Embed Size (px)
Citation preview

DEFINICIÓN DE ACERO Acero es una aleación de hierro carbono, con un contenido de carbono inferior al 2.11%, que contiene elementos de aleación, los cuales le confieren propiedades mecánicas específicas para su utilización en la industria. Los productos férreos con más de 2.11% de carbono se denominan Fundiciones de hierro.
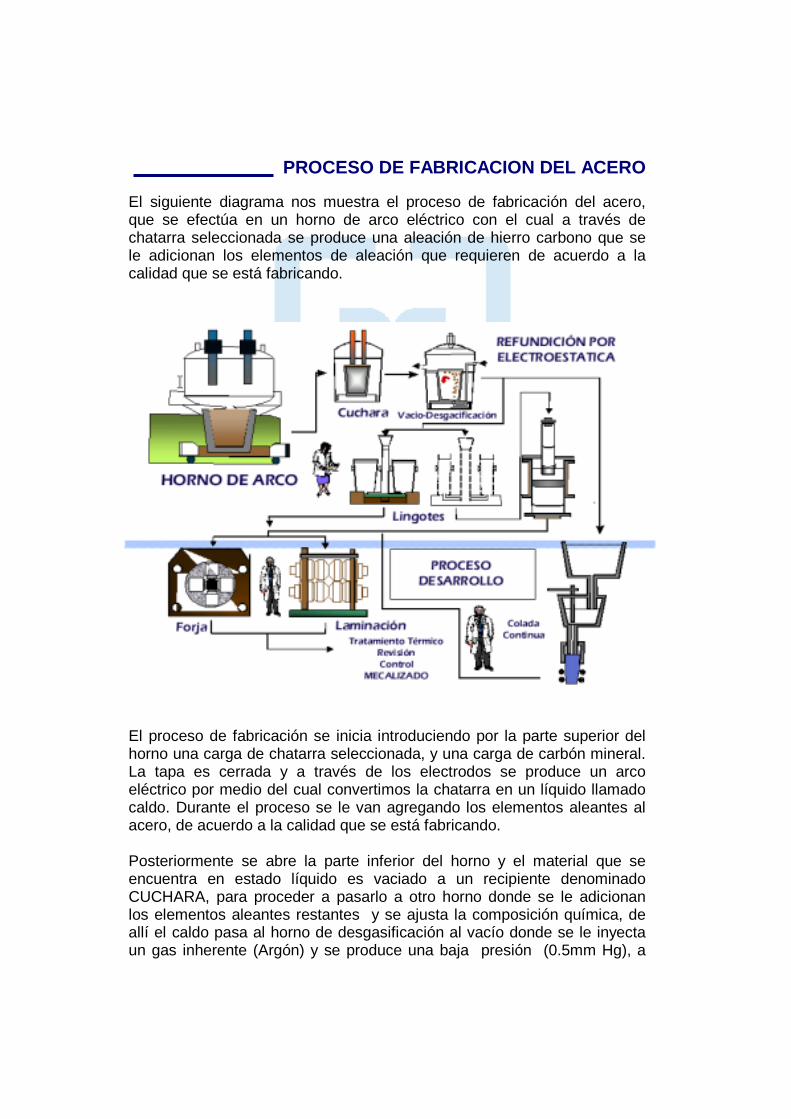
PROCESO DE FABRICACION DEL ACERO El siguiente diagrama nos muestra el proceso de fabricación del acero, que se efectúa en un horno de arco eléctrico con el cual a través de chatarra seleccionada se produce una aleación de hierro carbono que se le adicionan los elementos de aleación que requieren de acuerdo a la calidad que se está fabricando.
El proceso de fabricación se inicia introduciendo por la parte superior del horno una carga de chatarra seleccionada, y una carga de carbón mineral. La tapa es cerrada y a través de los electrodos se produce un arco eléctrico por medio del cual convertimos la chatarra en un líquido llamado caldo. Durante el proceso se le van agregando los elementos aleantes al acero, de acuerdo a la calidad que se está fabricando. Posteriormente se abre la parte inferior del horno y el material que se encuentra en estado líquido es vaciado a un recipiente denominado CUCHARA, para proceder a pasarlo a otro horno donde se le adicionan los elementos aleantes restantes y se ajusta la composición química, de allí el caldo pasa al horno de desgasificación al vacío donde se le inyecta un gas inherente (Argón) y se produce una baja presión (0.5mm Hg), a
fin de eliminar los gases que se encuentran en el material tales como O2 y H2 los cuales pueden producir problemas de poros y fisuras en el producto final. El siguiente paso lo constituye el proceso de colada del material, donde básicamente el líquido se solidifica formando un Acero sólido llamado palanquilla, que constituye la materia prima para la fabricación de los diferentes perfiles (redondos, cuadrados y platinas). Posteriormente a la solidificación y antes de que el bloque baje de 950ºC, las palanquillas son llevadas a los procesos de forja y laminación aprovechando el calor que aún les queda. Proceso de forja: Proceso mediante el cual se deforma el material para obtener las medidas solicitadas, sé efectúa por medio de prensas provistas de manipuladores a cada lado para que permita una conformación sin riesgo para la vida humana. Otro proceso adicional para medidas menores a 400 mm de diámetro es la forja por martillos neumáticos, con los cuales se desforma el material por medio de golpeteos uniformes. Proceso de laminación: Consiste en pasar el material entre dos rodillos que giran a la misma velocidad periférica y en sentidos opuestos, los cuales están espaciados a una distancia inferior a la medida del material que se va a laminar (Tren de Laminación).
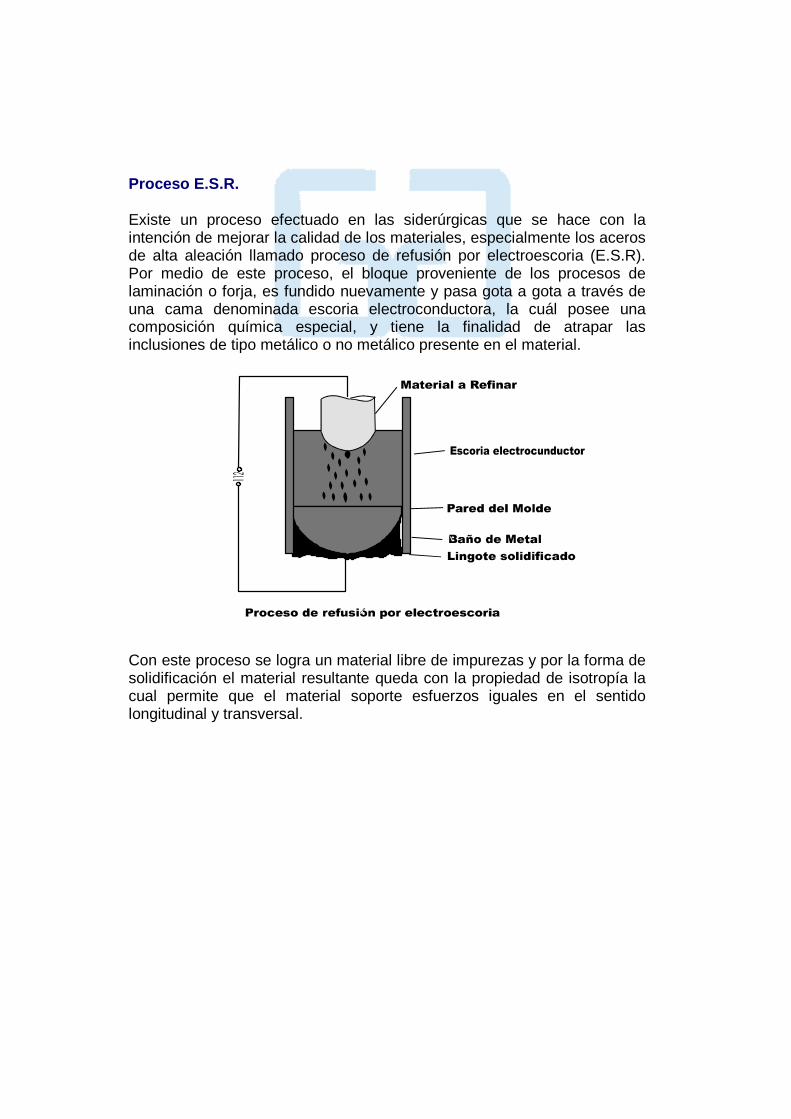
Proceso E.S.R. Existe un proceso efectuado en las siderúrgicas que se hace con la intención de mejorar la calidad de los materiales, especialmente los aceros de alta aleación llamado proceso de refusión por electroescoria (E.S.R). Por medio de este proceso, el bloque proveniente de los procesos de laminación o forja, es fundido nuevamente y pasa gota a gota a través de una cama denominada escoria electroconductora, la cuál posee una composición química especial, y tiene la finalidad de atrapar las inclusiones de tipo metálico o no metálico presente en el material. Con este proceso se logra un material libre de impurezas y por la forma de solidificación el material resultante queda con la propiedad de isotropía la cual permite que el material soporte esfuerzos iguales en el sentido longitudinal y transversal.
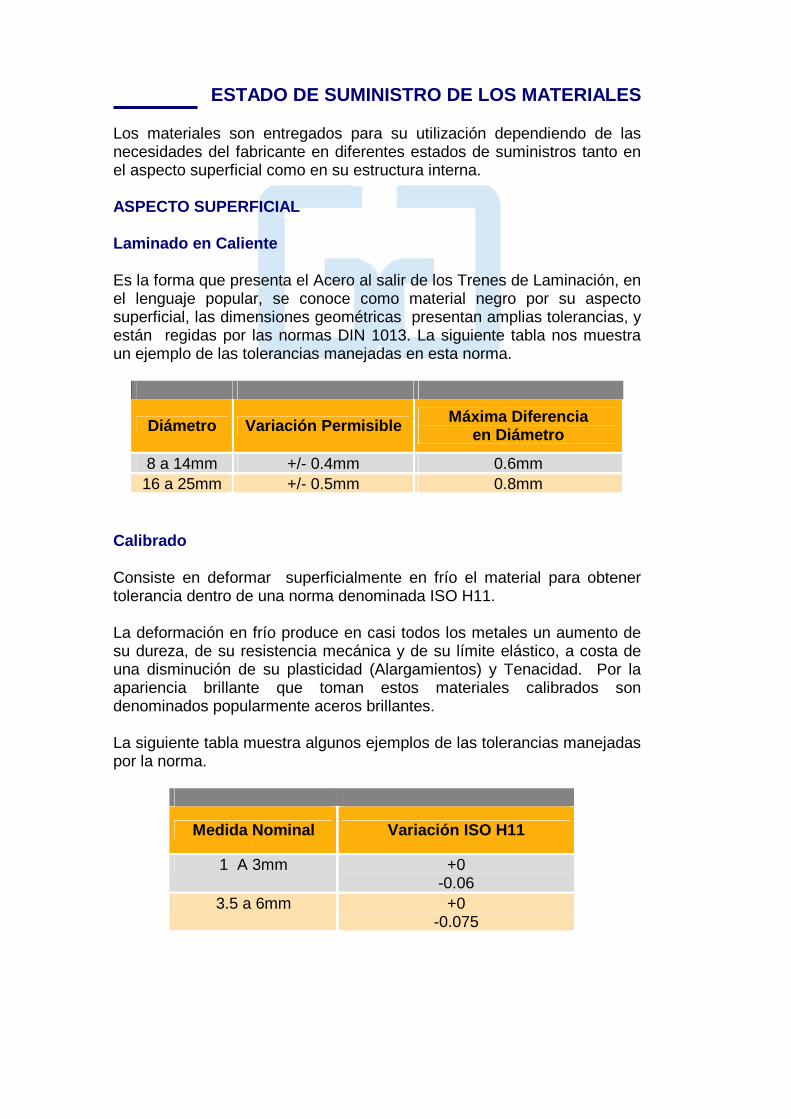
ESTADO DE SUMINISTRO DE LOS MATERIALES Los materiales son entregados para su utilización dependiendo de las necesidades del fabricante en diferentes estados de suministros tanto en el aspecto superficial como en su estructura interna. ASPECTO SUPERFICIAL Laminado en Caliente Es la forma que presenta el Acero al salir de los Trenes de Laminación, en el lenguaje popular, se conoce como material negro por su aspecto superficial, las dimensiones geométricas presentan amplias tolerancias, y están regidas por las normas DIN 1013. La siguiente tabla nos muestra un ejemplo de las tolerancias manejadas en esta norma.
Diámetro Variación Permisible Máxima Diferencia en Diámetro
8 a 14mm +/- 0.4mm 0.6mm 16 a 25mm +/- 0.5mm 0.8mm
Calibrado Consiste en deformar superficialmente en frío el material para obtener tolerancia dentro de una norma denominada ISO H11. La deformación en frío produce en casi todos los metales un aumento de su dureza, de su resistencia mecánica y de su límite elástico, a costa de una disminución de su plasticidad (Alargamientos) y Tenacidad. Por la apariencia brillante que toman estos materiales calibrados son denominados popularmente aceros brillantes. La siguiente tabla muestra algunos ejemplos de las tolerancias manejadas por la norma.
Medida Nominal Variación ISO H11
1 A 3mm +0 -0.06
3.5 a 6mm +0 -0.075
Torneado El proceso de torneado consiste como su nombre lo indica en eliminar la capa superficial del material mediante un proceso de arranque de viruta, con lo cual se mejora la rectitud del Acero. El acero torneado esta regido por la norma ISO H11. ESTRUCTURA INTERNA Recocido Es un material cuya estructura interna le da la propiedad de ser blando y de fácil mecanización. Consiste en un calentamiento a temperatura adecuada y de duración determinada, seguido de un enfriamiento lento de la pieza tratada. Su objetivo es destruir estados anormales estructurales, que endurecen el material, permitiendo ablandarlos para poder trabajarlos mejor. Bonificado Es un material al cuál se le ha sometido a un proceso de temple y revenido; debe ser realizado especialmente después del temple en los aceros de alta aleación. La estructura lo hace un acero duro de mecanizar y posee una dureza entre 28 a 32 HRC.
ELEMENTOS DE ALEACIÓN Los principales elementos de aleación son: Cromo, Tungsteno, Manganeso, Níquel, Vanadio, Cobalto, Molibdeno, Cobre, Azufre y Fósforo. Carbono: Es el elemento que tiene más influencia en el comportamiento del acero, al aumentar el porcentaje de carbono, mejora la resistencia mecánica, la Templabilidad y disminuye la ductilidad Azufre: Aumenta la Maquinabilidad, forma inclusiones no metálicas llamadas sulfuros de magnesio, que son discontinuidades en la matriz metálica favoreciendo la formación de viruta corta. Boro: El Boro que se encuentra en el acero proviene exclusivamente de las adiciones voluntarias de este elemento en el curso de su fabricación. Ejerce una gran influencia sobre la templabilidad del acero, bastando porcentajes muy pequeños, a partir de 0.0004%, para aumentarla notablemente. Cobalto: Elemento que desplaza las curvas TTT hacia la izquierda, aumentando la velocidad crítica y disminuyendo la templabilidad. Aumenta la dureza y asociado al Niquel o al cromo; forman aceros de débil coeficiente de dilatación, cercano al vidrio. Aumenta la velocidad critica de enfriamiento y en los aceros para trabajo en caliente y rápidos; incrementa la disipación de temperatura. Cromo: Es un gran formador de carburos, aumenta la dureza y la resistencia al desgaste, y solo reduce la ductilidad, mejora la resistencia al calor y a la formación de cascarilla. En cantidades mayores al 12%, hace al acero resistente a la corrosión. Fósforo: Incrementa la resistencia y reduce la ductilidad de la ferrita. Aumenta la brillantez. Elemento que por encima del 0.004% disminuye todas las propiedades mecánicas del acero. Manganeso: Mejora la resistencia a la tracción y al desgaste, tiene buena influencia en la forja, la soldadura y la profundidad de temple. Facilita el mecanizado. Molibdeno: Formador de carburos, reduce el crecimiento del grano y mejora la resistencia al desgaste y la dureza a temperaturas altas.
Cuando se combina con Cr-Ni, produce altos valores del punto de fluencia y resistencia a la tracción, por eso se le usa en aceros bonificables como el SAE 4340. En los aceros inoxidables mejora la resistencia al fenómeno de la picadura. Níquel: Aumenta la resistencia y la Templabilidad del acero y no afecta la ductilidad, Muy usado en aceros inoxidables y aceros para temple para mejorar la tenacidad. Aumenta la polichabilidad. Niobio: Eleva considerablemente la resistencia en caliente. Plomo: Mejora el acabado superficial después de maquinado. Selenio: Mejora la maquinabilidad en proporciones de 0.20% Silicio: Aumenta la resistencia a la tracción, resistencia a la abrasión y formación de cascarilla, por eso se usa en los aceros de altas temperaturas. (Aceros refractarios). Titanio: Afina el grano, eleva el límite elástico, evita la corrosión intergranular, mantiene una elevada resistencia mecánica a altas temperaturas en aceros resistentes a la corrosión. Vanadio: Formador de carburos y por la formación de ellos afina el grano, aumenta la resistencia al desgaste a altas temperaturas y aumenta resistencia a la tracción. Incrementa la duración de filos de corte de las herramientas.
CRITERIOS DE SELECCIÓN
Para seleccionar un acero que va a estar sometido a una aplicación determinada, el usuario de la pieza a fabricar debe tener claramente definido los siguientes parámetros: • Que es lo que espera de la pieza que va a fabricar • Que propiedades ofrecen los materiales disponibles en el mercado. • Que tratamiento térmico le va a realizar. • Que propiedades se pueden obtener después del tratamiento térmico. Con estos conceptos claros, el fabricante de la pieza debe inicialmente analizar a que tipo de esfuerzo va a estar sometida la pieza que va a ser fabricada (esfuerzos mecánicos o térmicos), el posible diseño, los procesos de fabricación que va a emplear, el tipo y necesidad del tratamiento térmico, el número de piezas que va a fabricar, y el costo por pieza unitaria fabricada. - Propiedades comparativas de los materiales • Resistencia Mecánica (Tracción, Flexión, Torsión) • Resistencia al desgaste • Tenacidad • Templabilidad • Resistencia a la corrosión • Conservación de filo
- Tratamientos térmicos que se le pueden efectuar a los aceros. • Temple, Revenido y Recocido. • Cementación • Tenifer (Nitrurado). Resistencia a la tracción Se refiere a la oposición que presentan los materiales a fallar cuándo son sometidos a esfuerzos acciales. Nos dice cuanta fuerza es necesaria aplicar por unidad de área para producir la ruptura de un material. Se mide en Kg/mm2 ó Newton/mm2. A continuación describiremos algunos conceptos importantes en las pruebas de tracción: 1. Limite elástico : es la carga a la cual se puede someter un material sin
que se deforme permanentemente.
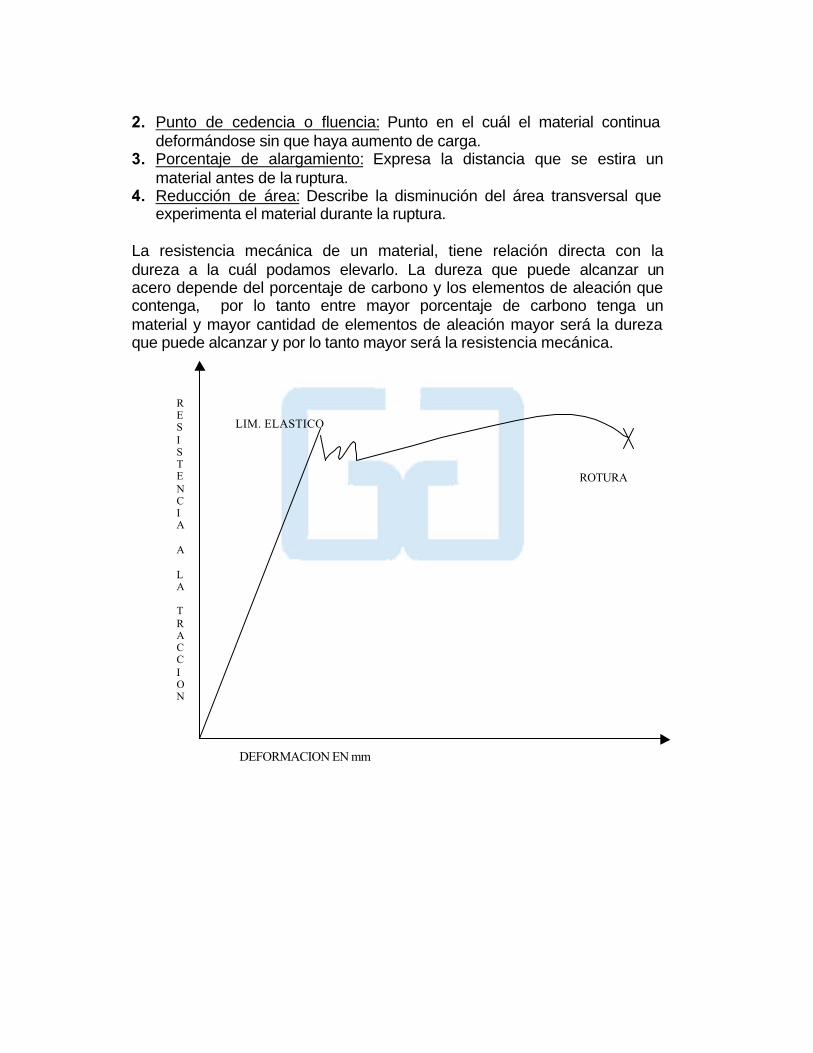
2. Punto de cedencia o fluencia: Punto en el cuál el material continua deformándose sin que haya aumento de carga.
3. Porcentaje de alargamiento: Expresa la distancia que se estira un material antes de la ruptura.
4. Reducción de área: Describe la disminución del área transversal que experimenta el material durante la ruptura.
La resistencia mecánica de un material, tiene relación directa con la dureza a la cuál podamos elevarlo. La dureza que puede alcanzar un acero depende del porcentaje de carbono y los elementos de aleación que contenga, por lo tanto entre mayor porcentaje de carbono tenga un material y mayor cantidad de elementos de aleación mayor será la dureza que puede alcanzar y por lo tanto mayor será la resistencia mecánica.
DEFORMACION EN mm
RE S I S TENC I A A LA TRACC I ON
LIM. ELASTICO
ROTURA
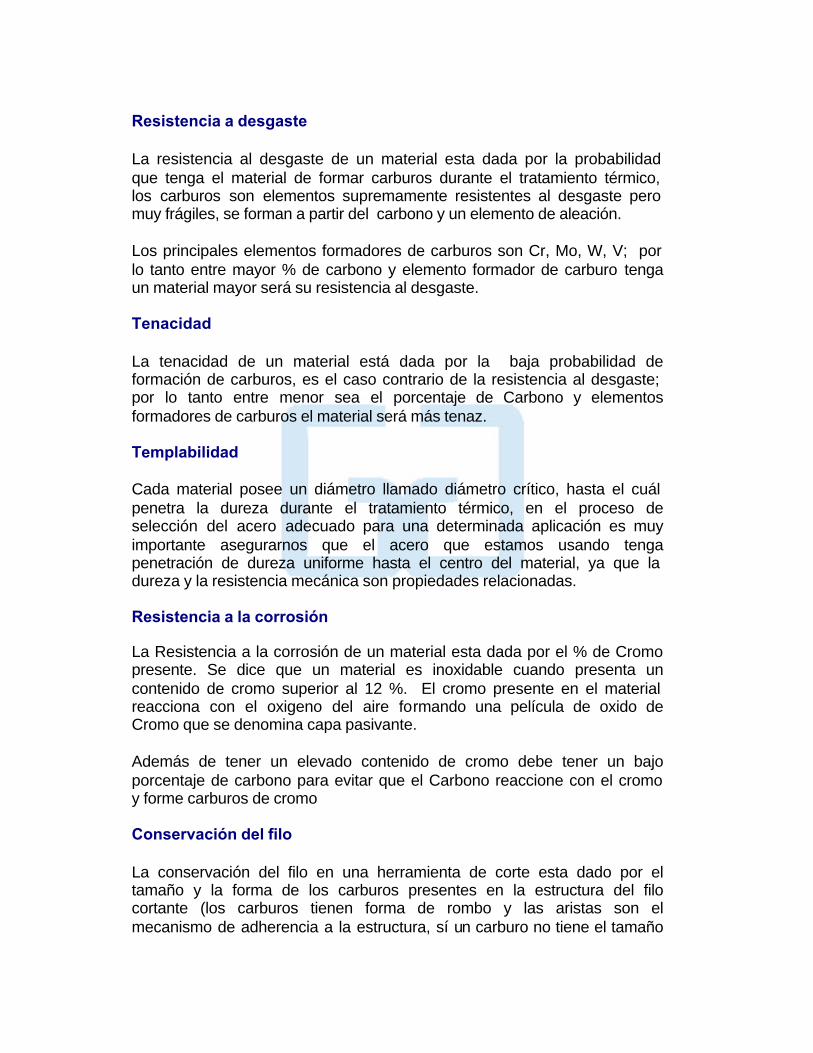
Resistencia a desgaste La resistencia al desgaste de un material esta dada por la probabilidad que tenga el material de formar carburos durante el tratamiento térmico, los carburos son elementos supremamente resistentes al desgaste pero muy frágiles, se forman a partir del carbono y un elemento de aleación. Los principales elementos formadores de carburos son Cr, Mo, W, V; por lo tanto entre mayor % de carbono y elemento formador de carburo tenga un material mayor será su resistencia al desgaste. Tenacidad La tenacidad de un material está dada por la baja probabilidad de formación de carburos, es el caso contrario de la resistencia al desgaste; por lo tanto entre menor sea el porcentaje de Carbono y elementos formadores de carburos el material será más tenaz. Templabilidad Cada material posee un diámetro llamado diámetro crítico, hasta el cuál penetra la dureza durante el tratamiento térmico, en el proceso de selección del acero adecuado para una determinada aplicación es muy importante asegurarnos que el acero que estamos usando tenga penetración de dureza uniforme hasta el centro del material, ya que la dureza y la resistencia mecánica son propiedades relacionadas. Resistencia a la corrosión La Resistencia a la corrosión de un material esta dada por el % de Cromo presente. Se dice que un material es inoxidable cuando presenta un contenido de cromo superior al 12 %. El cromo presente en el material reacciona con el oxigeno del aire formando una película de oxido de Cromo que se denomina capa pasivante. Además de tener un elevado contenido de cromo debe tener un bajo porcentaje de carbono para evitar que el Carbono reaccione con el cromo y forme carburos de cromo Conservación del filo La conservación del filo en una herramienta de corte esta dado por el tamaño y la forma de los carburos presentes en la estructura del filo cortante (los carburos tienen forma de rombo y las aristas son el mecanismo de adherencia a la estructura, sí un carburo no tiene el tamaño
adecuado no posee la suficiente fuerza de cohesión y es sacado muy fácil de la estructura de corte). Los carburos alcanzan su tamaño ideal cuando el material es sometido a la temperatura de Austenización adecuada durante el tratamiento térmico. Si su temperatura es baja los carburos no alcanzan el tamaño ideal, si la temperatura es muy elevada el carburo cambia su forma de rombo a circular, perdiendo el mecanismo de agarre a la estructura.
TEMPERATURA DE AUSTENIZACIÓN
TRATAMIENTOS TERMICOS
Definición Es una combinación de operaciones de calentamiento y enfriamiento con tiempos determinados, aplicados a materiales o aleación en el estado sólido, en una forma tal que produzca las propiedades deseadas. También pueden ser definidos como: ciclos de tiempo - temperatura a los cuales se someten los materiales, con el fin de inducir cambios en la estructura interna (modificar la distribución atómica) los cuales producen cambios en las propiedades físicas, mecánicas y químicas. Para una mayor comprensión de los procesos para los tratamientos térmicos es bueno recordar algunas propiedades de los aceros y materiales de ingeniería:
• DUREZA: Es la resistencia que oponen los materiales a ser
penetrados. Existen diferentes escalas o parámetros para medirla: Dureza Vickers, Brinell, Rockwell A, B y C.
• DUREZA VICKERS: Se puede aplicar a todos los materiales
metálicos.
• DUREZA BRINELL: Se utiliza para materiales muy blandos o de baja dureza, ejemplo latones, bronces y aceros recocidos.
• DUREZA ROCKWELL: Esta se utiliza en los materiales más
duros, concretamente la escala “C” se aplica a los aceros templados, a las fundiciones y algunas aleaciones especiales.
• BRILLO: Es una propiedad netamente física de los materiales y
depende del acabado y la limpieza superficial. Es de esperarse que un material metálico que tenga baja rugosidad sea brillante. El grado de opacidad o brillantez que posee un material está íntimamente ligado con su dureza.
• ESTABILIDAD DIMENSIONAL: Es una variable un poco más
compleja de definir ya que depende de varios factores como son: Templabilidad, geometría de la pieza y medio de enfriamiento. En términos generales hace referencia a la conservación de dimensiones y formas después del temple.
Los tratamientos térmicos son una herramienta fundamental para lograr una amplia gama de aplicaciones de los aceros, dadas las propiedades obtenidas con cada una de ellas. Los principales tratamientos térmicos son: ♦ Temple ♦ Revenido ♦ Normalizado ♦ Recocido ♦ Alivio de tensiones Los principales tratamientos termoquímicos son: Cementación Tenifer (Nitruración) Es muy importante recomendar a los usuarios de los aceros que el tratamiento térmico debe ser muy bien ejecutado, ya que es el aspecto más importante para que la vida útil de la pieza fabricada sea la adecuada, sin embargo todos conocemos que en un alto porcentaje de nuestras empresas colombianas, los tratamientos térmicos son realizados de una forma rudimentaria usando quemadores de oxigeno y gas propano, en este caso es bueno recomendar que cuando se use ese método se utilice una llama carburante (el dardo de la llama debe ser lo mas largo posible) con el fin de que la superficie no se descarbure. Temple Consiste en un calentamiento del acero hasta una temperatura de Austenización (la cual depende de la composición química) y un posterior tiempo de sostenimiento para que ocurra una transformación de la estructura que posee el acero a temperatura ambiente, y luego se somete a un enfriamiento a una velocidad crítica proporcionada por el medio de enfriamiento que se vaya a utilizar. El objetivo principal del temple es endurecer el acero. Con el temple se obtiene: • Aumento en la dureza en forma considerable. • Incremento de la resistencia al desgaste • Favorece el brillo.
Si no se realiza dentro de los parámetros descritos en la ficha técnica de cada material, puede tener efecto contrario al esperado y producir un efecto negativo como: Pérdida de dimensiones y forma de la pieza, durezas heterogéneas y Disminución de la tenacidad. Consideraciones Generales • Para que un material reciba temple debe tener un % de carbono mayor
al 0,26 % de lo contrario debe someterse a un tratamiento de cementación antes de ser templado
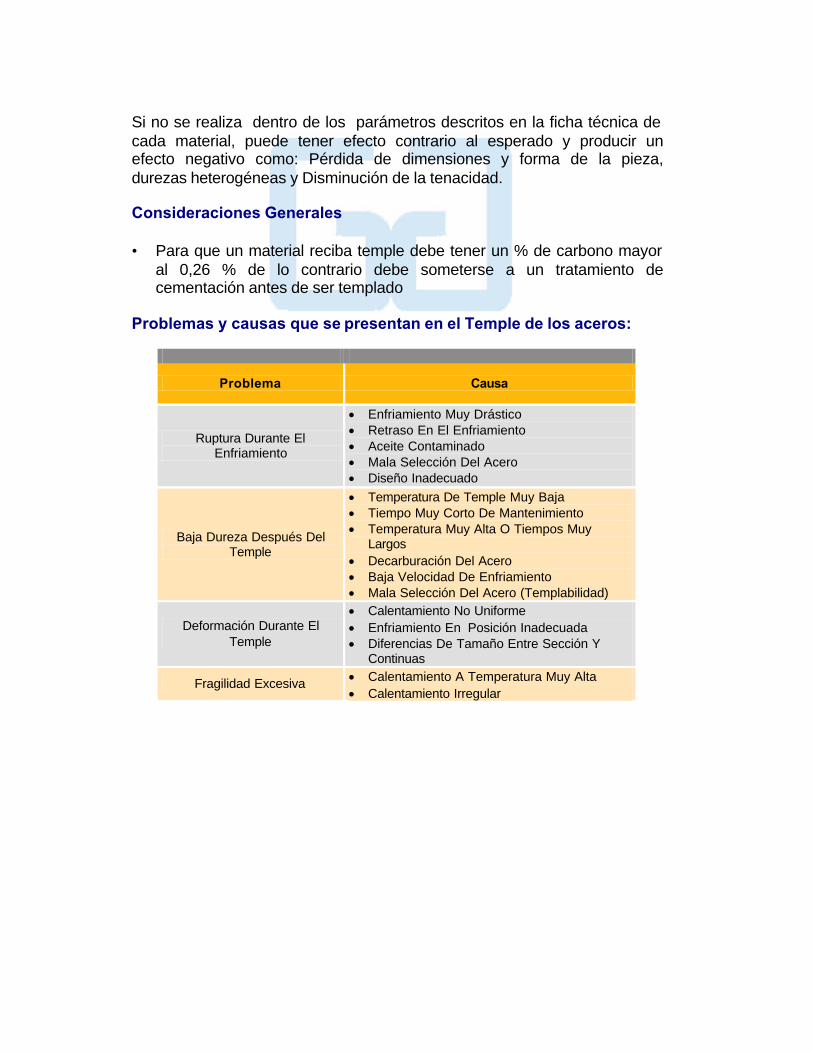
Problemas y causas que se presentan en el Temple de los aceros:
Problema Causa
Ruptura Durante El Enfriamiento
• Enfriamiento Muy Drástico • Retraso En El Enfriamiento • Aceite Contaminado • Mala Selección Del Acero • Diseño Inadecuado
Baja Dureza Después Del Temple
• Temperatura De Temple Muy Baja • Tiempo Muy Corto De Mantenimiento • Temperatura Muy Alta O Tiempos Muy
Largos • Decarburación Del Acero • Baja Velocidad De Enfriamiento • Mala Selección Del Acero (Templabilidad)
Deformación Durante El Temple
• Calentamiento No Uniforme • Enfriamiento En Posición Inadecuada • Diferencias De Tamaño Entre Sección Y
Continuas
Fragilidad Excesiva • Calentamiento A Temperatura Muy Alta • Calentamiento Irregular
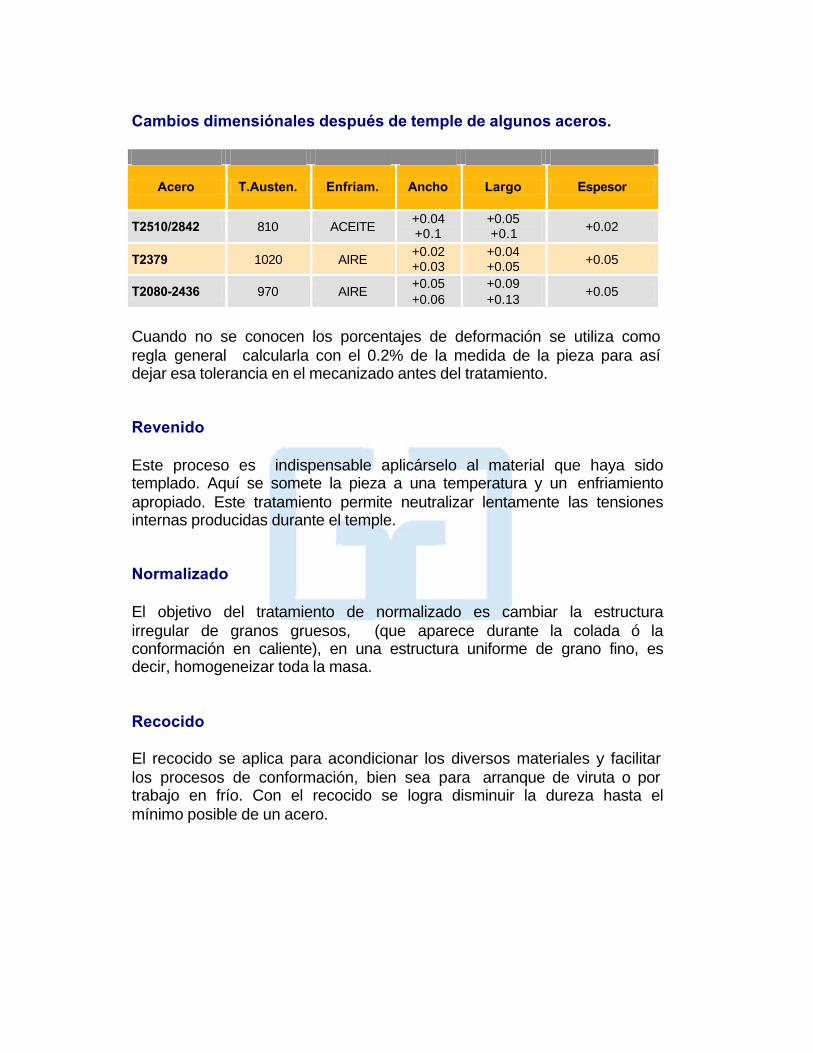
Cambios dimensiónales después de temple de algunos aceros.
Acero T.Austen. Enfriam. Ancho Largo Espesor
T2510/2842 810 ACEITE +0.04 +0.1
+0.05 +0.1 +0.02
T2379 1020 AIRE +0.02 +0.03
+0.04 +0.05 +0.05
T2080-2436 970 AIRE +0.05 +0.06
+0.09 +0.13 +0.05
Cuando no se conocen los porcentajes de deformación se utiliza como regla general calcularla con el 0.2% de la medida de la pieza para así dejar esa tolerancia en el mecanizado antes del tratamiento. Revenido Este proceso es indispensable aplicárselo al material que haya sido templado. Aquí se somete la pieza a una temperatura y un enfriamiento apropiado. Este tratamiento permite neutralizar lentamente las tensiones internas producidas durante el temple. Normalizado El objetivo del tratamiento de normalizado es cambiar la estructura irregular de granos gruesos, (que aparece durante la colada ó la conformación en caliente), en una estructura uniforme de grano fino, es decir, homogeneizar toda la masa. Recocido El recocido se aplica para acondicionar los diversos materiales y facilitar los procesos de conformación, bien sea para arranque de viruta o por trabajo en frío. Con el recocido se logra disminuir la dureza hasta el mínimo posible de un acero.
Definición de las principales propiedades mecánicas usadas en la selección y aplicación de los Aceros
- Austenita: En un acero de Cr = 17.80% y Ni = 10.10% es una solución
sólida de carbono en hierro gamma (y) es blanda, dúctil, tenaz y no magnético.
- Calibrado: Es el término empleado para designar un material que ha
sido sometido a procesos mecánicos de deformación en frío empleando dados de laminación. La apariencia superficial es brillante, se conoce normalmente como CR y sus tolerancias están regidas por la Norma ISO H11.
- Capa decarburada: Es la capa superficial de un acero que está
desprovista de carbono por haber sido sometido a procesos elevados de temperatura.
- Carburos: Un carburo es una combinación de carbono con un
elemento de aleación (Cr, Mo, W, y V). Su formación ocurre durante el tratamiento térmico, y le confieren al Acero propiedades mecánicas tales como Resistencia al desgaste, Conservación del filo etc.
- Cementita: Es un carburo de hierro (FeC3) es el constituyente más
duro de los aceros. Es magnética por debajo de los 210°c y no magnético a temperaturas superiores.
- Conservación de filo: Es la capacidad que posee un material de no
perder el filo de corte cuando está en contacto con un material que esta siendo cizallado.
- Corte térmico: Es el corte que se produce cuando ocurre una reacción
de oxidación por la mezcla de oxigeno y gas combustible. - Curva de Revenido: Es la curva donde se relaciona en el eje X la
temperatura de revenido y en el eje Y la dureza en HRC, y es empleada para encontrar la temperatura a la cual debe ser revenido un Acero con el fin de alcanzar una dureza determinada.
- Deformación térmica: Es el cambio de medidas que sufre un material
cuando está sometido a procesos de temperatura (Cambios de
temperatura). Cuando un material se calienta se dilata y cuando de enfría se contrae.
- Dureza: Es la resistencia que ofrece un acero a dejarse penetrar. Se
mide en unidades BRINELL (HB) ó unidades ROCKWEL C (HRC) - Electroerosión: Es un proceso de mecanizado SIN ARRANQUE de
viruta y en el cual interviene la corriente eléctrica produciendo un fenómeno de fusión del material. Están presentes elementos tales como el electrodo que debe ser un material altamente conductor de corriente, y el dieléctrico que puede ser Agua, Petróleo o alguno de sus derivados.
- Ferrita: En un acero con C= 0.05% y Mn = 0.29% es el hierro alfa o
hierro casi puro. Es muy dúctil, maleable y magnético - Flecha: Es la desviación que presenta un eje cuando está comparado
con una superficie completamente horizontal. - Laminado en Caliente: Término empleado para designar un material
que ha sido sometido a proceso mecánico de deformación en caliente y que quedo con una apariencia superficial negra que se conoce normalmente como HR. sus tolerancias están regidas por la Norma DIN 1013.
- Ledeburita: Mezcla eutéctica de Austenita y Cementita. - Martensita: La martensita puede considerarse como una solución
sólida de carbono en ferrita sobre saturada y distorsionada. - Maquinabilidad: Es la facilidad que posee un material de permitir el
proceso de mecanizado por arranque de viruta. - Medio de Enfriamiento: Es el medio en el cual se apaga el acero en
el tratamiento térmico después de haber alcanzado la temperatura de Austenización y de haber sido sostenido a dicha temperatura el tiempo necesario para transformar la estructura. Este medio puede ser agua, aceite, sales, aire, polímeros etc.
- Perlita: Mezcla de ferrita y Cementita.
- Rectificado: Es el término empleado para designar un material que
después de calibrado o torneado ha sido sometido a un proceso mecánico de rectificado asegurando medidas muy cercanas a la nominal. Sus tolerancias dimensiónales son regidas por la Norma ISO H9.
- Resiliencia: Resistencia que oponen los cuerpos a la rotura por
choque. Se mide por medio de péndulos de choque que se dejan caer sobre probetas llevadas a distintas temperaturas.
- Resistencia al desgaste: Es la resistencia que ofrece un material a
dejarse erosionar cuando esta en un contacto de fricción con otro material.
- Resistencia a la fatiga: Es la capacidad que posee un material de
absorber energía cuando esta sometido a cargas cíclicas repetitivas - Resistencia a la torsión: Es la resistencia que ofrece un material a
dejarse cizallar cuando esta sometido a cargas contrarias. Por ejemplo en la transmisión de movimiento de un motor.
- Resistencia a la tracción: Es la resistencia que ofrece un material
cuando esta sometido a cargas axiales. - Temperatura de Austenización: Es la temperatura a la cual se eleva
un acero durante el tratamiento de temple. Cada material tiene una temperatura de Austenización determinada.
- Templabilidad: Es la capacidad que posee un material de penetración
de dureza durante el tratamiento térmico, medida desde la superficie hasta el núcleo.
- Tenacidad: Es la capacidad que tiene un material de absorber energía
sin dejarse fisurar. La más común es la resistencia al impacto. - Tratamiento térmico: Son ciclos de calentamiento y enfriamiento a los
cuales se somete un material con el fin de variar su dureza para cambiar su resistencia mecánica. Los principales tratamientos térmicos son: Temple, Revenido, Recocido, Normalizado.
- Tratamientos termoquímicos: Son tratamientos de recubrimiento
superficial en los cuales un elemento químico se deposita por proceso

de difusión en la superficie del material. Los principales tratamientos termoquímicos son: Cementación y Nitruración o Tenifer.
- Torneado: Es el término empleado para designar un material que ha
sido sometido a un proceso mecánico de arranque de viruta eliminando la capa decarburada. Su apariencia superficial es brillante con las huellas del premaquinado. Sus tolerancias dimensionales están regidas por la Norma ISO H11.

CALCULOS DE ESTRUCTURAS
Propiedades de Sección Sección de Área
Momento de Área
Centro de Figura (centroide)
Momento de Inercia
Producto de Inercia de Área
Momento Polar de Inercia de Área
Radio de Giro de Área
Radio Polar de Gira de Área
ò=AdAA
òò ==AyAxxdAydA SS ,
Ay
A
Sx S xy == ,
ò ò==A Ayx
dAdA xJyJ22
,
ò=Axy
xydAJ
ò +==A yxp JJrJ dA
2
,AJi x
x=
A
Ji
y
y=
A
Ji
p
p=
y
y
2
1
o
Yy
y
A
X
x
x´
x
d
o
y
yy
x
r
xx
A
A
d

Módulo de Sección
Transición de Equilibrio del Eje
Transición de Rotación del Eje
Propiedades de Figuras Planas sección Distancia del Eje Central Momento de Inercia: Modulo de Sección Al Borde: y cm. J cm4 Z cm3
yJ
Jzyz 21
1
1, ==
yxA
yAAd
JJyJJ
SSS
xyxyxx
xxx
+=+=
=-=
2
,´
JJJJJJJJJ
sss
pyxyx
xyyxx
yxx
aaa
aa
=+=+
++=
-=
´´cossen´
´2sen
sencos
22
h
2
12
3
bh6
2
bh
2h
12
4
h62
3
h
2H
)(12
33
hHb - )(
633
hHH
b -
2D
64
4
D
R3
6906.0R4
6381.0R924.0
32
3
D
o
aa
y´
y
x
x´
(
(
(
(
h
b
h h
h
b
H
D
r
r=0.924R
R
x
tx
y
x Z
y
=a
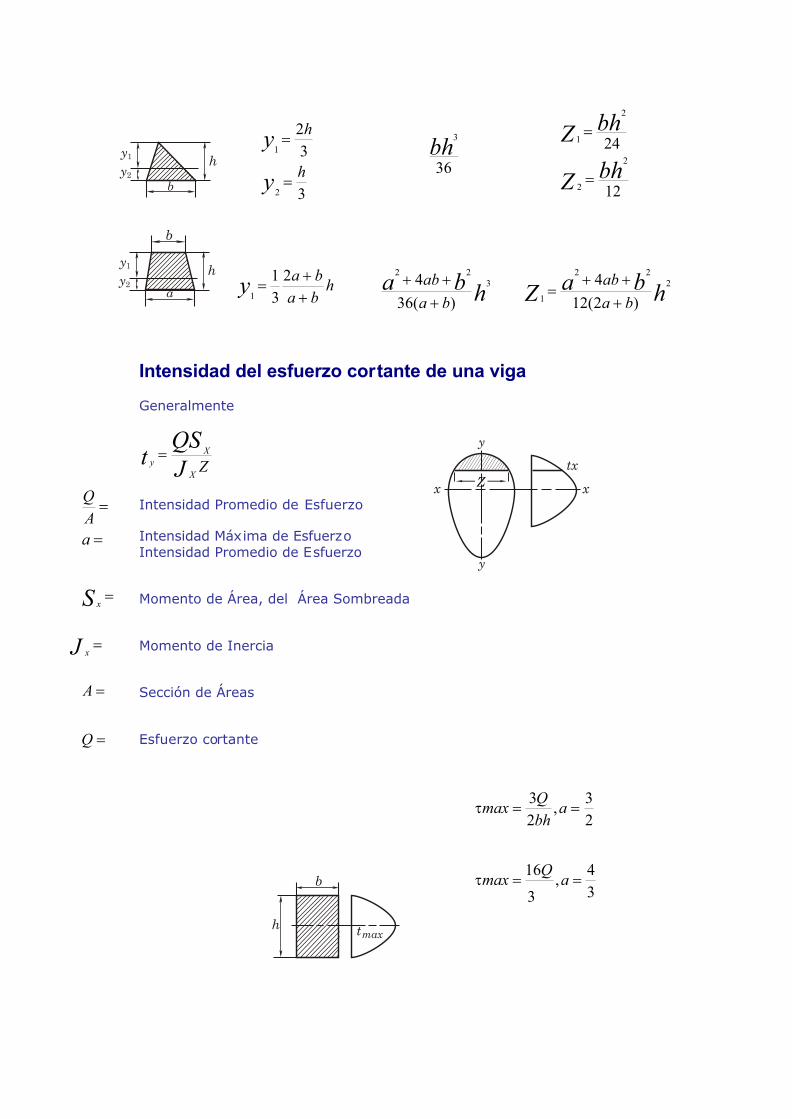
Intensidad del esfuerzo cortante de una viga Generalmente
Intensidad Promedio de Esfuerzo Intensidad Máxima de Esfuerzo Intensidad Promedio de Esfuerzo Momento de Área, del Área Sombreada Momento de Inercia Sección de Áreas Esfuerzo cortante
36
3
bh
3
32
2
1
h
h
y
y
=
=
12
242
2
2
1
bhZ
bhZ
=
=
hba
bay +
+= 231
1 hbaba
ab 322
)(36
4
+++
hbaZ ba
ab 222
1 )2(12
4
+++
=
ZJQS
tX
X
y=
=A
Q
=S x
=J x
=A
=Q
23
,23 == abh
Qmaxt
34
,3
16 == aQ
maxt
y
y
1
2
b
h
b
y
y
1
2a
h
h t max
b
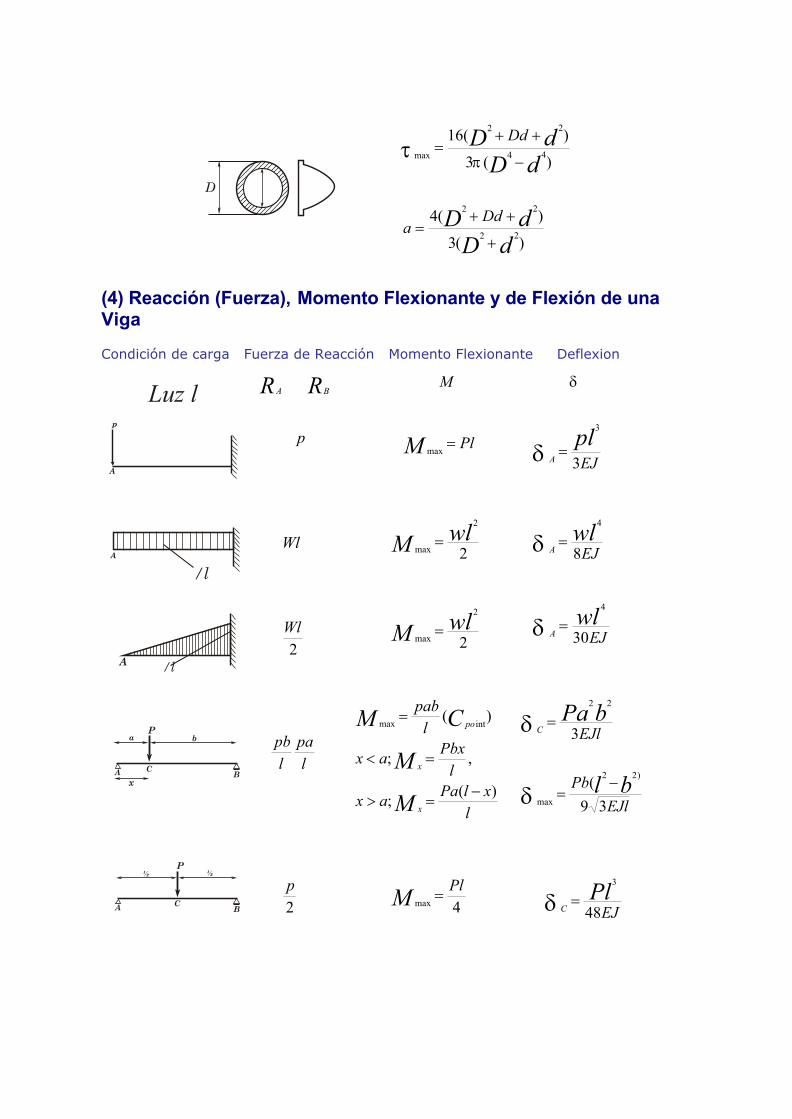
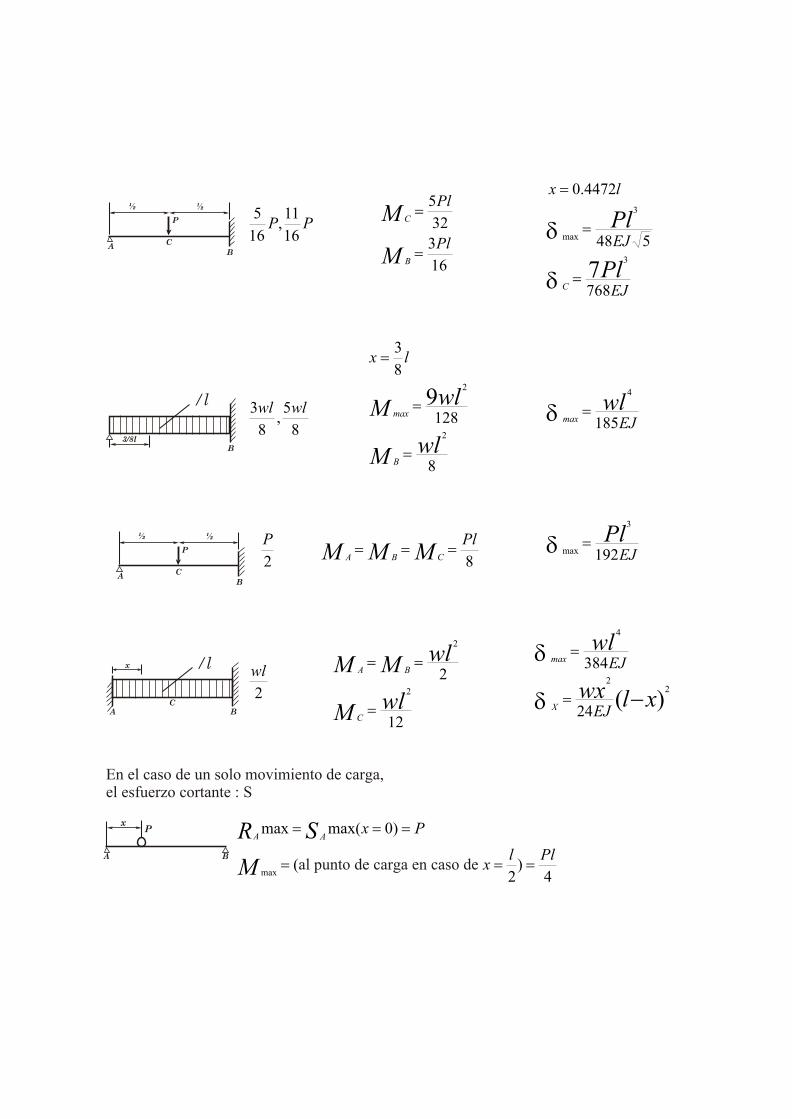
(4) Reacción (Fuerza), Momento Flexionante y de Flexión de una Viga Condición de carga Fuerza de Reacción Momento Flexionante Deflexion
)(3
)(4
)(3
)(16
22
22
44
22
max
dDdD
dDdD
Dda
Dd
+
++=
-
++=
pt
RA RBd
p PlM =max
EJ
plA 3
3
=d
Wl
M
2
2
maxwlM =
EJwl
A 8
4
=d
2Wl
2
2
maxwlM =
EJwl
A 30
4
=d
l
pa
l
pb
l
xlPaax
l
Pbxax
l
pab
M
M
CM
x
x
po
)(;
,;
)(intmax
-=>
=<
=
EJl
Pb
EJl
bl
bPaC
39
(
3
)22
max
22
-=
=
d
d
2p
4max
PlM =
EJPl
C 48
3
=d
D
p
A
/l
A
/lA
CA
aP
xB
b
CA
P
B
½ ½
Luz l

2wl
2)(
8
2
xlwxM
wlM
x
max
-=
=EJ
wlmax 384
54
=d
36wlwl
)(6
3922
2
xlM
wlM
l
wxx
max
-=
=
lx
EJwl
max
519.0
00652.04
=
=d
4wl
)21
(2
12
32
2
2
2
lxM
wlM
Xwlx
x
max
-=
=
EJwl
max 120
4
=d
l
M
EJ
baMabC 3
)( -=d
)(
)2(
22
3
3
2
32
2
all
R
lPbR
Pa
la
B
A
-=
+=
)(2
2 laPab
lM
RM
B
AaC
+=
=
lbPaEJ
alC 3
32
12
)3( +=d
/l
x
/l
0.577l
/l
aM
b
C
AB
P
a b
x
PP1611
,165
163325
Pl
Pl
M
M
B
C
=
=
EJ
EJ
lx
Pl
Pl
C 768
548
4472.0
73
3
max
=
=
=
d
d
85
,8
3 wlwl
8
128
83
2
2
9
wlM
wlM
B
max
lx
=
=
=
EJwl
max 185
4
=d
2P
8Pl
MMM CBA=== EJ
Pl192
3
max=d
2wl
12
22
2
wlM
wlMM
C
BA
=
==
)(2
2
4
24
384
xlwx
wl
EJ
EJ
X
max
-=
=
d
d
4)
2(
)0max(max
max
Pllx
Px
M
SR AA
===
===
AB
½ ½
C
P
/l
3/8lB
AB
½ ½
C
P
x /l
BAC
A
Px
B
En el caso de un solo movimiento de carga,el esfuerzo cortante : S
al punto de carga en caso de
l
ABH
AB
A
1P
x
a
CG
bl/2
Momento
4 espacio, del centro elen está cargas las de unay 0.586l,a cuando
22)
2(
21
,586.0
)2()0max(max
idénticas. movidas cargas dos de casoEn
max
2
max
pl
al
l
P
alxlacuando
l
aPx
M
M
SR AA
=>
÷øöç
èæ -=-=<
-===
4,luz la sobre
fuerza alguna ejerce noy luz la de centro elen en estácarga la Donde
2)(),(
21
,
)0max(max
magnitud. diferente de movidas cargas dos de caso elEn
1max
21
2
21max21
2
21
21
ppl
lxcuando
l
alx
PM
xPPMPP
Ppp
PPSR
a
AA
=
+=+
-=>
-+===
HM
HM
CMCM
BABA
ABA
BABA
AA
Bk
AkB
ABk
BBAkB
++=
++=
+++=
+++=
)3(2/
A Borde aón Articulaci
)3(2/
B Borde aón Articulaci
)2(
)2(
jj
jj
jjj
jjj
A
PP Px a
11> 1
B
A
P
1 2
P
x a
B
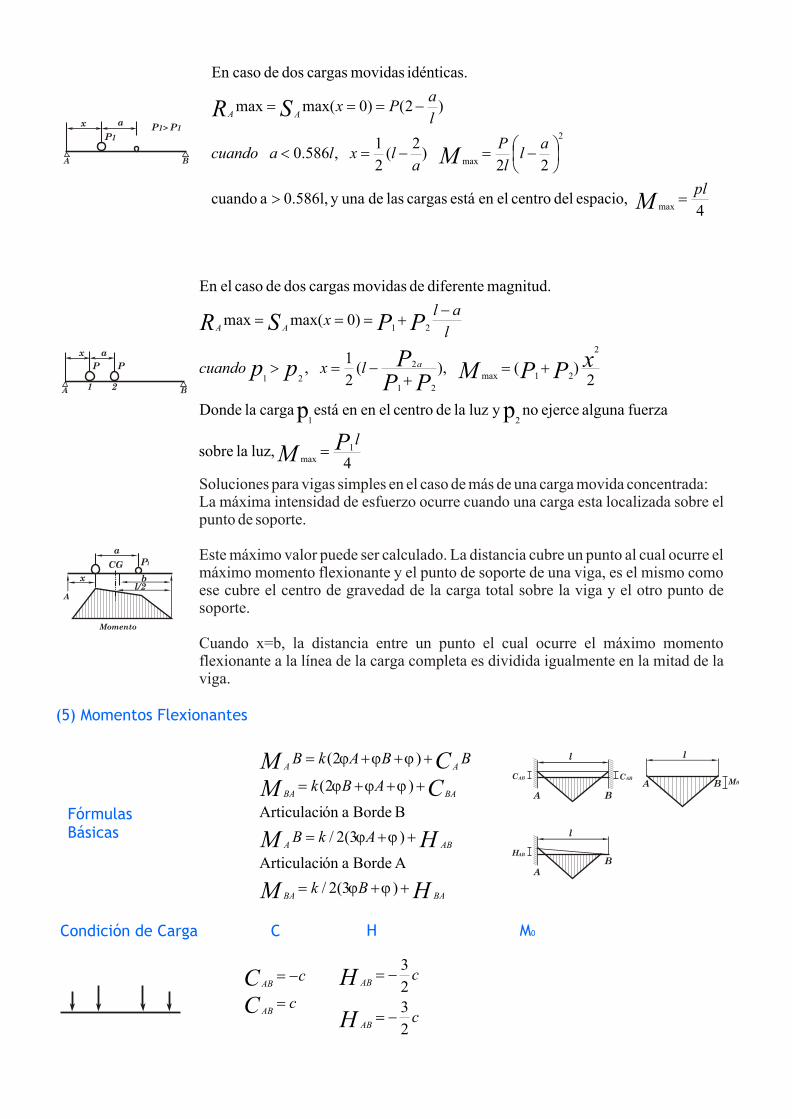
Soluciones para vigas simples en el caso de más de una carga movida concentrada:La máxima intensidad de esfuerzo ocurre cuando una carga esta localizada sobre el punto de soporte.
Este máximo valor puede ser calculado. La distancia cubre un punto al cual ocurre el máximo momento flexionante y el punto de soporte de una viga, es el mismo como ese cubre el centro de gravedad de la carga total sobre la viga y el otro punto de soporte.
Cuando x=b, la distancia entre un punto el cual ocurre el máximo momento flexionante a la línea de la carga completa es dividida igualmente en la mitad de la viga.
c
c
CC
AB
AB
=
-=
c
c
H
H
AB
AB
2323
-=
-=
Condición de Carga C H M0
(5) Momentos Flexionantes
FórmulasBásicas
l l
ABC ABCM0
A
A
B
B
c
c
CC
BA
AB
-=
=
c
c
H
H
BA
AB
2121
-=
-=
lPaC
lPabC
bBA
AB
2
2
2
2
+=
-=
)(
)(
2
2
2
2
alPab
blPab
lH
lH
BA
AB
-=
+-=
l
Pab
Pl81
Pl163
Pl41
)( all
Pa - )(23
all
Pa
-Pa
pl92
pl31
pl31
Pl165
Pl3215
Pl21
( )
( )dxxl
wxX
dxxl
wx
lC
lC
BA
AB
-´
=
-+
-=
ò
ò
22
2
2
1
1
( )dxxl
wx
dxxlxl
wx
lH
lH
BA
AB
22
2
2
2
2
1
)2()(
1
-´
´=
-´-
-=
ò
ò
)34(12 2
26 283 2(
12 2
2
aiX
l
waC
lalaX
l
wa
BA
ABC
-
+=
+-
-=
)(22
2
2
2
2
2
28
)2(8
all
waH
all
waH
BA
AB
-+=
-= -)2(
82
2
2
all
wa -
wlC
wlC
BA
AB
2
2
9607
96023
+=
-=
wlH
wlH
BA
AB
2
2
192037
192053
+=
-=
)96
1(48
2
+Xwa
a bP
P½ ½
P Pa b
P P
1/3 1/3 1/3
P P P
¼ ¼ ¼ ¼
x
w/l
a
w/l
½
w/l
½
w
wlC
wlC
BA
AB
2
2
1603
301
+=
-=
wlH
wlH
BA
AB
2
2
4801796041
+=
-=
2
546
wl
CLASIFICACION
ACEROS AL CARBONO PARA CEMENTACION Utilizados para la fabricación de bulones, ejes, cadenas, bujes, remaches, tuercas, tornillos racores, eslabones para cadenas, pasadores, y en general en elementos de maquinaria que requieran gran tenacidad conjuntamente con una baja resistencia mecánica. Los aceros distribuidos por C.G.A. son A.I.S.I., 1010, 1016, 1018 y 1020. ACEROS AL CARBONO PARA TEMPLE Y REVENIDO Utilizado para la fabricación de palancas para frenos, cigüeñales, herramientas agrícolas, productos estampados y forjados de la industria automotriz, y en general en piezas de maquinaría que requieran dureza, y tenacidad. Los aceros distribuidos por C.G.A. son A.I.S.I, 1040,1045. ACEROS AL CARBONO DE ALTO MANGANESO Son aceros usados en la fabricación de piñones, bujes, casquillos, partes para la industria petrolera, acoples, ejes de transmisión. El acero distribuido por C.GA es el A.I.S.I. 1518 ACEROS ALEADOS PARA CEMENTACION Son usados en la fabricación de engranajes, ejes. de leva, cigueñales, tornillos sinfín, cuerpos de válvulas. Los aceros distribuidos por C.G.A. son: A.I.S.I. 1518, 8620, 8615. ACEROS ALEADOS PARA TEMPLE Y REVENIDO Usados en la fabricación de ejes reductores, engranajes, transmisión, espárragos, bielas, cinceles, tijeras, rotores de turbinas, y en general piezas que requieran alta resistencia mecánica, Los aceros distribuidos por C.G.A. son: A.I.S.I. 4140, 4340, 5160.
ASPECTOS TECNICOS Para clasificar el acero se pueden utilizar varios métodos: Métodos de Manufactura: Este da lugar al acero bessemer, de hogar abierto, de horno abierto, de horno eléctrico, de crisol, etc. Uso: Generalmente se refiere al uso que se le dará al acero en la fabricación de máquinas, resortes, caldera, construcción de estructuras o manufactura de herramientas Composición Química: Este método indica, por medio de un sistema numérico, el contenido aproximado de los elementos importantes en el acero. Es el método más conocido. Las especificaciones para los aceros representan los resultados del esfuerzo conjunto de la American Iron and Steel Institute (AISI) y de la Society of Automotive Engineers (SAE) en programa de simplificación destinado a lograr mayor eficiencia para satisfacer las necesidades de acero en la industria. El primero de los cuatro o cinco dígitos de la designación numérica indica el tipo al que pertenece el acero. De este modo, 1 indica un acero al carbono; 2 un acero al níquel, 3 un acero al níquel-cromo, etc. En el caso de acero de aleación simple el segundo dígito indica el porcentaje aproximado del elemento predominante en la aleación. Los dos o tres últimos dígitos generalmente indican el contenido de carbono medio dividido entre 100. Así, el símbolo 2520 indica un acero al níquel de aproximadamente 5% de níquel y 0.20% de carbono. Además de los números, las especificaciones AISI pueden incluir un prefijo literal para indicar el proceso de manufactura empleado en la producción del acero. Las especificaciones SAE ahora emplean las mismas designaciones numéricas de cuatro dígitos que las AISI, pero eliminando todos los prefijos literales. Los números básicos para la serie de cuatro dígitos de los diversos grados de aceros al carbono y de aleación con porcentajes aproximados de elementos de identificación son:
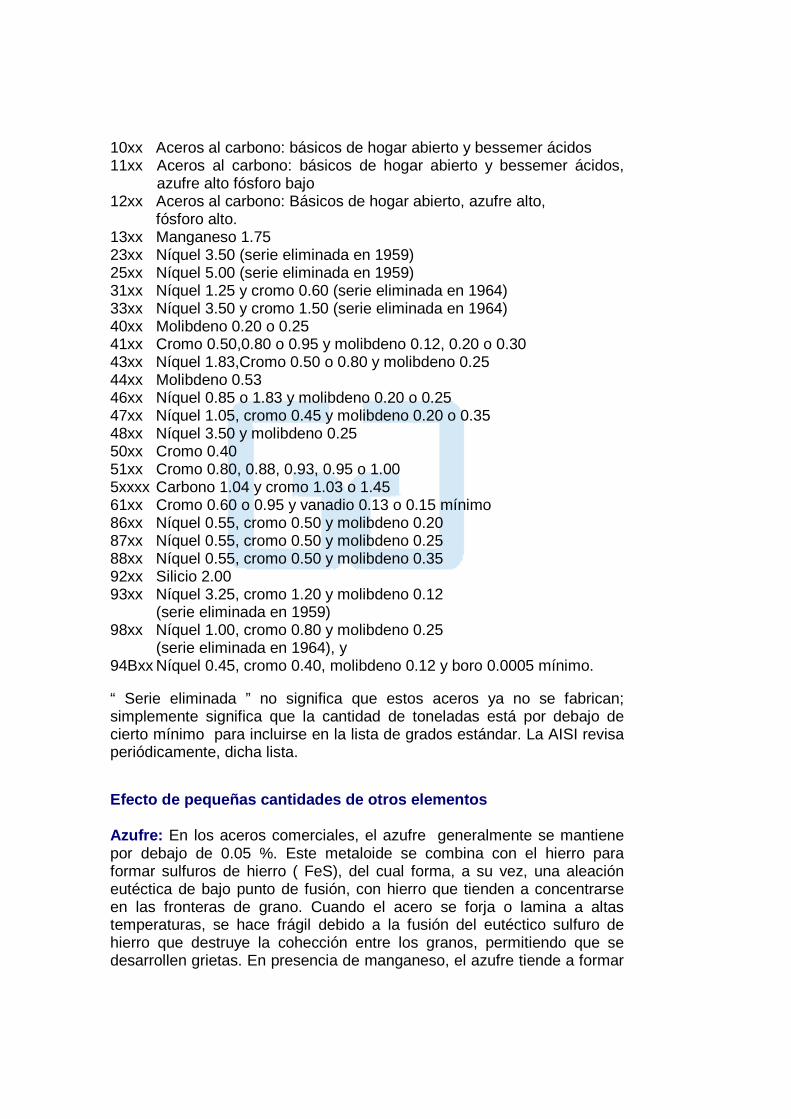
10xx Aceros al carbono: básicos de hogar abierto y bessemer ácidos 11xx Aceros al carbono: básicos de hogar abierto y bessemer ácidos,
azufre alto fósforo bajo 12xx Aceros al carbono: Básicos de hogar abierto, azufre alto,
fósforo alto. 13xx Manganeso 1.75 23xx Níquel 3.50 (serie eliminada en 1959) 25xx Níquel 5.00 (serie eliminada en 1959) 31xx Níquel 1.25 y cromo 0.60 (serie eliminada en 1964) 33xx Níquel 3.50 y cromo 1.50 (serie eliminada en 1964) 40xx Molibdeno 0.20 o 0.25 41xx Cromo 0.50,0.80 o 0.95 y molibdeno 0.12, 0.20 o 0.30 43xx Níquel 1.83,Cromo 0.50 o 0.80 y molibdeno 0.25 44xx Molibdeno 0.53 46xx Níquel 0.85 o 1.83 y molibdeno 0.20 o 0.25 47xx Níquel 1.05, cromo 0.45 y molibdeno 0.20 o 0.35 48xx Níquel 3.50 y molibdeno 0.25 50xx Cromo 0.40 51xx Cromo 0.80, 0.88, 0.93, 0.95 o 1.00 5xxxx Carbono 1.04 y cromo 1.03 o 1.45 61xx Cromo 0.60 o 0.95 y vanadio 0.13 o 0.15 mínimo 86xx Níquel 0.55, cromo 0.50 y molibdeno 0.20 87xx Níquel 0.55, cromo 0.50 y molibdeno 0.25 88xx Níquel 0.55, cromo 0.50 y molibdeno 0.35 92xx Silicio 2.00 93xx Níquel 3.25, cromo 1.20 y molibdeno 0.12
(serie eliminada en 1959) 98xx Níquel 1.00, cromo 0.80 y molibdeno 0.25
(serie eliminada en 1964), y 94Bxx Níquel 0.45, cromo 0.40, molibdeno 0.12 y boro 0.0005 mínimo. “ Serie eliminada ” no significa que estos aceros ya no se fabrican; simplemente significa que la cantidad de toneladas está por debajo de cierto mínimo para incluirse en la lista de grados estándar. La AISI revisa periódicamente, dicha lista. Efecto de pequeñas cantidades de otros elementos Azufre: En los aceros comerciales, el azufre generalmente se mantiene por debajo de 0.05 %. Este metaloide se combina con el hierro para formar sulfuros de hierro ( FeS), del cual forma, a su vez, una aleación eutéctica de bajo punto de fusión, con hierro que tienden a concentrarse en las fronteras de grano. Cuando el acero se forja o lamina a altas temperaturas, se hace frágil debido a la fusión del eutéctico sulfuro de hierro que destruye la cohección entre los granos, permitiendo que se desarrollen grietas. En presencia de manganeso, el azufre tiende a formar
sulfuro de manganeso ( MnS ) en vez de sulfuro de hierro. El sulfuro de manganeso puede salir de la escoria o permanecer como inclusiones bien distribuidas por toda la estructura. Se recomienda que la cantidad de manganeso sea de dos a ocho veces la cantidad de azufre. En los aceros de maquinado libre, el contenido de azufre aumenta entre 0.08 y 0.35 %. El mejoramiento en maquinabilidad se debe a la presencia de inclusiones sulfurosas más numerosas que hacen pedazos las rebabas, reduciendo de esta manera el desgaste de la herramienta. Manganeso: este material está presente en todos los aceros comerciales al carbono en el intervalo de 0.03 a1.00%. La función del manganeso de contraponerse a los malos efectos del azufre ya se hizo notar. Cuando hay más manganeso presente que la cantidad requerida para formar el MnS, el exceso se combina con el carbono para formar el compuesto Mn3C que se asocia con el carburo de hierro, Fe3C, en cementita. El manganeso también promueve la solidez de las piezas fundidas de acero a través de su acción de desoxidación en acero líquido. Fósforo: El contenido de fósforo generalmente se mantiene por debajo del 0.04 %, cantidad que tiende a disolver en ferrita aumentando ligeramente la resistencia y la dureza. En algunos aceros, del 0.07 al 0.12% de fósforo parece mejorar las propiedades de corte. En mayores cantidades, el fósforo reduce la ductibilidad, aumentando con ello la tendencia del acero a agrietarse cuando se trabaja en frio. Silicio: La mayoría de los aceros comerciales contienen entre 0.05 y 0.3% de silicio. Este metaloide se disuelve en ferrita, aumentando la resistencia del acero sin disminuir en mucho la ductilidad. Promueve la desoxidación del acero líquido a través de la formación de dióxido de silicio, SiO2, tendiendo así a dar mayor solidez en la pieza fundida. El silicio es un elemento importante en hierro fundido.
VARIACIONES DIMENSIONALES Y GEOMÉTRICAS DE LOS PRODUCTOS OFRECIDOS EN CGA
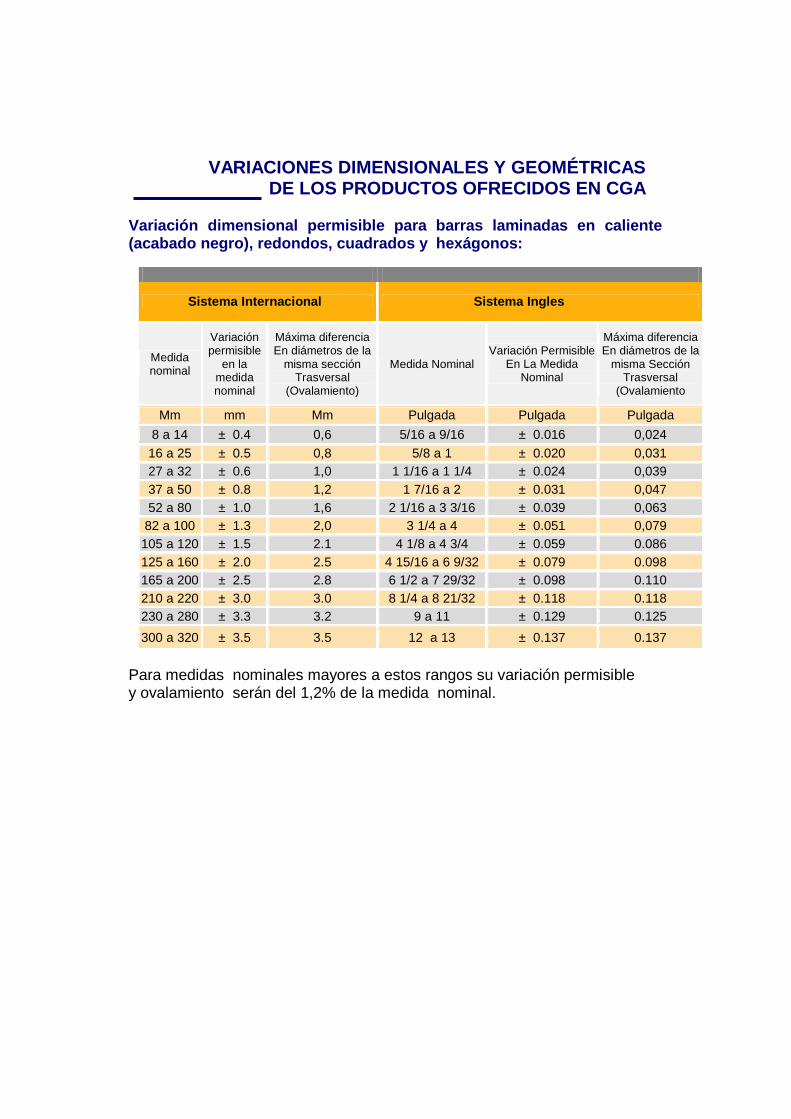
Variación dimensional permisible para barras laminadas en caliente (acabado negro), redondos, cuadrados y hexágonos:
Sistema Internacional Sistema Ingles
Medida nominal
Variación permisible
en la medida nominal
Máxima diferencia En diámetros de la
misma sección Trasversal
(Ovalamiento)
Medida Nominal Variación Permisible
En La Medida Nominal
Máxima diferencia En diámetros de la
misma Sección Trasversal
(Ovalamiento
Mm mm Mm Pulgada Pulgada Pulgada 8 a 14 ± 0.4 0,6 5/16 a 9/16 ± 0.016 0,024 16 a 25 ± 0.5 0,8 5/8 a 1 ± 0.020 0,031 27 a 32 ± 0.6 1,0 1 1/16 a 1 1/4 ± 0.024 0,039 37 a 50 ± 0.8 1,2 1 7/16 a 2 ± 0.031 0,047 52 a 80 ± 1.0 1,6 2 1/16 a 3 3/16 ± 0.039 0,063
82 a 100 ± 1.3 2,0 3 1/4 a 4 ± 0.051 0,079 105 a 120 ± 1.5 2.1 4 1/8 a 4 3/4 ± 0.059 0.086 125 a 160 ± 2.0 2.5 4 15/16 a 6 9/32 ± 0.079 0.098 165 a 200 ± 2.5 2.8 6 1/2 a 7 29/32 ± 0.098 0.110 210 a 220 ± 3.0 3.0 8 1/4 a 8 21/32 ± 0.118 0.118 230 a 280 ± 3.3 3.2 9 a 11 ± 0.129 0.125 300 a 320 ± 3.5 3.5 12 a 13 ± 0.137 0.137
Para medidas nominales mayores a estos rangos su variación permisible y ovalamiento serán del 1,2% de la medida nominal.
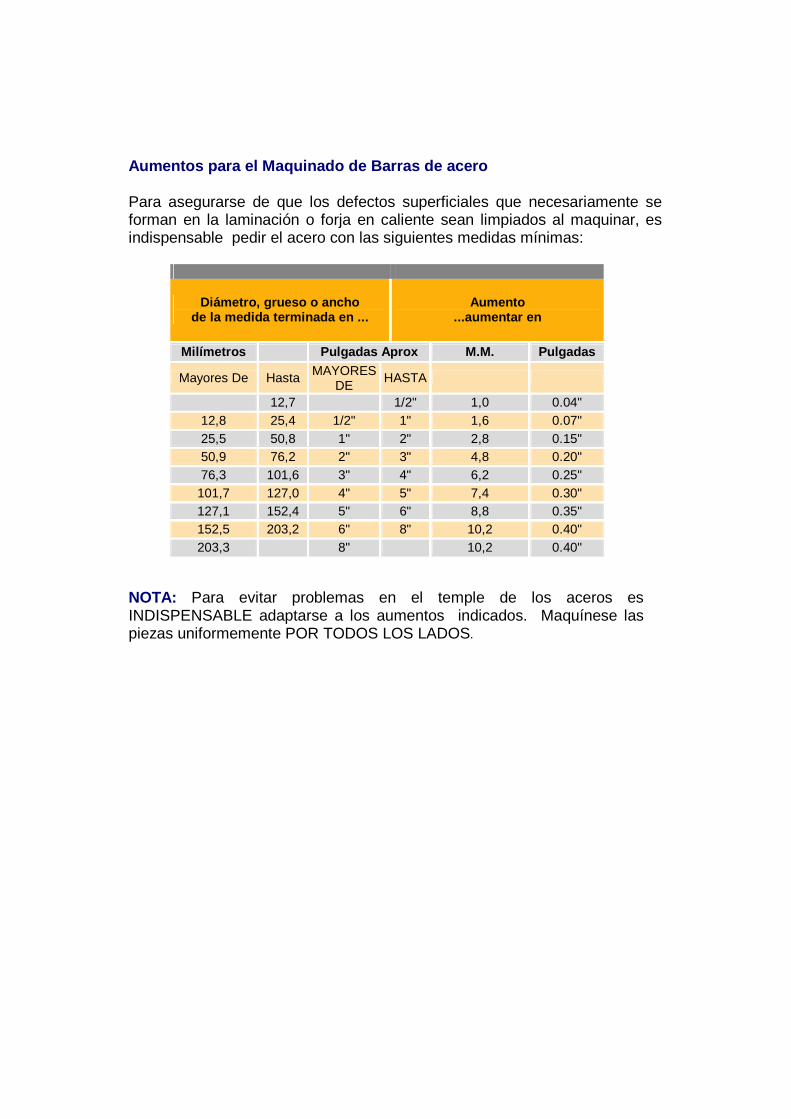
Aumentos para el Maquinado de Barras de acero Para asegurarse de que los defectos superficiales que necesariamente se forman en la laminación o forja en caliente sean limpiados al maquinar, es indispensable pedir el acero con las siguientes medidas mínimas:
Diámetro, grueso o ancho de la medida terminada en ...
Aumento ...aumentar en
Milímetros Pulgadas Aprox M.M. Pulgadas
Mayores De Hasta MAYORES DE HASTA
12,7 1/2" 1,0 0.04" 12,8 25,4 1/2" 1" 1,6 0.07" 25,5 50,8 1" 2" 2,8 0.15" 50,9 76,2 2" 3" 4,8 0.20" 76,3 101,6 3" 4" 6,2 0.25"
101,7 127,0 4" 5" 7,4 0.30" 127,1 152,4 5" 6" 8,8 0.35" 152,5 203,2 6" 8" 10,2 0.40" 203,3 8" 10,2 0.40"
NOTA: Para evitar problemas en el temple de los aceros es INDISPENSABLE adaptarse a los aumentos indicados. Maquínese las piezas uniformemente POR TODOS LOS LADOS.
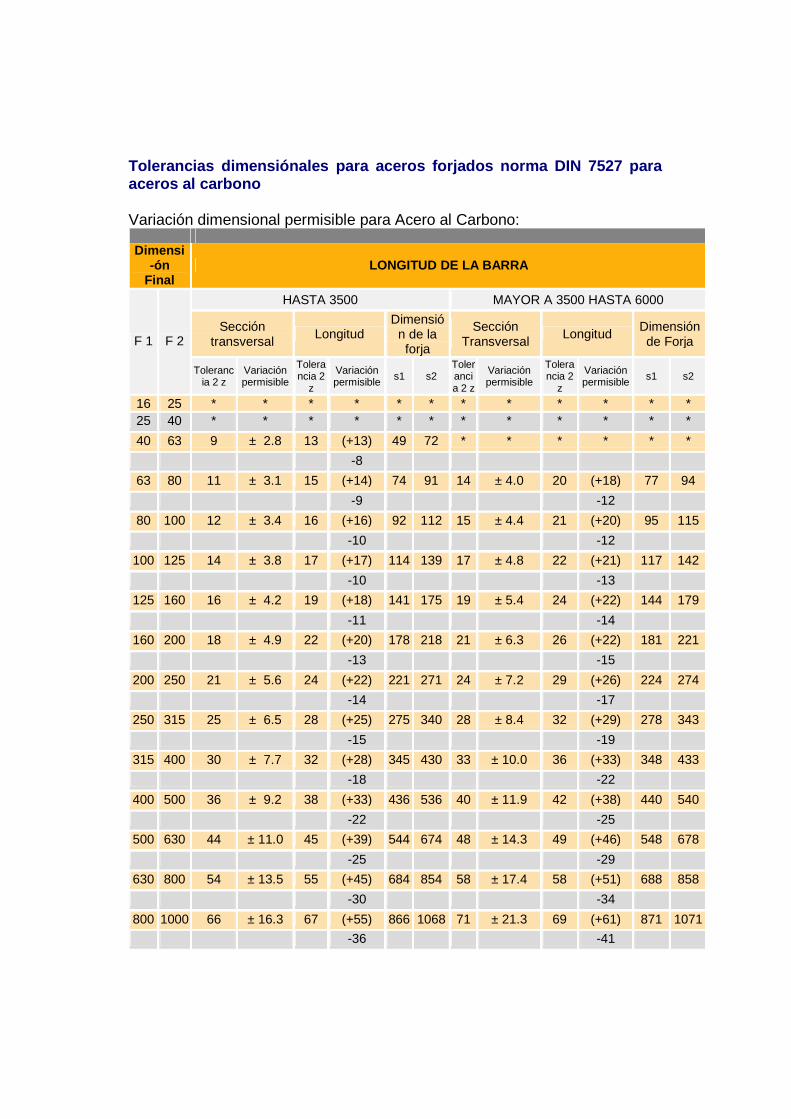
Tolerancias dimensiónales para aceros forjados norma DIN 7527 para aceros al carbono Variación dimensional permisible para Acero al Carbono:
Dimensi
-ón Final
LONGITUD DE LA BARRA
HASTA 3500 MAYOR A 3500 HASTA 6000
Sección transversal Longitud
Dimensión de la forja
Sección Transversal Longitud Dimensión
de Forja F 1 F 2
Tolerancia 2 z
Variación permisible
Tolerancia 2
z
Variación permisible s1 s2
Tolerancia 2 z
Variación permisible
Tolerancia 2
z
Variación permisible s1 s2
16 25 * * * * * * * * * * * * 25 40 * * * * * * * * * * * * 40 63 9 ± 2.8 13 (+13) 49 72 * * * * * *
-8 63 80 11 ± 3.1 15 (+14) 74 91 14 ± 4.0 20 (+18) 77 94
-9 -12 80 100 12 ± 3.4 16 (+16) 92 112 15 ± 4.4 21 (+20) 95 115
-10 -12 100 125 14 ± 3.8 17 (+17) 114 139 17 ± 4.8 22 (+21) 117 142
-10 -13 125 160 16 ± 4.2 19 (+18) 141 175 19 ± 5.4 24 (+22) 144 179
-11 -14 160 200 18 ± 4.9 22 (+20) 178 218 21 ± 6.3 26 (+22) 181 221
-13 -15 200 250 21 ± 5.6 24 (+22) 221 271 24 ± 7.2 29 (+26) 224 274
-14 -17 250 315 25 ± 6.5 28 (+25) 275 340 28 ± 8.4 32 (+29) 278 343
-15 -19 315 400 30 ± 7.7 32 (+28) 345 430 33 ± 10.0 36 (+33) 348 433
-18 -22 400 500 36 ± 9.2 38 (+33) 436 536 40 ± 11.9 42 (+38) 440 540
-22 -25 500 630 44 ± 11.0 45 (+39) 544 674 48 ± 14.3 49 (+46) 548 678
-25 -29 630 800 54 ± 13.5 55 (+45) 684 854 58 ± 17.4 58 (+51) 688 858
-30 -34 800 1000 66 ± 16.3 67 (+55) 866 1068 71 ± 21.3 69 (+61) 871 1071
-36 -41
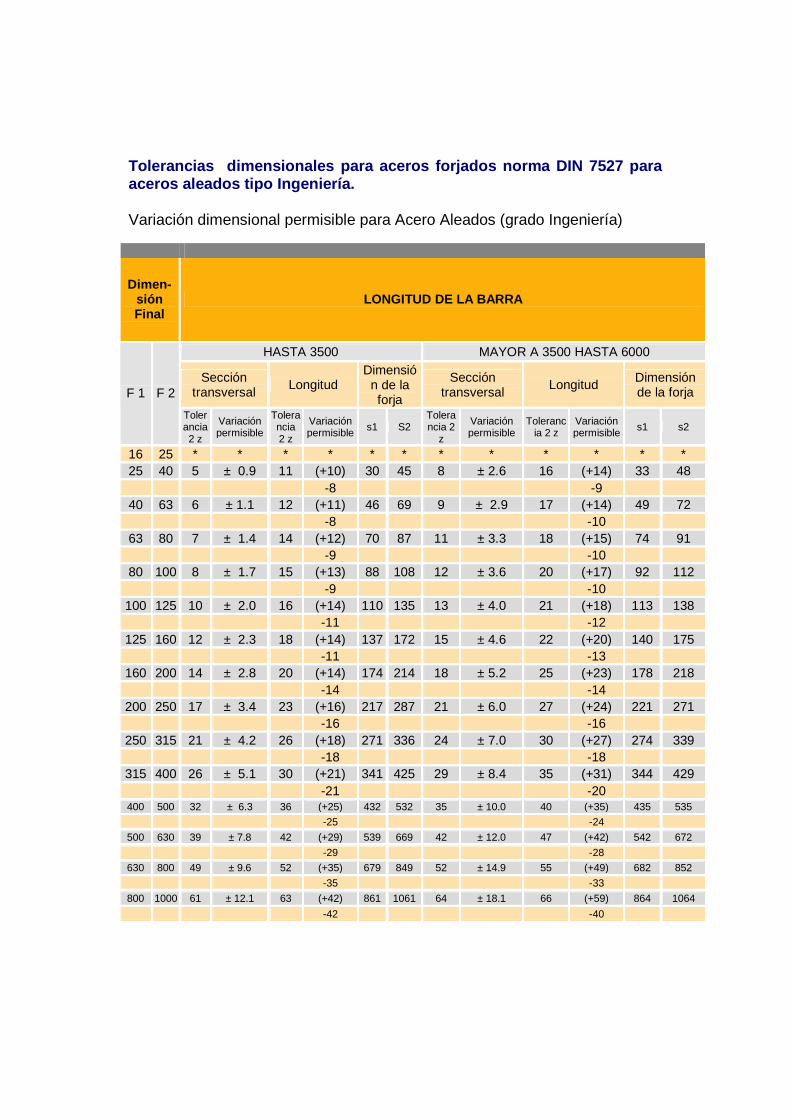
Tolerancias dimensionales para aceros forjados norma DIN 7527 para aceros aleados tipo Ingeniería. Variación dimensional permisible para Acero Aleados (grado Ingeniería)
Dimen-sión Final
LONGITUD DE LA BARRA
HASTA 3500 MAYOR A 3500 HASTA 6000
Sección transversal Longitud
Dimensión de la forja
Sección transversal Longitud Dimensión
de la forja F 1 F 2 Tolerancia 2 z
Variación permisible
Tolerancia 2 z
Variación permisible s1 S2
Tolerancia 2
z
Variación permisible
Tolerancia 2 z
Variación permisible s1 s2
16 25 * * * * * * * * * * * * 25 40 5 ± 0.9 11 (+10) 30 45 8 ± 2.6 16 (+14) 33 48
-8 -9 40 63 6 ± 1.1 12 (+11) 46 69 9 ± 2.9 17 (+14) 49 72
-8 -10 63 80 7 ± 1.4 14 (+12) 70 87 11 ± 3.3 18 (+15) 74 91
-9 -10 80 100 8 ± 1.7 15 (+13) 88 108 12 ± 3.6 20 (+17) 92 112
-9 -10 100 125 10 ± 2.0 16 (+14) 110 135 13 ± 4.0 21 (+18) 113 138
-11 -12 125 160 12 ± 2.3 18 (+14) 137 172 15 ± 4.6 22 (+20) 140 175
-11 -13 160 200 14 ± 2.8 20 (+14) 174 214 18 ± 5.2 25 (+23) 178 218
-14 -14 200 250 17 ± 3.4 23 (+16) 217 287 21 ± 6.0 27 (+24) 221 271
-16 -16 250 315 21 ± 4.2 26 (+18) 271 336 24 ± 7.0 30 (+27) 274 339
-18 -18 315 400 26 ± 5.1 30 (+21) 341 425 29 ± 8.4 35 (+31) 344 429
-21 -20 400 500 32 ± 6.3 36 (+25) 432 532 35 ± 10.0 40 (+35) 435 535
-25 -24 500 630 39 ± 7.8 42 (+29) 539 669 42 ± 12.0 47 (+42) 542 672
-29 -28 630 800 49 ± 9.6 52 (+35) 679 849 52 ± 14.9 55 (+49) 682 852
-35 -33 800 1000 61 ± 12.1 63 (+42) 861 1061 64 ± 18.1 66 (+59) 864 1064
-42 -40
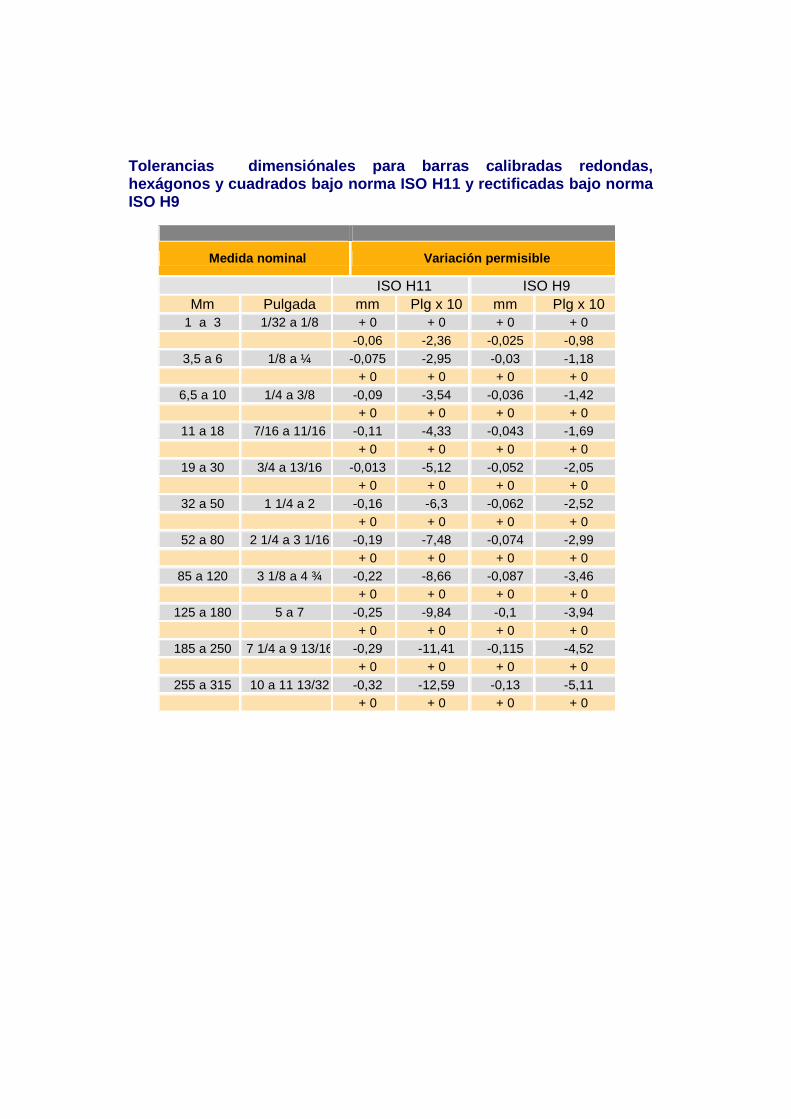
Tolerancias dimensiónales para barras calibradas redondas, hexágonos y cuadrados bajo norma ISO H11 y rectificadas bajo norma ISO H9
Medida nominal Variación permisible
ISO H11 ISO H9 Mm Pulgada mm Plg x 10 mm Plg x 10
1 a 3 1/32 a 1/8 + 0 + 0 + 0 + 0 -0,06 -2,36 -0,025 -0,98
3,5 a 6 1/8 a ¼ -0,075 -2,95 -0,03 -1,18 + 0 + 0 + 0 + 0
6,5 a 10 1/4 a 3/8 -0,09 -3,54 -0,036 -1,42 + 0 + 0 + 0 + 0
11 a 18 7/16 a 11/16 -0,11 -4,33 -0,043 -1,69 + 0 + 0 + 0 + 0
19 a 30 3/4 a 13/16 -0,013 -5,12 -0,052 -2,05 + 0 + 0 + 0 + 0
32 a 50 1 1/4 a 2 -0,16 -6,3 -0,062 -2,52 + 0 + 0 + 0 + 0
52 a 80 2 1/4 a 3 1/16 -0,19 -7,48 -0,074 -2,99 + 0 + 0 + 0 + 0
85 a 120 3 1/8 a 4 ¾ -0,22 -8,66 -0,087 -3,46 + 0 + 0 + 0 + 0
125 a 180 5 a 7 -0,25 -9,84 -0,1 -3,94 + 0 + 0 + 0 + 0
185 a 250 7 1/4 a 9 13/16 -0,29 -11,41 -0,115 -4,52 + 0 + 0 + 0 + 0
255 a 315 10 a 11 13/32 -0,32 -12,59 -0,13 -5,11 + 0 + 0 + 0 + 0
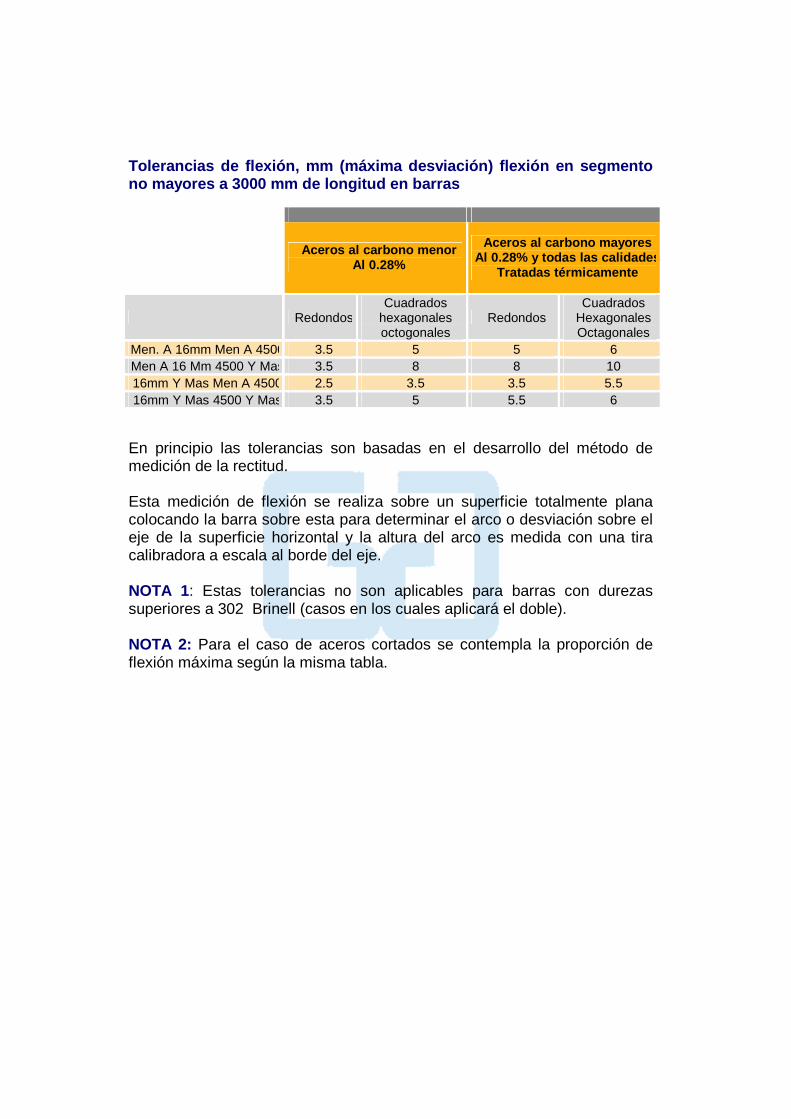
Tolerancias de flexión, mm (máxima desviación) flexión en segmento no mayores a 3000 mm de longitud en barras
Aceros al carbono menor Al 0.28%
Aceros al carbono mayores Al 0.28% y todas las calidades
Tratadas térmicamente
RedondosCuadrados
hexagonales octogonales
Redondos Cuadrados
Hexagonales Octagonales
Men. A 16mm Men A 4500 3.5 5 5 6 Men A 16 Mm 4500 Y Mas 3.5 8 8 10 16mm Y Mas Men A 4500 2.5 3.5 3.5 5.5 16mm Y Mas 4500 Y Mas 3.5 5 5.5 6
En principio las tolerancias son basadas en el desarrollo del método de medición de la rectitud.
Esta medición de flexión se realiza sobre un superficie totalmente plana colocando la barra sobre esta para determinar el arco o desviación sobre el eje de la superficie horizontal y la altura del arco es medida con una tira calibradora a escala al borde del eje.
NOTA 1: Estas tolerancias no son aplicables para barras con durezas superiores a 302 Brinell (casos en los cuales aplicará el doble).
NOTA 2: Para el caso de aceros cortados se contempla la proporción de flexión máxima según la misma tabla.
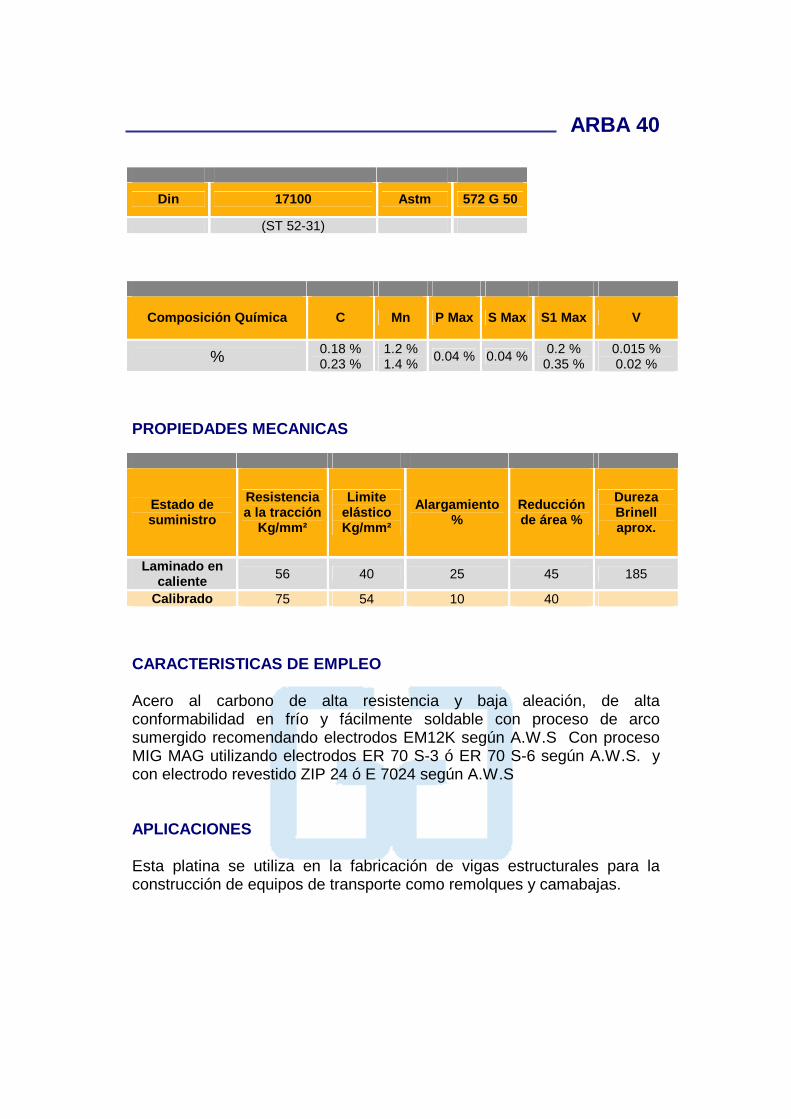
ARBA 40
Din 17100 Astm 572 G 50
(ST 52-31)
Composición Química C Mn P Max S Max S1 Max V
% 0.18 % 0.23 %
1.2 % 1.4 % 0.04 % 0.04 % 0.2 %
0.35 % 0.015 % 0.02 %
PROPIEDADES MECANICAS
Estado de suministro
Resistencia a la tracción
Kg/mm²
Limite elástico Kg/mm²
Alargamiento %
Reducción de área %
Dureza Brinell aprox.
Laminado en caliente 56 40 25 45 185
Calibrado 75 54 10 40 CARACTERISTICAS DE EMPLEO Acero al carbono de alta resistencia y baja aleación, de alta conformabilidad en frío y fácilmente soldable con proceso de arco sumergido recomendando electrodos EM12K según A.W.S Con proceso MIG MAG utilizando electrodos ER 70 S-3 ó ER 70 S-6 según A.W.S. y con electrodo revestido ZIP 24 ó E 7024 según A.W.S
APLICACIONES Esta platina se utiliza en la fabricación de vigas estructurales para la construcción de equipos de transporte como remolques y camabajas.
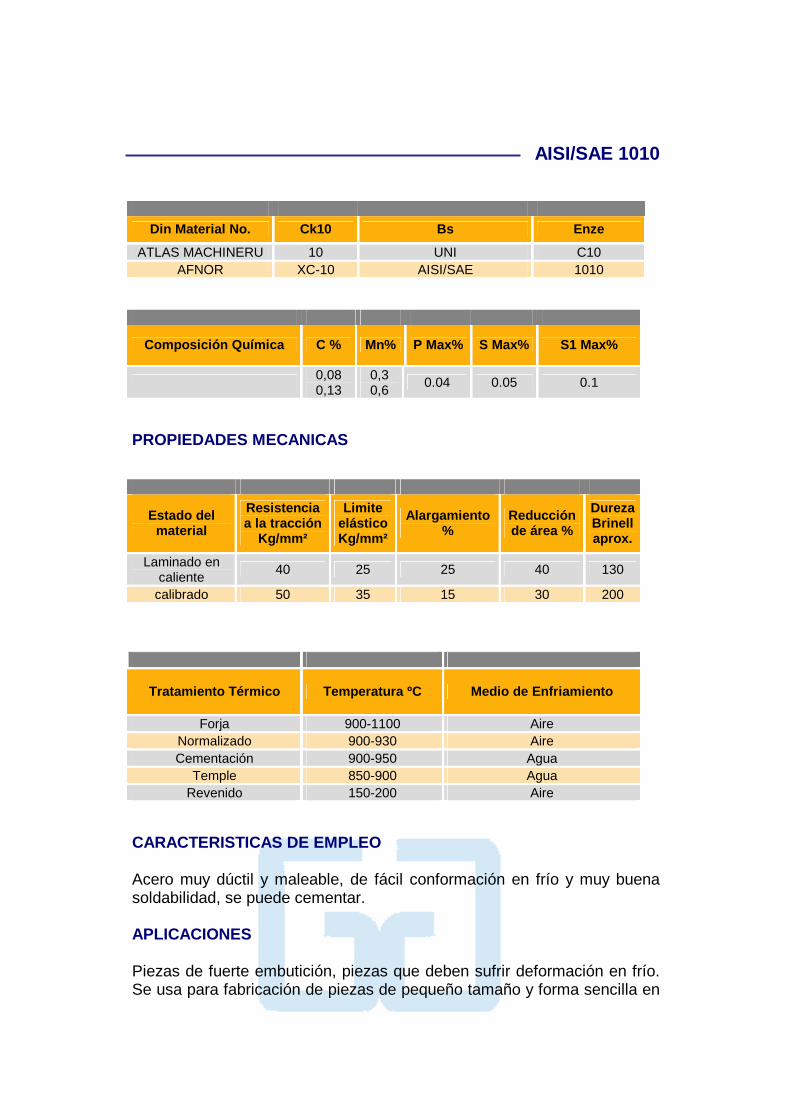
AISI/SAE 1010
Din Material No. Ck10 Bs Enze
ATLAS MACHINERU 10 UNI C10 AFNOR XC-10 AISI/SAE 1010
Composición Química C % Mn% P Max% S Max% S1 Max%
0,08 0,13
0,3 0,6 0.04 0.05 0.1
PROPIEDADES MECANICAS
Estado del material
Resistencia a la tracción
Kg/mm²
Limite elástico Kg/mm²
Alargamiento %
Reducción de área %
Dureza Brinell aprox.
Laminado en caliente 40 25 25 40 130
calibrado 50 35 15 30 200
Tratamiento Térmico Temperatura ºC Medio de Enfriamiento
Forja 900-1100 Aire Normalizado 900-930 Aire Cementación 900-950 Agua
Temple 850-900 Agua Revenido 150-200 Aire
CARACTERISTICAS DE EMPLEO Acero muy dúctil y maleable, de fácil conformación en frío y muy buena soldabilidad, se puede cementar. APLICACIONES Piezas de fuerte embutición, piezas que deben sufrir deformación en frío. Se usa para fabricación de piezas de pequeño tamaño y forma sencilla en
las cuales no sean necesarios altos valores de resistencia mecánica, se utiliza para fabricación de bulones, ejes, cadenas, pasadores bujes, tornillos, tuercas, acoples, racores, remaches etc. SOLDADURA Este acero se puede soldar fácilmente con soplete o arco se recomienda clase E-6010, E-6011 ó E-6013 de la American Welding Society.
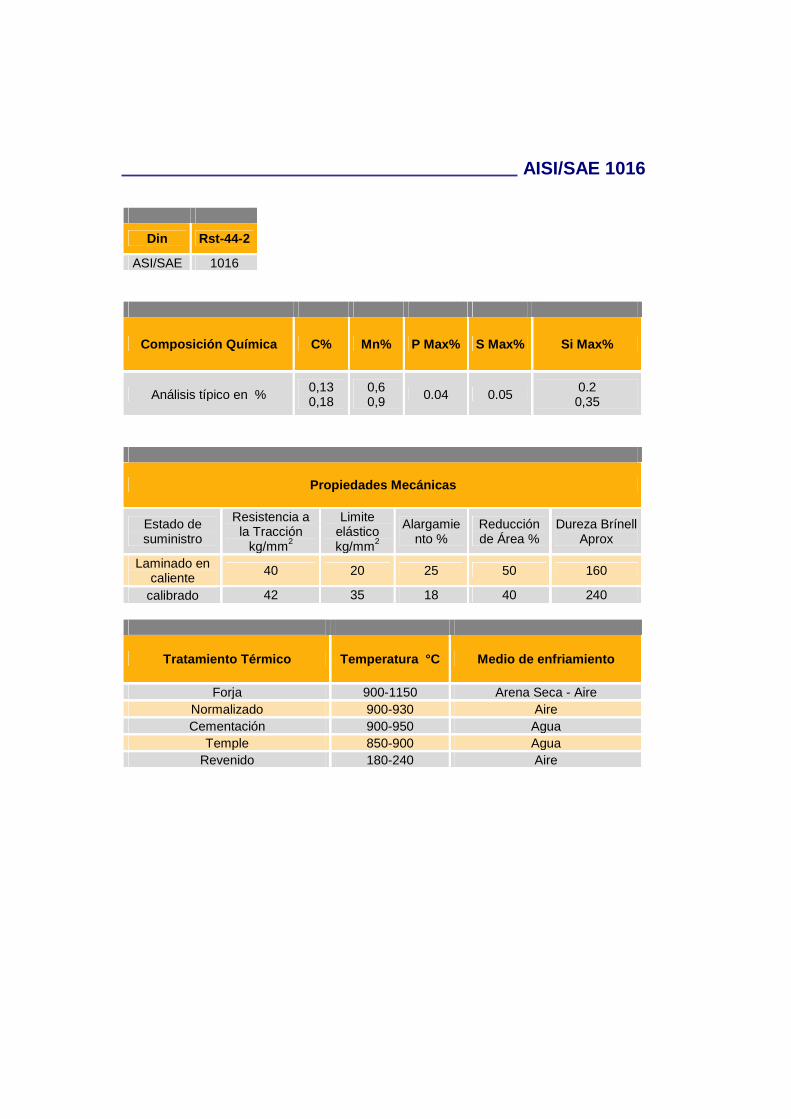
AISI/SAE 1016
Din Rst-44-2
ASI/SAE 1016
Composición Química C% Mn% P Max% S Max% Si Max%
Análisis típico en % 0,13 0,18
0,6 0,9
0.04 0.05 0.2 0,35
Propiedades Mecánicas
Estado de suministro
Resistencia a la Tracción
kg/mm2
Limite elástico kg/mm2
Alargamiento %
Reducción de Área %
Dureza Brínell Aprox
Laminado en caliente 40 20 25 50 160
calibrado 42 35 18 40 240
Tratamiento Térmico Temperatura °C Medio de enfriamiento
Forja 900-1150 Arena Seca - Aire Normalizado 900-930 Aire Cementación 900-950 Agua
Temple 850-900 Agua Revenido 180-240 Aire
CARACTERISTICAS DE EMPLEO Debido a su mayor contenido de manganeso, comparado con el SAE 1010 o 1020 se pueden obtener mayores profundidades de capa endurecida cuando es sometida al tratamiento de cementación. Se utiliza principalmente en piezas de maquinaria donde la tenacidad es una propiedad importante, sin embargo la resistencia no es demasiado elevada, por lo que se utiliza en piezas que no tengan altos requerimientos mecánicos. Es recomendado en piezas de fuerte embutición y piezas que deban sufrir deformaciones en frío APLICACIONES Se utiliza principalmente para partes de vehículos y maquinaria, las cuales no estén sometidas a grandes esfuerzos mecánicos como ejes, eslabones para cadenas, pasadores, bujes, tornillería corriente, bridas, clavos para ferrocarril etc. SOLDADURA Este acero se puede soldar fácilmente, se recomienda soldadura clase E-6010, E-6012 E-6013 de la American Welding Society.
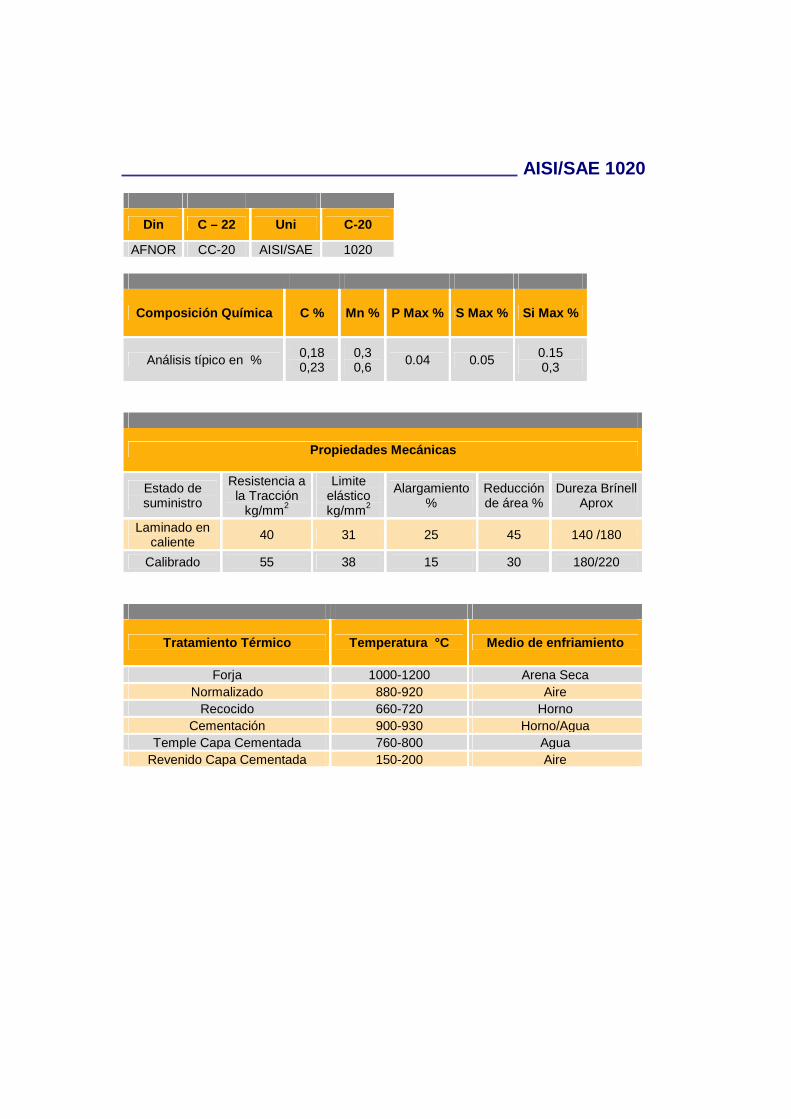
AISI/SAE 1020
Din C – 22 Uni C-20
AFNOR CC-20 AISI/SAE 1020
Composición Química C % Mn % P Max % S Max % Si Max %
Análisis típico en % 0,18 0,23
0,3 0,6
0.04 0.05 0.15 0,3
Propiedades Mecánicas
Estado de suministro
Resistencia a la Tracción
kg/mm2
Limite elástico kg/mm2
Alargamiento %
Reducción de área %
Dureza Brínell Aprox
Laminado en caliente 40 31 25 45 140 /180
Calibrado 55 38 15 30 180/220
Tratamiento Térmico Temperatura °C Medio de enfriamiento
Forja 1000-1200 Arena Seca Normalizado 880-920 Aire
Recocido 660-720 Horno Cementación 900-930 Horno/Agua
Temple Capa Cementada 760-800 Agua Revenido Capa Cementada 150-200 Aire
CARACTERISTICAS DE EMPLEO Este acero puede utilizarse en estado cementado, laminado en caliente o estirado en frío (Calibrado). Se utiliza en elementos de maquinaria que requieran gran tenacidad junto con una dureza no muy elevada. APLICACIONES Se usa principalmente para partes de vehículos y maquinaria, las cuales no estén sometidas a grandes esfuerzos mecánicos como ejes, eslabones para cadenas, pasadores, bujes cementados, tornillería corriente, bridas, clavos para ferrocarril, grapas etc. SOLDADURA Este acero se puede soldar fácilmente, se recomienda soldadura clase E-6010, E-6011 E-6013 de la American Welding Society.
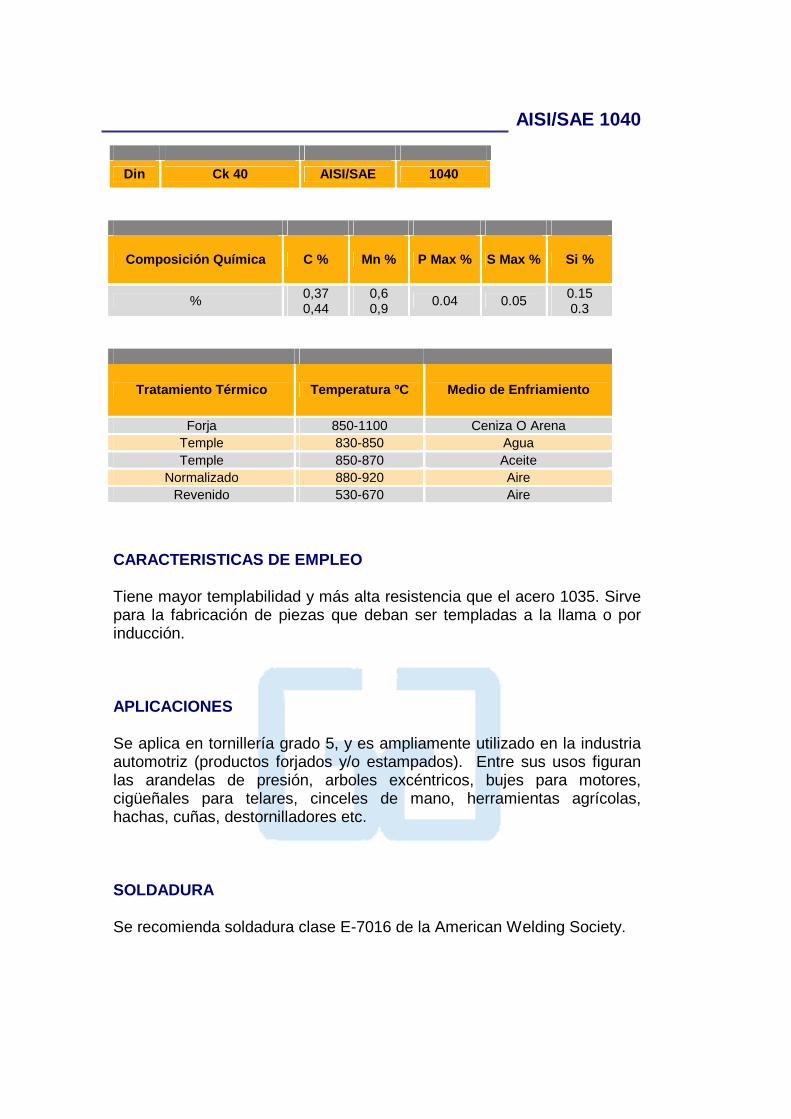
AISI/SAE 1040
Din Ck 40 AISI/SAE 1040
Composición Química C % Mn % P Max % S Max % Si %
% 0,37 0,44
0,6 0,9 0.04 0.05 0.15
0.3
Tratamiento Térmico Temperatura ºC Medio de Enfriamiento
Forja 850-1100 Ceniza O Arena Temple 830-850 Agua Temple 850-870 Aceite
Normalizado 880-920 Aire Revenido 530-670 Aire
CARACTERISTICAS DE EMPLEO Tiene mayor templabilidad y más alta resistencia que el acero 1035. Sirve para la fabricación de piezas que deban ser templadas a la llama o por inducción.
APLICACIONES Se aplica en tornillería grado 5, y es ampliamente utilizado en la industria automotriz (productos forjados y/o estampados). Entre sus usos figuran las arandelas de presión, arboles excéntricos, bujes para motores, cigüeñales para telares, cinceles de mano, herramientas agrícolas, hachas, cuñas, destornilladores etc. SOLDADURA Se recomienda soldadura clase E-7016 de la American Welding Society.
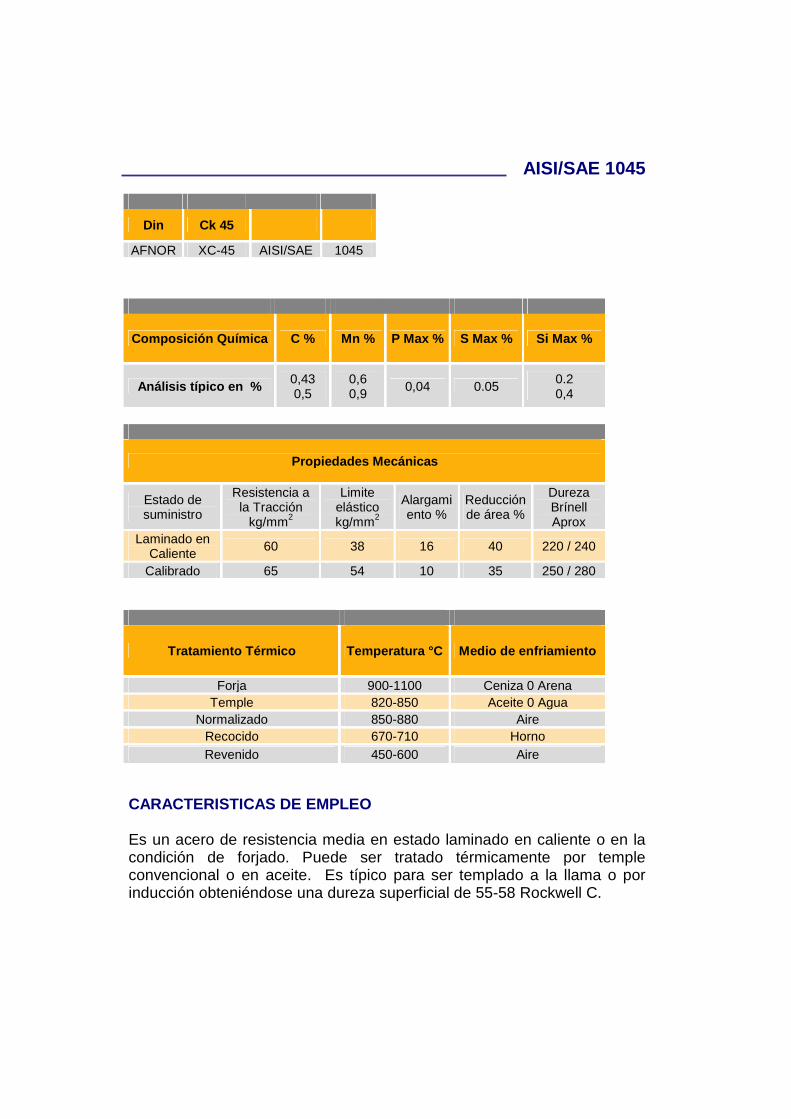
AISI/SAE 1045
Din Ck 45
AFNOR XC-45 AISI/SAE 1045
Composición Química C % Mn % P Max % S Max % Si Max %
Análisis típico en % 0,43 0,5
0,6 0,9
0,04 0.05 0.2 0,4
Propiedades Mecánicas
Estado de suministro
Resistencia a la Tracción
kg/mm2
Limite elástico kg/mm2
Alargamiento %
Reducción de área %
Dureza Brínell Aprox
Laminado en Caliente 60 38 16 40 220 / 240
Calibrado 65 54 10 35 250 / 280
Tratamiento Térmico Temperatura °C Medio de enfriamiento
Forja 900-1100 Ceniza 0 Arena Temple 820-850 Aceite 0 Agua
Normalizado 850-880 Aire Recocido 670-710 Horno Revenido 450-600 Aire
CARACTERISTICAS DE EMPLEO Es un acero de resistencia media en estado laminado en caliente o en la condición de forjado. Puede ser tratado térmicamente por temple convencional o en aceite. Es típico para ser templado a la llama o por inducción obteniéndose una dureza superficial de 55-58 Rockwell C.
APLICACIONES Es ampliamente utilizado en la industria automotriz (productos forjados y estampados). Se usa en partes de máquinas que requieren dureza y tenacidad como manivelas, chavetas, pernos, bulones, engranajes, acoplamientos, árboles, bielas, cigüeñales, ejes de maquinaria de resistencia media, piezas de armas, tornillería grado 5, pernos de anclaje. También se utiliza para la fabricación de herramientas agrícolas, mecánicas y de mano forjadas. SOLDADURA Se recomienda soldadura clase E-7016 de la American Welding Socíety.
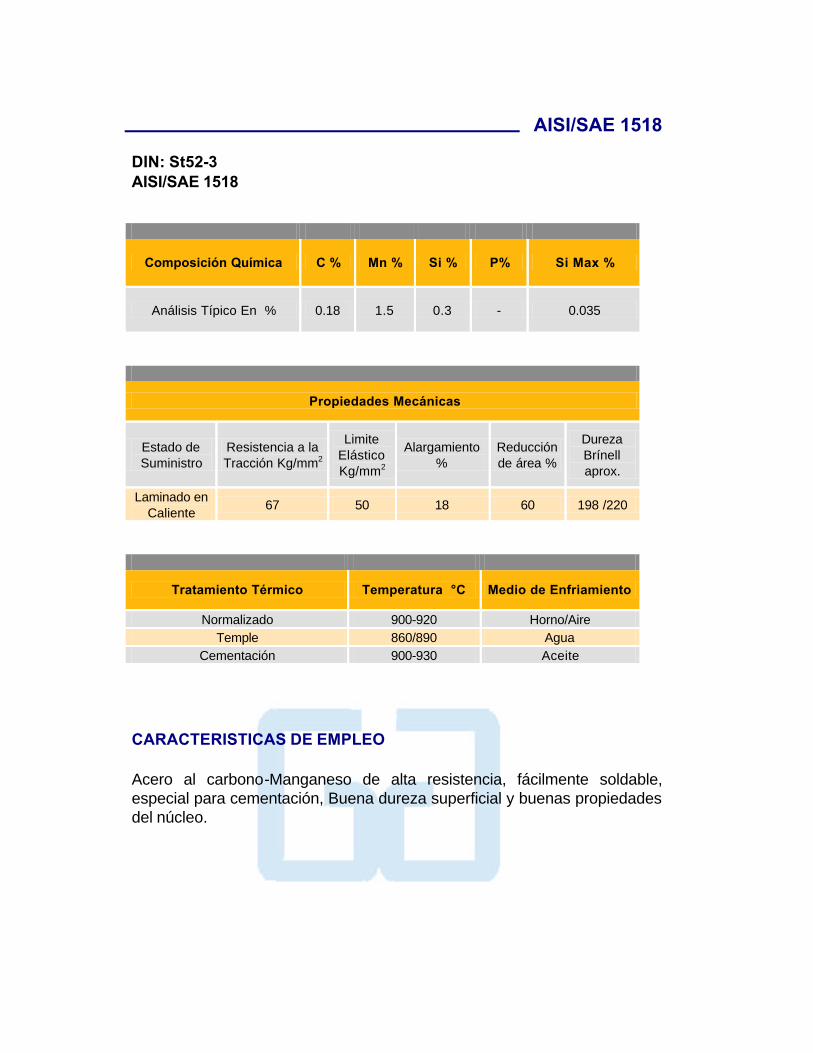
AISI/SAE 1518 DIN: St52-3 AISI/SAE 1518
Composición Química C % Mn % Si % P% Si Max %
Análisis Típico En % 0.18 1.5 0.3 - 0.035
Propiedades Mecánicas
Estado de Suministro
Resistencia a la Tracción Kg/mm2
Limite Elástico Kg/mm2
Alargamiento %
Reducción de área %
Dureza Brínell aprox.
Laminado en Caliente 67 50 18 60 198 /220
Tratamiento Térmico Temperatura °C Medio de Enfriamiento
Normalizado 900-920 Horno/Aire Temple 860/890 Agua
Cementación 900-930 Aceite
CARACTERISTICAS DE EMPLEO Acero al carbono-Manganeso de alta resistencia, fácilmente soldable, especial para cementación, Buena dureza superficial y buenas propiedades del núcleo.
APLICACIONES Piñonería, tubos para ejes, conjuntos para dirección de seguridad. Se usa como materia prima para mecanizar bujes, casquillos, engranajes, ejes, acoples y partes para la industria petroquímica.
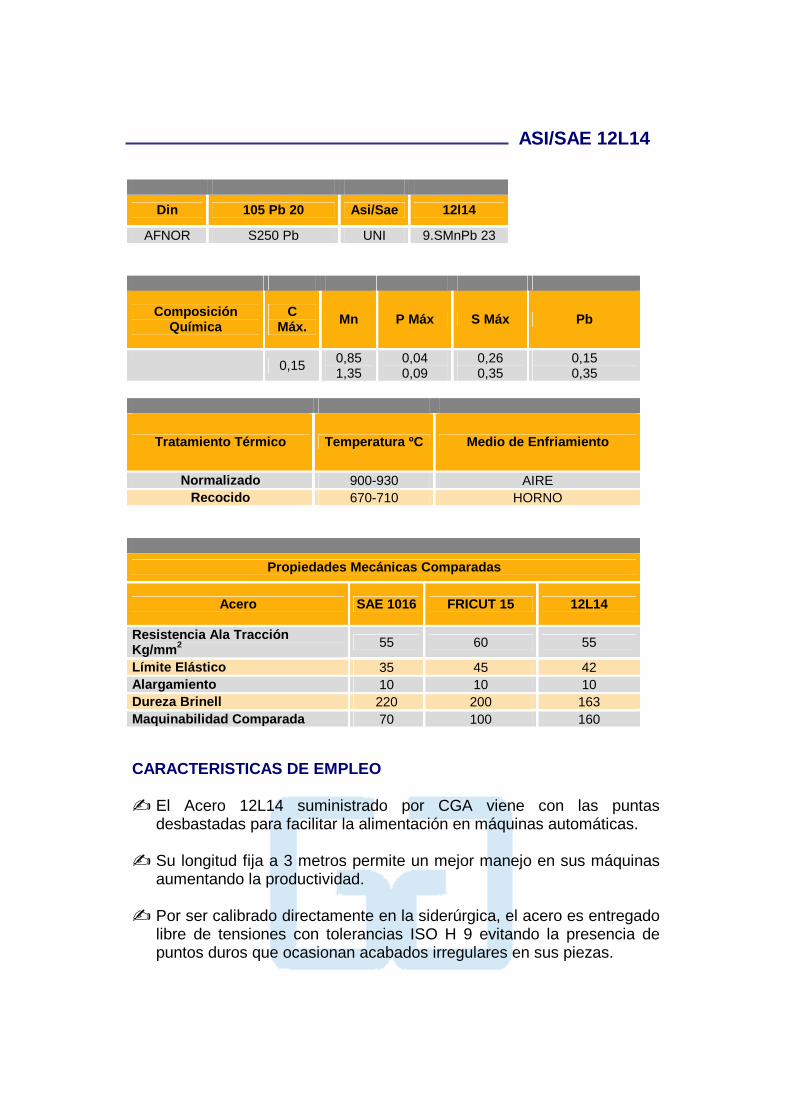
ASI/SAE 12L14
Din 105 Pb 20 Asi/Sae 12l14
AFNOR S250 Pb UNI 9.SMnPb 23
Composición Química
C Máx. Mn P Máx S Máx Pb
0,15 0,85 1,35
0,04 0,09
0,26 0,35
0,15 0,35
Tratamiento Térmico Temperatura ºC Medio de Enfriamiento
Normalizado 900-930 AIRE Recocido 670-710 HORNO
Propiedades Mecánicas Comparadas
Acero SAE 1016 FRICUT 15 12L14
Resistencia Ala Tracción Kg/mm2 55 60 55
Límite Elástico 35 45 42 Alargamiento 10 10 10 Dureza Brinell 220 200 163 Maquinabilidad Comparada 70 100 160 CARACTERISTICAS DE EMPLEO El Acero 12L14 suministrado por CGA viene con las puntas
desbastadas para facilitar la alimentación en máquinas automáticas. Su longitud fija a 3 metros permite un mejor manejo en sus máquinas
aumentando la productividad. Por ser calibrado directamente en la siderúrgica, el acero es entregado
libre de tensiones con tolerancias ISO H 9 evitando la presencia de puntos duros que ocasionan acabados irregulares en sus piezas.
La Maquinabilidad de este acero se consigue mediante la adición de Azufre y Plomo que en combinación con el Manganeso forma sulfuros en forma de inclusiones lo cual permite que la viruta sea fragmentada facilitando el mecanizado. Al mismo tiempo mejora el coeficiente de fricción entre la viruta y la herramienta, logrando una mayor vida útil de ésta.
APLICACIONES Tornillos, bulones, racores, pasadores, remaches, acoples y en general fabricación de piezas en grandes series de baja y mediana exigencia mecánica. NOTA: No se le puede efectuar tratamiento térmico y soldadura por sus altos contenidos de plomo y azufre.
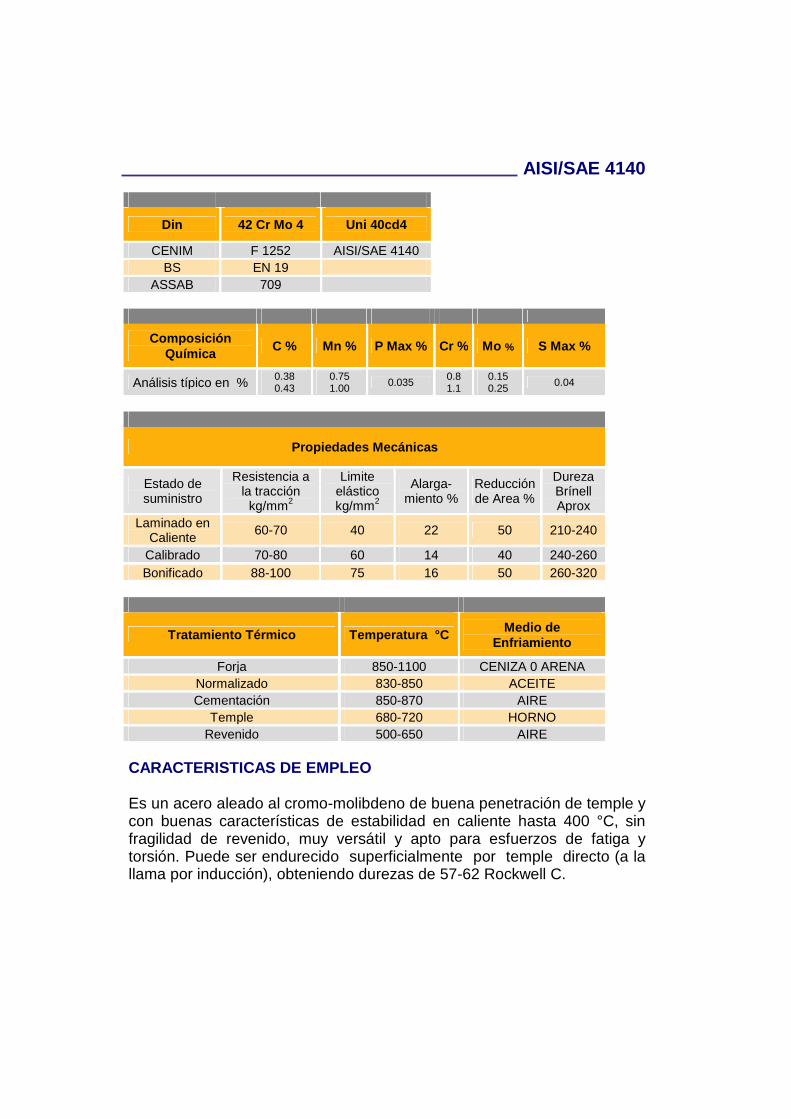
AISI/SAE 4140
Din 42 Cr Mo 4 Uni 40cd4
CENIM F 1252 AISI/SAE 4140 BS EN 19
ASSAB 709
Composición Química C % Mn % P Max % Cr % Mo % S Max %
Análisis típico en % 0.38 0.43
0.75 1.00 0.035 0.8
1.1 0.15 0.25 0.04
Propiedades Mecánicas
Estado de suministro
Resistencia a la tracción
kg/mm2
Limite elástico kg/mm2
Alarga-miento %
Reducción de Area %
Dureza Brínell Aprox
Laminado en Caliente 60-70 40 22 50 210-240
Calibrado 70-80 60 14 40 240-260 Bonificado 88-100 75 16 50 260-320
Tratamiento Térmico Temperatura °C Medio de Enfriamiento
Forja 850-1100 CENIZA 0 ARENA Normalizado 830-850 ACEITE Cementación 850-870 AIRE
Temple 680-720 HORNO Revenido 500-650 AIRE
CARACTERISTICAS DE EMPLEO Es un acero aleado al cromo-molibdeno de buena penetración de temple y con buenas características de estabilidad en caliente hasta 400 °C, sin fragilidad de revenido, muy versátil y apto para esfuerzos de fatiga y torsión. Puede ser endurecido superficialmente por temple directo (a la llama por inducción), obteniendo durezas de 57-62 Rockwell C.
APLICACIONES Se utiliza generalmente en estado bonificado a una resistencia a la tracción de (88-100kg/mm2) para: tornillería de alta resistencia grado 8, ejes, bielas, engranajes, cigüeñales, cilindros de motores, rotores, árboles de turbinas de vapor, ejes traseros, etc. Muy utilizado en piezas forjadas como herramientas, llaves de mano, destonilladores. En la industria petrolera para taladros, barrenos tubulares, partes de bombas, vástagos de pistón, espárragos etc. SOLDADURA El acero puede ser soldado con soldadura de arco clase A.W.S E-9018 B3. Realizando un pre y post calentamiento a la pieza (ambos a 200-300 °C) con el objeto de evitar el choque térmico brusco y aliviar las tensiones residuales después de soldada la pieza o si es posible templar y revenir.
AISI/SAE 4337
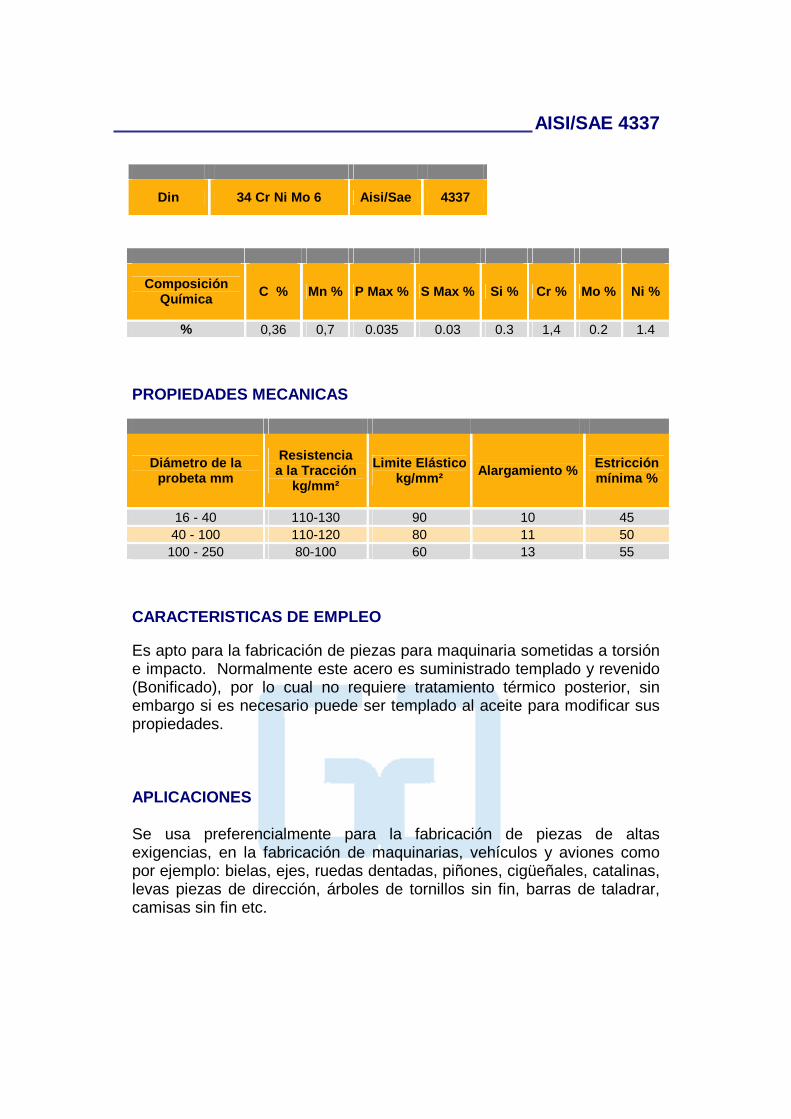
Din 34 Cr Ni Mo 6 Aisi/Sae 4337
Composición Química C % Mn % P Max % S Max % Si % Cr % Mo % Ni %
% 0,36 0,7 0.035 0.03 0.3 1,4 0.2 1.4 PROPIEDADES MECANICAS
Diámetro de la probeta mm
Resistencia a la Tracción
kg/mm² Limite Elástico
kg/mm² Alargamiento % Estricción mínima %
16 - 40 110-130 90 10 45 40 - 100 110-120 80 11 50 100 - 250 80-100 60 13 55
CARACTERISTICAS DE EMPLEO Es apto para la fabricación de piezas para maquinaria sometidas a torsión e impacto. Normalmente este acero es suministrado templado y revenido (Bonificado), por lo cual no requiere tratamiento térmico posterior, sin embargo si es necesario puede ser templado al aceite para modificar sus propiedades.
APLICACIONES Se usa preferencialmente para la fabricación de piezas de altas exigencias, en la fabricación de maquinarias, vehículos y aviones como por ejemplo: bielas, ejes, ruedas dentadas, piñones, cigüeñales, catalinas, levas piezas de dirección, árboles de tornillos sin fin, barras de taladrar, camisas sin fin etc.
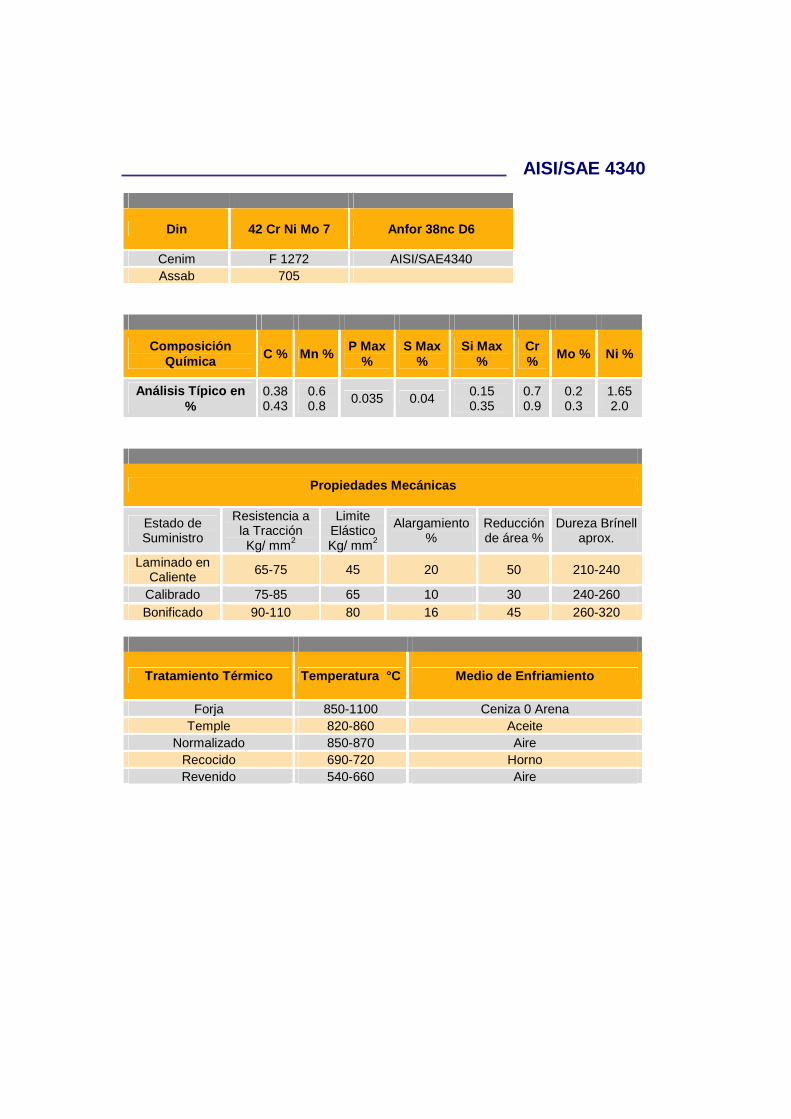
AISI/SAE 4340
Din 42 Cr Ni Mo 7 Anfor 38nc D6
Cenim F 1272 AISI/SAE4340 Assab 705
Composición Química C % Mn % P Max
% S Max
% Si Max
% Cr % Mo % Ni %
Análisis Típico en %
0.38 0.43
0.6 0.8 0.035 0.04 0.15
0.35 0.7 0.9
0.2 0.3
1.65 2.0
Propiedades Mecánicas
Estado de Suministro
Resistencia a la Tracción Kg/ mm2
Limite Elástico Kg/ mm2
Alargamiento %
Reducción de área %
Dureza Brínell aprox.
Laminado en Caliente 65-75 45 20 50 210-240
Calibrado 75-85 65 10 30 240-260 Bonificado 90-110 80 16 45 260-320
Tratamiento Térmico Temperatura °C Medio de Enfriamiento
Forja 850-1100 Ceniza 0 Arena Temple 820-860 Aceite
Normalizado 850-870 Aire Recocido 690-720 Horno Revenido 540-660 Aire
CARACTERISTICAS DE EMPLEO Este acero se caracteriza por su gran templabilidad tenacidad y resistencia a la fatiga, porque es capaz de dar buenas propiedades en piezas de gran sección. No presenta fragilidad de revenido y posee buena maquinabilidad a dureza relativamente alta (400 Brinell). Se suministra en estado bonificado y libre de tensiones internas, lo que significa que las barras no se flectan o deforman durante el maquinado. APLICACIONES Se utiliza generalmente en la industria automotriz para la fabricación de piezas con altas solicitudes mecánicas donde requieran dureza y tenacidad elevadas como, por ejemplo: tornillería de altísima resistencia (grado 8 ) templado y revenido de gran sección, levas de mando, engranajes, para maquinarias templadas por inducción, ejes para carros y camiones, discos para frenos, cardanes, bielas para motores, árboles para carros y camionetas, ejes de transmisión de grandes dimensiones etc. SOLDADURA El acero puede ser soldado pero es necesario realizar un precalentamiento a 200-300 °C y mantener esta temperatura durante el proceso de soldadura. Se recomienda la soldadura de arco clase AWS E8016-B2. Después de la soldadura el acero deberá ser relevado de tensiones a 570°C y si es posible templar y revenir.
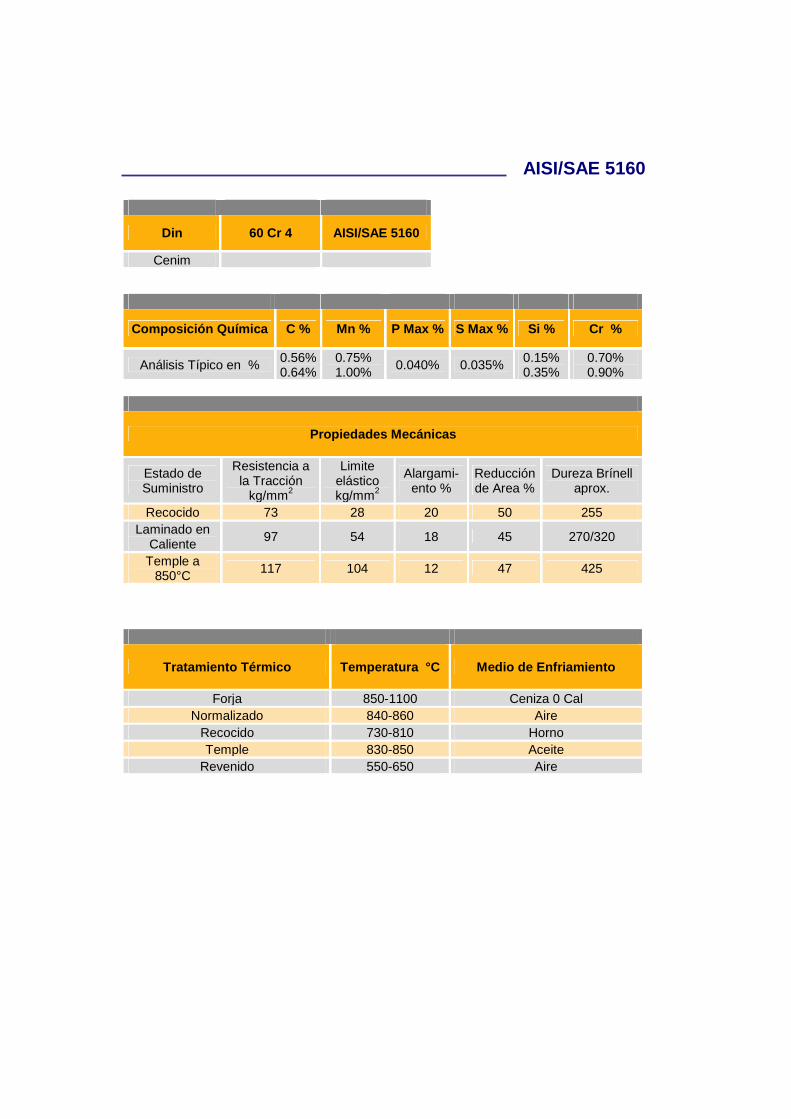
AISI/SAE 5160
Din 60 Cr 4 AISI/SAE 5160
Cenim
Composición Química C % Mn % P Max % S Max % Si % Cr %
Análisis Típico en % 0.56% 0.64%
0.75% 1.00% 0.040% 0.035% 0.15%
0.35% 0.70% 0.90%
Propiedades Mecánicas
Estado de Suministro
Resistencia a la Tracción
kg/mm2
Limite elástico kg/mm2
Alargami- ento %
Reducción de Area %
Dureza Brínell aprox.
Recocido 73 28 20 50 255 Laminado en
Caliente 97 54 18 45 270/320
Temple a 850°C 117 104 12 47 425
Tratamiento Térmico Temperatura °C Medio de Enfriamiento
Forja 850-1100 Ceniza 0 Cal Normalizado 840-860 Aire
Recocido 730-810 Horno Temple 830-850 Aceite
Revenido 550-650 Aire
CARACTERISTICAS DE EMPLEO Este acero se caracteriza por su gran templabilidad, tenacidad y resistencia a la fatiga y a la tracción, en razón a sus altos contenidos de Carbono, Manganeso y Cromo. APLICACIONES Se utiliza en la fabricación de piezas donde se requiere dureza y tenacidad elevada, especialmente en la industria automotriz, ballestas y muelles helicoidales para automóviles y ferrocarriles. Piezas de responsabilidad que requieran una calidad especial como árboles de transmisión, barras de torsión, grandes engranajes trabajando sin choque, engranajes en general, rotores de turbinas, bielas, placas de presión para prensas de extrusión, cinceles, tajaderas, cuchillas para corte en frío de metales, cuchillas para desbaste de madera, troqueles, piezas sometidas al desgaste. SOLDADURA Este acero es soldable si se utilizan electrodos de bajo hidrogeno tipo E7018, E8018 y temperaturas de precalentamiento entre 200 - 300 °C. Después de la soldadura deberá calentarse a 300°C con un tiempo de sostenimiento de una hora para obtener tenacidades en la unión soldada similares a las obtenidas en el material bonificado a 570°C.
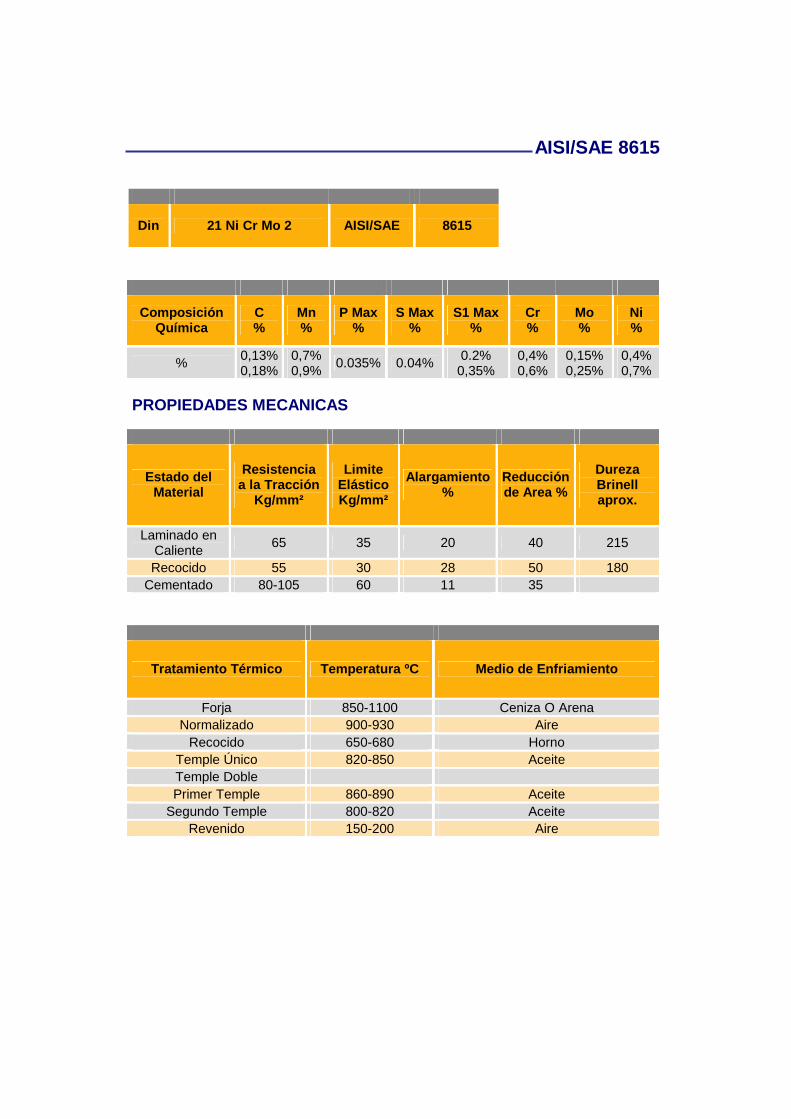
AISI/SAE 8615
Din 21 Ni Cr Mo 2 AISI/SAE 8615
Composición Química
C %
Mn %
P Max %
S Max %
S1 Max %
Cr %
Mo %
Ni %
% 0,13% 0,18%
0,7% 0,9% 0.035% 0.04% 0.2%
0,35% 0,4% 0,6%
0,15% 0,25%
0,4% 0,7%
PROPIEDADES MECANICAS
Estado del Material
Resistencia a la Tracción
Kg/mm²
Limite Elástico Kg/mm²
Alargamiento%
Reducción de Area %
Dureza Brinell aprox.
Laminado en Caliente 65 35 20 40 215
Recocido 55 30 28 50 180 Cementado 80-105 60 11 35
Tratamiento Térmico Temperatura ºC Medio de Enfriamiento
Forja 850-1100 Ceniza O Arena Normalizado 900-930 Aire
Recocido 650-680 Horno Temple Único 820-850 Aceite Temple Doble Primer Temple 860-890 Aceite
Segundo Temple 800-820 Aceite Revenido 150-200 Aire
CARACTERISTICAS DE EMPLEO Ofrece muy buena dureza superficial y propiedades mecánicas en el núcleo. Tiene aceptable profundidad de temple, ausencia de zonas blandas en la capa cementada y baja distorsión.
APLICACIONES Se utiliza generalmente para la fabricación de ejes ranurados, pasadores de pistón, bujes, piñones para cajas de transmisión de automotores, cigüeñales, barras de torsión, cuerpos de válvulas, herramientas manuales, tornillos, tuercas, tornillos sin fin, engranajes para reductores, pasadores, collares de cojinetes, cojinetes para motores, discos extensivos etc.
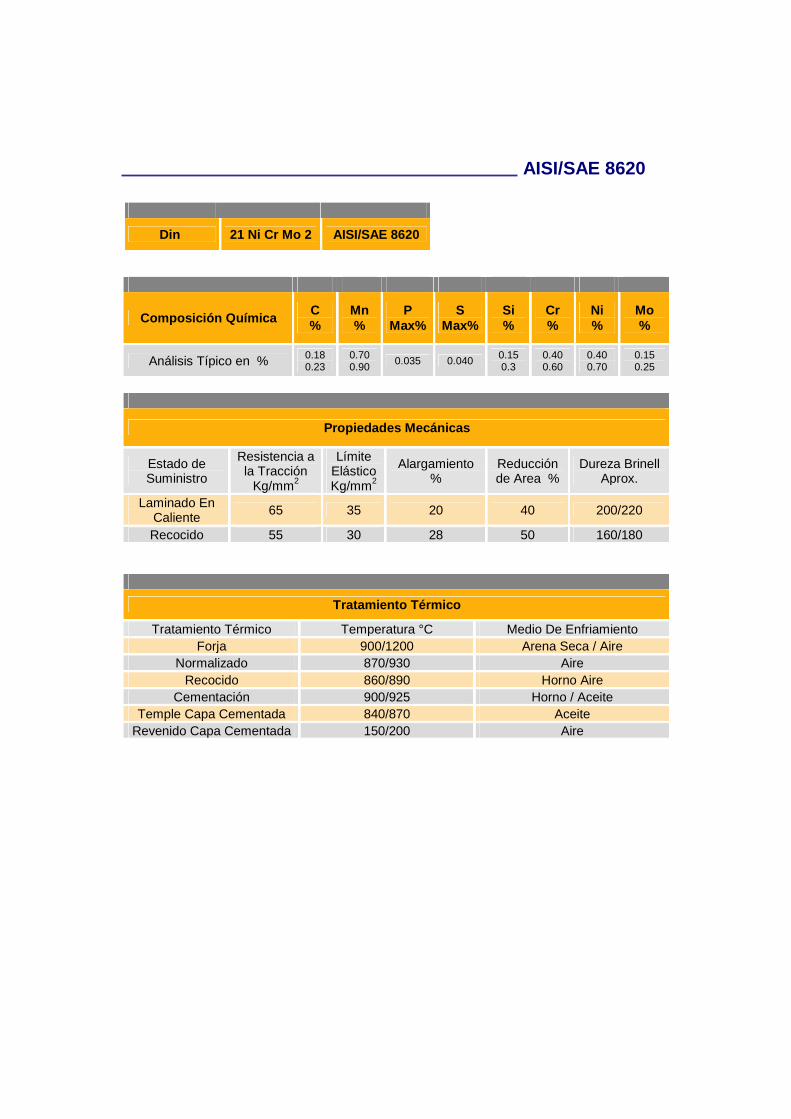
AISI/SAE 8620
Din 21 Ni Cr Mo 2 AISI/SAE 8620
Composición Química C %
Mn %
P Max%
S Max%
Si %
Cr %
Ni %
Mo %
Análisis Típico en % 0.18 0.23
0.70 0.90 0.035 0.040 0.15
0.3 0.40 0.60
0.40 0.70
0.15 0.25
Propiedades Mecánicas
Estado de Suministro
Resistencia a la Tracción
Kg/mm2
Límite Elástico Kg/mm2
Alargamiento %
Reducción de Area %
Dureza Brinell Aprox.
Laminado En Caliente 65 35 20 40 200/220
Recocido 55 30 28 50 160/180
Tratamiento Térmico
Tratamiento Térmico Temperatura °C Medio De Enfriamiento Forja 900/1200 Arena Seca / Aire
Normalizado 870/930 Aire Recocido 860/890 Horno Aire
Cementación 900/925 Horno / Aceite Temple Capa Cementada 840/870 Aceite
Revenido Capa Cementada 150/200 Aire
CARACTERISTICAS DE EMPLEO Cementado y templado ofrece muy buena dureza superficial y gran tenacidad en el núcleo. Tiene aceptable profundidad de temple, ausencia de zonas blandas en la capa cementada y baja distorsión. APLICACIONES Se utiliza generalmente para la fabricación de ejes ranurados, pasadores de pistón, bujes, piñones para cajas de transmisión de automotores, cigüeñales, barras de torsión, cuerpos de válvulas, herramientas manuales, tornillos, tuercas, tornillos sin fin, engranajes para reductores, pasadores, collares de cojinetes, cojinetes para motores, etc.
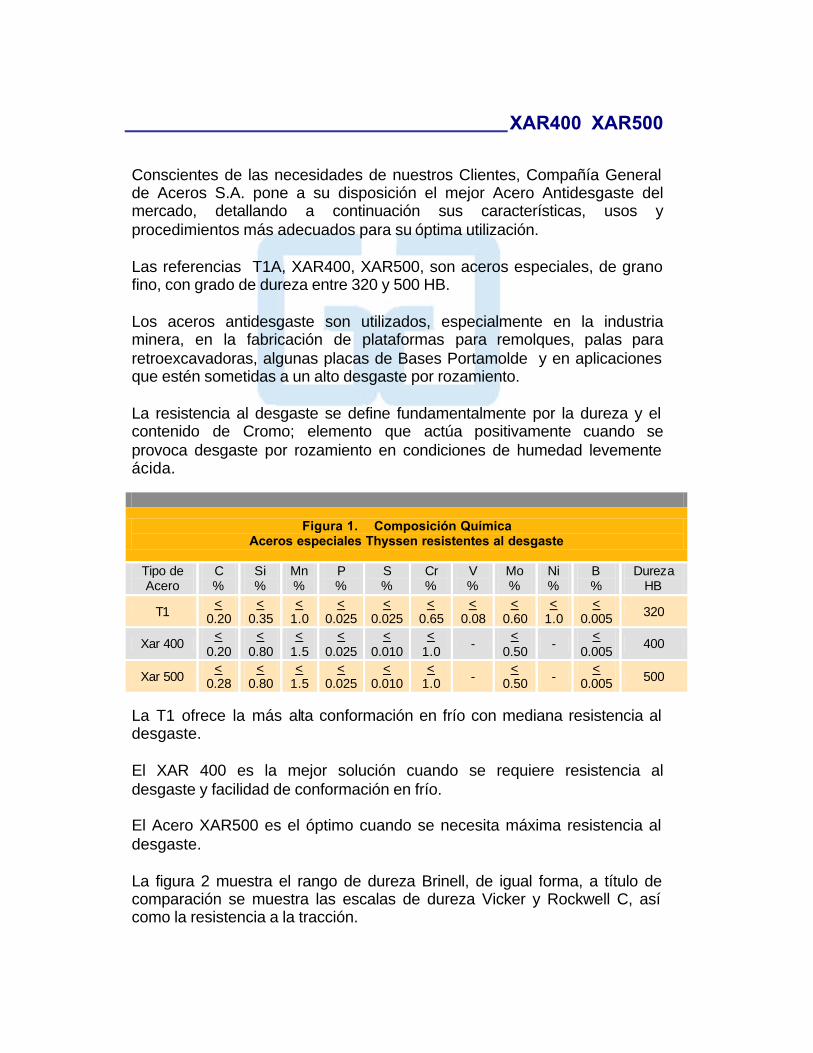
XAR400 XAR500 Conscientes de las necesidades de nuestros Clientes, Compañía General de Aceros S.A. pone a su disposición el mejor Acero Antidesgaste del mercado, detallando a continuación sus características, usos y procedimientos más adecuados para su óptima utilización. Las referencias T1A, XAR400, XAR500, son aceros especiales, de grano fino, con grado de dureza entre 320 y 500 HB. Los aceros antidesgaste son utilizados, especialmente en la industria minera, en la fabricación de plataformas para remolques, palas para retroexcavadoras, algunas placas de Bases Portamolde y en aplicaciones que estén sometidas a un alto desgaste por rozamiento. La resistencia al desgaste se define fundamentalmente por la dureza y el contenido de Cromo; elemento que actúa positivamente cuando se provoca desgaste por rozamiento en condiciones de humedad levemente ácida.
Figura 1. Composición Química Aceros especiales Thyssen resistentes al desgaste
Tipo de Acero
C %
Si %
Mn %
P %
S %
Cr %
V %
Mo %
Ni %
B %
Dureza HB
T1 < 0.20
< 0.35
< 1.0
< 0.025
< 0.025
< 0.65
< 0.08
< 0.60
< 1.0
< 0.005 320
Xar 400 < 0.20
< 0.80
< 1.5
< 0.025
< 0.010
< 1.0 - <
0.50 - < 0.005 400
Xar 500 < 0.28
< 0.80
< 1.5
< 0.025
< 0.010
< 1.0 - <
0.50 - < 0.005 500
La T1 ofrece la más alta conformación en frío con mediana resistencia al desgaste. El XAR 400 es la mejor solución cuando se requiere resistencia al desgaste y facilidad de conformación en frío. El Acero XAR500 es el óptimo cuando se necesita máxima resistencia al desgaste. La figura 2 muestra el rango de dureza Brinell, de igual forma, a título de comparación se muestra las escalas de dureza Vicker y Rockwell C, así como la resistencia a la tracción.
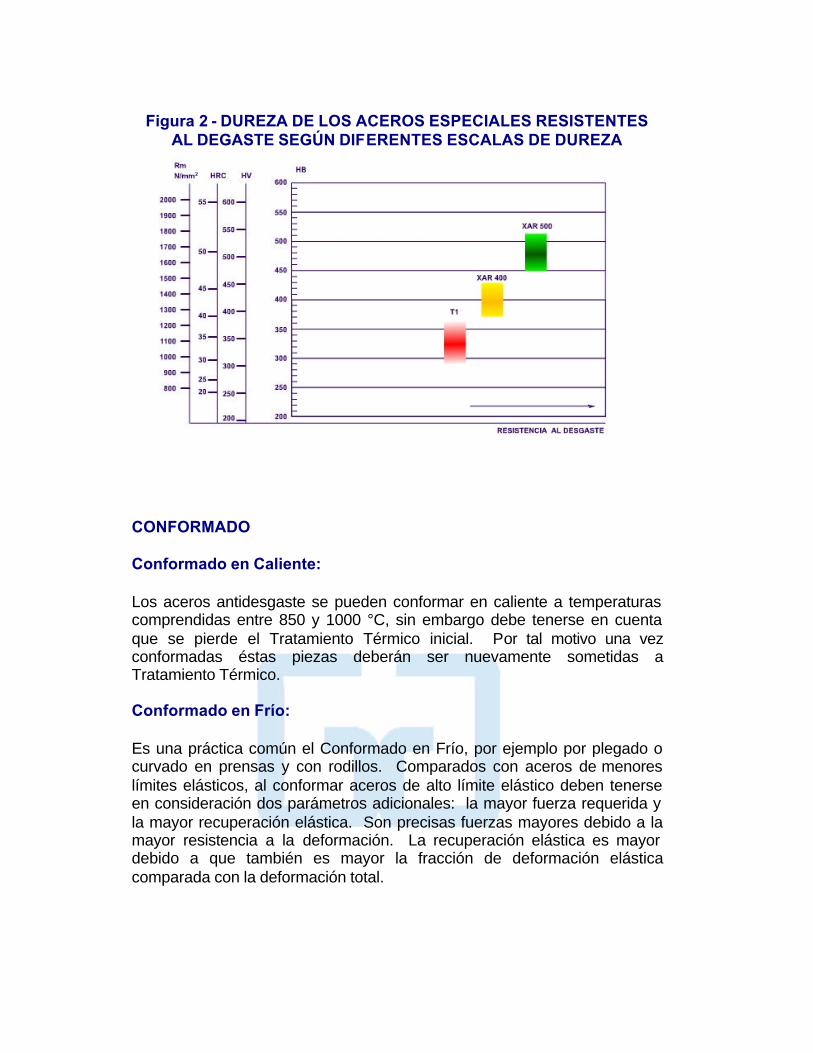
Figura 2 - DUREZA DE LOS ACEROS ESPECIALES RESISTENTES AL DEGASTE SEGÚN DIFERENTES ESCALAS DE DUREZA
CONFORMADO Conformado en Caliente: Los aceros antidesgaste se pueden conformar en caliente a temperaturas comprendidas entre 850 y 1000 °C, sin embargo debe tenerse en cuenta que se pierde el Tratamiento Térmico inicial. Por tal motivo una vez conformadas éstas piezas deberán ser nuevamente sometidas a Tratamiento Térmico. Conformado en Frío: Es una práctica común el Conformado en Frío, por ejemplo por plegado o curvado en prensas y con rodillos. Comparados con aceros de menores límites elásticos, al conformar aceros de alto límite elástico deben tenerse en consideración dos parámetros adicionales: la mayor fuerza requerida y la mayor recuperación elástica. Son precisas fuerzas mayores debido a la mayor resistencia a la deformación. La recuperación elástica es mayor debido a que también es mayor la fracción de deformación elástica comparada con la deformación total.
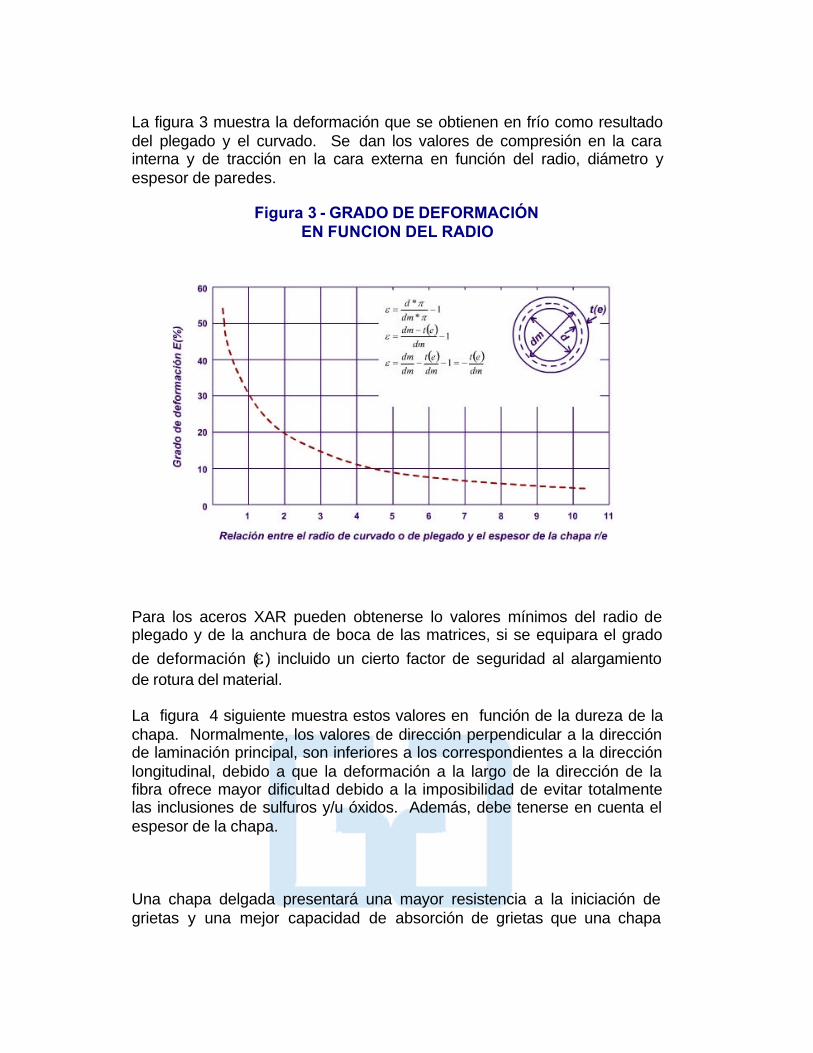
La figura 3 muestra la deformación que se obtienen en frío como resultado del plegado y el curvado. Se dan los valores de compresión en la cara interna y de tracción en la cara externa en función del radio, diámetro y espesor de paredes.
Figura 3 - GRADO DE DEFORMACIÓN EN FUNCION DEL RADIO
Para los aceros XAR pueden obtenerse lo valores mínimos del radio de plegado y de la anchura de boca de las matrices, si se equipara el grado de deformación (ε) incluido un cierto factor de seguridad al alargamiento de rotura del material. La figura 4 siguiente muestra estos valores en función de la dureza de la chapa. Normalmente, los valores de dirección perpendicular a la dirección de laminación principal, son inferiores a los correspondientes a la dirección longitudinal, debido a que la deformación a la largo de la dirección de la fibra ofrece mayor dificultad debido a la imposibilidad de evitar totalmente las inclusiones de sulfuros y/u óxidos. Además, debe tenerse en cuenta el espesor de la chapa. Una chapa delgada presentará una mayor resistencia a la iniciación de grietas y una mejor capacidad de absorción de grietas que una chapa
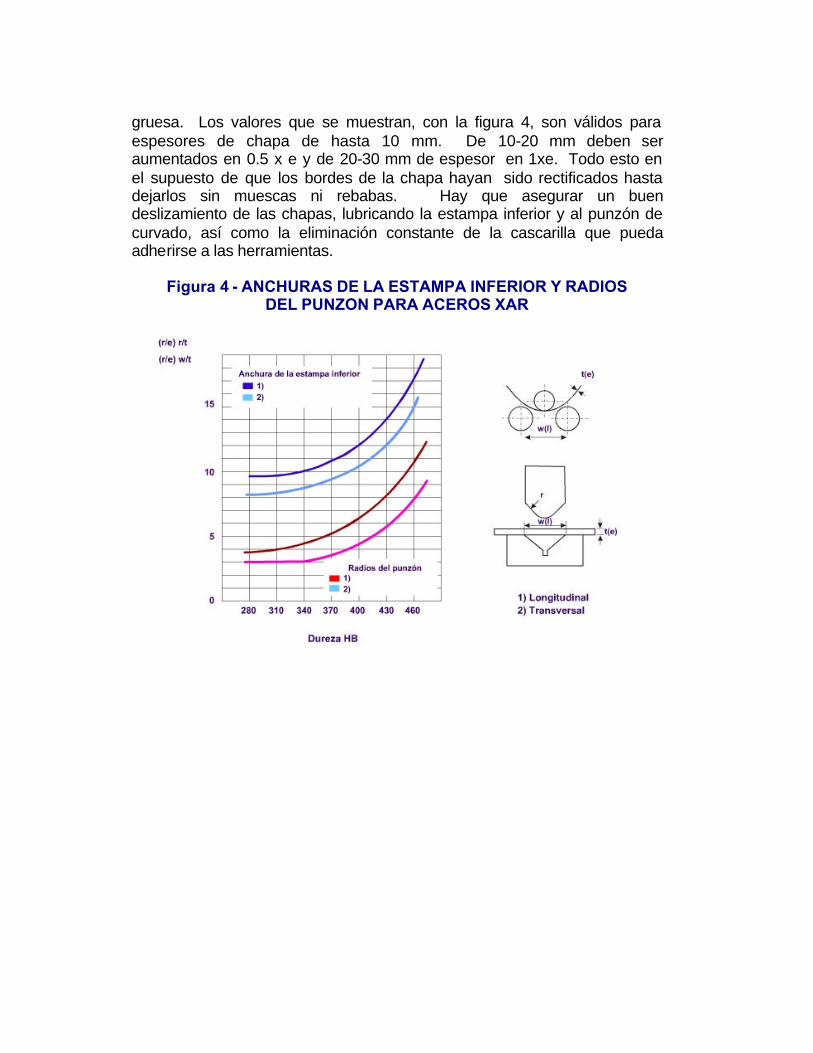
gruesa. Los valores que se muestran, con la figura 4, son válidos para espesores de chapa de hasta 10 mm. De 10-20 mm deben ser aumentados en 0.5 x e y de 20-30 mm de espesor en 1xe. Todo esto en el supuesto de que los bordes de la chapa hayan sido rectificados hasta dejarlos sin muescas ni rebabas. Hay que asegurar un buen deslizamiento de las chapas, lubricando la estampa inferior y al punzón de curvado, así como la eliminación constante de la cascarilla que pueda adherirse a las herramientas.
Figura 4 - ANCHURAS DE LA ESTAMPA INFERIOR Y RADIOS DEL PUNZON PARA ACEROS XAR
MECANIZADO POR ARRANQUE DE VIRUTA El mecanizado por arranque de viruta de las aceros Thyssen resistentes al desgaste, de estructura básica martensítico/bainítica, requiere más atención que el de los aceros de estructura ferrítico perlítica. El taladrado tiene un interés especial debido a las siguientes propiedades inhibidoras: - Disminución de la velocidad de corte hasta cero en el centro de la
broca. - Creciente dificultad de evacuación de las virutas al ir aumentando la
profundidad del taladrado. - Distribución desfavorable del calor en el punto de corte. - Problemas de estabilidad y vibración de la herramienta. Para la mecanización de aceros con durezas de hasta 400HB (Valor Medio), se recomienda el uso de brocas, de acero HSS-E de alta aleación de cobalto. Para el acero de tipo XAR500 es preciso el emplear brocas de metal duro. La perforación de agujeros de diámetro superior a 16 mm puede llevarse a cabo también con brocas provistas de plaquitas de metal duro reversibles, sujetas en taladradoras especiales. Para el taladrado deben tomarse las siguientes precauciones: - Evitar vibraciones - Fijar la pieza en un punto tan próximo al trabajo como sea posible. - Fijar la pieza y el portabrocas tan cerca como sea posible a la columna
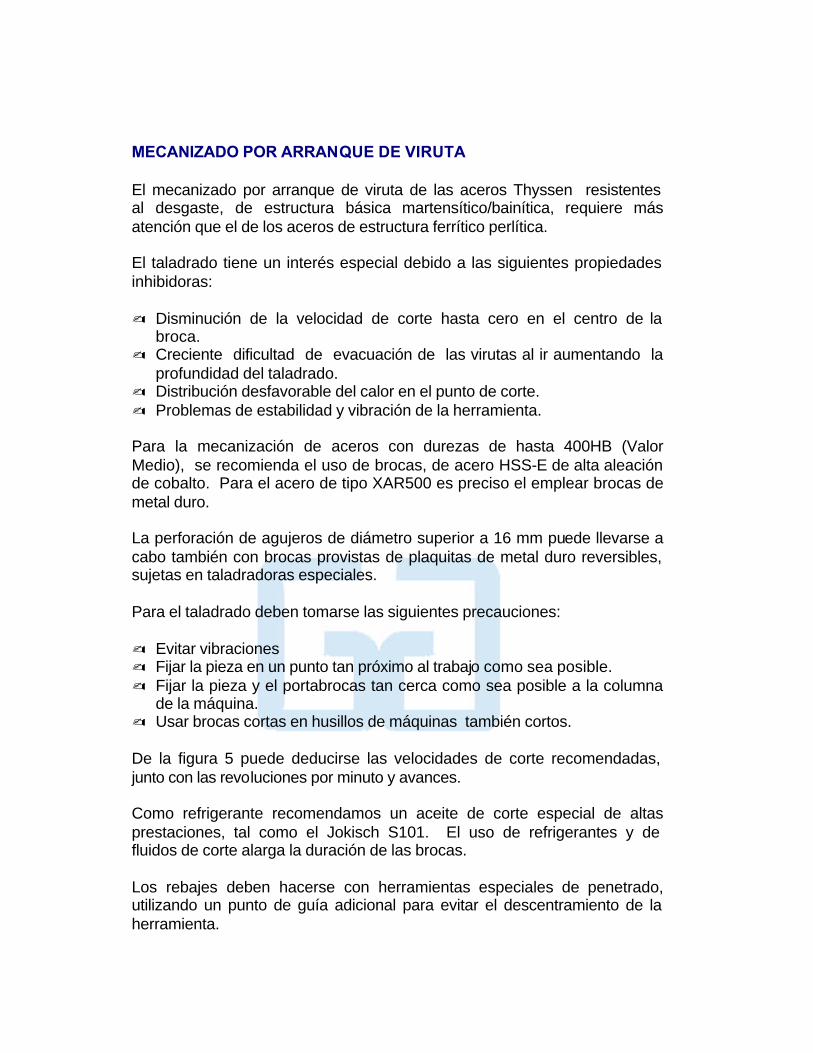
de la máquina. - Usar brocas cortas en husillos de máquinas también cortos. De la figura 5 puede deducirse las velocidades de corte recomendadas, junto con las revoluciones por minuto y avances. Como refrigerante recomendamos un aceite de corte especial de altas prestaciones, tal como el Jokisch S101. El uso de refrigerantes y de fluidos de corte alarga la duración de las brocas. Los rebajes deben hacerse con herramientas especiales de penetrado, utilizando un punto de guía adicional para evitar el descentramiento de la herramienta.
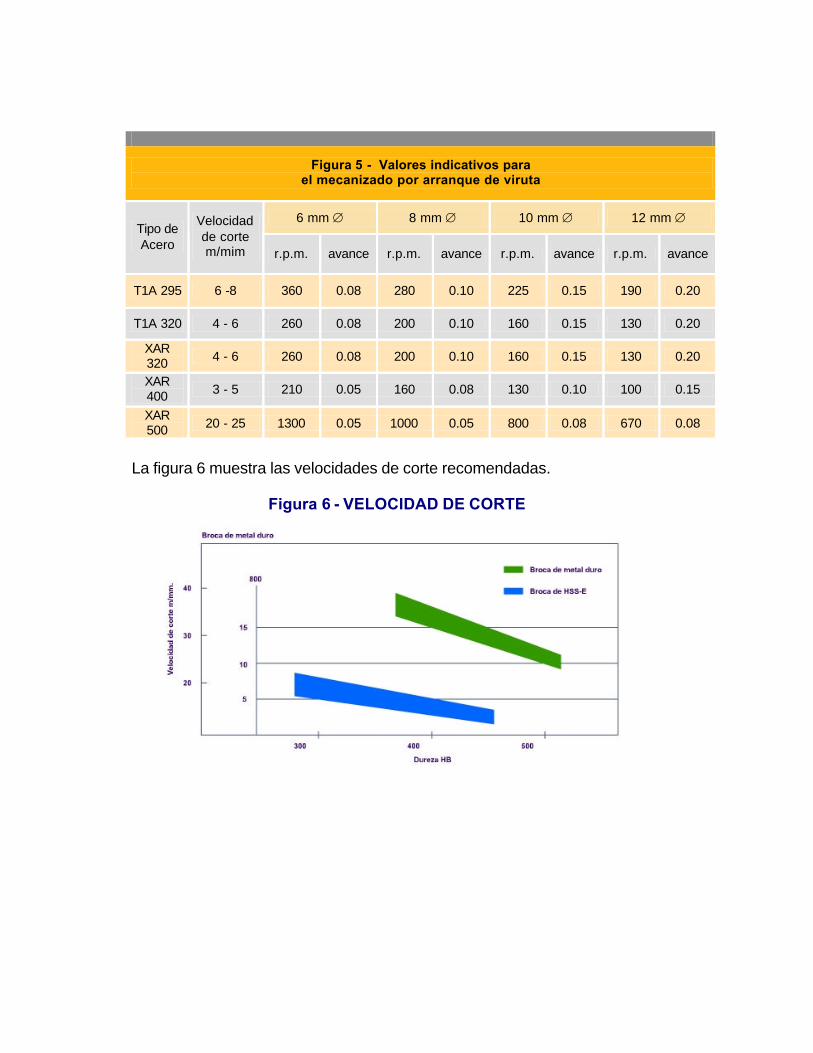
Figura 5 - Valores indicativos para el mecanizado por arranque de viruta
6 mm ∅ 8 mm ∅ 10 mm ∅ 12 mm ∅ Tipo de Acero
Velocidad de corte m/mim r.p.m. avance r.p.m. avance r.p.m. avance r.p.m. avance
T1A 295 6 -8 360 0.08 280 0.10 225 0.15 190 0.20
T1A 320 4 - 6 260 0.08 200 0.10 160 0.15 130 0.20
XAR 320 4 - 6 260 0.08 200 0.10 160 0.15 130 0.20
XAR 400 3 - 5 210 0.05 160 0.08 130 0.10 100 0.15
XAR 500 20 - 25 1300 0.05 1000 0.05 800 0.08 670 0.08
La figura 6 muestra las velocidades de corte recomendadas.
Figura 6 - VELOCIDAD DE CORTE
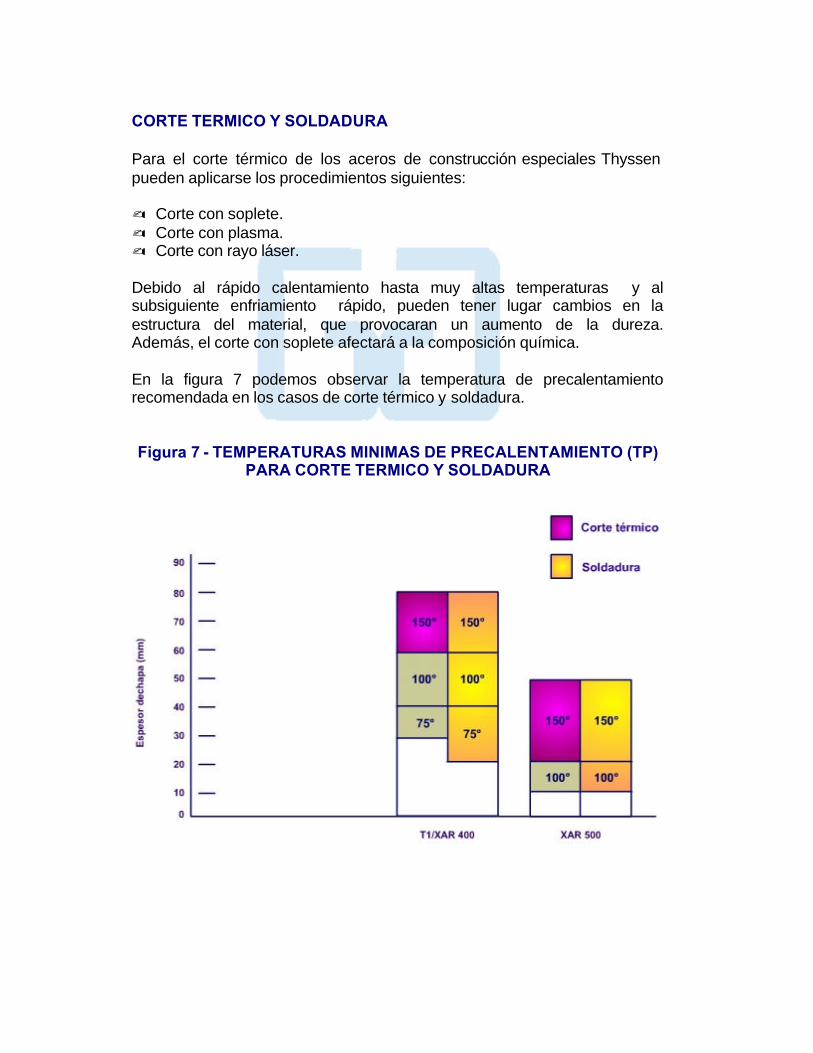
CORTE TERMICO Y SOLDADURA Para el corte térmico de los aceros de construcción especiales Thyssen pueden aplicarse los procedimientos siguientes: - Corte con soplete. - Corte con plasma. - Corte con rayo láser. Debido al rápido calentamiento hasta muy altas temperaturas y al subsiguiente enfriamiento rápido, pueden tener lugar cambios en la estructura del material, que provocaran un aumento de la dureza. Además, el corte con soplete afectará a la composición química. En la figura 7 podemos observar la temperatura de precalentamiento recomendada en los casos de corte térmico y soldadura. Figura 7 - TEMPERATURAS MINIMAS DE PRECALENTAMIENTO (TP)
PARA CORTE TERMICO Y SOLDADURA
Se recomienda un precalentamiento a 150°C en el caso de una temperatura de la pieza inferior a +5°C. Este tipo de aceros puede soldarse aplicando cualquier procedimiento de soldadura utilizando normalmente, automático o manual tales como SMAW o electrodo manual revestido, FCAW o soldadura con electrodo de alambre con fundente incorporado, SAW o soldadura mediante arco sumergido. Los pasos a seguir son : - Preparar las placas a soldar mediante corte con soplete o plasma y
biselar ya sea con bisel simple o doble a 30 ó 45 grados. - Ensamblar y ajustar adecuadamente las secciones. - Precalentar dependiendo del espesor de la chapa. La figura 7 muestra
la temperatura de precalentamiento recomendada en los casos de corte térmico y soldadura.
- Controlar el proceso las temperaturas de disipación de calor teniendo en cuenta que para chapas delgadas el proceso es más rápido que para gruesas.
- Controlar el enfriamiento considerando que la velocidad se toma a partir de los 800°C a los 500°C como T 8/5. Para estos aceros, se recomienda un tiempo de enfriamiento t8/5 de 10-25 segundos. En el caso de una soldadura al arco en atmósfera de gas protector, puede disminuirse t8/5 hasta 5 segundos. Si el tiempo de enfriamiento es demasiado corto, pueden aparecer agrietamientos de enfriamiento. Los tiempos de enfriamiento demasiado largos pueden disminuir la tenacidad. Una vez elegido el proceso de soldadura se puede utilizar electrodos como: Eutectic, Eutectrode 3026, Eutectic Teromatec OA 690 ó Gridur 50, Gridur 44 ó Gridur 18, Gridur 7, Gridur 46 y Grinox 126. PROTECCIÓN CONTRA EL DESGASTE EN ZONAS SOMETIDAS A SOLICITACIONES EXTREMAS Soldadura de recargue superficial En construcciones que requieren altas tenacidades en los aceros resistentes al desgaste, tales como el XAR400, pero también en las aplicaciones del XAR500, calidad de acero de máxima resistencia al desgaste, pueden aparecer solicitaciones locales que exijan una protección adicional.
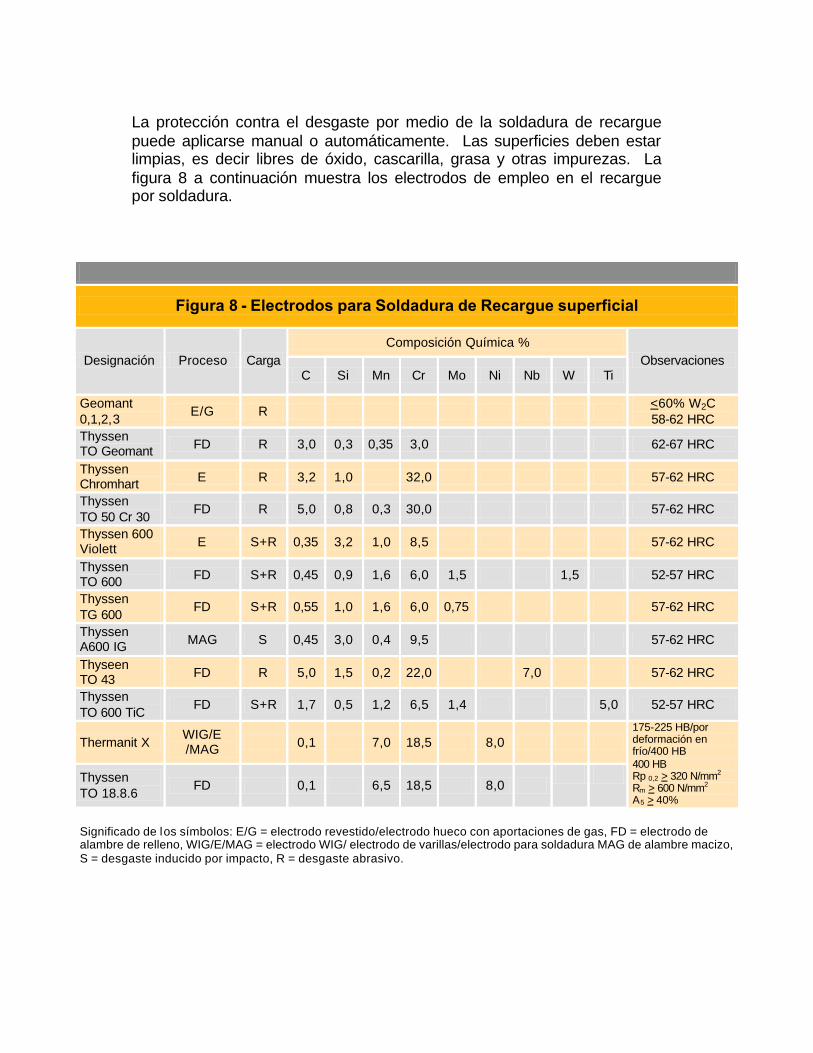
La protección contra el desgaste por medio de la soldadura de recargue puede aplicarse manual o automáticamente. Las superficies deben estar limpias, es decir libres de óxido, cascarilla, grasa y otras impurezas. La figura 8 a continuación muestra los electrodos de empleo en el recargue por soldadura.
Figura 8 - Electrodos para Soldadura de Recargue superficial
Composición Química % Designación Proceso Carga
C Si Mn Cr Mo Ni Nb W Ti Observaciones
Geomant 0,1,2,3 E/G R <60% W2C
58-62 HRC Thyssen TO Geomant FD R 3,0 0,3 0,35 3,0 62-67 HRC
Thyssen Chromhart E R 3,2 1,0 32,0 57-62 HRC
Thyssen TO 50 Cr 30 FD R 5,0 0,8 0,3 30,0 57-62 HRC
Thyssen 600 Violett E S+R 0,35 3,2 1,0 8,5 57-62 HRC
Thyssen TO 600 FD S+R 0,45 0,9 1,6 6,0 1,5 1,5 52-57 HRC
Thyssen TG 600 FD S+R 0,55 1,0 1,6 6,0 0,75 57-62 HRC
Thyssen A600 IG MAG S 0,45 3,0 0,4 9,5 57-62 HRC
Thyseen TO 43 FD R 5,0 1,5 0,2 22,0 7,0 57-62 HRC
Thyssen TO 600 TiC FD S+R 1,7 0,5 1,2 6,5 1,4 5,0 52-57 HRC
Thermanit X WIG/E /MAG 0,1 7,0 18,5 8,0
Thyssen TO 18.8.6 FD 0,1 6,5 18,5 8,0
175-225 HB/por deformación en frío/400 HB 400 HB Rp 0,2 > 320 N/mm2 Rm > 600 N/mm2 A5 > 40%
Significado de los símbolos: E/G = electrodo revestido/electrodo hueco con aportaciones de gas, FD = electrodo de alambre de relleno, WIG/E/MAG = electrodo WIG/ electrodo de varillas/electrodo para soldadura MAG de alambre macizo, S = desgaste inducido por impacto, R = desgaste abrasivo.

Para no alterar las características del recargue por soldadura y la resistencia al desgaste del material de aportación, deberá reducirse al mínimo la mezcla del material de recargue con el material de base. En la soldadura son gas, esto significa en la temperatura de la superficie del material de base debe ser alrededor de 650°C. La soldadura al arco eléctrico debe llevarse a cabo con la intensidad más baja posible, permitiendo así una soldadura estable con una penetración mínima. NITRURACIÓN Además de la posibilidad del recargue con carburos especiales, existe la de nitrurar las piezas en el seno de una corriente de gas amoniaco. Mediante este procedimiento, pueden conseguirse durezas superficiales de hasta 1000HV con profundidades de Nitruración de aproximadamente 0.4mm (DIN 50190). (Figura 9). Este no es el resultado de una aumento de dureza por formación de martensita (aumento de contenido de carbono), sino es debido a una difusión de nitrógeno en forma atómica a temperaturas de 500-530°C en la superficie del material de base. Así se forman nitruros muy duros, que proporcionan durezas altas homogéneamente distribuidas. Favorecen la formación de los nitruros el Aluminio, el Cromo y el Titanio. Los aceros de construcción especiales Thyssen están aleados con estos elementos. PRESENTACION Los aceros antidesgaste están disponibles en chapas (láminas) las cuales también pueden ser suministradas en cortes de acuerdo a sus necesidades.
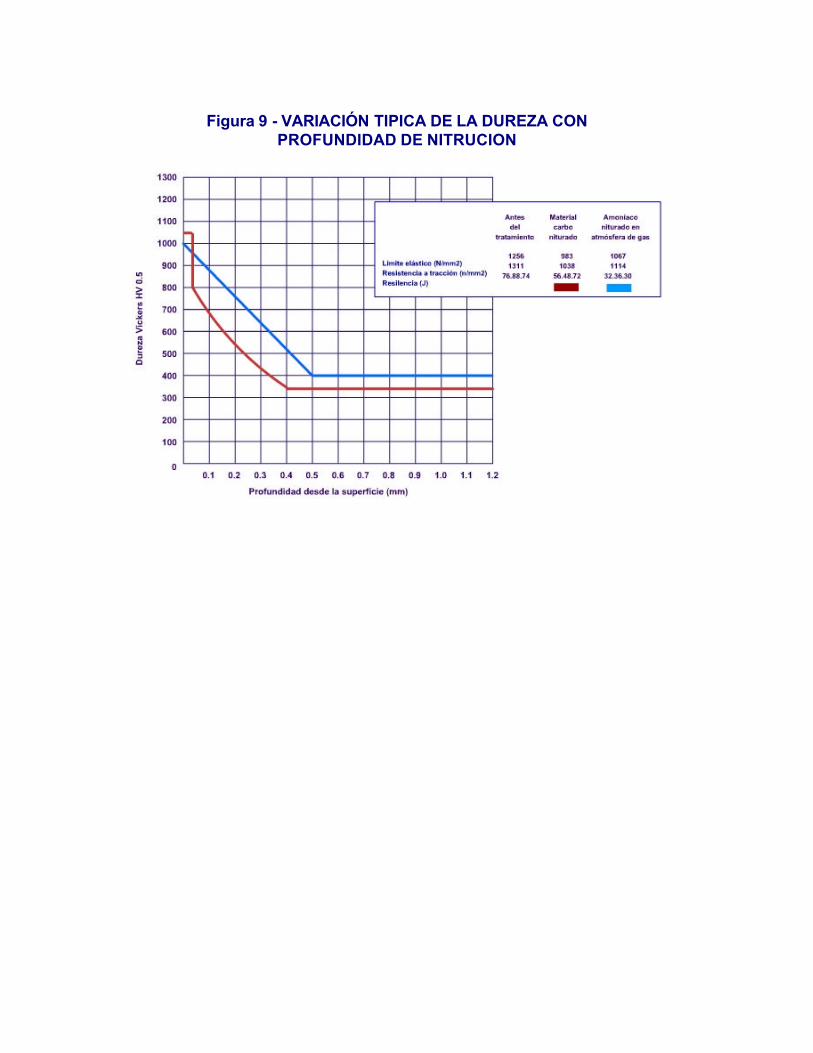
Figura 9 - VARIACIÓN TIPICA DE LA DUREZA CON PROFUNDIDAD DE NITRUCION
PLATINAS
NORMAS TÉCNICAS
Composición Química y Propiedades Mecánicas : ASTM A-36 Tolerancias Dimensiónales : ISO 1035/4 - 1982 (E).
Descripción
Producto de acero laminado en caliente de sección rectangular.
Aplicaciones
En la fabricación de estructuras metálicas, puertas, ventanas, rejas, piezas forjadas, etc.
Presentación
Se produce en barras de 6 metros de longitud. Requerimientos químicos (%)
C = 0.26 máx. Mn = 0.60 / 0.90 (Para espesores mayores de 3/4"). P = 0.040 máx. S = 0.050 máx. Si = 0.40 máx.
Propiedades mecánicas
• Límite de Fluencia mínimo = 2550 kg/cm².
• Resistencia a la Tracción = 4080 - 5610 kg/cm².
• Alargamiento en 200 mm : espesores : 1/8" = 12.5 % mínimo. 3/16" = 15.0 % mínimo. 1/4" = 17.5 % mínimo. 3/8", 1/2", 5/8", 3/4" y 1" = 20.0 % mínimo.
• Doblado a 180º = Bueno.
• Soldabilidad = Buena soldabilidad.
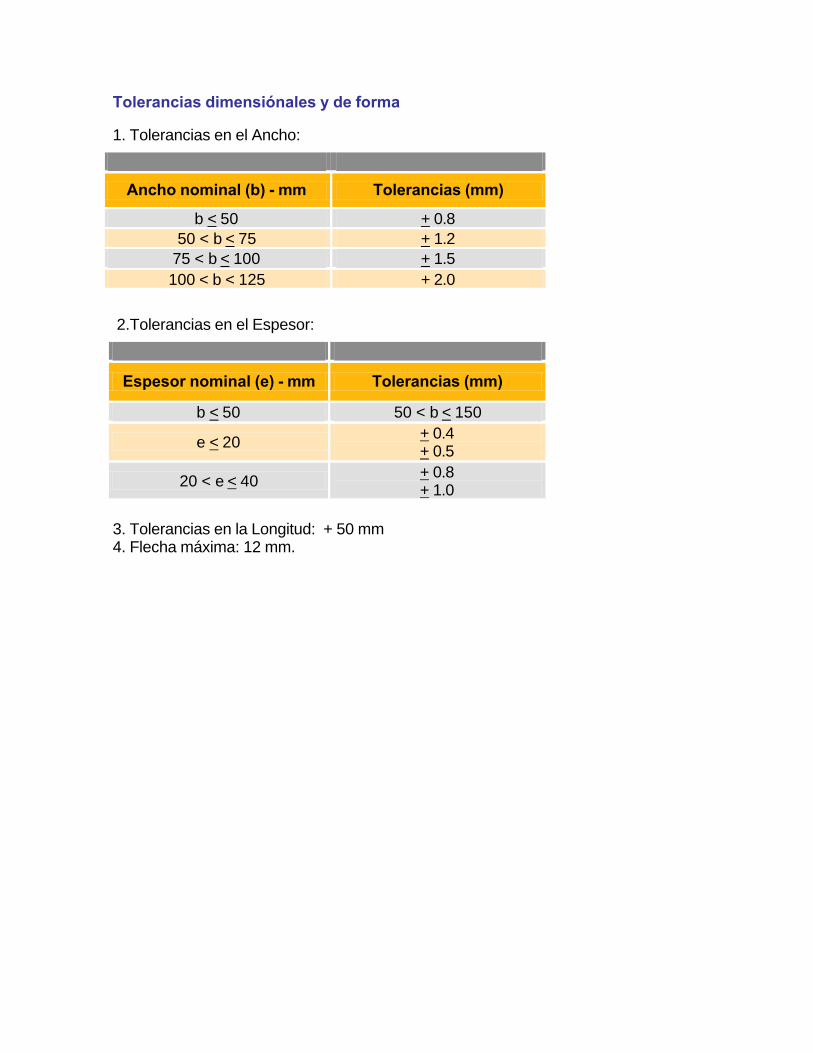
Tolerancias dimensiónales y de forma
1. Tolerancias en el Ancho:
Ancho nominal (b) - mm Tolerancias (mm)
b < 50 + 0.8 50 < b < 75 + 1.2
75 < b < 100 + 1.5 100 < b < 125 + 2.0
2.Tolerancias en el Espesor:
Espesor nominal (e) - mm Tolerancias (mm)
b < 50 50 < b < 150
e < 20 + 0.4 + 0.5
20 < e < 40 + 0.8 + 1.0
3. Tolerancias en la Longitud: + 50 mm 4. Flecha máxima: 12 mm.
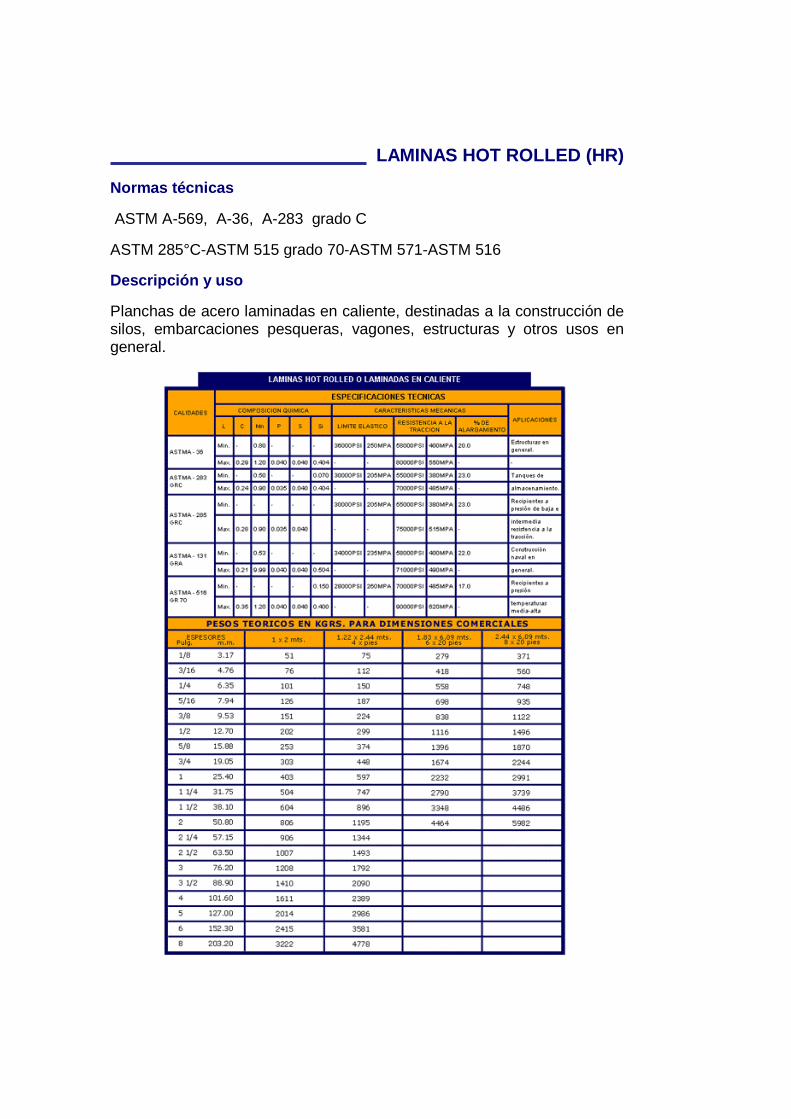
LAMINAS HOT ROLLED (HR) Normas técnicas
ASTM A-569, A-36, A-283 grado C
ASTM 285°C-ASTM 515 grado 70-ASTM 571-ASTM 516
Descripción y uso
Planchas de acero laminadas en caliente, destinadas a la construcción de silos, embarcaciones pesqueras, vagones, estructuras y otros usos en general.
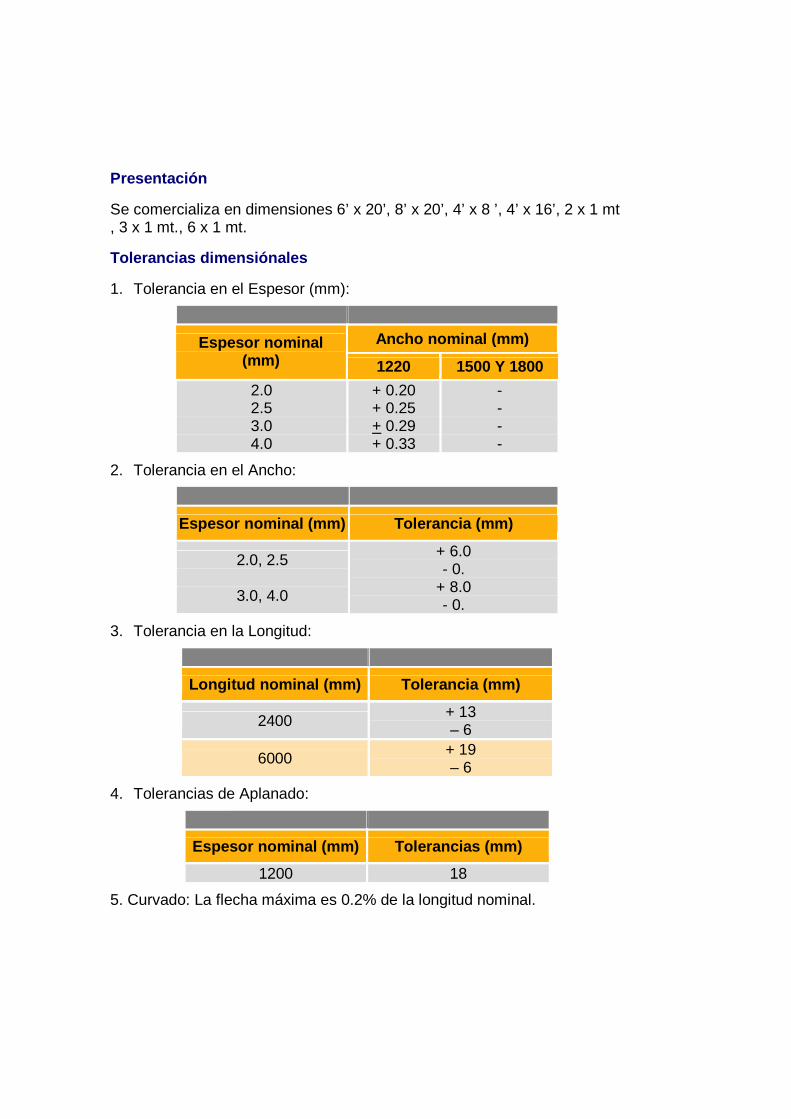
Presentación
Se comercializa en dimensiones 6’ x 20’, 8’ x 20’, 4’ x 8 ’, 4’ x 16’, 2 x 1 mt , 3 x 1 mt., 6 x 1 mt.
Tolerancias dimensiónales
1. Tolerancia en el Espesor (mm):
Ancho nominal (mm) Espesor nominal (mm) 1220 1500 Y 1800 2.0 2.5 3.0 4.0
+ 0.20 + 0.25 + 0.29 + 0.33
- - - -
2. Tolerancia en el Ancho:
Espesor nominal (mm) Tolerancia (mm)
2.0, 2.5
3.0, 4.0
+ 6.0 - 0.
+ 8.0 - 0.
3. Tolerancia en la Longitud:
Longitud nominal (mm) Tolerancia (mm)
2400 + 13 – 6
6000 + 19 – 6
4. Tolerancias de Aplanado:
Espesor nominal (mm) Tolerancias (mm) 1200 18
5. Curvado: La flecha máxima es 0.2% de la longitud nominal.
ANGULOS
Producto de acero laminado en caliente cuya sección transversal está formada por dos alas de igual longitud, en ángulo recto.
Normas técnicas
• Sistema Inglés : ASTM A36 /ASTM 572/A36M - 96.
• Sistema Métrico : - Propiedades Mecánicas : ASTM A36/A36M - 96. - Tolerancias Dimensiónales : ISO 657/V - 1976 (E).
Aplicaciones
En la fabricación de estructuras de acero para plantas industriales, almacenes, techados de grandes luces, industria naval, carrocerías, torres de transmisión. También se utiliza para la fabricación de puertas, ventanas, rejas, etc.
Presentación
Se comercializa en longitudes de 6 metros.
Requerimientos Químicos (%)
C = 0.26 máx. Si = 0.40 máx. P = 0.040 máx. S = 0.050 máx.
Propiedades Mecánicas:
• Límite de Fluencia mínimo = 2550 kg/cm².
• Resistencia a la Tracción = 4080 - 5610 kg/cm² (*)
• Alargamiento en 200 mm espesores: 2,5mm , 3,0mm y 1/8" = 12,5 % mínimo. 4,5 mm ……………… = 14,5 % mínimo. 3/16" ………………… = 15,0 % mínimo. 6,0 mm ……………… = 17,0 % mínimo. 1/4" …………………. = 17,5 % mínimo.
• Soldabilidad = Buena soldabilidad.
(*) Para el espesor de 2,5 mm la resistencia a la tracción mínima es de 3500 kg/cm².
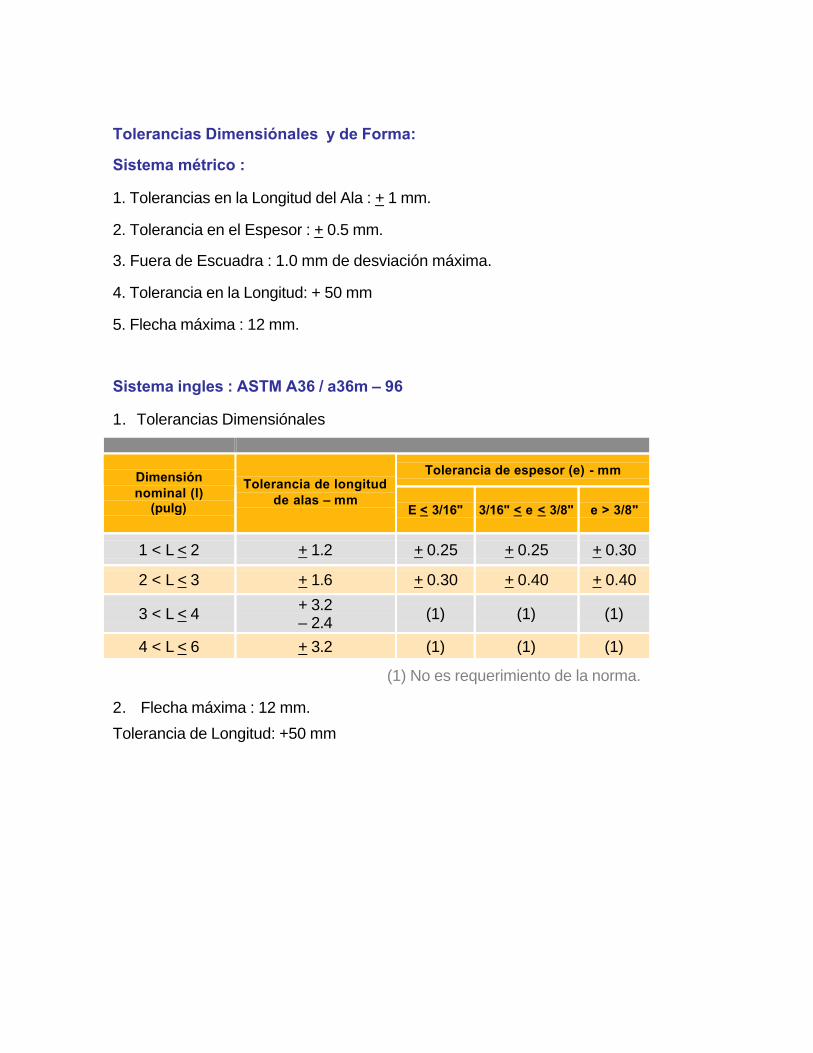
Tolerancias Dimensiónales y de Forma:
Sistema métrico :
1. Tolerancias en la Longitud del Ala : + 1 mm.
2. Tolerancia en el Espesor : + 0.5 mm.
3. Fuera de Escuadra : 1.0 mm de desviación máxima.
4. Tolerancia en la Longitud: + 50 mm
5. Flecha máxima : 12 mm.
Sistema ingles : ASTM A36 / a36m – 96
1. Tolerancias Dimensiónales
Tolerancia de espesor (e) - mm Dimensión nominal (l)
(pulg)
Tolerancia de longitud de alas – mm
E < 3/16" 3/16" < e < 3/8" e > 3/8"
1 < L < 2 + 1.2 + 0.25 + 0.25 + 0.30
2 < L < 3 + 1.6 + 0.30 + 0.40 + 0.40
3 < L < 4 + 3.2 – 2.4 (1) (1) (1)
4 < L < 6 + 3.2 (1) (1) (1)
(1) No es requerimiento de la norma.
2. Flecha máxima : 12 mm.
Tolerancia de Longitud: +50 mm
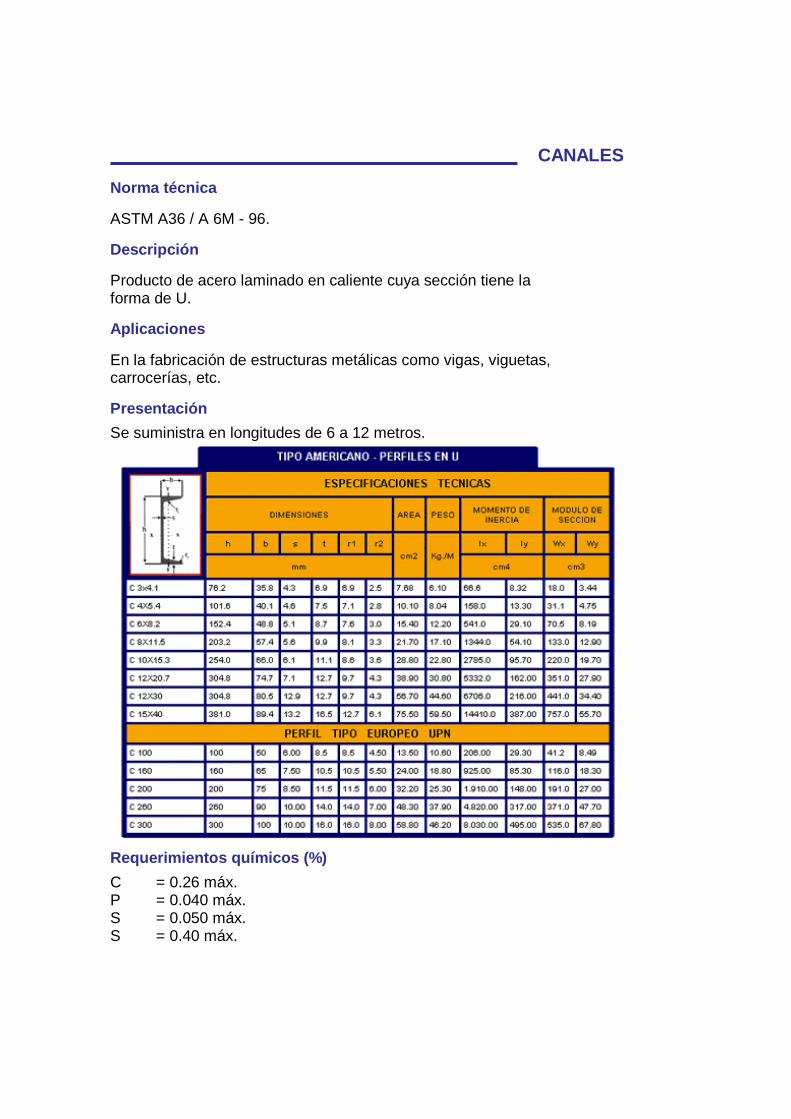
CANALES
Norma técnica
ASTM A36 / A 6M - 96.
Descripción
Producto de acero laminado en caliente cuya sección tiene la forma de U.
Aplicaciones
En la fabricación de estructuras metálicas como vigas, viguetas, carrocerías, etc.
Presentación Se suministra en longitudes de 6 a 12 metros.
Requerimientos químicos (%) C = 0.26 máx. P = 0.040 máx. S = 0.050 máx. S = 0.40 máx.
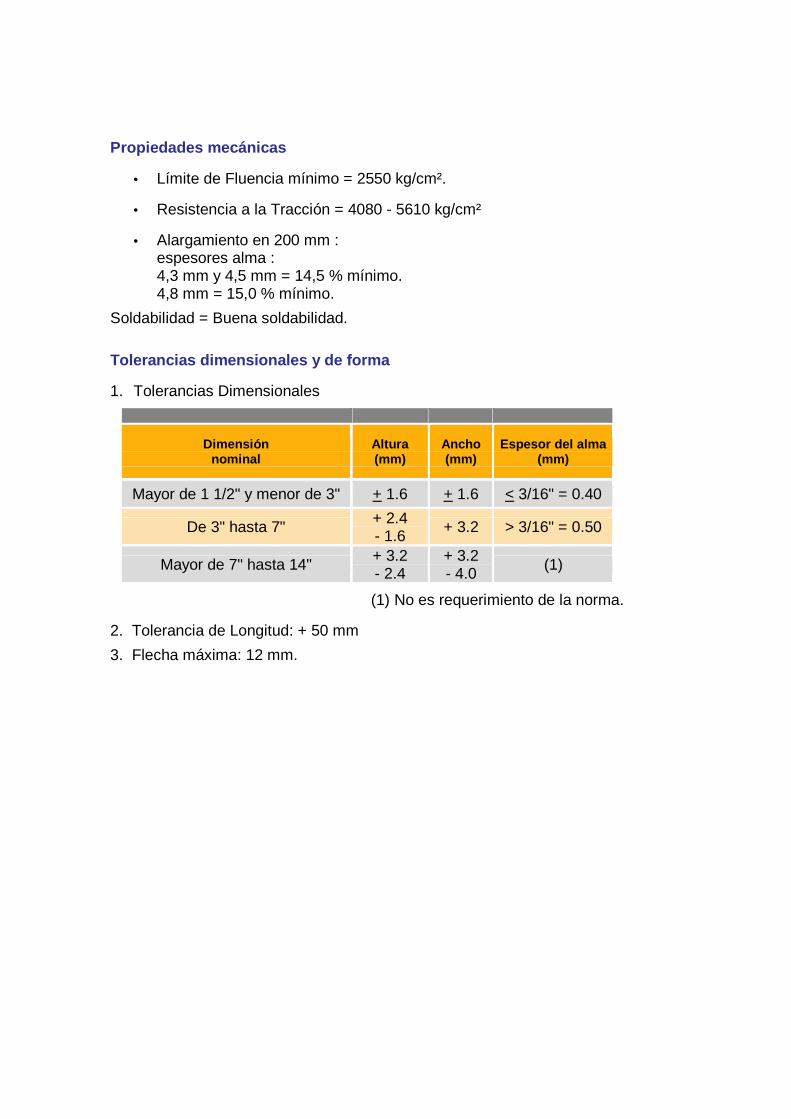
Propiedades mecánicas
• Límite de Fluencia mínimo = 2550 kg/cm².
• Resistencia a la Tracción = 4080 - 5610 kg/cm²
• Alargamiento en 200 mm : espesores alma : 4,3 mm y 4,5 mm = 14,5 % mínimo. 4,8 mm = 15,0 % mínimo.
Soldabilidad = Buena soldabilidad. Tolerancias dimensionales y de forma
1. Tolerancias Dimensionales
Dimensión nominal
Altura (mm)
Ancho(mm)
Espesor del alma (mm)
Mayor de 1 1/2" y menor de 3" + 1.6 + 1.6 < 3/16" = 0.40
De 3" hasta 7" + 2.4 - 1.6 + 3.2 > 3/16" = 0.50
Mayor de 7" hasta 14" + 3.2 - 2.4
+ 3.2 - 4.0 (1)
(1) No es requerimiento de la norma.
2. Tolerancia de Longitud: + 50 mm 3. Flecha máxima: 12 mm.
LAMINAS COLD ROLLED (CR) Norma técnica:
ASTM A-366.
Descripción
Planchas y bobinas de acero laminadas en frío calidad comercial.
Aplicaciones
En partes expuestas donde se requiere un buen acabado superficial; como por ejemplo: muebles, tubos, paneles, carrocerías, artefactos electrodomésticos, etc.
Presentación
Se suministra en bobinas de 1mt. De ancho o 1.2 mt., láminas 2 x1 mt, 4’ x 8’, 1.22 x 2.44 mts
Acabado:
Las planchas y bobinas laminadas en frío son aceitadas.
Empaquetado: Las planchas se presentan en paquetes de 2000 a 5000 kg. Las bobinas se presentan en paquetes de 1000 a 6000 kg.
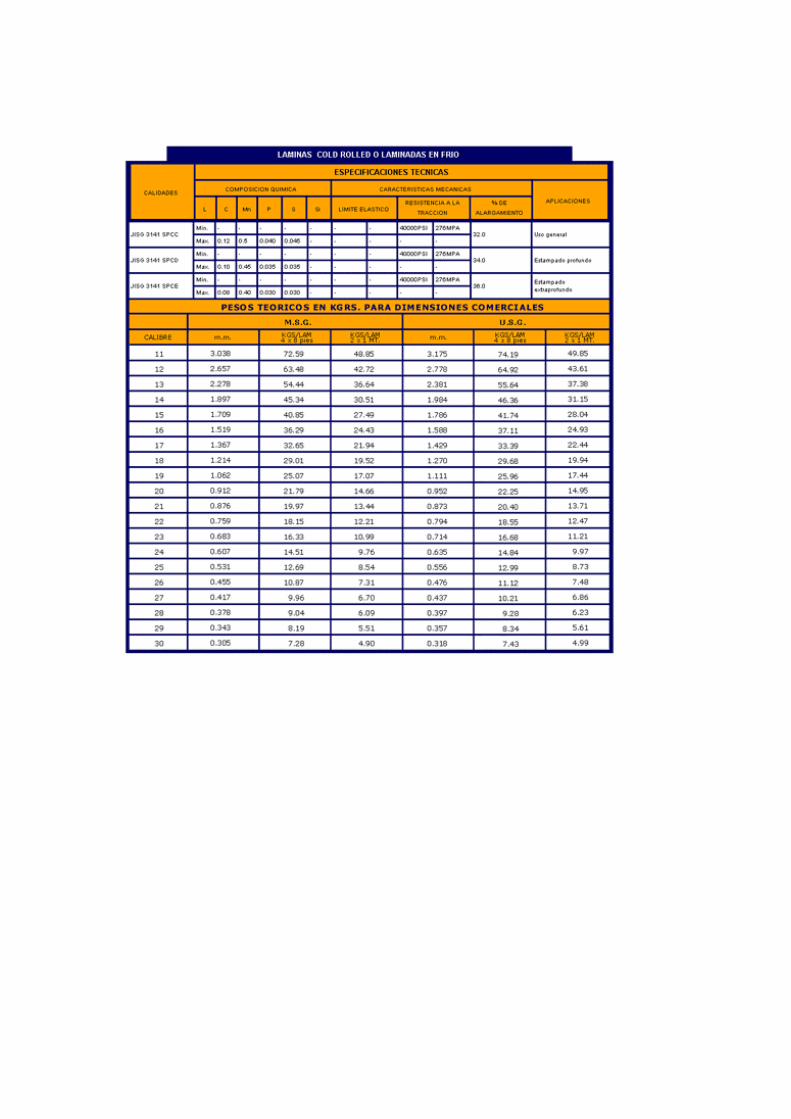
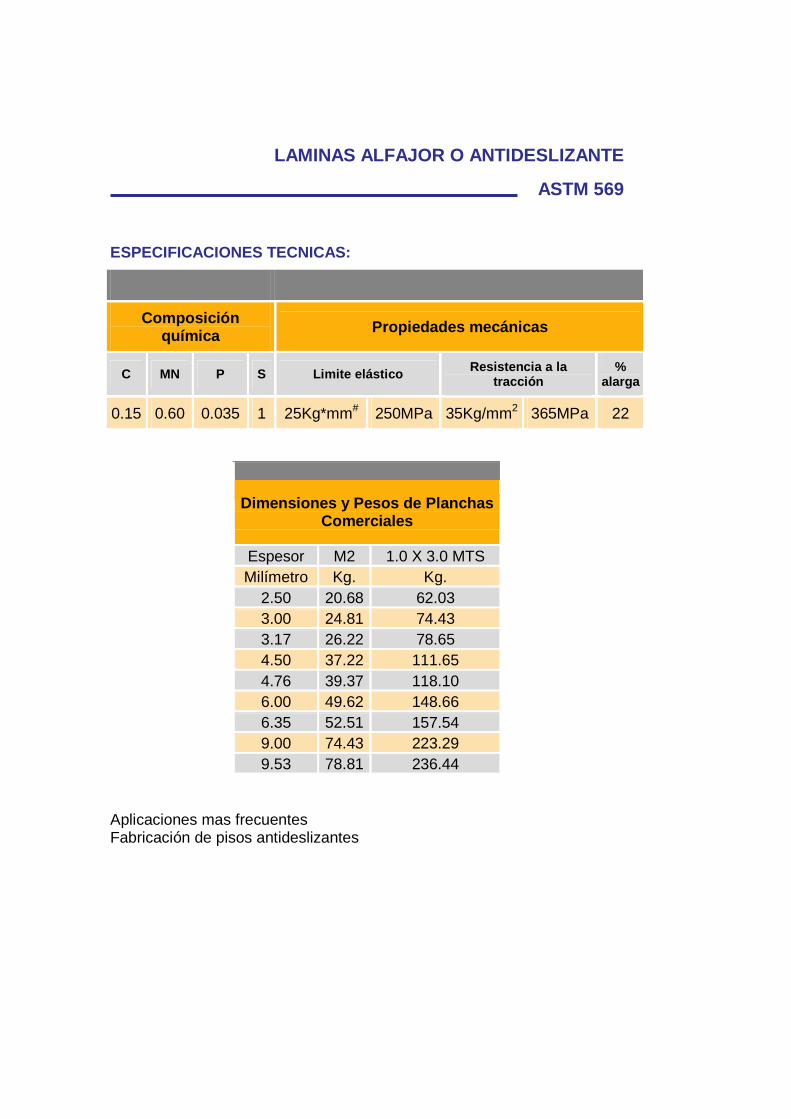
LAMINAS ALFAJOR O ANTIDESLIZANTE
ASTM 569
ESPECIFICACIONES TECNICAS:
Composición química Propiedades mecánicas
C MN P S Limite elástico Resistencia a la tracción
% alarga
0.15 0.60 0.035 1 25Kg*mm# 250MPa 35Kg/mm2 365MPa 22
Dimensiones y Pesos de Planchas Comerciales
Espesor M2 1.0 X 3.0 MTS Milímetro Kg. Kg.
2.50 20.68 62.03 3.00 24.81 74.43 3.17 26.22 78.65 4.50 37.22 111.65 4.76 39.37 118.10 6.00 49.62 148.66 6.35 52.51 157.54 9.00 74.43 223.29 9.53 78.81 236.44
Aplicaciones mas frecuentes Fabricación de pisos antideslizantes
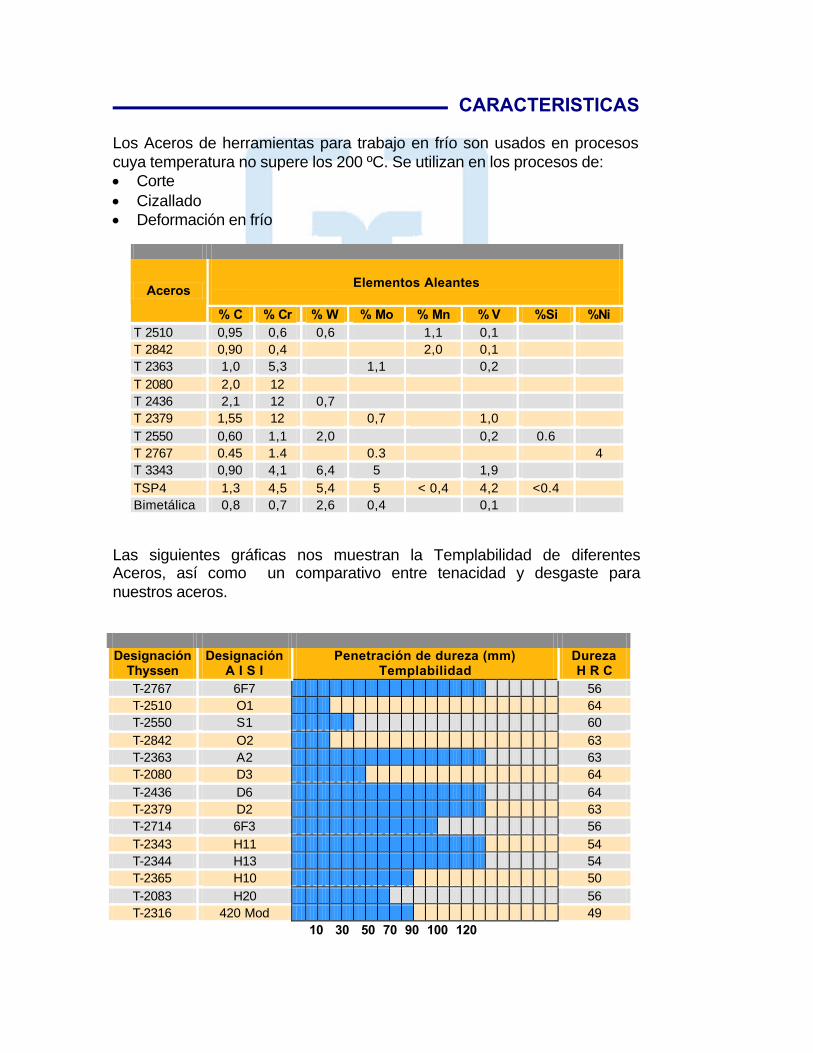
CARACTERISTICAS Los Aceros de herramientas para trabajo en frío son usados en procesos cuya temperatura no supere los 200 ºC. Se utilizan en los procesos de: • Corte • Cizallado • Deformación en frío
Elementos Aleantes Aceros
% C % Cr % W % Mo % Mn % V %Si %Ni T 2510 0,95 0,6 0,6 1,1 0,1 T 2842 0,90 0,4 2,0 0,1 T 2363 1,0 5,3 1,1 0,2 T 2080 2,0 12 T 2436 2,1 12 0,7 T 2379 1,55 12 0,7 1,0 T 2550 0,60 1,1 2,0 0,2 0.6 T 2767 0.45 1.4 0.3 4 T 3343 0,90 4,1 6,4 5 1,9 TSP4 1,3 4,5 5,4 5 < 0,4 4,2 <0.4 Bimetálica 0,8 0,7 2,6 0,4 0,1
Las siguientes gráficas nos muestran la Templabilidad de diferentes Aceros, así como un comparativo entre tenacidad y desgaste para nuestros aceros.
Designación
Thyssen Designación
A I S I Penetración de dureza (mm)
Templabilidad Dureza H R C
T-2767 6F7 56 T-2510 O1 64 T-2550 S1 60 T-2842 O2 63 T-2363 A2 63 T-2080 D3 64 T-2436 D6 64 T-2379 D2 63 T-2714 6F3 56 T-2343 H11 54 T-2344 H13 54 T-2365 H10 50 T-2083 H20 56 T-2316 420 Mod 49
10 30 50 70 90 100 120
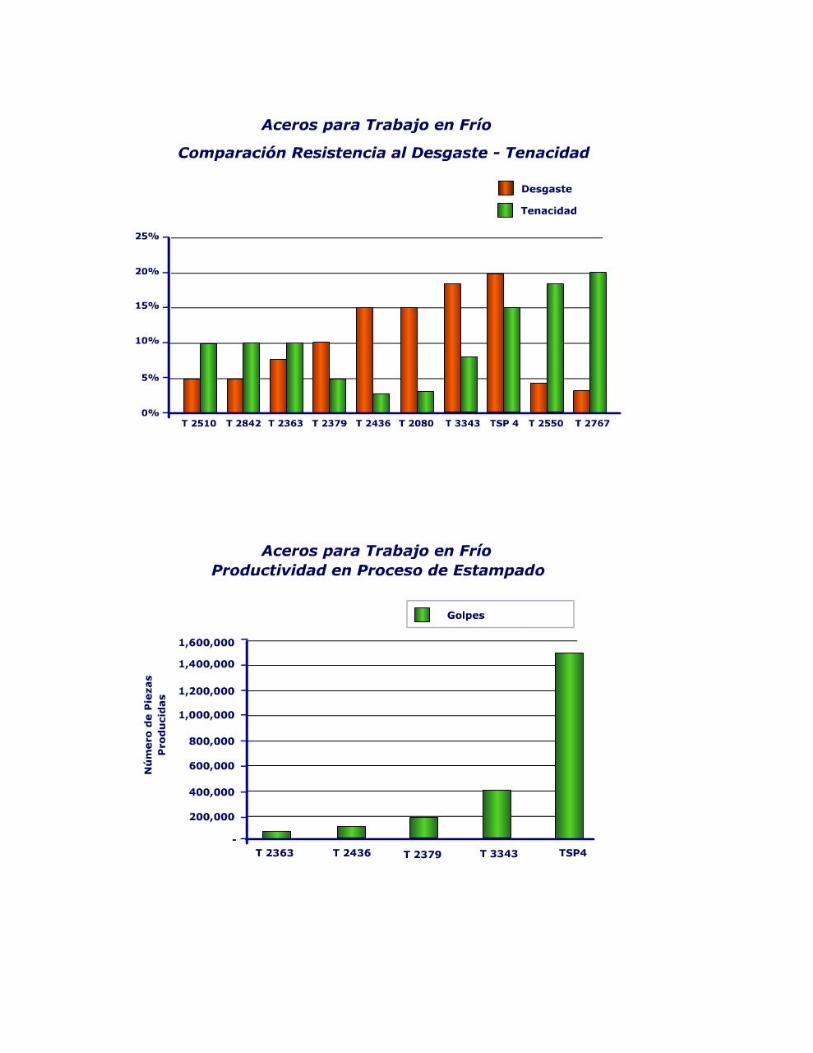
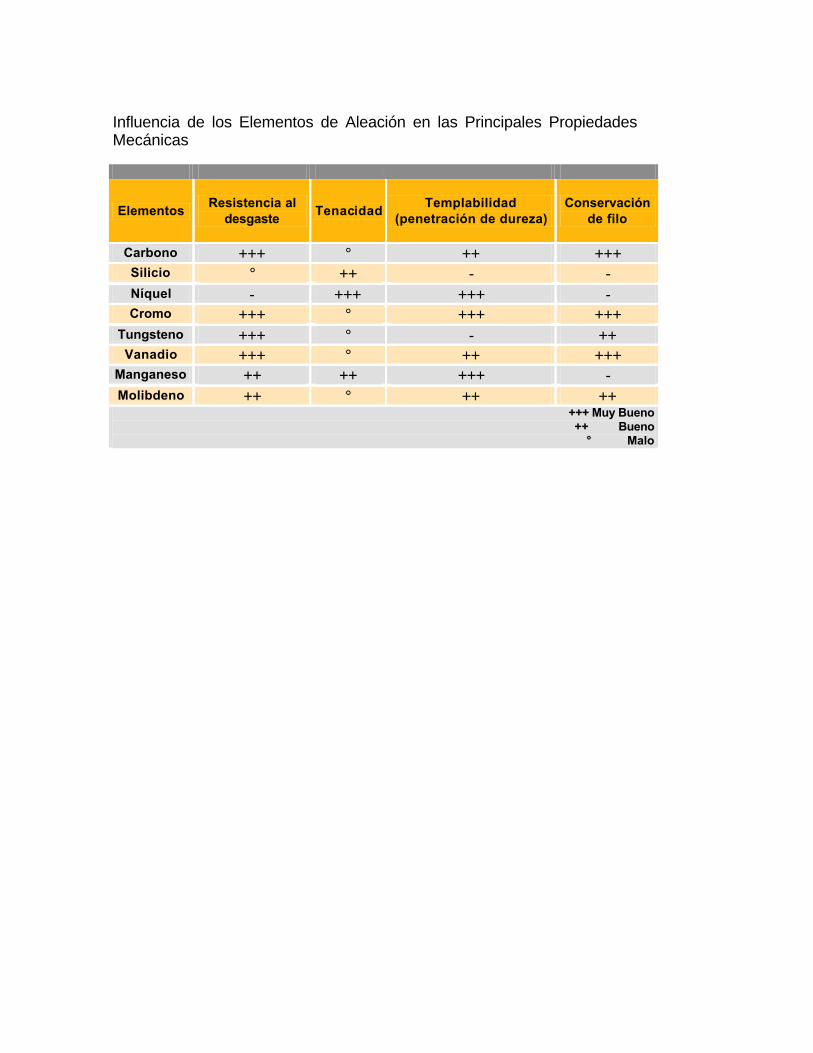
Influencia de los Elementos de Aleación en las Principales Propiedades Mecánicas
Elementos Resistencia al
desgaste Tenacidad
Templabilidad (penetración de dureza)
Conservación de filo
Carbono +++ ° ++ +++ Silicio ° ++ - - Níquel - +++ +++ - Cromo +++ ° +++ +++
Tungsteno +++ ° - ++ Vanadio +++ ° ++ +++
Manganeso ++ ++ +++ - Molibdeno ++ ° ++ ++
+++ Muy Bueno ++ Bueno
° Malo
PROCESOS DE DEFORMACIÓN EN FRÍO Para los procesos de deformación en frío (embutición), la principal exigencia del material es desgaste por fricción y por adhesión. El desgaste por fricción lo podemos garantizar con el material que tenga una excelente opción de formación de carburos (T-2436, T-2379): sin embargo, el desgaste por adhesión es muy importante en este proceso, ya que se puede producir el fenómeno de soldadura en frío en los materiales, el cual se puede corregir con un tratamiento termoquímico de TENIFER, usando en ese caso el acero T-2379. No se recomienda efectuarle tenifer al T-2436. Es muy importante tener en cuenta, cuando el proceso de mecanizado de la herramienta es por Electroerosión, asegurarnos que la capa blanca proveniente del proceso sea eliminada o minimizada para optimizar la vida útil de la herramienta. Para lograr este objetivo, se recomienda utilizar los siguientes amperajes: 30 amperios para desbaste, 15 amperios para intermedio y 4 amperios para acabado. Posteriormente se debe hacer un revenido a una temperatura de 50ºC por debajo de la última temperatura de revenido. Para comprobar si hay capa blanca, se aplica a la superficie mecanizada una solución acuosa de ácido nítrico al 5% , si aparece una coloración blanca existe capa, de lo contrario aparece un color gris. Dependiendo de la temperatura de Austenización y revenido utilizadas, el mismo Acero puede presentar diferentes comportamientos en cuanto a las propiedades mecánicas mencionadas se refiere, por ello es importante, seleccionar una sala de tratamientos térmicos de confianza para el tratamiento de las piezas.
PROCESOS DE CORTE En Los procesos de corte (troquelado y cizallado), es importante tener en cuenta que las herramientas estarán sometidas básicamente a esfuerzos de tenacidad, desgaste y conservación de filo. Los Aceros para Trabajo en frío están destinados a procesos de corte bien sea en el uso de cuchillas, troqueles, punzones, etc. Uno de los aspectos más importantes dentro del diseño de las piezas cortantes, es la separación del corte, la cual puede evitar o producir un recalentamiento de la pieza en el momento de ser trabajada (soldadura en frío, grifado, recalcado, etc.). La separación entre el punzón y la placa matriz depende de las características y espesor de la lámina a troquelar, cuanto más estrecha sea esta distancia el corte será mucho más limpio, pero traerá problemas de continuo rozamiento entre la matriz y el punzón, por ende puede producir problemas de desportillamiento, pérdida de filo e incluso roturas del material. Una separación de corte muy amplia origina rebabas en la pieza cortada y también roturas prematuras de la matriz. En la siguiente gráfica se puede observar que para materiales blandos se recomienda tomar el límite inferior de la curva de dispersión, mientras que para materiales duros o de alta resistencia mecánica se recomienda el límite superior de la curva.
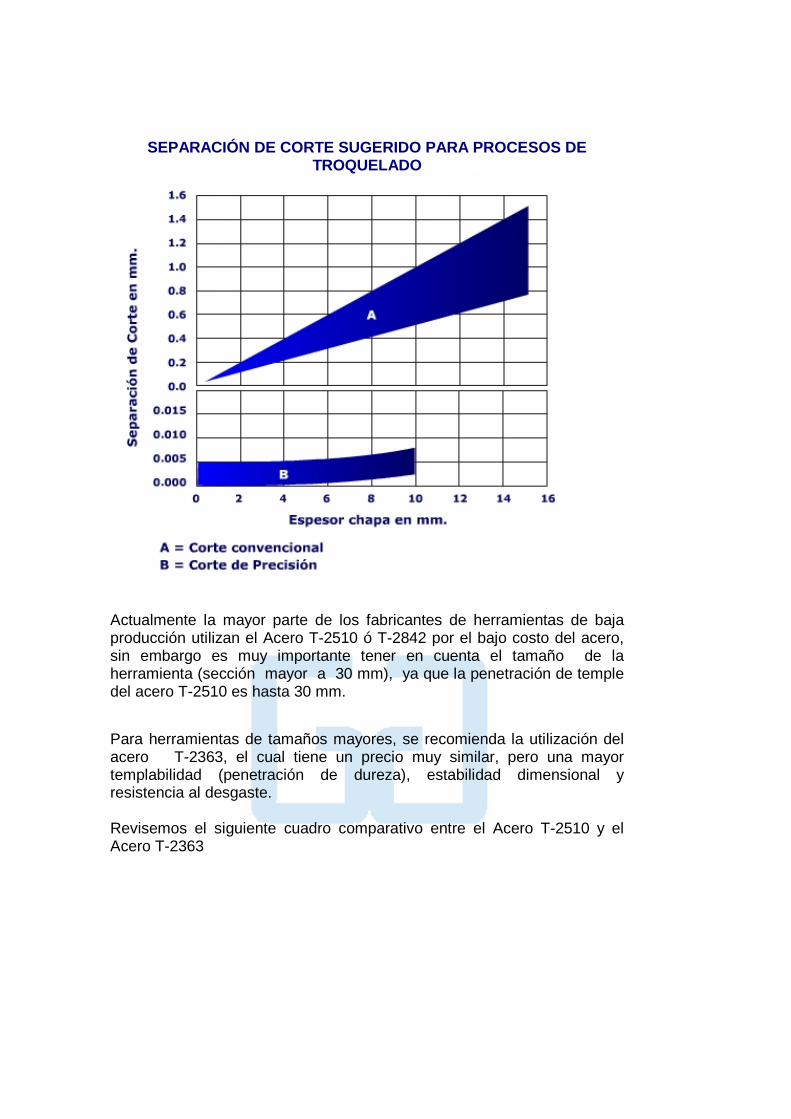
SEPARACIÓN DE CORTE SUGERIDO PARA PROCESOS DE TROQUELADO
Actualmente la mayor parte de los fabricantes de herramientas de baja producción utilizan el Acero T-2510 ó T-2842 por el bajo costo del acero, sin embargo es muy importante tener en cuenta el tamaño de la herramienta (sección mayor a 30 mm), ya que la penetración de temple del acero T-2510 es hasta 30 mm. Para herramientas de tamaños mayores, se recomienda la utilización del acero T-2363, el cual tiene un precio muy similar, pero una mayor templabilidad (penetración de dureza), estabilidad dimensional y resistencia al desgaste. Revisemos el siguiente cuadro comparativo entre el Acero T-2510 y el Acero T-2363
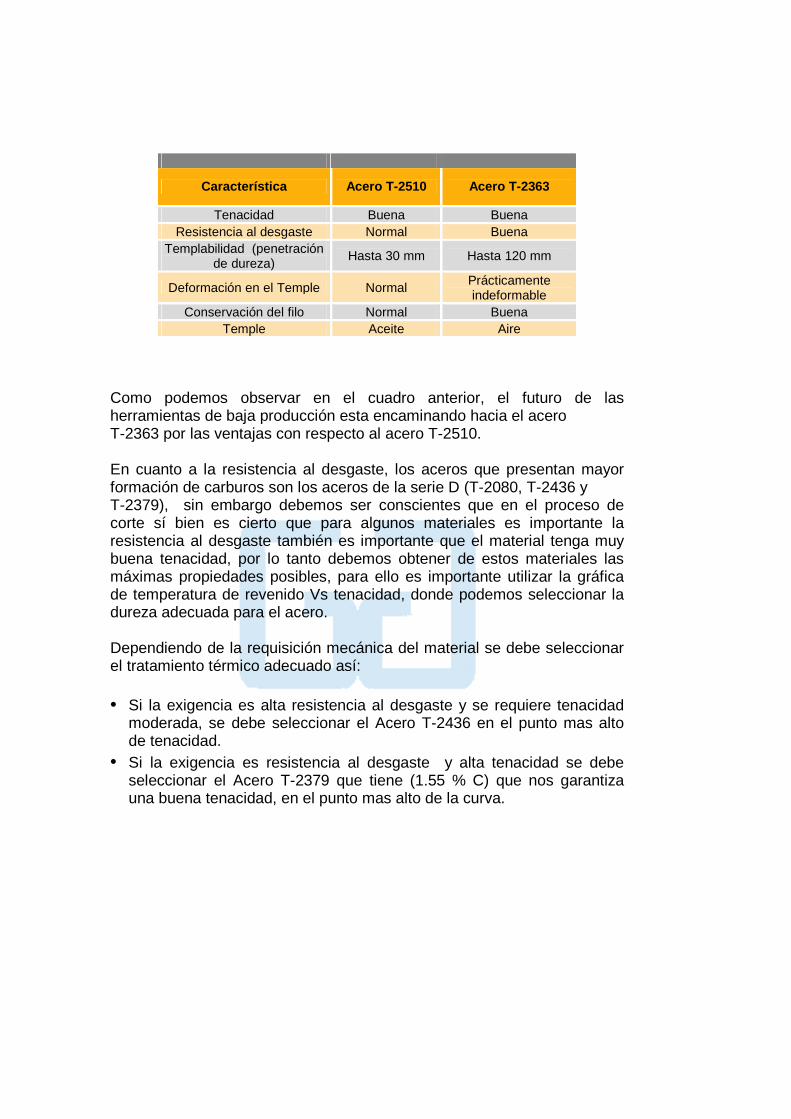
Característica Acero T-2510 Acero T-2363
Tenacidad Buena Buena Resistencia al desgaste Normal Buena
Templabilidad (penetración de dureza) Hasta 30 mm Hasta 120 mm
Deformación en el Temple Normal Prácticamente indeformable
Conservación del filo Normal Buena Temple Aceite Aire
Como podemos observar en el cuadro anterior, el futuro de las herramientas de baja producción esta encaminando hacia el acero T-2363 por las ventajas con respecto al acero T-2510. En cuanto a la resistencia al desgaste, los aceros que presentan mayor formación de carburos son los aceros de la serie D (T-2080, T-2436 y T-2379), sin embargo debemos ser conscientes que en el proceso de corte sí bien es cierto que para algunos materiales es importante la resistencia al desgaste también es importante que el material tenga muy buena tenacidad, por lo tanto debemos obtener de estos materiales las máximas propiedades posibles, para ello es importante utilizar la gráfica de temperatura de revenido Vs tenacidad, donde podemos seleccionar la dureza adecuada para el acero. Dependiendo de la requisición mecánica del material se debe seleccionar el tratamiento térmico adecuado así: • Si la exigencia es alta resistencia al desgaste y se requiere tenacidad
moderada, se debe seleccionar el Acero T-2436 en el punto mas alto de tenacidad.
• Si la exigencia es resistencia al desgaste y alta tenacidad se debe seleccionar el Acero T-2379 que tiene (1.55 % C) que nos garantiza una buena tenacidad, en el punto mas alto de la curva.
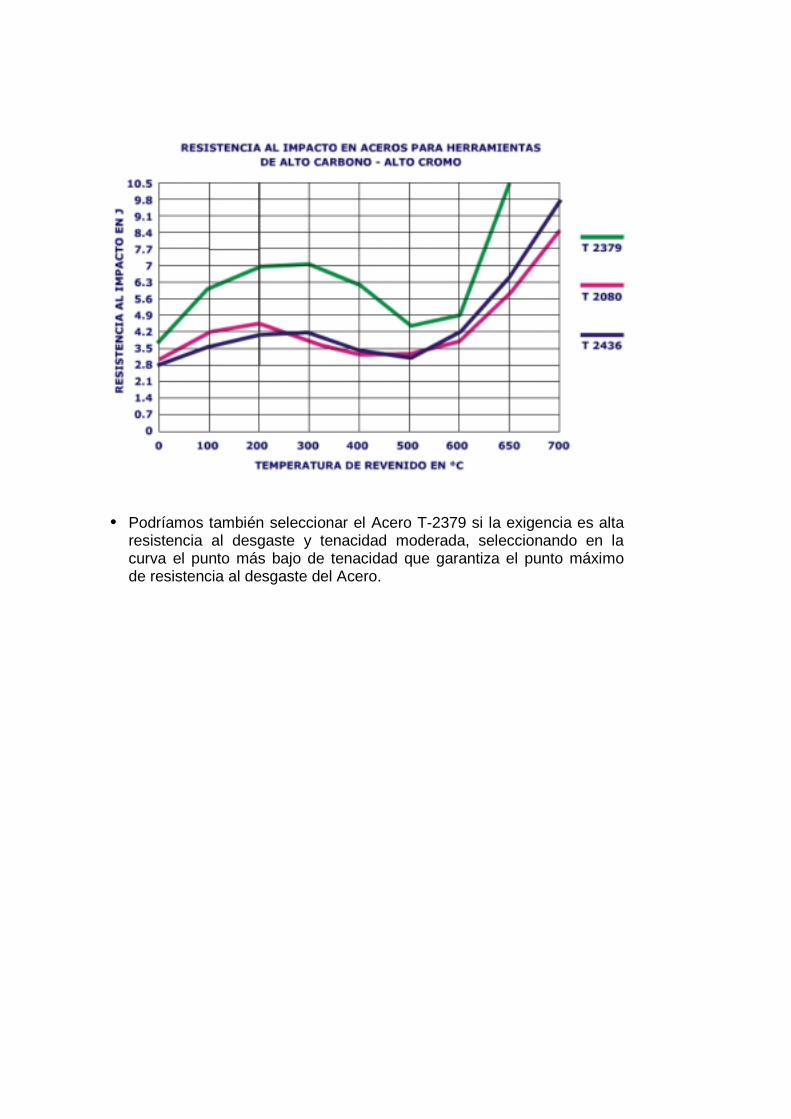
• Podríamos también seleccionar el Acero T-2379 si la exigencia es alta
resistencia al desgaste y tenacidad moderada, seleccionando en la curva el punto más bajo de tenacidad que garantiza el punto máximo de resistencia al desgaste del Acero.
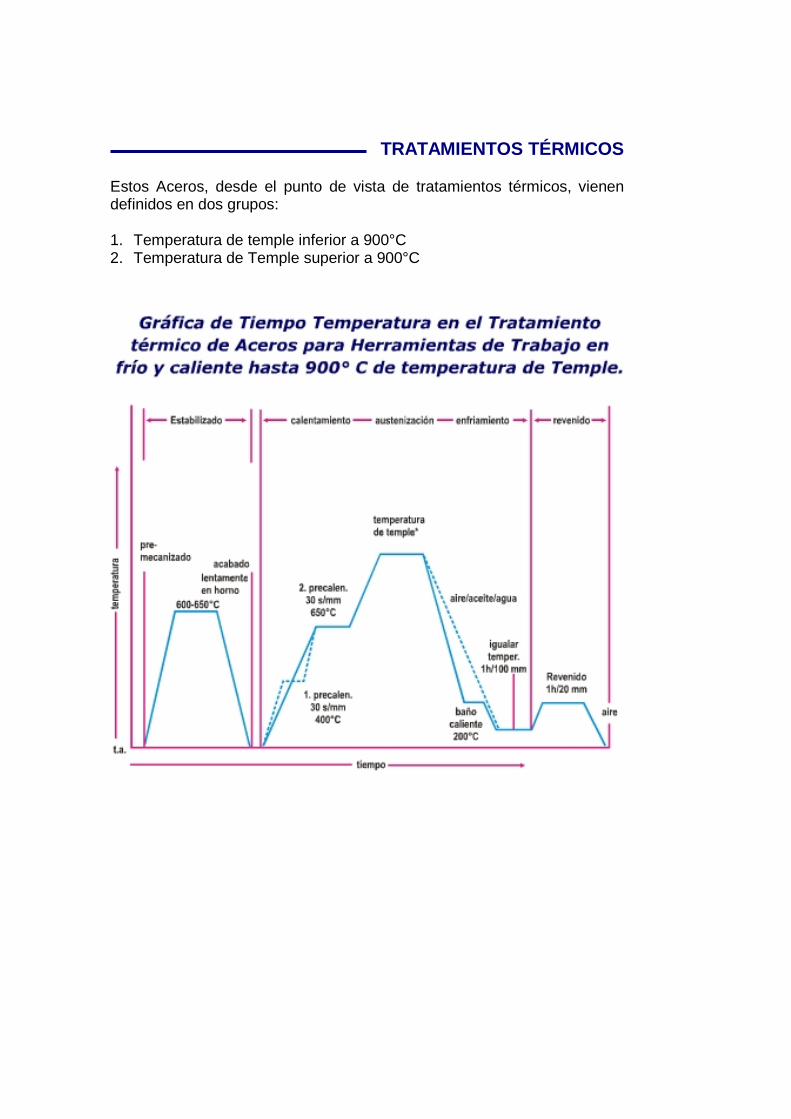
TRATAMIENTOS TÉRMICOS Estos Aceros, desde el punto de vista de tratamientos térmicos, vienen definidos en dos grupos: 1. Temperatura de temple inferior a 900°C 2. Temperatura de Temple superior a 900°C
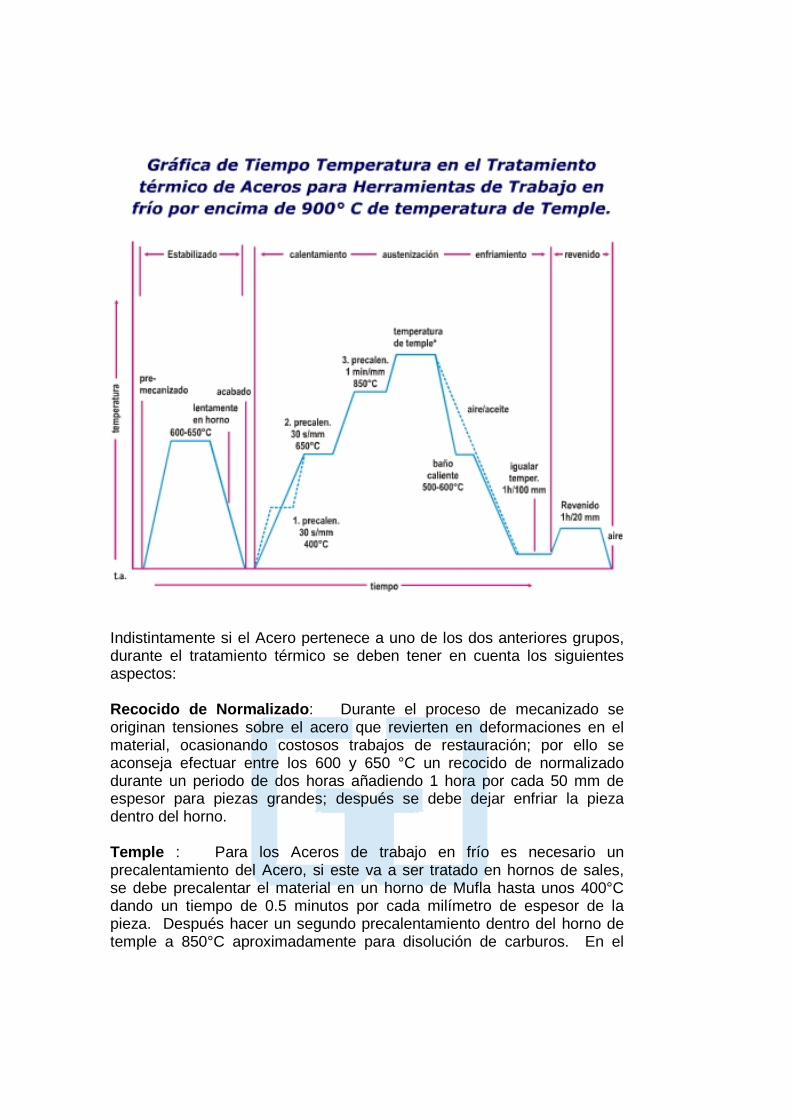
Indistintamente si el Acero pertenece a uno de los dos anteriores grupos, durante el tratamiento térmico se deben tener en cuenta los siguientes aspectos: Recocido de Normalizado: Durante el proceso de mecanizado se originan tensiones sobre el acero que revierten en deformaciones en el material, ocasionando costosos trabajos de restauración; por ello se aconseja efectuar entre los 600 y 650 °C un recocido de normalizado durante un periodo de dos horas añadiendo 1 hora por cada 50 mm de espesor para piezas grandes; después se debe dejar enfriar la pieza dentro del horno. Temple : Para los Aceros de trabajo en frío es necesario un precalentamiento del Acero, si este va a ser tratado en hornos de sales, se debe precalentar el material en un horno de Mufla hasta unos 400°C dando un tiempo de 0.5 minutos por cada milímetro de espesor de la pieza. Después hacer un segundo precalentamiento dentro del horno de temple a 850°C aproximadamente para disolución de carburos. En el
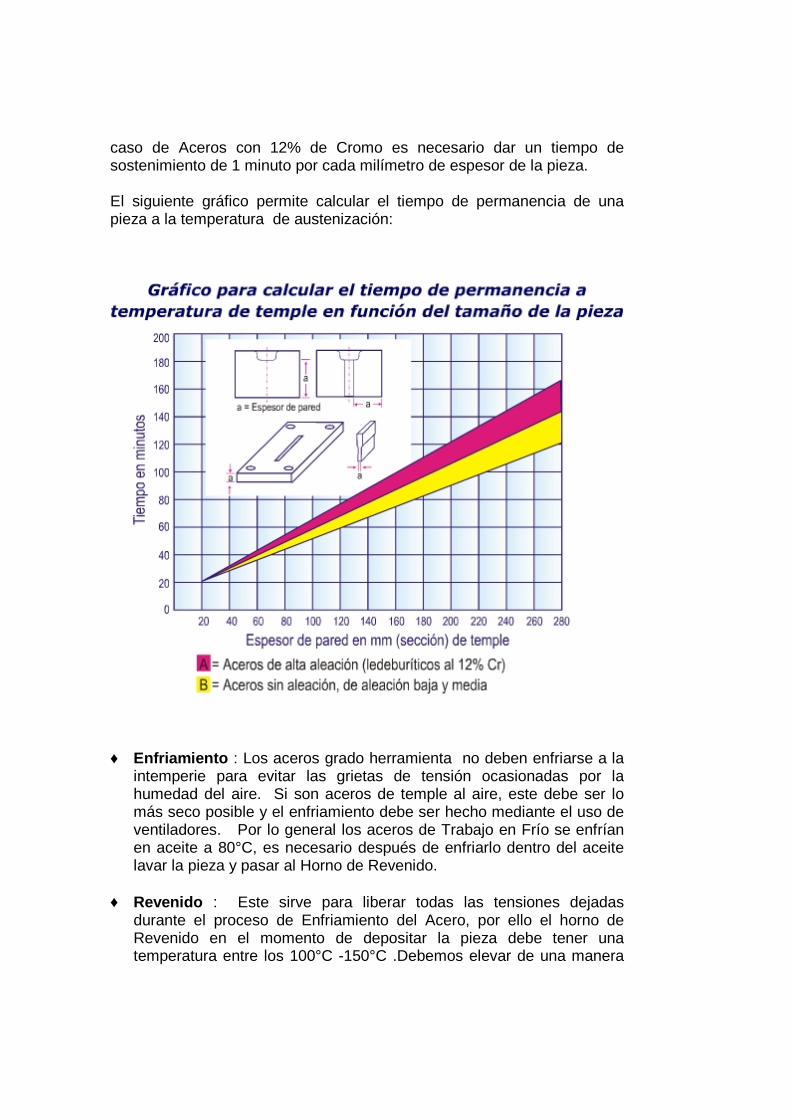
caso de Aceros con 12% de Cromo es necesario dar un tiempo de sostenimiento de 1 minuto por cada milímetro de espesor de la pieza. El siguiente gráfico permite calcular el tiempo de permanencia de una pieza a la temperatura de austenización:
♦ Enfriamiento : Los aceros grado herramienta no deben enfriarse a la
intemperie para evitar las grietas de tensión ocasionadas por la humedad del aire. Si son aceros de temple al aire, este debe ser lo más seco posible y el enfriamiento debe ser hecho mediante el uso de ventiladores. Por lo general los aceros de Trabajo en Frío se enfrían en aceite a 80°C, es necesario después de enfriarlo dentro del aceite lavar la pieza y pasar al Horno de Revenido.
♦ Revenido : Este sirve para liberar todas las tensiones dejadas
durante el proceso de Enfriamiento del Acero, por ello el horno de Revenido en el momento de depositar la pieza debe tener una temperatura entre los 100°C -150°C .Debemos elevar de una manera
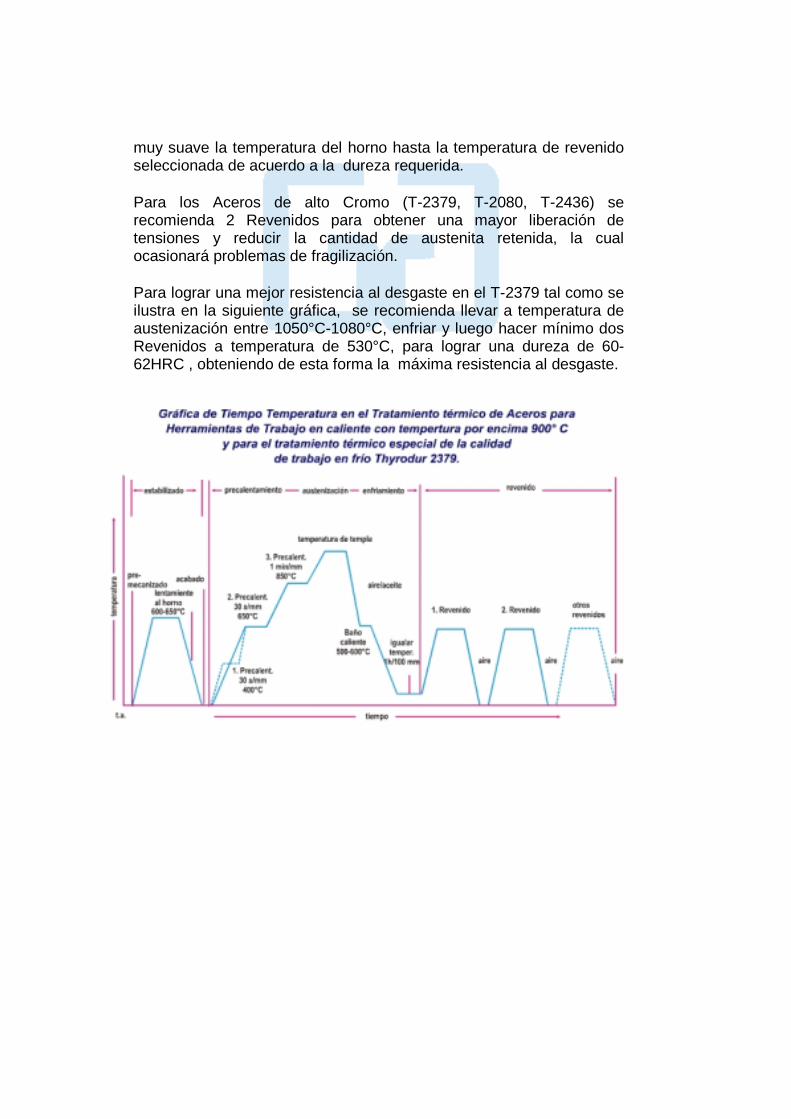
muy suave la temperatura del horno hasta la temperatura de revenido seleccionada de acuerdo a la dureza requerida.
♦ Para los Aceros de alto Cromo (T-2379, T-2080, T-2436) se
recomienda 2 Revenidos para obtener una mayor liberación de tensiones y reducir la cantidad de austenita retenida, la cual ocasionará problemas de fragilización.
♦ Para lograr una mejor resistencia al desgaste en el T-2379 tal como se
ilustra en la siguiente gráfica, se recomienda llevar a temperatura de austenización entre 1050°C-1080°C, enfriar y luego hacer mínimo dos Revenidos a temperatura de 530°C, para lograr una dureza de 60-62HRC , obteniendo de esta forma la máxima resistencia al desgaste.
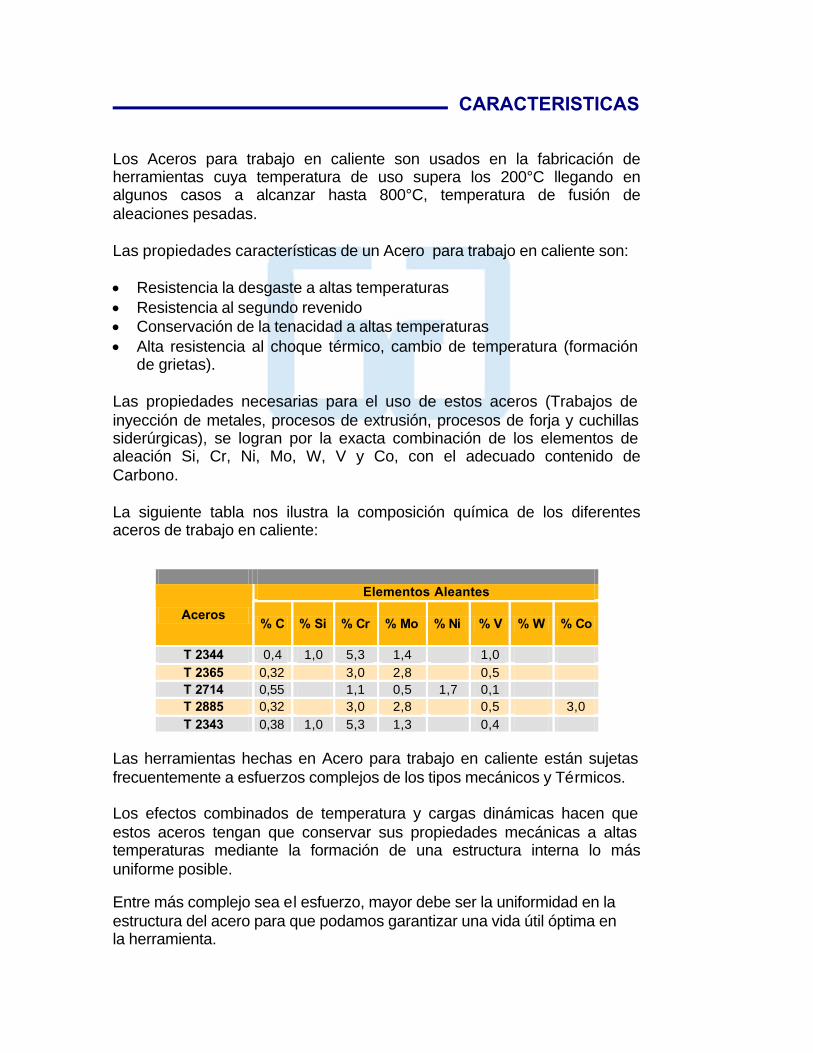
CARACTERISTICAS Los Aceros para trabajo en caliente son usados en la fabricación de herramientas cuya temperatura de uso supera los 200°C llegando en algunos casos a alcanzar hasta 800°C, temperatura de fusión de aleaciones pesadas. Las propiedades características de un Acero para trabajo en caliente son: • Resistencia la desgaste a altas temperaturas • Resistencia al segundo revenido • Conservación de la tenacidad a altas temperaturas • Alta resistencia al choque térmico, cambio de temperatura (formación
de grietas). Las propiedades necesarias para el uso de estos aceros (Trabajos de inyección de metales, procesos de extrusión, procesos de forja y cuchillas siderúrgicas), se logran por la exacta combinación de los elementos de aleación Si, Cr, Ni, Mo, W, V y Co, con el adecuado contenido de Carbono. La siguiente tabla nos ilustra la composición química de los diferentes aceros de trabajo en caliente:
Elementos Aleantes
Aceros % C % Si % Cr % Mo % Ni % V % W % Co
T 2344 0,4 1,0 5,3 1,4 1,0 T 2365 0,32 3,0 2,8 0,5 T 2714 0,55 1,1 0,5 1,7 0,1 T 2885 0,32 3,0 2,8 0,5 3,0 T 2343 0,38 1,0 5,3 1,3 0,4
Las herramientas hechas en Acero para trabajo en caliente están sujetas frecuentemente a esfuerzos complejos de los tipos mecánicos y Térmicos. Los efectos combinados de temperatura y cargas dinámicas hacen que estos aceros tengan que conservar sus propiedades mecánicas a altas temperaturas mediante la formación de una estructura interna lo más uniforme posible. Entre más complejo sea el esfuerzo, mayor debe ser la uniformidad en la estructura del acero para que podamos garantizar una vida útil óptima en la herramienta.
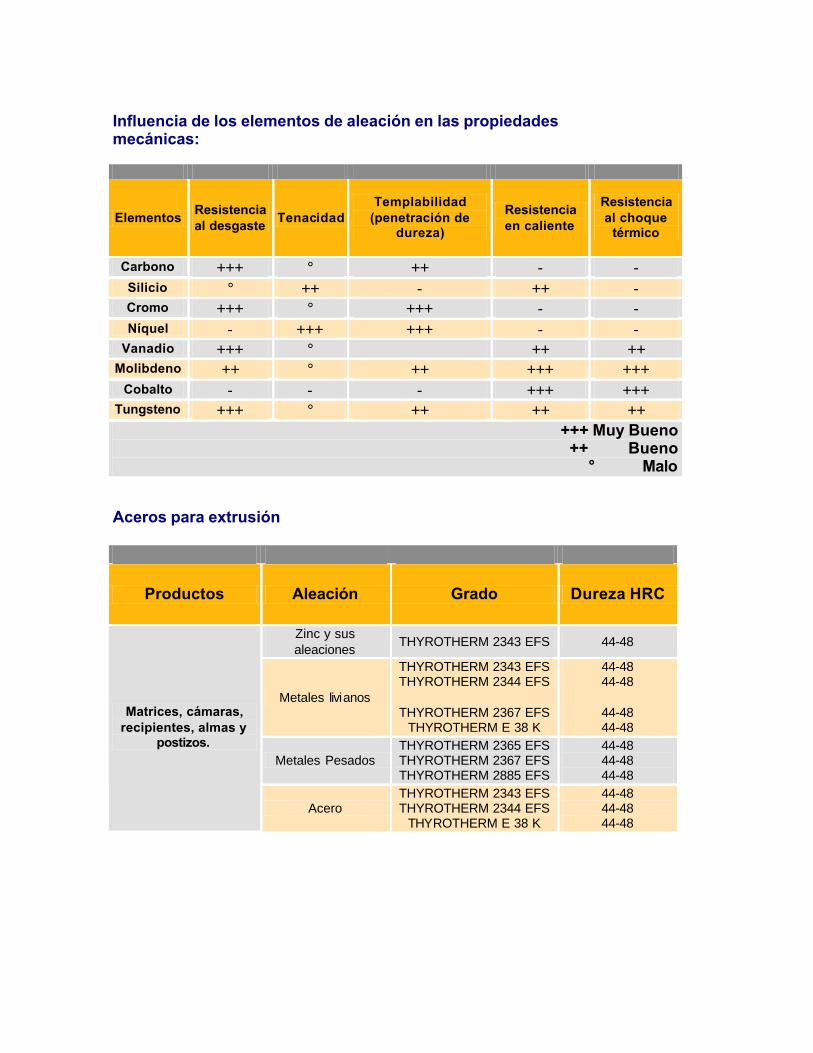
Influencia de los elementos de aleación en las propiedades mecánicas:
Elementos Resistencia al desgaste
Tenacidad Templabilidad
(penetración de dureza)
Resistencia en caliente
Resistencia al choque
térmico
Carbono +++ ° ++ - - Silicio ° ++ - ++ - Cromo +++ ° +++ - - Níquel - +++ +++ - -
Vanadio +++ ° ++ ++ Molibdeno ++ ° ++ +++ +++
Cobalto - - - +++ +++ Tungsteno +++ ° ++ ++ ++
+++ Muy Bueno ++ Bueno
° Malo Aceros para extrusión
Productos Aleación Grado Dureza HRC
Zinc y sus aleaciones THYROTHERM 2343 EFS 44-48
Metales livianos
THYROTHERM 2343 EFS THYROTHERM 2344 EFS
THYROTHERM 2367 EFS
THYROTHERM E 38 K
44-48 44-48
44-48 44-48
Metales Pesados THYROTHERM 2365 EFS THYROTHERM 2367 EFS THYROTHERM 2885 EFS
44-48 44-48 44-48
Matrices, cámaras, recipientes, almas y
postizos.
Acero THYROTHERM 2343 EFS THYROTHERM 2344 EFS
THYROTHERM E 38 K
44-48 44-48 44-48
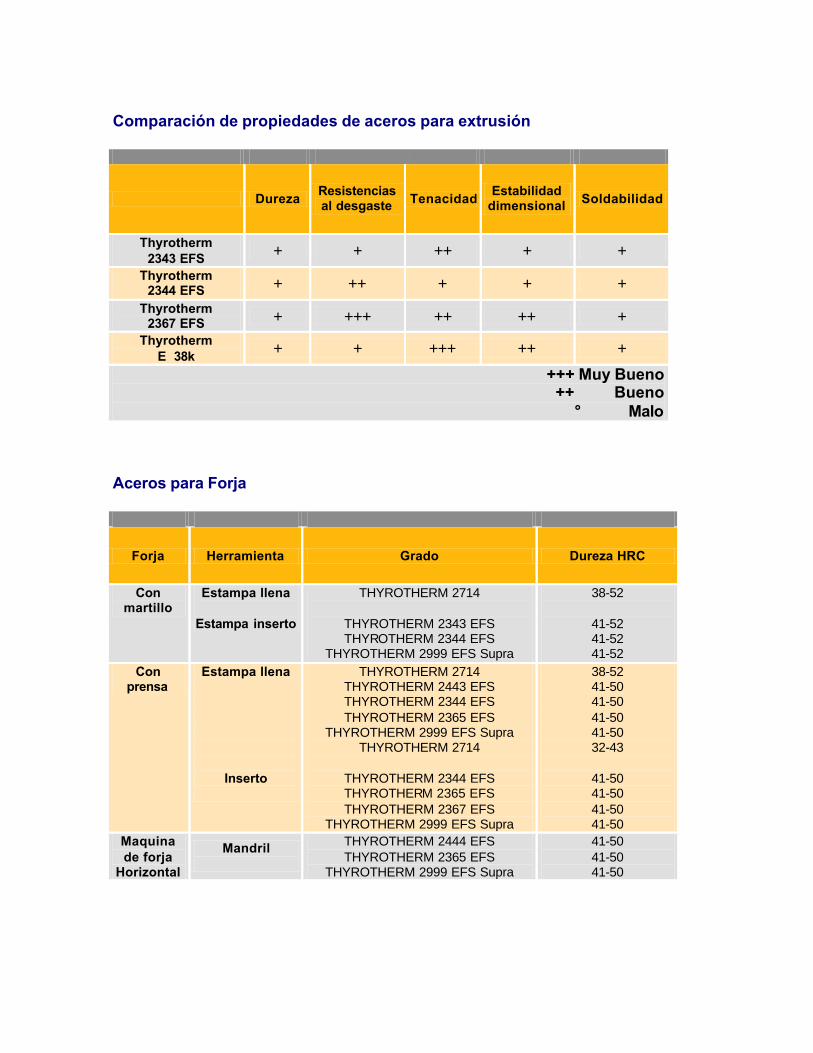
Comparación de propiedades de aceros para extrusión
Dureza Resistencias al desgaste Tenacidad
Estabilidad dimensional Soldabilidad
Thyrotherm 2343 EFS + + ++ + +
Thyrotherm 2344 EFS + ++ + + +
Thyrotherm 2367 EFS + +++ ++ ++ +
Thyrotherm E 38k + + +++ ++ +
+++ Muy Bueno ++ Bueno
° Malo Aceros para Forja
Forja Herramienta Grado Dureza HRC
Con martillo
Estampa llena
Estampa inserto
THYROTHERM 2714
THYROTHERM 2343 EFS THYROTHERM 2344 EFS
THYROTHERM 2999 EFS Supra
38-52
41-52 41-52 41-52
Con prensa
Estampa llena
Inserto
THYROTHERM 2714 THYROTHERM 2443 EFS THYROTHERM 2344 EFS THYROTHERM 2365 EFS
THYROTHERM 2999 EFS Supra THYROTHERM 2714
THYROTHERM 2344 EFS THYROTHERM 2365 EFS THYROTHERM 2367 EFS
THYROTHERM 2999 EFS Supra
38-52 41-50 41-50 41-50 41-50 32-43
41-50 41-50 41-50 41-50
Maquina de forja
Horizontal
Mandril
THYROTHERM 2444 EFS THYROTHERM 2365 EFS
THYROTHERM 2999 EFS Supra
41-50 41-50 41-50
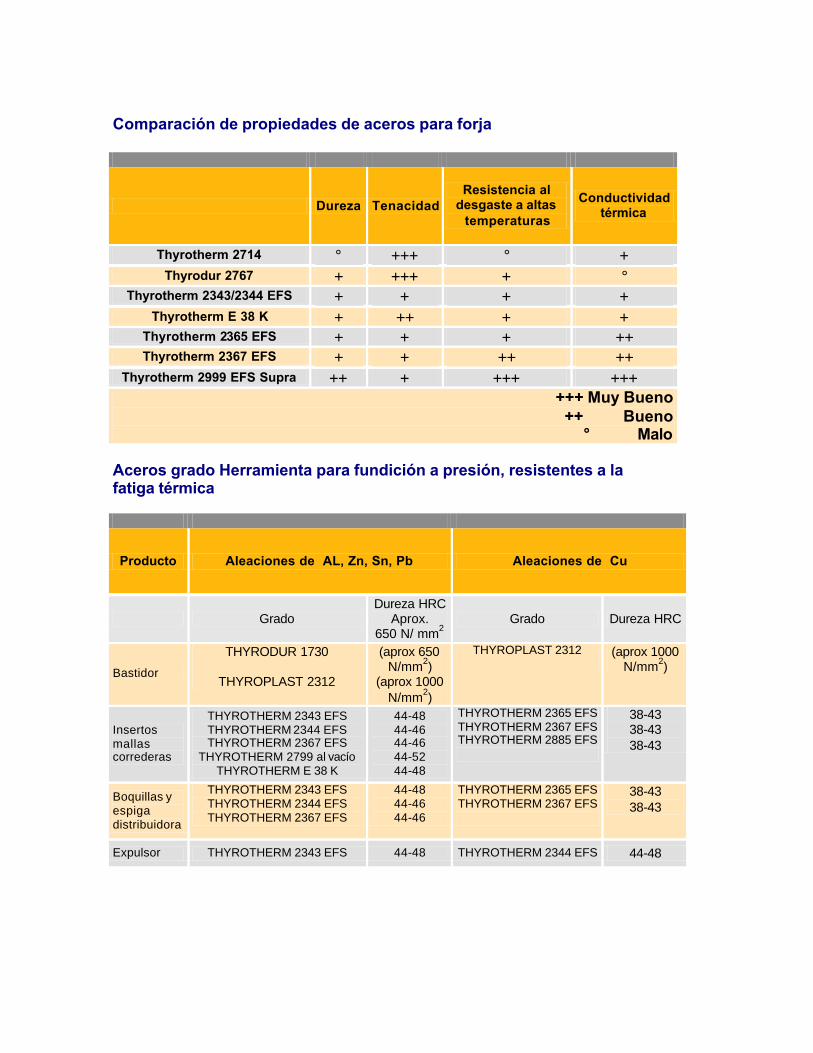
Comparación de propiedades de aceros para forja
Dureza Tenacidad Resistencia al
desgaste a altas temperaturas
Conductividad térmica
Thyrotherm 2714 ° +++ ° + Thyrodur 2767 + +++ + °
Thyrotherm 2343/2344 EFS + + + + Thyrotherm E 38 K + ++ + +
Thyrotherm 2365 EFS + + + ++ Thyrotherm 2367 EFS + + ++ ++
Thyrotherm 2999 EFS Supra ++ + +++ +++ +++ Muy Bueno
++ Bueno ° Malo
Aceros grado Herramienta para fundición a presión, resistentes a la fatiga térmica
Producto Aleaciones de AL, Zn, Sn, Pb Aleaciones de Cu
Grado Dureza HRC
Aprox. 650 N/ mm2
Grado Dureza HRC
Bastidor
THYRODUR 1730
THYROPLAST 2312
(aprox 650 N/mm2)
(aprox 1000 N/mm2)
THYROPLAST 2312
(aprox 1000 N/mm2)
Insertos mallas correderas
THYROTHERM 2343 EFS THYROTHERM 2344 EFS THYROTHERM 2367 EFS
THYROTHERM 2799 al vacío THYROTHERM E 38 K
44-48 44-46 44-46 44-52 44-48
THYROTHERM 2365 EFS THYROTHERM 2367 EFS THYROTHERM 2885 EFS
38-43 38-43 38-43
Boquillas y espiga distribuidora
THYROTHERM 2343 EFS THYROTHERM 2344 EFS THYROTHERM 2367 EFS
44-48 44-46 44-46
THYROTHERM 2365 EFS THYROTHERM 2367 EFS
38-43 38-43
Expulsor THYROTHERM 2343 EFS 44-48 THYROTHERM 2344 EFS 44-48
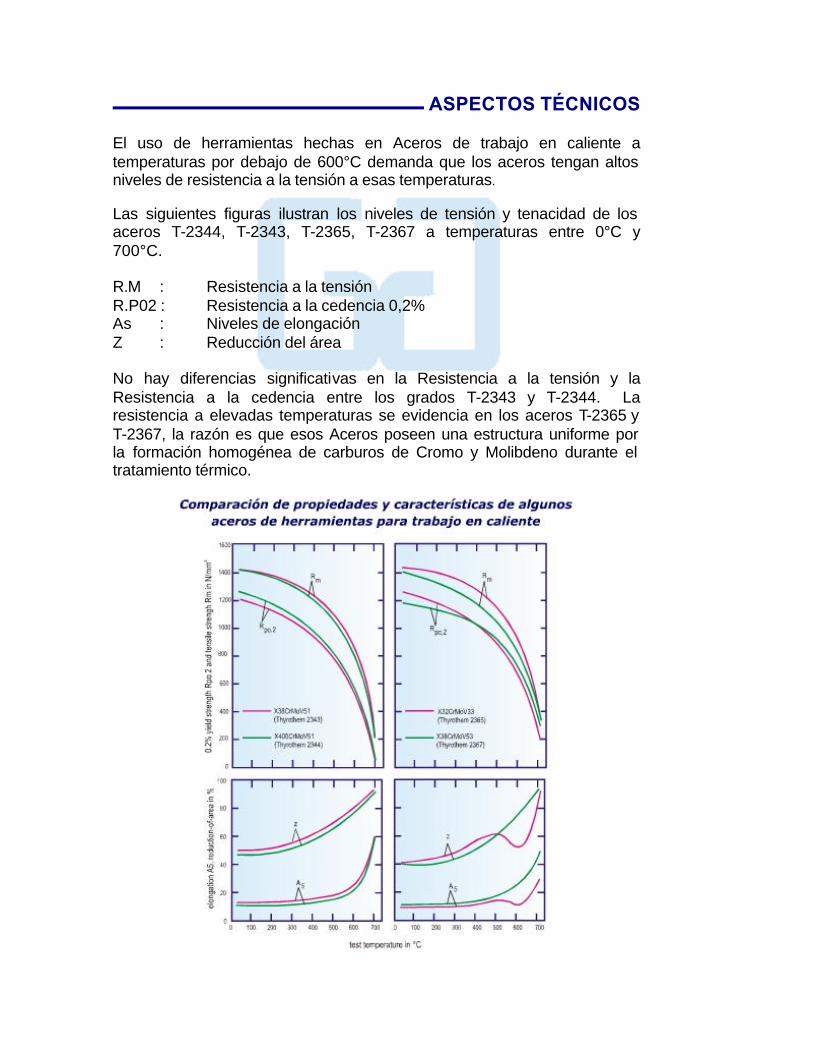
ASPECTOS TÉCNICOS El uso de herramientas hechas en Aceros de trabajo en caliente a temperaturas por debajo de 600°C demanda que los aceros tengan altos niveles de resistencia a la tensión a esas temperaturas. Las siguientes figuras ilustran los niveles de tensión y tenacidad de los aceros T-2344, T-2343, T-2365, T-2367 a temperaturas entre 0°C y 700°C. R.M : Resistencia a la tensión R.P02 : Resistencia a la cedencia 0,2% As : Niveles de elongación Z : Reducción del área No hay diferencias significativas en la Resistencia a la tensión y la Resistencia a la cedencia entre los grados T-2343 y T-2344. La resistencia a elevadas temperaturas se evidencia en los aceros T-2365 y T-2367, la razón es que esos Aceros poseen una estructura uniforme por la formación homogénea de carburos de Cromo y Molibdeno durante el tratamiento térmico.
Numerosas herramientas fabricadas en acero para trabajo en caliente están sujetas a cargas de impacto mecánico: en esos casos la resistencia al impacto es una propiedad importante y debe ser examinada cuidadosamente. Resistencia a la ruptura por fluencia lenta: Las herramientas para trabajo en caliente están expuestas frecuentemente a altas cargas de temperatura durante largos periodos de tiempo. Las grietas térmicas se deben a una combinación de tensiones térmicas de tracción (debidas a cambios de temperatura) y a dilatación plástica. La formación de grietas térmicas se evita cuando falta uno de estos factores. Los esfuerzos de tracción son los que más influencia tienen en la formación de grietas térmicas. Los siguientes factores afectan el grado de formación de grietas térmicas: ♦ Temperaturas de precalentamiento: es esencial que la diferencia de
temperatura entre la superficie de la cavidad del molde y el metal fundido no sea demasiado grande. La temperatura de precalentamiento debe ser como mínimo 150 grados centígrados, ya que a esta temperatura la tenacidad del acero es casi el doble que a temperatura ambiente. Es importante no precalentar a una temperatura excesivamente alta, ya que hasta 550°C los esfuerzos son moderados, mientras que el riesgo de formación de grietas aumenta grandemente a temperaturas por encima de 550°C. Se recomiendan las siguientes temperaturas de precalentamiento
Material Temperatura de
precalentamiento
• Aleaciones de estaño, plomo • Aleaciones de zinc • Aleaciones de magnesio y aluminio • Aleaciones de cobre
110 a 150 °C 150 a 200 °C 250 a 300 °C 300 a 350 °C
Durante el precalentamiento debe aplicarse gradualmente la refrigeración a fin de obtener un estado de equilibrio. Los moldes con insertos deberán calentarse más lentamente con el fin de que éstos y los soportes conserven la temperatura y la dispersen gradualmente.
♦ Refrigeración correcta: A fin de reducir la formación de grietas
térmicas el refrigerante deberá precalentarse aproximadamente a 50°C. No se recomienda una temperatura de refrigeración inferior a 20°C. Para las pausas que excedan a 2 minutos deberá regularse el refrigerante con el fin de que la herramienta no se enfríe demasiado. Por otro lado, hay que diseñar cuidadosamente la posición de los orificios de refrigeración, de tal forma que haya de ser posible una misma temperatura en todas las zonas de la cavidad, pues de otra forma surgen tensiones térmicas que conducen antes de tiempo a la formación de grietas; estas grietas surgen con gran facilidad cuando la distancia entre orificios de refrigeración y la cavidad es demasiado pequeña.
A continuación detallamos las líneas generales sobre dimensión en un molde para aluminio de forma que se cumplan con las exigencias de resistencia
- Distancia del espacio vacío a la superficie exterior >50 mm - Relación de la profundidad del molde al grosor total <1:3 - Distancia de la cavidad al canal de refrigeración >25mm - Distancia de la cavidad al canal de refrigeración el las esquinas
>50mm - Distancia del bebedero a la pared de la cavidad del molde>50mm - Radio de las aristas Zinc >0.5mm, Aluminio > 1mm Latón > 1.5mm ♦ Tratamiento de superficie: Para evitar el contacto directo del metal
caliente con la superficie de la cavidad del molde, es importante que el lubricante se adhiera bien a la superficie de la herramienta. Para ello es importante cubrir la superficie del molde con una fina capa de óxido. La superficie se oxida calentándolo aproximadamente a unos 500°C durante una hora seguido de un enfriamiento al aire. Hay que evitar sin embargo un exceso de lubricación, por ejemplo con aceite-grafito, ya que no solo ensucia la superficie sino que podría provocar una recarburación en las zonas calientes y como consecuencia una formación prematura de grietas.
♦ Liberación de tensiones: Las subidas y bajadas alternativas de la
temperatura de la superficie de las herramientas pueden dar lugar al desarrollo de tensiones residuales que pueden ocasionar grietas prematuras, se recomienda recocidos de relajación al cabo de 5000 ciclos. Esto puede repetirse cada 10.000 a 20.000 siempre que no se hayan hecho visibles en la superficie de la herramienta ninguna formación clara de grietas. El recocido de distensión se efectúa a una temperatura de 50°C por debajo de la temperatura del último revenido.
Calidad de la superficie de la cavidad: Para evitar esfuerzos adicionales, es necesario que la superficie este libre de huellas de la herramienta, sobre todo la parte que esta en contacto con el metal liquido, ya que las huellas forman un efecto de entalladura y favorecen la formación de grietas por tensión térmica. Las irregularidades de la superficie promueven la iniciación de las grietas. Se recomienda un tipo de grano en el rectificado entre 200 a 600. La rugosidad de la superficie no es importante, ya que con una superficie no muy pulida el lubricante se adhiere mejor. Esto es de especial importancia cuando se pone a trabajar un molde nuevo.
Velocidad de enfriamiento de la capa superficial: La velocidad de enfriamiento tiene también importancia, un enfriamiento más bajo de la cavidad produce mayores tensiones causando formación de grietas térmicas. La elección del refrigerante suele ser un compromiso entre la vida útil deseada para la herramienta y el ritmo de producción. Últimamente por razones del medio ambiente, la mayoría de los fabricantes de moldes han cambiado los lubricantes basados en aceite por lubricantes basados en agua. En algunos casos esto ha reducido la vida útil de la herramienta en un 20%. Los niveles de resistencia a la fluencia del 1% y/o Resistencia a la ruptura por fluencia en 100 horas y en 1000 horas se ilustran en las siguientes figuras:
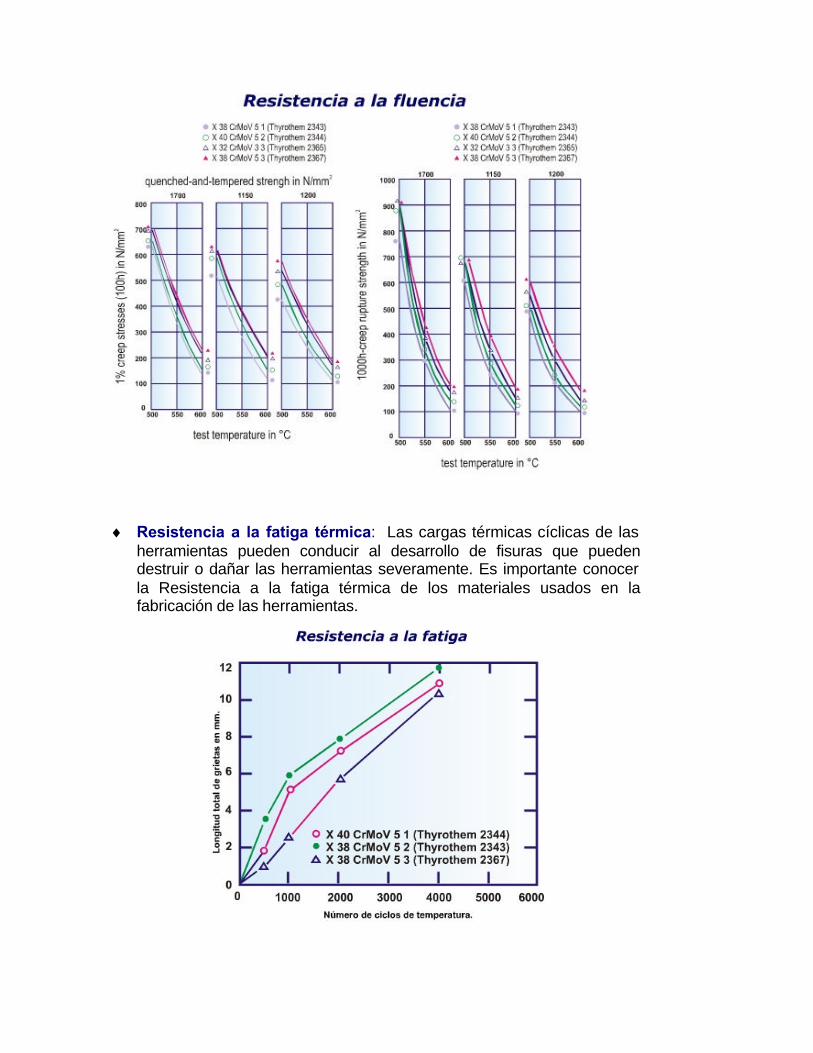
♦ Resistencia a la fatiga térmica: Las cargas térmicas cíclicas de las
herramientas pueden conducir al desarrollo de fisuras que pueden destruir o dañar las herramientas severamente. Es importante conocer la Resistencia a la fatiga térmica de los materiales usados en la fabricación de las herramientas.
Aspectos a tener en cuenta para prolongar la vida del acero: - Los moldes deben limpiarse y engrasarse con sumo cuidado pues los
restos de metal pueden causar deterioro a causa de las grandes presiones de cierre.
- Si se presentan problemas de fisuras prematuras en la estampa, antes de pensar en cambiar el acero, se debe examinar el diseño de la matriz en cuanto el descargue de la salida del material durante la estampa, pues es la causa más común de concentración de esfuerzos.
- Si el proceso de mecanizado de su herramienta es por Electro erosión, debe asegurarse que no haya presencia de capa blanca al finalizar el proceso, para ello se recomienda utilizar distintos tipos de amperaje así, 30 amperios para desbaste, 15 amperios para intermedios y 4 amperios para acabado. Para saber si existe o no capa blanca se aplica ácido nítrico al 5% con agua. Aparecerá blanco si hay capa o de lo contrario aparecerá gris.
- Una vez finalizado el trabajo, las herramientas deben dejarse enfriar lo más lentamente posible, cerca de una fuente de calor, y sin exponerlas a corrientes de aire.
- Debemos revisar la utilización del acero para poder tomar una determinación si usamos acero T-2885 o T-2365, ya que la única diferencia de las dos calidades es el contenido de cobalto.
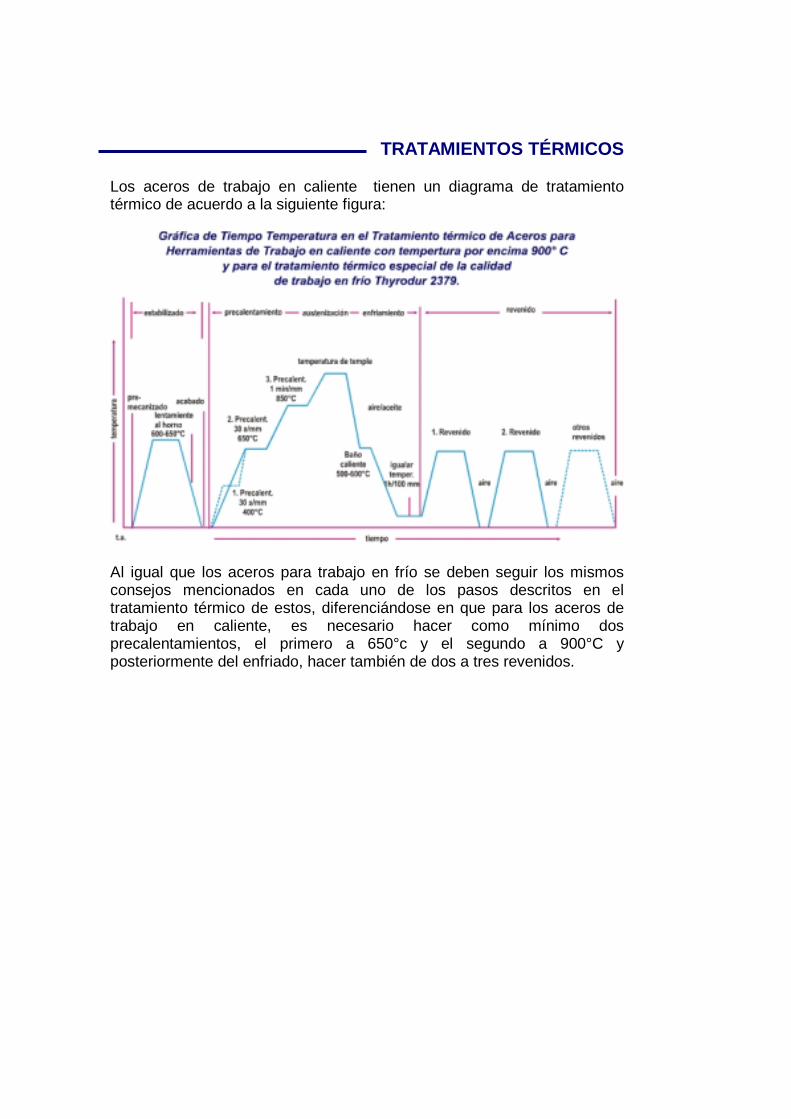
TRATAMIENTOS TÉRMICOS Los aceros de trabajo en caliente tienen un diagrama de tratamiento térmico de acuerdo a la siguiente figura:
Al igual que los aceros para trabajo en frío se deben seguir los mismos consejos mencionados en cada uno de los pasos descritos en el tratamiento térmico de estos, diferenciándose en que para los aceros de trabajo en caliente, es necesario hacer como mínimo dos precalentamientos, el primero a 650°c y el segundo a 900°C y posteriormente del enfriado, hacer también de dos a tres revenidos.
USOS Los aceros de herramientas para trabajo en caliente se pueden emplear en los procesos de: ♦ Inyección de Metales: El procedimiento de fundición a presión hace
posible la producción de piezas acabadas en grandes series y a gran presión en metales no ferrosos como Aluminio, Zinc, Magnesio así como también aleación de Cobre, Plomo, Estaño.
♦ El acero de estas herramientas está sometido a un fuerte choque
térmico (cambio constante de temperatura), a una presión de inyección (limite de fluencia), a un fuerte desgaste superficial (resistencia al desgaste).
♦ Fundición a presión: Es necesario precalentar las matrices de una
manera homogénea entre 200-300°C ya que esto reduce la fatiga del material. El enfriamiento de la matriz después del trabajo no debe ser al medio ambiente sino cerca de una fuente de calor que se apague lentamente.
♦ ♦ Durante las pausas de trabajo se recomienda desconectar la
refrigeración del molde para evitar choques térmicos. Se recomienda usar aceros con alto contenido de Molibdeno para matrices de moldes de inyección de metales ( T-2365, T-2367, T-2999, T-2885…)
♦ Extrusión de Metales: La extrusión representa un económico
procedimiento de transformación de metales ferríticos o no ferríticos sin necesidad de arranque de viruta. La fuerza que se necesita para la transformación plástica de los metales(limite de fluencia), disminuye con el aumento de temperatura. El Acero debe soportar durante largo tiempo esfuerzos a altas temperaturas.
♦ En este proceso algunas de las propiedades más importantes que debe conservar el acero son la estabilidad Dimensional y la Resistencia al Desgaste; por ello tanto las matrices de extrucción como las herramientas ( Mandriles, Embolos, Hileras, Discos de Presión), deben precalentarse a temperaturas entre 300-350 °C para evitar grietas de tensión. Las recomendaciones descritas para los moldes de fundición a presión se deben seguir acá también.
♦ Forja por estampa: La forja por estampa es un procedimiento para la obtención de piezas configuradas sin arranque de viruta de metales ferríticos y no ferríticos.
La forja por estampa se realiza por medio de golpes con martillos. La estampa esta sometida a fuerte desgaste tanto por el metal de transformación como por la cascarilla dura que se adhiere. El desgaste de la estampa puede disminuirse con un buen lubricante, sin embargo una excesiva lubricación por ejemplo con Aceite o grafito, no solo ensucia la superficie de la estampa si no que podría provocar una recarburación en las zonas calientes de la figura y por lo tanto una formación prematura de grietas.
♦ En este proceso una de las propiedades más importantes es la
resistencia al desgaste a alta temperatura y la Tenacidad. ♦ Para precalentar la matriz de estampación se debe hacer de manera
homogénea y en lo posible dentro de hornos a temperatura entre 200-300°C. No se recomienda precalentar con llama directa o con piezas de acero calientes sobre la matriz ya que no se calienta de manera uniforme y puede presentar agrietamientos prematuros en ella.
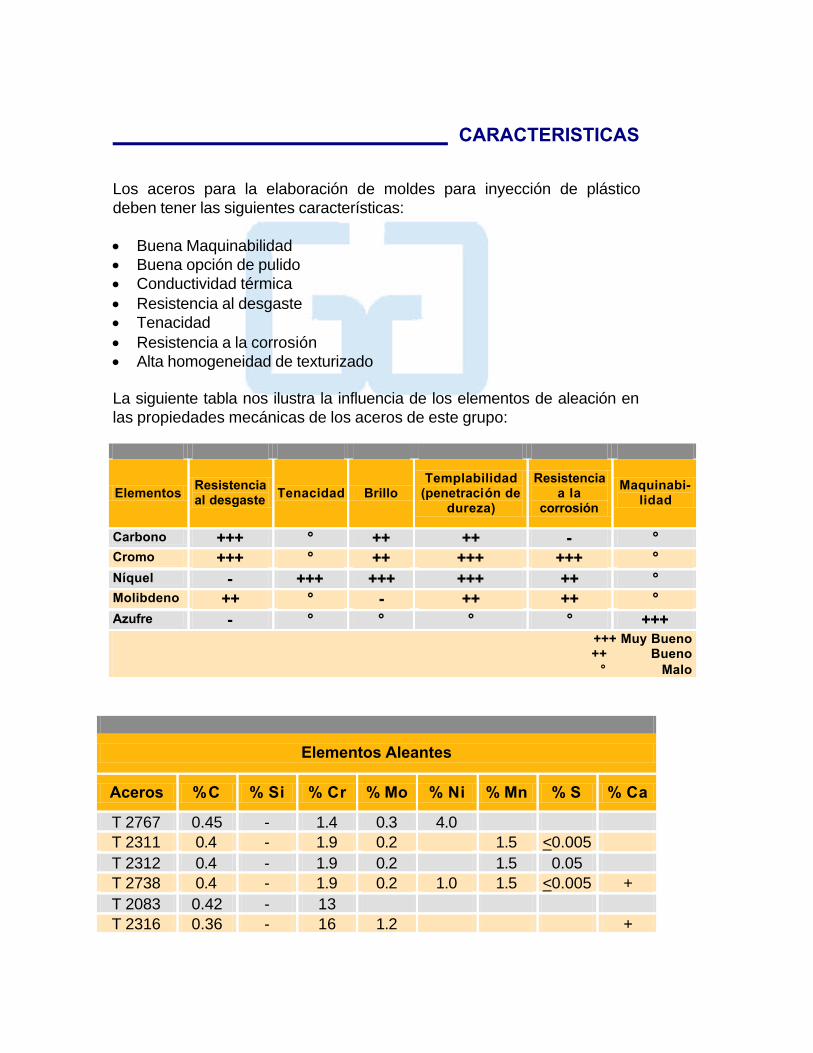
CARACTERISTICAS Los aceros para la elaboración de moldes para inyección de plástico deben tener las siguientes características: • Buena Maquinabilidad • Buena opción de pulido • Conductividad térmica • Resistencia al desgaste • Tenacidad • Resistencia a la corrosión • Alta homogeneidad de texturizado La siguiente tabla nos ilustra la influencia de los elementos de aleación en las propiedades mecánicas de los aceros de este grupo:
Elementos Resistencia al desgaste Tenacidad Brillo
Templabilidad (penetración de
dureza)
Resistencia a la
corrosión
Maquinabi-lidad
Carbono +++ ° ++ ++ - ° Cromo +++ ° ++ +++ +++ ° Níquel - +++ +++ +++ ++ ° Molibdeno ++ ° - ++ ++ ° Azufre - ° ° ° ° +++
+++ Muy Bueno ++ Bueno
° Malo
Elementos Aleantes
Aceros %C % Si % Cr % Mo % Ni % Mn % S % Ca
T 2767 0.45 - 1.4 0.3 4.0 T 2311 0.4 - 1.9 0.2 1.5 <0.005 T 2312 0.4 - 1.9 0.2 1.5 0.05 T 2738 0.4 - 1.9 0.2 1.0 1.5 <0.005 + T 2083 0.42 - 13 T 2316 0.36 - 16 1.2 +
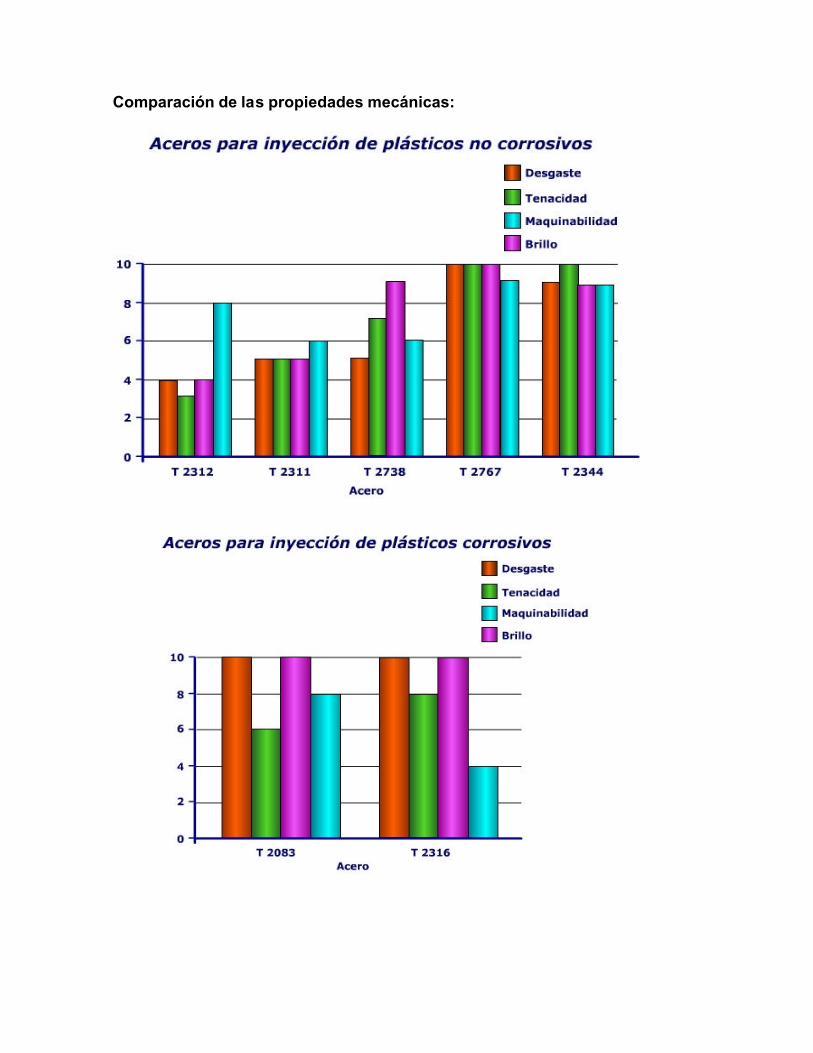
Comparación de las propiedades mecánicas:
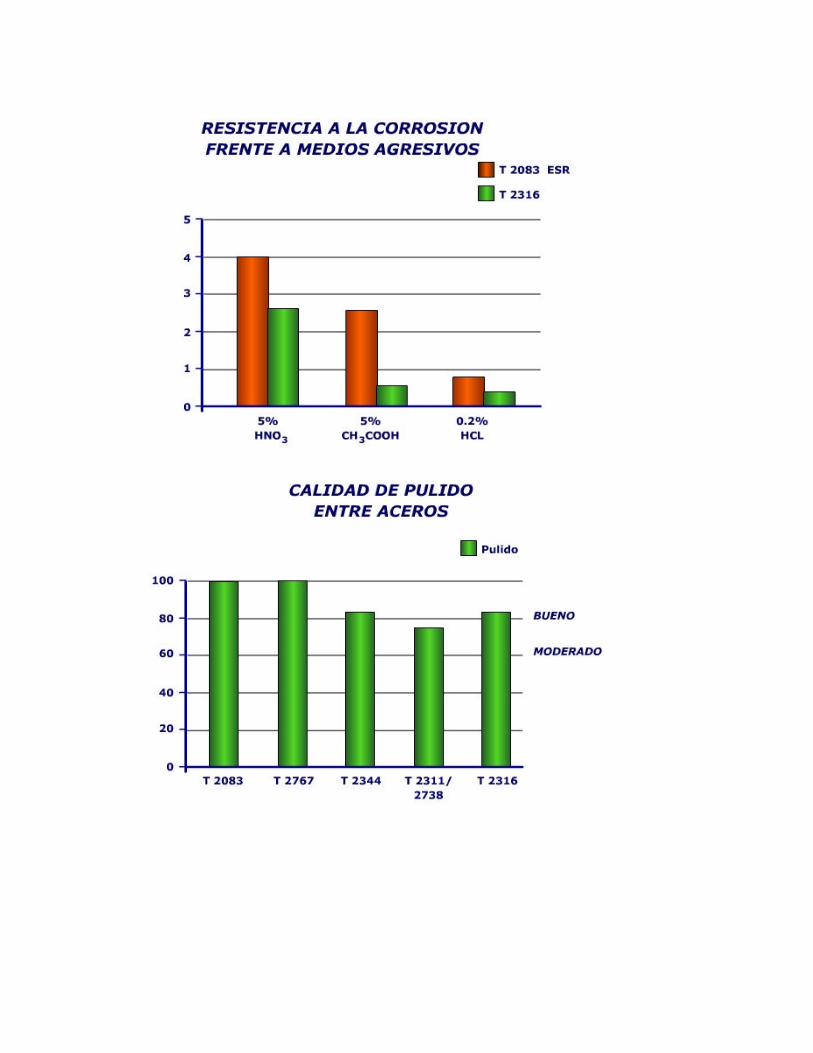
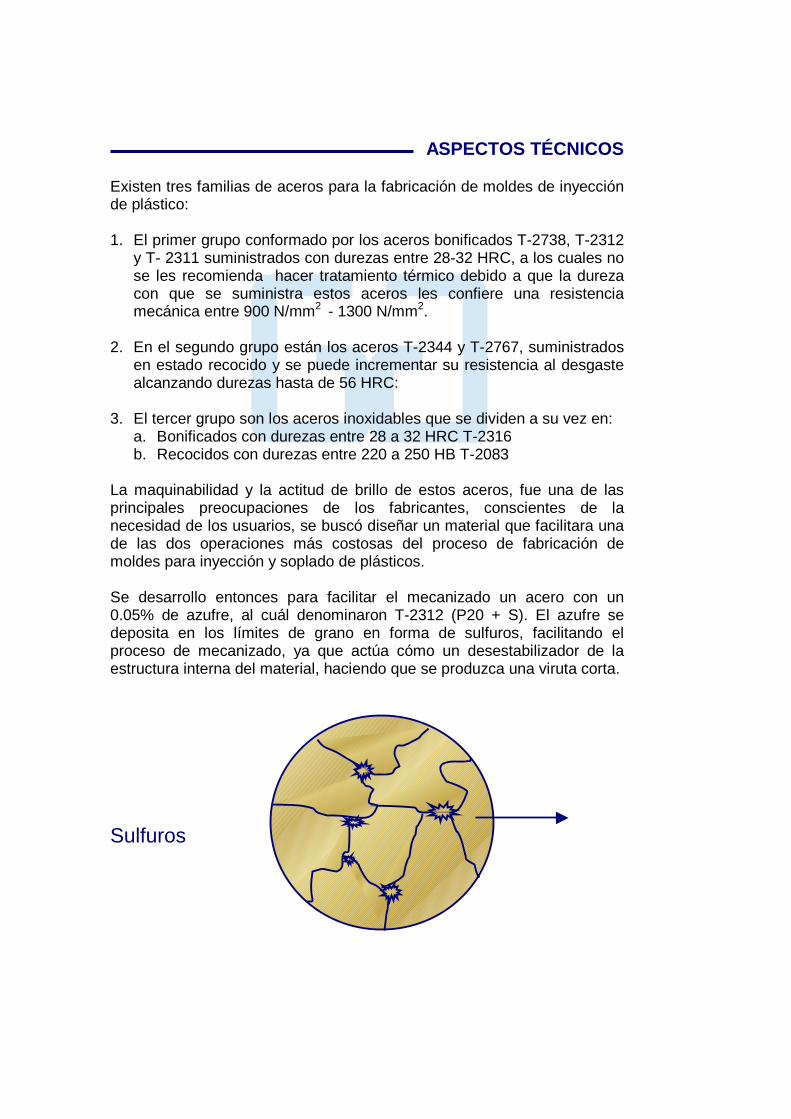
ASPECTOS TÉCNICOS Existen tres familias de aceros para la fabricación de moldes de inyección de plástico: 1. El primer grupo conformado por los aceros bonificados T-2738, T-2312
y T- 2311 suministrados con durezas entre 28-32 HRC, a los cuales no se les recomienda hacer tratamiento térmico debido a que la dureza con que se suministra estos aceros les confiere una resistencia mecánica entre 900 N/mm2 - 1300 N/mm2.
2. En el segundo grupo están los aceros T-2344 y T-2767, suministrados
en estado recocido y se puede incrementar su resistencia al desgaste alcanzando durezas hasta de 56 HRC:
3. El tercer grupo son los aceros inoxidables que se dividen a su vez en:
a. Bonificados con durezas entre 28 a 32 HRC T-2316 b. Recocidos con durezas entre 220 a 250 HB T-2083
La maquinabilidad y la actitud de brillo de estos aceros, fue una de las principales preocupaciones de los fabricantes, conscientes de la necesidad de los usuarios, se buscó diseñar un material que facilitara una de las dos operaciones más costosas del proceso de fabricación de moldes para inyección y soplado de plásticos. Se desarrollo entonces para facilitar el mecanizado un acero con un 0.05% de azufre, al cuál denominaron T-2312 (P20 + S). El azufre se deposita en los límites de grano en forma de sulfuros, facilitando el proceso de mecanizado, ya que actúa cómo un desestabilizador de la estructura interna del material, haciendo que se produzca una viruta corta. Sulfuros
Los sulfuros presentes en la estructura del material, actúan en forma negativa en el momento del pulido de la cavidad del molde, ya que son elementos muy blandos, y entrapan la superficie del metal cuándo se está brillando, aumentando el tiempo requerido para pulir la cavidad. Si por alguna razón se requiere elevar la dureza mediante tratamiento térmico, los sulfuros presentes en la estructura del material T-2312 producen un efecto de entalladura provocando la aparición de micro fisuras las cuales se manifestarán en la superficie del material. Técnicamente se recomienda que si se requiere incrementar la resistencia mecánica al material, se debe cambiar a un acero para temple y revenido tal como el T-2767 aleado al Níquel, el cuál le confiere una elevada tenacidad, una buena resistencia al desgaste, y es un acero de mínima deformación durante el tratamiento térmico. Un segundo intento de los fabricantes de aceros para moldes fue el acero T-2311 (P-20), al cuál básicamente le retiraron el contenido de azufre presente en el acero T-2312, facilitando la polichabilidad del material, pero dificultando el mecanizado por arranque de viruta. Conscientes los fabricantes del acero que se requería un material que combinara las dos propiedades y que además involucrara otras propiedades indispensables en los moldes de inyección y soplado (templabilidad y tenacidad), se desarrolló el acero T-2738, al cuál le agregaron 1% de Níquel. Este contenido de Níquel en el material aumenta la capacidad de penetración de dureza, templabilidad y brillo. Con el fin de mejorar la Maquinabilidad del acero, se le agregó unas trazas de calcio, el cual se deposita en los límites de grano del material produciendo el mismo efecto de los sulfuros en el T - 2312 para el proceso de mecanizado, pero con la diferencia de que es un elemento con una dureza muy superior, facilitando el pulido, el cuál de por si es muy sencillo por la presencia del 1% de Níquel. La facilidad de pulido de los aceros depende de la dureza del material, por lo tanto, es recomendable hacer un pulido inicial antes del tratamiento térmico y posteriormente terminar el pulido después de finalizado el tratamiento térmico. Para elevar la resistencia al desgaste de estos materiales, y mejorar el acabado superficial de las cavidades, se recomienda aplicar una capa de tenifer, sin embargo los aceros bonificados se recomienda solo hacerle tenifer al acero T-2738 . En el caso del acero T-2767 es innecesario hacerle tenifer debido a que este acero después del tratamiento térmico alcanza 56 HRC de dureza.
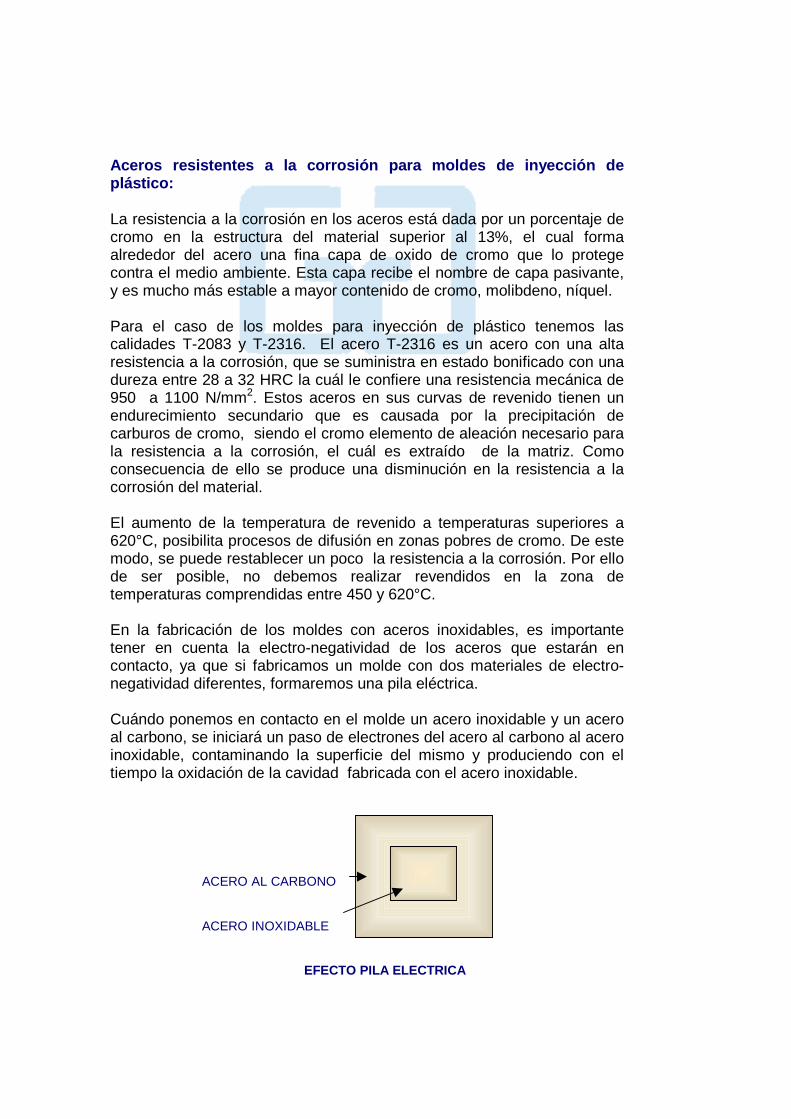
Aceros resistentes a la corrosión para moldes de inyección de plástico: La resistencia a la corrosión en los aceros está dada por un porcentaje de cromo en la estructura del material superior al 13%, el cual forma alrededor del acero una fina capa de oxido de cromo que lo protege contra el medio ambiente. Esta capa recibe el nombre de capa pasivante, y es mucho más estable a mayor contenido de cromo, molibdeno, níquel. Para el caso de los moldes para inyección de plástico tenemos las calidades T-2083 y T-2316. El acero T-2316 es un acero con una alta resistencia a la corrosión, que se suministra en estado bonificado con una dureza entre 28 a 32 HRC la cuál le confiere una resistencia mecánica de 950 a 1100 N/mm2. Estos aceros en sus curvas de revenido tienen un endurecimiento secundario que es causada por la precipitación de carburos de cromo, siendo el cromo elemento de aleación necesario para la resistencia a la corrosión, el cuál es extraído de la matriz. Como consecuencia de ello se produce una disminución en la resistencia a la corrosión del material. El aumento de la temperatura de revenido a temperaturas superiores a 620°C, posibilita procesos de difusión en zonas pobres de cromo. De este modo, se puede restablecer un poco la resistencia a la corrosión. Por ello de ser posible, no debemos realizar revendidos en la zona de temperaturas comprendidas entre 450 y 620°C. En la fabricación de los moldes con aceros inoxidables, es importante tener en cuenta la electro-negatividad de los aceros que estarán en contacto, ya que si fabricamos un molde con dos materiales de electro-negatividad diferentes, formaremos una pila eléctrica. Cuándo ponemos en contacto en el molde un acero inoxidable y un acero al carbono, se iniciará un paso de electrones del acero al carbono al acero inoxidable, contaminando la superficie del mismo y produciendo con el tiempo la oxidación de la cavidad fabricada con el acero inoxidable.
ACERO AL CARBONO ACERO INOXIDABLE
EFECTO PILA ELECTRICA
En caso de que se produzca un fenómeno como el descrito anteriormente (contaminación), se recomienda recocer el acero a 750 °C, enfriarlo en aire e inmediatamente templarlo y revenirlo a 350°C, que es la temperatura de revenido en la cuál los aceros inoxidables martensíticos alcanzan la mayor cantidad de cromo libre, logrando durezas de 52 a 55 HRC. ( caso del acero T-2083 ) Es importante tener en cuenta, que cuándo un acero inoxidable (T-2316, T-2083) está en contacto con el agua, sobre todo el agua del acueducto, la cuál es tratada con cloro, se debe limpiar muy bien, ya que el cloro disuelto en el agua tiende a atacar el acero, formando fenómenos de corrosión tales como el picado, etc. En los aceros para moldes de inyección de plástico cómo para todos los demás aceros, es muy importante tener en cuenta que si el proceso de mecanizado de la cavidad es por Electroerosión, debemos asegurarnos que la capa blanca proveniente del proceso sea eliminada o minimizada para optimizar la vida útil de la herramienta. Con el fin de minimizar la capa blanca en estos proceso se recomienda utilizar los siguientes amperajes: ♦ 30 amperios para desbaste, 15 amperios para intermedio y 4 amperios
para acabado. Posteriormente se debe hacer un revenido a una temperatura 20ºC por debajo de la última temperatura de revenido.
♦ Para comprobar si hay capa blanca, se aplica a la superficie
mecanizada una solución de agua y ácido nítrico del 5% c, si aparece una coloración blanca existe capa, de lo contrario aparece un color gris.
♦ Si se tiene alguna duda acerca del material que está siendo usado
para la fabricación del molde, es inoxidable, se puede hacer una prueba muy sencilla que consiste en atacar la superficie con una solución de sulfato de cobre al l0%. Si la superficie atacada toma un color rojizo, el material no es inoxidable.
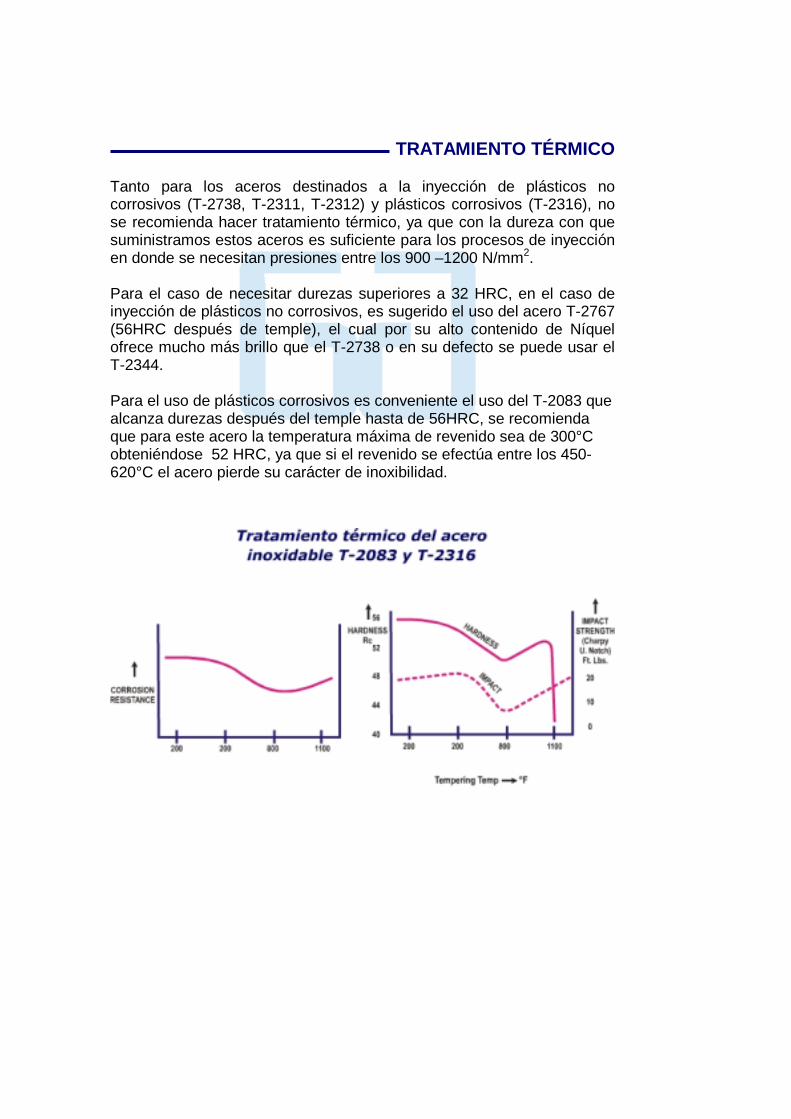
TRATAMIENTO TÉRMICO Tanto para los aceros destinados a la inyección de plásticos no corrosivos (T-2738, T-2311, T-2312) y plásticos corrosivos (T-2316), no se recomienda hacer tratamiento térmico, ya que con la dureza con que suministramos estos aceros es suficiente para los procesos de inyección en donde se necesitan presiones entre los 900 –1200 N/mm2.
Para el caso de necesitar durezas superiores a 32 HRC, en el caso de inyección de plásticos no corrosivos, es sugerido el uso del acero T-2767 (56HRC después de temple), el cual por su alto contenido de Níquel ofrece mucho más brillo que el T-2738 o en su defecto se puede usar el T-2344. Para el uso de plásticos corrosivos es conveniente el uso del T-2083 que alcanza durezas después del temple hasta de 56HRC, se recomienda que para este acero la temperatura máxima de revenido sea de 300°C obteniéndose 52 HRC, ya que si el revenido se efectúa entre los 450-620°C el acero pierde su carácter de inoxibilidad.
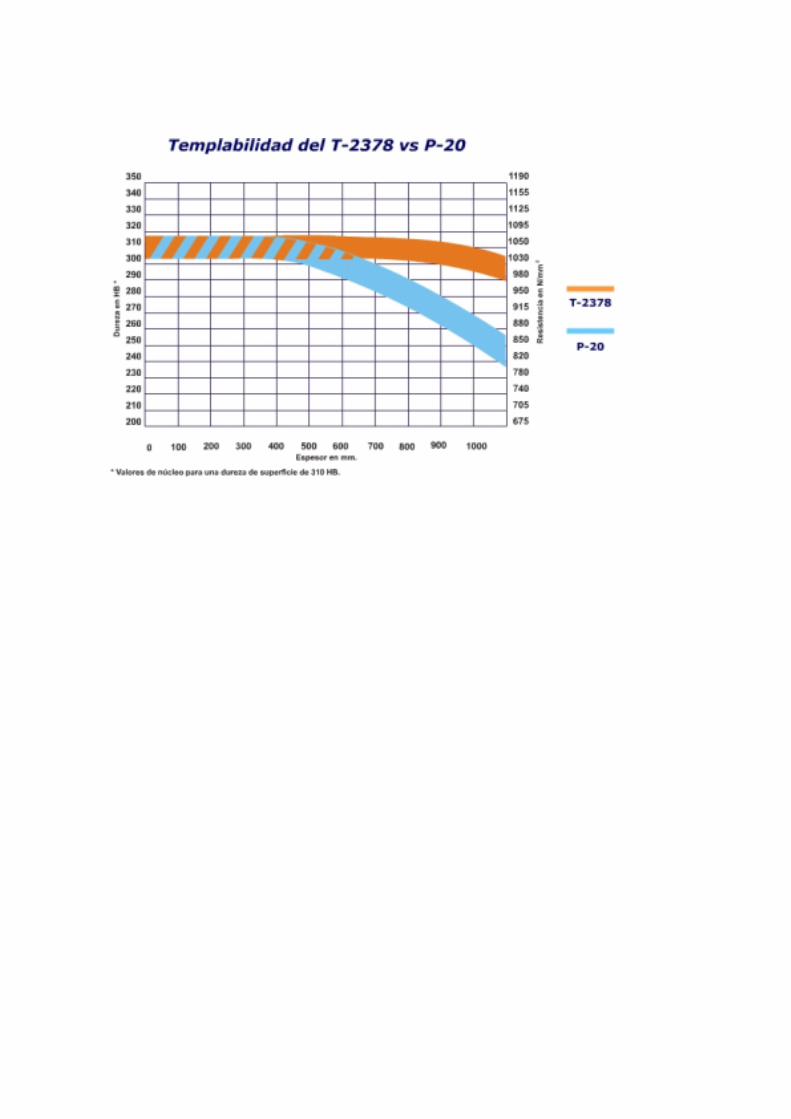
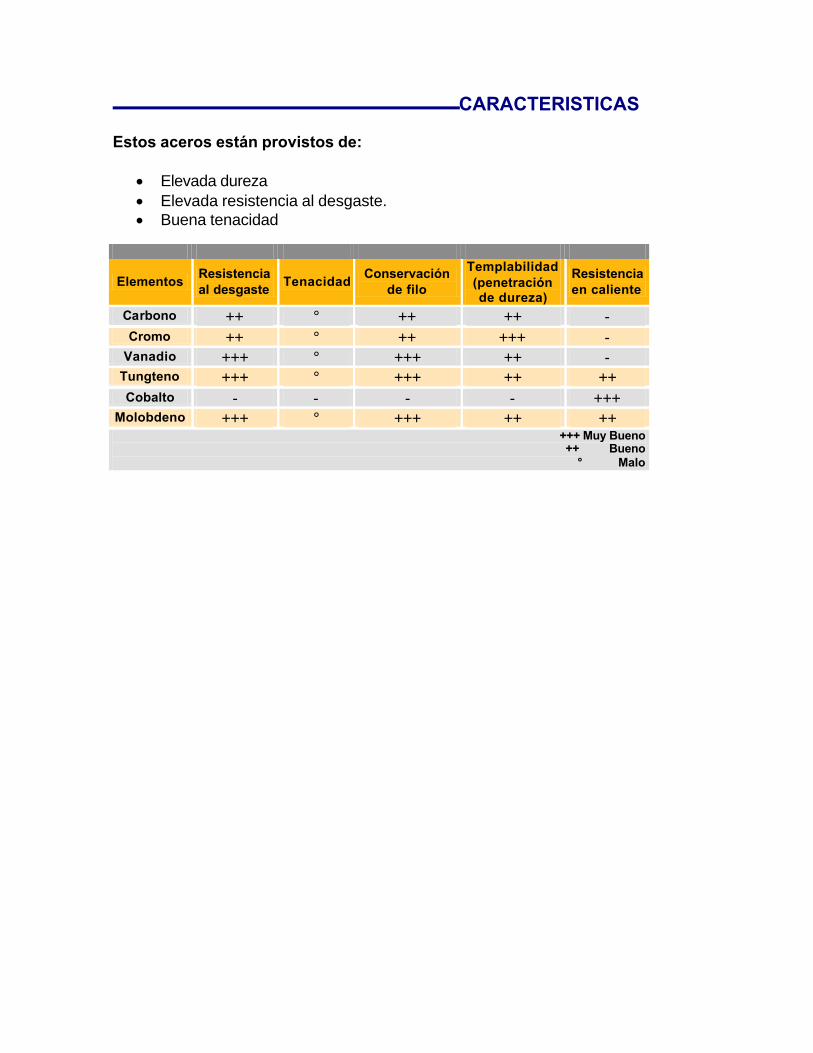
CARACTERISTICAS Estos aceros están provistos de:
• Elevada dureza • Elevada resistencia al desgaste. • Buena tenacidad
Elementos Resistencia al desgaste
Tenacidad Conservación
de filo
Templabilidad (penetración de dureza)
Resistencia en caliente
Carbono ++ ° ++ ++ - Cromo ++ ° ++ +++ -
Vanadio +++ ° +++ ++ - Tungteno +++ ° +++ ++ ++ Cobalto - - - - +++
Molobdeno +++ ° +++ ++ ++ +++ Muy Bueno ++ Bueno
° Malo
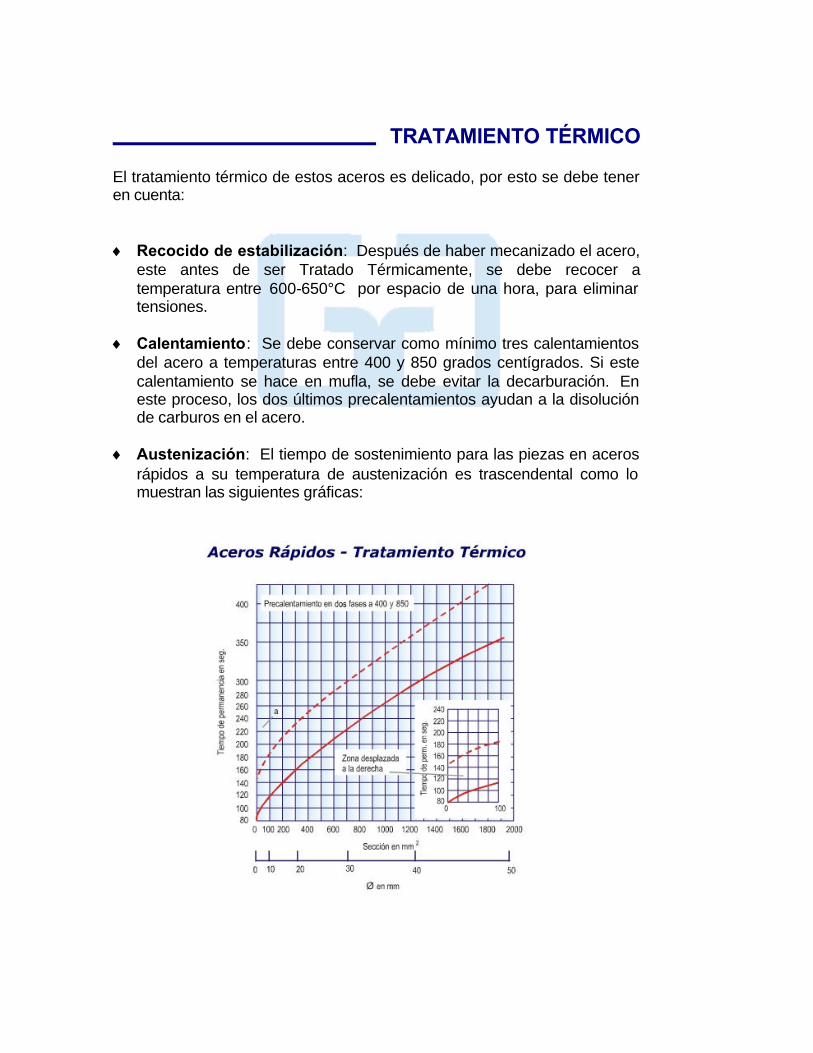
TRATAMIENTO TÉRMICO El tratamiento térmico de estos aceros es delicado, por esto se debe tener en cuenta: ♦ Recocido de estabilización: Después de haber mecanizado el acero,
este antes de ser Tratado Térmicamente, se debe recocer a temperatura entre 600-650°C por espacio de una hora, para eliminar tensiones.
♦ Calentamiento: Se debe conservar como mínimo tres calentamientos
del acero a temperaturas entre 400 y 850 grados centígrados. Si este calentamiento se hace en mufla, se debe evitar la decarburación. En este proceso, los dos últimos precalentamientos ayudan a la disolución de carburos en el acero.
♦ Austenización: El tiempo de sostenimiento para las piezas en aceros
rápidos a su temperatura de austenización es trascendental como lo muestran las siguientes gráficas:
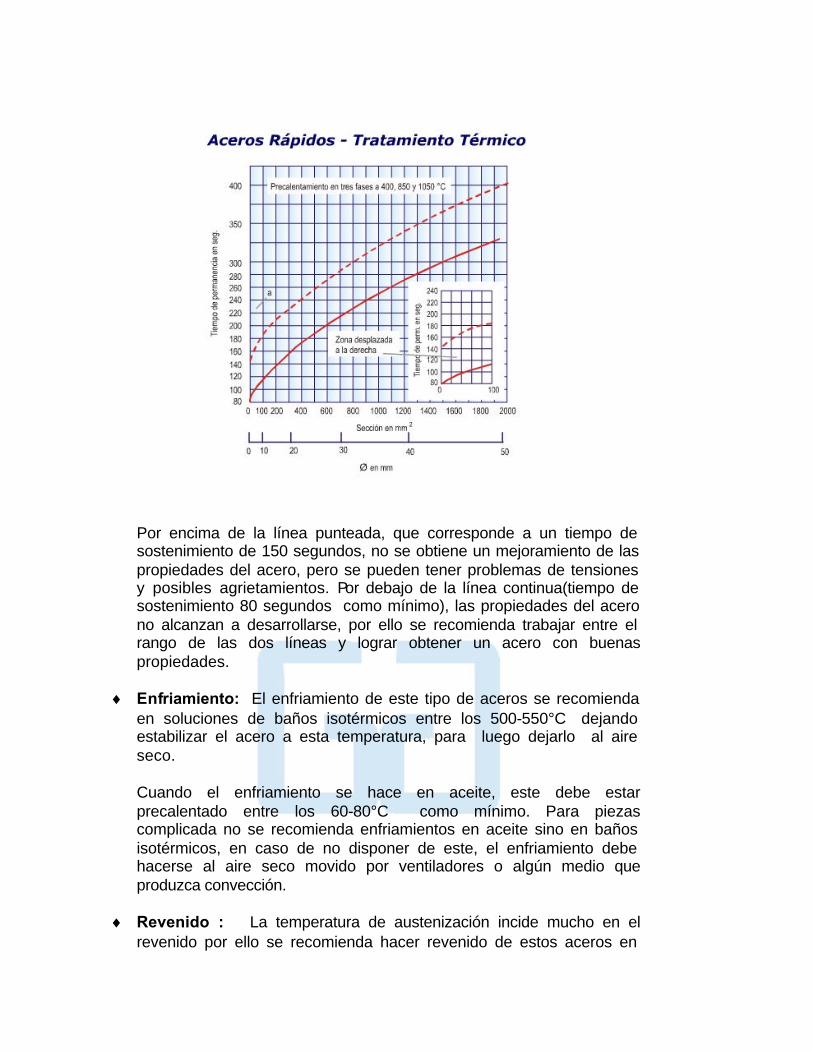
♦ Por encima de la línea punteada, que corresponde a un tiempo de
sostenimiento de 150 segundos, no se obtiene un mejoramiento de las propiedades del acero, pero se pueden tener problemas de tensiones y posibles agrietamientos. Por debajo de la línea continua(tiempo de sostenimiento 80 segundos como mínimo), las propiedades del acero no alcanzan a desarrollarse, por ello se recomienda trabajar entre el rango de las dos líneas y lograr obtener un acero con buenas propiedades.
♦ ♦ Enfriamiento: El enfriamiento de este tipo de aceros se recomienda
en soluciones de baños isotérmicos entre los 500-550°C dejando estabilizar el acero a esta temperatura, para luego dejarlo al aire seco.
♦ Cuando el enfriamiento se hace en aceite, este debe estar
precalentado entre los 60-80°C como mínimo. Para piezas complicada no se recomienda enfriamientos en aceite sino en baños isotérmicos, en caso de no disponer de este, el enfriamiento debe hacerse al aire seco movido por ventiladores o algún medio que produzca convección.
♦ ♦ Revenido : La temperatura de austenización incide mucho en el
revenido por ello se recomienda hacer revenido de estos aceros en
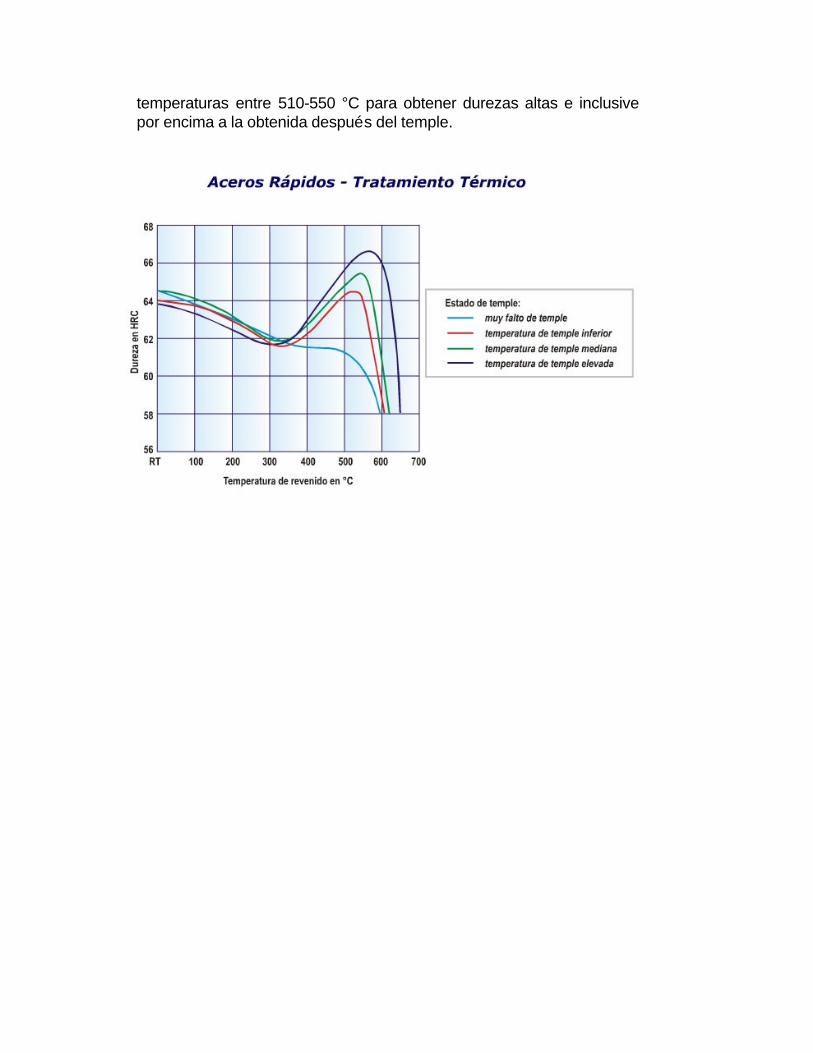
temperaturas entre 510-550 °C para obtener durezas altas e inclusive por encima a la obtenida después del temple.
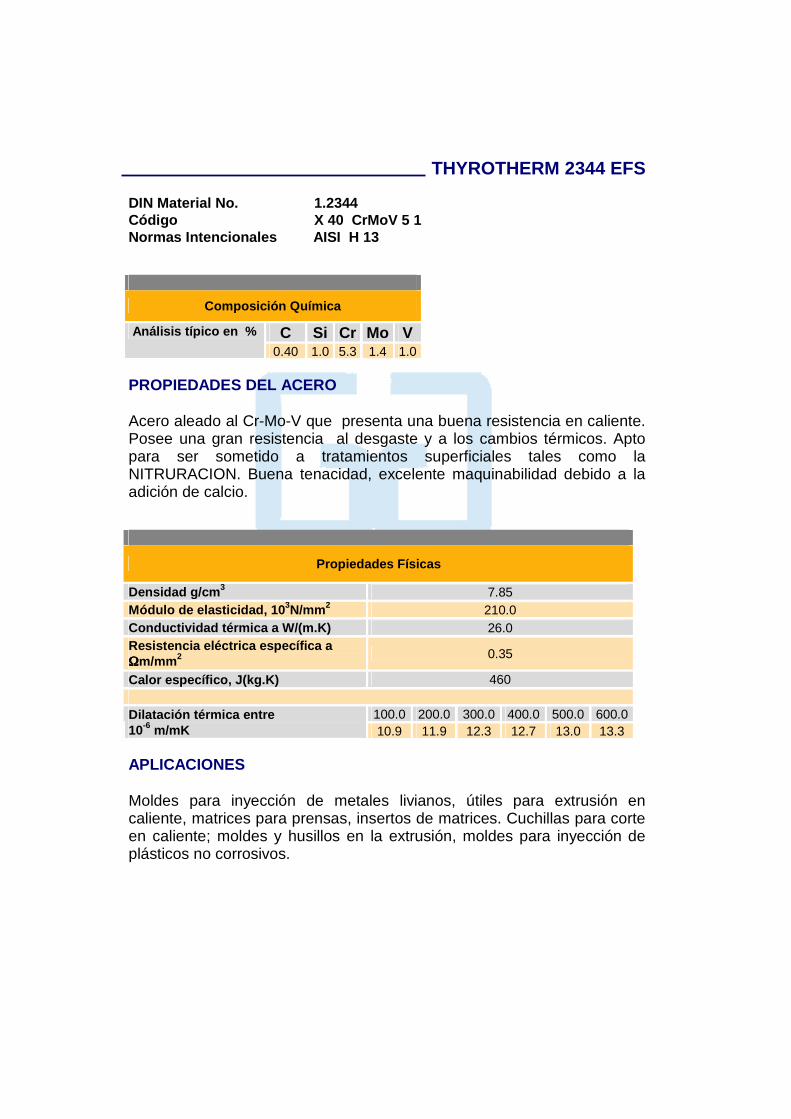
THYROTHERM 2344 EFS DIN Material No. 1.2344 Código X 40 CrMoV 5 1 Normas Intencionales AISI H 13
Composición Química
C Si Cr Mo VAnálisis típico en % 0.40 1.0 5.3 1.4 1.0
PROPIEDADES DEL ACERO Acero aleado al Cr-Mo-V que presenta una buena resistencia en caliente. Posee una gran resistencia al desgaste y a los cambios térmicos. Apto para ser sometido a tratamientos superficiales tales como la NITRURACION. Buena tenacidad, excelente maquinabilidad debido a la adición de calcio.
Propiedades Físicas
Densidad g/cm3 7.85 Módulo de elasticidad, 103N/mm2 210.0 Conductividad térmica a W/(m.K) 26.0 Resistencia eléctrica específica a ΩΩΩΩm/mm2 0.35
Calor específico, J(kg.K) 460
100.0 200.0 300.0 400.0 500.0 600.0 Dilatación térmica entre 10-6 m/mK 10.9 11.9 12.3 12.7 13.0 13.3 APLICACIONES Moldes para inyección de metales livianos, útiles para extrusión en caliente, matrices para prensas, insertos de matrices. Cuchillas para corte en caliente; moldes y husillos en la extrusión, moldes para inyección de plásticos no corrosivos.
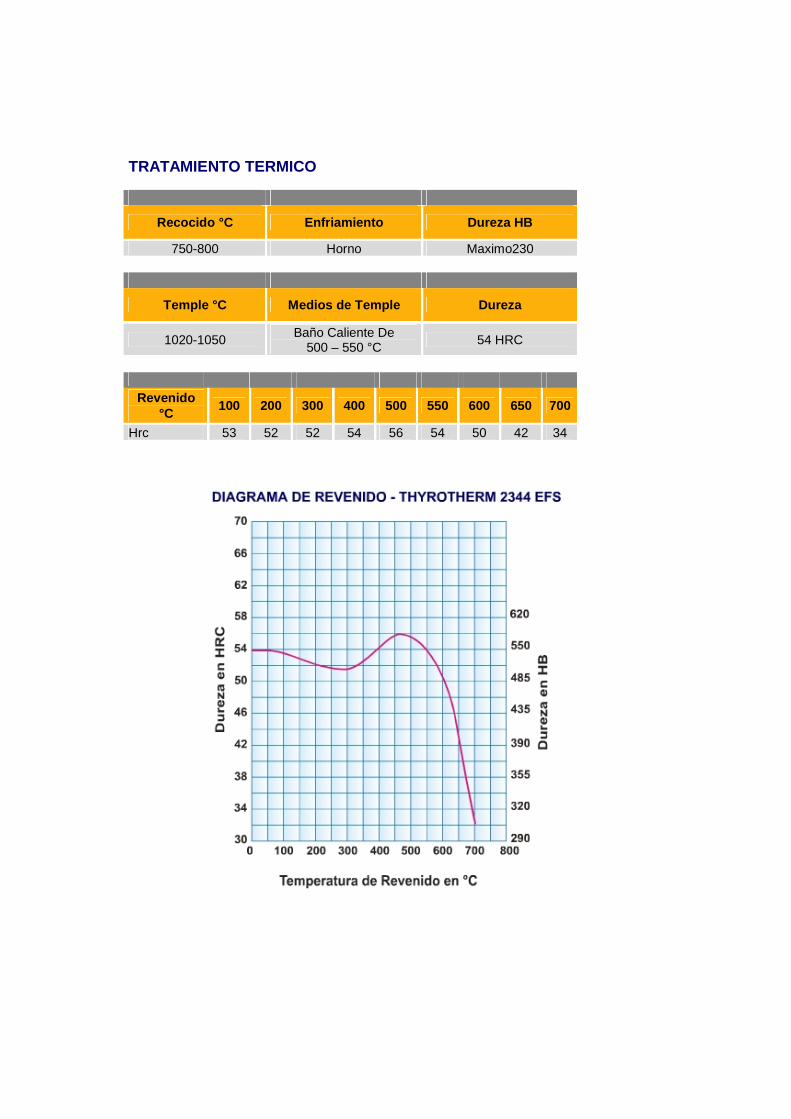
TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
750-800 Horno Maximo230
Temple °C Medios de Temple Dureza
1020-1050 Baño Caliente De 500 – 550 °C 54 HRC
Revenido °C 100 200 300 400 500 550 600 650 700
Hrc 53 52 52 54 56 54 50 42 34
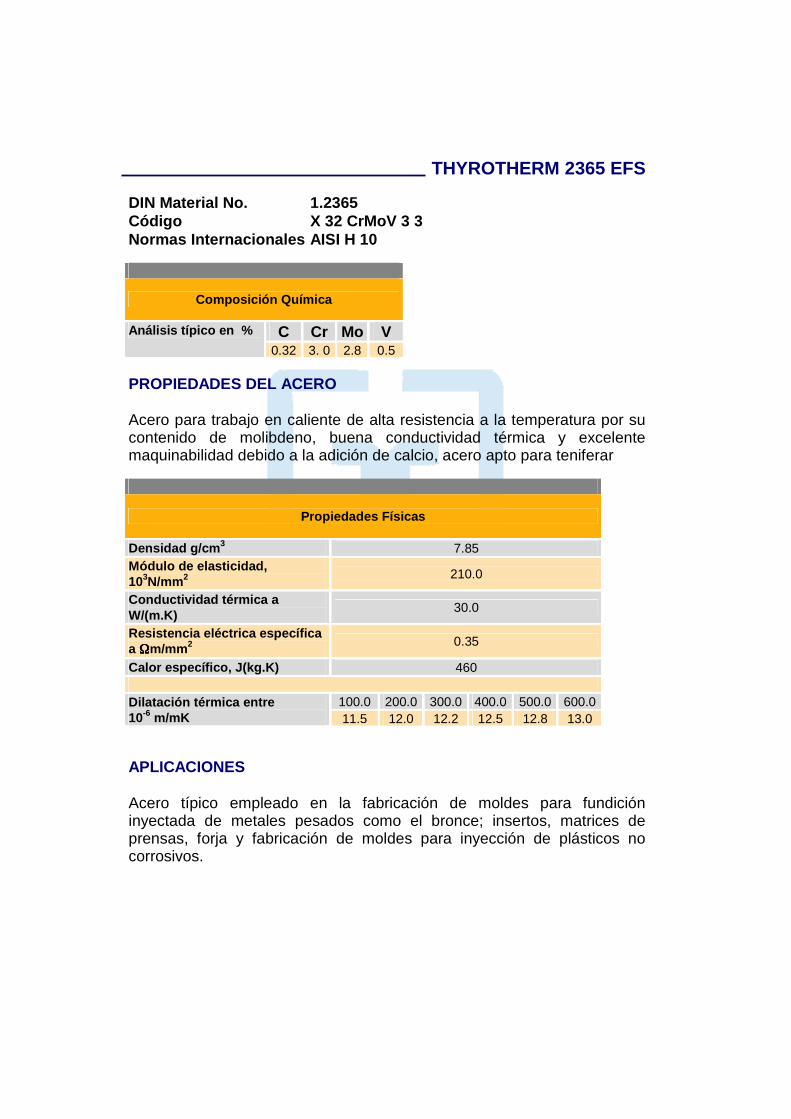
THYROTHERM 2365 EFS DIN Material No. 1.2365 Código X 32 CrMoV 3 3 Normas Internacionales AISI H 10
Composición Química
C Cr Mo V Análisis típico en % 0.32 3. 0 2.8 0.5
PROPIEDADES DEL ACERO Acero para trabajo en caliente de alta resistencia a la temperatura por su contenido de molibdeno, buena conductividad térmica y excelente maquinabilidad debido a la adición de calcio, acero apto para teniferar
Propiedades Físicas
Densidad g/cm3 7.85 Módulo de elasticidad, 103N/mm2 210.0
Conductividad térmica a W/(m.K) 30.0
Resistencia eléctrica específica a ΩΩΩΩm/mm2 0.35
Calor específico, J(kg.K) 460
100.0 200.0 300.0 400.0 500.0 600.0 Dilatación térmica entre 10-6 m/mK 11.5 12.0 12.2 12.5 12.8 13.0 APLICACIONES Acero típico empleado en la fabricación de moldes para fundición inyectada de metales pesados como el bronce; insertos, matrices de prensas, forja y fabricación de moldes para inyección de plásticos no corrosivos.
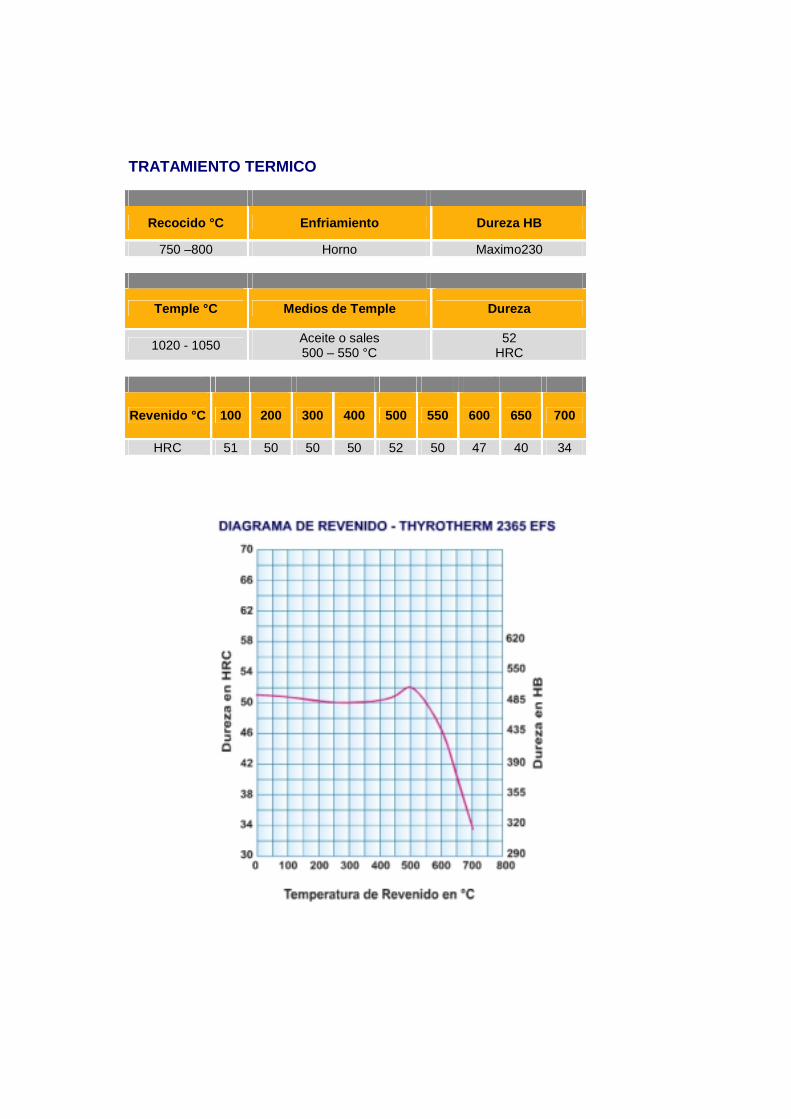
TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
750 –800 Horno Maximo230
Temple °C Medios de Temple Dureza
1020 - 1050 Aceite o sales 500 – 550 °C
52 HRC
Revenido °C 100 200 300 400 500 550 600 650 700
HRC 51 50 50 50 52 50 47 40 34
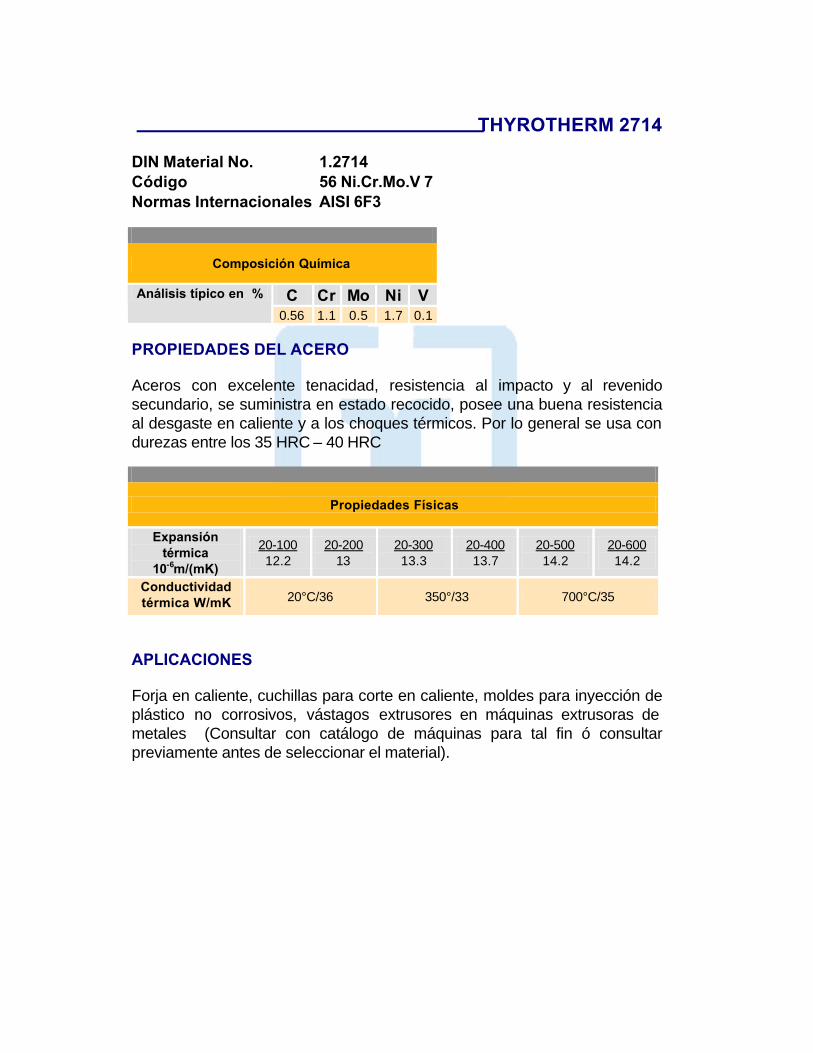
THYROTHERM 2714 DIN Material No. 1.2714 Código 56 Ni.Cr.Mo.V 7 Normas Internacionales AISI 6F3
Composición Química
C Cr Mo Ni V Análisis típico en %
0.56 1.1 0.5 1.7 0.1 PROPIEDADES DEL ACERO Aceros con excelente tenacidad, resistencia al impacto y al revenido secundario, se suministra en estado recocido, posee una buena resistencia al desgaste en caliente y a los choques térmicos. Por lo general se usa con durezas entre los 35 HRC – 40 HRC
Propiedades Físicas
Expansión térmica
10-6m/(mK)
20-100 12.2
20-200 13
20-300 13.3
20-400 13.7
20-500 14.2
20-600 14.2
Conductividad térmica W/mK 20°C/36 350°/33 700°C/35
APLICACIONES Forja en caliente, cuchillas para corte en caliente, moldes para inyección de plástico no corrosivos, vástagos extrusores en máquinas extrusoras de metales (Consultar con catálogo de máquinas para tal fin ó consultar previamente antes de seleccionar el material).
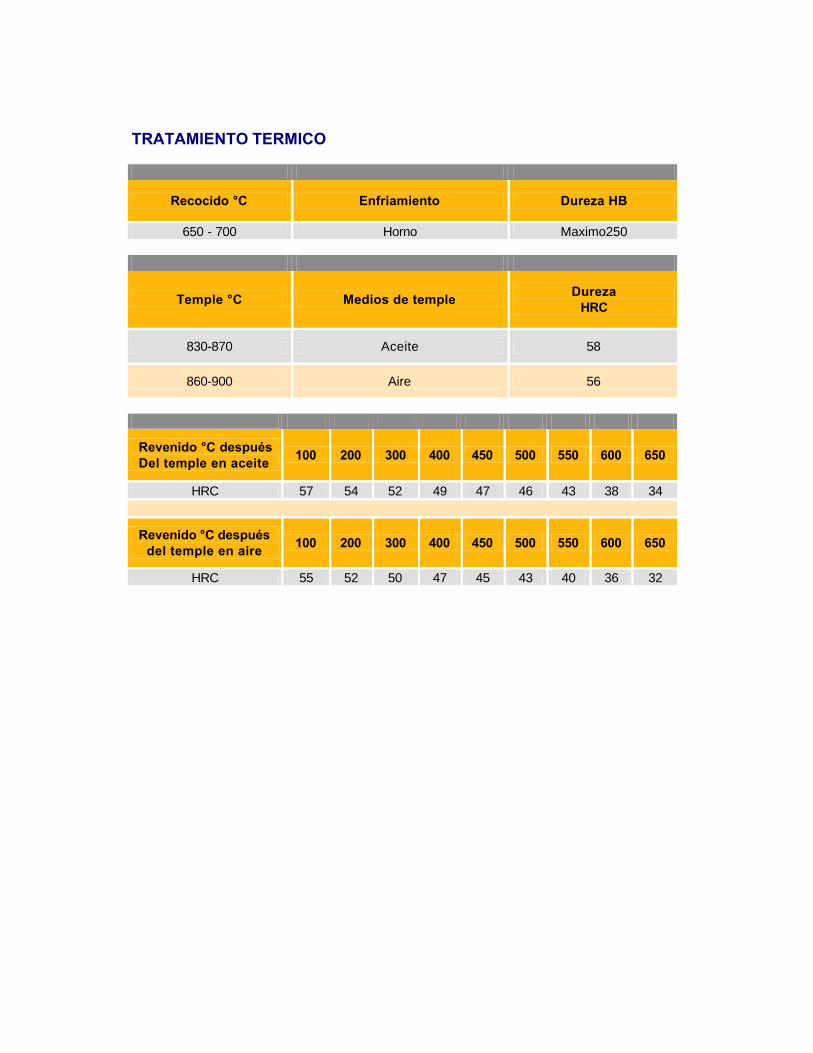
TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
650 - 700 Horno Maximo250
Temple °C Medios de temple Dureza
HRC
830-870 Aceite 58
860-900 Aire 56
Revenido °C después Del temple en aceite
100 200 300 400 450 500 550 600 650
HRC 57 54 52 49 47 46 43 38 34
Revenido °C después del temple en aire
100 200 300 400 450 500 550 600 650
HRC 55 52 50 47 45 43 40 36 32
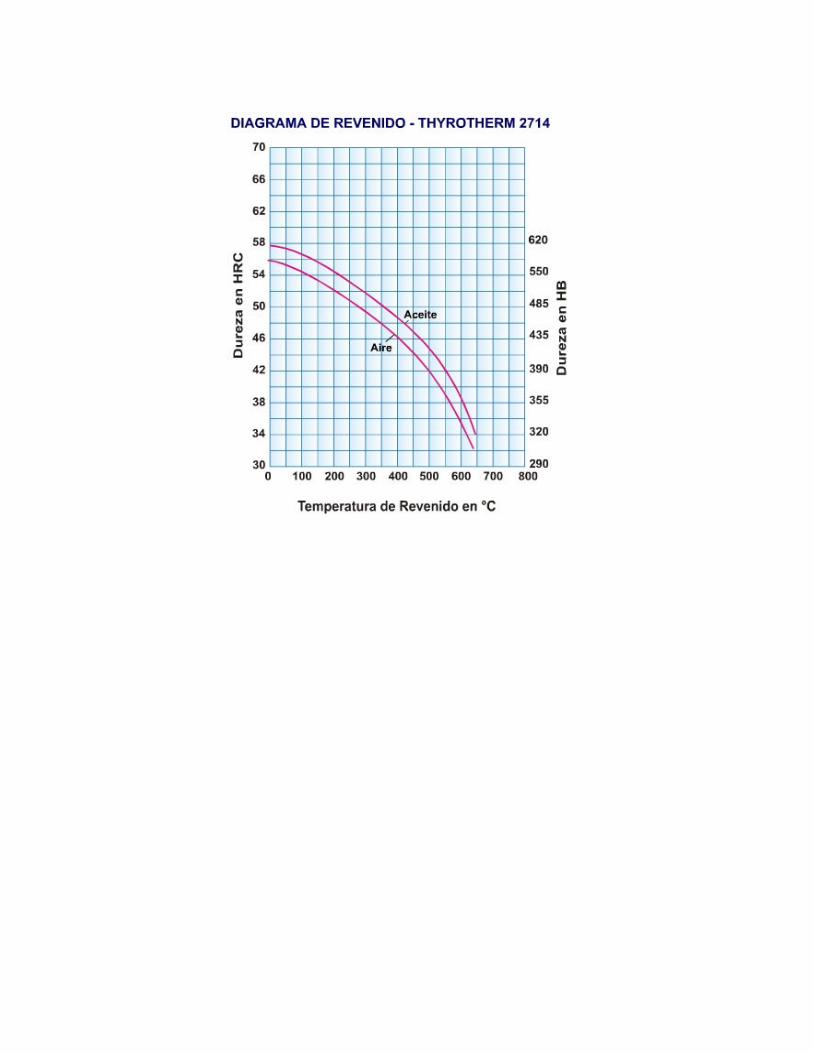
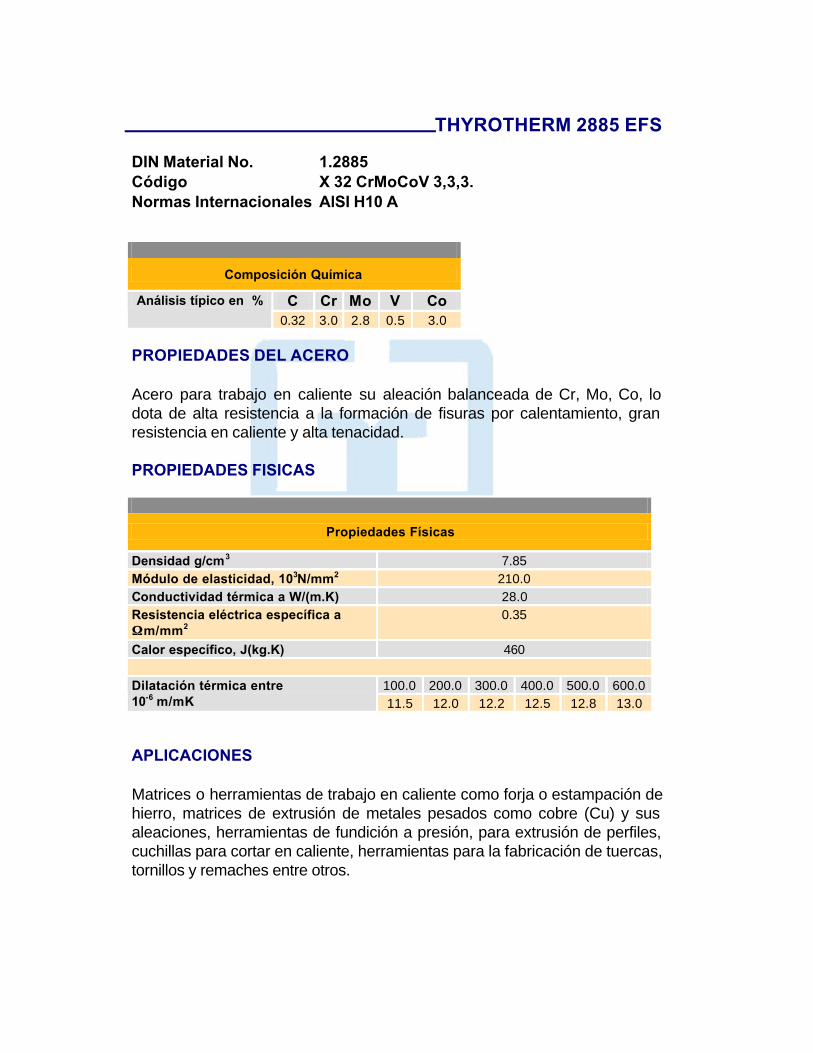
THYROTHERM 2885 EFS DIN Material No. 1.2885 Código X 32 CrMoCoV 3,3,3. Normas Internacionales AlSI H10 A
Composición Química
C Cr Mo V Co Análisis típico en %
0.32 3.0 2.8 0.5 3.0
PROPIEDADES DEL ACERO Acero para trabajo en caliente su aleación balanceada de Cr, Mo, Co, lo dota de alta resistencia a la formación de fisuras por calentamiento, gran resistencia en caliente y alta tenacidad. PROPIEDADES FISICAS
Propiedades Físicas
Densidad g/cm3 7.85 Módulo de elasticidad, 103N/mm2 210.0 Conductividad térmica a W/(m.K) 28.0 Resistencia eléctrica específica a ΩΩm/mm2
0.35
Calor específico, J(kg.K) 460
100.0 200.0 300.0 400.0 500.0 600.0 Dilatación térmica entre 10-6 m/mK 11.5 12.0 12.2 12.5 12.8 13.0 APLICACIONES Matrices o herramientas de trabajo en caliente como forja o estampación de hierro, matrices de extrusión de metales pesados como cobre (Cu) y sus aleaciones, herramientas de fundición a presión, para extrusión de perfiles, cuchillas para cortar en caliente, herramientas para la fabricación de tuercas, tornillos y remaches entre otros.
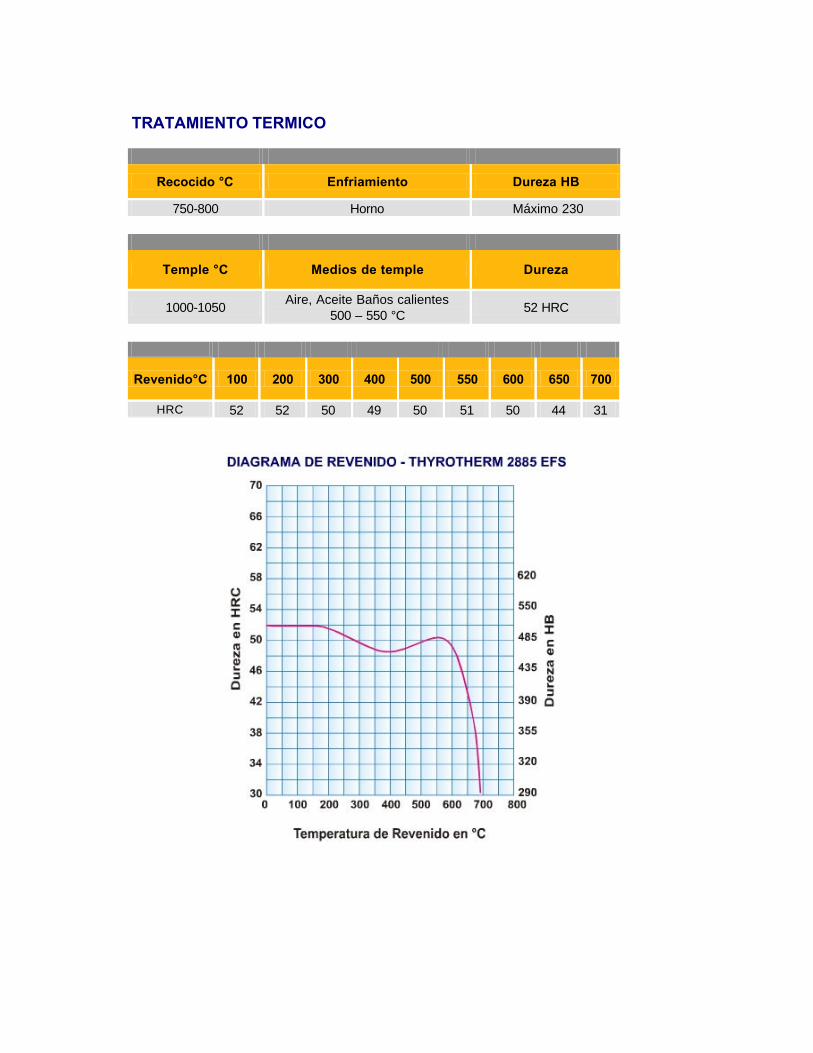
TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
750-800 Horno Máximo 230
Temple °C Medios de temple Dureza
1000-1050 Aire, Aceite Baños calientes 500 – 550 °C 52 HRC
Revenido°C 100 200 300 400 500 550 600 650 700
HRC 52 52 50 49 50 51 50 44 31
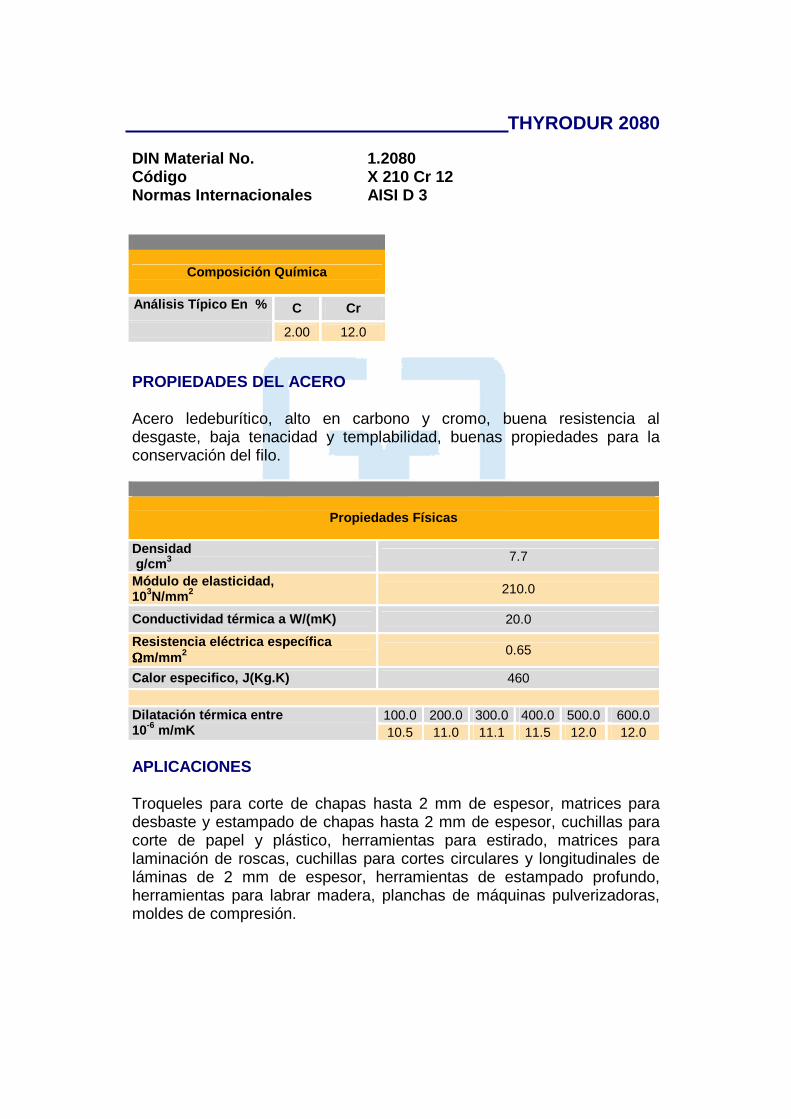
THYRODUR 2080 DIN Material No. 1.2080 Código X 210 Cr 12 Normas Internacionales AISI D 3
Composición Química
Análisis Típico En % C Cr 2.00 12.0 PROPIEDADES DEL ACERO Acero ledeburítico, alto en carbono y cromo, buena resistencia al desgaste, baja tenacidad y templabilidad, buenas propiedades para la conservación del filo.
Propiedades Físicas
Densidad g/cm3 7.7
Módulo de elasticidad, 103N/mm2 210.0
Conductividad térmica a W/(mK) 20.0 Resistencia eléctrica específica ΩΩΩΩm/mm2 0.65
Calor especifico, J(Kg.K) 460
100.0 200.0 300.0 400.0 500.0 600.0 Dilatación térmica entre 10-6 m/mK 10.5 11.0 11.1 11.5 12.0 12.0 APLICACIONES Troqueles para corte de chapas hasta 2 mm de espesor, matrices para desbaste y estampado de chapas hasta 2 mm de espesor, cuchillas para corte de papel y plástico, herramientas para estirado, matrices para laminación de roscas, cuchillas para cortes circulares y longitudinales de láminas de 2 mm de espesor, herramientas de estampado profundo, herramientas para labrar madera, planchas de máquinas pulverizadoras, moldes de compresión.
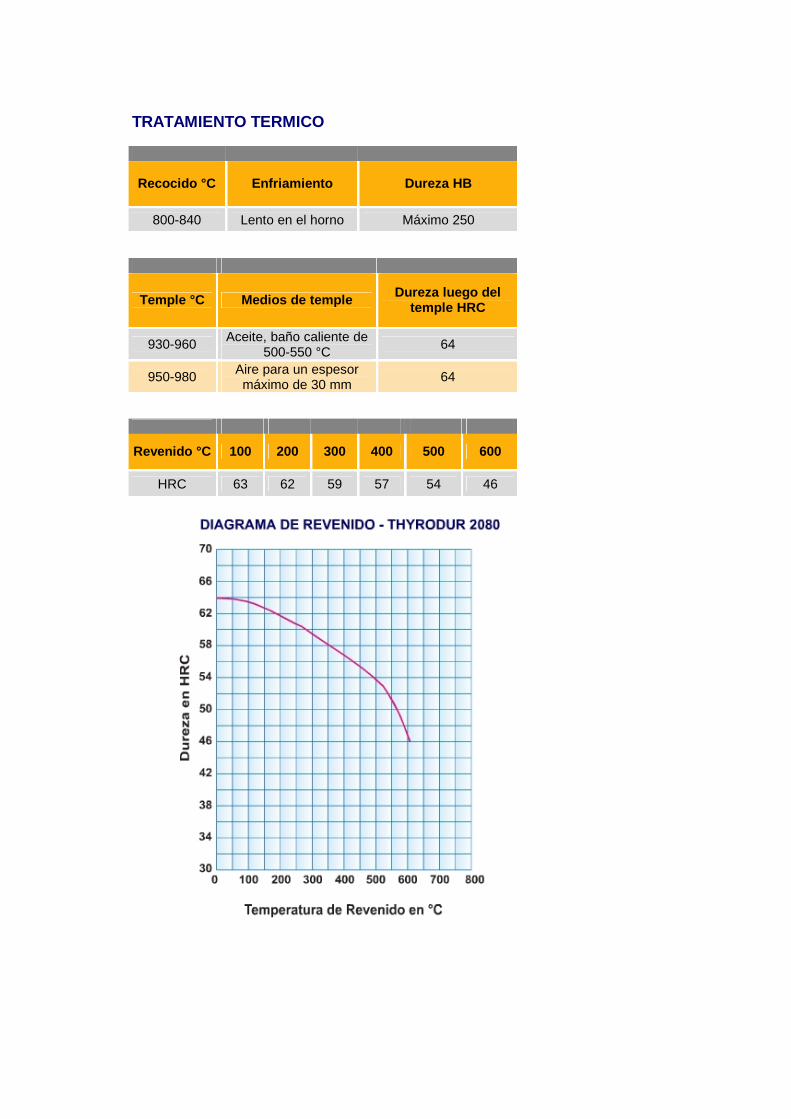
TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
800-840 Lento en el horno Máximo 250
Temple °C Medios de temple Dureza luego del temple HRC
930-960 Aceite, baño caliente de 500-550 °C 64
950-980 Aire para un espesor máximo de 30 mm 64
Revenido °C 100 200 300 400 500 600
HRC 63 62 59 57 54 46
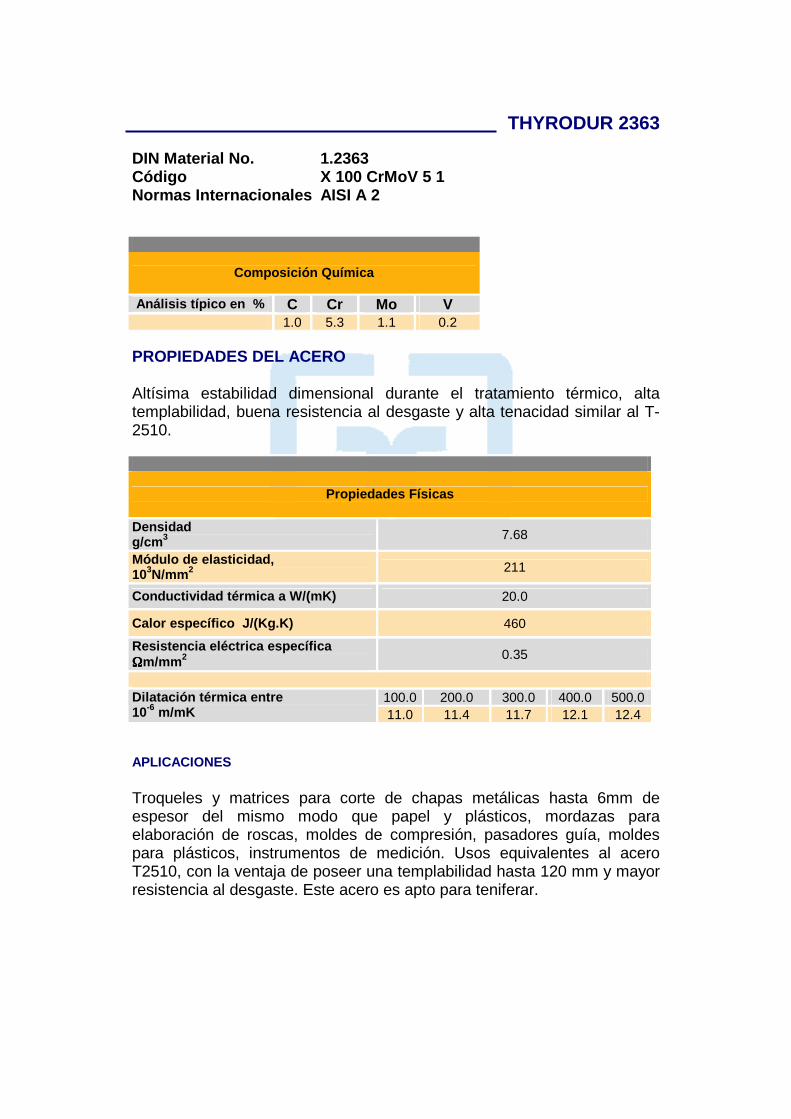
THYRODUR 2363 DIN Material No. 1.2363 Código X 100 CrMoV 5 1 Normas Internacionales AISI A 2
Composición Química
Análisis típico en % C Cr Mo V 1.0 5.3 1.1 0.2
PROPIEDADES DEL ACERO Altísima estabilidad dimensional durante el tratamiento térmico, alta templabilidad, buena resistencia al desgaste y alta tenacidad similar al T-2510.
Propiedades Físicas
Densidad g/cm3 7.68
Módulo de elasticidad, 103N/mm2 211
Conductividad térmica a W/(mK) 20.0
Calor específico J/(Kg.K) 460 Resistencia eléctrica específica ΩΩΩΩm/mm2 0.35
100.0 200.0 300.0 400.0 500.0 Dilatación térmica entre
10-6 m/mK 11.0 11.4 11.7 12.1 12.4 APLICACIONES Troqueles y matrices para corte de chapas metálicas hasta 6mm de espesor del mismo modo que papel y plásticos, mordazas para elaboración de roscas, moldes de compresión, pasadores guía, moldes para plásticos, instrumentos de medición. Usos equivalentes al acero T2510, con la ventaja de poseer una templabilidad hasta 120 mm y mayor resistencia al desgaste. Este acero es apto para teniferar.
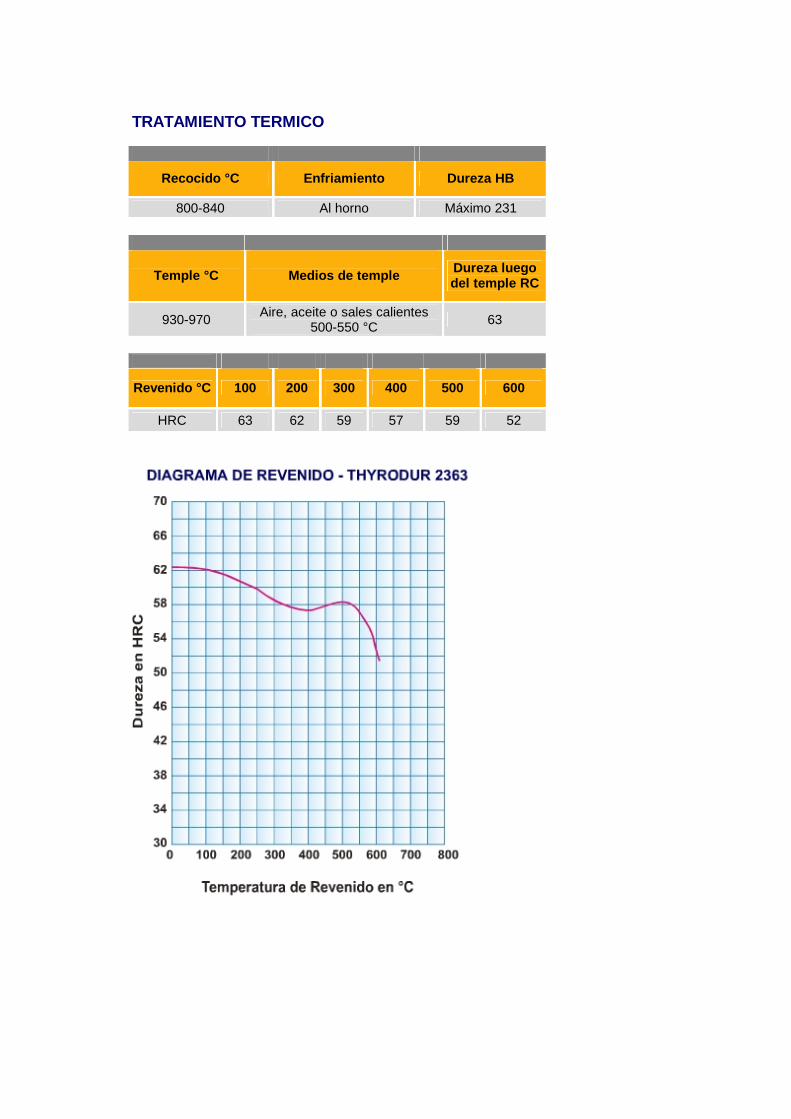
TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
800-840 Al horno Máximo 231
Temple °C Medios de temple Dureza luego del temple RC
930-970 Aire, aceite o sales calientes 500-550 °C 63
Revenido °C 100 200 300 400 500 600
HRC 63 62 59 57 59 52
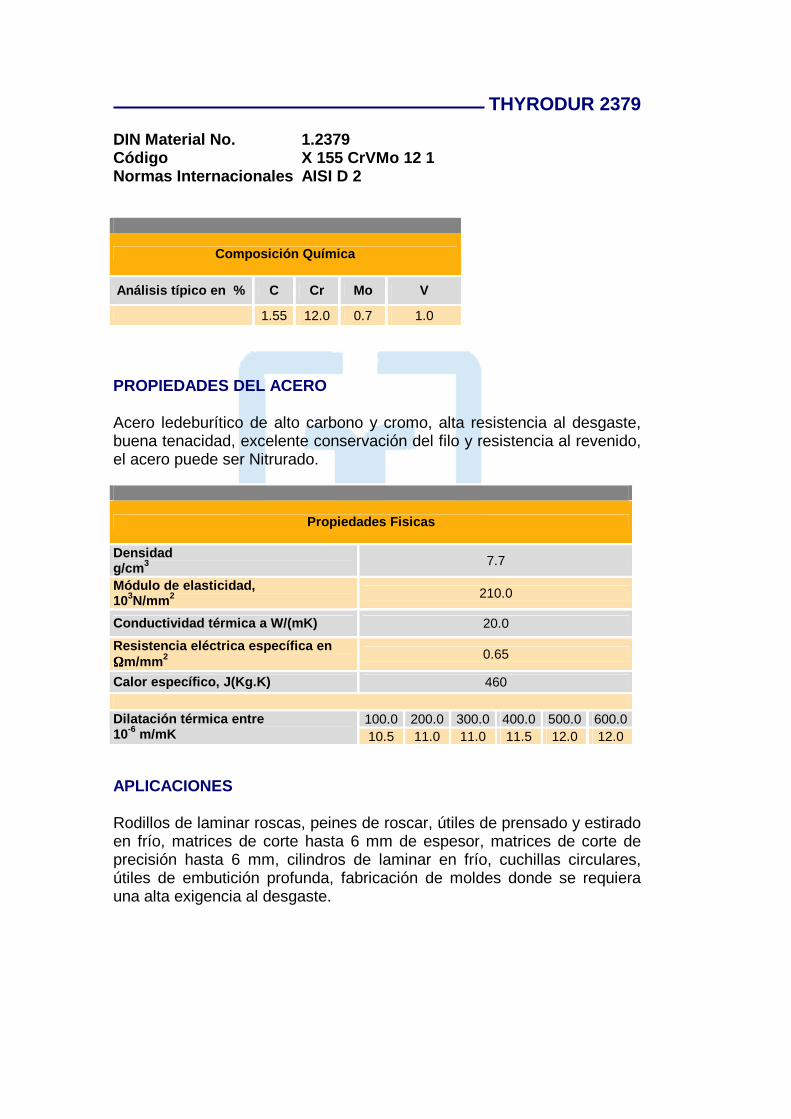
THYRODUR 2379 DIN Material No. 1.2379 Código X 155 CrVMo 12 1 Normas Internacionales AISI D 2
Composición Química
Análisis típico en % C Cr Mo V
1.55 12.0 0.7 1.0
PROPIEDADES DEL ACERO Acero ledeburítico de alto carbono y cromo, alta resistencia al desgaste, buena tenacidad, excelente conservación del filo y resistencia al revenido, el acero puede ser Nitrurado.
Propiedades Fisicas
Densidad g/cm3 7.7
Módulo de elasticidad, 103N/mm2 210.0
Conductividad térmica a W/(mK) 20.0 Resistencia eléctrica específica en ΩΩΩΩm/mm2 0.65
Calor específico, J(Kg.K) 460
100.0 200.0 300.0 400.0 500.0 600.0 Dilatación térmica entre 10-6 m/mK 10.5 11.0 11.0 11.5 12.0 12.0 APLICACIONES Rodillos de laminar roscas, peines de roscar, útiles de prensado y estirado en frío, matrices de corte hasta 6 mm de espesor, matrices de corte de precisión hasta 6 mm, cilindros de laminar en frío, cuchillas circulares, útiles de embutición profunda, fabricación de moldes donde se requiera una alta exigencia al desgaste.
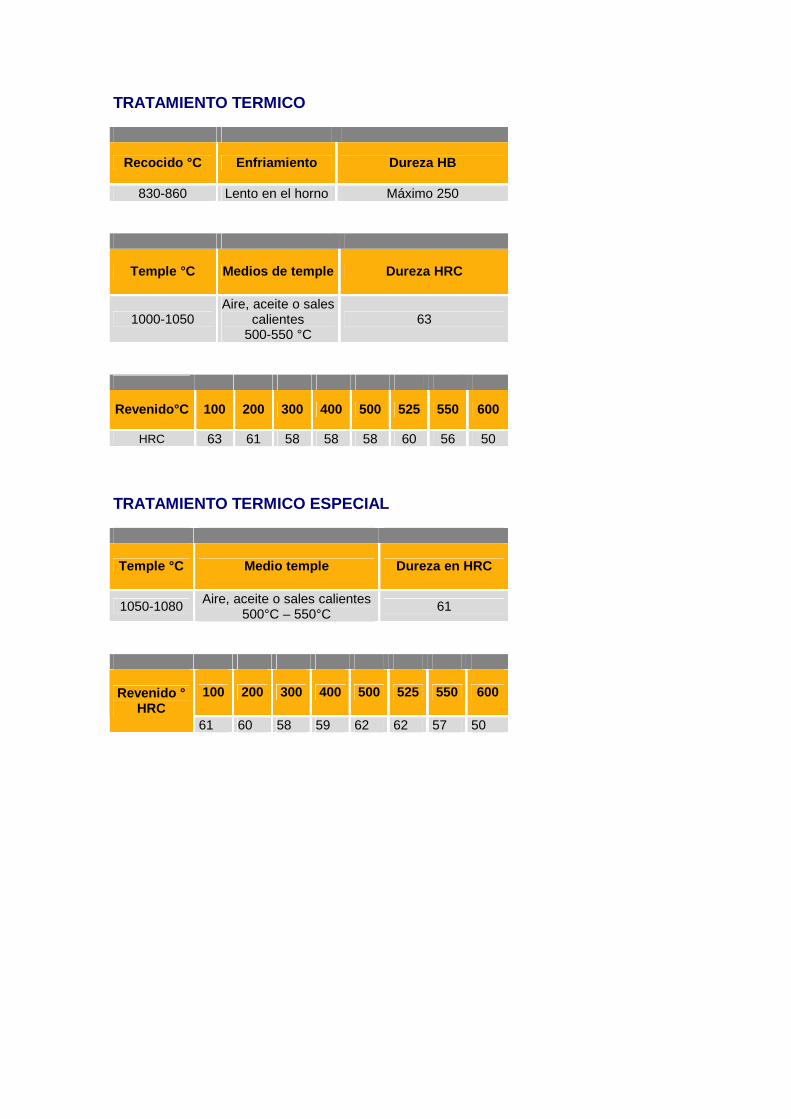
TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
830-860 Lento en el horno Máximo 250
Temple °C Medios de temple Dureza HRC
1000-1050 Aire, aceite o sales
calientes 500-550 °C
63
Revenido°C 100 200 300 400 500 525 550 600
HRC 63 61 58 58 58 60 56 50 TRATAMIENTO TERMICO ESPECIAL
Temple °C Medio temple Dureza en HRC
1050-1080 Aire, aceite o sales calientes 500°C – 550°C 61
100 200 300 400 500 525 550 600 Revenido ° HRC
61 60 58 59 62 62 57 50
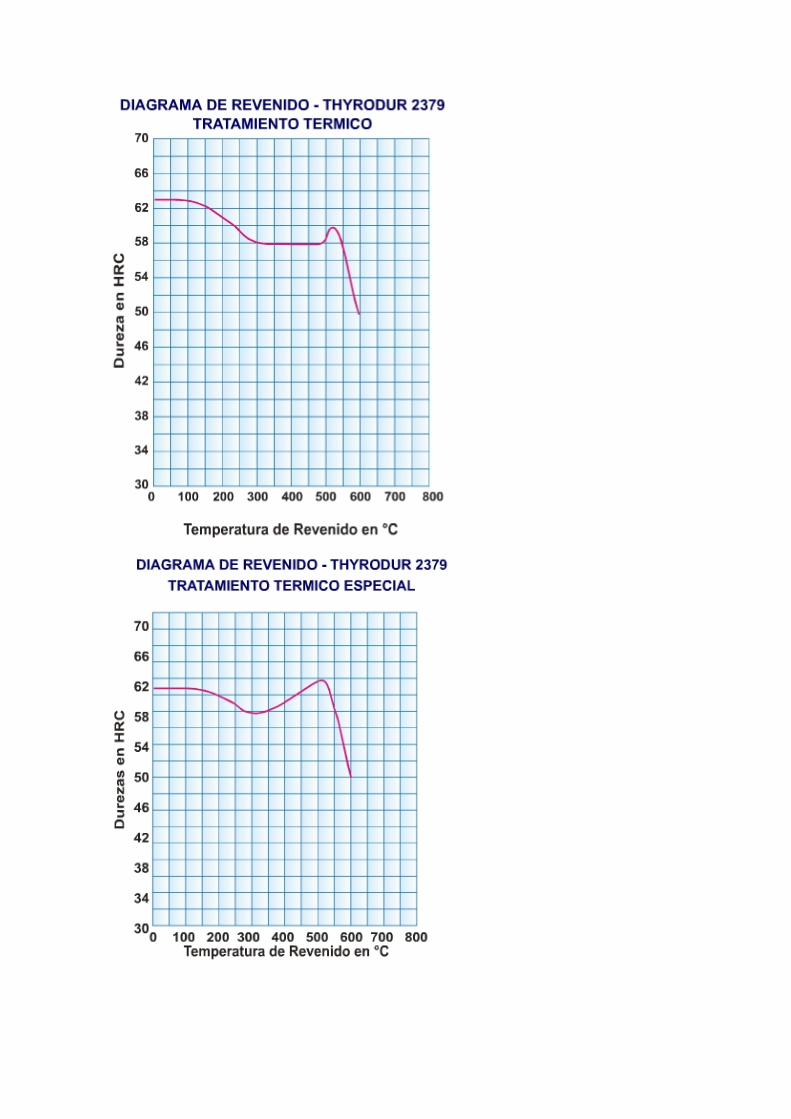
THYRODUR 2436 DIN Material No. 1.2436 Código X 210 CrW 12 Normas Internacionales AlSI D 6
Composición Química
Análisis típico en % C Cr W 2.10 12.0 0.7
PROPIEDADES DEL ACERO Acero ledeburítico con alto contenido en carbono y cromo, presenta altísima resistencia al desgaste y cualidades para la conservación del filo. Mayor templabilidad que la del acero T2080.
Propiedades Físicas
Densidad g/cm3 7.7
Módulo de elasticidad, 103N/mm2 210.0
Conductividad térmica a W/(mK) 20.0 Resistencia eléctrica específica a ΩΩΩΩm/mm2 0.65
Calor especifico, J(Kg.K) 460
100.0 200.0 300.0 400.0 500.0 600.0 Dilatación térmica entre 10-6 m/mK 10.5 11.0 11.0 11.5 12.0 12.0 APLICACIONES Troqueles de alto rendimiento para corte en láminas CR, lámina para transformadores y dínamos hasta 2 mm de espesor como también plásticos y papel, herramientas para embutición profunda, matrices y mandriles de embutición, herramientas para estirado intenso, matrices y mandriles de estirado, hojas de corte, herramientas trituradoras de piedra, incluyendo las aplicaciones del T-2080.
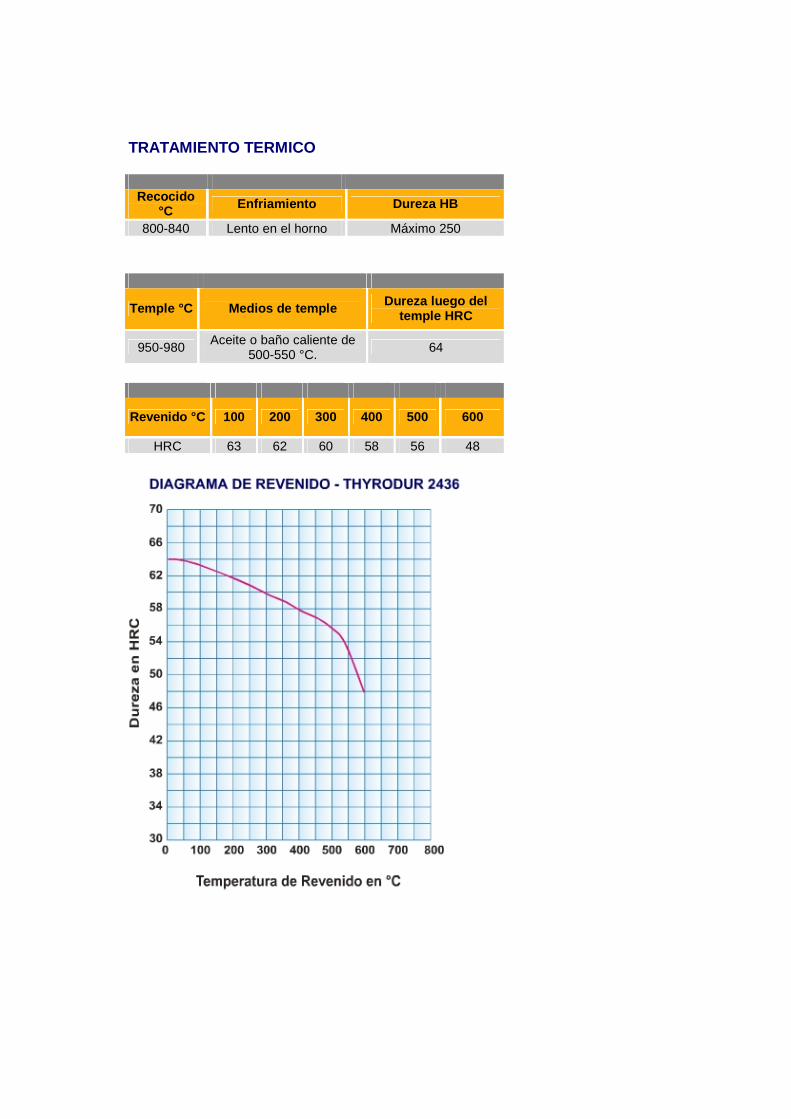
TRATAMIENTO TERMICO
Recocido
°C Enfriamiento Dureza HB
800-840 Lento en el horno Máximo 250
Temple °C Medios de temple Dureza luego del temple HRC
950-980 Aceite o baño caliente de 500-550 °C. 64
Revenido °C 100 200 300 400 500 600
HRC 63 62 60 58 56 48
THYRODUR 2510 DIN Material No. 1.2510 Código 100 MnCrW 4 Normas Internacionales AISI O1
Composición Química
Análisis típico en % C Mn Cr V W 0.95 1.1 0.6 0.1 0.6
PROPIEDADES DEL ACERO Acero medianamente aleado, templable al aceite, con buena resistencia al desgaste y elevada tenacidad.
Propiedades Físicas
Densidad g/cm3 7.85
Módulo de elasticidad, 103N/mm2 210.0
Conductividad térmica a W/(mK) 30.0 Resistencia Eléctrica específica ΩΩΩΩm/mm2 0.35
Calor específico, J(Kg.K) 460
100.0 200.0 300.0 400.0 500.0 600.0 Dilatación térmica entre 10-6 m/mK 11.5 12.0 12.2 12.5 12.8 13.0 APLICACIONES Matrices de corte y estampación para corte de chapas metálicas hasta 6 mm de espesor, machos para roscar, barrenos, brocas, útiles de medición, moldes para plástico, cuchillas para corte.
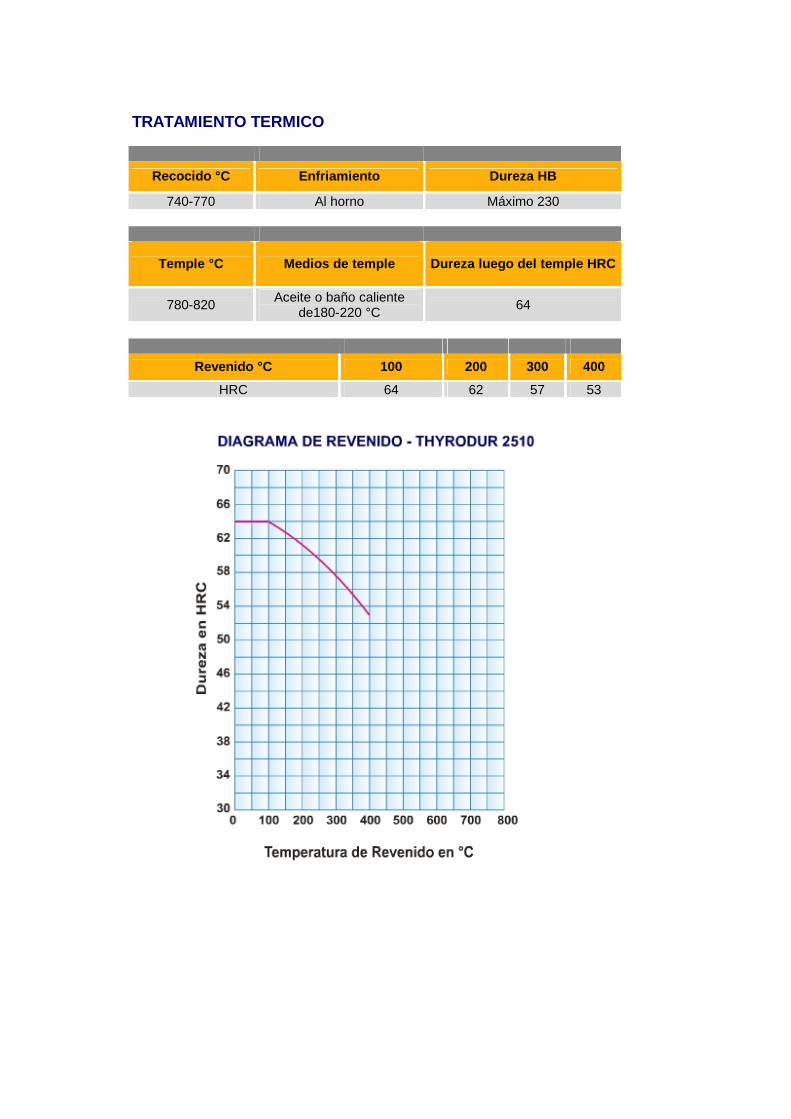
TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
740-770 Al horno Máximo 230
Temple °C Medios de temple Dureza luego del temple HRC
780-820 Aceite o baño caliente de180-220 °C 64
Revenido °C 100 200 300 400 HRC 64 62 57 53
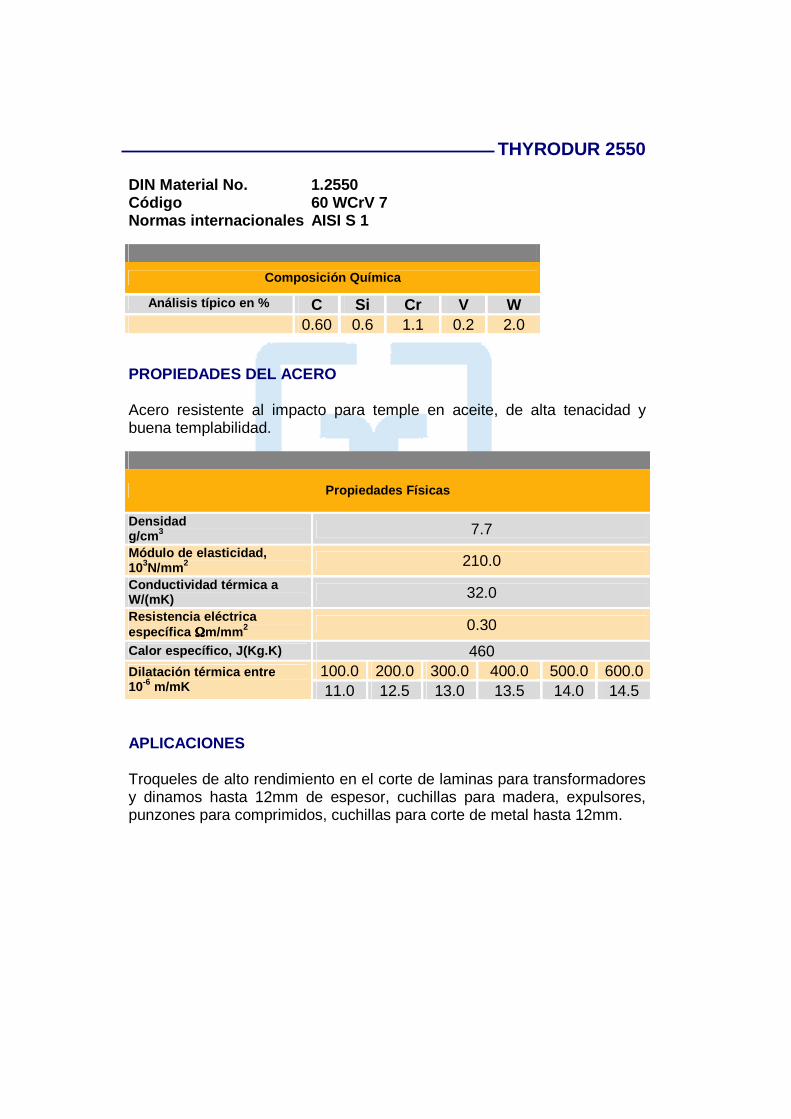
THYRODUR 2550 DIN Material No. 1.2550 Código 60 WCrV 7 Normas internacionales AISI S 1
Composición Química
Análisis típico en % C Si Cr V W 0.60 0.6 1.1 0.2 2.0 PROPIEDADES DEL ACERO Acero resistente al impacto para temple en aceite, de alta tenacidad y buena templabilidad.
Propiedades Físicas
Densidad g/cm3 7.7 Módulo de elasticidad, 103N/mm2 210.0 Conductividad térmica a W/(mK) 32.0 Resistencia eléctrica específica ΩΩΩΩm/mm2 0.30 Calor específico, J(Kg.K) 460
100.0 200.0 300.0 400.0 500.0 600.0 Dilatación térmica entre 10-6 m/mK 11.0 12.5 13.0 13.5 14.0 14.5 APLICACIONES Troqueles de alto rendimiento en el corte de laminas para transformadores y dinamos hasta 12mm de espesor, cuchillas para madera, expulsores, punzones para comprimidos, cuchillas para corte de metal hasta 12mm.
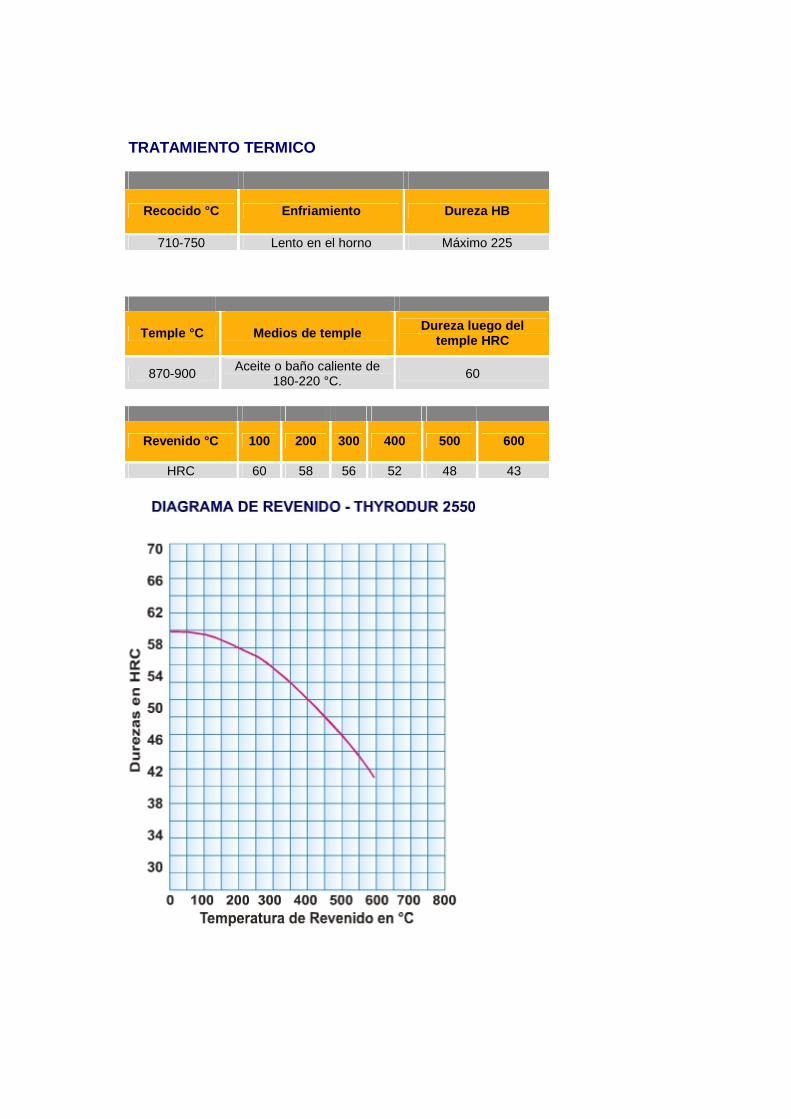
TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
710-750 Lento en el horno Máximo 225
Temple °C Medios de temple Dureza luego del temple HRC
870-900 Aceite o baño caliente de 180-220 °C. 60
Revenido °C 100 200 300 400 500 600
HRC 60 58 56 52 48 43
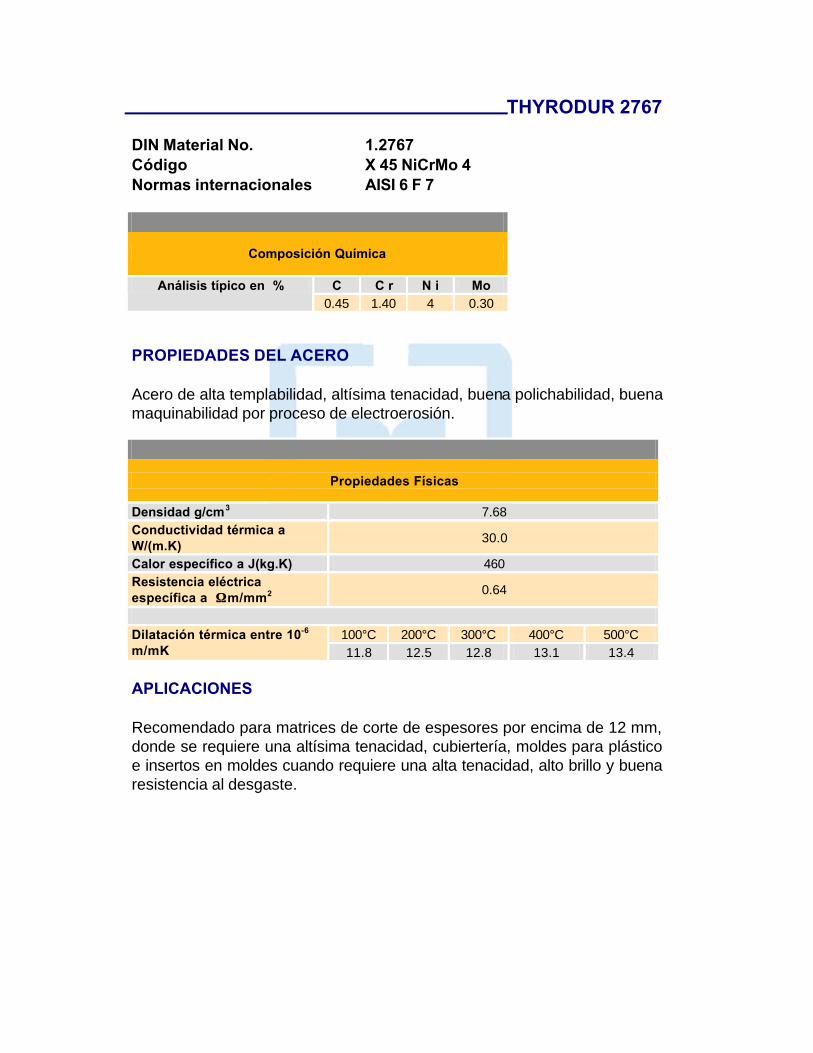
THYRODUR 2767 DIN Material No. 1.2767 Código X 45 NiCrMo 4 Normas internacionales AISI 6 F 7
Composición Química
C C r N i Mo Análisis típico en % 0.45 1.40 4 0.30
PROPIEDADES DEL ACERO Acero de alta templabilidad, altísima tenacidad, buena polichabilidad, buena maquinabilidad por proceso de electroerosión.
Propiedades Físicas
Densidad g/cm3 7.68 Conductividad térmica a W/(m.K)
30.0
Calor específico a J(kg.K) 460 Resistencia eléctrica específica a ΩΩm/mm2
0.64
100°C 200°C 300°C 400°C 500°C Dilatación térmica entre 10-6
m/mK 11.8 12.5 12.8 13.1 13.4 APLICACIONES Recomendado para matrices de corte de espesores por encima de 12 mm, donde se requiere una altísima tenacidad, cubiertería, moldes para plástico e insertos en moldes cuando requiere una alta tenacidad, alto brillo y buena resistencia al desgaste.
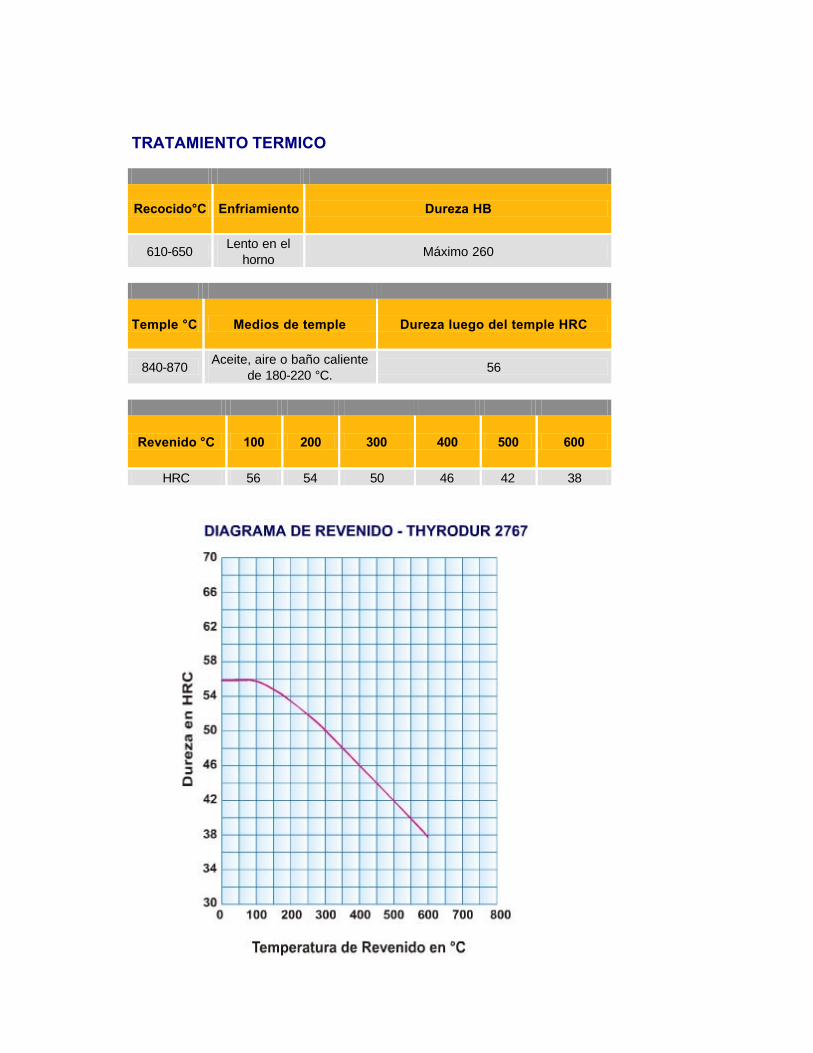
TRATAMIENTO TERMICO
Recocido°C Enfriamiento Dureza HB
610-650 Lento en el horno Máximo 260
Temple °C Medios de temple Dureza luego del temple HRC
840-870 Aceite, aire o baño caliente de 180-220 °C. 56
Revenido °C 100 200 300 400 500 600
HRC 56 54 50 46 42 38
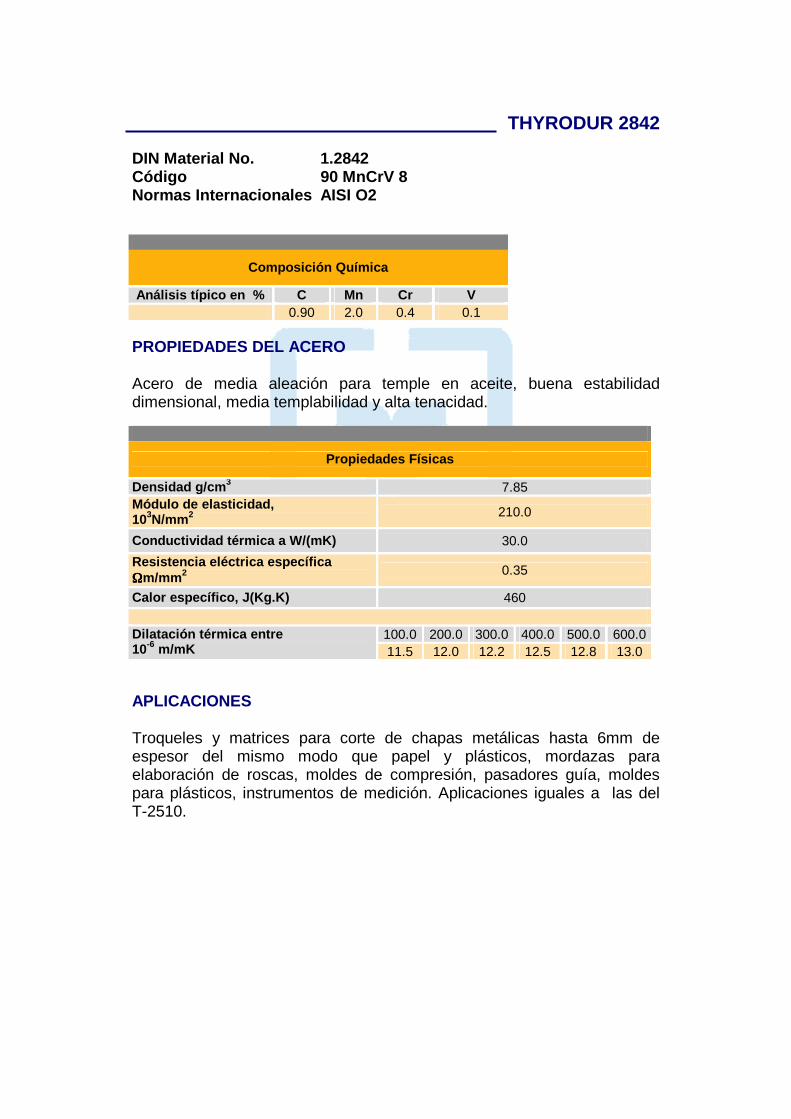
THYRODUR 2842 DIN Material No. 1.2842 Código 90 MnCrV 8 Normas Internacionales AISI O2
Composición Química
Análisis típico en % C Mn Cr V 0.90 2.0 0.4 0.1
PROPIEDADES DEL ACERO Acero de media aleación para temple en aceite, buena estabilidad dimensional, media templabilidad y alta tenacidad.
Propiedades Físicas
Densidad g/cm3 7.85 Módulo de elasticidad, 103N/mm2 210.0
Conductividad térmica a W/(mK) 30.0 Resistencia eléctrica específica ΩΩΩΩm/mm2 0.35
Calor específico, J(Kg.K) 460
100.0 200.0 300.0 400.0 500.0 600.0 Dilatación térmica entre 10-6 m/mK 11.5 12.0 12.2 12.5 12.8 13.0 APLICACIONES Troqueles y matrices para corte de chapas metálicas hasta 6mm de espesor del mismo modo que papel y plásticos, mordazas para elaboración de roscas, moldes de compresión, pasadores guía, moldes para plásticos, instrumentos de medición. Aplicaciones iguales a las del T-2510.
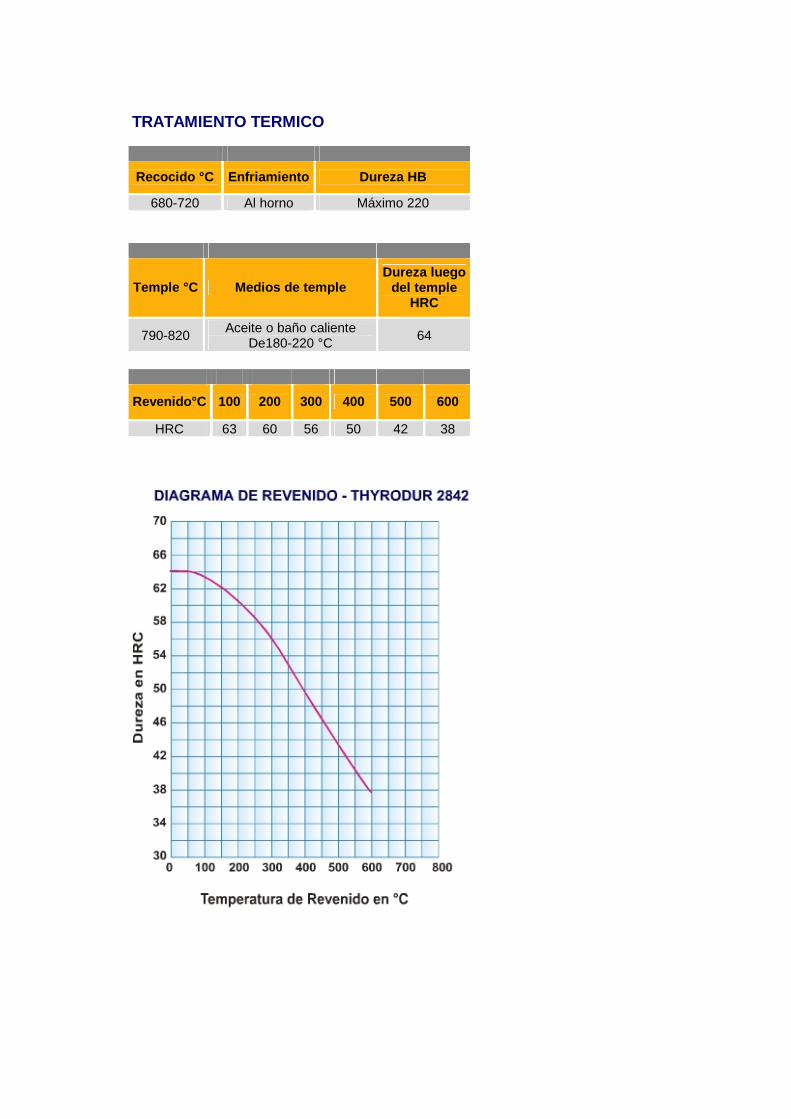
TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
680-720 Al horno Máximo 220
Temple °C Medios de temple Dureza luego
del temple HRC
790-820 Aceite o baño caliente De180-220 °C 64
Revenido°C 100 200 300 400 500 600
HRC 63 60 56 50 42 38
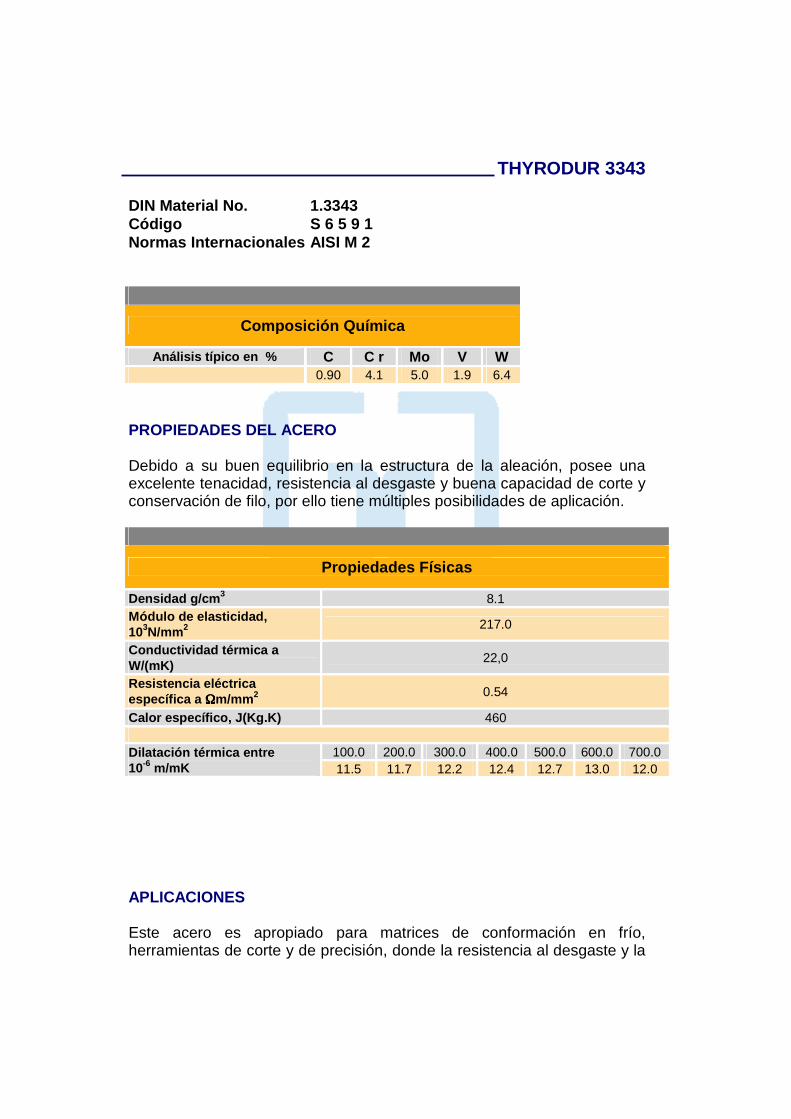
THYRODUR 3343 DIN Material No. 1.3343 Código S 6 5 9 1 Normas Internacionales AISI M 2
Composición Química
Análisis típico en % C C r Mo V W 0.90 4.1 5.0 1.9 6.4 PROPIEDADES DEL ACERO Debido a su buen equilibrio en la estructura de la aleación, posee una excelente tenacidad, resistencia al desgaste y buena capacidad de corte y conservación de filo, por ello tiene múltiples posibilidades de aplicación.
Propiedades Físicas
Densidad g/cm3 8.1 Módulo de elasticidad, 103N/mm2 217.0
Conductividad térmica a W/(mK) 22,0
Resistencia eléctrica específica a ΩΩΩΩm/mm2 0.54
Calor específico, J(Kg.K) 460
100.0 200.0 300.0 400.0 500.0 600.0 700.0 Dilatación térmica entre 10-6 m/mK 11.5 11.7 12.2 12.4 12.7 13.0 12.0 APLICACIONES Este acero es apropiado para matrices de conformación en frío, herramientas de corte y de precisión, donde la resistencia al desgaste y la
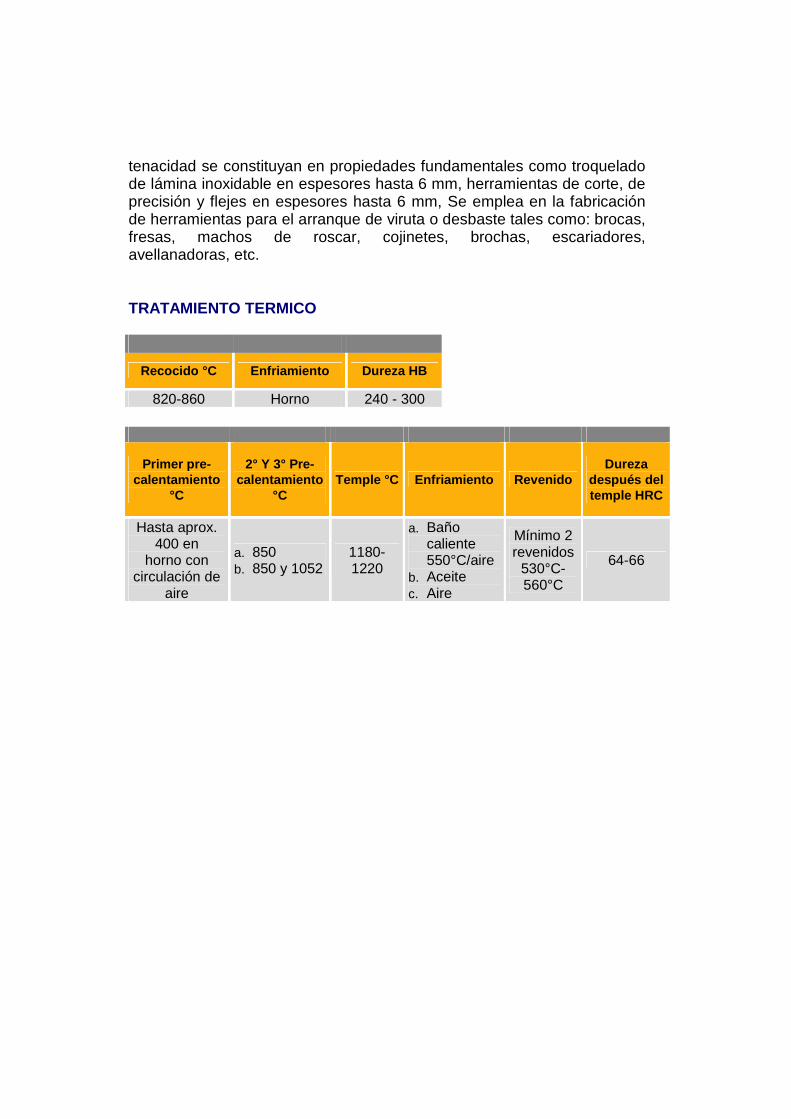
tenacidad se constituyan en propiedades fundamentales como troquelado de lámina inoxidable en espesores hasta 6 mm, herramientas de corte, de precisión y flejes en espesores hasta 6 mm, Se emplea en la fabricación de herramientas para el arranque de viruta o desbaste tales como: brocas, fresas, machos de roscar, cojinetes, brochas, escariadores, avellanadoras, etc. TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
820-860 Horno 240 - 300
Primer pre-calentamiento
°C
2° Y 3° Pre-calentamiento
°C Temple °C Enfriamiento Revenido
Dureza después del temple HRC
Hasta aprox. 400 en
horno con circulación de
aire
a. 850 b. 850 y 1052
1180-1220
a. Baño caliente 550°C/aire
b. Aceite c. Aire
Mínimo 2 revenidos
530°C-560°C
64-66
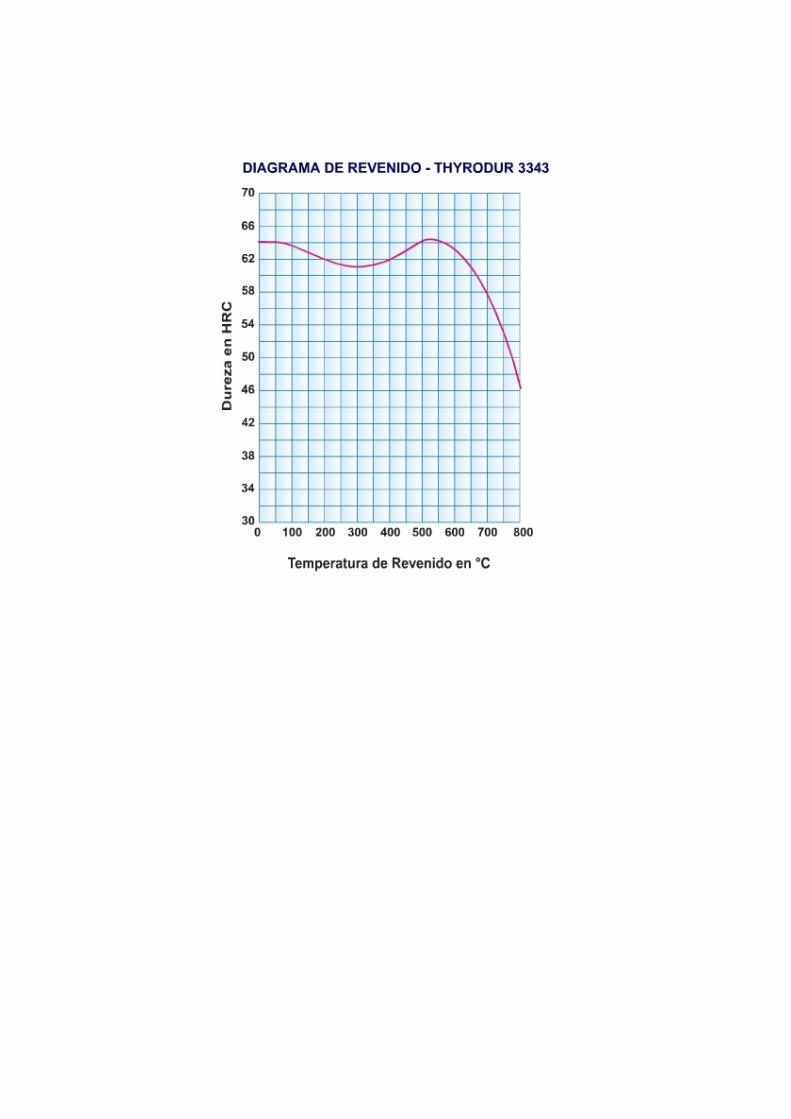
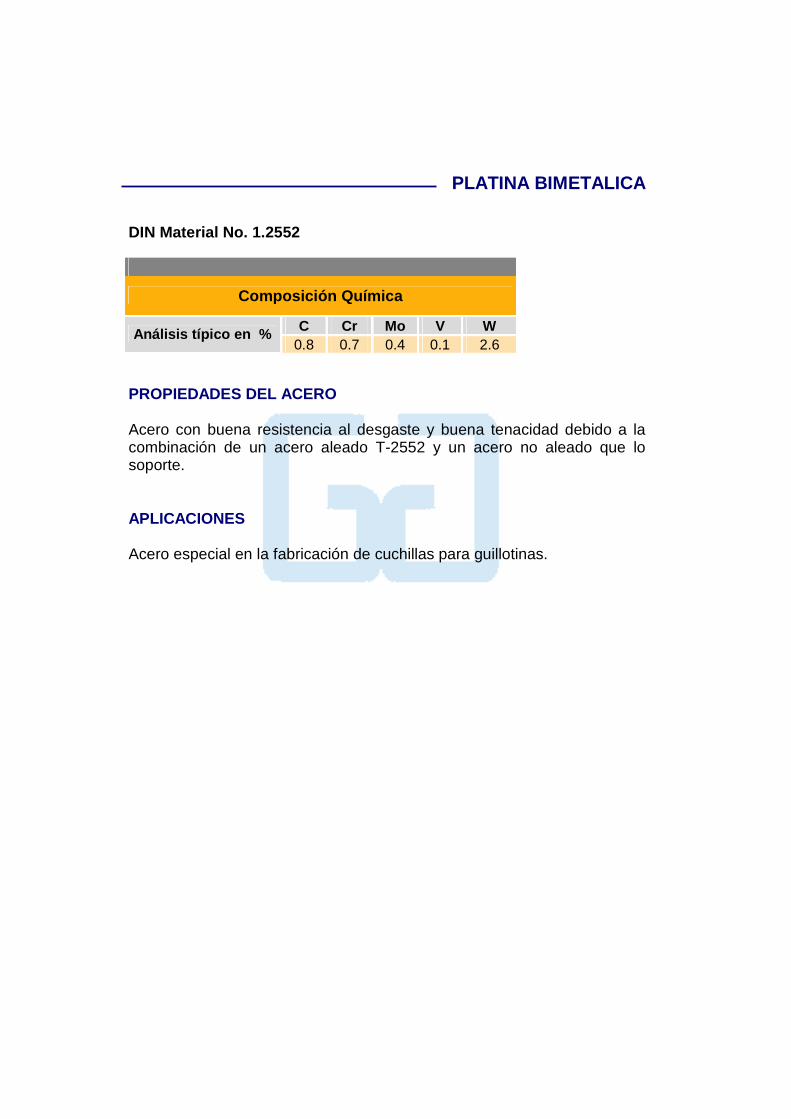
PLATINA BIMETALICA
DIN Material No. 1.2552
Composición Química
C Cr Mo V W Análisis típico en % 0.8 0.7 0.4 0.1 2.6
PROPIEDADES DEL ACERO Acero con buena resistencia al desgaste y buena tenacidad debido a la combinación de un acero aleado T-2552 y un acero no aleado que lo soporte. APLICACIONES Acero especial en la fabricación de cuchillas para guillotinas.
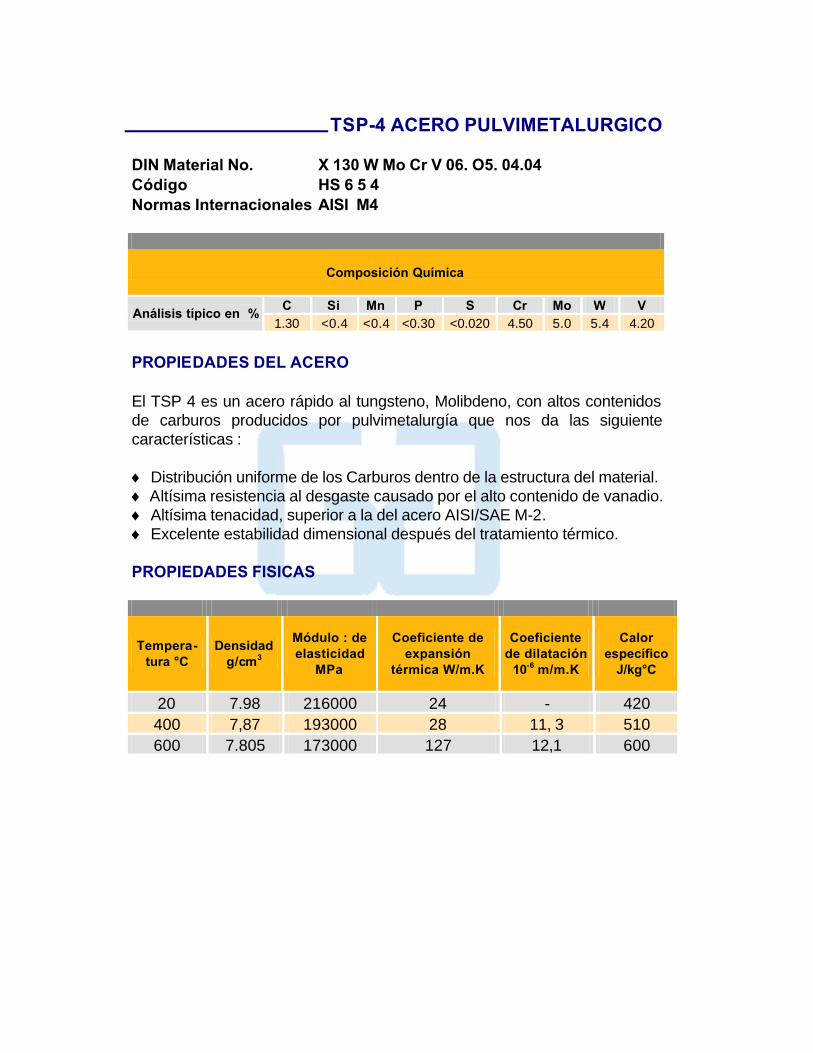
TSP-4 ACERO PULVIMETALURGICO DIN Material No. X 130 W Mo Cr V 06. O5. 04.04 Código HS 6 5 4 Normas Internacionales AISI M4
Composición Química
C Si Mn P S Cr Mo W V Análisis típico en %
1.30 <0.4 <0.4 <0.30 <0.020 4.50 5.0 5.4 4.20
PROPIEDADES DEL ACERO El TSP 4 es un acero rápido al tungsteno, Molibdeno, con altos contenidos de carburos producidos por pulvimetalurgía que nos da las siguiente características : ♦ Distribución uniforme de los Carburos dentro de la estructura del material. ♦ Altísima resistencia al desgaste causado por el alto contenido de vanadio. ♦ Altísima tenacidad, superior a la del acero AISI/SAE M-2. ♦ Excelente estabilidad dimensional después del tratamiento térmico. PROPIEDADES FISICAS
Tempera-tura °C
Densidad g/cm3
Módulo : de elasticidad
MPa
Coeficiente de expansión
térmica W/m.K
Coeficiente de dilatación
10-6 m/m.K
Calor específico
J/kg°C
20 7.98 216000 24 - 420 400 7,87 193000 28 11, 3 510 600 7.805 173000 127 12,1 600
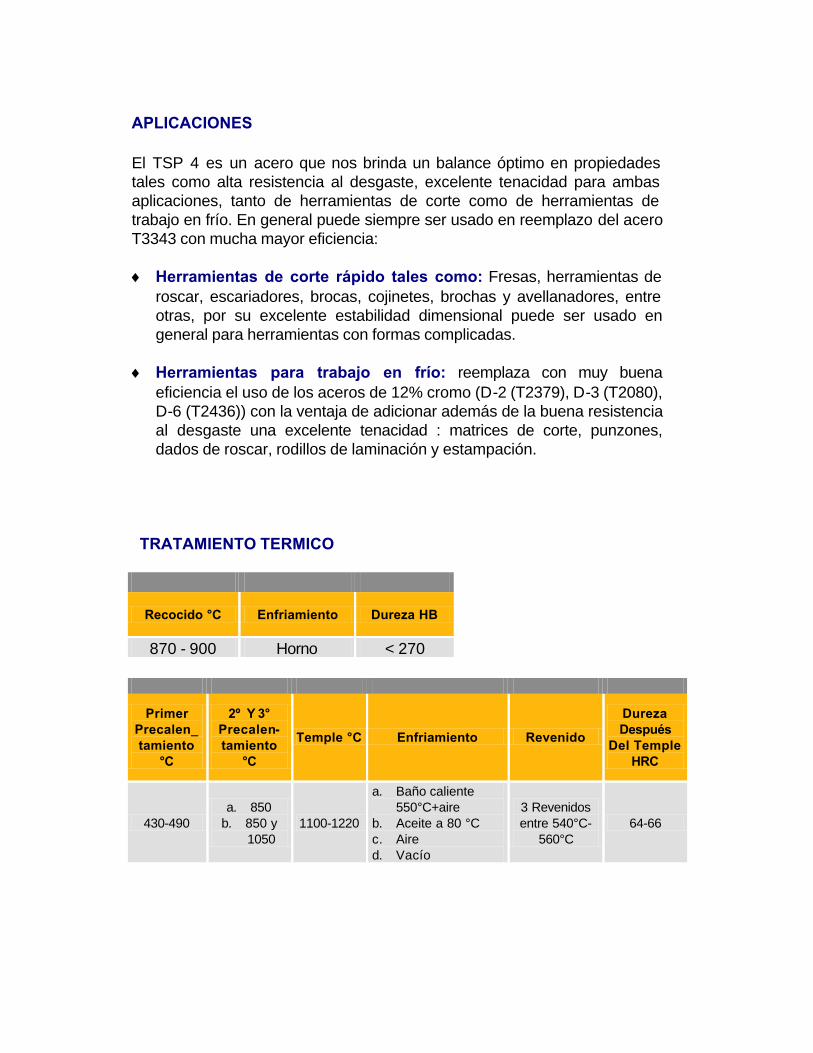
APLICACIONES El TSP 4 es un acero que nos brinda un balance óptimo en propiedades tales como alta resistencia al desgaste, excelente tenacidad para ambas aplicaciones, tanto de herramientas de corte como de herramientas de trabajo en frío. En general puede siempre ser usado en reemplazo del acero T3343 con mucha mayor eficiencia: ♦ Herramientas de corte rápido tales como: Fresas, herramientas de
roscar, escariadores, brocas, cojinetes, brochas y avellanadores, entre otras, por su excelente estabilidad dimensional puede ser usado en general para herramientas con formas complicadas.
♦ Herramientas para trabajo en frío: reemplaza con muy buena
eficiencia el uso de los aceros de 12% cromo (D-2 (T2379), D-3 (T2080), D-6 (T2436)) con la ventaja de adicionar además de la buena resistencia al desgaste una excelente tenacidad : matrices de corte, punzones, dados de roscar, rodillos de laminación y estampación.
TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
870 - 900 Horno < 270
Primer Precalen_ tamiento
°C
2º Y 3° Precalen-tamiento
°C
Temple °C Enfriamiento Revenido
Dureza Después
Del Temple HRC
430-490 a. 850
b. 850 y 1050
1100-1220
a. Baño caliente 550°C+aire
b. Aceite a 80 °C c. Aire d. Vacío
3 Revenidos entre 540°C-
560°C 64-66
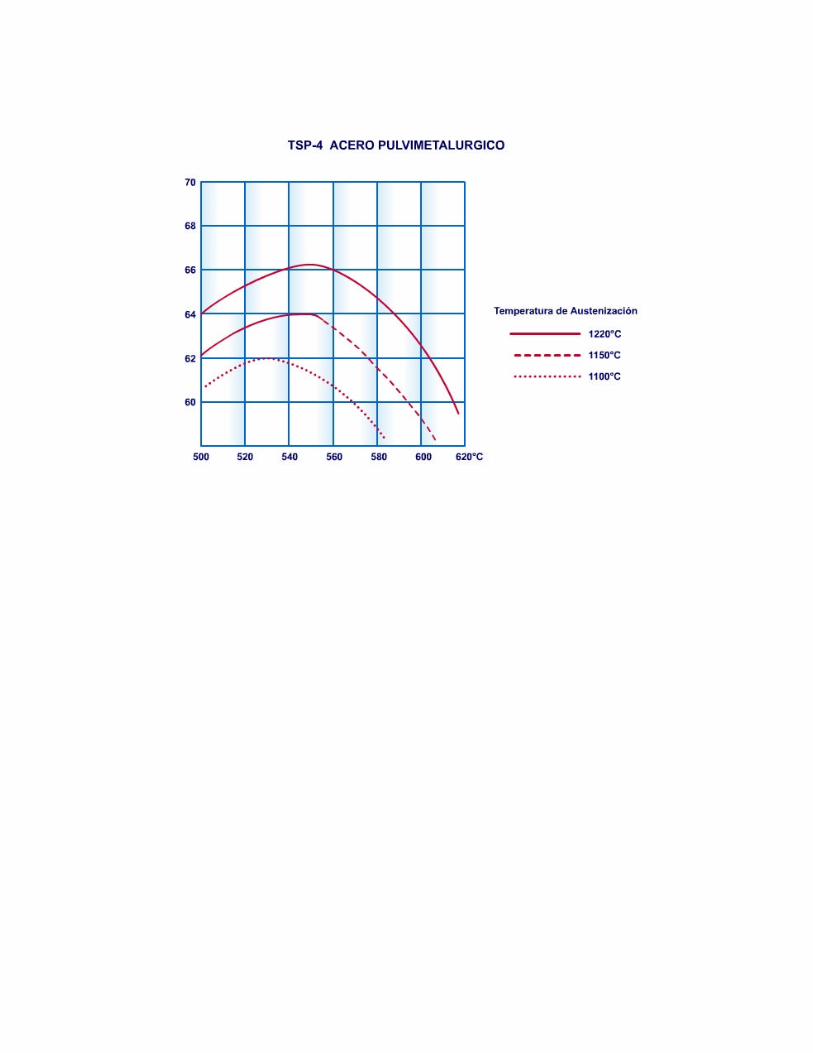
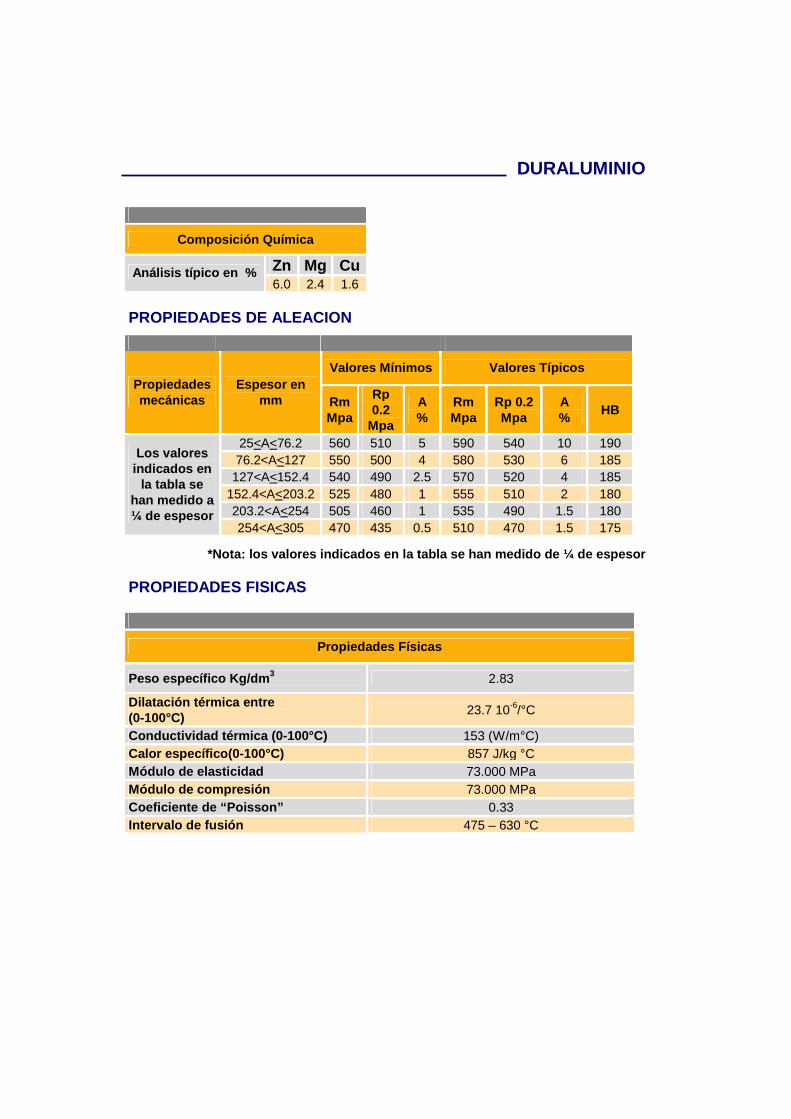
DURALUMINIO
Composición Química
Zn Mg CuAnálisis típico en % 6.0 2.4 1.6
PROPIEDADES DE ALEACION
Valores Mínimos Valores Típicos Propiedades mecánicas
Espesor en mm Rm
Mpa
Rp 0.2
Mpa
A %
Rm Mpa
Rp 0.2 Mpa
A % HB
25<A<76.2 560 510 5 590 540 10 190 76.2<A<127 550 500 4 580 530 6 185
127<A<152.4 540 490 2.5 570 520 4 185 152.4<A<203.2 525 480 1 555 510 2 180 203.2<A<254 505 460 1 535 490 1.5 180
Los valores indicados en
la tabla se han medido a ¼ de espesor
254<A<305 470 435 0.5 510 470 1.5 175
*Nota: los valores indicados en la tabla se han medido de ¼ de espesor
PROPIEDADES FISICAS
Propiedades Físicas
Peso específico Kg/dm3 2.83
Dilatación térmica entre (0-100°C) 23.7 10-6/°C
Conductividad térmica (0-100°C) 153 (W/m°C) Calor específico(0-100°C) 857 J/kg °C Módulo de elasticidad 73.000 MPa Módulo de compresión 73.000 MPa Coeficiente de “Poisson” 0.33 Intervalo de fusión 475 – 630 °C
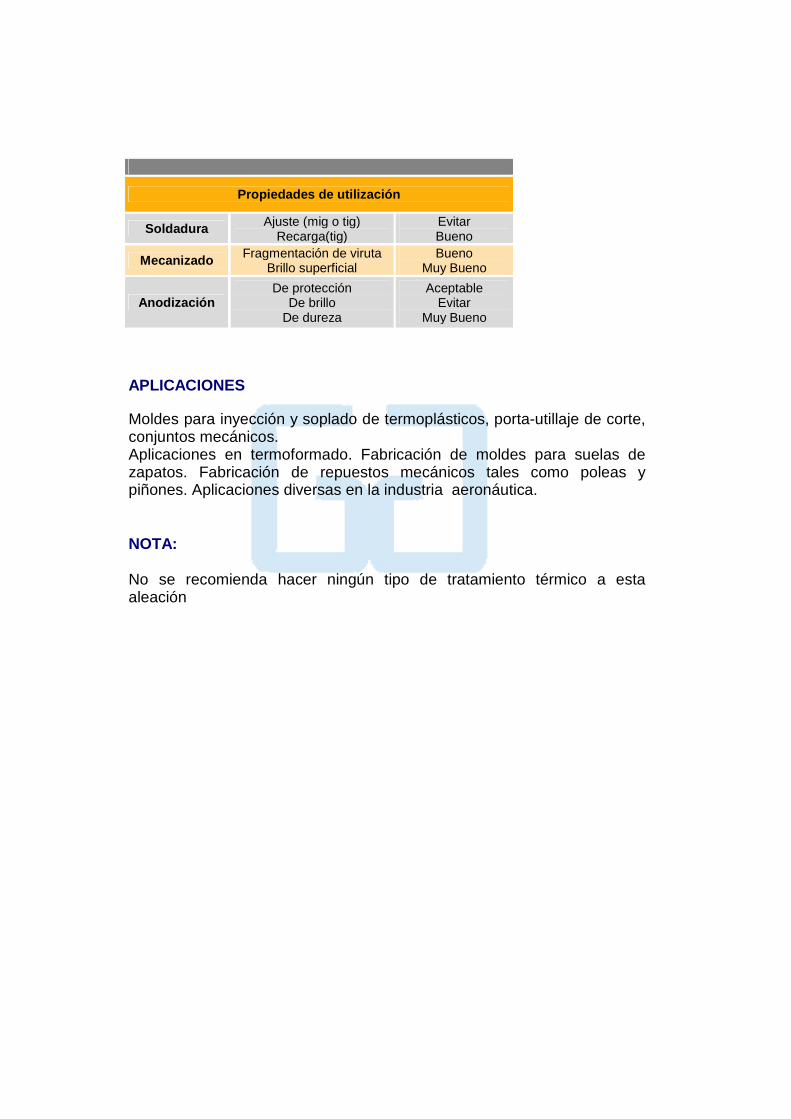
Propiedades de utilización
Soldadura Ajuste (mig o tig) Recarga(tig)
Evitar Bueno
Mecanizado Fragmentación de viruta Brillo superficial
Bueno Muy Bueno
Anodización De protección
De brillo De dureza
Aceptable Evitar
Muy Bueno APLICACIONES Moldes para inyección y soplado de termoplásticos, porta-utillaje de corte, conjuntos mecánicos. Aplicaciones en termoformado. Fabricación de moldes para suelas de zapatos. Fabricación de repuestos mecánicos tales como poleas y piñones. Aplicaciones diversas en la industria aeronáutica. NOTA: No se recomienda hacer ningún tipo de tratamiento térmico a esta aleación
THYROPLAST 2083 ESR DIN Material No. 1.2083 Código X 42 Cr 13 Normas Internacionales AISI 420
Composición Química
C Cr Análisis típico en % 0.42 13.0
PROPIEDADES DEL ACERO Acero con buena resistencia a la corrosión, permite obtener superficie pulida al espejo, presenta buena maquinabilidad. Haciendo revenido a temperaturas entre 300 y 350 °C se obtiene la máxima tenacidad y resistencia a la corrosión. Se entrega en estado recocido.(máximo 250 HB)
Propiedades Físicas
Calor específico, J(Kg.K) 460
100 200 300 400 Dilatación térmica entre 10-6 m/mK 10.5 11 11 11.5
Conductividad térmica W/mK 200°C / 20 350°C /23 700°C / 26.2 APLICACIONES Acero empleado para la fabricación de moldes para inyección de plásticos corrosivos como el P.V.C., moldes de soplado, cuchillas para la industria de alimentos, herramientas de corte en el sector médico.
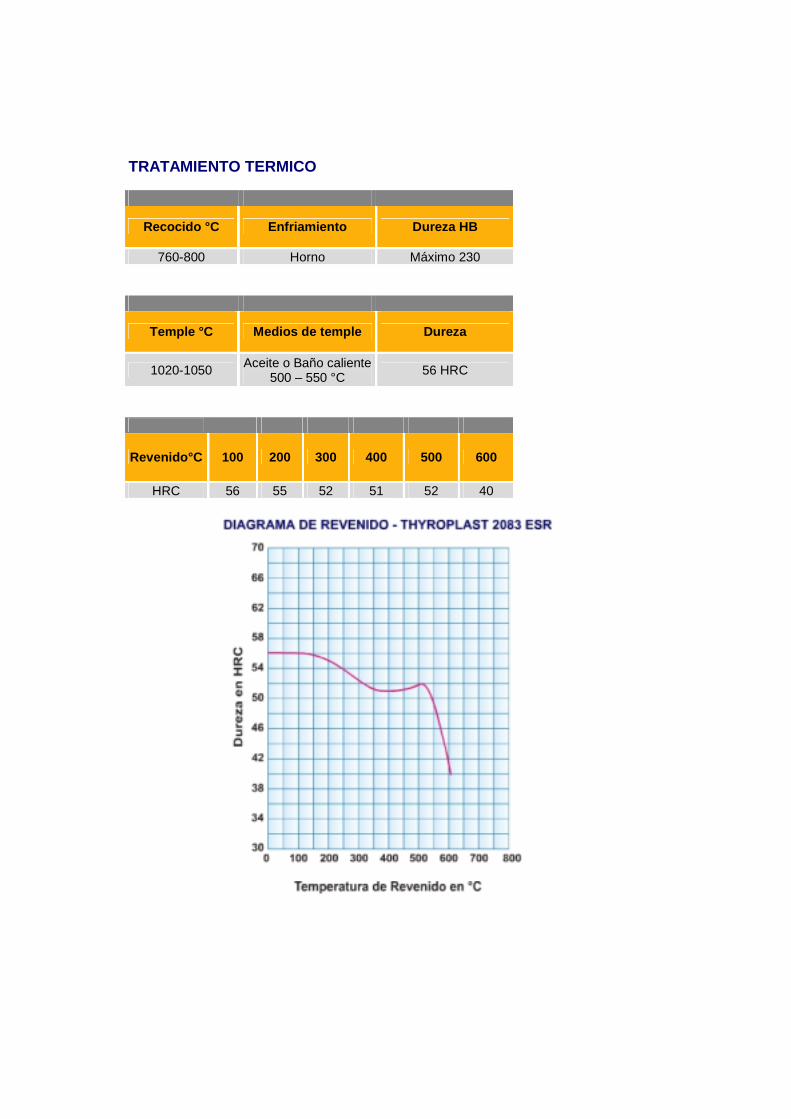
TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
760-800 Horno Máximo 230
Temple °C Medios de temple Dureza
1020-1050 Aceite o Baño caliente500 – 550 °C 56 HRC
Revenido°C 100 200 300 400 500 600
HRC 56 55 52 51 52 40
THYROPLAST 2312 DIN Material No. 1.2312 Código 40 CrMnMoS 8.8 Normas Internacionales AISI P 20 + S
Composición Química
C Mn Cr Mo S Análisis típico en % 0.40 1.5 1.9 0.2 0.05
PROPIEDADES DEL ACERO Acero de muy buena maquinabílidad. Por su contenido de azufre no se puede obtener un pulido espejo. Se suministra normalmente en estado bonificado con una resistencia de aproximadamente 1100N/mm2.
Propiedades Físicas
20-100 20-200 29-300 20-400 20-500 20-600 20-700 °C Dilatación térmica
10-6
m/mK 11.1 12.9 13.4 13.8 14.2 14.6 14.9
20 350 700°C Conductivi-dad Térmica
W/mK 34.5 33.5 32.0
APLICACIONES Esta calidad es recomendada para la fabricación de moldes para materias plásticas e inyecciones de presión donde no se requiera una alta especificación de pulido de la cavidad. No se recomienda teniferar, ni tratar térmicamente, acero usado para fabricación de placas portamatrices y porta insertos en bases portamoldes.
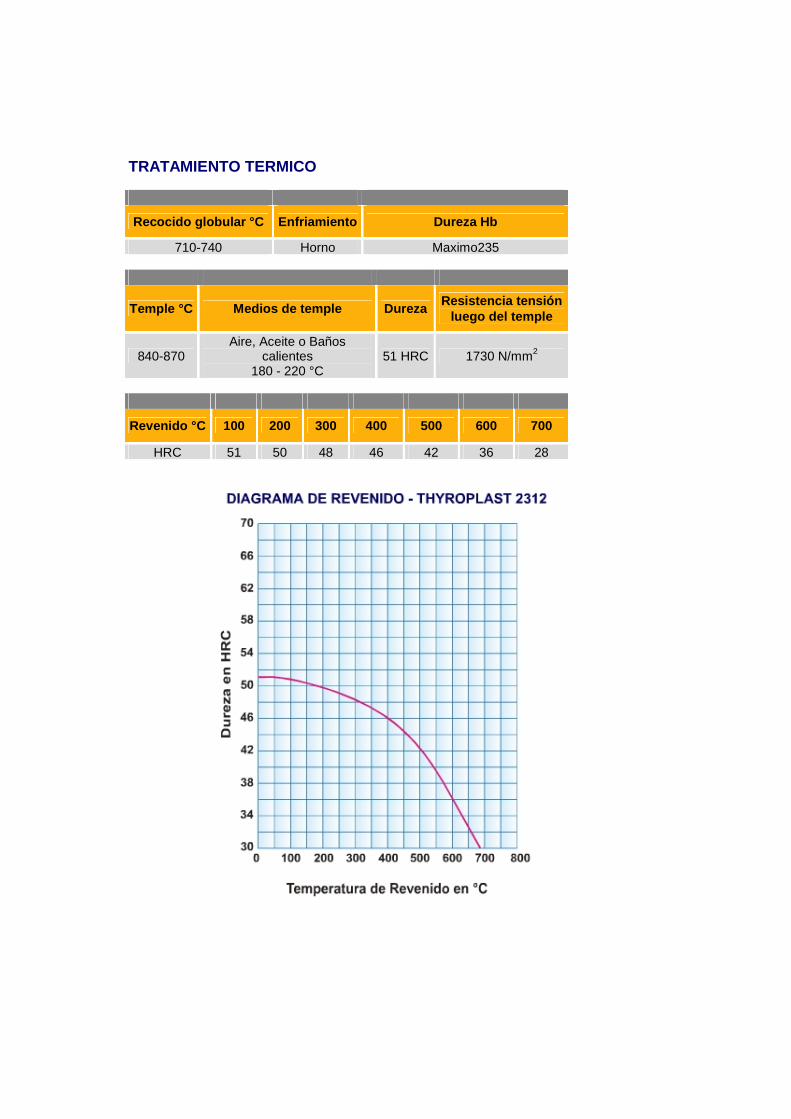
TRATAMIENTO TERMICO
Recocido globular °C Enfriamiento Dureza Hb
710-740 Horno Maximo235
Temple °C Medios de temple Dureza Resistencia tensión luego del temple
840-870 Aire, Aceite o Baños
calientes 180 - 220 °C
51 HRC 1730 N/mm2
Revenido °C 100 200 300 400 500 600 700
HRC 51 50 48 46 42 36 28
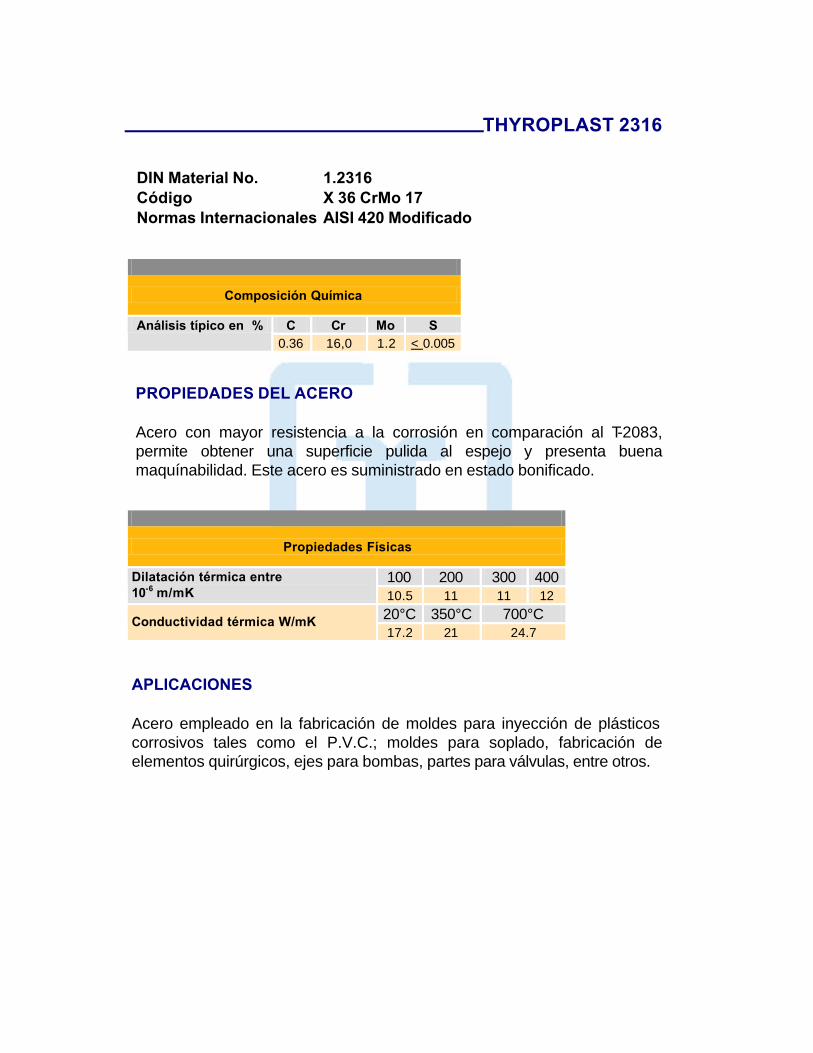
THYROPLAST 2316 DIN Material No. 1.2316 Código X 36 CrMo 17 Normas Internacionales AISI 420 Modificado
Composición Química
C Cr Mo S Análisis típico en % 0.36 16,0 1.2 < 0.005
PROPIEDADES DEL ACERO Acero con mayor resistencia a la corrosión en comparación al T-2083, permite obtener una superficie pulida al espejo y presenta buena maquínabilidad. Este acero es suministrado en estado bonificado.
Propiedades Físicas
100 200 300 400 Dilatación térmica entre 10-6 m/mK 10.5 11 11 12
20°C 350°C 700°C Conductividad térmica W/mK 17.2 21 24.7
APLICACIONES Acero empleado en la fabricación de moldes para inyección de plásticos corrosivos tales como el P.V.C.; moldes para soplado, fabricación de elementos quirúrgicos, ejes para bombas, partes para válvulas, entre otros.
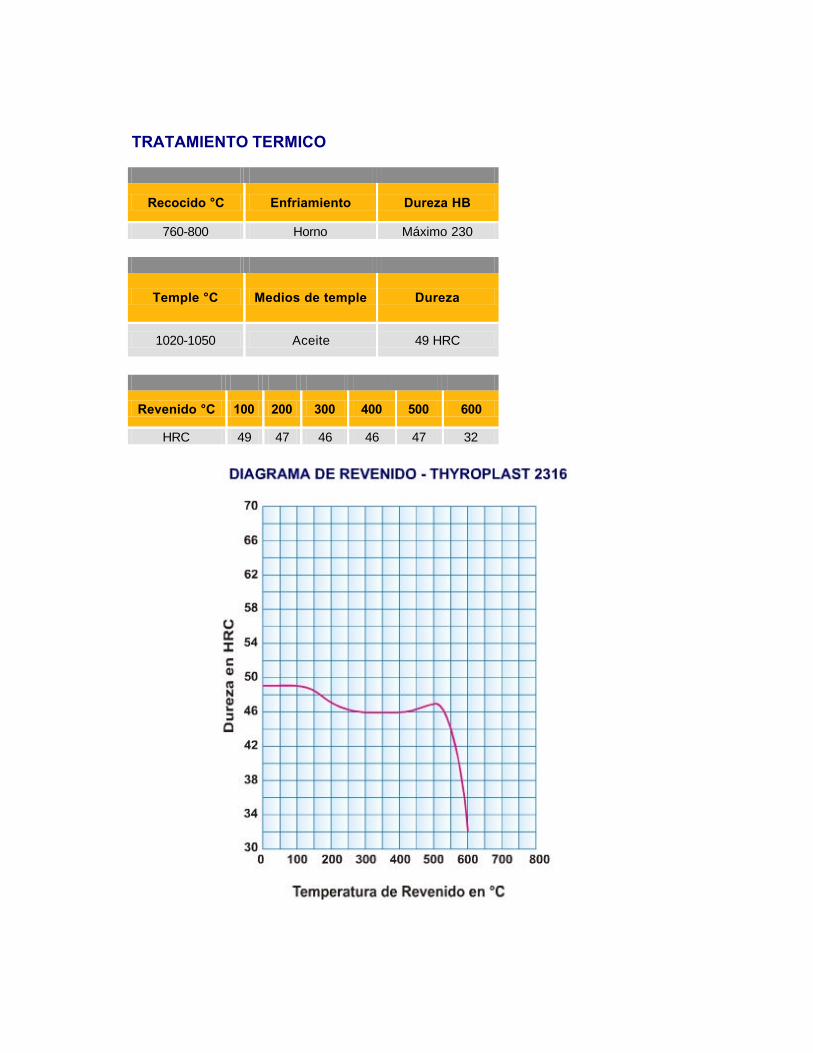
TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
760-800 Horno Máximo 230
Temple °C Medios de temple Dureza
1020-1050 Aceite 49 HRC
Revenido °C 100 200 300 400 500 600
HRC 49 47 46 46 47 32
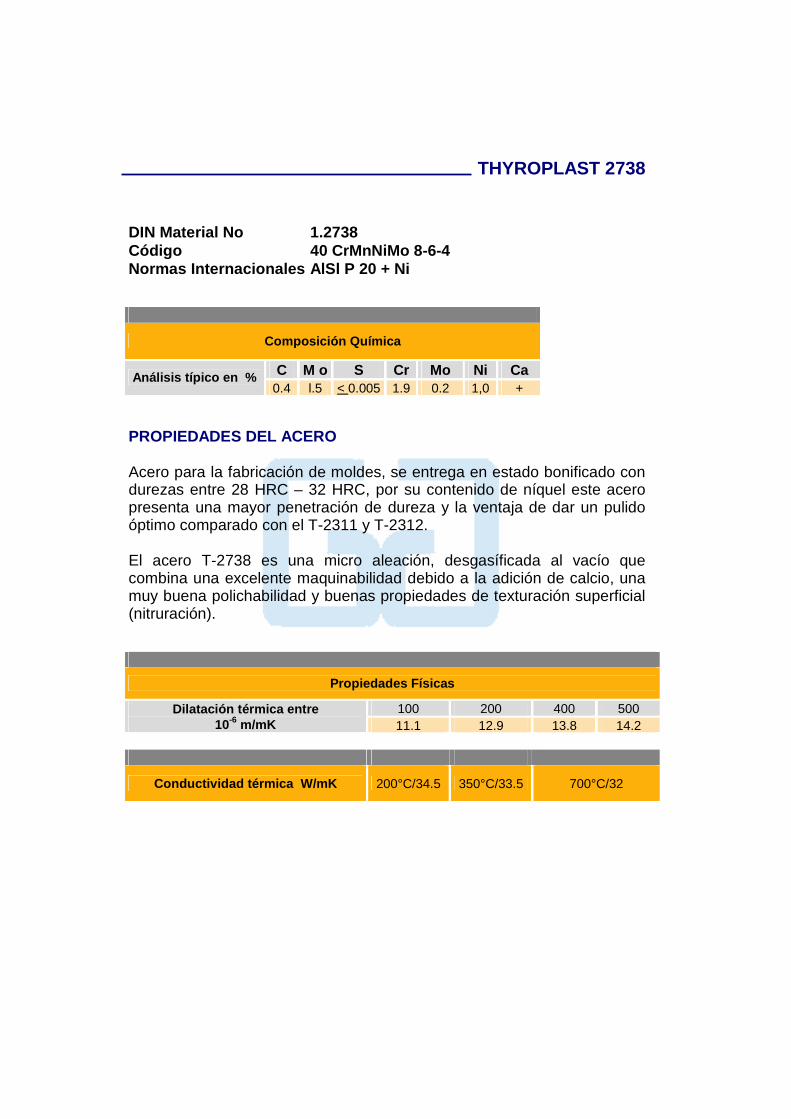
THYROPLAST 2738 DIN Material No 1.2738 Código 40 CrMnNiMo 8-6-4 Normas Internacionales AlSl P 20 + Ni
Composición Química
C M o S Cr Mo Ni Ca Análisis típico en % 0.4 l.5 < 0.005 1.9 0.2 1,0 +
PROPIEDADES DEL ACERO Acero para la fabricación de moldes, se entrega en estado bonificado con durezas entre 28 HRC – 32 HRC, por su contenido de níquel este acero presenta una mayor penetración de dureza y la ventaja de dar un pulido óptimo comparado con el T-2311 y T-2312. El acero T-2738 es una micro aleación, desgasíficada al vacío que combina una excelente maquinabilidad debido a la adición de calcio, una muy buena polichabilidad y buenas propiedades de texturación superficial (nitruración).
Propiedades Físicas
100 200 400 500 Dilatación térmica entre 10-6 m/mK 11.1 12.9 13.8 14.2
Conductividad térmica W/mK 200°C/34.5 350°C/33.5 700°C/32
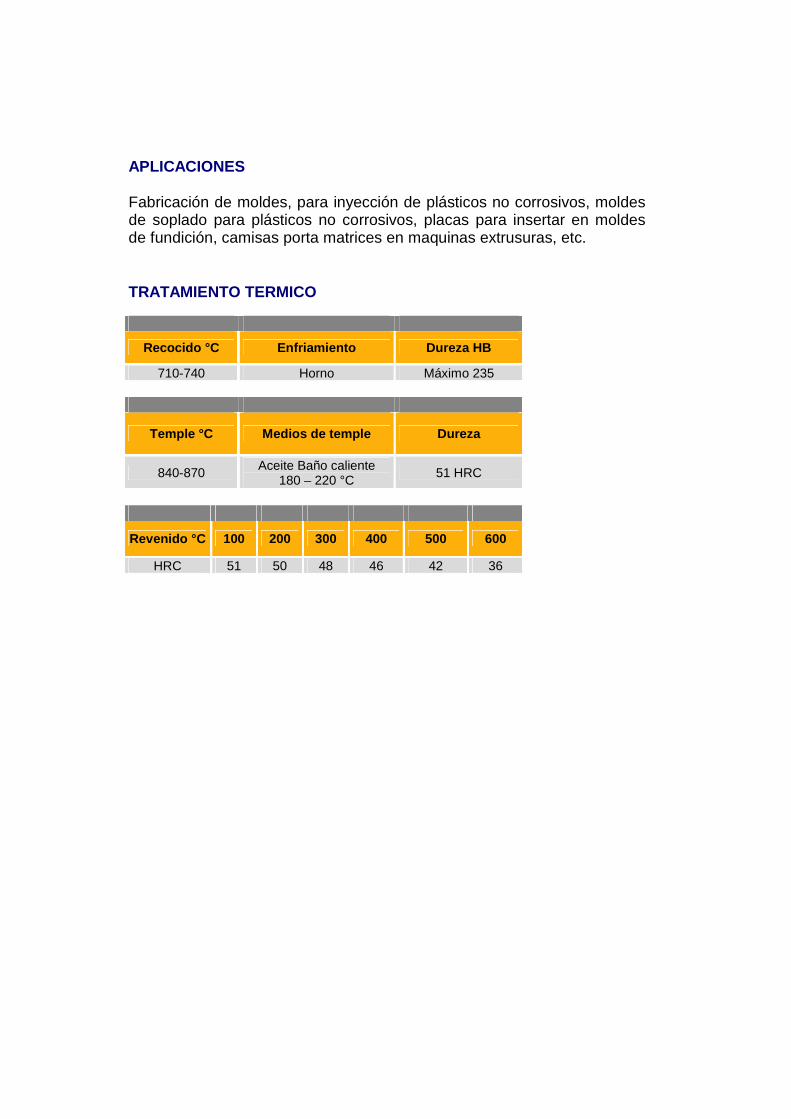
APLICACIONES Fabricación de moldes, para inyección de plásticos no corrosivos, moldes de soplado para plásticos no corrosivos, placas para insertar en moldes de fundición, camisas porta matrices en maquinas extrusuras, etc. TRATAMIENTO TERMICO
Recocido °C Enfriamiento Dureza HB
710-740 Horno Máximo 235
Temple °C Medios de temple Dureza
840-870 Aceite Baño caliente 180 – 220 °C 51 HRC
Revenido °C 100 200 300 400 500 600
HRC 51 50 48 46 42 36
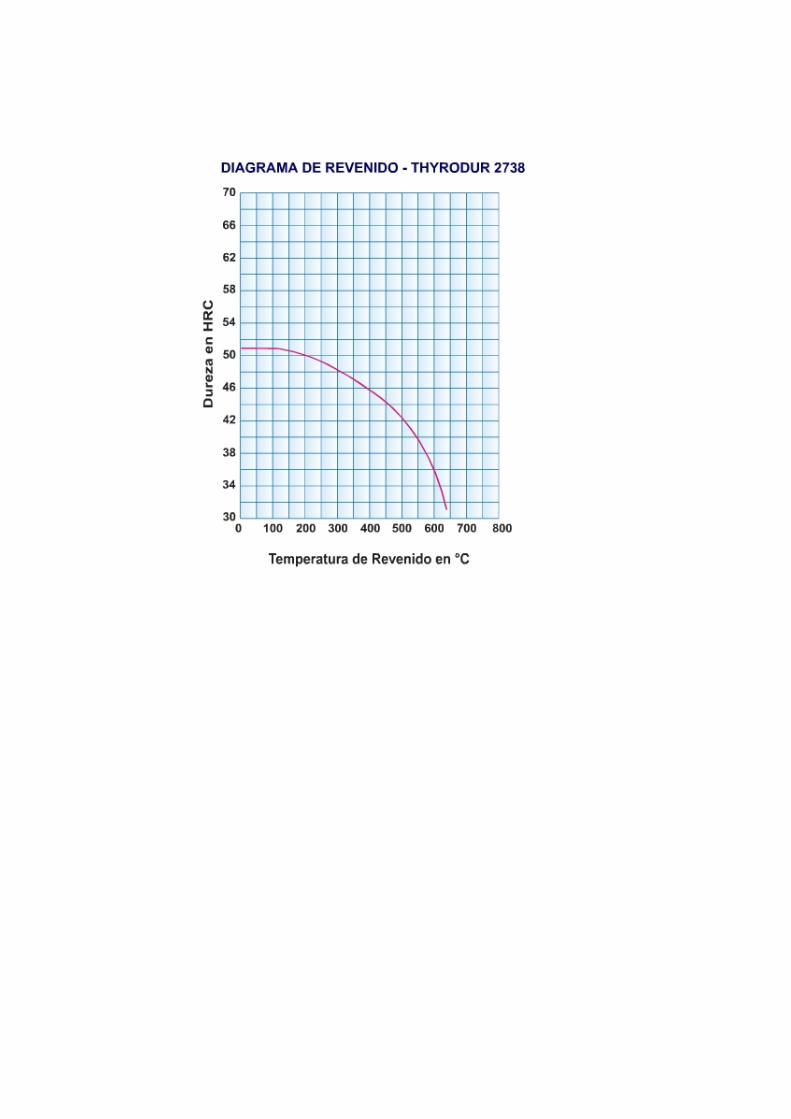
THYRODUR 2767 DIN Material No. 1.2767 Código X 45 NiCrMo 4 Normas internacionales AISI 6 F 7
Composición Química
C C r N i Mo Análisis típico en % 0.45 1.40 4 0.30
PROPIEDADES DEL ACERO Acero de alta templabilidad, altísima tenacidad, buena polichabilidad, buena maquinabilidad por proceso de electroerosión.
Propiedades Físicas
Densidad g/cm3 7.68 Conductividad térmica a W/(m.K)
30.0
Calor específico a J(kg.K) 460 Resistencia eléctrica específica a ΩΩm/mm2
0.64
100°C 200°C 300°C 400°C 500°C Dilatación térmica entre 10-6
m/mK 11.8 12.5 12.8 13.1 13.4 APLICACIONES Recomendado para matrices de corte de espesores por encima de 12 mm, donde se requiere una altísima tenacidad, cubiertería, moldes para plástico e insertos en moldes cuando requiere una alta tenacidad, alto brillo y buena resistencia al desgaste.
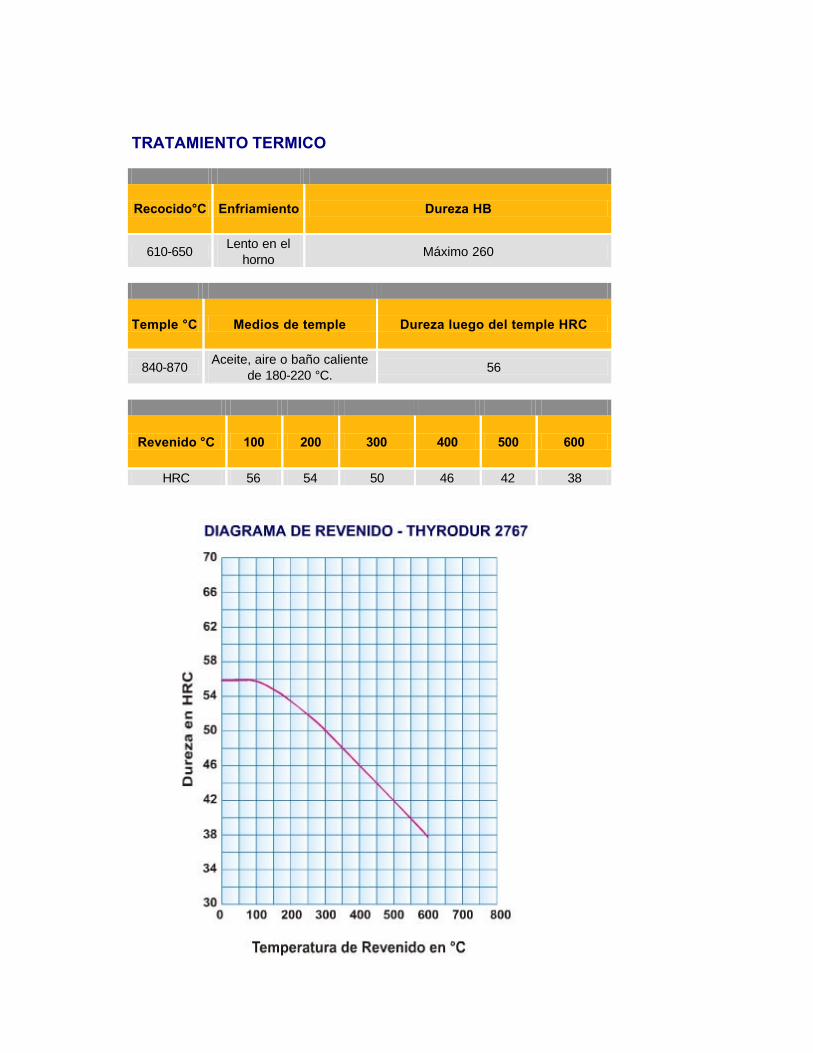
TRATAMIENTO TERMICO
Recocido°C Enfriamiento Dureza HB
610-650 Lento en el horno Máximo 260
Temple °C Medios de temple Dureza luego del temple HRC
840-870 Aceite, aire o baño caliente de 180-220 °C. 56
Revenido °C 100 200 300 400 500 600
HRC 56 54 50 46 42 38
ORIGENES DEL ACERO INOXIDABLE
Los aceros inoxidables son un producto típico del Siglo XX y vieron la luz en la víspera de la primera Guerra Mundial. Las fechas de su nacimiento se sitúan entre los años 1912 y 1914. La primera colada de acero inoxidable martensítico se realizó el 20 de agosto de 1913 en Gran Bretaña. En 1914 en Estados Unidos se saca a producción el acero ferrítico y así, en un proceso acelerado se empieza a generar una gran variedad de aceros inoxidables con calidades, acabados y características que suplen diferentes necesidades ¿QUE SON LOS ACEROS INOXIDABLES? Los aceros inoxidables se caracterizan por un contenido de cromo del 12% como mínimo. Este elemento forma un compuesto oxidado en la superficie de la aleación que detiene o disminuye la corrosión ( capa pasiva), en este punto es fácil comprender que cuando se inicia el crecimiento de la película, si hay sobre la superficie impurezas o materias extrañas evitarán la formación de dicha capa, lo cual ocasionará problemas de corrosión en el futuro. La estabilidad de la capa pasiva es el factor determinante para la resistencia a la corrosión en los aceros inoxidables. La diferencia de los aceros inoxidables con otros metales es que la capa pasiva la genera la propia aleación; la resistencia a la corrosión en los aceros inoxidables depende de la naturaleza del entorno corrosivo y de los elementos de aleación Cr, Ni, C, Mo, N; también depende de la condición de la superficie y del tratamiento de pasivasión previo. ¿Que sucede cuando la película se rompe?. El solo contacto del oxigeno del ambiente hará crecer de nuevo la película pasiva y el material volverá a tener la misma resistencia a la corrosión que antes del rasguño, lo que quiere decir que el acero inoxidable tiene lo que podríamos llamar reparación automática.
CLASIFICACION ACEROS FERRITICOS Estos aceros se caracterizan por su estructura ferrítica a cualquier temperatura y por consiguiente no hay transformación. La regeneración y cristalización del grano solo es posible cuando se ha efectuado una deformación plástica en frío, con un recocido o mediante una deformación en caliente. A esta familia pertenecen los aceros con cromo del 15 al 18% y carbono máximo de 0.12% que tiene una resistencia a la corrosión superior a los aceros martensíticos, también pertenecen los aceros del 25 al 30% de cromo con carbono inferior a 0.35%. De igual manera pertenecen los aceros al cromo con contenidos de aluminio hasta el 4% que son más resistentes a la oxidación y tienen una gran aplicación en la fabricación de resistencias. Las propiedades físicas de estos elementos son similares a las de los martensíticos. A veces sé añade nitrógeno en proporciones de 0.10 a 0.25% para reducir la velocidad de crecimiento de los granos. Cuando un acero del 15 al 18% de cromo se calienta a mas de 1000 °C y se enfría al aire su alargamiento y resiliencia disminuye notoriamente; con un recocido posterior a 750°c conseguimos aumentar su alargamiento pero no así la resiliencia que se mantiene; para llegar a aumentar la resiliencia se debe transformar ya sea en caliente o frío. ACEROS MARTENSITICOS Tienen la facultad de adquirir gran dureza mediante un tratamiento térmico de temple y revenido. Ø Los aceros de 12% a 14% de cromo con contenidos de carbono de
0.20 a 0.50% se emplean en cuchillería, paletas de turbina, tijeras, tornillos, partes de micrómetros, radios de bicicletas, como por ejemplo, el AISI 403 y AISI 410.
Ø Los aceros de 16 a 18% de cromo y contenido de carbono de 0.60 a 1.20 % adquieren por temple elevadas durezas y son resistentes a la corrosión y al desgaste, son empleados en instrumentos quirúrgicos, llaves fijas, válvulas para motores, cuchilla para afeitar, equipos para la industria petrolífera y alimenticia, tuercas, tornillos, muelles, etc. Como es el caso del AISI 420.
Ø Los aceros con cromo del 16% al 18% y el níquel del 2 al 4%, sin que
logren aún con este contenido de níquel tener estructura austenítica se emplean en ejes y hélices marinas, palas de turbina a vapor y maquinaria de la industria papelera. AISI 414 y AISI 431.
También se fabrican rodamientos con los aceros cuyo carbono sea 0.6% hasta 1.2%. AISI 420. La mayor resistencia a la corrosión se presenta en los aceros martensíticos cuando han sido templados y pulidos. ACEROS AUSTENITICOS Tienen un alto contenido de cromo del 15% al 26%, como también un alto contenido de níquel, del 7% al 25% estos elementos se ajustan para asegurar una estructura completamente austenítica, estos aceros no pueden ser tratados térmicamente y son generalmente no magnéticos o en ciertos casos ligeramente magnéticos. Los aceros con carbono superior al 0.03% deberán ser sometidos a un temple austenítico ( hiper temple) con el objeto de disolver los carburos precipitados. En estos aceros y en general en todos los inoxidables y refractarios el tiempo de permanencia a la temperatura de disolución de carburos debe ser como mínimo el doble que en los aceros al carbono al ser baja su conductibidad térmica. El carbono y el nitrógeno hacen aumentar la dureza y por consiguiente el límite elástico. Cuando se desea conseguir límites elásticos buenos en aceros con carbono inferior a 0.03% sé añade nitrógeno en porcentajes del 0.15%.
AISI 304: A medida que la cantidad de níquel aumenta, este acero presenta una menor acritud durante su elaboración por deformación plástica; posee características mecánicas no muy elevadas a temperatura ambiente, y óptimas a temperaturas incluso muy bajas, en particular la resiliencia, además de elevada resistencia a la fatiga escasa sensibilidad a las entalladuras. AISI 316 : Se distingue de las demás por la presencia de molibdeno que le confiere al material una mayor resistencia a la corrosión por picaduras y mejor comportamiento que el AISI 304 frente a la corrosión bajo tensión; dada la presencia de Molibdeno la cantidad de níquel se aumenta con el fin de asegurar la estabilidad de la austenita. AISI 304L y 316L: El carbono en estas variantes del AISI 304 y 316 esta muy reducido en cantidades no superiores al 0,03%; las características mecánicas a temperatura ambiente son similares a las de los tipos normales. Debido al bajo porcentaje de carbono, presenta buena actitud para soldabilidad. AISI 303: La presencia de azufre permite obtener características que les confieren mayor maquinabilidad en las máquinas herramientas; las demás características, coinciden con las del AISI 304 y 316. “Como una modificación del 304, se encuentra el 303, al cual se le adiciona un contenido de azufre no inferior al 15% que le confiere características de fácil mecanización. ACEROS AUSTENO FERRITICOS Como su nombre lo indica, su estructura esta formada por austenita y ferrita. En estos aceros en los que el contenido del cromo es elevado, cerca del 26% níquel entre 4% y 5% siendo este relativamente bajo; la formación de austenita y de ferrita no depende solamente de la composición, ya que para un mismo acero la proporción de ferrita es tanto mayor cuanto más elevada sea la temperatura de tratamiento y más rápido el enfriamiento. Para conseguir la estructura que mejore la resistencia a la corrosión con respecto a otros inoxidables necesitamos un equilibrio determinado entre otros elementos alfágenos (silicio, cromo, molibdeno, titanio, aluminio y/o vanadio) y gammágenos ( carbono, manganeso, nitrógeno y níquel).
Son magnéticos, presentan dificultades en su transformación en caliente algunos de estos aceros son insensibles a la corrosión intergranular y pueden ser endurecidos por precipitación. Poseen un límite elástico superior a los austeníticos que permiten reducir las dimensiones de las piezas sometidas a esfuerzos mecánicos. Endurecidos con tratamiento a 450°C, mantienen la resistencia a la corrosión y su ductilidad. Uno de los mayores empleos de estos aceros está en la fabricación de electrodos para soldar aceros austeníticos y ferríticos. ACEROS REFRACTARIOS La oxidación en caliente Los aceros inoxidables son perfectos para hacerle oxidación en caliente, lo cual consiste en tratar el acero con temperaturas superiores a los 700°C, lo que hace que se acelere el proceso de oxidación del acero haciéndolo más resistente a la corrosión. Lo que impide que la corrosión perjudique al acero es una cascarilla que impide embellecer al material ya que esta cascarilla es muy fuerte. Los aceros que son resistentes a la oxidación en caliente son los ferríticos AISI 442 y 446 y los austeníticos 309, 310, 330, etc.
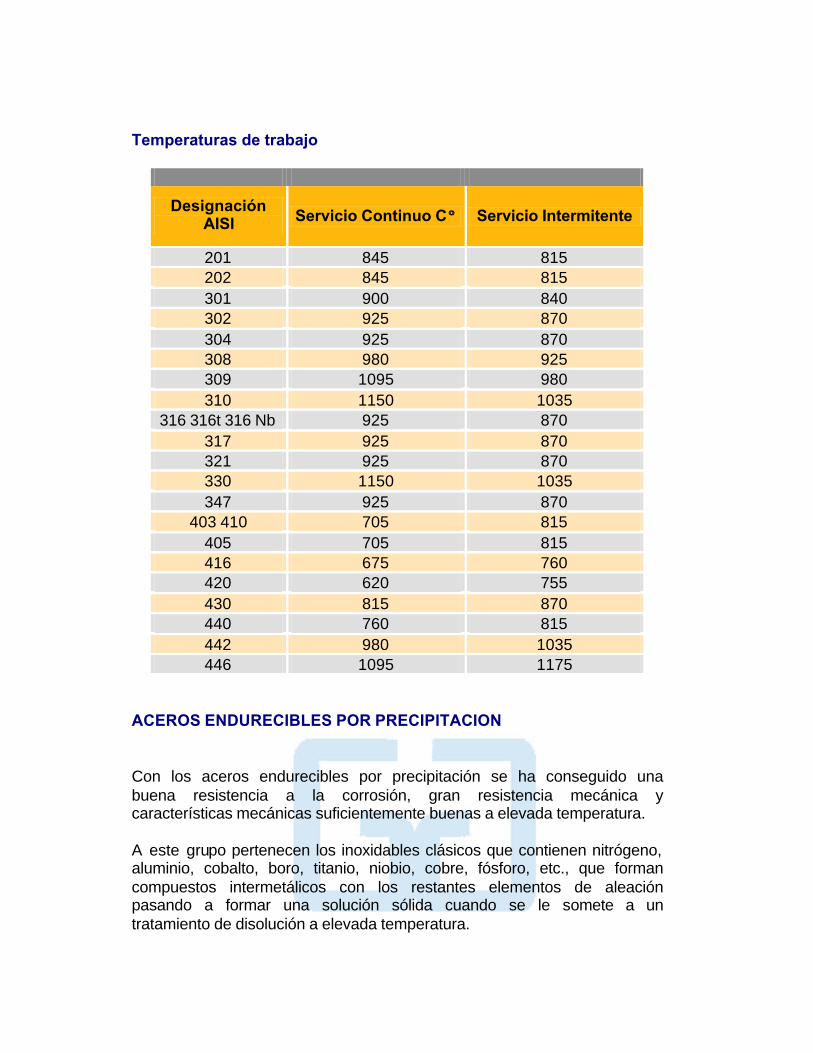
Temperaturas de trabajo
Designación AISI Servicio Continuo C °° Servicio Intermitente
201 845 815 202 845 815 301 900 840 302 925 870 304 925 870 308 980 925 309 1095 980 310 1150 1035
316 316t 316 Nb 925 870 317 925 870 321 925 870 330 1150 1035 347 925 870
403 410 705 815 405 705 815 416 675 760 420 620 755 430 815 870 440 760 815 442 980 1035 446 1095 1175
ACEROS ENDURECIBLES POR PRECIPITACION Con los aceros endurecibles por precipitación se ha conseguido una buena resistencia a la corrosión, gran resistencia mecánica y características mecánicas suficientemente buenas a elevada temperatura. A este grupo pertenecen los inoxidables clásicos que contienen nitrógeno, aluminio, cobalto, boro, titanio, niobio, cobre, fósforo, etc., que forman compuestos intermetálicos con los restantes elementos de aleación pasando a formar una solución sólida cuando se le somete a un tratamiento de disolución a elevada temperatura.

Los martensíticos de transformación indirecta presentan una estructura de austenita estable a temperatura ambiente, ya que el punto de transformación de la austenita en martensita está cerca pero por debajo de la temperatura ambiente, en estas condiciones se hace más estable el trabajo en frío.
TIPOS DE ACABADOS
Los acabados en un acero inoxidable son muy importantes, ya que, no tienen como único fin el estético, sino también el de la resistencia a la corrosión del material. Teniendo en cuenta el tipo de acabado, están comprendidos en dos categorías: los obtenidos por laminación y tratamiento de decapado y los obtenidos mediante operaciones de abrasión en la superficie laminada en frío. ACABADOS ESTÁNDAR POR LAMINACION ACABADO # 1 Es el típico acabado de las chapas laminadas en caliente, consiste en un material laminado en caliente que posteriormente se le efectúa un tratamiento térmico de recocido y todo esto seguido por un decapado, por medio de soluciones químicas ácidas, el aspecto que tiene este acabado es gris mate y es poco liso al tacto. ACABADO # 2D ( D= Dullimate) Este acabado se logra por laminación en frío en chapas ya laminadas en caliente, tratadas térmicamente y decapadas. Luego se somete a un proceso de ablandamiento y posteriormente el decapado, quedando la superficie mucho más lisa que el anterior pero del mismo color gris plata opaco. ACABADO 2B (B= BRIGTH ) Es el acabado que se obtiene a partir de laminas con acabado #2D, luego es llevada a un proceso de laminación en frío que es efectuado por un laminador ‘’skin-pass’’ con cilindros pulidos, lo que les da un aspecto gris plata brillante, siendo este el acabado más generalizado. ACABADO BA (RECOCIDO BRILLANTE – BRIGTH ANNEALED) Es un proceso para chapas y bandas laminadas en frío, se obtiene mediante un tratamiento de recocido, recristalización o solubilización en
atmósfera inerte seguido de un desengrase, obteniendo así un aspecto brillante, espejo. ACABADO ESTÁNDAR POR ABRASION ACABADO No. 3 Se obtiene a partir de acabado 2B por esmerilado con ciertos abrasivos de grano 80/100 mesnes y tiene un aspecto de satinado áspero o basto, lo que constituye un punto intermedio para el acabado No.4. ACABADO No. 4 Este acabado sale del No.3, con un abrasivo de grano 120/150, tiene un aspecto satinado brillante, durante la operación de esmerilado, se lubrica con aceite de palma o mineral el cual se elimina posteriormente con cal. ACABADO No. 6 Se obtiene por medio de un cepillado con polvo de piedra pómez cal o harina y cepillos de fibras vegetales y aceites minerales como lubricantes de las chapas con acabado No. 4 presentando un acabado satinado mate. ACABADO No.7 Se obtiene a partir del acabado No.4 pero con un esmerilado con abrasivos de grano mas finos 180/220 y discos de paño empleando siempre lubricantes, esto le da un tono reflectante casi especular pero aun conservando las marcas de los abrasivos utilizados. ACABADO No. 8 Se obtiene a partir del acabado No.4 pero con grano más fino, (gr, # 600) con discos de paño. El acero reflectante se consigue eliminando las marcas por los abrasivos por medio de bloques abrasivos de óxido de cromo, que eliminan las últimas marcas dejadas por los abrasivos. Es el acabado que presenta el mayor poder reflectante.
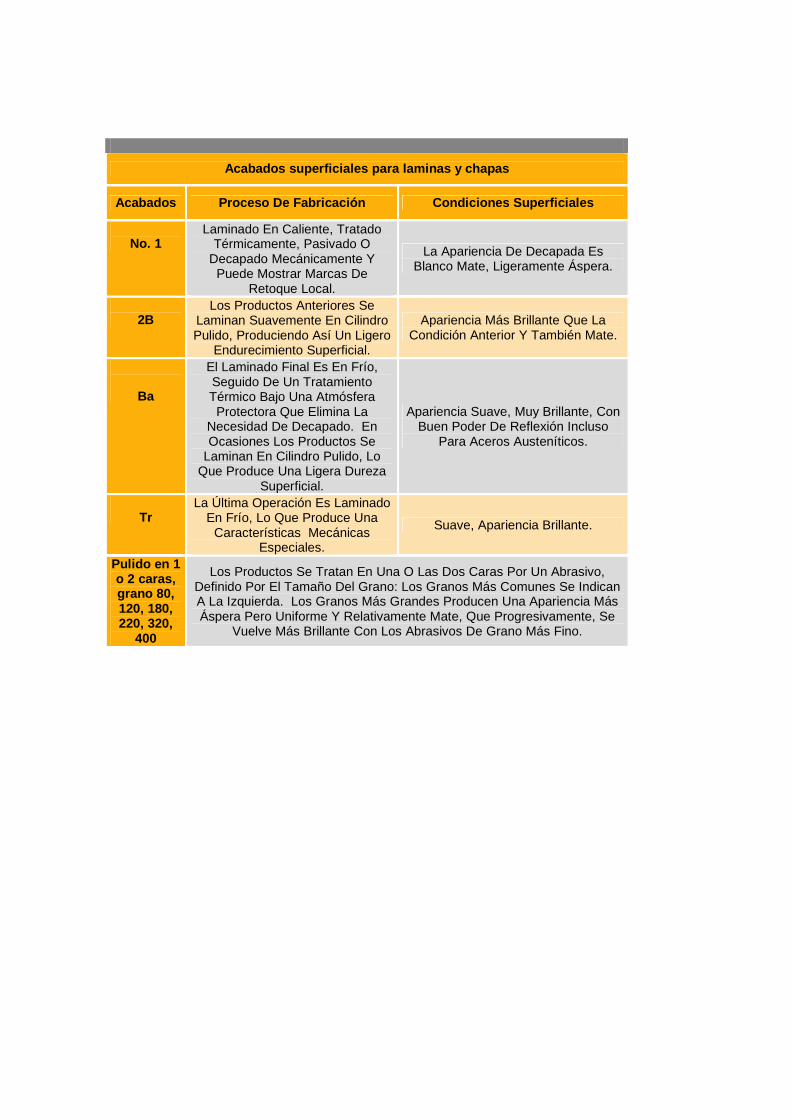
Acabados superficiales para laminas y chapas
Acabados Proceso De Fabricación Condiciones Superficiales
No. 1
Laminado En Caliente, Tratado Térmicamente, Pasivado O
Decapado Mecánicamente Y Puede Mostrar Marcas De
Retoque Local.
La Apariencia De Decapada Es Blanco Mate, Ligeramente Áspera.
2B
Los Productos Anteriores Se Laminan Suavemente En Cilindro Pulido, Produciendo Así Un Ligero
Endurecimiento Superficial.
Apariencia Más Brillante Que La Condición Anterior Y También Mate.
Ba
El Laminado Final Es En Frío, Seguido De Un Tratamiento Térmico Bajo Una Atmósfera
Protectora Que Elimina La Necesidad De Decapado. En Ocasiones Los Productos Se
Laminan En Cilindro Pulido, Lo Que Produce Una Ligera Dureza
Superficial.
Apariencia Suave, Muy Brillante, Con Buen Poder De Reflexión Incluso
Para Aceros Austeníticos.
Tr
La Última Operación Es Laminado En Frío, Lo Que Produce Una
Características Mecánicas Especiales.
Suave, Apariencia Brillante.
Pulido en 1 o 2 caras, grano 80, 120, 180, 220, 320,
400
Los Productos Se Tratan En Una O Las Dos Caras Por Un Abrasivo, Definido Por El Tamaño Del Grano: Los Granos Más Comunes Se Indican A La Izquierda. Los Granos Más Grandes Producen Una Apariencia Más Áspera Pero Uniforme Y Relativamente Mate, Que Progresivamente, Se
Vuelve Más Brillante Con Los Abrasivos De Grano Más Fino.
CORROSION La corrosión es un fenómeno que hace que los metales, bajo la acción de agentes atmosféricos o reactivos químicos, vuelvan a su estado natural de óxido, sulfuro, carbonato, etc., que sean más estables comparados con el medio dado y por lo tanto, que sufran un deterioro de sus propiedades,. Se estima que cada año un cuarto de la producción del acero se destruye a causa de la corrosión.
TIPOS DE CORROSION CORROSION UNIFORME Es un ataque uniforme o casi uniforme sobre toda la superficie en contacto con el medio agresivo ocasionando una pérdida de espesor por lo tanto una disminución de la resistencia mecánica. CORROSION GALVANICA Su fundamento es la formación de zonas catódicas y anódicas; al ser las primeras de menor potencial que las otras, se crean pares galvánicos que son la causa de la rápida destrucción del material que forma las zonas anódicas. Es necesario tener presente este tipo de corrosión al proyectar instalaciones o estructuras que estén constituidas por materiales diferentes y es de señalar que no es necesario que los distintos materiales estén en contacto ya que es suficiente que estén próximos. En general los aceros inoxidables son catódicos con relación al resto de los aceros ordinarios, quedando bastante protegidos de este tipo de corrosión. CORROSION INTERGRANULAR Este tipo de corrosión ataca las uniones de los granos, lo que puede ocasionar una verdadera descohesión del acero, se debe a la precipitación de los carburos ricos en cromo en las uniones de los granos ocasionando una reducción del cromo en las zonas vecinas. Este tipo de corrosión se evita disminuyendo el contenido de carbono a menos de 0.03%. o utilizando elementos estabilizantes como Titanio o Niobio que tienen mayor afinidad con el Carbono que con el Cromo.
CORROSION POR TENSION Cuando en los aceros quedan tensiones residuales o se crean estas por esfuerzos externos tales como esfuerzos de tracción, deformaciones en frío, soldadura, etc., o se le somete a determinadas soluciones, especialmente las cloruradas, pueden producirse pequeñas fisuras si las zonas expuestas están a tracción, dando origen a la corrosión bajo tensión. Las grietas producidas por la corrosión bajo tensión son generalmente transgranulares, pero en algunos casos son intergranulares. CORROSION POR FATIGA Este tipo de corrosión es generada por la aplicación de cargas repetitivas a un elemento constructivo en un ambiente corrosivo. CORROSION POR PICADURAS Cuando una serie de condiciones hacen que desaparezca la pasividad de algunos puntos de la superficie de un acero inoxidable dichos puntos se transforman en ánodos, dando origen a la creación de pares galvánicos. Por lo general se manifiesta con picaduras muy finas que se desarrollan rápidamente en profundidad y en longitud. Caso típico de esta corrosión es la producida por el agua del mar en casi todos los aceros y es sumamente peligrosa porque no es fácil detectarla. CORROSION INTERSTICIAL Es el tipo encontrado cuando la superficie del acero esta en contacto con una columna de líquido con un espacio angosto entre las paredes. La solución a menudo es retenida en este espacio angosto por capilaridad y cualquier impureza, puede ser recogida y mantenida en estos espacios. Él oxigeno necesario para mantener la capa pasiva está ausente o es insuficiente y por lo tanto empieza la corrosión. Cambios en la concentración de la solución de la columna líquida puede causar corrosión.
CORROSION POR EROSION Ocurre con los materiales expuestos a soluciones agresivas conteniendo partículas sólidas en suspensión fluyendo a alta velocidad. La película pasiva no logra formarse con la misma rapidez con que las partículas la destruyen. Así el material está siempre en estado activo y puede estar sujeto a la corrosión y a la abrasión.
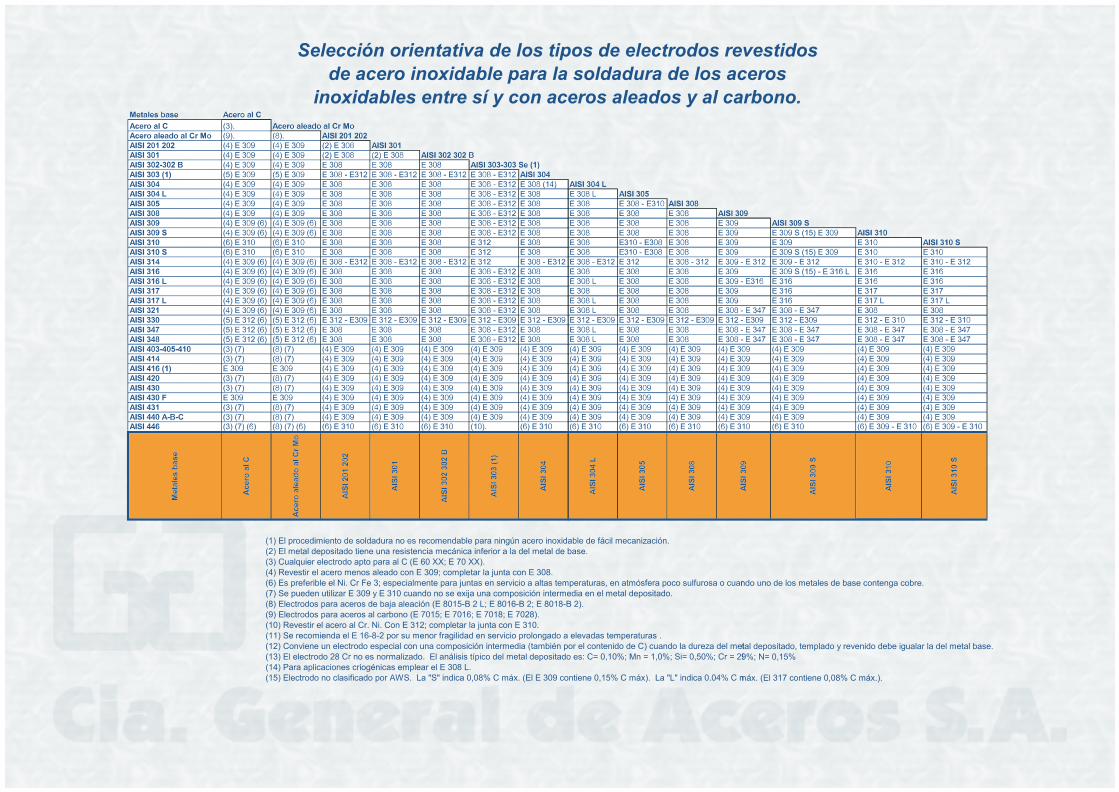
Selección orientativa de los tipos de electrodos revestidos
de acero inoxidable para la soldadura de los aceros
inoxidables entre sí y con aceros aleados y al carbono.
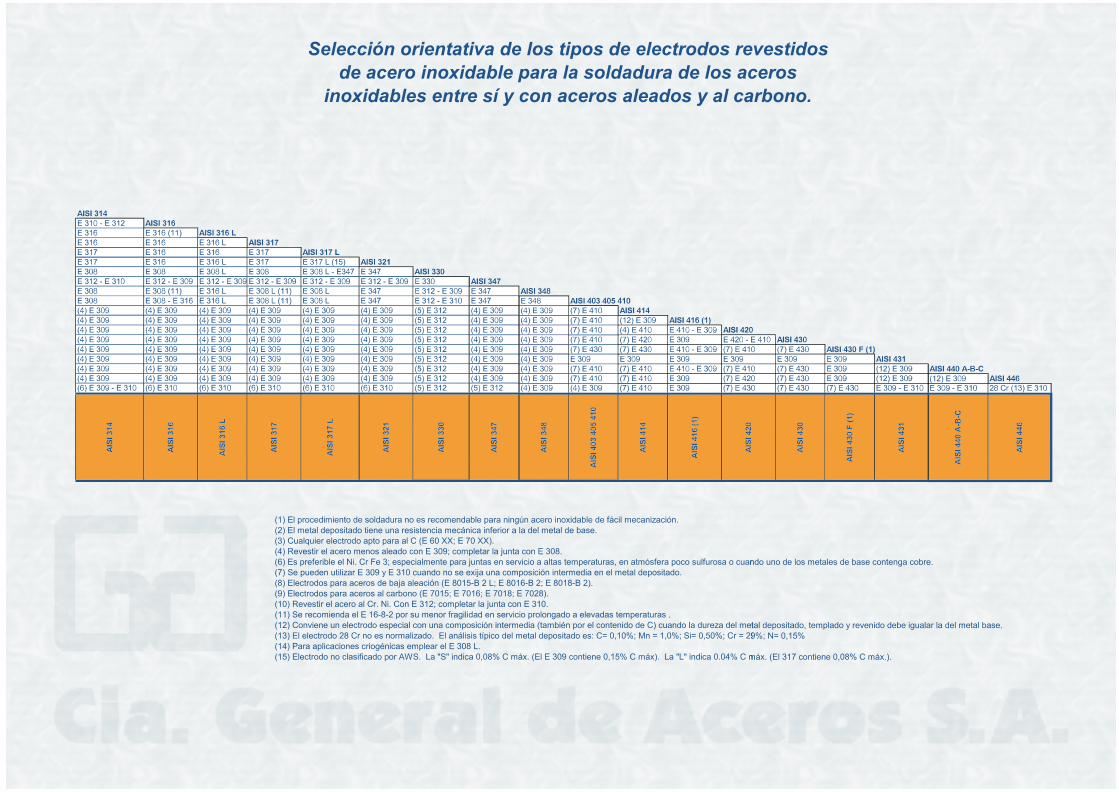
Selección orientativa de los tipos de electrodos revestidos
de acero inoxidable para la soldadura de los aceros
inoxidables entre sí y con aceros aleados y al carbono.
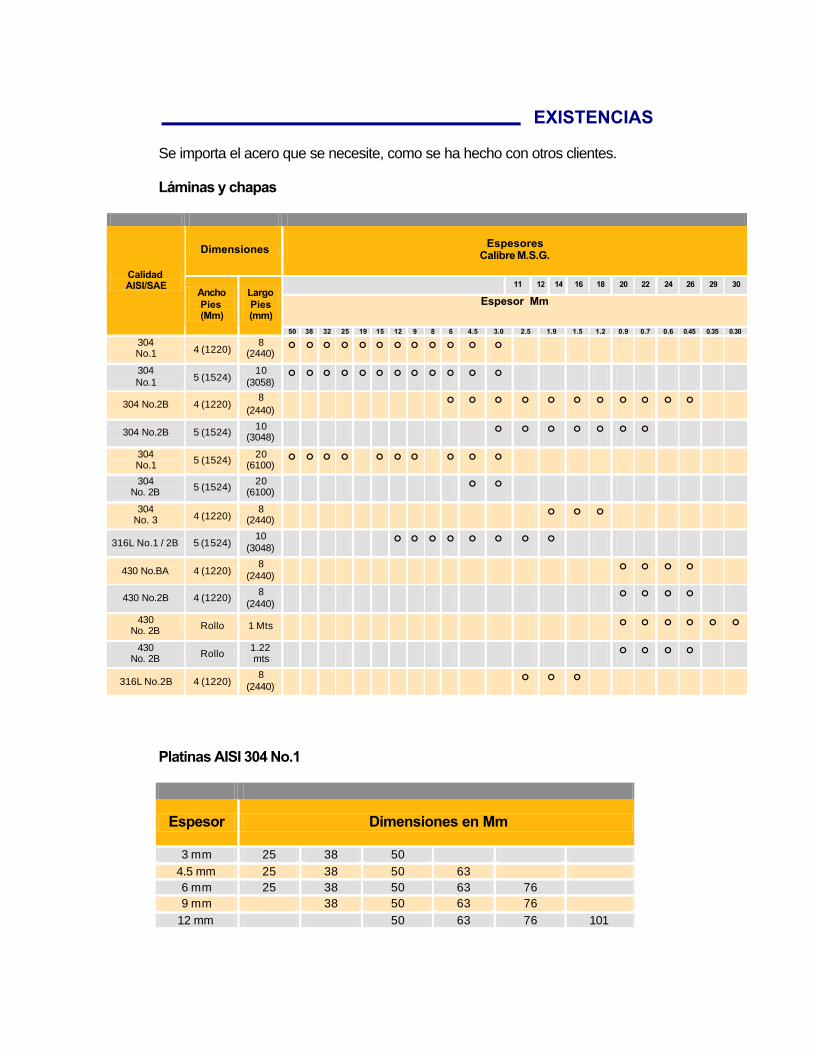
EXISTENCIAS Se importa el acero que se necesite, como se ha hecho con otros clientes. Láminas y chapas
Dimensiones Espesores Calibre M.S.G.
11 12 14 16 18 20 22 24 26 29 30
Espesor Mm
Calidad AISI/SAE
Ancho Pies (Mm)
Largo Pies (mm)
50 38 32 25 19 15 12 9 8 6 4.5 3.0 2.5 1.9 1.5 1.2 0.9 0.7 0.6 0.45 0.35 0.30
304 No.1 4 (1220)
8 (2440) ° ° ° ° ° ° ° ° ° ° ° °
304 No.1 5 (1524)
10 (3058) ° ° ° ° ° ° ° ° ° ° ° °
304 No.2B 4 (1220) 8
(2440) ° ° ° ° ° ° ° ° ° ° ° 304 No.2B 5 (1524) 10
(3048) ° ° ° ° ° ° ° 304 No.1 5 (1524) 20
(6100) ° ° ° ° ° ° ° ° ° ° 304
No. 2B 5 (1524) 20 (6100) ° °
304 No. 3 4 (1220)
8 (2440) ° ° °
316L No.1 / 2B 5 (1524) 10
(3048) ° ° ° ° ° ° ° ° 430 No.BA 4 (1220)
8 (2440) ° ° ° °
430 No.2B 4 (1220) 8 (2440) ° ° ° °
430 No. 2B Rollo 1 Mts ° ° ° ° ° °
430 No. 2B Rollo 1.22
mts ° ° ° ° 316L No.2B 4 (1220)
8 (2440) ° ° °
Platinas AISI 304 No.1
Espesor Dimensiones en Mm
3 mm 25 38 50 4.5 mm 25 38 50 63 6 mm 25 38 50 63 76 9 mm 38 50 63 76
12 mm 50 63 76 101
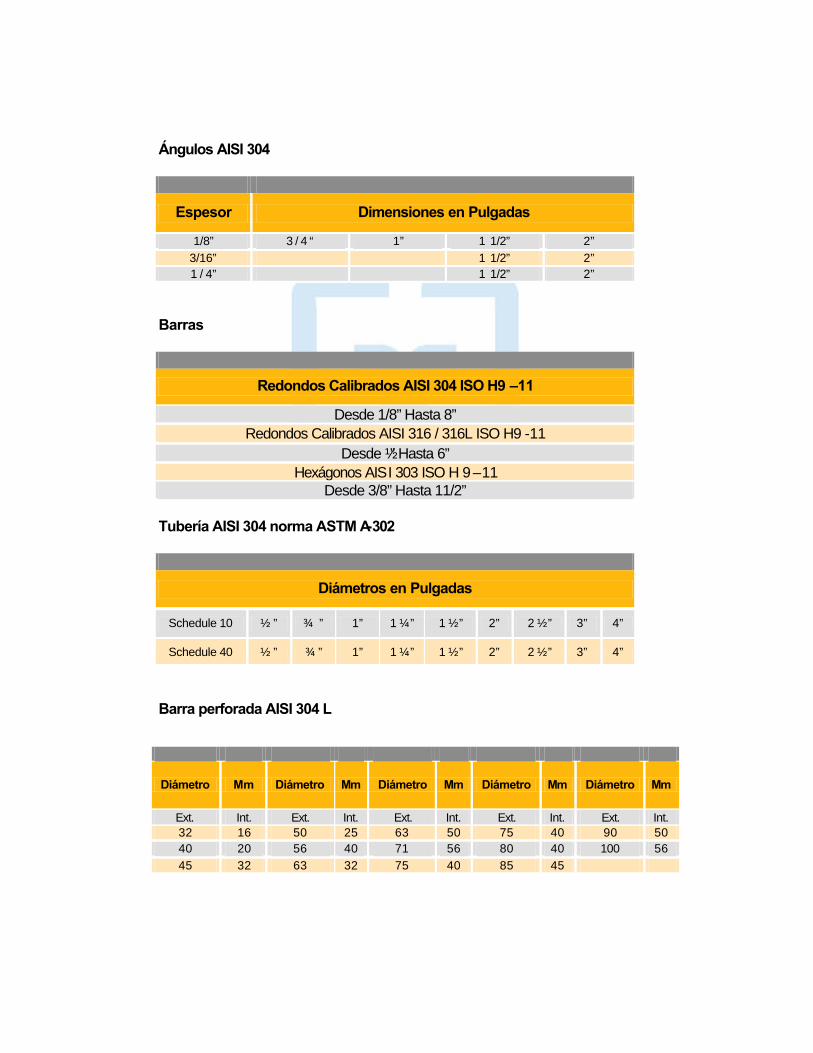
Ángulos AISI 304
Espesor Dimensiones en Pulgadas
1/8” 3 / 4 “ 1” 1 1/2” 2” 3/16” 1 1/2” 2” 1 / 4” 1 1/2” 2”
Barras
Redondos Calibrados AISI 304 ISO H9 –11
Desde 1/8” Hasta 8” Redondos Calibrados AISI 316 / 316L ISO H9 -11
Desde ½” Hasta 6” Hexágonos AISI 303 ISO H 9 –11
Desde 3/8” Hasta 11/2” Tubería AISI 304 norma ASTM A-302
Diámetros en Pulgadas
Schedule 10 ½ ” ¾ ” 1” 1 ¼” 1 ½” 2” 2 ½” 3” 4”
Schedule 40 ½ ” ¾ ” 1” 1 ¼” 1 ½” 2” 2 ½” 3” 4”
Barra perforada AISI 304 L
Diámetro Mm Diámetro Mm Diámetro Mm Diámetro Mm Diámetro Mm
Ext. Int. Ext. Int. Ext. Int. Ext. Int. Ext. Int. 32 16 50 25 63 50 75 40 90 50 40 20 56 40 71 56 80 40 100 56 45 32 63 32 75 40 85 45
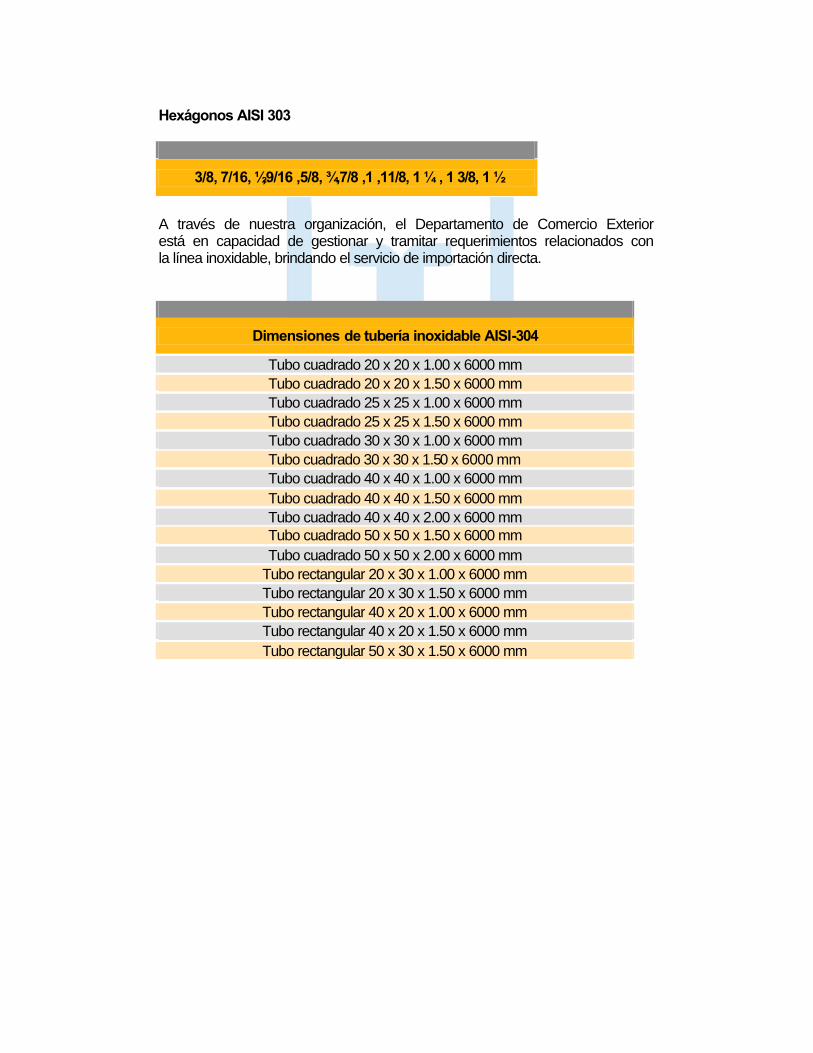
Hexágonos AISI 303
3/8, 7/16, ½ ,9/16 ,5/8, ¾ ,7/8 ,1 ,11/8, 1 ¼ , 1 3/8, 1 ½
A través de nuestra organización, el Departamento de Comercio Exterior está en capacidad de gestionar y tramitar requerimientos relacionados con la línea inoxidable, brindando el servicio de importación directa.
Dimensiones de tubería inoxidable AISI-304
Tubo cuadrado 20 x 20 x 1.00 x 6000 mm Tubo cuadrado 20 x 20 x 1.50 x 6000 mm Tubo cuadrado 25 x 25 x 1.00 x 6000 mm Tubo cuadrado 25 x 25 x 1.50 x 6000 mm Tubo cuadrado 30 x 30 x 1.00 x 6000 mm Tubo cuadrado 30 x 30 x 1.50 x 6000 mm Tubo cuadrado 40 x 40 x 1.00 x 6000 mm Tubo cuadrado 40 x 40 x 1.50 x 6000 mm Tubo cuadrado 40 x 40 x 2.00 x 6000 mm Tubo cuadrado 50 x 50 x 1.50 x 6000 mm Tubo cuadrado 50 x 50 x 2.00 x 6000 mm
Tubo rectangular 20 x 30 x 1.00 x 6000 mm Tubo rectangular 20 x 30 x 1.50 x 6000 mm Tubo rectangular 40 x 20 x 1.00 x 6000 mm Tubo rectangular 40 x 20 x 1.50 x 6000 mm Tubo rectangular 50 x 30 x 1.50 x 6000 mm
PROCESOS DE MECANIZADO CONFORMACION Y EMBUTICION La conformación o embutición de los aceros martensíticos y ferríticos se realiza en las mismas condiciones que con los aceros ordinarios de embutición profunda, teniendo en cuenta que la potencia de las máquinas deberá ser el doble; los aceros austeníticos son los que presentan mayor facilidad para el doblado y embutición, pero como adquieren gran dureza por acritud, deberá ponerse cuidado al elegir el tipo de acero; los aceros austeno-ferríticos al tener menor ductilidad se comportan mal en la embutición profunda y por consiguiente se deben dar menores deformaciones y más recocidos que los aceros austeníticos. MECANIZADO Para realizar las distintas operaciones de torneado, fresado, roscado, perforado, aserrado, brochado, aterrajado, etc., de los aceros inoxidables y refractarios y en especial los austeniticos, es necesario utilizar herramientas de corte bien afiladas y con buena refrigeración debido a la menor conductividad térmica que tienen estos aceros en comparación con los aceros ordinarios. Se evitarán las vibraciones, fijando bien las piezas a mecanizar y se emplearán pequeñas velocidades y fuertes pasadas para reducir el endurecimiento superficial. TALADRADO DE LOS ACEROS AUSTENITICOS Las condiciones más específicas para tener un taladrado seguro son: El mandril porta brocas y sus cojinetes deberán estar siempre ajustados y en condiciones que permitan un avance constante de la broca y una perfecta coaxialidad de la misma con el eje de rotación. La broca se fabrica generalmente en acero rápido. Deben tenerse en cuenta que su afilado debe ser cuidadoso y sus ángulos característicos deben ser los apropiados. Tipo de herramienta: Acero rápido Lubricación: Aceite soluble Velocidades de corte orientativas: 7.5m/min para brocas pequeñas y 12 m/min. para brocas grandes. Forma de las brocas: se deben emplear brocas cortas con los ángulos indicados.
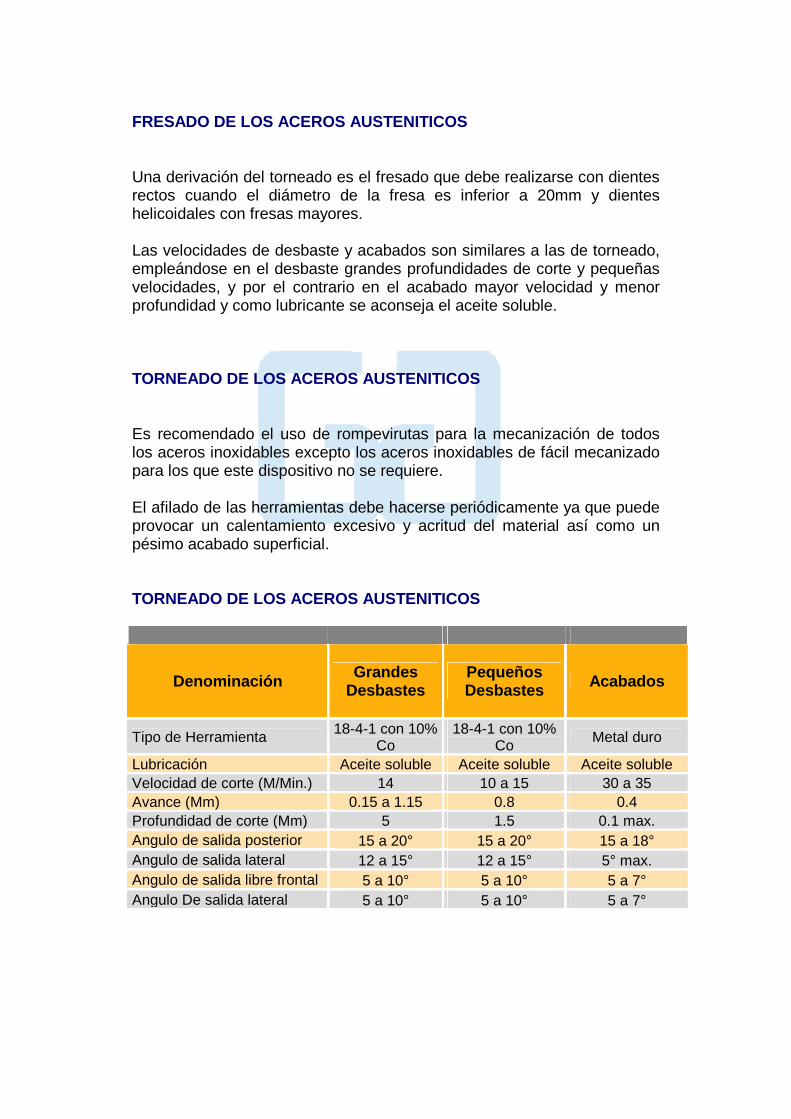
FRESADO DE LOS ACEROS AUSTENITICOS Una derivación del torneado es el fresado que debe realizarse con dientes rectos cuando el diámetro de la fresa es inferior a 20mm y dientes helicoidales con fresas mayores. Las velocidades de desbaste y acabados son similares a las de torneado, empleándose en el desbaste grandes profundidades de corte y pequeñas velocidades, y por el contrario en el acabado mayor velocidad y menor profundidad y como lubricante se aconseja el aceite soluble. TORNEADO DE LOS ACEROS AUSTENITICOS Es recomendado el uso de rompevirutas para la mecanización de todos los aceros inoxidables excepto los aceros inoxidables de fácil mecanizado para los que este dispositivo no se requiere. El afilado de las herramientas debe hacerse periódicamente ya que puede provocar un calentamiento excesivo y acritud del material así como un pésimo acabado superficial. TORNEADO DE LOS ACEROS AUSTENITICOS
Denominación Grandes Desbastes
Pequeños Desbastes Acabados
Tipo de Herramienta 18-4-1 con 10% Co
18-4-1 con 10% Co Metal duro
Lubricación Aceite soluble Aceite soluble Aceite soluble Velocidad de corte (M/Min.) 14 10 a 15 30 a 35 Avance (Mm) 0.15 a 1.15 0.8 0.4 Profundidad de corte (Mm) 5 1.5 0.1 max. Angulo de salida posterior 15 a 20° 15 a 20° 15 a 18° Angulo de salida lateral 12 a 15° 12 a 15° 5° max. Angulo de salida libre frontal 5 a 10° 5 a 10° 5 a 7° Angulo De salida lateral 5 a 10° 5 a 10° 5 a 7°
CORTE TERMICO Con el término genérico de corte térmico se indican generalmente los medios de corte, que en lugar de utilizar energía mecánica para cortar un material metálico, emplean energía térmica. En el caso de los aceros inoxidables se emplean hoy en día esencialmente, métodos a los que se puede añadir como simple información, dado lo limitado de sus actuales aplicaciones, el sistema por bombardeo electrónico. 1. OXICORTE CON POLVO Todos los Aceros inoxidables pueden utilizar este método que necesita un equipo similar al empleado para el corte oxiacetilénico normal, excepto que se precisa un sistema para inyectar el polvo metálico normalmente hierro, en la corriente de oxigeno de corte, exactamente a la salida de la boquilla, estos polvos deben utilizarse con precauciones, asegurándose de que sus residuos se eliminan perfectamente de la superficie del acero inoxidable; los polvos de hierro se oxidan y producen manchas de herrumbre; en determinadas aplicaciones, las partículas de hierro pueden, incluso favorecer, la corrosión, en forma de ataques por picaduras, sobre la superficie del acero inoxidable. 2. CORTE POR ARCO CON ELECTRODO DE VOLFRAMIO EN
ATMOSFERA GASEOSA Puede cortar aceros inoxidables hasta espesores de 17,7 mm con el equipo empleado normalmente para las operaciones de soldadura, la ventaja principal de este procedimiento es que se puede conseguir cortes de calidad razonablemente buena utilizando los mismos aparatos de que se disponen normalmente. 3. CORTE POR ARCO DE PLASMA Se utiliza un arco limitado de alta velocidad y alta temperatura entre la boquilla y la pieza a cortar, el arco de plasma puede emplearse para cortar aceros inoxidables y metales no férreos, con este procedimiento se consiguen cortes rápidos de gran sedimento, tiene poca influencia sobre las propiedades metalúrgicas o físicas de la pieza a cortar, la profundidad de la zona afectada por el calor depende del tipo de espesor del metal, así como de la velocidad de corte. 4. CORTE CON LASER Donde un haz de láser produce una fusión con vaporización en la zona de corte, empleando a su vez, un chorro de gas a alta velocidad para eliminar
el material de la parte inferior de la pieza obteniendo así una delgada fisura. Con este método se puede obtener cortes complejos con radios pequeños, generar una zona afectada térmicamente muy reducida y la fisura de corte al ser delgada optimiza el rendimiento del material. TRATAMIENTOS DESPUES DE LAS OPERACIONES DE CORTE Todos los procedimientos de corte mencionados pueden causar contaminaciones tales como superficies cubiertas de oxido o carburadas, o al menos sensibilización de la superficie del corte, todo lo necesario para eliminarla es rectificar o limpiar la superficie hasta alcanzar el metal brillante; un enfriamiento rápido puede crear nuevas tensiones en las uniones soldadas, por esta misma causa puede producirse agrietamiento por corrosión bajo tensiones, por ello es conveniente un tratamiento térmico posterior a una temperatura baja y un enfriamiento mas lento.
DECAPADO Es sencillamente una operación que tiene como fin eliminar la cascarilla de óxido que queda cuando el material es expuesto a una temperatura elevada en presencia de oxígeno atmosférico. Ejemplo: la laminación en caliente, los tratamientos térmicos y la soldadura, etc. Métodos mecánicos Los métodos de decapado mecánicos consisten en sacar la cascarilla por medio de arena silícea o granallas y cuando las cascarillas son muy gruesas se procede a un tratamiento químico. Métodos Químicos Diversos tipos de tratamiento para los aceros martensíticos y ferríticos: Permanganato de potasio …………………. 6% en peso Sodio …………………………………………. 20% en peso Agua …………………………………………... resto en peso Temperatura = punto de ebullición Tiempo = varios minutos Decapado N°°°° 1 Acido clorhídrico comercial ……………… 45% en volumen Acido nítrico ( 36° Be) …………………….. 5% en volumen Agua……………………………………… resto en volumen Temperatura = bien entre 50° y 60° c o bien a temperatura ambiente .
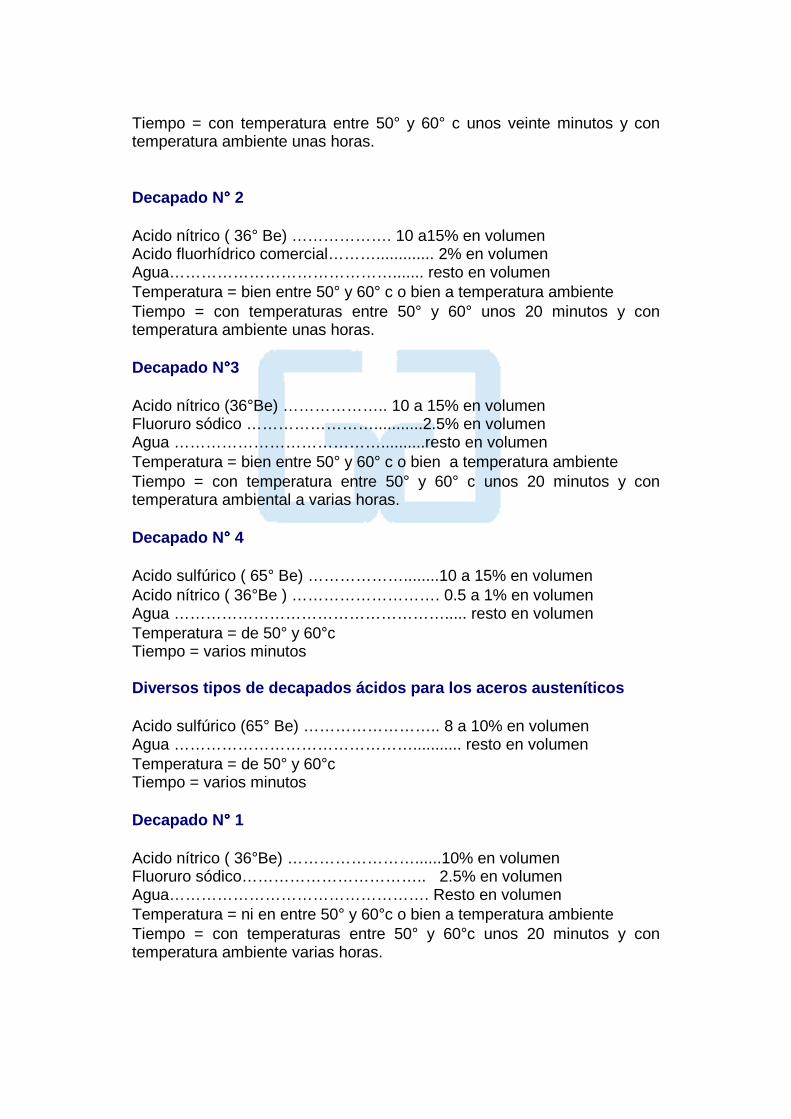
Tiempo = con temperatura entre 50° y 60° c unos veinte minutos y con temperatura ambiente unas horas. Decapado N°°°° 2 Acido nítrico ( 36° Be) ………………. 10 a15% en volumen Acido fluorhídrico comercial………............. 2% en volumen Agua……………………………………....... resto en volumen Temperatura = bien entre 50° y 60° c o bien a temperatura ambiente Tiempo = con temperaturas entre 50° y 60° unos 20 minutos y con temperatura ambiente unas horas. Decapado N°°°°3 Acido nítrico (36°Be) ……………….. 10 a 15% en volumen Fluoruro sódico ……………………...........2.5% en volumen Agua …………………………………..........resto en volumen Temperatura = bien entre 50° y 60° c o bien a temperatura ambiente Tiempo = con temperatura entre 50° y 60° c unos 20 minutos y con temperatura ambiental a varias horas. Decapado N°°°° 4 Acido sulfúrico ( 65° Be) ………………........10 a 15% en volumen Acido nítrico ( 36°Be ) ………………………. 0.5 a 1% en volumen Agua ……………………………………………..... resto en volumen Temperatura = de 50° y 60°c Tiempo = varios minutos Diversos tipos de decapados ácidos para los aceros austeníticos Acido sulfúrico (65° Be) …………………….. 8 a 10% en volumen Agua ………………………………………........... resto en volumen Temperatura = de 50° y 60°c Tiempo = varios minutos Decapado N°°°° 1 Acido nítrico ( 36°Be) ……………………......10% en volumen Fluoruro sódico…………………………….. 2.5% en volumen Agua…………………………………………. Resto en volumen Temperatura = ni en entre 50° y 60°c o bien a temperatura ambiente Tiempo = con temperaturas entre 50° y 60°c unos 20 minutos y con temperatura ambiente varias horas.
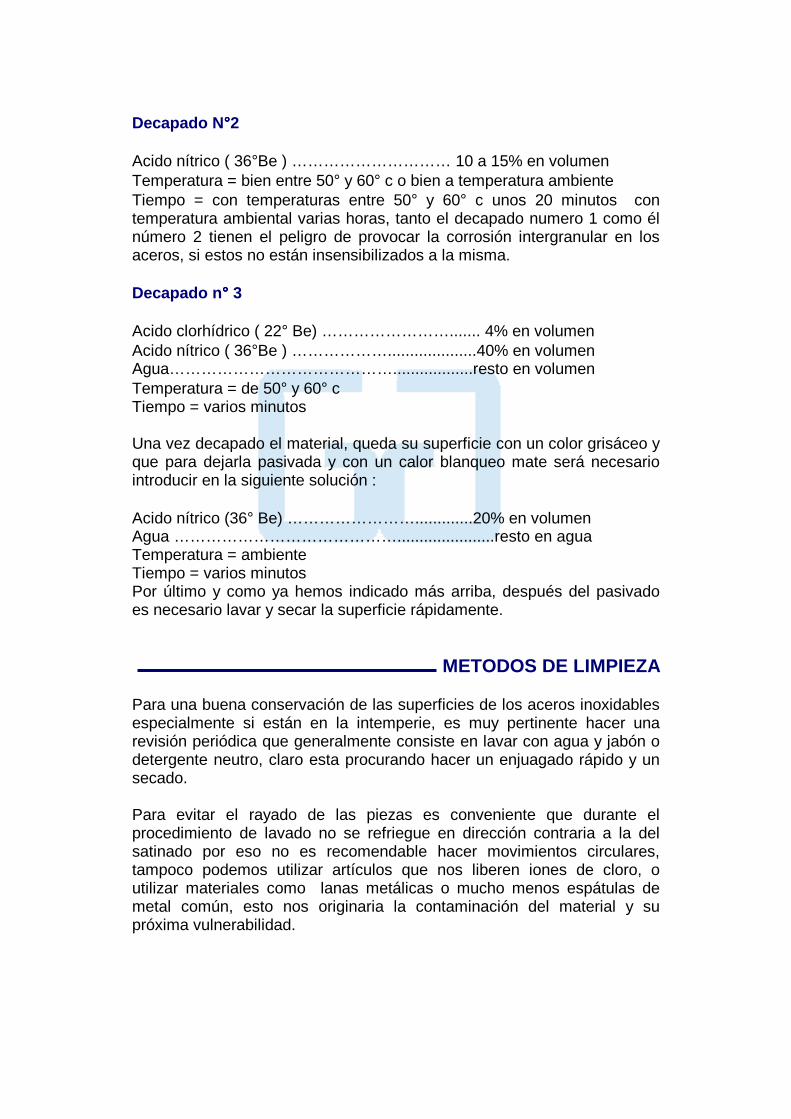
Decapado N°°°°2 Acido nítrico ( 36°Be ) ………………………… 10 a 15% en volumen Temperatura = bien entre 50° y 60° c o bien a temperatura ambiente Tiempo = con temperaturas entre 50° y 60° c unos 20 minutos con temperatura ambiental varias horas, tanto el decapado numero 1 como él número 2 tienen el peligro de provocar la corrosión intergranular en los aceros, si estos no están insensibilizados a la misma. Decapado n°°°° 3 Acido clorhídrico ( 22° Be) ……………………....... 4% en volumen Acido nítrico ( 36°Be ) ………………....................40% en volumen Agua……………………………………..................resto en volumen Temperatura = de 50° y 60° c Tiempo = varios minutos Una vez decapado el material, queda su superficie con un color grisáceo y que para dejarla pasivada y con un calor blanqueo mate será necesario introducir en la siguiente solución : Acido nítrico (36° Be) …………………….............20% en volumen Agua ……………………………………......................resto en agua Temperatura = ambiente Tiempo = varios minutos Por último y como ya hemos indicado más arriba, después del pasivado es necesario lavar y secar la superficie rápidamente.
METODOS DE LIMPIEZA Para una buena conservación de las superficies de los aceros inoxidables especialmente si están en la intemperie, es muy pertinente hacer una revisión periódica que generalmente consiste en lavar con agua y jabón o detergente neutro, claro esta procurando hacer un enjuagado rápido y un secado. Para evitar el rayado de las piezas es conveniente que durante el procedimiento de lavado no se refriegue en dirección contraria a la del satinado por eso no es recomendable hacer movimientos circulares, tampoco podemos utilizar artículos que nos liberen iones de cloro, o utilizar materiales como lanas metálicas o mucho menos espátulas de metal común, esto nos originaria la contaminación del material y su próxima vulnerabilidad.
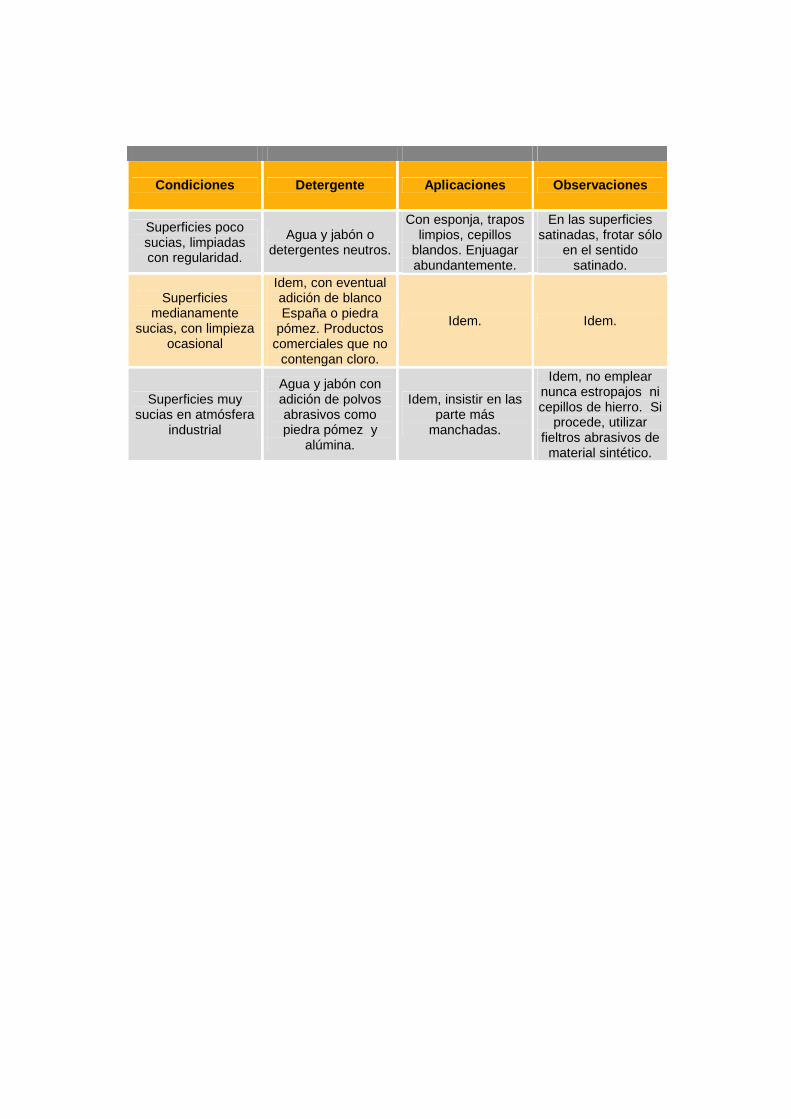
Condiciones Detergente Aplicaciones Observaciones
Superficies poco sucias, limpiadas con regularidad.
Agua y jabón o detergentes neutros.
Con esponja, trapos limpios, cepillos
blandos. Enjuagar abundantemente.
En las superficies satinadas, frotar sólo
en el sentido satinado.
Superficies medianamente
sucias, con limpieza ocasional
Idem, con eventual adición de blanco España o piedra
pómez. Productos comerciales que no
contengan cloro.
Idem. Idem.
Superficies muy sucias en atmósfera
industrial
Agua y jabón con adición de polvos abrasivos como piedra pómez y
alúmina.
Idem, insistir en las parte más
manchadas.
Idem, no emplear nunca estropajos ni cepillos de hierro. Si
procede, utilizar fieltros abrasivos de material sintético.
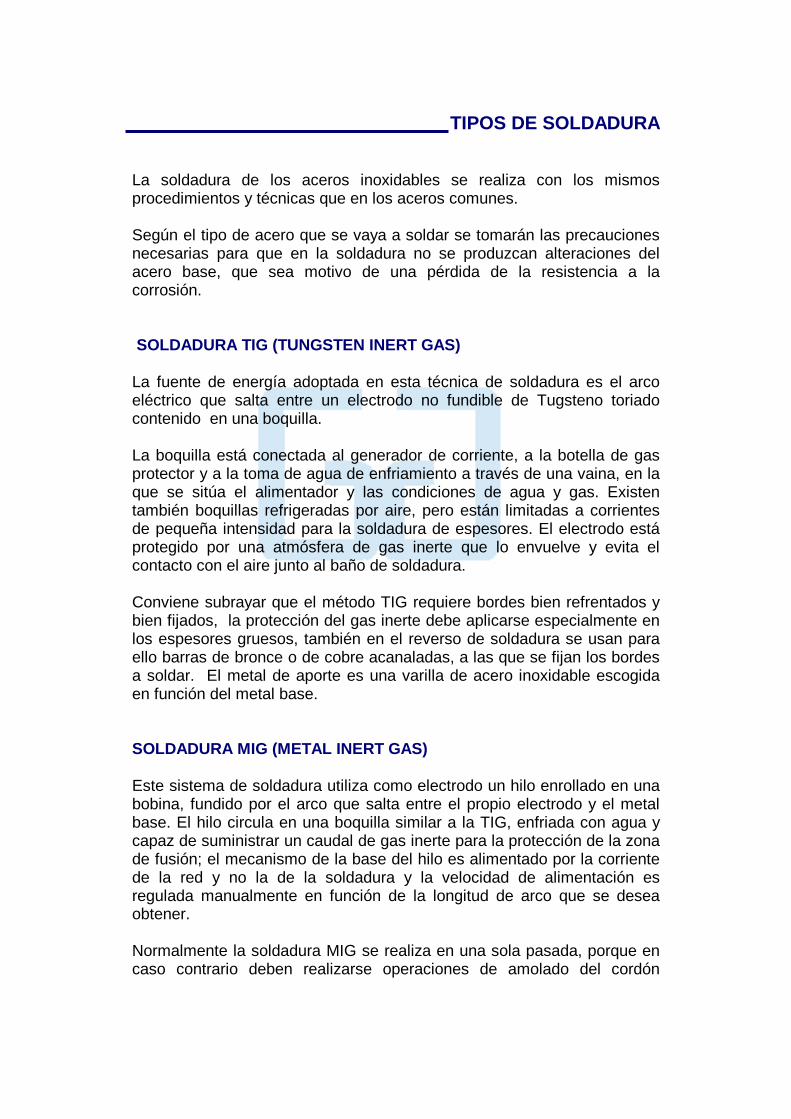
TIPOS DE SOLDADURA La soldadura de los aceros inoxidables se realiza con los mismos procedimientos y técnicas que en los aceros comunes. Según el tipo de acero que se vaya a soldar se tomarán las precauciones necesarias para que en la soldadura no se produzcan alteraciones del acero base, que sea motivo de una pérdida de la resistencia a la corrosión. SOLDADURA TIG (TUNGSTEN INERT GAS) La fuente de energía adoptada en esta técnica de soldadura es el arco eléctrico que salta entre un electrodo no fundible de Tugsteno toriado contenido en una boquilla. La boquilla está conectada al generador de corriente, a la botella de gas protector y a la toma de agua de enfriamiento a través de una vaina, en la que se sitúa el alimentador y las condiciones de agua y gas. Existen también boquillas refrigeradas por aire, pero están limitadas a corrientes de pequeña intensidad para la soldadura de espesores. El electrodo está protegido por una atmósfera de gas inerte que lo envuelve y evita el contacto con el aire junto al baño de soldadura. Conviene subrayar que el método TIG requiere bordes bien refrentados y bien fijados, la protección del gas inerte debe aplicarse especialmente en los espesores gruesos, también en el reverso de soldadura se usan para ello barras de bronce o de cobre acanaladas, a las que se fijan los bordes a soldar. El metal de aporte es una varilla de acero inoxidable escogida en función del metal base. SOLDADURA MIG (METAL INERT GAS) Este sistema de soldadura utiliza como electrodo un hilo enrollado en una bobina, fundido por el arco que salta entre el propio electrodo y el metal base. El hilo circula en una boquilla similar a la TIG, enfriada con agua y capaz de suministrar un caudal de gas inerte para la protección de la zona de fusión; el mecanismo de la base del hilo es alimentado por la corriente de la red y no la de la soldadura y la velocidad de alimentación es regulada manualmente en función de la longitud de arco que se desea obtener. Normalmente la soldadura MIG se realiza en una sola pasada, porque en caso contrario deben realizarse operaciones de amolado del cordón
anteriormente depositado para eliminar los óxidos y las burbujas presentes en la parte superior del cordón. SOLDADURA AL PLASMA Se entiende por plasma un gas ionizado, explotando esta fuente de energía capaz de alcanzar temperaturas muy elevadas, ha podido llegarse a la realización del sistema de soldadura y corte al plasma, empleados en el sector de inoxidables, sus principales características: El gas de plasma es un buen conductor de electricidad; esta
característica aumenta cuanto mayor es su grado de ionización; El gas de plasma puede generarse utilizando gases inertes que
pueden a la vez ejercer una acción de protección al baño de soldadura;
El gas de plasma puede dosificarse de modo muy preciso, y ello permite disponer de fuentes de calor muy concentradas y direccionadas para poder efectuar soldaduras incluso de pequeñas dimensiones.
SOLDADURA AL ARCO Este procedimiento se hace normalmente con corriente continua, conectando el electrodo al polo positivo del generador y las piezas cuando son pequeñas al polo negativo, de esta manera conseguimos concentrar el calor más en el electrodo que en las piezas, y cuando las piezas son de gran espesor se conectan a la inversa. El procedimiento debe emplearse en chapas no muy delgadas puesto que el calor intenso del arco y la baja conductividad de los aceros inoxidables presentan la posibilidad de perforar la lámina, por lo tanto se sugiere que para soldar con este método se emplee material con un espesor superior a un milímetro. Los procedimientos más utilizados son: Con electrodo metálico revestido. En atmósfera gaseosa con electrodo fusible. En atmósfera gaseosa con electrodo de volframio. Por arco sumergido.
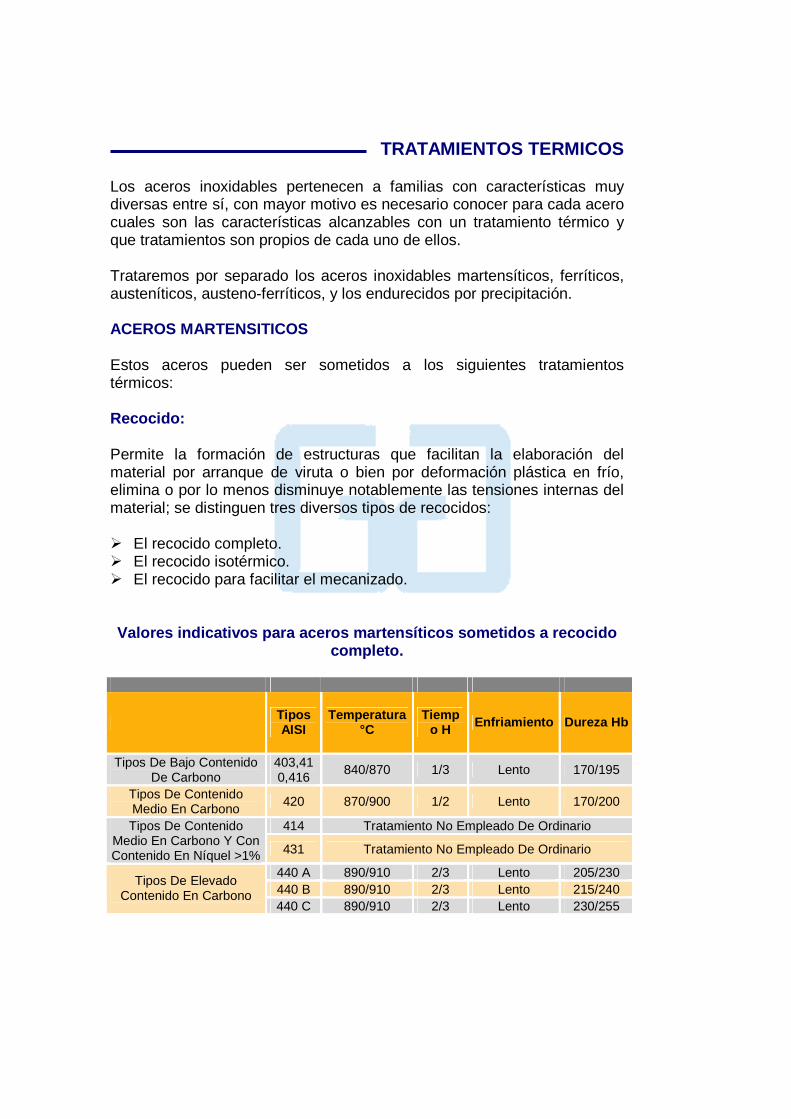
TRATAMIENTOS TERMICOS
Los aceros inoxidables pertenecen a familias con características muy diversas entre sí, con mayor motivo es necesario conocer para cada acero cuales son las características alcanzables con un tratamiento térmico y que tratamientos son propios de cada uno de ellos. Trataremos por separado los aceros inoxidables martensíticos, ferríticos, austeníticos, austeno-ferríticos, y los endurecidos por precipitación. ACEROS MARTENSITICOS Estos aceros pueden ser sometidos a los siguientes tratamientos térmicos: Recocido: Permite la formación de estructuras que facilitan la elaboración del material por arranque de viruta o bien por deformación plástica en frío, elimina o por lo menos disminuye notablemente las tensiones internas del material; se distinguen tres diversos tipos de recocidos: El recocido completo. El recocido isotérmico. El recocido para facilitar el mecanizado. Valores indicativos para aceros martensíticos sometidos a recocido
completo.
Tipos AISI
Temperatura °C
Tiempo H Enfriamiento Dureza Hb
Tipos De Bajo Contenido De Carbono
403,410,416 840/870 1/3 Lento 170/195
Tipos De Contenido Medio En Carbono 420 870/900 1/2 Lento 170/200
414 Tratamiento No Empleado De Ordinario Tipos De Contenido Medio En Carbono Y Con Contenido En Níquel >1% 431 Tratamiento No Empleado De Ordinario
440 A 890/910 2/3 Lento 205/230 440 B 890/910 2/3 Lento 215/240 Tipos De Elevado
Contenido En Carbono 440 C 890/910 2/3 Lento 230/255
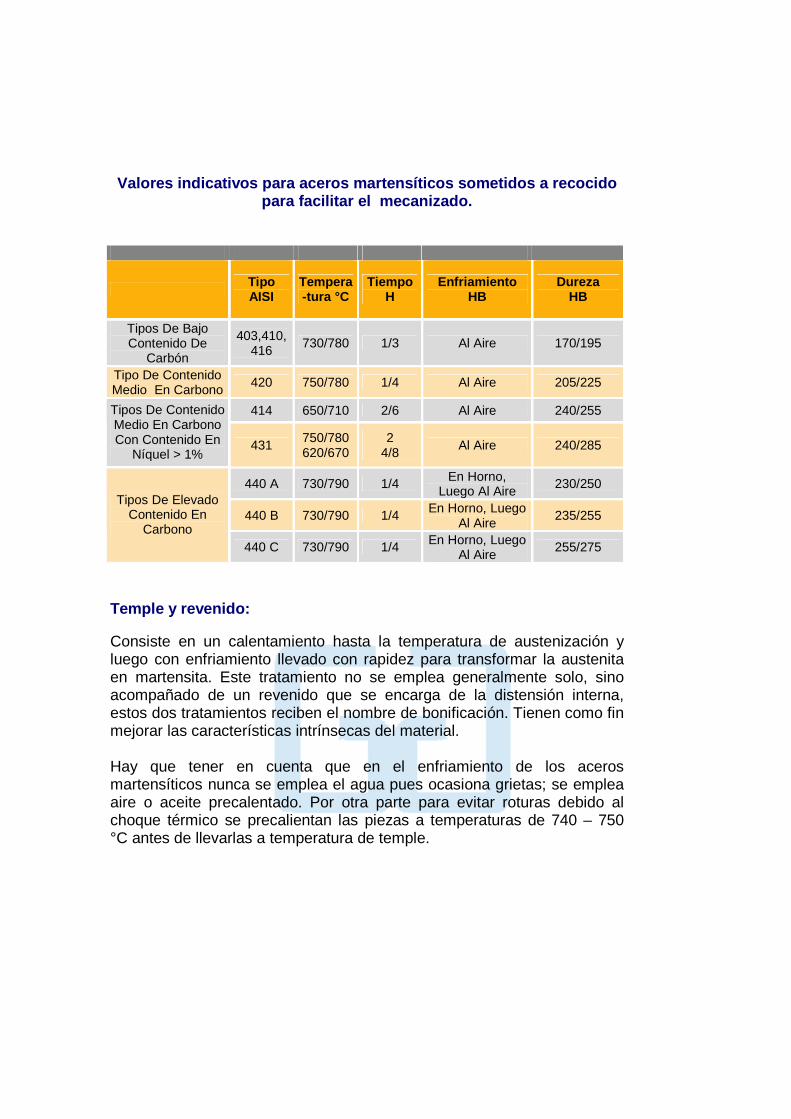
Valores indicativos para aceros martensíticos sometidos a recocido
para facilitar el mecanizado.
Tipo AISI
Tempera-tura °C
Tiempo H
Enfriamiento HB
Dureza HB
Tipos De Bajo Contenido De
Carbón
403,410, 416 730/780 1/3 Al Aire 170/195
Tipo De Contenido Medio En Carbono 420 750/780 1/4 Al Aire 205/225
414 650/710 2/6 Al Aire 240/255 Tipos De Contenido Medio En Carbono Con Contenido En
Níquel > 1% 431 750/780
620/670 2
4/8 Al Aire 240/285
440 A 730/790 1/4 En Horno, Luego Al Aire 230/250
440 B 730/790 1/4 En Horno, Luego Al Aire 235/255
Tipos De Elevado Contenido En
Carbono 440 C 730/790 1/4 En Horno, Luego
Al Aire 255/275
Temple y revenido: Consiste en un calentamiento hasta la temperatura de austenización y luego con enfriamiento llevado con rapidez para transformar la austenita en martensita. Este tratamiento no se emplea generalmente solo, sino acompañado de un revenido que se encarga de la distensión interna, estos dos tratamientos reciben el nombre de bonificación. Tienen como fin mejorar las características intrínsecas del material. Hay que tener en cuenta que en el enfriamiento de los aceros martensíticos nunca se emplea el agua pues ocasiona grietas; se emplea aire o aceite precalentado. Por otra parte para evitar roturas debido al choque térmico se precalientan las piezas a temperaturas de 740 – 750 °C antes de llevarlas a temperatura de temple.
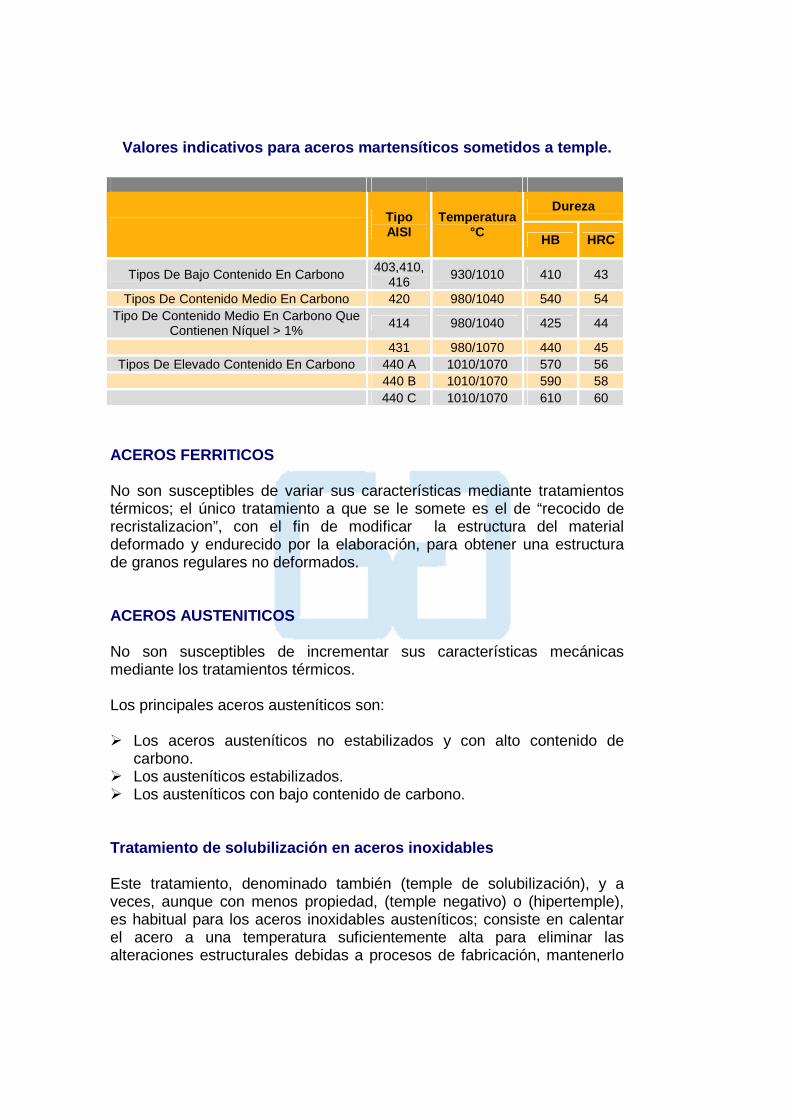
Valores indicativos para aceros martensíticos sometidos a temple.
Dureza
Tipo AISI
Temperatura °C HB HRC
Tipos De Bajo Contenido En Carbono 403,410,416 930/1010 410 43
Tipos De Contenido Medio En Carbono 420 980/1040 540 54 Tipo De Contenido Medio En Carbono Que
Contienen Níquel > 1% 414 980/1040 425 44
431 980/1070 440 45 Tipos De Elevado Contenido En Carbono 440 A 1010/1070 570 56
440 B 1010/1070 590 58 440 C 1010/1070 610 60 ACEROS FERRITICOS No son susceptibles de variar sus características mediante tratamientos térmicos; el único tratamiento a que se le somete es el de “recocido de recristalizacion”, con el fin de modificar la estructura del material deformado y endurecido por la elaboración, para obtener una estructura de granos regulares no deformados. ACEROS AUSTENITICOS No son susceptibles de incrementar sus características mecánicas mediante los tratamientos térmicos. Los principales aceros austeníticos son: Los aceros austeníticos no estabilizados y con alto contenido de
carbono. Los austeníticos estabilizados. Los austeníticos con bajo contenido de carbono. Tratamiento de solubilización en aceros inoxidables Este tratamiento, denominado también (temple de solubilización), y a veces, aunque con menos propiedad, (temple negativo) o (hipertemple), es habitual para los aceros inoxidables austeníticos; consiste en calentar el acero a una temperatura suficientemente alta para eliminar las alteraciones estructurales debidas a procesos de fabricación, mantenerlo
en tal temperatura durante el tiempo necesario para solubilizar todos los carburos (en especial los del cromo) de donde recibe el nombre (solubilización) y enfriarlo con suficiente velocidad para evitar la precipitación de los carburos; con este tratamiento el acero logra el estado máximo de ablandamiento; tres son los factores que pueden influir en este tratamiento: la temperatura, la duración del tratamiento y la velocidad del enfriamiento. Tratamiento de sensibilización en aceros inoxidables Este tratamiento no contiene ningún beneficio para el acero inoxidable, por el contrario se hace susceptible a la corrosión intercristalina, esta se efectúa para prueba de laboratorio en rangos de temperatura entre 450-850 °C. La sensibilización de los aceros inoxidables estabilizados tiene lugar solamente en los intervalos del orden de los 1250-1300°C, entendiendo que un acero estabilizado es aquel que posee elementos de aleación tales como titanio, niobio que impiden que el carbono en temperatura 450-850°C se combinen con el cromo formado entre ellos, carburos de titanio o niobio, evitando así la formación de carburos. Tratamiento de distensión en aceros inoxidables Se efectúa para eliminar al menos parcialmente, tensiones internas de los productos que habían acumulado en su proceso de fabricación, deformación o soldadura. Consiste en el calentamiento a unos 350-430°C con una permanencia de 30 minutos a 2 horas según el espesor requerido, con enfriamiento al aire. Tratamiento de estabilización en aceros inoxidables Se efectúa cuando se necesite la máxima resistencia a la corrosión en los aceros estabilizados, como el AISI 321. Consiste en un calentamiento entre 840-900°C durante 5 horas según el espesor y luego el enfriamiento. Endurecimiento de los aceros austeníticos El endurecimiento en este tipo de aceros se obtiene mediante dos fases : 1. Tratamiento de solubilización (ó recocido): con enfriamiento rápido
donde se caliente el material para solubilizar los elementos endurecedores ( aluminio, nitrógeno, molibdeno, niobio, titanio, etc), luego se enfría rápidamente para mantener la solución de los compuestos disueltos a elevadas temperaturas.
2. Fase de envejecimiento: consiste en un calentamiento durante tiempos relativamente breves a temperaturas relativamente bajas para ocasionar precipitaciones sub-microscopicas y uniformes. Estas precipitaciones se distribuyen como agujas entre los granos evitando el desplazamiento de los planos atómicos confirmando un incremento de las propiedades.
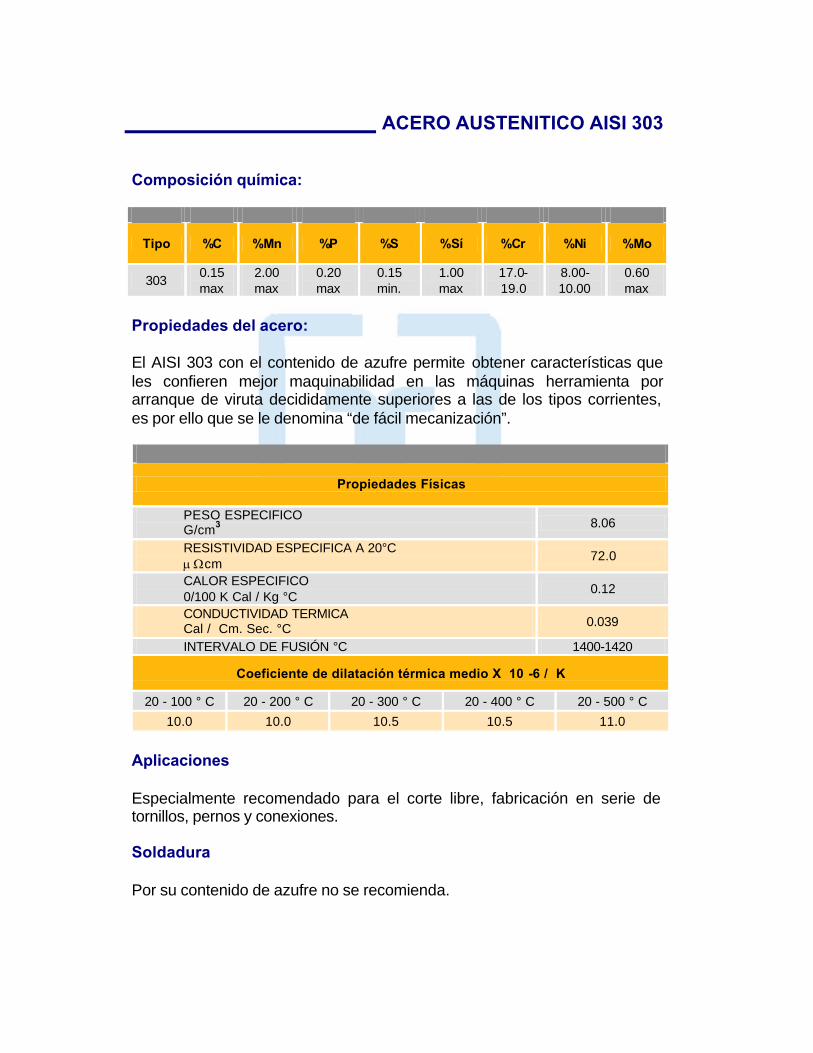
ACERO AUSTENITICO AISI 303 Composición química:
Tipo %C %Mn %P %S %Sí %Cr %Ni %Mo
303 0.15 max
2.00 max
0.20 max
0.15 min.
1.00 max
17.0-19.0
8.00-10.00
0.60 max
Propiedades del acero: El AISI 303 con el contenido de azufre permite obtener características que les confieren mejor maquinabilidad en las máquinas herramienta por arranque de viruta decididamente superiores a las de los tipos corrientes, es por ello que se le denomina “de fácil mecanización”.
Propiedades Físicas
PESO ESPECIFICO G/cm3 8.06
RESISTIVIDAD ESPECIFICA A 20°C µ Ωcm 72.0
CALOR ESPECIFICO 0/100 K Cal / Kg °C 0.12
CONDUCTIVIDAD TERMICA Cal / Cm. Sec. °C 0.039
INTERVALO DE FUSIÓN °C 1400-1420
Coeficiente de dilatación térmica medio X 10 -6 / K
20 - 100 ° C 20 - 200 ° C 20 - 300 ° C 20 - 400 ° C 20 - 500 ° C 10.0 10.0 10.5 10.5 11.0
Aplicaciones Especialmente recomendado para el corte libre, fabricación en serie de tornillos, pernos y conexiones. Soldadura Por su contenido de azufre no se recomienda.
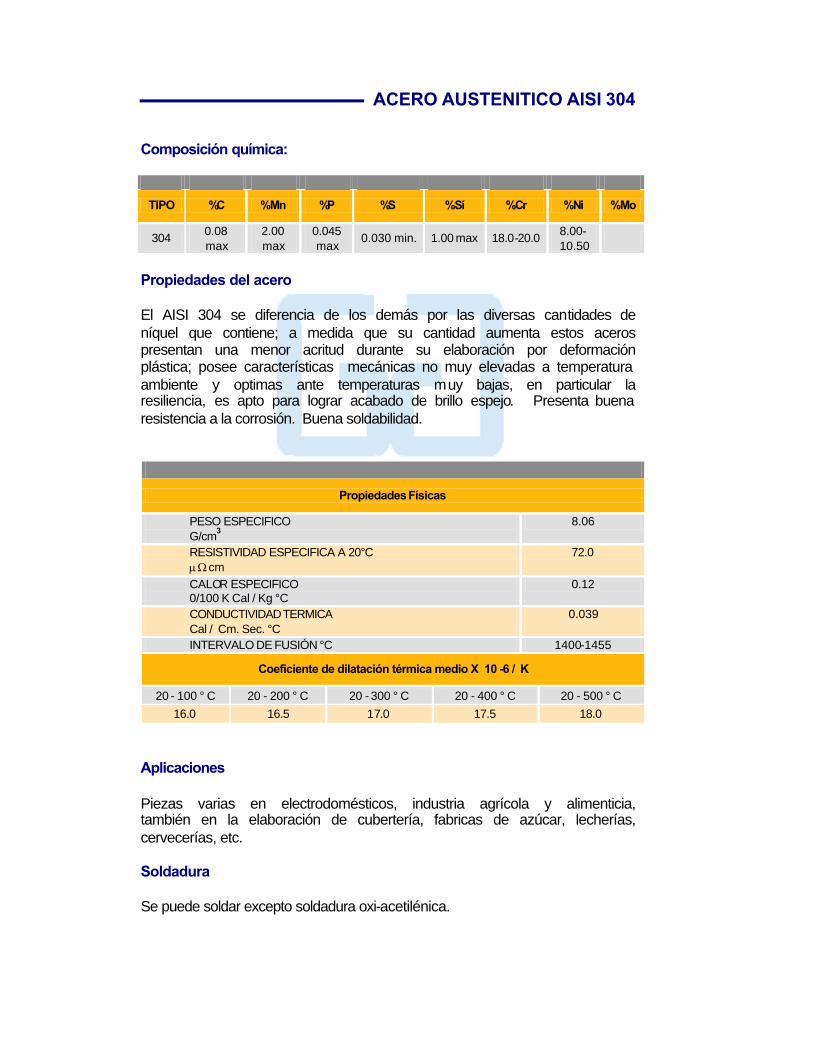
ACERO AUSTENITICO AISI 304 Composición química:
TIPO %C %Mn %P %S %Sí %Cr %Ni %Mo
304 0.08 max
2.00 max
0.045 max
0.030 min. 1.00 max 18.0-20.0 8.00-10.50
Propiedades del acero El AISI 304 se diferencia de los demás por las diversas cantidades de níquel que contiene; a medida que su cantidad aumenta estos aceros presentan una menor acritud durante su elaboración por deformación plástica; posee características mecánicas no muy elevadas a temperatura ambiente y optimas ante temperaturas muy bajas, en particular la resiliencia, es apto para lograr acabado de brillo espejo. Presenta buena resistencia a la corrosión. Buena soldabilidad.
Propiedades Físicas
PESO ESPECIFICO G/cm3
8.06
RESISTIVIDAD ESPECIFICA A 20°C µ Ωcm
72.0
CALOR ESPECIFICO 0/100 K Cal / Kg °C
0.12
CONDUCTIVIDAD TERMICA Cal / Cm. Sec. °C
0.039
INTERVALO DE FUSIÓN °C 1400-1455
Coeficiente de dilatación térmica medio X 10 -6 / K
20 - 100 ° C 20 - 200 ° C 20 - 300 ° C 20 - 400 ° C 20 - 500 ° C 16.0 16.5 17.0 17.5 18.0
Aplicaciones Piezas varias en electrodomésticos, industria agrícola y alimenticia, también en la elaboración de cubertería, fabricas de azúcar, lecherías, cervecerías, etc. Soldadura Se puede soldar excepto soldadura oxi-acetilénica.
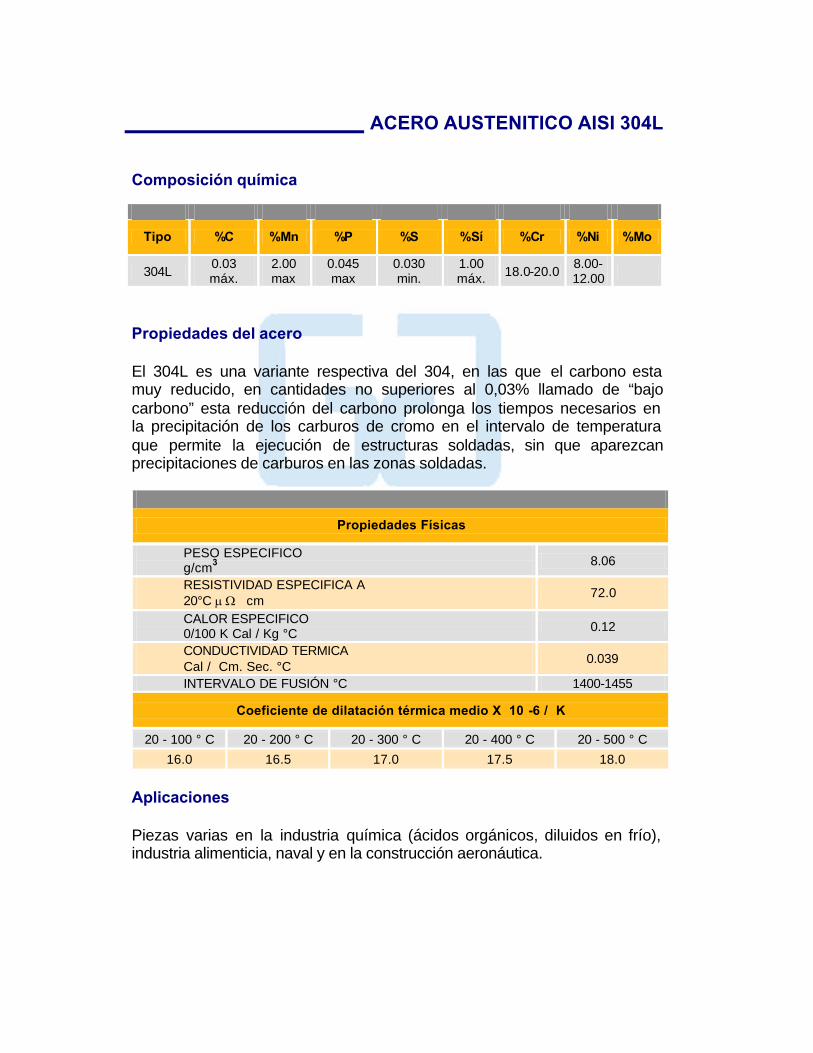
ACERO AUSTENITICO AISI 304L Composición química
Tipo %C %Mn %P %S %Sí %Cr %Ni %Mo
304L 0.03 máx.
2.00 max
0.045 max
0.030 min.
1.00 máx. 18.0-20.0 8.00-
12.00
Propiedades del acero El 304L es una variante respectiva del 304, en las que el carbono esta muy reducido, en cantidades no superiores al 0,03% llamado de “bajo carbono” esta reducción del carbono prolonga los tiempos necesarios en la precipitación de los carburos de cromo en el intervalo de temperatura que permite la ejecución de estructuras soldadas, sin que aparezcan precipitaciones de carburos en las zonas soldadas.
Propiedades Físicas
PESO ESPECIFICO g/cm3 8.06
RESISTIVIDAD ESPECIFICA A 20°C µ Ωcm 72.0
CALOR ESPECIFICO 0/100 K Cal / Kg °C 0.12
CONDUCTIVIDAD TERMICA Cal / Cm. Sec. °C 0.039
INTERVALO DE FUSIÓN °C 1400-1455
Coeficiente de dilatación térmica medio X 10 -6 / K
20 - 100 ° C 20 - 200 ° C 20 - 300 ° C 20 - 400 ° C 20 - 500 ° C 16.0 16.5 17.0 17.5 18.0
Aplicaciones Piezas varias en la industria química (ácidos orgánicos, diluidos en frío), industria alimenticia, naval y en la construcción aeronáutica.
Soldadura Se puede soldar fácilmente por cualquier proceso excepto, soldadura oxiacetilénica.
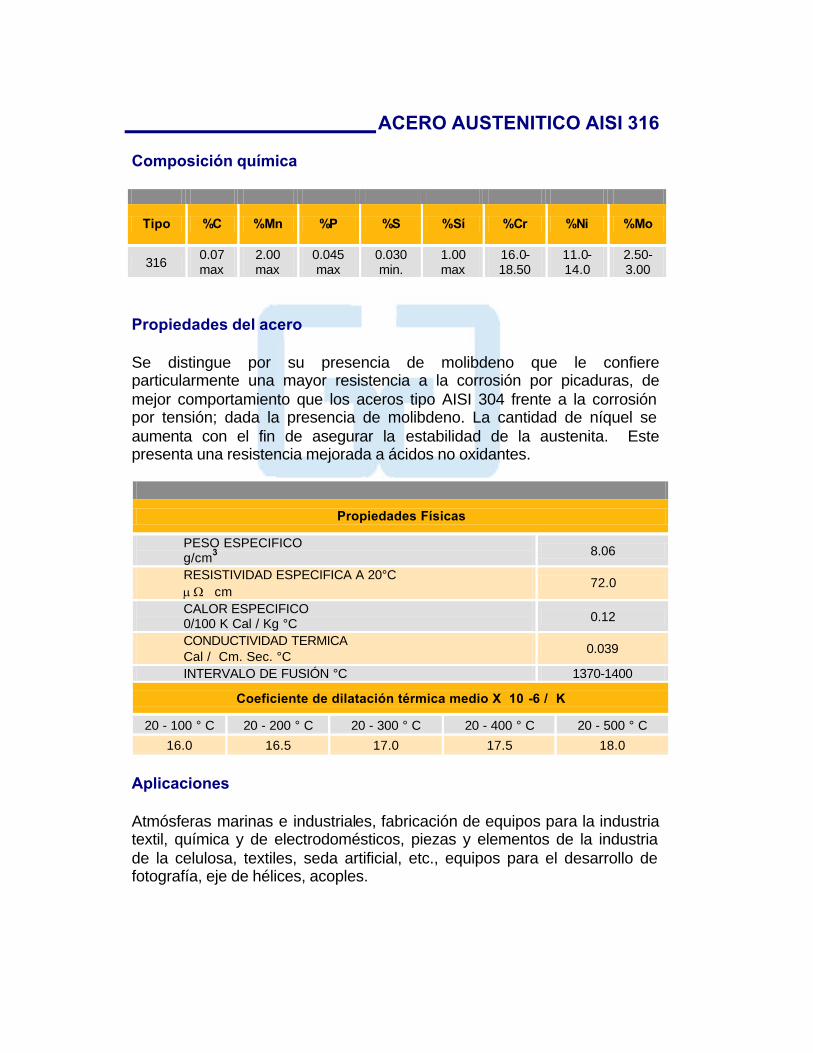
ACERO AUSTENITICO AISI 316 Composición química
Tipo %C %Mn %P %S %Sí %Cr %Ni %Mo
316 0.07 max
2.00 max
0.045 max
0.030 min.
1.00 max
16.0-18.50
11.0-14.0
2.50- 3.00
Propiedades del acero Se distingue por su presencia de molibdeno que le confiere particularmente una mayor resistencia a la corrosión por picaduras, de mejor comportamiento que los aceros tipo AISI 304 frente a la corrosión por tensión; dada la presencia de molibdeno. La cantidad de níquel se aumenta con el fin de asegurar la estabilidad de la austenita. Este presenta una resistencia mejorada a ácidos no oxidantes.
Propiedades Físicas
PESO ESPECIFICO g/cm3 8.06
RESISTIVIDAD ESPECIFICA A 20°C µ Ωcm
72.0
CALOR ESPECIFICO 0/100 K Cal / Kg °C 0.12
CONDUCTIVIDAD TERMICA Cal / Cm. Sec. °C 0.039
INTERVALO DE FUSIÓN °C 1370-1400
Coeficiente de dilatación térmica medio X 10 -6 / K
20 - 100 ° C 20 - 200 ° C 20 - 300 ° C 20 - 400 ° C 20 - 500 ° C 16.0 16.5 17.0 17.5 18.0
Aplicaciones Atmósferas marinas e industriales, fabricación de equipos para la industria textil, química y de electrodomésticos, piezas y elementos de la industria de la celulosa, textiles, seda artificial, etc., equipos para el desarrollo de fotografía, eje de hélices, acoples.
Soldadura Se pueden soldar fácilmente excepto soldadura oxi-acetilénica.
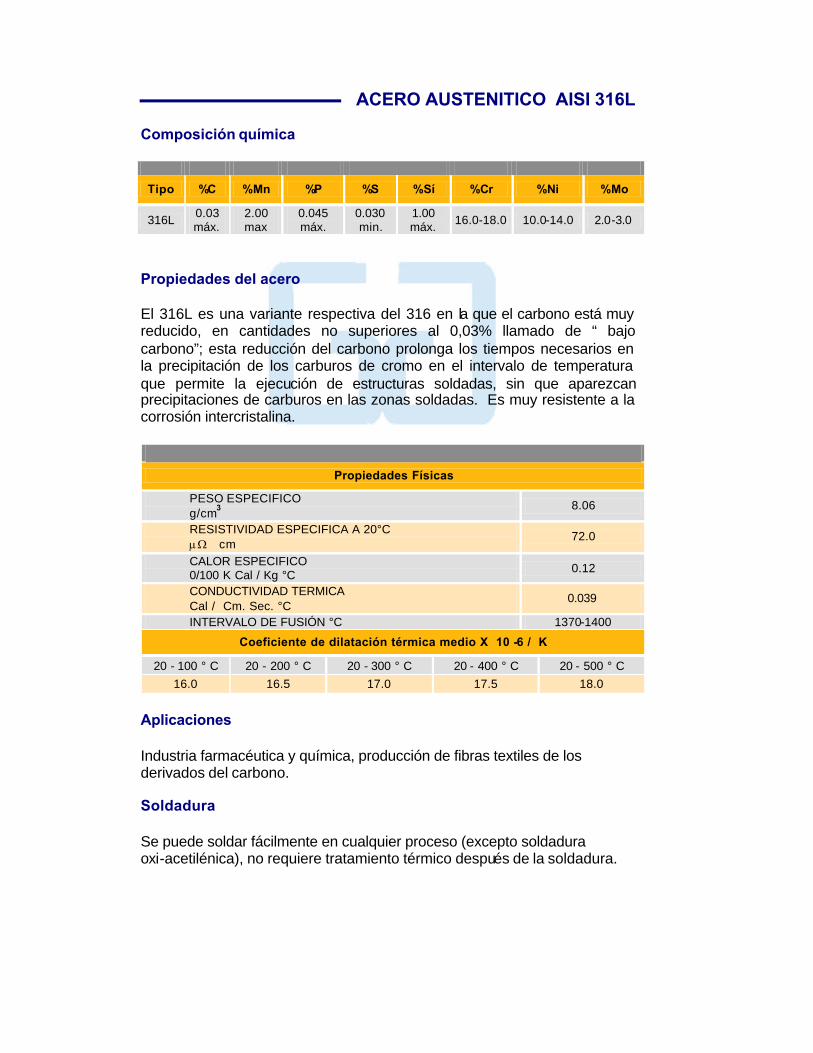
ACERO AUSTENITICO AISI 316L Composición química
Tipo %C %Mn %P %S %Sí %Cr %Ni %Mo
316L 0.03 máx.
2.00 max
0.045 máx.
0.030 min.
1.00 máx. 16.0-18.0 10.0-14.0 2.0-3.0
Propiedades del acero El 316L es una variante respectiva del 316 en la que el carbono está muy reducido, en cantidades no superiores al 0,03% llamado de “ bajo carbono”; esta reducción del carbono prolonga los tiempos necesarios en la precipitación de los carburos de cromo en el intervalo de temperatura que permite la ejecución de estructuras soldadas, sin que aparezcan precipitaciones de carburos en las zonas soldadas. Es muy resistente a la corrosión intercristalina.
Propiedades Físicas
PESO ESPECIFICO g/cm3
8.06
RESISTIVIDAD ESPECIFICA A 20°C µ Ω cm
72.0
CALOR ESPECIFICO 0/100 K Cal / Kg °C 0.12
CONDUCTIVIDAD TERMICA Cal / Cm. Sec. °C
0.039
INTERVALO DE FUSIÓN °C 1370-1400
Coeficiente de dilatación térmica medio X 10 -6 / K
20 - 100 ° C 20 - 200 ° C 20 - 300 ° C 20 - 400 ° C 20 - 500 ° C 16.0 16.5 17.0 17.5 18.0
Aplicaciones Industria farmacéutica y química, producción de fibras textiles de los derivados del carbono. Soldadura Se puede soldar fácilmente en cualquier proceso (excepto soldadura oxi-acetilénica), no requiere tratamiento térmico después de la soldadura.
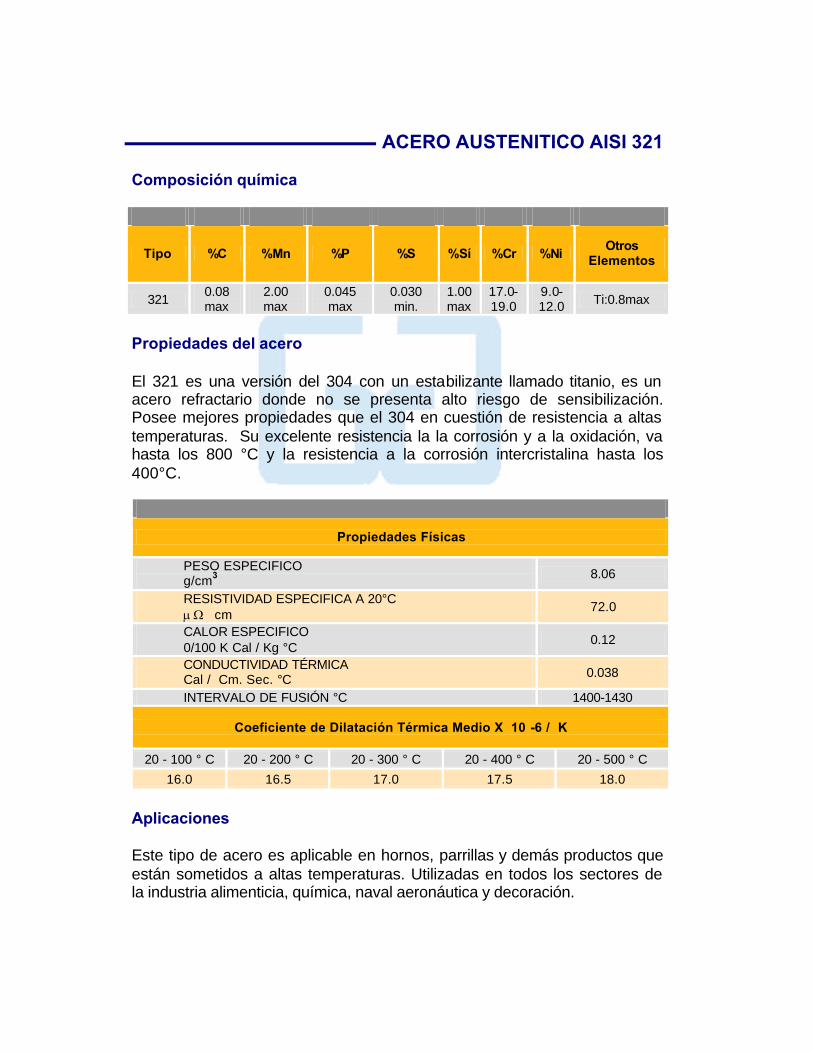
ACERO AUSTENITICO AISI 321
Composición química
Tipo %C %Mn %P %S %Sí %Cr %Ni Otros
Elementos
321 0.08 max
2.00 max
0.045 max
0.030 min.
1.00 max
17.0-19.0
9.0-12.0 Ti:0.8max
Propiedades del acero El 321 es una versión del 304 con un estabilizante llamado titanio, es un acero refractario donde no se presenta alto riesgo de sensibilización. Posee mejores propiedades que el 304 en cuestión de resistencia a altas temperaturas. Su excelente resistencia la la corrosión y a la oxidación, va hasta los 800 °C y la resistencia a la corrosión intercristalina hasta los 400°C.
Propiedades Físicas
PESO ESPECIFICO g/cm3 8.06
RESISTIVIDAD ESPECIFICA A 20°C µ Ωcm 72.0
CALOR ESPECIFICO 0/100 K Cal / Kg °C 0.12
CONDUCTIVIDAD TÉRMICA Cal / Cm. Sec. °C 0.038
INTERVALO DE FUSIÓN °C 1400-1430
Coeficiente de Dilatación Térmica Medio X 10 -6 / K
20 - 100 ° C 20 - 200 ° C 20 - 300 ° C 20 - 400 ° C 20 - 500 ° C 16.0 16.5 17.0 17.5 18.0
Aplicaciones Este tipo de acero es aplicable en hornos, parrillas y demás productos que están sometidos a altas temperaturas. Utilizadas en todos los sectores de la industria alimenticia, química, naval aeronáutica y decoración.
Soldadura Se puede soldar con cualquier proceso (excepto oxi-acetilénica).
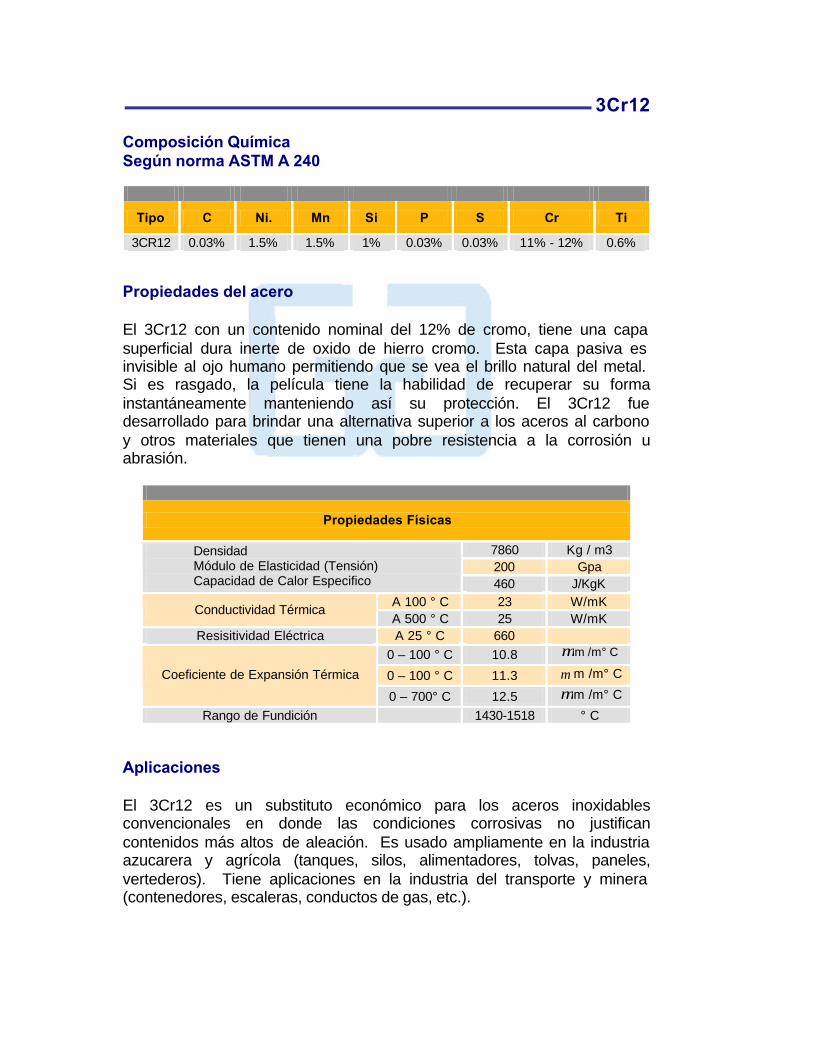
3Cr12 Composición Química Según norma ASTM A 240
Tipo C Ni. Mn Si P S Cr Ti
3CR12 0.03% 1.5% 1.5% 1% 0.03% 0.03% 11% - 12% 0.6% Propiedades del acero El 3Cr12 con un contenido nominal del 12% de cromo, tiene una capa superficial dura inerte de oxido de hierro cromo. Esta capa pasiva es invisible al ojo humano permitiendo que se vea el brillo natural del metal. Si es rasgado, la película tiene la habilidad de recuperar su forma instantáneamente manteniendo así su protección. El 3Cr12 fue desarrollado para brindar una alternativa superior a los aceros al carbono y otros materiales que tienen una pobre resistencia a la corrosión u abrasión.
Propiedades Físicas
7860 Kg / m3 200 Gpa
Densidad Módulo de Elasticidad (Tensión) Capacidad de Calor Especifico 460 J/KgK
A 100 ° C 23 W/mK Conductividad Térmica A 500 ° C 25 W/mK
Resisitividad Eléctrica A 25 ° C 660 0 – 100 ° C 10.8 µm /m° C
0 – 100 ° C 11.3 µ m /m° C Coeficiente de Expansión Térmica
0 – 700° C 12.5 µm /m° C
Rango de Fundición 1430-1518 ° C Aplicaciones El 3Cr12 es un substituto económico para los aceros inoxidables convencionales en donde las condiciones corrosivas no justifican contenidos más altos de aleación. Es usado ampliamente en la industria azucarera y agrícola (tanques, silos, alimentadores, tolvas, paneles, vertederos). Tiene aplicaciones en la industria del transporte y minera (contenedores, escaleras, conductos de gas, etc.).

Soldadura y Corte Térmico El 3Cr12 está metalúrgicamente diseñado para tener una buena soldabilidad. Por su alto contenido de cromo, no puede cortarse con el procedimiento tradicional de oxiacetileno. Los métodos de corte térmico más adecuados son el plasma y el láser.
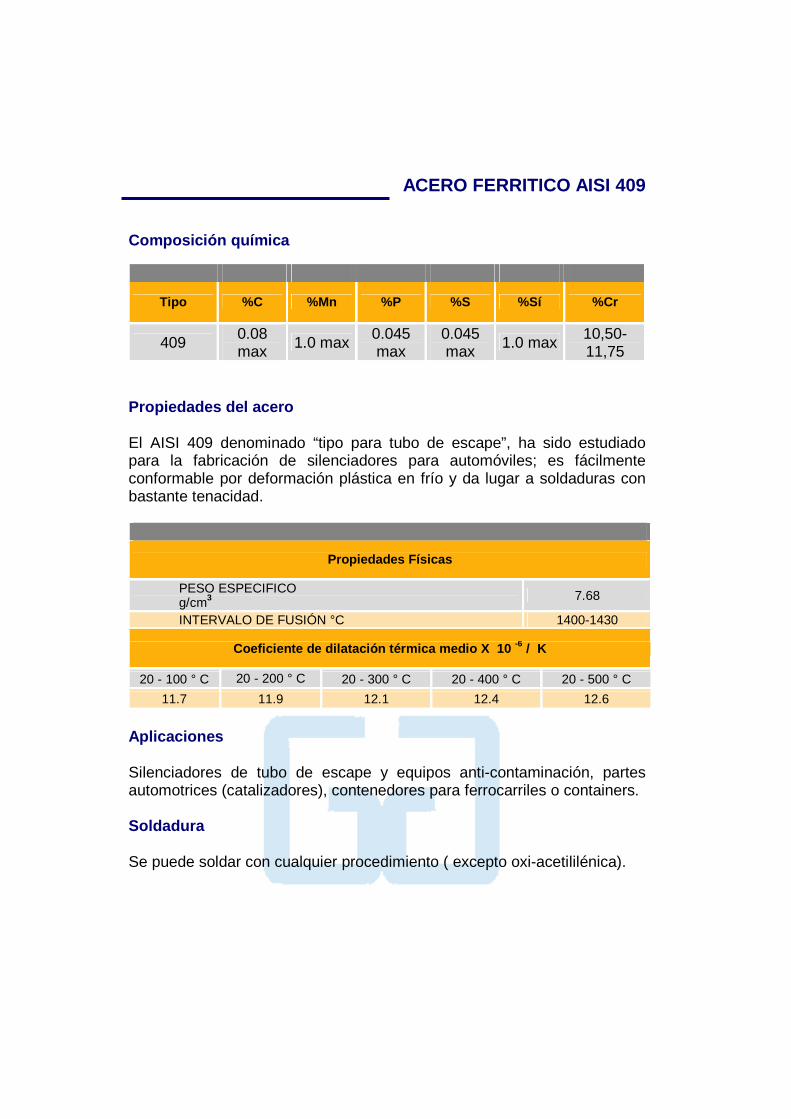
ACERO FERRITICO AISI 409
Composición química
Tipo %C %Mn %P %S %Sí %Cr
409 0.08 max 1.0 max 0.045
max 0.045 max 1.0 max 10,50-
11,75 Propiedades del acero El AISI 409 denominado “tipo para tubo de escape”, ha sido estudiado para la fabricación de silenciadores para automóviles; es fácilmente conformable por deformación plástica en frío y da lugar a soldaduras con bastante tenacidad.
Propiedades Físicas
PESO ESPECIFICO g/cm3 7.68
INTERVALO DE FUSIÓN °C 1400-1430
Coeficiente de dilatación térmica medio X 10 -6 / K
20 - 100 ° C 20 - 200 ° C 20 - 300 ° C 20 - 400 ° C 20 - 500 ° C 11.7 11.9 12.1 12.4 12.6
Aplicaciones Silenciadores de tubo de escape y equipos anti-contaminación, partes automotrices (catalizadores), contenedores para ferrocarriles o containers. Soldadura Se puede soldar con cualquier procedimiento ( excepto oxi-acetililénica).
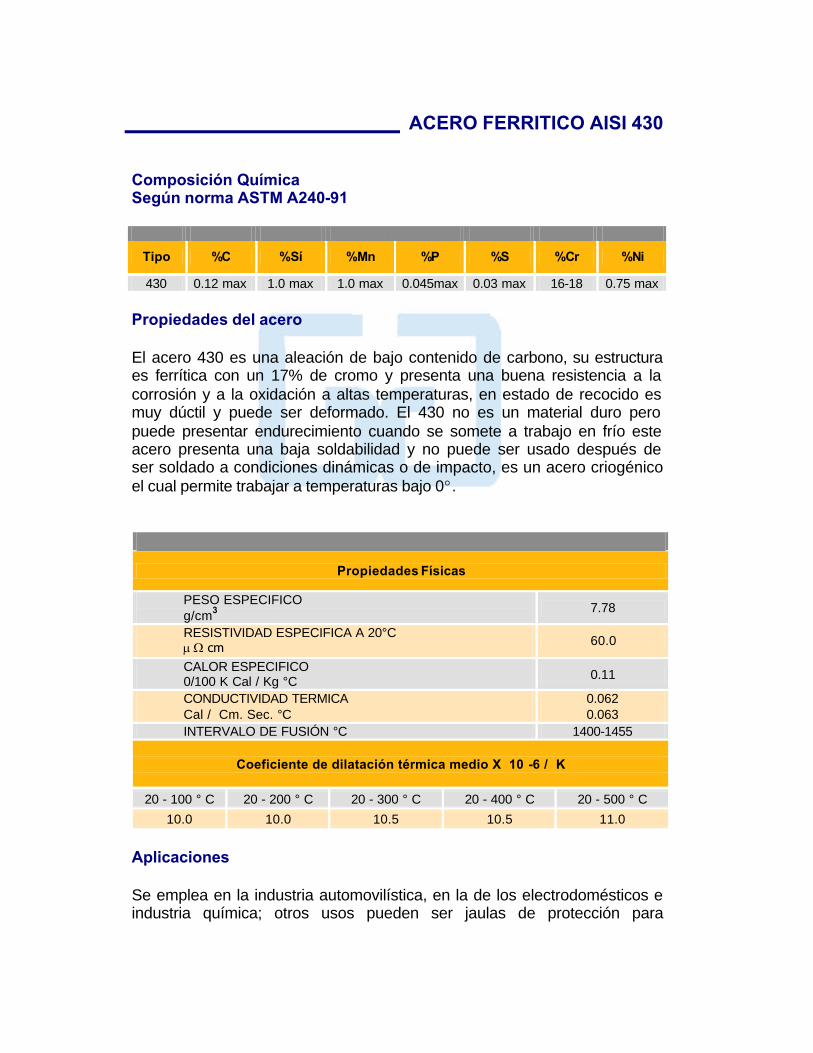
ACERO FERRITICO AISI 430 Composición Química Según norma ASTM A240-91
Tipo %C %Sí %Mn %P %S %Cr %Ni
430 0.12 max 1.0 max 1.0 max 0.045max 0.03 max 16-18 0.75 max Propiedades del acero El acero 430 es una aleación de bajo contenido de carbono, su estructura es ferrítica con un 17% de cromo y presenta una buena resistencia a la corrosión y a la oxidación a altas temperaturas, en estado de recocido es muy dúctil y puede ser deformado. El 430 no es un material duro pero puede presentar endurecimiento cuando se somete a trabajo en frío este acero presenta una baja soldabilidad y no puede ser usado después de ser soldado a condiciones dinámicas o de impacto, es un acero criogénico el cual permite trabajar a temperaturas bajo 0°.
Propiedades Físicas
PESO ESPECIFICO g/cm3 7.78
RESISTIVIDAD ESPECIFICA A 20°C µ Ω cm 60.0
CALOR ESPECIFICO 0/100 K Cal / Kg °C 0.11
CONDUCTIVIDAD TERMICA Cal / Cm. Sec. °C
0.062 0.063
INTERVALO DE FUSIÓN °C 1400-1455
Coeficiente de dilatación térmica medio X 10 -6 / K
20 - 100 ° C 20 - 200 ° C 20 - 300 ° C 20 - 400 ° C 20 - 500 ° C 10.0 10.0 10.5 10.5 11.0
Aplicaciones Se emplea en la industria automovilística, en la de los electrodomésticos e industria química; otros usos pueden ser jaulas de protección para
ventiladores, instalaciones para el tratamiento de carnes y alimentos, y en general donde se necesite embellecimiento exterior. Soldadura TIG, MIG, electrodos revestidos y de puntos.
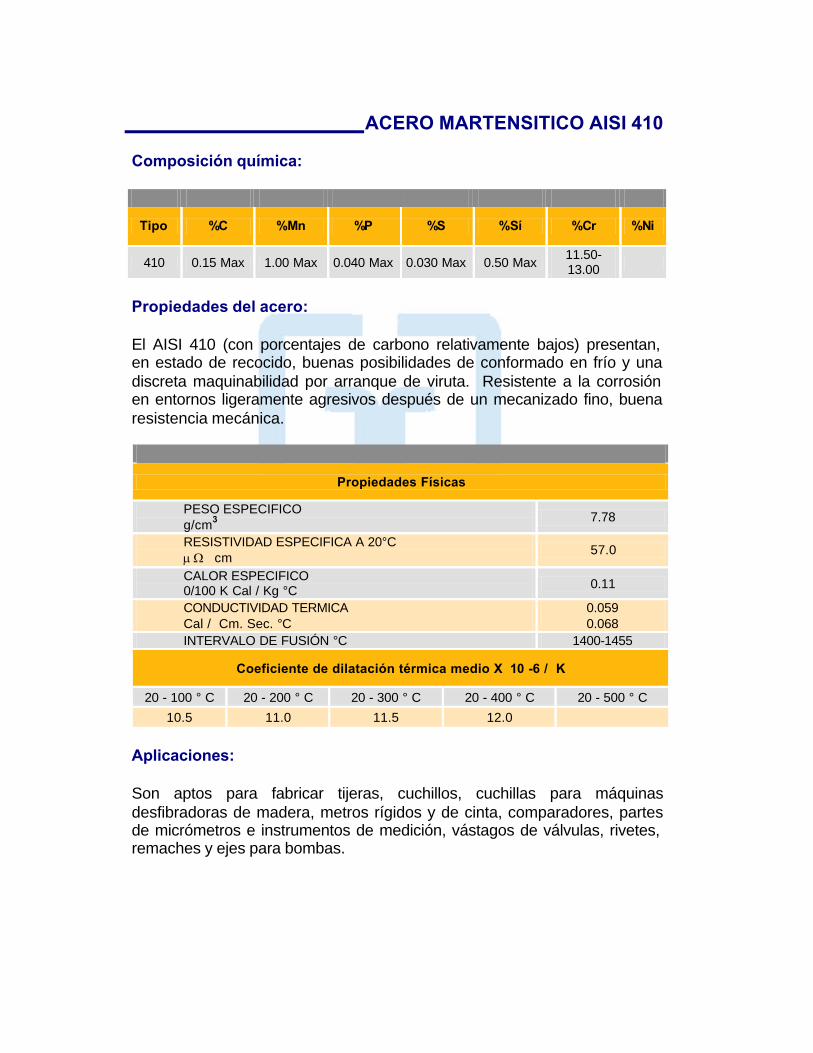
ACERO MARTENSITICO AISI 410 Composición química:
Tipo %C %Mn %P %S %Sí %Cr %Ni
410 0.15 Max 1.00 Max 0.040 Max 0.030 Max 0.50 Max 11.50-13.00
Propiedades del acero: El AISI 410 (con porcentajes de carbono relativamente bajos) presentan, en estado de recocido, buenas posibilidades de conformado en frío y una discreta maquinabilidad por arranque de viruta. Resistente a la corrosión en entornos ligeramente agresivos después de un mecanizado fino, buena resistencia mecánica.
Propiedades Físicas
PESO ESPECIFICO g/cm3 7.78
RESISTIVIDAD ESPECIFICA A 20°C µ Ωcm 57.0
CALOR ESPECIFICO 0/100 K Cal / Kg °C 0.11
CONDUCTIVIDAD TERMICA Cal / Cm. Sec. °C
0.059 0.068
INTERVALO DE FUSIÓN °C 1400-1455
Coeficiente de dilatación térmica medio X 10 -6 / K
20 - 100 ° C 20 - 200 ° C 20 - 300 ° C 20 - 400 ° C 20 - 500 ° C 10.5 11.0 11.5 12.0
Aplicaciones: Son aptos para fabricar tijeras, cuchillos, cuchillas para máquinas desfibradoras de madera, metros rígidos y de cinta, comparadores, partes de micrómetros e instrumentos de medición, vástagos de válvulas, rivetes, remaches y ejes para bombas.
Soldadura Buena bajo los métodos MIG, TIG, MAG y soldadura por arco. Hasta cierto punto por soldadura de resistencia. Precalentamiento 200 – 300 °C dependiendo del espesor.
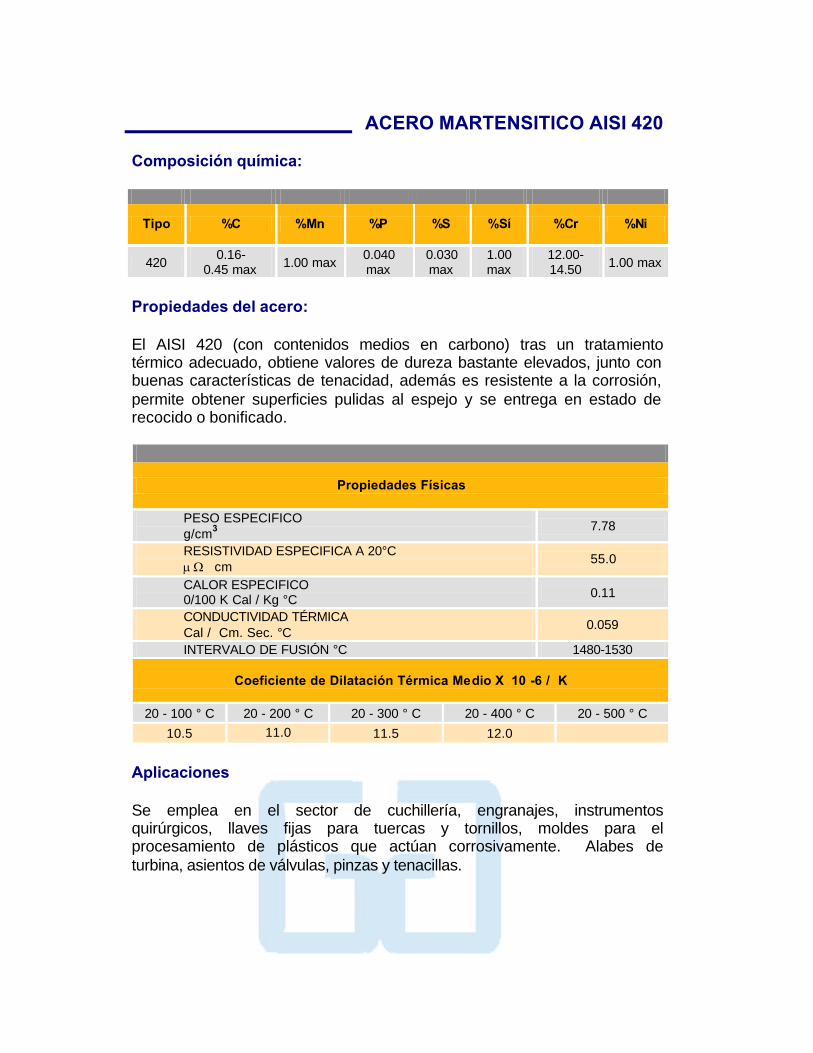
ACERO MARTENSITICO AISI 420 Composición química:
Tipo %C %Mn %P %S %Sí %Cr %Ni
420 0.16- 0.45 max 1.00 max 0.040
max 0.030 max
1.00 max
12.00-14.50 1.00 max
Propiedades del acero: El AISI 420 (con contenidos medios en carbono) tras un tratamiento térmico adecuado, obtiene valores de dureza bastante elevados, junto con buenas características de tenacidad, además es resistente a la corrosión, permite obtener superficies pulidas al espejo y se entrega en estado de recocido o bonificado.
Propiedades Físicas
PESO ESPECIFICO g/cm3 7.78
RESISTIVIDAD ESPECIFICA A 20°C µ Ωcm 55.0
CALOR ESPECIFICO 0/100 K Cal / Kg °C 0.11
CONDUCTIVIDAD TÉRMICA Cal / Cm. Sec. °C 0.059
INTERVALO DE FUSIÓN °C 1480-1530
Coeficiente de Dilatación Térmica Medio X 10 -6 / K
20 - 100 ° C 20 - 200 ° C 20 - 300 ° C 20 - 400 ° C 20 - 500 ° C 10.5 11.0 11.5 12.0
Aplicaciones Se emplea en el sector de cuchillería, engranajes, instrumentos quirúrgicos, llaves fijas para tuercas y tornillos, moldes para el procesamiento de plásticos que actúan corrosivamente. Alabes de turbina, asientos de válvulas, pinzas y tenacillas.
Soldadura Soldabilidad por arco manual TIG, resistencia de puntos. Precalentamiento 300-400 °C. Nota: No se recomienda soldadura en la fabricación de moldes.
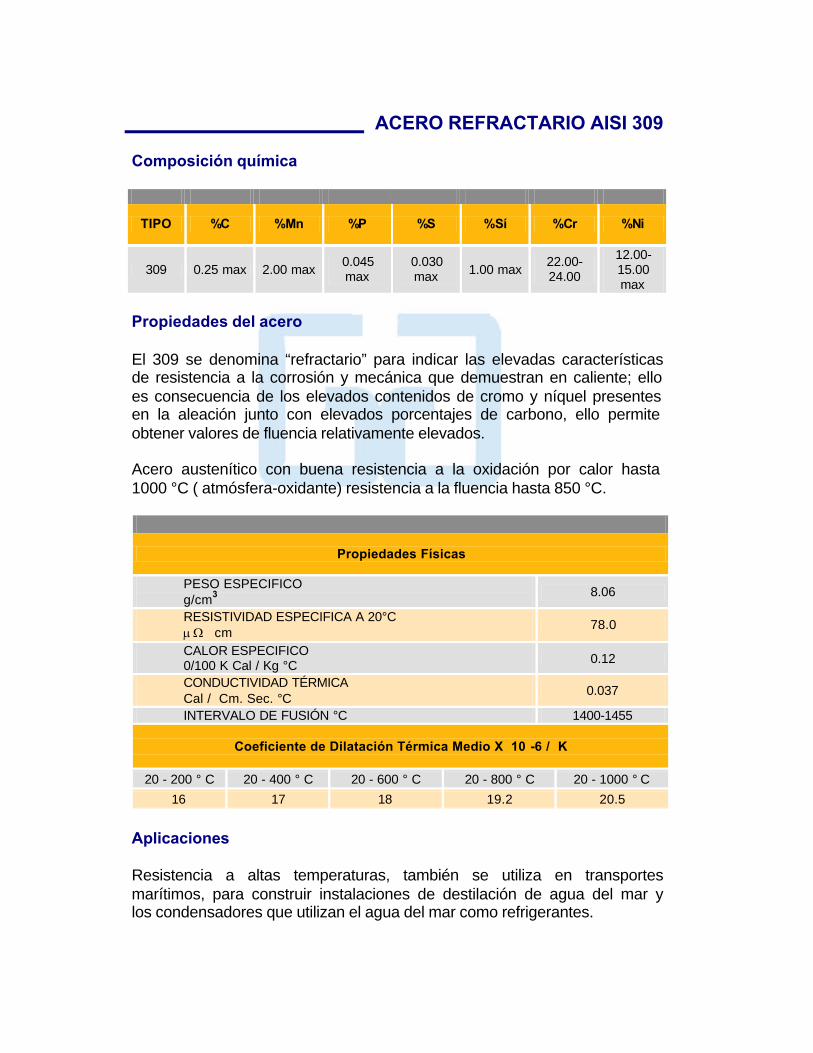
ACERO REFRACTARIO AISI 309 Composición química
TIPO %C %Mn %P %S %Sí %Cr %Ni
309 0.25 max 2.00 max 0.045 max
0.030 max 1.00 max 22.00-
24.00
12.00-15.00 max
Propiedades del acero El 309 se denomina “refractario” para indicar las elevadas características de resistencia a la corrosión y mecánica que demuestran en caliente; ello es consecuencia de los elevados contenidos de cromo y níquel presentes en la aleación junto con elevados porcentajes de carbono, ello permite obtener valores de fluencia relativamente elevados. Acero austenítico con buena resistencia a la oxidación por calor hasta 1000 °C ( atmósfera-oxidante) resistencia a la fluencia hasta 850 °C.
Propiedades Físicas
PESO ESPECIFICO g/cm3 8.06
RESISTIVIDAD ESPECIFICA A 20°C µ Ωcm 78.0
CALOR ESPECIFICO 0/100 K Cal / Kg °C 0.12
CONDUCTIVIDAD TÉRMICA Cal / Cm. Sec. °C 0.037
INTERVALO DE FUSIÓN °C 1400-1455
Coeficiente de Dilatación Térmica Medio X 10 -6 / K
20 - 200 ° C 20 - 400 ° C 20 - 600 ° C 20 - 800 ° C 20 - 1000 ° C 16 17 18 19.2 20.5
Aplicaciones Resistencia a altas temperaturas, también se utiliza en transportes marítimos, para construir instalaciones de destilación de agua del mar y los condensadores que utilizan el agua del mar como refrigerantes.

Soldadura Todos los métodos. Excepto Oxiacetileno.
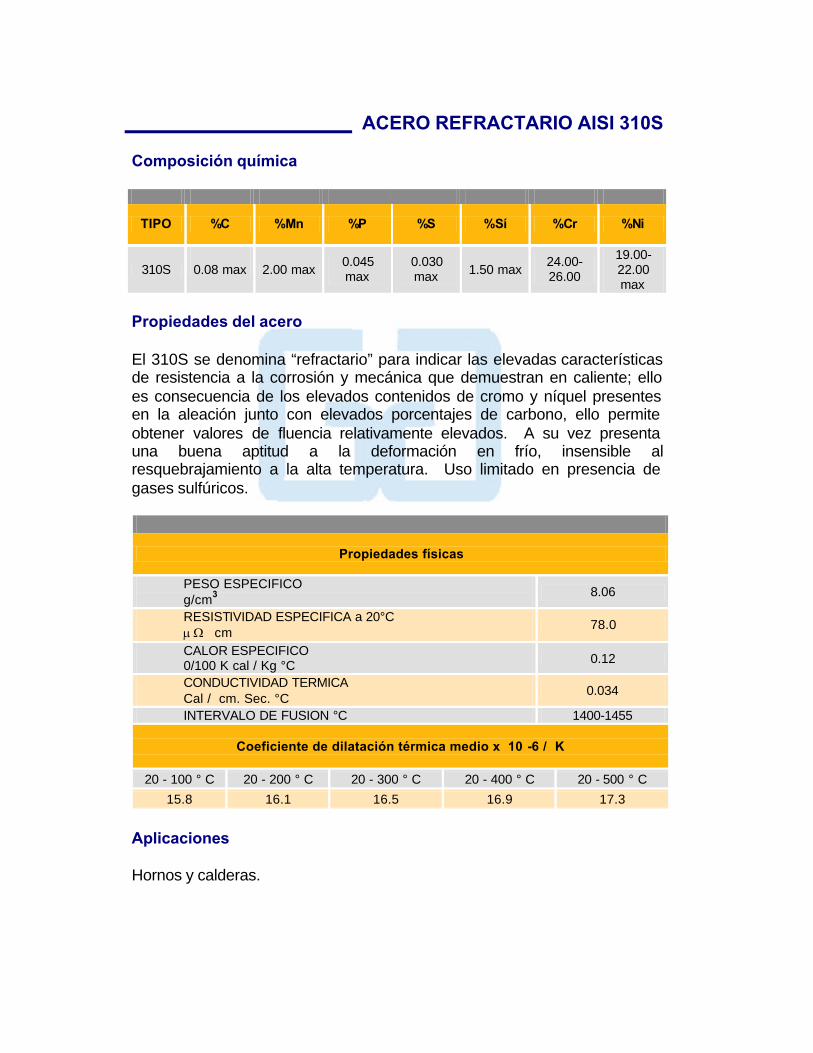
ACERO REFRACTARIO AISI 310S Composición química
TIPO %C %Mn %P %S %Sí %Cr %Ni
310S
0.08 max 2.00 max 0.045 max
0.030 max 1.50 max 24.00-
26.00
19.00-22.00 max
Propiedades del acero El 310S se denomina “refractario” para indicar las elevadas características de resistencia a la corrosión y mecánica que demuestran en caliente; ello es consecuencia de los elevados contenidos de cromo y níquel presentes en la aleación junto con elevados porcentajes de carbono, ello permite obtener valores de fluencia relativamente elevados. A su vez presenta una buena aptitud a la deformación en frío, insensible al resquebrajamiento a la alta temperatura. Uso limitado en presencia de gases sulfúricos.
Propiedades físicas
PESO ESPECIFICO g/cm3 8.06
RESISTIVIDAD ESPECIFICA a 20°C µ Ωcm 78.0
CALOR ESPECIFICO 0/100 K cal / Kg °C 0.12
CONDUCTIVIDAD TERMICA Cal / cm. Sec. °C 0.034
INTERVALO DE FUSION °C 1400-1455
Coeficiente de dilatación térmica medio x 10 -6 / K
20 - 100 ° C 20 - 200 ° C 20 - 300 ° C 20 - 400 ° C 20 - 500 ° C 15.8 16.1 16.5 16.9 17.3
Aplicaciones Hornos y calderas.

Soldadura Todos los métodos. Excepto Oxiacetileno.
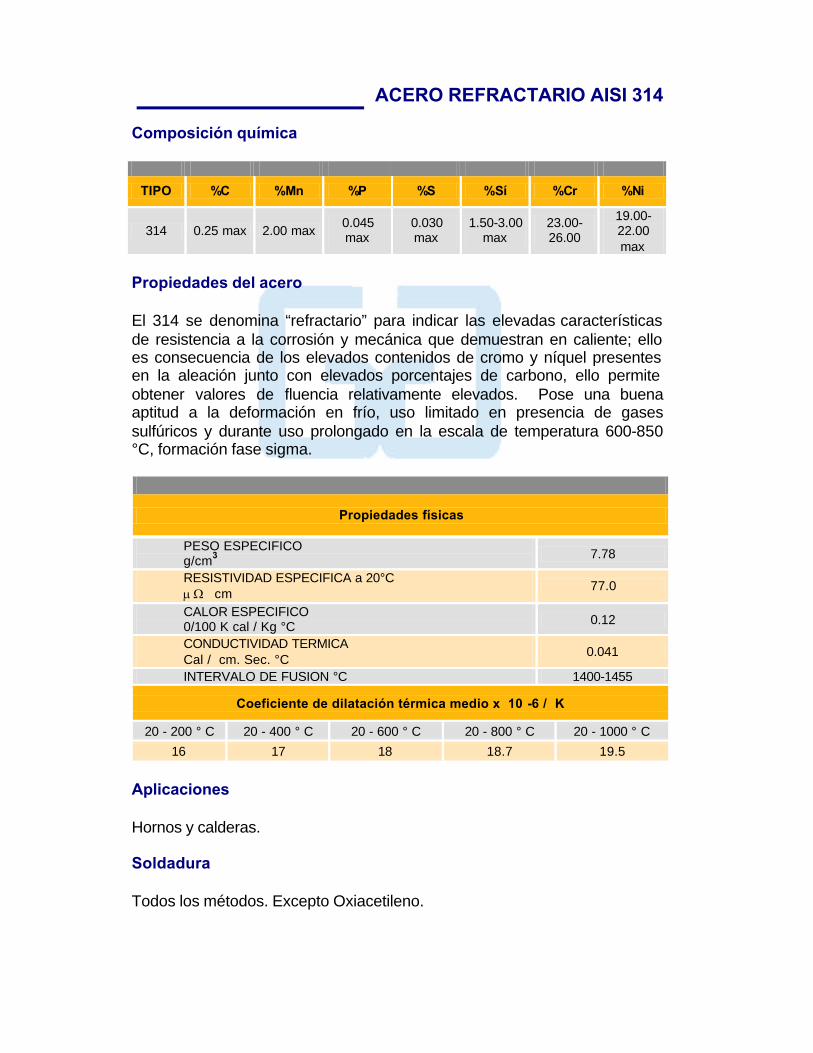
ACERO REFRACTARIO AISI 314 Composición química
TIPO %C %Mn %P %S %Sí %Cr %Ni
314 0.25 max 2.00 max 0.045 max
0.030 max
1.50-3.00 max
23.00-26.00
19.00-22.00 max
Propiedades del acero El 314 se denomina “refractario” para indicar las elevadas características de resistencia a la corrosión y mecánica que demuestran en caliente; ello es consecuencia de los elevados contenidos de cromo y níquel presentes en la aleación junto con elevados porcentajes de carbono, ello permite obtener valores de fluencia relativamente elevados. Pose una buena aptitud a la deformación en frío, uso limitado en presencia de gases sulfúricos y durante uso prolongado en la escala de temperatura 600-850 °C, formación fase sigma.
Propiedades físicas
PESO ESPECIFICO g/cm3 7.78
RESISTIVIDAD ESPECIFICA a 20°C µ Ωcm 77.0
CALOR ESPECIFICO 0/100 K cal / Kg °C 0.12
CONDUCTIVIDAD TERMICA Cal / cm. Sec. °C 0.041
INTERVALO DE FUSION °C 1400-1455
Coeficiente de dilatación térmica medio x 10 -6 / K
20 - 200 ° C 20 - 400 ° C 20 - 600 ° C 20 - 800 ° C 20 - 1000 ° C 16 17 18 18.7 19.5
Aplicaciones Hornos y calderas. Soldadura Todos los métodos. Excepto Oxiacetileno.
LAMINAS PERFORADAS El campo de aplicación de estas láminas es demasiado extenso, por lo que no terminaríamos de hacer una descripción de cada uno de ellos, debido a que depende en gran parte de la creatividad, imaginación y necesidad especifica de quien las requiera, pero hacemos una breve selección sobre sectores de la industria y posibilidades de aplicación que pueden aportar a que nuestros clientes tengan una visión más amplia de la utilización que les pueden dar de acuerdo a su área de trabajo. Diseño y arquitectura Una lámina perforada puede ser muy decorativa ya que le ofrece la posibilidad de realizaciones originales como por ejemplo fachadas, avisos, estructuras en las que se requieran juegos de luz y transparencia, cielos falsos, barandillas para balcones, exhibidores, divisiones para oficina, escaleras e innumerables aplicaciones más de acuerdo a la imaginación y creatividad de quien las utilice. Agroindustria Utilizadas en la selección de diversos tipos de semillas y granos como por ejemplo arroz, sorgo maíz y desmusilaginadores de café. Pesqueras Muy utilizada en el proceso de producción de harina de pescado, como canastillas para almacenamiento en las pesqueras industriales. Industria papelera Aplicadas principalmente como cribas en procesos de desmedulado. Ingenios azucareros Utilizadas como mallas en las calderas, en las mesas picadoras de caña y para lavado de caña y bagacillo (norias).
PIEZAS ESPECIALES Industria eléctrica En la fabricación de herrajes para elementos eléctricos de alta tensión que alberguen equipos cómo voltímetros, amperímetros e interruptores y rieles, párales y bandejas portacable, transportadoras y tableros eléctricos. Industria electrónica En la fabricación de cajas para reguladores, ensamble de radios, al igual que cajas para teléfonos monederos. Divisiones de oficina Módulos para oficinas, paneles, zócalos, gabinetes para escritorio, exhibidores para mercancía estanterías etc. Industria de refrigeración En la elaboración de biseles, puertas, contrapuertas y persianas, al igual que todo tipo de pieza que haga parte de la estructura metálica de los refrigeradores. Industria alimenticia En la fabricación de bandejas alimenticias, cribas, moldes para panadería etc. Industria automotriz En la elaboración de partes para automóviles como protectores para exostos, piezas con formas especiales como soportes y retenedores, grilletes para ensamble de carrocerías, canales y cortes especiales para la fabricación de remolques. Industria farmacéutica En la fabricación de rejillas para procesos de esterilización y transporte de envases. Y así muchos sectores más ya que nuestro objetivo como CENTRO DE SERVICIO CDP es que nuestros clientes encuentren en CIA. GENERAL DE ACEROS S.A. más allá de la satisfacción de sus necesidades, una alternativa que les permita desarrollar libremente su imaginación y creatividad en cada uno de sus proyectos.
ASERRADO
Para la comercialización de los aceros, la compañía cuenta con máquinas de aserrado para corte de redondos, cuadrados y platinas, las cuales cuentan con sierras sinfín para efectuar un proceso de corte óptimo.
CORTE TÉRMICO
Contamos con máquinas provistas de sistemas de oxipropano, llamadas tortugas, para corte de láminas con las que se obtienen geometría rectangular, circular y anillos. Adicionalmente, nuestra máquina de corte térmico de Control numérico, nos permite cortar piezas con geometría circular, rectangular, anillos y figuras irregulares con sistemas de oxipropano y plasma en materiales:
Bajo carbono: ASTM A-36, A 283 GrC. Medio carbono: AISI 1045 Antidesgaste: XAR 400 - XAR 500 Inoxidable: AISI 304, 316
BIBLIOGRAFIA ASFOR – Compagnie Francaise des Aciers Spéciaux: Heat Treated Bars. CEDINOX: Centro para la investigación y desarrollo del acero inoxidable. Acero inoxidable. # 20. Mayo de 1993 CEDINOX: Centro para la investigación y desarrollo del acero inoxidable. Acero inoxidable # 36. Julio de 1998. CEDINOX: Centro para la investigación y desarrollo del acero inoxidable. Acero inoxidable N° 38 Abril de 1999. CEDINOX: Centro para la investigación y desarrollo del acero inoxidable. Acero inoxidable N° 18 Agosto de 1992. CEDINOX: Centro para la investigación y desarrollo del acero inoxidable. Acero inoxidable N° 27 julio de 1995. CEDINOX Centro para la investigación y desarrollo del acero inoxidable. Construir Decorar con Acero Inoxidable. CEDINOX Centro para la investigación y desarrollo del acero inoxidable. El Acero Inoxidable en el Transporte. CIA. GENERAL DE ACEROS S.A. Programa de Capacitación Nivel 1. CIA. GENERAL DE ACEROS S.A. Programa de Capacitación Nivel 2. CIA. GENERAL DE ACEROS S.A. Programa de Capacitación Nivel 3. EDELSTAHL WITTEN – KREFELD GMBH: Capabilities in Specialty Steel. EDELSTAHL WITTEN – KREFELD GMBH: Thyrodur Thyroplast, Thyrotherm, Steels for plastic moulding. GABRIELE DI CAPRIO – Los Aceros Inoxidables – Grupinox. Segunda Edición. 1999. GANTOIS: Toles perforées – Perforated Plates. MEXINOX: Stainless Steel - Mexinox, S.A. de C.V. OLARRA S.A. Aceros inoxidables y refractarios. Conferencias a cargo de d. Adrian Inchaurza Zabala en la escuela de Armería de Eibar. Octubre 1971. SKF STEEL: La guía para adelgazar del ingeniero. El especialista en aceros especiales. THYSSEN ACEROS ESPECIALES S.A: Thyrodur, Aceros de trabajo en frío, aceros para herramientas. Edición Octubre de 1988. THYSSEN ACEROS ESPECIALES S.A: Thyroterm, Aceros de Trabajo en Caliente. Edición Noviembre de 1988.
THYSSEN ACEROS ESPECIALES S.A: Thyroplast, Aceros para la Transformación de Materias Plásticas. Edición Noviembre 1988. THYSSEN – AKTIENGESELLSCHAFT: Thyssen – Partner der Automobilindustrie; Ausgabe Oktober 1989. THYSSEN – AKTIENGESELLSCHAFT: Las empresas del grupo Thyssen y sus productos. Edición de Enero de 1996. THYSSEN EDELSTAHL ’86: Information Zum Unternehmen. THYSSEN EDELSTAHL: Technische Berichte, Special issue May 1990. ISSN 0724 – 7265. THYSSEN EDELSTAHLWERKE AG: Dasist Edelstahl. International Edition, including a summary of the contents in English.. Ausgabe 3/1988. THYSSEN EDELSTAHLWERKE AG: Dasist Edelstahl.. International Edition incluiding a summary of the contents in English, Ausgabe 1/1989 THYSSEN EDELSTAHLWERKE AG: Dasist Edelstahl.. International Edition incluiding a summary of the contents in English, Ausgabe 2 /1990. THYSSEN EDELSTAHLWERKE AG: Aceros Finos de Construcción. THYSSEN EDELSTAHLWERKE AG: Aceros rápidos. Thyrapid. Edición Julio de 1990. THYSSEN EDELSTAHLWERKE AG: Lagerliste Werkzeugstahle Stock List Tool Steels – Liste de stock Aciers a outils. August 1990. THYSSEN EDELSTAHLWERKE AG: Flejes de precisión Dahlerbruck. THYSSEN EDELSTAHLWERKE AG: Forged Cold Rolls. 1136/3 E . Issue March 1991. THYSSEN EDELSTAHLWERKE AG: Information about the company 1991. THYSSEN EDELSTAHLWERKE AG: Tool Steels. Thyrodur Thyroplast, Thyrotherm. Issue May 1992. THYSSEN FRANCE S.A: Guía de Productos Aceros, metales no ferrosos, plásticos. Mil y una soluciones para la industria. 3era edición. Septiembre de 1996. THYSSEN STAHL AG: Verarbeiten von hochverschleibfesten Thyssen - Sonderbaustahlen - Processing of Thyssen Wear - Resistant Structural Steels. VSS 295 VSS 320 XAR 320 XAR 400 XAR 500 TRUMPF: Compact Shhetmetal Machining Centre TRUMATIC 240 with CAD / CAM Interactive Graphics. TISSOT: Engineering, Procurement, Construction. UES BRIGHT BAR: The New Force in Bright Steel Bar
MECANIZADO CONVENCIONAL Los procesos modernos requieren eliminar las engorrosas operaciones de mejoramiento de la materia prima. La Cía. General de Aceros, consciente de esta situación, ha desarrollado un conjunto de productos y servicios que solucionan las principales necesidades de mecanizado.
Las placas de acero para ser empleadas en moldes y troqueles pueden ser adquiridas premaquinadas o rectificadas, libres descarburaciones y defectos superficiales, con estrechas tolerancias, listas para las operaciones de trazado y mecanizado final.
Cia. General de Aceros cuenta con un centro de mecanizado que garantiza las siguientes especificaciones:
PIEZAS MECANIZADAS EN C.N.C.
Dimensiones:
• Máximas: 1000 x 508 x 450 mm
Tolerancias Generales:
• Posicionamiento: ± 0.005 mm
• Agujeros Mandrinados Ajustados: ± 0.01 mm
• Perpendicularidad de la pared del agujero a la cara de referencia: 0.02 mm//100 mm máximo.
• Circularidad de agujeros: 0.02 mm máximo
• Concentricidad de agujeros: 0.03 mm máximo
• Cilindricidad de agujeros: 0.02 mm Mandrinados y 0.1 mm desbastados
Cajeras cuadradas desbastadas
• Dimensión ± 0.1 mm
• Perpendicularidad de la pared a la cara de referencia: 0.10 / 50 mm máximo
Cajeras Cuadradas Ajustadas:
• Dimensión ± 0.02 mm
• Perpendicularidad de la pared a la cara de referencia: 0.06 / 50 mm máximo
RECTIFICADO CILÍNDRICO
Rectificado cilíndrico externo
Dimensiones
• Máximas: ø 180x 600 mm
• Mínimas: ø 8 x 20 mm
Tolerancias Generales
• Circularidad: 0.02 mm máximo
• Cilindricidad: 0.01 mm máximo
• Concentricidad: 0.01 mm máximo
• Coaxilidad: 0.01 mm /150 m máximo
NOTA: Estas tolerancias aplican para piezas macizas. Para piezas huecas, como bujes, la circularidad puede variar dependiendo del espesor de pared. Entre más delgada la pared es más factible que el fenómeno de "ovalamiento" exceda la tolerancia definida de Circularidad. Para este tipo de piezas se acordarán las tolerancias.
Rectificado cilíndrico interno
Dimensiones
• Máximas: ø 180x 110 mm
• Mínimas: ø 14 x 12 mm
Tolerancias Generales
• Circularidad: 0.02 mm máximo
• Cilindricidad: 0.01 mm máximo
• Concentricidad: 0.01 mm máximo
• Coaxilidad: 0.01 mm /100 m máximo
NOTA: Estas tolerancias para piezas cuyo espesor de pared sea igual o superior a 4 mm. Para piezas de espesor de pared inferior a 4 mm la tolerancia de circularidad es superior a la indicada y será definida por las partes.
Industria del plástico
Hemos alcanzado una excelente experiencia en la fabricación de cuchillas para diferentes molinos de recuperado y peletizado tales como:
CUMBERLAND FOREMOST
TRIA BALL & JEWELL
PALLMAN RAPID
PAGANNY ALSTEELE
POLYMER REXFORD
Entre otros
Industria Metalmecánica y Siderúrgica
Producimos Cuchillas para cizallas de corte de láminas CR, HR, Inoxidables y perfiles estructurales.
Para estas cuchillas usamos aceros de alta resistencia al desgaste y alta tenacidad obteniendo una herramienta de excelentes condiciones.
Fabricamos la cuchilla adecuada para cada aplicación de acuerdo con las exigencias particulares de corte hasta una longitud de 1.500 mm.
Industria del Papel.
Somos fabricantes de repuestos para las siguientes máquinas:
ATLAS JAGERNBER
BAUMFOLDER LINOTIPE
BRACKETT MULLER MARTINI
BREHMER POLLAR
CAMCO MAXSON
CAMPEADOR PERFECTA
CASAGRANDE SCHNEIDER
CHALLENGER SEYBOLD
COMECA WOHLEMBERG
Entre otras y según solicitud especial bajo plano
Utilizamos Aceros Bi-metálicos formulados especialmente para esta aplicación.
Servicio de Afilado
Contamos con una capacidad de afilado en cuchillas circulares, cuadradas, rectangulares hasta longitudes de 2.500 mm y diámetros de 200 mm.
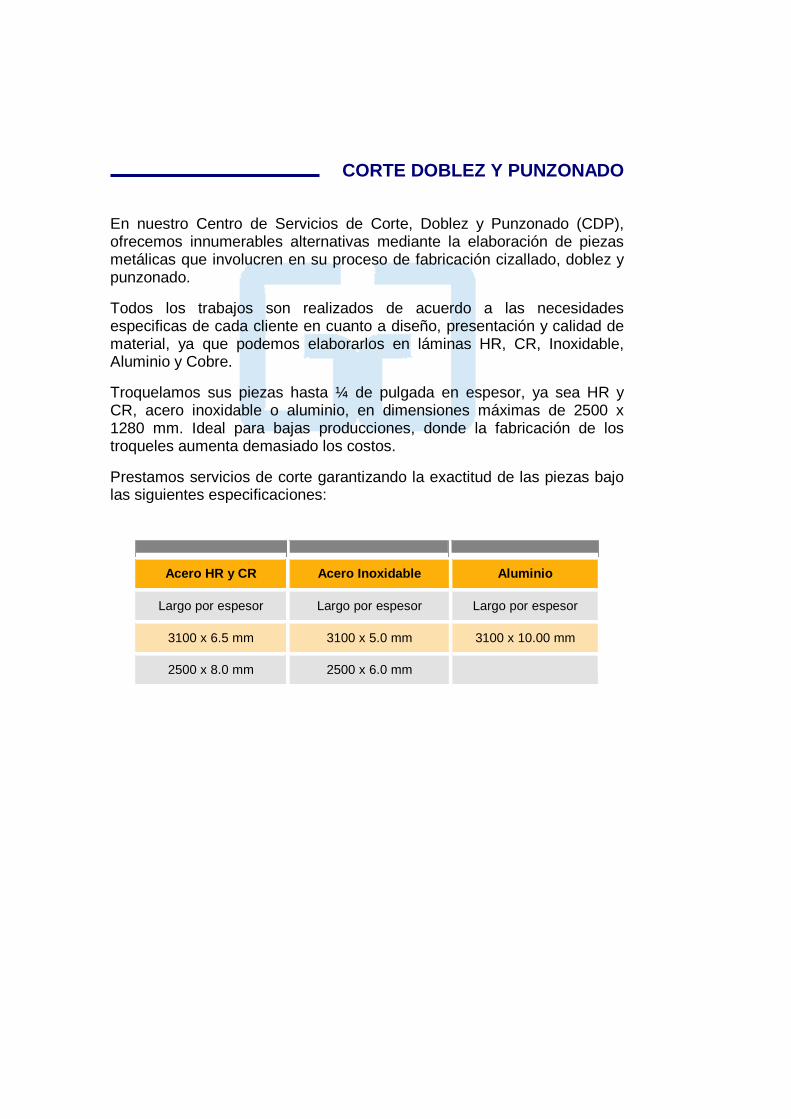
CORTE DOBLEZ Y PUNZONADO
En nuestro Centro de Servicios de Corte, Doblez y Punzonado (CDP), ofrecemos innumerables alternativas mediante la elaboración de piezas metálicas que involucren en su proceso de fabricación cizallado, doblez y punzonado.
Todos los trabajos son realizados de acuerdo a las necesidades especificas de cada cliente en cuanto a diseño, presentación y calidad de material, ya que podemos elaborarlos en láminas HR, CR, Inoxidable, Aluminio y Cobre.
Troquelamos sus piezas hasta ¼ de pulgada en espesor, ya sea HR y CR, acero inoxidable o aluminio, en dimensiones máximas de 2500 x 1280 mm. Ideal para bajas producciones, donde la fabricación de los troqueles aumenta demasiado los costos.
Prestamos servicios de corte garantizando la exactitud de las piezas bajo las siguientes especificaciones:
Acero HR y CR Acero Inoxidable Aluminio
Largo por espesor Largo por espesor Largo por espesor
3100 x 6.5 mm 3100 x 5.0 mm 3100 x 10.00 mm
2500 x 8.0 mm 2500 x 6.0 mm
VARIOS Brindamos servicios de premaquinado y rectificado (Plano y cilíndrico), afilado de cuchillas para diferentes sectores.
Premaquinado Jotes
Contamos con una máquina rectificadora marca Jotes, cuya aplicación es el pelado de caras de placas, con un acabado superficial intermedio entre mecanizado por arranque de viruta y rectificado. Su valor de mecanizado es muy competitivo cuando se trata de piezas fabricadas en serie. Capacidad máxima de placas equivalente a una diagonal igual o inferior a 1 m.
Afilado
Nuestra máquina afiladora de cuchillas tiene una capacidad de 2.5 m de longitud, con aplicaciones en los sectores papelero, metalmecánico y plástico. El tiempo de entrega para la mayoría de los casos es de 24 horas.
Mecanizados especiales
En las sucursales de Bogotá, D.C. y Barranquilla, tenemos una capacidad instalada en maquinaria con la cual podemos solucionar sus requerimientos de mecanizado en piezas especiales tales como ejes, masas, camisas, bujes y demás elementos mecánicos fabricados con tecnología convencional y C.N.C. Para ellos contamos con un torno de Control Numérico Okuma.





























