Embed Size (px)
Citation preview
LCC-PCC

2 O R M A M A
LINEE AUTOMATICHE DI PRESSATURA A CICLO CONTINUOTHROUGH FEED PRESSING LINES LIGNES AUTOMATIQUES DE PRESSAGE A CYCLE CONTINULINEAS AUTOMATICAS DE PRENSADO EN CICLO CONTINUOÄÇíéåÄíàóÖëKàÖ ãàçàà èêÖëëéÇÄç àü ë çÖ èê Ö ê õÇ çõå ñàK ã é å
C C H I N E 3
ORMAMACCHINE, azienda leader nelsettore dell’impiantistica per iltrattamento del legno e dei suoi derivati,nasce a Bergamo nel 1962. L’azienda,che ha ricercato e conseguito posizionidi preminenza tecnologica basandosi suottiche progettuali innovative e dinotevole caratura teorico-applicativa, sidistingue nel proprio settore percapacità operativa, esperienza suimercati direzionali, integrazionemanageriale e flessibilità gestionale.Uno sviluppo costante negli anni le haconsentito l’acquisizione di preminentiquote di mercato in settori caratterizzatida variabili concorrenziali e condizionicongiunturali talvolta estremamentesfavorevoli. Il settore in cuiORMAMACCHINE opera è quello dellapressatura dei pannelli in legno: dalmassiccio classico, agli ultimi ritrovati nelcampo degli agglomerati e dei succedanei,presentando una gamma di impianti dipressatura ergonomici e polifunzionalicaratterizzati da logiche concettuali,progettuali e realizzative di estremaefficenza e semplicità, specifici per iltrattamento di nobilitazione del pannello.
ORMAMACCHINE, leading factory inthe wood-working field, was establishedin 1962 in Bergamo. Based oninnovative designing concepts, thefactory has searched and achieved asizable and outstanding technologicalstandard. Ormamacchine distinguishesitself in its sector for operationalcompetence, experience in thedirectional market, managerialintegration and flexibility. Performing a costant development overthe years, and taking over of theforemost competition in the hardest andmost sophisticated contest,ORMAMACCHINE has been capturingworldwide a remarkable market share in
the wood working field.ORMAMACCHINE, which is involved inthe wooden panel pressing industryover many years with its productionranging through the entire woodprocessing sector, nowadays is on largescale engaged in ergonomics andmultifunctional pressing plants, whichfor their distingushable high effectiveprojecting and executing features, areconsidered to be in the forefront in thepanel ennobling treatement industry.
ORMAMACCHINE leader dans lesecteur des installations pour letraitement du bois et de ses derives estnee a Bergamo en 1962. En se basantsur des projets innovatifs de latechnologie, la societe a recherché etatteint un certain niveau. Undeveloppement constant durant cesannées a permis a ORMAMACCHINE dese faire une place importante sur lemarché du travail du bois. Le secteurdans lequel opere ORMAMACCHINEest celui du pressage de panneaux enpartant du massif classique jusqu’auxderniers nés des agglomerés et derivésen presentant une gamme de lignes depressages les mieux adaptées et lesplus fonctionnelles pour l’industried’anoblissement des panneaux.
ORMAMACCHINE, empresa lider en elsector de instalaciones especiales parael tratamiento de la madera y susderivados, nace en BERGAMO el año1962. Una empresa que ha buscado yconseguido posiciones de preeminenciatecnológica, basándose en ópticas deinnovación y que se distingue, en supropio sector, por su capacidadoperativa, experiencia en los mercadosexistentes, y flexibilidad de gestión. Undesarrollo constante ha permitido aORMAMACCHINE adquirir un lugar
importante en el sector de laelaboracion de la madera.ORMAMACCHINE opera en el sector deprensado de paneles en madera: desdeel clasico macizo, a los ultimosaparecidos en el campo deaglomerados y sus derivados,presentando una gama de instalacionesde prensado ergonómicas ypolifuncionales, las más adecuada parael ennoblecimiento del tablero.
îËχ «ORMAMACCHINE», ÎˉËÛ˛˘‡fl‚ ÓÚ‡ÒÎË Ó·ÓÛ‰Ó‚‡ÌËfl ‰Îfl‰Â‚ÓÓ·‡·ÓÚÍË, ·˚· ÒÓÁ‰‡Ì‡ ‚Å„‡ÏÓ ‚ 1962 „Ó‰Û. îËχ,‰ÂflÚÂθÌÓÒÚ¸ ÍÓÚÓÓÈ ÓÒÌÓ‚‡Ì‡ ̇ËÌÌÓ‚‡ˆËÓÌÌ˚ı ˉÂflı ‚ ÔÓÂÍÚËÓ‚‡ÌËË,ÍÓÚÓ˚ ÓÚ΢‡˛ÚÒfl Ò‚ÓÂÈ Á̇˜ËÏÓÒÚ¸˛Í‡Í Ò ÚÂÓÂÚ˘ÂÒÍÓÈ ÚÓ˜ÍË ÁÂÌËfl, Ú‡Í Ë˜ÚÓ Í‡Ò‡ÂÚÒfl Ëı ÔËÏÂÌÂÌËfl, ÒÚÂÏËÎ‡Ò¸Ë ‰ÓÒÚ˄· ‚˚ÒÓÍÓ„Ó ÚÂıÌÓÎӄ˘ÂÒÍÓ„ÓÛÓ‚Ìfl. îËχ «ORMAMACCHINE»ı‡‡ÍÚÂËÁÛÂÚÒfl ‚˚ÒÓÍÓ˝ÙÙÂÍÚË‚ÌÓÈÔÓËÁ‚Ó‰ËÚÂθÌÓÒÚ¸˛, ÓÔ˚ÚÓÏ ‡·ÓÚ˚ ̇˚ÌÍÂ, „Ë·ÍÓÒÚ¸˛ ÛÔ‡‚ÎÂ̘ÂÒÍÓ„ÓÔÓˆÂÒÒ‡, ÍÓÏ ˝ÚÓ„Ó, ̇ ÙËχ·ÓÚ‡ÂÚ ‚˚ÒÓÍÓÍ‚‡ÎËÙˈËÓ‚‡ÌÌ˚ÈÔÂÒÓ̇Î. èÓÒÚÓflÌÌÓ ‡Á‚ËÚË ̇ÔÓÚflÊÂÌËË ‰Ó΄Ëı ÎÂÚ ÔÓÁ‚ÓÎËÎÓ ÙËÏÂÁ‡‚Ó‚‡Ú¸ Ò‚Ó˛ ‰Óβ ˚Ì͇ ‚ ÒÂÍÚÓ‡ı,ÍÓÚÓ˚Ï ÔËÒÛ˘ ‚˚ÒÓÍËÈ ÛÓ‚Â̸ÍÓÌÍÛÂ̈ËË Ë ÍÓÌ˙˛ÌÍÚÛ‡, ËÌÓ„‰‡ÒÓÁ‰‡˛˘Ë ‚ÂҸχ Ì··„ÓÔËflÚÌ˚ÂÛÒÎÓ‚Ëfl ‡·ÓÚ˚. îËχ«ORMAMACCHINE» ‚‰ÂÚ Ò‚Ó˛‰ÂflÚÂθÌÓÒÚ¸ ‚ ÓÚ‡ÒÎË ÔÂÒÒÓ‚‡ÌËfl‰Â‚flÌÌ˚ı Ô‡ÌÂÎÂÈ: Í‡Í ËÁ ˆÂθÌӄӉ‚‡, Ú‡Í Ë ËÁ ÌÓ‚˚ı χÚ¡ÎÓ‚ -·ËÍÂÚÓ‚ Ë Á‡ÏÂÌËÚÂÎÂÈ, Ô‰ÒÚ‡‚Îflfl¯ËÓÍËÈ ÒÔÂÍÚ ˝„ÓÌÓÏ˘ÂÒÍËı ËÏÌÓ„ÓÙÛÌ͈ËÓ̇θÌ˚ı ÛÒÚ‡ÌÓ‚ÓÍ ‰ÎflÔÂÒÒÓ‚‡ÌËfl, ÍÓÚÓ˚ ı‡‡ÍÚÂËÁÛ˛ÚÒflÔÓÒÚÓÈ Ë ˝ÙÙÂÍÚË‚ÌÓÈ ÍÓÌÒÚÛ͈ËÂÈ Ë‚˚ÔÓÎÌÂÌËÂÏ Ë Ô‰̇Á̇˜‡˛ÚÒfl ‰ÎflÓ·‡·ÓÚÍË Ô‡ÌÂÎÂÈ.
L’AziendaThe CompanyL’EnterpriseLa EmpresaîËχ
4 O R M A M A
LINEE AUTOMATICHE DI PRESSATURAORMAMACCHINE A CICLO CONTINUO
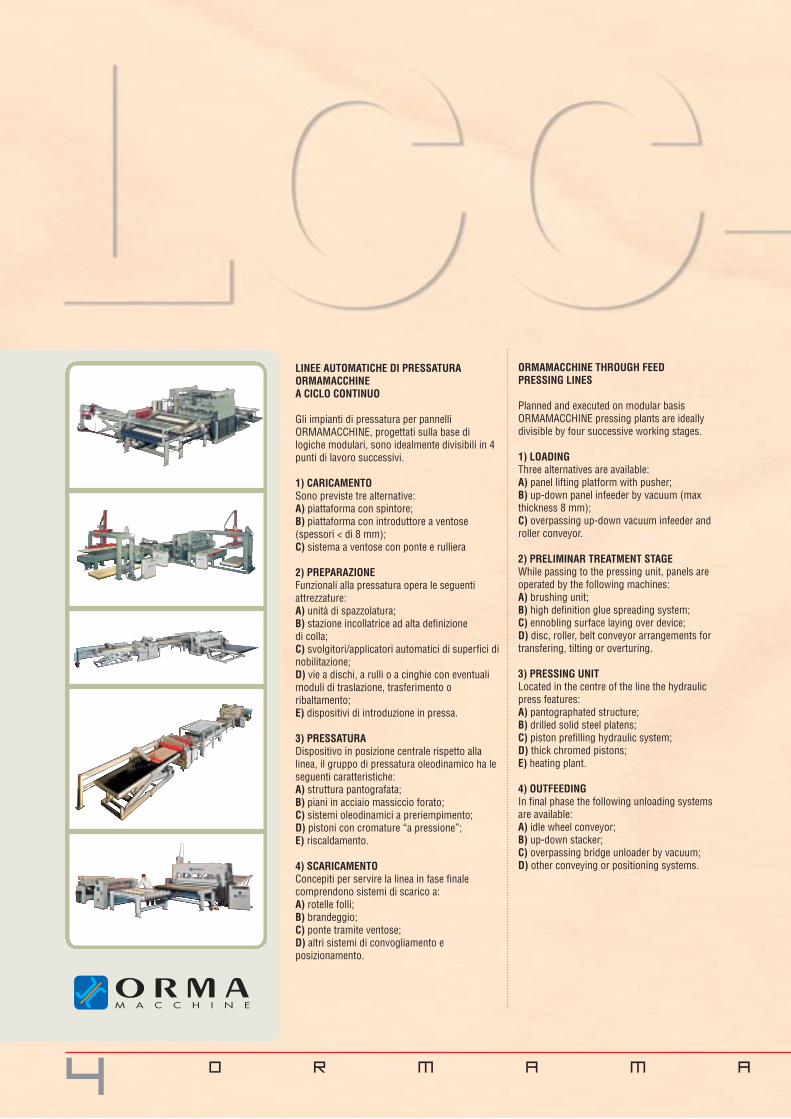
Gli impianti di pressatura per pannelliORMAMACCHINE, progettati sulla base dilogiche modulari, sono idealmente divisibili in 4punti di lavoro successivi.
1) CARICAMENTOSono previste tre alternative:A) piattaforma con spintore;B) piattaforma con introduttore a ventose(spessori < di 8 mm);C) sistema a ventose con ponte e rulliera
2) PREPARAZIONEFunzionali alla pressatura opera le seguentiattrezzature:A) unità di spazzolatura;B) stazione incollatrice ad alta definizione di colla;C) svolgitori/applicatori automatici di superfici dinobilitazione;D) vie a dischi, a rulli o a cinghie con eventualimoduli di traslazione, trasferimento oribaltamento;E) dispositivi di introduzione in pressa.
3) PRESSATURADispositivo in posizione centrale rispetto allalinea, il gruppo di pressatura oleodinamico ha leseguenti caratteristiche:A) struttura pantografata;B) piani in acciaio massiccio forato;C) sistemi oleodinamici a preriempimento;D) pistoni con cromature “a pressione”;E) riscaldamento.
4) SCARICAMENTOConcepiti per servire la linea in fase finalecomprendono sistemi di scarico a:A) rotelle folli;B) brandeggio;C) ponte tramite ventose;D) altri sistemi di convogliamento eposizionamento.
ORMAMACCHINE THROUGH FEED PRESSING LINES
Planned and executed on modular basisORMAMACCHINE pressing plants are ideallydivisible by four successive working stages.
1) LOADINGThree alternatives are available:A) panel lifting platform with pusher;B) up-down panel infeeder by vacuum (maxthickness 8 mm);C) overpassing up-down vacuum infeeder androller conveyor.
2) PRELIMINAR TREATMENT STAGEWhile passing to the pressing unit, panels areoperated by the following machines:A) brushing unit;B) high definition glue spreading system;C) ennobling surface laying over device;D) disc, roller, belt conveyor arrangements fortransfering, tilting or overturing.
3) PRESSING UNITLocated in the centre of the line the hydraulicpress features:A) pantographated structure;B) drilled solid steel platens;C) piston prefilling hydraulic system;D) thick chromed pistons;E) heating plant.
4) OUTFEEDINGIn final phase the following unloading systemsare available:A) idle wheel conveyor;B) up-down stacker;C) overpassing bridge unloader by vacuum;D) other conveying or positioning systems.
C C H I N E 5
LIGNES AUTOMATIQUES DE PRESSAGEORMAMACCHINE A CYCLE CONTINU
Les installations de pressage pour panneauxORMAMACCHINE projetees sur la base demodules variables, sont divisibles en 4 secteursbien definis.
1) CHARGEMENTOu sont prevues 3 alternatives:A) plateforme avec pousseur;B) plateforme avec introducteur a ventousesepaisseur < 8 mm;C) systeme de voie a rouleaux avec pont aventouses.
2) PREPARATIONElements en rapport avec le pressage:A) Unite de brossage;B) station d’encollage haute definiton;C) applicateur automatique de papier decor;D) voie a disques, rouleaux ou courroies,translation et changement de direction a 90°;E) dispositif d’introduction en presse.
3) PRESSAGESitue au centre de la ligne de pressage cegroupe a les caracteristiques suivantes:A) structure pantographee sans soudure;B) plateaux massif en acier perfore;C) sisteme hydraulique de preremplissage;D) verins avec chromage;E) chauffage.
4) DECHARGEMENTConcus pour completer la ligne en phase finale,les differents systemes sont:A) roulettes libres;B) empileur automatique;C) pont a ventouses;D) autres systemes de transfert.
LINEAS AUTOMATICASORMAMACCHINE DE PRENSADO EN CICLO CONTINUO
Las instalaciones de prensado para paneles,ORMAMACCHINE, son proyectadas en base auna lógica modular, divisibles en 4 puntos detrabajo sucesivos;
1) PREPARACION Y CARGAHay basicamente 3 opciones:A) plataforma con empujador;B) plataforma con introductor a ventosas(espesores de 8 mm);C) sistema a ventosas con puente y via a rodillosmotorizados
2) PREPARACIONSegún el tipo de prensado existen los siguientesdispositivos:A) unidad de cepillado;B) unidad de encolado a alta definición de cola;C) desembobinador y aplicador automático desuperficies de ennoblecimiento (papel, etc.);D) vias a discos, a rodillos o cintas coneventuales módulos de traslación y vuelco;E) dispositivos de introducción en prensa.
3) PRENSADODispuesto en posición central respecto a la línea,el grupo consta de las siguientes características;A) estructura pantografiada;B) platos en acero macizo perforado;C) sistema oleodinámico a prerellenamiento;D) pistones con cromado “a espesor”;E) instalación de calentamiento.
4) SISTEMA DE DESCARGAConcebido para optimizar la línea en la fase final,comprende los siguientes sistemas:A) a rodillos libres;B) apilador basculante;C) a ventosas tramite puente;D) sistemas de posicionamiento y guiás haciaotras líneas.
ÄÇíéåÄíàóÖëKàÖ ãàçààèêÖëëéÇÄçàü ORMAMACCHINE ëçÖèêÖêõÇçõå ñàKãéå
ìÒÚ‡ÌÓ‚ÍË ‰Îfl ÔÂÒÒÓ‚‡ÌËfl Ô‡ÌÂÎÂÈORMAMACCHINE, ÒÔÓÂÍÚËÓ‚‡ÌÌ˚ ̇ÏÓ‰ÛθÌÓÈ ÓÒÌÓ‚Â, ÒÓÒÚÓflÚ ËÁ 4 ·ÎÓÍÓ‚.
1) áÄÉêìáKÄé̇ ÏÓÊÂÚ ·˚Ú¸ ÓÒÛ˘ÂÒÚ‚ÎÂ̇ ÚÂÏfl ÒÔÓÒÓ·‡ÏË:A) ÔÓ‰˙ÂÏ̇fl Ô·ÚÙÓχ Ò ÚÓÎ͇ÚÂÎÂÏ;B) ‚‡ÍÛÛÏÌÓ ÔÓ‰‡˛˘Â ÛÒÚÓÈÒÚ‚Ó (ÚÓ΢Ë̇ < 8 ÏÏ);C) ‚‡ÍÛÛÏÌÓ ÔÓ‰‡˛˘Â ÛÒÚÓÈÒÚ‚Ó ÒÓÎËÍÓ‚˚Ï ÍÓÌ‚ÂÈÂÓÏ
2) èéÑÉéíéÇKÄç‡ ÔÛÚË Í ÔÂÒÒÓ‚‡Î¸ÌÓÏÛ ·ÎÓÍÛ Ô‡ÌÂÎËÔÓ‰‚„‡˛ÚÒfl ‚ÓÁ‰ÂÈÒڂ˲ ÒÎÂ‰Û˛˘Â„ÓÓ·ÓÛ‰Ó‚‡ÌËfl:A) ˘ÂÚÍË;B) Òڇ̈Ëfl ̇ÌÂÒÂÌËfl ÍÎÂfl ‚˚ÒÓÍÓÈ ÚÓ˜ÌÓÒÚË;C) ÛÒÚÓÈÒÚ‚Ó ‰Îfl ‡ÁÏÓÚÍË/ÔÓÍ˚ÚËflÓ·‡·‡Ú˚‚‡ÂÏÓÈ ÔÓ‚ÂıÌÓÒÚË;D) ‰ËÒÍÓ‚˚Â, ÓÎËÍÓ‚˚Â, ÎÂÌÚÓ˜Ì˚ ÍÓÌ‚ÂÈÂ˚‰Îfl ÔÂÂÏ¢ÂÌËfl, ̇ÍÎÓ̇ Ë ÓÔÓÍˉ˚‚‡ÌËfl;E) ÛÒÚÓÈÒÚ‚‡ ‰Îfl ‚‚Ó‰‡ ‚ ÔÂÒÒÓ‚‡Î¸Ì˚È ·ÎÓÍ.
3) èêÖëëéÇÄçàÖÉˉ‡‚΢ÂÒÍËÈ ÔÂÒÒ, ‡ÒÔÓÎÓÊÂÌÌ˚È ‚ ˆÂÌÚÂÎËÌËË, ËÏÂÂÚ ÒÎÂ‰Û˛˘Ë ı‡‡ÍÚÂËÒÚËÍË:A) Ô‡ÌÚÓ„‡ÙËÓ‚‡Ì̇fl ÒÚÛÍÚÛ‡;B) ‡·Ó˜‡fl ÔÓ‚ÂıÌÓÒÚ¸ ËÁ ÔÓÒ‚ÂÎÂÌÌÓÈÒÚ‡ÎË;C) Ôӯ̂˚ „ˉ‡‚΢ÂÒÍË ÒËÒÚÂÏ˚Ô‰‚‡ËÚÂθÌÓ„Ó Ì‡ÔÓÎÌÂÌËfl;D) ÚÓÎÒÚ˚ ıÓÏËÓ‚‡ÌÌ˚ ÔÓ¯ÌË;E) ̇„‚‡ÌËÂ.
4) êÄáÉêìáKÄé·ÒÎÛÊË‚‡ÌË ÎËÌËË Ì‡ ÍÓ̘ÌÓÏ ˝Ú‡Ô‚Íβ˜‡ÂÚ ÒÎÂ‰Û˛˘Ë ÒËÒÚÂÏ˚ ‡Á„ÛÁÍË:A) ÍÓÌ‚ÂÈÂ Ò ıÓÎÓÒÚ˚Ï ÍÓÎÂÒÓÏ;B) ‚˚ıÓ‰ÌÓÈ Ì‡ÍÓÔËÚÂθ;C) ‚‡ÍÛÛÏÌÓ ÏÓÒÚÓ‚Ó ‡Á„ÛÁÓ˜ÌÓÂÛÒÚÓÈÒÚ‚Ó;D) ‰Û„Ë ÛÒÚÓÈÒÚ‚‡ ÔÓ‰‡˜Ë ËÔÓÁˈËÓÌËÓ‚‡ÌËfl.
6 O R M A M A
SPINTORE AUTOMATICOPNEUMATIC PUSHERPOUSSEUR PNEUMATIQUEEMPUJADOR NEUMATICOÄÇíéåÄíàóÖëKàâ íéãKÄíÖãú
PIATTAFORMA ELEVATRICELIFTING TABLEPLATEFORME ELEVATRICEPLATAFORMA ELEVADORAèéÑöÖåçÄü èãÄíîéêåÄ
SPALMATRICE DI COLLA A 4 RULLI4 ROLLER GLUE SPREADERENCOLLEUSE A 4 ROULEAUXENCOLADORA DE 4 RODILLOSìëíêéâëíÇé Ñãü çÄçÖëÖçàü KãÖü ë 4 êéãàKÄåà
VIA A DISCHI MOTORIZZATA COMPLETA DI TRASLATORE A 90°POWERED DISC CONVEYOR COMPLETE OF 90° TRANSLATION VOIE A DISQUES MOTORISES AVEC CHANGEMENT DIRECTION VIA DISCOS MOTORIZADOS COMPLETA DE TRANSFER A 90°åéíéêàáéÇÄççõâ ÑàëKéÇõâ KéçÇÖâÖê ë ìëíêéâëíÇéå Ñãü èÖêÖåÖôÖçàü çÄ 90°
TAPPETO DI CARICOINFEED TABLETAPIS DE CHARGEMENTTAPIZ DE CARGAáÄÉêìáéóçõâ ëíéã
PRESSAHYDRAULIC PRESSPRESSEPRENSAÉàÑêÄÇãàóÖëKàâ èêÖëë
SCARICATORE AUTOMATICO ACCATASTATOREAUTOMATIC OUTFEEDDECHARGEUR EMPILEUR AUTOMATIQUEDESCARGADOR AUTOMATICO APILADORÄÇíéåÄí Ñãü êÄáÉêìáKà à ìKãÄÑKà
1234567

C C H I N E 7
8 O R M A M A
CARICATORE A PONTE CON VENTOSEAUTOMATIC VACUUM LOADERCHARGEUR A PONT AVEC VENTOUSESCARGADOR DE VENTOSAS A PUENTEÇÄKììåçéÖ áÄÉêìáéóçéÖ ìëíêéâëíÇé
RULLIERAROLLER CONVEYORVOIE A ROULEAUXRODILLOSêéãàKéÇõâ KéçÇÖâÖê
SPAZZOLATRICEBRUSHING MACHINEBROSSEUSECEPILLADORAôÖíKà
VIA A RULLI DI COLLEGAMENTO RIBALTABILETILTING ROLLER CONVEYORVOIE A ROULEAUX DE TRANSLATION ESCAMOTABLEVIA A RODILLOS DE CONEXION BASCULANTEêéãàKéÇõâ KéçÇÖâÖê ë çÄKãéççõå ëéÖÑàçÖçàÖå
INCOLLATRICE A 4 RULLI4 ROLLER GLUE SPREADERENCOLLEUSE A 4 ROULEAUXENCOLADORA DE 4 RODILLOSìëíêéâëíÇé Ñãü çÄçÖëÖçàü KãÖü ë 4 êéãàKÄåà
GRUPPO DI TRASLAZIONE A 90°90° TRANSLATION DEVICEGROUPE DE TRANSLATION A 90°GRUPO DE TRASLACION A 90°ìëíêéâëíÇé Ñãü èÖêÖåÖôÖçàü çÄ 90°
CARICATORE A TAPPETOINFEED TABLECHARGEUR A TAPISCARGADOR A TAPIZáÄÉêìáéóçõâ ëíéã
PRESSAPRESSPRESSEPRENSA ÉàÑêÄÇãàóÖëKàâ èêÖëë
RULLIERA MOTORIZZATA DI SCARICOOUTFEED ROLLER CONVEYORVOIE A ROULEAUX MOTORISES DE DECHARGEMENTVIA A RODILLOS MOTORIZADA DE DESCARGAåéíéêàáéÇÄççõâ êÄáÉêìáéóçõâ êéãàKéÇõâ KéçÇÖâÖê
SCARICATORE AUTOMATICO A VENTOSEAUTOMATIC VACCUM UNLOADERDECHARGEUR AUTOMATIQUE A VENTOUSESDESCARGADOR AUTOMATICO APILADORÄÇíéåÄíàóÖëKéÖ ÇÄKììåçéÖ êÄáÉêìáéóçéÖ ìëíêéâëíÇé
123456789
10

C C H I N E 9

10 O R M A M A
SPINTORE PNEUMATICOPNEUMATIC PUSHERPOUSSEUR PNEUMATIQUEEMPUJADOR NEUMATICOÄÇíéåÄíàóÖëKàâ íéãKÄíÖãú
PIATTAFORMA ELEVATRICELIFTING TABLEPLATEFORME ELEVATRICEPLATAFORMA ELEVADORAèéÑöÖåçÄü èãÄíîéêåÄ
INCOLLATRICE A 4 RULLI4 ROLLER GLUE SPREADERENCOLLEUSE A 4 ROULEAUXENCOLADORA DE 4 RODILLOSìëíêéâëíÇé Ñãü çÄçÖëÖçàü KãÖü ë 4 êéãàKÄåà
VIA A DISCHI MOTORIZZATAPOWERED DISC CONVEYORVOIE A DISQUES MOTORISES VIA A DISCOS MOTORIZADOSåéíéêàáéÇÄççõâ ÑàëKéÇõâ KéçÇÖâÖê
GRUPPO DI TRASLAZIONETRANSFER UNITGROUPE DE TRANSLATIONGRUPO DE TRASLACIONìëíêéâëíÇé Ñãü èÖêÖåÖôÖçàü
CARICATORE A TAPPETOINFEED TABLECHARGEUR A TAPISCARGADOR A TAPIZáÄÉêìáéóçõâ ëíéã
PRESSAPRESSPRESSEPRENSA ÉàÑêÄÇãàóÖëKàâ èêÖëë
SCARICATORE AUTOMATICO A BRANDEGGIOAUTOMATIC STACKER OUTFEEDDECHARGEUR EMPILEUR AUTOMATIQUEDESCARGADOR AUTOMATICO APILADORÄÇíéåÄíàóÖëKàâ ÇõïéÑçéâ çÄKéèàíÖãú
12345678

C C H I N E 11

12 O R M A M A
SPINTORE PNEUMATICOPNEUMATIC PUSHERPOUSSEUR PNEUMATIQUEEMPUJADOR NEUMATICOèçÖÇåÄíàóÖëKàâ íéãKÄíÖãú
PIATTAFORMA ELEVATRICELIFTING TABLEPLATEFORME ELEVATRICEPLATAFORMA ELEVADORAèéÑöÖåçÄü èãÄíîéêåÄ
SPAZZOLATRICE SUPERIORE ED INFERIORETOP AND BOTTOM BRUSHING MACHINEBROSSEUSE SUPERIEURE ET INFERIEURECEPILLADORA SUPERIOR E INFERIORÇÖêïçàÖ à çàÜçàÖ ôÖíKà
INCOLLATRICE A 4 RULLI4 ROLLER GLUE SPREADERENCOLLEUSE A 4 ROULEAUXENCOLADORA DE 4 RODILLOSìëíêéâëíÇé Ñãü çÄçÖëÖçàü KãÖü ë 4 êéãàKÄåà
VIA A DISCHI MOTORIZZATAPOWERED DISC CONVEYORVOIE A DISQUES MOTORISES VIA A DISCOS MOTORIZADOSåéíéêàáéÇÄççõâ ÑàëKéÇõâ KéçÇÖâÖê
CARICATORE A TAPPETOINFEED TABLECHARGEUR A TAPISCARGADOR A TAPIZáÄÉêìáéóçõâ ëíéã
PRESSAPRESSPRESSEPRENSAÉàÑêÄÇãàóÖëKàâ èêÖëë
SCARICATORE AUTOMATICO A BRANDEGGIOAUTOMATIC STACKER OUTFEEDDECHARGEUR EMPILEUR AUTOMATIQUEDESCARGADOR AUTOMATICO APILADORÄÇíéåÄíàóÖëKàâ ÇõïéÑçéâ çÄKéèàíÖãú
12345678
C C H I N E 13
14 O R M A M A
SPAZZOLATRICE SUPERIORE ED INFERIORETOP AND BOTTOM BRUSHING MACHINEBROSSEUSE SUPERIEURE ET INFERIEURECEPILLADORA SUPERIOR E INFERIORÇÖêïçàÖ à çàÜçàÖ ôÖíKà
VIA A RULLI DI COLLEGAMENTO RIBALTABILETILTING ROLLER CONVEYORVOIE A ROULEAUX DE TRANSLATION ESCAMOTABLEVIA A RULOS DE CONEXION BASCULANTEÇÖêïçàÖ à çàÜçàÖ ôÖíKà
INCOLLATRICE A 4 RULLI4 ROLLER GLUE SPREADERENCOLLEUSE A 4 ROULEAUXENCOLADORA DE 4 RODILLOSìëíêéâëíÇé Ñãü çÄçÖëÖçàü KãÖü ë 4 êéãàKÄåà
VIA A DISCHI MOTORIZZATAPOWERED DISC CONVEYORVOIE A DISQUES MOTORISES VIA A DISCOS MOTORIZADOSåéíéêàáéÇÄççõâ ÑàëKéÇõâ KéçÇÖâÖê
CARICATORE A TAPPETOINFEED TABLECHARGEUR A TAPISCARGADOR A TAPIZáÄÉêìáéóçõâ ëíéã
PRESSAPRESSPRESSEPRENSAÉàÑêÄÇãàóÖëKàâ èêÖëë
SCARICATORE AUTOMATICO A BRANDEGGIOAUTOMATIC STACKER OUTFEEDDECHARGEUR EMPILEUR AUTOMATIQUEDESCARGADOR AUTOMATICO APILADORÄÇíéåÄíàóÖëKàâ ÇõïéÑçéâ çÄKéèàíÖãú
1234567
15 C C H I N E

16 O R M A M A
Disp
ositi
vi a
cces
sori
• Opt
iona
l ext
ra •
Optio
ns •
Disp
ositi
vos
acce
sorio
s • Ñ
ÓÔ
ÓÎ
ÌË
ÚÂÎ
¸ÌÓ
 Ó
·Ó
Û‰
Ó‚
‡Ì
ËÂ
Incollatrice a 4 rulli.
4 roller glue spreader.
Encolleuse à 4 rouleaux.
Encoladora a 4 rodillos.
ìÒÚÓÈÒÚ‚Ó ‰Îfl ̇ÌÂÒÂÌËfl ÍÎÂfl Ò 4 ÓÎË͇ÏË.
Spazzolatrice superiore+inferiore.
Top and bottom brushing machine.
Brosseuse supérieure+inférieure.
Cepilladora.
ÇÂıÌËÂ Ë ÌËÊÌË ˘ÂÚÍË.
Tavola elevatrice con spintore pneumatico.
Scissor lift with pneumaticfeeder.
Table elevatrice avec pousseur pneumatique.
Plataforma elevadora con empujador neumático.
èÓ‰˙ÂÏÌ˚È ÒÚÓÎ ÒÔÌ‚χÚ˘ÂÒÍËÏ ÚÓÎ͇ÚÂÎÂÏ.
In abbinamento all’optional indicato nella foto 1, nel caso dipannelli con spessori inferiore ai 3 mm, si possono utilizzaredifferenti sistemi di carico. Uno di questi è rappresentato daventose pneumatiche in abbinamento allo spintorepneumatico per il sollevamento e la successiva introduzionedei pezzi da lavorare alle lavorazione successive.
Along with the option shown in the picture 1, it is possible touse different types of loading devices in case of panelsthinner than 3 mm. One of these devices is the pneumaticsuction cups to be used with the pneumatic pusher for thematerial lifting and feeding to the next working operations.
En plus de l’option indiquée a la photo 1, dans le cas depanneaux inférieurs a 3 mm, il est possible d’utiliser d’autressystèmes de chargement. Un de ceux-ci est représenté parce système de pousseur / ventouses pneumatiques pour lesoulèvement et l’introduction des pièces a travailler dans laphase suivante.
Junto al accesorio opcional indicado en la fotro n°1, en casode paneles con espesores inferiores a los 3 mm., se puedenutilizar diferentes sistemas de carga. Uno de estos esrepresentado por ventosas neumáticas agregadas alempujador para el levantamiento y la sucesiva introducción.
Ç ÒÓ˜ÂÚ‡ÌËË Ò ‰ÓÔÓÎÌËÚÂθÌ˚Ï ‚‡Ë‡ÌÚÓÏ,ËÁÓ·‡ÊÂÌÌ˚Ï Ì‡ ÙÓÚÓ 1, Ò Ô‡ÌÂÎflÏË ÚÓ΢ËÌÓÈ ÏÂÌ 3ÏÏ ÏÓÊÌÓ ËÒÔÓθÁÓ‚‡Ú¸ ‡Á΢Ì˚ ÒËÒÚÂÏ˚ Á‡„ÛÁÍË.é‰Ì‡ ËÁ Ú‡ÍËı ÒËÒÚÂÏ Ô‰ÒÚ‡‚ÎÂ̇ ÔÌ‚χÚ˘ÂÒÍËÏËÔËÒÓÒ‡ÏË ‚ ÒÓ˜ÂÚ‡ÌËË Ò ÔÌ‚χÚ˘ÂÒÍËÏ ÚÓÎ͇ÚÂÎÂωÎfl ÔÓ‰˙Âχ Ë ÔÓÒÎÂ‰Û˛˘Â„Ó ‡ÁÏ¢ÂÌËfl ‰ÂÚ‡ÎÂÈ,ÔÓ‰ÎÂʇ˘Ëı Ó·‡·ÓÚÍ ‚Ó ‚ÂÏfl ÒÎÂ‰Û˛˘Ëı ˆËÍÎÓ‚.
1
3
4
2

C C H I N E 17
Posizionatore automatico dei pannelli sull’impiallacciatura.
Board automatic positioner onto veneer.
Positionneur automatique du panneau sur placage.
Posicionador automático de los paneles sobre la chapa.
Ä‚ÚÓχÚ˘ÂÒÍÓ ÔÓÁˈËÓÌËÛ˛˘Â ÛÒÚÓÈÒÚ‚Ó ‰Îfl ÛÒÚ‡ÌÓ‚ÍËÔ‡ÌÂÎÂÈ Ì‡ ¯ÔÓÌ.
Quadro comandi generale (optional video di controllo).
Main control board (computer control optional).
Tableau de commandes general (option controle video).
Cuadro de mandos general (opcional pantalla de control).
é·˘ËÈ ˘ËÚ ÛÔ‡‚ÎÂÌËfl (‚ÓÁÏÓÊÂÌ ‚‡Ë‡ÌÚ Ò ˝Í‡ÌÓÏ).
Miscelatore automatico di colla a due componenti conimmissione automatica nell’incollatrice.
Two component glue automatic mixer. Glue is automaticallypoured into glue spreader.
Melangeur de colle bi-composantes avec alimentationautomatique de l’encolleuse.
Mezclador automático de cola con dos componentes para elabastecimiento automático de la encoladora.
Ä‚ÚÓχÚ˘ÂÒÍËÈ ÒÏÂÒËÚÂθ ‰Îfl ÍÎÂfl ËÁ ‰‚Ûı ÍÓÏÔÓÌÂÌÚÓ‚. KÎÂȇ‚ÚÓχÚ˘ÂÒÍË ÔÓ‰‡ÂÚÒfl ‚ ÛÒÚÓÈÒÚ‚Ó ‰Îfl ̇ÌÂÒÂÌËfl ÍÎÂfl.
Caricatore a rulli con cinghie pertraslazione laterale pannelli.
Roller infeed conveyor (crosswise beltsfor board translation).
Chargeur a rouleaux avec courroiespour translation laterale.
Cargador a rodillos con cintas para latraslación lateral de los paneles.
êÓÎËÍÓ‚˚È Á‡„ÛÁÓ˜Ì˚È ÍÓÌ‚ÂÈ ÒÂÏÌflÏË ‰Îfl ÔÂÂÏ¢ÂÌËfl Ô‡ÌÂÎÂÈ.
5
6
7
8
Disp
ositi
vi a
cces
sori
• Opt
iona
l ext
ra •
Optio
ns •
Disp
ositi
vos
acce
sorio
s • Ñ
ÓÔ
ÓÎ
ÌË
ÚÂÎ
¸ÌÓ
 Ó
·Ó
Û‰
Ó‚
‡Ì
ËÂ
18 O R M A M A
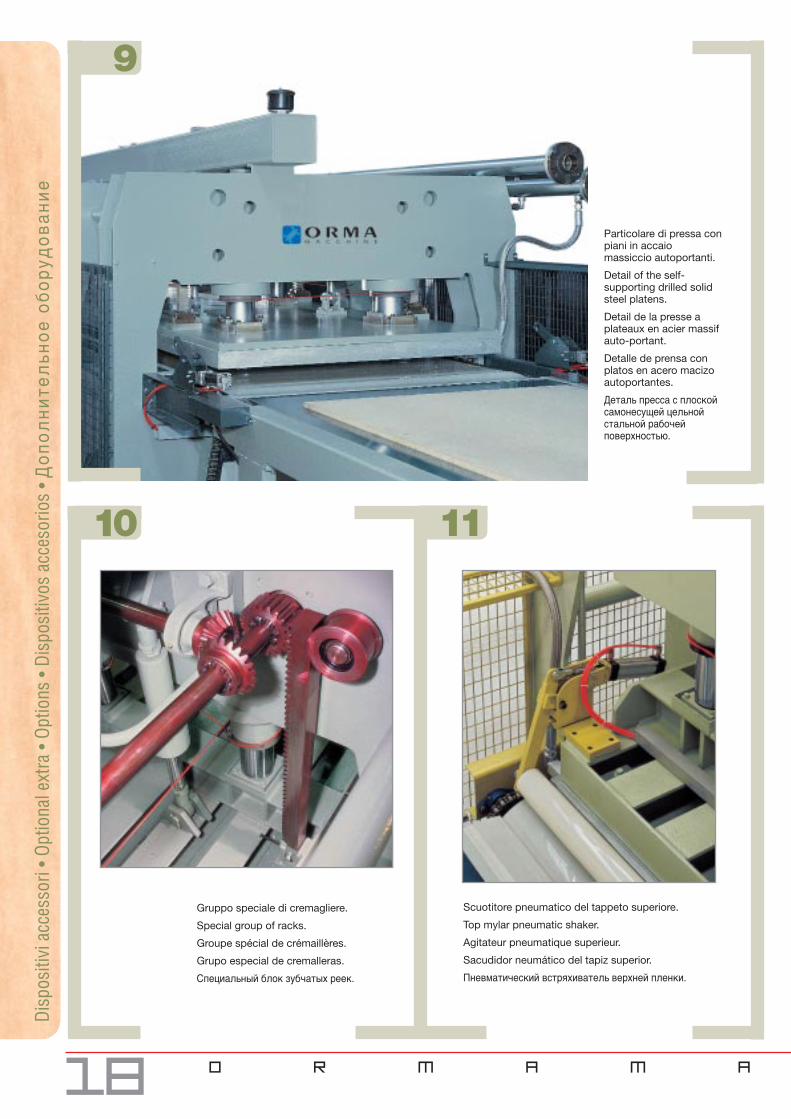
Gruppo speciale di cremagliere.
Special group of racks.
Groupe spécial de crémaillères.
Grupo especial de cremalleras.
ëÔˆˇθÌ˚È ·ÎÓÍ ÁÛ·˜‡Ú˚ı ÂÂÍ.
Particolare di pressa conpiani in accaiomassiccio autoportanti.
Detail of the self-supporting drilled solidsteel platens.
Detail de la presse aplateaux en acier massifauto-portant.
Detalle de prensa conplatos en acero macizoautoportantes.
ÑÂڇθ ÔÂÒÒ‡ Ò ÔÎÓÒÍÓÈÒ‡ÏÓÌÂÒÛ˘ÂÈ ˆÂθÌÓÈÒڇθÌÓÈ ‡·Ó˜ÂÈÔÓ‚ÂıÌÓÒÚ¸˛.
Scuotitore pneumatico del tappeto superiore.
Top mylar pneumatic shaker.
Agitateur pneumatique superieur.
Sacudidor neumático del tapiz superior.
èÌ‚χÚ˘ÂÒÍËÈ ‚ÒÚflıË‚‡ÚÂθ ‚ÂıÌÂÈ ÔÎÂÌÍË.
9
10 11

19 C C H I N E
Impianto di riscaldamentocon boiler elettricocompleto di pompa dicircolazione, tubazioni diraccordo e vasoespansione.- Vaso espansione aperto(impianto standard)temperatura acqua 90 °C.- Impianto diriscaldamento a oliodiatermico 120 °Ccompleto di boiler elettrico,pompa di circolazione,tubazioni di raccordo evaso espansione.
Electric heater for water orthermal oil complete withpump, pipes and openexpansion tank.- Max. temp. for water upto 90 °C and up to 120 °Cfor thermal oil.- Thermal oil heating plant, 120 °C, complete with electric boiler, connectorsand expansion tank.
Installation de chauffage par boiler electrique complet de pompe decirculation, tuyaux et vase d’expansion.- Vase d’expansion ouvert (installation standard) température de l’eau 90 °C.- Installation de chauffage à huile diathermique 120 °C, par boiler electrique,pompe de circulation, tuyaux et vase d’expansion
Instalación de recalentamiento con boiler eléctrico completo de bomba,tubos y vaso de expansión.- Boiler de agua con vaso de expansión abierto (temperatura máxima 90 °C).- Boiler de aceite con vaso de expansión cerrado (temperatura máxima 120 °C).
ùÎÂÍÚ˘ÂÒÍËÈ Ì‡„‚‡ÚÂθ ‰Îfl ‚Ó‰˚ ËÎË Ï‡Ò· Ò Ì‡ÒÓÒÓÏ, ÚÛ·ÓÔÓ‚Ó‰‡ÏË ËÓÚÍ˚Ú˚Ï ‡Ò¯ËËÚÂθÌ˚Ï ·‡˜ÍÓÏ.- éÚÍ˚Ú˚È ‡Ò¯ËËÚÂθÌ˚È ·‡˜ÓÍ (Òڇ̉‡Ú̇fl ÛÒÚ‡Ìӂ͇), ÚÂÏÔ‡ÚÛ‡ ‚Ó‰˚ 90 °C.- ìÒÚ‡Ìӂ͇ ‰Îfl ̇„‚‡ÌËfl Ò ÚÂÏÔ‡ÚÛÓÈ Ï‡Ò· 120 °C Ò ·ÓÈÎÂÓÏ,ÒÓ‰ËÌÂÌËflÏË Ë ‡Ò¯ËËÚÂθÌ˚Ï ·‡˜ÍÓÏ.
Nel caso di lavorazione di laminato plastico(soprattutto per quelli lucidi) sono necessari idispositivi evidenziati nella fotografia. Si tratta didue spazzole per la pulizia interna ed esterna delnastro di avanzamento del materiale fra i piani dellapressa. Oltre a queste spazzole vengono montatedue barre ionizzanti per eliminare l’elettricità staticadal tappeto di mylar. L’insieme dei due optionalpermette una perfetta pulizia del nastro.
In case of plastic laminate processing ( especiallyin case of glossy material) the devices shown inthe picture are needed. They are two brushes forthe inner and outer part cleaning of the pressplaten revolving belt; besides the brushes twoionising bars are fitted for the belt staticelectricity removal. The two devices togetherallow a perfect cleaning of the belt.
Dans le cas d’utilisation de la ligne de pressagepour stratifié (surtout brillants) les dispositifs enévidence sur la photo sont nécessaires. Il s’agit dedeux brosses interne et externe du tapis d’avanceen presse. En outre, en plus de ces brosses, lamachine peut être équipée de deux barresionisantes afin d’éliminer l’électricité statique dutapis mylar. L’ensemble de ces deux optionspermet une propreté parfaite du tapis de la presse.
En caso de revestimiento con laminado plástico(particularmente en alto brillo) son necesarios losdispositivos evidenciados en la fotografia. Se tratade dos cepillos para la limpieza interna y externadel tapete de avance del material entre los platosde la prensa. Además de los cepillos se montandos barras ionizadoras para eliminar la electicidadestática del tapete mismo. El conjunto de los dosaccesorios perimte una perfecta limpieza.
ÑÎfl Ó·‡·ÓÚÍË ÒÎÓËÒÚÓ„Ó Ô·ÒÚË͇ (ÓÒÓ·ÂÌÌÓ„Îfl̈‚ӄÓ) ÌÂÓ·ıÓ‰ËÏ˚ ÔËÒÔÓÒÓ·ÎÂÌËfl,ÓÚϘÂÌÌ˚ ̇ ÙÓÚÓ„‡ÙËË. ꘸ ˉÂÚ Ó ‰‚Ûı˘ÂÚ͇ı ‰Îfl ‚ÌÛÚÂÌÌÂÈ Ë Ì‡ÛÊÌÓÈ Ó˜ËÒÚÍËÎÂÌÚ˚, ÔÓ ÍÓÚÓÓÈ Ï‡ÚÂˇΠ‰‚ËÊÂÚÒfl ÏÂʉÛÔÎËÚ‡ÏË ÔÂÒÒ‡. KÓÏ ˝ÚËı ˘ÂÚÓÍ,ÛÒڇ̇‚ÎË‚‡˛ÚÒfl ‰‚‡ ËÓÌËÁËÛ˛˘Ëı ÒÚÂÊÌfl‰Îfl Û‰‡ÎÂÌËfl ÒÚ‡Ú˘ÂÒÍÓ„Ó ˝ÎÂÍÚ˘ÂÒÚ‚‡ ÒÍÓ‚Ë͇ ËÁ χÈ·‡. ëÓ‚ÓÍÛÔÌÓÒÚ¸ Ó·ÓËı‰ÓÔÓÎÌËÚÂθÌ˚ı ‚‡Ë‡ÌÚÓ‚ ÔÓÁ‚ÓÎflÂÚÓÒÛ˘ÂÒÚ‚ËÚ¸ ÔÓÎÌÛ˛ Ó˜ËÒÚÍÛ ÎÂÌÚ˚.
Impianto di riscaldamentocon caldaia predisposta percollegamento a bruciatore agasolio o gas perraggiungere temperatureelevate 250 °C.
Gasoil or natural gas firedboiler for thermal oil; hightemp. up to 250 °C can bereached.
Installation de chauffage parchaudière predisposee pourbranchement avec bruleur àgasoil pour atteindre hautestemperature 250 °C.
Instalación derecalentamiento con calderapredispuesta para conexióncon quemador a Gas o Gas-Oil para alcanzar temperaturas elevadas 250 °C.
ìÒÚ‡Ìӂ͇ ‰Îfl ̇„‚‡ÌËfl, ÍÓÚÂÎ ÍÓÚÓÓÈ Ô‰̇Á̇˜ÂÌ ‰Îfl ÒÓ‰ËÌÂÌËfl Ò„ÓÂÎÍÓÈ, ‡·ÓÚ‡˛˘ÂÈ Ì‡ „‡Á ËÎË ‰ËÁÂθÌÓÏ ÚÓÔÎË‚Â ‰Îfl ‰ÓÒÚËÊÂÌËfl ‚˚ÒÓÍËıÚÂÏÔ‡ÚÛ ‰Ó 250 °C.
12 13
14

20 O R M A M A
Dispositivo diaccatastamentoautomatico su doppia fila.
Double row stacker.
Empileur automatique a deux rangees.
Dispositivo de apiladoautomatico a dos filas.
ìÒÚÓÈÒÚ‚Ó ‰Îfl‡‚ÚÓχÚ˘ÂÒÍÓÈ ÛÍ·‰ÍË ‚‰‚‡ fl‰‡.
Disp
ositi
vi a
cces
sori
• Opt
iona
l ext
ra •
Optio
ns •
Disp
ositi
vos
acce
sorio
s • Ñ
ÓÔ
ÓÎ
ÌË
ÚÂÎ
¸ÌÓ
 Ó
·Ó
Û‰
Ó‚
‡Ì
ËÂ
Scaricatore automatico a ventose.
Automatic vacuum unloader.
Dechargeur automatique a ventouses.
Descargador automático a ventosas.
LJÍÛÛÏÌÓ ‡‚ÚÓχÚ˘ÂÒÍÓ ‡Á„ÛÁÓ˜ÌÓÂÛÒÚÓÈÒÚ‚Ó.
Estrattore a ruote gommate conpiattaforma elevatrice.
Powered rubbered wheel outfeedsystem and scissor lift.
Extracteur a roues gommees avecplateforme elevatrice.
Extractor con rodillos en goma yplataforma elevadora.
ùÍÒÚ‡ÍÚÓ Ò ÂÁËÌÓ‚˚ÏË ÍÓÎÂÒ‡ÏË ËÔÓ‰˙ÂÏÌÓÈ Ô·ÚÙÓÏÓÈ.
15
16
17

C C H I N E 21
Sistema di scarico completo di gruppoa rulli e cinghie per il trasferimentolaterale dei pezzi pressati.
Unloading station with roller and chainconveyor to move the pressed panelssideways.
Systeme dechargement complet dugroupe a rouleaux et a chaines pour letransfert lateral des pieces pressèes.
Estación de descarga completa desistema de rodillos y correas para eltraslado lateral de las piezasprensadas.
ëËÒÚÂχ ‡Á„ÛÁÍË Ò ÓÎË͇ÏË ËÂÏÌflÏË ‰Îfl ·ÓÍÓ‚Ó„Ó ÔÂÂÏ¢ÂÌËfl„ÓÚÓ‚˚ı ‰ÂÚ‡ÎÂÈ.
Pressa LCC completa didispositivo “scanner”.Con questo dispositivo,posizionato fra ilcaricatore a tappeto e ipiani della pressa, lamacchina è in grado diidentificare la quantità,le dimensioni e laposizione dei pannelli dapressare eautomaticamente decidequanti e quali pistonisono necessari pereffettuare il lavoro inbase alla pressioneimpostata dall’operatoredal quadro comandi.
LCC press complete of“scanning system”. This
device, positionedbetween the loading beltand the press platensallows to determine thequantity, the dimensionand the position of thepanel/s to beprocessed. The machineautomatically choosesthe pistons needed tocarry out the pressingoperation, according tothe pressure set by theoperator on the controlboard
Presse LCC complètede dispositif “scanner”.Avec ce système,positionné entre lechargeur et les plateaux
de la presse, la machineest en mesured’identifier la quantité,les dimensions et laposition des panneaux apresser etautomatiquementsélectionne les vérinsutiles en fonction de lapression programméepar l’opérateur sur letableau de commandes.
Prensa LCC completade dispositivo«scanner». Con estedispositivo, posicionadoentre el cargador y losplatos de la prensa, lamáquina es capaz deidentificar la cantidad,
las dimensiones y laposición de los panelesy establecerautomaticamentecuantos y cualespistones son necesariospara efectuar el trabajoen base a la presióninserida por el operadoren el cuadro demandos.
èÂÒÒ LCC, ÓÒ̇˘ÂÌÌ˚ÈÒ͇ÌËÛ˛˘ËÏÛÒÚÓÈÒÚ‚ÓÏ. èËÔÓÏÓ˘Ë ˝ÚÓ„ÓÛÒÚÓÈÒÚ‚‡,‡ÒÔÓÎÓÊÂÌÌÓ„Ó ÏÂʉÛÎÂÌÚÓ˜Ì˚Ï ÔÓ„ÛÁ˜ËÍÓÏË ÔÎËÚ‡ÏË ÔÂÒÒ‡,χ¯Ë̇ ÏÓÊÂÚ
‡ÒÔÓÁ̇ڸ ÍÓ΢ÂÒÚ‚Ó,‡ÁÏÂ˚ Ë ÔÓÎÓÊÂÌËÂÔ‡ÌÂÎÂÈ, ÔÓ‰ÎÂʇ˘ËıÔÂÒÒÓ‚‡Ì˲, ˇ‚ÚÓχÚ˘ÂÒÍË Â¯‡ÂÚ,ÒÍÓθÍÓ ÔÓ¯ÌÂÈ Ë͇ÍË ÔÓ¯ÌËÚÂ·Û˛ÚÒfl ‰Îfl‚˚ÔÓÎÌÂÌËfl ‡·ÓÚ˚ ‚Á‡‚ËÒËÏÓÒÚË ÓÚ‰‡‚ÎÂÌËfl,ÛÒÚ‡ÌÓ‚ÎÂÌÌÓ„ÓÓÔ‡ÚÓÓÏ Ì‡ Ô‡ÌÂÎËÛÔ‡‚ÎÂÌËfl.
18
19

22 O R M A M A
Disp
ositi
vi a
cces
sori
• Opt
iona
l ext
ra •
Optio
ns •
Disp
ositi
vos
acce
sorio
s • Ñ
ÓÔ
ÓÎ
ÌË
ÚÂÎ
¸ÌÓ
 Ó
·Ó
Û‰
Ó‚
‡Ì
ËÂ
Esempio di come il dispositivo scanner rileva lapresenza dei pannelli e di conseguenza imposta lepressioni sui vari pistoni. Queste informazioni sonovisibili all’operatore dal quadro comandi della pressa.
Example of how the “scanning system” detects thepanels and sets the pressure to the different pistonsaccordingly. These information are visible by theoperator on the control board of the press.
Exemple d’un relevé fait par le scanner despanneaux présents sur la table de chargement etoptimisation de la pression sur chaque vérin. Cesinformations sont visibles par l’opérateur sur letableau de commandes de la machine.
Ejemplo de como el dispositivo scanner releva lapresencia de los paneles y de consecuencia ajusta lapresión en los diferentes cilindros. Estasinformaciones son visibles al operador del cuadro demandos de la prensa.
èËÏ ÚÓ„Ó, Í‡Í Ò͇ÌËÛ˛˘Â ÛÒÚÓÈÒÚ‚Ó‡ÒÔÓÁ̇ÂÚ Ì‡Î˘Ë ԇÌÂÎÂÈ Ë, ‚ÔÓÒΉÒÚ‚ËË,ÛÒڇ̇‚ÎË‚‡ÂÚ ‰‡‚ÎÂÌË ̇ ‡Á΢Ì˚ı ÔÓ¯Ìflı.éÔ‡ÚÓ ÏÓÊÂÚ ‚ˉÂÚ¸ ˝ÚÛ ËÌÙÓχˆË˛ ̇ԇÌÂÎË ÛÔ‡‚ÎÂÌËfl ÔÂÒÒ‡.
Particolare del gruppo di controllo per l’esclusione automatica di ogni pistone.
Piston automatic shut off control group (detail).
Détail du groupe de contrôle pour l’exclusion automatique de chaque vérin.
Detalle del grupo de control para la exclusión automática de cada pistón.
ÑÂڇθ ·ÎÓ͇ ÛÔ‡‚ÎÂÌËfl ‰Îfl ‡‚ÚÓχÚ˘ÂÒÍÓ„Ó ËÒÍβ˜ÂÌËfl Í‡Ê‰Ó„Ó ÔÓ¯Ìfl.
20
21

C C H I N E 23
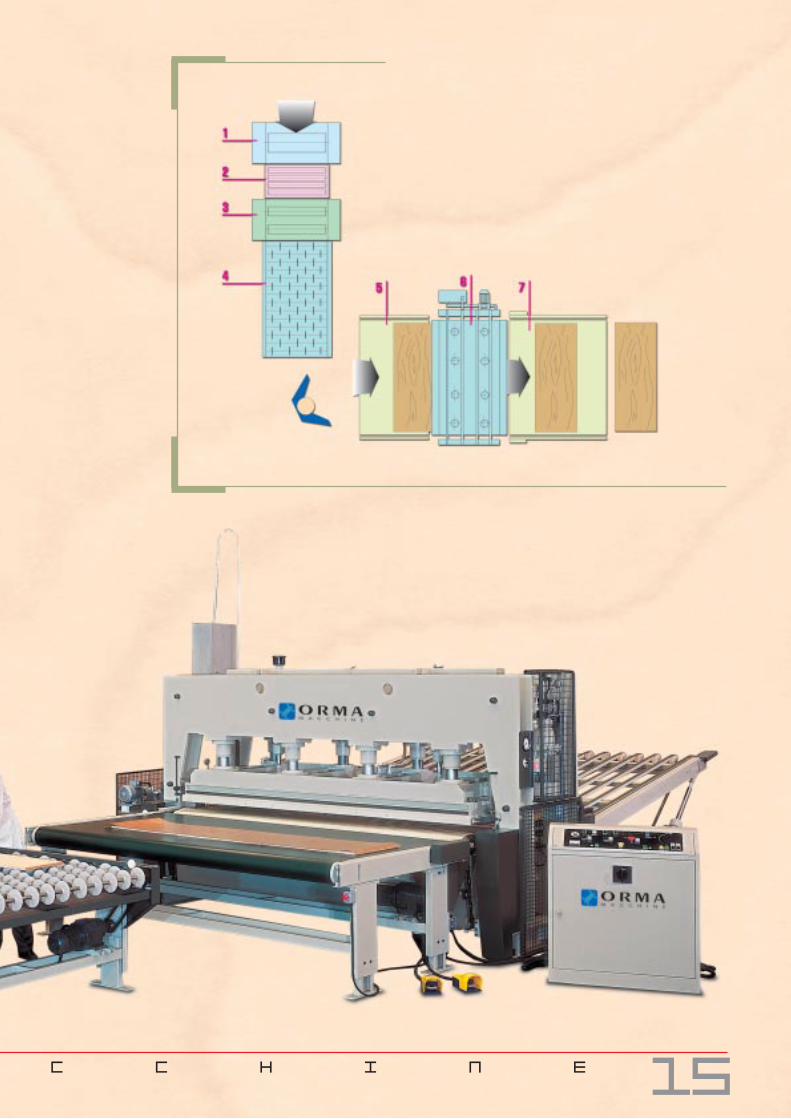
ESEMPI DI MATERIALI UTILIZZABILI E PRODUZIONE:1 - laminato plastico - PVC2 - impiallacciatura3 - carte decorative4 - pannello truciolare - MDF5 - pannello in agglomerato di gomma6 - pannello in agglomerato di gomma e sughero7 - pannello in sughero8 - pannello composito in alluminio9 - pannello composito in alluminio con alveolare
10 - pannello in sughero11 - pannello in legno nobilitato con carte transfert12 - pannello bilaminato13 - pannello impiallacciato14 - pannello ricoperto in PVC decorato15 - pannello in tamburato
EXAMPLES OF SUITABLE MATERIALS AND PRODUCTION:1 - high pressure laminate - PVC2 - veneer3 - decorative paper4 - chipboard - MDF5 - rubber and chipboard6 - cork and rubber board7 - cork board8 - aluminium composite panel9 - honeycomb aluminium composite panel
10 - cork panel11 - transfer paper wood panel12 - bothside HPL covered board13 - veneered panel14 - decorative HPL covered panel15 - hollow core panel
EXEMPLES DE MATERIAUX UTILISES ET PRODUCTION:1 - stratifies en PVC2 - placage3 - papier decor4 - panneau agglomere et MDF5 - panneau agglomere caoutchouc6 - panneau agglomere caoutchouc et liege7 - panneau en liege8 - panneau composite en aluminium9 - panneau compose aluminium alveolaire
10 - panneau en liege11 - panneau bois recouvert papier decor par transfert12 - panneau bi-stratifie13 - panneau plaque14 - panneau recouvert de papier decor15 - panneau alveolaire replaque
EJEMPLARES DE MATERIALES UTILIZABLES Y/O PRODUCTOS:1 - laminado en plástico - PVC2 - aplicación de chapas3 - papeles de adorno4 - tablero en aglomerado de madera - MDF5 - tablero en aglomerado de goma6 - tablero en aglomerado de goma y corcho7 - tablero en corcho8 - tablero compuesto en aluminio9 - tablero compuesto en aluminio tamburado
10 - tablero en corcho11 - tablero en madera cubierto con papel de adorno transfert12 - tablero bilaminado13 - tablero enchapado14 - tablero cubierto en PVC de adorno15 - tablero hueco (contrachapado)
èêàåÖêõ àëèéãúáìÖåõï åÄíÖêàÄãéÇ à èêéÑìKñàà: 1 - Ô·ÒÚχÒÒÓ‚˚È Î‡ÏËÌ‡Ú - èÇï 2 - ¯ÔÓÌ 3 - ‰ÂÍÓ‡Ú˂̇fl ·Ûχ„‡ 4 - Ô‡ÌÂÎË ËÁ ÓÔËÎÓÍ - MDF 5 - Ô‡ÌÂθ ËÁ ÒÓ‰ËÌÂÌËfl Ò ÂÁËÌÓÈ 6 - Ô‡ÌÂθ ËÁ ÒÓ‰ËÌÂÌËfl ÂÁËÌ˚ Ë ÔÓ·ÍË 7 - Ô‡ÌÂθ ËÁ ÔÓ·ÍË8 - ÍÓÏÔÓÁˈËÓÌ̇fl Ô‡ÌÂθ ËÁ ‡Î˛ÏËÌËfl 9 - ÔÓËÒÚ‡fl ÍÓÏÔÓÁˈËÓÌ̇fl Ô‡ÌÂθ ËÁ ‡Î˛ÏËÌËfl
10 - Ô‡ÌÂθ ËÁ ÔÓ·ÍË11 - Ô‡ÌÂθ ËÁ ‰Â‚‡, ӷ·„ÓÓÊÂÌÌÓ„Ó Ô‚ӉÌÓÈ ·Ûχ„ÓÈ 12 - Ô‡ÌÂθ ËÁ ‰‚ÓÈÌÓ„Ó Î‡ÏË̇ڇ 13 - Ô‡ÌÂθ ÒÓ ¯ÔÓÌÓÏ 14 - Ô‡ÌÂθ, ÔÓÍ˚Ú‡fl ‰ÂÍÓËÓ‚‡ÌÌ˚Ï èÇï15 - ÚÛ·˜‡Ú‡fl Ô‡ÌÂθ
ORMAMACCHINE S.p.A.24020 TORRE BOLDONE (BG) - ITALY viale Lombardia, 47Tel. +39 035 364011 Fax +39 035 346290 www.ormamacchine.it [email protected]
RAD
ICIS
TUD
IO -
03/
06
LCC-PCC





























