Embed Size (px)
Citation preview

IVF-skrift 06813 3
Smart Lean
Smart LeanMöjligheter att utnyttja Lean-konceptet
för att skapa en god arbetssituation
IVF-skrift 06813ISSN 0349-0653/ISRN IVF-S–06/813–SE
Richard Berglund
Slutrapport för etapp 1 av projektet
Smart Lean. Projektet finansieras av
AFA Trygghetsförsäkring och drivs av
IVF i samarbete med Teknikföretagen,
IF Metall, SIF och Arbetslivsinstitutet.Insikt omförbättringsbehov
Engagera alla
Lära nytt
Respekt förindividen
Långsiktighet
Arbeta smartare

IVF-skrift 06813 1
Smart Lean
IVF Argongatan 30431 53 Mölndal
Telefon: 031-706 60 00 Telefax: 031-27 61 30www.ivf.se
© IVF Industriforskning och utveckling ABInnehållet i denna publikation får varken helt eller delvis kopieras eller lagras på maskin-läsbart medium eller annat medium utan upphovsrättsinnehavarens skriftliga tillstånd.
Produktion Anita Eknestedt IVF, Mölndal 2006Kopierad: Kopieringsavdelningen IVF, Mölndal
IVF-skrift 06813 ISSN 0349 - 0653 ISRN IVF - S --06/813 -- SE

Smart Lean
2 IVF-skrift 06813
Sammanfattning
Projektet ”Smart Lean” har undersökt effekter av Lean produktion inom 22 företag
som anses ha kommit långt med Lean. Intervjuer med nyckelpersoner, besök med observationer och, på sju arbetsplatser, analyser av arbetsmiljön har genomförts. Rapportens övergripande slutsatsen är följande:
Lean ger stora möjligheter för både en god arbetssituation och en hög effektivitet, men det sker inte automatiskt utan bara genom en stor medvetenhet och vilja att göra verklighet av möjligheterna.
Det går inte att generellt dra slutsatsen att ”Lean är bra”, alternativt ”Lean är dåligt”, för en god arbetssituation. Däremot kan konstateras att det finns positiva faktorer som kan tas tillvara. De hör framför allt samman med
• manifestering av ett långsiktigt intresse att utveckla verksamheten, vilket skapar tilltro och stolthet
• satsning på ledarskap, utveckling och lärande, vilket kan berika arbetet
• engagemang av alla i organisationen, vilket skapar delaktighet och utlopp för kreativitet
• ordning och reda, vilket minskar olycksriskerna och ger en grund för fortsatt utveckling
• en vilja att ta tag i problem, vilket kan inkludera till exempel olycksrisker eller dålig ergonomi.
Det kan också finnas negativa effekter på arbetssituationen. I flera av företagen kan man se kortare cykler och en minskad variation direkt i arbetet (även om variation genom nya kringuppgifter kan tillkomma). Men ett större problem är att Lean inte har genomförts tillräckligt väl och konsekvent. Alltför ofta investerar företagsled-ningarna inte tillräckligt av sitt engagemang för att förstå och genomföra Lean fullt ut. Man arbetar då vidare med
• en oförändrad och ganska toppstyrd arbetsorganisation
• stora fysiska och mentala avstånd mellan ledning/tjänstemän och kollektivanställda
• osystematisk kompetensutveckling
• bristfälligt omhändertagande av idéer och förslag
• otillräckliga befogenheter på ”golvet”
• processer som låser medarbetarna i kortcykligt arbete för att serva maskiner
• bristande rörlighet för verkstadens medarbetare
• kortsiktiga och ofta ensidigt ekonomiska mål.
Men detta är alltså inte negativa effekter av Lean, utan ett dåligt utnyttjande av Leans möjligheter. De negativa effekterna hade existerat även utan Lean.

IVF-skrift 06813 3
Smart Lean
Innehåll
Syfte 4
Bakgrund 5 Effektivare industri 5 Lean som begrepp, principer och innehåll 6 Utveckling och trender 8 Hot och möjligheter med avseende på arbetssituationen 8 Tidigare forskning om samand mellan Lean och arbetsmiljö/hälsa 12 Samband mellan lönsamhet och hälsa/arbetsmiljö 12
Metod 14 Urval av företag 14 Intervjuer 14 Arbetsplatsanalyser 15 Litteratur och diskussioner med experter 18 Seminarier 19
Företagen och arbetet med att införa Lean 20 Ägare 20 Lönsamhet 21 Tillväxt 22 Produktivitet 22 Arbetet att införa Lean 22
Överensstämmelse med Lean 25 En långsiktig filosofi 25 Processerna 25 Människorna 26 Problemlösning 27
Arbetsmiljöeffekter 29 Situationen övergripande 29 Ergonomi 29 Arbetsinnehåll 30 Olycksrisker 32 Diskriminering, mångfald och jämställdhet 32
Poängbedömning och visualisering 33
Ett produktionsarbete som är både produktivt och stimulerande? 36 Utmaningarna 36 Scenarier för en ”Lean” och god arbetsplats 37
Slutsatser 41 Fortsatt arbete 42
Referenser 43

Smart Lean
4 IVF-skrift 06813
Syfte
Denna rapport är en slutrapport från projektet ”Smart Lean – Förändringar i arbets-miljön vid införande av Lean produktion”. Projektet har genomförts vid IVF i samarbete med Teknikföretagen, Svenska Metallindustriarbetarförbundet (numera IF Metall), SIF samt Arbetslivsinstitutet. Projektet har finansierats av AFA Trygg-hetsförsäkring.
Projektet ses som en första etapp i ett större arbete att bidra till en god arbets-situation i samband med förändringar kopplade till begreppet ”Lean produktion”. Ett fortsättningsprojekt har startats.
Syftet med den nu avslutade etappen har varit att beskriva och skapa förståelse kring iakttagna effekter på arbetssituationen av Lean-konceptet såsom det hittills genomförts inom svensk industri. I det fortsatta arbetet utvecklas metoder för att tillvarata möjligheter och undvika hot som följer med Lean produktion. Det över-gripande syftet är att förstärka möjligheterna att både nå konkurrenskraft/hög produktivitet och en god arbetssituation, och dessutom visa hur dessa mål kan förstärka varandra.
Denna rapport ger en fördjupad information jämfört med de tidskriftsartiklar som tidigare publicerats. Senare publiceras också en lättare skrift med råd till projektgrupper och liknande som arbetar med införande av Lean produktion.

IVF-skrift 06813 5
Smart Lean
Bakgrund
Effektivare industri Produktiviteten utvecklas för närvarande mycket snabbt i Sverige. Sektorn varupro-
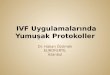
duktion i Sverige uppvisade fram till 1992 omkring 2,5 procent årlig produktivitets-tillväxt, ungefär som samhället i stort. Därefter har produktiviteten ökat med det dubbla, omkring 5 procent per år, se bild nedan [1]. Förändringstakten och rationali-seringen går alltså dramatiskt snabbare.
Bild 1 Produktiviteten i svensk varuproduktion, mätt som förädlingsvärde per arbetad timme, jämfört med BNP per arbetad timme enligt SCB [1]
För teknikföretagen var produktivitetsutvecklingen, mätt som förädlingsvärde per arbetad timme, 7,1 procent per år i snitt under åren 1995–2003 [2]. Dessa mått är debatterade och en förklaringsmekanism kan vara out-sourcing till lågkostnads-länder, som ökar marginalen och därmed förädlingsvärdet i det svenska företagen [till exempel 3, 4, 5]. Likafullt är det denna produktivitetsutveckling, med åtföljande prispress, som den svenska produktionen måste möta.
I Sverige finns numera en bred samsyn kring betydelsen av att utveckla indu-strins konkurrenskraft och det samlade kunskapen om produktion. Inte minst det stora IVA-projektet ”Produktion för konkurrenskraft” [6] har resulterat i initiativ på olika nivåer, i en omfattning som närmar sig nationell samling. Flera studier och exempel visar att möjligheterna att möta den ökande konkurrensen med effektivise-ring är goda och långt ifrån uttömda [till exempel 7, 8, 9, 10].
Förädlingsvärde per arbetstimme, kr i fasta priser
0
100
200
300
400
1980 1985 1990 1995 2000
Varuproduktion Sverige totalt

Smart Lean
6 IVF-skrift 06813
Det finns alltså inget som tyder på att förändringstakten kommer att stanna av och det finns en oerhört stor potential till fortsatta rationaliseringar genom
• stordrift
• omflyttning av produktion till platser med kostnadsfördelar (in eller ut)
• teknikförnyelse och produktrationalisering
• ändrad organisering av arbetet
Svenska företag har ingen valfrihet, utan måste vara med i fronten för att överleva. Med all sannolikhet kommer de metoder som används i den tillverkande industrin också att utnyttjas inom övriga sektorer, med viss fördröjning och kanske något lägre genomslag.
Lean som begrepp, principer och innehåll Industrins ansträngningar till effektivisering sammanfattas till stor del av begreppet
Lean produktion. Begreppet är långt ifrån entydigt, och nedan följer en diskussion om detta.
Lean Manufacturing fick spridning som begrepp genom den vid det här laget klassiska boken The machine that changed the world [11]. Bakgrunden är följande:
Bilindustrin har ända sedan Fords uppgång på 1910-talet varit tongivande inom produktion. Sektorn har varit ledande när det gäller att finna, introducera och till-lämpa ny produktionsteknik, automatisering, arbetsorganisation och så vidare. Lösningar har spridit sig från bilindustrin till andra sektorer. Inom bilindustrin har Toyota alltmer seglat upp som den odiskutabla ledaren med allt tydligare tätposition för prestanda-pris-förhållande och kvalitet. 2006 blir sannolikt Toyota världens största biltillverkare och företaget nådde år 2003/2004 en vinst som översteg sum-man av GMs, Fords och Daimler Chryslers ihop [12].
Toyotas framgångar sågs till en början som ett utslag av den japanska kulturen, där arbetstagarna antogs jobba hårdare och till lägre ersättning. Det sågs som omöjligt att överföra till väst. På 1980-talet etablerade emellertid Toyota fabriker i USA, varav den mest namnkunniga är ett samarbete med GM, NUMMI i Fremont, Californien. Ytterligare fabriker etablerades i USA, Canada, England, Frankrike, Turkiet med flera länder. Det visade sig att Toyota nådde liknande resultat även i dessa fabriker, de så kallade ”Transplants”.
Nordamerikanska, och många andra, forskare började nu studera Toyotas arbets-sätt närmare. Särskilt MIT (Massachutes Institute of Technology) och dess samar-betspartners inom International Motor Vehicle Program fick stort inflytande och det var också där begreppet ”Lean Manufacturing” lanserades.
Lean har ofta översatts med ”Mager”, men förespråkarna för Lean-konceptet brukar numera föredra ”Smärt” eller ”Smidig”. Helt klart är att den ordagranna betydelsen av ordet ”Lean” inte gör företeelsen full rättvisa. Man kan skönja två huvudskaliga betydelser: en smalare mer processinriktad och en vidare mer organi-sations- eller helhetsinriktad.
Den smalare definitionen dominerade i de tidigare beskrivningarna som spreds i Väst-världen under 1980- och 1990-talet, men används fortfarande av många forskare och praktiker [till exempel 11, 13, 14, 15, 16, 17]. I denna tolkning foku-seras produktionsflödet: visuell styrning, eliminering av buffertar, just-in-time,

IVF-skrift 06813 7
Smart Lean
inbyggd kvalitetssäkring och mer allmänt eliminering av alla former av slöseri. Ofta behandlas också i dessa tolkningar förbättringsgrupper som en del av Lean-konceptet, men i regel är de då beskrivna som ett ledningens redskap för att få arbetstagarna att eliminera närliggande slöserier i ett ganska begränsat perspektiv.
Den bredare definitionen har vuxit i användning, och dominerar nu tolkningen från personer som har ett produktions- eller ledningsperspektiv på Lean [till exem-pel 18, 19, 20]. Till en del verkar den förändrade tolkningen ha att göra med en faktisk utveckling av Toyotas produktionssystem [21, 22, 23]. I den bredare tolk-ningen står människan och företagets ledarskap i fokus, även om eliminering av slöseri och bättre processer fortfarande är centralt. Lean ses då inte som ett tillstånd för produktionen utan mer som en utvecklingsprocess, där alla medarbetare med-verkar i ständig och långsiktig förbättring.
I denna rapport ansluter vi oss till den bredare tolkningen av Lean, och det är också den som IVF verkar för i stort. Vi har valt att använda de 14 principer som beskrivs av JK Liker [18] som karaktärisering av Lean och som redskap för data-insamling och analys. Dessa principer har fått en mycket vid spridning och en stor acceptans.
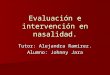
Bild 2 De 14 principer, indelade i pyramidens ”4 P” (efter motsvarande engelska ord på P), enligt JK Liker [18],
som har använts i projektet för att karaktärisera Lean.
Problem-
lösningenFörbättra ständigt
FilosofinTänk långsiktigt
ProcessernaEliminera slöseri
MänniskornaUtveckla medarbetare och leverantörer
2 Skapa kontinuerliga processflöden för att föra upp problemen till ytan.
3 Använd dragande system för att undvika överproduktion.
4 Jämna ut arbetsbelastningen.
5 Skapa en kultur där processerna stoppas för att lösa problem, så att kvaliteten blir rätt från början.
6 Standardiserat arbete är grunden för ständiga förbättringar och för medarbetarnas medverkan.
7 Använd visuell styrning, så att inga problem döljs.
8 Använd bara pålitlig, väl utprövad teknik som passar medarbetarna och processerna.
2 Skapa kontinuerliga processflöden för att föra upp problemen till ytan.
3 Använd dragande system för att undvika överproduktion.
4 Jämna ut arbetsbelastningen.
5 Skapa en kultur där processerna stoppas för att lösa problem, så att kvaliteten blir rätt från början.
6 Standardiserat arbete är grunden för ständiga förbättringar och för medarbetarnas medverkan.
7 Använd visuell styrning, så att inga problem döljs.
8 Använd bara pålitlig, väl utprövad teknik som passar medarbetarna och processerna.
1 Basera besluten på långsiktigt tänkande, även då det sker på bekostnad av kortsiktiga finansiella mål .
1 Basera besluten på långsiktigt tänkande, även då det sker på bekostnad av kortsiktiga finansiella mål .
9 Odla ledare som känner verksamheten på djupet, lever enligt företagets filosofi och lär andra göra det.
10 Utveckla enastående människor och arbetslag som följer företagets filosofi.
11 Respektera partners och leverantörer genom att utmana dem och hjälpa dem bli bättre.
9 Odla ledare som känner verksamheten på djupet, lever enligt företagets filosofi och lär andra göra det.
10 Utveckla enastående människor och arbetslag som följer företagets filosofi.
11 Respektera partners och leverantörer genom att utmana dem och hjälpa dem bli bättre.
12 Gå och se med egna ögon för att förstå situationen i grunden.
13 Fatta beslut långsamt och i samförstånd, överväg alla alternativ och genomför snabbt.
14 Bli en lärande organisation genom att oförtröttligt reflektera och ständigt förbättra.
12 Gå och se med egna ögon för att förstå situationen i grunden.
13 Fatta beslut långsamt och i samförstånd, överväg alla alternativ och genomför snabbt.
14 Bli en lärande organisation genom att oförtröttligt reflektera och ständigt förbättra.

Smart Lean
8 IVF-skrift 06813
Utveckling och trender Lean bygger vidare på tidigare trender som kvalitetsrevolutionen (TQM), totalpro-
duktivt underhåll (TPM), lagerrationalisering (JIT), självstyrande på verkstadsgol-vet och processorientering. Nya begrepp för metoder och tänkesätt lanseras ständigt, delvis som ett resultat av behov från konsulter med flera att hitta säljbara koncept, men också genom successiv utveckling av produktionskunnandet. Begreppet Lean kan naturligtvis ses som ett begrepp i raden som så småningom kommer att tappa lyskraft.
Det är dock viktigt att notera att de underliggande tankarna är relativt stabila och till stor del handlar om en sund produktionstekniskt kunskap. Inriktningen kommer utan tvekan att bestå och utvecklas ytterligare, även om begreppen ändras.
Förändringar med Lean som beteckning, startade i Sverige i början av nittiotalet, för att därefter tonas ned. De senaste åren har intresset från företag och organisatio-ner fullkomligt exploderat. I stort sett alla stora och medelstora tillverkande företag, och många mindre, bearbetar och tillägnar sig Lean-konceptet. En sökning på ”Lean” i Google ger 85 miljoner träffar (25 miljoner i kombination med ”manufac-turing” eller ”production”), varav över 400 000 i Sverige.
Genomslaget för Lean är alltså enormt. Samtidigt nyanseras och utökas innehål-let. Att ”arbeta med Lean” kan ha väldigt många betydelser och mycket olika djup. Det gör att den underliggande frågan för detta projekt (”Blir arbetet bättre eller sämre med Lean?”) i stort sett är omöjlig att svara på. I stället har projektet sökt kunskap och erfarenheter om dels problem och hot, dels, och viktigare, möjligheter att nyttja Lean-konceptet för att skapa förbättringar i arbetssituationen, samtidigt som effektiviteten kan ökas och kostnaderna kan reduceras.
Hot och möjligheter med avseende på arbetssituationen Många undersökningar visar en ogynnsam utveckling i arbetslivet. Mest uppmärk-
samhet har de höga sjukskrivningstalen fått. I debatten framförs ett stort spektrum av möjliga orsakssammanhang [24, 25], till exempel regelsystem och administrativ hantering [26], hög arbetslöshet, samhällets ökande förändringstakt, kvinnors höga förvärvsfrekvens och dubbelarbete [27] eller bristande rörlighet [28]. Det står dock klart att arbetssituationens påverkan på sjukskrivningstalen är mycket stark [till exempel 29, 30, 31].
En vanlig tro är att det framför allt är i den offentliga sektorn som sjukskriv-ningsproblemen finns. Statistiken visar dock att sjukskrivningstal och arbetskador/-sjukdomar är ett stort och ökande problem också inom privata näringslivet, även om en viss minskning skett 2005 [31, 32, 33, 34]. Industrin uppvisar högre siffror för sjukskrivningar än näringslivet i sin helhet och stora arbetsplatser uppvisar högre siffror än små.

IVF-skrift 06813 9
Smart Lean
Bild 3 Andel kvinnor respektive män som varit sjukskrivna till följd av förhållanden de relaterar till arbetet [31]
Hur produktion och organisation förändras har således en avgörande betydelse för hälsan. Eftersom den tillverkande industrin är föregångare i förändringarna, och eftersom Lean-konceptet dominerar rådande förändringsmönster, är effekterna på av Lean arbetssituationen av mycket stort intresse.
En uppfattning är att Lean produktion medför ökad press och högre tempo, och det finns en risk att Lean kan användas på det sättet. En annan uppfattning är att Lean-konceptet i stället innebär bättre möjligheter att möta kraven och samtidigt skapa ett utvecklande, lugnare, säkrare och på många sätt bättre arbete.
Som utgångspunkt för projektet listades potentiella hot och möjligheter med avseende på arbetssituationen för personalen. Hoten och möjligheterna bygger på en ”brainstorming” vid ett forskarseminarium vid IVF den 7 december 2004, utgående från de 14 principer som Liker använder för att karaktärisera Toyotas produktions-system, indelade i ”de fyra P-na” (se bild 2).
Observera att en möjlighet inte är samma sak som att utfallet faktiskt blir så. Det är inte säkert att möjligheten tas till vara. Ett aktivt arbete krävs för att åstadkomma det man vill. På samma sätt är hoten inte något som måste leda till faktiska försäm-ringar. De går att undvika. Som framkommer senare i rapporten indikerar heller inte data från företagen att alla hot och möjligheter, som listats här, är relevanta i prakti-ken.
Listan finns på nästa sida och kan används som en checklista vid införande av Lean: Hur tillvaratas möjligheterna? Hur bearbetas riskerna?

Smart Lean
10 IVF-skrift 06813
⊕ = Möjlighet till bättre arbetssituation = Hot/risk för sämre arbetssituation
Filosofin 1 Basera besluten på långsiktigt tänkande, även då det sker på bekostnad av kortsiktiga
finansiella mål.⊕ Långsiktigt tänkande skapar förtroende för ledningen och tillit till att jobbet finns kvar.⊕ Man slipper slarviga kampanjer och skapar ett uthålligt arbetssätt för förändring.⊕ Om Lean är framgångsrikt ökar konkurrenskraften och företagets lönsamhet, vilket leder till
minskad risk för uppsägningar och stolthet av att tillhöra ett framgångsrikt företag. En känsla av manipulation kan uppstå om den ökade lönsamheten inte kommer medarbe-
tarna till godo.
Processerna2 Skapa kontinuerliga processflöden för att föra upp problemen till ytan.⊕ Ordning och reda, renare flöden och mindre materialkaos eliminerar många olycksrisker.⊕ Bättre förståelse skapas för arbetets bidrag till helheten. Flöden, ofta i enstyck, kan leda till bundenhet till maskinerna, vilket medför minskat utrym-
me att ta paus och själv styra arbetstakten.
3 Använd dragande system för att undvika överproduktion.⊕ Närmare till kund gör att man tydligare ser behoven och meningen med arbetet. Flödets krav, ofta från kollegor i efterföljande steg, kan bli pressande.
4 Jämna ut arbetsbelastningen.⊕ Toppbelastningen kan minska, lugnare arbetstakt. Arbetet kan bli intensivare och utrymmet för återhämtning genom pauser kan minska. Utrymmet för egen variationen i arbetstakten minskar.
5 Skapa en kultur där processerna stoppas för att lösa problem, så att kvaliteten blir rätt från början.
⊕ Egen kontroll av processen skapas.⊕ Problem och störningar identifieras och omhändertas. Man kan känna sig utpekad om man stoppar, bli syndabock.
6 Standardiserat arbete är grunden för ständiga förbättringar och medarbetarnas medverkan.
⊕ Standard för god ergonomi kan skapas och efterlevas.⊕ Man lär av de bästa arbetssätten.⊕ Om standarden hela tiden ändras ökar möjligheten att påverka och skapa ett bra arbetssätt. En standard kan kräva ”normalindivider”. Arbetet kan bli monotont, standardiseringen minskar utrymmet att göra på eget sätt. Om standarden upplevs som svår att ändra minskar utrymmet för kreativitet. Centralisering av ändringar minskar inflytandet.
7 Använd visuell styrning, så att inga problem döljs.⊕ Ökad förståelse och känsla av sammanhang skapas.⊕ Möjlighet till delaktighet blir bättre genom ökad kunskap. Egna tillkortakommanden kan bli synliga och man kan känna sig påpassad.

IVF-skrift 06813 11
Smart Lean
8 Använd bara pålitlig, väl utprovad teknik som passar medarbetarna och processerna.⊕ Hållbara ergonomiska lösningar kan nyttjas. Kända, inarbetade processer.⊕ Möjlighet att trimma tekniken till fulländning (snarare än att experimentera med ny teknik). Äldre och ergonomiskt sämre teknik än nödvändigt används, större tröskel att köpa nytt
och bättre.
Medarbetare och partners9 Odla ledare som känner verksamheten på djupet, lever efter företagets filosofi och lär
andra göra det.⊕ Cheferna förstår bättre, lyssnar mer och beaktar personalens synpunkter.⊕ Besluten fattas närmare medarbetarna.⊕ Bättre utvecklings- och befordringsmöjligheter, när chefer rekryteras internt i högre grad. Minskat utrymme för individuella variationer i ledarstilar. Stor omsättning på chefer vid införande av Lean.
10 Utveckla enastående människor och arbetslag som följer företagets filosofi.⊕ Systematiskt lärande utvecklar kompetensen.⊕ Mer lagarbete, mer autonoma arbetsgrupper, ”vi-känsla”.⊕ Diskriminering motverkas genom allas delaktighet. Utrymmet för individuella avvikelser kan minska. Ökat grupptryck kan uppstå. Kompetensutvecklingen kan upplevas som påtvingad, ”att inte räcka till” blir en fara. Ett stort engagemang för företaget kan göra det svårt att sätta gränser.
11 Respektera partners och leverantörer genom att utmana dem och hjälpa dem bli bättre.
⊕ Ökat samröre med leverantörer med flera kan ge ökad insikt, nya kunskaper och stimulerande kontakter.
Ökad press kan upplevas från externa partners.
Problemlösning12 Gå och se med egna ögon för att förstå situationen i grunden.⊕ Tekniker och chefer kan verksamheten, och får tydligare rollen att ”serva” produktionen
och medarbetarna där.⊕ Förändringar utgår från verkligheten, ej från kartan eller teorier. Ingen ”skyddad vrå” finns för medarbetarna, man exponeras för cheferna.
13 Fatta beslut långsamt och i samförstånd, överväg alla alternativ och genomför snabbt.⊕ Bred medverkan skapas.⊕ Man slipper överraskas av förändringar.⊕ Långbänkar undviks. Höga krav på mental aktivitet kan leda till utbränning.
14 Bli en lärande organisation genom att oförtröttligt reflektera och ständigt förbättra.⊕ Medverkan och kreativitet uppmuntras och ges utrymme.⊕ Återkoppling och aktivt lärande ger personlig utveckling.⊕ Företaget och det egna arbetet utvecklas ständigt. Dynamiken kan upplevas som jobbigare än stabilitet.

Smart Lean
12 IVF-skrift 06813
Tidigare forskning om samband mellan Lean och arbetsmiljö/hälsa Det finns en mycket omfattande publicering av arbetsvetenskapliga studier där
påverkan från Lean undersökts. Den övervägande delen är olika fallstudier, där arbetsmiljön i företag som arbetar enligt Lean-konceptet undersökts genom enkäter, intervjuer, observationer eller medicinska kontroller. I slutsatserna dominerar de negativa effekterna, framför allt ökad bundenhet och ökad förekomst av belast-ningsskador, medan man kan finna både positiva och negativa effekter vad gäller arbetets innehåll och möjligheten att påverka [15, 17, 35, 36, 37].
I flera studier framtonar en bild av manipulation, en bristande samstämmighet mellan företagens utsagor och deras faktiska värderingar. Företeelser som förbätt-ringsgrupper, lagarbete, kompetensutveckling, ledarutveckling, lärande och så vidare kan vara element inom Lean som forskarna finner positiva i princip, men som används på ett ojust sätt, som ett sätt att ”lura” arbetstagarna till hårdare arbete, att släppa ifrån sig sin yrkeskunskap, bort från fackföreningar etc. [38, 39, 17, 35].
Ett flertal studier ställer Lean mot den ”sociotekniska” arbetsorganisationen som baseras på arbetsgruppers egenkontroll och kompetens. Bland annat har åtskilliga publikationer jämfört Toyotas och GMs gemensamma Californien-fabrik (NUMMI) med Volvos Uddevalla-fabrik [40, 17]. Den sociotekniska, ”skandinaviska” organi-sationen ses av dem som mer stimulerande och bättre ur arbetsmiljösynpunkt och av många också som potentiellt väl så effektiv [41].
De arbetsvetenskapliga studierna är ofta grunda i sin beskrivning av Lean-konceptet. Generellt har de undersökta företagen genomfört förändringar av ett slag som antingen företagen själva eller de undersökande forskarna relaterar till Lean. Det finns problem med detta:
• Företag som genomför förändringar, även defensiva eller påtvingade sådana, vill ofta legitimera sitt handlande genom att hänvisa till rådande norm. Så har till exempel hårdföra neddragningar eller ”down-sizing” orsakad av marknadsned-gång eller kortsiktiga vinstökningskrav ofta betecknats som en Lean-satsning.
• Alla forskare har ett behov av att fokusera problem inom det egna fältet, och ser gärna andra fackområden som ”svarta lådor” med förenklade beskrivnings-modeller. Även aldrig så resursstarka forskargrupper är starkt begränsade i sin förmåga att bearbeta den komplexa verkligheten och indelar därför omvärlden i förenklade kategorier eller fack, precis som alla andra.
Forskning om samband mellan lönsamhet och arbetsmiljö/hälsa Många forskare, företagsrepresentanter, fackföreningsrepresentanter, personer
inom vården och fackfolk inom arbetsmiljö påpekar att en god arbetsmiljö och en god hälsa hos de anställda är gynnsamt för företaget. Man anser att medarbetarna engagerar sig mer, tar större ansvar och är mer beredda till extrainsatser om de mår bra [exempelvis 42, 43, 44].
Detta är svårt att helt säkert belägga, eftersom sambandet är komplext. Helt klart är att en frisk och välmående person presterar mer än en som mår sämre, allt annat lika. Men allt annat är sällan lika. Många med ledningsfunktion inom industrin anser exempelvis att det måste finnas ett visst förändringstryck, kanske till och med hot, för att vi ska anstränga oss tillräckligt, hålla ”hög arbetsmoral”, även om detta har mycket litet stöd i forskningslitteraturen.

IVF-skrift 06813 13
Smart Lean
Det finns också ett problem med att bevisa orsakssammanhanget. I företag som går bra mår medarbetarna rimligen bättre (om allt annat är lika), dels därför att det inte finns samma hot mot arbetet, dels därför att medgång stimulerar och dels därför att välbeställda företag kan investera mer i sin personal. Så om hälsa ger lönsamhet eller lönsamhet ger hälsa kan vara svårt att belägga, men sannolikt är det fråga om en ömsesidig förstärkning. Underliggande gemensamma faktorer som i sin tur ger både lönsamhet och god arbetsmiljö/hälsa är sannolikt också av stor betydelse, till exempel en bra arbetsorganisation, goda ledare eller lyckade investeringar.

Smart Lean
14 IVF-skrift 06813
Metod Projektet ses som etapp ett i ett större projekt. Etappen syftar till att kartlägga
nuläge för praxis i den del av den svenska industrin som arbetat mycket med Lean produktion.
Urval av företag Vi sökte företag som hunnit jämförelsevis långt i arbetet med att införa Lean pro-
duktion. Ingen särskild systematik har utnyttjats för att säkerställa ett statistiskt urval ur denna grupp. I stället har företagen rekommenderats av Lean-experter inom IVF, forskningsinstitutioner, Lean Forum och andra organisationer. Urvalet är alltså selekterat positivt: Det handlar om företag som i någon mening anses som goda exempel av åtminstone någon utomstående med koppling till Lean.
Sammanlagt 25 företag har tillfrågats om de vill låta sig intervjuas via telefon eller vid ett besök. Alla utom ett har accepterat. Efter intervjun undantogs två före-tag, ett tjänsteföretag som inte bedömdes tillämpa Lean-principerna och ett produ-cerande företag som just startat ett projekt med sikte på Lean. Av de kvarvarande gällde 20 intervjuer arbetsplatser i Sverige och två i Norge. Vid 20 företag fokusera-des varuproduktion, alltså industrimiljö. Vid de två övriga företag handlade det om produktion av tjänster.
Fem av de kvarvarande 22 företagen valdes ut för en arbetsmiljöundersökning i en eller två arbetsgrupper. Inte heller detta urval var systematiskt utan byggde i stor utsträckning på intresse från berörda företag, även om åtminstone tre av företagen var sådana som vi själva ansåg representativa och vi därför uppmuntrade att delta.
Sammanfattningsvis är urvalet gjort för att hitta positiva exempel och är således ägnat att undersöka vilka effekter Lean kan ge i praktiken, snarare än ett allmän-giltigt svar på frågan vilka effekter Lean faktiskt ger.
Berörda företag listas i tabellen till höger. Vid många av företagen finns dock flera informationslämnare.
Intervjuer Telefonkontakt har tagits med VD, produktionschef, projektledare eller Lean-
koordinator och tid för en intervju bokats, vid ett besök eller via telefon. I en del fall har även en representant för den lokala fackklubben intervjuats, men i de flesta fall har detta inte skett. Projektinformation och ett intervjuunderlag har skickats i förväg med e-post.
Valet av intervjupersoner medför en viss snedvridning, eftersom vi framför allt har frågat personer som arbetar aktivt med införandet. Emellertid var svarslämnarna ofta mycket kritiska till enskildheter och noga med att påpeka att mycket inte blivit som man önskar och att mycket återstår. I de fall vi frågat fackliga representanter har dessa överlag stött koordinatorns/chefens bild. Vi drar därför slutsatsen att svaren relativt väl svarar mot den allmänna bilden i respektive företag. Denna bild behöver dock i sin tur inte spegla de faktiska förhållandena på ett helt rättvisande sätt, eftersom företagets kultur, normer, språkbruk och självbild påverkar.
Intervjuerna har tagit mellan 1 och 2 timmar. Intervjuunderlaget enligt bilaga 1 har följts, men avvikelser och fördjupningar har tillåtits beroende på företagets situation. Svaren är sällan exakt kvantifierbara utan innehåller många nyanser.

IVF-skrift 06813 15
Smart Lean
Företag Ort Intervjuad person Funktion Projektmedverkan
ABB Robotics Västerås Ivan Obrovac Produktionschef Intervju + besök
Albany Door System Halmstad Nils Larsson Produktionschef Intervju + besök
Arvika Gjuteri Arvika KG Malmquist Leankoordinator Telefonintervju
Arvin Meritor Lindesberg Bo Källgren Leankoordinator Intervju + besök
Autoliv Vårgårda Markus Billock Leankoordinator Intervju + besök
Autotube Varberg Björn Rexfelt Produktionschef Intervju + besök
Bahco Tools Lidköping Daniel Andersson Leankoordinator Arbetsplatsanalys
Bjurab Halmstad Joakim Bjurström VD Arbetsplatsanalys
BT Products Mjölby Anders Granberg Produktionschef Intervju + besök
Ericsson Borås Anders Näslid Sex sigma MBB Telefonintervju
Haldex Brake Landskrona Kent Marklund Leankoordinator Telefonintervju
Hydro Automotive Charlottenberg Andrée Brask Platschef Telefonintervju
Hydro Automotive Raufoss Roger Øversveen Produktionschef Intervju + besök
Kongsberg Automotive Raufoss Per Christian Østbye Platschef Intervju + besök
Lars Höglund Töcksfors Tage Andersson VD Intervju + besök
Leax Köping Roger Berggren VD Telefonintervju
Parker Hannifin Trollhättan Lars Eliasson Platschef 2 arbetsplatsanalyser
Sandvik Coromant Gimo Jan Lindros Produktionschef Telefonintervju
Scania Falun Anders Rundgren Skyddsingenjör Arbetsplatsanalys
Scania (Teknisk Utv.) Södertälje Stefan Herbst Leankoordinator Arbetsplatsanalys
SEB Security Services Stockholm Andreas Jansson Leankoordinator Intervju + besök
Volvo Cars Engine Skövde Leif Persson Produktionschef Arbetsplatsanalys
Denna rapport ger därför få precisa sifferuppgifter utan speglar en totalbedömning av situationen, och innehåller således ett betydande subjektivt element.
I femton av företagen har intervjuerna genomförts på plats i företaget och/eller kompletterats med iakttagelser på arbetsplatserna. I sju fall har de enbart skett per telefon. I samtliga fall har respondenten erhållit frågeunderlag i förväg och vid behov gått igenom det med andra relevanta personer i företaget.
Intervjun omfattar tre delar:
1 Bakgrundsfakta om företaget och det Lean-arbete man drivit
2 Överensstämmelse med de 14 principer som karaktäriserar Lean (bild 2 på sid 7)
3 Uppfattningar om arbetssituationen i produktionen.
Arbetsplatsanalyser För att få en djupare bild av hur arbetsmiljön blir till följd av Lean har analyser
genomförts vid sju arbetsplatser vid fem av företagen. De enskilda arbetsplatserna valdes ut i samråd med företagen i syfte att ge en representativ bild av respektive företags arbetssätt med Lean, i flera av fallen således sådana arbetsplatser där Lean fungerar någorlunda i enlighet med företagets intentioner. Inte heller detta urval är således ett statistiskt tvärsnitt, utan ett positivt urval.

Smart Lean
16 IVF-skrift 06813
Vid arbetsmiljöundersökningarna har vi besökt respektive arbetsgrupp under en halv till en arbetsdag och gjort intervjuer och iakttagelser genom de metoder som nedan beskrivs. Vid detta tillfälle har framför allt tre faktorer för arbetssituationen undersökts, faktorer so bedömts betydelsefulla och påverkade av Lean-införandet:
• Ergonomin har undersökts med ”ERGONOVA”,
• Arbetsinnehållet har undersökts med ” WEST”
• Olycksriskena har bedömts med ” WEST”
Dessutom har en bedömning gjorts av hur väl Lean-principerna efterlevs i praktiken.
Ergonomi En screening har gjorts av ergonomin, baserat på IVF-metoden ERGONOVA, som
poängsätter olika delfaktorer efter beskrivningar av typsituationer [45]. Genom verktyget bedöms fem faktorer av betydelse för ergonomin:
• Arbetsställning
• Vikt/kraft
• Ergonomisk potential – ergonomisk karaktäristik i form av utbud av olika typer av arbetsuppgifter i flödet, den möjlighet som finns att variera den fysiska belastningen inom flödet
• Variation i jobben – bedömning av faktisk variation, den variationsmöjlighet som tas till vara
• Porositet – möjlighet till återhämtning.
ERGONOVA innebär kortfattat att:
• använda papper och penna
• samla in fakta, bedöma och poängsätta förhållanden
• rita en karta över nuvarande förhållanden för produktion och ergonomi
• göra beräkningar och sammanställning
och, om verktyget ska användas operativt för förändringar (vilket inte har utnyttjas i projektets analyser):
• prova med olika lösningar och se påverkan och konsekvenser
• rita en karta över framtida förhållanden för produktion och ergonomi
• upprätta en handlingsplan.
Arbetsinnehåll, psykiska och sociala faktorer Vi har använt WEST, ”Work Environment Screening Tool”, för att utvärdera psyko-
sociala faktorer [46]. WEST är ett IVF–utvecklat verktyg, vars psykosociala del bygger på Karaseks krav-kontroll-stöd-modell [42] med viss hänsyn också till Siegrists modell effort-reward-imbalance (insats-belöning-obalans) [47]. Model-lerna är de mest accepterade för att bedöma dessa faktorer. Man undersöker med ett antal indikatorfrågor

IVF-skrift 06813 17
Smart Lean
• Krav: De psykologiska krav som orsakas av yttre faktorer på arbetet, till exem-pel arbetsbelastning, mental koncentration, stora ekonomiska eller mänskliga följder av misstag i arbetet, oförenliga krav, stress m m.
• Kontroll: Den möjlighet till kontroll över den egna arbetssituationen som skapas av yttre faktorer på arbetet, till exempel möjlighet att lära sig nya saker och nyttja sin kreativitet, hur arbetet ska utföras, vad som ska göras, möjlighet att påverka arbetsplats och arbetsinnehåll m m.
• Modifierande faktorer: Sådana faktorer som kan motverka eller förstärka effekter av obalans mellan krav och kontroll. Hit hör att chefen lyssnar och bryr sig om de anställda, att man kan få hjälp när det behövs, personliga relationer i gruppen, löneläge, trygghet i anställningen m m.
Det viktiga är att ha balans mellan krav och kontroll. Höga krav utan motsvarande kontrollmöjlighet leder till stress, ökad risk för depressioner och hjärtsjukdomar och faktiskt till lägre produktivitet. Hög kontroll och låga krav leder till låg produktivi-tet. För högsta prestationsförmåga och hög arbetstillfredsställelse ska kontrollmöj-ligheterna vara stora och kraven ganska höga, rimliga. Industriarbete ligger generellt på låga eller måttliga krav och begränsade kontrollmöjligheter.
Ett bra stöd- och belöningssystem fungerar som modifierande faktorer och leder till att kraven kan hanteras bättre och kontrollen ökar jämfört med en normalsitua-tion. Ett dåligt eller obefintligt stöd leder till att kraven upplevs tuffare och kontrol-len sämre. Stöd och belöning betyder mer vid höga krav och vid hög kontroll.
Resultaten kan redovisas i ett krav-kontroll-diagram enligt bild 4.
Bild 4 Krav-kontroll-diagram, som kan användas för att positionera och beskriva en arbetssituation med
avseende på psykisk och social påverkan.
Typiska industriarbeten
Sjunkandeprestations-förmåga
Sjunkande
prestations-förmåga
Ökande hälsorisker
Krav
Kontroll
Öka
nde
pres
tati
ons-
förm
åga
Aktiva jobb
Anspända jobb
Avspända jobb
Passiva jobb

Smart Lean
18 IVF-skrift 06813
Olycksfallsrisker En enkel bedömning gjordes av tydliga olycksrisker, också i enlighet med WEST
[46], som baserar sig på svensk arbetsskadestatistik och etablerade riskbedömnings-metoder [bland annat 48]. Olika skadekategorier enligt ISA (informationssystemet för arbetsskador) inventerades och värderades med hänsyn till dess frekvens och allvarlighetsgrad enligt ISA.
Överensstämmelse med Lean-principerna Vid arbetsplatsanalysen har också iakttagelser gjorts för att verifiera intervju-
resultaten med avseende på de 14 principerna för Lean, (bild 2 på sidan 7).
Litteratur och diskussioner med experter Det finns en mycket stor tidigare forskning och utredningsverksamhet kring de
förändringar i arbetslivet som ligger i linje med Lean produktion, även om tolkning-en av Lean-begreppet och karaktären på undersökningarna skiljer sig stort. En relativt stor insats har därför gjorts för att inhämta kunskap, dels genom litteratur-studier, dels genom diskussioner med olika forskare och experter som arbetat med frågorna. Nedanstående personer har medverkat i diskussioner i olika former, men listan gör inte anspråk på att vara fullständig.
Lena Abrahamsson, Luleå Tekniska HögskolaMagnus Areskoug, TeknikföretagenChristian Berggren, Linköpings UniversitetMalin Bolin, Arbetslivsinstitutet Ole Broberg, Institut för Produktion och Ledelse, DTU, DanmarkGöran Brulin, ArbetslivsinstitutetPer-Olov Börnfelt, Institutionen för Arbetsvetenskap, Göteborgs UniversitetMandar Dabhilkar, Högskolan i GävleJörgen Eklund, Linköpings UniversitetMax Fagerstedt, IF MetallEivind Fauskanger, Teknologisk Institutt, NorgeJan Forslin, Industriell Ekonomi, KTHBengt Halling, Högskolan i GävleOlle Hammarström, konsultJan Helling, konsultAnnika Härenstam, ArbetslivsinstitutetJan Johanssen Hanse, Psykologiska Institutionen, Göteborgs UniversitetFinn Jørgensen, Institut för Produktion och Ledelse, DTU, DanmarkSvend Erik Mathiassen, Belastningsskadecentrum, Högskolan i GävleLars Medbo, Logistik och Transport, ChalmersTommy Nilsson, ArbetslivsinstitutetJan Johansson, Luleå Tekniska HögskolaAnders Kinnander, Produkt- och Produktionsutveckling, ChalmersJan Lindér, Arbetsorganisation, ChalmersYngvar Olafsen, Teknologisk Institutt, NorgeLena Rantakyrö, Luleå Tekn HögskolaHans Reich, proDesign och ChalmersJan Ola Strandhagen, NTNU och Sintef, NorgeÅke Sandberg, ArbetslivsinstitutetJørgen Winkel, ArbetslivsinstitutetPer Åhlström, Arbetsorganisation, Chalmers

IVF-skrift 06813 19
Smart Lean
Seminarier Inom projektet har två seminarier genomförts som ett led i informationsinsamlingen
respektive tolkningen av resultaten.Den 7 december 2004, i början av projektet, genomfördes ett forskarseminarium.
17 personer deltog. Halva dagen ägnades åt presentationer kring Lean och effekter på arbetssituationen. Andra delen ägnades åt en ”brainstorming” för att identifiera möjligheter och hot. Efter bearbetning resulterade detta bland annat i listan på sidan 10.
Efter intervjuerna med företagen inbjöds de till ett seminarium den 25 augusti 2005 för att diskutera tolkningarna och scenarier för den fortsatta utvecklingen av Lean och arbetsplatserna. 18 personer deltog. Det resulterade bland annat i juste-ringar av slutsatserna och datapresentationen samt underlag till den diskussion kring olika scenarier för en fortsatt utveckling som kortfattat beskrivs på sidan 37.

Smart Lean
20 IVF-skrift 06813
Företagen och arbetet med att införa Lean
De företag som ingått i studien är inget statistiskt urval, utan medvetet valda för att ha kommit långt med eller lyckats väl med införande av Lean enligt någons åsikt. Allmänt det rör sig om företag som är mer aktiva och kunnigare inom produktions-teknisk utveckling än normalföretagen. Det finns också intressenter (kunder och/eller ägare) som är krävande och intresserade.
Alla företag, utom ett av de två tjänsteföretagen, är tillverkande verkstadsföretag. Företagen varierar mycket i storlek, från 32 anställda och 50 Mkr i omsättning upp till de största svenska företagen. Förhållandevis många är medelstora, flera av dem dock ägda av större företag. Medianantalet anställda är 370. Påfallande många, omkring hälften, arbetar inom eller levererar till fordonsindustrin.
Bild 5 Scania anses allmänt som ”svenska mästare” i Lean, och är en förebild för många tillverkningsföretag. Projektets studier visar dock att även inom Scania finns mycket kvar att göra för att tillvarata Leans möjligheter att utnyttja den mänskliga resursen.
ÄgareÄgarbilden illustreras i bild 6.
Bild 6 Ägarfördelning för de 22 företagen i studien.
Privat,familjeföretag (3)
Utländskt företag (8)
Investmentbolag (1)Börsen (10)

IVF-skrift 06813 21
Smart Lean
Lönsamhet Ett metodologiskt problem som följer av urvalsmetodiken är att svaren ibland avser
hela företaget, eller till och med en koncern, och i andra fall specifika delar av före-taget där man arbetar mer uttalat med Lean. Det senare gäller framför allt i företag som har en relativt kort historia att arbeta med Lean. Det innebär också att boksluts-siffror kan avse en större juridisk enhet än den del som avser Lean-arbetet, och till vilken svaren relaterar.
Företagen går förhållandevis bra, även om situationen varierar kraftigt. Genom-snittlig vinstmarginal, enligt intervjusvaren, är 7 procent, endast något företag anger förlustsiffror (och då minus 1 procent). Flera har dock förlustsituationer tidigare och ofta är det en bakgrund till att förändringar startats.
Vi har också tittat på bokslutssiffror, som de rapporteras till PRV, för de med-verkande svenska företagen. Användande av detta material medför mycket stora osäkerheter eftersom det alltid finns stora möjligheter att flytta vinster och förluster mellan åren, och mellan olika bolag i samma koncern. Men vi återger ändå några siffror, eftersom de i någon mån speglar en helhet i jämförelsen med andra bolag.
Enligt boksluten för 2004 för de svenska företagen i projektet var resultatet efter finansiella kostnader 6,6 procent av omsättningen i genomsnitt, att jämföra med 2,5 procent i genomsnitt för alla svenska tillverkande företag med minst 10 anställda. Ser man på koncernernas bokslut var bokslutssiffran något lägre, 5,5 procent.
Bild 7 Medelvärde och standardavvikelse för vinstutveckling enligt bokslut 2001–2004 för de arton svenska
företag som intervjuats och där relevanta bokslut redovisats (heldragen linje). Den streckade linjen visar medelvärdet för alla svenska tillverkande företag med minst 10 anställda. Observera att felkällorna för det enskilda bolaget kan vara mycket stora.
Vinstmarginaler och bokslutssiffror är dock svåra att värdera, eftersom marknads-läge, historia och redovisningsteknik skiljer sig avsevärt. Intrycket är ändå att de 22 företagen presterar klart bättre ekonomiskt jämfört med vad ett typiskt ”icke-Lean” företag skulle göra i jämförbart läge. Om detta beror på Lean-arbetet i sig eller på att det överhuvudtaget rör sig om förhållandevis välskötta och ”framåt” företag går inte att avgöra.
-10%
-5%
0%
5%
10%
15%
2004200320022001

Smart Lean
22 IVF-skrift 06813
Tillväxt I elva av företagen uppges antalet anställda ökat, i sex har antalet varit konstant eller
minskat marginellt. Vid fem av företagen har det genomförts uppsägningar, i tre av dem dock längre tillbaka i tiden och snarast en viss uppgång därefter. De flesta av de företag som minskat sin arbetsstyrka har gjort det genom naturlig avgång, i något fall stimulerat genom avgångsvederlag. I flera av företagen har antalet tillfälligt anställda ökat, och dessa används som buffert.
Enligt boksluten i de 18 svenska företag som har oförändrad bolagsstruktur (vilket inte gäller Ericsson och ABB) har tre minskat antalet anställda mellan 2001 och 2004 medan 15 företag har ökat personalstyrkan. Genomsnittlig ökning är 6 procent. Svenska tillverkande företag med minst 10 anställda har i genomsnitt oförändrat antal anställda (extremvärden, som oftast beror på bolagsförändringar eller nystartade företag, har undantagits).
Samtidigt har omsättningen ökat starkt i de berörda företagen enligt deras uppgifter, omkring 10 procent per år. Enligt boksluten har genomsnittlig omsätt-ningsökning i de sjutton företag där detta kan utläsas varit 23 procent 2001–2004, mot 7 procent i alla tillverkningsföretag med minst 10 anställda.
Produktivitet Produktiviteten har förbättrats starkt i alla företag, enligt uppgiftslämnarna. I de
18 företag som angivit en siffra är den genomsnittliga produktivitetsutvecklingen 14 procent per år under den tid Lean-arbetet pågått. Denna siffra kan ställas mot den produktivitetsutveckling, uttryckt som förädlingsvärde per arbetstimme, på 5 procent per år som SCB framräknar för hela sektorn varuproducenter.
Arbetet med att införa Lean De flesta fokuserade aktiviteter för att införa Lean har pågått under en begränsad
tid, men i hälften av företagen längre än fyra år. I många fall handlar projekten bara om vissa avdelningar, hela företaget har ännu inte berörts. Effekter har i många fall
Bild 8 Parker Hannifin i Trollhättan är ett exempel på företag som arbetat konsekvent och under en
jämförelsevis lång tid med Lean-principerna. Arbetslagen har stor vikt och man premierar exempelvis förslag mer ju fler som står bakom, så förslagen är väl förankrade från början.

IVF-skrift 06813 23
Smart Lean
alltså inte hunnit visa sig eller bör förklaras av omställningen till Lean, snarare än ett etablerat arbetssätt enligt Lean.
Flera av företagen, särskilt de större och de som arbetat länge, använder inte Lean som beteckning. Man kan prata om TPM, sex sigma, just in time eller flödes-orientering, men man är helt på det klara med att tankegångarna i Lean haft stark inverkan på arbetets utveckling. Vi har bedömt att dessa företag är väl så ”Lean” som de övriga och inkluderat dem i bedömningen.
Engagemang I ungefär hälften av företagen har Lean-koordinatorn (eller motsvarande) varit en
person i ledningen, i övriga en särskild projektledare från till exempel kvalitets-sidan. De flesta anger ett stort engagemang från både ledningen och ”golvet”. I flera fall har det dock tagit en tid innan ledningen blivit tillräcklig engagerad och i ett par företag bedömdes ledningsengagemanget fortfarande inte tillräckligt. Flera företag angav att det fanns personer på mellannivå som bromsade och i många fall hade det varit omsättning på dessa poster.
Varför har man startat? 11 av de 22 företagen började arbetet när en ny ägare eller ledning kommit in. I fyra
företag var akuta lönsamhetsproblem orsaken. Endast sex företag satte från början upp konkreta mätbara mål med arbetet. I
övriga fall handlade det om mer allmänna mål som att bli ”bättre”, ”effektivare”, skapa ökat engagemang eller att få ned kostnaderna.
Bild 9 Arvin Meritor får representera en grupp företag med amerikanska ägare, och som startade Lean-
införande genom ett färdigt koncept från dem. I flera av dessa företag har man funnit att detta arbetssätt varit för toppstyrt vilket inte fungerat bra. Man har då börjat om från grunden, ”underifrån”, med medarbetarnas kompetens och engagemang.

Smart Lean
24 IVF-skrift 06813
Erfarenheter övergripande Generellt är svarslämnarna mycket positivt inställda till arbetet, och uppger att detta
speglar en allmän uppfattning vid sina respektive företag. Inte i något av företagen uppges det finnas någon allmän tveksamhet kring om den inslagna vägen är rätt väg att gå.
Några erfarenheter kring hur det har varit att arbeta med Lean:
• Att få den samverkan som behövs kräver mycket mer tid till kommunikation än man tror i början och det krävs stark chefsnärvaro. Det upplevs emellertid som väl använd tid.
• Ofta söker man genomföra för mycket på en gång. Man inser att man måste koncentrera sig. En avdelning i taget, tyckte flera men inte alla.
• Det är svårt att orka ta hand om alla förslag som kommer i början, vilket kan leda till sämre engagemang.
• Det finns risk för återfall när man lämnar fokuseringen på ett visst område för att gå vidare med nästa.
• Samarbetet mellan medarbetarna har blivit mycket bättre, även om det ofta finns stora ytterligare förbättringar att göra.
• Acceptansen för förändringarna är oftast hög i högsta ledningen och på golvet, medan en del mellanchefer kan uppvisa ett förändringsmotstånd.
Varsel och uppsägningar försvårar arbetet. De företag som upplever störst framgång, och då särskilt vad gäller engagemanget från de anställda, verkar vara de som samtidigt har en tillväxt. Å andra sidan finns i ett par fall också åsikten hos chefer att ”En viss oro för jobben kan vara hälsosam”.

IVF-skrift 06813 25
Smart Lean
Överensstämmelse med Lean
I detta kapitel diskuteras hur väl de undersökta företagen överensstämmer med Leans "4 P" och 14 principer, enligt bild 2 på sidan 7.
En långsiktig filosofi Inget av företagen angav att man medvetet arbetat med att skapa ett långsiktigare
perspektiv. Däremot visade flera företag genom investeringar och andra satsningar att man tror på verksamheten. I omkring hälften av företagen upplever svarslämna-ren att företaget framstår som tydligt långsiktigt, genom en god marknadssituation, volymtillväxt och god ekonomi.
De företag som framstår som mest framgångsrika i sitt Lean-arbete tycker sig ofta ha byggt vidare på arbetssätt och tankegångar som redan tidigare funnits i företaget, så att Lean inte blir ett projekt utan en berikning av en långsiktig strategi.
Filosofin, så som den fungerar i praktiken, är den faktor som är svårast att värdera vid en telefonintervju.
Processerna De flesta av företagen har arbetat mycket med och nått långt med flödesorientering
och ledtidsförkortning. De flesta anser att flödena också är tydliga visuellt. Det finns dock exempel där man i stället låter en eller ett par operatörer bearbeta en komplett produkt efter kundorder, där man alltså gått från en mer seriell situation mot ökad parallellisering.
Typiska genomloppstider i produktionen har gått ned från veckor till dagar eller timmar.
Planeringspunkterna kan ligga i slutet av flödet med kanbanstyrning bakåt, eller i början med en- (eller få-) stycksflöde framåt. Något företag har kvar MPS-styrning av varje operation, mäter uppkomna köer och balanserar flödet i MPS-systemet. Ett par av företagen arbetar aktivt och återkommande med att identifiera flaskhalsarna, lägga ut orderna där, kanbanstyra före och direktmata efter.
Utjämning av förbrukning och flöden handlar i de flesta fall om att bemanna om mellan olika linjer. Toyotas principer om att fastlägga takttid efter förbrukning och att mixa varianter för stabilt flöde har inte slagit igenom till fullo. Autoliv är det enda företag som aktivt använder utjämningsboxar (”heijunka”) för balansering och takthållning, och inte ens de får det att fungera överallt. I ett par företag görs en aktiv balansering i MPS-systemet av planerare.
Alla företag anger att operatörerna ska stoppa processerna vid avvikelser. In-trycket är dock att detta inte är särskilt väletablerat som kultur. En stoppad process ses i de flesta företag som ett undantag och något tydligt fel, inte som en normal signal för en förbättringsinsats. Felaktiga produkter leder till stopp, men det är mer tveksamt vid till exempel processkrångel.
Standardisering av arbetet är inte särskilt långt driven. I stor utsträckning handlar det som finns om arbetsinstruktioner. En trend verkar vara att gå ifrån skriven text till bilder, skisser och symboler, eller att ta bort instruktionerna. De som finns ut-arbetas av arbetsgruppen själv i en del fall och av produktionstekniker eller chef i andra.

Smart Lean
26 IVF-skrift 06813
Nästan alla företag återför information om måluppfyllnad, kvalitet, produktion, arbetsmiljö och förbättringsaktiviteter genom tavlor vid respektive produktions-grupp. Ofta har man möten och information vid dessa tavlor, men i andra fall verkar utnyttjandet av tavlorna vara lågt. Några företag har stora räkneverk med mål och hittills tillverkat under skiftet. ”Andon”-signaler med grönt/gult/rött ljus finns i några av företagen, i de flesta fall dock inte styrda av operatörerna utan maskinellt.
De flesta företag upplever sig vara tidiga när det gäller att införa ny teknik. Tidigt införande av ny teknik, och en snabb produktionsanpassning är en strategi som de flesta företag i studien förespråkar. Det ger en möjlighet att utnyttja teknikutveck-lingen för att skapa kundvärden och kostnadsfördelar före konkurrenterna. Många tycker som en följd av det att inkörningsproblem är vanliga och har ofta särskilda rutiner för att ta hand om sådana problem. Flera av företagen säger sig dock snarare vilja vara tvåa än etta i införandet.
Projektföretagens linje skiljer sig alltså från Toyotas uttalade försiktighet med ny teknik. Ericsson är det tydligaste exemplet: Man tillägnar sig helt ny teknik som man är först i världen med och försöker aktivt få den i full produktion så snabbt som möjligt för att lösa problemen där. Volvo Motor i Skövde följer å andra sidan en industriell trend, som är ganska omskriven, genom en uttalad strävan att minska automatiseringsnivån (dock från en existerande, mycket hög nivå). Syftet är att öka flexibiliteten, att minska kostnader för produktförändringar.
Flera företag tycker att de har mer att göra när det gäller samråd före införande och erfarenhetsåterföring från tidigare projekt. Underhållsarbetet har i de flesta fall förbättrats mycket. En strävan finns att öka operatörernas ansvar, men här har man normalt inte kommit så långt utöver dags- och veckounderhåll.
Flera företag arbetar med statistisk processtyrning och ett par med balanserade styrkort.
”5S”, det vill säga ordning och reda, är högt prioriterat i nästan alla företag, och förbättringen upplevs som mycket stor jämfört med en tidigare situation.
Människorna Några företag har en avancerad ledarutveckling, men de flesta mer sporadisk.
Nästan alla rekryterar de flesta ledare internt. I stort sett alla betonar övergång från auktoritärt till coachande ledarskap. Många anger förändringsmotstånd på mellan-chefsnivå och flera som har hållit på ett tag har haft en del omsättning av chefer, upp till 30 procent har angetts för första linjens chefer. Samtidigt finns också de största tillskyndarna ofta inom denna kategori.
En systematisk medarbetarutveckling i övrigt är ovanligare, men några företag har rätt omfattande utbildningsaktiviteter och återkommande utvecklingsdagar avdelningsvis är relativt vanligt. Ericsson i Borås har till exempel utbildning och certifiering av operatörer till varje process och jobbar aktivt med att alla ska skaffa sig fler certifikat, och man har också en längre medarbetarutbildning öppen för alla som vill. En strävan där, liksom vid flera andra företag, är att personalen ska kun-skaper nog för många uppgifter (”multi-skill”), för bättre möjligheter att ständigt bemanna om efter behov.
Ett liknande system finns vid Sandvik i Gimo, där man också har tvärorganisa-toriska grupper för att operatörer med liknande kompetens ska kunna utvecklas gemensamt, även om man arbetar inom olika avdelningar. Parker Hannifin i Troll-hättan har ett system med utbildning och ansvar för tilläggsuppgifter, till exempel

IVF-skrift 06813 27
Smart Lean
Bild 10 Vid Sandvik i Gimo investerar man mycket i personalens yrkeskompetens. Till exempel finns tvärorganisatoriska grupper som tillvaratar olika yrkesgruppers utvecklingsbehov.
planering, materialavrop eller produktionsteknisk utveckling. Man har också där nyss sjösatt ett system där ett sextiotal tilläggsutbildningar systematiskt erbjuds medarbetarna.
De flesta företag söker öka rotationen och många har ett lönesystem som gynnar mångkunnighet. Många anger att det finns ett betydande inflytande, möjlighet att utvecklas, lära nytt och gå vidare, men att det kräver engagemang från individen vilket inte alltid finns. I ett par fall har vi dock konstaterat att önskemål om rotation finns från både medarbetare och företag, men att den ändå inte äger rum. Väldigt många tycks ”bli vid sin läst”.
De flesta tycker att de har mycket kvar när det gäller samverkan med sina leve-rantörer. Många har dock etablerat kanbansystem eller andra förenklade avrops-metoder för snabba och täta leveranser med sina viktigaste leverantörer.
Problemlösning Det tycks vara en stark trend att produktionsnära tjänstemän flyttar ut i produktio-
nen (enligt ”genchi genbutsu”). De flesta företag har dock kvar en tydlig uppdelning mellan kontor och verkstad. Ambitionen att produktionstekniker och chefer ska tillbringa mycket tid i produktionen finns definitivt, men utfallet varierar stort.
Nästan alla företag betonar samråd före förändringar, men en del anser att förändringsprojekt kan vara väl teknikerstyrda.
Det skiljer mycket i hur många förbättringsförslag som framkommer och genom-förs. Hydro Automotive i Raufoss, Norge anger 4500 genomförda operatörsförslag per år från 700 anställda, Parker Hannifin och Arvin Meritor anger fyra till fem per

Smart Lean
28 IVF-skrift 06813
anställd och år. Men de flesta bokför överhuvudtaget inte detta. Traditionell för-slagsverksamhet verkar gå på sparlåga. Det som fungerar verkar vara mer direkt och lokal hantering av förslag. I en del företag påverkas lönen av inlämnade förslag.
Många företag har särskilda förbättringsgrupper. I en del företag ingår alla i sådana grupper, oftast samma som arbetsgruppen/teamet, medan i andra fall ingår representanter för varje kategori i tvärfunktionella eller longitudinella grupper. Sandvik har grupper som omfattar alla operatörer med liknande uppgift tvärs organisationen.
Nästan alla företag har en regelbundenhet i möten med respektive arbetsgrupp. Ett par företag har uppstartsmöten vid varje skift, 5–15 minuter, en del har vecko-möten 30–60 minuter och andra har möten varannan – var fjärde vecka. Mötena syftar till ett ge information om utfall och planer, men förbättringsförslag förväntas också, med varierande resultat.
Bild 11 Hydro Automotive i norska Raufoss genomför 4500 av de 700 operatörernas förslag varje år. Nyckeln är en miljö där arbetslagen ”äger” sin process och tar stort ansvar för den.
Påfallande många anger att man i början av sitt Lean-arbete (eller motsvarande) fick en flod av förslag som man inte orkade ta tag i. Ofta gick engagemanget ned när ”inget hände”.
Många företag söker lägga genomförandet på operatörerna själva så långt det går. En del betonar även att beslutet att genomföra ska tas så långt ned i organisa-tionen som möjligt. Vid Arvin Meritor fokuserar man ”typ-1-problem”, sådana som man har kunskap och möjlighet att lösa själv i arbetslaget, till skillnad från typ 2 eller 3 där man har begränsad eller ingen egen kontroll över problemet.
Bjurab och Bahco Tools har tillämpat så kallade ”vecko-event”, eller RIE – ”Rapid Improvement Events”, som förändringsmetod: Produktionen för ett avsnitt stannas och en grupp operatörer med lednings- och tjänstemannamedverkan går igenom nuläge, arbetar fram ett förbättrat upplägg och genomför handgripligen förändringar (flyttar maskiner, skaffar utrustning, målar om, informerar etc).

IVF-skrift 06813 29
Smart Lean
Arbetsmiljöeffekter
Situationen övergripande De flesta företag har ett regelbundet arbete med sin företagshälsovård eller genom-
för enkätundersökningar med viss periodicitet. Ingen kan se några tydliga effekter av Lean-arbetet i enkätresultatet. Två orsaker anges: Dels går det lång tid emellan undersökningarna och mycket annat hinner hända. Dels är instrumenten trubbiga och frågorna diffusa.
Angiven sjukfrånvaro varierar kraftigt, mellan 1,3 och 13 procent, medel är 6 procent. Skillnaden handlar till stor del om långtidssjukfrånvaron, som i genomsnitt är 3 procent. Korttidssjukfrånvaron varierar mellan 1,3 och 4,5 procent. De flesta anger att kvinnor är oftare sjukskrivna än män och tjänstemän mer sällan än arbe-tare, men i en del fall är det tvärtom. Många företag uppger minskad sjukfrånvaro under den tid Lean-arbetet pågått, men det förekommer också ökad frånvaro vid ett par av företagen.
Personalomsättningen är mycket låg i de flesta företag, flera anser att den är ”för låg”.
Antalet nya arbetsskadeanmälningar uppges vara mycket lågt, och de som finns handlar om belastningsskador från tidigare arbetssituationer eller bagatellartade skador. Många uppger att stora förbättringar skett under den tid som Lean-arbetet pågått. Det behöver inte nödvändigtvis vara en direkt följd av Lean-arbetet, utan kan vara ett led i en allmän ”uppryckning”.
Ergonomi De flesta av de 22 företagen har arbetat aktivt med att förbättra arbetsställningar,
skaffa lyfthjälpmedel, införa höj- och sänkbara arbetsplatser etc. Intrycket är att arbetsställningar och tunga lyft i sig är relativt bearbetade. Vissa positioner inne-håller fortfarande tunga lyft, ofta i början eller slutet av ett delflöde.
Vi de sex produktionsarbetsplatser som analyserats närmare bekräftas denna bild till en del, men vid två av arbetsplatserna bedöms det mycket påkallat att vidta åtgärder för att förbättra arbetsställningar och införa arbetssätt och lyfthjälpmedel som är betydligt effektivare ur användarsynpunkt. Även i övrigt fanns vissa kvar-varande tunga lyft och arbetsställningar man ännu inte lyckats åtgärda.
Ett större problem är bristen på ergonomisk variation. Visserligen roterar de flesta mellan arbetsstationer (dock inte alla, och ibland finns ett motstånd mot det). Men oftast är ergonomin likartad i de olika arbetsstationerna. Andra typer av arbets-uppgifter som kan öka variationen verkar ha ganska begränsad omfattning tidsmäs-sigt, se vidare nedan under Arbetsinnehåll. I några företag söker man stimulera växling mellan stående och sittande arbete. I en del företag innebär kortare serier och tätare omställningar en viss ökad variation.
Bristen på ergonomisk variation var tydlig vid de flesta av de produktionsarbets-platser som analyserades närmare. Dels är de olika arbetspositionerna i de olika flödena lika varandra, man har inte designat linjerna för att skapa variation. Dels utnyttjas inte den variationsmöjlighet som ändå finns för att på något systematiskt sätt skapa en varierande belastning på kroppen. I de flesta fall skulle rotation behöva ske även utanför det egna flödet för att uppnå tillräcklig variation denna väg.

Smart Lean
30 IVF-skrift 06813
Cykeltiderna varierar stort. Kortaste uppgivna cykeltid är 3,5 sekunder i en position (till vilken man dock alternerar tätt mellan arbetstagarna). Det finns också exempel på mer fria upplägg där det dröjer dagar innan arbetsmomenten upprepar sig. Typiskt verkar cykeltiderna ligga på någon eller några minuter. En viss tendens till kortare cykeltider genom Lean finns, men den är inte entydig.
Intrycket är att man överlag har goda möjligheter att ta korta pauser, att själv styra dem och att tempot är rimligt. Tempot verkar ha blivit jämnare och lugnare genom Lean-arbetet. Det finns en tydlig skillnad mellan relativt fria övervaknings- och underhållsarbeten vid maskinell bearbetning i automater å ena sidan och mer manuellt monteringsarbete å den andra. I det senare fallet finns visserligen normalt pausmöjligheter, men de är mer begränsade i omfattning och förläggning.
Arbetsinnehåll Vi har försökt få en bild av krav, kontroll samt stöd och belöning. Det bör noteras
att industriarbete traditionellt innebär låga till måttliga psykologiska krav och små kontrollmöjligheter, det vill säga möjligheter att själv styra arbetet.
Krav De flesta uppger att tempot är lugnare och jämnare och att stressen och störningarna
minskat genom Lean-arbetet.En del nya uppgifter har tillkommit vilket i någon mån inneburit ökade krav,
vilket för ett mindre antal arbetstagare upplevts som en belastning. I en del företag innebär ökat ansvar och krav på koncentration en viss ökning av kraven. Dessa tendenser verkar dock rätt svaga.
Från flera företag påpekas att kraven och tempot rent generellt ökar, alldeles oavsett Lean-arbetet. Tätare omorganisationer, tätare investeringar, flyttning av produktion (både in och ut) och fler projekt av olika slag innebär ökande psyko-logiska krav.
De arbetsplatsanalyser som genomförts i projektet indikerar inte en högre krav-nivå än typisk annan industri. Snarare är de psykologiska kraven lägre genom att tempot upplevs jämnare, kraven mindre motstridiga och störningarna färre. En av de fem produktionsarbetsplatserna avviker dock, där är kravnivån jämförelsevis hög.
Kontroll I de flesta företag finns begränsade möjligheter att direkt i arbetet påverka vad som
ska göras, hur det ska göras och när. Arbetsmetodiken är fastlagd, och tendensen går mot ökad standardisering, tydligare styrning av takt och signalsystem som bestämmer arbetsstart, även om de flesta företag inte hunnit så långt med det än.
Överlag anser dock svarslämnarna att möjligheterna att påverka, lära nytt och utnyttja kreativitet är goda och har ökat. Det tycks dock kräva ganska mycket initiativkraft. Intrycket är att det finns en del att göra för att stimulera att möjlig-heterna tas tillvara i praktiken.
Kontrollmöjligheterna på kort sikt, omedelbart i arbetet, verkar alltså minska, medan kontroll med lite längre sikt kan öka. Ett par företag anger att arbetet upplevs som roligare nu. Flera säger att ”ingen vill gå tillbaka till hur det var förut”.
Arbetsplatsanalyserna visar på en egen kontrollmöjlighet som möjligen är något större än motsvarande arbete i ”vanliga” industriföretag. Framför allt upplevs inflytandet kring vad som händer på arbetsplatsen vara större. Förbättringsarbete

IVF-skrift 06813 31
Smart Lean
och en del utökade kringarbetsuppgifter ger också till en del möjligheter att lära nytt och få utlopp för kreativitet. Men vi kan också konstatera att man vid dessa arbets-platser till stor del upplever monotona arbeten, bundenhet vid begränsade arbets-uppgifter, dålig möjlighet att styra vad som ska göras och hur, svagt lärande och ett dåligt utnyttjande av den egna kapaciteten, förhållanden som i och för sig inte avviker från industriarbete i allmänhet.
Stöd och belöning Företagen i studien verkar betona ett gott ledningsstöd till medarbetarna. Det är från
intervjuerna svårt att bedöma hur det upplevs i praktiken, men i åtminstone fyra av de sju arbetsplatsanalyser vi genomfört bekräftas denna bild ganska tydligt. Men eftersom Lean kräver förändrade arbetssätt, attityder och beteenden är mycket arbete med människor nödvändigt, vilket i sig innebär uppmärksamhet och kommu-nikation. Kommunikationsbehovet poängteras särskilt av flera.
Bild 12 Bedömningar inprickade i ett krav-kontrolldiagram. Pilarnas början visar läget om man bortser från modifierande faktorer och pilens slut visar motsvarande efter hänsyn tagits till dessa faktorer. Observera att det är enskilda arbetsplatser som bedömts, inte respektive yrke i allmänhet. De färgade markeringarna härrör från bedömningar som gjorts inom projektet, varav de blå gäller tjänstemän. De svagare grå pilarna är äldre bedömningar, vilka resovisas som en jämförelse. (Resultat i nedre högra eller övre vänstra hörnet är fullt möjliga, men sådana arbetsplatser har vi aldrig ombetts bedöma, vilket ligger i sakens natur. Det rör sig om arbetsplatser med liten omsorg om människor.)
I något av företagen upplevs ledarskapet som lite otydligt: Är det en team-ledare, en
i laget, eller en produktgruppschef, en tjänsteman, som är chefen?I det närmaste enstämmigt anges särskilt att samarbetet mellan medarbetarna har
blivit mycket bättre. Man vet vad andra gör, rycker in där det behövs, kommunicerar mer och har mer gemensamma uppgifter. Det påverkar förstås stämningarna och upplevd situation på arbetsplatsen positivt.
Effekter av marknad, ägarförändringar, företagets ekonomi etc framkommer. Trygghet i arbetet gör det är lättare att skapa ett gott stöd, medan svårare situationer ofta skapar en ”vi-och-dom”-situation.
Lager
Inköp
Utveckling
Konstruktion
Bearbetning
Blandad tillverkning
Komplett-montering
Montering 1
Montering 2
Bearbetning
Blandad tillverkning
Komplett-montering
Montering 1
Montering 2
Bearbetning
3 grupper Teknisk utveckling
3 grupper Teknisk utveckling

Smart Lean
32 IVF-skrift 06813
Arbetsplatsanalyserna visade i alla sju fall på ett jämförelsevis mycket gott stöd- och belöningssystem. De närmaste cheferna är mer närvarande och uppvisar ett mer stödjande ledarskap än normalt. Samarbetet inom arbetslagen är betydligt bättre. Lönenivåerna verkar i de flesta fall ligga något över vad som är typiskt för orten och det arbete man har. Också erkännande genom uppmärksamhet är viktig. Med ett tydligt undantag upplevs de undersökta arbetsplatserna erbjuda jämförelsevis trygga jobb.
Olycksrisker Överlag verkar man ha arbetat ganska mycket med ökad säkerhet. Hydro Automo-
tive i Charlottenberg har till exempel ett rapport- och belöningssystem för alla initiativ som förbättrar säkerhet, däremot inte för produktionstekniska förbättringar.
Många företag uppger att ordning och reda blivit radikalt bättre och att det tydligt avspeglat sig i färre personskador och tillbud. De flesta verkar också som en del i processförbättringar ha arbetat med förbättring av skydd, både tekniskt och disciplinen att använda dem. Bättre förebyggande underhåll har minskat behov av att gå in i maskiner under arbete. Någon uppger att man framför allt känner till riskerna betydligt bättre.
Vid de arbetsplatser som analyserats närmare fanns en del tydliga risker. Vissa operationer var potentiellt mycket riskfyllda, men väl skyddade. Vid flertalet av dem var säkerhetsmedvetandet jämförelsevis gott, men inte exemplariskt. Disciplinen kring maskinskydd och andra säkerhetsrutiner var oftast god. Ordningen var hög jämfört med industristandard vilket minskar risken för till exempel snubbling, halkning, fall, klämning och skärsår. En vanlig risk vid flera av arbetsplatserna var trucktrafik, ofta blandad med, eller korsande mot, gångtrafiken. Truckolyckor är bland de vanligaste olyckorna i industrimiljö, och det finns en tendens att Lean ökar trucktrafiken genom mindre materialpartier, just-in-time och tätare leveranser.
Diskriminering, mångfald och jämställdhet De flesta har få kvinnor i produktionen och många vill öka andelen (trots att kvinnor
som grupp har högre sjukfrånvaro, det tror man inte behöver vara så). Arbetsplatser med jämn könsfördelning förekommer också. En del uppger att kvinnor ofta place-ras i monotonare jobb (och att de inte vill lämna dem), medan andra uppger att det inte finns någon skillnad i uppgifter, status eller lön. Kvinnor avancerar mer sällan än män i företaget, men något företag anger att det är god balans. Jämställdhets-planer är i de flesta fall papperskonstruktioner.
Inslaget av medarbetare med utländsk bakgrund varierar stort, från 0 till 35 procent. Där det finns upplevs det som oproblematiskt av svarslämnarna. I något fall har det dock i början förekommit slitningar eller intressemotsättningar mellan olika grupper.
Medarbetarna är överlag unga. I något fall är det en medveten inriktning, i andra en effekt av att de äldre slutat, gått vidare till andra uppgifter eller fått förtidspen-sion. Där äldre finns upplevs det relativt oproblematiskt. Två företag uppger att äldre är svårare att få med i förändringsarbetet och att de inte vill acceptera rotation, men ett företag betonar i stället äldres bättre ordning och reda.
Flera uppger att Lean-arbetet har haft en gynnsam effekt för lika behandling, men det verkar inte vara en särskilt stark effekt.

IVF-skrift 06813 33
Smart Lean
Poängbedömning och visualisering
För att på något sätt kvantifiera resultaten har intervjusvaren mycket subjektivt tolkats av oss enligt en skala från 1 till 10, vilket avses spegla hur långt respektive företag kommit med Lean och vilka effekter på arbetsmiljön man ser. Skalan ser ut så här:
10 Excellens9 Toppklass, ett föredöme8 Mycket hög nivå7 Bland de bättre svenska företagen inom de egna segmentet6 Hög nivå5 Tydligt högre nivå än det vanliga i företag4 Något högre nivå än typiskt3 Nivå som är typisk för svenska tillverkningsföretag2 Lägre nivå än typiskt1 Låg nivå
Bedömningen för ”medelföretaget” av de 22 företag som intervjuats, besökts eller analyserats illustreras i bild 13–15. I bilaga 2 finns motsvarande radardiagram för var och ett av de 22 företagen.
Bild 13 En illustration av informationen från de 22 företagen. Var och en av de sju faktorerna är av ett antal
underliggande principer och parametrar. Högsta, lägsta samt medbedömning för respektive faktor har angivits i diagrammet, det är alltså inte samma företag runt hela cirkeln.
Långsiktighet
Låg sjukfrånvaro
Ergonomi
Arbetsinnehåll
Personsäkerhet
Problemlösning
Människorna
Process, flöde
Medel LeanMedel arbetsmiljöLägstHögstTypisk svensk industri
Leans "4P"14 principer för Lean
Principer för god arbetsmiljö

Smart Lean
34 IVF-skrift 06813
Bild 14 Visualisering av skattningarna för enskilda Lean-principer, vars efterlevnad bedömts i de 22 företagen. Principerna är grupperade i ”4 P” enligt bild 2 på sida 7. Staplarna indikerar medelvärden och strecken variationen mellan företagen (standardavvikelserna).
Bild 15 Indikation av skattningar för några arbetsmiljöfaktorer vid de 22 företagen. Den första avser sjukfrånvaron (högt värde = låg frånvaro), därefter fem ergonomifaktorer, tre som beskriver arbetsinnehåll (där höga krav ger en hög stapel) och fyra som avser låga olycksrisker.
Skattning av ett antal arbetsmiljöparametrar vid 22 företag
1
2
3
4
5
6
7
8
9
10
Truck
ar, ford
on
Vikt/kra
ft
Krav
Mask
iner, f
örem
ål i rö
relse
Stöd
Kontroll
Paus, åte
rhäm
tnin
g
Variatio
n
Cykeltid
Arbetss
tälln
ing
Sjukfrå
nvarobety
g
Mate
rial, r
edskap, o
rdnin
g och
reda
Fall,
hopp
Skattning av Leans 14 principer vid 22 företag
1
2
3
4
5
6
7
8
9
10
Se själv
Efterfr
ågestyrn
ing
Synlighet
Medarb
etare
Ledare
Pålitlig
teknik
Standard
iserin
g
Stopp av p
roce
sser
Utjäm
ning
Flöden
Långsiktig
het
Partners
Beslut. g
enomfö
ra
Lärande o
rganisa
tion

IVF-skrift 06813 35
Smart Lean
Bild 16 Samband mellan medelvärdet av skattningarna för Lean-principerna och skattningarna för arbets-miljöfaktorerna. Varje företag representeras av en punkt.
Ett svagt samband kan skönjas för medelvärdet av de fyra ”P-na” för Lean (”Grad
av Lean”) och medelvärdet av de tre arbetsmiljökriterierna, se diagrammet i bild 16.
Observera att undersökningens 22 företag är ett positivt urval, de tillhör Sveriges mer framgångsrika produktionsföretag. Urvalet förklarar varför alla ligger över den av oss skattade nivån för ett typiskt svenskt industriföretag, både vad gäller ”graden av Lean” och arbetsmiljön. Det gäller helheten, medelvärdena, inte alla underliggande enskilda värden.
Det tycks finnas ett samband så att de av företagen som ligger långt framme i sitt införande av Lean också skulle ha en jämförelsevis god arbetsmiljösituation. En del av företagen avviker uppenbarligen från detta genom att ligga högt på arbetsmiljöskalan och relativt lågt på Lean-skalan, eller tvärtom.
Man kan definitivt inte från denna visualisering dra någon entydig slutsats att Lean ger god arbetsmiljö, av följande skäl:
• De 22 företagen är företag som är aktiva och går bra och resultaten kan inte generaliseras till företag i allmänhet.
• Orsakssammanhanget går inte att avgöra: Orsakas god arbetsmiljö av Lean-arbetet eller omvänt, eller finns det underliggande gemensamma faktorer?
• Skattningarna, liksom informationen från företagen som skattningarna bygger på, är mycket subjektiva och det finns en betydande risk att det blir en ”smitto-effekt” mellan skattningar för olika faktorer, de blir inte helt oberoende av varandra.
Det finns alltså en stor osäkerhet i denna visualisering. Vi väljer ändå att återge den, eftersom vi bedömer att helhetsbilden är intressant.
1
2
3
4
5
6
7
8
9
10
1 2 3 4 5 6 7 8 9 10"Grad av Lean"
Arb
ets
mil
jöb
ed
öm
nin
g
Typiskt svenskt
industriföretag

Smart Lean
36 IVF-skrift 06813
Ett produktionsarbete som är både produktivt och stimulerande?
Lean-konceptet får ett allt större genomslag i svensk industri. Från fokus på de fysiska processerna förskjuts intresset successivt mot människornas samverkan i organisationen mot ständig utveckling, Lean som en utvecklingsmodell, inte som ett tillstånd. De företag som kan utvecklas snabbare än omvärlden, och göra det uthål-ligt, vinner de verkligt stora konkurrensfördelarna.
Vår bedömning är att den svenska traditionen inom arbetslivet ger en möjlighet här. Historiskt har arbetskraften i Sverige en hög grad av baskompetens, teknikmog-nad, ansvarstagande, lojalitet, kommunikationsförmåga och förändringsacceptans. Det kan nyttjas att bygga en styrka i det industriella arbetssätt som nu växer fram i hela den utvecklade delen av världen.
Som ett led att göra det diskuterar vi i det följande tre tämligen långtgående utmaningar, och ger sedan några scenarier för en framtida produktionsarbetsplats.
Utmaningarna
Utmaning 1: Få förbättringsarbetet att ”lyfta”, till en dynamisk situation där såväl verksamheten som medarbetarna utvecklas i snabb takt!
Alla företag i studien arbetar med förbättringsgrupper, oftast knutna till arbetslagen, men ibland som särskilda grupper. Oftast finns tavlor där förslag anslås, prioriteras och följs upp. I en del fall finns en mycket imponerande aktivitet. I andra fall är det stor skillnad på intentioner och utfall. Det är vanligt att
• det finns stora skillnader mellan olika delar av företagen
• en hög aktivitet klingar av
• många idéer kommer, men tas inte om hand
• ledningens och medarbetarnas uppfattningar om hur det fungerar skiljer sig stort
Vi ser ofta förslagstavlor med bara några mycket gamla, ej genomförda förslag och där inget hänt på flera månader. Det är uppenbart att ett bra system och goda inten-tioner inte är tillräckligt. Vad ska man göra för att förbättringsarbetet ska bli en självgående och bestående verksamhet med stor påverkanskraft och högt engage-mang från hela organisationen?
Utmaning 2: Se till att arbetslagen verkligen ”äger” sin process, och tar det fulla ansvaret inte bara för drift utan också för planering, materialförsörjning, underhåll och framför allt för processens utveckling!
Med ägande menas här att man känner huvudansvar för processens funktion och utveckling. Rimligen bör man då ha den största kunskapen om den inom företaget. Så är det sällan idag, inte heller vid de flesta av de undersökta företagen. De flesta arbetslag upplever fortfarande att de servar sina maskiner åt någon annan.

IVF-skrift 06813 37
Smart Lean
Arbetslagen har ett ökande underhållsansvar, men fortfarande oftast av enklare karaktär, typiskt städning, smörjning, verktygsbyten och viss justering. Mer avance-rade underhållsinsatser sköts av underhållsavdelningen, som kan maskinerna betydligt bättre.
I en del fall har arbetslagen stor del i nyanskaffningar och ombyggnader, men i de flesta fall lämnar man bara synpunkter på förslag som utarbetas av en produk-tionstekniker eller utvecklingsingenjör utanför arbetslagen.
Kan man utveckla arbetslagens kompetens och drivkraft till en nivå där de blir företagets experter på sin process? Ska det i så fall ske genom att individerna i laget får ny kompetens eller genom att laget tillförs individer som idag inte tillhör det? Eller kanske lagen ”köper” sin kompetens när de behöver den?
Utmaning 3: Utnyttja medarbetarnas hela kapacitet, och gör arbetet spännande, kreativt och överblickbart, med ergonomisk och mental variation!
Variationen i belastningen på kroppen är generellt för låg för vad som är långsiktigt hälsosamt. Man behöver kunna växla mellan olika kroppsställningar och använd-ning av olika muskelgrupper. Ständigt låg belastning i en bekväm ställning är inte heller bra. Projektföretagen avviker här inte mycket från andra företag, trots mer arbetsrotation. Det beror på att man roterar mellan likartade belastningssituationer.
Även den intellektuella utmaningen och variationen fortsätter att vara begränsad. Även om det vid projektföretagen oftare finns ett aktivt förbättringsarbete och till-kommande uppgifter, till exempel med planering eller utveckling, är omfattningen tydligt begränsad. Den är ofta inte tillräcklig för att göra arbetet spännande och kreativt. Det finns en uppenbar och tydlig inställning i de flesta arbetslag att ”det där sköter andra”. Därmed tappas också möjligheten att nyttja de flesta medarbetares kreativitet för företagets utveckling.
Det är inte lätt att möta dessa tre utmaningar, och inget som kommer att kunna ske över en natt. Men en långsiktig strävan i denna riktning kan ge ökade möjlig-heter att ta vara på de historiska konkurrensfördelar den svenska industrin har. Tydliga steg har tagits vid många av projektföretagen, men det finns en potential inom Lean-konceptet som är ännu långt ifrån utnyttjad. Mer kunskap om vikten av att göra detta och om hur det ska ske behövs.
Scenarier för en ”Lean” och god arbetsplats Hur kan det framtida produktionsarbetet se ut för att skapa både god arbetssituation
och hög effektivitet? Hur kan principerna i Lean utnyttjas och utmaningarna ovan mötas i en framtida situation?
I projektet har tänkbara framtida (ideal)situationer diskuterats, och några av dessa scenarier illustreras i bild 17 på följande uppslag i form av bilder för ett exempelföretag. De är dragna ganska långt mot en extrem för att tydliggöra under-liggande idéer. De ska inte ses som ett ”facit”, eller vår rekommendation, utan tjänar till att ge inspiration för en mer aktiv utveckling av den egna arbetsplatsen.
Scenarierna diskuterades vid det seminarium som avhölls inom projektet och dit alla de undersökta företagen inbjöds. Företagsrepresentanterna poängterade att mycket av dessa principer tillämpas redan idag, men att det krävs väldigt stora för-ändringar i tankesätt, kompetens etc för att dra situationen så långt som här indikeras.

Smart Lean
38 IVF-skrift 06813
Exempelföretaget - utgångsläge
Ledning
Utveckling
Produkt Process
Marknad
Försäljning
Beredning
Planering
Ekonomi
PersonalAdministration
MaterialLager
PackningLeverans
Slutmontering, line
Ämnes-tillverkning För-
montering
Komponent-tillverkning
Service
Under-håll
14 4
6
6
7
5 64 44
4
2
4
40 30
Det framtida företaget - alt 1, Ökad rotation
Ledning
Utveckling
Produkt Process
Marknad
Försäljning
Beredning
Planering
Ekonomi
PersonalAdministration
MaterialLager
PackningLeverans
Slutmontering, line
Ämnes-tillverkning För-
montering
Komponent-tillverkning
Service
Under-håll
14 4
6
6
7
5 64 44
4
2
4
40 30Inom flödena: 2 tim
Mellanflödena:4 veckor(rullande)
Andrafunktioner:
3 mån/år(rullande)
Det framtida företaget - alt 2, Integration
Produkt A
Ledning 5
60 10
20
Produkt B19
Produkt C15
Produkt D10
Funktionellt
samarbete
Köp

IVF-skrift 06813 39
Smart Lean
Bild 17 Fyra alternativa organisationsmodeller för ett typiskt, men fiktivt, industriföretag. Modellerna är avsedda att bidra till att möta de tidigare beskrivna utmaningarna, och alltså kunna erbjuda en bättre arbetssituation och högre effektivitet. Modellerna är dragna till en extrem för att tydliggöra tankarna, möjligheterna till realisering beror på en mängd omständigheter.
Det framtida företaget - alt 3, Processutveckling
Ledning
UtvecklingProdukt
MarknadFörsäljning
Ekonomi PersonalAdministration
MaterialLager
PackningLeverans
Slutmonteringsprocess
Ämnes-automat
Service
4
4 6 43
4
40 30
Komponent-automater
DriftUnderhållUtveckling
9 Monterings-automat
DriftUnderhållUtveckling
8
DriftUnderhållUtveckling
19
DriftUnderhållUtveckling 9
Det framtida företaget - alt 4, Parallellmontering
Ledning
Utveckling
Produkt Process
Marknad
Försäljning
Beredning
Planering
Ekonomi
PersonalAdministration
MaterialLager
PackningLeverans
Ämnes-tillverkning
Komponent-tillverkning
Service
Under-håll
4
6
6
6 6
Monte-rings-grupp
4 44
4
2
4
40 30
Monte-rings-grupp
Monte-rings-grupp
Monte-rings-grupp
4 X 5 = 20

Smart Lean
40 IVF-skrift 06813
Utgångsläget är en bild av ett typiskt nutida företag, med produktionsavdelningar (violett), tjänsteavdelningar (gult), produktflöden (blå pilar), operatörer (röda punkter) och tjänstemän (gröna punkter). Det finns en tydlig åtskillnad mellan produktion och kontor, många uppgifter är monotona och förändringstakten är låg.
En möjlighet, alternativ 1 i bilden, är att öka arbetsinnehåll genom radikalt ökad rotation, som också inkluderar skifte till andra produktionsgrupper och med vissa tjänstemannauppgifter. Det måste naturligtvis ske under en ganska lång tidsperiod så att de som berörs hinner lära sig, och så att man hittar de rätta formerna. Lärande, variation och överblick kommer att öka. Tanken är att effektiviteten också kan öka genom
• bättre insikt om företagets hela situation, kundernas krav etc
• ökat ansvarstagande
• ökad kreativitet och snabbare förbättringstakt genom helhetsinsikt
Ett annat alternativ är att integrera företagets olika processer i mer avancerade produktverkstäder, närmast kompletta företag i företaget om man så vill. Det suddar ut gränserna mellan olika kategorier, och man får en småföretagssituation, med överblick, synlighet och naturligt samarbete. Effektiviteten kan öka bland annat genom kortare beslutsvägar och minskad byråkrati, kortare ledtider och större flexibilitet inom verkstäderna.
Ett tredje alternativ är en utveckling mot processindustri där den tekniska ut-vecklingen utnyttjas för att frikoppla människa och maskin. I detta fall utvecklas processen som en expertfunktion som ”servar” resten av företaget. Processen ”ägs” av dem som arbetar med den, och det finns ingen annan som kan den bättre. Arbe-tets fokus förskjuts från själva driften, som förmodas ske mer automatiserat, till underhåll och utveckling. Driften är givetvis kvar, och manuella insatser behövs, men tonvikten och den mentala modellen är annorlunda. Här förutsätts effektiviteten öka genom att excellens utvecklas i de olika processerna.
Ett fjärde alternativ är helmontering. Det mest kända exemplet är Volvo Person-vagnars Uddevallafabrik, där man monterade en komplett bil i en arbetsstation, vilket dock nu övergivits för serietillverkning i linje. En orsak var att man inte lyckades tillvarata möjligheter till produktivitetsutveckling, en annan var otillräcklig styrmöjlighet från ledningen. Modellens potential för hög produktivitet är omdebat-terad. Hel-montering kan vara effektiv för kortare serier, pilotproduktion eller hög kundanpassning och står i sig inte i motsatsförhållande till Lean-koneptet.
Ett upplägg som liknar alternativ 4, alltså hel-, dock- eller parallellmontering, men är mindre radikalt, är att låta personer följa produkten under dess väg genom produktionen, vilket fortfarande är relativt vanligt.
Det finns många andra tänkbara utvecklingsvägar, inte minst kombinationer av ovanstående. Vilken väg som är lämpad för ett enskilt företag påverkas av en lång rad förhållanden, som produktens komplexitet, marknadssituation, förändringstakt, kompetenskrav och personalstatus. Om ett företag tillägnar sig en egen bild av vart man vill, så ökar rimligen möjligheten till en mer medveten utveckling åt önskat håll.

IVF-skrift 06813 41
Smart Lean
Slutsatser
Många faktorer styr arbetssituationen. Lean-insatser påverkar bara en del av dem, och dessa insatser kan dessutom göras på mycket olika sätt. Informationen från de 22 företagen är absolut inte tillräcklig för att man ska kunna dra slutsatsen att ”Lean är bra”, alternativt ”Lean är dåligt”, för en god arbetssituation.
Ändå tycker vi oss kunna se att det finns positiva faktorer som kan tas tillvara. De hör framför allt samman med
• manifestering av ett långsiktigt intresse att utveckla verksamheten, vilket skapar tilltro och stolthet
• satsning på ledarskap, utveckling och lärande, vilket kan berika arbetet
• engagemang av alla i organisationen, vilket skapar delaktighet och utlopp för kreativitet
• ordning och reda, vilket minskar olycksriskerna och ger en grund för fortsatt utveckling
• en vilja att ta tag i problem, vilket kan inkludera till exempel olycksrisker eller dålig ergonomi.
Det kan också finnas negativa effekter på arbetssituationen. I flera av företagen kan man se en minskad variation direkt i arbetet, vilket möjligen ger ett mer enahanda och ergonomiskt ensidigt arbete. Det är långt ifrån någon entydig trend, och ett par företag har gått motsatt väg och förlängt arbetscyklerna genom att låta varje opera-tör följa produkterna genom hela kedjan. Många företag har också infört mer syste-matisk rotation och dessutom tillfört kompletterande kringuppgifter, som planering, materialhantering, underhåll och förbättringsarbete. I de flesta fall är dock dessa kringuppgifter av begränsat omfång i tid.
Men tillkortakommandena för arbetssituationen verkar framför allt höra samman med att Lean, och de fem punkterna ovan, av olika anledningar inte har genomförts tillräckligt väl och konsekvent. Alltför ofta investerar företagsledningarna inte till-räckligt av sitt engagemang för att förstå och genomföra Lean fullt ut. Man lyckas då inte genomföra de fem punkterna ovan och arbetar vidare med
• en oförändrad och ganska toppstyrd arbetsorganisation
• stora fysiska och mentala avstånd mellan ledning/tjänstemän och arbetare
• osystematisk kompetensutveckling
• bristfälligt omhändertagande av idéer och förslag
• otillräckliga befogenheter på ”golvet”
• processer som låser medarbetarna i kortcykligt arbete för att serva maskiner
• bristande möjlighet för verkstadens medarbetare att utvecklas
• kortsiktiga och ofta ensidigt ekonomiska mål.

Smart Lean
42 IVF-skrift 06813
Men detta är alltså inte negativa effekter av Lean, utan ett dåligt utnyttjande av Leans möjligheter. De negativa effekterna hade existerat även utan Lean.
Den övergripande slutsatsen blir alltså att
Lean ger stora möjligheter för både en god arbetssituation och en hög effektivitet, men det sker inte automatiskt utan bara genom en stor medvetenhet och vilja att göra verklighet av möjligheterna.
Fortsatt arbete Etapp 1 av projektet har alltså visat att Lean ger möjligheter att finna en synergi
mellan god arbetssituation och hög effektivitet. Medarbetarna kan i så fall bidra mer till företagets mål och utveckling och samtidigt ha ett bra arbete och utvecklas själva.
Etapp 2 av projektet syftar till att visa hur det konkret kan ske. Det finns ett stort antal frågor som behöver bearbetas för att möjligheterna ska tas till vara på svenska arbetsplatser:
• Hur ska man i praktiken utnyttja Lean-konceptet för att skapa en god arbets-situation med större arbetsinnehåll, lärande, kreativitet, påverkansmöjlighet och variation?
• Hur kan man försäkra sig om att man faktiskt får en ömsesidig förstärkning mellan en god arbetssituation och hög effektivitet?
• Kan man skapa påvisbara konkurrensfördelar genom att utnyttja den skandi-naviska arbetstraditionen för att förstärka Lean?
• Hur kan införandeprocessen för Lean utvecklas så att dess möjligheter för arbetsmiljön utnyttjas och dess hot undviks?
• Kan motivationen för och drivkraften hos ledningen att faktiskt göra det förstärkas?
• Kan personalens motivation och medverkan stärkas, och i så fall hur?
• Går det att skapa en samsyn inte bara kring ”vad som ska göras” utan också kring ambitioner och visioner för företagets utveckling, alltså varför det ska göras?
• Vilken effekt på medarbetarengagemanget uppstår genom olika specifika ledningsaktiviteter för ökat engagemang och genom andra pågående föränd-ringar inom företaget?
• Vilket stöd och vilken metodik behöver förändringsagenter och projektgrupper, som arbetar med införande av Lean eller rationalisering i övrigt?
• Vilka verktyg kan skapas för att stödja processen?

IVF-skrift 06813 43
Smart Lean
Referenser
1 Bearbetat från Nationalräkenskaper 1998-2003, Statistiska meddelanden nr 10 2004, SCB
2 Allt högre produktivitet inom industrin. Nya fakta & statistik Framtidens Näringsliv, nr 7 2006, Nutek
3 Rosenblad C: Om BNP ska tjäna sitt syfte borde det spegla vår egen kraft. Dagens Industri Debatt 23 april 2005.
4 Rune A: SCB och KI ritar kartor utan att bry sig om terrängen. Dagens Industri Debatt 3 april 2005.
5 Berg S: Flytta ut produktion minskar BNP men kan öka produktiviteten. Dagens Industri Debatt 12 april 2005.
6 Made in Sweden, Produktion för konkurrenskraft - Syntesrapport. Stockholm: IVA rapport M 349 (2005)
7 Bengtsson L, Berggren C, Lind J (red): Alternativ till outsourcing. Liber (2005).
8 Kinnander A, Almström P: Att mäta produktivitetspotentialen. Stockholm: Nutek-rapport R2006:04 (2005)
9 Thornell H: Lägga ut produktion har varit alltför bekvämt. Dagens Industri Debatt 19 april 2005.
10 Johnsson J: Produktion – i hemlighet. Verkstäderna nr 10 2005
11 Womack J P, Jones D T, Roos D: The Machine That Changed the World: The Story of Lean Production. Mac Millan & Rawson Associates (1991)
12 International Herald Tribune May 12, 2004
13 Monden Y: Toyota Production System. An Integrated Approach to Just-in Time. 1a uppl., Institute of Industrial Engineers, 1983.
14 Karlsson C, Åhlström P: Lean Production versus magra organisationer. I Magra organisationer i arbetslivet – Avveckla eller utveckla? Rådet för Arbetslivsforskning 2000.
15 Härenstam A, Bejerot E, Leijon Och, Schéele P, Waldenström K (MOA-projektet): Multilevel analyses of organizational change and working ocnditions in public and private sector. Europ. J. Work Org. Psyh., 2004,13 (3), 305-343
16 Dabhilkar M, Bengtsson L: Lean Manufacturing in Sweden: Reinforcement of Taylorism or basis for sustainable work systems? Högskolan i Gävle (2005).
17 Börnfelt PO: Förändringskompetens på industrigolvet. Arbete och Hälsa 2006:1.
18 Liker J K: The Toyota Way – Fourteen Management Principles from the World´s Greatest manufacturer. Productivity Press (2004)
19 Hino S: Inside the Mind of Toyota: Management Principles for Enduring Growth. Engelsk översättning Productivity Press (2005)
20 Helling J: Världsmästarna. En ny generation av tillverkningsföretag. Selin & Partner, Stockholm (utg 2, 1992).
21 Takahiro F: The evolution of a Manufacturing System at Toyota. Oxford University Press (1999).

Smart Lean
44 IVF-skrift 06813
22 Iritani T, Koide I, Sugimoto Y: Strategy for Health and Safety Management at an Automobile Company – From the Prevention of Low Back Pain to Toyota’s Verification of Assembly Line (TVAL). Ind Health 1997 (35), 249-258.
23 Benders J, Morita M: Changes in Toyota Motors’ operations management. International Journal of Production Research, vol. 42 (2004), nr 3, s 433-444
24 Marklund S, Bjurvald M, Hogstedt C, Palmer E, Theorell T (red): Den höga sjukfrånvaron – problem och lösningar. Arbetslivsinstitutet (2005)
25 Sjukskrivning – orsaker, konsekvenser och praxis. SBU, Statens beredning för medicinsk utvärdering, rapport 167 (2003)
26 Den svenska sjukan II - regelverk och försäkringsmedicinska bedömningar i åtta länder. Socialdepartementet, Ds 2003:63
27 Orsaker till skillnader i kvinnors och mäns sjukskrivningsmönster – en kunskapsöversikt. RFV Analyserar 2004:16, Riksförsäkringsverket, Stockholm (2004)
28 Rohstein B, Boräng F: Dags att dra in guldklockorna? Om rörlighet och sjukfrånvaron på den svenska arbetsmarkanden. I Arbetsrätt, rörlighet och tillväxt, ITPS rapport A005:016
29 Hogstedt C, Bjurvald M, Marklund S, Palmer E, Theorell T: Den höga sjukfrånvarion – sanning och konsekvens. Statens Folkhälsoinstitut R2004:15
30 Bastin M, Fredriksson K, Andersson A: Arbetsmiljö och arbetsrelaterad frånvaro. Bilaga 4 till SOU 2003:13
31 Arbetsorsakade besvär 2005. Statistiska Meddelanden AM43 SM0501 Arbetsmiljöverket och SCB
32 Sjukfrånvaro och ohälsa i Sverige – en belysning utifrån SCB:s statistik. SCB rapport 2004:03
33 Kortperiodisk sysselsättningsstatistik 3e kvartalet 2005. Statistiska Meddelanden AM63 SM0504, SCB
34 Arbetsskador 2004. Arbetsmiljöverket rapport 2006:1
35 Barklöf K, ed: Smärtgränsen? En antologi om hälsokonsekvenser i magra organisationer. Rådet för arbetslivsforskning (2000)
36 Landbergis PA, Cahill J, Schnall P: The Impact of Lean Production and Related New Systems of Work Organisation on Worker Health. Journal of Occupational Health Psychology vol 4 (1999), nr 2, s 108-130
37 Schouteten R, Benders J: Lean Production Assessd by Karasek’s Demand-Job Control Model, Economic and Industrial Democracy vol 25 (2004), nr 3 s 347-373
38 Danford A: Japanese Management Techniques & British Workers. Mansell Publishing, London (1999)
39 Stewart P, Lewchuk W, Pulignano V, Ramalho JR, Santana MA, Yates C, Saruta M, Danford A: Labour control and the erosion of labour standards: an international study of the quality of working life in the automobile industry (Brazil, Canada, Italy, Japan and the UK). Trabalho apresentado no GT 24 Trabalhadores, Sindicatos e a Nova Questão Social
40 Sandberg Å: Enriching Production. Avebury, Aldershot (1995)

IVF-skrift 06813 45
Smart Lean
41 Engström T, Johansson JÅ, Jonsson D, Medbo L: Empirical evaluation of the reformed assembly work at the Volvo Uddevalla plant: Psychosocial effects and performance aspects. International Journal of Industrial Ergonomics, vol 16 (1995), s 293-308
42 Karasek R, Theorell T: Healthy Work. Stress, Productivity and the Reconstruction of Working Life, Basic Books (1990)
43 Jensen I, Roos P m fl: Hälsa och Produktivitet. Slutrapport: Del 2 för AHA-studien; Arbete och Hälsa inom process och verkstadsindustrin. (2005)
44 Karling M, Bäck J, Jarebrant C, Lindström V: Rik och frisk, eller fattig och sjuk? IVF-rapport 03004, Mölndal (2003)
45 Jarebrant C, Mathiassen SE, Winkel J, Öjmertz B: ERGONOVA, Ergonomisk Värdeflödesanalys. Handledning, IVF-skrift 05801, och Arbetsbok, IVF-skrift 05802, Mölndal (2005).
46 Karling M, Brohammer G: WEST – en metod som bedömer hela arbetsmiljön. IVF-skrift 02801, Mölndal (2002)
47 Siegrist J, Peter R: Measuring Effort-Reward Imbalance at Work: guidelines, University of Düsseldorf (1999)
48 BS 8800:1996: Guide to Occupational Health and Safety Management Systems, British Standards Institute (1996)

Bilaga 1
Smart Lean - frågeunderlag företagsintervjuer
Datum telefon/besök
Deltagare
Företaget, bakgrundsinformation
Namn
Kontaktpersoner, telefon, e-post
Produkter, verksamhet
Kunder
Ägare
Antal anställda Omsättning Resultat
Utveckling, trender
Arbetet med Lean
Startade när
Varför startade man?Vad ville man uppnå?
Mål och vision?
Vilka delar av företaget har berörts? Pilot/total?
Ansvarig, position
Engagemang ledning respektive medarbetare
Erfarenheter av processen hittills

Bilaga 1
Uppnådda resultat
Relativt mål
± antal anställda ± omsättning ± resultat
Produktivitet
Övriga effekter
Filosofin
Långsiktighet
• Målformulering • Gällt sedan? • Mål i praktiken • Efterlevnad
Processerna
Flöden
• Ledtider • Satsstorlek • Mellanlager
Efterfrågestyrning
• Planeringspunkt • Informationsflöde • Kundpåverkan
Utjämning
• Cykeltider • Hur balanseras? • Variation takt • Varianter
Stopp av processer
• Vem får stoppa? • Hur ofta sker det? • Vad händer då?

Bilaga 1
Standardisering
• Hur beskrivs? • Fungerar de? • Vem specar? • Hur ändras?
Synlighet
• Överblick • Hjälpmedel • Vem uppdaterar?
Pålitlig teknik
• Störningar • Underhåll • Hur införs nytt?
Människorna
Ledare
• Krav på ledarna • Rekrytering • Omsättning • Utveckling
Medarbetare
• Utveckling • Träning • Handledning • Nya uppgifter • Går man vidare?
Partners
• Val av leverantörer • Utveckling av lev. • Kundsamverkan
Problemlösning
Se själv
• Tjänstemän, var? • Förändringsprojekt
Beslut, genomföra
• Samråd • Beslutstid • Genomförandetid • Exempel?

Bilaga 1
Lärande organisation
• Teamarbete • Förslag, omfattning • Genomförande • Tid för reflektion • Förbättringsarbete
Arbetsmiljö och hälsa, övergripande
Arbete för att under-söka arbetsmiljön
Sjukfrånvaro Varav långtid Tjm-kollektiv
Personalomsättning Arbetsskador Män-kvinnor
Trender
Information och öppenhet
Arbetsintensitet, ergonomi
Arbetsställning
Vikt/kraft
Cykeltid
Variation(ergonomisk potential)
Paus, återhämtning(porositet)
Övrigt

Bilaga 1
Arbetsinnehåll, psykiska och sociala faktorer
Krav
• Upplevd belastning • Tempo • Koncentration • Ansvar, risker • Störningar
Kontroll
• Lärande • Kreativitet • Variation • Frihet (hur/vad/när) • Inflytande
Stöd
• Ledarskap • Samarbete • Trygghet • Belöning
Olycksrisker
Maskiner, föremål i rörelse
Material, redskap, ordning och reda
Truckar, fordon
Fall, hopp
Diskriminering
Hierarki, organisation
Utrymme för olikheter
Jämställdhets- och mångfaldsarbete
Kvinnors ställning
Invandrare
Äldre

Bilaga 1
Övriga noteringar:

Bilaga 2
Visualisering av bedömningar från enskilda företag
Nedan illustreras skattningarna av anpassningen till de 14 Lean-principerna (indelade i ”4 P”) och arbetsmiljöprestanda som gjorts för de 22 företagen som intervjuats eller analyserats i projektet i ”radardiagram”. Eftersom skattningarna innehåller subjektiva element finns stora felkällor i de enskilda bedömningarna och vi väljer därför att inte namge företagen här. Vi bedömer ändå helhetsbilden av läge och variationer som intressant varför vi ändå redovisar dessa bilder.
De sista två företagen är tjänstearbetsplatser och skiljer sig märkbart från de övriga som avser produktionsarbete.
Till höger indikeras också startår för Leanarbetet (eller motsvarande), förändring i antalet anställda i procent per år, årlig angiven produktivitetsutveckling, angiven sjukfrånvaro (anges som ett negativt tal). Slutligen indikeras också i diagram vinstutvecklingen 2001-2004 hämtade från redovisade bokslut jämför med medel-värdena för de 22 företagen respektive för alla svenska tillverkningsföretag med mer än 10 anställda.
Observera att boksluten ofta avser en större del av ett företag än det som intervjuerna bedömer och att bokslut kan innehålla avgörande finansiella poster. Det är alltså bara fråga om en mycket grov indikation.
Förklaring radardiagrammen: Förklaring nyckeltal:
Skattning Lean-principerna för företaget Ändrat antal anställda (% per år) Skattning arbetsmiljöfaktorer för företaget Produktivitetsutveckling (% per år)
Medelvärde för alla företag Sjukfrånvaro (%), visas negativ Lägsta skattning för respektive faktor Vinstutveckling 2001 - 2004 Högsta skattning för respektive faktor Vinstutveckling medel 22 företag Typisk svensk industri, enligt skalans definition Vinstutveckling medel alla företag
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2001 5 %
17 %8 %5 %
17 %8 %
-10%
-5%
0%
5%
10%
15%
2004200320022001
OBS! Områdena för bokslut och Lean-studien överensstämmer inte.

Bilaga 2
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2004
-10 % 15 %1 %
-10%
-5%
0%
5%
10%
15%
2004200320022001
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2003
0 % 12 %Sjukfrånvaro ej angiven0 % 12 %Sjukfrånvaro ej angiven
-10%
-5%
0%
5%
10%
15%
2004200320022001
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2001
10 %6 %6 %
10 %6 %6 %
-10%
-5%
0%
5%
10%
15%
2004200320022001

Bilaga 2
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 1993 -10 % Produktivitetsutveckling ej
angiven, bedömd positiv9 %-10 % Produktivitetsutveckling ej
angiven, bedömd positiv9 %
-10%
-5%
0%
5%
10%
15%
2004200320022001
OBS! Områdena för bokslut och Lean-studien överensstämmer inte.
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2004
2 %7 % Produktivitetsutveckling ej
angiven, bedömd positiv2 %
7 % Produktivitetsutveckling ej angiven, bedömd positiv
-10%
-5%
0%
5%
10%
15%
2004200320022001
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2003
0 % 12 %Sjukfrånvaro ej angiven0 % 12 %Sjukfrånvaro ej angiven
-10%
-5%
0%
5%
10%
15%
2004200320022001

Bilaga 2
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2003
10 %15%3%
10 %15%3%
-10%
-5%
0%
5%
10%
15%
2004200320022001
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2002
2 %13 %6 %
2 %13 %6 %
-10%
-5%
0%
5%
10%
15%
2004200320022001
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 1993
1 %20 %4 %
1 %20 %4 %
-10%
-5%
0%
5%
10%
15%
2004200320022001
OBS! Områdena för bokslut och Lean-studien överensstämmer inte.

Bilaga 2
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2001
-3 %8 %13 %
-3 %8 %13 %
-10%
-5%
0%
5%
10%
15%
2004200320022001
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2001
-3 %10 %6 %
-3 %10 %6 %
Relevant bokslut ej tillgängligt.
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 1998
-6 % 7 %8 %-6 % 7 %8 %
-10%
-5%
0%
5%
10%
15%
2004200320022001

Bilaga 2
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2001
-18 % 25 %7%
-18 % 25 %7%
Relevant bokslut ej tillgängligt.
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2003
16 %3 %
Produktivitetsutveckling ej angiven, bedömd positiv
16 %3 %
Produktivitetsutveckling ej angiven, bedömd positiv
-10%
-5%
0%
5%
10%
15%
2004200320022001
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2000
10 %6 %4 %
10 %6 %4 %
-10%
-5%
0%
5%
10%
15%
2004200320022001

Bilaga 2
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2001 -1 %
13 %Sjukfrånvaro ej angiven
-1 %13 %
Sjukfrånvaro ej angiven
-10%
-5%
0%
5%
10%
15%
2004200320022001
OBS! Områdena för bokslut och Lean-studien överensstämmer inte.
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 1985 0 %
4%8 %0 %
4%8 %
-10%
-5%
0%
5%
10%
15%
2004200320022001
OBS! Områdena för bokslut och Lean-studien överensstämmer inte.
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 1990 0 %
4 %5 %0 %
4 %5 %
-10%
-5%
0%
5%
10%
15%
2004200320022001
OBS! Områdena för bokslut och Lean-studien överensstämmer inte.

Bilaga 2
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2000
-3 %8 %4 %
-3 %8 %4 %
-10%
-5%
0%
5%
10%
15%
2004200320022001
OBS! Områdena för bokslut och Lean-studien överensstämmer inte.
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2000
Tjänstearbetsplats
5 %3 % Produktivitetsutveckling ej
angiven, bedömd positiv5 %
3 % Produktivitetsutveckling ej angiven, bedömd positiv
Relevant bokslut ej tillgängligt.
Långsiktighet
God ergonomi
Arbetsinnehåll
PersonsäkerhetProblemlösning
Människorna
Process, flöde
Start 2004
Tjänstearbetsplats
-2 % 40 %7 %
-2 % 40 %7 %
Relevant bokslut ej tillgängligt.