Embed Size (px)
Citation preview

This article was downloaded by [National Chiao Tung University 國立交通大學]On 27 April 2014 At 2357Publisher Taylor amp FrancisInforma Ltd Registered in England and Wales Registered Number 1072954 Registered office MortimerHouse 37-41 Mortimer Street London W1T 3JH UK
Materials and Manufacturing ProcessesPublication details including instructions for authors and subscription informationhttpwwwtandfonlinecomloilmmp20
FABRICATION AND CHARACTERIZATION OF Cu-SiCp
COMPOSITES FOR ELECTRICAL DISCHARGE MACHININGAPPLICATIONSKuen-Ming Shu a amp G C Tu aa Department of Materials Science and Engineering National Chiao-Tung University1001 Ta Hsueh Road Hsinchu 30050 TaiwanPublished online 07 Feb 2007
To cite this article Kuen-Ming Shu amp G C Tu (2001) FABRICATION AND CHARACTERIZATION OF Cu-SiCp COMPOSITES FORELECTRICAL DISCHARGE MACHINING APPLICATIONS Materials and Manufacturing Processes 164 483-502 DOI 101081AMP-100108522
To link to this article httpdxdoiorg101081AMP-100108522
PLEASE SCROLL DOWN FOR ARTICLE
Taylor amp Francis makes every effort to ensure the accuracy of all the information (the ldquoContentrdquo) containedin the publications on our platform However Taylor amp Francis our agents and our licensors make norepresentations or warranties whatsoever as to the accuracy completeness or suitability for any purpose ofthe Content Any opinions and views expressed in this publication are the opinions and views of the authorsand are not the views of or endorsed by Taylor amp Francis The accuracy of the Content should not be reliedupon and should be independently verified with primary sources of information Taylor and Francis shallnot be liable for any losses actions claims proceedings demands costs expenses damages and otherliabilities whatsoever or howsoever caused arising directly or indirectly in connection with in relation to orarising out of the use of the Content
This article may be used for research teaching and private study purposes Any substantial or systematicreproduction redistribution reselling loan sub-licensing systematic supply or distribution in anyform to anyone is expressly forbidden Terms amp Conditions of access and use can be found at httpwwwtandfonlinecompageterms-and-conditions
MATERIALS AND MANUFACTURING PROCESSES 16(4) 483ndash502 (2001)
FABRICATION AND CHARACTERIZATION OFCundashSiCp COMPOSITES FOR ELECTRICALDISCHARGE MACHINING APPLICATIONS
Kuen-Ming Shu and G C Tu
Department of Materials Science and Engineering National Chiao-Tung University 1001 Ta Hsueh Road Hsinchu 30050 Taiwan
ABSTRACT
CundashSiCp composites made by the powder metallurgy method were investi-gated To avoid the adverse effect of CundashSiCp reaction sintering was con-trolled at a reaction temperature less than 1032 K Electroless plating wasemployed to deposit a copper film on SiCp powder before mixing with Cupowder in order to improve the bonding status between Cu and SiC particlesduring sintering It was found that a continuous copper film could be depositedon SiCp by electroless copper plating and a uniform distribution of SiCp inCu matrix could be achieved after the sintering and extrusion process Themechanical properties of CundashSiCp composites with SiCp contents from 06 to10 wt were improved evidently whereas electrical properties remained al-most unchanged as compared with that of the pure copper counterpart In theelectrical discharge machining (EDM) test the as-formed composite elec-trodes exhibited a character of lower electrode wear ratio justifying its usageThe optimum conditions for EDM were Cundash2 wt SiCp composite electrodeoperating with a pulse time of 150 microsec
Key Words Copper-based composite Density Electrical discharge machin-ing Electrical resistivity Electrode wear ratio Electroless copper platingFracture surface Hardness Material removal rate Metal matrix compositePorosity Powder metallurgy Silicon carbide Tensile strength Thermalexpansion coefficient
Corresponding author E-mail KMShusunwsnhitedutw
483
Copyright 2001 by Marcel Dekker Inc wwwdekkercom
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
484 SHU AND TU
10 INTRODUCTION
To machine hard material such as carbide and molding steel the electricaldischarge machining (EDM) process is often used In the mold manufacturingindustry the EDM is often used despite its slow machining rate EDM researchhas concentrated on achieving faster and more efficient metal removal rate coupledwith reducing tool wear and maintaining reasonable accuracy Recently tool elec-trode fabrication became the focus of many studies in EDM technology (12)paralleling the development of EDM machine parts such as high-performance gen-erators and adaptive control mechanisms (34) The majority of work has beendone using a mechanically formed tool electrode however because of its econom-ical and technological disadvantages the EDM user is compelled to search foralternative tooling (5)
Copper and copper-based alloys are widely used in the electrical industryThe addition of ceramic reinforcements such as carbides and oxides to form metalmatrix composites (MMCs) enhances the properties such as elastic modulusstrength wear resistance and high-temperature durability (67) These attractiveproperties are expected to widen the application of copper composite materials
At temperatures in excess of 773 K copper undergoes thermal softeningAs a result a substantial deterioration in its tensile strength and creep resistancetakes place (8) There is clearly a need for a copper conductor with electricalconductivity above 80 International Annealed Copper Standard (IACS) and ca-pable of operating above 773 K for a variety of uses including electrical andresistance welding electrodes (9) Thus the research in fabricating copper-basedcomposite materials is ongoing including CundashAl2O3 CundashZrndashAl2O3 CundashTiO2CundashSi3N4 CundashB4C and CundashSiC (10ndash14) Methods for fabricating these compos-ite materials include casting coprecipitation internal oxidation and powder met-allurgy (15ndash20)
Owing to the poor wetting ability and dispersion between copper and rein-forcements the casting methods are impractical The methods of coprecipitationand internal oxidation are not suitable for mass production so the powder metal-lurgy method is the preferred choice
A nonhomogeneous distribution also occurs when the ceramic powders areincorporated with copper by powder metallurgy especially when the reinforce-ments are extremely fine and when a V-blender or tumble mixer is used (21)The resulting agglomerates lead to unacceptable porosity levels nonhomogeneousmicrostructures and poor interfacial bonding
A copper film coated on ceramic powder by electroless plating can improvethe bonding between ceramic powder and copper powder The high strength andhigh electrical conductivity of a copper-based composite can be obtained aftersintering when the coated ceramic powder is mixed with copper powder by themechanical alloying method
The stability of SiC particles in copper was evaluated by Groza and Gibeling
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 485
(22) Their results show that the SiC particle becomes thermodynamically unstableat 1300 K The result is reasonable because in the CundashSindashC phase diagram re-ported by Warren and Anderson (23) there exists a reacted liquid phase withcopper and SiC at 1173 K Although SiC fiber is reckoned to be decomposed bymolten copper at 1356 K and results in the formation of a low-temperature eutecticproduct according to the CundashSindashC phase diagram at 1173 K no reaction wasobserved between the copper matrix and SiC fiber after a holding time of 3 hr atthe melting point of copper (1356 K) However Qin and Derby (24) showedexperimentally that a solid-state reaction occurs between SiC plate and copperdeposit at 1173 K At this temperature the reaction product of Cu3Si becomesliquid (melting point 1132 K) Although Groza and Gibeling suggested that theSiC particle is useless for dispersion-strengthened copper alloy (22) for EDMapplication the physical properties are as important as the electrical properties ofthe electrode Decreasing the harmful factor of physical properties and retainingthe virtuous factor of electrical properties enable fabrication of an optimum cop-per-based EDM electrode
This paper presents the research aimed at the production of CundashSiCp com-posites by powder metallurgy without solid reaction This composite is expectedto possess high density high electrical conductivity and low coefficient of thermalexpansion (CTE) and is suitable for EDM usage The influence of the weightfraction of SiCp on the mechanical properties was examined The microstructureand fracture surfaces of composites were observed by optical microscope (OM)and scanning electron microscope (SEM) The two factors of material removalrate and electrode wear ratio on EDM were evaluated to investigate the feasibilityof the fabricated CundashSiCp electrode material
20 EXPERIMENTAL PROCEDURE
The metal matrix powder used in this experiment was electrolytic copperpowder (997 pure) The particle morphology was dendritic and average sizewas 30 microm Figure 1 shows the SiCp powder (average powder size is 4 microm) usedas reinforcements
To obtain optimal bonding between SiCp and Cu particles and a completelycontinuous copper film on SiCp the following steps were followed
21 Surface Treatment
Surface cleaning of SiCp was accomplished by immersing it in acetone underultrasonic vibration for 30 min After rinsing well with deionized water and heat-ing at 873 K for 3 hr in an air-drying oven the SiC was slightly ground to breakagglomerated particles
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
486 SHU AND TU
Figure 1 SEM micrograph of SiCp
22 Sensitization and Activation
The cleaned SiCp samples were sensitized in a solution containing stanouschloride (SnCl2sdot2H2O) and hydrochloric acid (HCl) for 1 hr and then activated ina solution containing palladium chloride (PdCl2) and hydrochloric acid for a fewhours
23 Electroless Copper Process
Before the procedure of mixing continuous stirring and rinsing the cleanedSiCp was put into CuSO4 sdot 5H2O (20 gl) and KNaC4H4O6 (50 gl) individuallyshaken by ultrasound and then HCOH (36) and NaOH were added The pHvalue of the solution was adjusted by adding NaOH until the pH value approached13 then the copper film was created The thick film was obtained by later immers-ing it in Fehling solution The components of Fehling solution are as followsCuSO4 sdot 5H2O (10 gl) KNaC4H4O6 (25 gl) HCOH (50 mll) and NaOH (7 gl)
The mixture of the constituent powders with the preselected SiC percentages(06 2 4 6 8 and 10 wt) was milled with aluminum balls as the grindingmedium in Ar atmosphere and cold formed by pressing the powders with a unitpressure of 450 MPa
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 487
Table 1 Specimen Classification
Composition of CompactSpecimen ID (wt SiC) Copper Coating Extrusion
C1 06 2 4 6 8 10 Yes YesC2 06 2 4 6 8 10 Yes NoR1 06 2 4 6 8 10 No YesR2 06 2 4 6 8 10 No No
A series of compacts was heated to 1073 K for 4 hr in hydrogen and thenextruded at 973 K by an indirect extrusion method with a 151 extrusion ratioThe specimen classifications are summarized in Table 1
Composite testing involved measurements of the density hardness ultimatestress volume electrical resistivity and CTE The density of the CundashSiCp compos-ites was measured by using the buoyancy (Archimedes) method The hardnessmeasurement was performed with a Rockwell hardness tester Uniaxial tensiletesting with a constant cross-head speed of 10 mmmin was carried out on aInstron testing machine at room temperature specimens were machined accordingto ASTM E8 standard The four-probe method was used for measuring the electri-cal resistivity
The CTE value was obtained using a thermal mechanical analyzer The prod-ucts were characterized by means of X-ray diffraction as well as OM SEM andtransmission electron microscopy (TEM) The particle diameter was measuredusing a Honeywell UPA particle size analyzer EDM testing was performed ona Charmer CM30A EDM machine
30 RESULTS AND DISCUSSION
31 Change of Powder Particles by Electroless Plating and Milling
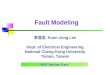
Electroless Cu-coated SiCp samples are shown in Figure 2 The coated cop-per film is homogenous and continuous The thickness of the Cu film given inTable 2 was found to be about 06 microm
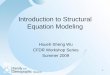
Figure 3 shows the X-ray diffraction (XRD) patterns of the treated and thecopper-coated SiCp particles Figure 3a shows the XRD pattern of SiCp (whichwas obtained before adding HCOH and NaOH) the copper tartrate (CuT) andSiC peaks were detected and no detectable peak appeared for palladium This isbecause the concentration of palladium was extremely low and palladium spreadsover the surface at the atomic level After coating as shown in Fig 3b three newpeaks appeared at 2θ 432 506 and 745deg These results indicate that the Cuwas coated on the SiC particle
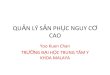
Figure 4 shows the change in powderndashparticle morphology of 2 wt SiCndashCu powder following 8 hr of ball milling The powder particles underwent re-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
488 SHU AND TU
Figure 2 SEM micrograph of SiCp coated with Cu
Table 2 Particle Size of SiCp Determined Using Honeywell UPA
Uncoated SiCp Coated SiCp Thickness of(microm) (microm) Cu Film (microm)
Percentile A B (B-A)2
10 3442 4749 0653520 3650 4936 064330 3829 5099 063540 3991 5256 0632550 4148 5413 0632560 4321 5579 062970 4494 5754 063080 4732 5956 061290 5129 6190 0530595 5478 6342 0432
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 489
Figure 3 The XRD patterns of the particles (a) SiCp activated with palladium (b) SiCp platedwith copper
peated flattening and fracturing as a result of the collisions of the milling balls inthe mechanical milling mixture and consequently became fine powder of flattenedparticles which look different from the original dendritic shape
32 Density
The true densities obtained by Archimedesrsquo law and the theoretical valuesare listed in Table 3 for comparison It was observed that the density of the com-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
490 SHU AND TU
Figure 4 The change in powderndashparticle morphology of 2 wt SiCpndashCu for plated samples after8 hr of ball milling
posite with electroless copper-plated SiCp for all wt SiCp is a little higher thanthat without the coating
The porosity can be determined by the following equation (25)
fp 1 ρρ0 (1)
where fp is the pore volume fraction ρ is the measured density ρ0 is the theoreticaldensity
Table 3 Sample Density
Measured Density
Before Extrusion After ExtrusionCopper with TheoreticalSiCp wt Coated Uncoated Coated Uncoated Density
0 767 861 89606 756 745 860 840 886
2 737 725 836 819 8654 712 688 795 789 8366 687 658 770 759 8098 650 624 745 724 784
10 621 601 719 702 760
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 491
Figure 5 Variation of porosity with SiCp contents for the CundashSiCp composite
Figure 5 reveals that compared to the composites made by the extrusionprocess all of the composites made by the as-sintering process had relatively highporosity For the composites made by extrusion although the porosity increasedwith increasing SiCp content the porosity remained comparatively low
Figure 6 shows SEM micrographs of polished samples of composites con-taining 2 wt SiCp The composite made by the as-sintering method (Fig 6a)contained a large amount of pores with most of the pores ranging in size from2 to 40 microm Some large pores were observed to have flat shapes However nolarge pore was observed in the composite made by the extrusion method (Fig6b) In Figure 5 it also can be observed that the porosities of C1 and C2 specimensare slightly lower than those of R1 and R2 specimens individually this indicatedthat the density of composites can be improved to a certain extent by coating acopper film on SiCp This is presumably caused by better sintering ability betweencoated SiCndashCu compared to SiCndashCu particles A hot extrusion process can im-prove the density of the composites up to 95 of the theoretical density value Asshown in Figure 5 the porosity of the coated 2 wt SiCp composite significantlydecreased following the extrusion process
33 Tensile Strength
The tensile properties of various CundashSiCp specimens are given in Table 4It shows that apparently the tensile properties have been significantly improvedthrough hot extrusion This is probably because of reduction in the amount andsize of the porosity after hot extrusion interfacial bonding enhancement between
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
492 SHU AND TU
(a)
(b)
Figure 6 SEM micrographs of the 2 wt SiCpndashCu composites (a) as sintering and (b) extruded
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 493
Table 4 Tensile Test Results
SiCp Modulus 02 YS UTS ElongationContents Specimen (Gpa) (Mpa) (Mpa) ()
06 C1 81 159 253 532C2 77 151 249 528R1 71 128 214 530R2 71 127 208 502
2 C1 83 178 292 438C2 81 166 268 417R1 76 125 212 432R2 72 117 192 398
4 C1 84 175 277 241C2 80 156 260 224R1 78 113 195 231R2 77 96 177 218
6 C1 85 138 243 186C2 82 142 237 179R1 81 103 182 184R2 80 93 173 176
8 C1 86 132 229 153C2 84 130 214 131R1 83 104 168 132R2 79 101 158 129
10 C1 86 124 210 144C2 85 119 202 141R1 84 90 155 142R2 81 87 150 128
SiC and the matrix grain reinforcement of Cu matrix and a more homogeneousdistribution of SiC after hot extrusion The wt of SiCp and the electroless platingprocess were found to tremendously influence the tensile property of copper ma-trix composite Figure 7 demonstrates that ultimate stress decreases with an in-creasing amount of uncoated SiCp There is a maximum value of ultimate stressat 2 wt if the SiCp particles are electroless plated with copper This phenomenonis caused by particle reinforcement The strength of composite decreases if theSiCp is increased because more defects are produced The tensile strength of com-posites with uncoated SiCp is lower than the composites with electroless-platedSiCp The strength of the composite is reduced by the presence of SiCp owing tothe poor bonding between the uncoated SiCp and copper
34 Hardness
Figure 8 shows the change in the Rockwell hardness number of CundashSiCp
composites for various SiCp wt made by various methods The hardness valueincreases with increasing SiCp wt Generally the hardness of material increases
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
494 SHU AND TU
Figure 7 The ultimate stress in CundashSiCp composites
with increase of material strength However in the present work the strengthdecreased with increasing SiCp wt (Fig 7) As can be seen in Figure 5 theporosity increases with increasing SiCp wt this is responsible for the corre-sponding decreasing stress and increasing hardness tendencies (Figs 7 and 8 re-spectively) The former tendency has been explained in section 33 The latter
Figure 8 The Rockwell hardness number of CundashSiCp composite
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

MATERIALS AND MANUFACTURING PROCESSES 16(4) 483ndash502 (2001)
FABRICATION AND CHARACTERIZATION OFCundashSiCp COMPOSITES FOR ELECTRICALDISCHARGE MACHINING APPLICATIONS
Kuen-Ming Shu and G C Tu
Department of Materials Science and Engineering National Chiao-Tung University 1001 Ta Hsueh Road Hsinchu 30050 Taiwan
ABSTRACT
CundashSiCp composites made by the powder metallurgy method were investi-gated To avoid the adverse effect of CundashSiCp reaction sintering was con-trolled at a reaction temperature less than 1032 K Electroless plating wasemployed to deposit a copper film on SiCp powder before mixing with Cupowder in order to improve the bonding status between Cu and SiC particlesduring sintering It was found that a continuous copper film could be depositedon SiCp by electroless copper plating and a uniform distribution of SiCp inCu matrix could be achieved after the sintering and extrusion process Themechanical properties of CundashSiCp composites with SiCp contents from 06 to10 wt were improved evidently whereas electrical properties remained al-most unchanged as compared with that of the pure copper counterpart In theelectrical discharge machining (EDM) test the as-formed composite elec-trodes exhibited a character of lower electrode wear ratio justifying its usageThe optimum conditions for EDM were Cundash2 wt SiCp composite electrodeoperating with a pulse time of 150 microsec
Key Words Copper-based composite Density Electrical discharge machin-ing Electrical resistivity Electrode wear ratio Electroless copper platingFracture surface Hardness Material removal rate Metal matrix compositePorosity Powder metallurgy Silicon carbide Tensile strength Thermalexpansion coefficient
Corresponding author E-mail KMShusunwsnhitedutw
483
Copyright 2001 by Marcel Dekker Inc wwwdekkercom
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
484 SHU AND TU
10 INTRODUCTION
To machine hard material such as carbide and molding steel the electricaldischarge machining (EDM) process is often used In the mold manufacturingindustry the EDM is often used despite its slow machining rate EDM researchhas concentrated on achieving faster and more efficient metal removal rate coupledwith reducing tool wear and maintaining reasonable accuracy Recently tool elec-trode fabrication became the focus of many studies in EDM technology (12)paralleling the development of EDM machine parts such as high-performance gen-erators and adaptive control mechanisms (34) The majority of work has beendone using a mechanically formed tool electrode however because of its econom-ical and technological disadvantages the EDM user is compelled to search foralternative tooling (5)
Copper and copper-based alloys are widely used in the electrical industryThe addition of ceramic reinforcements such as carbides and oxides to form metalmatrix composites (MMCs) enhances the properties such as elastic modulusstrength wear resistance and high-temperature durability (67) These attractiveproperties are expected to widen the application of copper composite materials
At temperatures in excess of 773 K copper undergoes thermal softeningAs a result a substantial deterioration in its tensile strength and creep resistancetakes place (8) There is clearly a need for a copper conductor with electricalconductivity above 80 International Annealed Copper Standard (IACS) and ca-pable of operating above 773 K for a variety of uses including electrical andresistance welding electrodes (9) Thus the research in fabricating copper-basedcomposite materials is ongoing including CundashAl2O3 CundashZrndashAl2O3 CundashTiO2CundashSi3N4 CundashB4C and CundashSiC (10ndash14) Methods for fabricating these compos-ite materials include casting coprecipitation internal oxidation and powder met-allurgy (15ndash20)
Owing to the poor wetting ability and dispersion between copper and rein-forcements the casting methods are impractical The methods of coprecipitationand internal oxidation are not suitable for mass production so the powder metal-lurgy method is the preferred choice
A nonhomogeneous distribution also occurs when the ceramic powders areincorporated with copper by powder metallurgy especially when the reinforce-ments are extremely fine and when a V-blender or tumble mixer is used (21)The resulting agglomerates lead to unacceptable porosity levels nonhomogeneousmicrostructures and poor interfacial bonding
A copper film coated on ceramic powder by electroless plating can improvethe bonding between ceramic powder and copper powder The high strength andhigh electrical conductivity of a copper-based composite can be obtained aftersintering when the coated ceramic powder is mixed with copper powder by themechanical alloying method
The stability of SiC particles in copper was evaluated by Groza and Gibeling
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 485
(22) Their results show that the SiC particle becomes thermodynamically unstableat 1300 K The result is reasonable because in the CundashSindashC phase diagram re-ported by Warren and Anderson (23) there exists a reacted liquid phase withcopper and SiC at 1173 K Although SiC fiber is reckoned to be decomposed bymolten copper at 1356 K and results in the formation of a low-temperature eutecticproduct according to the CundashSindashC phase diagram at 1173 K no reaction wasobserved between the copper matrix and SiC fiber after a holding time of 3 hr atthe melting point of copper (1356 K) However Qin and Derby (24) showedexperimentally that a solid-state reaction occurs between SiC plate and copperdeposit at 1173 K At this temperature the reaction product of Cu3Si becomesliquid (melting point 1132 K) Although Groza and Gibeling suggested that theSiC particle is useless for dispersion-strengthened copper alloy (22) for EDMapplication the physical properties are as important as the electrical properties ofthe electrode Decreasing the harmful factor of physical properties and retainingthe virtuous factor of electrical properties enable fabrication of an optimum cop-per-based EDM electrode
This paper presents the research aimed at the production of CundashSiCp com-posites by powder metallurgy without solid reaction This composite is expectedto possess high density high electrical conductivity and low coefficient of thermalexpansion (CTE) and is suitable for EDM usage The influence of the weightfraction of SiCp on the mechanical properties was examined The microstructureand fracture surfaces of composites were observed by optical microscope (OM)and scanning electron microscope (SEM) The two factors of material removalrate and electrode wear ratio on EDM were evaluated to investigate the feasibilityof the fabricated CundashSiCp electrode material
20 EXPERIMENTAL PROCEDURE
The metal matrix powder used in this experiment was electrolytic copperpowder (997 pure) The particle morphology was dendritic and average sizewas 30 microm Figure 1 shows the SiCp powder (average powder size is 4 microm) usedas reinforcements
To obtain optimal bonding between SiCp and Cu particles and a completelycontinuous copper film on SiCp the following steps were followed
21 Surface Treatment
Surface cleaning of SiCp was accomplished by immersing it in acetone underultrasonic vibration for 30 min After rinsing well with deionized water and heat-ing at 873 K for 3 hr in an air-drying oven the SiC was slightly ground to breakagglomerated particles
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
486 SHU AND TU
Figure 1 SEM micrograph of SiCp
22 Sensitization and Activation
The cleaned SiCp samples were sensitized in a solution containing stanouschloride (SnCl2sdot2H2O) and hydrochloric acid (HCl) for 1 hr and then activated ina solution containing palladium chloride (PdCl2) and hydrochloric acid for a fewhours
23 Electroless Copper Process
Before the procedure of mixing continuous stirring and rinsing the cleanedSiCp was put into CuSO4 sdot 5H2O (20 gl) and KNaC4H4O6 (50 gl) individuallyshaken by ultrasound and then HCOH (36) and NaOH were added The pHvalue of the solution was adjusted by adding NaOH until the pH value approached13 then the copper film was created The thick film was obtained by later immers-ing it in Fehling solution The components of Fehling solution are as followsCuSO4 sdot 5H2O (10 gl) KNaC4H4O6 (25 gl) HCOH (50 mll) and NaOH (7 gl)
The mixture of the constituent powders with the preselected SiC percentages(06 2 4 6 8 and 10 wt) was milled with aluminum balls as the grindingmedium in Ar atmosphere and cold formed by pressing the powders with a unitpressure of 450 MPa
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 487
Table 1 Specimen Classification
Composition of CompactSpecimen ID (wt SiC) Copper Coating Extrusion
C1 06 2 4 6 8 10 Yes YesC2 06 2 4 6 8 10 Yes NoR1 06 2 4 6 8 10 No YesR2 06 2 4 6 8 10 No No
A series of compacts was heated to 1073 K for 4 hr in hydrogen and thenextruded at 973 K by an indirect extrusion method with a 151 extrusion ratioThe specimen classifications are summarized in Table 1
Composite testing involved measurements of the density hardness ultimatestress volume electrical resistivity and CTE The density of the CundashSiCp compos-ites was measured by using the buoyancy (Archimedes) method The hardnessmeasurement was performed with a Rockwell hardness tester Uniaxial tensiletesting with a constant cross-head speed of 10 mmmin was carried out on aInstron testing machine at room temperature specimens were machined accordingto ASTM E8 standard The four-probe method was used for measuring the electri-cal resistivity
The CTE value was obtained using a thermal mechanical analyzer The prod-ucts were characterized by means of X-ray diffraction as well as OM SEM andtransmission electron microscopy (TEM) The particle diameter was measuredusing a Honeywell UPA particle size analyzer EDM testing was performed ona Charmer CM30A EDM machine
30 RESULTS AND DISCUSSION
31 Change of Powder Particles by Electroless Plating and Milling
Electroless Cu-coated SiCp samples are shown in Figure 2 The coated cop-per film is homogenous and continuous The thickness of the Cu film given inTable 2 was found to be about 06 microm
Figure 3 shows the X-ray diffraction (XRD) patterns of the treated and thecopper-coated SiCp particles Figure 3a shows the XRD pattern of SiCp (whichwas obtained before adding HCOH and NaOH) the copper tartrate (CuT) andSiC peaks were detected and no detectable peak appeared for palladium This isbecause the concentration of palladium was extremely low and palladium spreadsover the surface at the atomic level After coating as shown in Fig 3b three newpeaks appeared at 2θ 432 506 and 745deg These results indicate that the Cuwas coated on the SiC particle
Figure 4 shows the change in powderndashparticle morphology of 2 wt SiCndashCu powder following 8 hr of ball milling The powder particles underwent re-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
488 SHU AND TU
Figure 2 SEM micrograph of SiCp coated with Cu
Table 2 Particle Size of SiCp Determined Using Honeywell UPA
Uncoated SiCp Coated SiCp Thickness of(microm) (microm) Cu Film (microm)
Percentile A B (B-A)2
10 3442 4749 0653520 3650 4936 064330 3829 5099 063540 3991 5256 0632550 4148 5413 0632560 4321 5579 062970 4494 5754 063080 4732 5956 061290 5129 6190 0530595 5478 6342 0432
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 489
Figure 3 The XRD patterns of the particles (a) SiCp activated with palladium (b) SiCp platedwith copper
peated flattening and fracturing as a result of the collisions of the milling balls inthe mechanical milling mixture and consequently became fine powder of flattenedparticles which look different from the original dendritic shape
32 Density
The true densities obtained by Archimedesrsquo law and the theoretical valuesare listed in Table 3 for comparison It was observed that the density of the com-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
490 SHU AND TU
Figure 4 The change in powderndashparticle morphology of 2 wt SiCpndashCu for plated samples after8 hr of ball milling
posite with electroless copper-plated SiCp for all wt SiCp is a little higher thanthat without the coating
The porosity can be determined by the following equation (25)
fp 1 ρρ0 (1)
where fp is the pore volume fraction ρ is the measured density ρ0 is the theoreticaldensity
Table 3 Sample Density
Measured Density
Before Extrusion After ExtrusionCopper with TheoreticalSiCp wt Coated Uncoated Coated Uncoated Density
0 767 861 89606 756 745 860 840 886
2 737 725 836 819 8654 712 688 795 789 8366 687 658 770 759 8098 650 624 745 724 784
10 621 601 719 702 760
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 491
Figure 5 Variation of porosity with SiCp contents for the CundashSiCp composite
Figure 5 reveals that compared to the composites made by the extrusionprocess all of the composites made by the as-sintering process had relatively highporosity For the composites made by extrusion although the porosity increasedwith increasing SiCp content the porosity remained comparatively low
Figure 6 shows SEM micrographs of polished samples of composites con-taining 2 wt SiCp The composite made by the as-sintering method (Fig 6a)contained a large amount of pores with most of the pores ranging in size from2 to 40 microm Some large pores were observed to have flat shapes However nolarge pore was observed in the composite made by the extrusion method (Fig6b) In Figure 5 it also can be observed that the porosities of C1 and C2 specimensare slightly lower than those of R1 and R2 specimens individually this indicatedthat the density of composites can be improved to a certain extent by coating acopper film on SiCp This is presumably caused by better sintering ability betweencoated SiCndashCu compared to SiCndashCu particles A hot extrusion process can im-prove the density of the composites up to 95 of the theoretical density value Asshown in Figure 5 the porosity of the coated 2 wt SiCp composite significantlydecreased following the extrusion process
33 Tensile Strength
The tensile properties of various CundashSiCp specimens are given in Table 4It shows that apparently the tensile properties have been significantly improvedthrough hot extrusion This is probably because of reduction in the amount andsize of the porosity after hot extrusion interfacial bonding enhancement between
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
492 SHU AND TU
(a)
(b)
Figure 6 SEM micrographs of the 2 wt SiCpndashCu composites (a) as sintering and (b) extruded
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 493
Table 4 Tensile Test Results
SiCp Modulus 02 YS UTS ElongationContents Specimen (Gpa) (Mpa) (Mpa) ()
06 C1 81 159 253 532C2 77 151 249 528R1 71 128 214 530R2 71 127 208 502
2 C1 83 178 292 438C2 81 166 268 417R1 76 125 212 432R2 72 117 192 398
4 C1 84 175 277 241C2 80 156 260 224R1 78 113 195 231R2 77 96 177 218
6 C1 85 138 243 186C2 82 142 237 179R1 81 103 182 184R2 80 93 173 176
8 C1 86 132 229 153C2 84 130 214 131R1 83 104 168 132R2 79 101 158 129
10 C1 86 124 210 144C2 85 119 202 141R1 84 90 155 142R2 81 87 150 128
SiC and the matrix grain reinforcement of Cu matrix and a more homogeneousdistribution of SiC after hot extrusion The wt of SiCp and the electroless platingprocess were found to tremendously influence the tensile property of copper ma-trix composite Figure 7 demonstrates that ultimate stress decreases with an in-creasing amount of uncoated SiCp There is a maximum value of ultimate stressat 2 wt if the SiCp particles are electroless plated with copper This phenomenonis caused by particle reinforcement The strength of composite decreases if theSiCp is increased because more defects are produced The tensile strength of com-posites with uncoated SiCp is lower than the composites with electroless-platedSiCp The strength of the composite is reduced by the presence of SiCp owing tothe poor bonding between the uncoated SiCp and copper
34 Hardness
Figure 8 shows the change in the Rockwell hardness number of CundashSiCp
composites for various SiCp wt made by various methods The hardness valueincreases with increasing SiCp wt Generally the hardness of material increases
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
494 SHU AND TU
Figure 7 The ultimate stress in CundashSiCp composites
with increase of material strength However in the present work the strengthdecreased with increasing SiCp wt (Fig 7) As can be seen in Figure 5 theporosity increases with increasing SiCp wt this is responsible for the corre-sponding decreasing stress and increasing hardness tendencies (Figs 7 and 8 re-spectively) The former tendency has been explained in section 33 The latter
Figure 8 The Rockwell hardness number of CundashSiCp composite
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
484 SHU AND TU
10 INTRODUCTION
To machine hard material such as carbide and molding steel the electricaldischarge machining (EDM) process is often used In the mold manufacturingindustry the EDM is often used despite its slow machining rate EDM researchhas concentrated on achieving faster and more efficient metal removal rate coupledwith reducing tool wear and maintaining reasonable accuracy Recently tool elec-trode fabrication became the focus of many studies in EDM technology (12)paralleling the development of EDM machine parts such as high-performance gen-erators and adaptive control mechanisms (34) The majority of work has beendone using a mechanically formed tool electrode however because of its econom-ical and technological disadvantages the EDM user is compelled to search foralternative tooling (5)
Copper and copper-based alloys are widely used in the electrical industryThe addition of ceramic reinforcements such as carbides and oxides to form metalmatrix composites (MMCs) enhances the properties such as elastic modulusstrength wear resistance and high-temperature durability (67) These attractiveproperties are expected to widen the application of copper composite materials
At temperatures in excess of 773 K copper undergoes thermal softeningAs a result a substantial deterioration in its tensile strength and creep resistancetakes place (8) There is clearly a need for a copper conductor with electricalconductivity above 80 International Annealed Copper Standard (IACS) and ca-pable of operating above 773 K for a variety of uses including electrical andresistance welding electrodes (9) Thus the research in fabricating copper-basedcomposite materials is ongoing including CundashAl2O3 CundashZrndashAl2O3 CundashTiO2CundashSi3N4 CundashB4C and CundashSiC (10ndash14) Methods for fabricating these compos-ite materials include casting coprecipitation internal oxidation and powder met-allurgy (15ndash20)
Owing to the poor wetting ability and dispersion between copper and rein-forcements the casting methods are impractical The methods of coprecipitationand internal oxidation are not suitable for mass production so the powder metal-lurgy method is the preferred choice
A nonhomogeneous distribution also occurs when the ceramic powders areincorporated with copper by powder metallurgy especially when the reinforce-ments are extremely fine and when a V-blender or tumble mixer is used (21)The resulting agglomerates lead to unacceptable porosity levels nonhomogeneousmicrostructures and poor interfacial bonding
A copper film coated on ceramic powder by electroless plating can improvethe bonding between ceramic powder and copper powder The high strength andhigh electrical conductivity of a copper-based composite can be obtained aftersintering when the coated ceramic powder is mixed with copper powder by themechanical alloying method
The stability of SiC particles in copper was evaluated by Groza and Gibeling
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 485
(22) Their results show that the SiC particle becomes thermodynamically unstableat 1300 K The result is reasonable because in the CundashSindashC phase diagram re-ported by Warren and Anderson (23) there exists a reacted liquid phase withcopper and SiC at 1173 K Although SiC fiber is reckoned to be decomposed bymolten copper at 1356 K and results in the formation of a low-temperature eutecticproduct according to the CundashSindashC phase diagram at 1173 K no reaction wasobserved between the copper matrix and SiC fiber after a holding time of 3 hr atthe melting point of copper (1356 K) However Qin and Derby (24) showedexperimentally that a solid-state reaction occurs between SiC plate and copperdeposit at 1173 K At this temperature the reaction product of Cu3Si becomesliquid (melting point 1132 K) Although Groza and Gibeling suggested that theSiC particle is useless for dispersion-strengthened copper alloy (22) for EDMapplication the physical properties are as important as the electrical properties ofthe electrode Decreasing the harmful factor of physical properties and retainingthe virtuous factor of electrical properties enable fabrication of an optimum cop-per-based EDM electrode
This paper presents the research aimed at the production of CundashSiCp com-posites by powder metallurgy without solid reaction This composite is expectedto possess high density high electrical conductivity and low coefficient of thermalexpansion (CTE) and is suitable for EDM usage The influence of the weightfraction of SiCp on the mechanical properties was examined The microstructureand fracture surfaces of composites were observed by optical microscope (OM)and scanning electron microscope (SEM) The two factors of material removalrate and electrode wear ratio on EDM were evaluated to investigate the feasibilityof the fabricated CundashSiCp electrode material
20 EXPERIMENTAL PROCEDURE
The metal matrix powder used in this experiment was electrolytic copperpowder (997 pure) The particle morphology was dendritic and average sizewas 30 microm Figure 1 shows the SiCp powder (average powder size is 4 microm) usedas reinforcements
To obtain optimal bonding between SiCp and Cu particles and a completelycontinuous copper film on SiCp the following steps were followed
21 Surface Treatment
Surface cleaning of SiCp was accomplished by immersing it in acetone underultrasonic vibration for 30 min After rinsing well with deionized water and heat-ing at 873 K for 3 hr in an air-drying oven the SiC was slightly ground to breakagglomerated particles
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
486 SHU AND TU
Figure 1 SEM micrograph of SiCp
22 Sensitization and Activation
The cleaned SiCp samples were sensitized in a solution containing stanouschloride (SnCl2sdot2H2O) and hydrochloric acid (HCl) for 1 hr and then activated ina solution containing palladium chloride (PdCl2) and hydrochloric acid for a fewhours
23 Electroless Copper Process
Before the procedure of mixing continuous stirring and rinsing the cleanedSiCp was put into CuSO4 sdot 5H2O (20 gl) and KNaC4H4O6 (50 gl) individuallyshaken by ultrasound and then HCOH (36) and NaOH were added The pHvalue of the solution was adjusted by adding NaOH until the pH value approached13 then the copper film was created The thick film was obtained by later immers-ing it in Fehling solution The components of Fehling solution are as followsCuSO4 sdot 5H2O (10 gl) KNaC4H4O6 (25 gl) HCOH (50 mll) and NaOH (7 gl)
The mixture of the constituent powders with the preselected SiC percentages(06 2 4 6 8 and 10 wt) was milled with aluminum balls as the grindingmedium in Ar atmosphere and cold formed by pressing the powders with a unitpressure of 450 MPa
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 487
Table 1 Specimen Classification
Composition of CompactSpecimen ID (wt SiC) Copper Coating Extrusion
C1 06 2 4 6 8 10 Yes YesC2 06 2 4 6 8 10 Yes NoR1 06 2 4 6 8 10 No YesR2 06 2 4 6 8 10 No No
A series of compacts was heated to 1073 K for 4 hr in hydrogen and thenextruded at 973 K by an indirect extrusion method with a 151 extrusion ratioThe specimen classifications are summarized in Table 1
Composite testing involved measurements of the density hardness ultimatestress volume electrical resistivity and CTE The density of the CundashSiCp compos-ites was measured by using the buoyancy (Archimedes) method The hardnessmeasurement was performed with a Rockwell hardness tester Uniaxial tensiletesting with a constant cross-head speed of 10 mmmin was carried out on aInstron testing machine at room temperature specimens were machined accordingto ASTM E8 standard The four-probe method was used for measuring the electri-cal resistivity
The CTE value was obtained using a thermal mechanical analyzer The prod-ucts were characterized by means of X-ray diffraction as well as OM SEM andtransmission electron microscopy (TEM) The particle diameter was measuredusing a Honeywell UPA particle size analyzer EDM testing was performed ona Charmer CM30A EDM machine
30 RESULTS AND DISCUSSION
31 Change of Powder Particles by Electroless Plating and Milling
Electroless Cu-coated SiCp samples are shown in Figure 2 The coated cop-per film is homogenous and continuous The thickness of the Cu film given inTable 2 was found to be about 06 microm
Figure 3 shows the X-ray diffraction (XRD) patterns of the treated and thecopper-coated SiCp particles Figure 3a shows the XRD pattern of SiCp (whichwas obtained before adding HCOH and NaOH) the copper tartrate (CuT) andSiC peaks were detected and no detectable peak appeared for palladium This isbecause the concentration of palladium was extremely low and palladium spreadsover the surface at the atomic level After coating as shown in Fig 3b three newpeaks appeared at 2θ 432 506 and 745deg These results indicate that the Cuwas coated on the SiC particle
Figure 4 shows the change in powderndashparticle morphology of 2 wt SiCndashCu powder following 8 hr of ball milling The powder particles underwent re-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
488 SHU AND TU
Figure 2 SEM micrograph of SiCp coated with Cu
Table 2 Particle Size of SiCp Determined Using Honeywell UPA
Uncoated SiCp Coated SiCp Thickness of(microm) (microm) Cu Film (microm)
Percentile A B (B-A)2
10 3442 4749 0653520 3650 4936 064330 3829 5099 063540 3991 5256 0632550 4148 5413 0632560 4321 5579 062970 4494 5754 063080 4732 5956 061290 5129 6190 0530595 5478 6342 0432
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 489
Figure 3 The XRD patterns of the particles (a) SiCp activated with palladium (b) SiCp platedwith copper
peated flattening and fracturing as a result of the collisions of the milling balls inthe mechanical milling mixture and consequently became fine powder of flattenedparticles which look different from the original dendritic shape
32 Density
The true densities obtained by Archimedesrsquo law and the theoretical valuesare listed in Table 3 for comparison It was observed that the density of the com-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
490 SHU AND TU
Figure 4 The change in powderndashparticle morphology of 2 wt SiCpndashCu for plated samples after8 hr of ball milling
posite with electroless copper-plated SiCp for all wt SiCp is a little higher thanthat without the coating
The porosity can be determined by the following equation (25)
fp 1 ρρ0 (1)
where fp is the pore volume fraction ρ is the measured density ρ0 is the theoreticaldensity
Table 3 Sample Density
Measured Density
Before Extrusion After ExtrusionCopper with TheoreticalSiCp wt Coated Uncoated Coated Uncoated Density
0 767 861 89606 756 745 860 840 886
2 737 725 836 819 8654 712 688 795 789 8366 687 658 770 759 8098 650 624 745 724 784
10 621 601 719 702 760
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 491
Figure 5 Variation of porosity with SiCp contents for the CundashSiCp composite
Figure 5 reveals that compared to the composites made by the extrusionprocess all of the composites made by the as-sintering process had relatively highporosity For the composites made by extrusion although the porosity increasedwith increasing SiCp content the porosity remained comparatively low
Figure 6 shows SEM micrographs of polished samples of composites con-taining 2 wt SiCp The composite made by the as-sintering method (Fig 6a)contained a large amount of pores with most of the pores ranging in size from2 to 40 microm Some large pores were observed to have flat shapes However nolarge pore was observed in the composite made by the extrusion method (Fig6b) In Figure 5 it also can be observed that the porosities of C1 and C2 specimensare slightly lower than those of R1 and R2 specimens individually this indicatedthat the density of composites can be improved to a certain extent by coating acopper film on SiCp This is presumably caused by better sintering ability betweencoated SiCndashCu compared to SiCndashCu particles A hot extrusion process can im-prove the density of the composites up to 95 of the theoretical density value Asshown in Figure 5 the porosity of the coated 2 wt SiCp composite significantlydecreased following the extrusion process
33 Tensile Strength
The tensile properties of various CundashSiCp specimens are given in Table 4It shows that apparently the tensile properties have been significantly improvedthrough hot extrusion This is probably because of reduction in the amount andsize of the porosity after hot extrusion interfacial bonding enhancement between
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
492 SHU AND TU
(a)
(b)
Figure 6 SEM micrographs of the 2 wt SiCpndashCu composites (a) as sintering and (b) extruded
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 493
Table 4 Tensile Test Results
SiCp Modulus 02 YS UTS ElongationContents Specimen (Gpa) (Mpa) (Mpa) ()
06 C1 81 159 253 532C2 77 151 249 528R1 71 128 214 530R2 71 127 208 502
2 C1 83 178 292 438C2 81 166 268 417R1 76 125 212 432R2 72 117 192 398
4 C1 84 175 277 241C2 80 156 260 224R1 78 113 195 231R2 77 96 177 218
6 C1 85 138 243 186C2 82 142 237 179R1 81 103 182 184R2 80 93 173 176
8 C1 86 132 229 153C2 84 130 214 131R1 83 104 168 132R2 79 101 158 129
10 C1 86 124 210 144C2 85 119 202 141R1 84 90 155 142R2 81 87 150 128
SiC and the matrix grain reinforcement of Cu matrix and a more homogeneousdistribution of SiC after hot extrusion The wt of SiCp and the electroless platingprocess were found to tremendously influence the tensile property of copper ma-trix composite Figure 7 demonstrates that ultimate stress decreases with an in-creasing amount of uncoated SiCp There is a maximum value of ultimate stressat 2 wt if the SiCp particles are electroless plated with copper This phenomenonis caused by particle reinforcement The strength of composite decreases if theSiCp is increased because more defects are produced The tensile strength of com-posites with uncoated SiCp is lower than the composites with electroless-platedSiCp The strength of the composite is reduced by the presence of SiCp owing tothe poor bonding between the uncoated SiCp and copper
34 Hardness
Figure 8 shows the change in the Rockwell hardness number of CundashSiCp
composites for various SiCp wt made by various methods The hardness valueincreases with increasing SiCp wt Generally the hardness of material increases
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
494 SHU AND TU
Figure 7 The ultimate stress in CundashSiCp composites
with increase of material strength However in the present work the strengthdecreased with increasing SiCp wt (Fig 7) As can be seen in Figure 5 theporosity increases with increasing SiCp wt this is responsible for the corre-sponding decreasing stress and increasing hardness tendencies (Figs 7 and 8 re-spectively) The former tendency has been explained in section 33 The latter
Figure 8 The Rockwell hardness number of CundashSiCp composite
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
CundashSiCp COMPOSITES 485
(22) Their results show that the SiC particle becomes thermodynamically unstableat 1300 K The result is reasonable because in the CundashSindashC phase diagram re-ported by Warren and Anderson (23) there exists a reacted liquid phase withcopper and SiC at 1173 K Although SiC fiber is reckoned to be decomposed bymolten copper at 1356 K and results in the formation of a low-temperature eutecticproduct according to the CundashSindashC phase diagram at 1173 K no reaction wasobserved between the copper matrix and SiC fiber after a holding time of 3 hr atthe melting point of copper (1356 K) However Qin and Derby (24) showedexperimentally that a solid-state reaction occurs between SiC plate and copperdeposit at 1173 K At this temperature the reaction product of Cu3Si becomesliquid (melting point 1132 K) Although Groza and Gibeling suggested that theSiC particle is useless for dispersion-strengthened copper alloy (22) for EDMapplication the physical properties are as important as the electrical properties ofthe electrode Decreasing the harmful factor of physical properties and retainingthe virtuous factor of electrical properties enable fabrication of an optimum cop-per-based EDM electrode
This paper presents the research aimed at the production of CundashSiCp com-posites by powder metallurgy without solid reaction This composite is expectedto possess high density high electrical conductivity and low coefficient of thermalexpansion (CTE) and is suitable for EDM usage The influence of the weightfraction of SiCp on the mechanical properties was examined The microstructureand fracture surfaces of composites were observed by optical microscope (OM)and scanning electron microscope (SEM) The two factors of material removalrate and electrode wear ratio on EDM were evaluated to investigate the feasibilityof the fabricated CundashSiCp electrode material
20 EXPERIMENTAL PROCEDURE
The metal matrix powder used in this experiment was electrolytic copperpowder (997 pure) The particle morphology was dendritic and average sizewas 30 microm Figure 1 shows the SiCp powder (average powder size is 4 microm) usedas reinforcements
To obtain optimal bonding between SiCp and Cu particles and a completelycontinuous copper film on SiCp the following steps were followed
21 Surface Treatment
Surface cleaning of SiCp was accomplished by immersing it in acetone underultrasonic vibration for 30 min After rinsing well with deionized water and heat-ing at 873 K for 3 hr in an air-drying oven the SiC was slightly ground to breakagglomerated particles
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
486 SHU AND TU
Figure 1 SEM micrograph of SiCp
22 Sensitization and Activation
The cleaned SiCp samples were sensitized in a solution containing stanouschloride (SnCl2sdot2H2O) and hydrochloric acid (HCl) for 1 hr and then activated ina solution containing palladium chloride (PdCl2) and hydrochloric acid for a fewhours
23 Electroless Copper Process
Before the procedure of mixing continuous stirring and rinsing the cleanedSiCp was put into CuSO4 sdot 5H2O (20 gl) and KNaC4H4O6 (50 gl) individuallyshaken by ultrasound and then HCOH (36) and NaOH were added The pHvalue of the solution was adjusted by adding NaOH until the pH value approached13 then the copper film was created The thick film was obtained by later immers-ing it in Fehling solution The components of Fehling solution are as followsCuSO4 sdot 5H2O (10 gl) KNaC4H4O6 (25 gl) HCOH (50 mll) and NaOH (7 gl)
The mixture of the constituent powders with the preselected SiC percentages(06 2 4 6 8 and 10 wt) was milled with aluminum balls as the grindingmedium in Ar atmosphere and cold formed by pressing the powders with a unitpressure of 450 MPa
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 487
Table 1 Specimen Classification
Composition of CompactSpecimen ID (wt SiC) Copper Coating Extrusion
C1 06 2 4 6 8 10 Yes YesC2 06 2 4 6 8 10 Yes NoR1 06 2 4 6 8 10 No YesR2 06 2 4 6 8 10 No No
A series of compacts was heated to 1073 K for 4 hr in hydrogen and thenextruded at 973 K by an indirect extrusion method with a 151 extrusion ratioThe specimen classifications are summarized in Table 1
Composite testing involved measurements of the density hardness ultimatestress volume electrical resistivity and CTE The density of the CundashSiCp compos-ites was measured by using the buoyancy (Archimedes) method The hardnessmeasurement was performed with a Rockwell hardness tester Uniaxial tensiletesting with a constant cross-head speed of 10 mmmin was carried out on aInstron testing machine at room temperature specimens were machined accordingto ASTM E8 standard The four-probe method was used for measuring the electri-cal resistivity
The CTE value was obtained using a thermal mechanical analyzer The prod-ucts were characterized by means of X-ray diffraction as well as OM SEM andtransmission electron microscopy (TEM) The particle diameter was measuredusing a Honeywell UPA particle size analyzer EDM testing was performed ona Charmer CM30A EDM machine
30 RESULTS AND DISCUSSION
31 Change of Powder Particles by Electroless Plating and Milling
Electroless Cu-coated SiCp samples are shown in Figure 2 The coated cop-per film is homogenous and continuous The thickness of the Cu film given inTable 2 was found to be about 06 microm
Figure 3 shows the X-ray diffraction (XRD) patterns of the treated and thecopper-coated SiCp particles Figure 3a shows the XRD pattern of SiCp (whichwas obtained before adding HCOH and NaOH) the copper tartrate (CuT) andSiC peaks were detected and no detectable peak appeared for palladium This isbecause the concentration of palladium was extremely low and palladium spreadsover the surface at the atomic level After coating as shown in Fig 3b three newpeaks appeared at 2θ 432 506 and 745deg These results indicate that the Cuwas coated on the SiC particle
Figure 4 shows the change in powderndashparticle morphology of 2 wt SiCndashCu powder following 8 hr of ball milling The powder particles underwent re-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
488 SHU AND TU
Figure 2 SEM micrograph of SiCp coated with Cu
Table 2 Particle Size of SiCp Determined Using Honeywell UPA
Uncoated SiCp Coated SiCp Thickness of(microm) (microm) Cu Film (microm)
Percentile A B (B-A)2
10 3442 4749 0653520 3650 4936 064330 3829 5099 063540 3991 5256 0632550 4148 5413 0632560 4321 5579 062970 4494 5754 063080 4732 5956 061290 5129 6190 0530595 5478 6342 0432
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 489
Figure 3 The XRD patterns of the particles (a) SiCp activated with palladium (b) SiCp platedwith copper
peated flattening and fracturing as a result of the collisions of the milling balls inthe mechanical milling mixture and consequently became fine powder of flattenedparticles which look different from the original dendritic shape
32 Density
The true densities obtained by Archimedesrsquo law and the theoretical valuesare listed in Table 3 for comparison It was observed that the density of the com-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
490 SHU AND TU
Figure 4 The change in powderndashparticle morphology of 2 wt SiCpndashCu for plated samples after8 hr of ball milling
posite with electroless copper-plated SiCp for all wt SiCp is a little higher thanthat without the coating
The porosity can be determined by the following equation (25)
fp 1 ρρ0 (1)
where fp is the pore volume fraction ρ is the measured density ρ0 is the theoreticaldensity
Table 3 Sample Density
Measured Density
Before Extrusion After ExtrusionCopper with TheoreticalSiCp wt Coated Uncoated Coated Uncoated Density
0 767 861 89606 756 745 860 840 886
2 737 725 836 819 8654 712 688 795 789 8366 687 658 770 759 8098 650 624 745 724 784
10 621 601 719 702 760
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 491
Figure 5 Variation of porosity with SiCp contents for the CundashSiCp composite
Figure 5 reveals that compared to the composites made by the extrusionprocess all of the composites made by the as-sintering process had relatively highporosity For the composites made by extrusion although the porosity increasedwith increasing SiCp content the porosity remained comparatively low
Figure 6 shows SEM micrographs of polished samples of composites con-taining 2 wt SiCp The composite made by the as-sintering method (Fig 6a)contained a large amount of pores with most of the pores ranging in size from2 to 40 microm Some large pores were observed to have flat shapes However nolarge pore was observed in the composite made by the extrusion method (Fig6b) In Figure 5 it also can be observed that the porosities of C1 and C2 specimensare slightly lower than those of R1 and R2 specimens individually this indicatedthat the density of composites can be improved to a certain extent by coating acopper film on SiCp This is presumably caused by better sintering ability betweencoated SiCndashCu compared to SiCndashCu particles A hot extrusion process can im-prove the density of the composites up to 95 of the theoretical density value Asshown in Figure 5 the porosity of the coated 2 wt SiCp composite significantlydecreased following the extrusion process
33 Tensile Strength
The tensile properties of various CundashSiCp specimens are given in Table 4It shows that apparently the tensile properties have been significantly improvedthrough hot extrusion This is probably because of reduction in the amount andsize of the porosity after hot extrusion interfacial bonding enhancement between
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
492 SHU AND TU
(a)
(b)
Figure 6 SEM micrographs of the 2 wt SiCpndashCu composites (a) as sintering and (b) extruded
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 493
Table 4 Tensile Test Results
SiCp Modulus 02 YS UTS ElongationContents Specimen (Gpa) (Mpa) (Mpa) ()
06 C1 81 159 253 532C2 77 151 249 528R1 71 128 214 530R2 71 127 208 502
2 C1 83 178 292 438C2 81 166 268 417R1 76 125 212 432R2 72 117 192 398
4 C1 84 175 277 241C2 80 156 260 224R1 78 113 195 231R2 77 96 177 218
6 C1 85 138 243 186C2 82 142 237 179R1 81 103 182 184R2 80 93 173 176
8 C1 86 132 229 153C2 84 130 214 131R1 83 104 168 132R2 79 101 158 129
10 C1 86 124 210 144C2 85 119 202 141R1 84 90 155 142R2 81 87 150 128
SiC and the matrix grain reinforcement of Cu matrix and a more homogeneousdistribution of SiC after hot extrusion The wt of SiCp and the electroless platingprocess were found to tremendously influence the tensile property of copper ma-trix composite Figure 7 demonstrates that ultimate stress decreases with an in-creasing amount of uncoated SiCp There is a maximum value of ultimate stressat 2 wt if the SiCp particles are electroless plated with copper This phenomenonis caused by particle reinforcement The strength of composite decreases if theSiCp is increased because more defects are produced The tensile strength of com-posites with uncoated SiCp is lower than the composites with electroless-platedSiCp The strength of the composite is reduced by the presence of SiCp owing tothe poor bonding between the uncoated SiCp and copper
34 Hardness
Figure 8 shows the change in the Rockwell hardness number of CundashSiCp
composites for various SiCp wt made by various methods The hardness valueincreases with increasing SiCp wt Generally the hardness of material increases
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
494 SHU AND TU
Figure 7 The ultimate stress in CundashSiCp composites
with increase of material strength However in the present work the strengthdecreased with increasing SiCp wt (Fig 7) As can be seen in Figure 5 theporosity increases with increasing SiCp wt this is responsible for the corre-sponding decreasing stress and increasing hardness tendencies (Figs 7 and 8 re-spectively) The former tendency has been explained in section 33 The latter
Figure 8 The Rockwell hardness number of CundashSiCp composite
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
486 SHU AND TU
Figure 1 SEM micrograph of SiCp
22 Sensitization and Activation
The cleaned SiCp samples were sensitized in a solution containing stanouschloride (SnCl2sdot2H2O) and hydrochloric acid (HCl) for 1 hr and then activated ina solution containing palladium chloride (PdCl2) and hydrochloric acid for a fewhours
23 Electroless Copper Process
Before the procedure of mixing continuous stirring and rinsing the cleanedSiCp was put into CuSO4 sdot 5H2O (20 gl) and KNaC4H4O6 (50 gl) individuallyshaken by ultrasound and then HCOH (36) and NaOH were added The pHvalue of the solution was adjusted by adding NaOH until the pH value approached13 then the copper film was created The thick film was obtained by later immers-ing it in Fehling solution The components of Fehling solution are as followsCuSO4 sdot 5H2O (10 gl) KNaC4H4O6 (25 gl) HCOH (50 mll) and NaOH (7 gl)
The mixture of the constituent powders with the preselected SiC percentages(06 2 4 6 8 and 10 wt) was milled with aluminum balls as the grindingmedium in Ar atmosphere and cold formed by pressing the powders with a unitpressure of 450 MPa
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 487
Table 1 Specimen Classification
Composition of CompactSpecimen ID (wt SiC) Copper Coating Extrusion
C1 06 2 4 6 8 10 Yes YesC2 06 2 4 6 8 10 Yes NoR1 06 2 4 6 8 10 No YesR2 06 2 4 6 8 10 No No
A series of compacts was heated to 1073 K for 4 hr in hydrogen and thenextruded at 973 K by an indirect extrusion method with a 151 extrusion ratioThe specimen classifications are summarized in Table 1
Composite testing involved measurements of the density hardness ultimatestress volume electrical resistivity and CTE The density of the CundashSiCp compos-ites was measured by using the buoyancy (Archimedes) method The hardnessmeasurement was performed with a Rockwell hardness tester Uniaxial tensiletesting with a constant cross-head speed of 10 mmmin was carried out on aInstron testing machine at room temperature specimens were machined accordingto ASTM E8 standard The four-probe method was used for measuring the electri-cal resistivity
The CTE value was obtained using a thermal mechanical analyzer The prod-ucts were characterized by means of X-ray diffraction as well as OM SEM andtransmission electron microscopy (TEM) The particle diameter was measuredusing a Honeywell UPA particle size analyzer EDM testing was performed ona Charmer CM30A EDM machine
30 RESULTS AND DISCUSSION
31 Change of Powder Particles by Electroless Plating and Milling
Electroless Cu-coated SiCp samples are shown in Figure 2 The coated cop-per film is homogenous and continuous The thickness of the Cu film given inTable 2 was found to be about 06 microm
Figure 3 shows the X-ray diffraction (XRD) patterns of the treated and thecopper-coated SiCp particles Figure 3a shows the XRD pattern of SiCp (whichwas obtained before adding HCOH and NaOH) the copper tartrate (CuT) andSiC peaks were detected and no detectable peak appeared for palladium This isbecause the concentration of palladium was extremely low and palladium spreadsover the surface at the atomic level After coating as shown in Fig 3b three newpeaks appeared at 2θ 432 506 and 745deg These results indicate that the Cuwas coated on the SiC particle
Figure 4 shows the change in powderndashparticle morphology of 2 wt SiCndashCu powder following 8 hr of ball milling The powder particles underwent re-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
488 SHU AND TU
Figure 2 SEM micrograph of SiCp coated with Cu
Table 2 Particle Size of SiCp Determined Using Honeywell UPA
Uncoated SiCp Coated SiCp Thickness of(microm) (microm) Cu Film (microm)
Percentile A B (B-A)2
10 3442 4749 0653520 3650 4936 064330 3829 5099 063540 3991 5256 0632550 4148 5413 0632560 4321 5579 062970 4494 5754 063080 4732 5956 061290 5129 6190 0530595 5478 6342 0432
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 489
Figure 3 The XRD patterns of the particles (a) SiCp activated with palladium (b) SiCp platedwith copper
peated flattening and fracturing as a result of the collisions of the milling balls inthe mechanical milling mixture and consequently became fine powder of flattenedparticles which look different from the original dendritic shape
32 Density
The true densities obtained by Archimedesrsquo law and the theoretical valuesare listed in Table 3 for comparison It was observed that the density of the com-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
490 SHU AND TU
Figure 4 The change in powderndashparticle morphology of 2 wt SiCpndashCu for plated samples after8 hr of ball milling
posite with electroless copper-plated SiCp for all wt SiCp is a little higher thanthat without the coating
The porosity can be determined by the following equation (25)
fp 1 ρρ0 (1)
where fp is the pore volume fraction ρ is the measured density ρ0 is the theoreticaldensity
Table 3 Sample Density
Measured Density
Before Extrusion After ExtrusionCopper with TheoreticalSiCp wt Coated Uncoated Coated Uncoated Density
0 767 861 89606 756 745 860 840 886
2 737 725 836 819 8654 712 688 795 789 8366 687 658 770 759 8098 650 624 745 724 784
10 621 601 719 702 760
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 491
Figure 5 Variation of porosity with SiCp contents for the CundashSiCp composite
Figure 5 reveals that compared to the composites made by the extrusionprocess all of the composites made by the as-sintering process had relatively highporosity For the composites made by extrusion although the porosity increasedwith increasing SiCp content the porosity remained comparatively low
Figure 6 shows SEM micrographs of polished samples of composites con-taining 2 wt SiCp The composite made by the as-sintering method (Fig 6a)contained a large amount of pores with most of the pores ranging in size from2 to 40 microm Some large pores were observed to have flat shapes However nolarge pore was observed in the composite made by the extrusion method (Fig6b) In Figure 5 it also can be observed that the porosities of C1 and C2 specimensare slightly lower than those of R1 and R2 specimens individually this indicatedthat the density of composites can be improved to a certain extent by coating acopper film on SiCp This is presumably caused by better sintering ability betweencoated SiCndashCu compared to SiCndashCu particles A hot extrusion process can im-prove the density of the composites up to 95 of the theoretical density value Asshown in Figure 5 the porosity of the coated 2 wt SiCp composite significantlydecreased following the extrusion process
33 Tensile Strength
The tensile properties of various CundashSiCp specimens are given in Table 4It shows that apparently the tensile properties have been significantly improvedthrough hot extrusion This is probably because of reduction in the amount andsize of the porosity after hot extrusion interfacial bonding enhancement between
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
492 SHU AND TU
(a)
(b)
Figure 6 SEM micrographs of the 2 wt SiCpndashCu composites (a) as sintering and (b) extruded
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 493
Table 4 Tensile Test Results
SiCp Modulus 02 YS UTS ElongationContents Specimen (Gpa) (Mpa) (Mpa) ()
06 C1 81 159 253 532C2 77 151 249 528R1 71 128 214 530R2 71 127 208 502
2 C1 83 178 292 438C2 81 166 268 417R1 76 125 212 432R2 72 117 192 398
4 C1 84 175 277 241C2 80 156 260 224R1 78 113 195 231R2 77 96 177 218
6 C1 85 138 243 186C2 82 142 237 179R1 81 103 182 184R2 80 93 173 176
8 C1 86 132 229 153C2 84 130 214 131R1 83 104 168 132R2 79 101 158 129
10 C1 86 124 210 144C2 85 119 202 141R1 84 90 155 142R2 81 87 150 128
SiC and the matrix grain reinforcement of Cu matrix and a more homogeneousdistribution of SiC after hot extrusion The wt of SiCp and the electroless platingprocess were found to tremendously influence the tensile property of copper ma-trix composite Figure 7 demonstrates that ultimate stress decreases with an in-creasing amount of uncoated SiCp There is a maximum value of ultimate stressat 2 wt if the SiCp particles are electroless plated with copper This phenomenonis caused by particle reinforcement The strength of composite decreases if theSiCp is increased because more defects are produced The tensile strength of com-posites with uncoated SiCp is lower than the composites with electroless-platedSiCp The strength of the composite is reduced by the presence of SiCp owing tothe poor bonding between the uncoated SiCp and copper
34 Hardness
Figure 8 shows the change in the Rockwell hardness number of CundashSiCp
composites for various SiCp wt made by various methods The hardness valueincreases with increasing SiCp wt Generally the hardness of material increases
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
494 SHU AND TU
Figure 7 The ultimate stress in CundashSiCp composites
with increase of material strength However in the present work the strengthdecreased with increasing SiCp wt (Fig 7) As can be seen in Figure 5 theporosity increases with increasing SiCp wt this is responsible for the corre-sponding decreasing stress and increasing hardness tendencies (Figs 7 and 8 re-spectively) The former tendency has been explained in section 33 The latter
Figure 8 The Rockwell hardness number of CundashSiCp composite
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
CundashSiCp COMPOSITES 487
Table 1 Specimen Classification
Composition of CompactSpecimen ID (wt SiC) Copper Coating Extrusion
C1 06 2 4 6 8 10 Yes YesC2 06 2 4 6 8 10 Yes NoR1 06 2 4 6 8 10 No YesR2 06 2 4 6 8 10 No No
A series of compacts was heated to 1073 K for 4 hr in hydrogen and thenextruded at 973 K by an indirect extrusion method with a 151 extrusion ratioThe specimen classifications are summarized in Table 1
Composite testing involved measurements of the density hardness ultimatestress volume electrical resistivity and CTE The density of the CundashSiCp compos-ites was measured by using the buoyancy (Archimedes) method The hardnessmeasurement was performed with a Rockwell hardness tester Uniaxial tensiletesting with a constant cross-head speed of 10 mmmin was carried out on aInstron testing machine at room temperature specimens were machined accordingto ASTM E8 standard The four-probe method was used for measuring the electri-cal resistivity
The CTE value was obtained using a thermal mechanical analyzer The prod-ucts were characterized by means of X-ray diffraction as well as OM SEM andtransmission electron microscopy (TEM) The particle diameter was measuredusing a Honeywell UPA particle size analyzer EDM testing was performed ona Charmer CM30A EDM machine
30 RESULTS AND DISCUSSION
31 Change of Powder Particles by Electroless Plating and Milling
Electroless Cu-coated SiCp samples are shown in Figure 2 The coated cop-per film is homogenous and continuous The thickness of the Cu film given inTable 2 was found to be about 06 microm
Figure 3 shows the X-ray diffraction (XRD) patterns of the treated and thecopper-coated SiCp particles Figure 3a shows the XRD pattern of SiCp (whichwas obtained before adding HCOH and NaOH) the copper tartrate (CuT) andSiC peaks were detected and no detectable peak appeared for palladium This isbecause the concentration of palladium was extremely low and palladium spreadsover the surface at the atomic level After coating as shown in Fig 3b three newpeaks appeared at 2θ 432 506 and 745deg These results indicate that the Cuwas coated on the SiC particle
Figure 4 shows the change in powderndashparticle morphology of 2 wt SiCndashCu powder following 8 hr of ball milling The powder particles underwent re-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
488 SHU AND TU
Figure 2 SEM micrograph of SiCp coated with Cu
Table 2 Particle Size of SiCp Determined Using Honeywell UPA
Uncoated SiCp Coated SiCp Thickness of(microm) (microm) Cu Film (microm)
Percentile A B (B-A)2
10 3442 4749 0653520 3650 4936 064330 3829 5099 063540 3991 5256 0632550 4148 5413 0632560 4321 5579 062970 4494 5754 063080 4732 5956 061290 5129 6190 0530595 5478 6342 0432
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 489
Figure 3 The XRD patterns of the particles (a) SiCp activated with palladium (b) SiCp platedwith copper
peated flattening and fracturing as a result of the collisions of the milling balls inthe mechanical milling mixture and consequently became fine powder of flattenedparticles which look different from the original dendritic shape
32 Density
The true densities obtained by Archimedesrsquo law and the theoretical valuesare listed in Table 3 for comparison It was observed that the density of the com-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
490 SHU AND TU
Figure 4 The change in powderndashparticle morphology of 2 wt SiCpndashCu for plated samples after8 hr of ball milling
posite with electroless copper-plated SiCp for all wt SiCp is a little higher thanthat without the coating
The porosity can be determined by the following equation (25)
fp 1 ρρ0 (1)
where fp is the pore volume fraction ρ is the measured density ρ0 is the theoreticaldensity
Table 3 Sample Density
Measured Density
Before Extrusion After ExtrusionCopper with TheoreticalSiCp wt Coated Uncoated Coated Uncoated Density
0 767 861 89606 756 745 860 840 886
2 737 725 836 819 8654 712 688 795 789 8366 687 658 770 759 8098 650 624 745 724 784
10 621 601 719 702 760
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 491
Figure 5 Variation of porosity with SiCp contents for the CundashSiCp composite
Figure 5 reveals that compared to the composites made by the extrusionprocess all of the composites made by the as-sintering process had relatively highporosity For the composites made by extrusion although the porosity increasedwith increasing SiCp content the porosity remained comparatively low
Figure 6 shows SEM micrographs of polished samples of composites con-taining 2 wt SiCp The composite made by the as-sintering method (Fig 6a)contained a large amount of pores with most of the pores ranging in size from2 to 40 microm Some large pores were observed to have flat shapes However nolarge pore was observed in the composite made by the extrusion method (Fig6b) In Figure 5 it also can be observed that the porosities of C1 and C2 specimensare slightly lower than those of R1 and R2 specimens individually this indicatedthat the density of composites can be improved to a certain extent by coating acopper film on SiCp This is presumably caused by better sintering ability betweencoated SiCndashCu compared to SiCndashCu particles A hot extrusion process can im-prove the density of the composites up to 95 of the theoretical density value Asshown in Figure 5 the porosity of the coated 2 wt SiCp composite significantlydecreased following the extrusion process
33 Tensile Strength
The tensile properties of various CundashSiCp specimens are given in Table 4It shows that apparently the tensile properties have been significantly improvedthrough hot extrusion This is probably because of reduction in the amount andsize of the porosity after hot extrusion interfacial bonding enhancement between
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
492 SHU AND TU
(a)
(b)
Figure 6 SEM micrographs of the 2 wt SiCpndashCu composites (a) as sintering and (b) extruded
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 493
Table 4 Tensile Test Results
SiCp Modulus 02 YS UTS ElongationContents Specimen (Gpa) (Mpa) (Mpa) ()
06 C1 81 159 253 532C2 77 151 249 528R1 71 128 214 530R2 71 127 208 502
2 C1 83 178 292 438C2 81 166 268 417R1 76 125 212 432R2 72 117 192 398
4 C1 84 175 277 241C2 80 156 260 224R1 78 113 195 231R2 77 96 177 218
6 C1 85 138 243 186C2 82 142 237 179R1 81 103 182 184R2 80 93 173 176
8 C1 86 132 229 153C2 84 130 214 131R1 83 104 168 132R2 79 101 158 129
10 C1 86 124 210 144C2 85 119 202 141R1 84 90 155 142R2 81 87 150 128
SiC and the matrix grain reinforcement of Cu matrix and a more homogeneousdistribution of SiC after hot extrusion The wt of SiCp and the electroless platingprocess were found to tremendously influence the tensile property of copper ma-trix composite Figure 7 demonstrates that ultimate stress decreases with an in-creasing amount of uncoated SiCp There is a maximum value of ultimate stressat 2 wt if the SiCp particles are electroless plated with copper This phenomenonis caused by particle reinforcement The strength of composite decreases if theSiCp is increased because more defects are produced The tensile strength of com-posites with uncoated SiCp is lower than the composites with electroless-platedSiCp The strength of the composite is reduced by the presence of SiCp owing tothe poor bonding between the uncoated SiCp and copper
34 Hardness
Figure 8 shows the change in the Rockwell hardness number of CundashSiCp
composites for various SiCp wt made by various methods The hardness valueincreases with increasing SiCp wt Generally the hardness of material increases
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
494 SHU AND TU
Figure 7 The ultimate stress in CundashSiCp composites
with increase of material strength However in the present work the strengthdecreased with increasing SiCp wt (Fig 7) As can be seen in Figure 5 theporosity increases with increasing SiCp wt this is responsible for the corre-sponding decreasing stress and increasing hardness tendencies (Figs 7 and 8 re-spectively) The former tendency has been explained in section 33 The latter
Figure 8 The Rockwell hardness number of CundashSiCp composite
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
488 SHU AND TU
Figure 2 SEM micrograph of SiCp coated with Cu
Table 2 Particle Size of SiCp Determined Using Honeywell UPA
Uncoated SiCp Coated SiCp Thickness of(microm) (microm) Cu Film (microm)
Percentile A B (B-A)2
10 3442 4749 0653520 3650 4936 064330 3829 5099 063540 3991 5256 0632550 4148 5413 0632560 4321 5579 062970 4494 5754 063080 4732 5956 061290 5129 6190 0530595 5478 6342 0432
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 489
Figure 3 The XRD patterns of the particles (a) SiCp activated with palladium (b) SiCp platedwith copper
peated flattening and fracturing as a result of the collisions of the milling balls inthe mechanical milling mixture and consequently became fine powder of flattenedparticles which look different from the original dendritic shape
32 Density
The true densities obtained by Archimedesrsquo law and the theoretical valuesare listed in Table 3 for comparison It was observed that the density of the com-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
490 SHU AND TU
Figure 4 The change in powderndashparticle morphology of 2 wt SiCpndashCu for plated samples after8 hr of ball milling
posite with electroless copper-plated SiCp for all wt SiCp is a little higher thanthat without the coating
The porosity can be determined by the following equation (25)
fp 1 ρρ0 (1)
where fp is the pore volume fraction ρ is the measured density ρ0 is the theoreticaldensity
Table 3 Sample Density
Measured Density
Before Extrusion After ExtrusionCopper with TheoreticalSiCp wt Coated Uncoated Coated Uncoated Density
0 767 861 89606 756 745 860 840 886
2 737 725 836 819 8654 712 688 795 789 8366 687 658 770 759 8098 650 624 745 724 784
10 621 601 719 702 760
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 491
Figure 5 Variation of porosity with SiCp contents for the CundashSiCp composite
Figure 5 reveals that compared to the composites made by the extrusionprocess all of the composites made by the as-sintering process had relatively highporosity For the composites made by extrusion although the porosity increasedwith increasing SiCp content the porosity remained comparatively low
Figure 6 shows SEM micrographs of polished samples of composites con-taining 2 wt SiCp The composite made by the as-sintering method (Fig 6a)contained a large amount of pores with most of the pores ranging in size from2 to 40 microm Some large pores were observed to have flat shapes However nolarge pore was observed in the composite made by the extrusion method (Fig6b) In Figure 5 it also can be observed that the porosities of C1 and C2 specimensare slightly lower than those of R1 and R2 specimens individually this indicatedthat the density of composites can be improved to a certain extent by coating acopper film on SiCp This is presumably caused by better sintering ability betweencoated SiCndashCu compared to SiCndashCu particles A hot extrusion process can im-prove the density of the composites up to 95 of the theoretical density value Asshown in Figure 5 the porosity of the coated 2 wt SiCp composite significantlydecreased following the extrusion process
33 Tensile Strength
The tensile properties of various CundashSiCp specimens are given in Table 4It shows that apparently the tensile properties have been significantly improvedthrough hot extrusion This is probably because of reduction in the amount andsize of the porosity after hot extrusion interfacial bonding enhancement between
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
492 SHU AND TU
(a)
(b)
Figure 6 SEM micrographs of the 2 wt SiCpndashCu composites (a) as sintering and (b) extruded
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 493
Table 4 Tensile Test Results
SiCp Modulus 02 YS UTS ElongationContents Specimen (Gpa) (Mpa) (Mpa) ()
06 C1 81 159 253 532C2 77 151 249 528R1 71 128 214 530R2 71 127 208 502
2 C1 83 178 292 438C2 81 166 268 417R1 76 125 212 432R2 72 117 192 398
4 C1 84 175 277 241C2 80 156 260 224R1 78 113 195 231R2 77 96 177 218
6 C1 85 138 243 186C2 82 142 237 179R1 81 103 182 184R2 80 93 173 176
8 C1 86 132 229 153C2 84 130 214 131R1 83 104 168 132R2 79 101 158 129
10 C1 86 124 210 144C2 85 119 202 141R1 84 90 155 142R2 81 87 150 128
SiC and the matrix grain reinforcement of Cu matrix and a more homogeneousdistribution of SiC after hot extrusion The wt of SiCp and the electroless platingprocess were found to tremendously influence the tensile property of copper ma-trix composite Figure 7 demonstrates that ultimate stress decreases with an in-creasing amount of uncoated SiCp There is a maximum value of ultimate stressat 2 wt if the SiCp particles are electroless plated with copper This phenomenonis caused by particle reinforcement The strength of composite decreases if theSiCp is increased because more defects are produced The tensile strength of com-posites with uncoated SiCp is lower than the composites with electroless-platedSiCp The strength of the composite is reduced by the presence of SiCp owing tothe poor bonding between the uncoated SiCp and copper
34 Hardness
Figure 8 shows the change in the Rockwell hardness number of CundashSiCp
composites for various SiCp wt made by various methods The hardness valueincreases with increasing SiCp wt Generally the hardness of material increases
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
494 SHU AND TU
Figure 7 The ultimate stress in CundashSiCp composites
with increase of material strength However in the present work the strengthdecreased with increasing SiCp wt (Fig 7) As can be seen in Figure 5 theporosity increases with increasing SiCp wt this is responsible for the corre-sponding decreasing stress and increasing hardness tendencies (Figs 7 and 8 re-spectively) The former tendency has been explained in section 33 The latter
Figure 8 The Rockwell hardness number of CundashSiCp composite
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
CundashSiCp COMPOSITES 489
Figure 3 The XRD patterns of the particles (a) SiCp activated with palladium (b) SiCp platedwith copper
peated flattening and fracturing as a result of the collisions of the milling balls inthe mechanical milling mixture and consequently became fine powder of flattenedparticles which look different from the original dendritic shape
32 Density
The true densities obtained by Archimedesrsquo law and the theoretical valuesare listed in Table 3 for comparison It was observed that the density of the com-
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
490 SHU AND TU
Figure 4 The change in powderndashparticle morphology of 2 wt SiCpndashCu for plated samples after8 hr of ball milling
posite with electroless copper-plated SiCp for all wt SiCp is a little higher thanthat without the coating
The porosity can be determined by the following equation (25)
fp 1 ρρ0 (1)
where fp is the pore volume fraction ρ is the measured density ρ0 is the theoreticaldensity
Table 3 Sample Density
Measured Density
Before Extrusion After ExtrusionCopper with TheoreticalSiCp wt Coated Uncoated Coated Uncoated Density
0 767 861 89606 756 745 860 840 886
2 737 725 836 819 8654 712 688 795 789 8366 687 658 770 759 8098 650 624 745 724 784
10 621 601 719 702 760
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 491
Figure 5 Variation of porosity with SiCp contents for the CundashSiCp composite
Figure 5 reveals that compared to the composites made by the extrusionprocess all of the composites made by the as-sintering process had relatively highporosity For the composites made by extrusion although the porosity increasedwith increasing SiCp content the porosity remained comparatively low
Figure 6 shows SEM micrographs of polished samples of composites con-taining 2 wt SiCp The composite made by the as-sintering method (Fig 6a)contained a large amount of pores with most of the pores ranging in size from2 to 40 microm Some large pores were observed to have flat shapes However nolarge pore was observed in the composite made by the extrusion method (Fig6b) In Figure 5 it also can be observed that the porosities of C1 and C2 specimensare slightly lower than those of R1 and R2 specimens individually this indicatedthat the density of composites can be improved to a certain extent by coating acopper film on SiCp This is presumably caused by better sintering ability betweencoated SiCndashCu compared to SiCndashCu particles A hot extrusion process can im-prove the density of the composites up to 95 of the theoretical density value Asshown in Figure 5 the porosity of the coated 2 wt SiCp composite significantlydecreased following the extrusion process
33 Tensile Strength
The tensile properties of various CundashSiCp specimens are given in Table 4It shows that apparently the tensile properties have been significantly improvedthrough hot extrusion This is probably because of reduction in the amount andsize of the porosity after hot extrusion interfacial bonding enhancement between
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
492 SHU AND TU
(a)
(b)
Figure 6 SEM micrographs of the 2 wt SiCpndashCu composites (a) as sintering and (b) extruded
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 493
Table 4 Tensile Test Results
SiCp Modulus 02 YS UTS ElongationContents Specimen (Gpa) (Mpa) (Mpa) ()
06 C1 81 159 253 532C2 77 151 249 528R1 71 128 214 530R2 71 127 208 502
2 C1 83 178 292 438C2 81 166 268 417R1 76 125 212 432R2 72 117 192 398
4 C1 84 175 277 241C2 80 156 260 224R1 78 113 195 231R2 77 96 177 218
6 C1 85 138 243 186C2 82 142 237 179R1 81 103 182 184R2 80 93 173 176
8 C1 86 132 229 153C2 84 130 214 131R1 83 104 168 132R2 79 101 158 129
10 C1 86 124 210 144C2 85 119 202 141R1 84 90 155 142R2 81 87 150 128
SiC and the matrix grain reinforcement of Cu matrix and a more homogeneousdistribution of SiC after hot extrusion The wt of SiCp and the electroless platingprocess were found to tremendously influence the tensile property of copper ma-trix composite Figure 7 demonstrates that ultimate stress decreases with an in-creasing amount of uncoated SiCp There is a maximum value of ultimate stressat 2 wt if the SiCp particles are electroless plated with copper This phenomenonis caused by particle reinforcement The strength of composite decreases if theSiCp is increased because more defects are produced The tensile strength of com-posites with uncoated SiCp is lower than the composites with electroless-platedSiCp The strength of the composite is reduced by the presence of SiCp owing tothe poor bonding between the uncoated SiCp and copper
34 Hardness
Figure 8 shows the change in the Rockwell hardness number of CundashSiCp
composites for various SiCp wt made by various methods The hardness valueincreases with increasing SiCp wt Generally the hardness of material increases
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
494 SHU AND TU
Figure 7 The ultimate stress in CundashSiCp composites
with increase of material strength However in the present work the strengthdecreased with increasing SiCp wt (Fig 7) As can be seen in Figure 5 theporosity increases with increasing SiCp wt this is responsible for the corre-sponding decreasing stress and increasing hardness tendencies (Figs 7 and 8 re-spectively) The former tendency has been explained in section 33 The latter
Figure 8 The Rockwell hardness number of CundashSiCp composite
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
490 SHU AND TU
Figure 4 The change in powderndashparticle morphology of 2 wt SiCpndashCu for plated samples after8 hr of ball milling
posite with electroless copper-plated SiCp for all wt SiCp is a little higher thanthat without the coating
The porosity can be determined by the following equation (25)
fp 1 ρρ0 (1)
where fp is the pore volume fraction ρ is the measured density ρ0 is the theoreticaldensity
Table 3 Sample Density
Measured Density
Before Extrusion After ExtrusionCopper with TheoreticalSiCp wt Coated Uncoated Coated Uncoated Density
0 767 861 89606 756 745 860 840 886
2 737 725 836 819 8654 712 688 795 789 8366 687 658 770 759 8098 650 624 745 724 784
10 621 601 719 702 760
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 491
Figure 5 Variation of porosity with SiCp contents for the CundashSiCp composite
Figure 5 reveals that compared to the composites made by the extrusionprocess all of the composites made by the as-sintering process had relatively highporosity For the composites made by extrusion although the porosity increasedwith increasing SiCp content the porosity remained comparatively low
Figure 6 shows SEM micrographs of polished samples of composites con-taining 2 wt SiCp The composite made by the as-sintering method (Fig 6a)contained a large amount of pores with most of the pores ranging in size from2 to 40 microm Some large pores were observed to have flat shapes However nolarge pore was observed in the composite made by the extrusion method (Fig6b) In Figure 5 it also can be observed that the porosities of C1 and C2 specimensare slightly lower than those of R1 and R2 specimens individually this indicatedthat the density of composites can be improved to a certain extent by coating acopper film on SiCp This is presumably caused by better sintering ability betweencoated SiCndashCu compared to SiCndashCu particles A hot extrusion process can im-prove the density of the composites up to 95 of the theoretical density value Asshown in Figure 5 the porosity of the coated 2 wt SiCp composite significantlydecreased following the extrusion process
33 Tensile Strength
The tensile properties of various CundashSiCp specimens are given in Table 4It shows that apparently the tensile properties have been significantly improvedthrough hot extrusion This is probably because of reduction in the amount andsize of the porosity after hot extrusion interfacial bonding enhancement between
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
492 SHU AND TU
(a)
(b)
Figure 6 SEM micrographs of the 2 wt SiCpndashCu composites (a) as sintering and (b) extruded
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 493
Table 4 Tensile Test Results
SiCp Modulus 02 YS UTS ElongationContents Specimen (Gpa) (Mpa) (Mpa) ()
06 C1 81 159 253 532C2 77 151 249 528R1 71 128 214 530R2 71 127 208 502
2 C1 83 178 292 438C2 81 166 268 417R1 76 125 212 432R2 72 117 192 398
4 C1 84 175 277 241C2 80 156 260 224R1 78 113 195 231R2 77 96 177 218
6 C1 85 138 243 186C2 82 142 237 179R1 81 103 182 184R2 80 93 173 176
8 C1 86 132 229 153C2 84 130 214 131R1 83 104 168 132R2 79 101 158 129
10 C1 86 124 210 144C2 85 119 202 141R1 84 90 155 142R2 81 87 150 128
SiC and the matrix grain reinforcement of Cu matrix and a more homogeneousdistribution of SiC after hot extrusion The wt of SiCp and the electroless platingprocess were found to tremendously influence the tensile property of copper ma-trix composite Figure 7 demonstrates that ultimate stress decreases with an in-creasing amount of uncoated SiCp There is a maximum value of ultimate stressat 2 wt if the SiCp particles are electroless plated with copper This phenomenonis caused by particle reinforcement The strength of composite decreases if theSiCp is increased because more defects are produced The tensile strength of com-posites with uncoated SiCp is lower than the composites with electroless-platedSiCp The strength of the composite is reduced by the presence of SiCp owing tothe poor bonding between the uncoated SiCp and copper
34 Hardness
Figure 8 shows the change in the Rockwell hardness number of CundashSiCp
composites for various SiCp wt made by various methods The hardness valueincreases with increasing SiCp wt Generally the hardness of material increases
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
494 SHU AND TU
Figure 7 The ultimate stress in CundashSiCp composites
with increase of material strength However in the present work the strengthdecreased with increasing SiCp wt (Fig 7) As can be seen in Figure 5 theporosity increases with increasing SiCp wt this is responsible for the corre-sponding decreasing stress and increasing hardness tendencies (Figs 7 and 8 re-spectively) The former tendency has been explained in section 33 The latter
Figure 8 The Rockwell hardness number of CundashSiCp composite
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
CundashSiCp COMPOSITES 491
Figure 5 Variation of porosity with SiCp contents for the CundashSiCp composite
Figure 5 reveals that compared to the composites made by the extrusionprocess all of the composites made by the as-sintering process had relatively highporosity For the composites made by extrusion although the porosity increasedwith increasing SiCp content the porosity remained comparatively low
Figure 6 shows SEM micrographs of polished samples of composites con-taining 2 wt SiCp The composite made by the as-sintering method (Fig 6a)contained a large amount of pores with most of the pores ranging in size from2 to 40 microm Some large pores were observed to have flat shapes However nolarge pore was observed in the composite made by the extrusion method (Fig6b) In Figure 5 it also can be observed that the porosities of C1 and C2 specimensare slightly lower than those of R1 and R2 specimens individually this indicatedthat the density of composites can be improved to a certain extent by coating acopper film on SiCp This is presumably caused by better sintering ability betweencoated SiCndashCu compared to SiCndashCu particles A hot extrusion process can im-prove the density of the composites up to 95 of the theoretical density value Asshown in Figure 5 the porosity of the coated 2 wt SiCp composite significantlydecreased following the extrusion process
33 Tensile Strength
The tensile properties of various CundashSiCp specimens are given in Table 4It shows that apparently the tensile properties have been significantly improvedthrough hot extrusion This is probably because of reduction in the amount andsize of the porosity after hot extrusion interfacial bonding enhancement between
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
492 SHU AND TU
(a)
(b)
Figure 6 SEM micrographs of the 2 wt SiCpndashCu composites (a) as sintering and (b) extruded
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 493
Table 4 Tensile Test Results
SiCp Modulus 02 YS UTS ElongationContents Specimen (Gpa) (Mpa) (Mpa) ()
06 C1 81 159 253 532C2 77 151 249 528R1 71 128 214 530R2 71 127 208 502
2 C1 83 178 292 438C2 81 166 268 417R1 76 125 212 432R2 72 117 192 398
4 C1 84 175 277 241C2 80 156 260 224R1 78 113 195 231R2 77 96 177 218
6 C1 85 138 243 186C2 82 142 237 179R1 81 103 182 184R2 80 93 173 176
8 C1 86 132 229 153C2 84 130 214 131R1 83 104 168 132R2 79 101 158 129
10 C1 86 124 210 144C2 85 119 202 141R1 84 90 155 142R2 81 87 150 128
SiC and the matrix grain reinforcement of Cu matrix and a more homogeneousdistribution of SiC after hot extrusion The wt of SiCp and the electroless platingprocess were found to tremendously influence the tensile property of copper ma-trix composite Figure 7 demonstrates that ultimate stress decreases with an in-creasing amount of uncoated SiCp There is a maximum value of ultimate stressat 2 wt if the SiCp particles are electroless plated with copper This phenomenonis caused by particle reinforcement The strength of composite decreases if theSiCp is increased because more defects are produced The tensile strength of com-posites with uncoated SiCp is lower than the composites with electroless-platedSiCp The strength of the composite is reduced by the presence of SiCp owing tothe poor bonding between the uncoated SiCp and copper
34 Hardness
Figure 8 shows the change in the Rockwell hardness number of CundashSiCp
composites for various SiCp wt made by various methods The hardness valueincreases with increasing SiCp wt Generally the hardness of material increases
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
494 SHU AND TU
Figure 7 The ultimate stress in CundashSiCp composites
with increase of material strength However in the present work the strengthdecreased with increasing SiCp wt (Fig 7) As can be seen in Figure 5 theporosity increases with increasing SiCp wt this is responsible for the corre-sponding decreasing stress and increasing hardness tendencies (Figs 7 and 8 re-spectively) The former tendency has been explained in section 33 The latter
Figure 8 The Rockwell hardness number of CundashSiCp composite
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
492 SHU AND TU
(a)
(b)
Figure 6 SEM micrographs of the 2 wt SiCpndashCu composites (a) as sintering and (b) extruded
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 493
Table 4 Tensile Test Results
SiCp Modulus 02 YS UTS ElongationContents Specimen (Gpa) (Mpa) (Mpa) ()
06 C1 81 159 253 532C2 77 151 249 528R1 71 128 214 530R2 71 127 208 502
2 C1 83 178 292 438C2 81 166 268 417R1 76 125 212 432R2 72 117 192 398
4 C1 84 175 277 241C2 80 156 260 224R1 78 113 195 231R2 77 96 177 218
6 C1 85 138 243 186C2 82 142 237 179R1 81 103 182 184R2 80 93 173 176
8 C1 86 132 229 153C2 84 130 214 131R1 83 104 168 132R2 79 101 158 129
10 C1 86 124 210 144C2 85 119 202 141R1 84 90 155 142R2 81 87 150 128
SiC and the matrix grain reinforcement of Cu matrix and a more homogeneousdistribution of SiC after hot extrusion The wt of SiCp and the electroless platingprocess were found to tremendously influence the tensile property of copper ma-trix composite Figure 7 demonstrates that ultimate stress decreases with an in-creasing amount of uncoated SiCp There is a maximum value of ultimate stressat 2 wt if the SiCp particles are electroless plated with copper This phenomenonis caused by particle reinforcement The strength of composite decreases if theSiCp is increased because more defects are produced The tensile strength of com-posites with uncoated SiCp is lower than the composites with electroless-platedSiCp The strength of the composite is reduced by the presence of SiCp owing tothe poor bonding between the uncoated SiCp and copper
34 Hardness
Figure 8 shows the change in the Rockwell hardness number of CundashSiCp
composites for various SiCp wt made by various methods The hardness valueincreases with increasing SiCp wt Generally the hardness of material increases
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
494 SHU AND TU
Figure 7 The ultimate stress in CundashSiCp composites
with increase of material strength However in the present work the strengthdecreased with increasing SiCp wt (Fig 7) As can be seen in Figure 5 theporosity increases with increasing SiCp wt this is responsible for the corre-sponding decreasing stress and increasing hardness tendencies (Figs 7 and 8 re-spectively) The former tendency has been explained in section 33 The latter
Figure 8 The Rockwell hardness number of CundashSiCp composite
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
CundashSiCp COMPOSITES 493
Table 4 Tensile Test Results
SiCp Modulus 02 YS UTS ElongationContents Specimen (Gpa) (Mpa) (Mpa) ()
06 C1 81 159 253 532C2 77 151 249 528R1 71 128 214 530R2 71 127 208 502
2 C1 83 178 292 438C2 81 166 268 417R1 76 125 212 432R2 72 117 192 398
4 C1 84 175 277 241C2 80 156 260 224R1 78 113 195 231R2 77 96 177 218
6 C1 85 138 243 186C2 82 142 237 179R1 81 103 182 184R2 80 93 173 176
8 C1 86 132 229 153C2 84 130 214 131R1 83 104 168 132R2 79 101 158 129
10 C1 86 124 210 144C2 85 119 202 141R1 84 90 155 142R2 81 87 150 128
SiC and the matrix grain reinforcement of Cu matrix and a more homogeneousdistribution of SiC after hot extrusion The wt of SiCp and the electroless platingprocess were found to tremendously influence the tensile property of copper ma-trix composite Figure 7 demonstrates that ultimate stress decreases with an in-creasing amount of uncoated SiCp There is a maximum value of ultimate stressat 2 wt if the SiCp particles are electroless plated with copper This phenomenonis caused by particle reinforcement The strength of composite decreases if theSiCp is increased because more defects are produced The tensile strength of com-posites with uncoated SiCp is lower than the composites with electroless-platedSiCp The strength of the composite is reduced by the presence of SiCp owing tothe poor bonding between the uncoated SiCp and copper
34 Hardness
Figure 8 shows the change in the Rockwell hardness number of CundashSiCp
composites for various SiCp wt made by various methods The hardness valueincreases with increasing SiCp wt Generally the hardness of material increases
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
494 SHU AND TU
Figure 7 The ultimate stress in CundashSiCp composites
with increase of material strength However in the present work the strengthdecreased with increasing SiCp wt (Fig 7) As can be seen in Figure 5 theporosity increases with increasing SiCp wt this is responsible for the corre-sponding decreasing stress and increasing hardness tendencies (Figs 7 and 8 re-spectively) The former tendency has been explained in section 33 The latter
Figure 8 The Rockwell hardness number of CundashSiCp composite
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
494 SHU AND TU
Figure 7 The ultimate stress in CundashSiCp composites
with increase of material strength However in the present work the strengthdecreased with increasing SiCp wt (Fig 7) As can be seen in Figure 5 theporosity increases with increasing SiCp wt this is responsible for the corre-sponding decreasing stress and increasing hardness tendencies (Figs 7 and 8 re-spectively) The former tendency has been explained in section 33 The latter
Figure 8 The Rockwell hardness number of CundashSiCp composite
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
CundashSiCp COMPOSITES 495
increasing hardness tendency is qualitatively explained as follows the CundashSiCp
hardness is probably determined by the composite effect of porosity and SiC parti-cles It is apparent that the CundashSiC interface increases with increasing SiCp wtthus hindering more seriously the Cu slipping and resulting in increased hardnessIn this work the pore sizes were only about one-half to one-third of SiCp sizes(Fig 6) and the porosity increased only mildly with SiCp (Fig 5) Therefore theeffect of porosity on hardness would appear much less important than the domi-nant effect of CuSiC interface (ie the inherent high SiC hardness)
The promoted bonding between SiCp and Cu by copper-coating method re-strains more effectively elastic and plastic deformation of the composites leadingto higher hardness Much lower porosity can be achieved through the extrusionprocess rendering higher composite hardness
35 Fracture Surface
SEM micrographs of the fracture surfaces of the composites with 06 wtuncoated SiCp content having poor interface bonding between the matrix and theparticle is shown in Figure 9a SiCp shows relatively flat surfaces and a samplewith 2 wt coated SiCp content (where the copper film can be seen on the surfaceof SiCp) is shown in Figure 9b In both samples fracture appears to initiate at theSiCp particles with the fracture surfaces characterized by the presence of largemicrovoids with SiCp particles at the center of each dimple The crack may propa-gate along the interface between SiCp particles and matrix and within SiCp parti-cles In addition to the normal ductile dimple fracture of the matrix there are twotypes of fracture behavior involved with SiCp particulate fracture of SiCp and CundashSiCp interface decohesion In Figure 9a the fracture surface shows the presence ofdecohesion at the CundashSiCp interface However the occurrence of SiCp fracturewas observed in Figure 9b and this indicates that there was load transfer fromthe matrix to the SiCp particulate
36 Electrical Resistivity
The electrical resistivity of composites depends on the size and number ofmicroweldments developed between particles during sintering Figure 10 indicatesthat the electrical resistivity is increased with a higher SiCp content
The effective electrical resistivity σeff of two-phase composite materials canbe determined by the simple rule of mixture (ROM) when the electrical resistivityof both phases are comparable ie σ1 σ2 (26) and
σeff f1 σ1 f2 σ2 (2)
where fi is the volume fraction and σ i is the electrical resistivity of phase i
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
496 SHU AND TU
(a)
(b)
Figure 9 SEM micrographs of the fracture surface of composites in (a) 06 uncoated SiCp and(b) 2 wt coated SiCp
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
CundashSiCp COMPOSITES 497
Figure 10 Measured and predicted electrical resistivity of CundashSiCp composites
The σeff value is 166001 microΩ-cm if the ROM model is used to calculate theeffective electrical resistivity of composite with 06 wt of SiCp content and alarge discrepancy from experiment data was found
When the difference between electrical resistivity of constituent phases isincreased the dependence of the effective resistivity on the volume fraction be-comes nonlinear and the electrical resistivity can be represented by the effectivemedium theory (EMT) EMT considers a spherical entity consisting of a singlephase embedded in the surrounding effective medium with the following relationgiven in reference 27
f1 σ1 σeff
σ1 2σeff
f2 σ2 σeff
σ2 2σeff
0 (3)
where the surface electrical resistivity of copper and SiCp are 1130 and 10 107 microΩ cm respectively The electrical resistivity of the copper composite calcu-lated by the above model gives close results to the experimental data shown inFigure 10
37 CTE
Because the CTEs for Cu and SiCp are 169 106 K1 (293ndash573 K) and50 106 K1 respectively (2829) it is expected that the CTE of the compositewould be lowered with the addition of SiCp The CTE of a particle-reinforcedcomposite is often estimated by three popular models (30) for which the ROMmodel is often considered inappropriate because it does not take into account
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
498 SHU AND TU
the microstructure and strain interactions The Turnerrsquos model (31) consideringuniform hydrostatic stresses exit in the phases predicts the CTE of a compositeby
αc αp fpkp αm fmkm
fpkp fmkm
(4)
where αc αp and αm are the CTEs of composites reinforcements and matrixrespectively km is the bulk modulus of matrix and the Kernerrsquos model (32) ac-counts for both the shear and isostatic stress developed in the component phasesand determines the composite CTE by
αc αp fp αm fm (αp αm) fp fmkp kp
kp fp km fm 3kpkm
4Gm
(5)
where Gm is the shear modulus of matrixThe measured and calculated results of linear thermal expansion curves for
CundashSiCp composite are presented in Figure 11 The results show that the CTEdecreases as the SiCp weight fraction increases The experimental CTEs are muchhigher than these predictions The results reflect the weak bonding between SiCp
and Cu which provides little constraint on the expansion or contraction of thecopper matrix
Figure 11 Measured and predicted linear thermal expansion of the CundashSiCp composites (200ndash500degC)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
CundashSiCp COMPOSITES 499
38 Material Removal Rates on EDM
Metal removal rate is an important parameter for evaluating the machiningperformance of EDM for a particular working setup and the machining rate de-pends on the electrode manufacturing variable Material removal rate can be ex-pressed as follows (33)
Wm Km sdot τ aon sdot Ib
p sdot 106
τon τoff
(6)
where Wm is the material removal rate (mm3min) Km a and b are coefficientsto be determined by test condition and τon and τoff (in microsec) are pulse on timeand pulse off time respectively
A higher discharge current leads to higher discharge energy and energy den-sity Thus more material can be melted which increases the removal rate Figure12 shows that the material removal rate increases with an increase in appliedcurrent In general the removal rate varies very little under the normal conditionof pulse off time The pulse on time is taken to be 150 microsec in this research so thematerial removal rate increases with the increase of applied current The maximumremoval rate was found for Cundash2wt SiCp composite This suggests that EDMwith 2 wt SiCp of copper electrode is the better choice for cutting mold steelwhen pulse time is 150 microsec
Figure 12 Relationship of the material removal rate applied current and SiCp wt (τon 150microsec τoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
500 SHU AND TU
Table 5 The Product of λ and Tm
Fusion Temperature Thermal ConductivityMaterial Tm (K) λ(wmk) 104 λ Tm(wm)
Cu 1357 369 400SiCp 2473 67 147
39 Electrode Wear Ratio
An ideal EDM tool electrode is the one that not only can remove a largeamount of material from the workpiece but also is capable of resisting self-ero-sion
Table 5 shows the fusion temperature and thermal conductivity (λ) for Cuand SiCp The electrode wear is roughly proportional to the product of thermalconductivity (λ) and fusion temperature (Tm) (34) Although the fusion tempera-ture of SiCp is high because its thermal conductivity is very small the productof thermal conductivity and fusion temperature (λ Tm) for SiCp is less than thatfor Cu so the (λ Tm) values for the composite are decreased by increasing SiCp
wtThe electrode wear P is affected by the discharge pulse energy which is
determined by discharge current and pulse on time as shown in the followingformula (32)
Figure 13 Relationship of the tool wear ratio applied current and SiCp wt (τon 150 microsecτoff 150 microsec positive electrode SKD61 workpiece)
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
CundashSiCp COMPOSITES 501
P τon
0u(t)dt (7)
where u(t) is the discharge voltage in V i(t) is the discharge current in A andτon is the pulse on time in microsec This formula indicates that the increase of dis-charge current and pulse on time increases the discharge pulse energy as well asthe electrode wear
The variations of tool wear ratio of the electrode with various SiCp wtoperating at different currents are shown in Figure 13 In general the tool wearratio is proportional to the applied current As discussed above the higher dis-charge current leads to higher energy thus both the material removal rate andtool wear ratio are increased It also can be observed that the tool wear ratios arealmost the same when SiCp contents are under 4 wt and they increase dramati-cally when SiCp contents are larger than this value The λ Tm value of compositewas decreased by increasing SiCp contents leading to increased wear ratio withincreasing SiCp contents
40 CONCLUSIONS
The mechanical properties of CuSiCp metalndashmatrix composite made bypowder sintering and extrusion can evidently be improved from the pure coppercounterpart This is due to the strengthening effect of SiC powder dispersed intothe Cu matrix It was found that an improved bonding could be achieved by activa-tion of SiC powder surface through electroless coating of Cu onto SiC powder
From the results of the present work it was found that a continuous copperfilm coated on SiCp by electroless copper coating to form a uniform distributionof SiCp in Cu matrix is possible A lower electrode wear ratio can be achievedfor EDM testing and the 2 wt SiCp of copper electrode is the better choice forcutting mold steel when pulse time is 150 microsec
50 ACKNOWLEDGMENTS
The authors thank the National Science Council of the Republic of Chinafor the financial support under Grant NSC86-2216-E-009-016 for the experimentalaspect of the study Special thanks are acknowledged to one of the reviewerswho reviewed carefully and made many valuable suggestions on the paper
60 REFERENCES
1 Her MG Weng FT Int J Adv Manuf Technol 2001 17 7152 Marafona J Wykes C Int J Mach Tools Manuf 2000 40 1533 Chen Y Mahdavian SM Wear 1999 236 350
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

ORDER REPRINTS
502 SHU AND TU
4 Park J Keller S Carman GP Hahn HT Sens Actu A Phys 2001 90 1915 Samuel MP Philip PK Int J Mach Tools Manuf 1997 37 (11) 16256 German RM Hens KF Johnson JL Int J Powder Metall 1994 30 (2) 2057 Kenny FE Balbahadur AC Lashmore DS Wear 1997 203 7158 Hart RR Wonsiewicz BC Chin BY Metall Trans 1970 1 31639 Warrier KGK Rohatgi PK Powder Metall 1986 29 65
10 Chang SY Lin SJ Scripta Mater 1996 35 22511 Zhang J Laird C Acta Mater 1999 47 381112 Mortensen A Pedersen OB Lilholt H Scripta Mater 1998 38 110913 Jahazi M Jalilian F Composites Sci Technol 1999 59 196914 Chang YS Lin SJ Scripta Mater 1996 35 (2) 22515 Zwisky KM Grant NJ Metal Prog 1961 August 20916 Denisenko ET Polushko A Filatova NA Porosh Kovaya Metall 1971 10 4917 Surappa MK Rohatgi PK Metal Technol 1978 5 (10) 35818 Grimes JH Scott KTB Powder Metall 1968 11 (22) 21319 Rogers J A Miles DE Hopkins BE Powder Metal 1973 16 6620 Kobayashi KF Tachibana N Shingu PH J Mater Sci 1990 25 314921 Hanada K Murakoshi Y Negishi H Sano T Proceedings of the 45th Japanese
Joint Conference for the Technology of Plasticity 1994 76022 Groza JR Gibeling JC Mater Sci Eng 1993 A171 11523 Warren R Anderson CH Composites 1984 15 10124 Qin CD Derby B Br Ceram Trans J 1991 90 12425 Yih P Chung DDL J Mater Sci 1999 34 35926 Kovacik J Scripta Mater 1998 39 (2) 15327 Landauer R AIP Conference Proceedings 40 New York 1978 228 Beer FP Johnston ER Mechanical Behavior of Materials 2nd Ed McGraw-
Hill New York 1996 80629 Courtney TH Mechanical Behavior of Materials 2nd Ed McGraw-Hill New
York 1996 4630 ASM Handbook Vol 2 American Society for Metals Metals Park OH 1991 40131 Sun Q Inal OT Mater Sci Eng 1996 B41 26132 Turner PS J Res Nat Bur Stand 1946 37 23933 Zhang JH Lee TC Lau WS J Mater Proc Technol 1997 63 90834 Kerner EH Proc Phys Soc 1956 B69 808
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14

Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081AMP100108522
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dow
nloa
ded
by [
Nat
iona
l Chi
ao T
ung
Uni
vers
ity ]
at 2
357
27
Apr
il 20
14