleta, são
eles:
Adesão entre bolhas e partículas na região da polpa;
Arraste mecânico de partículas suspensas na região da polpa
independente da hidrofobicidade;
Desprendimento de parte das partículas na região da espuma devido
à coalescência e/ou colapso das bolhas;
Drenagem de água e de parte das partículas suspensas entre as
bolhas na região de espuma;
Transporte de partículas aderidas às bolhas para o concentrado;
Transporte de água e partículas suspensas entre bolhas para o
concentrado (inclui partículas desprendidas).
O agregado partícula/bolha é muito importante no processo de flotação, pois ele é
responsável pelo carreamento das partículas de interesse e sua consequente
22
recuperação. A eficiência dos choques entre o mineral e a bolha depende da
turbulência do sistema utilizado.
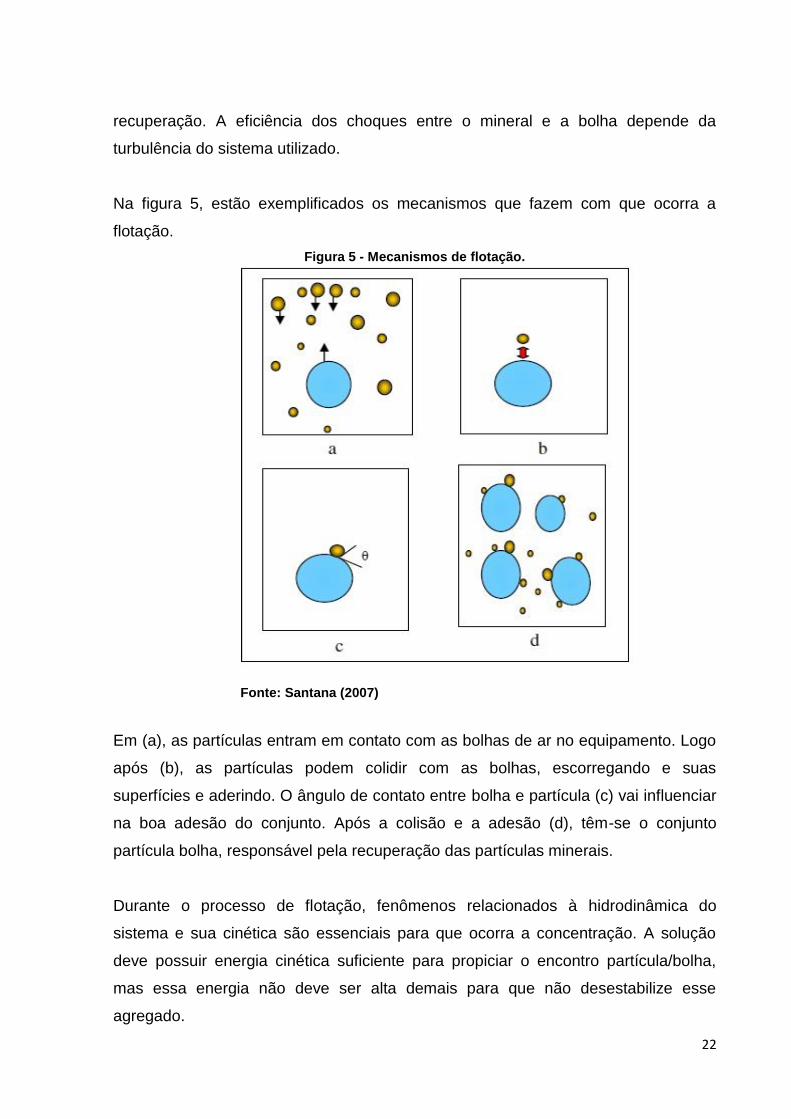
Na figura 5, estão exemplificados os mecanismos que fazem com que ocorra a
flotação.
Figura 5 - Mecanismos de flotação.
Fonte: Santana (2007)
Em (a), as partículas entram em contato com as bolhas de ar no equipamento. Logo
após (b), as partículas podem colidir com as bolhas, escorregando e suas
superfícies e aderindo. O ângulo de contato entre bolha e partícula (c) vai influenciar
na boa adesão do conjunto. Após a colisão e a adesão (d), têm-se o conjunto
partícula bolha, responsável pela recuperação das partículas minerais.
Durante o processo de flotação, fenômenos relacionados à hidrodinâmica do
sistema e sua cinética são essenciais para que ocorra a concentração. A solução
deve possuir energia cinética suficiente para propiciar o encontro partícula/bolha,
mas essa energia não deve ser alta demais para que não desestabilize esse
agregado.
23
Dentro de uma célula de flotação existem vários fenômenos ocorrendo
simultaneamente. Existem as interações químicas provocadas pelos reagentes
adicionados e existem também as interações físicas do sistema como um todo.
A aderência depende essencialmente das interações químicas. Quanto melhor
ocorrer esta etapa mais unidos estarão a bolha e a partícula mineral. O agregado
partícula-bolha depende tanto de fatores químicos quanto de fatores físicos, mas a
eficiência de colisão é função apenas dos fatores físicos.
Esses mecanismos que fazem com que a concentração ocorra são expressos pela
probabilidade de que aconteça a flotação.
4.3.1 Probabilidade de Flotação
A probabilidade de que a flotação ocorra (Pf) é função de variáveis que dizem
respeito aos mecanismos da flotação. Pode ser expressa por:
Pf = Pc . Pa . Ps (Eq. 4.1)
Onde:
Pc = probalidade de colisão partícula-bolha;
Pa = probabilidade de adesão (afinamento e ruptura do filme líquido da bolha
durante a colisão);
Ps = probabilidade de formação de um agregado partícula-bolha estável, que
seja capaz de suportar a turbulência no interior do sistema de flotação.
A probabilidade de colisão partícula-bolha tem alta relação com a concentração
conseguida no processo. É consenso que Pc depende de variáveis físicas como a
massa específica de partículas e a viscosidade da polpa e velocidade relativa do
agregado.
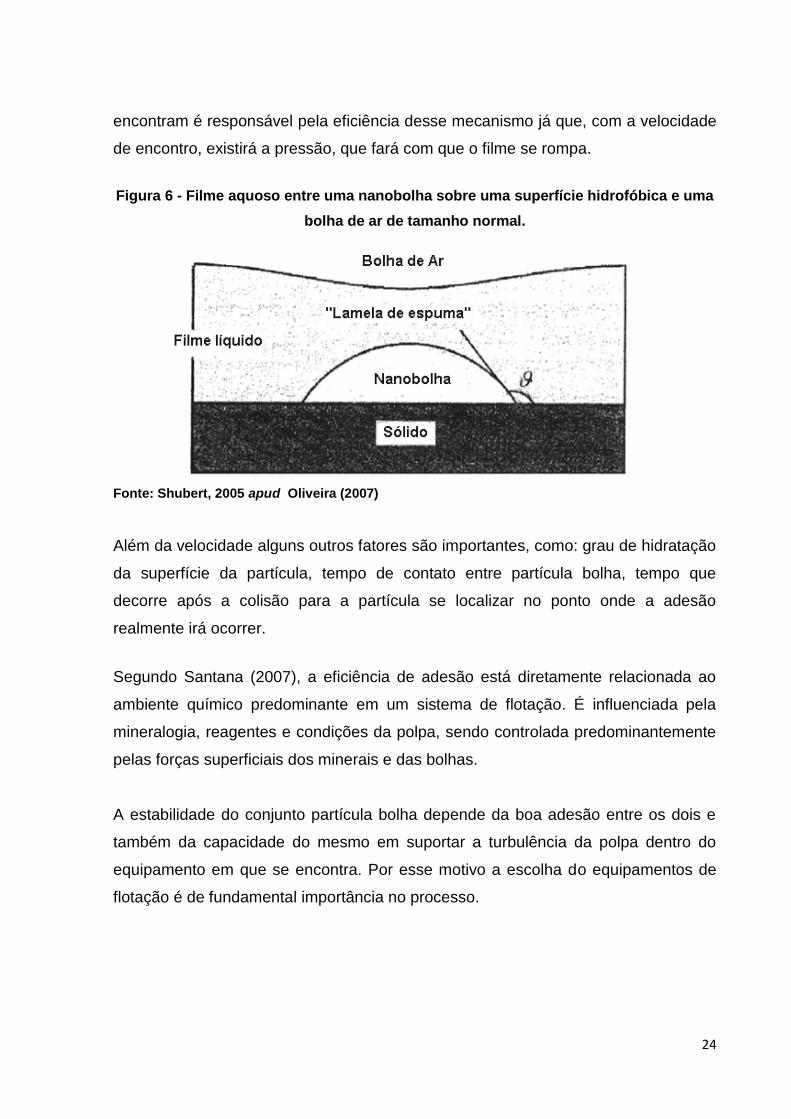
Para que ocorra a adesão, o filme d’água que envolve a partícula, como mostrado
na figura 6, deve ser rompido. A velocidade com que a partícula e a bolha se
24
encontram é responsável pela eficiência desse mecanismo já que, com a velocidade
de encontro, existirá a pressão, que fará com que o filme se rompa.
Figura 6 - Filme aquoso entre uma nanobolha sobre uma superfície hidrofóbica e uma
bolha de ar de tamanho normal.
Fonte: Shubert, 2005 apud Oliveira (2007)
Além da velocidade alguns outros fatores são importantes, como: grau de hidratação
da superfície da partícula, tempo de contato entre partícula bolha, tempo que
decorre após a colisão para a partícula se localizar no ponto onde a adesão
realmente irá ocorrer.
Segundo Santana (2007), a eficiência de adesão está diretamente relacionada ao
ambiente químico predominante em um sistema de flotação. É influenciada pela
mineralogia, reagentes e condições da polpa, sendo controlada predominantemente
pelas forças superficiais dos minerais e das bolhas.
A estabilidade do conjunto partícula bolha depende da boa adesão entre os dois e
também da capacidade do mesmo em suportar a turbulência da polpa dentro do
equipamento em que se encontra. Por esse motivo a escolha do equipamentos de
flotação é de fundamental importância no processo.
25
4.3.2 Cinética de Flotação
A quantificação dos parâmetros cinéticos da flotação é de grande importância para
que a velocidade do processo seja determinada. A cinética diz respeito à variação
na quantidade do produto do overflow da espuma, ou seja, a massa do mineral
flotado, em relação ao tempo da flotação.
Se todas as variáveis do processo são mantidas constantes, a relação algébrica
entre os parâmetros é a equação da taxa de flotação. As equações podem ser
determinadas por suposições ou fatos estabelecidos sobre o mecanismo do
processo, ou mais normalmente, por determinações empíricas ou analogia química.
Fazendo-se analogia entre a cinética química, chega-se a tal equação, que
representa a cinética de flotação (Ralston et al. 1999):
𝒅𝑪(𝒕)
𝒅𝒕 = - KCn (t) (Eq. 4.2)
C = 𝑴
𝑽 (Eq. 4.3)
Onde:
C(t): concentração de sólidos no tempo no tempo t;
t: tempo de flotação;
n:ordem do processo;
K: constante da taxa de flotação;
M = massa de sólidos;
V = volume de polpa;
Admitindo que o volume não se modifique durante a flotação, o problema se torna
simples de obter a massa de material residual da célula. Essa constante é complexa,
na medida em que inclui também parâmetros operacionais como tempo de indução,
aeração, concentração de reagentes e tamanho das partículas.
26
A cinética de flotação é classificada por muitos autores como uma reação de
primeira ordem (n=1). Outros autores já a relatam como uma reação de segunda
ordem. Usualmente, se expressa a equação de taxa de primeira ordem como:
R = 1 – e-Kt (Eq. 4.4)
Onde:
R: recuperação acumulada após o tempo t;
K: constante da taxa de primeira ordem (tempo-1);
t: tempo (acumulado) de flotação.
A taxa de flotação depende do tamanho das partículas e do grau de liberação das
mesmas.
Se a eficiência de separação (ES) for descrita como a diferença entre a recuperação
do mineral valioso (Rm em %) e a recuperação da ganga no concentrado (Rg em %),
então a maximização da eficiência de separação é dada por:
𝒅𝐄𝐒
𝒅𝒕 =
𝒅(𝐑𝐦−𝐑𝐠)
𝒅𝒕 = 0 (Eq. 4.5)
Ou seja:
𝒅𝐑𝐦
𝒅𝒕 =
𝒅𝐑𝐠
𝒅𝒕 (Eq. 4.6)
No caso de uma eficiência máxima, a taxa de flotação do minério é igual à da ganga
e acontece num tempo chamado de ótimo (to). Acima desse tempo o minério flota
muito mais rapidamente que a ganga.
4.4 Equipamentos de flotação
Os equipamentos de flotação caracterizam-se por possuírem mecanismos capazes
de fazer com que as partículas de uma polpa de minério fiquem em suspensão, além
da aeração da mesma. Eles tem por objetivo separar o minério presente numa
polpa, obtendo um concentrado rico de teor do mineral de interesse, e um rejeito.
27
A eficiência de uma máquina de flotação pode ser medida por alguns parâmetros
que são: qualidade dos produtos, teor de recuperação, consumo de energia elétrica
e de reagentes, gasto com operação e gasto com manutenção em função de
toneladas de material alimentado (SANTANA, 2007).
As máquinas de flotação podem ser mecânicas, onde o ar é introduzido no processo
por agitação. Podem ser também pneumáticas, onde o ar é introduzido na parte
inferior do equipamento e não existe agitação da polpa. Entre as mais usadas temos
as células mecânicas e a coluna de flotação.
4.4.1 Células Mecânicas
As células mecânicas podem ser descritas como tanques projetados para receber
continuamente a polpa a ser flotada por uma de suas faces laterais e descarregar a
espuma pela sua parte superior e descarregar o restante da polpa com o deprimido
pela face oposta.
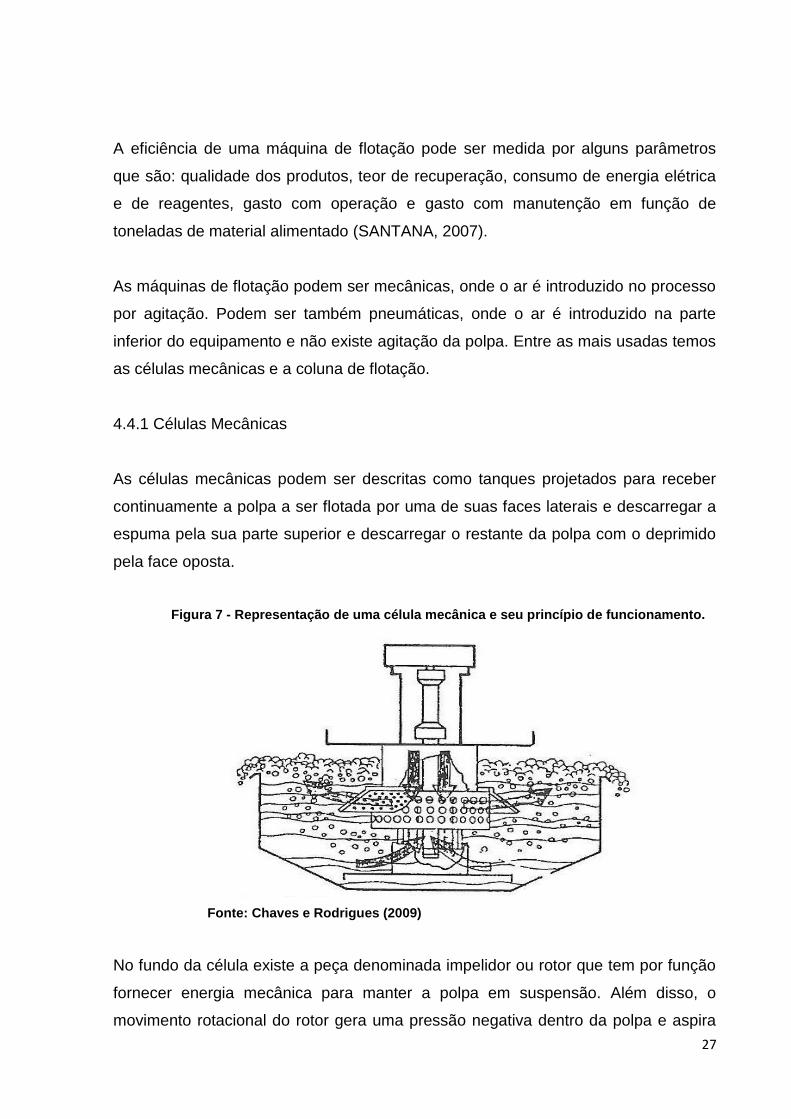
Figura 7 - Representação de uma célula mecânica e seu princípio de funcionamento.
Fonte: Chaves e Rodrigues (2009)
No fundo da célula existe a peça denominada impelidor ou rotor que tem por função
fornecer energia mecânica para manter a polpa em suspensão. Além disso, o
movimento rotacional do rotor gera uma pressão negativa dentro da polpa e aspira
28
ar para seu interior. Em muitos casos, a entrada desse ar é suficiente para a
flotação.
Como dito anteriormente, o rotor influencia em grande parte as condições
hidrodinâmicas dentro da célula dependendo da sua velocidade de rotação. Na
célula de flotação em bancada é possível variar a velocidade de rotação do impelidor
pela existência de um inversor de frequência no mesmo. De acordo com Chaves e
Rodrigues (2009), o controle automático do processo é uma rotina na indústria. Os
controles essenciais são os de pH e de nível das células.
Para o sucesso da flotação é desejado um grande número de bolhas de diâmetro
pequeno. As bolhas de ar introduzidas pelo rotor não tem essas características. Para
quebrá-las, existe uma peça denominada de estator. As bolhas tem diâmetro da
ordem de 1mm.
Dentro das células a polpa se encontra em agitação o que dificulta o processo de
coleta. Além disso elas tem certa inabilidade em conseguir flotar partículas de
granulometria mais fina devido á turbulência do sistema.
Todo o processo de flotação, apesar de ser baseado apenas nas propriedades
diferenciais das superfícies minerais, possui muitas variáveis. Essas variáveis são
responsáveis por uma boa recuperação de teores ou não. Todas as variáveis do
processo não são completamente conhecidas e as que se conhece não são
totalmente entendidas. Muitas das vezes elas operam em conjunto, tornando difícil
sua avaliação individual. O bom entendimento dessas variáveis e a influência das
mesmas no processo traz chances de aumentar seu rendimento.
4.4.1.1 Vazão de Ar
A vazão de ar é uma variável de grande importância no projeto, já que são as bolhas
produzidas dentro do equipamento que coletam as partículas minerais.
29
Geralmente, com o aumento da vazão de ar, ocorre ganho na recuperação do
material flotado. Isso ocorre devido ao aumento no número de bolhas e área
superficial disponível para a coleta. Essa manobra, porém, deve ser utilizada com
cautela, já que um acréscimo de ar em excesso pode causar turbulência no interior
da célula e prejudicar o processo.
A baixa vazão de ar prejudica a probabilidade de coleta, podendo ainda prejudicar o
transbordo da célula e contaminar o concentrado.
4.4.1.2 Tempo de Residência
O tempo de residência é o tempo em que uma partícula permanece dentro do
equipamento. As partículas mais finas tem um tempo de residência próximo ao da
água, já partículas mais grossas apresentam tempo inferior devido sua velocidade
de sedimentação (SANTANA, 2007).
Tempos de residência muito altos fazem com que as bolhas comecem a coalescer,
devido ao aumento da tensão superficial, gerando perda da coleta e aumento de
rejeito no concentrado.
Um tempo de residência abaixo do recomendado é ocasionado devido a uma
sobrecarga na alimentação. Quando isso ocorre, as partículas não tem tempo
suficiente para entrar em contato com as bolhas e o concentrado não obtém o teor
que poderia ter. Esse tipo de problema pode ser resolvido com controle efetivo do
volume de alimentação na célula e controle da densidade da polpa de minério.
4.4.1.3 Nível de Espuma e Água de Lavagem
O nível da camada de espuma tem grande importância na recuperação. Com uma
camada mais grossa, mesmo que o agregado partícula/bolha se rompa, as
partículas ainda tem chance de serem recuperadas pois terão de percorrer toda a
zona de espuma antes de serem rejeitadas.
30
A água de lavagem é adicionada no topo do equipamento e sua função é diminuir o
efeito de arraste das partículas de ganga causado pela subida das bolhas. Outras
funções da água de lavagem são: repor a quantidade de água naturalmente
drenada, aumentar a altura da camada de espuma e dar maior estabilidade as
bolhas, evitando que elas se rompam por falta de hidratação.
4.4.1.4 Hold Up do Ar
O hold up de ar é a definido como a fração volumétrica de gás contida em
determinada zona da célula. Segundo Takata (2009), “este parâmetro depende da
vazão de ar, do tamanho das bolhas, da densidade da polpa, do carregamento de
sólidos nas bolhas e da velocidade descendente da polpa.”
O hold up pode ser relacionado com a velocidade superficial do ar, onde a partir de
um determinado valor, o hold up permanece constante e já não se tem mais controle
da aeração. Sem esse controle, ocorre a presença de grandes bolhas, com alta
incidência de coalescência. O escoamento na célula passa para um regime
turbulento e ocorrem perdas na recuperação.
4.4.1.5 Tamanho das Bolhas de Ar
O diâmetro das bolhas de ar influencia diretamente na coleta. Bolhas de pequeno
diâmetro são mais eficientes em coletar partículas de granulometria mais finas,
porém esse diâmetro não pode ser drasticamente reduzido. Bolhas muito pequenas
não tem cinética suficiente para ascender ate o topo do equipamento carreando as
partículas aderidas.
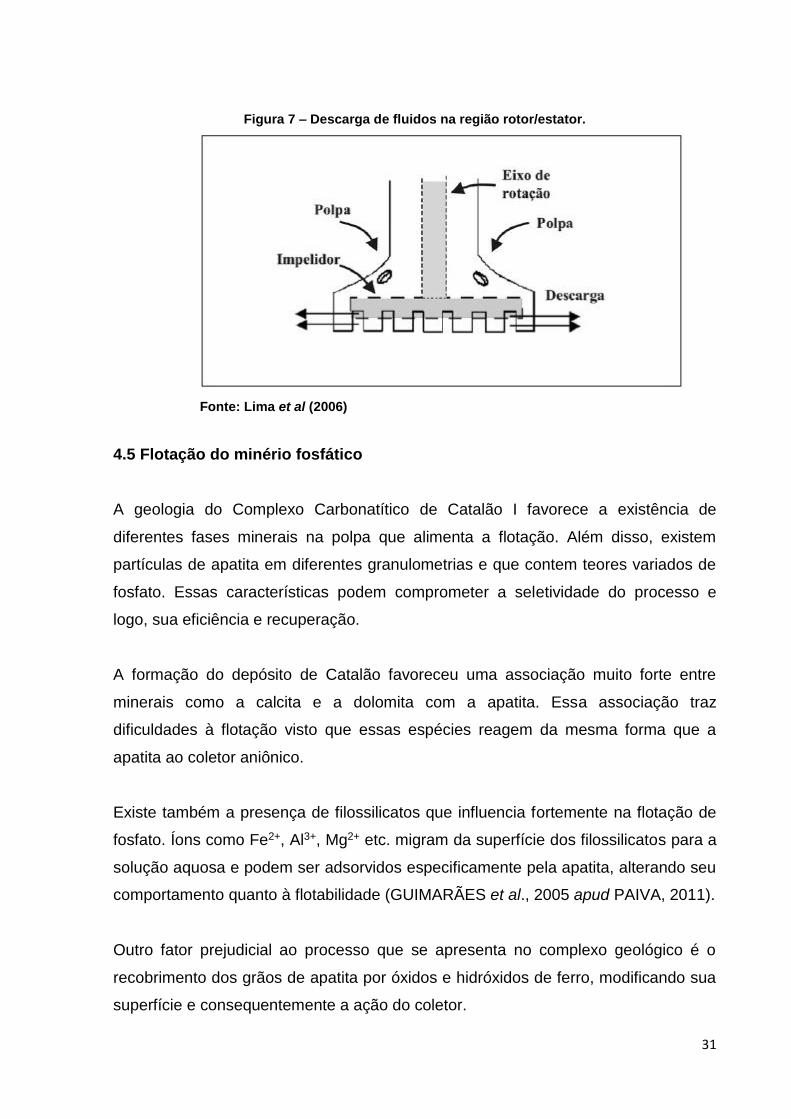
Para a obtenção das bolhas, o ar sugado pelo rotor é quebrado pelo estator. A
velocidade de rotação do impelidor influência na capacidade do mesmo de sugar
assim como influencia também no tamanho das bolhas que são geradas dentro da
célula. A figura 7 mostra os componentes do rotor da célula de flotação e como
ocorre a descarga de fluidos na região do estator.
31
Figura 7 – Descarga de fluidos na região rotor/estator.
Fonte: Lima et al (2006)
4.5 Flotação do minério fosfático
A geologia do Complexo Carbonatítico de Catalão I favorece a existência de
diferentes fases minerais na polpa que alimenta a flotação. Além disso, existem
partículas de apatita em diferentes granulometrias e que contem teores variados de
fosfato. Essas características podem comprometer a seletividade do processo e
logo, sua eficiência e recuperação.
A formação do depósito de Catalão favoreceu uma associação muito forte entre
minerais como a calcita e a dolomita com a apatita. Essa associação traz
dificuldades à flotação visto que essas espécies reagem da mesma forma que a
apatita ao coletor aniônico.
Existe também a presença de filossilicatos que influencia fortemente na flotação de
fosfato. Íons como Fe2+, Al3+, Mg2+ etc. migram da superfície dos filossilicatos para a
solução aquosa e podem ser adsorvidos especificamente pela apatita, alterando seu
comportamento quanto à flotabilidade (GUIMARÃES et al., 2005 apud PAIVA, 2011).
Outro fator prejudicial ao processo que se apresenta no complexo geológico é o
recobrimento dos grãos de apatita por óxidos e hidróxidos de ferro, modificando sua
superfície e consequentemente a ação do coletor.
32
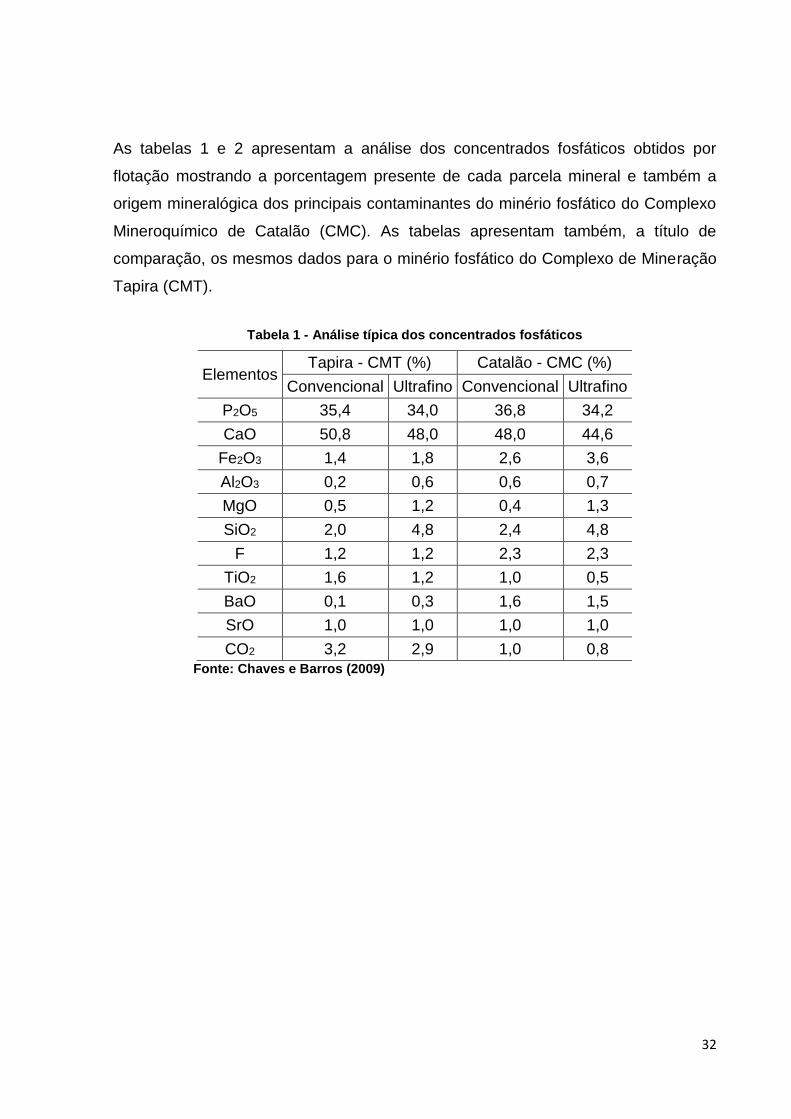
As tabelas 1 e 2 apresentam a análise dos concentrados fosfáticos obtidos por
flotação mostrando a porcentagem presente de cada parcela mineral e também a
origem mineralógica dos principais contaminantes do minério fosfático do Complexo
Mineroquímico de Catalão (CMC). As tabelas apresentam também, a título de
comparação, os mesmos dados para o minério fosfático do Complexo de Mineração
Tapira (CMT).
Tabela 1 - Análise típica dos concentrados fosfáticos
Elementos Tapira - CMT (%) Catalão - CMC (%)
Convencional Ultrafino Convencional Ultrafino
P2O5 35,4 34,0 36,8 34,2
CaO 50,8 48,0 48,0 44,6
Fe2O3 1,4 1,8 2,6 3,6
Al2O3 0,2 0,6 0,6 0,7
MgO 0,5 1,2 0,4 1,3
SiO2 2,0 4,8 2,4 4,8
F 1,2 1,2 2,3 2,3
TiO2 1,6 1,2 1,0 0,5
BaO 0,1 0,3 1,6 1,5
SrO 1,0 1,0 1,0 1,0
CO2 3,2 2,9 1,0 0,8
Fonte: Chaves e Barros (2009)
33
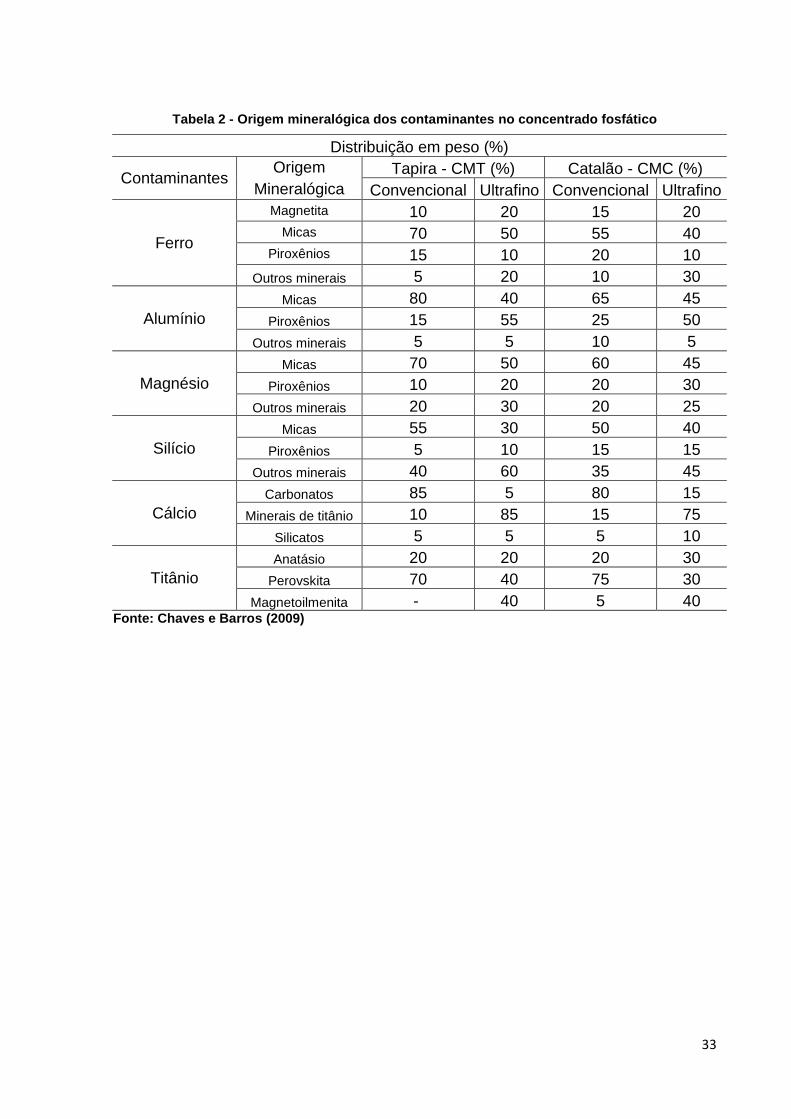
Tabela 2 - Origem mineralógica dos contaminantes no concentrado fosfático
Distribuição em peso (%)
Contaminantes Origem Tapira - CMT (%) Catalão - CMC (%)
Mineralógica Convencional Ultrafino Convencional Ultrafino
Ferro
Magnetita 10 20 15 20
Micas 70 50 55 40
Piroxênios 15 10 20 10
Outros minerais 5 20 10 30
Alumínio
Micas 80 40 65 45
Piroxênios 15 55 25 50
Outros minerais 5 5 10 5
Magnésio
Micas 70 50 60 45
Piroxênios 10 20 20 30
Outros minerais 20 30 20 25
Silício
Micas 55 30 50 40
Piroxênios 5 10 15 15
Outros minerais 40 60 35 45
Cálcio
Carbonatos 85 5 80 15
Minerais de titânio 10 85 15 75
Silicatos 5 5 5 10
Titânio
Anatásio 20 20 20 30
Perovskita 70 40 75 30
Magnetoilmenita - 40 5 40 Fonte: Chaves e Barros (2009)
34
5. METODOLOGIA
Os ensaios de flotação foram realizados em escala de bancada, utilizando-se uma
célula mecânica da marca CDC, modelo CFE-1000-EEPNBA, semelhante a
industrial porém em escala reduzida. Neste tipo de equipamento apresentado na
figura 9, é possível observar e monitorar as variáveis do processo, fazendo as
investigações necessárias.
Figura 10: Célula de flotação em bancada
Fonte: Autoria própria
A flotação de minério fosfático é normalmente realizada a velocidade de 1300
rotações por minuto (rpm), porém não existem dados suficientes para determinar
que essa é a velocidade que favorece as condições hidrodinâmicas ideais para a
flotação desse minério. Assim sendo, a velocidade de rotação foi alterada em
intervalos regulares para cada teste, acima e abaixo da rotação usual. A variação
estabelecida foi de 150 rpm de diferença. Dessa maneira, as velocidades

35
investigadas foram: 1000 (menor velocidade que se espera conseguir flotar), 1150,
1300, 1450 e 1600 rpm. A velocidade podia ser controlada no painel da célula, como
mostrado na figura 10 abaixo:
Figura 10 - Painel de controle da velocidade de rotação.
Fonte: Autoria própria.
Para realizar os ensaios de flotação em bancada foram utilizados 500g de amostra
de rocha fosfática. Em seguida foram adicionados na cuba de flotação, juntamente
com o minério, 3000 mL de água.
Os reagentes utilizados para a flotação de rocha fosfática foram depressor e coletor.
O depressor utilizado para adsorver e deprimir as partículas de óxido de ferro e sílica
foi o amido de milho fornecido pela empresa Cargill, já gelatinizado. Ele foi
adicionado a uma dosagem de 600 g/t. Para a massa utilizada no ensaio foram
usados 10 mL do produto. Após sua adição realizou-se o condicionamento por 3
min.
Logo após foi adicionado o coletor de fosfato, que é uma combinação de ácidos
graxos vegetais denominados comercialmente como Lioflot 502-A, distribuído pela
indústria química Miracema. O coletor necessitou ser saponificado antes de ser
36
utilizado na flotação para propiciar a dissociação iônica e, consequentemente, a
coleta. Para este processo foram utilizados: 100 mL de água, 3 gramas de hidróxido
de sódio anidro com 98% de pureza e 5 mL de Lioflot. A mistura foi aquecida e
agitada por aproximadamente 10 min, gerando a substância saponificada que seria
usada como coletora. A dosagem usual é de 500 g/t, tendo sido utilizado 8 mL para
os ensaios. O tempo de condicionamento do coletor foi ajustado para dois minutos.
Toda a etapa de condicionamento foi realizada com o impelidor a velocidade de
1000 rpm para propiciar o contato das partículas com os reagentes e evitar a
sedimentação. Quando o condicionamento foi concluído, realizou-se a medida do pH
com pHmetro digitai da marca Hanna Instruments. A flotação de fosfato acontece
com pH entre 9 e 9,5. Estando fora destes valores o pH necessita ser ajustado, o
que foi feito com a adição de ácido clorídrico (HCl) a 5 mol/L e hidróxido de sódio
(NaOH) a 50%.
A velocidade de rotação do impelidor foi alterada no valor definido para aquele teste
específico e variada nos próximos ensaios. O tempo de flotação variou entre 8 e 15
minutos dependendo da observação visual para se determinar a finalização ou não
de coleta do material. O material flotado em cada experimento foi recolhido em
bandejas e levado à estufa na temperatura de 105° C para a secagem.
As amostras, já secas, foram encaminhadas para análise química em equipamento
de difração de raios-X para a determinação da concentração de fosfato e dos
principais contaminantes como silicatos, carbonatos, óxidos de ferro e alumínio.
Todos os ensaios foram realizado em triplicata e dos valores de concentração
resultantes obteve-se a média, utilizada para as devidas comparações e conclusões.
37
6. RESULTADOS E DISCUSSÃO
A energia dada ao sistema de flotação é de extrema importância para que aconteça
a coleta e recuperação do minério de interesse. No caso da operação realizada em
células mecânicas essa energia é fornecida pelo rotor e com os ensaios propostos
pode-se observar a influência da velocidade da rotação do mesmo no resultado da
flotação.
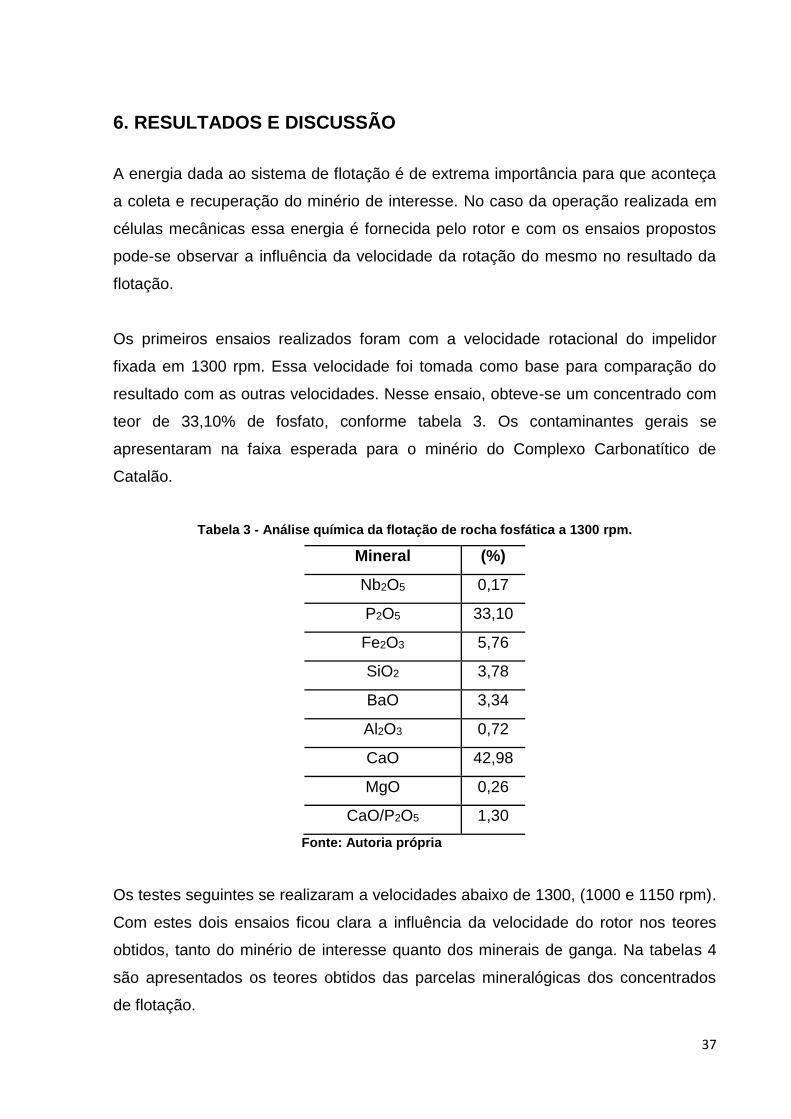
Os primeiros ensaios realizados foram com a velocidade rotacional do impelidor
fixada em 1300 rpm. Essa velocidade foi tomada como base para comparação do
resultado com as outras velocidades. Nesse ensaio, obteve-se um concentrado com
teor de 33,10% de fosfato, conforme tabela 3. Os contaminantes gerais se
apresentaram na faixa esperada para o minério do Complexo Carbonatítico de
Catalão.
Tabela 3 - Análise química da flotação de rocha fosfática a 1300 rpm.
Mineral (%)
Nb2O5 0,17
P2O5 33,10
Fe2O3 5,76
SiO2 3,78
BaO 3,34
Al2O3 0,72
CaO 42,98
MgO 0,26
CaO/P2O5 1,30
Fonte: Autoria própria
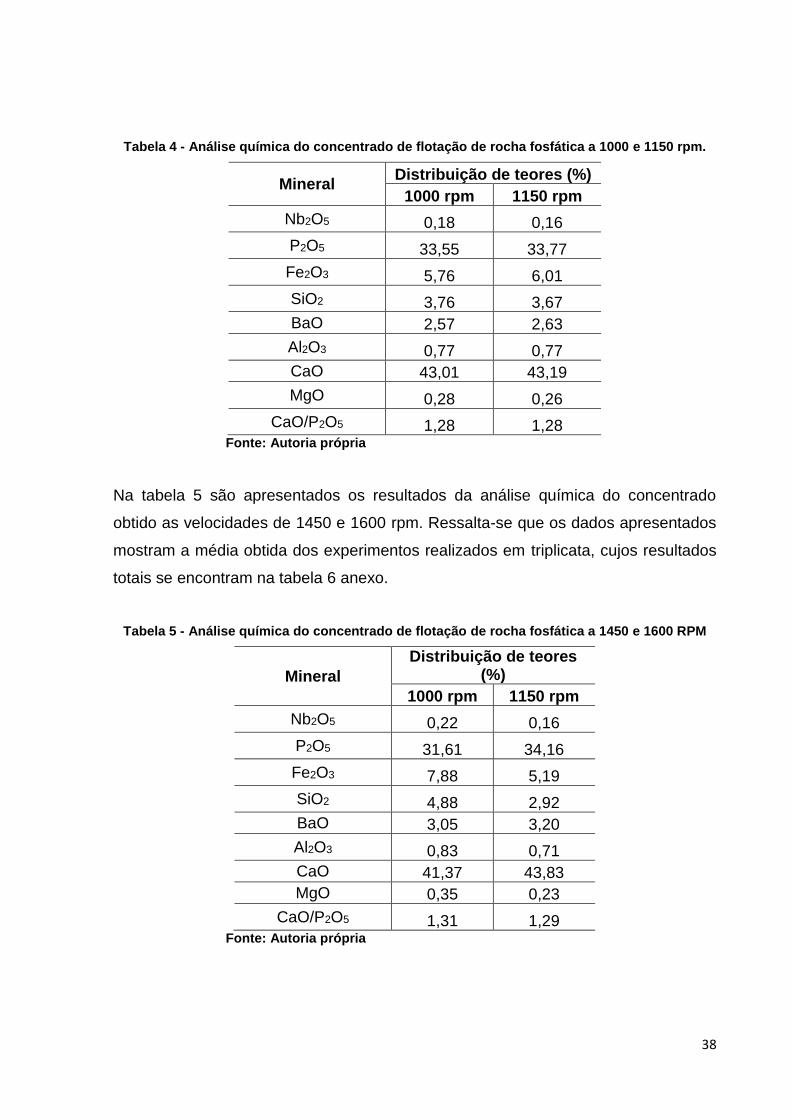
Os testes seguintes se realizaram a velocidades abaixo de 1300, (1000 e 1150 rpm).
Com estes dois ensaios ficou clara a influência da velocidade do rotor nos teores
obtidos, tanto do minério de interesse quanto dos minerais de ganga. Na tabelas 4
são apresentados os teores obtidos das parcelas mineralógicas dos concentrados
de flotação.
38
Tabela 4 - Análise química do concentrado de flotação de rocha fosfática a 1000 e 1150 rpm.
Mineral Distribuição de teores (%)
1000 rpm 1150 rpm
Nb2O5 0,18 0,16
P2O5 33,55 33,77
Fe2O3 5,76 6,01
SiO2 3,76 3,67
BaO 2,57 2,63
Al2O3 0,77 0,77
CaO 43,01 43,19
MgO 0,28 0,26
CaO/P2O5 1,28 1,28 Fonte: Autoria própria
Na tabela 5 são apresentados os resultados da análise química do concentrado
obtido as velocidades de 1450 e 1600 rpm. Ressalta-se que os dados apresentados
mostram a média obtida dos experimentos realizados em triplicata, cujos resultados
totais se encontram na tabela 6 anexo.
Tabela 5 - Análise química do concentrado de flotação de rocha fosfática a 1450 e 1600 RPM
Mineral
Distribuição de teores (%)
1000 rpm 1150 rpm
Nb2O5 0,22 0,16
P2O5 31,61 34,16
Fe2O3 7,88 5,19
SiO2 4,88 2,92
BaO 3,05 3,20
Al2O3 0,83 0,71
CaO 41,37 43,83
MgO 0,35 0,23
CaO/P2O5 1,31 1,29 Fonte: Autoria própria
39
6.1 Análise dos teores de minério fosfático
O teor de P2O5 do ensaio de 1000 rpm aumentou 1,34% em relação ao ensaio de
1300 rpm. Tal comportamento se deve ao fato da diminuição da turbulência do
sistema que possibilitou uma melhor estabilidade das bolhas e consequentemente,
uma melhor coleta. As tabelas 6, 7 e 8 que se encontram em anexo apresentam os
resultados de todos os ensaios.
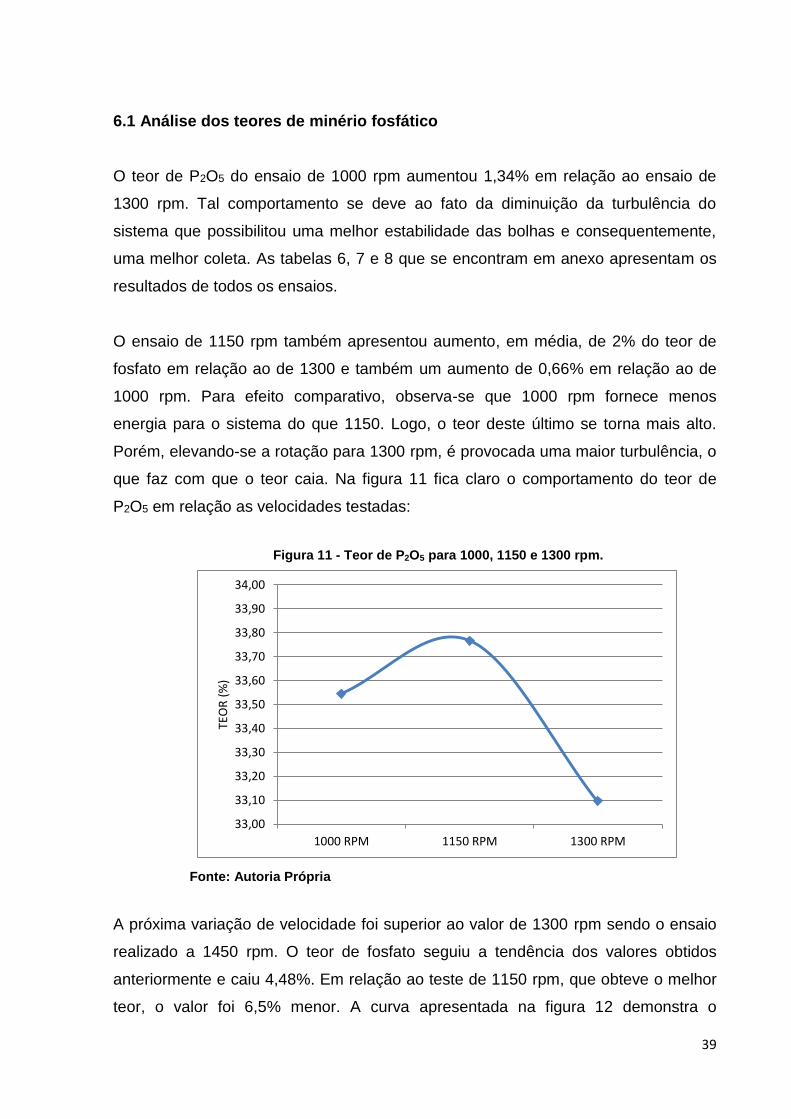
O ensaio de 1150 rpm também apresentou aumento, em média, de 2% do teor de
fosfato em relação ao de 1300 e também um aumento de 0,66% em relação ao de
1000 rpm. Para efeito comparativo, observa-se que 1000 rpm fornece menos
energia para o sistema do que 1150. Logo, o teor deste último se torna mais alto.
Porém, elevando-se a rotação para 1300 rpm, é provocada uma maior turbulência, o
que faz com que o teor caia. Na figura 11 fica claro o comportamento do teor de
P2O5 em relação as velocidades testadas:
Figura 11 - Teor de P2O5 para 1000, 1150 e 1300 rpm.
Fonte: Autoria Própria
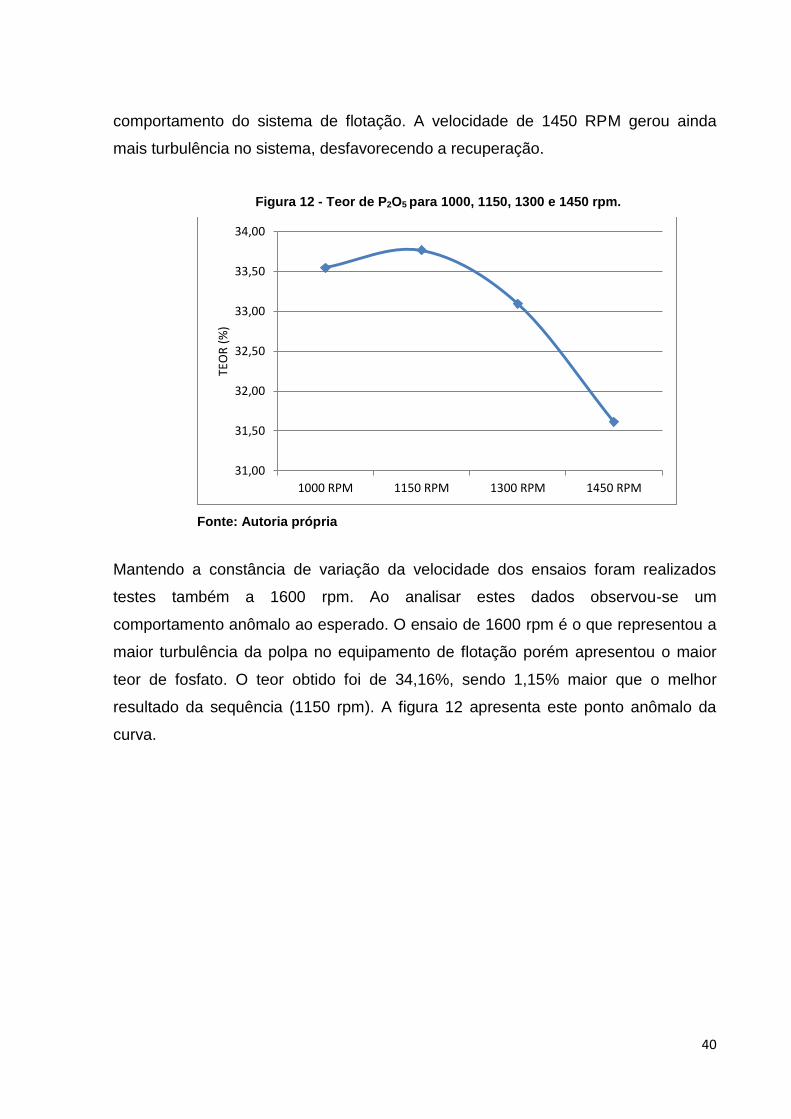
A próxima variação de velocidade foi superior ao valor de 1300 rpm sendo o ensaio
realizado a 1450 rpm. O teor de fosfato seguiu a tendência dos valores obtidos
anteriormente e caiu 4,48%. Em relação ao teste de 1150 rpm, que obteve o melhor
teor, o valor foi 6,5% menor. A curva apresentada na figura 12 demonstra o
33,00
33,10
33,20
33,30
33,40
33,50
33,60
33,70
33,80
33,90
34,00
1000 RPM 1150 RPM 1300 RPM
TEO
R (
%)
40
comportamento do sistema de flotação. A velocidade de 1450 RPM gerou ainda
mais turbulência no sistema, desfavorecendo a recuperação.
Figura 12 - Teor de P2O5 para 1000, 1150, 1300 e 1450 rpm.
Fonte: Autoria própria
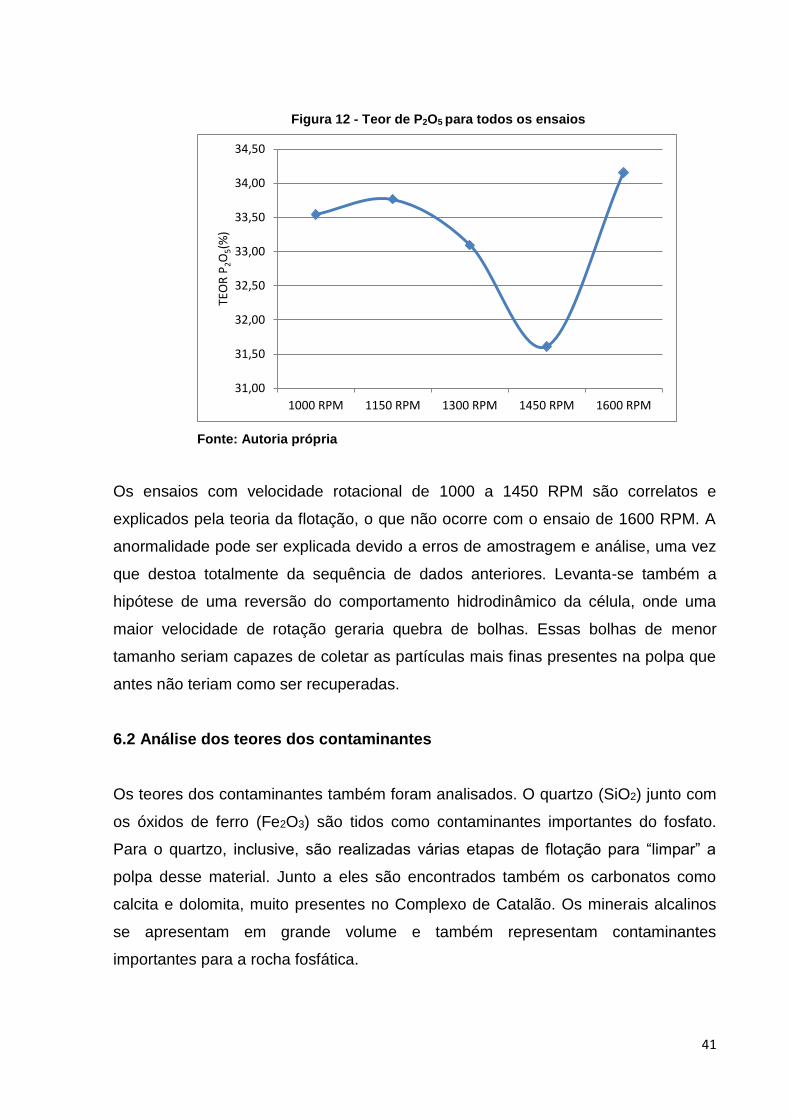
Mantendo a constância de variação da velocidade dos ensaios foram realizados
testes também a 1600 rpm. Ao analisar estes dados observou-se um
comportamento anômalo ao esperado. O ensaio de 1600 rpm é o que representou a
maior turbulência da polpa no equipamento de flotação porém apresentou o maior
teor de fosfato. O teor obtido foi de 34,16%, sendo 1,15% maior que o melhor
resultado da sequência (1150 rpm). A figura 12 apresenta este ponto anômalo da
curva.
31,00
31,50
32,00
32,50
33,00
33,50
34,00
1000 RPM 1150 RPM 1300 RPM 1450 RPM
TEO
R (
%)
41
Figura 12 - Teor de P2O5 para todos os ensaios
Fonte: Autoria própria
Os ensaios com velocidade rotacional de 1000 a 1450 RPM são correlatos e
explicados pela teoria da flotação, o que não ocorre com o ensaio de 1600 RPM. A
anormalidade pode ser explicada devido a erros de amostragem e análise, uma vez
que destoa totalmente da sequência de dados anteriores. Levanta-se também a
hipótese de uma reversão do comportamento hidrodinâmico da célula, onde uma
maior velocidade de rotação geraria quebra de bolhas. Essas bolhas de menor
tamanho seriam capazes de coletar as partículas mais finas presentes na polpa que
antes não teriam como ser recuperadas.
6.2 Análise dos teores dos contaminantes
Os teores dos contaminantes também foram analisados. O quartzo (SiO2) junto com
os óxidos de ferro (Fe2O3) são tidos como contaminantes importantes do fosfato.
Para o quartzo, inclusive, são realizadas várias etapas de flotação para “limpar” a
polpa desse material. Junto a eles são encontrados também os carbonatos como
calcita e dolomita, muito presentes no Complexo de Catalão. Os minerais alcalinos
se apresentam em grande volume e também representam contaminantes
importantes para a rocha fosfática.
31,00
31,50
32,00
32,50
33,00
33,50
34,00
34,50
1000 RPM 1150 RPM 1300 RPM 1450 RPM 1600 RPM
TEO
R P
2O5(%
)
42
A análise do material utilizado para os ensaios revelou variações significativas de
comportamento dos minerais de ganga acompanhando a variação da velocidade do
impelidor. Esse comportamento se deve a heterogeneidade dos minerais presentes
na polpa como a barita (BaSO4) de massa específica 4,5 g/cm3 e a calcita (CaCO3),
de massa específica 2,72 g/cm3. Essas diferenças fazem com que cada mineral se
comporte de maneiras diferentes frente as variações de condição hidrodinâmica do
fluido onde estão contidos.
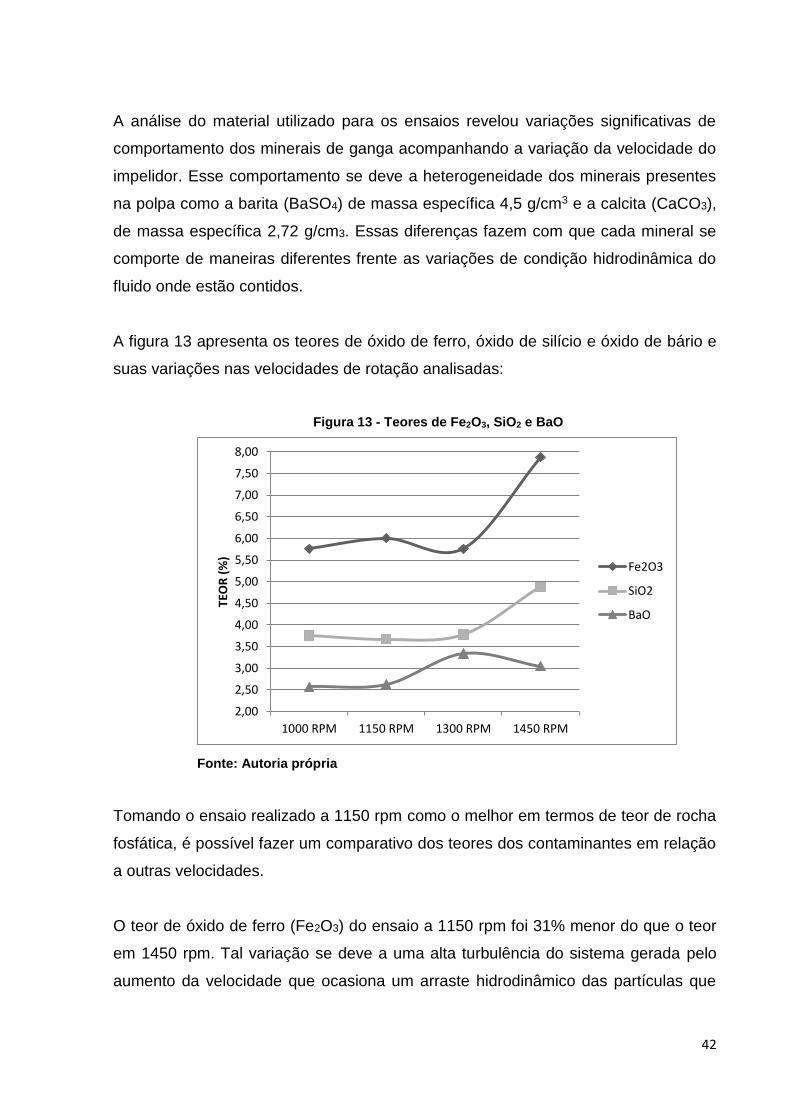
A figura 13 apresenta os teores de óxido de ferro, óxido de silício e óxido de bário e
suas variações nas velocidades de rotação analisadas:
Figura 13 - Teores de Fe2O3, SiO2 e BaO
Fonte: Autoria própria
Tomando o ensaio realizado a 1150 rpm como o melhor em termos de teor de rocha
fosfática, é possível fazer um comparativo dos teores dos contaminantes em relação
a outras velocidades.
O teor de óxido de ferro (Fe2O3) do ensaio a 1150 rpm foi 31% menor do que o teor
em 1450 rpm. Tal variação se deve a uma alta turbulência do sistema gerada pelo
aumento da velocidade que ocasiona um arraste hidrodinâmico das partículas que
2,00
2,50
3,00
3,50
4,00
4,50
5,00
5,50
6,00
6,50
7,00
7,50
8,00
1000 RPM 1150 RPM 1300 RPM 1450 RPM
TEO
R (
%)
Fe2O3
SiO2
BaO
43
não deveriam sair na espuma do concentrado flotado. O menor teor de óxido de
ferro ocorreu no ensaio a 1000 rpm, sendo 4,11% menor que o ensaio de 1150.
A 1150 rpm apresenta-se o menor teor de sílica (SiO2), sendo 32,97% menor que o
pior ensaio. Isso demonstra que ele efetivamente pode ser considerado o melhor
ensaio da série, tendo também um baixo teor de óxido de bário.
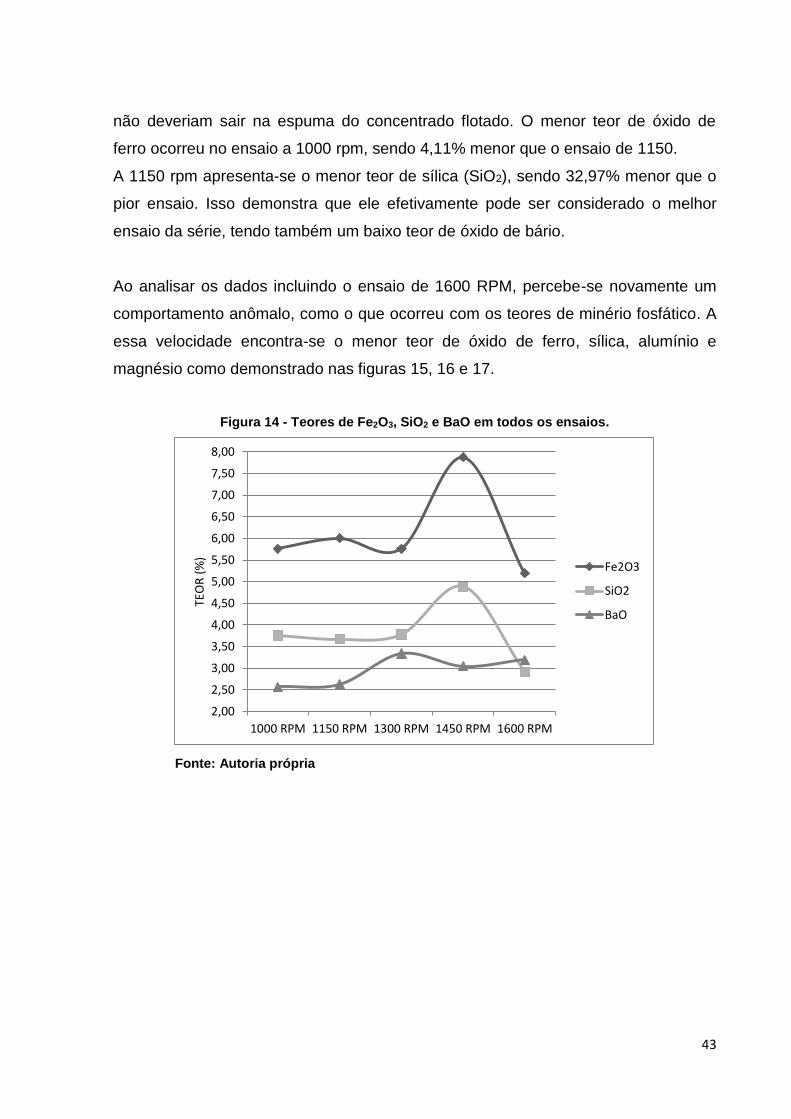
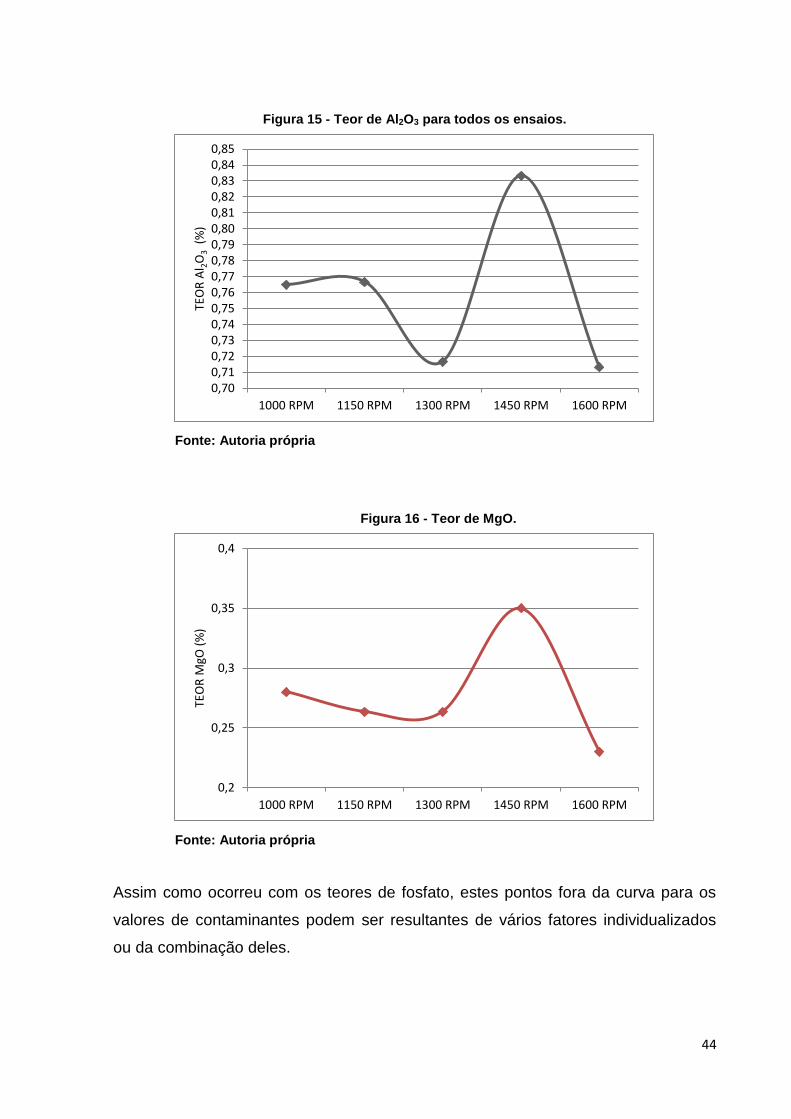
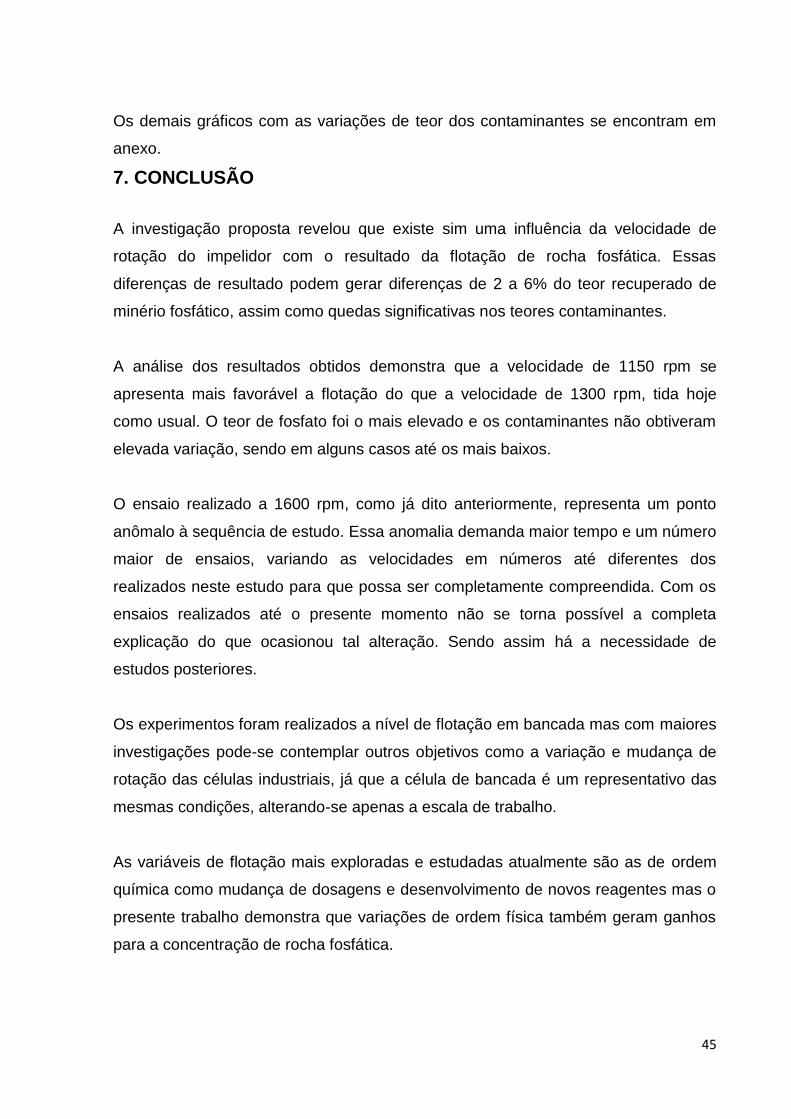
Ao analisar os dados incluindo o ensaio de 1600 RPM, percebe-se novamente um
comportamento anômalo, como o que ocorreu com os teores de minério fosfático. A
essa velocidade encontra-se o menor teor de óxido de ferro, sílica, alumínio e
magnésio como demonstrado nas figuras 15, 16 e 17.
Figura 14 - Teores de Fe2O3, SiO2 e BaO em todos os ensaios.
Fonte: Autoria própria
2,00
2,50
3,00
3,50
4,00
4,50
5,00
5,50
6,00
6,50
7,00
7,50
8,00
1000 RPM 1150 RPM 1300 RPM 1450 RPM 1600 RPM
TEO
R (
%)
Fe2O3
SiO2
BaO
44
Figura 15 - Teor de Al2O3 para todos os ensaios.
Fonte: Autoria própria
Figura 16 - Teor de MgO.
Fonte: Autoria própria
Assim como ocorreu com os teores de fosfato, estes pontos fora da curva para os
valores de contaminantes podem ser resultantes de vários fatores individualizados
ou da combinação deles.
0,700,710,720,730,740,750,760,770,780,790,800,810,820,830,840,85
1000 RPM 1150 RPM 1300 RPM 1450 RPM 1600 RPM
TEO
R A
l 2O
3(%
)
0,2
0,25
0,3
0,35
0,4
1000 RPM 1150 RPM 1300 RPM 1450 RPM 1600 RPM
TEO
R M
gO (
%)
45
Os demais gráficos com as variações de teor dos contaminantes se encontram em
anexo.
7. CONCLUSÃO
A investigação proposta revelou que existe sim uma influência da velocidade de
rotação do impelidor com o resultado da flotação de rocha fosfática. Essas
diferenças de resultado podem gerar diferenças de 2 a 6% do teor recuperado de
minério fosfático, assim como quedas significativas nos teores contaminantes.
A análise dos resultados obtidos demonstra que a velocidade de 1150 rpm se
apresenta mais favorável a flotação do que a velocidade de 1300 rpm, tida hoje
como usual. O teor de fosfato foi o mais elevado e os contaminantes não obtiveram
elevada variação, sendo em alguns casos até os mais baixos.
O ensaio realizado a 1600 rpm, como já dito anteriormente, representa um ponto
anômalo à sequência de estudo. Essa anomalia demanda maior tempo e um número
maior de ensaios, variando as velocidades em números até diferentes dos
realizados neste estudo para que possa ser completamente compreendida. Com os
ensaios realizados até o presente momento não se torna possível a completa
explicação do que ocasionou tal alteração. Sendo assim há a necessidade de
estudos posteriores.
Os experimentos foram realizados a nível de flotação em bancada mas com maiores
investigações pode-se contemplar outros objetivos como a variação e mudança de
rotação das células industriais, já que a célula de bancada é um representativo das
mesmas condições, alterando-se apenas a escala de trabalho.
As variáveis de flotação mais exploradas e estudadas atualmente são as de ordem
química como mudança de dosagens e desenvolvimento de novos reagentes mas o
presente trabalho demonstra que variações de ordem física também geram ganhos
para a concentração de rocha fosfática.
46
As variações de teores encontradas ocorrem devido apenas a mudança de
hidrodinâmica do sistema já que as dosagem de reagentes foram mantidas
constantes. Isso demonstra que a alteração das condições hidrodinâmicas
representa uma área potencial de estudos.
8. REFERÊNCIAS
ARAÚJO, Armando C.; PERES, Antônio E. C. A flotação como operação unitária no
tratamento de minérios. In: CHAVES, Arthur P. Teoria e prática do tratamento de
minérios: A flotação no Brasil. 2. ed. São Paulo: Signus Editora, 2009. v. 4, cap. 1,
p. 1 – 5.
CHAVES, Arthur P.; BARROS, Luiz A. F. Flotação de minérios fosfáticos. In:
CHAVES, Arthur P. Teoria e prática do tratamento de minérios: A flotação no
Brasil. 2. ed. São Paulo: Signus Editora, 2009. v. 4, cap. 5, p. 117 – 157.
CHAVES, Arthur P.; RODRIGUES, Wendel J. Máquinas de flotação. In: CHAVES,
Arthur P. Teoria e prática do tratamento de minérios: A flotação no Brasil. 2. ed.
São Paulo: Signus Editora, 2009. v. 4, cap. 2, p. 31 – 47.
LIMA, Odair A.; LEAL, Laurindo S.; BARBOSA, Flávio S. Caracterização
hidrodinâmica de células mecânicas de flotação: capacidade de bombeamento
de célula denver de laboratório. Rem: Rev. Esc. Minas. 2006, vol.59, n.4, pp. 415-
419.
NASCIMENTO, Débora Rosa. Flotação aniônica de minério de ferro. 2010. 116
(f.). (Tratamento de minérios) – Escola de Minas, Universidade Federal de Ouro
Preto, Ouro Preto, 2010.
OLIVEIRA, José F. Flotação. In: Tendências tecnológicas Brasil 2015:
Geociências e tecnologia, 2007, Rio de Janeiro: CETEM/MCT, 2007. p. 133-153.
Ouro Preto, vol.59, n°.4, Oct./Dec. 2006.
47
PAIVA, Paulo Renato P. Propriedades de superfície de apatita proveniente de
rochas de filiação carbonatítica e sua concentração por flotação. 2011. 180 (f.).
Instituto de Geociências, Universidade de Brasília, Brasília- DF, 2011.
RALSTON, J.; DUKHIN, S.S.; MISHCHUK, N.A. Inertial hydrodynamic particle
bubble interation in flotation. International Journal of Mineral Processing, v. 56, p.
207 – 256, 1999.
RIBEIRO, C. C.; 2008. Geologia, geometalurgia, controles e gênese dos
depósitos de fósforo, terras raras e titânio do Complexo Carbonatítico Catalão
I, GO. Tese de Doutorado em Geologia. Universidade de Brasília, UNB, Brasil.
RODRIGUES, Wendel J.; LEAL, Laurindo S. Importância da hidrodinâmica na
cinética de flotação de partículas grossas. Rem: Revista Escola de Minas. Ouro
Preto, vol.63, n°.4, Oct./Dec. 2010.
SANTANA, Ricardo Corrêa de. Análise da influência do tamanho da partícula na
flotação da apatita em coluna. 2007. 106 (f.). (Concentração e desenvolvimento de
processos químicos) – Faculdade de Engenharia Química, Universidade Federal de
Uberlândia, Uberlândia, 2007.
SOUZA, Antônio E. Fosfato. In: Balanço Mineral Brasileiro. Brasília: DNPM, 2001.
338 p.
TAKATA, Lauro A. Flotação em coluna. . In: CHAVES, Arthur P. Teoria e prática do
tratamento de minérios: A flotação no Brasil. 2. ed. São Paulo: Signus Editora,
2009. v. 4, cap. 3, p. 53 – 64.
VIEIRA, Ana Maria. Efeito da granulometria na flotação de quartzo. 2005. 167 (f.).
(Tecnologia Mineral) – Escola de Engenharia, Universidade Federal de Minas
Gerais, Belo Horizonte, 2005.
48
ANEXO
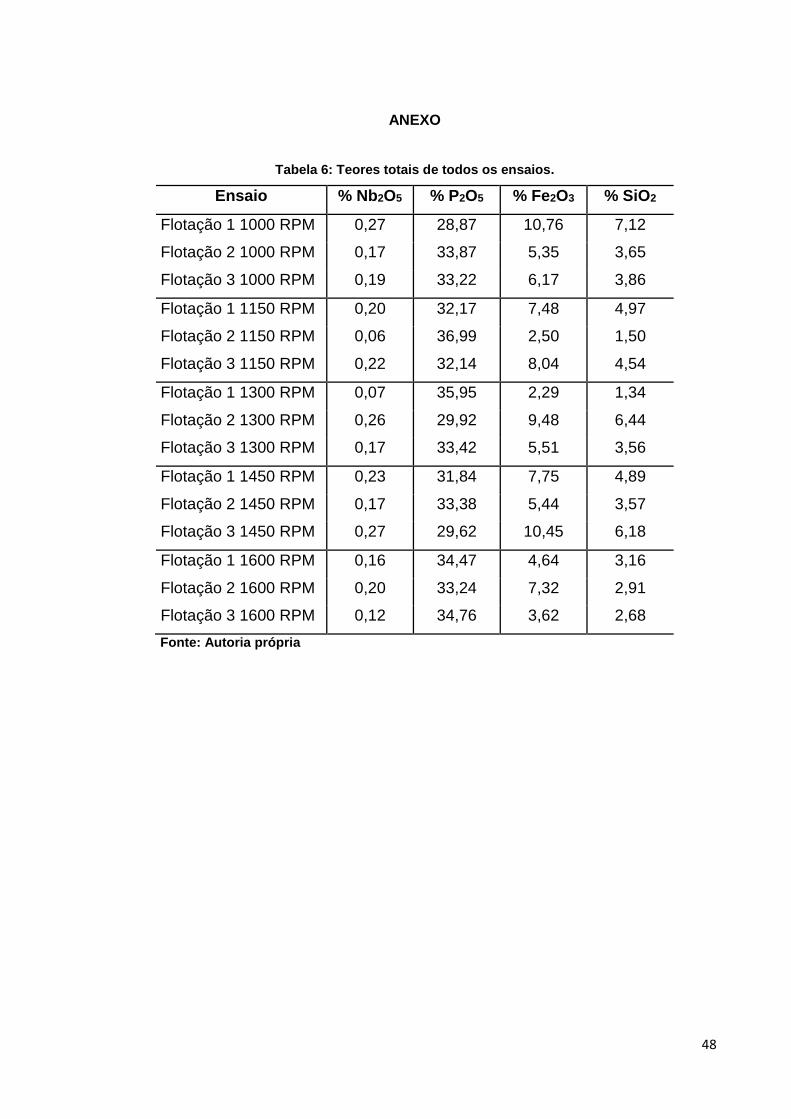
Tabela 6: Teores totais de todos os ensaios.
Ensaio % Nb2O5 % P2O5 % Fe2O3 % SiO2
Flotação 1 1000 RPM 0,27 28,87 10,76 7,12
Flotação 2 1000 RPM 0,17 33,87 5,35 3,65
Flotação 3 1000 RPM 0,19 33,22 6,17 3,86
Flotação 1 1150 RPM 0,20 32,17 7,48 4,97
Flotação 2 1150 RPM 0,06 36,99 2,50 1,50
Flotação 3 1150 RPM 0,22 32,14 8,04 4,54
Flotação 1 1300 RPM 0,07 35,95 2,29 1,34
Flotação 2 1300 RPM 0,26 29,92 9,48 6,44
Flotação 3 1300 RPM 0,17 33,42 5,51 3,56
Flotação 1 1450 RPM 0,23 31,84 7,75 4,89
Flotação 2 1450 RPM 0,17 33,38 5,44 3,57
Flotação 3 1450 RPM 0,27 29,62 10,45 6,18
Flotação 1 1600 RPM 0,16 34,47 4,64 3,16
Flotação 2 1600 RPM 0,20 33,24 7,32 2,91
Flotação 3 1600 RPM 0,12 34,76 3,62 2,68
Fonte: Autoria própria
49
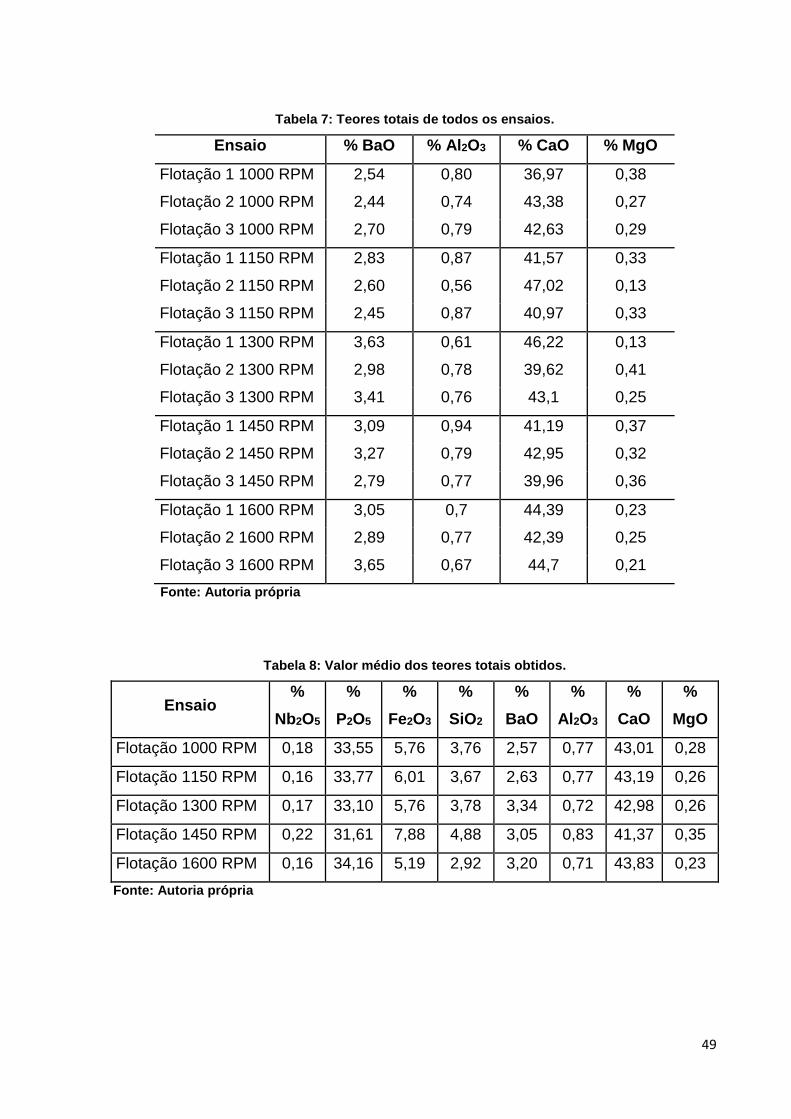
Tabela 7: Teores totais de todos os ensaios.
Ensaio % BaO % Al2O3 % CaO % MgO
Flotação 1 1000 RPM 2,54 0,80 36,97 0,38
Flotação 2 1000 RPM 2,44 0,74 43,38 0,27
Flotação 3 1000 RPM 2,70 0,79 42,63 0,29
Flotação 1 1150 RPM 2,83 0,87 41,57 0,33
Flotação 2 1150 RPM 2,60 0,56 47,02 0,13
Flotação 3 1150 RPM 2,45 0,87 40,97 0,33
Flotação 1 1300 RPM 3,63 0,61 46,22 0,13
Flotação 2 1300 RPM 2,98 0,78 39,62 0,41
Flotação 3 1300 RPM 3,41 0,76 43,1 0,25
Flotação 1 1450 RPM 3,09 0,94 41,19 0,37
Flotação 2 1450 RPM 3,27 0,79 42,95 0,32
Flotação 3 1450 RPM 2,79 0,77 39,96 0,36
Flotação 1 1600 RPM 3,05 0,7 44,39 0,23
Flotação 2 1600 RPM 2,89 0,77 42,39 0,25
Flotação 3 1600 RPM 3,65 0,67 44,7 0,21
Fonte: Autoria própria
Tabela 8: Valor médio dos teores totais obtidos.
Ensaio %
Nb2O5
%
P2O5
%
Fe2O3
%
SiO2
%
BaO
%
Al2O3
%
CaO
%
MgO
Flotação 1000 RPM 0,18 33,55 5,76 3,76 2,57 0,77 43,01 0,28
Flotação 1150 RPM 0,16 33,77 6,01 3,67 2,63 0,77 43,19 0,26
Flotação 1300 RPM 0,17 33,10 5,76 3,78 3,34 0,72 42,98 0,26
Flotação 1450 RPM 0,22 31,61 7,88 4,88 3,05 0,83 41,37 0,35
Flotação 1600 RPM 0,16 34,16 5,19 2,92 3,20 0,71 43,83 0,23
Fonte: Autoria própria
50
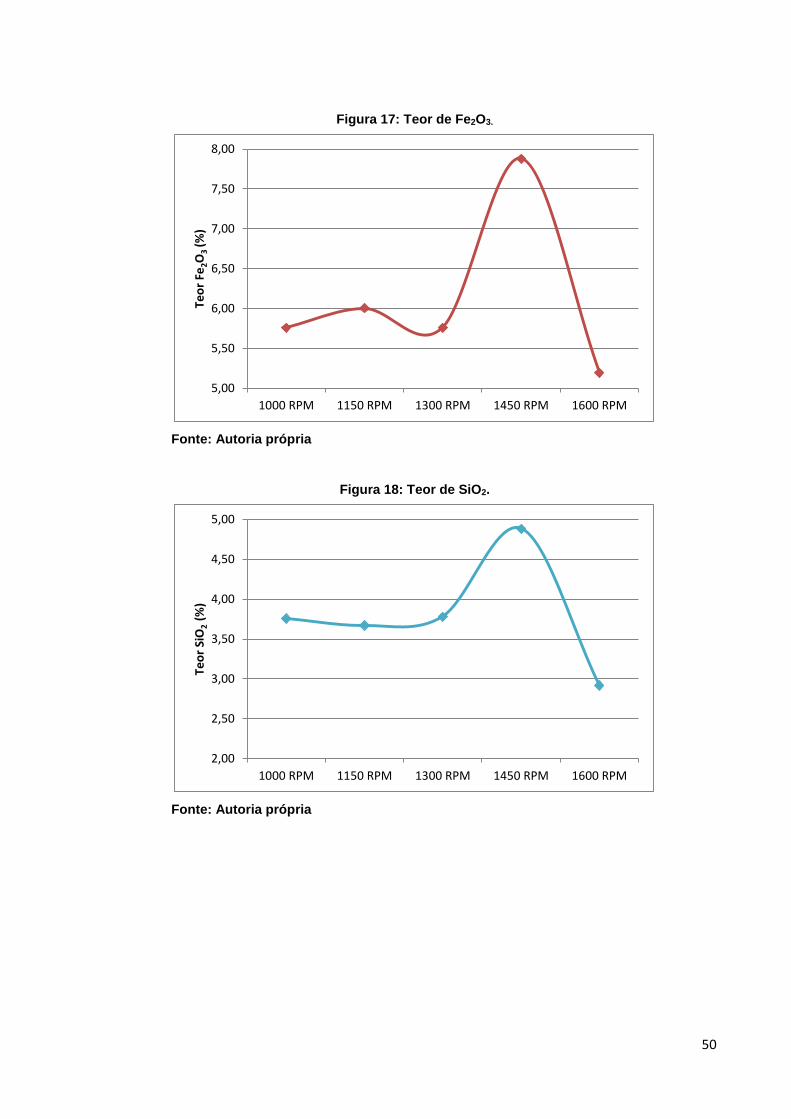
Figura 17: Teor de Fe2O3.
Fonte: Autoria própria
Figura 18: Teor de SiO2.
Fonte: Autoria própria
5,00
5,50
6,00
6,50
7,00
7,50
8,00
1000 RPM 1150 RPM 1300 RPM 1450 RPM 1600 RPM
Teo
r Fe
2O3
(%)
2,00
2,50
3,00
3,50
4,00
4,50
5,00
1000 RPM 1150 RPM 1300 RPM 1450 RPM 1600 RPM
Teo
r Si
O2
(%)
51
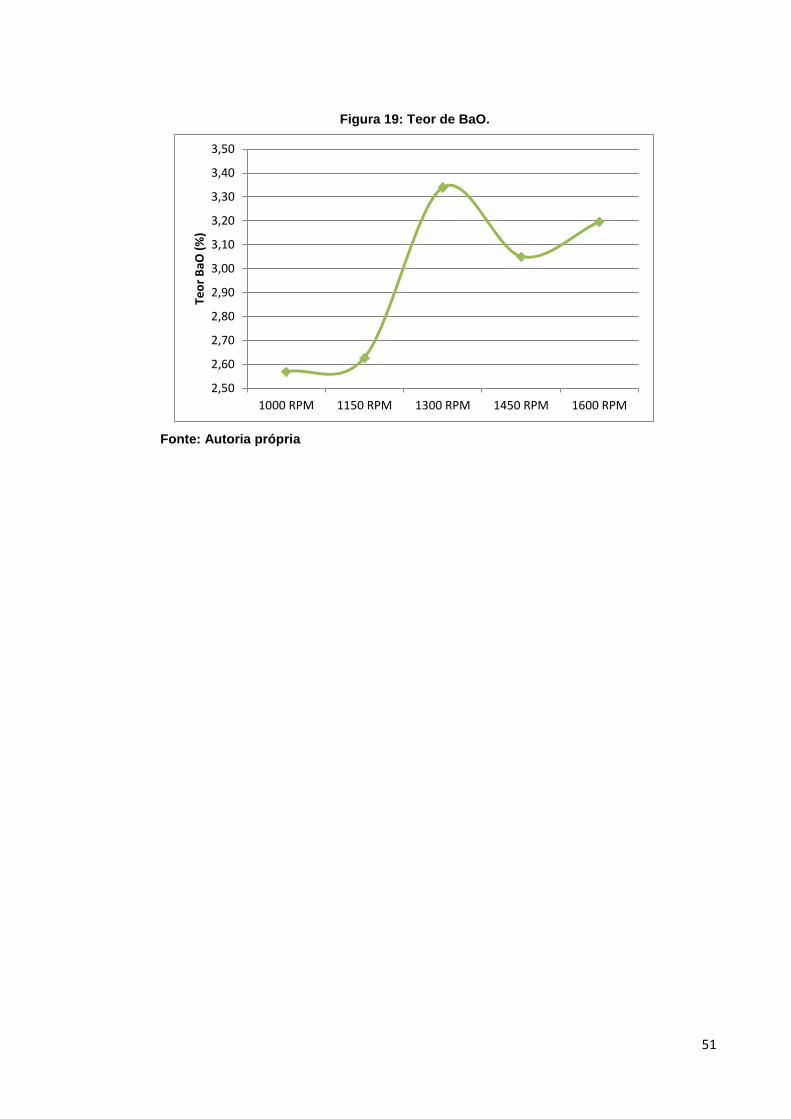
Figura 19: Teor de BaO.
Fonte: Autoria própria
2,50
2,60
2,70
2,80
2,90
3,00
3,10
3,20
3,30
3,40
3,50
1000 RPM 1150 RPM 1300 RPM 1450 RPM 1600 RPM
Teo
r B
aO (
%)





























