Embed Size (px)
Citation preview

CODICE: IMAN 102GLP_B&R-V00
MANUALE D’INSTALLAZIONE USO E MANUTENZIONE
MODELLO: 102GLP
MATRICOLA: 4731
ANNO DI COSTRUZIONE: 2009
� Standard
� Speciale (per lay-out, caratteristiche tecniche e dimensionali considerare le pagine allegate al manuale)
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 2 di 42
Gentile Cliente, la ringraziamo per averci accordato la sua fiducia. Le consegniamo questo Manuale “ IMAN 102GLP_B&R-V00 ” che é da considerarsi parte integrante della macchina che Lei ha acquistato presso di noi. Ci permettiamo di ricordarLe che questa pubblicazione non può essere duplicata o riprodotta o distribuita a terzi senza la nostra preventiva autorizzazione. Certi di aver meritato la Sua fiducia La invitiamo alla diffusione di questo stesso manuale secondo le finalità in esso descritte.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 3 di 42
INDICE
1. INFORMAZIONI PRELIMINARI ............................................................................................................................ 5
CONTENUTO DEL MANUALE................................................................................................................................. 5 I DESTINATARI DEL MANUALE.............................................................................................................................. 5 CHIAVE DI LETTURA DEL MANUALE ................................................................................................................... 6 AGGIORNAMENTO DEL MANUALE....................................................................................................................... 6 LEGENDA SIMBOLI GRAFICI A BORDO IMPIANTO............................................................................................ 7 LEGGIBILITA’ E CONSERVAZIONE ....................................................................................................................... 8 ADEGUAMENTI ALLE DIRETTIVE-DICHIARAZIONI ........................................................................................... 8 RESPONSABILITÀ..................................................................................................................................................... 8 GARANZIA DEL COSTRUTTORE............................................................................................................................. 8
2. I MANIPOLATORI MODELLO 102GLP ................................................................................................................ 9
INTRODUZIONE ....................................................................................................................................................... 9 CARATTERISTICHE PRESTAZIONALI E FUNZIONALI (uso inteso) ................................................................... 10 USO PREVISTO ....................................................................................................................................................... 10 USO NON PREVISTO .............................................................................................................................................. 10 USO PREVISTO: CRITERI E PRECAUZIONI ........................................................................................................ 10 USO NON CONSENTITO, NON PREVISTO E CONTROINDICAZIONI D’USO .................................................. 12 IDENTIFICAZIONE DEGLI ASSI MANIPOLATORE............................................................................................. 13 CARATTERISTICHE TECNICHE E DIMENSIONALI ............................................................................................ 14 NORMATIVE SEGUITE: ......................................................................................................................................... 14 PARTI COMPONENTI L’IMPIANTO PNEUMATICO E DEL VUOTO ................................................................. 16
3. ISTRUZIONI PER L’INSTALLAZIONE ............................................................................................................... 17
3.1 ATTIVITA’ PRELIMINARI ALL’INSTALLAZIONE......................................................................................... 17 PREPARAZIONE DELL’AREA................................................................................................................................ 17 APPRONTARE MEZZI IDONEI .............................................................................................................................. 17 EQUIPAGGIAMENTO............................................................................................................................................. 17 TRASPORTO E MOVIMENTAZIONE ..................................................................................................................... 17 FORATURA PIANO FISSO PRESSA....................................................................................................................... 18 PREDISPOSIZIONE ALLACCIAMENTO ELETTRICO.......................................................................................... 19 PREDISPOSIZIONE ALLACCIAMENTO ARIA COMPRESSA .............................................................................. 19 MONTAGGIO DEL GIUSTO STAMPO SULLA PRESSA ....................................................................................... 19 PREPARAZIONE MANO DI PRESA ....................................................................................................................... 19 PREDISPOSIZIONE MEZZO DI SOLLEVAMENTO .............................................................................................. 19
3.2 MONTAGGIO DEL MANIPOLATORE............................................................................................................... 20 SOLLEVAMENTO E FISSAGGIO SUPPORTO ...................................................................................................... 20 TABELLA DELLE COPPIE DI SERRAGGIO PER VITI DI CLASSE 8.8 ............................................................... 21 SOLLEVAMENTO E FISSAGGIO MANIPOLATORE............................................................................................. 22 SCHEMA D’IMBRACATURA DEL MANIPOLATORE ........................................................................................... 23 MESSA IN OPERA PROTEZIONI............................................................................................................................ 24 COLLOCAZIONE QUADRO ELETTRICO.............................................................................................................. 24 ALLACCIAMENTI INTERCONNESSIONI QUADRO-MANIPOLATORE-INTERFACCIA-PULSANTIERA......... 24 COLLEGAMENTO ALLA RETE DI ALIMENTAZIONE ......................................................................................... 24
4. ISTRUZIONI PER L’USO ........................................................................................................................................ 25
4.1 COLLAUDO DEL MANIPOLATORE.................................................................................................................. 25 CONTROLLI PRELIMINARI ................................................................................................................................... 25 REGOLAZIONI E PROVE DI FUNZIONAMENTO ................................................................................................ 25 OPERATIVITA’ ........................................................................................................................................................ 25 ILLUMINAZIONE .................................................................................................................................................... 25
4.2 ALTRE ATTIVITÀ ................................................................................................................................................ 26 CAMBIO ATTREZZI - SOSTITUZIONE MANO DI PRESA .................................................................................... 26 MESSA FUORI SERVIZIO TEMPORANEA ............................................................................................................ 26 STOCCAGGIO ......................................................................................................................................................... 27 MESSA IN OPERA DOPO LO STOCCAGGIO ....................................................................................................... 27
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 4 di 42
4.3 MOTORE LINEARE.............................................................................................................................................. 28
INTRODUZIONE ..................................................................................................................................................... 28 SENSORE MAGNETICO.......................................................................................................................................... 28 BANDA MAGNETICA.............................................................................................................................................. 28
5. ISTRUZIONI PER LA MANUTENZIONE ............................................................................................................ 29
5.1 MANUTENZIONE ................................................................................................................................................ 29 5.2 MANUTENZIONE STRAORDINARIA ............................................................................................................... 29
INTERVENTO DI CONTROLLO DOPO URTO MECCANICO.............................................................................. 29 5.3 MANUTENZIONE ORDINARIA ......................................................................................................................... 30
INTERVENTI GIORNALIERI A CURA DELL’OPERATORE ................................................................................. 30 INTERVENTI SETTIMANALI A CURA DELL’OPERATORE E/O PERSONALE SPECIALIZZATO..................... 30
5.4 MANUTENZIONE PERIODICA .......................................................................................................................... 31 VERIFICA REGOLAZIONE PRESSOSTATO (ogni 3 mesi) ................................................................................... 31 VERIFICA DEL REGOLATORE DI PRESSIONE (ogni 3 mesi) ............................................................................ 31 VERIFICA TARATURA VACUOSTATO (ogni 3 mesi) ........................................................................................... 32 VERIFICA GUIDE DI TRASLAZIONE ASSI (ogni 3 mesi) .................................................................................... 35 VERIFICA RIDUTTORI (ogni 3 mesi) .................................................................................................................... 35 VERIFICA CREMAGLIERA-PIGNONE ASSE VERTICALE (ogni 3 mesi)............................................................ 35 VERIFICA GALOPPINI RINVIO ASSE VERTICALE (ogni 3 mesi)....................................................................... 35 VERIFICA CILINDRI (ogni 3 mesi)........................................................................................................................ 35 VERIFICA PULIZIA MAGNETI MOTORE (Ogni 3 mesi)...................................................................................... 35 VERIFICA SERRAGGIO VITI (ogni 3 mesi)........................................................................................................... 36 VERIFICA CONNESSIONI, CAVI, PULSANTERIE E DISPOSITIVI DI SICUREZZA ELETTRICI (ogni 3 mesi)36 LUBRIFICAZIONE PATTINI (ogni 5.000 km)........................................................................................................ 36 TABELLA DEGLI INTERVENTI PERIODICI DI MANUTENZIONE..................................................................... 38
5.5 SMANTELLAMENTO MANIPOLATORE.......................................................................................................... 39 PROCEDURA DI SMANTELLAMENTO MANIPOLATORE .................................................................................. 39
5.6 ROTTAMAZIONE/ SMALTIMENTO.................................................................................................................. 39
6. RICAMBI.................................................................................................................................................................... 40
RICHIESTA PARTI DI RICAMBIO.......................................................................................................................... 40 RICAMBI CONSIGLIATI ......................................................................................................................................... 40
7. REGISTRO DELLE MANUTENZIONI - VERIFICHE REGISTRAZIONI E SOSTITUZIONI .................... 41
8. ERRATA CORRIGE O PAGINA INTENZIONALMENTE VUOTA ................................................................. 42
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 5 di 42
1. INFORMAZIONI PRELIMINARI
CONTENUTO DEL MANUALE
Il presente manuale contiene la descrizione dei manipolatori Serie G modello 102GLP ed il loro “uso inteso” le caratteristiche tecniche funzionali e prestazionali, le istruzioni di installazione, uso e manutenzione nelle versioni indicate. A corredo del manuale sono inoltre fornite le seguenti documentazioni: � Dichiarazione CE di conformità ai sensi della Direttiva macchine 98/37 CE allegato II A � Dichiarazione del Fabbricante ai sensi della Direttiva macchine 98/37/CE allegato II B A corredo della macchina sono forniti: - schemi elettrici; - schemi pneumatici; - schemi indicativi delle protezioni se facenti parte della fornitura; - manuale di programmazione; - questo manuale di uso e manutenzione.
I DESTINATARI DEL MANUALE
Questa pubblicazione si rivolge: - al Responsabile dello stabilimento, dell’officina; - al personale addetto all’uso dell’impianto appositamente istruito dal nostro installatore; - all’operatore; - al personale incaricato della manutenzione.
NOTA: dovrà essere reso disponibile al rappresentante della sicurezza. - nelle sezioni saranno indicate le figure professionali a cui si rivolge.
Il manuale deve essere custodito da persona responsabile allo scopo preposto, in un luogo idoneo, affinché esso risulti sempre disponibile per la consultazione nel miglior stato di conservazione. In caso di smarrimento o deterioramento, la documentazione sostitutiva dovrà essere richiesta direttamente al Costruttore citando il numero di matricola rilevabile sulla targa rivettata a bordo manipolatore.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 6 di 42
CHIAVE DI LETTURA DEL MANUALE
Le istruzioni sono corredate da simboli che facilitano la lettura specificando il diverso tipo di informazione fornita, in dettaglio: SEGNALAZIONI D’OBBLIGO ���� Prestare la massima attenzione all’ istruzione accompagnata da questo simbolo attenendosi
scrupolosamente a quanto indicato. INFORMAZIONI IMPORTANTI ���� Indica informazioni e consigli utili per le operazioni di movimentazione, montaggio, installazione, uso
e manutenzione. PROCEDURE ���� Indica di procedere nella sequenza operativa. A bordo della macchina sono riportate alcune avvertenze che riguardano: - targa riportante: anno di fabbricazione, numero di matricola, modello; - segnali che sono funzionali all’uso della macchina (vedi segni direzionali degli assi).
PRIMA DI DARE INIZIO A QUALSIASI AZIONE OPERATIVA E’ OBBLIGATORIO PROVVEDERE ALLA LETTURA DEL PRESENTE MANUALE DI ISTRUZIONE IN RELAZIONE ALLE ATTIVITA’ DA SVOLGERE DESCRITTE NELLA SEZIONE DI COMPETENZA. LA GARANZIA DI BUON FUNZIONAMENTO E DI PIENA RISPONDENZA PRESTAZIONALE DEL MANIPOLATORE AL SERVIZIO PREVISTO E’ STRETTAMENTE DIPENDENTE DALLA CORRETTA APPLICAZIONE DI TUTTE LE ISTRUZIONI CHE IN QUESTO MANUALE SONO CONTENUTE. AGGIORNAMENTO DEL MANUALE
Il manuale rispecchia lo stato dell’arte al momento dell’immissione sul mercato della macchina della quale é parte integrante ed é conforme a tutte le leggi, alle Direttive ed alle norme cogenti in quel momento; non potrà essere considerato inadeguato solo perché successivamente aggiornato in base a nuove esperienze. Eventuali modifiche, adeguamenti, ecc. che venissero apportati alle macchine commercializzate successivamente, non obbligano il Costruttore ad intervenire sull’apparecchiatura fornita in precedenza né a considerare la stessa ed il relativo manuale carenti ed inadeguati. Eventuali integrazioni al manuale che il Costruttore riterrà opportuno inviare agli utenti dovranno essere conservate insieme al manuale di cui faranno parte integrante.

IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 7 di 42
LEGENDA SIMBOLI GRAFICI A BORDO IMPIANTO
TARGHETTA APPLICATA SUL QUADRO ELETTRICO
TARGHETTA APPLICATA SU QUADRO ED ASSE TRAVERSO
Figura 1
SEGNI DIREZIONALI APPLICATI SUGLI ASSI DEI MANIPOLATORI
X +
Z -
X -
Y -
Y +
Z +
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 8 di 42
LEGGIBILITA’ E CONSERVAZIONE
Le targhette debbono essere sempre conservate leggibili per tutti gli elementi in esse contenute. Usare i dati identificativi indicati per i rapporti con il Costruttore, come per esempio: ricambi, informazioni e assistenza. Qualora la targhetta si deteriori con l’uso e non sia più leggibile, anche in uno solo dei suoi elementi, si consiglia di richiederne un’altra al Costruttore citando i dati contenuti nel presente manuale o nella targhetta originale. ���� ATTENZIONE: le targhe non devono essere rimosse; é assolutamente vietato apporre sulla macchina
altre targhe che possono compromettere la sicurezza dell’impianto. ADEGUAMENTI ALLE DIRETTIVE-DICHIARAZIONI
Questa documentazione tecnica Manuale d’uso e manutenzione per manipolatori modello 102GLP é identificata con il codice “ IMAN 102GLP_B&R-V00 ”. La documentazione é redatta in considerazione delle norme armonizzate UNI-EN 292-1a parte punto 3.20 e 2a parte punto 5. ���� I manipolatori sono prodotti in conformità alla Direttiva Comunitaria 98/37 CE e successivi
emendamenti 91/368 CEE, 93/44 CEE e 93/68 CEE denominata Direttiva Macchine (vedi dichiarazione ai sensi dell’allegato II A), EMC 89/336 CEE, LVD 93/68 CEE.
���� Nel caso in cui non siano state però realizzate le protezioni necessarie e previste da detta normativa,
la messa in servizio della macchina può avvenire solo una volta che la stessa sia stata resa conforme a quanto richiesto dalla Direttiva (vedi dichiarazione ai sensi dell’allegato II B).
RESPONSABILITÀ
Le istruzioni riportate in questo manuale non sostituiscono ma compendiano gli obblighi per il rispetto della legislazione vigente sulle norme di sicurezza e antinfortunistica. Con riferimento a quanto riportato in questo manuale di istruzioni, il Costruttore declina ogni responsabilità in caso di: - uso contrario alle leggi nazionali sulla sicurezza e sulla antinfortunistica; - errata predisposizione della pressa e delle eventuali strutture sulle quali il manipolatore andrà ad
operare; - mancata o errata osservazione delle istruzioni fornite nel manuale; - difetti di tensione di rete; - modifiche alla macchina non autorizzate; - manomissione o rimozione dei ripari/protezioni; - uso da parte di personale non addestrato.
NOTA: la destinazione d’uso e le configurazioni previste della macchina sono le uniche ammesse dal Costruttore. Non tentare di utilizzare il manipolatore in disaccordo con le indicazioni fornite. GARANZIA DEL COSTRUTTORE
L’utente per poter usufruire della garanzia fornita dal Costruttore deve osservare scrupolosamente le prescrizioni indicate nel manuale ed in particolare: - operare sempre nei limiti d’impiego dell’apparecchiatura; - effettuare sempre una costante diligente manutenzione; - adibire all’esercizio della macchina personale di provate capacità, attitudini ed adeguatamente
addestrato allo scopo.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 9 di 42
2. I MANIPOLATORI MODELLO 102GLP
INTRODUZIONE
I manipolatori ad assi cartesiani modello 102GLP sono realizzati per operare in ambienti coperti e in situazioni ambientali che rispettino i valori chiaramente indicati al capitolo “CARATTERISTICHE TECNICHE E DIMENSIONALI”. Rappresentano un ottimo livello nelle tecnologie di movimentazione dei componenti in plastica stampati su macchine ad iniezione. Impiegano motore senza spazzole (BRUSHLESS) per l’asse verticale e motore di tipo lineare per gli assi estrazione / traverso e gli stessi sono governati da unità a controllo numerico. Vengono forniti corredati di: - controllo numerico; - tastiera di programmazione touch screen SCP separata dal quadro elettrico.
Il dialogo con la tastiera SCP permette la visualizzazione della diagnostica, e la possibilità di memorizzare un alto numero di programmi facendo sì che i manipolatori siano macchine orientate verso l’operatore. I manipolatori vengono forniti per l’installazione su presse di stampaggio plastica od impianti complessi; possono dialogare con le macchine alle quali sono abbinati grazie ad una interfaccia realizzata secondo le norme Euromap 67 (su richiesta, è disponibile l’interfaccia Euromap 12). L’interfaccia fra pressa e manipolatore prevede l’installazione di micro di sicurezza ed emergenze. Del loro corretto impiego é responsabile l’utilizzatore.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 10 di 42
CARATTERISTICHE PRESTAZIONALI E FUNZIONALI (uso inteso)
I manipolatori sono macchine che movimentano oggetti nello spazio in modo automatico; si muovono secondo le direzioni indicate nello schema di pagina 15 come da prescrizioni raffigurate alla pagina 13. Gli assi sono chiaramente visualizzati sulla macchina con l’apposizione di lettere (rivettate). Il cilindro pneumatico montato sulla parte terminale dell’asse verticale realizza il ribaltamento del polso. I manipolatori vengono di norma fissati sul piano fisso di una pressa di stampaggio. L’altezza del supporto può variare in relazione alle condizioni di installazione quali: - dimensioni pressa; - caratteristiche del pezzo da manipolare; - altezza di scarico, ecc.
USO PREVISTO
Grazie alla loro versatilità e velocità i manipolatori vengono utilizzati per impieghi quali: - prelievo e scarico di pezzi aventi peso, forma e natura previsti (vedere specificatamente la conferma
d’ordine); - ulteriore lavorazione a valle della pressa (taglio materozza, conformatura, impressioni a caldo, ecc.); - palletizzazione in scatole; - palletizzazione in magazzini termoformati; - palletizzazione su pallet per qualsiasi numero di pezzi; - posizionamento di inserti metallici o altro materiale nello stampo.
In modo più specifico per uso inteso del manipolatore si deve intendere quello espresso dalla conferma d’ordine cui la stessa si riferisce. USO NON PREVISTO
I manipolatori NON devono essere impiegati per: - la movimentazione di altri carichi diversi da quelli dell’uso inteso; - il montaggio sugli stessi di unità operatrici quali, frese, levigatrici, foratrici o altro, salvo specifica
approvazione del Costruttore; - utilizzo all’aperto; - utilizzo in ambienti a rischio di esplosione; - utilizzo in ambienti comunque non conformi alle specifiche espresse nel capitolo disposizioni tecniche
contenuto nella conferma d’ordine sopra citata. USO PREVISTO: CRITERI E PRECAUZIONI
Il corretto utilizzo del manipolatore consente di usufruire a pieno delle prestazioni che la macchina é in grado di fornire in completa sicurezza. Tali potenzialità sono garantite SOLO attenendosi scrupolosamente alle indicazioni sotto riportate e ribadite nei vari paragrafi di questo manuale, pertanto: SEMPRE seguire le indicazioni e le istruzioni riportate nel manuale di installazione, uso e manutenzione. SEMPRE rispettare le indicazioni riportate negli schemi elettrici allegati per gli interventi di manutenzione elettrica. SEMPRE rispettare le istruzioni riportate nei manuali di programmazione. SEMPRE seguire scrupolosamente le procedure in questo manuale descritte per l’attivazione e la disattivazione del manipolatore.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 11 di 42
SEMPRE verificare la rispondenza delle prestazioni del manipolatore in relazione al servizio a cui é destinato (cicli di lavoro, tempi di utilizzo, prodotto da manipolare). SEMPRE assicurarsi che il manipolatore operi in ambiente protetto dagli agenti atmosferici. SEMPRE rispettare le segnalazioni evidenziate sul manipolatore. Il loro rispetto ha una funzione anche antinfortunistica; dette segnalazioni devono essere sempre perfettamente leggibili. SEMPRE assicurarsi prima di attivare il manipolatore che la sua zona operativa sia libera da ostacoli. SEMPRE accertare l’adeguatezza dello stato di conservazione (pulizia, lubrificazione) e di manutenzione del manipolatore e di tutti i suoi componenti. SEMPRE verificare l’adeguatezza e l’integrità delle protezioni che chiudono l’area operativa del manipolatore. SEMPRE verificare l’efficienza funzionale dei dispositivi di sicurezza montati sulle protezioni. SEMPRE verificare il corretto ancoraggio in posizione delle protezioni, del manipolatore, del supporto, dei finecorsa meccanici ed elettrici. SEMPRE al termine del lavoro provvedere a controllare che il manipolatore venga disattivato in posizione di “PARCHEGGIO” in modo da cautelarsi da pericoli di collisione. SEMPRE testare la funzionalità dei pulsanti di arresto/emergenza. SEMPRE controllare l’integrità e l’efficienza della pulsantiera. SEMPRE provvedere a togliere la tensione di alimentazione del manipolatore in caso di ispezione, riparazione, interventi di manutenzione ordinaria. SEMPRE per tutte le operazioni usare abbigliamento di lavoro idoneo, nel rispetto delle norme di sicurezza nell’ambiente di lavoro. SEMPRE segnalare eventuali anomalie di funzionamento (comportamento difettoso, sospetto di rottura, movimenti non corretti e rumorosità al di fuori della norma) al Responsabile di reparto e mettere la macchina in condizioni di fuori esercizio. SEMPRE rispettare il programma degli interventi di manutenzione e registrazione, ricordarsi di redigere la tabella di manutenzione integrandola ad ogni controllo con eventuali relative osservazioni. SEMPRE controllare che i finecorsa meccanici ed elettrici delimitino il campo di lavoro del manipolatore entro l’area protetta.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 12 di 42
USO NON CONSENTITO, NON PREVISTO E CONTROINDICAZIONI D’USO
L’utilizzo del manipolatore per manovre non consentite, il suo uso improprio e la carenza di manutenzione possono comportare situazioni di pericolo per l’incolumità personale e di danno per l’ambiente di lavoro oltre a pregiudicare la funzionalità e la sicurezza intrinseca della macchina. Le azioni sotto descritte che ovviamente non possono coprire l’intero arco di potenziali possibilità di “cattivo uso” del manipolatore costituiscono tuttavia quelle ragionevolmente più prevedibili, sono da considerarsi assolutamente vietate, e pertanto: MAI utilizzare il manipolatore per servizi diversi da quelli a cui é destinato, evitarne l’uso come punto di appoggio per scale o come base per sostituzione lampade, ecc. MAI utilizzare il manipolatore per operazioni di traino o trascinamento. MAI utilizzare le strutture dal manipolatore come messa a terra per saldatrici. MAI utilizzare il manipolatore per operazioni di sollevamento e spostamento di carichi. MAI urtare con il manipolatore contro strutture o altre macchine e impianti. MAI impiegare il manipolatore in condizioni ambientali non previste. Rispettare i valori di temperature da +5°C a +40°C e umidità da 30% a 80%. MAI impiegare il manipolatore all’aperto. MAI impiegare il manipolatore in ambienti a rischio di esplosione. MAI consentire l’uso del manipolatore a personale non qualificato o minore di anni 16. MAI utilizzare il manipolatore se non si é psicofisicamente idonei. MAI modificare le caratteristiche prestazionali/funzionali del manipolatore e dei suoi componenti. MAI modificare, starare, o rendere inefficaci i dispositivi elettrici di sicurezza e/o provocare manomissioni all’apparecchiatura. MAI rimuovere completamente o in parte o solo allentare dagli ancoraggi previsti le protezioni. MAI eseguire riparazioni provvisorie o interventi di ripristino non conformi alle istruzioni. MAI utilizzare ricambistica non originale o non consigliata dal Costruttore. MAI affidare le operazioni di manutenzione e riparazioni a personale non specializzato e istruito. MAI abbandonare il manipolatore al termine del lavoro senza aver posto in atto le relative procedure di sicurezza. MAI effettuare operazioni di manutenzione ordinaria, ispezioni o riparazioni senza avere posto il manipolatore fuori servizio ed aver attivato la relativa procedura di sicurezza. MAI durante le fasi di manutenzione: - usare mezzi non idonei; - operare senza i mezzi di protezioni personale; - intervenire senza avere bloccato il sezionatore di alimentazione ed essersi provvisti di adeguata
illuminazione della zona operativa.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 13 di 42
MAI utilizzare il manipolatore se non perfettamente rispondente in tutte le sue funzioni operative. MAI pulire il manipolatore con liquidi aggressivi o comunque dannosi per le sue parti. MAI esporre il manipolatore e il quadro elettrico all’azione di liquidi spruzzati. MAI effettuare operazioni di pulizia con aria compressa all’interno del quadro elettrico MAI lubrificare le cinghie di trasmissione MAI scollegare componenti dell’impianto pneumatico senza prima avere chiuso la mandata e scaricata la pressione residua. ���� ATTENZIONE: Durante tutte le fasi operative che richiedono un accesso all’area protetta o all’interno
dei piani pressa, permane un rischio residuo rappresentato dall’asse verticale del manipolatore che, a causa di un improvviso guasto meccanico o elettrico può muoversi verticalmente. Si raccomanda pertanto di posizionare il manipolatore in zona non pericolosa.
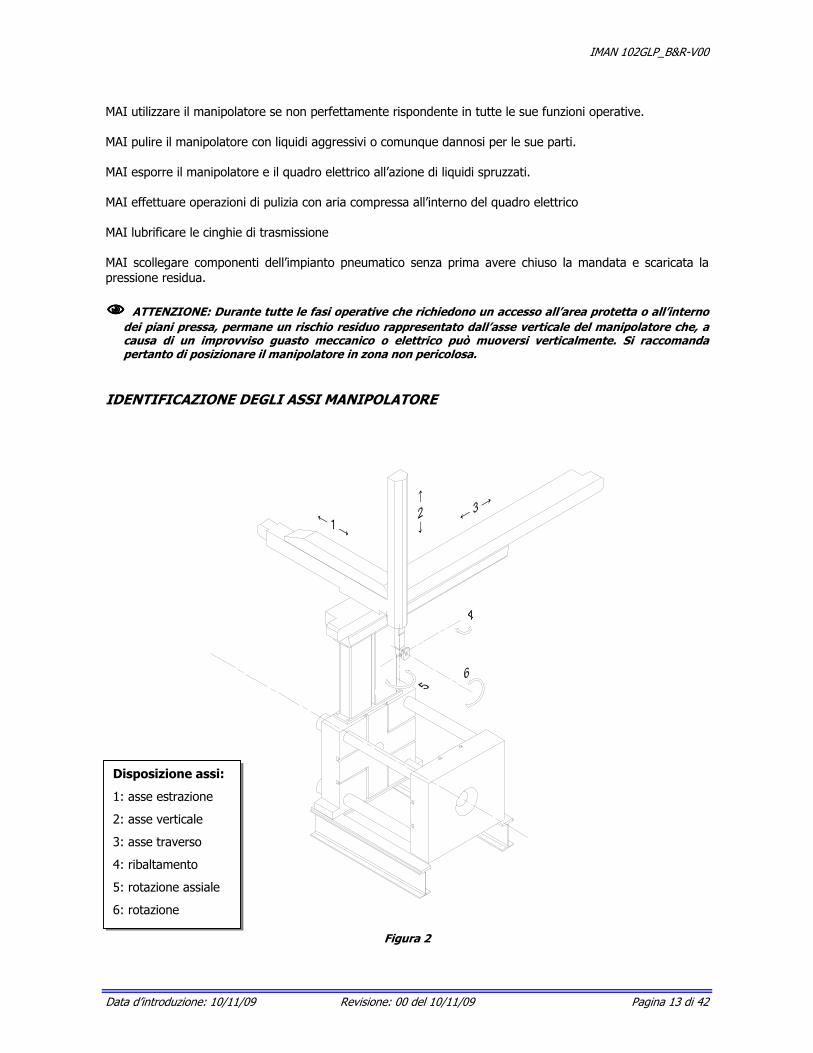
IDENTIFICAZIONE DEGLI ASSI MANIPOLATORE
Figura 2
Disposizione assi:
1: asse estrazione
2: asse verticale
3: asse traverso
4: ribaltamento
5: rotazione assiale
6: rotazione
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 14 di 42
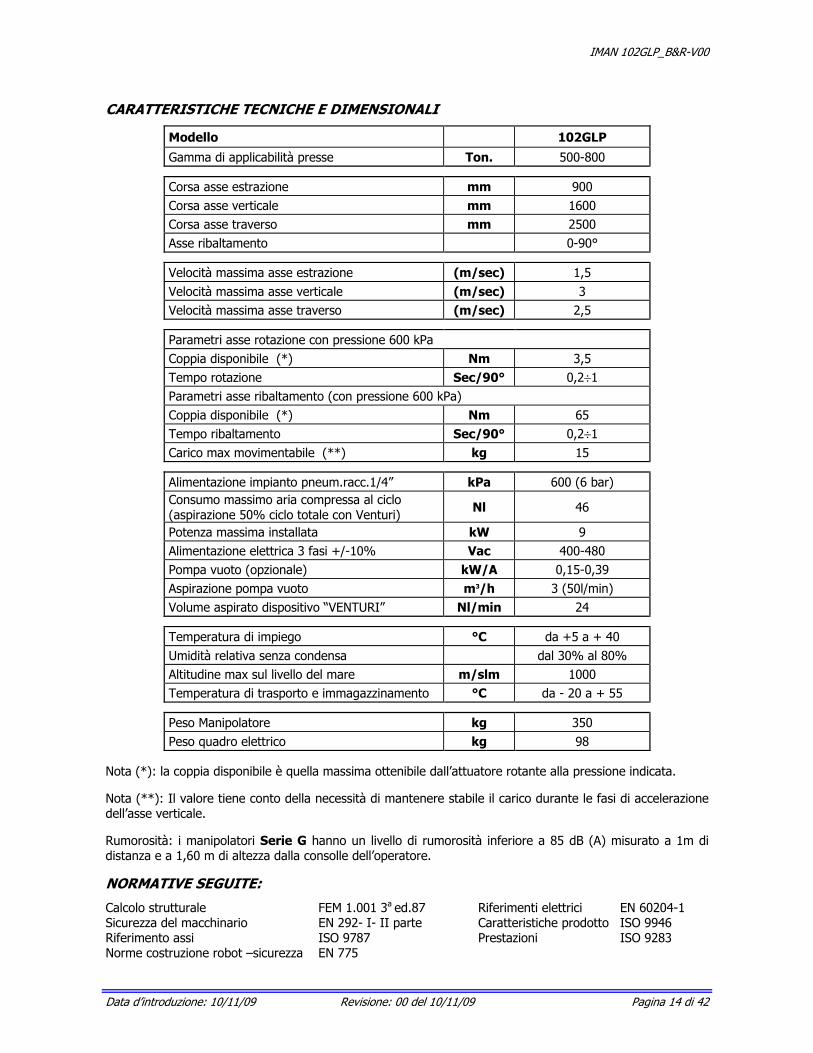
CARATTERISTICHE TECNICHE E DIMENSIONALI
Modello 102GLP
Gamma di applicabilità presse Ton. 500-800
Corsa asse estrazione mm 900 Corsa asse verticale mm 1600 Corsa asse traverso mm 2500 Asse ribaltamento 0-90°
Velocità massima asse estrazione (m/sec) 1,5
Velocità massima asse verticale (m/sec) 3 Velocità massima asse traverso (m/sec) 2,5
Parametri asse rotazione con pressione 600 kPa Coppia disponibile (*) Nm 3,5 Tempo rotazione Sec/90° 0,2÷1 Parametri asse ribaltamento (con pressione 600 kPa) Coppia disponibile (*) Nm 65 Tempo ribaltamento Sec/90° 0,2÷1
Carico max movimentabile (**) kg 15
Alimentazione impianto pneum.racc.1/4” kPa 600 (6 bar) Consumo massimo aria compressa al ciclo (aspirazione 50% ciclo totale con Venturi)
Nl 46
Potenza massima installata kW 9 Alimentazione elettrica 3 fasi +/-10% Vac 400-480 Pompa vuoto (opzionale) kW/A 0,15-0,39 Aspirazione pompa vuoto m3/h 3 (50l/min) Volume aspirato dispositivo “VENTURI” Nl/min 24
Temperatura di impiego °C da +5 a + 40
Umidità relativa senza condensa dal 30% al 80% Altitudine max sul livello del mare m/slm 1000 Temperatura di trasporto e immagazzinamento °C da - 20 a + 55
Peso Manipolatore kg 350 Peso quadro elettrico kg 98
Nota (*): la coppia disponibile è quella massima ottenibile dall’attuatore rotante alla pressione indicata. Nota (**): Il valore tiene conto della necessità di mantenere stabile il carico durante le fasi di accelerazione dell’asse verticale. Rumorosità: i manipolatori Serie G hanno un livello di rumorosità inferiore a 85 dB (A) misurato a 1m di distanza e a 1,60 m di altezza dalla consolle dell’operatore.
NORMATIVE SEGUITE:
Calcolo strutturale FEM 1.001 3a ed.87 Riferimenti elettrici EN 60204-1 Sicurezza del macchinario EN 292- I- II parte Caratteristiche prodotto ISO 9946 Riferimento assi ISO 9787 Prestazioni ISO 9283 Norme costruzione robot –sicurezza EN 775
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 15 di 42
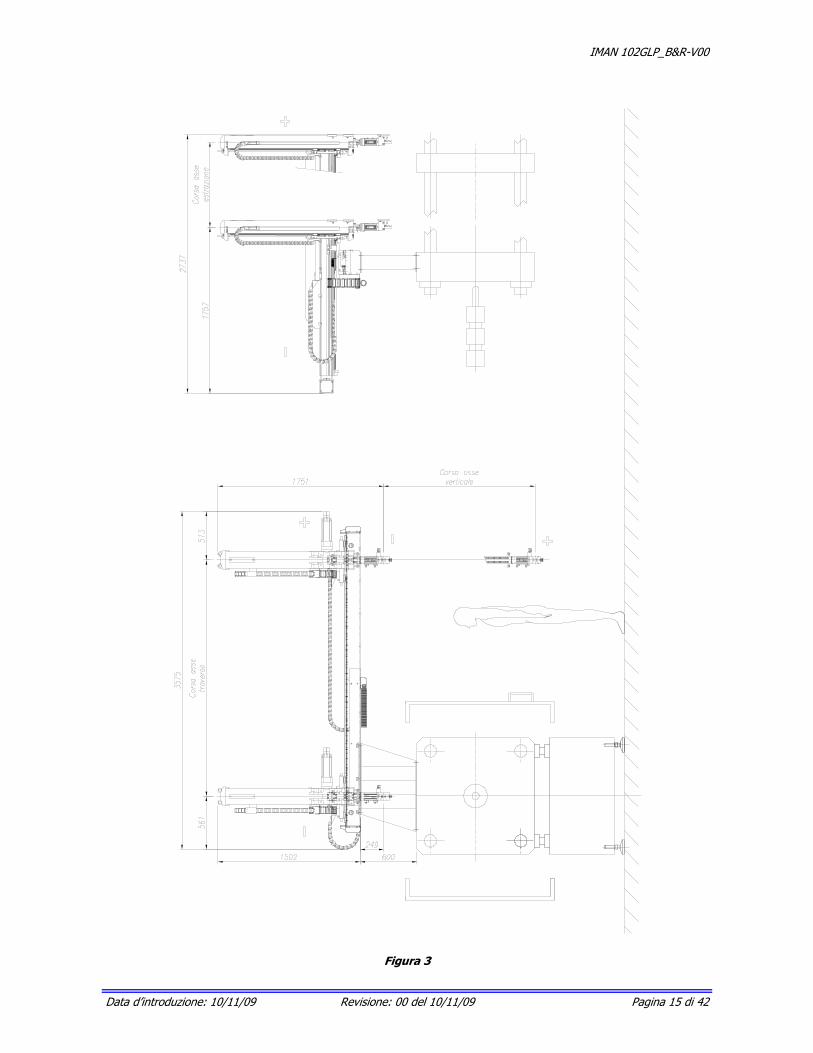
Figura 3
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 16 di 42
PARTI COMPONENTI L’IMPIANTO PNEUMATICO E DEL VUOTO
���� A cura del personale specializzato ed istruito A bordo del manipolatore l’impianto é già completo di regolatori e controlli ma é indispensabile che il Cliente provveda a proteggere l’impianto da immissioni di aria compressa superiori a 800 kPa. Inoltre é indispensabile che prima di arrivare all’utilizzo vi sia uno scarico di condensa.
���� ATTENZIONE: I componenti non richiedono lubrificazione a nebbia poiché sono progettati per funzionare con aria deumidificata. L’ingresso di olio e/o acqua nel circuito pneumatico potrebbe danneggiare i componenti.
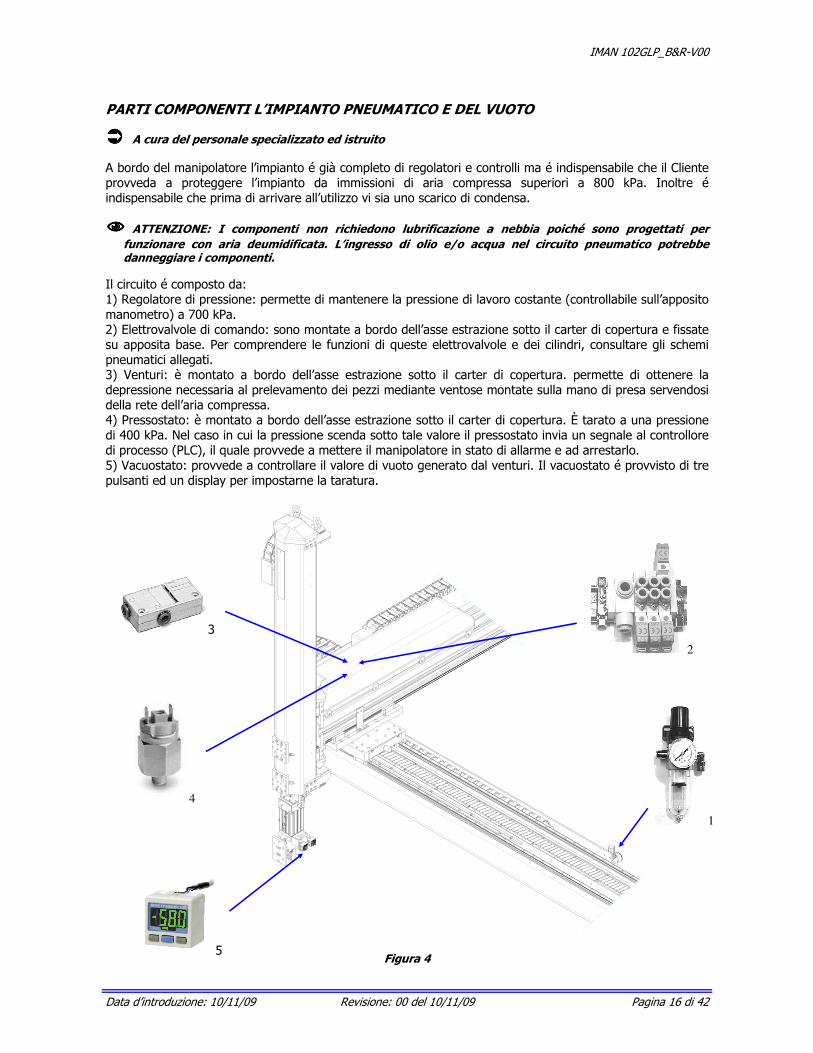
Il circuito é composto da: 1) Regolatore di pressione: permette di mantenere la pressione di lavoro costante (controllabile sull’apposito manometro) a 700 kPa. 2) Elettrovalvole di comando: sono montate a bordo dell’asse estrazione sotto il carter di copertura e fissate su apposita base. Per comprendere le funzioni di queste elettrovalvole e dei cilindri, consultare gli schemi pneumatici allegati. 3) Venturi: è montato a bordo dell’asse estrazione sotto il carter di copertura. permette di ottenere la depressione necessaria al prelevamento dei pezzi mediante ventose montate sulla mano di presa servendosi della rete dell’aria compressa. 4) Pressostato: è montato a bordo dell’asse estrazione sotto il carter di copertura. È tarato a una pressione di 400 kPa. Nel caso in cui la pressione scenda sotto tale valore il pressostato invia un segnale al controllore di processo (PLC), il quale provvede a mettere il manipolatore in stato di allarme e ad arrestarlo. 5) Vacuostato: provvede a controllare il valore di vuoto generato dal venturi. Il vacuostato é provvisto di tre pulsanti ed un display per impostarne la taratura.
Figura 4
2
1
5
3
4
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 17 di 42
3. ISTRUZIONI PER L’INSTALLAZIONE
3.1 ATTIVITA’ PRELIMINARI ALL’INSTALLAZIONE
���� A cura del Cliente Per consentire l’installazione del manipolatore occorre eseguire preliminarmente le operazioni relative a: PREPARAZIONE DELL’AREA
Preparare l’area con l’installazione di opportuna cartellonistica in conformità alla normativa ISO 7000 per segnalare la presenza di operazioni con mezzi di sollevamento in movimento. APPRONTARE MEZZI IDONEI
Approntare mezzi idonei che consentano agli installatori di operare in sicurezza durante le fasi di fissaggio del manipolatore posto correttamente ad altezze superiori ai due metri, in conformità alle normative vigenti sulla sicurezza. EQUIPAGGIAMENTO
���� Prima di cominciare qualsiasi operazione di installazione, è necessario indossare almeno il seguente equipaggiamento:
- tuta di protezione industriale; - scarpe antinfortunistiche; - guanti di protezione industriale.
TRASPORTO E MOVIMENTAZIONE
Il manipolatore viene staffato e ancorato su apposite travi per una facile movimentazione durante il trasporto. Nell’ imballo, che varia a seconda del luogo di destinazione, si possono trovare, oltre al manipolatore i seguenti gruppi (a tale proposito consultare la Vs. conferma d’ordine). - quadro elettrico; - cavo per interfaccia con la pressa; - pulsantiera SCP del controllo numerico; - supporto; - mano di presa (conforme alle esigenze del Cliente) se prevista.
La macchina é protetta contro la corrosione per mezzo di appositi prodotti (olio protettivo antiruggine) che svolgono fra l’altro una funzione lubrificante. In linea con le nuove disposizioni circa l’ambiente, i materiali di imballo non devono essere dispersi nell’ambiente, ma portati nei centri di raccolta e smaltimento autorizzati. ���� Il trasporto deve essere effettuato da trasportatori qualificati, affinché il materiale venga
movimentato con la dovuta cura. Questa operazione é a seconda dei casi a carico e cura del Costruttore o del Cliente (a tale proposito consultare la Vs. conferma d’ordine).
���� Una volta ricevuta la merce, provvedere a portare il materiale sul luogo dell’installazione. - controllare le condizioni esterne dell’imballo; - controllare che i pezzi corrispondano a quanto riportato nella bolla di consegna; - controllare i pezzi singolarmente per verificare eventuali danneggiamenti; - in caso di danneggiamenti fare foto e avvisare immediatamente il Costruttore per l’invio di ricambi.
���� In seguito ad ogni trasporto o movimentazione della macchina, è buona norma eseguire:
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 18 di 42
- una verifica visiva dello stato della macchina (verificare che la macchina non abbia subito deformazioni
in seguito ad urti); - un controllo al serraggio di viti, bulloni e raccorderia.
FORATURA PIANO FISSO PRESSA
In sede d’ordine viene stabilita l’esatta configurazione del manipolatore e l’interfaccia con la pressa da abbinare. Nella stessa occasione viene preso in esame anche l’ancoraggio alla pressa, che solitamente si effettua nella parte superiore del piano fisso porta - stampi. Buona parte delle presse è dotata di foratura conforme alla direttiva Euromap 18, alla quale il Costruttore si rifà per i supporti standard. ���� Nel caso in cui la pressa sia priva di foratura, attenersi allo schema di foratura che viene
preventivamente consegnato e concordato con il Cliente. ���� E’ necessario verificare che: - non vi siano interferenze fra il supporto e le parti che compongono la pressa; - vengano lasciate libere quando presenti, le scanalature per l’ancoraggio stampi; - il piano di ancoraggio del supporto sia in bolla e pulito da stucco, vernice, o asperità qualunque; - rispettare la profondità di foratura prevista dallo schema.
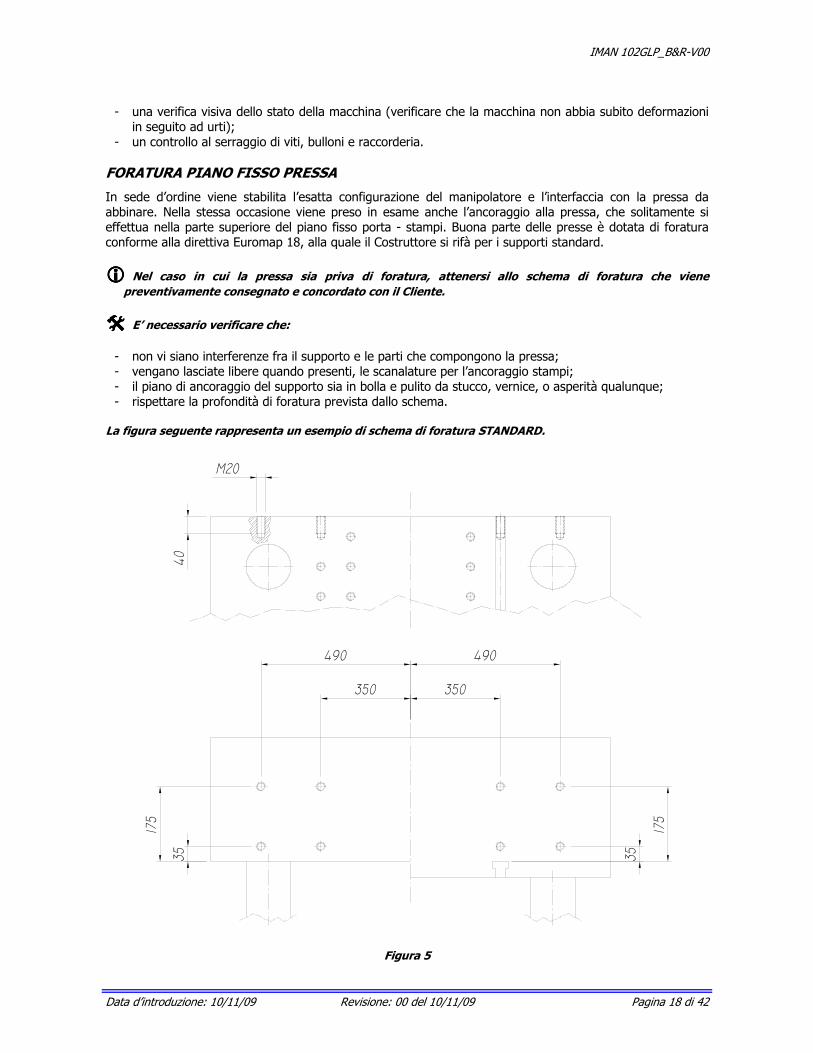
La figura seguente rappresenta un esempio di schema di foratura STANDARD.
Figura 5
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 19 di 42
PREDISPOSIZIONE ALLACCIAMENTO ELETTRICO
���� A cura del responsabile dello stabilimento o dell’officina Il Cliente deve costituire il proprio allacciamento al quadro d’alimentazione della macchina di nostra fornitura con cavi di sezione adeguata; con protezione di sovracorrente (almeno in funzione del cortocircuito) tale da NON superare in nessuna condizione o circostanza i 10 kA per < 1 secondo; con annesso dispositivo di sezionamento bloccabile per eventuali interventi a monte del nostro suddetto quadro. Nel caso di un sistema di distribuzione (dell’energia a bassa tensione ) TT, con l’ulteriore protezione differenziale avente Ind > 300 mA (per ovviare alle correnti di direzione richieste/ammesse per gli azionamenti e/o inverter presenti nel quadro) e (nell’applicazione entro il territorio Italiano) <1A. Inoltre la linea delle fasi deve essere senza disturbi e linea di terra collegata alla terra principale della rete di alimentazione, secondo EN 60204-1. PREDISPOSIZIONE ALLACCIAMENTO ARIA COMPRESSA
���� A cura del responsabile dello stabilimento o dell’officina Il Cliente deve fornire nelle immediate vicinanze dell’impianto una linea di aria compressa con 700 kPa (7bar) avente portata non inferiore a 65 Nl/min deumidificata da portare al manipolatore con tubo avente diametro interno 8mm. Il collegamento al robot deve avvenire con tubo amovibile e con l’interposizione di una valvola manuale lucchettabile. MONTAGGIO DEL GIUSTO STAMPO SULLA PRESSA
���� A cura del responsabile dello stabilimento o dell’officina Prima dell’arrivo del tecnico installatore, il Cliente deve provvedere a montare sulla pressa lo stampo corrispondente al prodotto plastico per cui il manipolatore è stato fornito. PREPARAZIONE MANO DI PRESA
���� A cura del responsabile dello stabilimento o dell’officina Qualora la costruzione della mano di presa non risultasse a carico del Costruttore (come rilevabile dalla conferma d’ordine), il Cliente deve provvedere alla sua realizzazione in tempo utile perché venga montata e collaudata dal nostro tecnico installatore. PREDISPOSIZIONE MEZZO DI SOLLEVAMENTO
���� A cura del responsabile dello stabilimento o dell’officina Il Cliente deve fornire per la messa in opera sopra la pressa del supporto e del manipolatore un mezzo di sollevamento di adeguata portata (verificare pesi e dimensioni al capitolo “CARATTERISTICHE TECNICHE E DIMENSIONALI “, vedi gru a braccio o carro ponte), deve essere messo a disposizione il personale abilitato all’uso di detto mezzo di sollevamento, deve provvedere all’apposizione della segnaletica prescritta per segnalare la presenza operativa di detto mezzo. ���� Prima di procedere alle operazioni di montaggio e installazione dotarsi della documentazione di
istruzione e verificare che tale documentazione sia relativa alla macchina sulla quale si va ad operare.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 20 di 42
3.2 MONTAGGIO DEL MANIPOLATORE
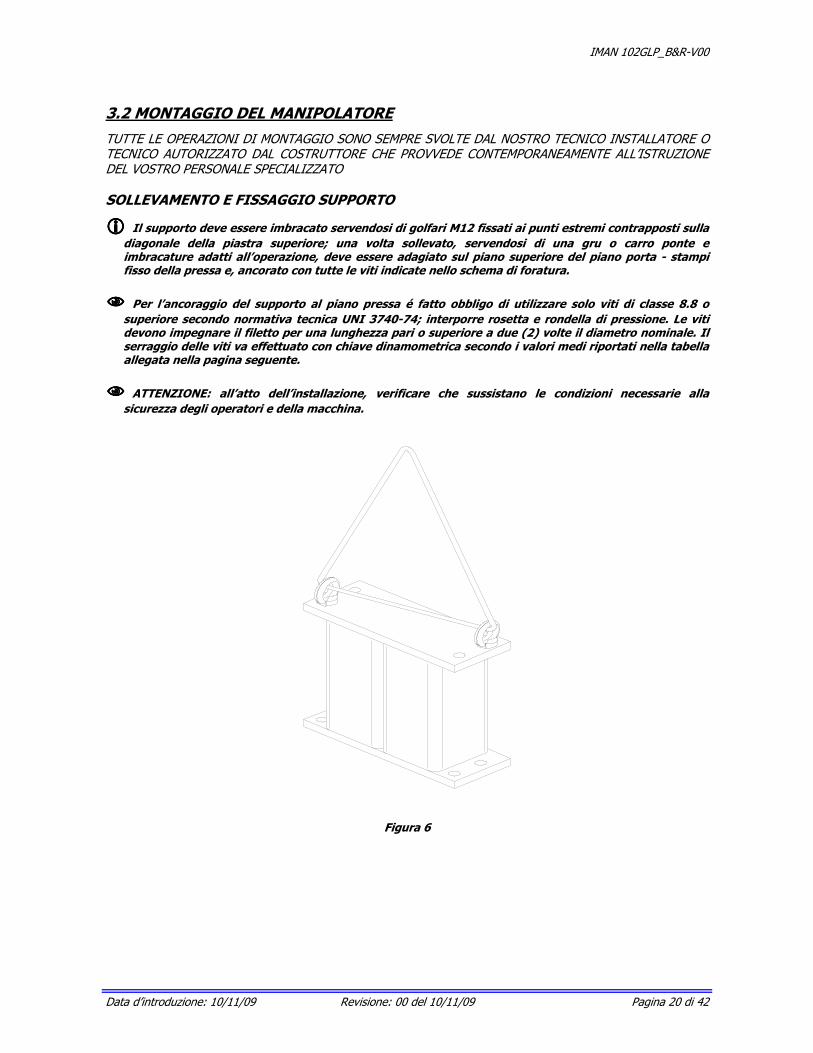
TUTTE LE OPERAZIONI DI MONTAGGIO SONO SEMPRE SVOLTE DAL NOSTRO TECNICO INSTALLATORE O TECNICO AUTORIZZATO DAL COSTRUTTORE CHE PROVVEDE CONTEMPORANEAMENTE ALL’ISTRUZIONE DEL VOSTRO PERSONALE SPECIALIZZATO SOLLEVAMENTO E FISSAGGIO SUPPORTO
���� Il supporto deve essere imbracato servendosi di golfari M12 fissati ai punti estremi contrapposti sulla diagonale della piastra superiore; una volta sollevato, servendosi di una gru o carro ponte e imbracature adatti all’operazione, deve essere adagiato sul piano superiore del piano porta - stampi fisso della pressa e, ancorato con tutte le viti indicate nello schema di foratura.
���� Per l’ancoraggio del supporto al piano pressa é fatto obbligo di utilizzare solo viti di classe 8.8 o
superiore secondo normativa tecnica UNI 3740-74; interporre rosetta e rondella di pressione. Le viti devono impegnare il filetto per una lunghezza pari o superiore a due (2) volte il diametro nominale. Il serraggio delle viti va effettuato con chiave dinamometrica secondo i valori medi riportati nella tabella allegata nella pagina seguente.
���� ATTENZIONE: all’atto dell’installazione, verificare che sussistano le condizioni necessarie alla
sicurezza degli operatori e della macchina.
Figura 6
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 21 di 42
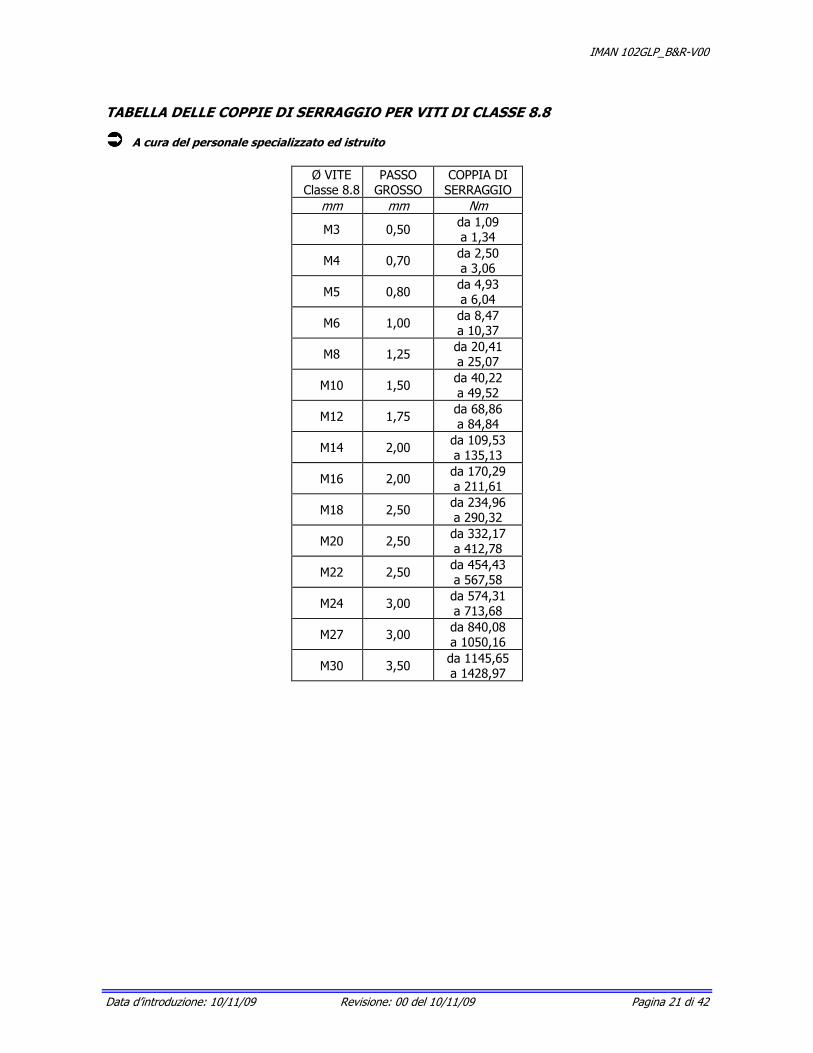
TABELLA DELLE COPPIE DI SERRAGGIO PER VITI DI CLASSE 8.8
���� A cura del personale specializzato ed istruito
Ø VITE Classe 8.8
PASSO GROSSO
COPPIA DI SERRAGGIO
mm mm Nm
M3 0,50 da 1,09 a 1,34
M4 0,70 da 2,50 a 3,06
M5 0,80 da 4,93 a 6,04
M6 1,00 da 8,47 a 10,37
M8 1,25 da 20,41 a 25,07
M10 1,50 da 40,22 a 49,52
M12 1,75 da 68,86 a 84,84
M14 2,00 da 109,53 a 135,13
M16 2,00 da 170,29 a 211,61
M18 2,50 da 234,96 a 290,32
M20 2,50 da 332,17 a 412,78
M22 2,50 da 454,43 a 567,58
M24 3,00 da 574,31 a 713,68
M27 3,00 da 840,08 a 1050,16
M30 3,50 da 1145,65 a 1428,97
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 22 di 42
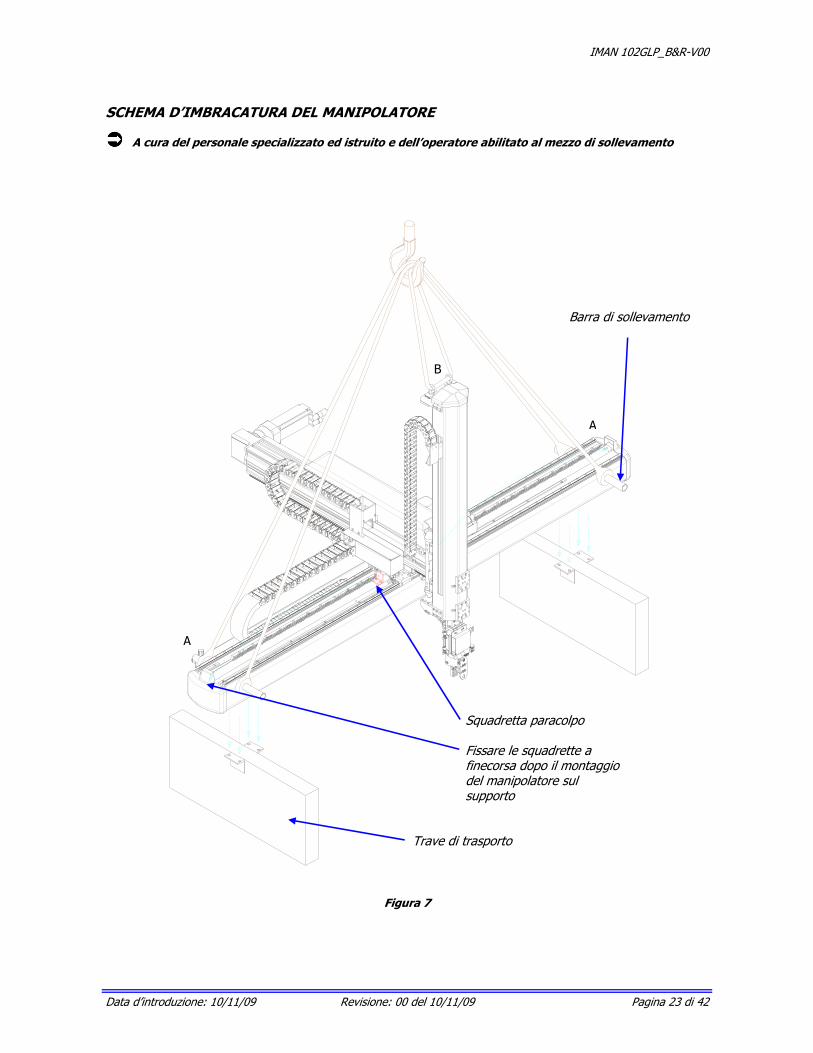
SOLLEVAMENTO E FISSAGGIO MANIPOLATORE
���� A cura del personale specializzato ed istruito Il manipolatore é montato su apposite travi adatte al trasporto e alla movimentazione a terra con carrello elevatore e gli assi sono bloccati in posizione. ���� ATTENZIONE: all’atto dell’installazione verificare che sussistano le condizioni necessarie alla
sicurezza degli operatori e della macchina. ���� Per la messa in opera sopra la pressa servirsi di una gru o carro ponte adatti all’operazione. Il
manipolatore va imbracato con tre (3) cinghie (vedi figura alla pagina seguente). ���� ATTENZIONE: i punti di sollevamento sono quelli indicati in figura con la lettera (A). I golfari (B)
servono solo per il bilanciamento del carico. Un anomalo impiego può portare al danneggiamento dei pattini dell’asse traverso.
���� Controllare prima di tutto che: - il carrello dell’asse traverso sia stato posto in corrispondenza della mezzeria della trave portante e
mantenuto in posizione dalle squadrette dei paracolpi. - l’asse estrazione sia tutto indietro verso la trave portante. - l’asse verticale stia tutto alto e trattenuto dal freno motore. - Agganciare due (2) cinghie di uguale lunghezza alla trave dell’asse traverso, servendosi di due barre di
sollevamento; con una terza cinghia, agganciarsi ai golfari dell’asse verticale. - Accertarsi dell’ adeguata portata delle cinghie consultando la tabella pesi nel capitolo
“CARATTERISTICHE TECNICHE”. - L’imbracatura deve corrispondere allo schema illustrato e deve essere effettuata con cinghie singole, in
quanto la distribuzione dei carichi non é uniforme. - Sollevare leggermente il manipolatore in modo da verificare la corretta imbracatura. - Adagiarlo di nuovo a terra con le cinghie in tensione per togliere le travi di trasporto. - Sollevare il manipolatore e portarlo in appoggio con le cinghie in tensione sopra il supporto nella
corretta posizione. - Bloccare il manipolatore al supporto utilizzando solo viti di classe 8.8 secondo normativa tecnica UNI
3740-74; il serraggio delle viti va effettuato con chiave dinamometrica secondo i valori medi riportati nella tabella alla pagina precedente.
���� ATTENZIONE: l’angolo di incidenza tra funi di sollevamento e piano orizzontale non deve mai essere
inferiore a 45°. ���� Prima di procedere alla messa in servizio, riposizionare i paracolpi dell’asse traverso nella loro
posizione di lavoro (finecorsa) ed accertarsi che il manipolatore si muova all’interno dell’area segregata dalle protezioni.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 23 di 42
SCHEMA D’IMBRACATURA DEL MANIPOLATORE
���� A cura del personale specializzato ed istruito e dell’operatore abilitato al mezzo di sollevamento
Figura 7
Trave di trasporto
Squadretta paracolpo Fissare le squadrette a finecorsa dopo il montaggio del manipolatore sul supporto
Barra di sollevamento
A
A
B
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 24 di 42
MESSA IN OPERA PROTEZIONI
���� A cura del responsabile di fabbrica o di officina Quando la fornitura delle protezioni é a carico del Costruttore é cura del nostro tecnico provvedere all’installazione, all’allacciamento dei micro di sicurezza e al collaudo funzionale delle stesse. ���� E’ fatto comunque obbligo di provvedere all’ancoraggio delle protezioni in modo che NON siano
asportabili, provvedendo al loro fissaggio al pavimento e/o alle strutture fisse della pressa sulla quale il manipolatore é installato. La qualità strutturale e dei micro di sicurezza delle protezioni deve rispettare le prescrizioni dettate dalle seguenti norme: EN 60204-1, EN 418, EN 294, EN 775, EN 1088, EN 953 (vedi “ADEGUAMENTI ALLE DIRETTIVE-DICHIARAZIONI”).
COLLOCAZIONE QUADRO ELETTRICO
���� A cura del responsabile di fabbrica o di officina La scelta della collocazione del quadro elettrico avviene in sede di progetto dell’impianto dopo che l’utilizzatore ha fornito le specifiche dimensionali dell’area dove il manipolatore andrà ad operare. La configurazione é però flessibile grazie alla lunghezza dei cavi di connessione quadro – manipolatore - interfaccia. La sua collocazione può essere stabilita di concerto con il tecnico Installatore a condizione che non vengano alterati i parametri di sicurezza ed ergonomia in sede valutati. ALLACCIAMENTI INTERCONNESSIONI QUADRO-MANIPOLATORE-INTERFACCIA-
PULSANTIERA
���� A cura del personale specializzato ed istruito Tutte le interconnessioni vengono effettuate dal tecnico installatore che ne controlla di seguito la funzionalità. COLLEGAMENTO ALLA RETE DI ALIMENTAZIONE
���� A cura del personale specializzato ed istruito ���� E’ necessario che il Cliente al ricevimento della macchina controlli sulla targhetta del quadro elettrico
che il valore della tensione ivi riportato coincida con quello della rete di alimentazione, come indicato al capitolo 2 “CARATTERISTICHE TECNICHE E DIMENSIONALI”.
���� L’allacciamento alla rete di alimentazione deve essere effettuato dal tecnico Installatore consultando
gli schemi elettrici allegati, posizionati nella tasca interna alla porta del quadro elettrico. Le caratteristiche dell’interruttore generale e del cavo predisposti dal Cliente sono rilevabili ai capitoli 2 “CARATTERISTICHE TECNICHE E DIMENSIONALI” e 3.1 “PREDISPOSIZIONE ALLACCIAMENTO ELETTRICO”. Ricordiamo che la taratura e le regolazioni della macchina vengono effettuate in sede di precollaudo.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 25 di 42
4. ISTRUZIONI PER L’USO
4.1 COLLAUDO DEL MANIPOLATORE
���� Prima della consegna del manipolatore in sede viene effettuato un precollaudo e un primo rodaggio. Durante questo precollaudo vengono effettuate tutte le operazioni di regolazione e taratura degli organi meccanici, elettrici ed elettronici.
���� E’ compito del tecnico Installatore in stretto rapporto con il responsabile dell’officina procedere
all’ottimizzazione delle prestazioni funzionali riferite alle operazioni di manipolazione specificate nella conferma d’ordine. Al termine DEVE essere redatto un “verbale preliminari di installazione” sottoscritto per accettazione.
CONTROLLI PRELIMINARI
���� Dopo il montaggio del manipolatore sulla pressa e l’esecuzione di tutte le interconnessioni é compito del tecnico Installatore di:
- verificare che il valore della tensione di alimentazione fornita sia entro i limiti di ± 10% del valore
nominale; - che il valore nominale della tensione di linea corrisponda a quella prevista per il funzionamento del
manipolatore; - collegare il cavo di alimentazione al quadro elettrico; - verificare il corretto collegamento delle fasi; - verificare la funzionalità dei dispositivi di sicurezza.
REGOLAZIONI E PROVE DI FUNZIONAMENTO
E’ compito del tecnico Installatore procedere alle regolazioni del manipolatore e a posizionare i finecorsa elettrici, meccanici e le camme degli assi in funzione delle effettive corse di lavoro all’interno dell’area protetta. - POSIZIONARE LA CAMMA, SULL’ASSE TRAVERSO, DI MANIPOLATORE IN CENTRO STAMPO - POSIZIONARE LA CAMMA, SULL’ASSE TRAVERSO, DI MANIPOLATORE IN SCARICO - POSIZIONARE LA CAMMA, SULL’ASSE VERTICALE, DI MANIPOLATORE FUORI STAMPO - VERIFICARE IL CORRETTO AZZERAMENTO ASSI, SENZA CHE LA MANO DI PRESA INTERFERISCA CON
IL CANCELLO DELLA PRESSA O ALTRI IMPEDIMENTI. OPERATIVITA’
���� L’operatore deve essere persona idonea al lavoro e psicofisicamente in grado di attendere alle esigenze connesse con l’operatività del manipolatore. Deve essere istruito per quanto concerne le nozioni sufficienti all’attivazione e disattivazione del manipolatore per l’inserimento nel normale ciclo produttivo.
ILLUMINAZIONE
Il manipolatore non é dotato di sistema di illuminazione di serie. Il livello di illuminazione ambientale deve sempre essere tale da garantire la massima sicurezza di operatività del personale. Nel caso di interventi di manutenzione in zone d’ombra é obbligatorio dotarsi di sistema di illuminazione portatile, avendo cura di evitare coni d’ombra che riducano la visibilità dei punti dove si va ad operare o nelle zone circostanti.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 26 di 42
4.2 ALTRE ATTIVITÀ
���� A cura del personale specializzato ed istruito CAMBIO ATTREZZI - SOSTITUZIONE MANO DI PRESA
Nei manipolatori Serie G, la mano di presa é fissata al polso dell’asse verticale. La mano può essere: - fornita dal Costruttore unitamente al manipolatore su cui é montata o; - fornita dall’utilizzatore.
Il suo montaggio e la verifica della sua funzionalità possono avvenire: - contestualmente all’installazione del manipolatore, ad opera del personale Installatore o personale
qualificato e autorizzato dal Costruttore; - in tempi successivi all’installazione del manipolatore eventualmente a cura dell’utilizzatore stesso.
Nel secondo caso il Costruttore mette a disposizione, su richiesta, le istruzioni necessarie per un corretto montaggio della mano sul polso del manipolatore. MESSA FUORI SERVIZIO TEMPORANEA
���� Qualora si verificasse la necessità di escludere il manipolatore dal ciclo di stampaggio per un periodo di tempo relativamente lungo procedere come segue:
- fermare il manipolatore in posizione di parcheggio; - disinserire il sezionatore di linea principale e fermarlo in posizione 0 (zero) con l’apposizione di
lucchetto; - provvedere manualmente con l’uso di adeguate chiavi a brugola ad accostare i fermi meccanici di
finecorsa degli assi ai corpi dei carrelli assi e bloccarveli a contatto. ���� L’operazione precedente é necessaria per evitare che le vibrazioni indotte dalla pressa in funzione
inneschino movimenti inerziali degli assi non più controllati dai motori o dagli organi di comando pneumatico (cilindri).
- Chiudere l’invio di aria compressa al regolatore di flusso agendo sul rubinetto di mandata.
���� Prima di rendere nuovamente operativo il manipolatore procedere a riposizionare i fermi meccanici di
finecorsa nella posizione originaria.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 27 di 42
STOCCAGGIO
Il materiale ancora imballato può essere conservato per 1 anno in ambiente chiuso purché i valori di temperatura e di umidità non superino quelli precisati nel capitolo “CARATTERISTICHE TECNICHE E DIMENSIONALI”. ���� Non devono essere posti altri colli sopra i materiali stoccati. ���� Qualora si trattasse di impianto già operante da porre temporaneamente fuori servizio e da stoccare,
procedere nella seguente maniera: - ad una pulizia accurata di tutte le parti componenti la macchina con sostanze detergenti che non
intacchino le parti verniciate; - alla lubrificazione delle guide di traslazione dei tre assi con olio SAE 46-SAE 68; - alla copertura di tutto l’impianto con materiale impermeabile che la preservi da eventuali infiltrazioni di
pioggia e/o altre sostanze che possano compromettere la buona conservazione. MESSA IN OPERA DOPO LO STOCCAGGIO
La messa in opera dopo lunghi periodi di stoccaggio viene effettuata come la messa in opera ordinaria da tecnici del Costruttore o comunque da tecnici autorizzati. ���� Prima dell’arrivo del tecnico é necessario controllare che: - le condizioni e le caratteristiche della macchina corrispondono ancora a quelle di prima
dell’immagazzinamento; - le strutture non abbiano subito deterioramenti dovuti a corrosione; - non vi siano rotture dovute ad un non corretto immagazzinamento; - le connessioni elettriche siano efficienti e non vi siano cavi rotti; - che tutti i dispositivi di sicurezza installati, provati manualmente siano efficienti.
Questo per consentire al tecnico di intervenire alla messa in opera con gli eventuali materiali da sostituire. ���� Quando, come nel caso dello stoccaggio, l’impianto rimanga scollegato per più di tre (3) anni, dall’
alimentazione elettrica é necessario procedere alla sostituzione della batteria tampone che alimenta la memoria RAM all’interno del quadro.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 28 di 42
4.3 MOTORE LINEARE
INTRODUZIONE
Gli assi estrazione e traverso si muovono per l’azione di motori lineari. Il motore è costituito da uno statore posizionato sotto al carrello mobile e da delle rotaie magnetiche che hanno la funzione di rotore fissate direttamente sull’estruso di alluminio. Tra lo statore e il rotore viene costantemente esercitata una forza d’attrazione della quale si deve tenere conto durante tutte le operazioni di manutenzione e/o smontaggio. In particolare, prima di effettuare qualsiasi operazione di manutenzione e/o sostituzione dello statore, occorre staccare alcune rotaie magnetiche dall’estruso. In caso di sostituzione di una o più rotaie magnetiche occorre tenere conto della loro polarità (verificabile nel seguente modo: posizionandole sull’estruso una accanto all’altra esse si devono attrarre) e dello spazio pari a 0,8 – 0,9 mm. che deve rimanere tra rotore e statore. ���� ATTENZIONE: dischetti, nastri magnetici, orologi, organi meccanici non amagnetici, apparecchiature
elettroniche in genere ed in particolare medicali possono venire influenzate o danneggiate se avvicinate alle rotaie magnetiche.
SENSORE MAGNETICO
In caso di sostituzione o smontaggio mantenere tra banda magnetica e superficie di lettura una distanza pari a 0,4 mm. BANDA MAGNETICA
In caso di sostituzione o smontaggio fare attenzione a non ammaccarla. La banda magnetica di lettura posizione asse non deve MAI essere avvicinata alle rotaie magnetiche.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 29 di 42
5. ISTRUZIONI PER LA MANUTENZIONE
5.1 MANUTENZIONE
���� A cura del responsabile di officina Il programma di manutenzione comprende verifiche, ispezioni e controlli condotti direttamente dall’operatore e/o da personale specializzato addetto alla normale manutenzione e controlli periodici che includono operazioni di verifica, registrazione e sostituzione svolte dal personale specializzato alla manutenzione e istruito allo scopo dal Costruttore. Il personale specializzato può avvalersi nei suoi interventi: - del supporto dato dalla diagnostica per la parte elettrica – elettronica; - dei grafici per la comprensione della parte meccanica.
���� ATTENZIONE: per operare in condizioni di sicurezza durante le fasi di manutenzione del manipolatore
e/o dei macchinari ad esso connessi è indispensabile portare l’asse verticale in basso in battuta meccanica così da eliminare ogni rischio potenziale e residuo.
5.2 MANUTENZIONE STRAORDINARIA
���� A cura del personale specializzato ed istruito INTERVENTO DI CONTROLLO DOPO URTO MECCANICO
���� Se durante la vita del manipolatore, a seguito di una qualsiasi anomalia, uno o più assi vanno a sbattere contro altre parti meccaniche o contro i tamponi di fine corsa occorre:
- verificare lo stato dei tamponi/ammortizzatori di gomma; - verificare le condizioni di serraggio e/o stiramento delle viti interessate ai fenomeni innescati dall’urto; - verificare lo stato di cinghie e cremagliere; - controllare se sono stati causati danni a guide ed altri organi meccanici.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 30 di 42
5.3 MANUTENZIONE ORDINARIA
Comprende le operazioni di manutenzione che possono essere eseguite direttamente dall’operatore o da personale specializzato secondo quanto prescritto nella presente documentazione e che non richiedono particolare uso di strumenti e attrezzature. INTERVENTI GIORNALIERI A CURA DELL’OPERATORE
Prima di inserire il manipolatore nel normale ciclo produttivo compiere: - verifiche visive generali; - verifiche funzionali/prova finecorsa oltrecorsa, prova di tutte le funzioni della pulsantiera, prova
sicurezze dei ripari, prova pulsanti di emergenza. INTERVENTI SETTIMANALI A CURA DELL’OPERATORE E/O PERSONALE
SPECIALIZZATO
���� Settimanalmente procedere a: - pulire con panno asciutto tutto l’impianto per impedire l’accumulo di sporco tra gli organi di
trasmissione dei movimenti; - pulire le ventose della mano di presa utilizzando solo alcool denaturato; - pulire i filtri dell’impianto di ventilazione forzata del quadro elettrico. Questa operazione é importante
per garantire l’efficienza funzionale degli organi posti all’interno del quadro elettrico. Agendo manualmente con una leggera trazione staccare le griglie di copertura esterne per accedere ai filtri; per pulirli utilizzare unicamente un soffio di aria compressa deumidificata. Se i filtri non danno garanzia di efficienza sostituirli immediatamente;
- lubrificare i pattini di traslazione assi. Si raccomanda di porre particolare cura nella pulizia delle guide di traslazione dei 3 assi, questo per impedire l’accumulo di sporco tra le sfere dei pattini, sporco che potrebbe bloccarle causando la rigatura delle guide. (Evitare di usare liquidi corrosivi che possono intaccare i raschia olio). Dopo aver pulito le guide, lubrificare i pattini attraverso l’apposito ingrassatore. Si consiglia grasso N2 a base di sapone di litio, mentre in caso di lubrificazione ad olio é meglio utilizzare olio ISO VG 32/68 o equivalente. (vedere paragrafo “LUBRIFICAZIONE PATTINI”). - verificare l’efficienza funzionale dei dispositivi di sicurezza delle protezioni, dei pulsanti di emergenza,
dei fermi meccanici di finecorsa e della pulsantiera di comando; - verificare visivamente le condizioni dei cavi e delle connessioni elettriche esterne.
���� Prima di procedere a qualunque intervento di manutenzione é necessario disattivare il sezionatore
generale di alimentazione e apporre sulla macchina un cartello con l’indicazione di “MACCHINA IN MANUTENZIONE”.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 31 di 42
5.4 MANUTENZIONE PERIODICA
���� A cura del personale specializzato ed istruito Comprende quelle operazioni di verifica che possono richiedere regolazioni e/o sostituzioni. ���� Si raccomanda di rispettare scrupolosamente la periodicità della “TABELLA DI INTERVENTI
PERIODICI DI MANUTENZIONE” integrata a questa documentazione. ���� Per gli interventi di manutenzione avvalersi degli esplosi grafici per la parte meccanica, della
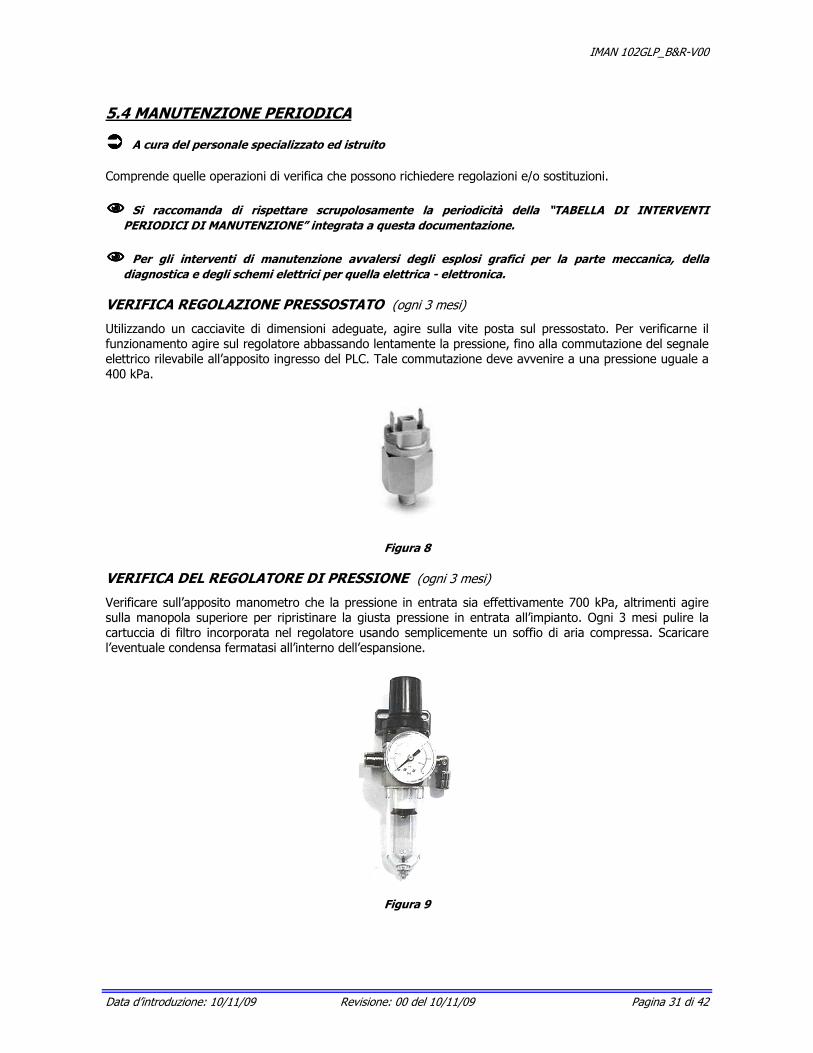
diagnostica e degli schemi elettrici per quella elettrica - elettronica. VERIFICA REGOLAZIONE PRESSOSTATO (ogni 3 mesi)
Utilizzando un cacciavite di dimensioni adeguate, agire sulla vite posta sul pressostato. Per verificarne il funzionamento agire sul regolatore abbassando lentamente la pressione, fino alla commutazione del segnale elettrico rilevabile all’apposito ingresso del PLC. Tale commutazione deve avvenire a una pressione uguale a 400 kPa.
Figura 8 VERIFICA DEL REGOLATORE DI PRESSIONE (ogni 3 mesi)
Verificare sull’apposito manometro che la pressione in entrata sia effettivamente 700 kPa, altrimenti agire sulla manopola superiore per ripristinare la giusta pressione in entrata all’impianto. Ogni 3 mesi pulire la cartuccia di filtro incorporata nel regolatore usando semplicemente un soffio di aria compressa. Scaricare l’eventuale condensa fermatasi all’interno dell’espansione.
Figura 9

IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 32 di 42
VERIFICA TARATURA VACUOSTATO (ogni 3 mesi)
Un vacuostato digitale è situato sull’asse verticale, in prossimità del distributore pneumatico. Seguire le istruzioni seguenti per una corretta impostazione del vacuostato.
Figura 10
���� REGOLAZIONE DELLA PRESSIONE Per azzerare il valore di pressione impostato, premere contemporaneamente i pulsanti � e �(funzione di zero forzato). Premendo il pulsante SET, lampeggia il messaggio P_1 alternato con il valore di pressione impostato.
Premendo il pulsante �UP o �DOWN comincerà a lampeggiare la prima cifra; usare gli stessi pulsanti per cambiare il valore.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 33 di 42
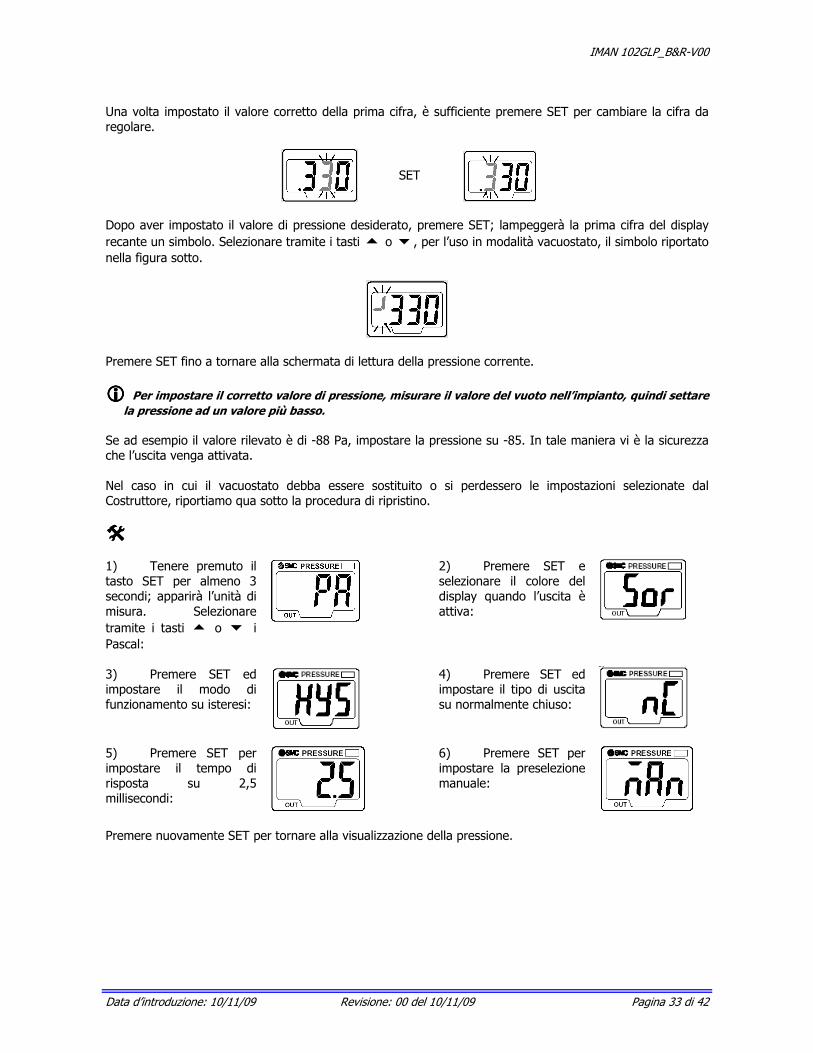
Una volta impostato il valore corretto della prima cifra, è sufficiente premere SET per cambiare la cifra da regolare.
Dopo aver impostato il valore di pressione desiderato, premere SET; lampeggerà la prima cifra del display recante un simbolo. Selezionare tramite i tasti � o �, per l’uso in modalità vacuostato, il simbolo riportato nella figura sotto.
Premere SET fino a tornare alla schermata di lettura della pressione corrente. ���� Per impostare il corretto valore di pressione, misurare il valore del vuoto nell’impianto, quindi settare
la pressione ad un valore più basso. Se ad esempio il valore rilevato è di -88 Pa, impostare la pressione su -85. In tale maniera vi è la sicurezza che l’uscita venga attivata. Nel caso in cui il vacuostato debba essere sostituito o si perdessero le impostazioni selezionate dal Costruttore, riportiamo qua sotto la procedura di ripristino. ���� 1) Tenere premuto il tasto SET per almeno 3 secondi; apparirà l’unità di misura. Selezionare tramite i tasti � o � i Pascal:
2) Premere SET e selezionare il colore del display quando l’uscita è attiva:
3) Premere SET ed impostare il modo di funzionamento su isteresi:
4) Premere SET ed impostare il tipo di uscita su normalmente chiuso:
5) Premere SET per impostare il tempo di risposta su 2,5 millisecondi:
6) Premere SET per impostare la preselezione manuale:
Premere nuovamente SET per tornare alla visualizzazione della pressione.
SET
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 34 di 42
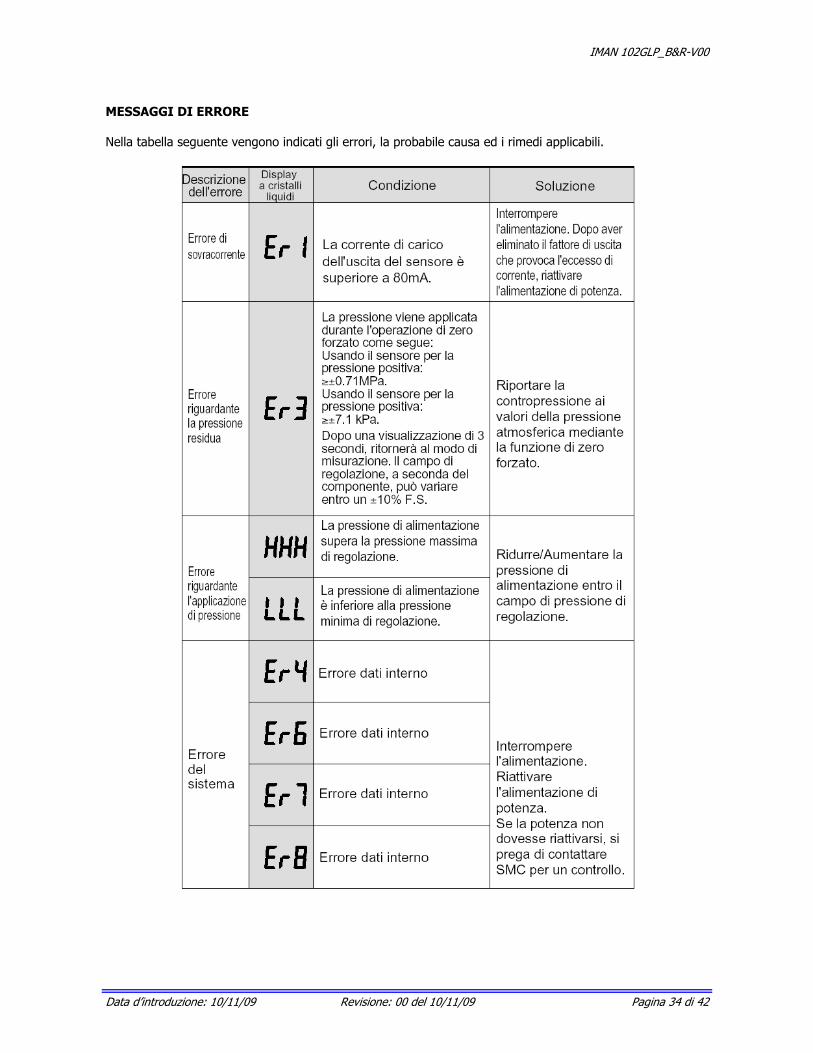
MESSAGGI DI ERRORE Nella tabella seguente vengono indicati gli errori, la probabile causa ed i rimedi applicabili.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 35 di 42
VERIFICA GUIDE DI TRASLAZIONE ASSI (ogni 3 mesi)
Ogni 3 mesi controllare che: - le guide non presentino tracce di rigature; - la rumorosità funzionale non sia tale da segnalare un inizio di deterioramento dei pattini; - venga effettuata puntualmente la pulizia di guide e pattini.
���� Se presentano la minima traccia di compromissione, procedere alla sostituzione delle guide e dei
relativi pattini. VERIFICA RIDUTTORI (ogni 3 mesi)
Verificare che non esistano tracce di perdite di olio. I riduttori montati sui manipolatori sono lubrificati “a vita” per un uso in condizioni normali. Si raccomanda di controllare l’assenza di evidenti giochi d’accoppiamento tra riduttori e organi di trasmissione. Con gli oli sintetici si consiglia comunque di effettuare il cambio dell’olio ogni 10.000 ore di funzionamento, per evitare una eccessiva usura. In caso di rabbocco a seguito di smontaggio o perdite, utilizzare i seguenti lubrificanti o compatibili:
OLII CONSIGLIATI ARAL DEGOL GS 220 BP ENERGOL GR-XP 220 DEA POLYDEA CLP 220 FÜCHS RENOLIN PG 220 KLÜBER KLUBERSYNTH GH 6-220 MOBIL GLYGOYLE 30 / GLYGOYLE HE220 MOLYDUVAL SYNTHOLUBE G 220 EP OPTIMOL OPTIFLEX 220 SHELL TIVELA OIL WB (PG 220) TRIBOL 800/220
VERIFICA CREMAGLIERA-PIGNONE ASSE VERTICALE (ogni 3 mesi)
Verificarne il corretto accoppiamento, senza giochi, ed eventualmente procedere alla loro regolazione; eseguire l’ingrassaggio della cremagliera con grasso al bisolfuro di molibdeno, preferibilmente “Klüber Microlube 00”, come da indicazione del fornitore. VERIFICA GALOPPINI RINVIO ASSE VERTICALE (ogni 3 mesi)
I galoppini e i loro cuscinetti sono dimensionati a vita; verificare in ogni modo che la superficie esterna delle ruote non presenti tracce di compromissione causata dall’inclusione di corpi estranei prodotta da carente pulizia o sfaldamenti. VERIFICA CILINDRI (ogni 3 mesi)
Verificare il corretto serraggio in posizione dei componenti che ancorano i cilindri alle strutture degli assi e il loro grado di efficienza e pulizia. Lubrificare gli steli con un panno imbevuto d’olio a bassa viscosità. VERIFICA PULIZIA MAGNETI MOTORE (Ogni 3 mesi)
Accertarsi che sulla superficie delle piastre magnetiche non si siano accumulate polvere e sporcizia. Nel caso pulire servendosi esclusivamente di un aspiratore. ���� ATTENZIONE: la pista magnetica attirerà con forza qualsiasi materiale ferroso. Operare con la
massima cautela.
N.B. il tipo di olio in evidenza è quello consigliato dal Costruttore
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 36 di 42
VERIFICA SERRAGGIO VITI (ogni 3 mesi)
Verificare la corretta coppia di serraggio delle viti di ancoraggio: - tra piano fisso della pressa e supporto; - tra supporto e manipolatore.
Fare riferimento alla “Tabella delle coppie di serraggio viti classe 8.8” pagina 21. ���� A causa delle vibrazioni prodotte dalla pressa durante il suo funzionamento é possibile che nel tempo
alcune viti di organi non di sicurezza tendano ad allentarsi, si raccomanda di procedere a una verifica generale dei loro serraggi.
VERIFICA CONNESSIONI, CAVI, PULSANTERIE E DISPOSITIVI DI SICUREZZA
ELETTRICI (ogni 3 mesi)
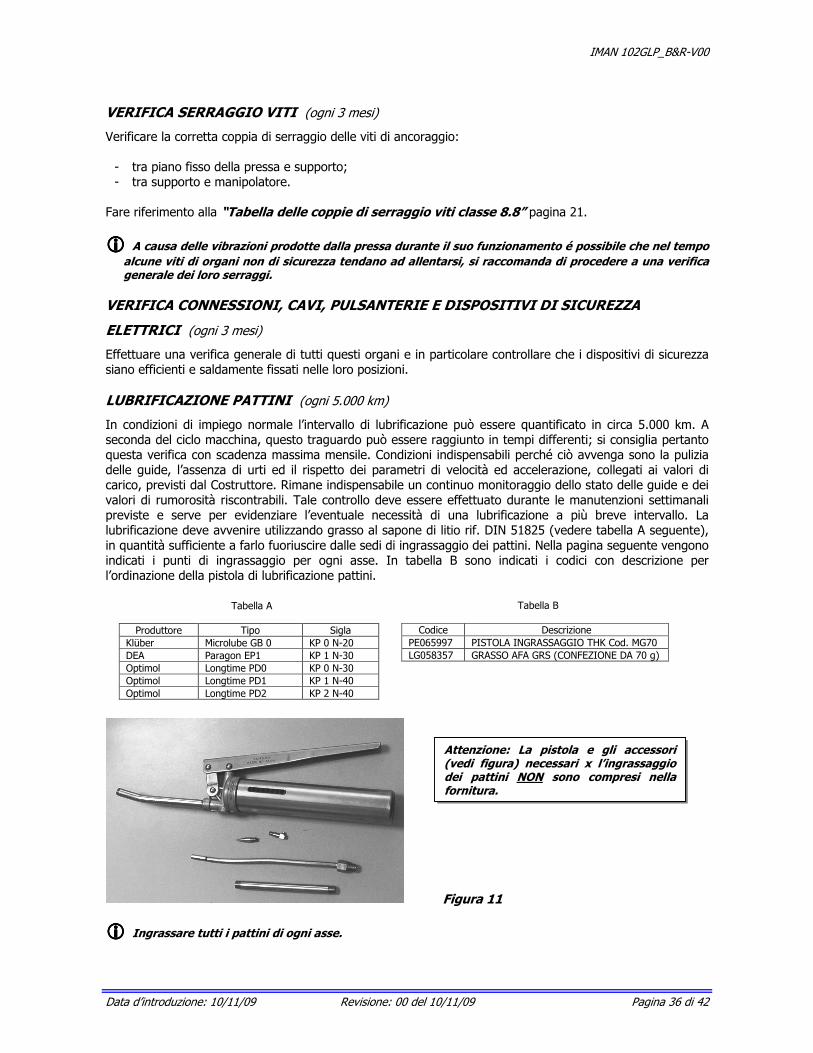
Effettuare una verifica generale di tutti questi organi e in particolare controllare che i dispositivi di sicurezza siano efficienti e saldamente fissati nelle loro posizioni. LUBRIFICAZIONE PATTINI (ogni 5.000 km)
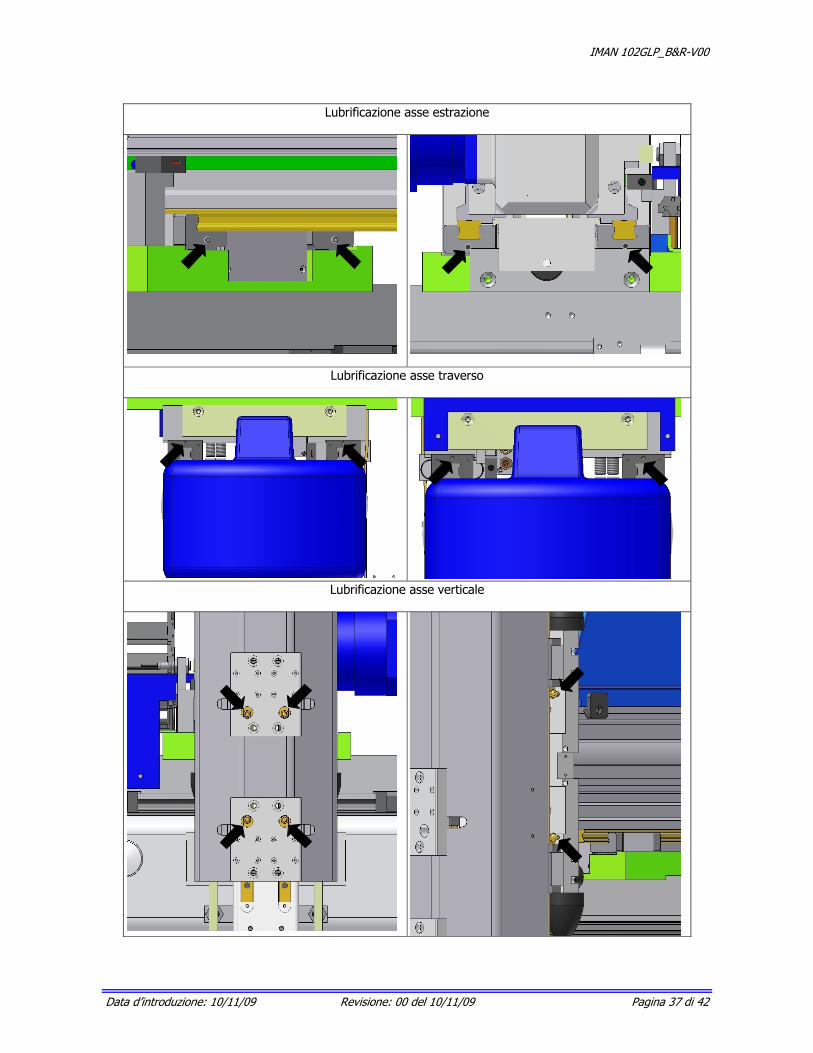
In condizioni di impiego normale l’intervallo di lubrificazione può essere quantificato in circa 5.000 km. A seconda del ciclo macchina, questo traguardo può essere raggiunto in tempi differenti; si consiglia pertanto questa verifica con scadenza massima mensile. Condizioni indispensabili perché ciò avvenga sono la pulizia delle guide, l’assenza di urti ed il rispetto dei parametri di velocità ed accelerazione, collegati ai valori di carico, previsti dal Costruttore. Rimane indispensabile un continuo monitoraggio dello stato delle guide e dei valori di rumorosità riscontrabili. Tale controllo deve essere effettuato durante le manutenzioni settimanali previste e serve per evidenziare l’eventuale necessità di una lubrificazione a più breve intervallo. La lubrificazione deve avvenire utilizzando grasso al sapone di litio rif. DIN 51825 (vedere tabella A seguente), in quantità sufficiente a farlo fuoriuscire dalle sedi di ingrassaggio dei pattini. Nella pagina seguente vengono indicati i punti di ingrassaggio per ogni asse. In tabella B sono indicati i codici con descrizione per l’ordinazione della pistola di lubrificazione pattini.
Figura 11 ���� Ingrassare tutti i pattini di ogni asse.
Attenzione: La pistola e gli accessori (vedi figura) necessari x l’ingrassaggio dei pattini NON sono compresi nella fornitura.
Tabella B Codice Descrizione
PE065997 PISTOLA INGRASSAGGIO THK Cod. MG70 LG058357 GRASSO AFA GRS (CONFEZIONE DA 70 g)
Tabella A Produttore Tipo Sigla
Klüber Microlube GB 0 KP 0 N-20 DEA Paragon EP1 KP 1 N-30 Optimol Longtime PD0 KP 0 N-30 Optimol Longtime PD1 KP 1 N-40 Optimol Longtime PD2 KP 2 N-40
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 37 di 42
Lubrificazione asse estrazione
Lubrificazione asse traverso
Lubrificazione asse verticale
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 38 di 42
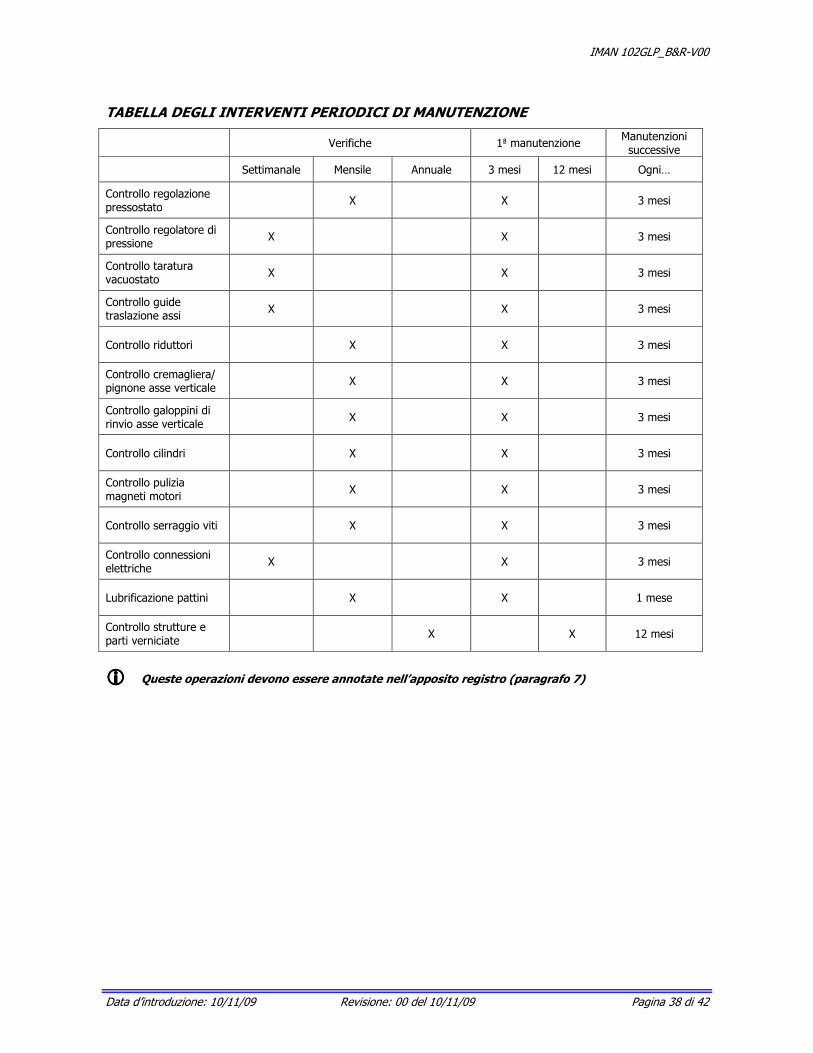
TABELLA DEGLI INTERVENTI PERIODICI DI MANUTENZIONE
Verifiche 1ª manutenzione Manutenzioni successive
Settimanale Mensile Annuale 3 mesi 12 mesi Ogni…
Controllo regolazione pressostato X X 3 mesi
Controllo regolatore di pressione X X 3 mesi
Controllo taratura vacuostato X X 3 mesi
Controllo guide traslazione assi X X 3 mesi
Controllo riduttori X X 3 mesi
Controllo cremagliera/ pignone asse verticale X X 3 mesi
Controllo galoppini di rinvio asse verticale X X 3 mesi
Controllo cilindri X X 3 mesi
Controllo pulizia magneti motori X X 3 mesi
Controllo serraggio viti X X 3 mesi
Controllo connessioni elettriche X X 3 mesi
Lubrificazione pattini X X 1 mese
Controllo strutture e parti verniciate X X 12 mesi
���� Queste operazioni devono essere annotate nell’apposito registro (paragrafo 7)
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 39 di 42
5.5 SMANTELLAMENTO MANIPOLATORE
Qualora per ragioni diverse si volesse rimuovere dalla sua posizione operativa sopra la pressa il manipolatore, si raccomanda di seguire la procedura qui di seguito descritta. ���� Prima di cominciare qualsiasi operazione di smantellamento, è necessario indossare almeno il
seguente equipaggiamento: - tuta di protezione industriale; - scarpe antinfortunistiche; - guanti di protezione industriale.
PROCEDURA DI SMANTELLAMENTO MANIPOLATORE
���� Predisporre l’area di cantiere con opportuna segnaletica; provvedere all’adeguato mezzo di sollevamento e procedere come segue:
- escludere l’alimentazione elettrica agendo sul sezionatore di linea; - escludere l’alimentazione pneumatica; - scollegare il cavo di alimentazione, l’interfaccia e tutte le interconnessioni tra quadro elettrico e
manipolatore; - scollegare il tubo di alimentazione pneumatica; - bloccare tutti gli assi con le apposite staffe; - imbracare il manipolatore, seguendo scrupolosamente le procedure di imbracatura del capitolo
“SOLLEVAMENTO E FISSAGGIO MANIPOLATORE” (vedasi anche capitolo 3.2); - mettere in tensione le cinghie di sollevamento; - allentare senza asportarle tutte le viti che ancorano il manipolatore al supporto; - verificare il corretto equilibrio della massa imbracata; - asportare tutte le viti in precedenza allentate; - staccare il manipolatore dal supporto e accostarlo al suolo; - montare sotto la trave dell’asse traverso le staffe per il trasporto e adagiarlo a terra; - imbracare il supporto, facendo riferimento alla sezione “SOLLEVAMENTO E FISSAGGIO
SUPPORTO” (vedasi anche capitolo 3.2); - asportare tutte le viti che ancorano il supporto al piano pressa; - sollevare il supporto e adagiarlo su di un pallet.
5.6 ROTTAMAZIONE/ SMALTIMENTO
���� Nel caso si voglia rottamare l’impianto é necessario separare mediante smontaggio i materiali inquinanti dalle strutture principali del manipolatore e del quadro elettrico; non sono presenti nel manipolatore parti che costituiscono pericolo attivo in fase di smontaggio.
���� Procedura: - rimuovere la targa d’identificazione della macchina; - rimuovere le tubazioni dell’alimentazione pneumatica; - rimuovere i cavi dell’impianto elettrico; - recuperare dai riduttori l’olio lubrificante; - smontare le cinghie e gli elementi in materiale plastico e gomma; - smontare le piastre magnetiche; - smontare dal quadro elettrico tutti quei componenti costituiti anche in piccola parte da materiali
inquinanti: vedi per esempio cavi, guaine, interruttori, pulsanti, teleruttori, batterie tampone, ecc.
���� Si raccomanda di non disperdere nulla nell’ambiente ma di affidarsi per lo smaltimento dei vari materiali a ditte specializzate e/o ai centri di raccolta di prodotti inquinanti.
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 40 di 42
6. RICAMBI I manipolatori sono progettati e costruiti in modo da non richiedere normalmente, se utilizzati correttamente e a seguito di un’adeguata manutenzione così come descritto in questo manuale, parti di ricambio dovute a guasti o usure. Ove fosse necessario sostituire parti avariate é obbligatorio utilizzare esclusivamente ricambi originali richiedendoli direttamente al Costruttore. L’uso di ricambi non originali, oltre ad annullare la garanzia, può compromettere il buon funzionamento dell’impianto. RICHIESTA PARTI DI RICAMBIO
La richiesta di parti di ricambio deve essere effettuata indicando chiaramente: - Modello e numero di matricola della macchine. - Numero d’ordine o di commessa, nonché la data di consegna. - Numero e descrizione del particolare. - Quantità desiderata.
RICAMBI CONSIGLIATI
Nr. 5 Catena per cavi asse estrazione (mod. 250.05.125.0) Nr. 5 Catena per cavi asse traverso (mod. 250.07.150) Nr. 5 Catena per cavi asse verticale (mod. 17.3.075.0) Mt. 2.8 Cinghia M25 ATL10 Mt. 4.6 Cinghia M32 AT10 Nr. 1 Sensore per banda magnetica Nr. 1 Sensore induttivo ø12 PNP NO Nr. 1 Micro magnetico Nr. 1 Regolatore di flusso ¼” tubo 6 Nr. 1 Elettrovalvola M5 semplice Nr. 1 Elettrovalvola M5 doppia Nr. 3 Boccola di connessione elettrovalvola Nr. 1 Connettore per elettrovalvola Nr. 1 Vacuostato ZSE-30 Nr. 1 Modulo 12 ingressi Nr. 1 Modulo 12 uscite Nr. 10 Fusibile cilindrico 133-10 (10A) Nr. 1 Scheda relè ETMRZ08/24DC/2SC/N/AR Nr. 1 Ventola 12x12 cm. 24Vcc Nr. 1 Porta filtro con rete + filtro
IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 41 di 42
7. REGISTRO DELLE MANUTENZIONI - VERIFICHE REGISTRAZIONI
E SOSTITUZIONI L’utilizzatore deve predisporre un registro delle manutenzioni come da FAC-SIMILE sotto riportato. In questo registro devono essere annotate tutte le operazioni di manutenzione con cadenza trimestrale ed annuale indicate nella “TABELLA DEGLI INTERVENTI PERIODICI DI MANUTENZIONE”. Dovrà essere cura del manutentore compilare tale registro in tutte le sue parti riportando risultati ed eventuali annotazioni negli appositi spazi. Dovranno altresì essere chiaramente individuabili il nominativo del manutentore stesso nonché la data della relativa operazione di manutenzione. NON ESITARE a sostituire la parte e/o il componente in esame, qualora lo stesso non fosse in grado di offrire sufficienti garanzie di sicurezza e/o affidabilità funzionali. NOTA OPERATIVA Predisporre per ciascun componente in elenco A una tabella come il campione sotto riportato, con numero 40 righe e una tabella di 10 righe per i componenti in elenco B ELENCO A (per manutenzioni trimestrali) - PRESSOSTATO - REGOLATORE DI PRESSIONE - VACUOSTATO - GUIDE DI TRASLAZIONE ASSI - RIDUTTORI - PIGNONE/CREMAGLIERA ASSE VERTICALE - GALOPPINI RINVIO ASSE VERTICALE - CILINDRI - PULIZIA MAGNETI MOTORI - SERRAGGIO VITI - CONNESSIONI, PULSANTERIE, DISPOSITIVI DI SICUREZZA - PATTINI
ELENCO B (per manutenzioni annuali) STRUTTURE E PARTI VERNICIATE MANUTENZIONE TRIMESTRALE / ANNUALE
Componente:………………………………………… Data Operazione Esito Firma Note
FAC-SIMILE

IMAN 102GLP_B&R-V00
Data d’introduzione: 10/11/09 Revisione: 00 del 10/11/09 Pagina 42 di 42
8. ERRATA CORRIGE O PAGINA INTENZIONALMENTE VUOTA





























