Embed Size (px)
DESCRIPTION
MANAGEMENTUL PRODUCTIEI
Citation preview
DORULEł GRĂDINARU
MANAGEMENTUL PRODUCłIEI
− manual pentru învăŃământul cu frecvenŃă redusă −
Editura UNIVERSITĂłII DIN PITEŞTI 2010
2
Cursul MANAGEMENTUL PRODUCłIEI este destinat studenŃilor FacultăŃii de ŞtiinŃe Economice din cadrul UniversităŃii din Piteşti, forma de învăŃământ frecvenŃă redusă, specializarea Management. Număr de credite: 6 Număr total ore de studiu individual: 28 Număr total ore de pregătire: 56 Număr total ore de teme de control: Forma de finalizare: examen la finalul semestrului 3
- nota la examen 80% Structura notei finale - verificare în timpul anului 20%
Obiectivele cursului: − explorarea procesului de management al producŃiei în cadrul întreprinderilor industriale; − înŃelegerea problematicii cu care se confruntă o întreprindere industrială sub aspectele modului de organizare a producŃiei, ansamblului de metode, tehnici şi instrumente care pot contribui la creşterea gradului de eficienŃă a întreprinderii; − identificarea şi înŃelegerea modalităŃilor de fundamentare a deciziilor în întreprinderile industriale în contextul unor scenarii alternative şi în condiŃiile unei cereri incerte din partea pieŃelor interne şi externe; − cunoaşterea elementelor specifice ale sistemelor de organizare procesuală în timp şi spaŃiu a producŃiei întreprinderii; − cunoaşterea modalităŃilor de creştere a potenŃialului sistemelor de producŃie prin folosirea unor metode performante care contribuie la realizarea excelenŃei în procesul de organizare a producŃiei; − familiarizarea cu terminologia specifică şi cu modul de realizare a problemelor de optimizare în domeniul producŃiei pe baza metodelor şi modelelor specifice cercetărilor operaŃionale.
CUPRINS
CĂTRE CITITORI......................................................................................5 TEMA 1 - PROCESE ŞI STRUCTURI DE PRODUCłIE ŞI CONCEPłIE ÎN ÎNTREPRINDEREA INDUSTRIALĂ.PROIECTAREA STRUCTURII DE PRODUCłIE ŞI CONCEPłIE................................................................................................6
UI - 1.1. Procesul de producŃie în firma industrială............................7 UI – 1.2. Structura de producŃie şi concepŃie a firmei
industriale....................................................................................................11 UI – 1.3. Proiectarea structurii de producŃie şi concepŃie.
Optimizarea structurilor prin programare matematică..................................................................................................17
TEMA 2 - PROIECTAREA ÎNTREPRINDERILOR INDUSTRIALE..........................................................................................29
UI − 2.1. ConŃinutul activităŃii de proiectare a întreprinderii..............................................................................................30
UI – 2.2. CerinŃe, principii şi date necesare adoptării unei soluŃii optime pentru Planul general de organizare a firmei............................................................................................................34
UI –2.3. Documente utilizate în activitatea de proiectare a întreprinderii industriale..........................................................................43
TEMA 3 - TIPURI DE PRODUCłIE INDUSTRIAL. ORGANIZAREA PRODUCłIEI ÎN FLUX...........................................................................50 UI – 3.1. Tipuri de producŃie industrială..................................................51 UI– 3.2. Metode de organizare a producŃiei de bază...............................58 UI – 3.3. Organizarea producŃiei în flux...................................................61 UI – 3.4. Fundamentarea parametrilor de funcŃionare a liniilor de producŃie în flux .........................................................................................73 TEMA 4 - CICLUL DE PRODUCłIE..................................................82
UI – 4.1. Ciclul de producŃie – noŃiune, importanŃă, structură.....................................................................................................83 UI – 4.2. Calculul duratei ciclului de producŃie.Căi de reducere a duratei ciclului de producŃie.....................................................................86 TEMA 5 - MANAGEMENTUL ORGANIZĂRII UNITĂłILOR DE PRODUCłIE AUXILIARE ŞI DE SERVIRE..................................110 UI - 5.1. Organizarea reparării şi întreŃinerii utilajelor......................111 UI –5.2. Sistemul de organizare a activităŃii de asigurare cu diferite feluri de energie.......................................................................................127 UI –5.3. Sistemul de organizare a activităŃii de transport intern şi de manipulare în întreprindere...................................................................136 TEMA 6 - MANAGEMENTUL CALITĂłII PRODUCłIEI INDUSTRIALE.......................................................................................159 UI - 6.1. Conceptele de calitate a produsului şi de calitate a producŃiei.................................................................................................160 UI – 6.2. Măsurarea calităŃii produselor...............................................162 UI – 6.3. Fundamentarea matematică a controlului calităŃii produselor.................................................................................................173 TEMA 7 - CAPACITATEA DE PRODUCłIE INDUSTRIALĂ ŞI GRADUL DE UTILIZARE A ACESTEIA................................................................................................187 UI - 7.1. Capacitatea de producŃie – definire, factorii care influenŃează mărimea sa................................................................................................188 UI – 7.2. Calculul capacităŃii de producŃie a unei firme industriale..................................................................................................191 UI – 7.3. Folosirea capacităŃilor de producŃie existente în diferite verigi ale întreprinderii. Căi de îmbunătăŃire a folosirii capacităŃii de producŃie....................................................................................................204
5
Către cititori,
Lucrarea de faŃă, se adresează în primul rand, dar nu exclusiv, studenŃilor de la specializarea "Management", învăŃământ frecvenŃă redusă. În aceste condiŃii, materialul a fost conceput şi structurat având permanent în vedere profilul cititorului nostru Ńintă. Astfel, nu am recurs la prezentarea unor abordări ştiinŃifice profunde, sofisticate, ci mai degrabă am încercat să realizăm o sinteză a aspectelor şi conceptelor fundamentale privind managementul producŃiei, într-o exprimare la nivel accesibil, plecând de la lucrările de bază în domeniu din cadrul ASE Bucureşti. Lucrările prof. dr. Bărbulescu C-tin, prof. dr. Bâgu C-tin, prof. dr. Badea Florica şi prof. dr. Dima Ioan Constantin au reprezentat lucrările principale ce au stat la baza sintezei prezentate.
Cele şapte teme au o succesiune logică: am început de la elemente de ordin general privind sistemele de producŃie industrială şi structura de producŃie şi concepŃie a întreprinderii industriale, continuând cu elementele de bază privind proiectarea unei întreprinderi industriale. Următoarele teme s-au focalizat pe tipurile de producŃie industrială, cu accent pe organizarea producŃiei în flux, şi pe ciclul de producŃie, cu elemente privind calculul duratei ciclului operativ pentru toate tipurile de îmbinări cunoscute. De asemenea, o temă a fost dedicată în întregime managementului producŃiei auxiliare şi de servire, privind repararea utilajului, transportul intern în întreprindere şi asigurarea întreprinderii cu principalele forme de energie. În final am considerat că nu este lipsit de interes studiul managementului calităŃii producŃiei industriale, prin utilizarea planurilor de control prin sondaj, şi al capacităŃii de producŃie, cu toate modalităŃile de calcul aferente.
Cu toată străduinŃa pentru realizarea unei lucrări care să abordeze elemente specifice şi generale ale managementului producŃiei, suntem conştienŃi de anumite limite în abordarea unor teme, mai ales în ceea ce priveşte dimensiunea lor pragmatică.
Considerăm că sugestiile şi observaŃiile dvs. ne vor ajuta la îmbunătăŃirea acestei lucrări, şi anticipat vă mulŃumim pentru orice astfel de idee.
Autorul
6
-TEMA 1- PROCESE ŞI STRUCTURI DE PRODUCłIE ŞI
CONCEPłIE ÎN ÎNTREPRINDEREA INDUSTRIALĂ.PROIECTAREA STRUCTURII DE PRODUCłIE ŞI
CONCEPłIE
Structura temei: UI - 1.1. Procesul de producŃie în firma industrială UI – 1.2. Structura de producŃie şi concepŃie a firmei industriale UI –1.3. Proiectarea structurii de producŃie şi concepŃie. Optimizarea structurilor prin programare matematică La terminarea acestui capitol veŃi fi capabili: • să prezentaŃi într-o singură frază definirea procesului de producŃie din
punctul de vedere al conŃinutului tehnico – material; • să identificaŃi corect tipologia proceselor de producŃie; • să prezentaŃi factorii care influenŃează desfăşurarea procesului de
producŃie; • să definiŃi structura de producŃie şi concepŃie într-o singură frază; • să prezentaŃi verigile de producŃie ale structurii de producŃie şi
concepŃie; • să reperezentaŃi grafic principalele tipuri de structuri de producŃie şi
concepŃie; • să enumeraŃi principalele soluŃii adoptate prin proiectarea unei structuri
raŃionale de producŃie şi concepŃie; • să utilizaŃi algoritmul Simplex în optimizarea structurilor prin
programare matematică; Timpul alocat temei: 2 ore Bibliografie recomandată: • Badea, F. – Managementul producŃiei, EdiŃie revizuită, Editura ASE,
Bucureşti, 2005 • Bărbulescu, C. – Managementul producŃiei industriale, vol. 1, Editura
Sylvi, Bucureşti, 1997
7
• Bărbulescu, C., Bâgu, C. – Managementul producŃiei, vol. 1, Editura Tribuna Economică, Bucureşti, 2001
• Bărbulescu, C., Bâgu, C., Ciocârlan, D. – Managementul producŃiei industriale. Culegere: dezbateri, studii de caz, probleme, teste – grilă, proiect economic, Editura Sylvi, Bucureşti, 2000
• Dima, I.C., Nedelcu, M.V. – Managementul producŃiei industriale, Editura Didactică şi Pedagogică, Bucureşti, 1999
• Stăncioiu, I., Militaru, Gh. – Management. Elemente fundamentale, Editura Teora, Bucureşti, 1998
UI – 1.1. Procesul de producŃie în firma industrială
Obiectivul principal al oricărei firme industriale este producerea de
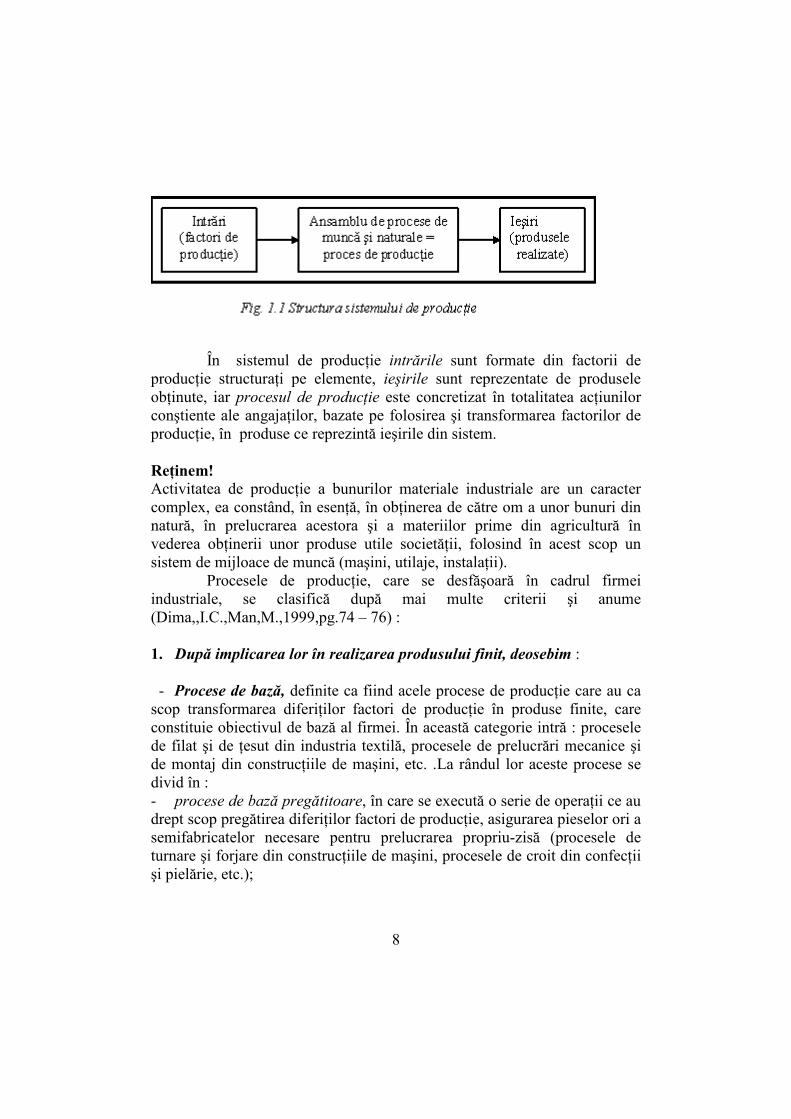
bunuri materiale, prestarea de servicii şi executarea de lucrări, urmare a desfăşurării procesului de producŃie. În lucrarea “Management industrial.Tratat “ (2000, pg.188) I.C. Dima şi M.V.Nedelcu abordează procesul de producŃie şi factorii care îl influenŃează astfel: Procesul de producŃie reprezintă totalitatea acŃiunilor conştiente ale angajaŃilor îndreptate asupra obiectelor muncii în vederea transformării lor în bunuri materiale necesare societăŃii . Procesul de muncă reprezintă acŃiunea executanŃilor, desfăşurată cu ajutorul uneltelor de muncă asupra obiectelor muncii, în vederea transformării acestora în bunuri materiale . În anumite ramuri industriale, pe lângă procesele de muncă, procesele de producŃie necesită şi existenŃa unor procese naturale, în cadrul cărora obiectele muncii sunt supuse unor transformări fizice sau chimice sub acŃiunea factorilor naturali, fără implicarea parŃială sau totală a proceselor de muncă. Procesul de producŃie, din punct de vedere al conŃinutului tehnico-material, reprezintă ansamblul proceselor de muncă şi al proceselor naturale în interdependenŃa lor reciprocă, ce conlucrează la obŃinerea produselor care constituie obiectivul activităŃii firmei. Procesul de producŃie este componenta de bază a oricărui sistem de producŃie. Dacă producŃia este rezultatul procesului destinat transformării unui set de elemente de intrare într-un specific de elemente de ieşire, atunci un sistem de producŃie poate fi caracterizat prin trei componente ale sale şi anume : - intrări; - ieşiri; - procesul de producŃie.
8
În sistemul de producŃie intrările sunt formate din factorii de producŃie structuraŃi pe elemente, ieşirile sunt reprezentate de produsele obŃinute, iar procesul de producŃie este concretizat în totalitatea acŃiunilor conştiente ale angajaŃilor, bazate pe folosirea şi transformarea factorilor de producŃie, în produse ce reprezintă ieşirile din sistem. ReŃinem! Activitatea de producŃie a bunurilor materiale industriale are un caracter complex, ea constând, în esenŃă, în obŃinerea de către om a unor bunuri din natură, în prelucrarea acestora şi a materiilor prime din agricultură în vederea obŃinerii unor produse utile societăŃii, folosind în acest scop un sistem de mijloace de muncă (maşini, utilaje, instalaŃii). Procesele de producŃie, care se desfăşoară în cadrul firmei industriale, se clasifică după mai multe criterii şi anume (Dima,,I.C.,Man,M.,1999,pg.74 – 76) : 1. După implicarea lor în realizarea produsului finit, deosebim : - Procese de bază, definite ca fiind acele procese de producŃie care au ca scop transformarea diferiŃilor factori de producŃie în produse finite, care constituie obiectivul de bază al firmei. În această categorie intră : procesele de filat şi de Ńesut din industria textilă, procesele de prelucrări mecanice şi de montaj din construcŃiile de maşini, etc. .La rândul lor aceste procese se divid în : - procese de bază pregătitoare, în care se execută o serie de operaŃii ce au drept scop pregătirea diferiŃilor factori de producŃie, asigurarea pieselor ori a semifabricatelor necesare pentru prelucrarea propriu-zisă (procesele de turnare şi forjare din construcŃiile de maşini, procesele de croit din confecŃii şi pielărie, etc.);
9
- procese de bază prelucrătoare, care asigură efectuarea operaŃiilor de prelucrare propriu-zisă a factorilor de producŃie în vederea obŃinerii produselor finite (procesele de prelucrări mecanice, de Ńesut, de cusut, etc.); - procesele de finisare sau de montaj, care includ toate procesele care asigură obŃinerea în formă finală a produselor(procesul de asamblare, procesul de vopsit, procesul de călcat, etc.). - Procese auxiliare, definite ca fiind procesele de producŃie care prin desfăşurarea lor conduc la realizarea unor produse sau lucrări ce nu constituie obiectul de bază al firmei, dar care asigură şi condiŃionează buna desfăşurare a proceselor de bază (procesele de obŃinere a S.D.V.-urilor, procesele de obŃinere a diferitelor forme de energie, de aer comprimat, etc.). - Procese de servire, adică acele procese ce au ca scop executarea unor servicii care nu formează obiectul de bază al firmei, dar contribuie prin efectuarea lor la realizarea proceselor de bază şi auxiliare (procesele de transport intern, de depozitare, de întreŃinere şi reparaŃii, etc.). 2. După modul de efectuare al acestora, se deosebesc : - Procese manuale, în care rolul principal revine executantului fără participarea maşinilor şi utilajelor ; - Procese manual-mecanice, în care se combină activitatea executantului cu cea a maşinilor şi utilajelor ; - Procese mecanice, care se bazează în principal pe folosirea maşinilor şi utilajelor în transformarea materiilor prime şi materialelor ; - Procese automate, cibernetizate şi de aparatură, atunci când executantul are rolul de a supraveghea şi regla un complex de maşini, aparate, instalaŃii şi utilaje care prelucrează materiile prime şi materialele în vederea obŃinerii produsului finit; 3. După gradul de continuitate în desfăşurarea lor există : - Procese continue, care se derulează în orice perioadă fără întrerupere, caracteristic fiind transformarea continuă a materiilor prime în produse finite o dată cu deplasarea materiilor prime şi materialelor pe fluxul tehnologic ; - Procese discontinue, care se desfăşoară de regulă pe schimburi , existând posibilitatea delimitării rezultatelor fiecărui proces pe schimburi ; - Procese ciclice sau periodice , acelea care se reiau după o anumită perioadă de timp bine definită şi au caracteristic faptul că se desfăşoară pe faze ;
10
- Procese sezoniere, vizează de regulă activitatea de prelucrare a materiilor prime provenite din agricultură, desfăşurându-se numai într-o anumită perioadă de timp a anului. 4. După conŃinutul lor acestea pot fi : - Procese de producŃie care cuprind numai procese de muncă; - Procese de producŃie care cuprind numai procese naturale ; - Procese de producŃie mixte. Indiferent de natura sa, desfăşurarea oricărui proces de producŃie dintr-o firmă este influenŃată de o serie de factori între care enumerăm : A. Factori de producŃie de natura materiilor prime, care influenŃează atât conŃinutul procesului de producŃie, cât şi organizarea acestuia. Având în vedere natura materiilor prime folosite se deosebesc : - procese extractive, care au ca obiect obŃinerea materiilor prime din natură ; - procese prelucrătoare, care au ca obiect realizarea de bunuri materiale din materiile prime furnizate de procesele extractive . Natura concretă a materiilor prime folosite conduce la unele diferenŃieri în organizarea proceselor de producŃie în firmele extractive faŃă de cele prelucrătoare. Felul materiilor prime folosite implică crearea unei reŃele de transport rutier, feroviar şi de altă natură, adecvat cantităŃii transportate, calităŃii materiilor prime, posibilităŃilor de încărcare-descărcare, etc. . În cazul firmelor în care rezultă foarte multe deşeuri o problemă importantă este aceea ridicată de colectarea acestora şi valorificarea lor corespunzătoare. Acolo unde din prelucrarea materiilor prime se degajă mult praf şi substanŃe nocive, important este să se proiecteze instalaŃii corespunzătoare pentru captarea şi înlăturarea lor, pentru condiŃionarea permanentă a aerului. B. Natura produsului finit fabricat , prin particularităŃile fizico-chimice, prin reŃeta de fabricaŃie determină o anumită organizare a procesului de producŃie. Sub acest aspect, se deosebesc : - produse omogene, care au drept caracteristică principală proprietăŃi identice în toate părŃile lor; - produse eterogene, care au caracter mult mai complex, proprietăŃi diferite în raport cu părŃile lor componente, fapt ce va determina şi rezolvarea unor probleme de organizare mai complexe. Dacă gradul de folosinŃă determină mărimea seriilor de fabricaŃie a produselor, fapt ce implică adoptarea unui anumit tip de producŃie, legat
11
direct de modul de organizare a procesului de producŃie, gradul de complexitate al produselor fabricate determină o anumită precizie în tehnologia de execuŃie şi implicit o anumită dimensionare în organizarea procesului de producŃie. C. Tehnologia de fabricaŃie folosită, natura şi conŃinutul acesteia face ca o anumită tehnologie adoptată pentru fabricare produselor să determine un anumit număr de operaŃii de un anumit fel, executate într-o anumită succesiune, folosirea unor utilaje bine determinate pentru executarea lor şi a unei forŃe de muncă de o anumită structură, folosirea unor anume factori de producŃie, un anumit nivel de mecanizare şi automatizare cu implicaŃii majore supra organizării procesului de producŃie. În condiŃiile actuale, pentru fiecare produs pot fi folosite mai multe tehnologii de execuŃie, fiecare cu particularităŃi date asupra organizării procesului de producŃie. Dată fiind multitudinea tehnologiilor de fabricaŃie folosite pentru obŃinerea produselor, o problemă importantă este alegerea procesului optim de fabricaŃie sub aspect economic, dar care să asigure livrarea la timp a produselor de calitate, la cost redus şi cu cheltuieli de investiŃii minime.
UI – 1.2. Structura de producŃie şi concepŃie a firmei industriale
Structura de producŃie şi concepŃie a firmei reflectă în plan organizatoric locul de desfăşurare a activităŃii de producŃie, de control tehnic de calitate şi de cercetare, concretizându-se în anumite verigi structurale. Prin definiŃie, structura de producŃie şi concepŃie reprezintă numărul şi componenŃa unităŃilor de producŃie, de control şi de cercetare, mărimea şi amplasarea lor pe teritoriul firmei, modul de organizare internă a acestora pe subunităŃi şi locuri de muncă, inclusiv legăturile funcŃionale care se stabilesc între ele pe linia realizării procesului de producŃie. Structurile organizatorice aprobate prin statutul de funcŃionare a firmelor industriale cuprind (Dima,I.C.,Man,M.,1999.pg.81 – 86) : 1. SecŃiile de producŃie, definite ca fiind veriga de producŃie distinctă din punct de vedere administrativ în cadrul căreia se execută un produs ( ori o parte a lui ) sau se desfăşoară un anumit stadiu al procesului de producŃie. Ele se constituie pentru activităŃi de producŃie, de montaj, service şi alte activităŃi productive, având în componenŃa lor un anumit număr de ateliere
12
de producŃie sau de formaŃii de lucru. Orice secŃie de producŃie îşi desfăşoară activitatea pe schimburi. Având în vedere felul proceselor de producŃie care se desfăşoară în cadrul secŃiilor deosebim : - SecŃiile de bază, sunt unităŃile de producŃie în cadrul cărora se desfăşoară procesele de producŃie de bază care au drept obiect de activitate transformarea factorilor materiali de producŃie în produse care constituie obiectul activităŃii de bază a firmei. Aceste secŃii pot fi organizate pe trei principii : - principiul tehnologic, conform căruia proiectarea amplasării utilajelor şi locurilor de muncă este făcută ca să asigure executarea unui stadiu sau a unei faze a procesului tehnologic ( secŃia de turnătorie, de forjă, de filatură, de Ńesătorie, etc. ). În raport cu felul proceselor de producŃie, care se execută, secŃiile de producŃie organizate după principiul tehnologic pot fi : secŃii de bază-pregătitoare, secŃii prelucrătoare şi secŃii de montaj sau de finisaj; - principiul obiectului de fabricaŃie constă în aceea că secŃiile sunt astfel organizate încât să asigure în cadrul lor executarea completă a unui produs sau a unor părŃi a acestuia, în care scop se concentrează aici toate operaŃiile tehnologice necesare. Astfel de secŃii se mai numesc şi secŃii organizate după principiul ciclului închis de fabricaŃie ( secŃii pentru fabricarea congelatoarelor, a maşinilor de spălat, etc. ); - principiul mixt constă în aceea că anumite secŃii, de regulă cele pregătitoare, se organizează după principiul tehnologic, iar alte secŃii se organizează conform principiului obiectului de activitate ( secŃia turnătorie, secŃia pentru pluguri, etc. ); - SecŃiile auxiliare reprezintă verigile de producŃie în cadrul cărora se desfăşoară procesele de producŃie auxiliare, care asigură prin efectuarea lor, anumite produse sau executarea anumitor lucrări ce nu constituie obiectivul de bază al activităŃii firmei, dar care sunt absolut necesare bunei desfăşurări a proceselor de bază ( secŃia de S.D.V.-uri, secŃia de reparaŃii, etc. ). - SecŃiile de servire, sunt acele verigi structurale unde se execută procesele de servire, având ca obiect prestarea unor servicii hotărâtoare pentru buna desfăşurare a proceselor de bază şi auxiliare ( secŃiile pentru obŃinerea diferitelor forme de energie, de depozitare a materialelor, etc. ). - SecŃiile anexă sunt verigile structurale constituite la acele firme la care rezultă cantităŃi mari de deşeuri, în scopul prelucrării şi valorificării acestora (secŃiile de şlam de la combinatele chimice, etc.).
13
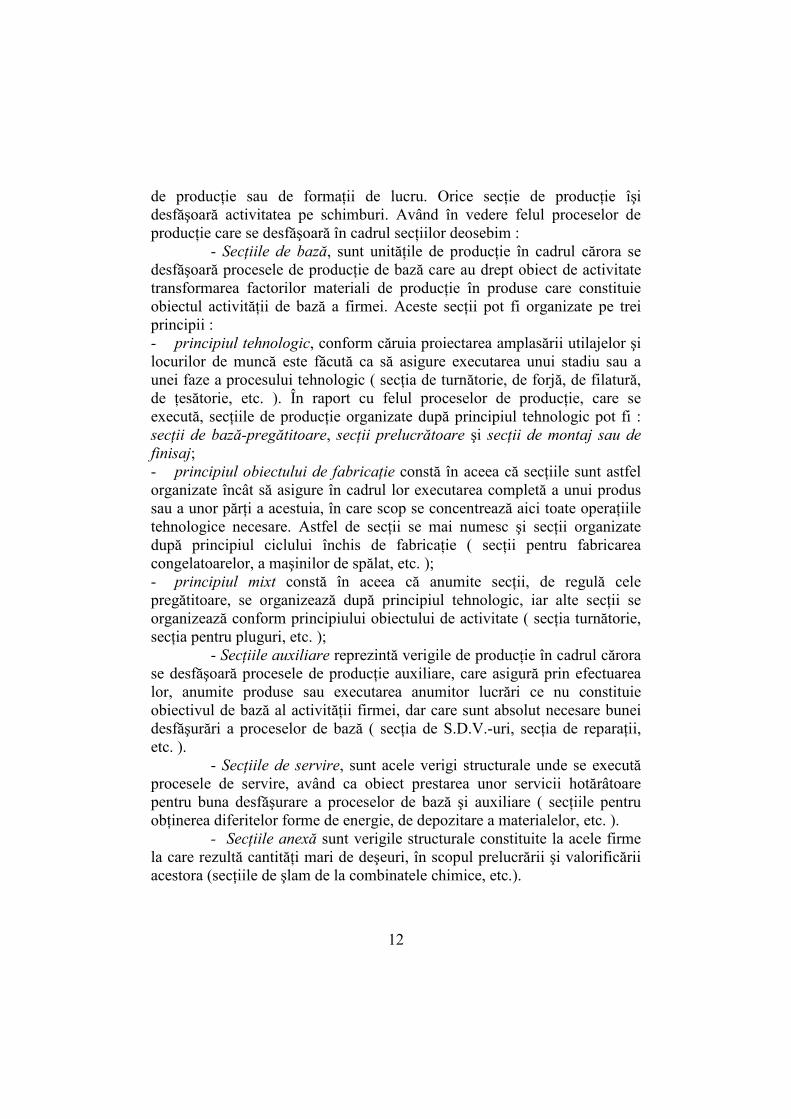
2. Atelierele de producŃie sunt subunităŃi de sine stătătoare ale firmei. Ele reprezintă acea verigă structurală delimitată şi separată din punct de vedere teritorial, în cadrul căreia se execută fie aceeaşi activitate din punct de vedere tehnologic, fie anumite operaŃii impuse de fabricarea unor produse, subansamble sau piese identice sau de acelaşi tip ( atelierul de freze, de strunguri, de maşini de găurit, etc. ). Atelierul se poate constitui pentru desfăşurarea activităŃilor de producŃie, montaj, service şi alte activităŃi similare. CondiŃia de constituire este ca volumul de activitate să necesite un anumit număr de executanŃi şi de formaŃii de lucru şi să desfăşoare activitatea pe schimburi. Pot exista şi ateliere de proiectare, ca verigi structurale ale firmei, atunci când volumul de activitate o cere. 3. Laboratoare de control, analize şi cercetare, în cadrul cărora se execută analize, probe şi măsurători pentru determinarea calităŃii materiilor prime, materialelor, subansamblelor, produselor sau a altor lucrări asemănătoare. 4. Sectorul de producŃie este o subunitate atelierului, delimitată sub raport teritorial, unde se execută un anumit tip de operaŃie tehnologică (criteriul omogenităŃii tehnologice) sau o succesiune de operaŃii legate de fabricaŃia unei piese sau părŃi de produs (criteriul obiectului de fabricat) (sectorul strungurilor automate, sectorul prelucrare bloc-motor ). 5. Locul de muncă este veriga structurală de bază care desemnează partea suprafeŃei de producŃie a unui atelier, sector sau secŃie dotată cu utilaj şi echipament tehnic corespunzător şi destinată executării anumitor operaŃii în vederea obŃinerii producŃiei sau servirii procesului de producŃie. Un loc de muncă poate fi universal, atunci când în cadrul lui se execută un tip de operaŃie la o mare varietate de produse, sau specializat când se execută un fel de operaŃie la un fel de produs sau reper în mod repetat. La un loc de muncă poate lucra un singur muncitor, mai mulŃi muncitori sau un muncitor poate lucra la mai multe maşini . FuncŃionarea în condiŃii eficiente a unei firme industriale necesită adoptarea tipului optim de structura de producŃie şi de concepŃie în raport cu particularităŃile prezentate de fiecare firmă. Se deosebesc următoarele tipuri de structuri de producŃie şi concepŃie : - structura de producŃie şi concepŃie de tip tehnologic, caracterizată prin aceea că organizarea secŃiilor de producŃie de bază se face după principiul tehnologic, fiind recomandabilă firmelor cu producŃie individuală
14
sau de serie mică. Are următoarele avantaje : permite o nomenclatură variată de produse, asigură folosirea raŃională a maşinilor şi utilajelor printr-o încărcare completă, creează condiŃii pentru folosirea completă a forŃei de muncă. Există şi unele dezavantaje : necesită un volum sporit de transporturi interne, întreruperi mari in funcŃionarea utilajelor, reducerea răspunderii pentru calitatea reperelor executate şi nu permite organizarea producŃiei în flux (fig. 1.2 ).
[Sursa:Dima,I.C., în Managementul activităŃii industriale,Editura
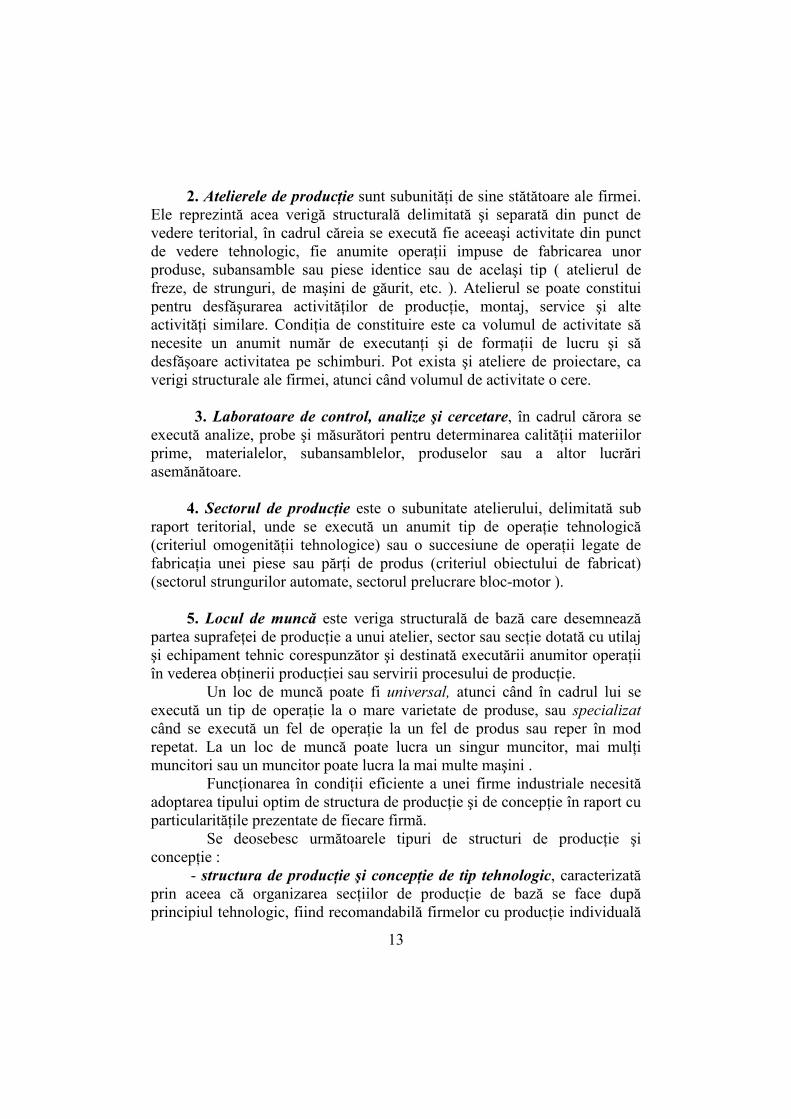
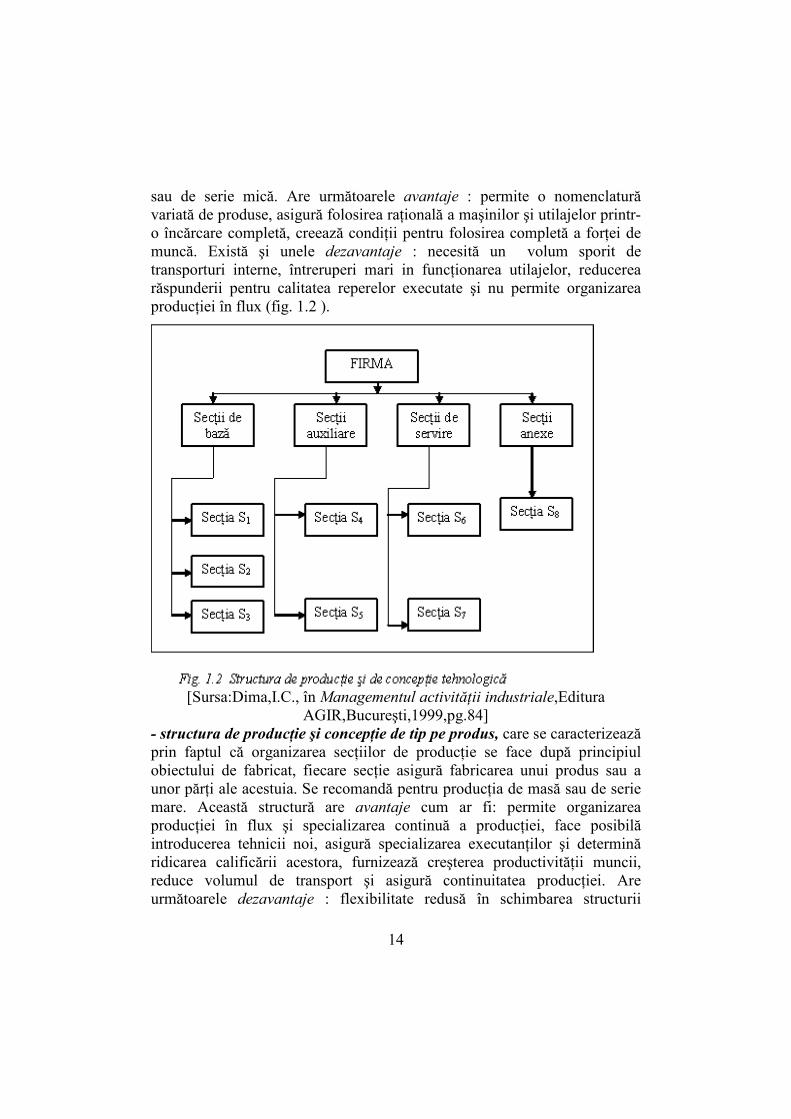
AGIR,Bucureşti,1999,pg.84] - structura de producŃie şi concepŃie de tip pe produs, care se caracterizează prin faptul că organizarea secŃiilor de producŃie se face după principiul obiectului de fabricat, fiecare secŃie asigură fabricarea unui produs sau a unor părŃi ale acestuia. Se recomandă pentru producŃia de masă sau de serie mare. Această structură are avantaje cum ar fi: permite organizarea producŃiei în flux şi specializarea continuă a producŃiei, face posibilă introducerea tehnicii noi, asigură specializarea executanŃilor şi determină ridicarea calificării acestora, furnizează creşterea productivităŃii muncii, reduce volumul de transport şi asigură continuitatea producŃiei. Are următoarele dezavantaje : flexibilitate redusă în schimbarea structurii
15
sortimentului producŃiei, determină folosirea incompletă a utilajelor. Este eficientă numai în condiŃiile producŃiei de masă sau de serie mare ( fig.1.3).
[Sursa:Dima,I.C., în Managementul activităŃii industriale,Editura
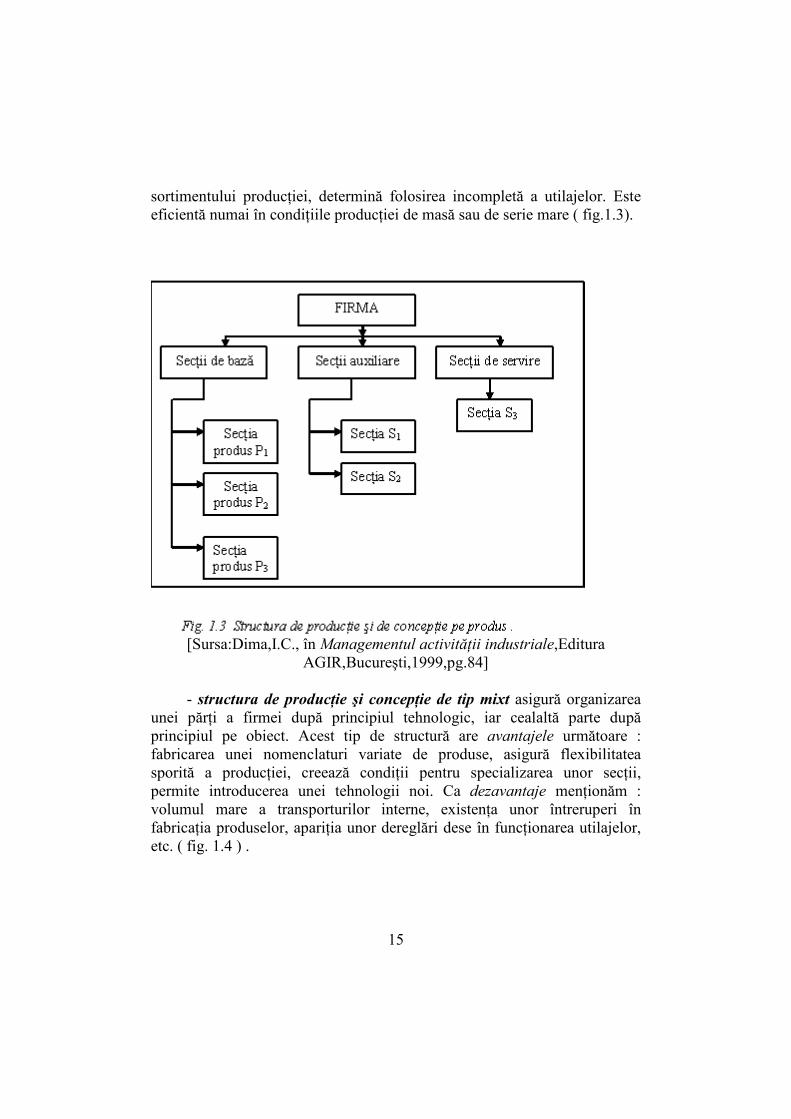
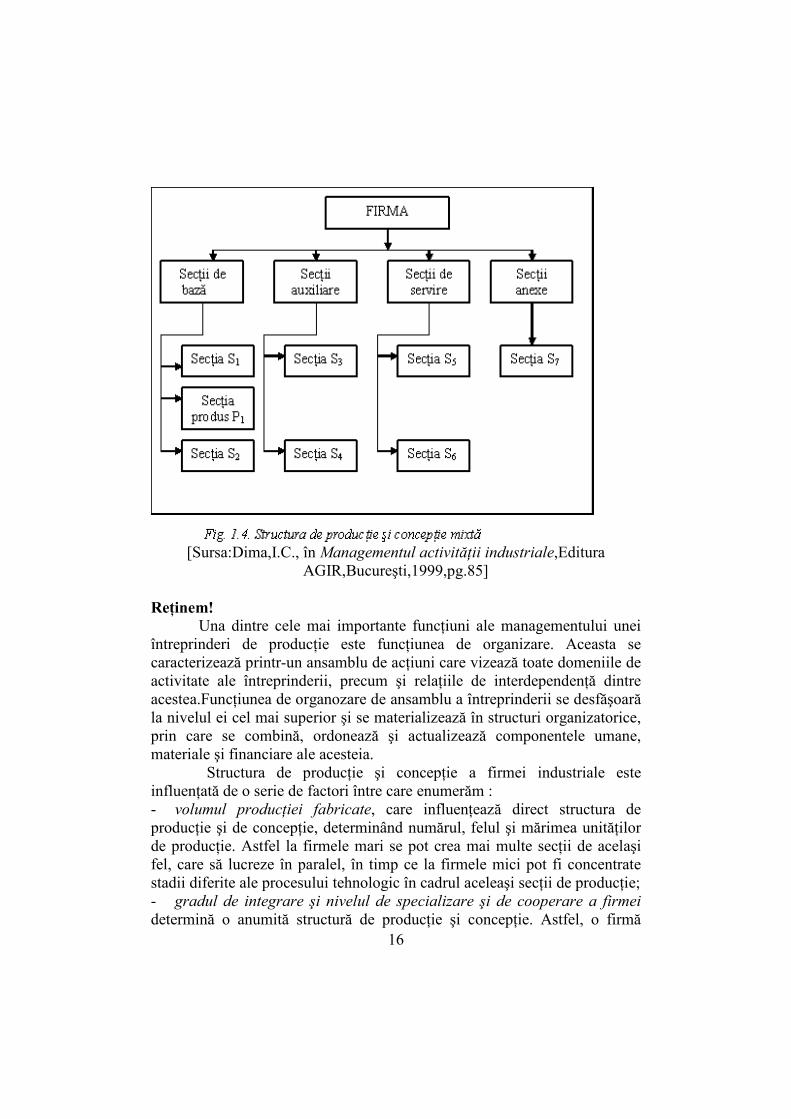
AGIR,Bucureşti,1999,pg.84] - structura de producŃie şi concepŃie de tip mixt asigură organizarea unei părŃi a firmei după principiul tehnologic, iar cealaltă parte după principiul pe obiect. Acest tip de structură are avantajele următoare : fabricarea unei nomenclaturi variate de produse, asigură flexibilitatea sporită a producŃiei, creează condiŃii pentru specializarea unor secŃii, permite introducerea unei tehnologii noi. Ca dezavantaje menŃionăm : volumul mare a transporturilor interne, existenŃa unor întreruperi în fabricaŃia produselor, apariŃia unor dereglări dese în funcŃionarea utilajelor, etc. ( fig. 1.4 ) .
16
[Sursa:Dima,I.C., în Managementul activităŃii industriale,Editura
AGIR,Bucureşti,1999,pg.85] ReŃinem!
Una dintre cele mai importante funcŃiuni ale managementului unei întreprinderi de producŃie este funcŃiunea de organizare. Aceasta se caracterizează printr-un ansamblu de acŃiuni care vizează toate domeniile de activitate ale întreprinderii, precum şi relaŃiile de interdependenŃă dintre acestea.FuncŃiunea de organozare de ansamblu a întreprinderii se desfăşoară la nivelul ei cel mai superior şi se materializează în structuri organizatorice, prin care se combină, ordonează şi actualizează componentele umane, materiale şi financiare ale acesteia. Structura de producŃie şi concepŃie a firmei industriale este influenŃată de o serie de factori între care enumerăm : - volumul producŃiei fabricate, care influenŃează direct structura de producŃie şi de concepŃie, determinând numărul, felul şi mărimea unităŃilor de producŃie. Astfel la firmele mari se pot crea mai multe secŃii de acelaşi fel, care să lucreze în paralel, în timp ce la firmele mici pot fi concentrate stadii diferite ale procesului tehnologic în cadrul aceleaşi secŃii de producŃie; - gradul de integrare şi nivelul de specializare şi de cooperare a firmei determină o anumită structură de producŃie şi concepŃie. Astfel, o firmă
17
complet integrată va avea un anume număr de feluri de secŃii de producŃie mai mare decât în cazul unei firme cu grad de integrare mai redus. Reducerea gradului de integrare se face în condiŃiile adâncirii gradului de specializare şi de cooperare a firmelor. În acest fel nu apar în structura de producŃie şi de concepŃie secŃiile de producŃie pentru anumite stadii ale procesului tehnologic, creându-se în schimb secŃii de producŃie specializate care-şi procură semifabricatele necesare prin cooperare de la alte firme specializate în producerea semifabricatelor respective; - felul produselor fabricate şi natura tehnologiei folosite determină o anumită structură de producŃie şi de concepŃie diferenŃiată pe ramuri şi subramuri de activitate; - locul de amplasare a firmei exercită o mare influenŃă asupra structurii de producŃie şi concepŃie a firmei. Dacă firma este amplasată în afara centrelor populate vor trebui precizate în structura firmei unităŃile de servire social-culturală cu caracter complex, lucru aproape de neconceput atunci când amplasarea firmei se face în zone populate . UI – 1.3. Proiectarea structurii de producŃie şi concepŃie. Optimizarea
structurilor prin programare matematică
Proiectarea unei structuri raŃionale de producŃie şi concepŃie este un proces complex, care necesită elaborarea mai multor variante posibile dintre care se alege varianta optimă. Ea necesită cunoaşterea tipurilor de structuri posibile de folosit cu avantajele şi dezavantajele lor. Structura de producŃie şi concepŃie este expresia concretă, în plan organizatoric, a modului de desfăşurare a procesului de producŃie din firmă. Se impune ca prin proiectare să se adopte soluŃii pentru (Dima,I.C.,Man,M.,1999,pg.86 – 88) : � stabilirea gradului de integrare a viitoarei firme; adoptarea unei decizii referitoare la această problemă se face Ńinând cont de cerinŃele adâncirii procesului de specializare şi de cooperare, care impune o reducere în limitele raŃionale a gradului de integrare a producŃiei. Odată stabilit gradul de integrare a firmei şi cunoscându-se nomenclatura produselor de fabricat şi cantitatea de executat din fiecare produs, se va adopta tipul de structură de producŃie şi de concepŃie cel mai potrivit condiŃiilor de fabricaŃie date ; � precizarea gradului de mărime a firmei şi a numărului de subunităŃi şi unităŃi ale acesteia; odată dimensionate secŃiile de producŃie se determină
18
necesarul de personal pentru fiecare în parte, iar apoi se precizează secŃiile, atelierele, sectoarele, liniile de producŃie în flux şi celelalte elemente de bază; � asigurarea proporŃionalităŃii necesare între capacităŃile secŃiilor de producŃie ale firmei; în desfăşurarea procesului tehnologic, între diferitele secŃii de producŃie se stabilesc legături funcŃionale de producŃie. Asigurarea continuităŃii şi ritmicităŃii desfăşurării producŃiei necesită o astfel de dimensionare a capacităŃii diferitelor secŃii de producŃie astfel încât să se asigure continuitatea procesului de producŃie pe baza proporŃionalităŃii necesare între diferitele capacităŃi, cu eliminarea totală a excedentelor sau deficitelor de capacitate de producŃie; � realizarea unui raport optim între secŃiile de producŃie de bază, auxiliare şi de servire; proiectarea numărului, felului şi mărimii secŃiilor auxiliare şi de deservire, comparativ cu cele de bază, trebuie să Ńină seama între altele şi de posibilitatea extinderii cooperării firmei cu alte firme pe linia asigurării cu energie, aer comprimat, S.D.V.-uri, utilităŃi, inclusiv de posibilitatea reducerii volumului unor astfel de activităŃi prim mecanizare şi automatizare, etc. Pentru studiul şi analiza structurilor de producŃie şi concepŃie a firmei se foloseşte un sistem de indicatori format din : � ponderea verigilor organizate după principiul tehnologic şi principiul pe obiect în totalul verigilor de producŃie de bază; � ponderea secŃiilor auxiliare şi anexe în totalul secŃiilor de producŃie; � proporŃia între diferitele secŃii de producŃie referitor la numărul de utilaje şi mărimea suprafeŃelor de producŃie; � mărimea verigilor de producŃie sub aspectul capacităŃilor de producŃie a utilajelor, volumului de producŃie fabricat, numărul de muncitori. Aprecierea gradului de raŃionalitate a unor structuri de producŃie şi concepŃie trebuie făcută pornind de la cerinŃele ce se impun unei structuri moderne, adică ponderea verigilor de producŃie organizate după principiul pe obiect să fie preponderentă şi ponderea verigilor de producŃie auxiliare şi de deservire şi gradul lor de mărime să reflecte în mod obiectiv adâncirea procesului de cooperare între secŃiile din cadrul firmei. Asigurarea unei structuri de producŃie şi concepŃie raŃionale se realizează în primul rând prin proiectarea firmei şi în al doilea rând în
19
decursul funcŃionării acesteia, prin luarea unor măsuri operative de perfecŃionare în raport cu modificările care survin în firmă pe linia nomenclaturii produselor de fabricat, a tehnologiilor de execuŃie sau în organizarea producŃiei şi a muncii. Structura de producŃie şi concepŃie a firmei poate fi perfecŃionată prin : � creşterea ponderii verigilor de producŃie specializate, organizate după principiul obiectului de fabricat; � asigurarea adâncirii specializării producŃiei şi extinderea cooperării; � creşterea ponderii volumului de produse sau lucrări executate de verigile de producŃie de bază; � optimizarea gradului de mărime a verigilor de producŃie şi asigurarea proporŃionalităŃii dintre capacităŃile lor de producŃie; � sistematizarea firmei în sensul unei zonări teritoriale corespunzătoare. Realizarea oricărui proiect de perfecŃionare a structurii de producŃie şi concepŃie se face parcurgând mai multe faze : � conceperea temei proiectului; � elaborarea propriu-zisă a proiectului; � verificarea fezabilităŃii proiectului; � lansarea operaŃiilor impuse de respectivul proiect; � implementarea proiectului; � aprecierea eficienŃei respectivului proiect. EficienŃa activităŃii de perfecŃionare a structurii de producŃie şi concepŃie a firmei se apreciază printr-un complex de indicatori între care enumerăm : � volumul, conŃinutul şi direcŃia transporturilor interne; � numărul, felul şi locul de amplasare a depozitelor; � numărul de angajaŃi din administraŃie şi aparatul funcŃional; � durata medie a ciclului de fabricaŃie; � gradul de continuitate a fluxului tehnologic de materiale şi de angajaŃi. PerfecŃionările aduse în timp structurii de producŃie şi concepŃie trebuie să se reflecte în îmbunătăŃirea acestor indicatori de apreciere a eficienŃei măsurilor luate .
Necesitatea şi posibilităŃile aplicării cercetărilor operaŃionale, şi în mod special a aplicării programării liniare în proiectarea structurilor organizatorice, pot fi variate. În continuare se prezintă un exemplu referitor
20
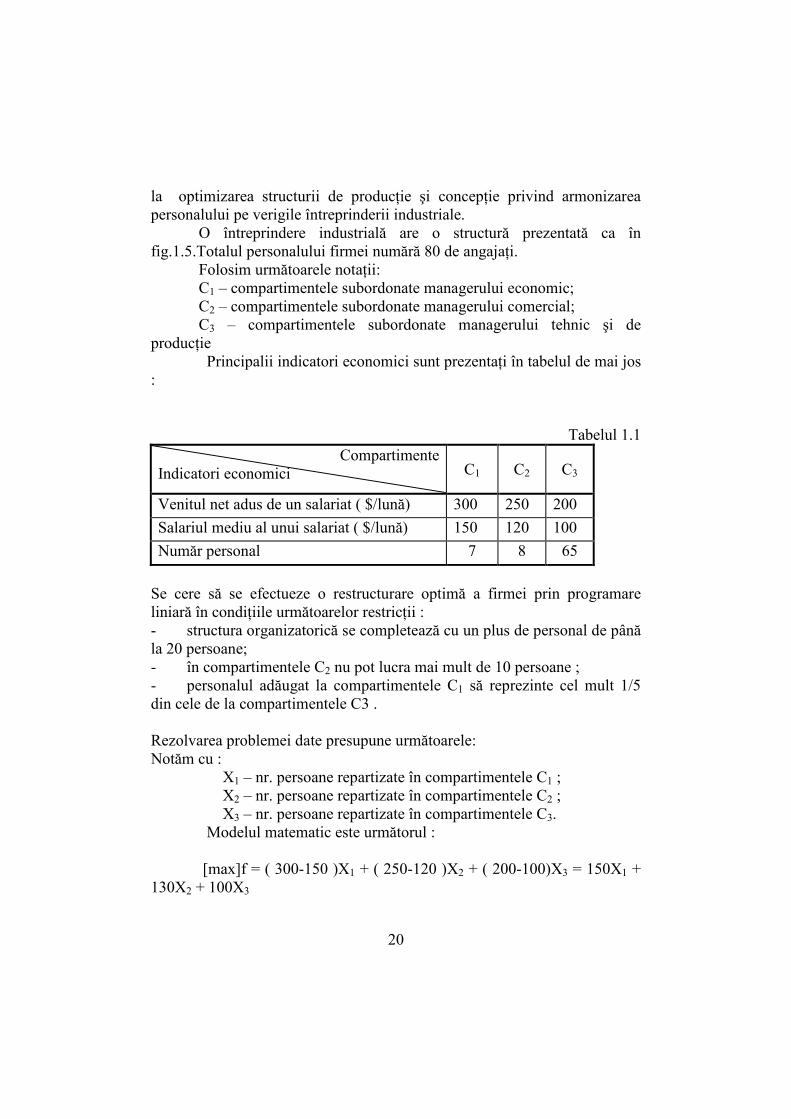
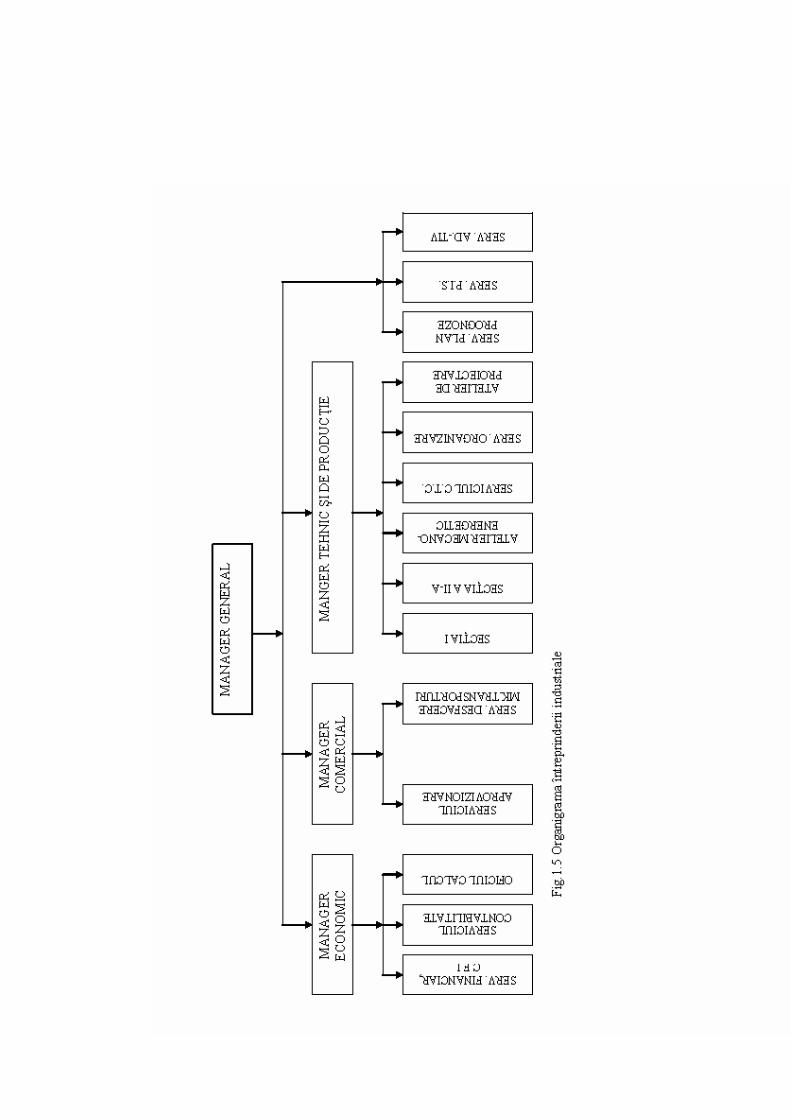
la optimizarea structurii de producŃie şi concepŃie privind armonizarea personalului pe verigile întreprinderii industriale. O întreprindere industrială are o structură prezentată ca în fig.1.5.Totalul personalului firmei numără 80 de angajaŃi. Folosim următoarele notaŃii:
C1 – compartimentele subordonate managerului economic; C2 – compartimentele subordonate managerului comercial; C3 – compartimentele subordonate managerului tehnic şi de
producŃie Principalii indicatori economici sunt prezentaŃi în tabelul de mai jos :
Tabelul 1.1
Compartimente Indicatori economici C1 C2 C3
Venitul net adus de un salariat ( $/lună) 300 250 200 Salariul mediu al unui salariat ( $/lună) 150 120 100 Număr personal 7 8 65
Se cere să se efectueze o restructurare optimă a firmei prin programare liniară în condiŃiile următoarelor restricŃii : - structura organizatorică se completează cu un plus de personal de până la 20 persoane; - în compartimentele C2 nu pot lucra mai mult de 10 persoane ; - personalul adăugat la compartimentele C1 să reprezinte cel mult 1/5 din cele de la compartimentele C3 . Rezolvarea problemei date presupune următoarele: Notăm cu : X1 – nr. persoane repartizate în compartimentele C1 ; X2 – nr. persoane repartizate în compartimentele C2 ; X3 – nr. persoane repartizate în compartimentele C3. Modelul matematic este următorul : [max]f = ( 300-150 )X1 + ( 250-120 )X2 + ( 200-100)X3 = 150X1 + 130X2 + 100X3
21
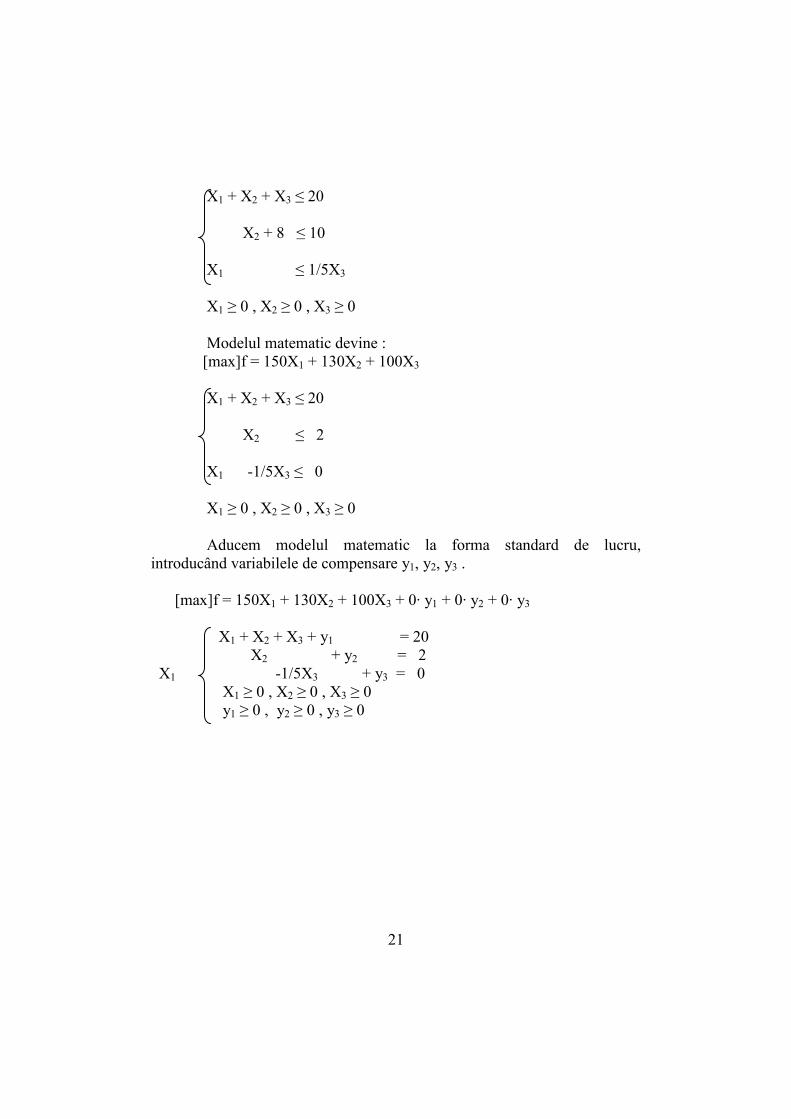
X1 + X2 + X3 ≤ 20 X2 + 8 ≤ 10 X1 ≤ 1/5X3
X1 ≥ 0 , X2 ≥ 0 , X3 ≥ 0 Modelul matematic devine : [max]f = 150X1 + 130X2 + 100X3
X1 + X2 + X3 ≤ 20 X2 ≤ 2 X1 -1/5X3 ≤ 0
X1 ≥ 0 , X2 ≥ 0 , X3 ≥ 0 Aducem modelul matematic la forma standard de lucru, introducând variabilele de compensare y1, y2, y3 . [max]f = 150X1 + 130X2 + 100X3 + 0· y1 + 0· y2 + 0· y3
X1 + X2 + X3 + y1 = 20 X2 + y2 = 2 X1 -1/5X3 + y3 = 0 X1 ≥ 0 , X2 ≥ 0 , X3 ≥ 0 y1 ≥ 0 , y2 ≥ 0 , y3 ≥ 0
22
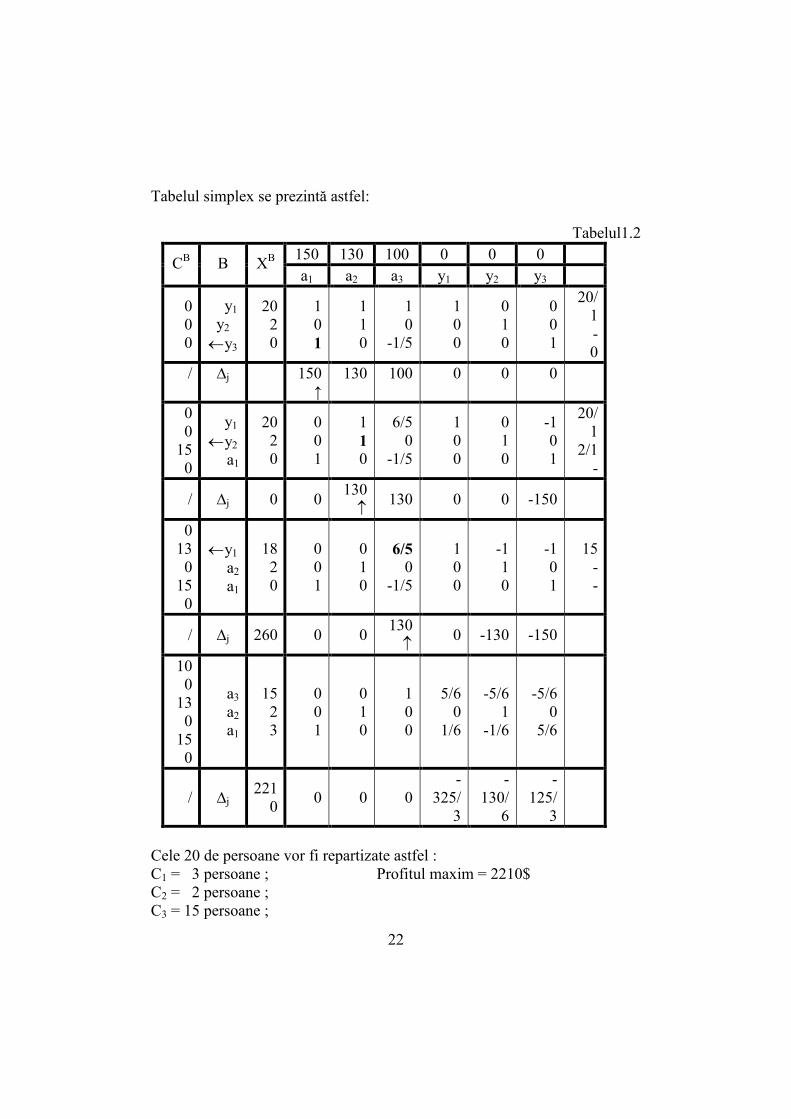
Tabelul simplex se prezintă astfel:
Tabelul1.2 150 130 100 0 0 0 CB B XB
a1 a2 a3 y1 y2 y3
0 0 0
y1 y2 ←y3
20 2 0
1 0 1
1 1 0
1 0
-1/5
1 0 0
0 1 0
0 0 1
20/1 - 0
/ ∆j 150↑
130 100 0 0 0
0 0
150
y1 ←y2 a1
20 2 0
0 0 1
1 1 0
6/5 0
-1/5
1 0 0
0 1 0
-1 0 1
20/1
2/1 -
/ ∆j 0 0 130↑
130 0 0 -150
0 130
150
←y1 a2 a1
18 2 0
0 0 1
0 1 0
6/5 0
-1/5
1 0 0
-1 1 0
-1 0 1
15 - -
/ ∆j 260 0 0 130↑
0 -130 -150
100
130
150
a3 a2 a1
15 2 3
0 0 1
0 1 0
1 0 0
5/6 0
1/6
-5/6 1
-1/6
-5/6 0
5/6
/ ∆j 221
0 0 0 0 -
325/3
-130/
6
-125/
3
Cele 20 de persoane vor fi repartizate astfel : C1 = 3 persoane ; Profitul maxim = 2210$ C2 = 2 persoane ; C3 = 15 persoane ;
23
24
TEST DE EVALUARE A. Întrebări deschise 1. Care sunt factorii cu influenŃă asupra desfăşurării procesului de producŃie în întreprinderea industrială? Răspuns:
Indiferent de natura sa, desfăşurarea oricărui proces de producŃie dintr-o firmă este influenŃată de următorii factori: natura materiilor prime, care influenŃează atât conŃinutul procesului de producŃie, cât şi organizarea acestuia; natura procesului finit fabricat, care prin particularităŃile fizico – chimice determină o anumită organizare a procesului de producŃie; tehnologia de fabricaŃie folosită, natura şi conŃinutul acesteia, care fac ca o anumită tehnologie adoptată să determine un anumit număr de operaŃii de un anumit fel, executate într-o anumită succesiune. 2. DefiniŃi conceptul de proces de producŃie din punct de vedere al conŃinutului tehnico – material. Răspuns:
B. Întrebări grilă Exemplu rezolvat:
1. După modul în care se execută, procesele de producŃie pot fi: a) procese manuale; b) procese de servire; c) procese mecanice; d) procese continue; e) procese automate, cibernetizate şi de aparatură. Rezolvare: ● ○ ● ○ ●
De rezolvat: 2. Procesele de transport intern şi depozitare sunt: a) procese pregătitoare; b) procese de aparatură;
25
c) procese auxiliare; d) procese mecanice; e) procese de servire.
○ ○ ○ ○ ○ 3. Care din elementele prezentate mai jos reprezintă verigi de producŃie? a) secŃii de producŃie; b) laboratoare de control şi cercetare; c) birouri; d) compartimente funcŃionale; e) uzine, fabrici şi alte unităŃi fără personalitate juridică.
○ ○ ○ ○ ○ 4. Care din următoarele elemente reprezită factori de influenŃă a structurii de producŃie şi concepŃie? a) volumul producŃiei fabricate; b) gradul de integrere al întreprinderii; c) felul produselor fabricate; d) nici unul din elementele de mai sus; e) toate elementele prezentate la punctele a, b, c.
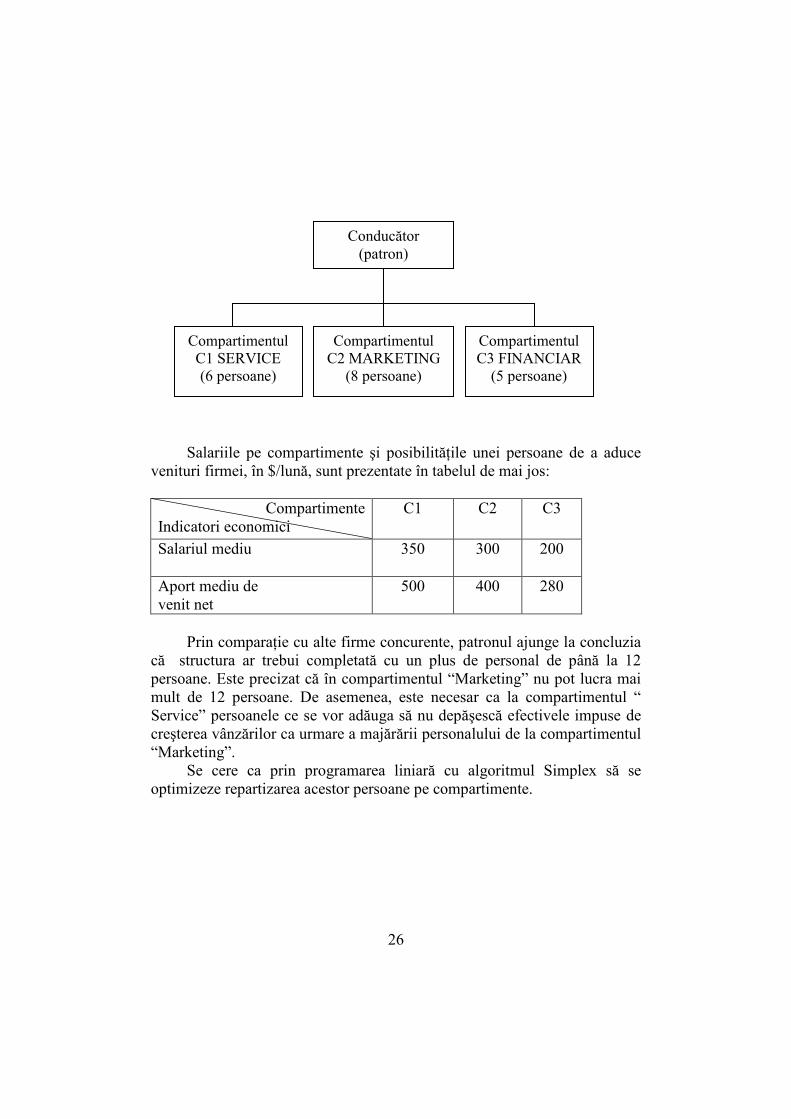
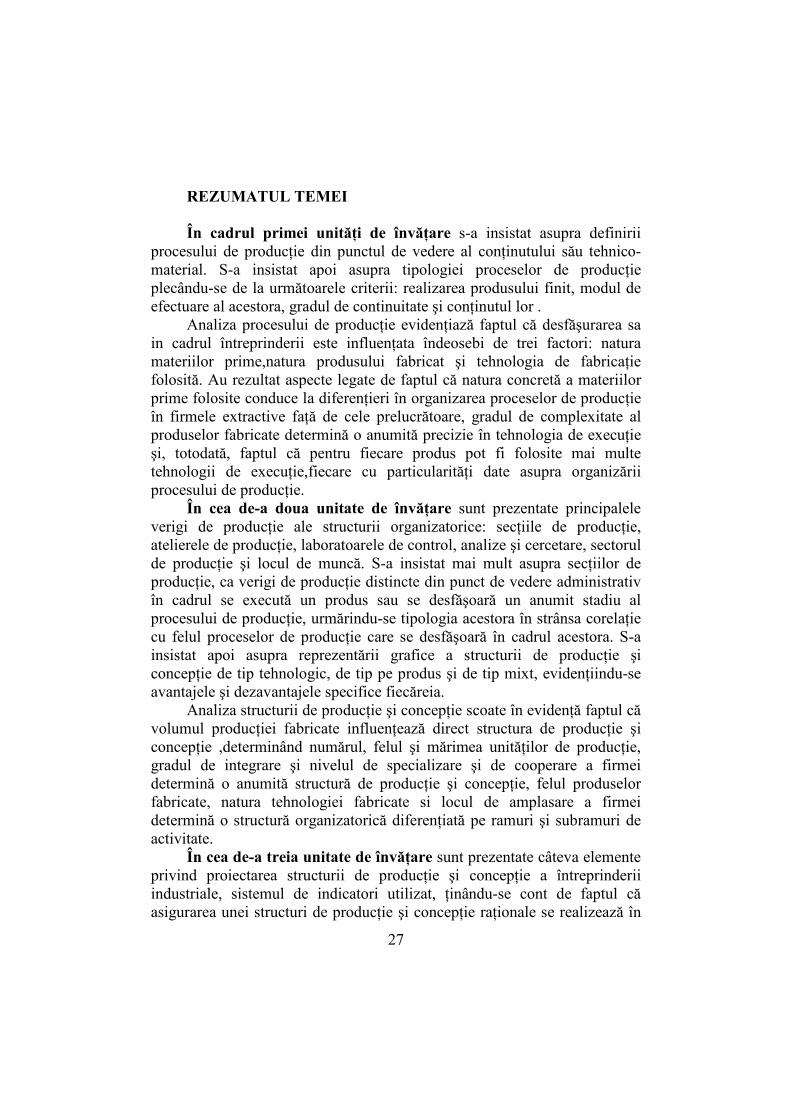
○ ○ ○ ○ ○ C. AplicaŃii (Stăncioiu, I., Militaru, Gh., 1998, pg. 363) 1. O firmă care comercializează tehnică de calcul, aflată în fazele iniŃiale de dezvoltare, are următoarea structură organizatorică:
26
Salariile pe compartimente şi posibilităŃile unei persoane de a aduce
venituri firmei, în $/lună, sunt prezentate în tabelul de mai jos:
Compartimente Indicatori economici
C1 C2 C3
Salariul mediu
350 300 200
Aport mediu de venit net
500 400 280
Prin comparaŃie cu alte firme concurente, patronul ajunge la concluzia
că structura ar trebui completată cu un plus de personal de până la 12 persoane. Este precizat că în compartimentul “Marketing” nu pot lucra mai mult de 12 persoane. De asemenea, este necesar ca la compartimentul “ Service” persoanele ce se vor adăuga să nu depăşescă efectivele impuse de creşterea vânzărilor ca urmare a majărării personalului de la compartimentul “Marketing”.
Se cere ca prin programarea liniară cu algoritmul Simplex să se optimizeze repartizarea acestor persoane pe compartimente.
Conducător (patron)
Compartimentul C1 SERVICE (6 persoane)
Compartimentul C2 MARKETING
(8 persoane)
Compartimentul C3 FINANCIAR
(5 persoane)
27
REZUMATUL TEMEI
În cadrul primei unităŃi de învăŃare s-a insistat asupra definirii procesului de producŃie din punctul de vedere al conŃinutului său tehnico-material. S-a insistat apoi asupra tipologiei proceselor de producŃie plecându-se de la următoarele criterii: realizarea produsului finit, modul de efectuare al acestora, gradul de continuitate şi conŃinutul lor .
Analiza procesului de producŃie evidenŃiază faptul că desfăşurarea sa in cadrul întreprinderii este influenŃata îndeosebi de trei factori: natura materiilor prime,natura produsului fabricat şi tehnologia de fabricaŃie folosită. Au rezultat aspecte legate de faptul că natura concretă a materiilor prime folosite conduce la diferenŃieri în organizarea proceselor de producŃie în firmele extractive faŃă de cele prelucrătoare, gradul de complexitate al produselor fabricate determină o anumită precizie în tehnologia de execuŃie şi, totodată, faptul că pentru fiecare produs pot fi folosite mai multe tehnologii de execuŃie,fiecare cu particularităŃi date asupra organizării procesului de producŃie.
În cea de-a doua unitate de învăŃare sunt prezentate principalele verigi de producŃie ale structurii organizatorice: secŃiile de producŃie, atelierele de producŃie, laboratoarele de control, analize şi cercetare, sectorul de producŃie şi locul de muncă. S-a insistat mai mult asupra secŃiilor de producŃie, ca verigi de producŃie distincte din punct de vedere administrativ în cadrul se execută un produs sau se desfăşoară un anumit stadiu al procesului de producŃie, urmărindu-se tipologia acestora în strânsa corelaŃie cu felul proceselor de producŃie care se desfăşoară în cadrul acestora. S-a insistat apoi asupra reprezentării grafice a structurii de producŃie şi concepŃie de tip tehnologic, de tip pe produs şi de tip mixt, evidenŃiindu-se avantajele şi dezavantajele specifice fiecăreia.
Analiza structurii de producŃie şi concepŃie scoate în evidenŃă faptul că volumul producŃiei fabricate influenŃează direct structura de producŃie şi concepŃie ,determinând numărul, felul şi mărimea unităŃilor de producŃie, gradul de integrare şi nivelul de specializare şi de cooperare a firmei determină o anumită structură de producŃie şi concepŃie, felul produselor fabricate, natura tehnologiei fabricate si locul de amplasare a firmei determină o structură organizatorică diferenŃiată pe ramuri şi subramuri de activitate.
În cea de-a treia unitate de învăŃare sunt prezentate câteva elemente privind proiectarea structurii de producŃie şi concepŃie a întreprinderii industriale, sistemul de indicatori utilizat, Ńinându-se cont de faptul că asigurarea unei structuri de producŃie şi concepŃie raŃionale se realizează în

28
primul rând prin proiectarea firmei şi în al doilea rând, în decursul funcŃionării acesteia, prin luarea unor măsuri operative de perfecŃionare în raport cu modificările care survin pe linia nomenclaturii produselor de fabricat, a tehnologiilor de execuŃie sau în organizarea producŃie şi a muncii. La finalul temei este prezentată o aplicaŃie privind optimizarea unei structuri de producŃie şi concepŃie a unei întreprinderi industriale, plecând de la organigrama acesteia, utilizând programarea liniară în condiŃiile unor restricŃii date. Exemplificarea folosirii algoritmului simplex primal este specifică circumstanŃei referitoare la restructurarea şi armonizarea personalului pe compartimente care funcŃionează de mai mult timp, fată de dimensionarea unor compartimente în fazele incipiente ale apariŃiei structurilor pentru firme mici, nou înfiinŃate, aflate în creştere.
29
-TEMA 2-
PROIECTAREA ÎNTREPRINDERILOR INDUSTRIALE Structura temei: UI − 2.1. ConŃinutul activităŃii de proiectare a întreprinderii UI – 2.2. CerinŃe, principii şi date necesare adoptării unei soluŃii optime pentru Planul general de organizare a firmei UI –2.3. Documente utilizate în activitatea de proiectare a întreprinderii industriale La terminarea acestui capitol veŃi fi capabili:
• să prezentaŃi într-o singură fază definiŃia conceptului de proiectare a
întreprinderilor industriale; • să enumeraŃi principiile care stau la baza elaborării proiectului firmei; • să precizaŃi modalităŃile de soluŃionare a principalelor probleme de
proiectare care intervin în realizarea unui obiectiv de investiŃii; • să prezentaŃi fazele metodei de proiectare sistemică; • să enumeraŃi principalele cerinŃe şi principii de bază specifice
organizării şi dimensionării optime a întreprinderii industriale; • să faceŃi distincŃia între procesul tehnologic general si procesul
tehnologic de detaliu; • să cunoaşteŃi particularităŃile fluxului tehnologic şi ale fluxului de forŃă
de muncă specifice elaborării planului general de organizare a întreprinderii.
Timpul alocat temei : 4 ore Bibliografie recomandată : • Bărbulescu , C. - Managementul producŃiei industriale, vol.1, Editura
Sylvi, Bucureşti, 1999 • Bărbulescu, C., Bâgu, C. - Managementul producŃiei, Editura Tribuna
Economică, Bucureşti, 2001 • Bărbulescu, C., Bâgu, C., Ciocârlan, D. - Managementul producŃiei
industriale.Culegere: dezbateri, studii de caz, probleme, teste grilă, proiect economic, Editura Sylvi, Bucureşti, 2000
30
• Dima, I.C., Man, M. - Managementul activităŃii industriale, Editura AGIR, Bucureşti, 1999
• Grădinaru, D.(coord). - Managementul producŃiei. Procese şi structuri de producŃie. Modelarea dinamică a sistemelor de producŃie, Editura UniversităŃii din Piteşti, 2007
UI – 2.1. ConŃinutul activităŃii de proiectare a întreprinderii
O întreprindere este necesar să fie bine proiectată, conform anumitor principii şi unei metodologii specifice. Prin proiectarea întreprinderilor industriale se înŃelege acea activitate de studiere a soluŃiilor şi aspectelor sub care un produs, o lucrare sau un serviciu urmează a fi realizat, efectuarea calculelor respective şi fundamentarea soluŃiei din punct de vedere tehnic şi economic, concretizată sub forma unei documentaŃii ce include piese scrise şi desenate. O bună proiectare a întreprinderii afectează modul ei de organizare, tehnologia folosită pentru realizarea operaŃiilor, fluxurile de materiale şi de oameni în cadrul întreprinderii. ActivităŃile de proiectare trebuie să conducă la elaborarea şi aprofundarea, pe bază de variante, a celor mai înaintate şi mai eficiente soluŃii tehnologice şi constructive. Proiectarea trebuie să colaboreze cu cercetarea ştiinŃifică, să-şi însuşească realizările acesteia, să le aplice în termen cât mai scurt în producŃie, să stimuleze continuu creşterea potenŃialului de creaŃie propriu şi să determine o contribuŃie sporită a cercetării la realizarea progresului tehnic în economie. Activitatea de proiectare a firmelor industriale se concretizează în elaborarea proiectului firmei. La elaborarea acestuia este recomandabil să se aibă în vedere următoarele principii (Dima,I.C.,1999, pg.43): - principiul flexibilităŃii firmei, cere ca proiectarea întreprinderii să fie astfel făcută încât să poată fi modificată în mod operativ atunci când acest lucru este impus de modificările din mediul înconjurător şi de necesităŃile de producŃie; - principiul integrării factorilor compatibili care influenŃează proiectul şi evidenŃierea influenŃelor acestora asupra dotării tehnice a firmei, structurii de producŃie, duratei ciclului de fabricaŃie; - principiul realizării unui grad cât mai mare de folosire a maşinilor şi utilajelor, a suprafeŃelor de producŃie şi a personalului angajat; - principiul minimizării manipulărilor şi a transporturilor de materiale sau produse;
31
- principiul realizării unui flux tehnologic logic, care să conducă la o amplasare corespunzătoare a spaŃiilor de depozitare, a deşeurilor şi reziduurilor din procesul de producŃie; - principiul prevederii unei maxime coordonări, care presupune ca întreprinderea să fie privită în ansamblul ei, ca un sistem şi nu ca unităŃi care funcŃionează fără legătură unele cu altele; - principiul realizării unor fluxuri materiale eficiente, acestea trebuind astfel proiectate încât să evite încrucişările sau fluxurile continue, precum şi desfăşurarea acestora pe distanŃe prea lungi; - principiul justei compartimentări şi dimensionări a spaŃiilor şi suprafeŃelor firmei industriale; - principiul creării unor condiŃii de muncă optime, ergonomice pentru personalul angajat, reducerii la minim a disconfortului şi asigurării securităŃii muncii; - principiul realizării unor proiecte ale firmelor industriale care să respecte condiŃiile de protecŃie economico-socială a personalului şi a celor ecologice. Proiectarea întreprinderilor industriale presupune găsirea soluŃiilor pentru o serie de probleme de proiectare, care intervin de regulă în realizarea oricărui obiectiv de investiŃii, astfel (Dima,I.C.,1999, pg.45):
- probleme economice, concretizate în: stabilirea modului de aprovizionare a întreprinderii cu materii prime, materiale, combustibil, energie etc. ; optimizarea amplasării teritoriale a firmei; stabilirea posibilităŃilor de extindere etapizată a firmei; stabilirea indicatorilor de eficienŃă ai investiŃiei şi alegerea variantei optime de investiŃii pentru realizarea întreprinderii;
- probleme tehnice, care se referă la : asigurarea concordanŃei între elaborarea proceselor tehnologice şi cerinŃele fabricării produselor din nomenclatorul întreprinderii; stabilirea programului de lucru al firmei; dimensionarea şi structurarea corespunzătoare a suprafeŃelor de producŃie ale firmei; stabilirea grilei de amplasare a utilajelor şi instalaŃiilor de lucru; întocmirea planului general al firmei industriale care se construieşte şi a planurilor pe secŃii;
- probleme specifice de construcŃie, cu referire la: realizarea studiilor geologice, geofizice şi geoseismice ale zonei unde se construieşte întreprinderea; tipodimensiunea obiectelor de construcŃii din componenŃa întreprinderii; stabilirea căilor de acces inclusiv a celor de transport intern; integrarea planului general de construcŃie a întreprinderii în detaliul de sistematizare a zonei; dimensionarea dotărilor socio-culturale pentru
32
personalul firmei; întocmirea proiectului de organizare de şantier şi punerea lui în aplicare; - probleme tipice de managementul producŃiei, care au în vedere: elaborarea structurii organizatorice a întreprinderii şi a sistemului managerial pentru care s-a optat; stabilirea legăturilor atât între subunităŃi, cât şi între subunităŃi şi întreprindere pe linie de managementul producŃiei; elaborarea unui proiect de organizare a muncii cu respectarea normelor de formare şi perfecŃionare a forŃei de muncă; precizarea politicii de recrutare, formare şi perfecŃionare a forŃei de muncă, definitivarea punctului de vedere privind pregătirea constructivă şi tehnologică a fabricaŃiei, stabilirea structurii activităŃilor auxiliare şi anexe; alegerea variantei celei mai bune privind gestionarea producŃiei şi stabilirea unui sistem informaŃional eficient al firmei. Odată rezolvate toate aceste probleme, urmează elaborarea unei documentaŃii de proiectare a întreprinderii industriale, care trebuie să asigure îmbinarea perfectă între realizările obŃinute în cercetarea ştiinŃifică cu cele existente pe linia tehnologică de fabricaŃie. De asemenea, trebuie rezolvate problemele cuprinse în studiul de fezabilitate. În general, se deosebesc următoarele tipuri de proiectare: - proiectarea pe produs, întâlnită îndeosebi în cadrul întreprinderilor mici; - proiectarea pe proces, folosită în cazul întreprinderilor mari sau pentru extinderea întreprinderilor mici întrucât poate asigura o mai bună utilizare a resurselor întreprinderii; - proiectarea după fluxul de materiale, folosită cu rezultate bune în cazul întreprinderilor cu ciclu continuu de fabricaŃie, cum sunt rafinăriile, întreprinderile de ulei, de morărit şi panificaŃie, fabricile producătoare de ceramică etc. Proiectarea întreprinderii se face după următoarele metode: - proiectarea sistemică; - preluarea unui proiect existent; - proiectarea pe baza unor metodologii elaborate sistematic; - metoda participării totale.
Dintre metodele prezentate, cea care asigură rezultatele cele mai bune este proiectarea sistemică. Proiectarea sistemică reprezintă acea metodă care oferă un sistem organizat şi universal aplicabil format dintr-o serie de etape-cadru, o succesiune de proceduri şi un grup de reguli. În conformitate cu această metodă de proiectare, principalele etape-cadru se referă la: amplasament, proiectul de ansamblu, proiectul de execuŃie şi execuŃia. Printr-o succesiune
33
a fazelor, care caracterizează şi procedurile specifice ale proiectării sistemice, se soluŃionează în final cele trei mari probleme – interdependenŃa, spaŃiul şi ajustarea. Sintetizarea într-o variantă optimă a celor trei probleme necesită efectuarea următoarelor faze (Bărbulescu,C.,Bâgu,C.,2001, pg.77 – 78): Faza nr.1 – Precizarea fluxurilor materiale, în care se stabilesc în mod precis interdependenŃele dintre zonele de activităŃi Ńinând seama de fluxul de materiale în procesul de producŃie. Faza nr.2 – Precizarea interdependenŃei activităŃilor, în cadrul căreia se stabileşte şi concentrarea necesară pentru activităŃile de bază, asamblarea şi integrarea lor în fluxul de materiale. Faza nr.3 – Elaborarea schemei interdependenŃelor, care impune întocmirea unei diagrame de flux şi a schemei procesului tehnologic; Faza nr.4 – Rezolvarea problemelor legate de dimensionarea suprafeŃelor necesare. Faza nr.5 – Stabilirea spaŃiilor disponibile şi întocmirea schemei interdependenŃelor dintre secŃii, prin compararea spaŃiilor necesare cu cele disponibile şi punerea în final de acord a spaŃiilor cu interdependenŃele stabilite anterior. Faza nr.6 – Elaborarea schemei interdependenŃei spaŃiilor şi a folosirii acestora, prin confruntarea schemei interdependenŃelor dintre activităŃi şi variantele de spaŃiu. Faza nr.7 – EvidenŃierea considerentelor corective, rezultate din analiza interdependenŃelor dintre spaŃii, referitoare la sistemele de manevrare şi transport a materialelor, la amenajări pentru depozite, utilităŃi, etc. Faza nr.8 – Luarea în considerare a unor restricŃii referitoare la costul instalaŃiilor, la elementele de construcŃie şi la cerinŃele privind protecŃia muncii. Faza nr. 9 – Adoptarea variantei optime de proiectare din mai multe variante posibile, pe baza unui sistem de indicatori tehnico-economici, fiecare variantă posibilă concretizând efortul proiectanŃilor de aŃine seama de considerentele corective în soluŃii economice. Numai în aceste condiŃii se poate vorbi de o eficienŃă a activităŃii de proiectare a firmei.
34
UI – 2.2. CerinŃe, principii şi date necesare adoptării unei soluŃii optime pentru Planul general de organizare a firmei
Asigurarea unei organizări superioare a producŃiei şi a funcŃionării cu o eficienŃă economică maximă a noilor întreprinderi se realizează încă din faza de proiectare prin elaborarea planului general de organizare. Prin planul general de organizare a întreprinderii se înŃelege lucrarea de proiectare prin care se stabileşte amplasarea corespunzătoare a procesului tehnologic, a tuturor clădirilor şi construcŃiilor în strânsă coordonare cu relieful, cu necesităŃile de amenajare a terenului şi cu mijloacele de transport într-un tot tehnic şi arhitectural, care să asigure funcŃionarea raŃională tehnică şi economică a întreprinderii. Organizarea şi dimensionarea optimă a întreprinderii industriale, sub aspect tehnico- economic, necesită luarea în considerare a următoarelor cerinŃe şi principii de bază (Dima,I.C.,1999, pg.47 – 48): - probleme legate de procesul tehnologic, în sensul că procesul tehnologic trebuie astfel proiectat încât să permită utilizarea de tehnologie de execuŃie avansată, să asigure un înalt grad de mecanizare, automatizare şi cibernetizare; - probleme privind circulaŃia materialelor şi a forŃei de muncă, care presupun o bună desfăşurare a procesului de producŃie în condiŃiile unui flux de materiale cu caracter progresiv, fără întoarceri şi cât mai scurt posibil. Fluxurile de angajaŃi pe teritoriul întreprinderii industriale trebuie să fie cât mai scurte şi să evite încrucişarea cu cele de materiale; - probleme legate de alimentarea cu apă şi energie, în sensul că prin planul general de organizare trebuie să se prevadă instalaŃii şi reŃele necesare atât pentru aducerea diferitelor forme de energie din afară, cât şi pentru producerea lor în întreprindere (electrică, termică, gaze, abur, aer comprimat etc.); - probleme legate de condiŃiile naturale, ecologice, geologice şi topografice, a căror luare în considerare presupune o anume amplasare a construcŃiilor şi clădirilor pe teritoriul întreprinderii. Trebuie să se Ńină cont de: direcŃia vânturilor dominante pentru a evita împrăştierea fumului, gazelor şi noxelor; de asigurarea pe cât posibil a unui iluminat natural al halelor de producŃie, care impune amplasarea unităŃilor într-o anumită poziŃie în raport cu punctele cardinale; - probleme legate de cerinŃele arhitectonic-urbanistic-constructiv, rezolvate prin faptul că extinderea sau construcŃia oricărei întreprinderi industriale necesită luarea în considerare a cerinŃelor de ordin arhitectonic şi urbanistic ale zonei, fapt ce impune găsirea unor anume soluŃii de proiectare
35
care să permită integrarea armonioasă a firmei în stilul arhitectonic al zonei de amplasare. În vederea realizării unei legături directe a întreprinderii cu reŃeaua de drumuri din zona dată se recomandă racordarea magistralei întreprinderii la magistrala oraşului, precum şi asigurarea unei legături cât mai bune între întreprinderi şi cartierele de locuit ale muncitorilor din zonă; - probleme legate de cerinŃele privind condiŃiile tehnico-sanitare şi de protecŃia contra incendiilor, stabilite în funcŃie de specificul procesului tehnologic din firmă. Pentru întreprinderile care degajă multe noxe, amplasarea lor se face în exteriorul oraşului şi se recomandă amplasarea unor perdele verzi de protecŃie în jurul acestora. În scopul prevenirii unor situaŃii ce ar conduce la posibile incendii se iau următoarele măsuri: asigurarea unui spaŃiu minim între clădiri şi construcŃii în funcŃie de gradul de pericol de incendiu al procesului tehnologic şi de natura construcŃiei; amplasarea în imediata vecinătate a căilor de acces a clădirilor cu grad mare de pericol de incendiu pentru a permite eventuala intervenŃie operativă a pompierilor în caz de incendiu; prevederea cu hidranŃi de incendiu etc. Adoptarea unor soluŃii optime pentru planul general de organizare a întreprinderii necesită date de bază referitoare la: profilul de fabricaŃie al întreprinderii; natura procesului tehnologic ce se va desfăşura în firmă; fluxurile tehnologice, de materiale şi de angajaŃi; structura generală a firmei; nivelul de specializare şi cooperare; perspectivele de dezvoltare şi retehnologizare a întreprinderii. Cunoaşterea profilului de fabricaŃie al întreprinderii reprezintă punctul de plecare al analizei pentru elaborarea planului general de organizare. Astfel, trebuie să se cunoască nomenclatura produselor de executat, tipodimensiunile acestora, cantitatea şi calitatea produselor ce se vor executa. Pe baza datelor referitoare la programul de producŃie al întreprinderii se elaborează procesul tehnologic general al firmei, cât şi procesele parŃiale sau de detaliu. Procesul tehnologic general reprezintă totalitatea operaŃiilor necesare de prelucrare a materiei prime din momentul aprovizionării acesteia şi intrării în procesul de prelucrare şi până în momentul ieşirii din fabricaŃie sub formă de produs finit. Spre deosebire de procesul tehnologic general, procesul tehnologic parŃial (de detaliu) reprezintă totalitatea operaŃiilor care se efectuează în interiorul unei secŃii sau atelier, deci pe o anumită fază a procesului tehnologic. Între cele două tipuri de procese tehnologice există deosebiri sub raportul circulaŃiei materialelor, a forŃei de muncă, a energiei etc. Cele parŃiale indică pe lângă operaŃiile de executat şi o serie de elemente de
36
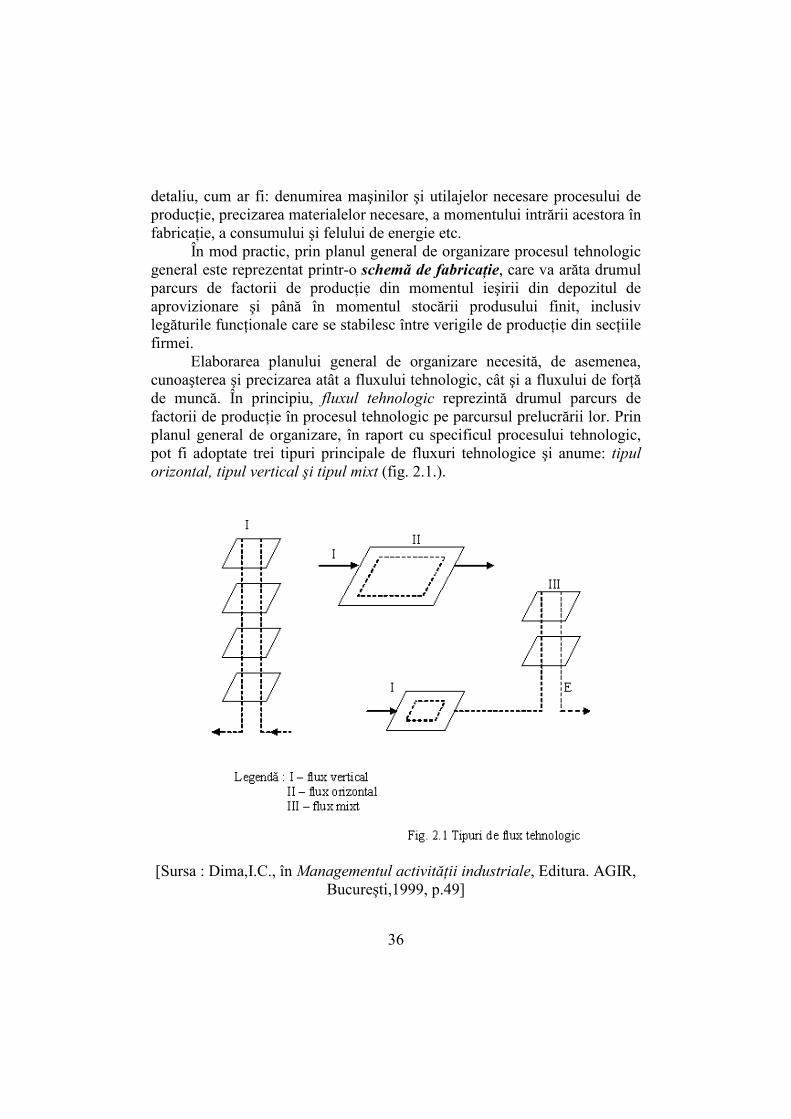
detaliu, cum ar fi: denumirea maşinilor şi utilajelor necesare procesului de producŃie, precizarea materialelor necesare, a momentului intrării acestora în fabricaŃie, a consumului şi felului de energie etc. În mod practic, prin planul general de organizare procesul tehnologic general este reprezentat printr-o schemă de fabricaŃie, care va arăta drumul parcurs de factorii de producŃie din momentul ieşirii din depozitul de aprovizionare şi până în momentul stocării produsului finit, inclusiv legăturile funcŃionale care se stabilesc între verigile de producŃie din secŃiile firmei. Elaborarea planului general de organizare necesită, de asemenea, cunoaşterea şi precizarea atât a fluxului tehnologic, cât şi a fluxului de forŃă de muncă. În principiu, fluxul tehnologic reprezintă drumul parcurs de factorii de producŃie în procesul tehnologic pe parcursul prelucrării lor. Prin planul general de organizare, în raport cu specificul procesului tehnologic, pot fi adoptate trei tipuri principale de fluxuri tehnologice şi anume: tipul orizontal, tipul vertical şi tipul mixt (fig. 2.1.).
[Sursa : Dima,I.C., în Managementul activităŃii industriale, Editura. AGIR,
Bucureşti,1999, p.49]
37
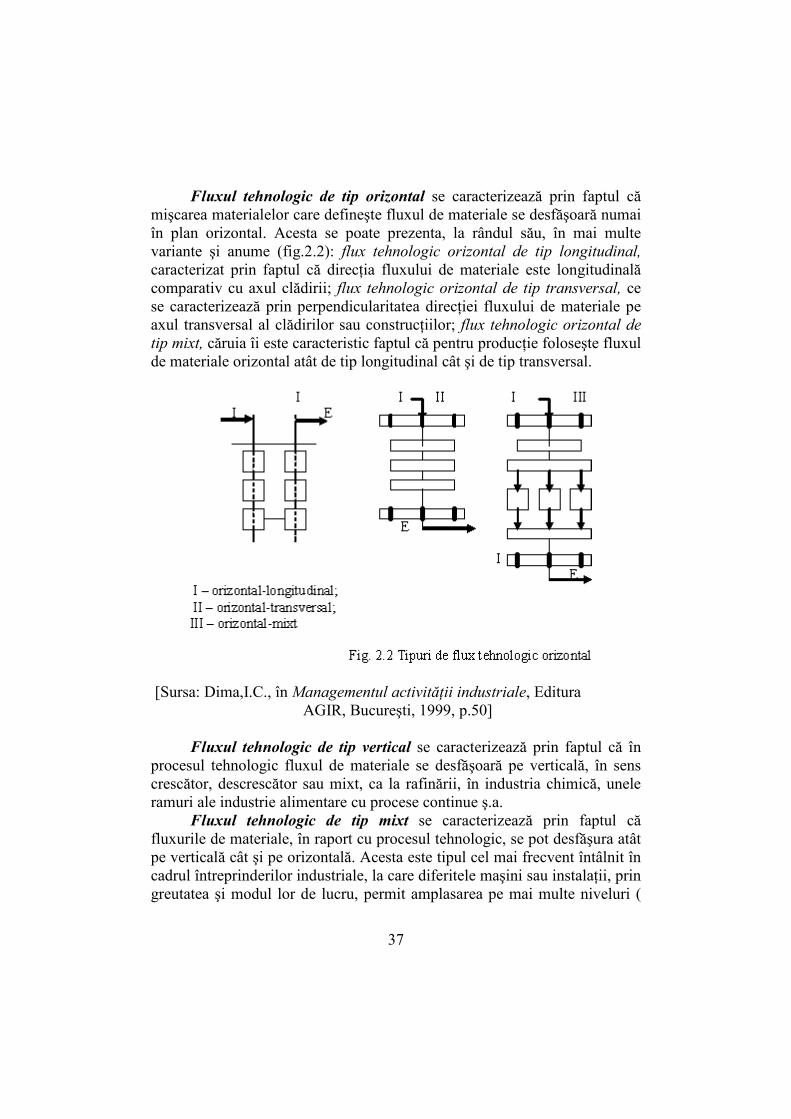
Fluxul tehnologic de tip orizontal se caracterizează prin faptul că mişcarea materialelor care defineşte fluxul de materiale se desfăşoară numai în plan orizontal. Acesta se poate prezenta, la rândul său, în mai multe variante şi anume (fig.2.2): flux tehnologic orizontal de tip longitudinal, caracterizat prin faptul că direcŃia fluxului de materiale este longitudinală comparativ cu axul clădirii; flux tehnologic orizontal de tip transversal, ce se caracterizează prin perpendicularitatea direcŃiei fluxului de materiale pe axul transversal al clădirilor sau construcŃiilor; flux tehnologic orizontal de tip mixt, căruia îi este caracteristic faptul că pentru producŃie foloseşte fluxul de materiale orizontal atât de tip longitudinal cât şi de tip transversal.
[Sursa: Dima,I.C., în Managementul activităŃii industriale, Editura
AGIR, Bucureşti, 1999, p.50] Fluxul tehnologic de tip vertical se caracterizează prin faptul că în procesul tehnologic fluxul de materiale se desfăşoară pe verticală, în sens crescător, descrescător sau mixt, ca la rafinării, în industria chimică, unele ramuri ale industrie alimentare cu procese continue ş.a. Fluxul tehnologic de tip mixt se caracterizează prin faptul că fluxurile de materiale, în raport cu procesul tehnologic, se pot desfăşura atât pe verticală cât şi pe orizontală. Acesta este tipul cel mai frecvent întâlnit în cadrul întreprinderilor industriale, la care diferitele maşini sau instalaŃii, prin greutatea şi modul lor de lucru, permit amplasarea pe mai multe niveluri (
38
întreprinderi de mecanică fină, electronice, electrotehnice, de industrie textilă, de confecŃii, de încălŃăminte etc.). Fluxurile tehnologice mai pot fi amplasate astfel:
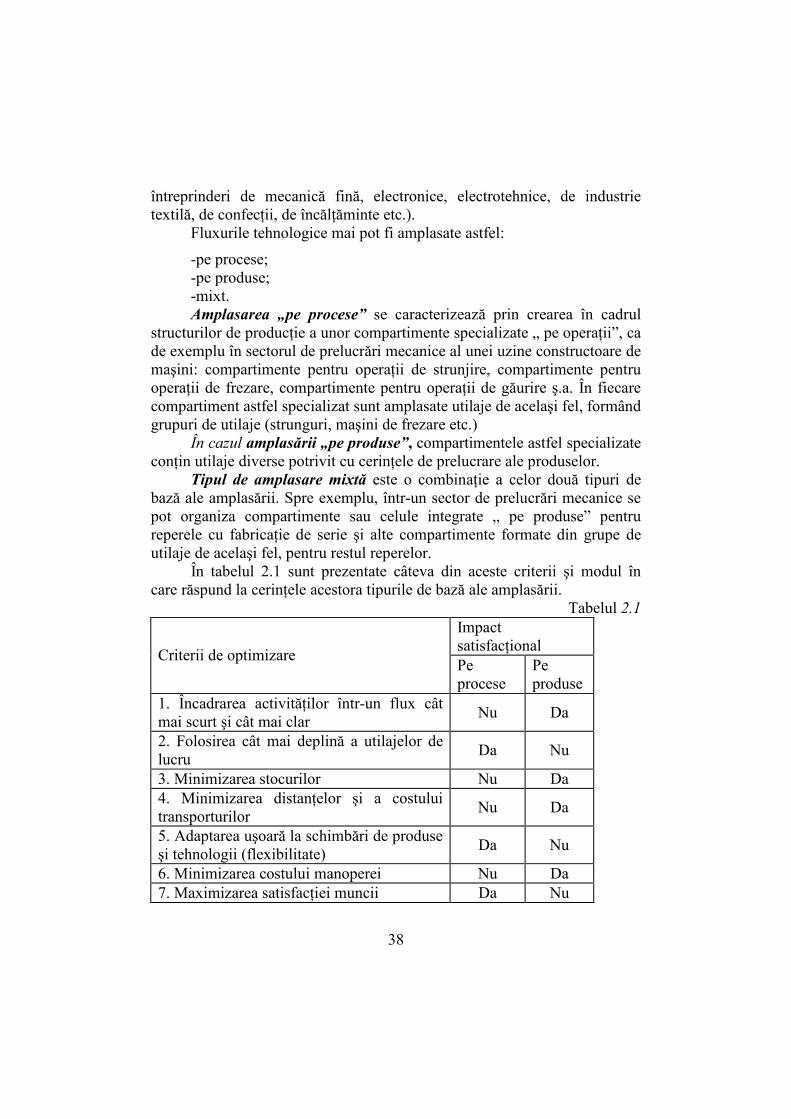
-pe procese; -pe produse; -mixt. Amplasarea „pe procese” se caracterizează prin crearea în cadrul structurilor de producŃie a unor compartimente specializate „ pe operaŃii”, ca de exemplu în sectorul de prelucrări mecanice al unei uzine constructoare de maşini: compartimente pentru operaŃii de strunjire, compartimente pentru operaŃii de frezare, compartimente pentru operaŃii de găurire ş.a. În fiecare compartiment astfel specializat sunt amplasate utilaje de acelaşi fel, formând grupuri de utilaje (strunguri, maşini de frezare etc.) În cazul amplasării „pe produse”, compartimentele astfel specializate conŃin utilaje diverse potrivit cu cerinŃele de prelucrare ale produselor. Tipul de amplasare mixtă este o combinaŃie a celor două tipuri de bază ale amplasării. Spre exemplu, într-un sector de prelucrări mecanice se pot organiza compartimente sau celule integrate „ pe produse” pentru reperele cu fabricaŃie de serie şi alte compartimente formate din grupe de utilaje de acelaşi fel, pentru restul reperelor. În tabelul 2.1 sunt prezentate câteva din aceste criterii şi modul în care răspund la cerinŃele acestora tipurile de bază ale amplasării. Tabelul 2.1
Impact satisfacŃional
Criterii de optimizare Pe procese
Pe produse
1. Încadrarea activităŃilor într-un flux cât mai scurt şi cât mai clar Nu Da
2. Folosirea cât mai deplină a utilajelor de lucru Da Nu
3. Minimizarea stocurilor Nu Da 4. Minimizarea distanŃelor şi a costului transporturilor Nu Da
5. Adaptarea uşoară la schimbări de produse şi tehnologii (flexibilitate) Da Nu
6. Minimizarea costului manoperei Nu Da 7. Maximizarea satisfacŃiei muncii Da Nu
39
[Sursa: I. Stăncioiu, Gh. Militaru, Management. Elemente fundamentale, Editura Teora, Bucureşti, 1998, p.485]
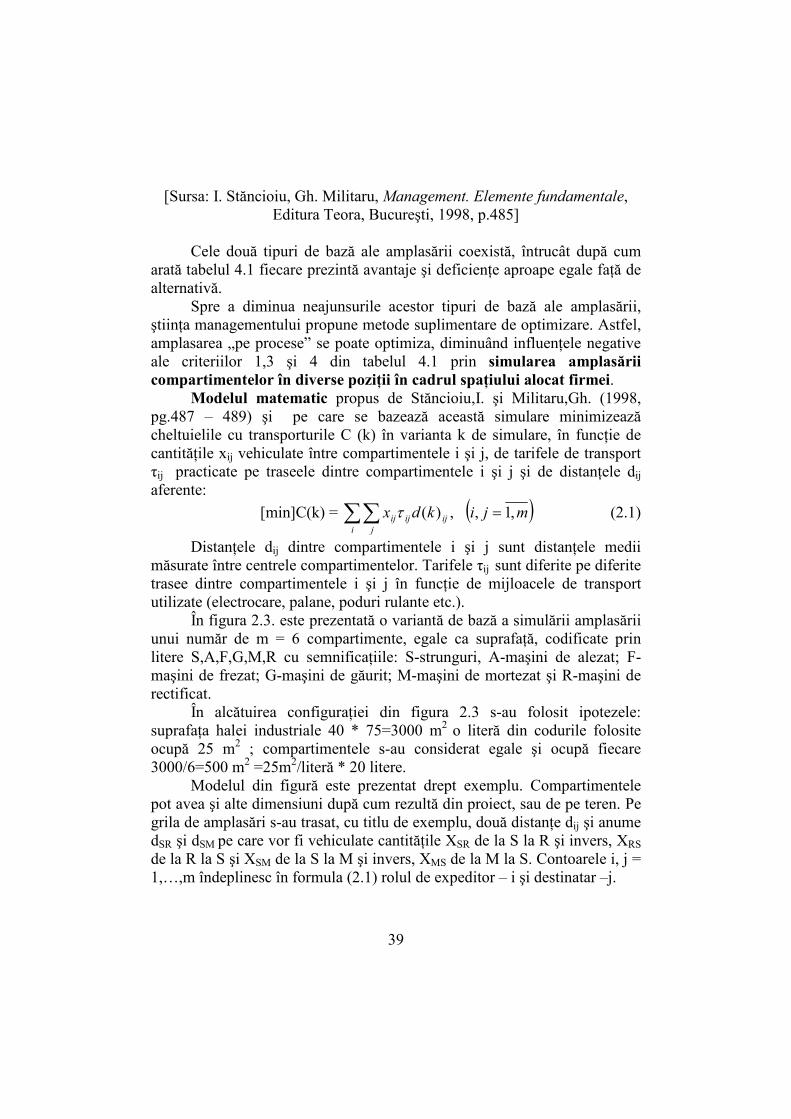
Cele două tipuri de bază ale amplasării coexistă, întrucât după cum arată tabelul 4.1 fiecare prezintă avantaje şi deficienŃe aproape egale faŃă de alternativă. Spre a diminua neajunsurile acestor tipuri de bază ale amplasării, ştiinŃa managementului propune metode suplimentare de optimizare. Astfel, amplasarea „pe procese” se poate optimiza, diminuând influenŃele negative ale criteriilor 1,3 şi 4 din tabelul 4.1 prin simularea amplasării compartimentelor în diverse poziŃii în cadrul spaŃiului alocat firmei. Modelul matematic propus de Stăncioiu,I. şi Militaru,Gh. (1998, pg.487 – 489) şi pe care se bazează această simulare minimizează cheltuielile cu transporturile C (k) în varianta k de simulare, în funcŃie de cantităŃile xij vehiculate între compartimentele i şi j, de tarifele de transport τij practicate pe traseele dintre compartimentele i şi j şi de distanŃele dij
aferente: [min]C(k) = ,)(∑∑
i jijijij kdx τ ( )mji ,1, = (2.1)
DistanŃele dij dintre compartimentele i şi j sunt distanŃele medii măsurate între centrele compartimentelor. Tarifele τij sunt diferite pe diferite trasee dintre compartimentele i şi j în funcŃie de mijloacele de transport utilizate (electrocare, palane, poduri rulante etc.). În figura 2.3. este prezentată o variantă de bază a simulării amplasării unui număr de m = 6 compartimente, egale ca suprafaŃă, codificate prin litere S,A,F,G,M,R cu semnificaŃiile: S-strunguri, A-maşini de alezat; F-maşini de frezat; G-maşini de găurit; M-maşini de mortezat şi R-maşini de rectificat. În alcătuirea configuraŃiei din figura 2.3 s-au folosit ipotezele: suprafaŃa halei industriale 40 * 75=3000 m2 o literă din codurile folosite ocupă 25 m2 ; compartimentele s-au considerat egale şi ocupă fiecare 3000/6=500 m2 =25m2/literă * 20 litere. Modelul din figură este prezentat drept exemplu. Compartimentele pot avea şi alte dimensiuni după cum rezultă din proiect, sau de pe teren. Pe grila de amplasări s-au trasat, cu titlu de exemplu, două distanŃe dij şi anume dSR şi dSM pe care vor fi vehiculate cantităŃile XSR de la S la R şi invers, XRS de la R la S şi XSM de la S la M şi invers, XMS de la M la S. Contoarele i, j = 1,…,m îndeplinesc în formula (2.1) rolul de expeditor – i şi destinatar –j.

40
Fig. 2.3 Modelul reprezentării unei configuraŃii iniŃiale a simulării amplasării „ pe procese” (distanŃa medie dintre compartimentul S şi M, respectiv R)
[ Sursa: I Stăncioiu, Gh. Militaru, Management. Elemente fundamentale, Editura Teora, Bucureşti, 1998, p. 488]
Întrucât simulările de amplasare a compartimentelor sunt foarte numeroase (în cazul modelului din figura 4.3, de exemplu, se pot imagina 6!=1*2*3*4*5*6=720 variante de amplasare prin permutările celor şase compartimente) este oportun ca problema să fie rezolvată pe calculator. În cazul când numărul de compartimente se ridică la ordinul m=10 compartimente, simulările prin permutări pot deveni prohibitive chiar şi pentru calculator (10!=3628800 variante) şi ca atare se admite să se efectueze simulări pe bază de combinări, considerându-se că probabilitatea de a găsi varianta apropiată de cea optimă este destul de ridicată în cazul trecerii în revistă a tuturor combinărilor. Numărul de simulări pe bază de combinări este dat de formula:
)!(!
!kmk
mC k
m −= (2.2)
Aplicată, în cazul când m=10, numărul de combinări dat de această formulă in ipoteza că la fiecare combinare se schimbă între ele k-2 compartimente, va fi C10
2 = 45 de variante. În figura 2.4 este sugerată schema logică a unui program de calculator destinat optimizării amplasării grupelor de utilaje prin simulări pe bază de combinări.

41
Programul astfel conceput se poate folosi şi pentru amplasarea optimă a atelierelor în secŃiile de producŃie şi a secŃiilor şi altor subunităŃi ale uzinelor, pe teritoriile afectate ale acestora. Odată cu adoptarea soluŃiilor pentru fluxurile tehnologice, trebuie stabilite şi fluxurile de angajaŃi, înŃelese ca fiind drumul parcurs de angajaŃii firmei pe teritoriul acesteia începând din momentul prezentării la firmă şi deplasarea la locul de muncă, continuând cu deplasările în interiorul firmei conform activităŃilor de îndeplinit şi încheind cu deplasarea de la locurile de muncă spre punctele de ieşire din întreprindere. Prin planul general de organizare fluxurile de angajaŃi trebuie prevăzute a se realiza pe trasele cele mai scurte, evitându-se intersectările cu fluxurile de materiale. În elaborarea planului general de organizare a întreprinderii trebuie să se aibă în vedere gradul de specializare şi cooperare al întreprinderii, inclusiv perspectivele de dezvoltare şi retehnologizare viitoare a acesteia. Asemenea cerinŃe influenŃează în mod direct asupra structurii de producŃie şi de concepŃie a firmei şi impune previzionarea unor suprafeŃe de teren necesare pentru dezvoltarea viitoare a întreprinderii. Luarea în considerare a cerinŃelor şi principiilor de elaborare a planului general, cunoaşterea şi studierea datelor necesare, permite elaborarea mai multor variante, între care se va alege varianta optimă a planului general de organizare a întreprinderii.
42
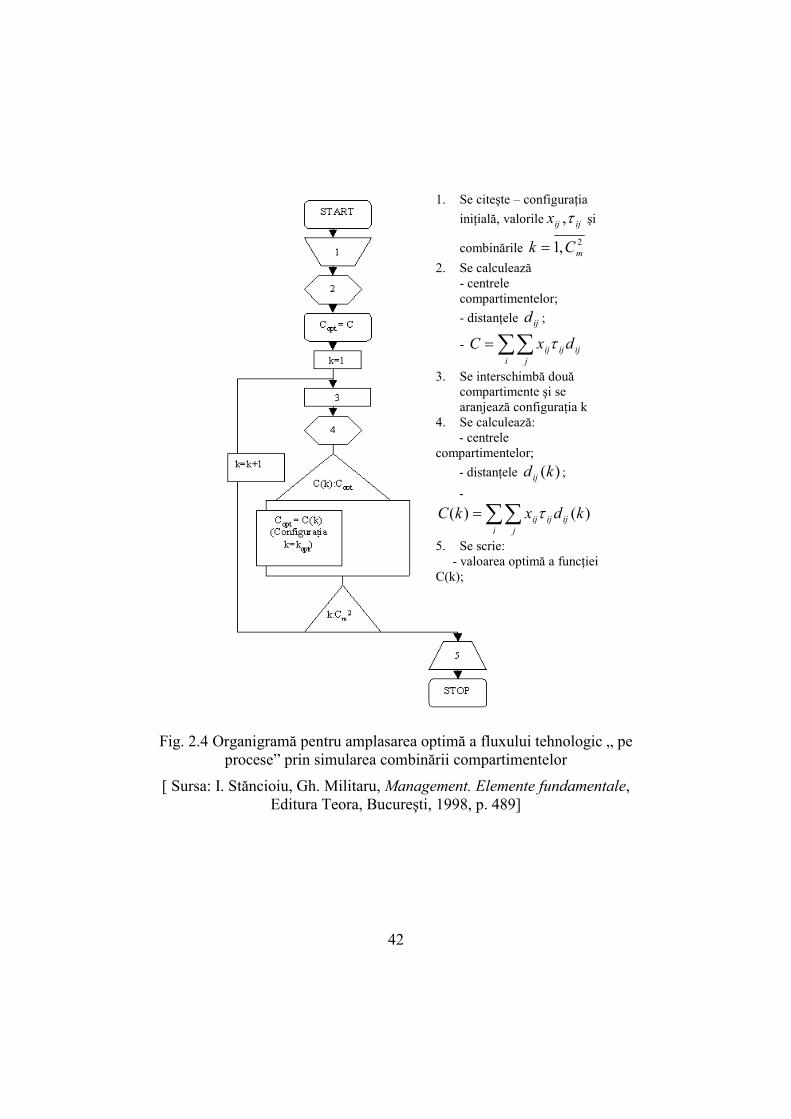
Fig. 2.4 Organigramă pentru amplasarea optimă a fluxului tehnologic „ pe procese” prin simularea combinării compartimentelor
[ Sursa: I. Stăncioiu, Gh. Militaru, Management. Elemente fundamentale, Editura Teora, Bucureşti, 1998, p. 489]
1. Se citeşte – configuraŃia
iniŃială, valorile ijijx τ, şi
combinările 2,1 mCk =
2. Se calculează - centrele compartimentelor; - distanŃele ijd ;
- ijiji j
ij dxC τ∑∑=
3. Se interschimbă două compartimente şi se aranjează configuraŃia k
4. Se calculează: - centrele compartimentelor; - distanŃele )(kd ij ;
-
)()( kdxkC iji j
ijij∑∑= τ
5. Se scrie: - valoarea optimă a funcŃiei C(k); - configuraŃia optimă, k ,
43
UI – 2.3. Documente utilizate în activitatea de proiectare a întreprinderii industriale
Decizia care se adoptă pentru proiectarea unei noi firme, dezvoltarea sau retehnologizarea celor existente, are la bază multiple considerente între care enumerăm: necesitatea creării de noi forme industriale pentru a satisface acele cerinŃe ale cumpărătorului, care nu sunt satisfăcute cu capacităŃile existente; crearea condiŃiilor pentru asimilarea de noi produse cerute în economia de piaŃă; optimizarea repartiŃiei teritoriale a industriei; necesitatea modernizării unor procese de fabricaŃie învechite etc. Indiferente de factorii care stau la baza ei, decizia într-o astfel de situaŃie, nu poate fi luată fără a cunoaşte eforturile necesare în acest scop şi rezultatele ce se vor obŃine în urma acestor eforturi investiŃionale. În acest fel se conturează obiectul primei etape a proiectării firmei concretizat în elaborarea studiilor de fezabilitate, care înlocuiesc fosta notă de fundamentare tehnico-economică. Un astfel de studiu conŃine elementele necesare şi esenŃiale, care justifică necesitatea, oportunitatea şi eficienŃa investiŃiei, fiind în concordanŃă cu prevederile din studiile de previziune privind dezvoltarea viitoare a ramurii, grupului de activităŃi sau a firmei. Orice studiu de fezabilitate este structurat pe următoarele capitole (Dima,I.C.,1999): Capitolul A: Date de identificare a firmei (denumirea firmei, numărul şi data înregistrării la Registrul ComerŃului, forma juridică de constituire, tipul activităŃii, natura capitalului, asociaŃii şi acŃionarii principali); Capitolul B: Conducerea/ personalul firmei (numele şi prenumele, studii, funcŃia, experienŃa, perioada, număr total de salariaŃi, număr de salariaŃi direct productivi); Capitolul C: Descrierea activităŃii curente (produsele sau serviciile realizate, furnizorii principali de materii prime, denumirea acestora, adresa, pondere valorică în totalul aprovizionării, forma de proprietate – descrierea sumară a procesului tehnologic din întreprindere, date tehnice despre mijloacele fixe aflate în proprietatea întreprinderii); Capitolul D : PiaŃa actuală (denumirea, adresa, forma de proprietate şi ponderea în total vânzări a fiecărui client, date despre concurenŃă, poziŃia produselor şi serviciilor firmei comparativ cu ale concurenŃei); Capitolul E: Elementele pentru fundamentarea creditelor pe termen scurt pentru aprovizionare (fundamentarea necesarului de credite, fluxul de încasări şi plăŃi);
44
Capitolul F: Descrierea proiectului de investiŃii pentru care se solicită creditul (programul de producŃie, capacitatea de producŃie, descrierea procesului tehnologic, evaluarea investiŃiei, graficul de realizare a investiŃiei, modificări necesare la echipamente şi clădiri, modificări necesare în structura şi numărul personalului angajat, date privind piaŃa şi promovarea vânzării produsului, modalităŃi de desfacere a produselor, indicatori de bonitate, planul de finanŃare şi de investiŃii, informaŃii financiare privind activitatea viitoare a firmei, garantarea creditelor ce vor fi primite). Următoarea etapă parcursă în proiectarea firmei o constituie întocmirea unor caiete de sarcini pentru elaborarea proiectelor de execuŃie, care să conŃină soluŃiile aprobate prin documentaŃiile tehnico-economice de fundamentare a investiŃiei elaborate anterior la un astfel de nivel încât să fie posibilă realizarea fizică a ansamblului şi a detaliilor obiectivului industriale care odată pus în funcŃiune va funcŃiona la parametrii prevăzuŃi. CondiŃia principală pentru realizarea unor construcŃii de bună calitate o constituie efectuarea în prealabil, pentru fiecare obiect industrial, a calculelor tehnice şi economice şi stabilirea soluŃiilor corespunzătoare, care să justifice utilitatea lucrării, să prevadă metodele şi mijloacele de execuŃie capabile să asigure respectarea termenelor de punere în funcŃiune aprobate. Astfel de calcule tehnice şi economice sunt cuprinse în proiect şi devize. Proiectul în construcŃii reprezintă documentaŃia tehnico-economică formată din piese scrise şi desenate, care cuprinde detaliile tehnice şi tehnologice pentru execuŃia fizică a lucrării, pentru desfăşurarea procesului de fabricaŃie, inclusiv date despre utilitatea funcŃională a viitorului obiectiv şi volumul cheltuielilor necesare. Pe baza datelor din proiect se determină costul total al investiŃiei. Proiectul trebuie să rezolve în detaliu toate problemele cu privire la soluŃiile tehnologice, funcŃionale, constructive şi arhitecturale, să precizeze valorile de deviz pe obiecte în limita valorii totale aprobate pentru investiŃia generală. Proiectul cuprinde trei părŃi principale (Dima,I.C.,1999, pg.57) şi anume: - partea tehnologică, care se referă la nivelul tehnic al obiectului ce se proiectează şi conŃine soluŃiile privind organizarea producŃiei, procesul tehnologic, alegerea utilajului, mecanizarea şi automatizarea producŃiei; - partea constructivă, care rezolvă soluŃiile de plan şi volum, dimensiunile principale ale clădirilor şi construcŃiilor în ansamblul lor, amplasarea pe teren, calculele de rezistenŃă, verificare, durabilitate, desenele
45
tehnice pe baza cărora se vor realiza construcŃiile. De asemenea în această parte se rezolvă şi alegerea materialelor, gradul de prefabricare, industrializarea în general o obiectului de construcŃie respectiv etc.; - partea economică tratează problemele cu privire la manoperă, materiale, utilaje, combustibil, energie, sub aspectul consumului şi costului acestora pentru varianta constructivă aleasă. Ea se elaborează sub forma unor piese scrise denumite devize. Se mai cuprind aici date referitoare la capacitatea de producŃie a noii unităŃi ce se construieşte, la productivitatea muncii, la asigurarea cu forŃă de muncă, asigurarea materiilor prime, materialelor etc. Pentru stabilirea valorii de deviz a investiŃiei, concretizată în lucrări de construcŃii montaj executate conform proiectului de execuŃie, este necesar să se elaboreze devizul respectivei investiŃii, care constituie una din cele mai importante piese scrise ale proiectului de execuŃie. Devizul este totdeauna expresia valorică a părŃii desenate a proiectului de execuŃie.
Principalele devize întocmite pentru stabilirea valorii investiŃiei sunt (Dima,I.C.,1999, pg.58 – 59) :
- Devizul pe categorii de lucrări, care este principala piesă scrisă a documentaŃiei tehnico-economice, ce stă la baza execuŃiei lucrărilor de construcŃii-montaj, cu ajutorul căruia se anteevaluează preŃul fiecărei categorii de lucrări de construcŃii. Se întocmeşte pe baza normelor de deviz, a cataloagelor de preŃuri de deviz, pe articole de deviz. DocumentaŃia tehnico-economică necesară întocmirii devizelor pe categorii de lucrări se compune din următoarele piese scrise, care fac parte integrantă din documentaŃia de deviz şi anume: antemăsurătoarea, lista utilajelor tehnologice care necesită montaj; lista utilajelor funcŃionale care necesită montaj; extrasul de materiale; devizul pe categorii de lucrări propriu-zis; - Devizul pe obiect este piesa scrisă din documentaŃia tehnico-economică în care se stabileşte valoarea de deviz a unui obiect din cadrul obiectivului investiŃional respectiv. În acest deviz se cuprind totalurile rotunjite ale devizelor pe categorii de lucrări, care compun obiectul respectiv, valoarea corectării preŃului de deviz al produselor de balastieră şi carieră (stabilită potrivit notei de corecŃie a produselor de carieră şi balastieră), valoarea utilajelor funcŃionale care se montează, stabilite pe baza valorii înscrise în Lista utilajelor funcŃionale care necesită montaj. Nu se întocmesc devize pe obiecte pentru lucrările de montaj de utilaje tehnologice şi pentru valoarea propriu-zisă a utilajelor respective, acestea nefiind parte componentă a obiectelor de construcŃii. Dacă obiectul conŃine o singură categorie de lucrări şi se confundă cu aceasta, este necesar să se întocmească

46
devizul pe obiectul respectiv, pentru a se putea urmări încadrarea lui în devizul general şi eventualele modificări ale valorii acestuia; - Devizul pentru corecŃia produselor de carieră şi balastieră se elaborează pentru întreaga cantitate de produse de carieră şi balastieră, defalcată pe sortimente, aferentă obiectului de construcŃie respectiv. Prin acest deviz, potrivit extrasului de materiale, se corectează valoarea de deviz a produselor de carieră şi balastieră în scopul actualizării cheltuielilor cu acestea; - Nota de comandă suplimentară se întocmeşte în mod distinct, pentru fiecare deviz pe categorii de lucrări şi conŃine lucrările şi cheltuielile necesare a fi efectuate, altele decât cele înscrise în devizul respectiv ori în locul unuia dintre ele. Aceasta se elaborează pentru omisiuni ale proiectantului, schimbări de soluŃii tehnologice, schimbări de materiale, calcule eronate ale proiectantului etc. În general, notele de comandă suplimentare se elaborează ca şi devizele pe categorii de lucrări, potrivit aceloraşi normative, de către antreprenor cu avizul beneficiarului şi se înaintează proiectantului; - Devizul financiar pentru lucrări de construcŃii-montaj este întocmit de antreprenor, cu acordul beneficiarului, pentru cheltuielile necesare realizării lucrărilor de construcŃii-montaj, ca de exemplu: diverse prestaŃii legate de transportul, manipularea, depozitarea şi conservarea utilajelor tehnologice, materiale din import, diferenŃe de preŃ faŃă de cele prevăzute în devize pentru materiale din import procurate de antreprenor, cheltuieli cu proiectarea, procurare terenului, pregătirea viitoarei investiŃii etc. Tot prin devizele financiare se stabilesc şi cheltuielile suportate de executanŃii lucrărilor pentru prestaŃiile pe care le efectuează pentru ei beneficiarii; - Devizul general este documentaŃia tehnico-economică complexă care stabileşte valoarea totală a investiŃiei. Pe baza elementelor cuprinse în acest deviz se avizează şi se aprobă documentaŃia, se întocmeşte graficul coordonator al eşalonării investiŃiei. Devizul general cumulează valoarea tuturor devizelor pe obiect aferente investiŃiei, inclusiv valoarea devizelor financiare.
După elaborarea tuturor categoriilor de devize se întocmeşte graficul de eşalonare a investiŃiei, elaborat în colaborare de titularul de investiŃie, proiectant, furnizorii principali de utilaje etc. Prin acest grafic se stabilesc: termenul de începere şi de terminare a lucrării, corelarea pe ansamblul investiŃiei pe obiecte a termenelor de predare a proiectelor de execuŃie pentru lucrările de construcŃii-montaj pe obiectele cuprinse în devizul general, durata de efectuare a probelor tehnologice şi durata intrării în funcŃiune, durata şi dinamica de realizare a indicatorilor tehnico-economici.
47
Alte documente folosite în activitatea de proiectare a firmelor industriale sunt detaliile de execuŃie pentru lucrările de construcŃii-montaj, detaliile de execuŃie şi montaj pentru utilaje etc. TEST DE EVALUARE A. Întrebări deschise 1. Care sunt principalele probleme de proiectare care intervin de regulă în realizarea oricărui obiectiv de investiŃii ? Răspuns: Pot fi considerate ca principale probleme de proiectare următoarele:probleme economice, probleme tehnice, probleme specifice de construcŃie, probleme tipice de managementul producŃiei.
DefiniŃi conceptul de proiectare a întreprinderilor industriale. Răspuns:
B. Întrebări grilă Exemplu rezolvat: 1. Care din elementele de mai jos reprezintă metode de proiectare a unei întreprinderi industriale ? a) proiectarea sistematică; b) preluarea unui proiect existent; c) metoda participării totale; d) toate variantele a,b,c; e) nici una din variantele a,b,c . Rezolvare: ○ ○ ○ ● ○
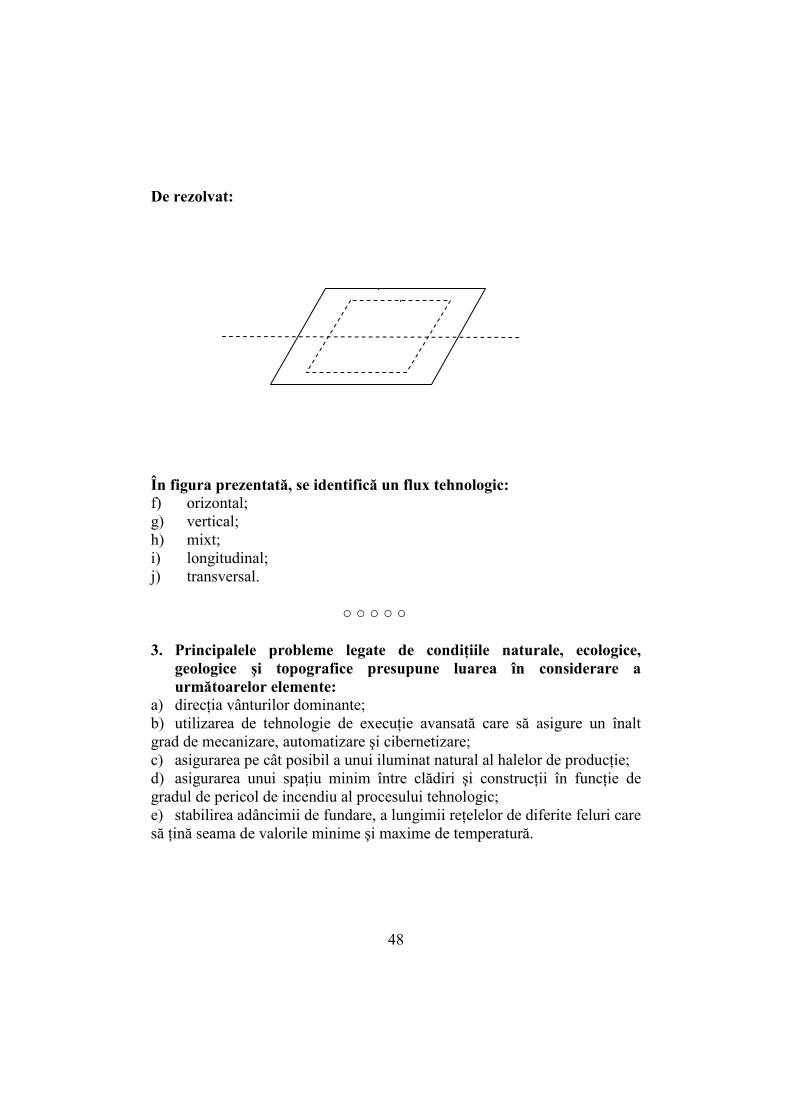
48
De rezolvat:
În figura prezentată, se identifică un flux tehnologic: f) orizontal; g) vertical; h) mixt; i) longitudinal; j) transversal.
○ ○ ○ ○ ○ 3. Principalele probleme legate de condiŃiile naturale, ecologice,
geologice şi topografice presupune luarea în considerare a următoarelor elemente:
a) direcŃia vânturilor dominante; b) utilizarea de tehnologie de execuŃie avansată care să asigure un înalt grad de mecanizare, automatizare şi cibernetizare; c) asigurarea pe cât posibil a unui iluminat natural al halelor de producŃie; d) asigurarea unui spaŃiu minim între clădiri şi construcŃii în funcŃie de gradul de pericol de incendiu al procesului tehnologic; e) stabilirea adâncimii de fundare, a lungimii reŃelelor de diferite feluri care să Ńină seama de valorile minime şi maxime de temperatură.
49
REZUMATUL TEMEI
Prima unitate de învăŃare a vizat explicarea conceptului de proiectare a întreprinderii industriale. Din definiŃia prezentată rezultă că activitatea de proiectare trebuie să conducă la elaborarea celor mai eficiente soluŃii tehnologice şi constructive, să colaboreze cu cercetarea ştiinŃifică, să stimuleze creşterea potenŃialului de creaŃie propriu şi să determine o contribuŃie sporită a cercetării la realizarea progresului tehnic în economie. S-au prezentat principiile care stau la baza elaborării proiectului firmei şi probleme de proiectare care intervin în realizarea unui obiectiv de investiŃii, a căror rezolvare trebuie să asigure îmbinarea perfectă între realizările obŃinute în cercetarea ştiinŃifică cu cele existente pe linia tehnologică de fabricaŃie. Proiectarea sistemică, ca metodă de proiectare cu rezultatele cele mai bune dintre metodele existente, oferă mai multe etape-cadru şi faze a căror succesiune soluŃionează problemele legate de interdependenŃă, spaŃiu şi ajustare.
În cadrul celei de-a doua unităŃi de învăŃare s-au prezentat principalele cerinŃe şi principii de bază necesare organizării şi dimensionării optime a întreprinderii industriale. Pornind de la datele referitoare la programul de producŃie al întreprinderii se elaborează procesul tehnologic general şi procesele parŃiale (de detaliu), prezentându-se o tipologie a acestora cu reprezentări grafice adecvate.
Modelul matematic prezentat prin simularea amplasării compartimentelor în cadrul spaŃiului alocat firmei evidenŃiază faptul că problema este de tip combinatoric, iar pe măsura creşterii numărului de compartimente simulările pe bază de combinări pot deveni prohibitive chiar şi pentru calculator. In final este sugerată schema logică a unui program de calculator destinat optimizării amplasării grupelor de utilaje şi a atelierelor în secŃiile de producŃie.
În ultima unitate de învăŃare au fost prezentate documentele utilizate în activitatea de proiectare a întreprinderii industriale. Pe lângă structura unui studiu de fezabilitate s-au prezentat părŃile principale ale proiectului în construcŃii, care rezolvă în detaliu problemele cu privire la soluŃiile tehnologice, funcŃionale şi arhitecturale. În vederea stabilirii valorii de deviz a investiŃiei, ca expresie valorică a părŃii desenate a proiectului de execuŃie, au fost prezentate principalele devize şi graficul de eşalonare a investiŃiei, elaborat în colaborare cu titularul de investiŃie, proiectând şi furnizorii principali de utilaje.
50
-TEMA 3- TIPURI DE PRODUCłIE INDUSTRIALĂ. ORGANIZAREA
PRODUCłIEI ÎN FLUX Structura temei: Ui – 3.1. Tipuri de producŃie industrială Ui – 3.2. Metode de organizare a producŃiei de bază Ui – 3.3. Organizarea producŃiei în flux Ui – 3.4. Fundamentarea parametrilor de funcŃionare a liniilor de producŃie în flux La terminarea acestui capitol veŃi fi capabili: • să prezentaŃi intr-o singură frază definiŃia tipului de producŃie; • să prezentaŃi tipurile de producŃie în masă, în serie şi individuală ; • să precizaŃi principiile organizării procesului de producŃie ; • să enumeraŃi principalele trăsături de bază ale organizării producŃiei în
flux; • să identificaŃi corect tipologia liniilor de producŃie în flux; • să calculaŃi parametrii tehnologici ai unei linii de producŃie în flux.
Timpul alocat temei : 4 ore Bibliografie recomandată : • Badea, F. - Managementul producŃiei, Editura ASE, Bucureşti, 2005 • Badea, F., Bâgu, C., Deac, V, - Managementul producŃiei industriale.
Studii de caz şi aplicaŃii practice complexe, Editura All Beck, Bucureşti, 1999
• Bărbulescu, C. - Managementul producŃiei industriale, Editura Sylvi, Bucureşti, 1997
• Bărbulescu , C., Bâgu, C.- Managementul producŃiei, vol. 1, Editura Tribuna Economică, Bucureşti , 2001
• Bărbulescu, C., Bâgu, C., Ciocârlan, D. - Managementul producŃiei industriale. Culegere: dezbateri, studii de caz, probleme, teste grilă, proiect economic, Editura Sylvi, Bucureşti, 2000
• Dima, I.C., Man, M. - Managementul activităŃii industriale, Editura AGIR, Bucureşti, 1999
51
UI – 3.1. Tipuri de producŃie industrială Organizarea concretă a proceselor de producŃie în diverse forme este în dependenŃă directă cu numărul denumirilor de produse ce se fabrică în veriga respectivă, cu volumul producŃiei ce se fabrică din fiecare fel de produs, cu stabilirea nomenclaturii de fabricaŃiei . ToŃi aceşti parametri sunt legaŃi, deci, de tipologia producŃiei industriale. Tipul de producŃie (Dima,I.C.,1999,pg.269) se poate defini ca totalitatea factorilor tehnico-organizatorici ce caracterizează stabilitatea nomenclaturii producŃiei fabricate, volumul producŃiei, gradul de specializare a locurilor de muncă a secŃiilor sau firmelor şi modul de mişcare a fatorilor de producŃie de natură materială pe locurile de muncă . ImportanŃa practică a structurii pe tipuri de producŃie industrială constă în aceea că tipul de producŃie din care face parte o verigă organizatorică a firmei determină metodele de management folosite, de pregătire tehnică a fabricaŃiei, de evidenŃă şi control etc. Se deosebesc trei tipuri de producŃie şi anume : producŃie în masă, în serie şi individuală, cu toate că practic în producŃie nici una din acestea nu există în formă pură . De aceea, încadrarea unei verigi organizatorice a firmei în unul sau altul din aceste trei tipuri de producŃie trebuie să aibă în vedere nu un singur criteriu, ci ansamblul de criterii care caracterizează separat fiecare din cele trei tipuri de producŃie în parte . Deosebirile existente între diferitele tipuri de producŃie influenŃează gradul de încărcare a locurilor de muncă, nivelul „plein flux sur l’enterprise” şi deci gradul de specializare al fiecărui loc de muncă . Sub acest aspect, deosebim următoarele locuri de muncă : - locuri de muncă în care se execută permanent o anumită operaŃie la unul şi acelaşi reper (caracteristic pentru producŃia în masă ); - locuri de muncă la care se execută permanent câteva feluri de operaŃii la mai multe repere şi care se repetă după anumite perioade de timp (caracteristic pentru producŃia de serie) ; - locuri de muncă la care se execută operaŃii diferite la o varietate de repere, care se repetă la perioade de timp nedeterminate sau care nu se repetă niciodată, desfăşurându-se fără a avea o anumită succesiune (caracteristic pentru producŃia individuală) . Tipul de producŃie influenŃează nu numai gradul de concentrare al fabricării unuia sau altuia dintre repere, dar şi mărimea coeficientului de încărcare a locurilor de muncă, care poate lua următoarele valori : - sub 0,1 pentru producŃia individuală ; - între 0,11 şi 0,8 pentru producŃia în serie ;
52
- între 0,8 şi 1 pentru producŃia în masă . Tipul de producŃie exercită o influenŃă importantă asupra costurilor de producŃie, în sensul că, dacă organizarea producŃiei este mai apropiată de tipul în masă, costul este mai redus ca urmare a reducerii ponderii salariilor ca o consecinŃă a creşterii specializării şi productivităŃii muncii . În caz contrar, cu cât organizarea producŃiei se apropie mai mult de producŃia individuală, costurile sunt mai mari. Fiecare dintre cele trei tipuri de producŃie prezintă anumite caracteristici şi condiŃii proprii de organizare astfel: 1. Tipul de producŃie în masă Organizarea acestui tip de producŃie (Dima,I.C.,1999, pg.270 – 272) are loc numai când se asigură încărcarea permanentă a fiecărui loc de muncă cu executarea aceluiaşi reper, adică atunci când volumul producŃiei şi cheltuielile de muncă necesare executării producŃiei satisfac pentru fiecare operaŃie a procesului tehnologic sau pentru totalul operaŃiilor executate de un executant, în mod succesiv asupra fiecărei unităŃi de produs, relaŃia :
Q · t ≥ Ft unde : Q – reprezinză volumul de producŃie din reperul respectiv în perioada luată în calcul; t – timpul necesar executării operaŃiei respective sau totalul de operaŃii asupra unei unităŃi de produs; Ft – fondul de timp al locului de muncă la care se execută operaŃia respectivă pentru perioada luată în calcul. Din analiza acestei formule rezultă că volumul de lucrări pe fiecare operaŃie tehnologică sau pe total operaŃii trebuie să asigure ocuparea completă a locului de muncă în perioada luată în calcul, adică :
Q
Ft t≥
dacă notăm CQ
Ft = ( cadenŃa ), adică perioada de timp cuprinsă între
obŃinerea pe linia de flux a două produse consecutive de acelaşi fel, rezultă :
t ≥ C sau 1≥Ct
deci, principala condiŃie a organizării producŃiei în masă este ca raportul între timpul cheltuit pe unitatea de reper la o anumită operaŃie şi cadenŃa

53
liniei să fie supraunitar . Raportul între t şi C serveşte ca indicator pentru determinarea gradului în care o anumită producŃie are un caracter în masă sau nu. Cu ajutorul acestui indicator se calculează numărul de locuri de muncă, care trebuie organizate pentru executarea continuă a unei anumite operaŃii, adică se asigură o producŃie ritmică în anumite condiŃii date . Caracteristicile acestui tip de producŃie sunt : - fiecare executant sau loc de muncă este specializat în execuŃia unei anumite operaŃii tehnologice în perioada de timp luată în calcul, fapt ce conduce la crearea permiselor necesare creşterii producŃivităŃii muncii; - urmare a deplinei specializări a locurilor de muncă este posibilă repartizarea unui complex de utilaje în vederea executării de produse cu aceeaşi tipodimensiune şi crearea, asfel, a unor sectoare sau linii tehnologice specializate pe repere sau piese. Acest lucru este posibil prin amplasarea utilajelor, instalaŃiilor şi maşinilor în succesiunea operaŃiilor prevăzute în fluxul tehnologic de fabricaŃie al respectivului produs sau reper . Piesele şi subansamblele se deplasează rectiliniu, fapt ce creează permisele necesare unei ordonanŃări corespunzătoare în timp a producŃiei se simplifică mult sarcinile managemetului operativ al producŃiei respective ; - forma de mişcare a pieselor şi subansamblelor asigură desfăşurarea rapidă a procesului tehnologic, transformarea factorilor de producŃie de natură materială în produs finit, în cel mai scurt timp posibil . Executarea continuă a aceluiaşi reper sau produs evită formarea loturilor de produse deoarece fiecare produs în parte, după terminarea unei anumite operaŃii, trece imediat la locul de muncă unde se realizează operaŃia următoare ; - ciclul de producŃie are durata minimă, drept consecinŃă a deplasării rectilinii şi individuale a fiecărui produs în parte :
∑=
=+++=n
iincip ttttD
121 ........
unde : Dcip – reprezintă durata ciclului de producŃie la reperul sau produsul i ; ti – timpul unitar al operaŃiei tehnologice la reperul sau produsul i . - pentru producerea unuia şi aceluiaşi produs sau reper în cantităŃi mari se admit în mod corespunzător cheltuieli mari pentru maşini, utilaje şi instalaŃii de lucru . Adică, greutatea specifică a utilajului specializat cu un grad ridicat de înzestrare este mare, iar S.D.V.-urile pot fi specializate la maximum, fapt ce permite executarea optimă a fiecărei operaŃii ;
54
- normativele referitoare la durata operaŃiilor, datorită repetărilor neîntrerupte ale acestora pe aceleaşi locuri de muncă, pot fi studiate şi stabilite cu atenŃie deosebită, ele fiind mai apropiate de durata efectivă a executării acestora, deci calculele de fundamentare a acestora sunt mai precise ; - zilnic, fiecare loc de muncă consumă unul şi acelaşi tip şi una şi aceeaşi dimensiune de materie primă, materiale şi semifabricate, fapt ce face ca organizarea activităŃii auxiliare să nu fie dependentă de necesităŃile de producŃie, aşa cum este cazul producŃiei în serie şi al producŃiei individuale . CondiŃia de bază pentru realizarea producŃiei de masă poate fi satisfăcută pentru diferite produse în măsură diferite.La un anumit volum al cheltuielilor de muncă al operaŃiilor, volumul de producŃie din produsul respectiv poate fi atât de mare încât la fiecare operaŃie să se asigure Indicatorul caracterului de masă al producŃiei ( Im ) egal cu unu. În funcŃie de măsura în care volumul producŃiei medii şi volumul cheltuielilor al operaŃiilor în totalitatea lor satisfac relaŃia : Im = 1,deosebim următoarele variante : - producŃie de masă în flux automatizat ( linii automate în flux ), caracterizate printr-o automatizare complexă a procesului de producŃie, în sensul că toate operaŃiile tehnologice se desfăşoară cu maşini şi utilaje unite într-o linie automată, cu efort uman minim ; - producŃie de masă în flux neautomatizat, care se caracterizează prin continuitatea mişcării factorilor de producŃie de natură materială în procesul de producŃie, adică fiecare reper după ce a fost prelucrat la o operaŃie este transmis la operaŃia următoare, transportul fiind continuu. Această variantă presupune ca indicatorul Im la toate operaŃiile să fie exprimat în numere întregi, adică durata operaŃiilor trebuie să fie multiplă sau egală cu cadenŃa liniei, conform relaŃiei :
t·Q=N1m·Ft sau mm NC
tI 1==
unde : N1m – reprezintă numărul locurilor de muncă sau al utilajelor de la o anumită operaŃie, exprimate în numere întregi . - producŃie de masă în flux intermitent, caracterizată prin aceea că o parte a operaŃiilor sau toate operaŃiile au o durată care nu este nici egală şi nici multiplă cadenŃei liniei . Ea este întâlnită frecvent în secŃiile de prelucrări mecanice, iar inegalitatea raportului este cauzată fie de cantităŃile reduse de produse ce se execută din fiecare fel de produs, fie de imposibilitatea divizării şi regrupării operaŃiilor conexe, fie de instabilitatea
55
constructivă şi tehnologică a produselor de executat, care limitează folosirea unui echipament tehnologic specializat . Pentru a reduce la minimum posibilitatea pierderilor de timp în condiŃiile acestei variate este necesar să se folosească o formă deosebită de organizare a muncii. 2. Tipul de producŃie în serie Are drept caracteristică principală (Dima,I.C.,1999, pg.273 – 275) repetarea executării aceleiaşi producŃii ca şi la tipul în masă, deosebirea esenŃială între cele două tipuri de producŃie este dată de faptul că volumul cheltuielilor de muncă unitare corelat cu cantitatea de producŃie ce trebuie executate într-o perioadă dată în cazul producŃiei în serie este insuficient pentru a asigura încărcarea fiecărui loc de muncă numai cu executarea unei anumite lucrări şi,deci,nu permite permanentizarea fabricării unuia şi aceluiaşi produs o perioadă mai mare de timp. RestricŃiile matematice de îndeplinit de producŃia în serie sunt :
Q · t > Ft şi Q > Nu
unde : Q – reprezintă numărul de operaŃii prin care trec diferitele piese ce trebuie executate în perioada dată ; Nu – reprezintă numărul de utilaje sau maşini (locuri de muncă) necesare în perioada dată pentru îndeplinirea sarcinii de producŃie Q . Folosirea integrală a fondului de timp al unui executant se realizează prin îmbunătăŃirea diferitelor operaŃii ale procesului tehnologic aferent diferitelor repere sau produse . Cu cât sunt mai diferiŃi termeni inegalităŃii cu atât creşte numărul de operaŃii diferite ce trebuie să se execute pe un anumit loc de muncă pentru a asigura folosirea integrală a fondului de timp al locului de muncă respectiv . Folosirea integrală a fondului de timp în cadrul acestui tip de producŃie se realizează atunci când :
Q · t = Ft unde : Ft – reprezintă fondul total de timp de muncă ; Q,t – cantitatea de produse, respectiv timpul necesar executării tuturor operaŃiilor la locul de muncă considerat . Acest tip de producŃie are următoarele caracteristici :

56
- datorită lipsei unei specializări depline a locurilor de muncă, nu este posibilă separarea unui anumit utilaj sau sector de producŃie la care să se execute numai produse de o anumită tipodimensiune . Deoarece, fiecare poziŃie din programul de producŃie ocupă numai o parte din fondul de timp al locului de muncă, al utilajului şi al executantului, după îndeplinirea sarcinilor care se referă la această poziŃie, executantul va realiza sarcini referitoare la alte poziŃii din programul de producŃie, iar utilajul va fi oprit şi supus unei noi reglări . În caz contrar, atât executantul cât şi utilajul vor intra în aşteptare o perioadă mare de timp, până când vor primi din nou sarcini referitoare la această poziŃie ; - fluxul tehnologic al diferitelor produse este de cele mai multe ori diferit, fapt pentru care nici componenŃa lucrărilor care se execută pe diferitele locuri de muncă nu este aceeaşi la toate locurile de lucru . Din aceste considerente, în secŃiile cu producŃie în serie amplasarea utilajelor se face, de regulă, nu în funcŃie de fluxul tehnologic, ci după caracteristicile omogenităŃii constructive şi tehnologice a acestora ; - trecerea reperelor şi produselor de la operaŃie la alta, de la un loc de muncă la altul se face în loturi de repere sau de produse . Aceasta, deoarece nu este posibilă executarea producŃiei bucată cu bucată, executarea fiecărui exemplar de produs în mod individual, fapt ce ar necesita mari cheltuieli de timp pentru pregătire şi încheiere . Pentru a reduce ponderea acestui tip de cheltuieli de timp în total timp pe bucată, produsele sau reperele de o anumită tipodimensiune se grupează pe loturi de n produse şi trec în astfel de loturi prin toate operaŃiile tehnologice ; - creşterea substanŃială a duratei ciclului de fabricaŃie, urmare a executării reperelor sau produselor pe loturi :
Dcip = n ( t1 + t2 + .... + tn ) unde : n – reprezintă mărimea lotului de repere sau produse. Această creştere este determinată de faptul că la executarea fiecărei operaŃii pe un anumit loc de muncă există concomitent nu un singur produs, ci un lot de n produse ; - mărimea lotului este un factor important de creştere a productivităŃii muncii şi de îmbunătăŃire a folosirii utilajelor . Cu cât este mai scăzută ponderea timpului de pregătire-încheiere în timpul total pe bucată, cu atât se folosesc mai bine atât timpul de lucru al executantului, cât şi fondul de timp al utilajului . Mărimea lotului este la rândul său influenŃată de volumul cheltuielilor unitare de muncă vie şi materializată, de complexitatea
57
procesului tehnologic etc.Utilizarea corespunzătoare presupune două condiŃii : pentru fiecare parte a produsului care se execută este necesar să fie stabilite şi determinate mărimile necesare ale loturilor ; diferite părŃi ale produsului finit se repetă în producŃia de serie cu frecvenŃe diferite, în sensul că părŃile care se produc în loturi mari se repetă mai rar, iar cele în loturi mici, mai des ; - incompleta specializare a locurilor de muncă slăbeşte baza tehnico-organizatorică a firmei cu producŃie de serie, fapt concretizat în caracterul variabil al încărcării locurilor de muncă şi, legat de acesta, necesitatea modificării sistematice a reglajului maşinilor – în cazul trecerii la executarea altei lucrări – îngreunează în producŃia de serie folosirea largă a utilajului specializat, automatizat şi semiautomatizat . PosibilităŃile de normare tehnică a muncii şi de stabilire fundamentală a duratei proceselor tehnologice sunt cu atât mai reduse cu cât sunt mai mici cantităŃile de produse care se execută din fiecare produs şi cu cât se schimbă mai des programul de producŃie . Modificarea sistematică a sarcinilor de producŃie şi a condiŃiilor de producŃie pe locuri de muncă fac ca activităŃile auxiliare şi de servire, controlul tehnic de calitate, organizarea evidenŃei etc. să fie mult mai complicate decât în cazul producŃiei de masă . În funcŃie de gradul de îndeplinire a caracteristicilor prezentate anterior, deosebim trei forme de producŃie în serie şi anume : producŃie de serie în flux ( producŃie de serie mare ) ; producŃie de serie ( serie mijlocie ) ; producŃie de serie cu o nomenclatură de produse care nu se repetă sistematic ( serie mică ) . 3. Tipul de producŃie individuală Acest tip are deosebiri evidente faŃă de tipurile precedente şi se caracterizează prin următoarele trăsături (Dima,I.C.,1999, pg.275): - instabilitatea nomenclaturii şi varietate mare a producŃiei ce se fabrică în cantităŃi mici . Deşi fabricarea fiecărui produs sau reper în acest caz necesită mari cheltuieli, totuşi limitarea producŃiei la aceste produse într-o anumită perioadă de timp nu ar asigura încărcarea deplină a utilajelor şi a maşinilor existente în firmă . Din aceste considerente, în astfel de firme se produce în paralel o varietate mare de produse, dar în cantităŃi mici, uneori unicate ; - este imposibilă specializarea tehnologică a locurilor de muncă sau permanentizarea unor piese şi detalii pe anumite locuri de muncă . Aceasta deoarece se fabrică o varietate mare de produse, dar in cantităŃi mici ; - se folosesc utilaje şi S.D.V.–uri universale, datorită varietăŃii produselor fabricate şi lipsei de repetare a acestor produse ;
58
- ciclul de producŃie are o durată relativ mare . Varietatea mare a nomenclaturii produselor fabricate, frecvenŃa mare a modificărilor din nomenclatorul de fabricaŃie, folosirea unor maşini şi S.D.V.–uri universale determină o durată relativ mare a ciclului de producŃie şi forma de îmbinare succesivă a operaŃiilor ; - apropierea managementului operativ de locurile de muncă, deoarece pe diferitele locuri de muncă se găsesc în acelasi timp o cantitate mare de piese deosebite constructiv şi tehnologic, fapt ce îngreunează funcŃionarea unui management centralizat. ReŃinem! Practica arată că în cadrul întreprinderilor de producŃie industrială nu există un tip sau altul de producŃie în formele prezentate, ci în cele mai multe cazuri pot să coexiste elemente comune din cele trei tipuri de producŃie.În acest caz, metoda de organizare a producŃiei va fi adecvată tipului de producŃie care are cea mai mare pondere în întreprindere, precum şi în funcŃie de condiŃiile concrete existente.
UI – 3.2. Metode de organizare a producŃiei de bază În cadrul managementului producŃiei organizarea optimă a procesului tehnologic de bază ocupă un loc central . Pornind de la marea diversificare a întreprinderilor industriale care ridică, fiecare în parte, probleme de organizare specifice, studiul, proiectarea sau perfecŃionarea procesului tehnologic de bază necesită gruparea acestora pe anumite tipuri în funcŃie de unele criterii caracteristice comune, grupare care să permită folosirea unor metode şi tehnici proprii . Desigur, este evident că o rezolvare concretă a organizării procesului tehnologic de bază Ńine seama de particularităŃile concrete ale procesului tehnologic din fiecare întreprindere, folosind în acelaşi timp metode şi tehnici de organizare specifice clasei de întreprinderi în care se încadrează aceasta . O organizare riguroasă a procesului tehnologic de bază trebuie să Ńină seama de gruparea întreprinderilor după gradul de transformare a produsului finit (întreprinderi extractive, producătoare de materii prime de bază cum sunt cele chimice, furnalele, oŃelăriile şi de prelucrare), de tipul concret de industrie specific ramurilor industriale (de oŃel, mase plastice, de prelucrare a lemnului etc), de gradul de arborescenŃă a operaŃiilor procesului tehnologic (liniar, arborescent până la un anumit punct, arborescent pornind de la un anumit punct), precum şi de tipul de producŃie caracteristic întreprinderii (de masă, de serie sau individual) .
59
Întucât orice întreprindere industrială poate fi încadrată într-un anumit tip de întreprinderi, metodele de organizare a procesului tehnologic de bază şi a desfăşurării lui se grupează, de regulă, în funcŃie de cele trei tipuri, în două mari categorii şi anume : a) metode de organizare a producŃiei în flux – pentru întreprinderile cu producŃie în masă ; b) metode de organizare a producŃiei pe grupe omogene de maşini şi utilaje – pentru întreprinderile cu producŃie în serie şi pentru întreprinderile cu producŃie individuală. Această grupare tipică nu trebuie înŃeleasă în mod rigid . În mod practic, între cele două grupări există legături şi posibilităŃi de circulaŃie . Aşa, de pildă, o întreprindere cu producŃie de serie mare poate folosi cu succes metodele de organizare a producŃiei în flux . Există, de asemenea, tendinŃa ca, în vederea creşterii eficienŃei producŃiei, să se elaboreze anumite metode şi tehnici care să permită organizarea producŃiei în flux şi la întreprinderile care fabrică un larg sortiment, în serii mici sau chiar unicate . Elaborarea şi folosirea metodelor de organizare a producŃiei de bază trebuie să Ńină seama de criteriile principale care caracterizează o organizare înaintată a acesteia . Principiile organizării procesului de producŃie Organizarea modernă a producŃiei întreprinderilor are la bază respectarea unor criterii care sunt : a. continuitatea desfăşurării întregului proces de producŃie ; b. defalcarea procesului de producŃie în părŃile sale componente (stadii, faze, operaŃii ) ; c. simultaneitatea lucrului în toate stadiile de producŃie . Pornindu-se de la aceste criterii s-a ajuns la formularea principiilor organizării procesului de producŃie . Organizarea procesului de producŃie în întreprinderile industriale, indiferent de tipul de producŃie existent, trebuie să asigure prin metodele şi tehnicile de organizare folosite respectarea unor principii de organizare de bază, cum sunt cel al proporŃionalităŃii, al ritmicităŃii, al paralelismului, al liniei drepte şi al continuităŃii (Bărbulescu,C.,1997, pg.200 - 201) . Principiul proporŃionalităŃii subliniază în esenŃă necesitatea ca în vederea asigurării continuităŃii şi ritmicităŃii în organizarea procesului de producŃie să existe anumite raporturi sau proporŃii în funcŃie de productivitatea muncitorilor sau randamentul utilajelor . Ca urmare a aplicării acestui principiu, de exemplu, numărul de muncitori necesari
60
pentru executarea unor operaŃii sau faze de producŃie trebuie să fie proporŃionali cu volumul de muncă necesar prelucrării. În condiŃiile unei cooperări largi între diferite locuri de muncă, sectoare, ateliere sau secŃii de producŃie, încălcarea principiului proporŃionalităŃii şi nerespectarea deci a proporŃiilor numerice necesare între diferite grupe de muncitori sau sisteme de maşini duce la apariŃia locurilor înguste sau a excedentelor la diferitele verigi de producŃie . Desigur, în raport cu noile tehnologii sau cu modificările care survin la organizarea producŃiei apar schimbări în productivitatea grupelor de utilaje ce impun adoptarea în mod operativ a unor astfel de măsuri care să refacă proporŃionalitatea necesară dintre acestea . Principiul paralelismului în organizare constă în executarea simultană a diferitelor părŃi ale unui produs sau a produselor, precum şi a diferitelor părŃi ale procesului de producŃie-faze, operaŃii, stadii . Potrivit principiului paralelismului într-o întreprindere constructoare de maşini, la un moment dat procesul de producŃie se desfăşoară pe toate stadiile procesului de producŃie atât în turnătorie, cât şi la forjă, prelucrare mecanică şi montaj . În condiŃiile unei organizări superioare a producŃiei, desfăşurarea în paralel a diferitelor faze sau operaŃii impune ca o condiŃie necesară existenŃa unei anumite sincronizări în executarea acestora în vederea obŃinerii la termenele fixate a producŃiei finite . Principiul linei drepte necesită ca în proiectarea desfăşurării procesului tehnologic să se asigure cel mai scurt drum în trecerea diferitelor materii prime sau auxiliare de la un loc de muncă la altul, de la un atelier sau o secŃie la alta . Aceasta presupune ca fluxul de materiale să aibă un caracter continuu, să fie cât mai scurt posibil, evitându-se întoarcerile, direcŃiile contrare sau intersectările . Principiul continuităŃii constă în asigurarea desfăşurării procesului de producŃie fără întreruperi sau cu întreruperi cât mai mici în timp, pe toate fazele sau stadiile procesului de producŃie . Aceasta necesită o astfel de organizare a procesului de producŃie încât întreruperile între operaŃii sau între schimburi să fie cât mai reduse, ajungându-se la o lichidare a lor în condiŃiile automatizării complexe de ansamblu a procesului de producŃie .
61
UI – 3.3. Organizarea producŃiei în flux 1. Definirea noŃiunii de organizare a producŃiei în flux ; trăsăturile caracteristice de bază În cazul întreprinderilor industriale organizarea producŃiei în flux reprezintă o formă superioară de organizare a procesului de producŃie . Ea poate fi folosită în mod eficient în toate cazurile în care se poate permanentiza executarea unei operaŃii sau a unui grup de produse pe anumite locuri de muncă, asigurîndu-se ca o condiŃie necesară o încărcare completă a acestora . Această condiŃie se poate exprima prin relaŃia :
Q · nt ≥ Ft în care : Q – reprezintă volumul de producŃie ce trebuie executat din produsul considerat ; nt – norma de timp pe produs pentru operaŃia dată ; Ft – fondul de timp disponibil al maşinii pe care se execută operaŃia ExistenŃa acestei condiŃii creează posibilitatea fixării şi a executării în mod permanent a operaŃiilor necesitate de fabricare a unui produs sau piese pe anumite locuri de muncă, amplasarea acestor locuri de muncă în ordinea de executare a operaŃiilor şi asigurarea deplasărilor diferitelor materiale, produse sau piese de la un loc de muncă la altul cu ajutorul unor mijloace de transport adecvate . Într-o etapă superioară de organizare pe baza realizării acestor cerinŃe se poate trece la sincronizarea executării în timp a operaŃiilor şi la executarea pe această bază a unei unităŃi de produs la intervale de timp regulate, egale şi la folosirea unor mijloace de transport pentru deplasarea produselor mecanizate sau automatizate, cu o viteză de deplasare reglementată în mod strict . Generalizând experienŃa înaintată a întreprinderilor, organizarea producŃiei în flux se caracterizează prin următoarele trăsături de bază (Bărbulescu,C.,Bâgu,C.,2001, pg.205): 1. Divizarea procesului tehnologic pe operaŃii egale sau multiple sub raportul volumului de muncă necesar executării lor şi precizarea celor mai raŃionale succesiuni a executării lor . Acest lucru se realizează, pe de o parte, prin descompunerea procesului tehnologic în operaŃii simple, iar pe de altă parte, prin agregarea
62
lor, după caz, pentru a se asigura condiŃia egalităŃii sau multiplicităŃii duratei lor. 2. Repartizarea executării unei operaŃii sau unui grup de operaŃii obŃinut prin agregarea pe un anumit loc de muncă . În cazul operaŃiilor agregate trebuie avut în vedere înzestrarea maşinilor unde acestea se vor executa cu mai multe organe de lucru ( capete de lucru, cărucioare port – cuŃit, axe principale etc. ). 3. Amplasarea locurilor de muncă unde se pot executa diferitele operaŃii, în ordinea impusă de succesiunea executării operaŃiilor procesului tehnologic dat, de regulă, sub forma liniilor de producŃie în flux. Prin această amplasare se asigură trecerea pe traseul cel mai scurt a obiectului muncii de prelucrat de la un loc de muncă la altul. 4. Trecerea obiectelor muncii de la un loc de muncă la altul în mod continuu sau discontinuu, cu ritm reglementat sau ritm liber, în raport cu gradul de sincronizare a executării operaŃiilor în timp . Formele înaintate de organizare a producŃiei în flux, cum sunt liniile automate de producŃie, benzile rulante etc. se caracterizează prin sincronizarea executării operaŃiilor în timp şi desfăşurarea lucrului pe baza unui ritm de producŃie sau tact de lucru reglementat . În cazul nesincronizării în timp a operaŃiilor, executarea operaŃiilor se face în mod discontinuu, desfăşurarea producŃiei efectuându-se pe baza unui ritm liber, acestea fiind elementele caracteristice ale unor forme mai puŃin avansate de organizare a producŃiei în flux . 5. Executarea în mod concomitent a operaŃiilor pe toate locurile de muncă din cadrul liniei de producŃie în flux . La formele superioare de organizare a producŃiei în flux, lansarea produselor în fabricaŃie, trecerea lor de la un loc de muncă la altul şi livrarea sub formă finită se face la intervale de timp egale cu mărimea tactului de funcŃionare . Desfăşurarea procesului de producŃie pe baza unui tact de funcŃionare este posibilă ca urmare a respectării condiŃiei ca duratele operaŃiilor care se execută pe locurile de muncă să fie egale sau într-un raport multiplu cu mărimea tactului. MenŃinerea tactului de funcŃionare necesită prevederea unei maşini sau a mai multora pentru executarea unei operaŃii, după cum durata operaŃiei este egală cu tactul sau se află într-un raport multiplu cu acesta . 6. Deplasarea obiectelor muncii sau a produselor de la un loc de muncă la altul se face prin folosirea unor mijloace de transport adecvate . La formele superioare de organizare a producŃiei în flux, pentru deplasarea obiectelor mici sau a produselor se folosesc mijloace mecanizate sau automatizate de transport, cum sunt diferitele benzi transportoare, numite şi
63
conveiere, a căror viteză de deplasare este corelată în mod strict cu tactul de funcŃionare a formei de organizare a producŃiei în flux . 7. Executarea în cadrul formei de organizare a producŃiei în flux ( linie tehnologică, linie automată, bandă rulantă etc. ) a unui fel de produs sau piese, sau a mai multor feluri de produse sau piese apropiate între ele sub raport constructiv, al procesului tehnologic şi al gabaritelor . Pentru toate acestea trebuie să existe o anumită omogenitate a calităŃii şi dimensiunii materialelor sau semifabricatelor folosite potrivit prevederilor standardelor sau normelor interne . Pornind de la aceste trăsături de bază se poate conchide că prin organizarea producŃiei în flux se înŃelege acea formă de organizare a producŃiei caracterizată prin specializarea locurilor de muncă în executarea anumitor operaŃii necesitate de fabricarea unui produs sau piese sau a unui grup de produse sau piese, prin amplasarea locurilor de muncă în ordinea impusă de succesiunea executării operaŃiilor şi prin deplasarea obiectelor muncii sau a produselor de la un loc de muncă la altul cu mijloace adecvate de transport, de regulă, mecanizate sau automatizate, în stadiul superior de organizare întregul proces de producŃie desfăşurându-se în mod sincronizat pe baza unui tact de funcŃionare dinainte stabilit . 2. Clasificarea variantelor de organizare a producŃiei în flux Forma superioară a managementului producŃiei de masă este producŃia în flux, care asigură prelucrarea factorilor de producŃie fără aşteptări interoperaŃii . ProducŃia în flux se poate organiza sub forma producŃiei în flux simplu, fără participarea transportului mecanizat pentru deplasarea factorilor materiali de producŃie de la un post de lucru la altul, şi producŃie în flux discontinuu – formă superioară de organizare – când se folosesc mijloace mecanizate de transport pentru deplasarea factorilor materiali de producŃie de la un loc de muncă la altul . Principalele trăsături ale producŃiei în flux sunt (Dima,I.C.,1999, pg.296) : - divizarea procesului de producŃie în operaŃii simple, egale sau multiple din punct de vedere al timpului necesar efectuării lor ; - repartizarea certă pe loc de muncă a unei operaŃii sau grupă de operaŃii de execuŃie ; - efectuarea operaŃiilor practic este fără întrerupere pe baza unei cadenŃe, a unui ritm unic pentru întregul flux de producŃie; - concordanŃă deplină între amplasarea locurilor de muncă şi fluxul tehnologic ;
64
- deplasarea reperelor între operaŃii se face bucată cu bucată sau în loturi mici de transport ; - numărul locurilor de muncă existente la fiecare operaŃie trebuie să asigure menŃinerea ritmului, a cadenŃei stabilite pentru linia respectivă de lucru ; - asigură omogenitatea calităŃii, a dimensiunii factorilor materiali de producŃie, precum şi concordanŃa acestora cu elementele din S.T.A.S. şi standarde . Respectarea acestor partcularităŃi lărgeşte posibilitatea realizării unui management al producŃiei industriale în flux eficient . Având în vedere caracteristicile calitative ale fiecărei variante organizatorice ale producŃiei în flux, pe baza unor criterii judicioase de clasificare, se deosebesc următoaree linii de producŃie în flux şi anume (Dima,I.C.,1999,pg.297) : A. Dacă se are în vedere specializarea liniilor şi a locurilor de muncă, deosebim : - liniile monoobiect, specializate în fabricarea unor produse cu o singură denumire ; - liniile multiobiect, specializate în fabricarea unor produse cu denumiri, tipuri sau tipodimensiuni multiple . În cadrul acestora, cele mai des întâlnite sunt liniile în flux variabil pe care se produc mai multe produse, mai mult sau mai puŃin asemănătoare din punct de vedere tehnologic, executate succesiv în loturi alternative . Ele pot fi : a) linii obişnuite în flux variabil, pe care într-un anumit timp se execută produse de o singură denumire ; b) linii în flux variabil cu tehnologii de grup, pe care se execută în paralel mai multe feluri de produse . Liniile obişnuite în flux variabil, având în vedere gradul de asemănare tehnologică şi constructivă a produselor, se împart în : 1. linii cu reglare integrală a utilajului, pe care se execută produse asemănătoare numai în ceea ce priveşte componenŃa operaŃiilor – nefolosirea S.D.V.-urilor unificate pe aceste linii necesită reglarea acestora şi înlocuirea unei părŃi foarte mari din echipamentul tehnologic cu ocazia trecerii de la fabricarea unui tip de produs la altul ; 2. linii cu reglare parŃială sau fără reglare, execută produse asemănătoare tehnologic şi constructiv . Utilajele folosite sunt comune tuturor felurilor de produse, iar echipamentul tehnologic este unificat . Trecerea de la fabricarea unui produs la altul necesită numai reglare parŃială a unor dispozitive la unele operaŃii sau char nici o reglare .
65
Linii de grup în flux constant, sunt cele care prelucrează o grupă de produse asemănătoare tehnologic şi constructiv şi care parcurg complet operaŃiile tehnologice prevăzute în procesul de execuŃie . Are loc o lansare în execuŃie completă a tuturor produselor repartizate liniei . Ele pot fi : 1. linii de grup în flux constant cu lansarea şi prelucrarea paralelă şi completă a produselor, caracteristice liniilor în flux de prelucrare şi folosirea unor reglări care admit prelucrarea simultană a tuturor pieselor din grupă la fiecare operaŃie ; 2. linii de grup în flux constant cu lansarea şi prelucrarea succesivă şi completă a produselor, sunt liniile pe care are loc prelucrarea succesivă a tuturor pieselor şi reperelor ; 3. linii multiobiect de grup mixte în flux constant, sunt acele linii pe care au loc atât prelucrarea paralelă a tuturor pieselor din grup pe maşini-unelte multiax cât şi prelucrarea succesivă a pieselor pe maşini-unelte cu un singur ax . Linii multiobiect în flux constant monociclu, pe care se execută succesiv diferite stadii ale prelucrării lotului format din aceleaşi produse,iar produsul rezultat în urma executării unui stadiu (ciclu) constituie obiectul muncii în executarea stadiilor următoare . La trecerea de la un stadiu la altul, locul de muncă se reorganizează, fiind – sub acest aspect – asemănătoare liniilor în flux multiobiect cu lansarea şi prelucrarea produselor în loturi, care alternează succesiv ( adică liniile în flux variabil ) . B. În funcŃie de asigurarea sau nu a unui anumit grad de continuitate a desfăşurării procesului de producŃie se cunosc : a) linii în flux continuu, la care ciclul de fabricaŃie a produselor se desfăşoară fără întrerupere ( continuu ), fără aşteptări interoperaŃii ale produselor . Liniile de producŃie în flux continuu reprezintă forma superioară de organizare a producŃiei în flux, întrunind toate trăsăturile caracteristice ale acesteia . În cadrul acestora, trecerea obiectului muncii sau a produsului de la o operaŃie la alta se face în mod continuu, potrivit tactului de funcŃionare stabilit, ca urmare a faptului că pe fiecare loc de muncă durata operaŃiei de executat este egală sau un multiplu al tactului , prin tact înŃelegându-se intervalul de timp la care linia de producŃie în flux livrează un produs finit . Asigurarea continuităŃii lucrului la liniile de producŃie în flux continuu se realizează ca urmare a sincronizării executării în timp a operaŃiilor de producŃie . Potrivit acestei sincronizări produsele trec spre prelucrare la diferite operaŃii, pe locuri de muncă, la intervale de timp precise, fără a aştepta nici un moment lăsarea în fabricaŃie a produselor pe

66
linie, executarea lor după terminarea operaŃiilor efectuându-se la intervale de timp egale cu mărimea tactului . Pentru exemplificarea sincronizării executării operaŃiilor în timp (Bărbulescu,C.,2001, pg.208) se consideră o linie de producŃie în flux pe care se execută 6 operaŃii, cu următoarele durate de timp : operaŃia I 12 min; operaŃia a II-a 18 min; operaŃia a III-a 6 min; operaŃia a IV-a 6 min; operaŃia a V-a 18 min; operaŃia a VI-a 12 minute . Tactul acestei linii de producŃie în flux este de 6 min . Pentru ca această linie de producŃie în flux să poată funcŃiona în mod sincronizat, potrivit tactului de funcŃionare stabilit, se determină numărul de maşini care vor lucra în paralel pentru executarea oricărei operaŃii în parte, prin raportarea duratei operaŃiei la tactul de funcŃionare. Se va obŃine astfel :
- op. I : 26
12= maşini; op. a II-a : 3
618
= maşini; op. a III-a : 166=
maşină;
- op. a IV-a : 166= maşină; op. a V-a : 3
618
= maşini; op. a VI-a :
26
12= maşini .
În fig 3.1 se reprezintă grafic fabricaŃia a trei produse consecutive în cadrul acestei linii de producŃie. Din fig. 3.1 rezultă că operaŃiile pentru fiecare produs se execută pe o anumită maşină bine determinată, impusă de existenŃa sincronizării . Astfel, produsul nr.1 se execută la operaŃia I pe maşina 1, la operaŃia a II-a pe maşina nr. 3, la operaŃia a III-a pe maşina nr. 6, la operaŃia a IV-a pe maşina nr.7 , la operaŃia a V-a pe maşina nr. 8, iar la operaŃia a VI-a pe maşina nr.11 . Produsul al doilea şi al treilea se execută pe acele maşini care în momentul terminării prelucrării la operaŃia anterioară au terminat, la rândul lor, prelucrarea unui produs devenind libere . Din fig. 3.1 se poate urmări şi sincronizarea executării în timp a operaŃiilor . Din această figură se constată că pentru un produs fiecare operaŃie se execută în mod continuu, pe o maşină bine determinată şi la anumite perioade de timp stabilite în mod strict . Lansarea în fabricaŃie a fiecărui produs se face la intervale de timp egale cu mărimea tactului ( în cazul nostru 6 minute ) iar la ieşirea din fabricaŃie, de asemenea, la intervale de timp egale cu mărimea tactului . Ca urmare a asigurării continuităŃii pe baza sincronizării, produsele trec spre
67
prelucrare de la o maşină la alta fără a aştepta nici un moment la locul de muncă pentru a intra la prelucrare, iar maşinile funcŃionază în mod continuu, fără întreruperi, asigurându-se o încărcare completă a lor. Liniile de producŃie în flux continuu pot fi folosite în numeroase ramuri industriale, cum sunt industria constructoare de maşini, electrotehnică, electronică, alimentară etc. Ca exemple de astfel de linii pot fi date conveierele de montaj din industria de tractoare, automobile, aparatură electrotehnică sau conveiere folosite în panificaŃie, în producŃia de zaharoase etc. b) linii în flux discontinuu, se organizează atunci când nu se poate asigura sincronizarea operaŃiilor, funcŃionarea continuă a utilajului şi utilizarea deplină a forŃei de muncă. Punctele de lucru neîncărcate la capacitatea de producŃie, vor avea întreruperi sau vor fi reorganizate în vederea executării altor lucrări fără de legătură cu fluxul liniei. Formele de organizare a producŃiei în flux discontinuu sau intermitent se caracterizează prin lipsa de sincronizare a executării în timp a operaŃiilor, funcŃionarea acestora neavând la bază un tact bine stabilit .
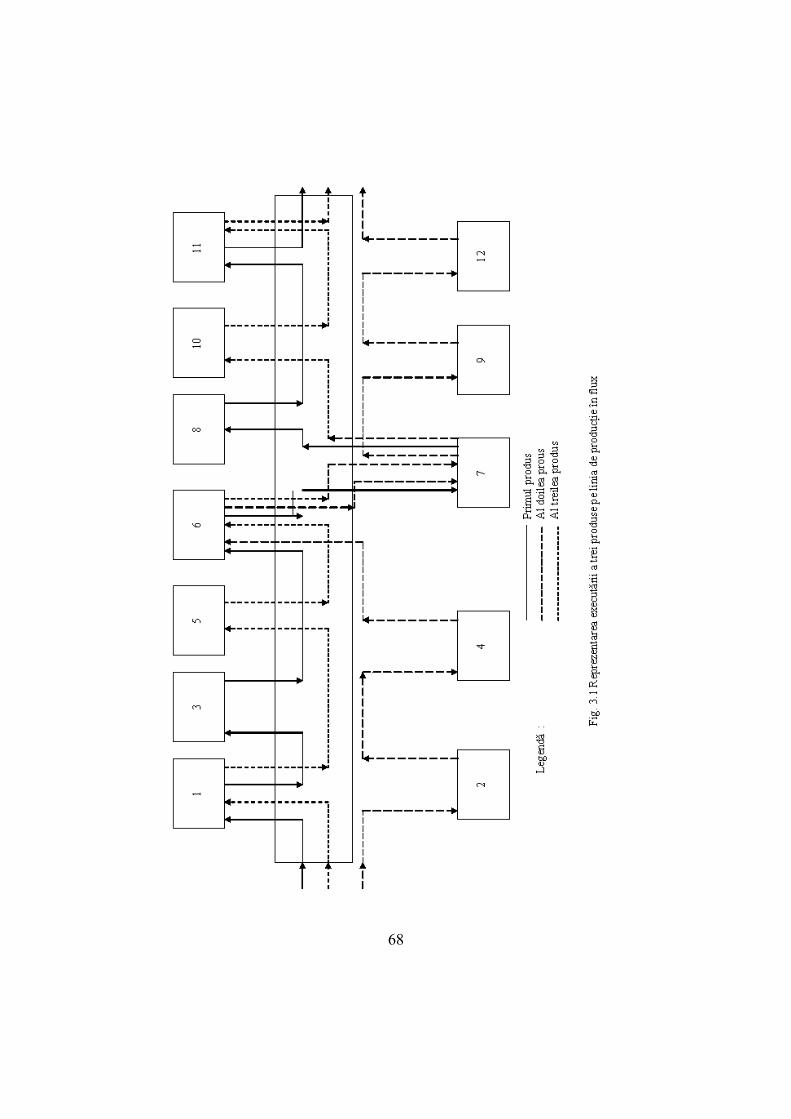
68
69
La această formă de organizare a producŃiei în fux, datorită faptului că durata diferitelor operaŃii nu este egală sau într-un raport multiplu, încărcarea utilajului şi a muncitorilor nu se poate face în mod uniform. Astfel, de pildă, la operaŃiile care au o durată mai mică decât restul operaŃiilor de pe linie procesul de producŃie se întrerupe, apărând astfel timpi morŃi în funcŃionarea maşinilor şi în folosirea timpului de lucru al maşinilor, în timp ce la alte locuri de muncă, cu o durată de execuŃie mai mare decât durata medie a operaŃiilor pot apare locuri înguste şi stocuri mari de producŃie neterminată . Pentru evitarea acestor fenomene negative care pot apare la formele de organizare a producŃiei în flux discontinuu sau intermitent trebuie luate măsuri organizatorice adecvate . Astfel, la locurile de muncă insuficient încărcate se pot repartiza lucrări de la alte sectoare, producŃia desfăşurându-se în acest caz pe loturi sau, dacă acest lucru nu ese posibil, se poate trece la lucrul la mai multe maşini a unui muncitor, pentru folosirea în mod complet a fondului de timp disponibil. În cazul locurilor de muncă cu durată de timp mai mare, pentru evitarea întreruperilor în funcŃionarea liniei se pot repartiza lucrări spre execuŃie şi la alte maşini de acelaşi tip, atunci când acest lucru este posibil, sau atunci când acestă măsură nu rezolvă problema, se poate trece la folosirea unor schimburi suplimentare, pentru reducerea producŃiei neterminate . La formele de organizare a producŃiei în flux discontinuu sau intermitent trebuie să se urmărească în permanenŃă adoptarea unor astfel de măsuri care să permită dacă nu o sincronizare totală a operaŃiilor, cel puŃin o sincronizare parŃială. În acest mod pot fi adoptate măsuri care să se refere la perfecŃionarea constructivă a produselor şi a tehnologiilor de fabricaŃie, la adoptarea unor noi regimuri de lucru, la schimbarea utilajelor, folosirea unor noi echipamente tehnologice, la regruparea executării operaŃiilor pe locuri de muncă ş.a., care să permită în final o sincronizare parŃială sau totală a executării operaŃiilor. Pentru analiza efectelor nesincronizarii liniilor de producŃie în flux şi a măsurilor ce pot fi adoptate pentru înlăturarea lor, se consideră o linie de producŃie pe care se execută 6 operaŃii cu următoarele durate de timp : operaŃia I 8 min; operaŃia a II-a 3 min; a III-a şi a IV-a 8 min; operaŃia a V-a 5 min; operaŃia a VI-a 8 minute (Bărbulescu,C.,Bâgu,C.,2001,pg.210 – 211). OperaŃia I se execută pe maşina A, operaŃia a II-a pe maşina B, operaŃia a III-a pe maşina C, operaŃia a IV-a pe maşina D, operaŃia a V-a pe maşina E, iar operaŃia a VI-a pe maşina F.
70
Din analiza acestor durate se poate constata că dacă s-ar adopta un tact de funcŃionare de 8 min, la operaŃia a II-a ar exista un gol de încărcare de 5 min, iar la operaŃia a V-a de 3 min atât pentru maşini cât şi pentru muncitori . Pentru remedierea acestei situaŃii se propun, pentru exemplificare, două soluŃii şi anume : 1. Muncitorul care execută operaŃia a II-a să fie calificat pentru executarea şi a operaŃiei a V-a În acest caz muncitorul, după ce se excută operaŃia a II-a de 3 min la maşina B, trece la maşina E unde se execută operaŃia a V-a şi efectuază operaŃia de 5 min., revenind după aceea la maşina B pentru a repeta astfel ciclul în mod continuu. Această modalitate de organizare este prezentată în fig. 3.2. Prin această soluŃie organizatorică se asigură o încărcare completă a muncitorului care lucrează la maşina B, la nivelul tactului, prin combinarea executării celor două operaŃii, eliberându-se pentru executarea unor alte operaŃii muncitorul care lucrează la operaŃia a V-a, rămânând însă în continuare nefolosite complet maşina B ( timp de 5 minute din 8 ) şi maşina E (timp de 3 minute din 8). Se propune în aceste condiŃii o a doua soluŃie organizatorică şi anume : 2. Se execută atât operaŃia a II-a cât şi operaŃia a V-a pe maşina B, în ipoteza că sub raport tehnic este posibil acest lucru, de către muncitorul care lucrează la maşina B. În figura 3.3 se prezintă grafic acest lucru . În această soluŃie organizatorică se eliberează complet maşina E şi muncitorul care lucrează la aceasta, asigurându-se totodată o încărcare completă a maşinii B şi a muncitorului de la maşina B, la nivelul celor 8 min cât reprezintă mărimea tactului. Comparând cele două soluŃii este evident că cea de-a doua este mai bună . Formele de organizare a producŃiei în flux continuu se pot organiza în condiŃii optime la producŃia în masă sau de serie mare, iar formele de organizare a producŃiei de flux discontinuu sau intermitent la producŃia de serie. C. Având în vedere stabilitatea şi menŃinerea cadenŃei desfăşurării procesului de producŃie deosebim : a) linii în flux cu ritm liber, în cazul cărora nu este obligatoriu ca durata fiecărei operaŃii să fie egală sau multiplă cadenŃei liniei . Ele sunt des întâlnite în secŃiile de prelucrare mecanică, de montaj, atunci când se prelucrează şi se montează produse de gabarit redus. Egalitatea

71
productivităŃii muncii la fiecare loc de muncă se asigură cu ajutorul unor stocuri intermediare de mărime mică . Locurile de muncă din astfel de linii sunt staŃionare, legate între ele prin mijloace de transport şi care lucrează fără a avea regim de viteză impus, fiind obligatorie numai luarea obiectului de pe banda transportoare când se folosesc mijloace de transport cu mişcare continuă. Executantul ia de pe banda transportoare subansamblul sosit la el pe bandă, execută operaŃia necesară corespunzător locului său de muncă şi aşază din nou piesa pe banda transportoare pentru a fi trimisă imediat la locul de muncă următor . Atunci când executantul nu a reuşit să efectueze operaŃia în întregime în perioada de timp egală cu cadenŃa liniei în flux, ia din stocul pe care-l are la dispoziŃie un ansamblu finisat pe care-l aşează pe banda transportoare, subansamblul neterminat urmând să-l finiseze cu prima ocazie . Deci, mijloacele de transport folosite nu sunt mijloace de reglementare a vitezei benzii şi nu influenŃează mărimea cadenŃei benzii; b) linii în flux cu ritm reglementat, obligatoriu pentru fiecare loc de muncă, sunt destinate prelucrării şi montajului produselor grele şi cu gabarit mare. Ele folosesc mijloace de transport mecanizate cu mişcare neîntreruptă pe care se află permanent piesa preluată sau produsul montat. Mijlocul de transport asigură astfel nu numai deplasarea reperelor de la un loc de muncă la altul, dar este şi mijlocul de reglementare a cadenŃei liniei. O astfel de linie se întâlneşte frecvent în sectoarele de producŃie cu procese de muncă manuale, deoarece aceste procese se dvizează uşor în operaŃiile componente, asigurându-se în acest fel sincronizarea acestora şi egalizarea productivităŃii realizate la diferite locuri de muncă. O importanŃă deosebită prezintă informarea executantului cu privire la expirarea timpului necesar operaŃiilor în conformitatea cu cadenŃa linie flux . Pentru menŃinerea ritmului stabilit se foloseşte drept mijloc de transport conveierul, banda rulantă etc., iar pentru informarea executantului se utilizează semnalul electric, luminos etc.
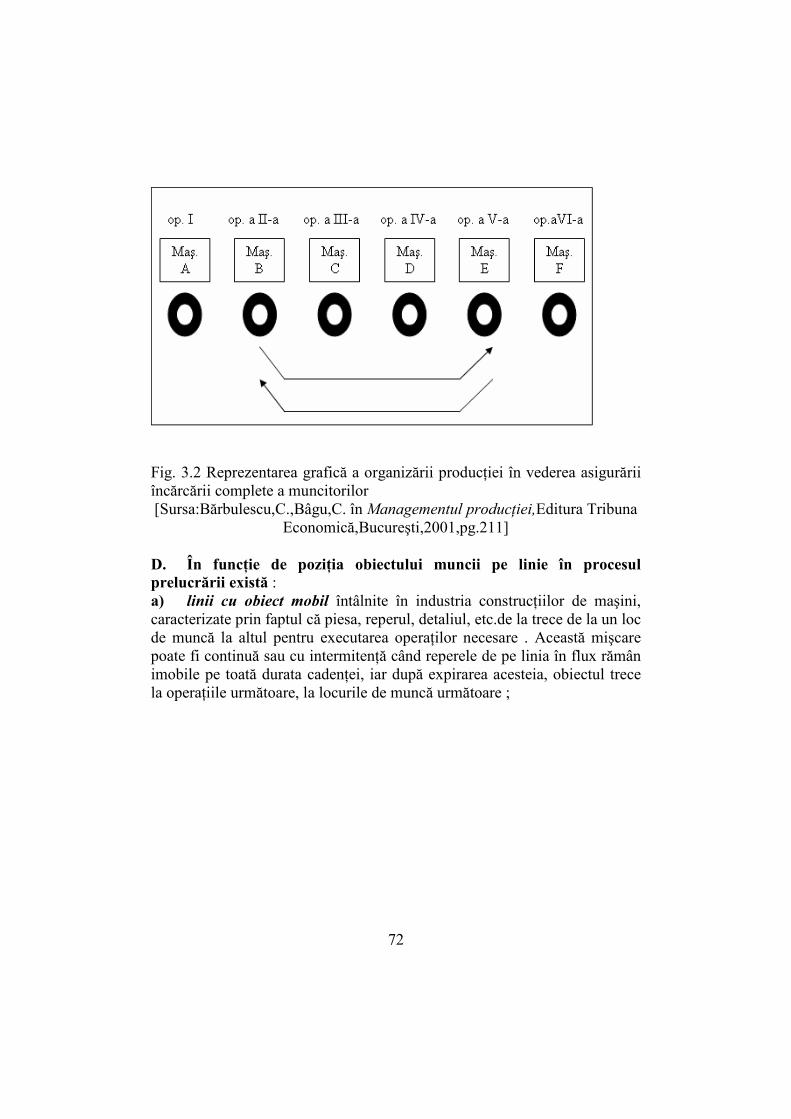
72
Fig. 3.2 Reprezentarea grafică a organizării producŃiei în vederea asigurării încărcării complete a muncitorilor [Sursa:Bărbulescu,C.,Bâgu,C. în Managementul producŃiei,Editura Tribuna
Economică,Bucureşti,2001,pg.211] D. În funcŃie de poziŃia obiectului muncii pe linie în procesul prelucrării există : a) linii cu obiect mobil întâlnite în industria construcŃiilor de maşini, caracterizate prin faptul că piesa, reperul, detaliul, etc.de la trece de la un loc de muncă la altul pentru executarea operaŃilor necesare . Această mişcare poate fi continuă sau cu intermitenŃă când reperele de pe linia în flux rămân imobile pe toată durata cadenŃei, iar după expirarea acesteia, obiectul trece la operaŃiile următoare, la locurile de muncă următoare ;

73
Fig. 3.3 Reprezentarea grafică a organizării producŃiei în vederea încărcării
complete a timpului de lucru, al maşinii cât şi al muncitorului [Sursa:Bărbulescu,C.,Bâgu,C. în Managementul producŃiei,Editura Tribuna
Economică,Bucureşti,2001,pg.211]
b) liniile cu obiect staŃionar (fix) caracterizate prin deplasarea executantului între locurile de muncă şi nu a reperelor, pieselor, etc. la anumite intervale de timp, egale cu cadenŃa liniei, executanŃii trec de la un loc de muncă la altul, efectuând operaŃia corespunzătoare . Sub aspect organizatoric aceste linii sunt mai puŃin perfecŃionate, fiind folosite numai în cazurile în care este dificilă din punct de vedere tehnic trecerea produsului de la un loc de muncă la altul datorită greutăŃii şi gabaritelor mari ale acestora . E. Având în vedere configuraŃia liniei deosebim : linii în flux în linie dreaptă, în formă de , în formă de ┌, în formă de □, în formă de zigzag, în formă de careu, în linie curbă, în formă de raze. Cea mai răspândită formă este fluxul în linie dreaptă, care în funcŃie de numărul locurilor de muncă şi de utilajele necesare efectuării diferitelor operaŃii poate fi cu un rând, cu două rânduri şi cu mai multe rânduri. UI – 3.4. Fundamentarea parametrilor de funcŃionare a liniilor de producŃie în flux Cei mai importanŃi parametri de funcŃionare ai unei linii de producŃie în flux determinaŃi în momentul proiectării acesteia sunt: - tactul de producŃie; - ritmul de lucru; - numărul de locuri de muncă în cadrul liniei; - numărul de muncitori care lucrează pe linie; - lungimea liniei;

74
- viteza de deplasare a mijloacelor de transport care servesc linia. 1.Tactul de producŃie reprezintă intervalul de timp la care ies de pe linie două produse consecutive. RelaŃia generală de calcul este:
Q
tT
60⋅= ,
în care: - T – tactul de producŃie al liniei; - t – fondul de timp al liniei pe o perioadă determinată de timp, exprimat în ore; - Q – producŃia ce urmează a fi prelucrată în perioada de timp stabilită. RelaŃia generală de calcul a tactului de producŃie este influenŃată de particularităŃile existente în întreprindere. În acest caz, tactul de producŃie poate fi determinat în mai multe moduri: a) În cazul în care există întreruperi reglementate în cadrul regimului de lucru al liniei, mărimea tactului de producŃie poate fi determinată după una din relaŃiile: Prima relaŃie:
Q
itT
−⋅=
60,
în care: - i reprezintă mărimea întreruperilor în cadrul regimului de lucru, exprimată în minute. Cea de-a doua relaŃie, în acest caz, este:
Q
KtT
⋅⋅=
60,
unde K reprezintă un coeficient programat de utilizare al timpului de lucru. b) În cazul liniilor polivalente unde normele de timp ale produselor sunt diferite ca mărime, tactul de producŃie se determină după următoarea relaŃie:
K rcCbBA
tT ⋅
⋅+⋅+⋅
=60
,
unde:
ntnt
A
Bb = ; iar ntnt
A
Cc = ;
K r - coeficient de corecŃie, care Ńine seama de timpul de întrerupere în
funcŃionarea liniei pentru reglarea utilajelor, în vederea trecerii de la fabricaŃia unui produs la altul;

75
A, B, C – cantităŃile de produse din fiecare tip de produs ce urmează a fi executat pe linie; b – coeficient de transformare din produsul real B în produsul reprezentativ A; c – coeficient de transformare din produsul real C în produsul reprezentativ A; ntA, ntB, ntC – normele de timp unitare ale produselor A, B, C. c) Pentru liniile în flux polivalente în cadrul cărora se fabrică produse cu aceleaşi norme de timp, mărimea tactului de producŃie este dată de relaŃia:
K rCBA
tT ⋅
+++⋅
=...
60,
unde variabilele utilizate au aceiaşi semnificaŃie. 2.Ritmul de lucru al liniei în flux reprezintă cantitatea de produse care se execută pe linie în unitatea de timp. Pentru determinarea ritmului de lucru se pot folosi relaŃiile:
TR
1= ;
60⋅
=t
QR ,
unde: T – mărimea tactului de producŃie al liniei; Q – cantitatea de produse ce urmează a se executa pe linie; t – timpul disponibil al liniei. 3.Numărul de locuri de muncă din cadrul unei linii de producŃie în flux se determină atât pentru fiecare operaŃie în parte, cât şi pe total linie: - numărul de locuri de muncă pentru fiecare operaŃie în parte este dat de relaŃia:
TtN i
lmi= ,
unde ti este durata operaŃiei i. - numărul de locuri de muncă pe total linie este dat de relaŃia:
T
n
ii
lmt
tN
∑== 1 ,
unde n este numărul operaŃiilor executate în cadrul liniei.

76
4.Numărul de muncitori care lucrează pe linia în flux este strâns legat de mărimea normei de servire a acestora. Norma de servire a unui muncitor reprezintă numărul de maşini pe care acesta le poate servi concomitent în cadrul regimului de lucru şi poate lua valori egale sau mai mari decât 1, după cum urmează: - norma de servire este egală cu 1 dacă maşinile nu au timpi de lucru automaŃi; - dacă maşinile au timpi de lucru automaŃi, norma de servire este mai mare decât 1 şi se poate determina după relaŃia:
1+=+
=tt
tttN
oi
ai
oi
oiai
si,
unde: - tai este timpul de lucru automat al maşinii la operaŃia i; - toi este timpul de ocupare al muncitorului la operaŃia i. Odată stabilită mărimea normei de servire, numărul de muncitori la fiecare operaŃie se poate determina cu relaŃia:
NNN
si
lmi
mi= unde notaŃiile sunt cunoscute.
5.Lungimea liniei de producŃie în flux se determină în mod diferit, după cum locurile de muncă sunt aşezate de aceeaşi parte a benzii transportoare sau de ambele părŃi ale acesteia. - dacă locurile de muncă sunt aşezate de aceeaşi parte a benzii rulante:
N lmtdL ⋅=−
- dacă locurile de muncă sunt pe ambele părŃi ale benzii rulante
2N lmt
dL
⋅=
−
În relaŃiile precedente −
d reprezintă distanŃa medie între două locuri de muncă alăturate. 6.Viteza de deplasare a mijlocului de transport care serveşte linia de producŃie în flux este dată de relaŃia:
T
dV
−
=
unde −
d şi T au semnificaŃiile cunoscute.
77
7. Coeficientul de utilizare extensivă a benzii rulante se determină prin raportarea timpului efectiv la timpul maxim disponibil:
10060
60100
max
××
−×=×=
t
it
T
T
disponibil
efectiv
extK
ReŃinem ! Proiectarea liniilor de producŃie în flux reprezintă o activitate complexă, fiind legată direct de proiectarea produselor, de particularităŃile de ordin constructiv şi tehnologic ale produselor, ca şi de mărimea seriilor de fabricat ale acestora. Proiectarea liniilor de producŃie în flux se realizează odată cu proiectarea întreprinderii, iar pentru întreprinderile deja existente, cu ocazia efectuării studiilor de modernizare sau dezvoltare a diferitelor unităŃi de producŃie. TEST DE EVALUARE A. Întrebări deschise 1. Cum influenŃează tipul de producŃie mărimea coeficientului de încărcare a locurilor de muncă ? Răspuns : Coeficientul de încărcare a locurilor de muncă poate lua următoarele valori: sub 0,1 – pentru producŃia individuală ; între 0,11 şi 0,8 – pentru producŃia de serie; între 0,8 şi 1 – pentru producŃia de masă . 2. DefiniŃi tipul de producŃie

78
B. Întrebări grilă Exemplu rezolvat : 1. Care din elementele de mai jos reprezintă metode de organizare a producŃiei de bază ? a) organizarea producŃiei în flux; b) organizarea producŃiei pe grupe omogene de maşini şi instalaŃii; c) organizarea producŃiei în serie mare şi de masă; d) organizarea producŃiei individuale; e) nici una din variantele de mai sus.
● ● ○ ○ ○ De rezolvat : 2. Caracteristicile tipului de producŃie de masă sunt : a) nomenclatura redusă a produselor fabricate; b) transportul produselor se face pe loturi de fabricaŃie; c) gradul ridicat de specializare a utilajelor; d) amplasarea locurilor de muncă se face conform metodei verigilor; e) nivelul ridicat al productivitaŃii muncii:
○ ○ ○ ○ ○ 3. Permanentizarea executării operaŃiilor pe anumite locuri de muncă ale unei linii de producŃie în flux poate fi exprimată printr-una din relaŃiile de mai jos: a) Q · t > Ft; b) Q · t = Ft · Q; c) Q · t ≤ Ft; d) Q · t ≥ Ft; e) Q · t < Ft ;
○ ○ ○ ○ ○
C. AplicaŃii : Exemplu rezolvat (Badea F., Bâgu, C., Deac, V., 1999, pg.17) 1. Pentru una din liniile de producŃie în flux monovalent ale firmei se cunosc următoarele informaŃii: - tactul de funcŃonare al liniei este de 2 minute; - linia lucrează cu săptămâna de lucru întreruptă în două schimburi a 8 ore, cu 10 minute pe schimb întreruperi pentru reglarea utilajelor ;

79
- timpul de întreruperi pentru reparaŃii planificate ale utilajelor este în medie de 500 ore anual; - duratele operaŃiilor tehnologice executate în cadrul liniei sunt: t1 = 4 min ; t2 = 2 min ; t3 = 6 min ; t4 = 4 min ; t5 = 6 min; - norma de servire a locurilor de muncă este egală cu 1; - distanŃa medie între două locuri de muncă alăturate este de 2 m; - locurile de muncă sunt aşezate de ambele părŃi ale benzii transportoare. SoluŃii : 1. Cantitatea anuală de producŃie ce se execută în cadrul liniei
Se ştie că: Q
îtT
−⋅=
60, de unde :
T
îtQ
−⋅=
60
t = [ 365 - ( 52 + 52 + 6 )] · 16 – 500 = 3580 ore
Numărul schimburilor lucrătoare : ns = 8
3580
Mărimea timpilor de întreruperi pentru reglarea utilajelor : î = 448 ·10= 4480 min
Înlocuind în relaŃie, avem :
Q = 2
4480603580 −⋅=
24480214800 −
=105169 produse
2. Ritmul de lucru al liniei :
R = T
1=
21
produse/min sau 30 produse/oră
3. Numărul locurilor de muncă pentru fiecare operaŃie în parte şi pe total linie :
Nlm1 =24
=2
Nlm2 =22
=1

80
Nlm3 =26
=3
Nlm4 =24
=2
Nlm5 =26
=3
Numărul locurilor de muncă pe total linie :
Nlmt = 2 +1+ 3 + 2 + 3 = 11 4. Deoarece norma de servire a muncitorilor este egală cu 1, rezultă că numărul acestora este egal cu numărul locurilor de muncă pe fiecare operaŃie în parte şi pe total linie. 5. Lungimea liniei :
L = 2
lmtNd ⋅=
2112 ⋅
=11 metri
6. Viteza de deplasare a benzii transportoare :
V = T
d=
22
=1m/min.
De rezolvat : 2. Tehnologia de fabricaŃie a unui produs cuprinde cinci operaŃii executate la locuri de muncă manuale şi dotată cu utilaje astfel : operaŃia I manuală - 4 min operaŃia a II-a mecanizată-8 min operaŃia a III-a mecanizată- 6 min operaŃia a IV-a mecanizată- 2 min operaŃia a V-a manuală- 10 min La a doua operaŃie, 6 din cele 8 minute reprezintă timp de lucru automat al maşinii , iar la operaŃia a treia , 4 din cele 6 minute reprezintă timp de lucru automat al maşinii . Se lucrează în două schimburi, programul unui schimb fiind de 8 ore.
81
ProducŃia realizată în cele două schimburi este de 460 bucăŃi. Ştiind că în cadrul unui schimb întreruperile normale, reglementate sunt de 20 minute, că distanŃa medie între două locuri de muncă manuale sau două utilaje alăturate este de 4 metri, că locurile de muncă (utilajele) sunt amplasate pe ambele părŃi ale benzii rulante , se cere să se fundamenteze parametrii de funcŃionare ai liniei de producŃie în flux.
REZUMATUL TEMEI
În cadrul primei unităŃi de învaŃare s-a insistat asupra celor trei tipuri de producŃie industrială : de masă, în serie şi individuală. În cadrul producŃiei de masă s-au prezentat caracteristicile acesteia, relaŃia de calcul referitoare la încărcarea permanentă a fiecărui loc de muncă cu executarea aceluiaşi reper şi s-au evidenŃiat variantele acestui tip de producŃie în funcŃia de măsura în care volumul producŃiei medii şi volumul cheltuielilor pot asigura indicatorul caracterului de masă al producŃiei. Pentru producŃia în serie s-au prezentat caracteristicile acesteia şi în funcŃie de gradul de îndeplinire a caracteristicilor s-au evidenŃiat formele de producŃie în serie. În cea de-a doua unitate de învăŃare sunt prezentate metodele de organizare a producŃiei de bază : metoda de organizare a producŃiei în flux şi metoda de organizare a producŃiei pe grupe omogene de maşini şi utilaje. De asemenea, s-au prezentat principiile organizării procesului de producŃie plecându-se de la respectare criteriilor referitoare la continuitatea desfaşurării procesului de producŃie, defalcării acestuia pe stadii, faze şi operaŃii, simultaneitaŃii lucrului în toate stadiile de producŃie.
În cea de-a treia unitate de învăŃare sunt prezentate trăsaturile de bază ale organizării producŃiei în flux şi principalele variante de organizare ale acesteia. Se evidenŃiază faptul că asigurarea continuitaŃii lucrului la liniile de producŃie în flux continuu se realizează ca urmare a sincronizării executării în timp a operaŃiilor de producŃie, conform căreia produsele trec spre prelucrare la diferite operaŃii la intervale de timp precise egale cu mărimea tactului. Din cele prezentate, rezultă că se impune rezolvarea următoarelor probleme legate de specificul liniilor de producŃie în flux: fundamentarea parametrilor de funcŃionare a liniei, sincronizarea liniilor de producŃie în flux continuu şi echilibrarea liniilor în flux cu funcŃionare intermitentă.
În ultima unitate de învăŃare s-au prezentat parametrii de funcŃionare a unei linii de producŃie în flux, relaŃiile de calcul utilizate, precum şi coeficientul de utilizare extensivă a benzii.
82
-TEMA 4- CICLUL DE PRODUCłIE
Structura temei: UI – 4.1. Ciclul de producŃie – noŃiune, importanŃă, structură UI – 4.2. Calculul duratei ciclului de producŃie.Căi de reducere a duratei ciclului de producŃie La terminarea acestui capitol veŃi fi capabili: • să prezentaŃi într-o singură frază definiŃia ciclului de producŃie; • să enumeraŃi componentele duratei ciclului de producŃie; • să precizaŃi relaŃia generală de calcul a duratei ciclului de producŃie; • să faceŃi distincŃia între cele trei tipuri de îmbinare a executării în timp a
operaŃiilor de producŃie; • să reprezentaŃi grafic toate cele trei tipuri de îmbinări; • să determinaŃi analitic, prin formele specifice fiecărui tip de îmbinare a
executării în timp a operaŃiilor de producŃie, durata ciclului tehnologic(operativ);
• să indicaŃi căile de reducere a duratei ciclului de producŃie. Timpul alocat temei: 2 ore Bibliografie recomandată: • Badea, F. – Managementul producŃiei, EdiŃie revizuită, Editura ASE,
Bucureşti, 2005 • Bărbulescu, C. – Managementul producŃiei industriale, vol. 1, Editura
Sylvi, Bucureşti, 1997 • Bărbulescu, C., Bâgu, C. – Managementul producŃiei, vol. 1, Editura
Tribuna Economică, Bucureşti, 2001 • Badea, F., Bâgu, C., Radu, C., Lungu, A. – Managementul producŃiei.
Studii de caz şi proiect economic, Editura ASE, Bucureşti, 2006 • Dima, I.C., Man, M. – Managementul activităŃii industriale, Editura
AGIR, Bucureşti, 1999 • Dima, I.C., Nedelcu, M.V. – Managementul producŃiei industriale,
Editura Didactică şi Pedagogică, Bucureşti, 1999
83
UI – 4.1. Ciclul de producŃie – noŃiune, importanŃă, structură Ciclul de producŃie reprezintă unul din indicatorii de bază care caracterizează nivelul de organizare al întreprinderilor industriale . Astfel, Bărbulescu,C. (1997,pg.272 – 276) defineşte ciclul de producŃie, prezintă importanŃa duratei acestuia asupra activităŃii de organizare a întreprinderii şi componentele duratei ciclului de producŃie sub raport structural. Prin ciclul de producŃie al unui produs sau al unui lot de produse se înŃelege perioada de timp din momentul lansării în fabricaŃie sub formă de materii prime a acestora până la momentul ieşirii lor din fabricaŃie sub formă de produse finite . Ciclul de producŃie prezintă o deosebită importanŃă pentru activitatea de organizare a întreprinderilor industriale. Acest lucru rezultă din faptul că mărimea ciclului de producŃie influenŃează în mod direct asupra volumului producŃiei întreprinderii, un ciclu mai redus permiŃând efectuarea unui număr mai mare de cicluri de producŃie într-un an, ceea ce determină un volum de producŃie anual mai mare prin folosirea aceleaşi capacităŃi de producŃie. De asemenea, durata ciclului de producŃie determină mărimea stocurilor de producŃie neterminată din întreprinderi, mărimea mijloacelor circulante, producŃia neterminată şi viteza de rotaŃie a mijloacelor circulante, cu toate implicaŃiile ce decurg de aici asupra necesarului de suprafeŃe de producŃie, de depozite şi asupra indicatorilor economici ai întreprinderii. Durata ciclului de producŃie constituie un normativ de bază al activităŃii de pregătire, lansare şi urmărire a fabricaŃiei produselor, determinând momentul de începere şi de încheiere a execuŃiei produselor şi ordinea de lansare în fabricaŃie, încărcarea utilajelor şi folosirea muncitorilor în timp. Studiul, analiza şi calculul duratei ciclului de producŃie necesită o cunoaştere exactă atât a mărimii cât şi a structurii ciclului de producŃie . În cazul unei întreprinderi industriale prin structura ciclului de producŃie se înŃelege componenŃa acestuia sub raportul duratei operaŃiilor tehnologice, a activităŃilor auxiliare, a întreprinderilor etc., precum şi raportul dintre cheltuielile de timp pentru diferitele feluri de operaŃii şi întreruperi în procesul de producŃie . Sub raport structural durata ciclului de producŃie este formată din două mari componente : - perioada de lucru ; - timpul de întreruperi .
84
Perioada de lucru este formată, la rândul ei, din trei componente de bază şi anume: - durata ciclului operativ ; - durata proceselor naturale ; - durata proceselor auxiliare . Durata ciclului operativ constituie o parte a perioadei de muncă care exprimă durata activităŃilor principale legate de executarea produsului sau lotului de producŃie. Ea este formată din durata operaŃiilor tehnologice şi durata lucrărilor de pregătire-încheiere. Durata proceselor naturale intră în componenŃa duratei ciclului de producŃie numai în acele ramuri în care obŃinerea producŃiei finite necesită o perioadă de timp pentru acŃiunea unor factori naturali, cum este cazul în producŃia de vinuri ( procesul de fermentare a sucului de struguri ), în industria de prelucrare a lemnului ( procesul de uscare naturală a masei lemnoase sau de uscare a produselor după vopsire ) ş.a. . Durata proceselor auxiliare este formată, la rândul ei, din două subcomponente şi anume : - durata operaŃiilor de control ; - durata operaŃiilor de transport . În durata ciclului de producŃie, alături de perioada de muncă intră ca o componentă cu mare pondere şi timpul de întreruperi. Acesta este format din două componente şi anume: - timpul de întreruperi interoperaŃionale (în interiorul schimbului); - timpul de întreruperi între schimburi . Timpul de întreruperi interoperaŃionale este determinat de modul de organizare a lucrului în cadrul unităŃilor de producŃie. El este format din timpul de întreruperi datorită lucrului pe loturi, din timpul de întreruperi datorită aşteptării la locurile de muncă şi din timpul de întreruperi pentru completare. Întreruperile datorită lucrului în loturi sunt determinate de faptul că o piesă sau un produs din cadrul lotului trebuie să aştepte până îi vine rândul spre a fi prelucrat, iar după aceasta până se prelucrează şi celelalte produse din lot . Întreruperile de aşteptare la locurile de muncă sunt determinate de faptul că piesele sau produsele sosite la locurile de muncă trebuie să aştepte până se eliberează locul de muncă ocupat cu executarea unor produse sau piese aparŃinând unor loturi lansate anterior. Întreruperile pentru completare au loc, de regulă, în acele ramuri unde obŃinerea unui produs finit sau subansamblu are loc prin montajul sau ambalarea diferitelor piese, semifabricate sau subansamble. Aceste
85
întreruperi au loc datorită nesincronizării în timp a diferitelor piese sau semifabricate, unele dintre acestea trebuind să aştepte până se completează setul de piese sau semifabricate care urmează a fi supuse montajului. Timpul de întreruperi interschimburi este format la rândul său din trei subcomponente şi anume : - timpul de întreruperi datorită zilelor nelucrătoare ; - timpul de întreruperi datorită regimului de schimburi; - timpul de întreruperi pentru masă,conform organizării interne a întreprinderii . łinând seama de aceste componente se poate scrie următoarea relaŃie generală de calcul pentru durata ciclului de producŃie :
Dcp = Σtpi + Σtteh + Σtpn + Σtct + Σttr + Σtio + Σtis în care : Dcp - reprezintă durata ciclului de producŃie ; Σtpi – suma timpilor de pregătire-încheiere ; Σtteh – suma timpilor pentru efectuarea operaŃiilor tehnologice ; Σtpn – suma timpilor pentru efectuarea proceselor naturale ; Σtct – suma timpilor pentru efectuarea operaŃiilor de control tehnic ; Σttr – suma timpilor pentru efectuarea operaŃiilor de transport ; Σtio – suma timpilor de întreruperi interoperaŃionale; Σtis – suma timpilor de întreruperi interschimburi . În cadrul structurii duratei ciclului de producŃie durata ciclului operativ prezintă o importanŃă deosebită pentru determinarea duratei ciclului de producŃie luat în ansamblul lui. O caracteristică importantă o reprezintă durata ciclului operativ sub raportul conŃinutului economic al celor două componente ale sale. Astfel, pe când timpul tehnologic format din suma duratelor operaŃiilor tehnologice necesare obŃinerii unui produs sau a unei piese se efectuează câte o dată pentru fiecare unitate de produs sau piesă, timpul de pregătire-încheiere se efectuează o singură dată pentru întregul lot de produse, indiferent de mărimea acestuia. Considerând că pentru obŃinerea unui produs sau a unei piese este nevoie de o singură operaŃie, se poate scrie următoarea relaŃie :
Dcol = np x tteh + tpi în care :
86
Dcol – reprezintă durata ciclului operativ pentru un lot de produse ; np – numărul de produse sau piese care formează lotul ; tteh – timpul operaŃiei tehnologice ; tpi – timpul de pregătire-încheiere ; łinând seama de particularităŃile pe care le prezintă sub raportul calculului timpului operaŃiei tehnologice şi timpul de pregătire-încheiere, rezultă că pentru a calcula timpul necesar prelucrării unui produs sau piese – pe care-l denumim timp unitar – va trebui ca timpul necesar executării operaŃiei să se adauge partea care revine pe unitatea de produs din timpul de pregătire-încheiere, potrivit relaŃiei :
tu = tteh +np
t pi
în care : tu – reprezintă timpul unitar . În funcŃie de timpul unitar se poate determina durata ciclului operativ pentru un lot, potrivit relaŃiei :
Dcol = np x tu ; Cunoaşterea structurii duratei ciclului de producŃiei şi a conŃinutului fiecărei componente prezintă o mare importanŃă economică.
UI – 4.2. Calculul duratei ciclului de producŃie.Căi de reducere a duratei ciclului de producŃie
1.Tipurile de îmbinare a executării în timp a operaŃiilor tehnologice În cadrul duratei ciclului de producŃie o pondere însemnată o are durata operaŃiilor tehnologice. Mărimea acestei durate de timp depinde de o serie de factori cum sunt : a) tipul de îmbinare a executării în timp a operaŃiilor de producŃie; b) numărul operaŃiilor procesului tehnologic şi durata fiecăruia ; c) numărul de produse sau piese care compun lotul de producŃie .
87
Tipul de îmbinare a executării în timp a operaŃiilor de producŃie este foarte important, deoarece determină gradul de simultaneitate a executării în timp a diferitelor produse şi operaŃii, influenŃând prin aceasta durata executării operaŃiilor tehnologice. În cadrul întreprinderilor industriale, se folosesc trei tipuri de îmbinare a executării în timp a operaŃiilor de producŃie şi anume : a) tipul de îmbinare succesiv; b) tipul de îmbinare paralel ; c) tipul de îmbinare paralel-succesiv sau mixt ; Calculul duratei timpului tehnologic pentru toate cele trei tipuri de îmbinare se poate face atât pe cale grafică cât şi pe cale analitică. După Bărbulescu,C.(1997, pg.279 – 282) tipul de îmbinare succesiv reprezintă acel mod de îmbinare a executării în timp a operaŃiilor de producŃie potrivit căreia diferitele produse sau piese care compun lotul trec spre prelucrare la operaŃia următoare în momentul în care s-a terminat de executat întregul lot la operaŃia anterioară. Rezultă de aici faptul că pentru a se putea trece la operaŃia următoare trebuie să fie executate toate produsele sau piesele din lot la operaŃia anterioară şi că executarea operaŃiilor se face la întregul lot, una după alta, în mod succesiv. Pentru reprezentarea grafică a acestui tip de îmbinare şi pentru determinarea pe cale grafică şi analitică a duratei timpului tehnologic se consideră un lot format din patru produse care necesită un proces tehnologic cu cinci operaŃii ale căror durate sunt următoarele : t1 = 1 oră ; t2 = 2 ore ; t3 = 1 oră ; t4 = 3 ore ; t5 = 0,5 ore . În fig. 4.1 se arată reprezentarea grafică a executării lotului potrivit procesului tehnologic, pe baza tipului de îmbinare succesiv. Pentru reprezentarea grafică s-a împărŃit abscisa în intervale de timp egale cu o oră. S-a reprezentat grafic, în primul rând operaŃia I. Întrucât locul este format din patru produse, iar executarea operaŃiei I necesită o oră pe produs, s-a reprezentat executarea printr-o linie continuă care trece prin patru intervale ( care reprezintă la scară aleasă patru ore ) timpul pentru executarea celor patru produse. În momentul în care s-a terminat de executat întregul lot la operaŃia I s-a trecut la operaŃia a II-a, reprezentându-se executarea printr-o linie care trece prin opt intervale ( care reprezintă opt ore, adică timpul executării celor patru produse la operaŃia a II-a care necesită două ore pe bucată ). După o tehnică asemănătoare s-a făcut reprezentarea grafică a executării lotului la toate cele cinci operaŃii. Pentru a marca executarea

88
fiecărui produs în timp, pe operaŃii, s-a încadrat execuŃia între două bare transversale. Determinarea pe cale grafică a duratei ciclului tehnologic se face numărând pe grafic numărul de intervale necesare pentru executarea operaŃiilor tehnologice la întregul lot . Din fig. 4.1 rezultă, pe baza numărării intervalelor că durata ciclului tehnologic este de 30 ore. Pentru a stabili pe cale analitică durata ciclului tehnologic pentru tipul de îmbinare succesiv la lotul considerat, se trage în partea de jos a reprezentării grafice o linie continuă din momentul începerii execuŃiei lotului la prima operaŃie şi până în momentul executării ultimului produs din lot la ultima operaŃie. Pe această linie continuă s-a împărŃit prin segmente de dreaptă timpul corespunzător executării fiecărei operaŃii în întregul lot . Dacă se notează cu np numărul produselor sau pieselor din lot şi cu t1, t2, … ti,…,tn duratele operaŃiilor tehnologice, timpul pentru executarea primei operaŃii la întregul lot se poate nota np, t1, timpul pentru executarea operaŃiei a II-a cu np, t2 ş.a.m.d. . Din reprezentarea grafică arătată în fig. 4.1 rezultă că durata ciclului tehnologic pentru tipul de îmbinare succesiv este egal cu suma segmentelor corespunzătoare executării fiecărei operaŃii. Dacă se notează cu suc
ctD durata ciclului tehnologic pentru îmbinarea succesivă, se poate scrie :
( ) ∑=
=++++=⋅+⋅+⋅+⋅+⋅=5
55432154321
ii
succt tnptttttnptnptnptnptnptnpD
Pentru un proces tehnologic format din (n) operaŃii, formula generală de calcul a duratei ciclului tehnologic pentru tipuri de îmbinare succesiv se prezintă astfel :
∑=
⋅=5
1ii
succt tnpD
Aplicând această relaŃie generală de calcul pentru cazul analizat se obŃine:
( )∑=
=⋅=++++==5
5
305,745,031214i
isucct tnpD ore
Se poate constata că rezultatul obŃinut prin calcul analitic (30 ore) este acelaşi cu cel obŃinut pe cale grafică. În concepŃia aceluiaşi autor (Bărbulescu,C.,1997,pg.282 – 286), tipul de îmbinare paralel prezintă acel mod de îmbinare a executării în timp a

89
operaŃiilor de producŃie caracterizat prin faptul că diferitele produse sau piese care compun lotul de producŃie trec spre prelucrare de la o operaŃie la alta bucată cu bucată, în momentul în care s-a terminat prelucrarea la operaŃia anterioară se trece la operaŃia următoare, asigurându-se ca o condiŃie de bază continuitatea lucrului la operaŃia principală. În fig. 4.2 se poate vedea reprezentarea grafică a tipului de îmbinare paralel pentru cazul practic enunŃat la tipul de îmbinare paralel .
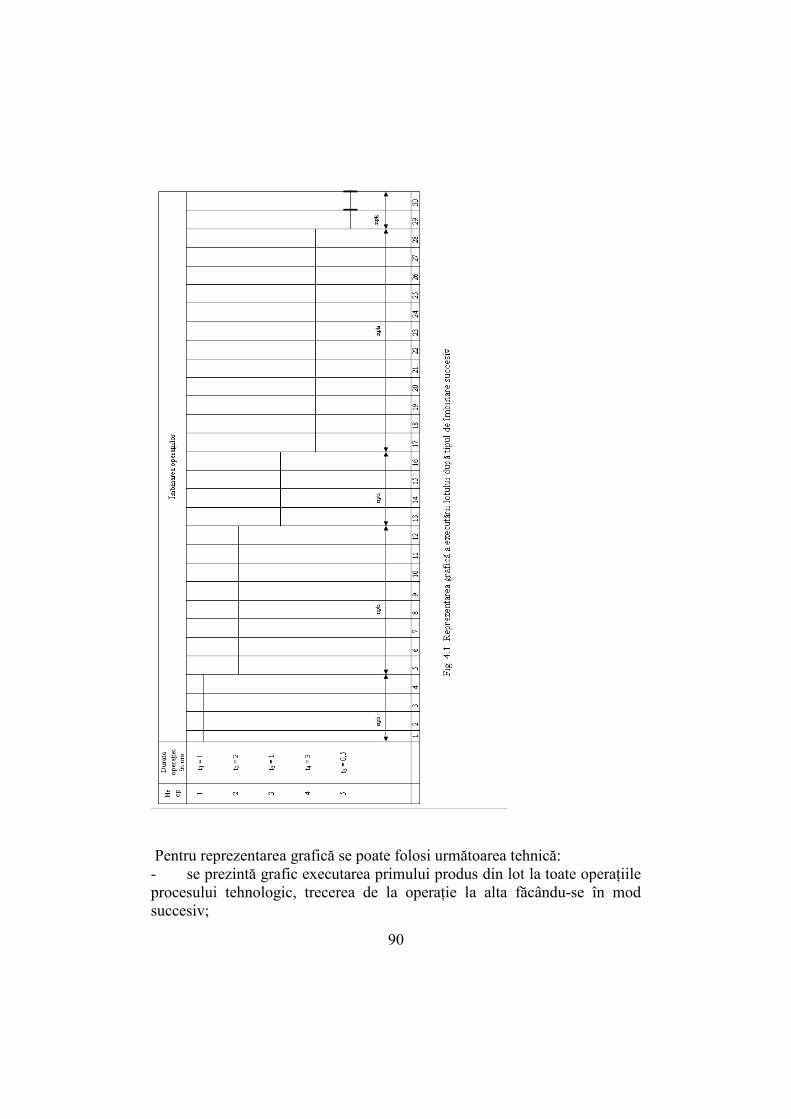
90
Pentru reprezentarea grafică se poate folosi următoarea tehnică: - se prezintă grafic executarea primului produs din lot la toate operaŃiile procesului tehnologic, trecerea de la operaŃie la alta făcându-se în mod succesiv;
91
- se stabileşte intervalul de timp dintre momentul terminării unui produs din lot şi momentul începerii prelucrării următorului produs din lot la fiecare operaŃie în parte prin efectuarea diferenŃei dintre timpul operaŃiei principale, pe o bucată, şi timpul pe bucată al operaŃiei pentru care dorim să aflăm intervalul de timp; se va numi operaŃie principală operaŃia cu durata cea mai mare de timp; - se determină momentul începerii execuŃiei fiecărui produs, din lot, pe grafic, pe fiecare operaŃie, măsurând pe grafic intervalul stabilit după metoda arătată între momentul terminării prelucrării unui produs şi momentul începerii produsului următor; - se face prezentarea grafică a executării operaŃiei pentru fiecare produs sub forma unor segmente care trec prin atâtea intervale câte ore durează prelucrarea operaŃiei; - se verifică corectitudinea executării graficului urmărind dacă se asigură continuitatea lucrului la operaŃia principală (reprezentat grafic printr-o linie continuă) şi dacă produsele se deplasează de la o operaŃie la alta în mod succesiv, fără a aştepta, nici un moment la diferitele locuri de muncă. În reprezentarea grafică din fig. 4.2 se constată că s-au respectat întocmai aceste cerinŃe. Petru exemplul practic se constată că operaŃia principală este operaŃia a patra care are durata cea mai mare de timp ( 3 ore ); de asemenea, folosind metoda indicată se vede că intervalul de timp dintre prelucrarea produselor la operaŃia I este de 2 ore ( rezultat din diferenŃa 3-1 ) la operaŃia a II-a de 1 oră, la operaŃia a III-a de 2 ore şi la operaŃia a V-a de 2,5 ore. Din graficul întocmit, urmărind intervalele de timp necesitate de prelucrarea produselor, rezultă durata ciclului tehnologic pentru tipul de îmbinare paralel este de 16,5 ore. Pentru a stabili o formulă de calcul cu caracter general pentru acest tip de îmbinare, în partea de jos a reprezentării grafice se trage o linie continuă începând din momentul 0 şi până la punctul care indică pe grafic 16,5 ore ( adică durata prelucrării lotului după tipul de îmbinare paralel ). Pe această linie continuă se proiectează sub formă de segment, ca în figură, durata executării operaŃiei întâi, a doua, a treia, a patra şi a cincea pe bucată, precum şi durata prelucrării a np-1 produse la operaŃia a patra care este operaŃia principală. Durata ciclului tehnologic pentru tipul de îmbinare paralel se determină prin suma acestor segmente, a căror valoare este dată în fig. 4.2 . Se va obŃine :
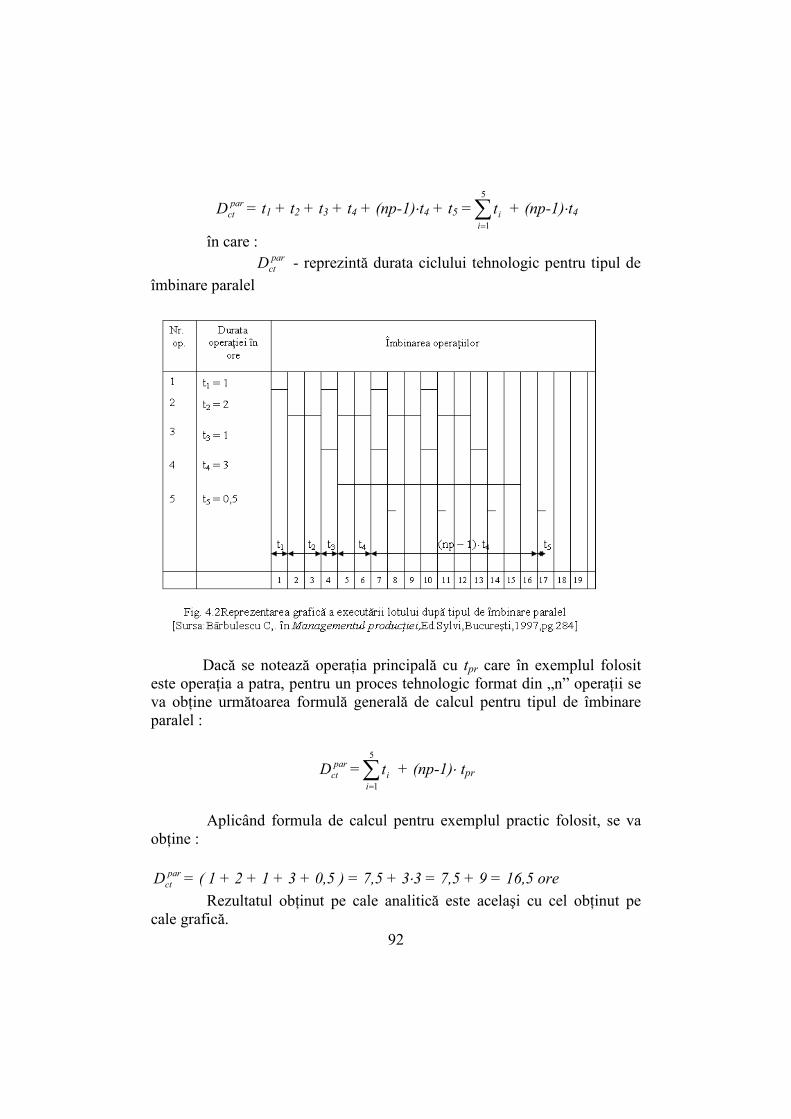
92
parctD = t1 + t2 + t3 + t4 + (np-1)⋅t4 + t5 =∑
=
5
1iit + (np-1)⋅t4
în care : par
ctD - reprezintă durata ciclului tehnologic pentru tipul de îmbinare paralel
Dacă se notează operaŃia principală cu tpr care în exemplul folosit este operaŃia a patra, pentru un proces tehnologic format din „n” operaŃii se va obŃine următoarea formulă generală de calcul pentru tipul de îmbinare paralel :
parctD =∑
=
5
1iit + (np-1)⋅ tpr
Aplicând formula de calcul pentru exemplul practic folosit, se va obŃine :
parctD = ( 1 + 2 + 1 + 3 + 0,5 ) = 7,5 + 3⋅3 = 7,5 + 9 = 16,5 ore
Rezultatul obŃinut pe cale analitică este acelaşi cu cel obŃinut pe cale grafică.
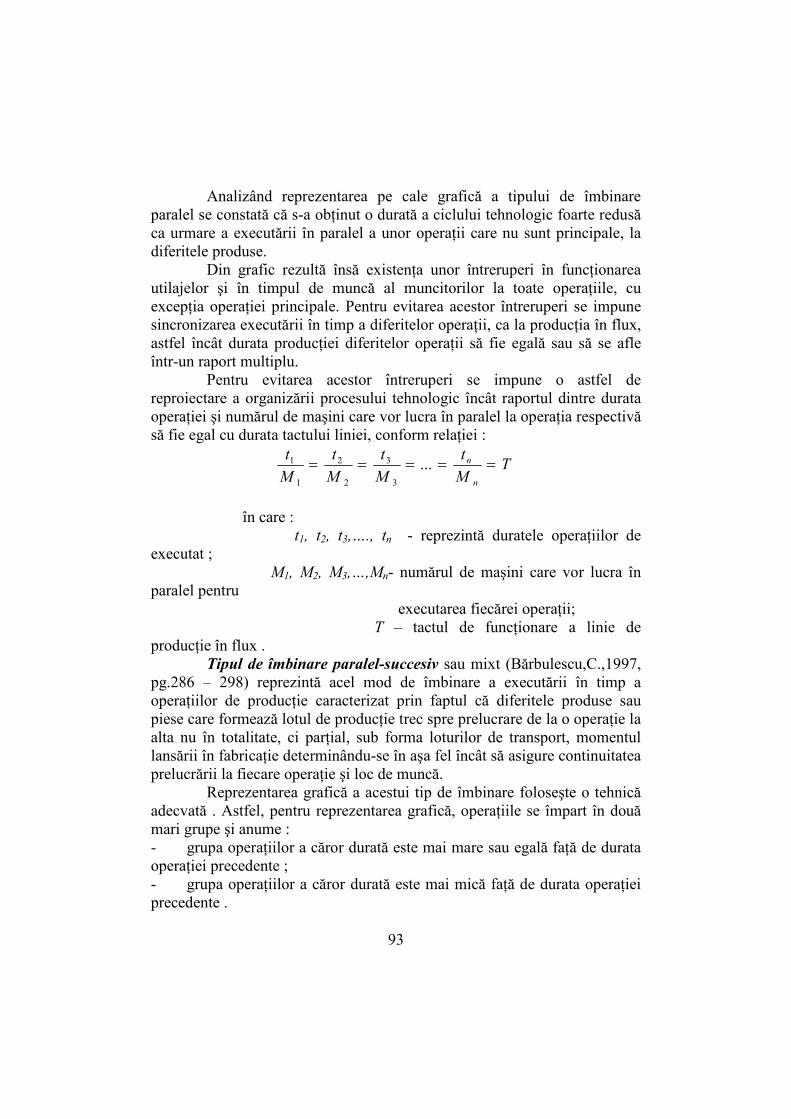
93
Analizând reprezentarea pe cale grafică a tipului de îmbinare paralel se constată că s-a obŃinut o durată a ciclului tehnologic foarte redusă ca urmare a executării în paralel a unor operaŃii care nu sunt principale, la diferitele produse. Din grafic rezultă însă existenŃa unor întreruperi în funcŃionarea utilajelor şi în timpul de muncă al muncitorilor la toate operaŃiile, cu excepŃia operaŃiei principale. Pentru evitarea acestor întreruperi se impune sincronizarea executării în timp a diferitelor operaŃii, ca la producŃia în flux, astfel încât durata producŃiei diferitelor operaŃii să fie egală sau să se afle într-un raport multiplu. Pentru evitarea acestor întreruperi se impune o astfel de reproiectare a organizării procesului tehnologic încât raportul dintre durata operaŃiei şi numărul de maşini care vor lucra în paralel la operaŃia respectivă să fie egal cu durata tactului liniei, conform relaŃiei :
TM
t
M
t
M
t
M
t
n
n ===== ...3
3
2
2
1
1
în care : t1, t2, t3,…., tn - reprezintă duratele operaŃiilor de executat ; M1, M2, M3,…,Mn- numărul de maşini care vor lucra în paralel pentru executarea fiecărei operaŃii; T – tactul de funcŃionare a linie de producŃie în flux . Tipul de îmbinare paralel-succesiv sau mixt (Bărbulescu,C.,1997, pg.286 – 298) reprezintă acel mod de îmbinare a executării în timp a operaŃiilor de producŃie caracterizat prin faptul că diferitele produse sau piese care formează lotul de producŃie trec spre prelucrare de la o operaŃie la alta nu în totalitate, ci parŃial, sub forma loturilor de transport, momentul lansării în fabricaŃie determinându-se în aşa fel încât să asigure continuitatea prelucrării la fiecare operaŃie şi loc de muncă. Reprezentarea grafică a acestui tip de îmbinare foloseşte o tehnică adecvată . Astfel, pentru reprezentarea grafică, operaŃiile se împart în două mari grupe şi anume : - grupa operaŃiilor a căror durată este mai mare sau egală faŃă de durata operaŃiei precedente ; - grupa operaŃiilor a căror durată este mai mică faŃă de durata operaŃiei precedente .

94
În mod practic, reprezentarea grafică se efectuează astfel : 1) se reprezintă grafic executarea întregului lot la prima operaŃie printr-o linie continuă prin atâtea intervale câte ore durează efectuarea primelor operaŃii la toate produsele lotului ( în exemplul considerat, prin patru intervale corespunzătoare celor patru ore); 2) se trece la reprezentarea grafică a executării celorlalte operaŃii, folosindu-se două procedee, în raport cu grupa din care face parte operaŃia de reprezentat, după cum urmează : a) dacă operaŃia de executat face parte din prima grupă, fiind deci mai mare sau egală ca durată faŃă de durata operaŃiei precedente, cum este cazul, în exemplul luat al operaŃiilor a II-a şi a IV-a, începerea executării operaŃiei se face în momentul executării primului produs din lot la operaŃia precedentă, continuându-se după aceea prelucrarea şi a celorlalte produse din lot. Grafic, acest lucru se reprezintă printr-o linie continuă, care începe în momentul ce marchează grafic executarea primului produs din lot la operaŃia precedentă, care trece prin atâtea intervale câte ore durează executarea operaŃiei la toate produsele; b) dacă operaŃia de executat face parte din grupa a II-a, fiind deci mai mică ca durată decât durata operaŃiei precedente ( cum este cazul operaŃiei a III-a şi a V-a ), lansarea în fabricaŃie a primului produs (după cum urmează în mod continuu celelalte) se face după un anumit interval de timp, denumit decalaj . Se numeşte decalaj intervalul de timp dintre momentul executării primului produs din lot la operaŃia anterioară mai mare ca durată şi momentul începerii prelucrării aceluiaşi produs din lot la operaŃia următoare, mai mică ca durată . Acest decalaj se notează sub forma generală Di-j, ceea ce înseamnă mărimea decalajului dintre operaŃia i şi operaŃia j . În fig. 4.3 se poate vedea că există două decalaje şi anume : D2-3 şi D4-5 . Mărimea acestor decalaje trebuie stabilită în prealabil pe cale analitică prin folosirea unei formule de calcul sub forma următoare :
Di-j = ( np-1 )( ti-tj )
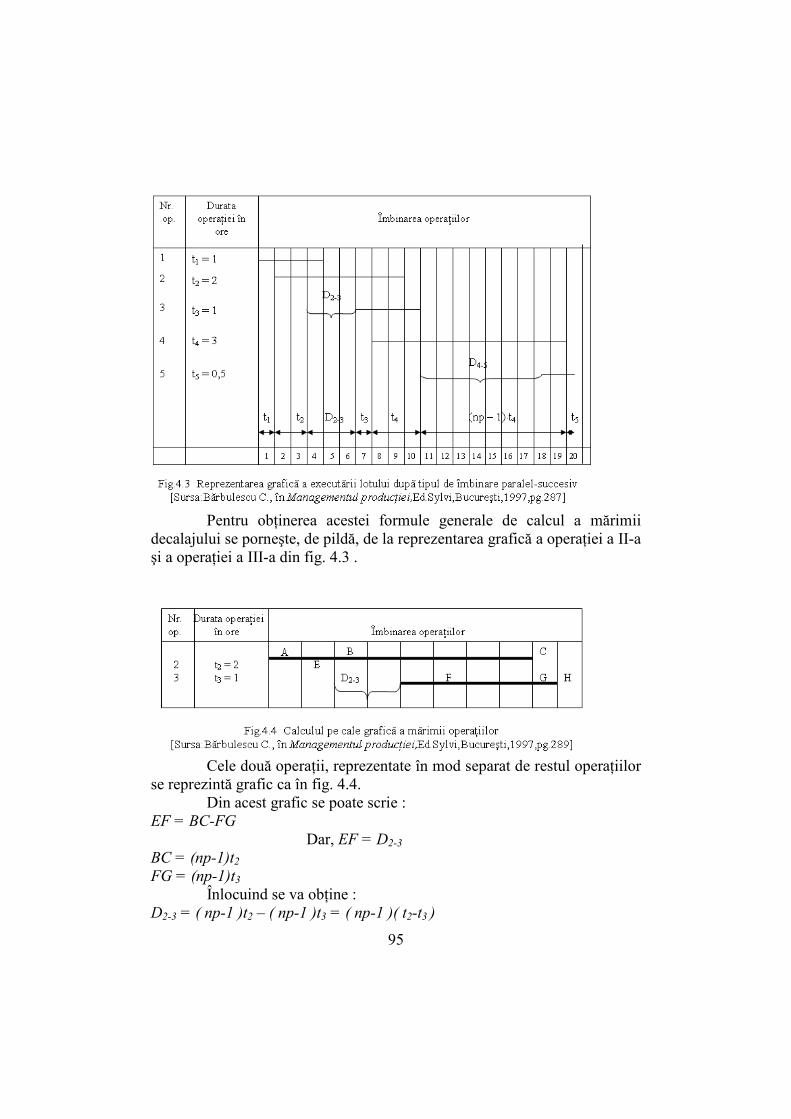
95
Pentru obŃinerea acestei formule generale de calcul a mărimii decalajului se porneşte, de pildă, de la reprezentarea grafică a operaŃiei a II-a şi a operaŃiei a III-a din fig. 4.3 .
Cele două operaŃii, reprezentate în mod separat de restul operaŃiilor se reprezintă grafic ca în fig. 4.4. Din acest grafic se poate scrie : EF = BC-FG Dar, EF = D2-3 BC = (np-1)t2 FG = (np-1)t3 Înlocuind se va obŃine : D2-3 = ( np-1 )t2 – ( np-1 )t3 = ( np-1 )( t2-t3 )
96
D2-3 = ( 4-1 )( 2-1 ) = 3 ore Trecând la o formă generală, t2 reprezintă timpul operaŃiei anterioare, mai mare, pe care-l notăm cu ti , iar cu t3 timpul operaŃiei următoare, mai mic, pe care-l notăm cu tj . În aceste condiŃii, sub forma cea mai generală, se poate scrie mărimea decalajului :
Di-j = ( np-1 )( ti-tj ) După determinarea mărimii decalajului pe cale analitică, reprezentarea grafică a duratei operaŃiei mai mici se face astfel : - se măsoară mărimea decalajului pe grafic, urmărind din momentul care marchează grafic executarea primului produs din lot la operaŃia anterioară, mai mare, atâtea intervale câte corespund mărimii decalajului marcând momentul de începere a executării primului produs din lot la operaŃia următoare, mai mică . În exemplul considerat se calculează cele două decalaje pe baza formulei cunoscute : D2-3 = ( 4-1 )( 2-1 ) = 3 ore ; D4-5 = ( 4-1 )( 3-0,5) = 7,5 ore . Pentru reprezentarea operaŃiei a III-a s-a numărat decalajul pe grafic, s-a marcat începutul executării primului produs din lot şi s-a reprezentat grafic execuŃia printr-o linie continuă care trece prin patru intervale corespunzătoare timpului de executare a operaŃiei . O tehnică mai simplă de reprezentare grafică operaŃiilor din grupa a II-a care au o durată mai mică decât durata operaŃiei precedente, este următoarea : - se fixează momentul executării întregului lot la operaŃia anterioară, mai mare ca durată ; - faŃă de acest moment se merge înapoi în timp cu un număr de intervale corespunzătoare timpului de executare a np-1 produse sau piese, iar din acelaşi moment al executării produselor la operaŃia anterioară se merge înainte în timp cu intervalele corespunzătoare executării ultimului produs din lot. Pentru a determina pe cale grafică durata ciclului tehnologic pentru tipul de îmbinare paralel succesiv, se numără în fig. 4.3 intervalele de timp necesitate de executarea operaŃiilor, neluând în consideraŃie operaŃiile care se execută paralel. Din reprezentarea grafică arătată în fig. 4.3 rezultă prin numărare că durata ciclului tehnologic pentru tipul de îmbinare paralel succesiv este de 19,5 ore.
97
Calculul duratei ciclului tehnologic pentru tipul de îmbinare paralel succesiv se poate face şi pe cale analitică . Pentru a obŃine formulele necesare de calcul se porneşte de la reprezentarea grafică a tipului de îmbinare paralel succesiv, arătat în fig. 4.3 . Pe acest grafic, în partea de jos se trage o linie continuă din momentul 0 şi până la punctul care marchează 19,5 ore, adică durata de executare a operaŃiilor după tipul de îmbinare paralel-succesiv . Pe această linie continuă se va proiecta sub forma unor segmente duratele de execuŃie a operaŃiilor şi a decalajului care apare până la operaŃia principală, ca în fig. 4.4, trecându-se sub forma simbolică mărimea fiecărui segment . Spre a obŃine pe cale analitică durata ciclului tehnologic pentru tipul de îmbinare paralel-succesiv se face suma acestor segmente proiectate pe linia trasată iniŃial cu valoare de 19,5 ore . Se va obŃine astfel :
sucparctD − = t1 + t2 + D2-3 + t3 + t4 + (np-1)⋅t4 + t5 =∑
=
5
1iit + (np-1)⋅t4
în care : sucpar
ctD − - reprezintă durata ciclului tehnologic pentru tipul de îmbinare paralel-succesiv . Pentru a obŃine o formulă generală de calcul se consideră un proces cu „n” operaŃii, se notează t4 – care este operaŃia principală – cu tpr şi se face semnul Σ sumă pentru toate decalajele care apar până la operaŃia principală, aşa cum rezultă în continuare :
sucparctD − = ∑
=
n
iit
1
+ (np-1)⋅tpr + Di-j
Pentru calculul duratei ciclului tehnologic după tipul paralel-succesiv se mai poate folosi şi formula de calcul în care se iau în consideraŃie toate decalajele ce apar în cadrul executării operaŃiilor . Pentru obŃinerea acestei formule se foloseşte reprezentarea grafică a tipului de îmbinare paralel-succesiv din fig. 4.5 . Pe acest grafic, ca şi în cazul anterior, se trasează în partea de jos o linie continuă din momentul 0 şi până la punctul care marchează 19,5 ore .

98
Pe această linie continuă se proiectează sub forma unor segmente o serie de operaŃii şi toate decalajele cu valori corespunzătoare, aşa cum arată în fig. 4.5 . Durata ciclului tehnologic pentru tipul paralel-succesiv de îmbinare se obŃine prin suma valorilor acestor segmente . Se va obŃine astfel :
sucparctD − = t1 + t2 + D2-3 + t3 + t4 + D4-5 + (np-1)⋅t5 + t5 = ∑
=
n
iit
1
+ (np-1)⋅t5 +
D2-3 + D4-5 Pentru a trece la relaŃia de calcul cu caracter general se consideră un proces tehnologic cu „n” operaŃii, se notează cu t5 (care este timpul pentru executarea ultimei operaŃii) cu tn şi se însumează toate decalajele care apar sub formă generică de Di-j . Se va obŃine astfel o a doua formulă generală de calcul :
sucparctD − =∑
=
n
iit
1
+(np-1)tn+∑ − jiD
Spre exemplificare se aplică această formulă pentru exemplul concret adoptat . Se calculează în primul rând cele două decalaje : D2-3 = ( 4-1 )( 2-1 ) = 3 ore ; D4-5 = ( 4-1 )( 3-0,5) = 7,5 ore . Se aplică apoi formula. Dct = ( 1+2+1+3+0,5 ) + ( 4-1 ) • 0,5+3+7,5 = 7,5+1,5+10,5 = 19,5 ore Se constată că s-a obŃinut acelaşi rezultat cu cel realizat pe cale grafică . Pentru calculul duratei ciclului tehnologic la tipul de îmbinare paralel-succesiv se mai poate folosi o relaŃie de calcul în funcŃie de durata operaŃiilor lungi şi a operaŃiilor scurte .
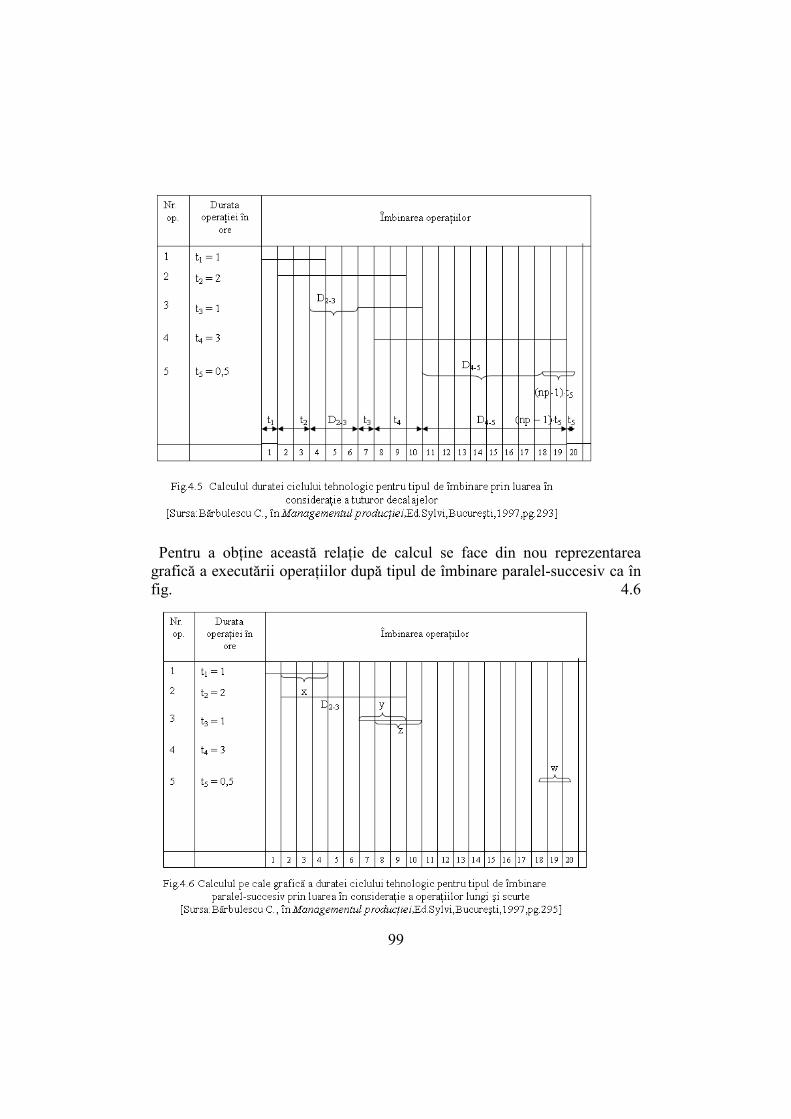
99
Pentru a obŃine această relaŃie de calcul se face din nou reprezentarea grafică a executării operaŃiilor după tipul de îmbinare paralel-succesiv ca în fig. 4.6
100
Pornind de la reprezentarea grafică din fig 4.6 se poate afirma că durata ciclului tehnologic pentru tipul de îmbinare paralel-succesiv este dată de suma tuturor segmentelor care reprezintă grafic executarea celor 5 operaŃii din care trebuie scăzute porŃiunile care se suprapun . Se poate scrie : sucpar
ctD − = np⋅t1 + np⋅t2 + np⋅t3 + np⋅t4 + np⋅t5 – ( x + y + z + w ) Din grafic rezultă valorile lui x, y, z sau w, după cum urmează : x = ( np-1 )t1 ; y = ( np-1 )t3 ; z = ( np-1 )t3 ; w = ( np-1 )t5 . Se face înlocuirea lui x, y, z şi w în 8.15 şi se efectuează operaŃiile de înmulŃire şi de reducere a termenilor asemenea, după cum urmează :
sucparctD − = np⋅t1 + np⋅t2 + np⋅t3 + np⋅t4 + np⋅t5 – [(np-1)⋅t1+(np-1)⋅t3+(np-
1)⋅t3+(np-1)⋅t5] = np⋅t1+ np⋅t2+ np⋅t3+ np⋅t3 + np⋅t4+ np⋅t5 - np⋅t1+ t1 - np⋅t3+t3 - np⋅t3+t3 + np⋅t5+t5 =np⋅t2+np⋅t4 - np⋅t3+t1+2t3+t5=np(t2+t4 – t3)+t1+2t3+t5 Pentru a aduce această relaŃie la o formă mai simplă se adună şi se scad în acelaşi timp termenii conŃinuŃi în paranteză şi anume t2 ( t4-t3 ) . Se va obŃine :
sucparctD − = np(t2+t4 – t3) - (t2+t4 – t3) +t1+2t3+t5=(t2+t4 – t3)⋅(np-1)3+
t1+t2+t3+t4+t5
= ∑=
n
iit
1
+ (np-1)⋅ (t2+t4+ t5)
Aşezând termenii din paranteză se constată următoarele : - t2 are valoarea 2, este cuprins între t1, cu valoarea 1şi t3, care are valoarea 1, deci între două operaŃii cu durate mai mici ; - t4 are valoarea 3, este cuprins între t3, cu valoarea 1 şi t5, care are valoarea 0,5, deci la fel între două operaŃii mai mici ca durată ; - t3 are valoarea 1, este cuprins între t2, cu valoarea 2 şi t4, care are valoarea 3, deci între două operaŃii cu durate mai mari . Prin generalizare, se denumesc operaŃii cu timpi lungi acelea care sunt cuprinse între două operaŃii cu durate mai mici şi operaŃii cu timpi scurŃi, acelea care sunt cuprinse între două operaŃii cu durate mai mari .

101
Dacă se consideră un proces tehnologic cu „n” operaŃii şi se notează cu „ti” timpul operaŃiei lungi şi cu „tz” timpul operaŃiei scurte, relaŃia finală ( 8.17 ) se poate scrie sub formă generală astfel
sucparctD − =∑
=
n
iit
1
+ ( )( )∑∑ +− si ttnp 1
Pentru aplicarea acestei formule de calcul este foarte important a stabili în cadrul operaŃiilor ce formează procesul tehnologic care sunt operaŃiile lungi şi care sunt operaŃiile scurte şi ce se întâmplă cu celelalte operaŃii care nu sunt nici lungi nici scurte. Aşa cum s-a arătat, se vor considera operaŃii cu timpi lungi acelea cuprinse între două operaŃii cu durate de timp mai mici şi operaŃii cu timpi scurŃi acelea cuprinse între două operaŃii cu durate de timp mai mari . OperaŃiile care nu sunt nici lungi nici scurte nu se vor lua în calcul . Pentru a aprecia prima operaŃie dacă este lungă sau scurtă se consideră că ar mai exista o operaŃie înaintea ei cu valoarea 0, iar pentru a aprecia ultima operaŃie se consideră că ar mai exista o operaŃie după aceasta egală cu 0 . Pentru ilustrare se va folosi formula dată la calculul duratei ciclului tehnologic pentru tipul de îmbinare paralel-succesiv folosind datele din exemplul dat anterior . Lotul este format din patru produse cu următoarele durate de timp : t1 = 1 ; t2 = 2 ; t3 = 1 ; t4 = 3 ; t5 = 0,5 . Din analiza duratei operaŃiilor potrivit regulilor enunŃate anterior se consideră că t2 şi t4 sunt timpi lungi, iar t3 timp scurt, restul operaŃiilor nefiind nici lungi şi nici scurte, neluându-se deci în consideraŃie . Se obŃine, deci :
∑ it = t3 + t4 = 2 + 3 = 5 ;
∑ st = t3 = 1
sucparctD − =∑
=
n
iit
1
+ ( )( ) ( ) ( )( )15145,031211 −−+++++=+− ∑ ∑ si ttnp
=7,5+3·4=7,5+12=19,5 ore Rezultatul obŃinut pe baza acestei formule este acelaşi cu cel obŃinut pe cale grafică. Din analiza rezultatelor obŃinute pentru durata ciclului tehnologic în funcŃie de cele trei tipuri de îmbinare se constată că durata cea mai lungă s-a
102
obŃinut cu tipul de îmbinare succesiv, durata cea mai scurtă cu tipul de îmbinare paralel şi o durată intermediară cu timpul de îmbinare paralel-succesiv . Fiecare din cele trei tipuri se recomandă a fi folosite cu eficienŃă maximă în anumite condiŃii şi domenii . Astfel, tipul de îmbinare succesiv poate fi folosit cu rezultate bune în acele unităŃi de producŃie unde se execută o nomenclatură largă şi variată de produse, în loturi mici sau unicate. Folosirea acestui tip de îmbinare permite o încărcare completă a utilajului şi o folosire raŃională a forŃei de muncă, în condiŃiile fabricării unei game largi de produse . Tipul de îmbinare paralel se recomandă a se folosi la întreprinderile specializate, care fabrică o nomenclatură redusă de produse în serii mari şi în masă . CondiŃia specială care trebuie asigurată este aceea că durata operaŃiilor să fie egală sau într-un raport multiplu, pentru a se putea organiza producŃia în flux şi evita întreruperile care ar putea apare în alte condiŃii în folosirea utilajului şi a forŃei de muncă . Tipul de îmbinare paralel-succesiv se recomandă a se folosi în cadrul unităŃilor de producŃie unde se execută o nomenclatură relativ redusă de produse, în serii mijlocii şi în toate cazurile în care nu poate fi folosit în condiŃii optime tipul de îmbinare paralel, ca urmare a imposibilităŃii sincronizării în timp a executării operaŃiilor . Cele trei tipuri de îmbinare pot fi folosite în acele ramuri cu procese de producŃie discontinue la care diferitele materiale piese sau produse se deplasează în loturi de la un loc de muncă la altul pentru a fi prelucrate sau asamblate ( construcŃii de maşini, prelucrarea lemnului, electrotehnică etc. ) .
2.Calculul duratei ciclului de producŃie Pentru a calcula durata ciclului de producŃie pentru un produs sau un lot de produse trebuie să se calculeze toate componentele structurale ale ciclului . În paragraful anterior s-a arătat în mod detaliat modul de calcul al duratei ciclului tehnologic . Pentru determinarea celorlalte componente ale duratei ciclului de producŃie se folosesc anumite metode sau tehnici specifice (Bărbulescu,C.,1997, pg.298 – 300) . Timpul de pregătire-încheiere este dat, pe un lot, prin documentaŃia tehnologică şi, în mod deosebit în fişa tehnologică .

103
Determinarea în mod exact a celorlalte componente, cum sunt timpul proceselor naturale, timpul pentru control, timpul pentru transport ş. a. se face pe bază de normare . Pentru operativitate se stabilesc normativele de timp generalizate la fiecare dintre aceste componente, putându-se determina pe baza lor durata în unităŃi de timp . În cazul în care diferitele părŃi ale unui produs se execută în paralel, se stabileşte piesa sau subansamblul cu cel mai mare volum de muncă şi în funcŃie de aceasta se determină durata ciclului de producŃie . Timpul de întreruperi interoperaŃii se calculează făcând produsul între numărul de operaŃii prin care trece piesa principală ( care coincide cu numărul de întreruperi interoperaŃionale ) şi timpul mediu de aşteptare a piesei între două operaŃii . În mod asemănător timpul de întrerupere din cauza aşteptării în depozite se determină pe baza produsului între numărul de depozitări şi timpul mediu de aşteptare în cadrul unei depozitări . La calculul duratei ciclului de producŃie trebuie avut în vedere ca o serie de operaŃii, cum sunt cele de control sau de transport, atunci când se execută în paralel cu operaŃiile principale, să nu fie luate în calcul . În cazul în care acestea se efectuează independent de alte operaŃii ( transportul pieselor grele între secŃii cu mijloace de transport pe şină, încărcarea la bancurile de probă ş.a. ) ele trebuie luate în calcul . Luarea în considerare a întreruperilor interschimburi se face numai atunci când durata ciclului de producŃie depăşeşte durata unui schimb . Pentru calculul duratei ciclului de producŃie, luat în ansamblul lui, pot fi folosite anumite metode de calcul . În cazul fabricării unui lot de producŃie care nu necesită procese naturale şi la care operaŃiile de control şi transport se efectuează în paralel operaŃiile principale, la care timpi sunt daŃi în minute, lucrându-se în trei schimburi, poate folosi o formulă de forma următoare :
( )cal
isionpar
n
i ii
cp KttKKnptt
D ×
×+
×+
×
÷××+= ∑∑∑ ∑ =
2460246024601
În această relaŃie s-au folosit următoarele notaŃii : Dcp - reprezintă durata ciclului de producŃie, în zilele calendaristice ; np - numărul de produse din lot ; Kpar - coeficientul de paralelism.
104
3.Căile de reducere a duratei ciclului de producŃie Reducerea duratei ciclului de producŃie prezintă o deosebită importanŃă pentru întreprinderile industriale .Astfel, prin reducerea ciclului de producŃie se poate mări numărul de cicluri care se pot efectua în aceeaşi perioadă de timp – semestru, an – ceea ce asigură creşterea volumului de producŃie prin folosirea aceleaşi capacităŃi de producŃie şi a aceluiaşi număr de muncitori . De asemenea, prin reducerea duratei ciclului de producŃie se asigură reducerea stocurilor de producŃie neterminată în cadrul unităŃilor de producŃie ale întreprinderii, influenŃând prin aceasta asupra micşorării normativului de mijloace circulante şi asupra accelerării vitezei de rotaŃie a mijloacelor circulante . În ansamblu, reducerea duratei ciclului de producŃie reprezintă un puternic factor de creştere a productivităŃii muncii, de reducere a costurilor de producŃie şi de creştere a rentabilităŃii . Pentru reducerea duratei ciclului de producŃie poate fi folosit un ansamblu de căi care să asigure reducerea duratei diferitelor componente ale acesteia (Bărbulescu,C.,1997, pg.304) . O grupă importantă de reducere a duratei ciclului de producŃie o constituie cea referitoare la introducerea tehnicii noi şi perfecŃionarea tehnologiilor de fabricaŃie existente. Prin folosirea acestor căi se asigură şi automatizarea proceselor de producŃie, folosirea unor maşini, utilaje şi instalaŃii cu randament sporit sau introducerea unor procese tehnologice rapide şi mai intensive, toate acestea influenŃând în mod direct asupra reducerii duratei ciclului tehnologic şi prin aceasta a duratei ciclului de producŃie . O altă cale de reducere o constituie înlocuirea proceselor naturale cu procese artificiale, ori de câte ori este posibil reducându-se prin aceasta ponderea timpului acestor procese în durata ciclului de producŃie . Aplicarea, de pildă, în producŃia de vinuri, în locul procesului de învechire a vinului, care durează mai mulŃi ani, a metodelor de învechire artificială, contribuie la reducerea substanŃială a duratei ciclului de producŃie . În mod similar, folosirea procesului de uscare artificială a lemnului sau a cărămizilor în locul procedeului de uscare naturală determină o reducere efectivă a duratei ciclului de producŃie. O cale importantă de reducere a duaratei ciclului de producŃie o constituie mecanizarea şi automatizarea proceselor de transport şi control şi organizarea executării lor în aşa fel încât să se desfăşoare în paralel cu proceselor tehnologice de bază .
105
O altă grupă importantă de căi se referă la ridicarea nivelului de organizare a producŃiei şi a muncii . În cadrul căilor acestor grupe se situează pe primul plan, organizarea producŃiei în flux, care contribuie în mod direct la reducerea întreruperilor în procesul de producŃie organizarea executării în timp a operaŃiilor după tipul de îmbinare în paralel sau paralel-succesiv, care contribuie la reducerea ciclului tehnologic, folosirea schimburilor nelucrătoare pentru efectuare operaŃiilor de control, reglare şi reparare a utilajului, asigurând prin aceasta reducerea întreruperilor în funcŃionarea utilajelor pentru executarea acestor operaŃii . În cadrul căilor legate de ridicarea nivelului de organizare a producŃiei pot fi amintite, de asemenea, cele care se referă la îmbunătăŃirea aprovizionării tehnico-materiale, care contribuie la reducerea întreruperilor datorită lipsei de materii prime la întărirea disciplinei, care reduc pierderile de timp datorate întârzierilor şi absenŃele nemotivate ş. a. . Ridicarea calificării muncitorilor, folosirea unor metode superioare de organizare a muncii, cum este lucrul unui muncitor la mai multe maşini, contribuie de asemenea, la creşterea productivităŃii muncii şi prin aceasta la reducerea ciclului de producŃie. În loc de seamă în cadrul căilor de ridicare a nivelului de organizare a producŃiei şi a muncii îl ocupă îmbunătăŃirea programării, producŃiei, care să asigure prin grafice de producŃie judicios întocmite reducerea aşteptărilor pentru completare sau pentru a intra în lucru pe maşini, întreruperi care pot avea într-o serie de cazuri o pondere importantă . TEST DE EVALUARE A. Întrebări deschise 1. Cum explicaŃi importanŃa duratei ciclului de producŃie pentru activitatea de organizare a întreprinderii industriale? Răspuns: Durata ciclului de producŃie influenŃează direct volumul de producŃie al întreprinderii, determină mărimea stocurilor de producŃie nedeterminată, a mijloacelor circulante şi constitui, totodată, un normativ de bază al activităŃii de pregătire, lansare şi urmărire a fabricaŃiei produselor.
106
2. DefiniŃi conceptul de ciclu de producŃie Răspuns:
B. Întrebări grilă Exemplu rezolvat: 1. Se consideră următoarea formulă de calcul:
=pctD ∑
=
n
iit
1max)1( tL −+ , în care:
pctD - durata ciclului tehnologic (operativ);
it - durata operaŃiei tehnologice i; L - mărimea lotului de fabricaŃie; tmax - durata operaŃiei principale. Formula prezentată mai sus este specifică calculului duratei ciclului tehnologic pentru: a) tipul de îmbinare succesiv; b) tipul de îmbinare paralel; c) tipul de îmbinare mixt. Rezolvare: ○●○ De rezolvat: 2. Care din elementele prezentate mai jos reprezintă factori de influenŃă a duratei operaŃiilor tehnologice? a) tipul de îmbinare a executării în timp a operaŃiilor de producŃie; b) numărul operaŃiilor procelui tehnologic şi durata acestora; c) numărul de produse sau piese care compun lotul de producŃie; d) nici una din elementele enumerate; e) toate elementele enumerate la a, b, c.
○○○○○

107
3. Tipul de îmbinare paralel se recomandă a se folosi la: a) întreprinderile care fabrică o nomenclatură largă în loturi mici sau unicate; b) întreprinderile specializate care fabrică o nomenclatură redusă în serii mari sau de masă; c) întreprinderile cu o structură de producŃie şi concepŃie de tip tehnologic; d) întreprinderile care execută o nomenclatură relativ redusă, în serie mijlocie; e) întreprinderile cu producŃie individuală sau de serie mică.
○○○○○ C. AplicaŃii Exemplu rezolvat: 1. Procesul tehnologic pentru un lot de 4 produse presupune următorii timpi de execuŃie a operaŃiilor tehnologice: t1= 3 min, t2 = 1 min, t3
= 4 min, t4 = 2 min, t5 = 1min. Să se calculeze p
ctD şi să se reprezinte grafic tipul de îmbinare paralel a operaŃiilor tehnologice. SoluŃie:
=pctD ∑
=
5
1iit max)1( tL −+
pctD = (3+1+4+2+1) + (4-1)·4=11+3·4=23 min
2. Pentru un lot de patru produse se cunosc următorii timpi de execuŃie a operaŃiilor tehnologice: t1= 20 min, t2 =10 min, t3 = 30 min, t4 = 20 min, t5
=10 min. Să se calculeze sp
ctD − şi să se reprezinte grafic timpul de îmbinare paralel- succesiv a operaŃiilor tehnologice. Reprezentarea grafică este dată în figura de mai jos:
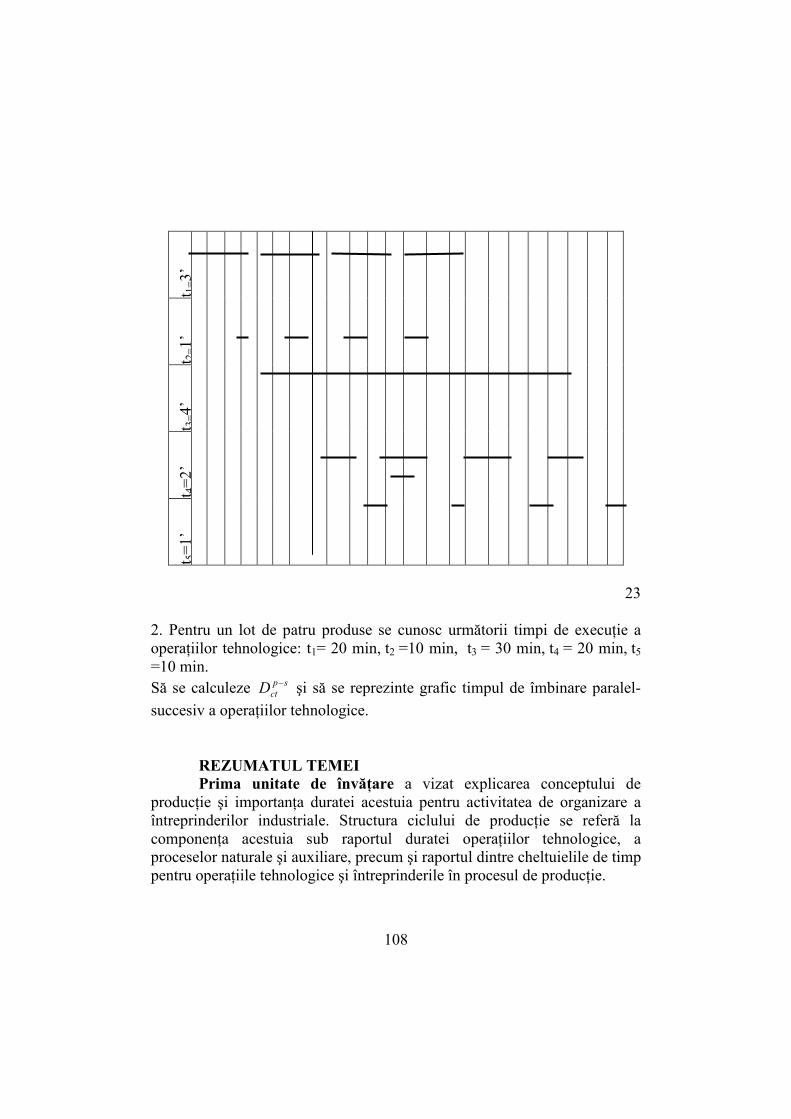
108
23
2. Pentru un lot de patru produse se cunosc următorii timpi de execuŃie a operaŃiilor tehnologice: t1= 20 min, t2 =10 min, t3 = 30 min, t4 = 20 min, t5
=10 min. Să se calculeze sp
ctD − şi să se reprezinte grafic timpul de îmbinare paralel- succesiv a operaŃiilor tehnologice.
REZUMATUL TEMEI Prima unitate de învăŃare a vizat explicarea conceptului de
producŃie şi importanŃa duratei acestuia pentru activitatea de organizare a întreprinderilor industriale. Structura ciclului de producŃie se referă la componenŃa acestuia sub raportul duratei operaŃiilor tehnologice, a proceselor naturale şi auxiliare, precum şi raportul dintre cheltuielile de timp pentru operaŃiile tehnologice şi întreprinderile în procesul de producŃie.
t 1=3
’ t 2
=1’
t 3=4
’ t 4
=2’
t 5=1
’
109
S-au prezentat, totodată, relaŃia generală de calcul pentru durata ciclului de producŃie şi relaŃiile de calcul pentru durata ciclului operativ în cazul unui lot de produse.
În cadrul celei de-a doua unităŃi de învăŃare s-au prezentat cu ajutorul a trei exemple tipurile de îmbinare succesiv, paralel şi mixt, atât sub aspectul calculului analitic a duratei ciclului tehnologic cât şi sub aspectul reprezentării grafice al îmbinărilor, cu respectarea regulilor impuse pentru fiecare tip de reprezentare. În final, s-au reprezentat principalele căi de reducere a duratei ciclului de producŃie, ca puternic factor de creştere a productivităŃii muncii, de reducere a costurilor de producŃie şi de creştere a rentabilităŃii. S-au accentuat acele măsuri de reducere a duratei ciclului de producŃie cu influenŃă directă asupra micşorării stocurilor de producŃie neterminată în cadrul întreprinderii, accelerării vitezei de rotaŃiea mijloacelor circulante, ridicării nivelului de organizare a producŃiei şi a muncii şi perfecŃionării tehnologiilor de fabricaŃie existente.
110
-TEMA 5-
MANAGEMENTUL ORGANIZĂRII UNITĂłILOR DE PRODUCłIE AUXILIARE ŞI DE SERVIRE
Structura temei: UI - 5.1. Organizarea reparării şi întreŃinerii utilajelor UI –5.2. Sistemul de organizare a activităŃii de asigurare cu diferite feluri de energie UI –5.3. Sistemul de organizare a activităŃii de transport intern şi de manipulare în întreprindere La terminarea acestui capitol veŃi fi capabili:
• să prezentaŃi sistemul de reparaŃii preventiv-planificate cu cele două
metode de utilizare ale sale; • să elaboraŃi un plan de întreŃinere şi reparare la nivel de întreprindere; • să enumeraŃi principalii indicatori de studiu şi analiză ai uzurii aleatoare
a echipamentelor industriale şi modalităŃile de calcul ale acestora; • să determinaŃi necesarul de energie necesar asigurării consumului curent
de energie în întreprindere; • să faceŃi distincŃia între sistemele de organizare a transporturilor în
sistem pendular şi circular (inelar); • să determinaŃi necesarul de mijloace de transport pentru fiecare din cele
două sisteme de organizare a transporturilor; • să optimizaŃi un plan de transport utilizând programarea liniară. Timpul alocat temei: 6 ore Bibliografie recomandată: • Badea, F. – Managementul producŃiei, Editura ASE, Bucureşti, 2005 • Badea, F., Bâgu, C., Radu, C., Lungu, A. – Managementul producŃiei.
Studii de caz şi proiect economic, Editura ASE, Bucureşti, 2006 • Badea, F., Bâgu, C., Deac, V. – Managementul producŃiei industriale.
Studii de caz şi aplicaŃii practice complexe, Editura All Beck, Bucureşti, 1999
111
• Bărbulescu, C. – Managementul producŃiei industriale, vol.2, Editura Sylvi, Bucureşti, 1997
• Bărbulescu, C., Bâgu, C. – Managementul producŃiei, vol.1, Editura Tribuna Economică, Bucureşti, 2001
• Bărbulescu, C., Bâgu, C., Ciocârlan, D. – Managementul producŃiei industriale. Culegere: dezbateri,studii de caz, probleme, teste-grilă, proiect economic, Editura Sylvi, Bucureşti, 2000
• Dima, I.C., Man, M. – Managementul activităŃii industriale, Editura AGIR, Bucureşti, 1999
• Dima, I.C., Nedelcu, M.V. – Management industrial. Tratat, Editura NaŃional, Bucureşti, 2000
UI – 5.1. Organizarea reparării şi întreŃinerii utilajelor 1. ImportanŃa şi sarcinile reparării utilajului Desfăşurarea în mod ritmic a activităŃii de producŃie a unei întreprinderi industriale necesită, ca o condiŃie de bază, o bună organizare a reparării şi întreŃinerii utilajului. Acest lucru este impus de faptul că în procesul folosirii lor productive, mijloacele fixe şi utilajul de producŃie, ca o componentă a acestora, sunt supuse uzurii fizice şi morale . În vederea menŃinerii caracteristicilor funcŃionale ale utilajului pe durata folosirii lui şi a funcŃionării în condiŃii optime şi cu posibilităŃi cât mai apropiate de cele iniŃiale, în cadrul întreprinderilor se organizează un sistem de întreŃinere şi reparare a utilajului de producŃie . Organizarea pe baze ştiinŃifice a lucrărilor de întreŃinere şi reparare a utilajelor trebuie să Ńină seama de particularităŃile utilajului şi de modul de uzură fizică a diferitelor părŃi componente ale acestora. Din analiza comportamentului la uzura fizică a pieselor, semifabricatelor, ansamblelor sau mecanismelor care compun utilajul de producŃie se constată că uzura lor se produce în mod diferit în timp. La un motor, de pildă, cel mai rapid se uzează lagărele, pistoanele, segmenŃii, în timp ce la alte piese, cum sunt axul cu came, arborele motor ş.a., procesul de uzură este mai lent. Aceasta impune repararea pieselor cu o uzură mai mare şi folosirea în continuare a maşinii, fără a renunŃa la utilizarea ei . Folosirea utilajului de producŃie în condiŃii optime necesită, de asemenea, efectuarea în scopuri preventive a unor măsuri de întreŃinere, care
112
să împiedice uzura prematură şi operaŃii de control şi revizie care să permită depistarea din timp a eventualelor defecŃiuni . Ca urmare a particularităŃilor utilajelor de a se uza în mod neuniform, concretizate în faptul că în timp ce unele piese sunt complet uzate, altele mai pot fi folosite o perioadă oarecare de timp, iar celelalte au o durată de folosire îndelungată, se impune din punct de vedere economic adoptarea unui sistem adecvat de întreŃinere şi reparare a acestora . O bună întreŃinere şi reparare a utilajului de producŃie asigură menŃinerea funcŃionării acestuia potrivit performanŃelor tehnico-economice prevăzute în cartea tehnică, influenŃând direct randamentul şi precizia de funcŃionare şi realizarea producŃiei în cantităŃile şi calitatea prevăzute . Organizarea întreŃinerii şi reparării utilajelor la un nivel superior contribuie, de asemenea, în mod direct la reducerea costurilor de producŃie, prin realizarea acestor activităŃi la un nivel redus de cheltuieli . Organizarea executării lucrărilor de întreŃinere şi reparaŃii la nivelul unei unităŃi industriale trebuie să permită realizarea următoarelor sarcini de bază (Bărbulescu,C.,1997, pg.29 – 30): a) asigurarea menŃinerii utilajului în perfectă stare de funcŃionare; b) evitarea uzurii excesive a utilajului şi a scoaterii înainte de termen sau accidental a acestuia din funcŃiune ; c) creşterea timpului de funcŃionare a utilajului, atât prin mărirea timpului de funcŃionare între două reparaŃii, cât şi prin reducerea timpilor necesari executării reparaŃiilor , d) ridicarea productivităŃii muncii lucrătorilor care execută reparaŃii, asigurarea executării reparaŃiilor cu cheltuieli minime şi de o calitate ridicată ; e) modernizarea maşinilor şi utilajelor învechite . 2. Sisteme de organizare a executării întreŃinerii şi reparării utilajelor Metode şi sisteme de organizare a reparării utilajelor În cadrul întreprinderilor industriale au fost folosite în timp diferite sisteme de executare a reparării utilajelor (Bărbulescu,C.,1997, pg.33 – 35) . Prin reparaŃie se înŃelege o lucrare efectuată periodic în scopul asigurării menŃinerii în stare de funcŃionare a mijloacelor fixe, în general, şi a utilajului de producŃie ,în special, prin care se înlătură defecŃiunile constate în funcŃionare şi se realizează înlocuirea totală sau parŃială a acelor părŃi care au o durată mai mică de funcŃionare în comparaŃie cu altele .
113
Într-o primă etapă de organizare empirică, reparaŃiile se efectuau asupra utilajelor atunci când acestea ieşeau din funcŃiune datorită uzurii. Această modalitate era necorespunzătoare sub raport economic, constituind o frână serioasă în funcŃionarea utilajului. Pentru a se evita uzura excesivă a utilajului, a preveni ieşirea accidentală din funcŃiune şi a sigura executarea unor reparaŃii de calitate cu costuri minime s-a urmărit elaborarea unui sistem de organizare a executării reparaŃiilor care să dea posibilitatea satisfacerii următoarelor cerinŃe de bază : a) cunoaşterea datei calendaristice a scoaterii din funcŃiune a utilajului pentru reparaŃii ; b) stabilirea din timp a felului reparaŃiilor ce trebuie efectuate şi a duratei de execuŃie în vederea pregătirii materialelor, utilajelor şi a forŃei de muncă necesare executării lor, c) determinarea mijloacelor financiare necesare pentru realizarea reparaŃiilor . Pornindu-se de la aceste cerinŃe au fost elaborate două sisteme de organizare a executării reparării utilajului şi anume : sistemul de reparaŃii pe baza constatărilor şi sistemul reparaŃiilor preventiv-planificate . Sistemul de organizare a executării reparării utilajelor pe baza constatărilor constă în stabilirea termenelor de oprire a utilajelor pentru reparaŃii şi a conŃinutului reparaŃiilor de efectuat, pe baza unei supravegheri sistematice a utilajelor şi a constatării stării lor de către un personal special destinat acestui scop . Pe baza constatărilor efectuate şi consemnate în cadrul unor fişe Ńinute pe utilaje, unde se trec defecŃiunile constate, se face programarea intrării în reparaŃie a diferitelor utilaje şi a felului reparaŃiilor ce trebuie executate . Deşi acest sistem prezintă avantaje, cum sunt : 1) cunoaşterea din timp a datei de intrare în reparaŃii şi a felului reparaŃiilor ce trebuie realizate ; 2) comandarea din timp a pieselor de schimb necesare şi pregătirea prealabilă a executării reparaŃiilor, totuşi sistemul nu permite elaborarea unui plan de reparaŃii pe o perioadă mai mare de timp, ceea ce creează greutăŃi în confecŃionarea şi comandarea pieselor şi în folosirea raŃională a mijloacelor materiale şi a forŃei de muncă, cu efecte nefavorabile asupra calităŃii reparaŃiilor şi a nivelului costurilor aferente. łinând seama de toate aceste lipsuri s-a trecut la folosirea sistemului de reparaŃii preventiv-planificate .
114
Prin elaborarea acestui sistem s-a urmărit asigurarea unui dublu caracter ansamblului de măsuri de întreŃinere şi reparaŃii şi anume : a) profilactic ; b) planificat . Caracterul profilactic rezultă din faptul că acest sistem prevede adoptarea unor măsuri de întreŃinere şi control prin care să se prevină posibilitatea apariŃiei unei uzuri premature care să ducă la scoaterea din uz a utilajului înainte de termenul fixat . Caracterul planificat rezultă din faptul că diferitele lucrări de întreŃinere şi reparare pe care le conŃine sistemul se efectuează la anumite termene calendaristice stabilite dinainte, cu o motivare ştiinŃifică corespunzătoare . Asigurarea acestui dublu caracter conferă sistemului de reparaŃii preventiv-planificate o superioritate evidentă asupra sistemului anterior, influenŃând în mod direct asupra ridicării calităŃii reparaŃiilor, a reducerii duratei de execuŃie a acestora şi a costurilor de producŃie .
Sistemul de reparaŃii preventiv-planificate După Bărbulescu C–tin (1997, pg.35–39), prin sistemul de reparaŃii preventiv-planificate se înŃelege un ansamblu de măsuri de întreŃinere, control şi repararea utilajelor, care se efectuează în mod periodic, la intervale de timp bine determinate, după un anumit număr de ore de funcŃionare, prin care se urmăreşte prevenirea uzurii excesive şi apariŃia avariilor, precum şi menŃinerea calităŃilor de exploatare necesare unei funcŃionări normale . Sistemul de reparaŃii preventiv planificate se poate utiliza după două metode şi anume : a) metoda standard ; b) metoda după revizie . Potrivit metodei standard, fiecare maşină, utilaj, instalaŃie sau agregat intră în reparaŃii la intervale de timp dinainte stabilite pentru fiecare utilaj în parte . Volumul şi conŃinutul lucrărilor pentru fiecare fel de reparaŃie au în caracter standard, potrivit unei documentaŃii tehnice, indiferent de starea utilajului la momentul respectiv . Metoda standard prezintă avantajul că permite efectuarea reparaŃiilor pe baza unei documentaŃii bine pusă la punct la intervale de timp bine stabilite fiind simplu de aplicat şi foarte eficientă pentru întreprinderile care dispun de un mare număr de maşini şi utilaje .
115
Dezavantajele acestei metode constă în aceea că : 1) necesită un mare volum de muncă pentru întocmirea documentaŃiei de reparare a utilajelor; 2) de asemenea, această metodă, prin caracterul ei standard,duce la executarea unor operaŃii de întreŃinere şi reparare la unele piese sau mecanisme care nu necesită acest lucru prin starea lor tehnică, ridicând în felul acesta, în mod inutil, costul reparaŃiilor . Metoda după revizie de executare a reparaŃiilor constă în aceea că volumul şi conŃinutul acestora se determină pe baza unei revizii tehnice prealabile, felul reparaŃiilor fiind stabilit pe baza unui ciclu de reparaŃii şi a unei documentaŃii tehnice elaborate dinainte. Folosirea acestei metode prezintă avantajul că permite constatarea gradului de uzură a utilajului cu ocazia reviziei tehnice, determinându-se pe această bază, mai precis ca la metoda anterioară, lucrările de reparare ce trebuie efectuate, volumul şi conŃinutul lor concret, evitându-se astfel efectuarea unor operaŃii de reparare care nu sunt impuse de starea de uzură a utilajelor . În Ńara noastră, pentru realizarea lucrărilor de întreŃinere şi reparaŃie a utilajului de producŃie, se foloseşte de regulă sistemul de reparaŃii preventiv-planificate, executate potrivit metodei cu revizie. Pentru maşinile, utilajele, instalaŃiile din industria constructoare de maşini şi de prelucrarea metalelor, executarea reparaŃiilor potrivit sistemului de reparaŃii preventiv-planificate prevede următoarele categorii de intervenŃii : a) revizia tehnică ( Rt ); b) reparaŃia curentă, care poate fi de gradul I ( Rc1 ) şi de gradul doi ( Rc2 ); c) reparaŃia capitală ( RK ). În afara acestor intervenŃii sistemul de reparaŃii preventiv-planificate necesită şi activitatea de întreŃinere şi supraveghere zilnică a utilajului,care constă în lucrări de: ungere şi curăŃire zilnică, de reglare a mecanismelor , de ajustare a lagărelor, de control a funcŃionării diferitelor piese ş.a. . Aceste lucrări de întreŃinere şi supraveghere zilnică se execută de muncitorii care lucrează la diferitele maşini sau, în anumite cazuri, de muncitori speciali (ungători, reglori), pe baza regulilor de întreŃinere a utilajului şi de înlăturare a micilor defecte, fără a se proceda însă la înlocuirea de piese . Revizia tehnică cuprinde operaŃiile care se execută înaintea unei operaŃii planificate ( curente sau capitale ).
116
Prin efectuarea acestei revizii se urmăreşte determinarea stării tehnice a mijloacelor fixe şi a principalelor operaŃii ce trebuie efectuate cu ocazia primei reparaŃii programate, precizându-se dacă maşina sau utilajul trebuie să intre în reparaŃie după realizarea numărului de ore de funcŃionare prevăzut în normele pentru reparaŃia respectivă sau dacă timpul de funcŃionare mai poate fi prelungit după expirarea acestui termen, cu un anumit număr de ore prevăzut cu această ocazie . Cu ocazia reviziei tehnice se pot efectua şi operaŃii de reglare şi consolidare a unor piese şi subansamble, care să asigure o funcŃionare normală a utilajului până la prima reparaŃie . ReparaŃia curentă reprezintă acea lucrare care se efectuează în mod periodic în vederea înlăturării uzurii materiale, necesitând înlocuirea unor piese componente sau înlocuirea parŃială a unor subansamble uzate. Ca exemple de lucrări care intră în această categorie de intervenŃii pot fi date operaŃiile de demontare parŃială a pieselor şi subansamblelor cu uzură frecventă, repararea, recondiŃionarea şi ajustarea lor, înlăturarea jocurilor care depăşesc limita admisibilă, strângerea îmbinărilor. De asemenea, tot în această categorie intră şi operaŃiile de curăŃire, gresare, de verificare a funcŃionării tuturor subansamblelor din lanŃul cinematic al utilajelor, de recondiŃionare a stratului de protecŃie prin vopsirea suprafeŃelor şi a părŃilor expuse mediului atmosferic sau diferiŃilor agenŃi chimici, de reparare a dispozitivelor de protecŃie şi securitate a muncii ş.a. Aceste reparaŃii se împart în reparaŃii curente de gradul I şi reparaŃii curente de gradul II, în raport cu mărimea intervalului de timp de funcŃionare între reparaŃii, de importanŃa lucrărilor ce se execută şi valoarea pieselor şi subansamblelor reparate, recondiŃionate sau înlocuite . Astfel, de pildă, la o grupă de maşini şi utilaje anumită, în timp ce la reparaŃiile curente de gradul I intervalul dintre intervenŃii este de 3000 ore de funcŃionare, la cele de gradul II mărimea acestui interval este de 9000 ore. Cheltuielile necesitate de efectuarea acestor reparaŃii curente se includ în costul de producŃie al producŃiei întreprinderii în anul calendaristic când acestea au fost realizate. ReparaŃia capitală reprezintă acea lucrare care se efectuează după expirarea ciclului de funcŃionare prevăzut, având drept scop menŃinerea caracteristicilor tehnico-economice iniŃiale şi preîntâmpinarea ieşirii mijloacelor fixe din funcŃiune înainte de termen. Această categorie de reparaŃii reprezintă o formă de realizare a reproducŃiei simple a utilajelor, ea având rolul nu de a prelungi durata de funcŃionare, ci de a asigura
117
funcŃionarea pentru timpul stabilit, necontribuind la creşterea valorii iniŃiale a utilajului. O reparaŃie capitală necesită efectuarea unor operaŃii cum sunt: demontarea parŃială sau totală a pieselor uzate, a unuia sau mai multor agregate sau subansamble componente care pot funcŃiona în condiŃii de siguranŃă şi precizie, remontare, vopsirea suprafeŃelor exterioare, efectuarea probelor şi a rodajului mecanic ş.a. Se consideră activitate de reparaŃii capitale şi partea de reparaŃii capitale care se efectuează în cadrul reviziilor generale ale utilajelor şi instalaŃiilor tehnologice şi modernizării acestora. În cadrul planificării reparaŃiilor, volumul de reparaŃii capitale se prevede în liste distincte, cu defalcarea pe construcŃii şi utilaje. Cheltuielile necesare executării lucrărilor de reparaŃii capitale şi modernizări se includ în costurile de producŃie, ca şi cheltuielile de reparaŃii. În cazul în care cheltuielile necesare executării modernizării utilajului depăşesc circa 20% din valoarea de deviz a reparaŃiei capitale, acestea pot fi finalizate din investiŃii, majorându-se prin aceasta valoarea mijloacelor fixe respective. Pentru executarea lucrărilor de reparaŃii capitale şi de modernizare se prevede necesarul de materiale, ansamble, subansamble şi piese de schimb, atât fizic şi valoric, cu specificarea separată pentru cele noi, pentru cele recuperate de la alte mijloace fixe şi folosite ca atare şi pentru cele obŃinute pe bază de recondiŃionări. În afara acestor lucrări de reparaŃii cuprinse în sistemul de reparaŃii preventiv-planificate, în cadrul întreprinderii se mai execută şi altele, cum sunt reparaŃiile accidentale, de renovare şi de avarii. ReparaŃiile accidentale sunt acele lucrări de reparaŃii care se efectuează la intervale de timp nedeterminate, fiind necesitate de scoaterile neprevăzute din funcŃiunea utilajelor ca urmare a defectării acestora. Cheltuielile necesitate de acestea sunt incluse în costurile de producŃie. ReparaŃiile de renovare reprezintă acele lucrări de reparaŃii ce se efectuează la utilajele care au trecut prin mai multe reparaŃii capitale, având un grad ridicat de uzură. Cu ocazia acestor reparaŃii pot avea loc şi lucrări de modernizare. ReparaŃiile de avarii se efectuează ori de câte ori utilajele suferă anumite deteriorări, fie ca rezultat al unei proaste îngrijiri şi întreŃineri, fie din cauza unor dezastre naturale cum sunt : cutremure, incendii etc. Aceste reparaŃii au un caracter accidental, diferind sub raportul conŃinutului şi volumului de lucrări, de la caz la caz.
118
Planificarea reparării utilajelor. Elaborarea planului de întreŃinere şi reparare. Pentru executarea reparaŃiilor potrivit sistemului de reparaŃii preventiv-planificate, întreprinderea industrială întocmeşte un plan de reparaŃii şi un plan de cheltuieli pentru acestea. Elaborarea planului de reparaŃii necesită cunoaşterea următoarelor elemente de bază (Bărbulescu,C., 1997, pg.40 – 45): a) durata ciclului de reparaŃii; b) structura ciclului de reparaŃii; c) durata (intervalul) dintre intervenŃii sau reparaŃii ( în ore de funcŃionare); d) timpul de staŃionare în reparaŃie, exprimat în zile lucrătoare; e) procentul costului reparaŃiei faŃă de valoarea de înlocuire. Prin durata ciclului de reparaŃii se înŃelege intervalul de timp dintre două reparaŃii capitale, inclusiv durata de execuŃie a primei sau ultimei reparaŃii capitale ( pentru utilajul aflat în exploatare ) sau timpul din momentul începerii exploatării până la prima reparaŃie capitală ( pentru utilajele noi ) . Structura ciclului de reparaŃii reprezintă numărul, felul lucrărilor de revizii şi reparaŃii şi modul de eşalonare a executării în timp a acestora . Durata dintre reparaŃii sau intervenŃii reprezintă intervalul de timp, exprimat în ore de funcŃionare a utilajului, dintre două reparaŃii de acelaşi fel . La rândul lor, timpul de staŃionare în reparaŃie, exprimat în zile lucrătoare şi costul, exprimat sub formă de procent din valoarea de înlocuire, se stabilesc pentru fiecare fel de reparaŃie din cadrul ciclului, constituind elementele de bază în planificarea şi finanŃarea executării reparaŃiilor. În vederea planificării reparării utilajelor toate aceste date trebuie concretizate în norme tehnice pentru repararea mijloacelor fixe, elaborate pe categorii . Cunoscând durata ciclului de reparaŃii, numărul de reparaŃii de acelaşi fel care trebuie efectuate în cadrul unui ciclu de reparaŃii, precum şi durata între două intervenŃii, se poate face reprezentarea grafică a structurii ciclului de reparaŃii, iar în funcŃie de acesta se poate face planificarea calendaristică a executării reparaŃiilor. Numărul de revizii sau reparaŃii de acelaşi fel care trebuie efectuate întru ciclu de reparaŃii se determină prin raportarea timpului de funcŃionare
119
între două reparaŃii capitale la intervalul de timp între două reparaŃii de acelaşi fel . Calculul numărului de revizii şi reparaŃii de acelaşi fel se poate face folosind următoarele relaŃii :
t
k
c
k
c
k
HR
HRc
HR
HRn
HR
HRm === ;;
21
în care : m – reprezintă numărul de reparaŃii curente de gradul I care se efectuează în cadrul unui ciclu ; n – numărul de reparaŃii curente de gradul II ; HRK – timpul de funcŃionare între două reparaŃii capitale ; c – numărul de revizii tehnice ; HRc1 – intervalul de timp, exprimat în ore de funcŃionare dintre două reparaŃii curente de gradul I ; HRc2 – intervalul de timp între două reparaŃii curente de gradul II ; HRt – intervalul de timp între două revizii tehnice. Pe baza cunoaşterii acestor date se poate calcula durata medie de timp între două intervenŃii succesive, indiferent de felul lor, exprimate în ore de funcŃionare, pe baza folosirii unor relaŃii de tipul următor :
1+++=
cnm
HRt k
în care : t – reprezintă durata de timp între două intervenŃii succesive. Trebuie precizat că pentru proiectarea structurii ciclului de reparaŃii se consideră ca durată de timp între două reparaŃii, indiferent de felul lor, durata de timp din normativele tehnice dintre două revizii tehnice. Cunoscând toate aceste date se poate reprezenta structura unui ciclu de reparaŃii, ca în fig. 7.1 . În mod practic, pentru proiectarea structurii ciclului de reparaŃii se consideră că atunci când se execută o reparaŃie de un anumit grad, ea trebuie să includă şi lucrările reparaŃiilor de grad inferior care coincid cu acel moment, ceea ce face ca numărul de reparaŃii de acelaşi fel de reparaŃii să fie mai mic decât cel rezultat din calcule .

120
Având în vedere acest aspect, în continuare se prezintă metodologia de elaborare a planului de întreŃinere şi reparare pentru un utilaj. Elaborarea planului presupune parcurgerea următoarelor etape (Badea,F.,Bâgu,C.,Deac,V.,1999, pg.44 – 47) : Etapa I - Se determină numărul intervenŃiilor tehnice ( pe categorii ) ce urmează a se efectua în cadrul unui ciclu de reparaŃii :
Si
i
CRi N
d
DN −=
în care : Ni - numărul intervenŃiilor de categoria i ; DCR - durata ciclului de reparaŃii ; di - intervalul între două intervenŃii de categoria i ; N S
i - numărul intervenŃiilor de grad superior .
Etapa a II - a – Se reprezintă grafic structura ciclului de reparaŃii pe baza numărului de intervenŃii determinat şi a duratei între două intervenŃii de acelaşi fel. Etapa a III - a – Stabilirea intervalului de timp ( Ti ) în zile calendaristice, de la data ultimei intervenŃii efectuată la utilaj în anul de bază până la fiecare dintre intervenŃiile următoare din structura ciclului de reparaŃii, conform relaŃiei :
t
n
isi
ss
RCi Kt
nd
nDT ⋅
+
⋅
⋅= ∑
−
=
1
1
în care : DRC - intervalul de funcŃionare între două intervenŃii consecutive (intervalul între două revizii tehnice) în ore ; ds - durata planificată a schimbului ; ns - numărul de schimburi, conform regimului planificat de funcŃionare a utilajului ; n - numărul intervenŃiei pentru care se calculează Ti ; Kt - coeficient de transformare din zile efective de funcŃionare în zile calendaristice .
Kt =alNoFondDeTimp
ticCalendarisFonddeTimp
min
121
Etapa a IV - a – Eşalonarea calendaristică a intervenŃiilor tehnice planificate Etapa a V - a – Determinarea bugetului de cheltuieli pentru efectuarea intervenŃiilor tehnice planificate. 3.Folosirea teoriei uzurii aleatoare a echipamentelor industriale pentru adoptarea unei politici optime de întreŃinere Indicatorii de studiu şi analiză a uzurii aleatoare a echipamentelor industriale Organizarea producŃiei în întreprinderile industriale presupune ca o condiŃie de bază elaborarea unei politici optime cu privire la sistemul de întreŃinere şi reparare a utilajelor . După Bărbulescu C-tin.(1997,pg.50–55), prin politică optimă de întreŃinere şi reparare a utilajului se înŃelege ansamblul de măsuri care trebuie adoptat cu privire la asigurarea funcŃionării parcului de utilaje din dotare în condiŃii optime, pe bază de criterii de optimizare fixate, cum sunt siguranŃa în funcŃionare, cheltuieli minime de întreŃinere şi reparaŃii ş.a. Analiza şi studiul problemelor privind uzura, înlocuirea şi menŃinerea utilajului în funcŃiune folosesc metode şi tehnici specifice care au la bază elementele teoriei uzurii aleatoare a echipamentelor industriale . Cunoaşterea, chiar cu probabilitate, a comportamentului şi stării utilajelor în timp necesită folosirea unor funcŃii şi probabilităŃi specifice acestui domeniu, cum sunt funcŃia de supravieŃuire, probabilitatea de avarie, probabilitatea de avariere condiŃionată, probabilitatea ca într-un anumit interval de timp să aibă loc o scoatere neprevăzută ( accidentală ) din funcŃiune, durata medie de viaŃă a utilajului ş.a. . Pe baza acestor date, conducerea întreprinderii poate adopta anumite măsuri de evitare a ieşirilor accidentale din funcŃiune, printr-o urmărire, întreŃinere, şi reparare mai atentă a utilajelor, în special a acelora care prezintă o importanŃă deosebită pentru întreprindere. 1. Principalii indicatori de studiu şi analiză sunt : 1. FuncŃia de supravieŃuire ; 2. Mortalitatea utilajelor ; 3. Probabilitatea de avarie ; 4. Probabilitatea condiŃionată de avarie ;

122
5. Probabilitatea de a avea o înlocuire sau mai multe înlocuiri într-o perioadă de timp, datorită ieşirilor accidentale din funcŃiune ; 6. Durata medie de viaŃă a unui utilaj . 1. FuncŃia de supravieŃuire V( t ) Exprimă ponderea utilajelor rămase în funcŃiune la momentul t în totalul utilajelor puse în funcŃiune la momentul 0 .
( ) ( )( )0n
tntV =
unde : n( t ) – numărul de utilaje de un anumit tip în funcŃiune la momentul t ; n( 0 ) – reprezintă numărul de utilaje pus în funcŃiune la momentul t = 0. Această funcŃie ne arată sub forma unui coeficient câte din utilajele puse în funcŃiune la momentul t = 0 mai sunt în funcŃiune după un interval de timp t. Pe baza cunoaşterii funcŃiei de supravieŃuire se poate determina probabilitatea contrară I( t ), care exprimă ponderea utilajelor scoase din funcŃiune la momentul t faŃă de momentul 0 .
I(t) = 1 – V(t) 2. Mortalitatea utilajelor m( t ) Exprimă numărul utilajelor ieşite din funcŃiune între două momente succesive de timp ( t – 1, t ) .
m( t ) = n( t – 1 ) – n( t ) în care : n( t – 1 ) – numărul utilajelor la momentul t-1 , n( t ) – numărul utilajelor la momentul t . 3.Probabilitatea de avarie p( t ) Exprimă ponderea utilajelor scoase din funcŃiune în intervalul (t- 1,t) faŃă de numărul utilajelor puse în funcŃiune la momentul 0 .
( ) ( ) ( )( )0
1n
tntntp
−−=

123
4.Probabilitatea condiŃionată de avarie pc( t ) Exprimă ponderea utilajelor scoase din funcŃiune în perioada (t-1,t) faŃă de numărul utilajelor existente în funcŃiune la momentul (t-1) .
( ) ( ) ( )( )
( )( )1
11
1−
−=−−−
=tn
tn
tn
tntntpc
5.Probabilitatea de a avea o înlocuire sau mai multe înlocuiri într-o perioadă de timp : - probabilitatea de a avea o înlocuire p1( t )
( ) ( ) ( )∑=
⋅−=t
u
ufutvtp1
1
unde : V(t-u) - reprezintă funcŃia de supravieŃuire, calculată cu relaŃia :
( ) ( )( )0n
utnutV
−=−
f(u) - probabilitatea de avarie, determinată cu relaŃia :
( ) ( ) ( )( )0
1n
ununuf
−−=
- probabilitatea de a avea m înlocuiri ( scoateri din funcŃiune ) în intervalul de timp ( 1, t ) se determină cu relaŃia de recurenŃă :
( ) ( ) ( )∑=
− ⋅−=t
umm undeufutptp
11 , pm(0)=0
6. Durata medie de viaŃă a unui utilaj ( T )
( ) ( )( )∑
∞
=
⋅−−
=1 0
1
t
tn
tntnT
124
4. Organizarea executării reparării utilajelor sub raportul logisticii necesare În cazul întreprinderilor industriale asigurarea lucrărilor de întreŃinere şi reparare a utilajului revine unui compartiment specializat care se poate prezenta, de regulă, sub forma unei secŃii mecanico-energetice sau, la întreprinderi mai mari, sub forma serviciului Mecanicului Şef . Acest comportament are o serie de atribuŃii de bază pentru activitatea de întreŃinere şi reparaŃii, din rândul cărora pot fi amintite următoarele (Bărbulescu,C.,1997, pg.61 – 65) : a) planificarea tuturor lucrărilor de întreŃinere şi reparaŃii la mijloacele fixe ale întreprinderii . Pentru realizarea acestei sarcini compartimentul mecanico-energetic Ńine evidenŃa utilajului, execută lucrările de predare şi preluare a acestuia, grupează utilajul pe categorii şi tipuri, elaborează documentaŃia tehnică pentru reparaŃii şi întocmeşte planul şi graficele de reparaŃii . b) organizarea şi executarea planului de reparaŃii . În acest scop compartimentul mecanico-energetic asigură realizarea normelor de reparaŃii, urmăreşte aprovizionarea cu materiale şi piese de schimb necesare reparaŃiilor, confecŃionează, dacă este cazul piesele de schimb în atelierul propriu, asigură executarea planurilor şi a graficelor de reparaŃii şi modernizare, recepŃionează utilajele reparate şi organizează atelierul propriu de reparaŃii pe baza gestiunii economice . c) asigurarea întreŃinerii în bune condiŃii a utilajului între două reparaŃii. Pentru realizarea acestei sarcini îndrumă şi controlează echipele de întreŃinere, întocmeşte normele şi instrucŃiunile de întreŃinere, controlează permanent starea utilajului, antrenează muncitorii pentru o bună întreŃinere curentă a maşinilor . d) adoptarea măsurilor necesare de tehnică a securităŃii muncii şi de protecŃie împotriva incendiilor legate de utilaje. e) asigurarea scoaterii din uz a utilajului deteriorat şi elaborarea rapoartelor şi a dărilor de seamă cu privire la situaŃia îndeplinirii Organizarea executării reparării utilajelor sub raportul locului de execuŃie a acestora se poate face după trei sisteme şi anume : a) centralizat ; b) descentralizat ; c) combinat sau mixt . Sistemul centralizat se caracterizează prin faptul că toate lucrările de reparaŃie a utilajelor se fac de către compartimentul mecanico-energetic prin echipele şi brigăzile de reparaŃii care aparŃin direct de acesta.
125
Sistemul descentralizat constă în organizarea executării reparării utilajelor în cadrul unităŃilor de producŃie de către mecanici şi echipele de reparaŃii şi întreŃinere subordonate administrativ şefilor acestor unităŃi. Şeful compartimentului mecanico-energetic asigură îndrumarea şi urmărirea executării reparării utilajelor, procurând piesele de schimb necesare, acordând asistenŃă tehnică corespunzătoare şi asigurând executarea reparaŃiilor capitale la utilajele planificate. Prin folosirea acestui sistem se asigură descărcarea atelierului de reparaŃii al compartimentului mecanico-energetic de executarea lucrărilor curente de reparaŃii şi realizarea unor reparaŃii în mod operativ, în termene scurte şi la costuri reduse . Sistemul combinat constă în aceea că executarea lucrărilor de reparaŃii la utilajele speciale ( cum sunt cele din oŃelării, forje, tratamente tehnice etc.) se execută de echipele sau brigăzile de reparaŃii aparŃinând unităŃilor de producŃie corespunzătoare, celelalte reparaŃii executându-se de personalul compartimentului mecanico-energetic . Sistemul centralizat se foloseşte în mod eficient la întreprinderile mici şi mijlocii, iar cel descentralizat la întreprinderile care folosesc în anumite unităŃi de producŃie utilaje cu caracter special sub raportul lucrărilor de întreŃinere şi reparaŃii. Compartimentul mecanico-energetic sau unităŃile de producŃie dispun pentru executarea lucrărilor de întreŃinere şi reparaŃii de formaŃii de muncă proprii sub forma echipelor sau brigăzilor de reparaŃii. Aceste brigăzi sau echipe pot fi specializate pentru executarea anumitor feluri de reparaŃii ( curente de gradul II, curente de gradul I, capitale ), indiferent de felul utilajelor la care se efectuează reparaŃia sau pot fi specializate pentru executarea reparaŃiilor pe anumite tipuri de maşini şi utilaje, executându-se în acest scop toate categoriile de reparaŃii necesare (curente şi capitale) . O bună organizare a executării reparării utilajelor necesită o pregătire din timp a executării lor prin efectuarea unor lucrări preliminare. Inventarierea utilajelor întreprinderii reprezintă o primă lucrare ce trebuie efectuată pentru a se cunoaşte în mod exact numărul, felul şi starea funcŃională a acestora . Ea este impusă pe de o parte, de cerinŃele organizării evidenŃei utilajelor, iar pe de altă parte, de cerinŃele planificării reparării utilajelor şi a asigurării din timp a bazei materiale necesare realizării reparaŃiilor.
126
Gruparea utilajului pe tipuri şi stabilirea stării de funcŃionare a fiecărei unităŃi în parte reprezintă alte operaŃii preliminare ce trebuie efectuate în cadrul pregătirii executării reparaŃiilor . Întocmirea mapei de desene reprezintă o altă lucrare prin care se urmăreşte asigurarea documentaŃiei tehnice necesare, în cazul în care aceasta nu există în cazul întreprinderii. Pe baza desenelor elaborate se poate trece la executarea în cadrul atelierului propriu a acelor piese sau a subansamble necesare executării reparării utilajelor. Elaborarea tehnologiei lucrărilor de reparaŃii reprezintă lucrarea care permite stabilirea în detaliu a operaŃiilor ce trebuie executate pentru repararea utilajelor. Pentru reducerea volumului de lucru şi a duratei de realizare a acestuia se recomandă elaborarea de procese tehnologice tip pentru reparaŃii, piesele ce trebuie reparate împărŃindu-se pe clase şi grupe, pentru fiecare dintre acestea stabilindu-se câte un proces tehnologic tip. Asigurarea din timp a pieselor de rezervă necesare prin executarea lor în cadrul secŃiei proprii de reparaŃii reprezintă, de asemenea, o altă lucrare cu caracter preliminar. Cu ocazia elaborării tehnologiei de executare a reparaŃiilor trebuie să se prevadă o ridicare continuă a nivelului de mecanizare şi automatizare a executării lucrărilor de reparaŃii şi folosirea unor formaŃii de muncă ( echipe, brigăzi ) specializate în executarea lor. O deosebită importanŃă pentru creşterea calităŃii reducerea duratei de execuŃie şi scăderea cheltuielilor o are folosirea metodelor moderne de executare a reparaŃiilor cum sunt: metoda de reparaŃii pe subansamble, repararea utilajelor după metodele producŃiei în flux şi, în general, folosirea metodelor rapide de execuŃie . Metoda de executare a reparaŃiilor pe subansamble se caracterizează prin aceea că la întreprinderile cu utilaje de acelaşi fel lucrările de reparaŃii constau în operaŃii de demontare a subansamblelor uzate şi de montare a aceloraşi tipuri de subansamble din stocul de subansamble creat. Subansamblul care a fost demontat se repară la rândul lui, după reparare intrând în componenŃa stocului de subansamble. Folosirea acestei metode asigură reducerea timpului de reparare cu durata de reparare a subansamblelor uzate, constituind astfel un factor important de creştere a timpului de funcŃionare a utilajelor şi de sporire pe această bază a volumului producŃiei. Organizarea reparării utilajelor după metodele producŃiei în flux reprezintă o altă metodă eficientă de execuŃie. Potrivit acestei metode, repararea utilajelor care necesită demontarea de pe fundaŃii, de regulă pentru
127
reparaŃiile capitale, se face în atelierele de reparaŃii, folosindu-se în acest scop metoda organizării producŃiei în flux. Cu deosebit succes se pot folosi în cadrul întreprinderilor reparaŃiile rapide. Pentru realizarea acestora trebuie luate din timp o serie de măsuri de ordin tehnic şi organizatoric. Ca măsuri de ordin tehnic pot fi amintite : stabilirea din timp a tehnologiei de reparaŃii şi a documentaŃiei tehnice, asigurarea din timp a sculelor şi dispozitivelor necesare, prevederea utilajelor de mecanizare şi automatizarea necesară ş.a. Din rândul măsurilor de ordin organizatoric fac parte : executarea reparaŃiei în timpul pauzelor sau a schimburilor nelucrătoare, în zilele de duminică şi zile nelucrătoare, folosirea mai multor echipe pentru execuŃie în cadrul schimbului, executarea reparaŃiei utilajului la locul unde se află, fără deplasarea la atelierul de reparaŃii, folosirea de echipe sau brigăzi specializate pe lucrări, dotarea acestora cu utilaje de mecanizare, folosirea metodei de reparare pe sub ansamble ş.a.
UI –5.2. Sistemul de organizare a activităŃii de asigurare cu diferite feluri de energie
1.ImportanŃa, structura, sarcinile şi indicatorii sistemului de asigurare cu energie Organizarea unei întreprinderi moderne necesită asigurarea consumului curent cu diferite feluri de energie, cum sunt energia electrică, aburul, gazele, aerul comprimat ş.a. . Pentru a putea face faŃă acestei cerinŃe, în cadrul întreprinderii se prevede un ansamblu de unităŃi energetice constituie într-o gospodărie energetică cu o structură adecvată specificului de consum . Astfel, în structura gospodăriei energetice intră centrala electrică, staŃia de transformare, reŃeaua electrică, sala de cazane, staŃia de compresoare, reŃele de apă caldă, abur şi aer comprimat, staŃia generatoare de gaze, de oxigen, de acetilenă, instalaŃii frigorifice, de ventilaŃie industrială ş.a. . Organizarea optimă a gospodăriei energetice prezintă o deosebită importanŃă economică. Acest lucru rezultă din faptul că întreprinderea industrială este o mare consumatoare de energie. Astfel, de pildă, industria consumă circa 2/3 din energia electrică produsă în termo - şi hidrocentrale şi circa ½ din întreaga cantitate de combustibil. Ca urmare a consumului
128
ridicat de energie a crescut ponderea cheltuielilor cu energia în costul produselor, ajungând, de pildă, în industria chimică la peste 9% . Organizarea gospodăriei energetice trebuie să Ńină seama de particularităŃile pe care le prezintă producerea şi consumul fiecărui fel de energie în parte şi tendinŃele existente pe plan mondial în ceea ce priveşte modul de asigurare a diferitelor feluri de energie . Consumul de energie în cadrul unităŃilor industriale are două particularităŃi principale şi anume : a) simultaneitatea producerii şi consumului ; b) consumul neuniform în cursul unei zile de muncă . Actualmente, sectorul energetic al firmei industriale cuprinde (Dima,I.C.,Man,M.,1999, pg.340) : 1) instalaŃii producătoare de energie, care au ca scop obŃinerea energiei de diferite feluri ( electrică, termică, aer comprimat etc. ) , 2) instalaŃii de acumulare şi de transformare a energiei ( acumulator de aburi, acumulatori electrici, posturi de transformare a energiei electrice etc. ) ; 3) instalaŃii de transport şi de distribuŃie a energiei ( reŃele de abur, apă caldă, telecomandă etc. ) ; 4) instalaŃii consumatoare de energie în afara secŃiilor de producŃie şi legate de procesele tehnologice ( instalaŃii de încălzire tehnologică, cuptoare industriale etc. ) ; 5) instalaŃii consumatoare de energie nelegate de procesele tehnologice ale producŃiei specifice ( instalaŃii de iluminat, de încălzire etc. ) . Organizarea sectorului energetic diferă de la o firmă la alta în funcŃie de volumul şi de complexitatea activităŃii energetice, de mărimea firmei, de tipul de producŃie, de felul produselor fabricate şi de natura proceselor tehnologice . Asigurarea energiei electrice şi termice se poate face atât în sistem centralizat cât şi în sistem descentralizat, prin forŃe proprii. De preferat prima variantă, deoarece permite firmelor industriale să se aprovizioneze în condiŃii avantajoase, să se alimenteze neîntrerupt cu energie şi să asigure energie de calitate ( abur la presiune şi temperatură optimă etc. ) . Factorul determinant în producŃia de energie electrică este consumul de energie impus de necesităŃile consumatorilor, care sunt diferiŃi şi nu toŃi consumă aceeaşi cantitate de energie electrică în orice moment. Din aceste considerente trebuie să se Ńină cont de curba consumului de energie, care în general are un aspect neuniform pe zi, săptămână, lună sau an.
129
Principalii indicatori care caracterizează curba de consum sunt coeficienŃii procentuali de încărcare pe schimburi, care se calculează astfel (Dima,I.C.,Man,M.,1999, pg.341) :
10011 ⋅=
zs W
Wk
10022 ⋅=
zs W
Wk
10033 ⋅=
zs W
Wk
unde : ks1, ks2, ks3 – reprezintă coeficienŃi de încărcare în schimbul 1, 2 şi 3 exprimaŃi în procente ; W1, W2, W3 – consumurile totale în schimburile 1, 2 şi 3 exprimate în kWh sau MWh; Wz – consumul total zilnic exprimat în kWh sau MWh . Cei trei coeficienŃi nu trebuie să depăşească 100% :
ks1 + ks2 + ks3 = 100% Deoarece producŃia de energie electrică nu poate fi stocată, curba de consum se suprapune cu curba de producŃie, ambele formând ceea ce se numeşte curba de sarcină a centralei, care este caracterizată de anumiŃi indicatori între care mai importanŃi sunt (Dima,I.C.,Man,M.,1999, pg.341) : - durata de utilizare a puterii maxime :
maxP
WDupm =
unde : Dupm - reprezintă durata de utilizare a puterii maxime, exprimată în ore ; W - energia produsă în intervalul de timp considerat, exprimat în kWh sau MWh; Pmax - puterea maximă orară, înregistrată în acelaşi interval de timp considerat, exprimată în kWh sau MWh . - factorul de aplatizare :
130
1max
≤=P
PF med
a
În condiŃiile actuale există tendinŃa că o bună parte din necesarul de energie al întreprinderilor industriale să fie furnizat de întreprinderi economice specializate în producerea diferitelor feluri de energie. Aceasta impune ca la proiectarea întreprinderilor, prevederea şi dimensionarea unităŃilor energetice să se facă Ńinându-se seama de volumul de energie care se estimează că nu va putea fi asigurat de la întreprinderile specializate . Pornind de la rolul şi importanŃa problemelor ridicate de satisfacerea consumului de energie, compartimentul mecanico-energetic dintr-o întreprindere industrială are următoarele sarcini principale (Bărbulescu,C.,1997, pg.73): a) asigurarea necesarului de energie în mod continuu şi ritmic, potrivit cerinŃelor de consum ; b) folosirea în mod raŃional a capacităŃii diferitelor instalaŃii sau agregate energetice ; c) asigurarea energiei necesare potrivit parametrilor de consum, la o calitate superioară şi un cost cât mai redus ; d) raŃionalizarea la maximum a consumului de energie şi lichidarea pierderilor în procesul de producŃie, transport şi consum . 2.Determinarea necesarul de energie. BalanŃele energetice şi bilanŃul energetic. Asigurarea consumului curent de energie impune stabilirea necesarului de energie atât pe total, cât şi pe fiecare fel de energie în parte. Acest lucru se realizează prin întocmirea balanŃelor energetice . La nivelul unei întreprinderi industriale se întocmesc balanŃe energetice parŃiale şi o balanŃă energetică generală. Din rândul balanŃelor energetice parŃiale pot fi amintite balanŃa energiei electrice, a aerului comprimat, a apei calde şi a aburului şi balanŃa combustibilului. Pe baza datelor conŃinute în balanŃele parŃiale se întocmeşte balanŃa energetică generală . Prin balanŃele energetice se stabilesc, pe de o parte, necesarul de energie pentru diferiŃi consumatori, iar pe de altă parte, sursele de acoperire a acestui necesar. La stabilirea necesarului se va Ńine seama de toate

131
destinaŃiile de folosire şi anume : pentru scopuri tehnologice, ca forŃă motrice, pentru încălzit, iluminat etc. . Pentru determinarea necesarului de energie folosită în scopuri tehnologice se folosesc normele de consum progresive elaborate în funcŃie de unitatea de produs sau pe o oră de funcŃionare a utilajului folosit pentru obŃinerea produsului. După criterii speciale se determină normele de consum şi pentru celelalte destinaŃii, cum sunt consumul folosit ca forŃă motrice, pentru încălzit, iluminat ş.a. . Pentru calculul necesarului de energie pot fi folosite diferite metode, în raport cu felul energiei şi destinaŃia de consum a acesteia (Bărbulescu,C.,1997, pg.77 – 81) . Determinarea cantităŃii totale de energie electrică necesită stabilirea consumului folosit pentru scopuri tehnologice, ca forŃă motrice, pentru iluminat, încălzit, ventilaŃie, transport ş.a. . Necesarul de energie electrică consumată în scopuri tehnologice se calculează pe baza folosirii unei relaŃii de calcul de forma următoare :
∑=
⋅=n
iiit ncQNe
1
în care : Net – reprezintă necesarul de energie electrică pentru scopuri tehnologice ; Qi – cantitatea de executat din produsul „i” ; nci – norma de consum de energie electrică pentru produsul „i” . O astfel de relaŃie de calcul se foloseşte, de pildă, spre a stabili necesarul de energie electrică pentru obŃinerea oŃelului în cuptoarele electrice, a aluminiului, a cuprului, a acidului azotic ş.a. . Stabilirea necesarului de energie electrică folosită ca forŃă motrice pentru acŃionarea diferitelor maşini şi utilaje se face folosind relaŃia următoare :
mp
sfmfm RK
KncTNNe
×
×××=
în care: Nefm – reprezintă necesarul de energie electrică folosită ca forŃă motrice; Nm – numărul maşinilor de acelaşi tip care urmează a fi acŃionate; Tf – timpul mediu de funcŃionare a unei maşini în perioada considerată;

132
nc – norma de consum de energie electrică pe oră de funcŃionare a maşinii (în kWh); Ks – coeficientul de simultaneitate a folosirii maşinilor de acelaşi fel; Rm – randamentul motorului electric; Kp – coeficientul de corecŃie Ńinând seama de pierderile de energie electrică din reŃea. Calculul necesarului de energie electrică consumată ca forŃă motrice se poate face şi cu ajutorul formulei următoare:
mp
sififm RK
KKTPNe
×
×××=
În această formulă Nefm, Tf, Ks, Kp şi Rm au semnificaŃiile arătate anterior . Pi – reprezintă puterea instalată a motoarelor electrice (în kW) ; Ki – coeficient de încărcare a utilajelor . Determinarea necesarului de energie electrică pentru iluminat se face folosind o relaŃie de calcul de tipul următor :
+××=100
1p
KTPNe siii
în care : Nei – reprezintă necesarul de energie electrică pentru iluminat (în kWh); Pi – puterea instalată a becurilor de la toate punctele de iluminat ; Ti – tipul de iluminat în perioada considerată ; Ks – coeficientul de simultaneitate ; p – procentul de pierderi de energie electrică în reŃea . łinând seama de necesarul de energie electrică pe fiecare destinaŃie de consum în parte se poate stabili următoarea relaŃie de calcul pentru necesarul total de energie electrică :
avincifmttotal NeNeNeNeNeNeNe +++++=
în care : Net, Nefm, Nei – au semnificaŃiile cunoscute ; Netotal – necesarul total de energie electrică ; Neinc – necesarul de energie electrică pentru încălzit ;
133
Nev – necesarul de energie electrică pentru ventilaŃie ; Nea – necesarul de energie electrică pentru alte scopuri . După metode specifice se calculează necesarul şi pentru celelalte feluri de energie. Astfel, de pildă, necesarul de abur se calculează pentru scopuri tehnologice şi ca forŃă motrice. Calculul necesarului folosit în scopuri tehnologice se face ca şi la energia electrică, ca produs între cantitatea de producŃie de executat şi norma de abur pe unitatea de produs. În vederea stabilirii necesarului de abur folosit ca forŃa motrice, pentru acŃionarea, de pildă, a ciocanului de forjă sau a preselor, se poate folosi o relaŃie de forma următoare :
1000CopKfTnCofKfTn
Na fm
⋅⋅⋅+⋅⋅⋅=
în care : Nafm – reprezintă necesarul de abur folosit ca forŃă motrice, în tone ; n – numărul ciocanelor sau preselor de forjă ; T – timpul de funcŃionare, în ore ; Kf – coeficientul de folosire a timpului de funcŃionare ; Cof – consumul orar de abur pentru acŃionarea ciocanelor (în kg) ; Cop – pierderea orară de abur în reŃea (în kg) . După metode asemănătoare se calculează şi necesarul de aer comprimat. Întreprinderea industrială este o mare consumatoare de combustibil, fie pentru scopuri tehnologice, fie pentru încălzit. În vederea întocmirii balanŃei combustibilul trebuie calculat în prealabil necesarul pentru fiecare destinaŃie în parte . Determinarea necesarului de combustibil pentru scopuri tehnologice se face după metoda cunoscută, ca produs între cantitatea de producŃie şi norma de combustibil pe unitatea de producŃie . În vederea stabilirii necesarului de combustibil pentru încălzit se poate folosi următoarea relaŃie de calcul :
1000KncngnzV
Ncî××××
=
în care : Ncî – reprezintă necesarul de combustibil pentru încălzit ; V – volumul interior al încăperilor care trebuie încălzite ; nz – numărul zilelor de încălzire ;
134
ng – numărul de grade cu care trebuie ridicată temperatura încăperilor prin încălzire, Ńinând seama de temperatura medie a aerului de afară şi temperatura ce trebuie menŃinută în interior ; K – coeficientul de transformare din combustibil convenŃional în combustibil real. Acest coeficient se calculează ca raport între puterea calorică a combustibilului convenŃional (7000 kcal) şi puterea calorică a combustibilului real pentru care dorim să determinăm necesarul ; nc – norma de consum de combustibil convenŃional necesară ridicării temperaturii cu un grad Celsius, într-o zi, la 1000m3 volum al încăperilor . După determinarea necesarului de energie pe fiecare fel în parte, întreprinderea industrială trebuie să adopte măsurile necesare pentru asigurarea curentă a consumatorilor cu energie potrivit graficelor de consum . 3. Căile de folosire raŃională a energiei şi combustibililor Utilizarea raŃională a energiei şi combustibilului reprezintă în condiŃiile actuale o cerinŃă principală a unităŃilor industriale . După Bărbulescu C-tin (1997, pg.83 – 85), principalele căi de folosire raŃională a energiei se referă la: În cadrul unităŃilor industriale este necesar să se promoveze o politică fermă de utilizare raŃională a energiei şi combustibilului, luându-se măsuri pentru reducerea mai accentuată a consumului şi creşterea randamentelor energetice, pentru diminuarea pierderilor în reŃele de transport a energiei, pentru folosirea completă a tuturor resurselor energetice . Folosirea judicioasă a energiei electrice se poate realiza şi prin ameliorarea factorului putere şi aplatizarea curbei de sarcină. Aceasta se poate asigura printr-o planificare judicioasă a funcŃionării utilajelor şi instalaŃiilor consumatoare de energie, reducerea pierderilor de energie ş.a. . Alte căi de folosire judicioasă a energiei le constituie dimensionarea raŃională a iluminatului şi a încălzitului şi folosirea unei aparaturi adecvate de măsură şi control a consumurilor, pentru urmărirea continuă a reducerii lor . Dotarea întreprinderilor cu cazane şi agregate energetice de mare randament şi folosirea raŃională a capacităŃii acestora reprezintă, de asemenea, căi actuale de îmbunătăŃire a consumului de combustibil şi energie .
135
Pentru a se putea asigura o folosire raŃională a energiei electrice, este necesar să se stabilească consumul de energie electrică, pe unitate de producŃie şi să se compare acest consum cu cel existent în Ńări dezvoltate . Acest normativ se calculează cu ajutorul relaŃiei :
P
eeCieNe
... =
în care : Ne.e – reprezintă consumul de energie electrică, pe unitatea de producŃie, exprimat în mii de kWh/1 milion lei ; Ci.e.e – consumul intern de energie electrică al întreprinderii; P – valoarea producŃiei realizată de către consumatorul respectiv . Traducerea în viaŃă a acestor importante cerinŃe necesită folosirea de către întreprinderi a celor mai potrivite căi şi metode de raŃionalizare a consumului de energie . O cale importantă de folosire raŃională a combustibililor şi energiei o constituie normarea ştiinŃifică a consumurilor specifice şi urmărirea reducerii lor în mod continuu. La elaborarea acestor norme trebuie folosite metode ştiinŃifice de normare, Ńinându-se seama de experienŃa înaintată a întreprinderilor . Reducerea consumurilor specifice de combustibil şi energie pe unitatea de produs se poate obŃine prin perfecŃionarea tehnologiilor de fabricaŃie, modernizarea sau înlocuirea instalaŃiilor de ardere cu randamente scăzute,îmbunătăŃirea izolaŃiei termice a instalaŃiilor ş.a. . Pornind de la importanŃa folosirii acestor căi, se elaborează programe pentru înlocuirea etapizată a proceselor tehnologice învechite, mari consumatoare de combustibil de energie şi modernizarea sau înlocuirea instalaŃiilor existente cu consumuri ridicate, pentru aducerea lor la parametri superiori de exploatare . O altă cale importantă de raŃionalizare a consumului de energie o constituie reducerea pierderilor care au loc în reŃeaua de transport, distribuŃie şi consum. Aceasta impune alegerea celor mai raŃionali purtători de energie, asigurarea unei bune izolări a conductelor sau instalaŃiilor consumatoare, o bună întreŃinere şi reparare a conductelor sau instalaŃiilor consumatoare, o bună întreŃinere şi reparare a conductelor şi reŃelelor purtătoare de energie. În vederea reducerii consumului de energie electrică folosită ca forŃă motrice se recomandă folosirea de limitatoare de mers în gol a maşinilor-unelte, corespunzătoare maşinilor sau instalaŃiilor pe care le acŃionează ş.a. .
136
RaŃionalizarea consumului de combustibil reprezintă, de asemenea, o cerinŃă de baza a creşterii eficienŃei economice. Pentru realizarea acesteia se recomandă stabilirea consumului de combustibil convenŃional pe unitatea de producŃie marfă (Nc.c) pe baza folosirii relaŃiei :
P
ccCicNc
... =
în care : Ci.c.c – reprezintă consumul intern de combustibil convenŃional al unei întreprinderi; P – valoarea producŃiei realizate de către consumatorul respectiv . Acest consum exprimă tone combustibil convenŃional consumat pentru 1 milion lei producŃie, recomandându-se să fie comparat cu consumurile similare din Ńările dezvoltate economic . Un rol important pentru reducerea consumurilor îl au măsurile de perfecŃionare a tehnologiei şi organizării producerii. Concretizarea acestor măsuri la specificul fiecărei întreprinderi asigură o folosire raŃională, judicioasă a consumurilor de energie în cadrul acesteia .
UI –5.3. Sistemul de organizare a activităŃii de transport intern şi de manipulare în întreprindere
1. Definirea, importanŃa şi clasificarea transporturilor În cadrul activităŃilor desfăşurate de o întreprindere industrială pentru realizarea proceselor de producŃie, aprovizionare, desfacere, un loc important îl ocupă cele care au ca obiect transportul şi manipularea diferitelor piese, materiale sau produse . Astfel, din rândul acestor activităŃi pot fi date ca exemplu transportul de la furnizor, descărcarea, recepŃia şi depozitarea materiilor prime şi materialelor, transportul acestor materiale la unităŃile de producŃie şi locurile consumatoare, manipulările legate de executarea proceselor de producŃie, depozitările temporare, manipulările la locul de muncă, transportul în interiorul unităŃilor de producŃie ( secŃii, ateliere, sectoare ), între acestea sau în interiorul întreprinderii, transporturile şi manipulările pentru realizarea operaŃiilor auxiliare, depozitarea produselor finite, încărcarea, expediŃia şi transportul la diferiŃi beneficiari .
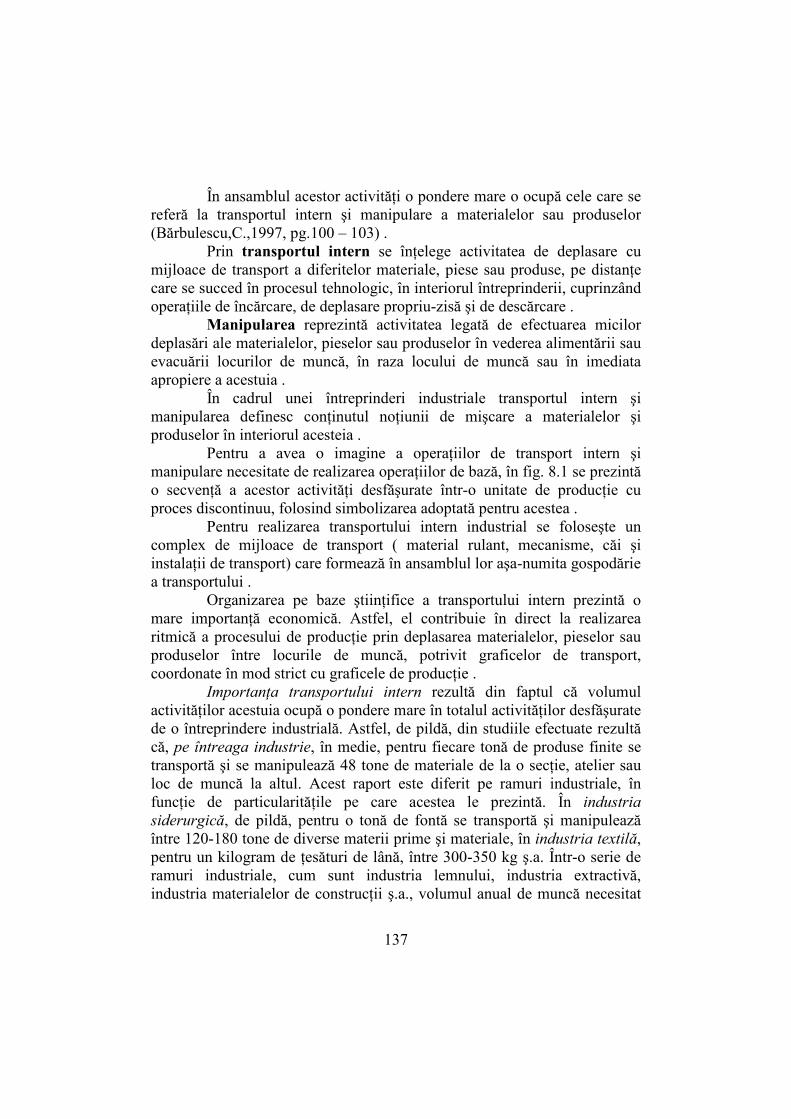
137
În ansamblul acestor activităŃi o pondere mare o ocupă cele care se referă la transportul intern şi manipulare a materialelor sau produselor (Bărbulescu,C.,1997, pg.100 – 103) . Prin transportul intern se înŃelege activitatea de deplasare cu mijloace de transport a diferitelor materiale, piese sau produse, pe distanŃe care se succed în procesul tehnologic, în interiorul întreprinderii, cuprinzând operaŃiile de încărcare, de deplasare propriu-zisă şi de descărcare . Manipularea reprezintă activitatea legată de efectuarea micilor deplasări ale materialelor, pieselor sau produselor în vederea alimentării sau evacuării locurilor de muncă, în raza locului de muncă sau în imediata apropiere a acestuia . În cadrul unei întreprinderi industriale transportul intern şi manipularea definesc conŃinutul noŃiunii de mişcare a materialelor şi produselor în interiorul acesteia . Pentru a avea o imagine a operaŃiilor de transport intern şi manipulare necesitate de realizarea operaŃiilor de bază, în fig. 8.1 se prezintă o secvenŃă a acestor activităŃi desfăşurate într-o unitate de producŃie cu proces discontinuu, folosind simbolizarea adoptată pentru acestea . Pentru realizarea transportului intern industrial se foloseşte un complex de mijloace de transport ( material rulant, mecanisme, căi şi instalaŃii de transport) care formează în ansamblul lor aşa-numita gospodărie a transportului . Organizarea pe baze ştiinŃifice a transportului intern prezintă o mare importanŃă economică. Astfel, el contribuie în direct la realizarea ritmică a procesului de producŃie prin deplasarea materialelor, pieselor sau produselor între locurile de muncă, potrivit graficelor de transport, coordonate în mod strict cu graficele de producŃie . ImportanŃa transportului intern rezultă din faptul că volumul activităŃilor acestuia ocupă o pondere mare în totalul activităŃilor desfăşurate de o întreprindere industrială. Astfel, de pildă, din studiile efectuate rezultă că, pe întreaga industrie, în medie, pentru fiecare tonă de produse finite se transportă şi se manipulează 48 tone de materiale de la o secŃie, atelier sau loc de muncă la altul. Acest raport este diferit pe ramuri industriale, în funcŃie de particularităŃile pe care acestea le prezintă. În industria siderurgică, de pildă, pentru o tonă de fontă se transportă şi manipulează între 120-180 tone de diverse materii prime şi materiale, în industria textilă, pentru un kilogram de Ńesături de lână, între 300-350 kg ş.a. Într-o serie de ramuri industriale, cum sunt industria lemnului, industria extractivă, industria materialelor de construcŃii ş.a., volumul anual de muncă necesitat
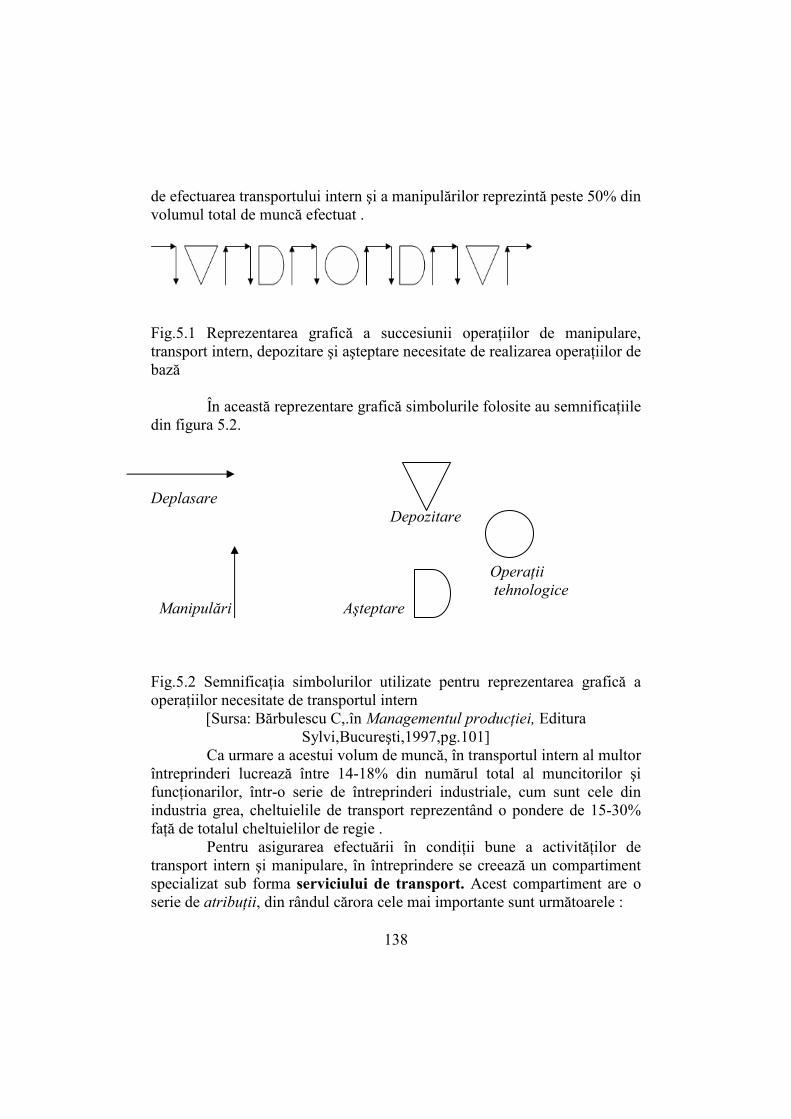
138
de efectuarea transportului intern şi a manipulărilor reprezintă peste 50% din volumul total de muncă efectuat .
Fig.5.1 Reprezentarea grafică a succesiunii operaŃiilor de manipulare, transport intern, depozitare şi aşteptare necesitate de realizarea operaŃiilor de bază În această reprezentare grafică simbolurile folosite au semnificaŃiile din figura 5.2. Deplasare Depozitare OperaŃii tehnologice Manipulări Aşteptare Fig.5.2 SemnificaŃia simbolurilor utilizate pentru reprezentarea grafică a operaŃiilor necesitate de transportul intern
[Sursa: Bărbulescu C,.în Managementul producŃiei, Editura Sylvi,Bucureşti,1997,pg.101]
Ca urmare a acestui volum de muncă, în transportul intern al multor întreprinderi lucrează între 14-18% din numărul total al muncitorilor şi funcŃionarilor, într-o serie de întreprinderi industriale, cum sunt cele din industria grea, cheltuielile de transport reprezentând o pondere de 15-30% faŃă de totalul cheltuielilor de regie . Pentru asigurarea efectuării în condiŃii bune a activităŃilor de transport intern şi manipulare, în întreprindere se creează un compartiment specializat sub forma serviciului de transport. Acest compartiment are o serie de atribuŃii, din rândul cărora cele mai importante sunt următoarele :
139
a) asigurarea deplasării materialelor şi produselor în interiorul întreprinderii potrivit cerinŃelor desfăşurării ritmice a procesului de producŃie în secŃiile de bază auxiliare ; b) asigurarea introducerii mecanizării şi automatizării pentru efectuarea operaŃiilor de transport şi manipulare şi urmărirea ridicării continue a acestora; c) îmbunătăŃirea continuă a folosirii mijloacelor de transport existente şi modernizarea transportului prin alegerea raŃională a unor mijloace de mare randament ; d) micşorarea volumului de muncă necesitat de efectuarea transporturilor interne şi a manipulărilor şi reducerea costurilor de producŃie necesitate de acestea. Clasificarea transporturilor şi a mijloacelor de transport În cadrul unităŃilor industriale, în raport cu particularităŃile procesului tehnologic şi cu materialele de transportat se foloseşte o mare varietate de transporturi şi de mijloace de transport. O prezentare analitică a acestora se poate face pe baza clasificării lor după diferite criterii (Bărbulescu,C.,1997, pg.104 – 106) : a) un prim criteriu de clasificare a transporturilor este acela în raport cu locul de efectuare. Potrivit acestui criteriu transporturile pot fi externe sau interne. Transporturile externe servesc pentru aprovizionarea tehnico-materială a întreprinderii şi desfacerea produselor . Transporturile interne au rolul de a asigura deplasarea materialelor sau produselor în interiorul unităŃilor de producŃie ( secŃii, ateliere, sectoare ), între acestea sau între unităŃile de producŃie şi diferitele depozite sau magazii . b) în raport cu modul de realizare, transporturile interne se clasifică în transport pe sol, pe apă, aerian sau subteran . Transportul pe sol ocupă o pondere mare în totalul transporturilor interne, putând fi realizat pe cale ferată sau pe reŃeaua de drumuri, purtând denumirea, în acest caz, de transport rutier . Transportul pe cale ferată se foloseşte la întreprinderile care au de transportat cantităŃi mari de materiale, cu caracter continuu, cum este cazul întreprinderilor metalurgice, siderurgice, de materiale de construcŃii etc. El se poate realiza pe cale ferată normală ( cu ecartament de 1435 mm ) sau pe cale ferată îngustă ( cu ecartament de 700 sau 500 mm ). Transportul intern pe cale ferată necesită existenŃa unor instalaŃii speciale, cum sunt macazuri,
140
platforme rotative, plăci turnante, pentru a asigura trecerea mijloacelor de transport de pe o linie pe alta sau transbordare, pentru stabilirea de legături între mai multe linii paralele. Transportul intern pe cale ferată prezintă anumite dezavantaje, din rândul cărora pot fi amintite următoarele : - efectuarea transportului cu unele ocoluri impuse de circulaŃia pe şine, mărind prin aceasta distanŃa şi durata de transport, blocarea circulaŃiei pe linie în timpul operaŃiilor de încărcare-descărcare , - folosirea unor spaŃii mari de amplasare a reŃelei şi a instalaŃiilor necesitate de aceasta . Transportul rutier este folosit în mod frecvent pentru deplasarea materialelor sau produselor între unităŃile de producŃie apropiate, pe distanŃe scurte, cu opriri frecvente. Efectuarea lui se face cu ajutorul autocamioanelor, cu remorci, cu tractoare, autocare, cărucioare ş.a. Transportul rutier are o mare mobilitate, asigurând deplasarea cu uşurinŃă a materialelor sau produselor la diferitele puncte, pe traseele cele mai scurte . Transportul pe apă se foloseşte în toate cazurile în care întreprinderea este amplasată în jurul unei ape navigabile, putându-se realiza cu şlepuri, remorchere, şalupe etc., el asigurând o deplasare uşoară a materialelor, în condiŃiile unor costuri minime . Transporturile aeriene au o mare extindere în cadrul întreprinderilor, prezentând avantajul economisirii suprafeŃelor de producŃie şi al deplasării materialelor pe traseele cele mai scurte. Acestea se efectuează cu diferitele poduri rulante, monoraiuri, funiculare . La rândul lor, transporturile subterane asigură deplasarea continuă a materialelor sau produselor între diferitele puncte de muncă, într-un timp scurt, în condiŃiile unor costuri reduse şi a economisirii totodată a suprafeŃelor de producŃie. Pentru realizarea acestuia se folosesc frecvent transporturile pe bandă, monoraiurile ş.a. a) în raport cu gradul de continuitate, transporturile interne se clasifică în transporturi cu funcŃionare continuă, efectuate cu diferitele conveiere şi transportoare, şi cu funcŃionare discontinuă sau întreruptă, atunci când se efectuează cu diferitele autocamioane, electrocare, poduri rulante etc . b) un alt criteriu de clasificare a transporturilor interne este acela în raport cu direcŃia de deplasare. Potrivit acestui criteriu, acestea se clasifică în transporturi pe orizontală, pe verticală, pe orizontală şi verticală şi înclinate. Transporturile pe orizontală cuprind transporturile pe cale ferată şi rutiere, cele pe verticală cuprind transporturile efectuate cu diferitele ascensoare,
141
macarale, iar cele înclinate cuprind transporturile efectuate cu estacade, monoraiuri, cu diferitele conveiere etc. 2. Organizarea transportului intern. Sisteme de organizare a transporturilor Pentru organizarea transportului intern se folosesc diferite sisteme, în raport cu gradul de regularitate şi volumul transporturilor (Bărbulescu,C.,1997, pg.106) . La întreprinderile cu producŃia de serie mică şi individuală, unde transporturile au un caracter neregulat atât ca direcŃie, cât şi ca încărcătură transportată, fluxurile de transport fiind deci variabile, transportul intern se face pe bază de planuri zilnice sau la cerere. Spre deosebire de acestea, la întreprinderile cu producŃie în serie sau în masă, fluxurile de transport, având caracter de regularitate, organizarea transportului intern se face pe bază de planuri sau grafice de transport, sub forma unor transporturi regulate . Transporturile regulate sau marşrutizate, aşa cum li se mai spune, în raport cu traseul pe care se efectuează pot fi de două feluri şi anume : a) pendulare ; b) inelare . Transportul pendular are loc atunci când deplasarea materialelor sau produselor cu ajutorul mijloacelor de transport se face între două puncte constante. El poate fi de trei feluri şi anume : a) într-o direcŃie ; b) în dublă direcŃie ; c) în evantai . Transportul pendular într-o direcŃie sau unilateral se caracterizează prin faptul că mijlocul de transport se deplasează de la un punct la alt punct încărcat şi se întoarce la punctul iniŃial de plecare descărcat, cel cu dublă direcŃie sau bilateral, prin faptul că mijlocul de transport se deplasează încărcat atât în cursa de dus cât şi la cea de întors, iar cel în evantai – prin faptul că mijlocul de transport efectuează dintr-un singur punct curse la mai multe puncte, sub forma unor transporturi pendulare într-o direcŃie sau în dublă direcŃie. În figura 5.3 se prezintă grafic cele trei tipuri de transporturi pendulare .
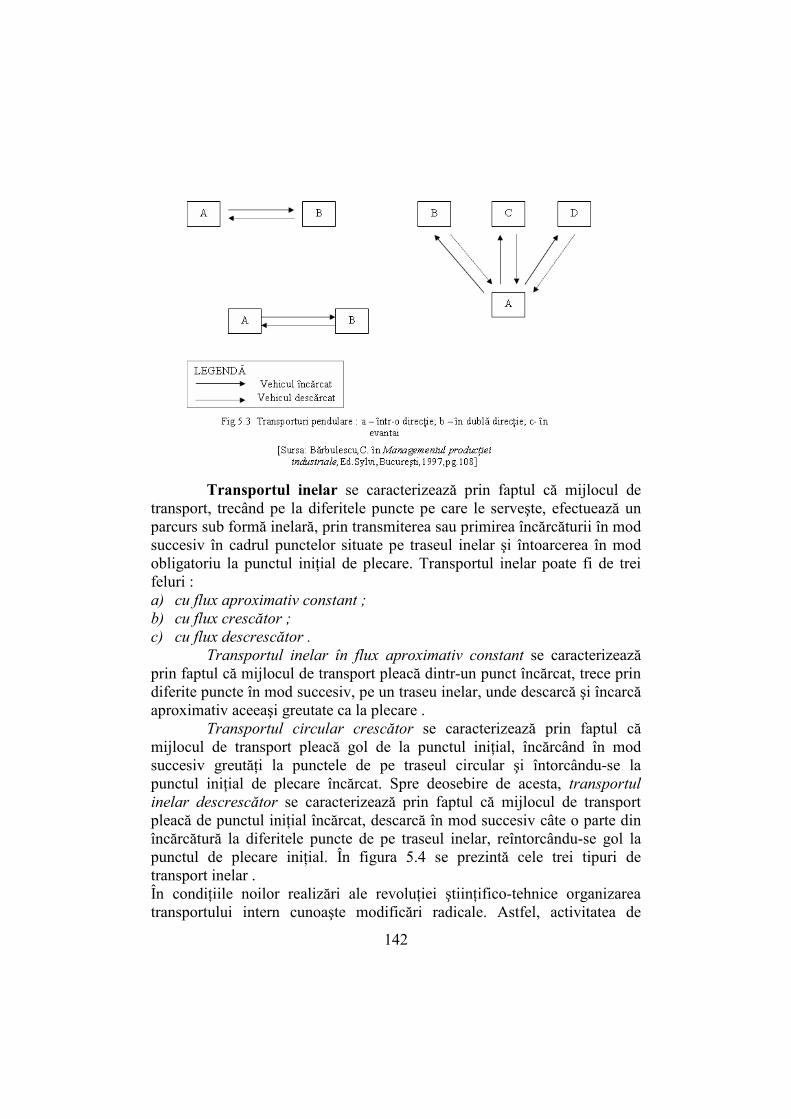
142
Transportul inelar se caracterizează prin faptul că mijlocul de transport, trecând pe la diferitele puncte pe care le serveşte, efectuează un parcurs sub formă inelară, prin transmiterea sau primirea încărcăturii în mod succesiv în cadrul punctelor situate pe traseul inelar şi întoarcerea în mod obligatoriu la punctul iniŃial de plecare. Transportul inelar poate fi de trei feluri : a) cu flux aproximativ constant ; b) cu flux crescător ; c) cu flux descrescător . Transportul inelar în flux aproximativ constant se caracterizează prin faptul că mijlocul de transport pleacă dintr-un punct încărcat, trece prin diferite puncte în mod succesiv, pe un traseu inelar, unde descarcă şi încarcă aproximativ aceeaşi greutate ca la plecare . Transportul circular crescător se caracterizează prin faptul că mijlocul de transport pleacă gol de la punctul iniŃial, încărcând în mod succesiv greutăŃi la punctele de pe traseul circular şi întorcându-se la punctul iniŃial de plecare încărcat. Spre deosebire de acesta, transportul inelar descrescător se caracterizează prin faptul că mijlocul de transport pleacă de punctul iniŃial încărcat, descarcă în mod succesiv câte o parte din încărcătură la diferitele puncte de pe traseul inelar, reîntorcându-se gol la punctul de plecare iniŃial. În figura 5.4 se prezintă cele trei tipuri de transport inelar . În condiŃiile noilor realizări ale revoluŃiei ştiinŃifico-tehnice organizarea transportului intern cunoaşte modificări radicale. Astfel, activitatea de
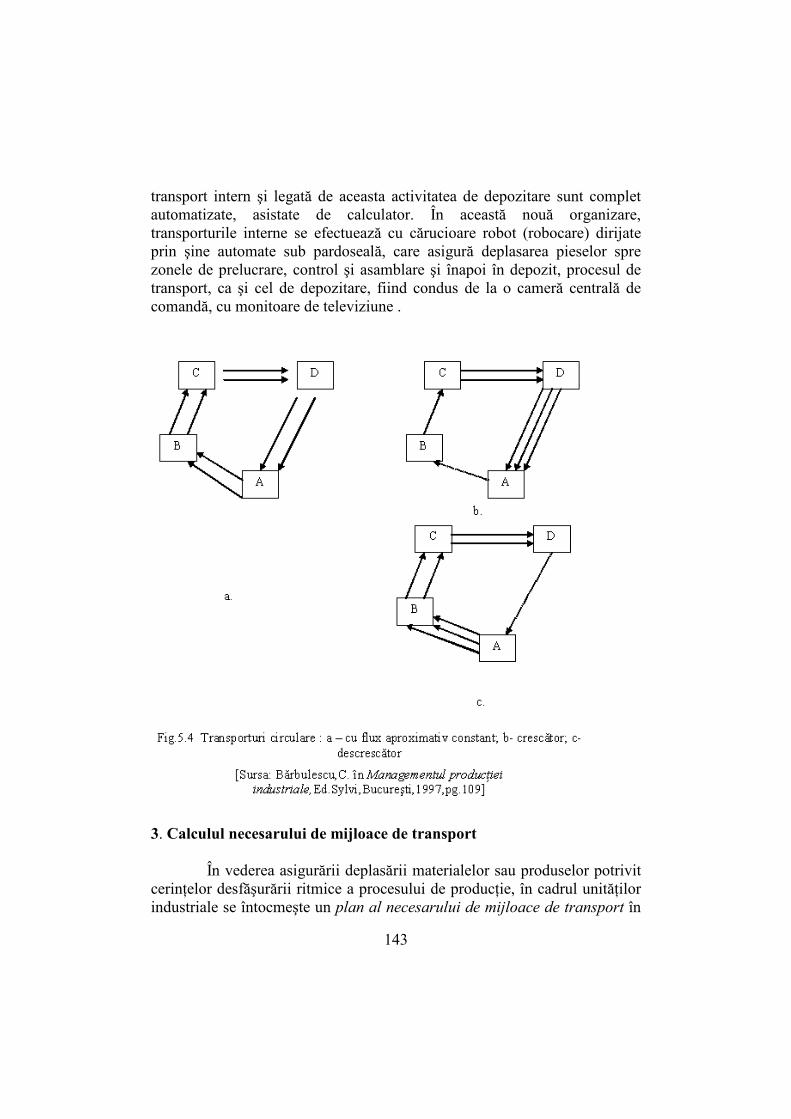
143
transport intern şi legată de aceasta activitatea de depozitare sunt complet automatizate, asistate de calculator. În această nouă organizare, transporturile interne se efectuează cu cărucioare robot (robocare) dirijate prin şine automate sub pardoseală, care asigură deplasarea pieselor spre zonele de prelucrare, control şi asamblare şi înapoi în depozit, procesul de transport, ca şi cel de depozitare, fiind condus de la o cameră centrală de comandă, cu monitoare de televiziune .
3. Calculul necesarului de mijloace de transport În vederea asigurării deplasării materialelor sau produselor potrivit cerinŃelor desfăşurării ritmice a procesului de producŃie, în cadrul unităŃilor industriale se întocmeşte un plan al necesarului de mijloace de transport în
144
care se prevede numărul de mijloace de transport necesare pe fiecare tip în parte. Pentru a putea determina necesarul de mijloace de transport se pot folosi diferite relaŃii de calcul, în raport cu tipul de mijloace de transport pentru care se stabileşte necesarul şi cu particularităŃile pe care le vor prezenta transporturile respective (Bărbulescu,C.,1997, pg.120 – 123) . O relaŃie generală de calcul a necesarului de mijloace se prezintă sub forma următoare :
qKN
QN
mcmt ⋅⋅=
în care : Nmt – reprezintă necesarul de mijloace de transport de un anumit tip; Q – cantitatea de materiale de transportat cu tipul respectiv (t); Nmc – numărul mediu de cicluri de transportat pe care le poate face mijlocul de transport respectiv pe perioada dată; q – capacitatea de transport a mijlocului la o cursă plină (t); K – coeficientul de folosire a capacităŃii mijlocului de transport ( K ≤1). Pentru stabilirea numărului mediu de cicluri de transport se foloseşte următoarea formulă de calcul:
adic
tmc tttt
FN
+++
⋅=
60
în care : Nmc – reprezintă numărul mediu de cicluri de transport; Ft – fondul de timp disponibil al mijlocului de transport pe perioada considerată, în ore; tc – timpul de efectuare a unei curse dus-întors, în minute; tî – timpul de încărcare, în minute; td – timpul de descărcare, în minute; ta – timpul de aşteptare din diferite cauze; acest timp reprezintă circa 15-20% din timpul de efectuare a unei curse. Pornind de la relaŃia generală de calcul a necesarului de mijloace de transport şi de la relaŃia de calcul a numărului mediu de cicluri de transport, se pot stabili formulele de calcul pentru diferitele feluri de transporturi interne .

145
Pentru transportul pendular se pot folosi următoarele relaŃii de calcul : - transport pendular într-o direcŃie :
( )KqF
ttttQN
t
adîcmt ⋅⋅⋅
+++=
60
- transport pendular în dublă direcŃie :
( )[ ]KqF
ttttQN
t
adîcmt ⋅⋅⋅
+++=
2602
- transport pendular în evantai într-o direcŃie :
( )∑ ⋅⋅⋅
+++=
m
t
adîcmt KqF
ttttQN
1 60,
când se reunesc “m” sisteme pendulare unilaterale; - transport pendular evantai în dublă direcŃie :
( )[ ]∑ ⋅⋅⋅
+++=
m
t
acdî
mt KqF
ttttQN
1 260
2,
când se reunesc “m” sisteme pendulare bilaterale. Calculul timpilor tc, tî, td şi ta se face astfel :
v
dtc
2=
unde : d – distanŃa între cele două puncte între care se deplasează mijlocul de transport (m); v – viteza medie de deplasare a mijlocului de transport (m/min) .
2dî vv
v+
=
146
în care : vî – viteza de deplasare a mijlocului de transport încărcat ; vd – viteza de deplasare a mijlocului de transport descărcat .
mîî N
kqtîut
⋅⋅=
unde : tîu – timpul de încărcare a unei unităŃi de încărcătură (ore/om/tonă) ; Nmî – numărul de muncitori folosit la încărcarea mijlocului de transport .
md
dud N
kqtt
⋅⋅=
unde : tdn – timpul de descărcare a unei unităŃi de descărcătură (ore/om/tonă) ; Nmd – numărul de muncitori folosit la descărcarea mijlocului detransport. ta = ( 15 – 20 % )tc În cazul organizării transportului intern sub formă de transporturi circulare se pot utiliza următoarele relaŃii de calcul : - pentru transportul circular în flux constant, cu încărcare-descărcare la fiecare punct de pe traseul circular :
( )[ ]KqF
tttntQN
t
adîcmt ⋅⋅⋅
+++=
60
- pentru transportul circular crescător :
( )[ ]KqF
ttttnQN
t
acdîmt ⋅⋅
+++−=
601
- pentru transportul circular descrescător :

147
( )[ ]KqF
tttntQN
t
acdîmt ⋅⋅⋅
++−+=
601
În ultimele două relaŃii de calcul s-a notat cu „n” numărul de puncte de încărcare sau descărcare de pe traseul circular .
v
d
t
n
ii
c
∑== 1
n
v
v
n
ii∑
== 1
4. Folosirea programării liniare în optimizarea planului de transport În activitatea de conducere, organizare şi planificare se întâlnesc o serie de probleme privind repartizarea unor cantităŃi de la unităŃile furnizoare la cele consumatoare. Astfel, pentru elaborarea planului de transport intern la o întreprindere se pune problema de a repartiza anumite cantităŃi privind un anumit material de la depozite (furnizori) la unităŃi de producŃie (consumatori). Această repartizare trebuie făcută în aşa fel încât să se asigure costuri minime de transport, aşa cum se prezintă în tabelul 5.1 .
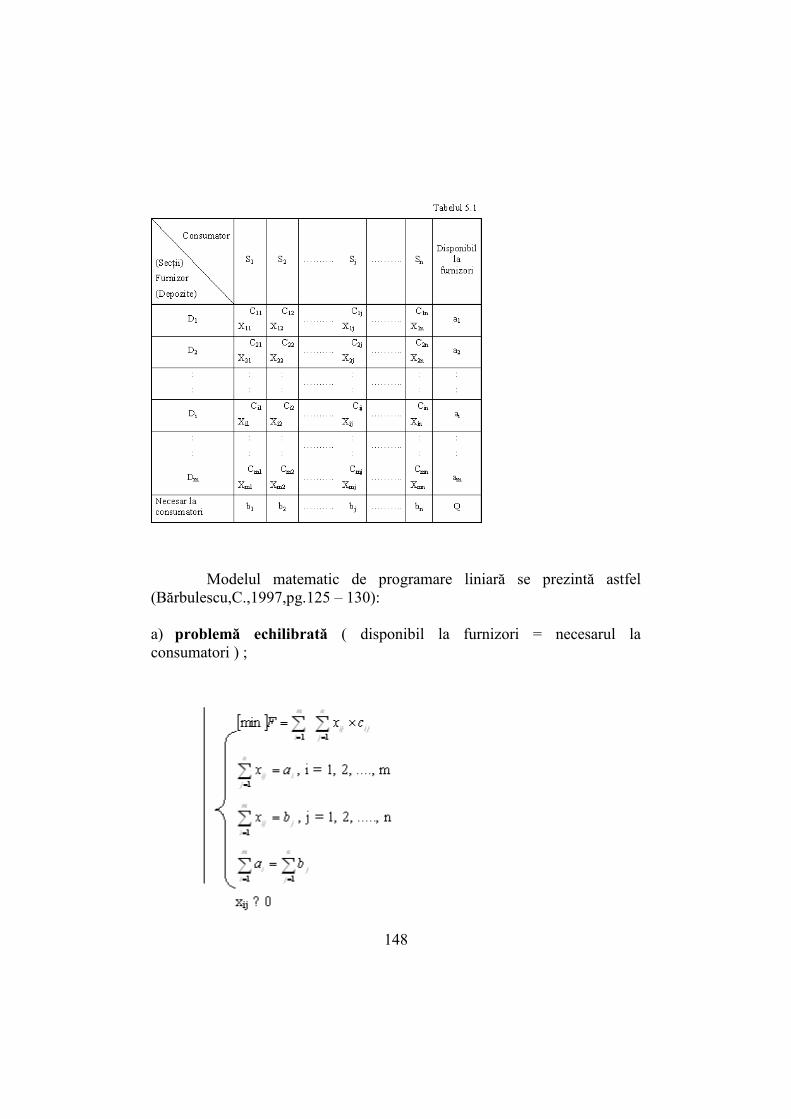
148
Modelul matematic de programare liniară se prezintă astfel (Bărbulescu,C.,1997,pg.125 – 130): a) problemă echilibrată ( disponibil la furnizori = necesarul la consumatori ) ;

149
unde : ai – cantităŃile existente la furnizori ; bj – cantităŃile necesare la consumatori ; xij – cantitatea de materiale transportată de la depozitul „i” la secŃia „j”; cij – costul unitar al materialului transportat de la furnizorul „i” la secŃia „j”.
b) problemă neechilibrată (∑ ∑= =
≠m
i
n
jji ba
1 1
)
- varianta I : ∑ ∑= =
>m
i
n
jji ba
1 1
Disponibil > Necesar ⇒ stoc la furnizori ( depozite ) . Introducem un consumator fictiv al cărui necesar va fi :
S = ∑ ∑= =
−m
i
n
jji ba
1 1
Costurile de pe coloană ( distanŃele ) se consideră nule.
- varianta a II-a : ∑ ∑= =
<m
i
n
jji ba
1 1
Necesarul > Disponibilul ⇒ Deficit la consumatori ( secŃii ) . Introducem un furnizor fictiv al cărui disponibil va fi :
D = ∑ ∑= =
−n
j
m
iij ab
1 1
TEST DE EVALUARE A. Întrebări deschise 1. În ce constă dublul caracter al sistemului de reparaŃii preventiv-planificate? Răspuns: Prin elaborarea acestui sistem s-a asigurat urmărirea caracterului profilactic, în sensul că acest sistem prevede adaptarea unor măsuri de întreŃinere şi control prin care se previne posibilitatea apariŃiei unei uzuri premature a utilajului, şi a caracterului planificat, rezultat din faptul că diferitele lucrări de întreŃinere şi reparare se efectuează la anumite termene calendaristice stabilite dinainte.
150
2. DefiniŃi conceptul de transport intern (industrial) Răspuns:
B. Întrebări grilă 1. Care din elementele enumerate mai jos reprezintă sarcini de bază ale organizării eficiente a lucrărilor de întreŃinere şi reparaŃii la nivelul unei întreprinderi industriale? a) asigurarea menŃinerii utilajului în perfectă stare de funcŃionare; b) modernizarea maşinilor şi utilajelor învechite; c) cunoaşterea datei calendaristice a scoaterii din funcŃiune a utilajului pentru reparaŃii; d) utilizarea sistemului de organizare a executării reparării utilajelor pe baza constatărilor; e) ridicarea productivităŃii muncii muncitorilor care execută reparaŃii, asigurarea executării reparaŃiilor cu cheltuieli minime şi de o calitate ridicată. Rezolvare: ● ● ○ ○ ● De rezolvat: 2. În cadrul sistemului de reparaŃii preventiv – planificate se prevăd următoarele categorii de reparaŃii: a) revizia tehnică; b) reparaŃii accidentale; c) reparaŃii curente; d) reparaŃii de renovare; e) reparaŃii capitale. ○ ○ ○ ○ ○
151
3. Se consideră următoarea formulă de calcul: Nmt = ∑Q = [tc + tî +td +ta] 60 ׃ · Ft ·q ·k,
în care: Nmt – necesarul de mijloace de transport Q – cantitatea de materiale transportate Ft – fondul de timp disponibil al mijloacelor de transport q – capacitatea de transport a mijlocului de transport K – coeficient de folosire a capacităŃii mijlocului de transport tc – timp de efectuare a cursei tî – timp de încărcare td – timp de descărcare ta – timp de aşteptare Formula de mai sus exprimă necesarul de mijloace de transport pentru sistemul: a) pendular într-o direcŃie; b) pendular în dublă direcŃie; c) pendular în evantai; d) circular crescător; e) circular descrescător.
○ ○ ○ ○ ○ C. AplicaŃii Exemplu rezolvat: (Badea, F., Bâgu, C., Deac, V., Managementul producŃiei industriale, Editura All Beck, Bucureşti, 1999, pg. 44-48) 1. Potrivit normativului tehnic pentru reparaŃii, se prevăd, la un regim de lucru de trei schimburi, următoarele : a) intervalul între două reparaŃii de acelaşi fel este : - pentru Rt = 1 220 ore; - pentru Rc1 = 2 440 ore; - pentru Rc2 = 9 760 ore ; - pentru RK = 29 280 ore; b) timpul de staŃionare în reparaŃii ( în zile lucrătoare ) este : - pentru Rt = 1 zi ; - pentru Rc1 = 5 zile ; - pentru Rc2 = 11 zile ; - pentru RK = 20 zile .

152
c) costurile planificate, în procente faŃă de valoarea de inventare a utilajului, sunt: pentru Rt = 1,5%, pentru Rc1 = 9%, pentru Rc2 = 26% iar pentru RK = 60% ; d) data terminării, felul şi numărul, în structura ciclului de reparaŃii, a ultimei reparaŃii în anul curent a fost 20 septembrie – a patra revizie tehnică ; e) regimul planificat de funcŃionare a utilajului este de două schimburi, cu săptămâna de lucru întreruptă, durata schimbului fiind de opt ore. Elaborarea planului presupune parcurgerea următoarelor etape : Etapa I - Se determină numărul intervenŃiilor tehnice ( pe categorii ) ce urmează a se efectua în cadrul unui ciclu de reparaŃii :
Si
i
CRi N
d
DN −=
Rezultă :
12928029280
==RKN
21976029280
2 =−=RCN
( ) 9212440
292801 =+−=RCN
( ) 12921122029280
=++−=RtN
Etapa II – Se reprezintă grafic structura ciclului de reparaŃii pe baza numărului de intervenŃii determinat şi a duratei între două intervenŃii de acelaşi fel, conform fig. 1 .

153
Etapa III – Stabilirea intervalului de timp ( Ti ) în zile calendaristice, de la data ultimei intervenŃii efectuată la utilaj în anul de bază până la fiecare dintre intervenŃiile următoare din structura ciclului de reparaŃii, conform relaŃiei :
t
n
isi
ss
RCi Kt
nd
nDT ⋅
+
⋅
⋅= ∑
−
=
1
1
Kt = 43,1255365
min==
alNoFondDeTimp
ticCalendarisFonddeTimp
Pentru utilajul dat, intervenŃiile următoare sunt : Rc2, Rt, Rc1, Rt .
10943,1028
11220: 12 =⋅
+⋅⋅
=TRc zile
23443,11128
21220: 2 =⋅
+⋅⋅
=TRt zile
( ) 34443,111128
31220: 31 =⋅
++⋅⋅
=TRc zile
( ) 46043,1511128
41220: 4 =⋅
+++⋅⋅
=TRt zile
Etapa IV – Eşalonarea calendaristică a intervenŃiilor tehnice planificate este prezentată în tabelul 1 . Deci, la utilajul dat în anul de plan se vor executa următoarele intervenŃii tehnice : - două revizii tehnice ( Rt ) ; - o reparaŃie curentă de gradul I ( Rc1 ) ; - o reparaŃie curentă de gradul II ( Rc2 ) . Etapa V – Determinarea bugetului de cheltuieli pentru efectuarea intervenŃiilor tehnice planificate. Pentru determinarea bugetului de cheltuieli cu reparaŃiile la utilaj în anul de plan va trebui să se Ńină cont atât de intervenŃiile tehnice planificate pentru anul respectiv, cât şi de cheltuielile planificate pentru fiecare tip de intervenŃie tehnică . Pentru utilajul dat, a cărui valoare de inventar este de 140 000 UV, cheltuielile de reparaŃii pe tipuri de intervenŃii tehnice, vor fi : - pentru o revizie tehnică (Rt): 140000 x 1,5% = 2100 UV; - pentru o reparaŃie curentă de gradul I (Rc1): 140000 x 9% = 12600 UV ;
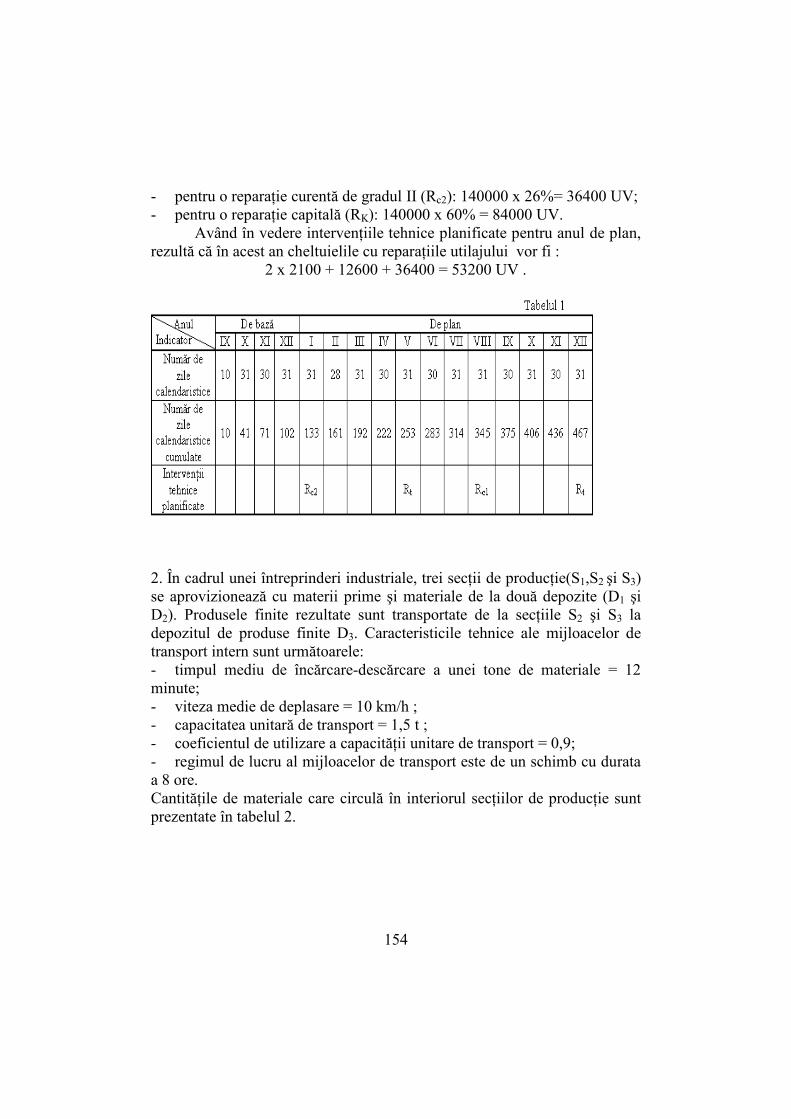
154
- pentru o reparaŃie curentă de gradul II (Rc2): 140000 x 26%= 36400 UV; - pentru o reparaŃie capitală (RK): 140000 x 60% = 84000 UV. Având în vedere intervenŃiile tehnice planificate pentru anul de plan, rezultă că în acest an cheltuielile cu reparaŃiile utilajului vor fi :
2 x 2100 + 12600 + 36400 = 53200 UV .
2. În cadrul unei întreprinderi industriale, trei secŃii de producŃie(S1,S2 şi S3) se aprovizionează cu materii prime şi materiale de la două depozite (D1 şi D2). Produsele finite rezultate sunt transportate de la secŃiile S2 şi S3 la depozitul de produse finite D3. Caracteristicile tehnice ale mijloacelor de transport intern sunt următoarele: - timpul mediu de încărcare-descărcare a unei tone de materiale = 12 minute; - viteza medie de deplasare = 10 km/h ; - capacitatea unitară de transport = 1,5 t ; - coeficientul de utilizare a capacităŃii unitare de transport = 0,9; - regimul de lucru al mijloacelor de transport este de un schimb cu durata a 8 ore. CantităŃile de materiale care circulă în interiorul secŃiilor de producŃie sunt prezentate în tabelul 2.
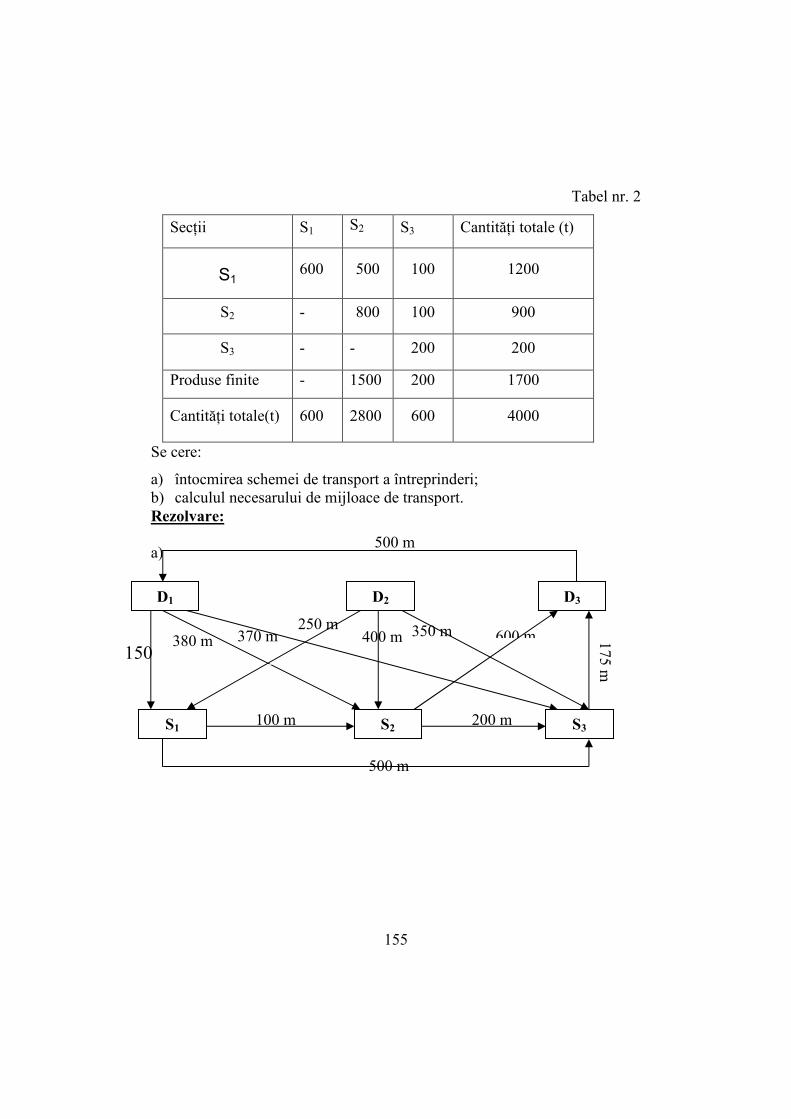
155
Tabel nr. 2
SecŃii S1 S2 S3 CantităŃi totale (t)
S1 600 500 100 1200
S2 - 800 100 900
S3 - - 200 200
Produse finite - 1500 200 1700
CantităŃi totale(t) 600 2800 600 4000
Se cere:
a) întocmirea schemei de transport a întreprinderi; b) calculul necesarului de mijloace de transport. Rezolvare: a)
D1
500 m
150
500 m
200 m 100 m
175 m
380 m 370 m 400 m 350 m 600 m 250 m
D2 D3
S1 S2 S3

156
b) Calculul distanŃelor medii de transport
mDm
mDm
mDm
mDm
mDm
mDm
S
S
S
D
D
D
175
4002
8002
600200
3002
6002
500100
500
3333
11003
350400250
3003
9003
370380150
3
2
1
2
2
1
=
==+
=
==+
=
=
==++
=
==++
=
mDmT 3356
20086
175400300500333300≅=
+++++=
Calculul necesarului de mijloace de transport intern
t
n
iiidi
n
iimi
mt FtQ
KqV
DQ
N1
1
1 ⋅
⋅+⋅⋅
⋅= ∑∑
=
=
.min105601768228)830( ==⋅=⋅−= hFt
.min/7,166min60
1000010m
m
h
kmV ===
.min480001240001
=⋅=⋅∑=
n
iiidi tQ
=⋅
+=⋅
+
⋅⋅⋅
=10560
1000.48
2251340000
105601
000.489,05,17,166
3354000tNm
( ) 510560
55,5395510560
1000.4855,5955 ==⋅+= mijloace de transport.
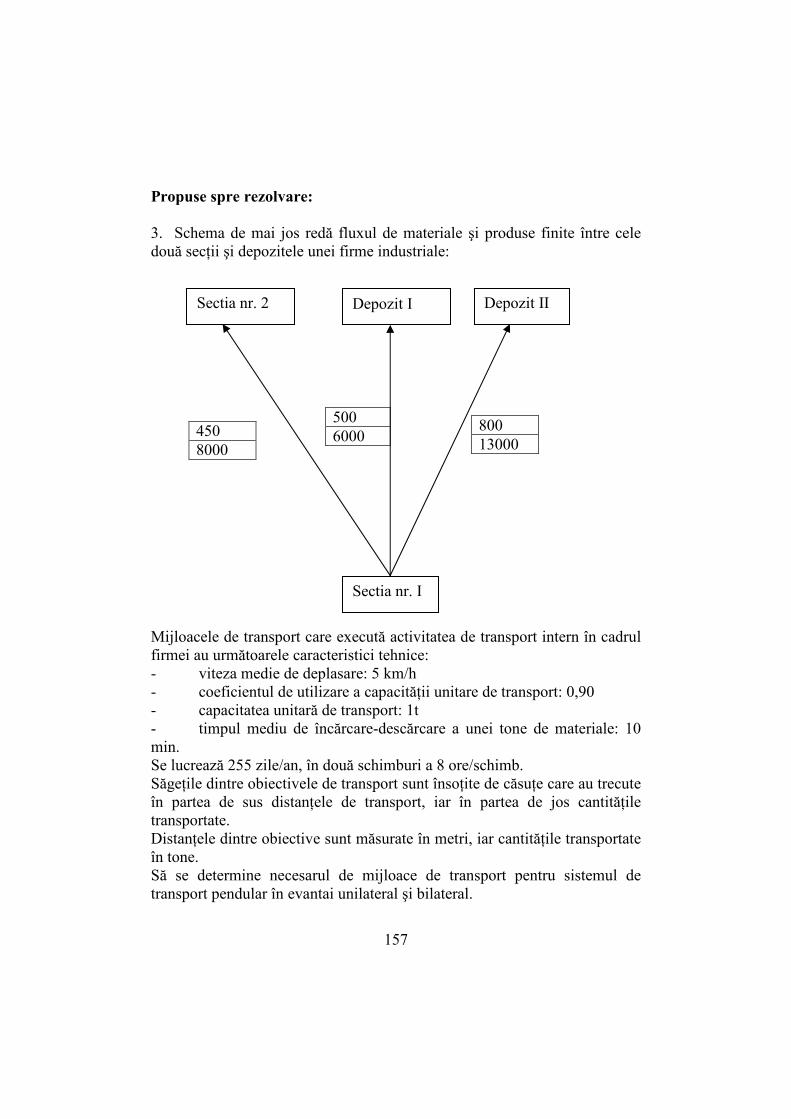
157
Propuse spre rezolvare: 3. Schema de mai jos redă fluxul de materiale şi produse finite între cele două secŃii şi depozitele unei firme industriale: Mijloacele de transport care execută activitatea de transport intern în cadrul firmei au următoarele caracteristici tehnice: - viteza medie de deplasare: 5 km/h - coeficientul de utilizare a capacităŃii unitare de transport: 0,90 - capacitatea unitară de transport: 1t - timpul mediu de încărcare-descărcare a unei tone de materiale: 10 min. Se lucrează 255 zile/an, în două schimburi a 8 ore/schimb. SăgeŃile dintre obiectivele de transport sunt însoŃite de căsuŃe care au trecute în partea de sus distanŃele de transport, iar în partea de jos cantităŃile transportate. DistanŃele dintre obiective sunt măsurate în metri, iar cantităŃile transportate în tone. Să se determine necesarul de mijloace de transport pentru sistemul de transport pendular în evantai unilateral şi bilateral.
500 6000 450
8000
800 13000
Sectia nr. 2 c
Depozit I c
Depozit II
Sectia nr. I
158
REZUMATUL TEMEI
În cadrul primei unităŃi de învăŃare s-a insistat asupra categoriilor de intervenŃii tehnice în conformitate cu normativele în vigoare şi sarcinilor care revin compartimentelor structurale pentru repararea şi întreŃinerea activelor fixe. Sistemul de reparaŃii preventiv -planificate reprezintă cel mai des aplicat sistem, constând în controalele de reparaŃii de diverse grade planificate care se execută în mod obligatoriu la termenele stabilite, indiferent de starea tehnică în care se află activul fix. S-a insistat asupra organizării executării reparării utilajelor sub raportul locului de execuŃie a acestora după cele trei sisteme: centralizat, descentralizat şi mixt.
Organizarea optimă a executării reparării utilajului trebuie să asigure o eficienŃă economică maximă, avându-se în vedere următoarele aspecte: reducerea costurilor legate de repararea utilajului prin limitarea costurilor necesitate şi demontarea utilajelor, recondiŃionarea pieselor uzate şi refolosirea acestora, folosirea metodei de executare a reparării utilajelor pe subansamble şi organizarea reparării după metodele producŃiei în flux.
În cea de-a doua unitate de învăŃare sunt prezentate elementele componente ale sectorului energetic al firmei industriale şi sarcinile care revin sectorului energetic al firmei. După prezentarea principalilor indicatori care caracterizează curba de consum şi a variaŃiilor în consumul de energie, cauzate de neritmicitatea desfăşurării producŃiei, s-au accentuat principalele măsuri organizatorice luate în cadrul firmei specifice reglajului curbei de consum. Organizarea sectorului energetic diferă de la o firmă la alta în funcŃie de volumul şi de complexitatea activităŃii energetice, de mărimea firmei, de tipul de producŃie, de felul produselor fabricate şi de natura proceselor tehnologice.
În cea de-a treia unitate de învăŃare au fost prezentate principalele aspecte legate de managementul activităŃii de transport intern: precizarea sarcinilor transportului în interiorul firmei industriale, structura transportului intern şi tipologia transporturilor. Pentru fiecare din cele două sisteme de transport intern, pendular şi inelar(circular), s-au prezentat relaŃiile de calcul pentru necesarul de mijloace de transport şi s-au evidenŃiat modelul matematic pentru problemele de transport echilibrate şi neechilibrate. Din cele arătate referitoare la eficienŃa economică a organizării transportului intern a rezultat faptul că optimizarea activităŃii de transport intern se face în corelaŃie cu optimizarea desfăşurării proceselor de producŃie.
159
-TEMA 6- MANAGEMENTUL CALITĂłII PRODUCłIEI INDUSTRIALE
Structura temei: UI − 6.1. Conceptele de calitate a produsului şi de calitate a producŃiei UI – 6.2. Măsurarea calităŃii produselor UI – 6.3. Fundamentarea matematică a controlului calităŃii produselor La terminarea acestui capitol veŃi fi capabili: • să prezentaŃi într-o singură fază conceptul de calitate a produselor şi de
calitate a produselor; • să enumeraŃi etapele organizării moderne a activităŃii de asigurare şi
control al calităŃii produselor; • să precizaŃi principalele caracteristici de calitate; • să identificaŃi corect relaŃiile de calcul ale indicatorilor care exprimă
ponderea produselor de calitate superioară în totalul produselor de acelaşi fel;
• să cunoaşteŃi modalităŃile de efectuare practică a controlului cu ajutorul planurilor de control prin sondaj secvenŃial pentru loturi mari şi a planurilor de sondaj dublu.
Timpul alocat temei: 4 ore Bibliografie recomandată: • Badea, F. – Managementul producŃiei. EdiŃie revizuită, Editura ASE,
Bucureşti, 2005 • Bărbulescu, C. – Managementul producŃiei industriale, vol.2, Editura
Sylvi, Bucureşti, 1997 • Bărbulescu, C., Bâgu, C. – Managementul producŃiei, Editor Tribuna
Economică, Bucureşti, 2001 • Bărbulescu, C., Bâgu, C., Ciocârlan, D. – Managementul producŃiei
industriale. Culegere: dezbateri, studii de caz, probleme, teste grilă, proiect economic, Editura Sylvi, Bucureşti, 2000 • Dima, I.C., Man, M. – Managementul activităŃii industriale, Editura
AGIR, Bucureşti, 1999 • Dima, I.C., Nedelcu, M.V. – Management industrial. Tratat, Editura
NaŃional, Bucureşti, 2000.
160
UI – 6.1. Conceptele de calitate a produsului şi de calitate a producŃiei
Realizarea funcŃiunii de producŃie de către o unitate economică industrială necesită, ca o cerinŃă fundamentală, ca produsele obŃinute să fie bune pentru utilizare, adică să fie de calitate corespunzătoare. Pentru ca un produs să poată fi de calitate corespunzătoare, el trebuie să posede un ansamblu de proprietăŃi capabile să satisfacă necesităŃile consumatorilor, în domeniul prevăzut de utilitate a acestuia. Nivelul calităŃii produsului este determinat de măsura în care el satisface cerinŃele acestora ca rezultat al performanŃelor sale tehnico-economice şi estetice, al gradului de utilitate şi eficienŃă economică pe care îl asigură. Conceptul de calitate a produsului este legat în mod direct de utilitatea acestuia. În condiŃiile în care utilitatea unui lucru este legată de corpul material al acestuia, neputând exista în afara lui, calitatea apare ca o unitate a lucrului şi a însuşirilor pe care le posedă acesta, respectiv a utilităŃii lui. Deci,calitatea exprimă gradul de utilitate sau măsura în care lucrul respectiv poate satisface în mod obiectiv o necesitate. În acest context, calitatea reprezintă ansamblul însuşirilor unei valori de întrebuinŃare, care exprimă gradul în care acesta satisface cerinŃele pieŃei în funcŃie de parametrii tehnico-economici, estetici, gradul de utilitate şi eficienŃă economică în exploatare şi în consum (Bărbulescu,C.,Bâgu,C.,2001, pg.268 - 269). Calitatea produselor are un caracter complex şi dinamic, conŃinutul ei modificându-se de la o perioada la alta atât sub raport extensiv – prin creşterea numărului de proprietăŃi ale produselor, cât şi sub raport intensiv – prin îmbogăŃirea în substanŃă a calităŃilor produselor. łinând seama de toate aceste elemente caracteristice se poate conchide că prin calitatea unui produs se înŃelege totalitatea însuşirilor care determină gradul în care acesta corespunde exigenŃelor consumului în domeniul prevăzut de folosire a lui. În cadrul unităŃilor economice industriale se foloseşte în mod curent şi termenul de calitate a producŃiei. ConŃinutul acestei noŃiuni are o sferă mai largă de cuprindere decât cea a noŃiunii de calitate a produsului,în ea cuprinzându-se atât caracteristicile de calitate a tuturor produselor fabricate de către întreprindere, corespunzătoare sau nu exigenŃelor de consum, cât şi aspectele legate de calitatea organizării procesului de fabricaŃie a produselor, începând cu etapa de proiectare şi continuând cu organizarea fabricaŃiei propriu-zise. Calitatea producŃiei unor întreprinderi industriale reprezintă, totodată, efectul modului în care s-a organizat şi
161
desfăşurat procesul de producŃie în cadrul acesteia, reflectând atât ansamblul produselor corespunzătoare sub raportul calităŃii, cât şi eventualele pierderi determinate de producŃia necorespunzătoare. Gradul de utilitate al unui produs determină nivelul calităŃii acestuia. Acest grad poate fi caracterizat prin calitatea concepŃiei tehnice, prin calitatea de conformitate, gradul de disponibilitate şi gradul de efectuare a prestaŃiilor de tip service. Calitatea concepŃiei tehnice influenŃează în mod direct asupra calităŃii produsului prin nivelul caracteristicilor tehnico-economice şi al parametrilor de exploatare sau de folosire. Calitatea de conformitate este determinată de măsura în care execuŃia produsului a respectat întocmai documentaŃia de proiectare elaborată. Disponibilitatea reprezintă caracteristica produsului de a putea fi folosit atunci când este nevoie de el. PrestaŃiile de tip „service” reprezintă modalitatea şi măsura în care furnizorul acordă beneficiarilor asistenŃa necesară pe linia întreŃinerii şi reparării pieselor defecte la produse. Fabricarea unor produse de calitate superioară reprezintă o cerinŃă de prim ordin a întreprinderilor industriale. Prin respectarea întocmai a cerinŃelor de ordin tehnic, constructiv, funcŃional, economic, de durabilitate şi estetic, întreprinderile trebuie să asigure fabricarea unor produse care să se situeze permanent la nivelul celor mai ridicate performanŃe. Calitatea produselor reprezintă rezultatul unui proces complex la care concură numeroşi factori, începând cu cercetarea, pregătirea fabricaŃiei, producŃia propriu-zisă, controlul procesului de producŃie, vânzarea produselor, efectuarea operaŃiilor de „service”, după care reîncep acelaşi activităŃi pe un plan superior, asigurarea calităŃii înscriind-se pe o spirală a progresului. Fabricarea unor produse de calitate superioară reprezintă o deosebită importanŃă economică. Astfel, fabricarea unor maşini, utilaje şi instalaŃii de calitate superioară permite dotarea întreprinderilor cu mijloace de muncă de un înalt nivel tehnic, asigurând prin acesta creşterea randamentelor, a preciziei de funcŃionare, în condiŃiile unor costuri materiale şi de muncă reduse. ReŃinem! Creşterea calităŃii producŃiei, aflată într-o continuă schimbare determinată de evoluŃia progresului tehnic, determină economisirea materiilor prime, materialelor, combustibililor şi energiei, conduce la îmbunătăŃirea utilizării
162
capacităŃilor de producŃie şi la creşterea eficienŃei acesteia. Calitatea producŃiei este influenŃată de un număr mare de factori foarte diferiŃi, influenŃa acestora fiind diferenŃiată pe ramuri, tipuri de producŃie şi depinzând de variaŃia condiŃiilor de producŃie. Creşterea continuă a eficienŃei economice, participarea tot mai largă a Ńării noastre la circuitul schimburilor mondiale de valori materiale, ca şi valorificarea superioară a muncii sociale impun, de asemenea, asigurarea creşterii continuă a calităŃii produselor în concordanŃă cu realizările ştiinŃei şi tehnicii contemporane. După Bărbulescu C. şi Bâgu,C. (2001, pg.271) organizarea modernă a activităŃii de asigurare şi control a calităŃii produselor trebuie să cuprindă patru mari etape şi anume : a) adoptarea unor politici optime cu privire la nivelul calităŃii produselor în funcŃie de cerinŃele beneficiarilor ; b) asigurarea unei calităŃi superioare în etapa de proiectare a produselor ; c) asigurarea calităŃii produselor în etapa de fabricaŃie printr-un control tehnic de calitate eficient ; d) asigurarea şi urmărirea calităŃii produselor în procesul de desfacere şi folosire la beneficiar .
UI – 6.2. Măsurarea calităŃii produselor
1. Caracteristicile de calitate a produselor În vederea măsurării şi aprecierii calităŃii unui produs se folosesc caracteristicile de calitate care reprezintă acele însuşiri sau caracteristici ce conferă calitatea acestuia. Caracterizarea şi măsurarea calităŃii unui produs se fac pornindu-se de la însuşirile sau caracteristicile de calitate, stabilindu-se o gamă de însuşiri de un anumit nivel care să corespundă cerinŃelor practice sau estetice a beneficiarilor. Caracteristicile de calitate se împart în trei grupe (Bărbulescu,C.,Bâgu,C.,2001, pg.272): a) funcŃionale ; b) psihosenzoriale şi sociale ; c) de disponibilitate .
163
Caracteristicile funcŃionale au un caracter diferit, ele putându-se referi fie la însuşirile legate de folosirea produsului, fie la aspectele tehnico-economice legate de exploatarea acestuia. Astfel, din rândul caracteristicilor funcŃionale legate de folosirea produsului pot fi amintite cele care se referă la rezistenŃa la rupere, la valoarea nutritivă a produselor alimentare, la caracteristicile fizico-chimice, caracteristicile tehnice specifice părŃilor produsului ş.a., iar din rândul caracteristicilor tehnico-economice pot fi amintite cele care se referă la randamentul maşinilor şi utilajelor, la precizia în funcŃionare a acestora, la consumuri de benzină, uleiuri ş.a. . Caracteristicile psihosenzoriale şi sociale caracterizează unele aspecte cu caracter estetic ale produselor (culori, desene), organoleptice (gust, miros etc.) sau de exploatare (zgomot, confort etc. ). Caracteristicile de disponibilitate, concretizate în caracteristicile de fiabilitate şi de mentenabilitate, exprimă proprietăŃile produsului de a fi apt de folosire la diferitele solicitări. Folosirea acestor caracteristici pentru aprecierea calităŃii produselor necesită stabilirea unor limite de referinŃă, concretizate într-o documentaŃie special elaborată, din care fac parte standardele, normele interne, caietele de sarcini ş.a. . Un produs poate fi considerat de calitate corespunzătoare sau îmbunătăŃită dacă sunt îndeplinite următoarele condiŃii de către caracteristicile de calitate : a) depăşesc anumite limite prescrise; creşterea rezistenŃei la rupere pentru o şină de cale ferată, a durabilităŃii de folosire a unei Ńesături, a termenului de garanŃie în funcŃionare ş.a. sunt elemente definitorii pentru această grupă ; b) se situează sub limita stabilită; ca exemplu de astfel de caracteristici pot fi amintite cele care se referă la micşorarea greutăŃii pe unitatea de putere a unui motor, a gradului de umiditate şi a conŃinutului de cenuşă a cărbunilor ş.a. ; c) se încadrează între anumite limite; prelucrarea diferitelor piese sau produse la cote care variază în cadrul unui câmp de toleranŃă, în industria constructoare de maşini, reprezintă un exemplu tipic pentru această grupă de caracteristici. Rezultă de aici că pentru a servi la măsurarea şi aprecierea calităŃii produselor condiŃia de bază a caracteristicilor de calitate este aceea ca ele să fie măsurabile.
164
2.Indicatorii măsurării calităŃii produselor Pentru măsurarea şi caracterizarea calităŃii produselor se poate folosi un sistem de indicatori, din rândul cărora cei mai importanŃi sunt următorii (Bărbulescu,C.,Bâgu,C.,2001, pg.272 – 277):
a) indicatorii parŃiali ai calităŃii produselor ; b) indicatorii care exprimă ponderea produselor de calitate superioară în totalul produselor ; c) indicatorii rebuturilor ; d) indicatorii reclamaŃiilor consumatorilor .
a) Indicatorii parŃiali ai calităŃii produselor exprimă o serie de caracteristici măsurabile ale produsului, conŃinutul acestora reflectând o însuşire corespunzătoare anumitor cerinŃe. Pentru exprimarea acestor indicatori parŃiali se folosesc unităŃile de măsură corespunzătoare parametrilor luaŃi în considerare. Astfel, pentru asigurarea calităŃii se folosesc ca indicatori parŃiali : pentru motoare – raportul de compresie, greutatea pe un cal putere, consumul de combustibil, puterea maximă ş.a. ; pentru Ńesături – greutatea pe un metru pătrat, desimea în urzeală şi bătătură, unghiul de şifonabilitate, sarcina de rupere a lânii ş.a.; pentru făinoase – umiditatea, gradul de aciditate, procentul de fărâmiŃare ş.a. ; la preparatele din carne – procentul de grăsimi, de sare, de apă ş.a Indicatorii variaŃi de calitate se înscriu în standarde, norme interne sau caiete de sarcini sub forma unor limite în care trebuie să se încadreze caracteristicile produsului.
Aprecierea calităŃii produselor se face prin compararea rezultatelor obŃinute pe baza măsurării concrete a produselor cu limitele sau nivelele prevăzute în standarde, norme interne sau caiete de sarcini.
b) Indicatorii care exprimă ponderea produselor de calitate superioară în totalul produselor de acelaşi fel se folosesc în acele ramuri la care produsele pot fi încadrate în funcŃie de caracteristicile lor de calitate pe clase de calitate sau sorturi. Ei se stabilesc în mod diferit pentru producŃia omogenă şi pentru producŃia eterogenă. Pentru producŃia omogenă caracterizarea calităŃii produselor care se pot grupa pe clase de calitate sau sorturi se face prin folosirea coeficientului mediu al produselor.

165
Coeficientul mediu de calitate se calculează ca o medie aritmetică ponderală, luând în calcul clasele de calitate sau sorturile şi cantitatea de produse corespunzătoare fiecărei clase sau sort, conform formulei :
∑∑ ⋅
=q
qcc ,
în care :
c - reprezintă coeficientul mediu de calitate ;
c – cifra care exprimă clasa de calitate sau sortul ( unul pentru calitatea I, doi pentru calitatea a II-a ş.a.m.d. ) .
Dacă se notează ∑q
qcu qx, care exprimă ponderea producŃiei
fiecărei calităŃi faŃă de totalul producŃiei, coeficientul mediu de calitate se mai poate calcula şi cu formula următoare:
∑ ⋅= xqcc ,
Acest coeficient se poate calcula atât pentru ceea ce s-a prevăzut, cât şi pentru situaŃia efectivă, obŃinând după caz, coeficientul mediu de calitate prevăzut şi efectiv. Cu cât valoarea acestor coeficienŃi este mai mică, cu atât calitatea produselor este mai ridicată.
∑∑
∑∑
∑∑∑∑
×⋅
===0
0
1
1
0
0
1
1
0
1
cq
q
q
qc
q
cq
q
cq
c
cI
c
În această relaŃie de calcul s-a notat cu indicele 0 ceea ce s-a prevăzut şi cu indicele 1 situaŃia efectivă .
Pentru a se urmări situaŃia calităŃii producŃiei în dinamică pentru doi ani se calculează în mod asemănător indicele coeficientului de calitate, ca un raport între indicii medii de calitate efectiv realizaŃi în cei doi ani pentru care urmărim efectuarea comparaŃiei.
În cazul în care din aceeaşi cantitate de materie primă se fabrică produse de clase diferite de calitate, fiecare clasă de calitate având preŃuri de
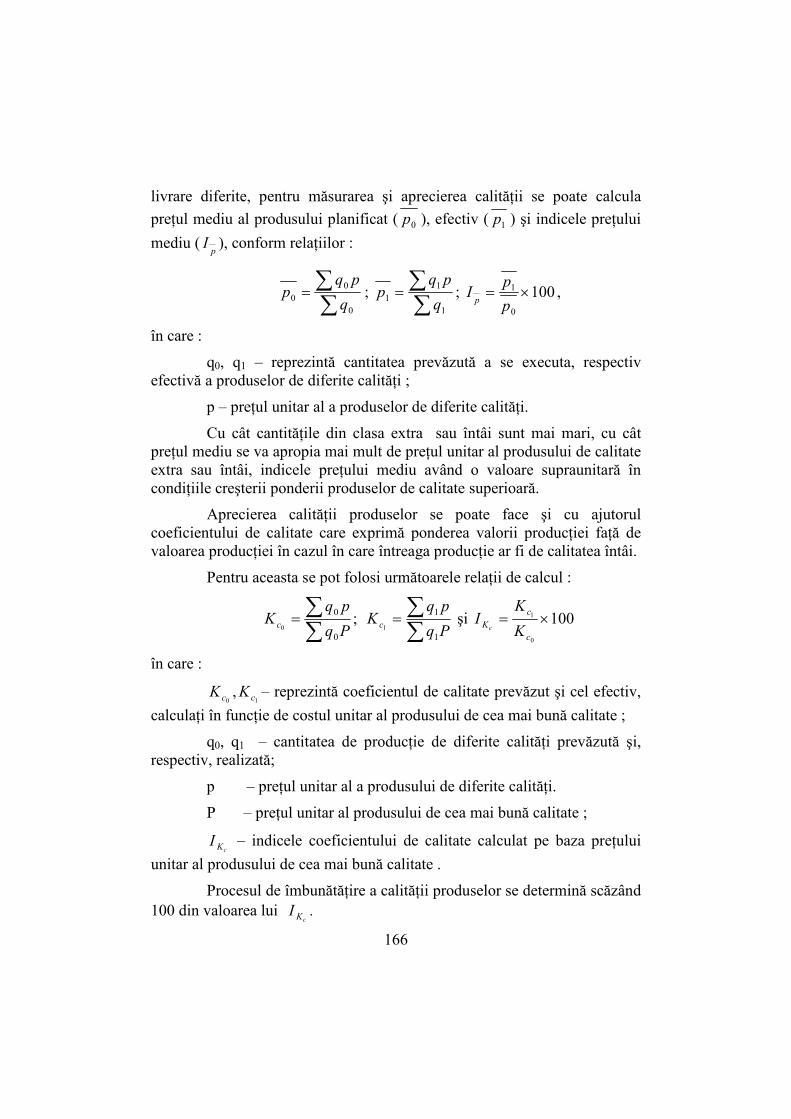
166
livrare diferite, pentru măsurarea şi aprecierea calităŃii se poate calcula preŃul mediu al produsului planificat ( 0p ), efectiv ( 1p ) şi indicele preŃului
mediu (p
I ), conform relaŃiilor :
∑∑=
0
00 q
pqp ;
∑∑=
1
11 q
pqp ; 100
0
1 ×=p
pI
p,
în care :
q0, q1 – reprezintă cantitatea prevăzută a se executa, respectiv efectivă a produselor de diferite calităŃi ;
p – preŃul unitar al a produselor de diferite calităŃi.
Cu cât cantităŃile din clasa extra sau întâi sunt mai mari, cu cât preŃul mediu se va apropia mai mult de preŃul unitar al produsului de calitate extra sau întâi, indicele preŃului mediu având o valoare supraunitară în condiŃiile creşterii ponderii produselor de calitate superioară.
Aprecierea calităŃii produselor se poate face şi cu ajutorul coeficientului de calitate care exprimă ponderea valorii producŃiei faŃă de valoarea producŃiei în cazul în care întreaga producŃie ar fi de calitatea întâi.
Pentru aceasta se pot folosi următoarele relaŃii de calcul :
;0
0
0 ∑∑=
Pq
pqK c
Pq
pqK c ∑
∑=1
1
1 şi 100
0
1 ×=c
c
K K
KI
c
în care :
10
, cc KK – reprezintă coeficientul de calitate prevăzut şi cel efectiv,
calculaŃi în funcŃie de costul unitar al produsului de cea mai bună calitate ;
q0, q1 – cantitatea de producŃie de diferite calităŃi prevăzută şi, respectiv, realizată;
p – preŃul unitar al a produsului de diferite calităŃi.
P – preŃul unitar al produsului de cea mai bună calitate ;
cKI – indicele coeficientului de calitate calculat pe baza preŃului
unitar al produsului de cea mai bună calitate .
Procesul de îmbunătăŃire a calităŃii produselor se determină scăzând 100 din valoarea lui
cKI .
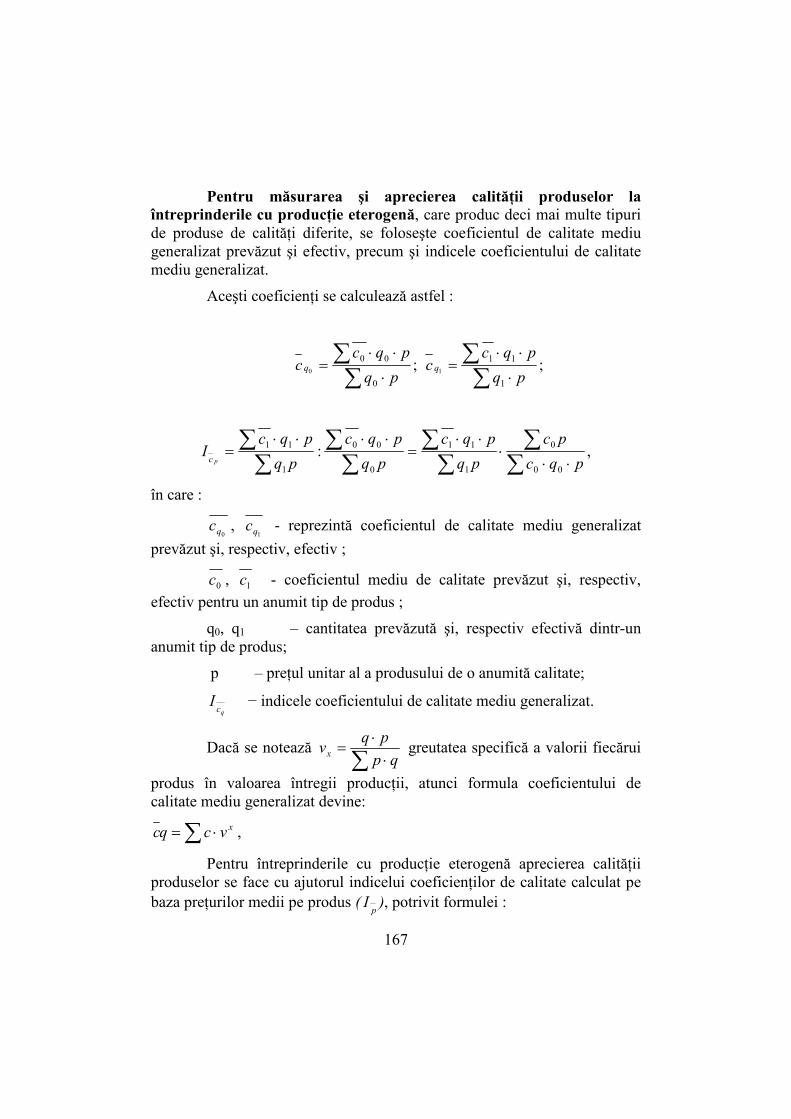
167
Pentru măsurarea şi aprecierea calităŃii produselor la întreprinderile cu producŃie eterogenă, care produc deci mai multe tipuri de produse de calităŃi diferite, se foloseşte coeficientul de calitate mediu generalizat prevăzut şi efectiv, precum şi indicele coeficientului de calitate mediu generalizat.
Aceşti coeficienŃi se calculează astfel :
;0
000 ∑∑
⋅
⋅⋅=
pq
pqcc q ;
1
111 ∑∑
⋅
⋅⋅=
pq
pqcc q
,:00
0
1
11
0
00
1
11
∑∑
∑∑
∑∑
∑∑
⋅⋅⋅
⋅⋅=
⋅⋅⋅⋅=
pqc
pc
pq
pqc
pq
pqc
pq
pqcI
pc
în care :
0qc ,
1qc - reprezintă coeficientul de calitate mediu generalizat
prevăzut şi, respectiv, efectiv ;
0c , 1c - coeficientul mediu de calitate prevăzut şi, respectiv, efectiv pentru un anumit tip de produs ;
q0, q1 – cantitatea prevăzută şi, respectiv efectivă dintr-un anumit tip de produs;
p – preŃul unitar al a produsului de o anumită calitate;
qc
I − indicele coeficientului de calitate mediu generalizat.
Dacă se notează ∑ ⋅
⋅=
qp
pqvx greutatea specifică a valorii fiecărui
produs în valoarea întregii producŃii, atunci formula coeficientului de calitate mediu generalizat devine:
∑ ⋅= xvcqc ,
Pentru întreprinderile cu producŃie eterogenă aprecierea calităŃii produselor se face cu ajutorul indicelui coeficienŃilor de calitate calculat pe baza preŃurilor medii pe produs (
pI ), potrivit formulei :
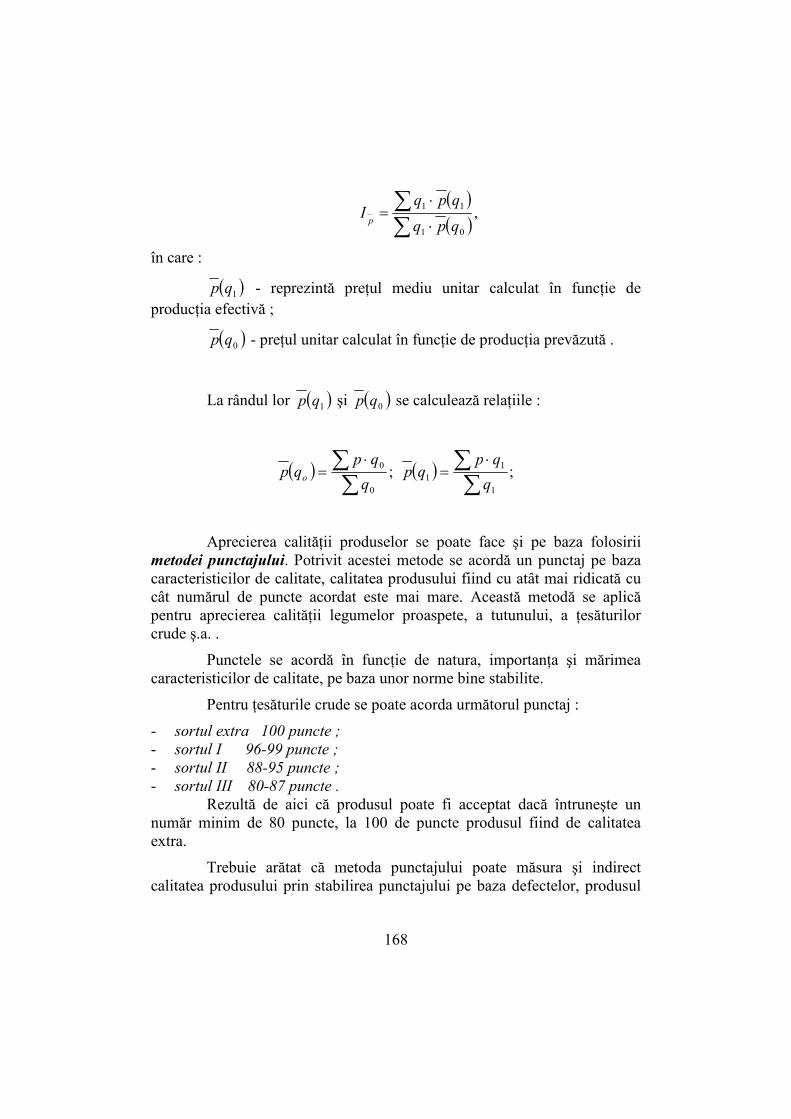
168
( )( )
,01
11
∑∑
⋅
⋅=
qpq
qpqI
p
în care :
( )1qp - reprezintă preŃul mediu unitar calculat în funcŃie de producŃia efectivă ;
( )0qp - preŃul unitar calculat în funcŃie de producŃia prevăzută .
La rândul lor ( )1qp şi ( )0qp se calculează relaŃiile :
( ) ;0
0
∑∑ ⋅
=q
qpqp o ( ) ;
1
11 ∑
∑ ⋅=
q
qpqp
Aprecierea calităŃii produselor se poate face şi pe baza folosirii metodei punctajului. Potrivit acestei metode se acordă un punctaj pe baza caracteristicilor de calitate, calitatea produsului fiind cu atât mai ridicată cu cât numărul de puncte acordat este mai mare. Această metodă se aplică pentru aprecierea calităŃii legumelor proaspete, a tutunului, a Ńesăturilor crude ş.a. .
Punctele se acordă în funcŃie de natura, importanŃa şi mărimea caracteristicilor de calitate, pe baza unor norme bine stabilite.
Pentru Ńesăturile crude se poate acorda următorul punctaj :
- sortul extra 100 puncte ; - sortul I 96-99 puncte ; - sortul II 88-95 puncte ; - sortul III 80-87 puncte . Rezultă de aici că produsul poate fi acceptat dacă întruneşte un număr minim de 80 puncte, la 100 de puncte produsul fiind de calitatea extra.
Trebuie arătat că metoda punctajului poate măsura şi indirect calitatea produsului prin stabilirea punctajului pe baza defectelor, produsul
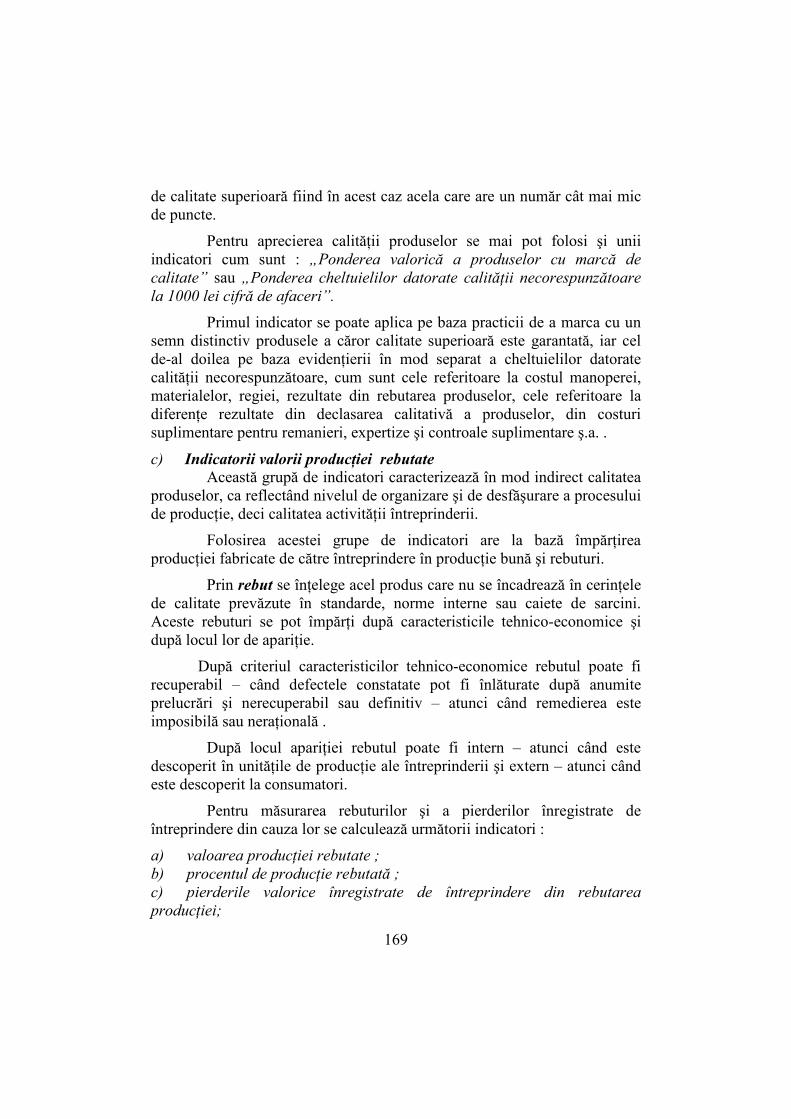
169
de calitate superioară fiind în acest caz acela care are un număr cât mai mic de puncte.
Pentru aprecierea calităŃii produselor se mai pot folosi şi unii indicatori cum sunt : „Ponderea valorică a produselor cu marcă de calitate” sau „Ponderea cheltuielilor datorate calităŃii necorespunzătoare la 1000 lei cifră de afaceri”.
Primul indicator se poate aplica pe baza practicii de a marca cu un semn distinctiv produsele a căror calitate superioară este garantată, iar cel de-al doilea pe baza evidenŃierii în mod separat a cheltuielilor datorate calităŃii necorespunzătoare, cum sunt cele referitoare la costul manoperei, materialelor, regiei, rezultate din rebutarea produselor, cele referitoare la diferenŃe rezultate din declasarea calitativă a produselor, din costuri suplimentare pentru remanieri, expertize şi controale suplimentare ş.a. .
c) Indicatorii valorii producŃiei rebutate Această grupă de indicatori caracterizează în mod indirect calitatea produselor, ca reflectând nivelul de organizare şi de desfăşurare a procesului de producŃie, deci calitatea activităŃii întreprinderii.
Folosirea acestei grupe de indicatori are la bază împărŃirea producŃiei fabricate de către întreprindere în producŃie bună şi rebuturi.
Prin rebut se înŃelege acel produs care nu se încadrează în cerinŃele de calitate prevăzute în standarde, norme interne sau caiete de sarcini. Aceste rebuturi se pot împărŃi după caracteristicile tehnico-economice şi după locul lor de apariŃie.
După criteriul caracteristicilor tehnico-economice rebutul poate fi recuperabil – când defectele constatate pot fi înlăturate după anumite prelucrări şi nerecuperabil sau definitiv – atunci când remedierea este imposibilă sau neraŃională .
După locul apariŃiei rebutul poate fi intern – atunci când este descoperit în unităŃile de producŃie ale întreprinderii şi extern – atunci când este descoperit la consumatori.
Pentru măsurarea rebuturilor şi a pierderilor înregistrate de întreprindere din cauza lor se calculează următorii indicatori :
a) valoarea producŃiei rebutate ; b) procentul de producŃie rebutată ; c) pierderile valorice înregistrate de întreprindere din rebutarea producŃiei;

170
d) procentul de pierderi din producŃia rebutată .
Valoarea producŃiei rebutate (Rv) şi procentul de producŃie rebutată (rp) se calculează cu ajutorul următoarelor relaŃii :
∑ ∑ ⋅+⋅= ,rmrmrdv cqcqR
,100×⋅
=∑ cq
Rr v
p
în care :
qrd – reprezintă cantitatea producŃiei rebutată definitiv ;
c – costul unitar al produsului ;
qrm – cantitatea de rebuturi remaniată ;
crm – costul unitar al remanierii ;
q – cantitatea de produse bune fabricate .
Pentru determinarea pierderilor valorice înregistrate de întreprindere pentru rebutarea producŃiei se porneşte de la valoarea producŃiei rebutate, din care se scad o serie de sume ce se recuperează din valorificarea rebuturilor ( din sumele reŃinute de la cei vinovaŃi de provocarea rebutului şi din sumele restituite de către furnizori pentru materialele necorespunzătoare ce au determinat apariŃia rebuturilor ) .
Mărimea acestor pierderi valorice ca urmare a rebutării producŃiei (Pr) ca şi procentul de pierderi din producŃia rebutată (pr), se pot determina cu ajutorul următoarelor relaŃii :
Pr = Rv - Srec
,100×⋅
=∑ cq
Pp r
r
în care :
Srec – reprezintă sumele recuperate de întreprindere din valorificarea rebuturilor;

171
q – cantitatea de produse fabricate de întreprindere ;
c – costul unitar al produsului .
Pentru caracterizarea pierderilor cauzate de rebuturi se calculează ponderea procentuală a cheltuielilor de muncă şi materiale cu rebuturi definitive şi remedierea în costul producŃiei finite, conform formulei :
Coeficientul de pierderi din producŃia rebutată :
,100×+
=pf
rrrdpr C
CCK
în care :
Kpr – reprezintă pierderile din cauza rebuturilor ;
Crd – cheltuielile totale (de muncă şi materiale) cu rebuturile definitive;
Crr – cheltuielile totale cu refacerea rebuturilor remediabile ;
Cpf – costul producŃiei finite .
Calculul acestui coeficient are unele dezavantaje datorate faptului că structura producŃiei, din punct de vedere al cheltuielilor de muncă, nu este aceeaşi pentru diferite produse, fiind individualizate pentru fiecare secŃie, firmă, ramură.
Structura poate prezenta modificări în aceeaşi unitate de producŃie pe o perioadă mai lungă (3-5 ani). Din această cauză, nivelul pierderilor din cauza rebuturilor este greu de comparat în dinamică pentru aceeaşi unitate productivă sau între unităŃi productive de acelaşi fel.
Din aceste considerente, alături de coeficientul prezentat anterior se propune un altul, care exprimă ponderea procentuală a cheltuielilor de timp ocazionate de remedierea rebuturilor şi execuŃia rebuturilor definitive în volumul total de timp necesar pentru realizarea volumului de producŃie dat, conform formulei :
,100×++
+=
parrrd
rrrdprt TTT
TTK
172
în care :
Kprt – reprezintă coeficientul pierderilor de timp din cauza rebuturilor ;
Trd – timpul consumat cu execuŃia produselor considerate rebuturi definitive ;
Trr – timpul consumat cu refacerea rebuturilor remediabile ;
Tpa – timpul consumat cu execuŃia producŃiei acceptate .
Lichidarea producŃiei rebutate şi a pierderilor din rebutarea producŃiei reprezintă o cerinŃă de bază a unei organizări superioare a producŃiei şi a muncii.
d) Indicatorii reclamaŃiilor consumatorilor
Aprecierea calităŃii produselor unei întreprinderi se poate face şi pe baza unor indicatori stabiliŃi prin luarea în consideraŃie a reclamaŃiilor consumatorilor .
Din rândul acestor indicatori fac parte următorii:
a) cantitatea produselor refuzate la recepŃie sau reclamate în perioada de garanŃie şi valoarea acestora; b) ponderea cantitativă sau valorică a produselor refuzate sau reclamate în totalul producŃiei; c) cheltuieli pentru remedierea produselor refuzate sau reclamat . Pe baza conŃinutului reclamaŃiilor consumatorilor se pot obŃine informaŃii preŃioase cu privire la felul defectelor, perioada în care au fost executate produsele respective, comportarea produselor în exploatare ş.a., putându-se lua pe această bază măsuri corespunzătoare pentru remedierea lipsurilor semnalate în fabricaŃia curentă.
ReŃinem!
Organizarea pe baze ştiinŃifice a controlului de calitate presupune elaborarea tehnologiei de control, proiectarea şi executarea echipamentelor de control. Elaborarea tehnologiei de control pentru un produs necesită precizarea operaŃiunilor de control şi succesiunea lor, elementele care trebuie controlate, punctele unde se va efectua controlul, metodele de efectuare a controlului şi mijloacele tehnice utilizate pentru realizarea unui control eficient. O extindere tot mai mare în condiŃiile actuale o capătă organizarea unui control activ al calităŃii produselor, integrat în procesul

173
tehnologic, care să asigure conducerea şi controlul procesului tehnologic cu ajutorul instalaŃiilor automate de control, reglaj şi protecŃie.
UI – 6.3. Fundamentarea matematică a controlului calităŃii produselor
1. Tipuri de repartiŃii utilizate în controlul calităŃii produselor
RepartiŃia binomială (schema bilei revenite)
Considerăm că dintr-un lot de produse se extrag „n” exemplare care se verifică din punct de vedere al calităŃii, putând rezulta : „d” rebuturi şi (n-d) produse corespunzătoare. La verificarea fiecărui exemplar, rebutul (evenimentul A) poate apărea cu probabilitatea constantă p sau să nu apară, caz în care apare produsul corespunzător (evenimentul contrar A ), cu probabilitatea (1-p). Numărul de apariŃii ale evenimentului A în cele n experienŃe este o variabilă aleatoare discretă X(n), care poate lua valori 0, 1, 2, …., n.
Probabilitatea ca în n experienŃe independente, A să apară de „d” ori şi A de (n-d) ori este dată de relaŃia :
Pn(d)= ( )( )
( ) dnddnddn pp
dnd
nppC −− −⋅
−=−⋅⋅ 1
!!!
1
RepartiŃia variabilei aleatoare X(n) va fi :
0 1 ................d..........................n
X(n) :
1-p ( ) 11 1 −− nn ppC ( ) dndd
n ppC −−1 .........pn
174
Se observă că probabilităŃile Pn(d) reprezintă termenii dezvoltării binomului :
( ) ∑=
−−− =+++++=+n
k
dnddn
nnn
dnddn
nn
nn
n qpCqpCqpCqpCqpCqp0
011100 ,........ unde
q = 1-p.
RepartiŃia hipergeometrică (schema bilei nerevenite)
Într-un lot de mărime N se găsesc D rebuturi şi (N-D) produse corespunzătoare la controlul statistic al loturilor de produse. Din lot se fac „n” extracŃii succesive fără să se pună exemplarul verificat înapoi. Probabilitatea ca în „n” extracŃii să obŃinem „d” rebuturi şi (n-d) produse corespunzătoare va fi :
nN
dnDN
dD
C
CCp
−−⋅
=
2. Fundamentarea matematică a controlului calităŃii
NoŃiuni privind controlul statistic de recepŃie a produselor
Intrarea loturilor de produse în circuitul economic este însoŃită de controlul de recepŃie. Orice lot conŃine o anumită proporŃie de produse necorespunzătoare p – fracŃiune defectă a lotului :
N
Dp = , (0≤p≤1)
în care :
D – numărul de rebuturi din lot ;
N – mărimea lotului .
FracŃiunile defecte p0, p1, p2, în funcŃie de care se ia decizia, sunt :
- p0 fracŃiunea defectă probabilă, este corespunzătoare probabilităŃii de acceptare Pa(p0) = 0,5 ;
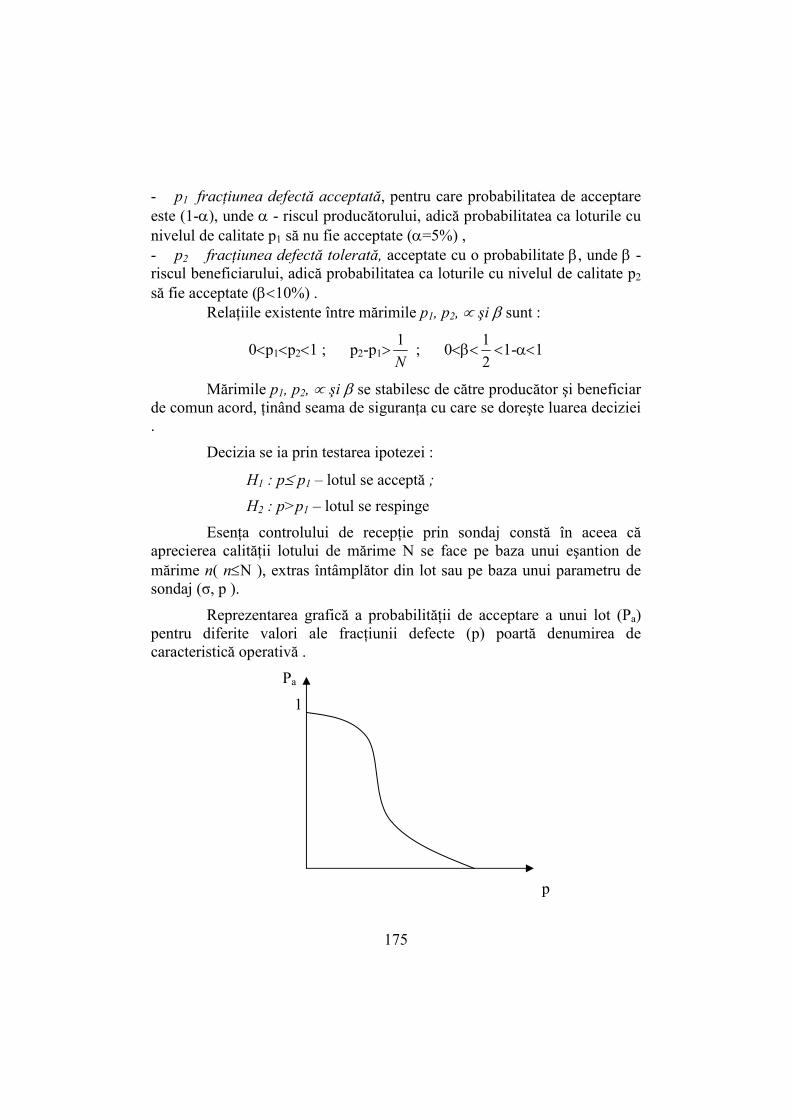
175
- p1 fracŃiunea defectă acceptată, pentru care probabilitatea de acceptare este (1-α), unde α - riscul producătorului, adică probabilitatea ca loturile cu nivelul de calitate p1 să nu fie acceptate (α=5%) , - p2 fracŃiunea defectă tolerată, acceptate cu o probabilitate β, unde β - riscul beneficiarului, adică probabilitatea ca loturile cu nivelul de calitate p2 să fie acceptate (β<10%) . RelaŃiile existente între mărimile p1, p2, ∝ şi β sunt :
0<p1<p2<1 ; p2-p1>N
1 ; 0<β<
21<1-α<1
Mărimile p1, p2, ∝ şi β se stabilesc de către producător şi beneficiar de comun acord, Ńinând seama de siguranŃa cu care se doreşte luarea deciziei .
Decizia se ia prin testarea ipotezei :
H1 : p≤ p1 – lotul se acceptă ;
H2 : p>p1 – lotul se respinge
EsenŃa controlului de recepŃie prin sondaj constă în aceea că aprecierea calităŃii lotului de mărime N se face pe baza unui eşantion de mărime n( n≤N ), extras întâmplător din lot sau pe baza unui parametru de sondaj (σ, p ).
Reprezentarea grafică a probabilităŃii de acceptare a unui lot (Pa) pentru diferite valori ale fracŃiunii defecte (p) poartă denumirea de caracteristică operativă .
Pa
1
p

176
Pe măsură ce numărul rebuturilor creşte, Pa scade. Curba operativă este întotdeauna descrescătoare,astfel:
Pa = 1 , dacă 0 ≤ p ≤ p1 ;
Pa = 0 , dacă p1< p ≤ 1 .
Efectuarea practică a controlului prin sondaj se concretizează în planurile de control prin sondaj .
Orice tip de plan de control prin sondaj este definit prin următoarele elemente :
- mărimile p1, p2, ∝ şi β ; - tipul controlului (prin atribuire sau măsurare) ; - tipul sondajului (simplu, dublu, multiplu) ; - parametrii planului de control, pe baza cărora se ia decizia cu privire la acceptarea sau respingerea lotului .
Tipuri de planuri de control prin sondaj
a)Planuri de control simplu
Parametrii planului de control prin sondaj simplu sunt :
- mărimea n a eşantionului ; - numărul de rebuturi din eşantion sau A = nr. de acceptare ; Verificarea ipotezei H1 : p ≤ p1 se face astfel :
∗ dacă numărul de rebuturi din eşantion (d), d ≤ A – se acceptă ipoteza H1 şi lotul se recepŃionează ;
∗ dacă d > A, ipoteza H1 se respinge, iar lotul se respinge .
În vederea determinării parametrilor planului de control este necesar ca pe lângă mărimile p1, p2, ∝ şi β să se cunoască şi legea de repartiŃie a variabilei aleatoare „numărul de rebuturi din eşantion” .
- Pentru loturile de volum mic
> 1,0N
n– eşantionul reprezintă peste
10% din mărimea lotului .
Se utilizează repartiŃia hipergeometrică :

177
( ) ∑=
−−⋅
=≤=A
odnN
dnDN
dD
aC
CCAdPP
Probabilitatea de respingere (Puterea planului de control statistic)va fi:
π (p) = 1 – Pa
Parametrii n şi A se obŃin din următorul sistem de ecuaŃii, cunoscându-se că Pa=1- α (dacă p = p1) şi Pa = β (dacă p = p2) ; în loc de D se scrie N⋅p .
( )∑=
−−⋅
=−A
dnN
dnpN
dNp
C
CC
0
1 111 α
( )∑=
−−⋅
=A
dnN
dnpN
dNp
C
CC
0
1 12β
- Pentru loturile de volum mare
≤ 10,0N
n
Pa se dă cu repartiŃia binomială :
( )∑=
−−⋅=A
d
dnddna ppCP
0
1
Pentru p = p1 şi p = p2 rezultă sistemul de ecuaŃii :
( )∑=
−−=−A
d
dnddn ppC
011 11 α
( )∑=
−−=A
od
dnddn ppC 22 1β
În determinarea necunoscutelor n şi A, o metodă simplă o reprezintă utilizarea repartiŃiei χ2 cu s grade de libertate .
Se demonstrează că :
( ) ( )( ) npApsp 2212;
2, == +χχ
( )( )
np
Ap
2
212; +=
χ
178
unde 2 (A+1) reprezintă numărul gradelor de libertate.
Celor două valori ale fracŃiunii defecte p1 şi p2 le corespund două valori χ2 cu numărul gradelor de libertate 2 (A+1) şi probabilităŃile 1-α şi β. Deci :
( )( )1
212;1
2p
nA ≥+−αχ
( )( )2
212;
2p
nA ≤+βχ
Înseamnă că n va fi :
( )( ) ( )( )
1
212;1
2
212;
22 pn
pAA +−+ ≤≤ αβ χχ
sau
n2 ≤ n ≤ n1
Se poate scrie că : ( )( ) ( )( )2
12;11
2212; +−+ ≅ AA p
pαβ χχ
Practic , parametrii n şi A se determină astfel :
a. se calculează raportul 1
2
p
pr = ;
b. se caută în tabelele cu valorile χ2 valorile χ 2(1-α , 2(A+1)) şi χ2
(β ; 2(A+1)) pentru care este valabilă egalitatea aproximativă de mai sus ; c. se determină numărul gradelor de libertate şi numărul de acceptare :
( ) 12
12 −=⇒+=s
AAs
d. calculăm pe n1 şi n2 cu relaŃiile de mai sus :
( )( )
1
212;1
1 2 pn A+−= αχ
( )( )
2
212;
2 2 pn A+= βχ

179
e. se calculează 2
21 nnn
+= , care reprezintă numărul de exemplare din
eşantion . Pentru d ≤ A lotul se acceptă şi invers, pentru d > A lotul se respinge .
b) Planuri de control secvenŃial pentru loturi mari
O modalitate care permite luarea mai rapidă a deciziilor constă în calcularea :
An – numărul de acceptare ;
Rn – numărul de respingere .
An = 1hn −ρ
Rn = 2hn +ρ
unde :
( )( )21
12
2
1
2
1
1
2
2
1
11
lg
11
lg
11
lglg
11
lg
pp
ppp
p
p
p
p
pp
p
−
−−
−
=
−
−+
−
−
=ρ
( )( )21
12
2
1
1
21
11
lg
1lg
11
lglg
1lg
pp
pp
p
p
p
ph
−
−−=
−
−+
−= αβ
αβ
( )( )21
12
2
1
1
22
11
lg
1lg
11
lglg
1lg
pp
pp
p
p
p
ph
−
−
−
=
−
−+
−
= αβ
αβ
Controlul se va efectua astfel : pentru orice număr n de produse extrase se stabileşte numărul efectiv de rebuturi care se compară cu An şi Rn, decizia luându-se astfel :
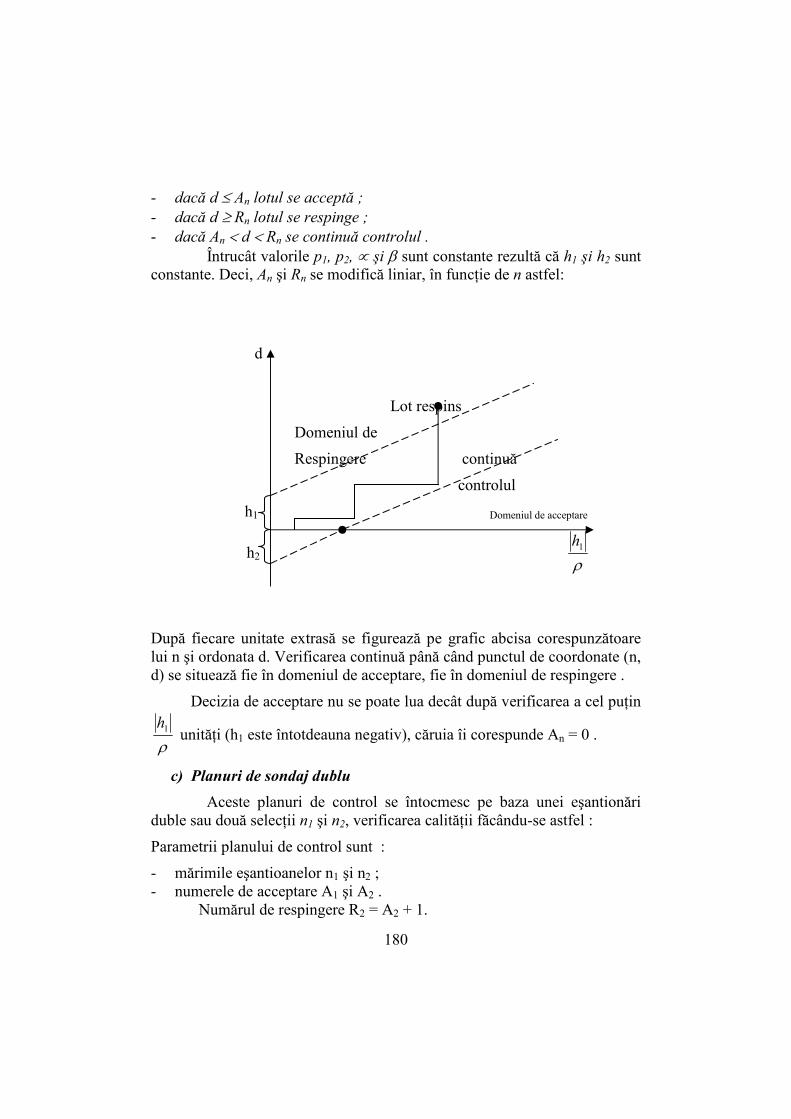
180
- dacă d ≤ An lotul se acceptă ; - dacă d ≥ Rn lotul se respinge ; - dacă An < d < Rn se continuă controlul . Întrucât valorile p1, p2, ∝ şi β sunt constante rezultă că h1 şi h2 sunt constante. Deci, An şi Rn se modifică liniar, în funcŃie de n astfel:
d
Lot respins
Domeniul de
Respingere continuă
controlul
h1 Domeniul de acceptare
h2 ρ
1h
După fiecare unitate extrasă se figurează pe grafic abcisa corespunzătoare lui n şi ordonata d. Verificarea continuă până când punctul de coordonate (n, d) se situează fie în domeniul de acceptare, fie în domeniul de respingere .
Decizia de acceptare nu se poate lua decât după verificarea a cel puŃin
ρ1h
unităŃi (h1 este întotdeauna negativ), căruia îi corespunde An = 0 .
c) Planuri de sondaj dublu
Aceste planuri de control se întocmesc pe baza unei eşantionări duble sau două selecŃii n1 şi n2, verificarea calităŃii făcându-se astfel :
Parametrii planului de control sunt :
- mărimile eşantioanelor n1 şi n2 ; - numerele de acceptare A1 şi A2 .
Numărul de respingere R2 = A2 + 1.
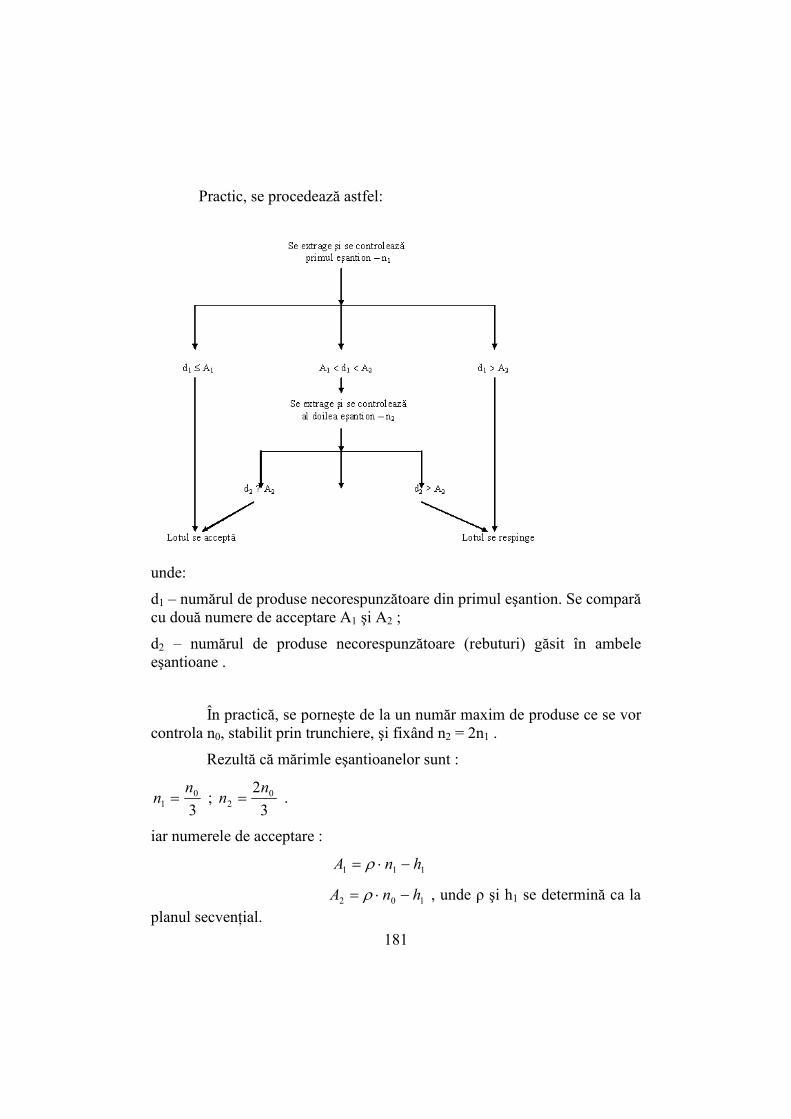
181
Practic, se procedează astfel:
unde:
d1 – numărul de produse necorespunzătoare din primul eşantion. Se compară cu două numere de acceptare A1 şi A2 ;
d2 – numărul de produse necorespunzătoare (rebuturi) găsit în ambele eşantioane .
În practică, se porneşte de la un număr maxim de produse ce se vor controla n0, stabilit prin trunchiere, şi fixând n2 = 2n1 .
Rezultă că mărimle eşantioanelor sunt :
30
1
nn = ;
32 0
2
nn = .
iar numerele de acceptare :
111 hnA −⋅= ρ
102 hnA −⋅= ρ , unde ρ şi h1 se determină ca la planul secvenŃial.
182
TEST DE EVALUARE A. Întrebări deschise 1. Cum explicaŃi corelaŃia dintre conceptul de calitate a produsului şi valoarea de întrebuinŃare a acestuia? Răspuns: Valoarea de întrebuinŃare este atât purtătorul material al valorii, cât şi mijlocul de satisfacere a necesităŃilor consumatorilor .Spre deosebire de valoarea de întrebuinŃare care exprimă utilitatea unui lucru, calitatea exprimă gradul de utilitate sau măsura în care lucrul respectiv poate satisface în mod obiectiv o necesitate. 2. DefiniŃi conceptul de rebut şi precizaŃi tipurile de rebut
B. Întrebări grilă Exemplu rezolvat: 1. Care din elementele de mai jos reprezintă caracteristici de calitate? a) rezistenŃa la rupere; b) randamentul maşinilor şi utilajelor; c) valoarea nutritivă; d) nici unul din elementele enumerate; e) toate elementele enumerate la a, b, c.
Rezolvare: ○ ○ ○ ○ ●
183
De rezolvat: 2. Ponderea produselor refuzate în totalul producŃiei şi cheltuielile aferente remedierii acestora, reprezintă: a) indicatorii parŃiali ai calităŃii; b) indicatorii care exprimă ponderea produselor de calitate superioară în totalul produselor; c) indicatorii rebuturilor; d) indicatorii reclamaŃiilor consumatorilor; e) indicatorii de evaluare a calităŃii produselor. ○ ○ ○ ○ ○ C. AplicaŃii Exemplu rezolvat 1. În condiŃiile stabilite de furnizor şi beneficiar: p1 = 0,02; p2 = 0,08; α = 0,05; β = 0,10 se cere să se alcătuiască un plan secvenŃial de control al calităŃii unui lot mare de produse. Rezolvare :
( )( )
( )( )
0435,0
08,0102,002,0108,0
lg
08,0102,01
lg
11
lg
11
lg
21
12
2
1
=
−−
−−
=
−
−−
−
=
pp
ppp
p
ρ
( )( )
( )( )
55,1
08,0102,002,0108,0
lg
05,0110,0
lg
11
lg
1lg
21
121 −=
−−
−=
−
−−=
pp
pph α
β
( )( )
( )( )
99,1
08,0102,002,0108,0
lg
05,010,01
lg
11
lg
1lg
21
122 =
−−
−
=
−
−
−
=
pp
pph α
β
An = 0,0435 ⋅ n – 1,55
Rn = 0,0435 ⋅ n + 1,99
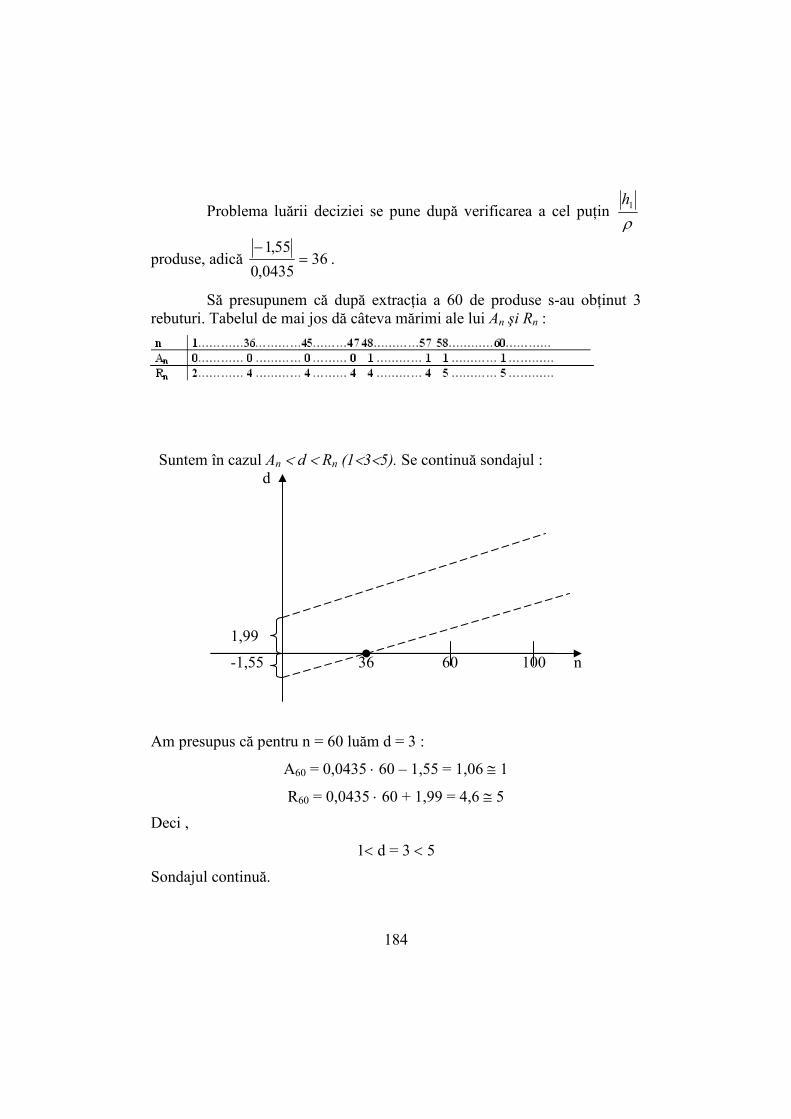
184
Problema luării deciziei se pune după verificarea a cel puŃin ρ
1h
produse, adică 360435,0
55,1=
−.
Să presupunem că după extracŃia a 60 de produse s-au obŃinut 3 rebuturi. Tabelul de mai jos dă câteva mărimi ale lui An şi Rn :
Suntem în cazul An < d < Rn (1<3<5). Se continuă sondajul : d
1,99
-1,55 36 60 100 n
Am presupus că pentru n = 60 luăm d = 3 :
A60 = 0,0435 ⋅ 60 – 1,55 = 1,06 ≅ 1
R60 = 0,0435 ⋅ 60 + 1,99 = 4,6 ≅ 5
Deci ,
1< d = 3 < 5
Sondajul continuă.
185
Presupunem că s-au extras 100 produse şi am obŃinut 7 rebuturi (d = 7):
A100 = 0,0435 ⋅ 100 -1,55 = 4,35 – 1,55 = 2,8 ≅ 3
R100 = 0,0435 ⋅ 100 +1,99 = 4,35 + 1,99 = 6,34 ≅ 7
Suntem în cazul d ≥ 7 ⇒ Lotul se respinge.
De rezolvat: 2. Să se întocmească un plan prin sondaj dublu considerând p1 = 0,02; p2 = 0,08; α = 0,05; β = 0,10 şi n0 = 205 (rezultat prin trunchiere).
REZUMATUL TEMEI
În cadrul primei unităŃi de învăŃare s-a insistat asupra corelaŃiei dintre conceptul de calitate a produsului şi valoarea de întrebuinŃare a acestuia. În contextul acesta, s-a prezentat definiŃia calităŃii şi s-a evidenŃiat caracterul complex şi dinamic al calităŃii produselor, în sensul că, conŃinutul acesteia se modifică de la o perioadă la alta atât sub raport extensiv cât şi sub raport intensiv. łinând seama de toate elementele caracteristice prezentate, s-au definit conceptele de calitate a produsului şi de calitate a producŃiei, conŃinutul ultimului aspect având o sferă mai largă decât cea a noŃiunii de calitate a produsului. Plecându-se de la creşterea continuă a eficienŃei economice şi valorificarea superioară a muncii sociale, s-au prezentat principalele etape specifice organizării moderne a activităŃii de asigurare şi control a calităŃii produselor.
În cea de-a doua unitate de învăŃare s-au prezentat pentru început caracteristicile de calitate împărŃite în trei grupe: funcŃionale, psihosenzoriale şi sociale, şi de disponibilitate. În vederea măsurării şi caracterizării calităŃii produselor s-a evidenŃiat sistemul de indicatori referitor la ponderea produselor de calitate superioară în totalul produselor, rebuturi şi reclamaŃiile consumatorilor, cu formulele de calcul corespunzătoare.
În cea de-a treia unitate de învăŃare, referitoare la fundamentarea matematică a controlului calităŃii, s-a pornit de la principalele tipuri de repartiŃii utilizate şi apoi s-au definit elementele de bază pentru controlul statistic de recepŃie a produselor. Avându-se în vedere

186
faptul că efectuarea practică a controlului se concretizează în planurile de control prin sondaj, s-au evidenŃiat principalele elemente: p1, p2, α şi β; tipul controlului; tipul sondajului; parametrii planului de control, pe baza cărora se decizia cu privire la acceptarea sau respingerea lotului. În cadrul planului de control secvenŃial pentru loturi mari s-au calculat numărul de acceptare (An) şi numărul de respingere (Rn) cu formulele de calcul corespunzătoare şi s-a căutat reprezentarea grafică necesară în luarea deciziei de acceptare/respingere. Pe baza unui raŃionament similar, s-au calculat numerele de acceptare (A1) şi (A2) şi s-a prezentat schematic algoritmul pentru efectuarea planului de sondaj dublu.
187
-TEMA 7- CAPACITATEA DE PRODUCłIE INDUSTRIALĂ ŞI GRADUL DE
UTILIZARE A ACESTEIA
Structura temei: UI − 7.1. Capacitatea de producŃie – definire, factorii care influenŃează mărimea sa UI – 7.2. Calculul capacităŃii de producŃie a unei firme industriale UI – 7.3. Folosirea capacităŃilor de producŃie existente în diferite verigi ale întreprinderii. Căi de îmbunătăŃire a folosirii capacităŃii de producŃie La terminarea acestui capitol veŃi fi capabili: • să prezentaŃi într-o singură fază definiŃia capacităŃii de producŃie a unei
firme industriale; • să prezentaŃi factorii de influenŃă asupra mărimii capacităŃii de
producŃie; • să faceŃi distincŃia între normele tehnice de utilizare intensivă şi cele de
utilizare extensivă în utilizarea acestora în calculul mărimii capacităŃii de producŃie;
• să enumeraŃi etapele de lucru necesare determinării mărimii capacităŃii de producŃie;
• să cunoaşteŃi metodele specifice privind calculul capacităŃii de producŃie pentru utilajele cu specializare pe produs şi cu specializare tehnologică;
• să comparaŃi relaŃiile de calcul privind normele de utilizare extensivă şi intensivă ale verigilor de producŃie;
• să calculaŃi indicatorii utilizării capacităŃii de producŃie sub raport extensiv şi intensiv.
Timpul alocat temei: 4 ore Bibliografie recomandată: • Badea, F. – Managementul producŃiei. EdiŃie revizuită, Editura ASE,
Bucureşti, 2005 • Badea, F. – Strategii economice ale întreprinderii industriale. NoŃiuni
teoretice şi teste de verificare, Editura All, Bucureşti, 1998
188
• Badea, F., Bâgu, C., Radu, C., Lungu, A. – Managementul producŃiei. Studii de caz şi proiect economic, Editura ASE, Bucureşti, 2006
• Badea, F., Bâgu, C., Deac, V. – Managementul producŃiei industriale. Studii de caz şi aplicaŃii practice complexe, Editura All Beck, Bucureşti, 1999
• Bărbulescu, C. – Managementul producŃiei industriale, vol.3, Editura Sylvi, Bucureşti, 1997
• Bărbulescu, C., Bâgu, C. – Managementul producŃiei, vol.2, Editura Tribuna Economică, Bucureşti, 2002
• Bărbulescu, C., Bâgu, C., Ciocârlan, D. – Managementul producŃiei industriale. Culegere: dezbateri, studii de caz, probleme, teste grilă, proiect economic, Editura Sylvi, Bucureşti, 2000
• Dima, I.C., Nedelcu, M.V. – Management industrial. Tratat, Editura NaŃional, Bucureşti, 2000
UI - 7.1. Capacitatea de producŃie – definire, factorii care influenŃează
mărimea sa Fundamentarea ştiinŃifică a mărimii indicatorilor producŃiei industriale necesită calculul capacităŃii de producŃie şi asigurarea folosirii optime a acesteia (Bărbulescu,C.1997,pg.109 – 112) . Pornind de la importanŃa deosebită a fundamentării mărimii producŃiei pe baza capacităŃii de producŃie este necesar să se asigure valorificarea maximă a potenŃialului productiv, prin utilizarea integrală a capacităŃilor de producŃie existente şi a celor ce vor fi puse în funcŃiune. Prin capacitatea de producŃie a unei întreprinderi industriale se înŃelege producŃia maximă ce poate fi obŃinută într-o perioadă dată, pentru o anumită structură şi calitate a producŃiei, în condiŃiile folosirii depline, intensive şi extensive a mijloacelor de producŃie a muncii. La calculul capacităŃii de producŃie nu trebuie luate în considerare unele situaŃii nefavorabile determinate de existenŃa unor locuri înguste, de lipsă de materii prime, energie, forŃă de muncă ş.a. Asupra mărimii capacităŃii de producŃie a întreprinderilor industriale influenŃează următorii factori : 1. Mărimea suprafeŃelor de producŃie şi a parcului de utilaje ; cu cât unitatea industrială va avea suprafeŃe de producŃie mai mari şi un parc de utilaje mai numeros, cu atât acestea vor determina o capacitate mai mare de producŃie.
189
La calculul capacităŃii de producŃie se iau în consideraŃie toate suprafeŃele de producŃie şi întreg utilajul existent instalat în secŃiile de producŃie . 2. Normele tehnice de folosire a utilajului de producŃie şi a suprafeŃelor reprezintă cel de-al doilea factor care influenŃează asupra mărimii capacităŃii de producŃie. Aceste norme tehnice sunt de două feluri şi anume : a) norme tehnice de utilizare intensivă ; b) norme tehnice de utilizare extensivă . Prin normă tehnică de utilizare intensivă se înŃelege producŃia maximă care se poate realiza într-o unitate de timp, pe unitatea caracteristică tehnică dimensională a agregatului, maşinii sau instalaŃiei, sau pe unitatea dimensională a suprafeŃelor de producŃie. Aşa, de pildă, în siderurgie, norma tehnică de utilizare intensivă se exprimă prin producŃia maximă de fontă, în tone, ce poate fi obŃinută pe un metru cub de volum al furnalului şi pe o zi calendaristică, la forajul sondelor – prin viteză maximă de foraj, exprimată în metri pe granic-lună, în filaturi – prin producŃia maximă de fire ce poate fi obŃinută pe un fus într-o oră etc. Rezultă că aceste norme tehnice de utilizare intensivă se pot stabili la agregatele şi instalaŃiile unde se execută un singur fel de produs sau o singură operaŃie, în condiŃiile unei producŃii continue sau discontinue. Calculul capacităŃii de producŃie se face luându-se în considerare normele tehnice de folosire a utilajului, determinate pe baza tehnologiei şi organizării înaintate a producŃiei şi a muncii, Ńinând seama de realizările cele mai bune obŃinute în mod constant de unităŃile de producŃie din cadrul întreprinderii sau ale ramurii. În condiŃiile progresului continuu al tehnicii, al perfecŃionării tehnologiei de fabricaŃie şi ridicării nivelului cultural-tehnic al personalului muncitor, aceste norme trebuie revizuite periodic pentru a corespunde astfel situaŃiei existente în cadrul unităŃilor de producŃie. Mărimea normelor tehnice de utilizare intensivă se poate stabili după caz, în două moduri, şi anume : a) pentru utilajele, instalaŃiile sau agregatele noi, pe baza datelor şi caracteristicilor tehnico-productive stabilite în documentaŃiile legale aprobate sau înscrise în fişa tehnică a utilajelor; b) pentru utilajele aflate deja în funcŃiune, pe baza realizărilor de vârf înscrise în evidenŃele proprii ale unităŃii de producŃiei . Determinarea normei tehnice utilizare intensivă care se ia în calculul capacităŃii de producŃie necesită stabilirea, în primul rând, a lunii în cadrul anului precedent în care s-au obŃinut cele mai bune realizări, iar în
190
cazul acesteia, alegerea a zece zile consecutive în care indicatorii de utilizare au fost superiori mediei din luna respectivă. Norma medie de utilizare se va calcula ca o medie aritmetică a realizărilor obŃinute în aceste zece zile, iar pentru produsele cu ciclu de fabricaŃie mare, luna în care s-au obŃinut cele mai bune rezultate din an sau cel mai bun rezultat mediu lunar din trimestrul cu cele mai bune realizări. Trebuie precizat că pentru calculul normelor tehnice de utilizare intensivă nu se iau în consideraŃie acele realizări de vârf care sunt generate de anumite condiŃii întâmplătoare. Normele tehnice de utilizare astfel obŃinute trebuie comparate cu normele obŃinute de întreprinderi din Ńară sau străinătate, pentru a putea aprecia în ce măsură acestea exprimă sau nu în mod corect producŃia maximă posibilă care poate fi obŃinută. Această metodologie de calcul poate fi folosită pentru cazul în care structura producŃiei rămâne neschimbată în perioada de calcul faŃă de cea de bază. În cazul în care structura producŃiei se schimbă, se impune recalcularea producŃiei realizate în perioada de vârf în producŃie echivalentă, pe baza structurii producŃiei în perioada pentru care se calculează capacitatea. Normele tehnice de utilizare extensivă exprimă timpul de funcŃionare a diferitelor maşini, utilaje, instalaŃii sau agregate sau timpul de folosire a suprafeŃelor de producŃie . Normele tehnice de utilizare extensivă exprimă folosirea în timp a diferitelor maşini, utilaje, instalaŃii sau suprafeŃe de producŃie. Mărimea acestor norme este în funcŃie de o serie de factori, cum sunt numărul de zile lucrătoare, regimul de schimburi, întreruperile pentru reparaŃii ş.a. Cu cât unitatea industrială va lucra într-un număr mai mare de zile pe an şi cu un regim de schimburi mai mare pe zi, cu atât va creşte numărul de ore de funcŃionare a utilajului, acestea influenŃând asupra creşterii capacităŃii de producŃie şi gradului de folosire a acesteia. Normele tehnice de utilizare reprezintă un factor complex, mărimea lor fiind influenŃată de o serie de factori, cum sunt : - nivelul de calificare a personalului muncitor care foloseşte utilajele ; - tehnologia folosită ; - felul instrumentelor şi dispozitivelor utilizate ; - modul de organizare a producŃiei ş.a. Cu cât nivelul de calificare şi gradul de însuşire a tehnicii profesiei date vor fi mai ridicate, cu atât se vor putea folosi mai bine mijloacele fixe atât sub raport extensiv cât şi sub raport intensiv.
191
În mod asemănător, cu cât tehnologia folosită va fi mai înaintată, dispozitivele mai perfecŃionate şi nivelul de organizare a producŃiei mai ridicat, cu atât mai mari vor fi normele tehnice de utilizare. Calitatea şi structura materiilor prime utilizate influenŃează normele tehnice de utilizare intensivă prin faptul că, în raport cu ele, acestea vor avea o anumită mărime. Astfel, de exemplu, în industria siderurgică cu cât minereul de fier va avea un conŃinut mai mare de fier, cu atât normele tehnice de utilizare intensivă a furnalelor vor fi mai mari. Sub raportul regimului de lucru, întreprinderile pot lucra într-un schimb, două sau trei, cu săptămâna întreruptă sau cu un regim de funcŃionare continuu, lucrând şi duminica şi sărbătorile legale, timp de 24 de ore pe zi. 3) Sortimentul producŃiei. Acest factor influenŃează asupra mărimii capacităŃii de producŃie prin aceea că diferitele produse, necesitând norme de timp diferite, determină capacităŃi de producŃie diferite, precum şi un grad diferit de încărcare a utilajului sau suprafeŃelor de producŃie. Sortimentul care asigură cea mai bună folosire a capacităŃii de producŃie poartă denumirea de sortiment optim. Capacitatea de producŃie a întreprinderii industriale se determină Ńinând seama de sortimentul prevăzut a se executa. În condiŃiile modificării sortimentului producŃiei se modifică şi mărimea capacităŃii de producŃie a întreprinderii industriale, aceasta urmând a se exprima în raport cu noile produse ce urmează a se fabrica. Capacitatea de producŃie a întreprinderii industriale, fiind influenŃată de aceşti factori, reprezintă o mărime dinamică. La calculul ei trebuie Ńinut seama de organizarea înaintată a producŃiei, de folosirea unor materii prime de calitate superioară, care să corespundă prescripŃiilor sau condiŃiilor tehnice, de folosirea celor mai perfecŃionate instrumente şi dispozitive, ca şi de influenŃa celorlalŃi factori care asigură folosirea la maximum a potenŃialului productiv existent.
UI – 7.2. Calculul capacităŃii de producŃie a unei firme industriale
1. Metodologia generală de calculul a capacităŃii de producŃie Calculul capacităŃii de producŃie a unei întreprinderi industriale necesită o muncă laborioasă şi complexă. Astfel, pentru a calcula capacitatea unei întreprinderi este necesar să se pornească în mod ascendent
192
de la calculul capacităŃii de producŃie a sectoarelor de producŃie, a atelierelor, a secŃiilor şi după aceea a întreprinderii, luată în ansamblu. Pentru determinarea mărimii capacităŃii de producŃie se recomandă efectuarea următoarelor etape de lucru (Bărbulescu,C.,1997,pg.114 – 118): a) stabilirea nomenclatorului de produse pentru care se calculează capacitatea de producŃie ; b) repartizarea capacităŃilor de producŃie din perioada de plan pe diferite categorii (în funcŃiune în tot timpul anului, ce se vor scoate din funcŃiune sau puse în funcŃiune etc.); c) stabilirea verigilor de producŃie principale şi a verigilor conducătoare pe baza sectorizării întreprinderii ; d) precizarea utilajelor sau a suprafeŃelor ce vor fi luate în considerare la determinarea capacităŃii de producŃie ; e) determinarea formulelor de calcul ce vor fi utilizate pentru diferitele maşini, utilaje sau instalaŃii ; f) calcularea fondului de timp disponibil şi determinarea, acolo unde este cazul, a indicatorilor de utilizare intensivă, de vârf, pe verigi de producŃie, în funcŃie de care se vor calcula capacităŃile de producŃie ; g) determinarea celorlalte elemente necesare de calcul a capacităŃii de producŃie în funcŃie de specificul formulelor de calcul ; h) calcularea capacităŃilor de producŃie, prin folosirea formulelor de calcul specifice şi a elementelor de calcul determinate potrivit metodologiei adoptate; i) stabilirea excedentelor sau a locurilor înguste de capacitate; j) analizarea în mod comparativ a capacităŃii de producŃie cu cea de proiect, diferenŃele rezultate justificându-se în raport cu situaŃiile admisibile sau, dacă este cazul, adoptându-se măsuri de corectare a mărimii calculate, dacă aceasta este mai mică decât capacitatea de proiect, fără a se încadra în cazurile admisibile . În vederea calculului capacităŃii de producŃie a diferitelor unităŃi de producŃie si a întreprinderii, luată în ansamblul ei, trebuie luate în considerare următoarele elemente : a) totalul utilajului instalat în unitatea de producŃie, neluând în calcul utilajul de rezervă; b) regimul de lucru stabilit pentru întreprinderile din ramura respectivă; c) introducerea în producŃie a utilajului sau a proceselor tehnologice avansate, precum şi modernizarea utilajului existent; d) nivelul specializării întreprinderii şi al verigilor ei; e) măsurile tehnico-organizatorice pentru lichidarea locurilor înguste; f) normele tehnico-economice de perspectivă de folosire a utilajului.
193
Din punct de vedere metodologic, sub raportul calculului capacităŃii de producŃie, întreprinderile sau unităŃile de producŃie se împart în două mari grupe şi anume: a) grupa celor la care produsul finit se obŃine ca urmare a prelucrării materiilor prime la un singur utilaj, agregat sau la o singură maşină sau instalaŃie ; b) grupa celor la care produsul finit se obŃine ca urmare a prelucrării materiilor prime în mod succesiv la o serie de maşini, utilaje sau instalaŃii . La întreprinderile, secŃiile,atelierele sau sectoarele din prima grupă, la care fiecare maşină, instalaŃie, aparat sau agregat prelucrează materiile prime şi materialele direct în produse finite, nemaifiind nevoie de alte prelucrări în cadrul unităŃii sau al întreprinderii, capacitatea de producŃie se calculează făcând suma capacităŃilor de producŃie a maşinilor,aparatelor sau agregatelor care execută produsul respectiv. Aşa, de pildă,capacitatea de producŃie a unei secŃii de furnale se va obŃine făcând suma capacităŃilor de producŃie a tuturor furnalelor de care dispune acesta. Pentru cea de-a doua grupă de întreprinderi, secŃii sau sectoare la care produsul finit se obŃine ca urmare a prelucrării succesive a materiilor prime sau materialelor la mai multe maşini, utilaje sau instalaŃii, mărimea capacităŃii de producŃie se determină în funcŃie de mărimea capacităŃii de producŃie a grupei de utilaj, a sectorului, atelierului sau secŃiei în care se efectuează cele mai importante operaŃii ale procesului tehnologic, specifice produselor pentru care se calculează capacitatea, denumite „verigi conducătoare”. Aşa,de pildă, pentru un sector de producŃie compus din mai multe grupe diferite de utilaje la care se prelucrează materii prime în mod succesiv, capacitatea de producŃie este dată de capacitatea de producŃie a utilajului considerat conducător. În mod asemănător, pe baza metodologiei existente, capacitatea de producŃie a unui atelier, format din mai multe sectoare de producŃie, va fi determinată de capacitatea de producŃie a sectorului considerat conducător, iar capacitatea de producŃie a unei întreprinderi, formată din mai multe secŃii, va fi determinată de capacitatea de producŃie a secŃiei conducătoare, fiecare dintre acestea constituind verigi conducătoare la nivelul unităŃii respective. Pentru stabilirea verigii conducătoare pot fi luate în considerare, în mod separat sau împreună, o serie de criterii, cum sunt : a) unitatea de producŃie cu ponderea cea mai mare de manoperă în manopera totală a întreprinderii ; b) unitatea de producŃie cu ponderea valorică cea mai mare a capitalului fix faŃă de capitalul fix total al întreprinderii.
194
În aceste condiŃii pot fi verigi conducătoare acele unităŃi de producŃie care prezintă o importanŃă hotărâtoare pentru realizarea produsului respectiv, au o complexitate tehnică deosebită sau o valoare de inventar superioară faŃă de celelalte verigi de producŃie. În cazul în care la calculul capacităŃii de producŃie rezultă că în anumite unităŃi există locuri înguste care limitează capacitatea de producŃie, trebuie prevăzute măsuri tehnico-organizatorice care să ducă la lichidarea acestora. Pentru calculul capacităŃii de producŃie a întreprinderii trebuie să se pornească de la calculul capacităŃii pe principalele grupe de utilaje sau agregate. Calculul capacităŃii de producŃie a diferitelor grupe de utilaje sau agregate necesită determinarea a două elemente de bază şi anume: a) a mărimii timpului disponibil de funcŃionare a maşinii sau agregatului, în decursul perioadei considerate ; b) a normei tehnice de producŃie, a maşinii, a agregatului etc., pe unitatea de timp sau a normei tehnice de timp pe unitatea de produs . Pentru determinarea mărimii timpului disponibil de funcŃionare, diferitele maşini utilaje sau agregate se grupează în utilaje sau agregate cu funcŃionare continuă, cu funcŃionare cu săptămâna întreruptă şi cu lucrul sezonier. Pentru fiecare grupă în parte, mărimea timpului de funcŃionare se calculează în mod diferit. La utilajele sau agregatele cu funcŃionare continuă, timpul disponibil de funcŃionare al acestora se determină cu ajutorul formulei :
Rcc TTTd −= în care : Tdc – reprezintă timpul disponibil de funcŃionare a agregatului cu funcŃionare continuă ; Tc – timpul de lucru calendaristic, care se calculează după formula: Tc = 24 ore x 365 zile = 8760 ore TR – timpul de reparaŃii prevăzut . Timpul disponibil de funcŃionare pentru maşinile şi utilajele care lucrează cu săptămâna întreruptă se calculează cu ajutorul formulei :
195
( )[ ]{ }100
100 pdnTTTTd ssRLcÎ
−×××+−=
în care : TdÎ –reprezintă timpul disponibil de funcŃionare a maşinii sau agregatului cu funcŃionare întreruptă ; Tc – numărul de zile calendaristice într-un an ; TL – timpul liber în zile, datorat săptămânii reduse de lucru, duminicilor, sărbătorilor legale; ns – numărul schimburilor în 24 ore ; ds – durata unui schimb, în ore , p – procentul stabilit de întreruperi admisibile . Calculul timpului de funcŃionare la maşinile şi utilajele cu funcŃionare sezonieră se face Ńinându-se seama de perioada sezonului. Determinarea normelor tehnice de producŃie sau a normelor tehnice de timp pentru diferitele maşini,utilaje, aparate sau agregate se face Ńinându-se seama de particularităŃile pe care le reprezintă maşina,aparatul sau agregatul respectiv, pe baza datelor din fişele tehnice sau pe bază de normare. Pentru calculul capacităŃii de producŃie pe o anumită perioadă de timp, maşinile, utilajele sau agregatele se împart în două mari grupe,şi anume : a) cu specializarea pe produs ; b) cu specializare tehnologică . Pentru fiecare din aceste grupe de maşini, utilaje sau agregate, calculul capacităŃii de producŃie se face după anumite metode specifice . 2.Calculul mărimii capacităŃii de producŃie la utilajele cu specializare pe produs După Bărbulescu C-tin.(1997,pg,118 – 121), calculul capacităŃii de producŃie presupune următoarele cazuri: CAZUL I . Pentru utilajele, agregatele şi instalaŃiile cu specializarea pe produs, a căror producŃie se obŃine la numite perioade egale cu durata de elaborare a unei şarje, capacitatea de producŃie se calculează cu ajutorul următoarei formule :
c
dpmpp D
TKGC ××=
196
în care : Cp – reprezintă capacitatea de producŃie a utilajului, a agregatului sau instalaŃiei cu funcŃionare perioadă, pe o anumită perioadă de timp (an, lună, zi) ; Gmp –greutatea materiilor prime ce se pot cuprinde în agregat, la o încărcare; Kp – coeficientul de producŃie utilizabilă care se obŃine din cantitatea de materii prime cu care se încarcă o dată utilajul, agregatul sau instalaŃia (coeficientul de transformare din materie primă în produs finit ) ; Td – timpul disponibil de funcŃionare pe perioada pentru care se calculează capacitatea ; Dc – durata unui ciclu de prelucrare a unui lot de materii prime cu care se încarcă o dată utilajul, agregatul sau instalaŃia (în siderurgie, de pildă, Dc reprezintă durata de elaborare a unei şarje). Din această grupă de maşini, utilaje şi agregate, pentru care este aplicată formula de calcul arătată, fac parte furnalele, cuptoarele Martin, o serie de agregate chimice, autoclave, cuptoare pentru arderea cărămizilor etc. La calculul capacităŃii de producŃie pe baza acestei trebuie avut în vedere că mărimile D, G şi K să fie astfel determinate încât să Ńină seama de cele mai bune realizări obŃinute în mod constant şi de folosirea celor mai potrivite procese tehnologice. Pentru exemplificare se consideră un agregat la care greutatea materiilor prime cu care se poate încărca o dată este de 200 tone şi care are un coeficient al producŃiei utilizabile obŃinute din materii prime 0,6 din greutatea materiei prime. Acest agregat lucrează continuu, timpul pentru reparaŃii planificate fiind de 30 de zile anuale, durata ciclului de prelucrare a unui lot de materii prime fiind de 5 ore. Pentru calculul capacităŃii de producŃie a acestui agregat trebuie să se determine în primul rând fondul de timp disponibil . Se aplică relaŃia : Td = Tc – TR = 365 x 24 – 30 x 24 = 8760 – 720 = 8040 ore Se calculează apoi capacitatea de producŃie a agregatului prin aplicarea relaŃiei cunoscute :

197
690.1925
80406,0200 =××=××=
c
dpmpp D
TKGC tone
CAZUL II. Pentru diferitele maşini, agregate sau instalaŃii specializate în fabricarea unui anumit produs, pentru care se poate stabili o normă tehnică de utilizare intensivă, cunoscându-se caracteristica dimensională a acestora şi fondul de timp disponibil, se poate calcula capacitatea de producŃie cu ajutorul relaŃiei :
Cp = Ntui x C x Td în care : Cp – reprezintă capacitatea de producŃie ; Ntui – norma tehnică de utilizare intensivă ; Td – timpul disponibil de funcŃionare ; C – caracteristica disponibilă . În cazul în care există mai multe maşini, agregate sau instalaŃii, care fiecare asigură obŃinerea aceluiaşi produs finit, fără a mai fi nevoie de prelucrări, capacitatea de producŃie totală se obŃine ca sumă a capacităŃilor de producŃie a acestora. Pentru exemplificare, se consideră o secŃie de furnale care dispune de trei furnale. Primul are o caracteristică dimensională de 1000 m3, al doilea de 1200 m3 şi al treilea de 1500 m3. Norma tehnică de utilizare intensivă este de 1,4 tone fontă/m3/zi, iar timpul mediu pentru reparaŃii este de 50 de zile. Se aplică relaŃia cunoscută : Cp=1000x1,4x315+1200x1,4x315+1500x1,4x315=(1000+1200+150)x1,4x315= =3700x1,4x315=1.631.700 tone fontă CAZUL III. Calculul capacităŃii de producŃie pentru grupa maşinilor, utilajelor şi agregatelor specializate pentru fabricarea unui fel de produs în funcŃie de timpul disponibil de funcŃionare şi normele tehnice de timp sau normele tehnice de producŃie. În acest caz capacitatea de producŃie se poate determina cu ajutorul relaŃiei :
pdp nTC ×= sau t
dp n
TC =
198
în care : Cp – reprezintă capacitatea de producŃie ; Td – timpul disponibil de funcŃionare a utilajului ; np – norma tehnică de producŃie ; nt – norma tehnică de timp . O astfel de formulă se poate aplica, de pildă, pentru calculul capacităŃii de producŃie a maşinilor de filat, a războaielor de Ńesut, a maşinilor-unelte specializate pentru prelucrarea metalelor etc. 3.Calculul mărimii capacităŃii de producŃie la verigile simple cu specializare tehnologică Într-o verigă simplă cu specializare tehnologică se execută o anumită lucrare tehnologică la mai multe feluri de produse. În aceste condiŃii, calculul mărimii capacităŃii de producŃie se face pentru un produs considerat în mod convenŃional ca reprezentativ (etalon). Metoda folosită se concretizează în mai multe etape de lucru (Bărbulescu,C.,Băgu,C.,2002, pg.204 – 206). ETAPA Nr.1 – STABILIREA PRODUSULUI REPREZENTATIV Din ansamblul produselor executate în veriga respectivă se consideră reprezentativ (etalon) acel produs care necesită cel mai mare volum de muncă în cadrul verigii.
Deci, se va alege acel produs care are max (Qi x tni) sau max
i
i
Pn
Q, i=1÷n,
unde: tn – reprezintă timpul unitar normat sau realizat în perioada de vârf a anului anterior ; Pn –producŃia orară normată sau realizată în perioada de vârf anului anterior. S-a notat cu Qi – cantitatea de producŃie din produsul „i” prevăzută pentru a fi executată în veriga respectivă într-o anumită perioadă de timp. ETAPA Nr.2 – CALCULUL COEFICIENłILOR DE ECHIVALARE a producŃiei exprimată în unităŃi naturale cu producŃia exprimată în unităŃile natural – convenŃionale ale produsului reprezentativ (notat cu indicele „r”). Ei se pot stabili fie în funcŃie de timpul unitar normat (standard) sau realizat în perioada de vârf a anului anterior – tni, fie pe baza producŃiei
199
orare normate (standard) sau realizate în perioada de vârf a anului anterior – Pni, astfel :
( )r
ii tn
tntC = sau ( )
r
ii Pn
PnpC = , pentru i=1÷n
ETAPA Nr.3 – EXPRIMAREA PRODUCłIEI FIECĂRUI PRODUS „i” ÎN UNITĂłI ECHIVALENTE DE PRODUS REPREZENTATIV – Qei Întrucât timpul unitar şi producŃia orară sunt indicatori invers proporŃionali, transformarea producŃiei din unităŃi naturale în unităŃi natural-convenŃionale se realizează în funcŃie de modul de calcul al coeficienŃilor de echivalare, după cum urmează :
)(tCQQe iii ⋅= sau )( pC
QQe
i
ii =
ETAPA Nr.4 – CALCULUL STRUCTURII PRODUCłIEI EXECUTATĂ ÎN VERIGA RESPECTIVĂ, exprimată prin ponderile aferente produselor „i” – pi.
100
1
⋅=
∑=
n
ii
i
Qe
Qepi , cu condiŃia %100
1∑=
=n
i
pi
ETAPA Nr.5 – CALCULUL MĂRIMII CAPACITĂłII DE PRODUCłIE A VERIGII, EXPRIMATĂ ÎN UNITĂłI ECHIVALENTE DE PRODUS REPREZENTATIV – Cpe . În acest scop, se folosesc relaŃiile prezentate anterior, în care parametrii de utilizare intensivă sunt aferenŃi produsului reprezentativ. Deci,
rtn
TdNuCpe
⋅= sau rPnTdNuCpe ⋅⋅=
ETAPA Nr.6 – REPARTIZAREA CAPACITĂłII DE PRODUCłIE ÎN FUNCłIE DE STRUCTURA PRODUCłIEI EXECUTATE ÎN VERIGA RESPECTIVĂ. Se obŃine, astfel, mărimea capacităŃii de producŃie aferentă fiecărui produs „i” exprimată în unităŃi echivalente de produs reprezentativ – Cpei, după cum urmează :

200
100i
i
pCpeCpe
⋅= , cu condiŃia ∑
=
=n
ii CpeCpe
1
ETAPA Nr.7 – EXPRIMAREA MĂRIMII CAPACITĂłII DE PRODUCłIE ÎN UNITĂłILE NATURALE ALE FIECĂRUI PRODUS „I” - Cpi Transformarea mărimii capacităŃii de producŃie din unităŃi natural-convenŃionale în unităŃi naturale se face în funcŃie de modul de calcul al coeficienŃilor de echivalare, astfel :
)(tC
CpeCp
i
ii = sau Cpi = Cpei x Ci(p)
4. Calculul capacităŃii de producŃie la utilajele cu specializare tehnologică, pe baza producŃiei realizate în perioada precedentă În practică, pentru calculul capacităŃii de producŃie există elaborate metodologii specifice de calculul pentru diferite ramuri industriale (Badea,F.,2005, pg.273 – 274). În industria constructoare de maşini, de pildă, pentru procesele de producŃie complexe în care veriga de producŃie este formată din mai multe maşini şi utilaje care asigură efectuarea unor operaŃii tehnologice pentru o mare varietate de produse se foloseşte următoarea formulă de calcul :
( )ε
γα×
×
××
×+=
∑∑
eioi
iiop tm
tdmPC 1
100100
în care :
pC - reprezintă capacitatea de producŃie în anul de plan ;
Po - producŃia realizată în perioada de bază, exprimată în aceleaşi unităŃi de masură ca şi capacitatea de producŃie ; α - sporul productivităŃii muncii în perioada considerată faŃă de perioada de bază, exprimată în procente ; γ - ponderea factorilor intensivi în creşterea producŃiei pe seama productivităŃii muncii (din rândul acestor factori pot fi amintiŃi cel care se referă la perfecŃionarea tehnologiilor de fabricaŃie, folosirea mai intensă a

201
timpului de lucru ş.a). Ca mărime, acest coeficient poate varia de la 0 la 1,
având valori apropiate sau egale 1, atunci când raportul d
e
T
T tinde spre 1;
∑ lim - numărul de maşini-unelte din veriga conducătoare, pentru
grupa de utilaj “i” în anul pentru care se determină capacitatea de producŃie ; ∑ oim - numărul de utilaje din veriga conducătoare pentru grupa de
utilaj “i” în anul de bază; tdi - timpul maxim disponibil de funcŃionare, în anul pentru care se determină capacitatea de producŃie, pentru unitatea de utilaj “i”; tei - timpul efectiv de lucru, în ore, al utilajelor din veriga conducătoare, pentru unitatea de utilaj “i”,în anul de bază; ε - coeficient de simultaneitate a încărcării uniforme a parcului de utilaje.Valorile acestui coeficient se iau în mod diferenŃiat, în raport cu volumul producŃiei fabricate după cum urmează : - 0,88 pentru producŃia de unicate şi de serie mică ; - 0,92 pentru producŃia de serie mijlocie; - 0,96 pentru producŃia de masă . În cazul în care în cadrul aceleaşi verigi de producŃie se execută mai multe feluri de produse, calculul capacităŃii de producŃie se face pentru fiecare fel de produs în parte, folosind următoarea formulă de calcul :
oii PCp λ= în care : Cpi - reprezintă capacitatea de producŃie a verigii de producŃie exprimată de produsul „i” ; P0i - producŃia din produsul „i” executată în perioada de bază ; λ - un factor multiplicativ care se calculează ca ajutorul relaŃiei:
εγα
λ ××
××
×+=
∑∑
eii
dili
tm
tm
0100100
considerat este comparabilă cu cea din perioada de bază.

202
În cazul în care structura producŃiei se schimbă, se impune recalcularea producŃiei şi folosirea valorii acesteia în calculul capacităŃii de producŃie, conform relaŃiei :
ii ecCp Prλ= în care : Preci - reprezintă producŃia recalculată pentru produsul “i”. Recalcularea producŃiei se poate face cu ajutorul următoarei relaŃii :
inii
niii P
tP
tPec 1
1
0Pr ××
×=∑∑
în care : P0i - reprezintă producŃia efectivă din anul de bază din produsul “i”; Pli - producŃia prevăzută a se executa pentru produsul “i”; tni - timpul normat în maşini-ore pe unitatea de produs “i”, la maşinile unelte luate în calculul capacităŃii de producŃie . 5. Calculul capacităŃii de producŃie în funcŃie de mărimea suprefeŃelor de producŃie La acele întreprinderi sau unităŃi de producŃie la care suprafeŃele de producŃie şi numărul de muncitori direct productivi reprezintă un factor hotărâtor al producŃiei, cum este cazul la turnătorii, secŃii de montaj, de finisare ş.a., pentru calculul capacităŃii de producŃie se poate folosi o relaŃie de forma următoare (Bărbulescu,C.,1997,pg.126 – 128) :
Cp = S · I · Td în care : S - reprezintă suprafaŃa totală a verigii de producŃie, în metri pătraŃi ; I - indicatorul de utilizare intensivă, stabilit pe baza realizărilor de vârf ; Td - timpul disponibil de folosire a suprafeŃelor de producŃie ; Cp - capacitatea de producŃie

203
În această relaŃie indicatorul de utilizare intensive a suprafeŃei de producŃie se calculează cu ajutorul formulei :
SHC
PI
s
v
××=
în care : Pv - reprezintă producŃia din perioada de vârf ; Cs - coeficientul de schimburi din perioada de vârf; H - numărul de ore lucrătoare într-un schimb din perioada de vârf, obŃinut prin înmulŃirea numărului de zile lucrătoare din perioada dată cu numărul de ore lucrătoare într-un schimb ; S - suprafaŃa totală a verigii de producŃie. Coeficientul numărului de schimburi (Cs), se poate calcula, la rândul lui, cu ajutorul unei relaŃii de forma următoare :
incarcatmaicelschimbuldinmuncitoridenumarul
schimburidinormuncitorilaltotalnumarulCs −−−−−−−
−−−−−=
La unele întreprinderi industriale, cum sunt cele de construcŃii navale, de montaj, de reparaŃii ş.a., unde predomină munca manuală iar suprafeŃele de producŃie au un rol hotărâtor în determinarea capacităŃii, pentru calculul capacităŃii de producŃie se poate utiliza o relaŃie de forma următoare :
+⋅⋅⋅
=100
18 0
1
00
10
βS
S
ZC
TdPC
Sp
în care : Cp - reprezintă mărimea capacităŃii de producŃie ; Po - producŃia realizată în perioada de bază ; Td1 - timpul disponibil de lucru, în ore/an, din anul de plan ; S0,S1 - suprafaŃa de producŃie din perioada de bază şi respectiv de plan, exprimată în m2 ; CS0 - coeficientul mediu anual de schimburi al muncitorilor direct productivi la locurile de muncă ale verigii conducătoare considerate, din perioada de bază; Z0 - numărul de zile lucrătoare din perioada de bază ; β - procentul de îmbunătăŃire a normelor de timp în anul de plan faŃă de anul de bază, care va determina o anumită creştere a productivităŃii muncii.
204
În cazul în care se poate determina cu exactitate numărul locurilor de lucru de la veriga de producŃie conducătoare considerate din perioada de bază (n0) şi din perioada de plan (n1), calculul capacităŃilor de producŃie se poate face şi în funcŃie de numărul locurilor de muncă, din veriga conducătoare, cu ajutorul unei relaŃii de forma următoare :
+⋅⋅⋅
=100
18 0
1
00
10
βn
n
ZC
TdPC
Sp ,
în care simbolurile folosite au semnificaŃiile precizate anterior. 6. Calculul capacităŃii de producŃie la liniile de producŃie în flux Pentru unităŃile de producŃie organizate cu producŃia în flux, capacitatea de producŃie se determină pe fiecare linie de producŃie în flux în parte, împărŃind timpul disponibil de funcŃionare al liniei în flux, exprimat în minute, la tactul liniei în flux stabilit in funcŃie de nivelul optim de lucru atins în mod constant. Formula de calcul, în acest caz, poate fi următoarea :
T
tdCp îS
if
−= ,
în care : Cpif - reprezintă capacitatea de producŃie la o linie de producŃie în flux, pe schimb . UI – 7.3. Folosirea capacităŃilor de producŃie existente în diferite verigi
ale întreprinderii. Căi de îmbunătăŃire a folosirii capacităŃii de producŃie
1.RelaŃii de calcul privind Norma de utilizare extensivă şi intensivă a verigii de producŃie Principalele relaŃii de calcul utilizate în determinarea normelor de utilizare extensivă şi intensivă sunt următoarele (Bărbulescu,C.,Bâgu,C.,2002, pg.193 – 198):

205
a) Norma de utilizare extensivă EvidenŃiaza fondul de timp maxim disponibil de funcŃionare a verigii de producŃie Td max) . FaŃă de fondul de timp disponibil (Td), Tdmax reflectă cele mai mari posibilităŃi de funcŃionare zilnică a utilajelor sau suprafeŃelor de lucru din structura verigii de producŃie .
( ) otssrnd TdnTTT −⋅⋅−= maxmax ,
sau ( ) ( )otssrnd KdnTTT −⋅⋅−= 1maxmax unde : Tn - fondul de timp nominal al perioadei considerate (zile lucrătoare);
LCn TTT −=
rT - timpul mediu de întreruperi pentru executarea reviziilor si reparaŃiilor (zile lucrătoare) ; ns max - numărul maxim al schimburilor de funcŃionare a verigii de producŃie într-o zi lucrătoare ; ds - duarata unui schimb (ore) ;
otT - timpul mediu de întreprinderi pentru opriri tehnologice (ore) ;
otK - coeficientul mediu al opririlor tehnologice programate pentru fiecare
schimb ( 0≥otK ).
otr TsiT se determină cu următoarele relaŃii :
∑
∑
=
=
⋅
=m
juj
m
jujrj
r
N
NT
T
1
1
în care : Trj - timpul de întreprinderi pentru revizii şi reparaŃii pentru fiecare utilaj din subgrupa „j”; Nuj - numărul utilajelor din subgrupa „j” omogenă sub raportul duratei de staŃionare pentru revizii şi reparaŃii programate sau pentru opriri tehnologice programate :
206
∑
∑
=
=
⋅
=m
juj
m
jujotj
ot
N
NT
T
1
1
unde : Totj - timpul pentru opriri tehnologice programate al fiecărui utilaj din subgrupa “j”. b) Norma de utilizare intensivă Exprimă producŃia maximă ce poate fi obŃinută în unitatea de timp pe o unitate de caracteristică dimensională a verigii respective, adică : pe utilaj, pe o unitate de mărime fizică specifică utilajului, pe un m2 suprafaŃă de producŃie .
efvdv
vuiv
TC
PI
⋅=
în care :
uivI - indicatorul mediu de utilizare intensivă a verigii de producŃie în perioada de vârf din anul anterior ; Pv - producŃia executată in perioada de vârf din anul anterior în veriga respectivă ; Cdv - caracteristica dimensională a verigii existentă în perioada de vârf din anul anterior (m3 volum; m2 suprafaŃă; buc) ;
efT - timpul mediu efectiv de funcŃionare a verigii în perioada de vârf din
anul anterior (ore ). Pe baza uivI se fundamentează norma de utilizare intensivă (Nui), folosită pentru calculul capacităŃii de producŃie din anul următor .
207
2. Indicatorii folosirii capacităŃii de producŃie Pentru stabilirea indicatorilor de folosire a capacităŃii de producŃie se porneşte de la relaŃiile de fundamentare factorială a mărimii capacităŃii de producŃie, iar pe de altă parte, a producŃiei prevăzute, ca rezultat în cifre absolute al folosirii capacităŃii de producŃie. Aceste relaŃii sunt (Bărbulescu,C.,Bâgu,C.,2002,pg.208 – 211) :
Cp = Cd · Td max · Nui şi Pp = Cd · Tp ·
puiI , în care :
Tp ≤ Td max şi uiui NIp≤
În aceste relaŃii,Cd, Td max şi Nui au semnificaŃiile prezentate anterior. Tp reprezintă timpul prevăzut de funcŃionare a verigii de producŃie considerate. El se calculează ca un raport între timpul necesar pentru executarea producŃiei prevăzute în veriga respectivă – Tnec - şi mărimea caracteristicii dimensionale a acesteia – Cd . Deci,
d
necp C
TT =
puiI - este indicatorul mediu prevăzut de utilizare intensivă a
verigii considerate .
puiI = 0uiI , dacă condiŃiile de desfăşurare a procesului de producŃie
în veriga respectivă nu se modifică în anul de fundamentare (1) faŃă de cel anterior (0) .
puiI = 1uiI , atunci când, ca urmare a adoptării unor măsuri cu
caracter intensiv, condiŃiile de producŃie se schimbă de la un an la altul . Modul de determinare al lui
0uiI şi 1uiI a fost prezenat anterior .
În relaŃiile de mai sus Cd, Tmp şi Tp sunt factori extensivi, iar Nui şi
puiI sunt factori intensivi.
Pe baza elementelor de fundamentare evidenŃiate în rândurile precedente, pot fi identificate trei grupe de indicatori ai folosirii capacităŃii de producŃie.

208
A. Indicatorii utilizării capacităŃii de producŃie sub raport extensiv şi intensiv În această grupă se includ trei indicatori : • Gradul de utilizare a capacităŃii de producŃie
100;100 ≤×= up
pu G
C
PG ; 100
max
⋅⋅
⋅=
uid
uip
u NT
ITG
• Rezerva potenŃială de producŃie
ppp PCR −= ; ( )puipuiddp ITNTCR ⋅−⋅= max
• Rezerva potenŃială de producŃie exprimată procentual
up
pp
p
pp G
C
PC
C
RR −=×
−=×= 100100100% ;
( )100%
max
max
max
max×
⋅
⋅−⋅=
⋅⋅
⋅−⋅=
dui
puidui
duid
puiduid
p TN
TITN
TNC
TITNCR pp
B. Indicatorii utilizării extensive a capacităŃii de producŃie Din această grupă fac parte următorii indicatori: • Gradul de utilizare extensivă a capacităŃii de producŃie
100max
×=d
pue T
TG ; 100≤ueG
• Rezerva potenŃială de utilizare extensivă a capacităŃii de producŃie, care exprimă rezerva de timp de funcŃionare a verigii ca urmare a schimbărilor neprogramate.
( )pddpdddue TTCTCTCR −=⋅−⋅= maxmax

209
Rezerva de timp este determinata de existenŃa unor schimburi neprogramate pentru funcŃionarea verigii respective deoarece :
( ) ( )otssrpnmd KdnTTT −⋅−= 1max , iar
Td este timpul disponibil de funcŃionare a verigii. Ks reprezintă coeficientul mediu al schimburilor programate care evidenŃiază numărul mediu de schimburi în care funcŃionează veriga atunci când utilajele sau locurile de muncă manuale din componenŃa ei lucrează într-un număr diferit de schimburi. În aceste condiŃii, dacă Ks < nsmax
max1 ss nK ≤≤ ; ( ) ( )( )[ ]ssotsrndue KnKdTTCR −−⋅⋅−= max1 nms-Ks=Ksn, iar Tmd-Tp=Tsn=(Tn- rpT )(ns max-Ks)ds(1- otK )
În relaŃiile de mai sus, Ksn este coeficientul mediu al schimburilor neprogramate, iar Tsn reprezintă timpul aferent schimburilor neprogramate. SemnificaŃiile celorlalte elemente-Tn , rpT , nms , ds şi otK - au fost
prezentate anterior. • Rezerva potenŃială de utilizare extensivă a capacităŃii de producŃie, exprimată procentual
( )ue
dd
pdd
dd
ueue G
TC
TTC
TC
RR −=⋅
⋅
−=⋅
⋅= 100100100%
max
max
max
• Rezerva potenŃială extensivă de producŃie
( )puipddpe ITTCR −= max
Prin înmulŃirea şi împărŃirea cu Tp , rezultă :
puipdp
pdpe ITC
T
TTR ⋅⋅⋅
−= max

210
p
p
dpe P
T
TR
−= 1max
• Rezerva potenŃială extensivă de producŃie, exprimată procentual
100% ⋅=p
pepe C
RR ;
( ) ( )100%
max
max
max
max⋅
⋅
⋅−=
⋅⋅
⋅−=
uid
uipd
uidd
uipdd
pe NT
ITT
NTC
ITTCR pp
C. Indicatorii utilizării intensive a capacităŃii de producŃie Această grupă cuprinde indicatorii de mai jos : • Gradul de utilizare intensivă a capacităŃii de producŃie
d ; Gui ≤ 100 • Rezerva potenŃială de utilizare intensivă a capacităŃii de producŃie
puiuiui INR −=
• Rezerva potenŃială de utilizare inensivă a capacităŃii de producŃie exprimată procentual
uiui
uiui
ui
uiui G
N
IN
N
RR p −=⋅
−=⋅= 100100100%
• Rezerva potenŃială intensivă de producŃie
( ) maxdduiuipi TCINRp
⋅−=
Prin înmulŃirea şi împărŃirea cu Nui , se obŃine :
uiddui
uiui
pi NTCN
INR p ⋅⋅⋅
−= max
211
p
ui
ui
pi CN
IR p
−= 1
• Rezerva potenŃială intensivă de producŃie, exprimată procentual
100% ⋅=p
pipi C
RR
( )
100%max
max⋅
⋅⋅
⋅−=
uidd
dduiui
pi NTC
TCINR p ; 100% ⋅
−=
ui
uiui
pi N
INR p
De aici rezultă : Rpip = 100 – Gui = Ruip . Între indicatorii de mai sus există următoarele corelaŃii :
- 100
uiueu
GGG
⋅= ;
100100
1001100100
maxmax
×=⋅
⋅⋅
⋅=×
×⋅
×=
p
p
pd
p
uid
p
ui
ui
d
p
u C
P
TC
P
NT
T
N
I
T
TG p
- pipep RRR +=
- %Rp = %Rpe + %Rpi 3. Căile de îmbunătăŃire a folosirii capacităŃii de producŃie
În cadrul politicii de aplicare a strategiei economice, îmbunătăŃirea continuă a folosirii capacităŃii de producŃie trebuie să constituie o preocupare de seamă . ÎmbunătăŃirea folosirii capacităŃii de producŃie constituie un factor important de obŃinere a unei producŃii suplimentare, prin folosirea aceluiaşi utilaj, ceea ce din punct de vedere economic echivalează cu economisirea unor investiŃii necesare achiziŃionării maşinilor şi utilajelor care să dea sporul obŃinut prin mai buna folosire. Pentru folosirea capacităŃii de producŃie pot fi utilizate trei grupe de căi (Bărbulescu,C.,1997,pg.148 – 150).
212
Prima grupă de căi are ca scop îmbunătăŃirea folosirii sub raport intensiv, asigurându-se pe această bază creşterea volumului producŃiei pe unitatea de timp şi pe unitatea caracteristică dimensională a utilajului. Aici intră căile privind reducerea timpului de bază de prelucrare şi a celui auxiliar prin modernizarea şi perfecŃionarea executării operaŃiilor, folosirea de tehnologii moderne, a unor metode de lucru mai rapide sau intensive ş.a. . A doua grupă de căi are ca obiect îmbunătăŃirea folosirii capacităŃii de producŃie sub raport extensiv, care asigură creşterea volumului prin buna folosire a timpului de funcŃionare a maşinilor. Din această grupă fac parte: o mai bună organizare a reparării utilajelor, reducerea întreruperilor din diferite cauze ( lipsa de materii prime, lipsa muncitorilor, lipsa comenzilor ş.a. ), mărirea numărului de schimburi ş.a. Din grupa căilor mixte fac parte acelea care asigură îmbunătăŃirea atât sub raport extensiv, cât şi intensiv. Din această grupă de căi fac parte creşterea cointeresării materiale pentru folosirea mai bună a utilajelor, reducerea producŃiei rebutate, creşterea calificării personalului, organizarea producŃiei în flux, eliminarea locurilor înguste. Pentru îmbunătăŃirea folosirii suprafeŃelor de producŃie pot fi utilizate căi cum sunt : a) eliberarea suprafeŃelor din unităŃile de producŃie ocupate de birouri, magazii ş.a. şi montarea pe acestea a unor maşini, utilaje, instalaŃii ; b) extinderea folosirii transporturilor suspendate (conveioare, lifturi, estacade, planuri înclinate) şi amplasarea pe suprafeŃe eliberate de fostele căi de transport a unor noi maşini ; c) amplasarea mai densă a utilajelor pe suprafeŃe de producŃie, cu respectarea normelor referitoare la tehnica securităŃii muncii ; d) mai buna organizare şi raŃionalizare a fluxurilor tehnologice, urmând ca pe suprafeŃele eliberate să se monteze noi maşini, utilaje sau instalaŃii. O condiŃie esenŃială a folosirii depline a capacităŃilor producŃiei o constituie întărirea controlului asupra gospodăririi utilajului si a suprafeŃelor pe toate treptele organizatorice . Folosirea mai bună a potenŃialului productiv necesită scurtarea dării în funcŃiune a noilor capacităŃi de producŃie şi asigurarea realizării parametrilor proiectaŃi pentru aceasta .
213
TEST DE EVALUARE A. Întrebări deschise 1. Cum se poate stabili mărimea normelor tehnice de utilizare intensivă, ca factor de influenŃă, asupra capacităŃii de producŃie? Răspuns: Pentru utilajele, instalaŃiile şi agregatele noi mărimea normelor tehnice de utilizare intensivă se stabileşte pe baza datelor şi caracteristicilor tehnico-productive din documentaŃiile legale, iar în cazul utilajelor aflate deja în funcŃiune mărimea normelor se face pe baza realizărilor de vârf din evidenŃele proprii ale întreprinderii: 2. DefiniŃi conceptul de capacitate de producŃie a unei întreprinderi industriale
B. Întrebări grilă Exemplu rezolvat: 1. Care din elementele enumerate mai jos reprezintă factori de influenŃă a mărimii capacităŃii de producŃie? a) parcul de utilaje; b) tipul de producŃie; c) nomenclatura de fabricaŃie; d) normele tehnice; e) sortimentul producŃiei. Rezolvare: ● ○ ○ ● ● De rezolvat: 2. Mărimea normelor tehnice de utilizare a utilajelor de producŃie şi a suprafeŃelor este influenŃată de: a) tehnologia folosită; b) timpul disponibil de funcŃionare; c) gradul de încărcare a suprafeŃelor; d) nivelul de calificare a personalului;

214
e) modul de organizare a producŃiei.
○ ○ ○ ○ ○ C. AplicaŃii Exemplu rezolvat 1. Să se fundamenteze mărimea capacităŃii de producŃie pentru o verigă de producŃie, cunoscându-se următoarele date: - se realizează trei produse A, B, C în cantităŃile: QA = 2500 buc QB = 3000 buc QC = 2100 buc - timpul unitar normat (ore/buc) realizat în perioada de vârf a anului anterior pentru fiecare produs este de: tnA = 1,2 ore/buc tnB = 0,9 ore/buc tnC = 1,3 ore/buc - număr de utilaje (Nn = 8); - timpul de reparaŃii prevăzut – 10 zile; - numărul de schimburi – 3; - durata unui shimb – 8 ore; - procentul stabilit de întreruperi admisibile – 8%; - utilajele funcŃionează cu săptămâna de lucru întreruptă. SoluŃie: Etapa 1 – Se stabileşte produsul reprezentativ max (Qi x tni) = max (2500 x 1,2; 3000 x 0,9; 2100 x 1,3) = max (3000; 2700; 2730) = 3000 Produsul reprezentativ: produsul A Etapa 2 - Calculul coeficienŃilor de echivalare
( )nr
nii t
ttC = ; 3,1=i
12,12,1
1 ==C , ( ) 75,02,19,0
2 ==tC , 08,12,13,1
3 ==C
Etapa 3 – Exprimarea producŃiei fiecărui produs "i" în unităŃi echivalente de produs reprezentativ (Qei)
215
Qei = Qi x Ci(t) Qe1= 2500 x 1= 2500 Qe2= 3000 x 0,75= 2250 Qe3= 2100 x 1,03= 2268 Etapa 4 – Calculul structurii producŃiei executate în veriga respectiva
∑=
=3
1iei
eii
Q
Qp , condiŃia %100
3
1
=∑=i
ip
%62,3510070182500
3
1
11 =×==
∑=i
ei
e
Q
Op ,
%06,3210070182250
2 =×=p ,
%32,3210070182268
3 =×=p
Etapa 5 – Calculul mărimii Cp în unităŃi echivalente de produs reprezentativ (Cpe)
067.372,1
54108=
×=
⋅=
nr
dupe t
TNC unit. echiv.
( )[ ]{ } ( )[ ]100
81003810110365100
100 −+−=
−+−=
xxpxxdxnTTTT ssRLc
d
5410=dT ore
Etapa 6 – Repartizarea Cpe în funcŃie de structura producŃiei executate
100Cpep
Cpe ii
×= , cu condiŃia CpeCpe
ii =∑
=
3
1
216
203.13100
067.3762,351 =
×=Cpe , 11884
100067.3706,32
2 =×
=Cpe ,
11980100
067.3732,323 =
×=Cpe .
Etapa 7 – Exprimarea Cp în unităŃi naturale ale fiecărui produs i
( )tC
CpeCp
i
ii = ,
,203.131203.13
1 ==Cp
,1584575,0884.11
2 ==Cp
093.1108,1980.11
3 ==Cp
Datele rezultate din calcul sunt prezentate în tabelul de mai jos:
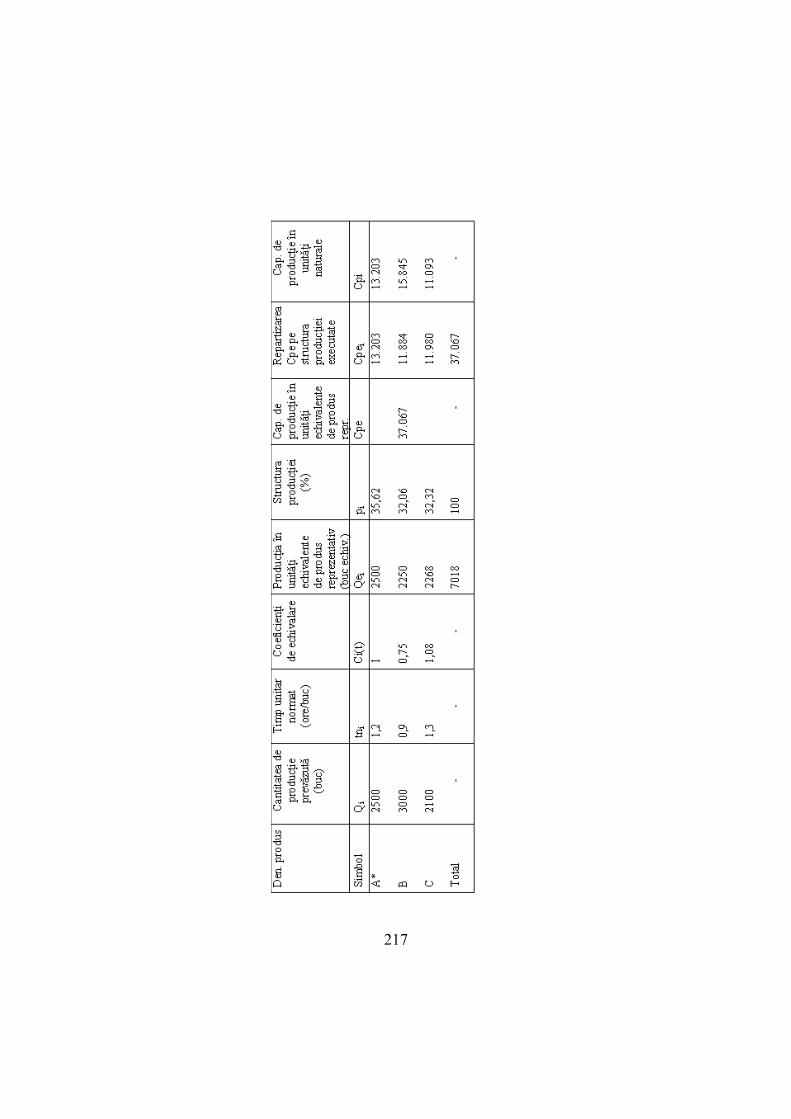
217
218
2. Să se fundamenteze mărimea capacităŃii de producŃie pentru o verigă de producŃie prevăzută cu utilaje cu specializare tehnologică, cunoscându-se următoarele date: - se realizează patru produse A, B, C, D în cantităŃile:
QA = 185 000 buc QB = 302 000 buc QC= 522 000 buc QD = 450 000 buc
- producŃia orară normală (buc/oră) realizată perioada de vârf a anului precedent pentru fiecare produs este de:
PnA = 25 buc/oră PnB = 38 buc/oră PnC = 66 buc/oră PnD= 55 buc/oră
- număr de utilaje: 12 - timpul de reparaŃii prevăzut: 14 zile - numărul de schimburi: 3 - durata unui schimb: 8 ore - utilajele funcŃionează continuu
REZUMATUL TEMEI
În cadrul primei unităŃi de învăŃare s-au prezentat elementele de bază necesare înŃelegerii conceptului de capacitate de producŃie: definiŃie, factori de influenŃă şi caracterizarea normelor tehnice de utilizare intensivă şi extensivă. Din elementele prevăzute rezultă caracterul dinamic al capacităŃii de producŃie, în sensul în care o bună cunoaştere pe baze reale a acesteia permite fundamentarea sarcinilor de producŃie, descoperirea şi evaluarea corectă a rezervelor interne, dimensionarea necesarului sau excedentului de factori de producŃie şi alegerea soluŃiei de organizare a producŃiei cea mai corespunzătoare.
În cea de-a doua unitate de învăŃare s-a prezentat o metodologie generală de calcul a capacităŃii de producŃie, pe baza unor etape de lucru, plecând de la nomenclatorul de produse până la analiza comparativă a capacităŃii de producŃie obŃinute cu cea de proiect.

219
S-au evidenŃiat apoi situaŃiile întâlnite în calculul capacităŃii de producŃie specifice utilajelor cu specializare tehnologică şi cu specializare pe produs, verigilor care realizează producŃia în sarje şi la care elementul tehnic de capacitate este suprafaŃa de producŃie şi liniilor de producŃie în flux.
În cea de-a treia unitate de învăŃare au fost prezentate relaŃiile de calcul referitoare la normele de utilizare intensivă şi extensivă ale verigilor de producŃie şi la indicatorii utilizării capacităŃii de producŃie sub raport extensiv şi intensiv. Folosirea raŃională a capacităŃii de producŃie este caracterizată sub două aspecte esenŃiale: cantitativ, care constă în executarea cu capacitatea existentă a unui volum de producŃie cât mai mare, şi calitativ, care presupune folosirea eficientă a capacităŃii de producŃie, ceea ce se caracterizează în realizarea unei rentabilităŃi potenŃiale cât mai ridicate printr-o structurare judicioasă a producŃiei executate.
220