Embed Size (px)
Citation preview
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
75
Ingeniería de factores humanos en ambientes de manufactura
automática: el problema del diseño de métodos Engineering of human factors in automatic manufacturing environments: the
problem of designing methods
Marcos González Víquez
Palabras clave: diseño del trabajo, trabajo cognitivo, ingeniería industrial, manufactura automática.
Key words: work design, cognitive work, industrial engineering, automated manufacturing.
RESUMEN
El siguiente artículo de investigación discute
acerca del problema del diseño del trabajo
humano en ambientes de manufactura
automatizada mediante la generación de datos
experimentales en la máquina AFB del
Laboratorio de Robótica de la Escuela de
Ingeniería Industrial de la Universidad de
Costa Rica, Sede Interuniversitaria de
Alajuela. En este sentido, los resultados
muestran atributos del esfuerzo cognitivo en
ambientes automáticos. En general, coincide
con los principales abordajes teóricos en que
existe una relación significativa entre cantidad
de información proveniente del entorno y
tiempo de procesamiento de la persona. No
obstante, el contexto donde este tipo de trabajo
se desarrolla no debe considerarse “natural” o
neutro, sino inserto en un sistema de
relaciones sociales centradas en la producción
mercantil.
ABSTRACT
The following article discusses the human
work design problem in automated
manufacturing environments by generating
experimental data in machine AFB Robotics
Laboratory of the School of Industrial
Engineering at the University of Costa Rica. In
this sense, the results show attributes of
cognitive effort on automatic environments.
Generally, it coincides with the main
theoretical approaches in that there is a
significant relationship between amount of
information from the environment and
processing time of the individual. However,
the context in which this kind of work takes
place should not be considered "natural" or
neutral, but embedded in a system of social
relations focused on economic production.
INTRODUCCIÓN
Las primeras y más desarrolladas
teorizaciones del fenómeno de la
revolución industrial giraron alrededor de
la idea del “trabajo humano”, es decir,
como un objeto inserto en sistemas de
relaciones sociales. En palabras de Marx,
la fuerza invertida en la interacción
humano– entorno, es una fuerza con
racionalidad: “el uso de la fuerza de trabajo es
el trabajo mismo (…) El trabajo es por de

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
76
pronto un proceso entre ser humano y
naturaleza, un proceso en el cual el ser
humano media, regula y controla mediante su
propia actividad, su metabolismo con la
naturaleza” (Marx, 1873). Un enfoque
antropológico de esta “naturaleza” del
materialismo histórico diría que no se
limita al escenario biológico y físico
perceptible (recursos naturales), sino que
llega hasta el espacio artificialmente (y
virtualmente) construido por las
sociedades modernas para el desarrollo de
las fuerzas de trabajo en torno a la
producción mercantil, la fábrica. En el
contexto más reciente para las economías
regionales de América Central (Costa Rica
como caso particular), la producción de
bienes y servicios con ambientes de
manufactura automatizada ha venido en
aumento.
En este sentido, se debe tener la
precaución de no generalizar la idea de
ausencia de trabajo humano en ambientes
de manufactura automatizada, pues esto
conduce a la in-visibilización de las
actividades de los sujetos que interactúan
con el sistema, donde su trabajo es
principalmente “cognitivo” e implica flujo
de información y toma de decisiones. Las
relaciones entre sujeto-sistema son
sustancialmente diferentes, tienen
capacidades comunicativas
bidireccionales, por lo que posiblemente
estemos ante una nueva forma de la
categoría “trabajo”, en el sentido clásico de
la administración científica (Taylor, 1975).
Su “teorización” como paso previo al
diseño aplicado, se convierte en una tarea
esencial de la ingeniería industrial.
Usualmente, en la producción industrial,
es claro que la estimación del desempeño
de un método responde, entre otros
aspectos, al valor económico atribuido a
partir de la cantidad total de trabajo que lo
constituye. En este sentido, la magnitud
física “tiempo” es una variable típica para
el análisis del desempeño de un método y
se construye a partir de la cuantificación
de las posibles tareas con ciclo conocido
mediante modelado estadístico (Niebel,
Freivals, & Andris, 2004).
En el caso de procesos automatizados, a
pesar de que las máquinas sugieren
teóricamente tiempos más estables y
controlados, aún queda la variabilidad
humana inherente al trabajo de
alimentación del programa al sistema y
que sigue siendo un aspecto significativo.
Su fuerza de trabajo no es
principalmente física, sino que es mental,
pero igual que en la primera, es fuerza
“humana” inserta en un modo de
producción mercantil. Esto hace posible la
valorización económica del tiempo que
requieren las tareas del sujeto, por ende, la
transformación de su fuerza invertida en
un valor social (oficio, profesión, puesto) y
que como tal, atrae el interés de la ciencia
y presentarlo como un caso particular del
diseño del trabajo y la ingeniería de
factores humanos.
El enfoque clásico en ingeniería industrial
de la categoría “tiempo estándar” permite
valorar el desempeño de los métodos a
partir de la determinación de una cantidad

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
77
de capacidad productiva (Niebel, Freivals,
& Andris, 2004). No obstante, en el caso de
sistemas automatizados, ¿qué pueden
sugerir la valoración del tiempo de ciclo
para determinación del contenido del
trabajo humano y por ende el desempeño
de métodos diseñados? ¿Qué factores
inciden en la tendencia central y
dispersión de la parte humana del
proceso? ¿Qué factores tomar en cuenta
para el diseño del trabajo humano en este
tipo de sistemas? De eso trata el siguiente
experimento.
El documento se compone de cinco
apartados principales. Los dos primeros
explican el contexto institucional y el
diseño experimental, luego se procede a
mostrar los resultados de del mismo y sus
respectivos análisis, finalmente se exponen
las conclusiones.
METODOLOGÍA
Este experimento constituye una de las
primeras actividades realizadas en el
marco de la tesis de investigación doctoral
“Modelo meta-heurístico para la
simulación y diseño del trabajo en
ambientes de manufactura cognitiva”,
iniciada en agosto 2015. Específicamente
se trabajó en el Laboratorio de Robótica de
la Escuela de Ingeniería Industrial de la
Universidad de Costa Rica. El sistema
productivo bajo estudio fue la máquina
AFB, una llenadora automática de granos
y líquido en frascos de 150 gramos
(Schober, 2011).
El principal objetivo consistió en generar
datos experimentales que permitieran
aportar a la discusión sobre el problema
de la ingeniería y diseño del trabajo
humano en ambientes de tecnología
automatizada. De manera específica se
propuso:
a) Analizar los posibles efectos en la
cantidad de trabajo cognitivo que aportan
la combinación entre factores físicos
(sujetos operadores) y de información
(diseño de métodos) en un sistema
automatizado (máquina AFB).
b) Indagar posibles regiones de
experimentación que permitan continuar
el plan experimental del proyecto de
investigación doctoral.
c) Analizar los alcances y retos de los
enfoques tradicionales de diseño del
trabajo aplicados en ambientes de
manufactura automatizada.
La máquina AFB (marca FESTO) instalada
en el laboratorio de robótica en la Sede
Interuniversitaria de Alajuela, consiste en
un sistema automatizado para el llenado y
almacenamiento de frascos con material
líquido (agua) o sólido (en este caso
granos de maíz). Consiste en una serie de
módulos con bandas transportadoras y
pistones neumáticos interconectados a una
interfaz (pantalla) mediante la cual el
sujeto ingresa el programa con la orden de
producción. El sistema desarrolla de
manera automática las actividades de
llenado y almacenamiento, mediante la
programación de:
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
78
- Cantidad de recipientes (agrupados
en camas de 6 unidades, para un total
máximo de 16 camas) almacenadas en 4
niveles (ver esquema de la máquina).
- Tipo de material de llenado
(líquido, granos).
- Volumen de llenado (valores fijos
de 0%, 50% y 100%).
- Método de ingreso de la orden.
- Secuencia de llenado (posición en la
cama, 6 alternativas).
- Patrón de almacenamiento
(posición en el almacén, 16 alternativas).
En este caso se tomaron como factores de
interés a) el tipo de material, b) volumen
de llenado y c) método de ingreso de la
orden, para las demás condiciones se
fijaron valores específicos. No obstante, en
el proceso investigativo futuro será
necesario ampliar la zona de
experimentación hacia más áreas de la
región de operación (Gutiérrez & De la
Vara, 2012), es decir incluir más cantidad
de información al contenido de trabajo
cognitivo.
La figura 1 muestra un esquema de esta
máquina. El experimento completo se
trabajó sobre las actividades de
introducción del programa a la interfaz, no
se incluyen las actividades de
alimentación de materiales y reinicio del
sistema para nueva orden de producción.
Así, el experimento incorpora cinco
factores, de los cuales tres corresponden a
condiciones de operación de la interfaz
informática y los otros dos se relacionan
con sujeto operador y sujeto valorador. Es
decir, tres factores son de tipo
“informático” y dos son factores
“humanos”.
Lo que interesa es medir el tiempo de ciclo
para el ingreso de órdenes de producción
a la máquina, en función de la
complejidad de la orden y la persona que
la ejecuta. Cabe destacar que al referirnos
a “personas”, no fue interés del
experimento determinar diferencias entre
categorías sociales como género, edad,
profesión, etc. sino que se usa como
recurso del principio del bloqueo en
diseño experimental (Montgomery, 2004)
para ampliar los grados de libertad del
algoritmo y más importante aún, poder
observar manifestaciones empíricas del
adaptamiento de métodos al espacio de
trabajo (manual y cognitivo) de un sujeto
particular.
En general, dado que el experimento
busca indagar sobre los efectos de los
métodos en el trabajo cognitivo (Niebel,
Freivals, & Andris, 2004), se definió el
procedimiento de nivel 0 para las
actividades. Sin embargo, se dejó “libre” la
combinación de elementos (movimientos
básicos) de cada “operario”. Esto puede
sugerir falta de estandarización en el
protocolo (lo que puede adicionar error
aleatorio), pero hay que recordar que esta
etapa de la investigación es exploratoria
del comportamiento, no busca determinar
un tratamiento óptimo sino reflejar las
formas en que actúa la variabilidad de los
factores.

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
79
Figura 1. Esquema de la máquina, posición de sujetos y diagrama de actividades de nivel 0.
Para este caso, se definió al tiempo de ciclo
(en segundos) como la principal variable
de respuesta. Tradicionalmente este dato
se utiliza como indicador de la cantidad de
trabajo básico en una tarea (Niebel,
Freivals, & Andris, 2004). Para efectos
experimentales, se establece el tiempo de
ciclo mediante la medición realizada por el
“sujeto valorador”. No se analizaron
suplementos ni ritmos en este
experimento, de forma que se propone
(por simplificación) al contenido de
trabajo como el tiempo de ciclo
cronometrado.
Se eligieron como factores de interés para
el modelo matemático: a) tipo de material,
b) volumen de llenado, c) método de
ingreso de la orden, d) sujeto operario y e)
sujeto evaluador. Los demás se fijan en
valores específicos, principalmente por la
intención de iniciar en una zona
experimental pequeña pero posible de
profundizar en su comportamiento. Se
entiende que el frasco con el tipo y
cantidad de contenido correcto es la base
de la orden de producción, mientras que
las demás variables corresponden más a
condiciones de demanda/oferta de la
capacidad productiva del sistema. Es
decir, se enfocó en las variables básicas del
diseño de métodos.
Esta propuesta de categorización de
factores para el experimento consiste en
dos clasificaciones: i) factores relacionados
a la cantidad de información que implica
operar la máquina AFB y ii) factores
relacionados con el contexto de valoración
del trabajo. Esta última categoría se deriva
de la metodología clásica para medición
del trabajo (Kanawaty, 1996) y su diseño
Almacén
Interfaz de
programación
Alimentación de
material
Bandas
transportadoras
Modulo de
llenado
automático
Ajustar sistema en
estado inicialInicio
Fin
Decidir método de
ingreso según
orden
Programar volumen
de llenado según
orden
Indicar fin “Order
end”
Programar tipo de
material según
orden
Indicar inicio (start)
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
80
de métodos (Niebel, Freivals, & Andris,
2004). Principalmente hay dos sujetos
clave en el proceso de medición del
trabajo: el sujeto operador y el sujeto
valorador (el llamado especialista). Ambos
pueden interactuar en sus niveles por lo
que, al incorporarlos como factores de
interés, el diseño experimental requiere ser
del tipo “amplificador de señal” (factorial
completo), es decir, supone la presencia de
interacción entre tratamientos
(Montgomery, 2004). Cabe resaltar que no
se priorizó ningún tipo o factor específico,
pues se desea evidenciar las formas que
puede tomar la variabilidad del diseño
experimental más que restringir a una
condición óptima, pues se está ante una
fase exploratoria del marco teórico y
estado de la cuestión.
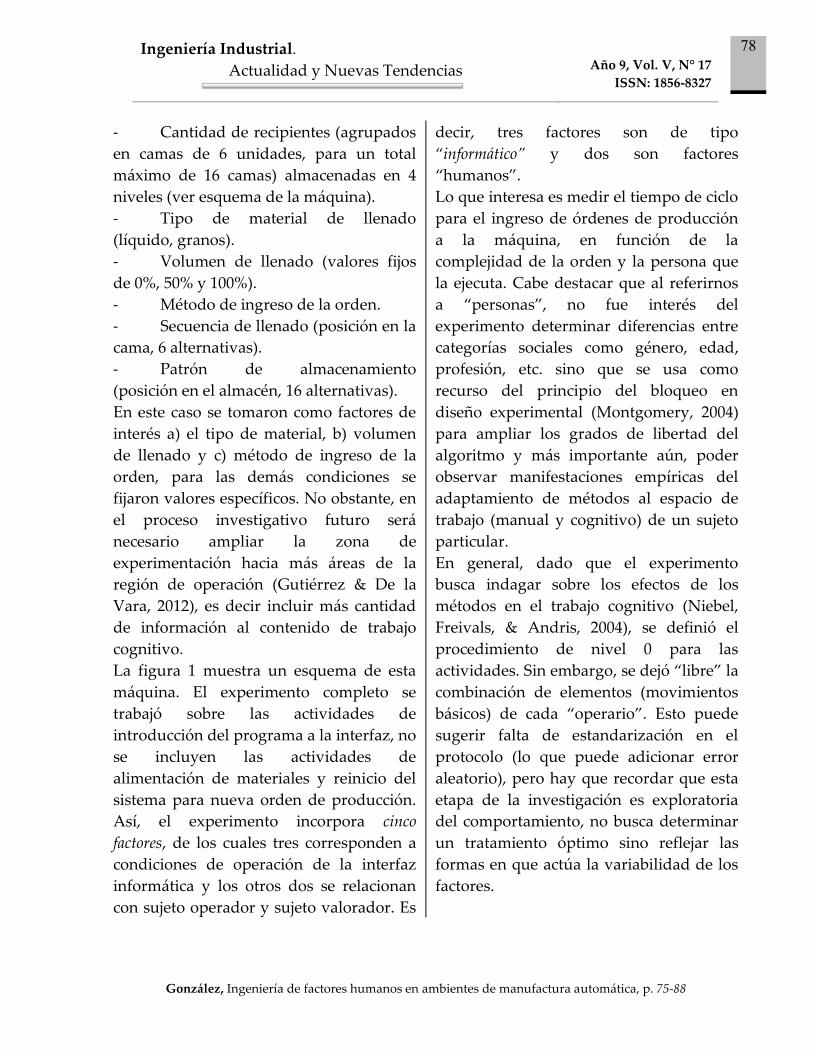
Se muestra la pantalla donde se deben
ingresar los datos a la máquina (figura 2),
nótese como los niveles de los factores de
interés aparecen como “opciones de
digitación”, lo que implica procesamiento
de cantidades de información - ley de Fitts
y Hickman (Niebel, Freivals, & Andris,
2004) - para el trabajo cognitivo.
Figura 2. Interfaces para ingreso de orden a la máquina AFB.
Diseño experimental y modelo
matemático
Se propuso un diseño factorial completo 25
con dos réplicas (64 corridas). La figura 3
muestra un diagrama resumen del
experimento.
De esta manera, las siguientes preguntas
de investigación constituyen el enunciado
del problema para este experimento: en
este sistema automatizado de llenado y
almacenamiento AFB:
a) ¿qué factores inciden en la
tendencia central y dispersión de la parte
humana del proceso?
b) ¿cómo influye la cantidad de
información en el contenido de trabajo
cognitivo?
Método 1Método 2
Material (líquido, sólido)
Cantidad (50%, 100%
Paso 1 Paso 2
Paso 3
Paso 4

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
81
c) ¿qué factores tomar en cuenta para
el diseño del trabajo humano en este tipo
de sistemas?
Como se mencionó anteriormente, la
variable de respuesta se define como el
tiempo de ciclo del ingreso de orden a la
máquina AFB. Su medición es en
segundos con un cronómetro que mide
hasta dos centésimas de segundo.
Con el fin de estimar un tamaño de
muestra adecuado, se tomó la desviación
estándar de pruebas piloto. Dicho
estimador fue de 9,47 segundos. El nivel
de significancia se eligió en 1%, se
considera aceptable este error tipo I, pues
un valor menor no daría información útil,
mientras que un valor mayor aumentaría
considerablemente el tamaño de muestra.
Como diferencia máxima significativa se
estableció 7 segundos, esta diferencia no
requiere ser demasiado pequeña, sino que
por el contrario debe contribuir a
evidenciar los comportamientos entre
métodos. La potencia se estimó en 81%
para 2 réplicas y un total de 64 corridas.
Las corridas experimentales se llevaron a
cabo entre el 22 y el 29 de setiembre del
2015.
Figura 3.- Diseño experimental y modelo matemático.
Introducción de órdenes de producción en
máquina AFB
Opción de Volumen
Factor B
Opción de Material
Factor C
Sujeto Operario
Factor A
Tiempo de ciclo operario
Variable de respuesta
Cuantitativa continua
Diseño: Factorial completo
Método de Ingreso
Factor D
Sujeto Evaluador
Factor E
Factores perturbadores (se dejan fijos)
- Día
- Cronómetro
- Diseño de puesto
Atributos del modelo
1. No aditivo (supone la presencia del efecto de
interacción entre factores)
2. Amplificador de señal (efecto de interacción es
de interés)
Variables de respuesta
Factores de interés

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
82
RESULTADOS
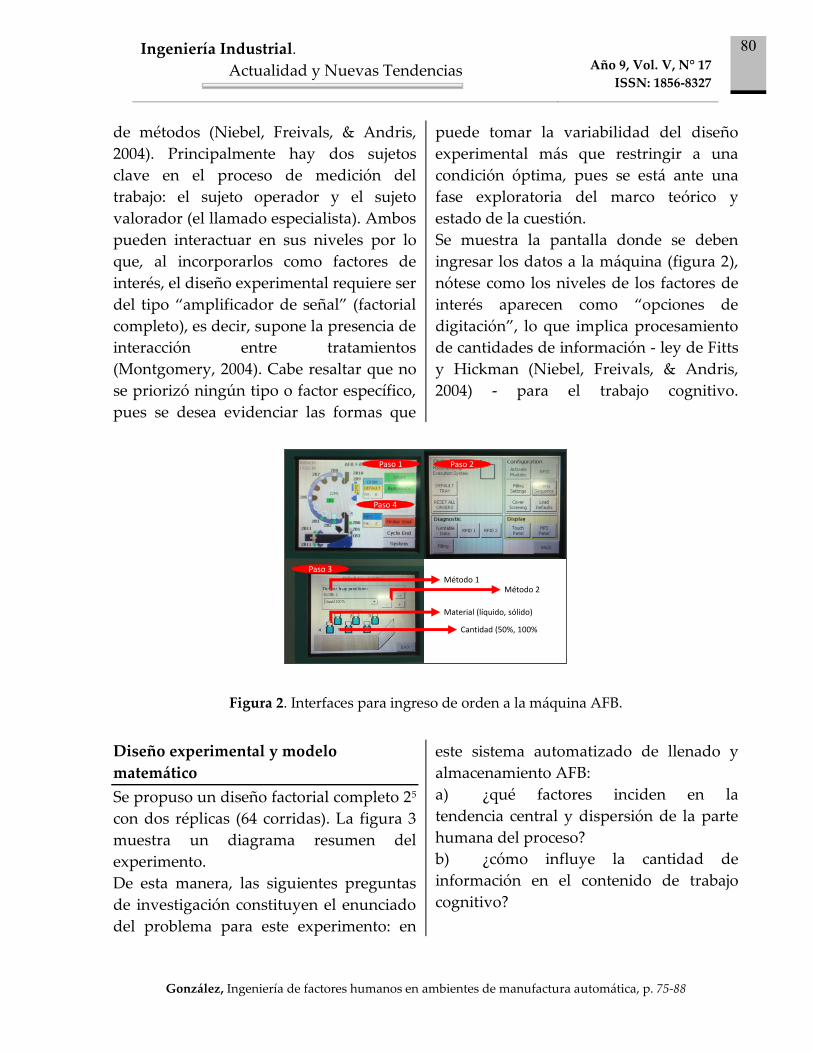
Los gráficos de caja y de efectos
principales (figura 4) sugieren que los
factores A y C (sujeto operario y opción de
material) tienen mayor aporte sobre el
tiempo de ciclo y en menor medida
aparecen con influencia B y D (opción de
volumen y método de ingreso). Esto
implica que efectivamente dos personas
particulares tienen incluso a nivel de
movimientos básicos (presionar opciones
en una interfaz informática) diferencias en
sus métodos. Dicho de otra forma, la
cantidad de información en un trabajo
cognitivo es una variable que afecta de
manera diferente a cada persona. La ley de
Fitts y Hickman diría que hay una relación
lineal entre cantidad de información y
tiempo de procesamiento (Niebel, Freivals,
& Andris, 2004).
A nivel de efectos de interacción (figura 5),
se observa que posiblemente sean
significativas BC y DE. A manera de
interpretación preliminar, el sentido de BC
puede explicarse en que ambos son
“búsquedas de opciones en la interface
(volumen y material), por lo que su
interacción significativa implica que hay
combinaciones de programación que
toman más tiempo de ciclo, es decir, más
información y decisiones en el trabajo
cognitivo. Esto permite hacer la inferencia
de que el diseño de las interfaces aun
cumpliendo aspectos ergonómicos
(altura, formas, tamaños, orden) puede
esconder tendencias a mayor trabajo
cognitivo por la cantidad de información
desbalanceada entre tratamientos. La
pregunta sería si este hallazgo sugiere que
el “balance” de información entre
tratamientos debe ser una tarea en el
diseño del trabajo cognitivo.
Con respecto a la efecto DE, físicamente el
método de ingreso lo hace el operario y no
participa el evaluador (factor E), por lo
que no se encuentra un sentido lógico o
explicación a esta interacción y se presenta
entonces como un ejemplo donde
resultados estadísticamente significativos
de modelos matemáticos como
regresiones, pueden sugerir relaciones
entre variables que en la realidad no
existen o son parcialmente ciertas,
usualmente por la presencia de otras
variables intermedias no contempladas.
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
83
Figura 4.- Análisis gráfico preliminar
Figura 5.- Gráficos de efectos de interacción
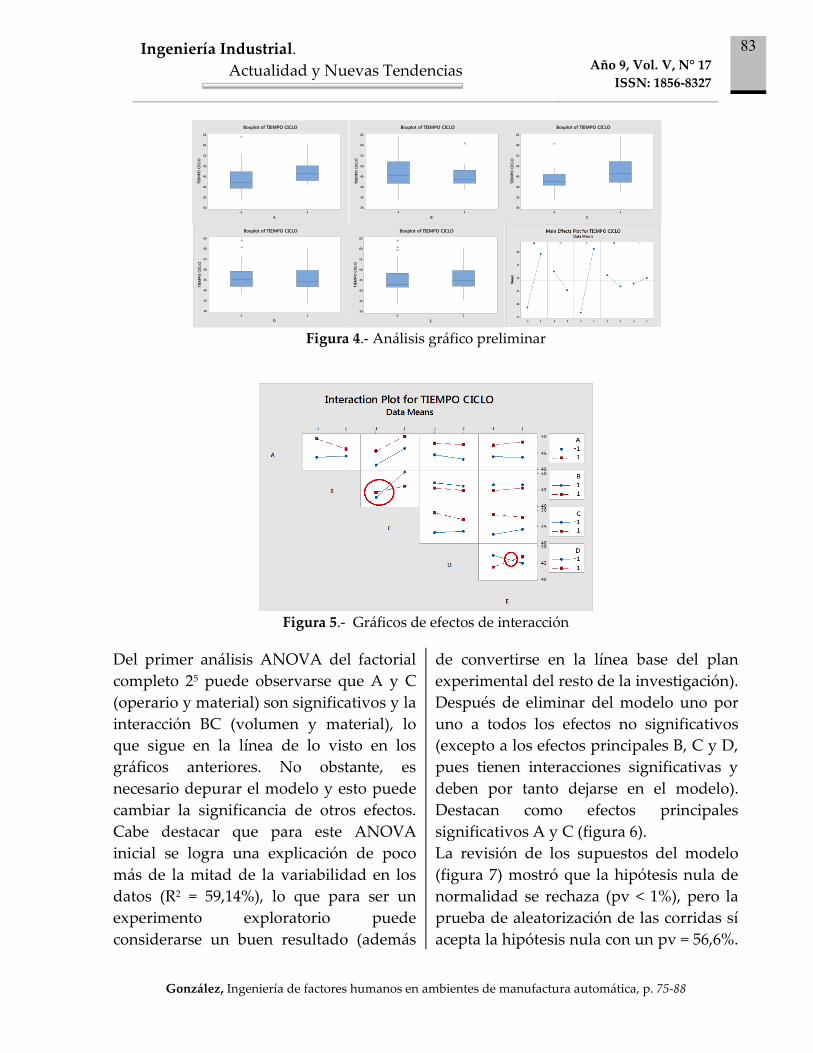
Del primer análisis ANOVA del factorial
completo 25 puede observarse que A y C
(operario y material) son significativos y la
interacción BC (volumen y material), lo
que sigue en la línea de lo visto en los
gráficos anteriores. No obstante, es
necesario depurar el modelo y esto puede
cambiar la significancia de otros efectos.
Cabe destacar que para este ANOVA
inicial se logra una explicación de poco
más de la mitad de la variabilidad en los
datos (R2 = 59,14%), lo que para ser un
experimento exploratorio puede
considerarse un buen resultado (además
de convertirse en la línea base del plan
experimental del resto de la investigación).
Después de eliminar del modelo uno por
uno a todos los efectos no significativos
(excepto a los efectos principales B, C y D,
pues tienen interacciones significativas y
deben por tanto dejarse en el modelo).
Destacan como efectos principales
significativos A y C (figura 6).
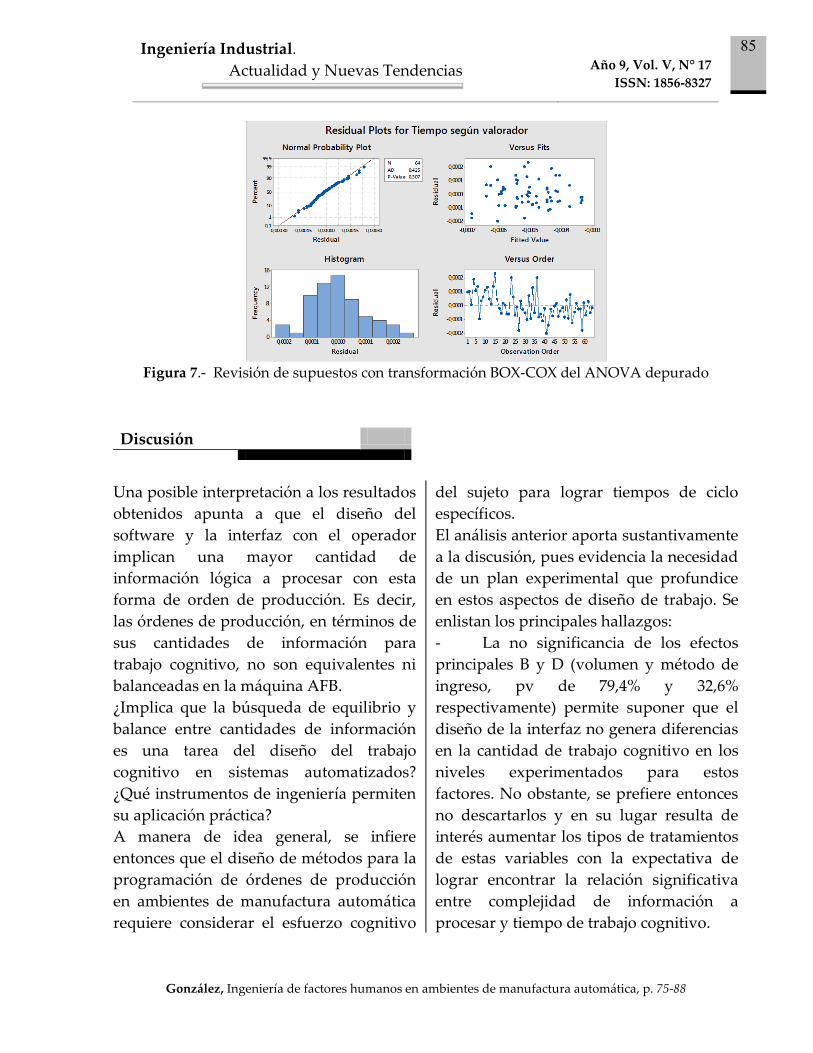
La revisión de los supuestos del modelo
(figura 7) mostró que la hipótesis nula de
normalidad se rechaza (pv < 1%), pero la
prueba de aleatorización de las corridas sí
acepta la hipótesis nula con un pv = 56,6%.
1-1
65
60
55
50
45
40
35
30
A
TIE
MP
O C
ICLO
Boxplot of TIEMPO CICLO
1-1
65
60
55
50
45
40
35
30
B
TIE
MP
O C
ICLO
Boxplot of TIEMPO CICLO
1-1
65
60
55
50
45
40
35
30
C
TIE
MP
O C
ICLO
Boxplot of TIEMPO CICLO
1-1
65
60
55
50
45
40
35
30
D
TIE
MP
O C
ICLO
Boxplot of TIEMPO CICLO
1-1
65
60
55
50
45
40
35
30
E
TIE
MP
O C
ICLO
Boxplot of TIEMPO CICLO

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
84
Con respecto a las pruebas para
determinar la hipótesis de igualdad de
varianzas, únicamente el factor B (opción
de volumen) rechaza la igualdad de
varianzas con un pv=1,6%. Para solucionar
esta problemática se procede a realizar
una transformación Box-Cox
(Montgomery, 2004).
Figura 6.- Resultados ANOVA inicial y depurado
De la transformación Box-Cox aplicada se
obtuvieron los mismos resultados (en
términos de efectos significativos) que lo
hallado hasta el momento, pero esta vez se
cumple el supuesto de normalidad (pv =
30,7%). No obstante, se mantiene la
desigualdad de varianzas para el factor
volumen (prueba Fisher pv = 0,02%), a
pesar de que éste no es un factor
significativo (pero se mantiene en el
modelo, pues presenta la interacción
significativa BC). Se decide continuar con
el análisis haciendo la salvedad en este
punto, en todo caso, para esta etapa de la
investigación los resultados se consideran
válidos en función de su capacidad para el
objetivo de generar discusión alrededor
del tema del diseño del trabajo cognitivo.
Pareto inicial Pareto depurado
ANOVA depurado
Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
85
Figura 7.- Revisión de supuestos con transformación BOX-COX del ANOVA depurado
Una posible interpretación a los resultados
obtenidos apunta a que el diseño del
software y la interfaz con el operador
implican una mayor cantidad de
información lógica a procesar con esta
forma de orden de producción. Es decir,
las órdenes de producción, en términos de
sus cantidades de información para
trabajo cognitivo, no son equivalentes ni
balanceadas en la máquina AFB.
¿Implica que la búsqueda de equilibrio y
balance entre cantidades de información
es una tarea del diseño del trabajo
cognitivo en sistemas automatizados?
¿Qué instrumentos de ingeniería permiten
su aplicación práctica?
A manera de idea general, se infiere
entonces que el diseño de métodos para la
programación de órdenes de producción
en ambientes de manufactura automática
requiere considerar el esfuerzo cognitivo
del sujeto para lograr tiempos de ciclo
específicos.
El análisis anterior aporta sustantivamente
a la discusión, pues evidencia la necesidad
de un plan experimental que profundice
en estos aspectos de diseño de trabajo. Se
enlistan los principales hallazgos:
- La no significancia de los efectos
principales B y D (volumen y método de
ingreso, pv de 79,4% y 32,6%
respectivamente) permite suponer que el
diseño de la interfaz no genera diferencias
en la cantidad de trabajo cognitivo en los
niveles experimentados para estos
factores. No obstante, se prefiere entonces
no descartarlos y en su lugar resulta de
interés aumentar los tipos de tratamientos
de estas variables con la expectativa de
lograr encontrar la relación significativa
entre complejidad de información a
procesar y tiempo de trabajo cognitivo.
Discusión

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
86
- La interacción significativa BC
(volumen y material, pv = 2,6%), puede
interpretarse como un tratamiento cuya
cantidad de información es mayor que sus
efectos principales y por tanto requiere
mayor tiempo de ciclo (45,99 s). Siendo así,
para este tipo de ambientes de
manufactura, el diseño de los métodos
debe tomar en cuenta la afectación al
operario a nivel cognitivo, pues los
resultados muestran que el tamaño y
complejidad de la orden de producción
requieren mayor esfuerzo humano, a pesar
de que la máquina AFB asume la principal
carga física y de tiempo.
- Para la interacción significativa DE
(método de ingreso y evaluador, pv=
3,9%), al ser factores físicamente
independientes en el proceso
experimental, este resultado presenta
dificultad para su interpretación.
- Resulta esperable (y positivo) que el
evaluador (factor E) no sea significativo en
la respuesta.
- Después de la depuración y la
transformación, el R2 baja a 45,12%, lo que
constituye la línea base de explicación de
variabilidad para el plan experimental.
- Parte del error aleatorio puede estar
afectado por el tiempo de respuesta del
software de la máquina AFB cuando se
seleccionan las opciones, esto representa
un reto metodológico para las siguientes
etapas experimentales.
- En general, a nivel de efectos
principales, se observa que el operario
OP2 consume mayor tiempo de ciclo
(47,868 s) y el material sólido requiere
mayor trabajo de programación (48,263 s).
El problema del diseño del trabajo
“humano” puede proponerse como un
objeto de conocimiento y campo de
aplicación típico de la ingeniería,
especialmente la industrial. En sus inicios,
esta discusión se contextualizó en a)
ambientes de producción en masa b)
intensivos en mano de obra y c) con el
esfuerzo “físico” como principal
manifestación (perspectiva histórico-
materialista). De ahí que los principales
enfoques metodológicos están centrados
en el imaginario del obrero
norteamericano y europeo de la primera
mitad del siglo XX. Sin embargo, los
escenarios recientes y locales se describen
sustancialmente diferentes. Los cada vez
más comunes procesos industriales con
tecnología automatizada plantean un reto
para la ingeniería del trabajo “humano”,
pues éste no desaparece ni es sustituido
completamente, lo que cambia es la forma
cómo se manifiesta su “fuerza de trabajo”.
En este sentido, el experimento logra
resultados que muestran atributos del
esfuerzo cognitivo en ambientes
automáticos. En general, coincide con los
principales abordajes teóricos (Niebel,
Freivals, & Andris, 2004) en que existe una
relación significativa entre cantidad de
información proveniente del entorno y
tiempo de procesamiento de la persona.
CONCLUSIONES

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
87
No obstante, el contexto donde este tipo
de trabajo se desarrolla no debe
considerarse “natural” o neutro, sino
inserto en un sistema de relaciones
sociales centradas en la producción
mercantil. Ahora bien, ¿cómo la ingeniería
industrial diseña y valora este trabajo?
El concepto de tiempo básico de la tarea
(Kanawaty, 1996), como indicador del
contenido de trabajo, sigue siendo
pertinente para su comprensión. No
obstante, la fatiga en el trabajo cognitivo
no se manifiesta principalmente a nivel
muscular (por tanto “sobre” el producto
de la tarea para el caso manual) sino a
nivel del procesamiento de información y
la respectiva toma de decisiones
(programación de órdenes, por ejemplo).
En este caso, el diseño experimental
mostró que el tiempo promedio de ciclo
para la tarea (contenido de trabajo
humano) fue de 45,809 segundos, pero
dependió de la persona (factor A) y de los
atributos de la orden de producción
(factores B y C) y la interfaz del software
(factor D).
Los resultados sugieren que, para una
investigación más profunda, la región
experimental debe recorrer “más
distancia” entre cantidades de información
a procesar y por ende más decisiones a
tomar. Independientemente de los factores
y niveles aquí estudiados, se considera
que todos deben mantenerse (y ampliarse)
en las siguientes etapas de investigación.
Se observa que los diseños experimentales
del tipo “factorial completo”, aplicados a
esta temática dan resultados aceptables a
nivel exploratorio (R2 = 45%), no obstante
es importante complementar con técnicas
de investigación cualitativa que
construyan una aproximación más precisa
del trabajo, como “fenómeno humano”.
Gutiérrez, H., y De la Vara, R. (2012).
Análisis y Diseño de Experimentos.
México D.F: McGraw Hill.
Kanawaty, G. (1996). Introducción al
estudio del trabajo. Ginebra: Oficina
Internacional del trabajo.
Marx, K. (1873). El Capital. Tomo 1.
Moscú: El Progreso.
Montgomery, D. C. (2004). Diseño y
Análisis de Experimentos. México:
LIMUSA.
Niebel, B., Freivals, y Andris. (2004).
Ingeniería Industrial. Métodos, estándares
y diseño del trabajo. México: Alfaomega.
Schober. (2011). Manual AFB. Denkendorf:
FESTO Didactic GmbH y CoKG. Obtenido
de www.festo.com/didactic
Taylor, F. (1975). Principios de la
Administración Científica. Buenos Aires:
El Ateneo.
REFERENCIAS

Ingeniería Industrial.
Actualidad y Nuevas Tendencias
Año 9, Vol. V, N° 17
ISSN: 1856-8327
González, Ingeniería de factores humanos en ambientes de manufactura automática, p. 75-88
88
Autor
Marcos González Víquez. Licenciado en Ingeniería Industrial. Máster en Antropología Social
Escuela de Ingeniería Industrial, Universidad de Costa Rica.
E-mail: [email protected]
Recibido: 09-07-2016 Aceptado: 15-11-2016





























