Embed Size (px)
Citation preview

探 討 紫 外 光 脈 衝 雷 射 與PEDOT:PSS/石墨烯複合物材料交互作用Investigation the Interaction Between the Pulsed Ultraviolet Laser Beams and PEDOT:PSS/Graphene Composite Films鍾健愷、曾釋鋒、蕭文澤、蔣東堯 國家實驗研究院儀器科技研究中心
17
奈米通訊NANO COMMUNICATION 23卷 No. 1 探討紫外光脈衝雷射與PEDOT:PSS/石墨烯複合物材料交互作用
摘 要
本研究以紫外光脈衝雷射加工系統對二氧乙基噻 吩 : 聚苯乙烯磺酸 / 石墨烯 (PEDOT:PSS/
Graphene)複合薄膜進行電極圖案化,製作電容式觸控螢幕之電極微結構,並探討雷射加工參
數與複合物材料之間交互作用的製程技術。實驗前針對複合薄膜的表面粗糙度、硬度、光譜
與斷面輪廓圖分別使用原子力顯微鏡、奈米壓痕儀器、光譜儀與掃描電子顯微鏡進行量測。
實驗中採用波長 355 nm之 UV雷射於薄膜上進行直寫,當雷射光斑重疊率為 60%,雷射平
均能量密度從 1.27 J/cm2提升 3.82 J/cm2,材料剝蝕寬度從 12.17±0.24 μm增加到 21±0.37
μm,蝕刻深度從 190 ± 9 nm增加到 227 ± 15 nm,此製程能簡化傳統濕蝕刻步驟、提升透
明導電材料移除效率和無廢棄化學蝕刻溶液產生。實驗最後使用三維共焦顯微鏡觀察雷射電
極成型後之絕緣線表面形貌、邊緣品質、三維形貌之絕緣線輪廓和電極結構;四點探針量測
電極圖案化成型前後之薄膜片電阻值,並討論不同雷射能量密度下對電特性的影響。最後,
雷射剝蝕複合薄膜可獲得邊緣平滑且筆直之絕緣線,且剝蝕線是不會損傷到玻璃基板,並使
得乾蝕刻後絕緣線獲得有良好的電阻值,足以反映出均勻雷射能量分佈作用於複合薄膜表面
之加工效果。
Abstract
This research aims to investigate the interaction between pulsed ultraviolet (UV) laser beams
and transparent PEDOT:PSS/graphene composite films. The laser-ablated microstructure
on film surfaces provides the electrical isolation and prevents the electrical contact from
each location for the projected capacitive touch screen. Before the laser processing, the
surface roughness, micro-hardness, spectrum and cross-sectional view of PEDOT:PSS/
graphene composite film were measured by an atomic force microscope, a nanoindenter, a

主題文章318
前言
PEDOT:PSS [poly(3,4-ethylenedioxythiophene) :poly(4-
styrenesulfonate)]是由兩種離聚物(Ionomers)組成之高分
子混合物(Polymer Mixture),具有光穿透和導電特性;此
外,石墨烯(Graphene)是一種由碳原子以sp2混成軌道組
成六角蜂巢晶格的平面薄膜,只有一個碳原子厚度的二
維材料。石墨烯目前是世上最薄卻也是最堅硬的奈米材
料,它幾乎是完全透明,只吸收2.3%的光;導熱係數高
達5300 W/mK,高於碳奈米管和金剛石,常溫下其電子
遷移率超過15000 cm2/Vs,又比奈米碳管或矽晶體高,
而電阻率只約10-6 Ωcm,比銅或銀更低,為目前世上電
阻率最小的材料。因石墨烯電阻率極低,電子跑的速度
極快,因此被期待可用來發展出更薄、導電速度更快的
新一代電子元件或電晶體。由於石墨烯實質上是一種透
明、良好的導體,也適合用於製造透明觸控螢幕、太陽
能電池、超級電容器、電晶體、導熱材料和抗菌材料
等。本研究以新穎PEDOT:PSS/石墨烯複合薄膜當作電極
材料塗布於康寧2000玻璃基板上,此複合材料不含銦、
銀、金、鉑等貴重金屬,所以這種複合材料成本比一般
含上述貴金屬元素之透明導電氧化物成本低。另外,此
薄膜沈積不需真空設備,生產成本較低;其可見光平均
穿透率可高於80%,電能轉換效率高於純PEDOT:PSS材
料,導電特性與使用鉑電極相近。因此,PEDOT:PSS/石
墨烯複合薄膜未來將可逐漸取代ITO薄膜,可廣泛應用於
太陽能電池、發光二極體、燃料電池和軟性電子產品[1-
2]。近年來,雷射直寫技術被廣泛應用,只需透過電腦輔
助設計軟體(CAD)繪製出所需電極圖案,載入雷射加工系
統進行直寫加工,即可獲得所需之微電極結構,與濕式
蝕刻製程相比,具有低成本、操作簡便、無污染(不使用
化學藥劑蝕刻)、高彈性和無光罩製程等優點。Lee[3]等人
於2010年提出一種利用Nd:YVO4雷射(波長1064 nm)直寫
技術,應用於交流電漿顯示器(Alternate Current Plasma
Display Panel, AC PDP)中T型結構,探討ITO透明導電薄膜
沈積於玻璃基板之雷射直寫電極成型研究。圖1為傳統
條紋電極結構和T型電極結構使用在電漿顯示器比較。實
驗結果顯示:光斑重疊率主要影響ITO薄膜加工後邊緣品
質,當光斑重疊率約在75%、振鏡掃描速度為500 mm/s
和雷射脈衝頻率為40 kHz時,可獲得最佳T型ITO薄膜雷射
直寫加工邊緣品質。圖2為光學顯微鏡放大倍率200倍拍
攝之Nd:YVO4雷射直寫後T型ITO薄膜電極結構,圖中130
nm厚ITO薄膜沈積於2.8 mm厚之PDP玻璃基板上,橘色亮
面區域為ITO薄膜,灰色區域為雷射直寫ITO薄膜後玻璃
基板表面。
Yoo等人[4]於2010年利用奈秒脈衝Nd:YAG雷射(波長
關鍵字/Keywords ● UV雷射、二氧乙基噻吩:聚苯乙烯磺酸/石墨烯合薄膜、雷射電極成型
● Ultraviolet Laser、PEDOT:PSS/Graphene Composite Film、Microstructuring Electrode
spectrometer and a scanning electron microscope, respectively. The focused UV laser beam was
irradiated along line patterns with an overlapping rate of 60% and the applied laser fluences much
over the ablation thresholds of 1.27 J/cm2 to 3.82 J/cm2. The surface morphology, three dimensional
topography, and cross-sectional profile of isolated lines and electrode structures after laser patterning
were observed by a confocal laser scanning microscope. By increasing the laser fluence from 1.27 J/
cm2 to 3.82 J/cm2, the ablated line width and depth increased from 12.17 ± 0.24 μm to 21 ± 0.37
μm and from 190 ± 9 nm to 227 ± 15 nm, respectively. Moreover, the ablated lines of microstructure
electrodes had a clear and regular ablated edge quality.

19
奈米通訊NANO COMMUNICATION 23卷 No. 1 探討紫外光脈衝雷射與PEDOT:PSS/石墨烯複合物材料交互作用
1064 nm、脈衝寬度6 ns、雷射脈衝頻率10 kHz和最大平
均功率8.5 W),直寫金屬電極圖案(Al/Ag、Al/Au和Ag/Au
組成之雙層結構,每層金屬膜厚約25 nm)沈積於120 μm
厚之玻璃基板上。Lee等人[5]於2010年利用Nd:YAG雷射單
發脈衝能量850 mJ,直寫1-2 μm厚之銀膜沈積於玻璃
基板上。實驗結果顯示:經雷射直寫後銀膜微電極結構
表面平滑且邊緣平整;當銀膜厚度為1.8 μm時,可觀
察較低片電阻值為0.14 Ω/□。Qiao等人[6]於2010年利用
波長1064 nm和脈衝寬度10 ns和355 nm和脈衝寬度40 ns
兩種Nd:YVO4和Nd:YAG奈秒脈衝雷射直寫氧化鋅鎵薄膜
(Gallium-doped Zinc Oxide, GZO),應用於太陽能電池前電
極。藉由利用光束整形技術,將高斯分佈之光束能量轉
換成平頂能量,比較兩者間雷射直寫後薄膜表面形貌。
圖3為利用日本KYENCE公司生產之三維共焦顯微鏡(型號
9700),拍攝雷射直寫後之三維形貌圖和斷面輪廓圖。其
中,圖3(a)利用波長1064 nm和脈衝寬度10 ns雷射劃線、
圖3(b) 利用波長1064 nm和脈衝寬度10 ns雷射具平頂光束
整形劃線和圖3(c)利用355 nm和脈衝寬度40 ns雷射具平
頂光束整形劃線。實驗結果顯示:當利用355 nm和脈衝
寬度40 ns雷射在16 cm × 16 cm範圍之GZO薄膜(膜厚約
600-700 nm)沈積於玻璃基板上劃線,可獲得短路電流密
度14.3 mA/cm2和初始開口面積效率為8.8%。圖 1 傳統條紋電極結構和 T型電極結構比較 [3] 。
圖 2 雷射直寫後 T型 ITO薄膜電極結構 [3]。
圖 3 三維共焦顯微鏡拍攝雷射直寫 GZO薄膜後之三維形貌圖和
斷面輪廓圖:(a)利用波長 1064 nm和脈衝寬度 10 ns雷射
劃線;(b)利用波長 1064 nm和脈衝寬度 10 ns雷射具平頂
光束整形劃線和 (c)利用波長 355 nm和脈衝寬度 40 ns雷
射具平頂光束整形劃線 [6]。

主題文章320
Yu等人[7]於2011年利用波長1064 nm的Nd:YAG雷射
(脈衝寬度6 ns、雷射脈衝頻率10 kHz和最大平均功率8.5
W)單發脈衝能量850 mJ,藉由鋁金屬膜當吸收層,直寫
鋅錫氧化物(Zinc Tin Oxide, ZTO)微電極結構應用於薄膜
電晶體。圖4為薄膜電晶體雷射直寫流程示意圖。當脈
衝能量密度為270 mJ/cm2,可分離30 nm厚的ZTO膜沈積
在20 nm厚的Al層;當ZTO膜厚增加至80到400 nm厚時(Al
層厚度固定在20 nm),脈衝能量密度也需分別增加至290
和340 mJ/cm2。圖5為利用光學顯微鏡拍攝雷射直寫160
nm厚ZTO薄膜之表面形貌圖。實驗結果顯示:雷射直寫
ZTO薄膜之微電極結構組成之薄膜電晶體,具有遷移率
(Mobility)7.6×10-2 cm2/V•s、電流開關率(on/o� Ratio)高於
106和截止電流(o�-Current)為1.91×10-11 A。
本研究主要藉由UV雷射直寫PEDOT:PSS/石墨烯複合
薄膜,探討雷射剝蝕絕緣線加工寬度與深度,讓複合薄
膜材料獲得邊緣平滑且筆直之絕緣線,並使得乾蝕刻後
絕緣線獲得良好的電阻值,其參數包括雷射脈衝頻率、
振鏡掃描速度和雷射能量密度。最後利用KYENCE公司生
產之VK-9700三維共軛焦顯微鏡和四點探針分別量測電極
圖案和片電阻值。
雷射直寫實驗
2.1 UV雷射直寫加工系統
本研究採用自行建置之 UV 雷射加工系統,主要
由 Nd:YVO4雷射源、掃瞄振鏡系統、光路系統和 XY雙
軸伺服控制平台所組成,如圖 6 所示。雷射源為美國
Coherent公司生產 AVIA 355-14型之固態半導體雷射,其圖 4 薄膜電晶體雷射直寫流程示意圖 [7]。
圖 5 雷射直寫 ZTO薄膜之表面形貌圖 [7]。圖 6 UV雷射直寫加工系統示意圖。

21
奈米通訊NANO COMMUNICATION 23卷 No. 1 探討紫外光脈衝雷射與PEDOT:PSS/石墨烯複合物材料交互作用
規格包括:雷射波長為 355 nm、最高輸出功率為 14 W、
空間模態為 TEM00 (M2 < 1.3)、脈衝重複頻率為 1-300 kHz
和脈衝寬度為 28 ns(當脈衝重複頻率為 100 kHz時 )。掃
瞄振鏡系統為德國 Raylase公司生產 SS-15型之 XY雙軸
振鏡系統,此系統前端架設可控制之光束擴束器,其最
大放大倍率為 2倍,可控制雷射聚焦點位置±15 mm位
移量。振鏡系統出口端則架設遠心鏡頭,其焦長和掃瞄
範圍分別為 110 mm和 60 mm × 60 mm,雷射控制的參
數與 XY軸進給平台移動由工業電腦之人機介面控制,透
過 Borland C++ Builder軟體自行開發出一套適用與本系
統所用的控制界面,以此進行全機的控制動作,透過伺
服控制平台移動可進行大面積雷射直寫實驗。
2.2 PEDOT:PSS/石墨烯複合薄膜製備
本研究使用厚度 0.7 mm 康寧 EXG 2000 玻璃為基
板鈉玻璃 (Soda-lime Glass) 為基板,使用滾輪壓印將
PEDOT:PSS/石墨烯壓印於玻璃基板上,SEM觀察材料薄
膜表面形貌和斷面輪廓圖,其厚度約為 220 nm,分別如
圖 7(a)和 (b)所示。圖 8為利用原子力顯微鏡 (AFM)觀察
PEDOT:PSS/石墨烯複合薄膜表面粗糙度,在 AFM掃描範
圍 1 × 1 μm2時,其表面粗糙度值 (RMS)約為 2.8 nm。
圖 9為使用分光光譜儀 (美國 PerkinElmer公司生產
LAMBDA 900型 )量測 PEDOT:PSS/石墨烯複合薄膜滾輪
壓印於康寧 EXG 2000玻璃基板 (厚度 0.7 mm)之光穿透
率和反射率值。於可見光波段 (400-700 nm),其光譜穿
透率平均值高達 79.3%。於 UV雷射源波段 ((@355 nm),
PEDOT:PSS/石墨烯 /玻璃基板之穿透率和反射率值分別
為 77.1%和 8.6%,因此可計算出此基板對 UV雷射吸收
率約為 14.3%,此吸收率值足夠使用較低雷射能量即可
加工此薄膜,非常適合使用雷射乾蝕刻製程之電極結構
製作。此外,PEDOT:PSS/ 石墨烯複合薄膜利用四點探
針量測其片電阻值為 75 Ω/□,此薄膜為高導電之電極
層,非常適用於透明導電薄膜材料。複合薄膜楊氏係數
則利用奈米壓痕測試儀 (MTS Systems, Oak Ridge, TN, USA)
搭配 Berkovich鑽石壓頭量測,在室溫 (25℃)使用連續
勁度量測法 (Continuous Stiffness Measurement, CSM),
圖 7 SEM觀察 PEDOT:PSS/石墨烯薄膜表面 (a)和斷面輪廓圖
(b)。
圖 8 PEDOT:PSS/石墨烯 /玻璃基板表面粗糙度。
圖 9 PEDOT:PSS/石墨烯玻璃基板之光譜圖。

主題文章322
量測複合薄膜六個不同位置,兩個最近的位置之間距離
大約為 200 μm,利用探針加載的過程當中附加ㄧ微小
之週期振動力,得以連續地量測材料之接觸勁度與接觸
阻尼,並在實驗前使用石英玻璃標準片 (E = 74.0 GPa)對
壓頭進行校正。圖 10為載重與位移關係圖,其量測結果
顯示奈米硬度為 2.45±0.15 GPa、楊氏係數為 58.1±2.8
GPa。
2.3 UV雷射直寫參數
雷射乾式電極圖案化製程技術中,雷射光斑疊加率
將影響其加工後表面形貌。影響光斑重疊率的主要因素
包括:(1)振鏡掃描速度 (Scan Speed)、(2)雷射脈衝重複
頻率 (Pulse Repetition Rate)、(3)雷射光斑直徑 (Spot Size)
和 (4)雷射光斑咬合距離 (Bite Size)。光斑重疊率可藉由
方程式 (1)計算得知 [8]。其中,υ表示 XY軸振鏡掃描速
度 (mm/s),f 表示脈衝重複頻率 (kHz),d表示雷射光斑
直徑 (μm)和 Bs表示光斑咬合距離 (Bs=υ/f )。
(1)
藉由方程式 (1)可知,當雷射脈衝重複頻率越高時,
其光斑重疊率越高,且隨著振鏡掃描速度增加,其光斑
疊加率隨之降低。本研究雷射加工參數為 1200 mm/s掃
描速率和 100 kHz脈衝重複頻率作用下 PEDOT:PSS/石墨
烯表面形貌,實驗中利用 3D共軛焦雷射掃描顯微鏡觀察
雷射光斑直徑為 30 μm,進而計算雷射光斑重疊率,計
算後得知雷射光斑重疊率為 60%。
PEDOT:PSS/石墨烯複合薄膜的電極圖案如圖 11所
示。玻璃基板尺寸為 60 mm × 110 mm,邊緣有銀製電
極構成的迴路,其內絕緣線全圖形幾乎皆為菱形結構,
左右方向有細小的通道能夠導通,上下方向則絕緣,每
個菱形結構長 2.5mm、寬 2.5 mm,相鄰兩個菱形結構
絕緣間隙為 50 μm。本研究雷射直寫加工參數如表 1所
示,雷射平均輸出功率調整範圍為 0.9 W-2.7 W(每次增
加 0.3W),雷射振鏡掃描速度固定為 1200 mm/s,脈衝重
複頻率為 100 kHz,材料移除路徑選擇平行 (Parallel)等間
距,掃描間距參數為 1 μm[9]。
圖 10 PEDOT:PSS/石墨烯複合薄膜載重與位移關係圖。圖 11 觸控手機玻璃基板之電極結構外形尺寸設計圖。
表 1 UV雷射直寫加工參數。
[9]

23
奈米通訊NANO COMMUNICATION 23卷 No. 1 探討紫外光脈衝雷射與PEDOT:PSS/石墨烯複合物材料交互作用
結果與討論
雷射能量密度是雷射圖案化參數中很重要因素,因
為它顯著地影響到剝蝕薄膜之絕緣線寬度和深度。為確
保雷射光束能量足以將薄膜電極層完全移除,又不會損
壞底層基板,因此於電極圖案化製程前,會對此薄膜做
雷射剝蝕閥值(Ablation Threshold)測試。雷射剝蝕閥值即
材料開始剝蝕前所需最小能量密度,藉由不同能量密度
之單發脈衝雷射作用於薄膜表面上,觀察其表面移除尺
寸後,計算出其剝蝕閥值。雷射剝蝕閥值(Fth)計算公式如
下[10]:
(2)
在方程式(2)中,D為單發脈衝雷射作用材料產生之
火山口剝蝕直徑,ω0為有效聚焦光斑半徑和F為入射脈
衝雷射能量(W)。將實驗量測中得到的火山口剝蝕直徑D
代入方程式(2),配合已知的有效聚焦光斑直徑ω0為34.8
μm和入射UV雷射加工能量F為4.24 J/cm2,估算出加工
脈衝能量剝蝕閥值Fth約為0.285 J/cm2。雷射能量剝蝕閥值
關係到薄膜圖案直寫的成效,如果能量過高或過低,則
無法獲得較佳之薄膜電極圖案及光電特性。
3.1 雷射剝蝕PEDOT:PSS/Graphene薄膜之絕緣線寬度和
深度
為獲得 PEDOT:PSS/石墨烯複合薄膜剝蝕絕緣線之表
面形貌, UV雷射聚焦光束沿絕緣線圖案照射,高斯能量
分佈之 UV雷射作用於 220 nm厚的 PEDOT:PSS/Graphene
薄膜。此實驗設定雷射光斑重疊率為 60%,調整雷射能
量密度為 1.27 J/cm2、1.7 J/cm2、2.12 J/cm2、2.55 J/cm2、
3 J/cm2、3.4 J/cm2和 3.82 J/cm2,這些雷射能量密度皆
高於薄膜之雷射剝蝕閥值。圖 12為不同 UV雷射能量密
度下剝蝕 PEDOT:PSS/石墨烯複合薄膜絕緣線寬度和深度
關係圖。實驗結果顯示:隨著雷射能量密度增加,薄膜
表面剝蝕線寬度和深度也隨之增加。當雷射能量密度調
整從 1.27 J/cm2至 3.82 J/cm2時,絕緣線寬度也從 12.17
± 0.4 μm增加至 21 ± 0.37 μm。實驗過程明顯觀察到
增加雷射能量密度會導致增加較大熱擴散,也會增加剝
蝕光斑尺寸 [11]。雷射能量密度調整從 2.55 J/cm2至 3.4 J/
cm2時,絕緣線深度從 217 ± 9 nm微幅增至 220 ± 13
nm。因為 PEDOT:PSS/Graphene薄膜厚度為 220 nm,雷
射能量密度在這些範圍內足以完全移除薄膜而不損傷玻
璃基板。雷射能量密度調整至 3.82 J/cm2時,絕緣線深度
大幅增至 227 ± 15 nm,因雷射能量密度太強而導致些
微損傷玻璃基板。當雷能量密度小於 2.12 J/cm2,則無法
將 PEDOT:PSS /石墨烯複合薄膜完全移除,導致 UV雷射
剝蝕之絕緣線無法完全絕緣。
3.2 UV雷射剝蝕PEDOT:PSS/Graphene薄膜之絕緣線三維
形貌和輪廓
圖 13為 UV雷射剝蝕 PEDOT:PSS/石墨烯薄膜斷面
輪廓圖,實驗使用光斑重疊率為 60%、能量密度為 2.55
J/cm2、雷射振鏡掃描速度固定為 1200 mm/s、脈衝重複
頻率為 100 kHz和雷射輸出功率為 2.7 W之雷射加工參
數,透過三維共焦顯微鏡量測雷射剝蝕 PEDOT:PSS/ 石
墨烯薄膜後斷面輪廓。量測結果顯示:沿絕緣線加工路
徑,PEDOT:PSS/石墨烯薄膜是完全均勻地被移除,且剝
蝕能量無損傷玻璃基板表面。UV 雷射電極圖案化製程
圖 12 不同 UV雷射能量密度照射下之 PEDOT:PSS/石墨烯複合
薄膜剝蝕絕緣線寬度和深度關係圖。

主題文章324
中,產生不具有 PEDOT:PSS/石墨烯殘渣於剝蝕路徑上或
PEDOT:PSS/石墨烯薄膜上之乾淨剝蝕表面。UV雷射剝蝕
之絕緣線呈現筆直和平滑邊緣,可清楚地從圖 13中觀察
出。此外,剝蝕絕緣線無明顯之熱影響區 (HAZ)出現於
剝蝕區邊緣,亦無剝蝕殘渣堆積於 PEDOT:PSS/石墨烯薄
膜表面上,使 UV雷射直寫成型技術成功地應用於透明導
電薄膜電極成型製程中。但是,雷射剝蝕絕緣線邊緣有
數百奈米之 PEDOT:PSS/石墨烯熔渣堆積而形成凸起肩部
(Shoulder)。
圖 1 4 為三維共焦顯微鏡量測 U V 雷射剝蝕
PEDOT:PSS/石墨烯薄膜後斷面輪廓,實驗使用光斑重疊
率為 60%、能量密度為 2.12 J/cm2、雷射振鏡掃描速度固
定為 1200 mm/s、脈衝重複頻率為 100 kHz和雷射輸出功
率為 1.5 W之雷射加工參數。其結果顯示:當雷射能量密
度低於 2.55 J/cm2,無法將 PEDOT:PSS/石墨烯薄膜完全
移除,剝蝕絕緣線邊緣還有薄膜殘留於玻璃基板表面,
導致 UV雷射剝蝕之絕緣線無法完全絕緣。此外,從不同
能量密度 UV雷射剝蝕 PEDOT:PSS/石墨烯薄膜斷面輪廓
圖顯示,較高的雷射能量密度,其剝蝕絕緣線邊緣產生
捲曲與凸起肩部現象都清楚地反映於加工輪廓上。
圖 1 4 為三維共焦顯微鏡量測 U V 雷射剝蝕
PEDOT:PSS/石墨烯薄膜後斷面輪廓,實驗使用光斑重疊
率為 60%、能量密度為 2.12 J/cm2、雷射振鏡掃描速度固
定為 1200 mm/s、脈衝重複頻率為 100 kHz和雷射輸出功
率為 1.5 W之雷射加工參數。其結果顯示:當雷射能量密
度低於 2.55 J/cm2,無法將 PEDOT:PSS/石墨烯薄膜完全
移除,剝蝕絕緣線邊緣還有薄膜殘留於玻璃基板表面,
導致 UV雷射剝蝕之絕緣線無法完全絕緣。此外,從不同
能量密度 UV雷射剝蝕 PEDOT:PSS/石墨烯薄膜斷面輪廓
圖顯示,較高的雷射能量密度,其剝蝕絕緣線邊緣產生
捲曲與凸起肩部現象都清楚地反映於加工輪廓上。
3.3 雷射剝蝕PEDOT:PSS/Graphene薄膜之觸控螢幕電極
圖案化
根據本研究實驗雷射剝蝕絕緣線的結果,在雷射能
量密度為 2.55 J/cm2和光斑重疊率為 60%的加工參數,
能使 PEDOT:PSS/ 石墨烯薄膜完整剝蝕,並使得蝕刻後
PEDOT:PSS/石墨烯薄膜之絕緣線具有良好絕緣效果。因
此,本研究使用此加工參數製作觸控螢幕電極圖案。材
料移除路徑選擇平行 (Parallel)等間距,掃描範圍為 30
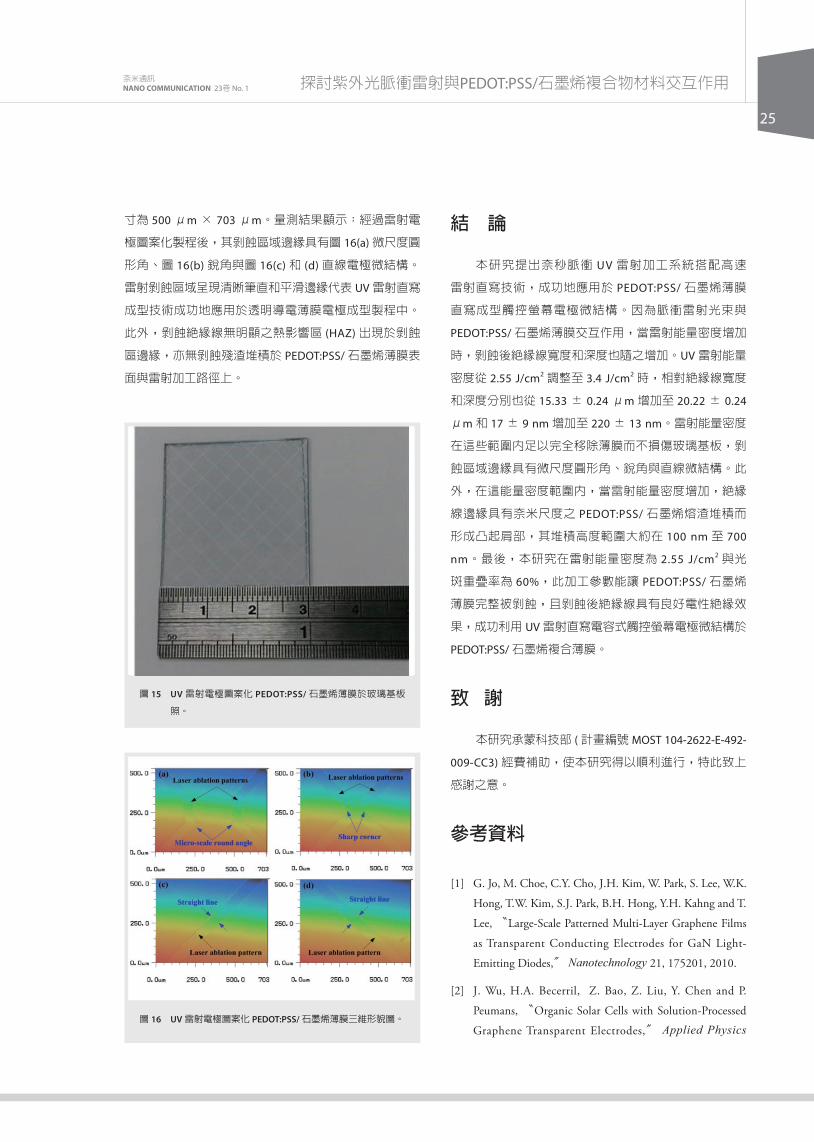
mm × 30 mm,掃描間距參數為 1 μm。圖 15為數位相
機拍攝 UV雷射電極圖案化製程後結果,其灰色區域沒有
進行雷射剝蝕製程,菱形圖案為電極圖案化微結構。
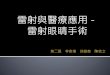
圖 16為 UV雷射電極圖案化 PEDOT:PSS/石墨烯薄
膜三維形貌圖,藉由三維共焦顯微鏡量測表面形貌,量
測三維圖形之放大倍率為 400倍,每個局部電極圖案尺
圖 13 UV雷射剝蝕 PEDOT:PSS/石墨烯薄膜之三維形貌圖 (雷射
能量密度為 2.55 J/cm2)。
圖 14 觸控手機玻璃基板之電極結構外形尺寸設計圖。
25
奈米通訊NANO COMMUNICATION 23卷 No. 1 探討紫外光脈衝雷射與PEDOT:PSS/石墨烯複合物材料交互作用
寸為 500 μm × 703 μm。量測結果顯示:經過雷射電
極圖案化製程後,其剝蝕區域邊緣具有圖 16(a)微尺度圓
形角、圖 16(b)銳角與圖 16(c)和 (d)直線電極微結構。
雷射剝蝕區域呈現清晰筆直和平滑邊緣代表 UV雷射直寫
成型技術成功地應用於透明導電薄膜電極成型製程中。
此外,剝蝕絕緣線無明顯之熱影響區 (HAZ)出現於剝蝕
區邊緣,亦無剝蝕殘渣堆積於 PEDOT:PSS/石墨烯薄膜表
面與雷射加工路徑上。
圖 15 UV雷射電極圖案化 PEDOT:PSS/石墨烯薄膜於玻璃基板
照。
圖 16 UV雷射電極圖案化 PEDOT:PSS/石墨烯薄膜三維形貌圖。
結 論
本研究提出奈秒脈衝 UV 雷射加工系統搭配高速
雷射直寫技術,成功地應用於 PEDOT:PSS/ 石墨烯薄膜
直寫成型觸控螢幕電極微結構。因為脈衝雷射光束與
PEDOT:PSS/石墨烯薄膜交互作用,當雷射能量密度增加
時,剝蝕後絕緣線寬度和深度也隨之增加。UV雷射能量
密度從 2.55 J/cm2調整至 3.4 J/cm2時,相對絕緣線寬度
和深度分別也從 15.33 ± 0.24 μm增加至 20.22 ± 0.24
μm和 17 ± 9 nm增加至 220 ± 13 nm。雷射能量密度
在這些範圍內足以完全移除薄膜而不損傷玻璃基板,剝
蝕區域邊緣具有微尺度圓形角、銳角與直線微結構。此
外,在這能量密度範圍內,當雷射能量密度增加,絕緣
線邊緣具有奈米尺度之 PEDOT:PSS/ 石墨烯熔渣堆積而
形成凸起肩部,其堆積高度範圍大約在 100 nm至 700
nm。最後,本研究在雷射能量密度為 2.55 J/cm2 與光
斑重疊率為 60%,此加工參數能讓 PEDOT:PSS/石墨烯
薄膜完整被剝蝕,且剝蝕後絕緣線具有良好電性絕緣效
果,成功利用 UV雷射直寫電容式觸控螢幕電極微結構於
PEDOT:PSS/石墨烯複合薄膜。
致 謝
本研究承蒙科技部 (計畫編號 MOST 104-2622-E-492-
009-CC3)經費補助,使本研究得以順利進行,特此致上
感謝之意。
參考資料
[1] G. Jo, M. Choe, C.Y. Cho, J.H. Kim, W. Park, S. Lee, W.K.
Hong, T.W. Kim, S.J. Park, B.H. Hong, Y.H. Kahng and T.
Lee, 〝Large-Scale Patterned Multi-Layer Graphene Films
as Transparent Conducting Electrodes for GaN Light-
Emitting Diodes,〞 Nanotechnology 21, 175201, 2010.
[2] J. Wu, H.A. Becerril, Z. Bao, Z. Liu, Y. Chen and P.
Peumans, 〝Organic Solar Cells with Solution-Processed
Graphene Transparent Electrodes,〞 Applied Physics

主題文章326
Letters 92, 263302, 2008.
[3] Z.H. Li, E.S. Cho and S.J. Kwon, 〝Laser Direct
Patterning of The T-shaped ITO Electrode for High-
Efficiency Alternative Current Plasma Display Panels,〞
Applied Surface Science 257, pp. 776-780, 2010.
[4] H. Yoo, H. Shin and M. Lee, 〝Direct Patterning of
Double-Layered Metal Thin Films by A Pulsed Nd:YAG
Laser Beam,〞 Thin Solid Films 518, pp. 2775-2778,
2010.
[5] H. Lee, H. Shin and M. Lee, 〝Large-Area Laser
Printing of Ag Thick Film Pattern with Stepwise Edge
Morphology,〞 Optics and Lasers in Engineering 48, pp.
380-384, 2010.
[6] Q. Qiao, K. Ma, Y.Q. Wang, G.C. Zhang, Z.R. Shi and
G.H. Li, 〝Optimization of Laser Patterning of Textured
Gallium-Doped Zinc Oxide for Amorphous Silicon
Photovoltaics,〞 Applied Surface Science 256, pp. 4656-
4660, 2010.
[7] H. Yu, H. Lee, J. Lee, H. Shin, and M. Lee, 〝Laser-
Assisted Patterning of Solution-Processed Oxide
Semiconductor Thin Film Using A Metal Absorption
Layer,〞Microelectronic Engineering 88, pp. 6-10, 2011.
[8] M.F. Chen, Y.P. Chen, W.T. Hsiao, S.Y. Wu, C.W. Hu and
Z. P. Gu, 〝A Scribing Laser Marking System Using DSP
Controller,〞Optics and Lasers in Engineering 46, pp.
410-418, 2008
[9] S.F. Tseng, W.T. Hsiao, K.C. Huang and D. Chiang, 〝The
Effect of Laser Patterning Parameters on Fluorine-Doped
Tin Oxide Films Deposited on Glass Substrates,〞 Applied
Surface Science 257, pp.8813-8819, 2011.
[10] J.M. Liu, 〝Simple Technique for Measurement of Pulsed
Gaussian-Beam Spot Sizes, 〞 Optics Letters 7, pp. 196-
198, 1982.
[11] J. Hermann, M. Benfarah, S. Bruneau, E. Axente, G.
Coustillier, T. Itina, J. F. Guillemoles and P. Alloncle,
〝Comparative Investigation of Solar Cell Thin Film
Processing Using Nanosecond and Femtosecond Lasers,〞
Journal of Physics D: Applied Physics 39, pp. 453-460,
2006.









![雷射熔接 - CCT › ccteducation › chchting › aiahtm › laserpro… · 參考資料 [1]蔡宗河﹐co2雷射加工﹐isbn=957-21-0838-7﹐ 全華科技圖書股份有限公司﹐2001。](https://img.pdfslide.tips/doc/110x75/5f2222fcea75a004903ef6a2/ec-cct-a-ccteducation-a-chchting-a-aiahtm-a-laserpro-fefe.jpg)


















![雷射熔接 - CCTcct.me.ntut.edu.tw/ccteducation/chchting/aiahtm/... · 參考資料 [1]蔡宗河﹐co2雷射加工﹐isbn=957-21-0838-7﹐ 全華科技圖書股份有限公司﹐2001。](https://img.pdfslide.tips/doc/110x75/5f221d899bbf0e79c76b9562/ec-fefe-1eico2eiisbn957-21-0838-7i.jpg)