Embed Size (px)
DESCRIPTION
konstrukcija alata, prosijecanje
Citation preview
Alati za probijanje i prosijecanje
Maturski rad iz Konstrukcija alata
Sadržaj:
1. Uvod ...................................................................................................................................... 3
1.1 Proces obrade prosijecanjem i probijanjem .................................................................. 3
1.2 Određivanje sile prosijecanja .......................................................................................... 3
1.3 Smanjenje sile zakošenjem reznih ivica alata ................................................................. 4
1.4 Smanjenje sile kod višesječnih alata .............................................................................. 4
1.5 Zazor i tolerancije izrade alata ........................................................................................ 5
1.6 Određivanje dimenzija rezne ploče i probojca ................................................................ 5
1.7 Metode racionalnog korištenja materijala ....................................................................... 7
1.8 Tipovi alata za probijanje (prosijecanje) .......................................................................... 8
1.9 Elementi za usmjeravanje alata ..................................................................................... 9
1.10 Sredstva za ograničenje posmaka ................................................................................ 10
1.11 Vođice materijala ......................................................................................................... 11
1.12 Elementi za pričvrščivanje alata na presu ..................................................................... 12
2. Proračun .............................................................................................................................. 13 2.1 Određivanje metoda rasporeda komada u traci: ........................................................... 13
2.2 Određivanje sile prosijecanja ........................................................................................ 15
2.3 Proračun rezne ploče i prosjekača ................................................................................ 16
3. Izbor stubnih vođica, čahura i cilindričnog rukavca ............................................................. 17 4. Literatura ............................................................................................................................. 17 5. Tabele za prosijecanje ........................................................................................................ 19
2

1. UVOD
1.1 Proces obrade prosijecanjem i probijanjem Probijanje i prosijecanje se izvodi pomoću dvodjelnog alata na presama i spada u obradu materijala razdvojenjem deformacijom, bez skidanja strugotine.Kod ove obrade razdvajanje materijala dešava se po zatvorenoj konturi. Proces probijanja i prosijecanja kao i proces odsijecanja može se predstaviti u tri faze, kako je prikazano na sl.1.
Slika 1. Faze probijanja i prosijecanja Faza probijanja i prosijecanja potpuno su identične fazama odsijecanja, odnosno i ovdje postoje: -Faza elastične deformacije -Faza plastične deformacije -Faza prekida odnosno smicanja materijala
1.2 Određivanje sile prosijecanja
Sila prosIjecanja i probijanja određuje se na osnovu jačine materijala na smicanje AFm =τ gdje
je: A= površina smicanja. Ako tu površinu predstavimo u razvijenom obliku onda ona ima oblik pravugaonika čija je strana jednaka obimu konture rupe L a druga strana je jednaka debljini materijala s, te se površina može pisati kao: sLA ⋅= Prema tome opšti izraz za izračunavanje sile prosijecanja je: mAF τ⋅= msLF τ⋅⋅= L-obim konture s-debljina materijala mτ -jačina materijala na smicanje
3

1.3 Smanjenje sile zakošenjem reznih ivica alata Slika 2. Zakošenja rezne ploče Pošto alat ima dva osnovna dijela (probojac-prosjekač i reznu ploču) to se i zakošenje može izvoditi na ova oba dijela na reznim ivicama alata kao što je prikazano na slici 2. Kod prosijecanja zakošenje se izvodi na reznoj ploči jer u tom slučaju jezgro kao gotov komad ostaje ravno a ostatak materijala kriv.Zakošenje rezne ploče može biti izvedeno sa spoljnje i unutrašnje strane.(sl.2.) Smanjenje sile ostvaruje se zbog toga što rezna ivica alata ne učestvuje u obradi po čitavoj konturi ispravno nego ona postepeno zahvata materijal.Zato silu prosijecanja možemo odrediti po sljedećem približnom obrazcu:
F msLk τ⋅⋅⋅=
1.4 Smanjenje sile kod višesječnih alata Kod višesječnih alata smanjenje sile može se izvršiti izradom probojca (prosjekača) različitih dužina čime se izbjegava istovremen početak rada svih alata. Slika 3. Višeslojni alat
1 – srednji probojac, 2 – bočni probojac, 3 – ploča za probijanje, 4 – držač lima, 5 – opruga držača, 6 – gornja ploča, 7 – materijal ( lima ), 8 – nosač probojca
Treba napomenuti da radijalno-elastično vračnje materijala nastaje zbog toga što probojac,prolazeći kroz materijal stvara u materijalu plastične i elastične deformacije u radijalnom pravcu u odnosu na rupu koja se probija.
4

1.5 Zazor i tolerancije izrade alata Rezna ploča konstrujiše se tako da njene dimenzije u odnosu na probojac budu veće za određenu vrijednost.Veličina (z) se naziva zazor i predstavlja razliku prečnika rezne ploče i probojca (prosjekača),tj.: sm ddz −= Ovaj zazor ima bitnog uticaja na proces probijanja (prosijecanja).Pored uticaja na utrošak energije i trajnost alata on mnogo utiče na kvalitet probijenog (prosječenog) komada.Zbog toga zazor (Z) mora biti što bolje i što tačnije određen. Slika 4. Zazor alata Slika 5. Pojava igala na radnom komadu Zazor se određuje prema sljedećim obrazcima:
10
msczτ
⋅⋅= za mms 3≤
=z ( )10
015,05,1 mscτ
⋅−⋅⋅ za mms 3
s-debljina lima(mm) mτ -jačina materijala na smicanje
c-koeficijent (0,005-0,035) 1.6 Određivanje dimenzija rezne ploče i probojca Oblik i dimenzije rezne ploče-prstena i probojca (prosjekača) odgovaraju obliku i dimenzijama komada koji se želi dobiti.Profil otvora rezne ploče najčešće se izvodi u obliku cilindra sa konusom ili oblika konusa kao što je prikazano na slici 6.
5

Sl.6 Profil otvora rezne ploče Rezna ploča se učvrščuje u donju ploču alata na više načina.Za izradu komada dimenzija iznad 250x250 alat se pravi iz više dijelova (segmenata).Rezna ploča je usljed sile prosijecanja F opterećena na savijanje.Na slici 7. postavljene su geometrijske veličine rezne ploče pravougaonog i kružnog oblika konture radnog predmeta. Slika 7. Dimenzije pravougaone i kružne rezne ploče Oblik probojca zavisi od konture radnog predmeta.Na slici 7. prikazana su dva tipa glave probojca. Probojci se proračunavaju u zavisnosti od dužine i poprečnog presjeka.Kratki se probojci proračunavaju na pritisak:
pdozp AF σσ ≤=
A-površina poprečnog presjeka pdσ -dozvoljeno naprezanje na pritisak Na osnovu proračuna na izvijanje dobiju se maksimalne dužine probojca (prosjekača) iznad kojih će doći do pojave izvijanja.Dužina probojca (prosjekača) se računa:
6
msL
LELτ
π⋅⋅
⋅= min
max 2
Da li će se ugrađivati kaljena ploča zavisi od veličine površinskog pritiska između probojca i gornje međuploče:
dpAFp =
F-sila prosijecanja (N) A-površina dodira prosjekača ( mm2 )
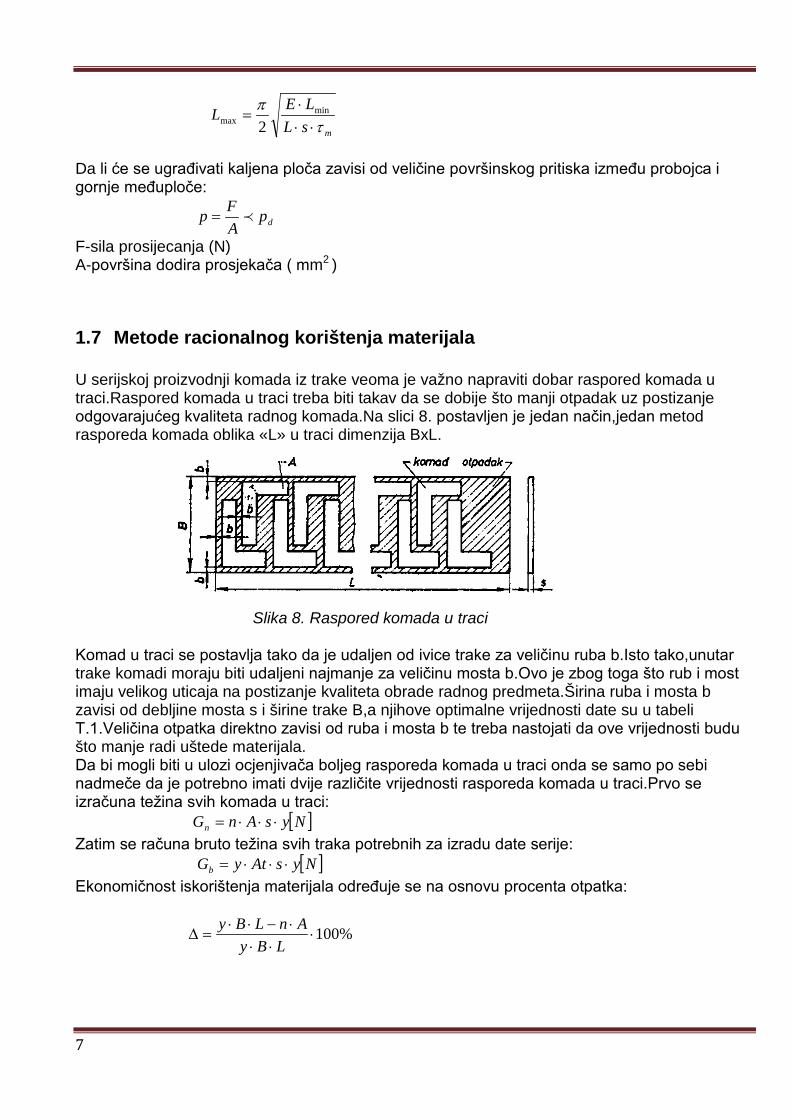
1.7 Metode racionalnog korištenja materijala U serijskoj proizvodnji komada iz trake veoma je važno napraviti dobar raspored komada u traci.Raspored komada u traci treba biti takav da se dobije što manji otpadak uz postizanje odgovarajućeg kvaliteta radnog komada.Na slici 8. postavljen je jedan način,jedan metod rasporeda komada oblika «L» u traci dimenzija BxL. Slika 8. Raspored komada u traci Komad u traci se postavlja tako da je udaljen od ivice trake za veličinu ruba b.Isto tako,unutar trake komadi moraju biti udaljeni najmanje za veličinu mosta b.Ovo je zbog toga što rub i most imaju velikog uticaja na postizanje kvaliteta obrade radnog predmeta.Širina ruba i mosta b zavisi od debljine mosta s i širine trake B,a njihove optimalne vrijednosti date su u tabeli T.1.Veličina otpatka direktno zavisi od ruba i mosta b te treba nastojati da ove vrijednosti budu što manje radi uštede materijala. Da bi mogli biti u ulozi ocjenjivača boljeg rasporeda komada u traci onda se samo po sebi nadmeče da je potrebno imati dvije različite vrijednosti rasporeda komada u traci.Prvo se izračuna težina svih komada u traci: [ ]NysAnGn ⋅⋅⋅= Zatim se računa bruto težina svih traka potrebnih za izradu date serije: [ ]NysAtyGb ⋅⋅⋅= Ekonomičnost iskorištenja materijala određuje se na osnovu procenta otpatka:
%100⋅⋅⋅
⋅−⋅⋅=∆
LByAnLBy
7

y-broj traka lima potrebnih za izradu serije B-širina trake L-dužina trake n-broj komada dotične serije A-površina jednog komada
1.8 Tipovi alata za probijanje (prosijecanje) Prema broju komada u seriji,kao i u zavisnosti od tražene tačnosti izrade,alati mogu biti: -otvoreni -poluotvoreni -sa vodečim pločama -sa stubnim vođicama -sa kombinovanim vođicama Kod otvorenog alata se probojac (prosjekač) veže za pritiskivač prese (gornji dio) a rezna ploča se postavlja i učvrsti na sto prese.Tačnost rada kod ovih alata zavisi od tačnosti vođice prese,te najveće tačnosti koja se može postići ovim alatima je ± 0,2 mm. ( sl.9.a.) Poluotvoreni alati imaju malu tačnost te zbog toga se ne upotrebljavaju za preciznije radove.Kao i kod otvorenih alata zbog lošeg vođenja može doći do pojave udara reznih ivica i krzanja što uzrokuje lošiji kvalitet izrade predmeta. (sl.9.b ) Na slici 9.c. šematski je prikazan alat sa vodećom pločom.Vodeća ploča je učvršćena na reznoj ploči 2 pomoću podloge 5 i njom se određuje veća pravilnost vođenja prosjekača 1. Slika 9. Otvoreni, poluotvoreni i alat sa vodećom pločom: 1 – prosjekač, 2 – rezna ploča, 3 – vođica, 4 – vodeća ploča, 5 - poluga Ovakvo vođenje alata obezbjeđuje veoma tačnu izradu predmeta i zbog jednostavne konstrukcije često se primjenjuje u praksi.Treba napomenuti da se čahure mogu veoma lako i brzo zamijeniti u trenutku kada dođe do njihovog pohabanja. Na sl.10. i s.11. prikazane su izvedbe alata sa vođicama i sa kombinovanim vođenjem.
8

Slika 10. Alat sa stubnim vođicama 1 – osnovna ploča, 2 – vođica materijala, 3 – ploča, 4 –čahura, 5 – prosjekač, 6 –rezna plača, 7 – stubne vođice, 8 – rukavac, 9 - ploča Slika 11. Kombinovani alat 1 – prosjekač, 2 – rezna ploča, 3 – vodeća ploča, 4 – čahura, 5 – osnovna ploča, 6 – rukavac, 7 – stubna vođica, 8 – vođica materijala, 9 – opruga, 10 – nosač rukavca, 11 – nosač prosjekača
1.9 Elementi za usmjeravanje alata
Otvoreni alati nemaju sopstvenih elemenata za vođenje nego tačnost rada zavisi od tačnosti rada prese.Usljed istrošnje vođica prese dolazi do malih odstupanja pri kretanju pritiskivača prese koja se vidno manifestuje na kretanje probojca u odnosu na reznu ploču,te može doći do pojave loma alata ili udara reznih ivica alata.Zbog toga se ovi alati projektuju sa većim zazorom čime se smanjuje tačnost gotovih komada.
9

Poluotvoreni i alati sa vodećom pločom predstavljaju prelaz od otvorenih na zatvorene tipove alata.Kod njih je rad zbog vođice koje omogućavaju pravilnije kretanje probojca u odnosu na reznu ploču.Mnogo bolje rješenje usmjeravanje alata je konstrukcija sa stubnom vođicom.Stubne vođice se naslanjaju na steznu ploču stola prese a njihovo pomjeranje u aksijalnom pravcu se spriječava prstenastim osiguračem ili zavrtnjem. Stubne vođice se rade bez ojačanja T2 ili sa ojačanjem T3.Pošto klizna ležišta treba podmazati na vođicama su izrađeni kanali širine b za skidanje nečistoća.Odgovarajući otvori za stubne vođice u gornjoj i donjoj ploči alati se buše na koordinatnoj bušilici da bi se izbjegla odstupanja.Zbog toga bolje rješenje predstavlja konstrukcija alata sa čahurama za vođenje koje se jednostavno utiskuju u gornju ploču ili se utiskuju i osiguravaju zavrtnjem.U tabeli 35 date su standardne dimenzije i izgled čahure za vođenje. Materijal čahure može biti: 1.SL 14 do SL 22 za jednostavnije alate i manje serije. 2.Ugljični čelik za cementaciju (Č.1120 i Č.1220) za kvalitetnije alate. 3.Livena kositrna bronza (P.CuSn 20 do CuSn 12) za alate sa najvećim zahtjevima u pogledu tačnosti.
1.10 Sredstva za ograničenje posmaka U serijskoj i masovnoj proizvodnji komada prosijecanjem iz traka veoma važnu ulogu imaju graničnici zbog toga što se nakon radnog hoda prosjekača trake mora promjeriti za određenu velićinu hoda.Konstrukcija graničnika zavisi od toga da li je posmak ručni ili mehanički .Ako je posmak ručni najjednostavnije ograničavanje pomjeranja trake nakon radnog hoda prese je pomoću graničnika u obliku pločice sl.12. Ako posmak trake mehanički onda se obično radi i o potpuno automatizovanom presu rada.sl 14. Slika 12. Ručno ograničavanje posmaka trake: 1 – graničnik, 2 – traka ( lim ), 3 – rezna ploča
10

Slika 13. Graničnik u ploči za vođenje 1 – rezna ploča, 2 – prosjekač, 3 – ploča za vođenje prosjekača, 4 - traka, 5 – graničnik, 6 – zavrtanj, 7 – opruga graničnika Slika 14. Mehanizam za automatski posmak sa kukom i valjkom 1- kuka za povlačenje, 2 – osovina kuke, 3 – okretni držač kuke, 4 – osovinica držača, 5 – nosač mehanizma, 6 – zavrtanj za podešavanje hoda kuke, 7 – nosač valjka, 8 – valjak, 9 – opruga, 10 – gornja ploča, 11 - traka
1.11 Vođice materijala Pored toga što traka mora imati ograničen hod za njeno pravilno kretanje u alatu moraju postojati vođice.Vođice materijala mogu biti obezbijeđene u samoj presi a ako ih tamo nema (što je najčešće) onda se vođice prave u alatu. Ako se izrađuju veliki komadi kod kojih se koriste trake širine B kao vođice materijala koriste se obično cilindrični kočići.
11
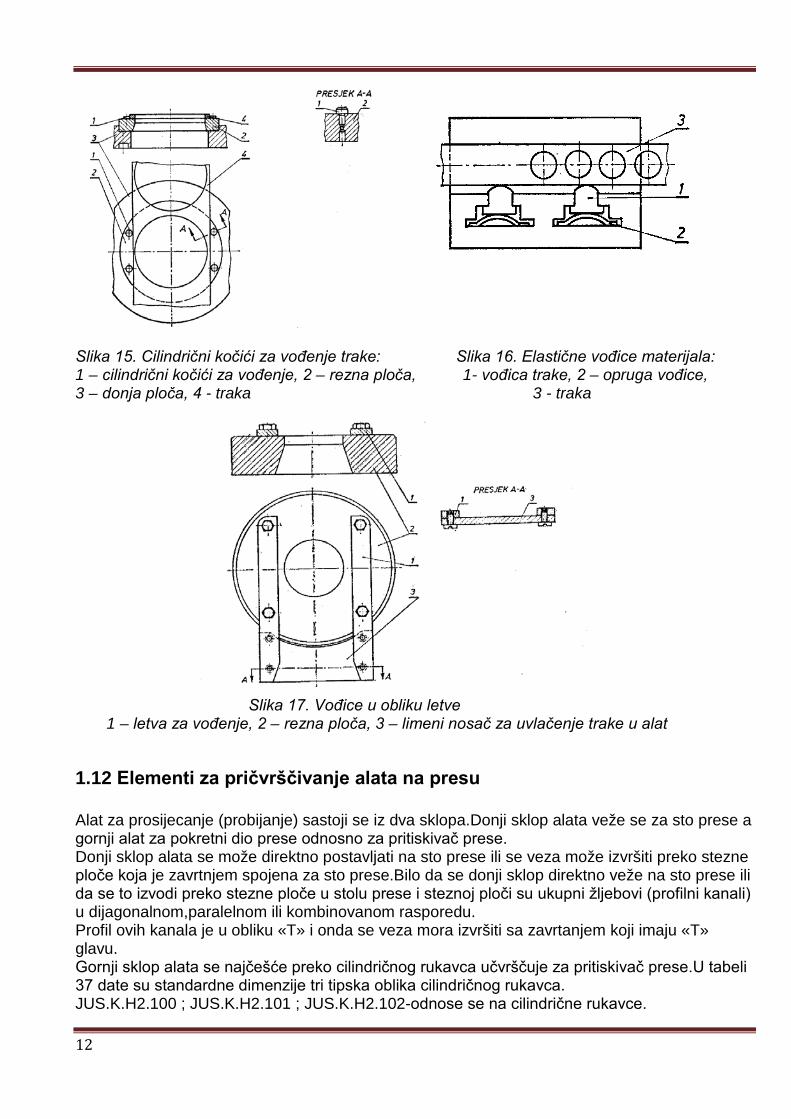
Slika 15. Cilindrični kočići za vođenje trake: Slika 16. Elastične vođice materijala: 1 – cilindrični kočići za vođenje, 2 – rezna ploča, 1- vođica trake, 2 – opruga vođice, 3 – donja ploča, 4 - traka 3 - traka Slika 17. Vođice u obliku letve 1 – letva za vođenje, 2 – rezna ploča, 3 – limeni nosač za uvlačenje trake u alat
1.12 Elementi za pričvrščivanje alata na presu Alat za prosijecanje (probijanje) sastoji se iz dva sklopa.Donji sklop alata veže se za sto prese a gornji alat za pokretni dio prese odnosno za pritiskivač prese. Donji sklop alata se može direktno postavljati na sto prese ili se veza može izvršiti preko stezne ploče koja je zavrtnjem spojena za sto prese.Bilo da se donji sklop direktno veže na sto prese ili da se to izvodi preko stezne ploče u stolu prese i steznoj ploči su ukupni žljebovi (profilni kanali) u dijagonalnom,paralelnom ili kombinovanom rasporedu. Profil ovih kanala je u obliku «T» i onda se veza mora izvršiti sa zavrtanjem koji imaju «T» glavu. Gornji sklop alata se najčešće preko cilindričnog rukavca učvrščuje za pritiskivač prese.U tabeli 37 date su standardne dimenzije tri tipska oblika cilindričnog rukavca. JUS.K.H2.100 ; JUS.K.H2.101 ; JUS.K.H2.102-odnose se na cilindrične rukavce.
12

2. Proračun:
broj komada u seriji n = 22000 kom. debljina lima s = 4 mm materijal pločica Č.1330 prečnik pločice D = 32 mm
2.1 Određivanje metoda rasporeda komada u traci: a) Jednoredni raspored s = 4mm iz tabele 31 biramo širinu ruba i mosta a=b=3 mm Isjecanje trake vrši se iz table lima dimenzija 1000×2000 mm
- širina trake B = D+ a⋅2 = 32+6 = 38 mm
- površina jedne pločice
222
84,8034
324
mmDA =⋅
=⋅
=ππ
- posmak trake u smjeru obrade
mmbDX 35332 =+=+=
- broj komada koji se može izraditi iz jedne trake
komzX
bLZ 2848,2835
31000=⇒=
−=
−=
- potreban broj traka za izradu serije od n = 22000 kom
78671,78528
22000⇒===
znY traka
- procenat škarta za jednoredni raspored
%1001 LByAnLBy
⋅⋅⋅−⋅⋅
=∆
%100100038786
84,803220001000387861 ⋅⋅
⋅−⋅⋅=∆ %79,401 =∆
B
D b
xba
13

b) Dvoredni raspored
=C ( )2
2
2
+
−+bDbD
( )2
2
2332332
+
−+=C
mmC 31,30= - usvajamo c = 31 mm
- širina trake
mmaDcB 693232312 =⋅++=⋅++=
- korak trake
mmbDX 35332 =+=+=
- gubitak trake na početku
mmmmbDa 215,202
333223
⇒=⋅+
=⋅+
=
- broj komada u jednoj traci
2⋅−=
XaLZ
mmmmZ 5594,55235
211000⇒=⋅
−=
- potreban broj komada za izradu serije od n = 22000 kom
40055
22000===
ZnY traka
- procenat škarta
%1002 ⋅⋅⋅
⋅−⋅⋅=∆
LBYAnLBY
10006940084,80322000100069400
2 ⋅⋅⋅−⋅⋅
=∆ %100⋅
%92,352 =∆
cB
xD b
60°
60°
b
60°
b
a
14
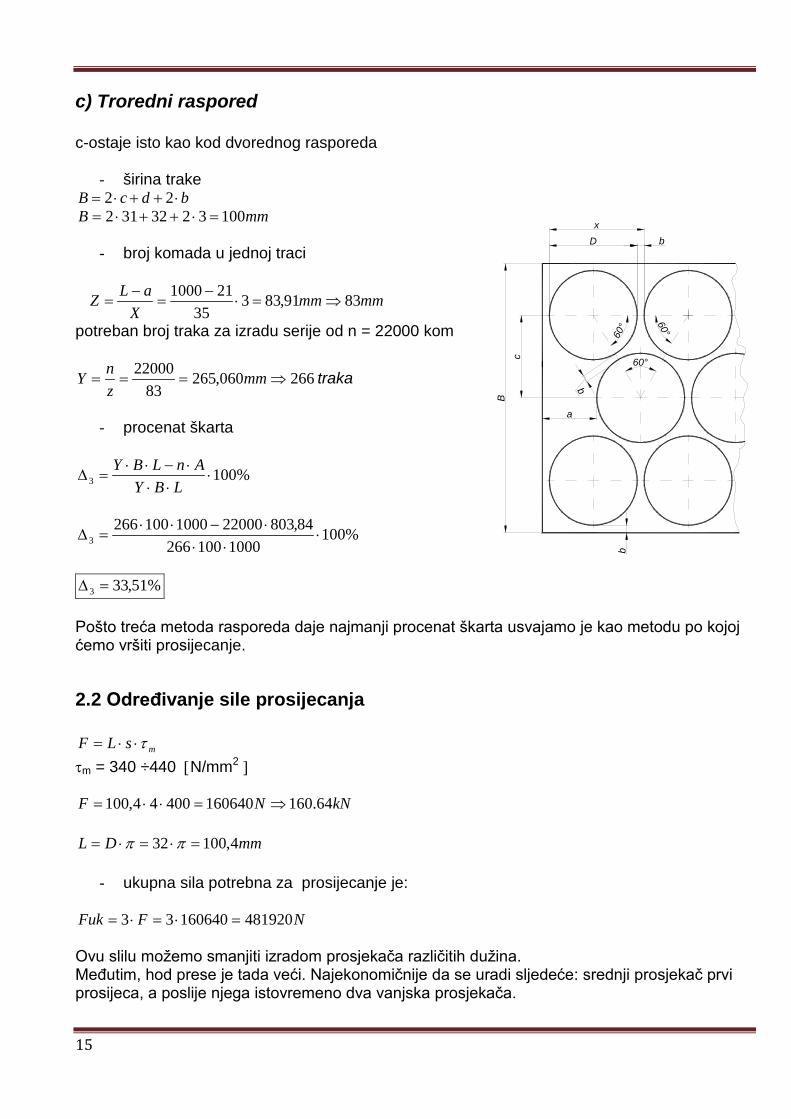
c) Troredni raspored c-ostaje isto kao kod dvorednog rasporeda
- širina trake 2 2B c d b= ⋅ + + ⋅
mmB 1003232312 =⋅++⋅=
- broj komada u jednoj traci
mmmmX
aLZ 8391,83335
211000⇒=⋅
−=
−=
potreban broj traka za izradu serije od n = 22000 kom
266060,26583
22000⇒=== mm
znY traka
- procenat škarta
%1003 ⋅⋅⋅
⋅−⋅⋅=∆
LBYAnLBY
%1001000100266
84,8032200010001002663 ⋅
⋅⋅⋅−⋅⋅
=∆
%51,333 =∆
Pošto treća metoda rasporeda daje najmanji procenat škarta usvajamo je kao metodu po kojoj ćemo vršiti prosijecanje.
2.2 Određivanje sile prosijecanja
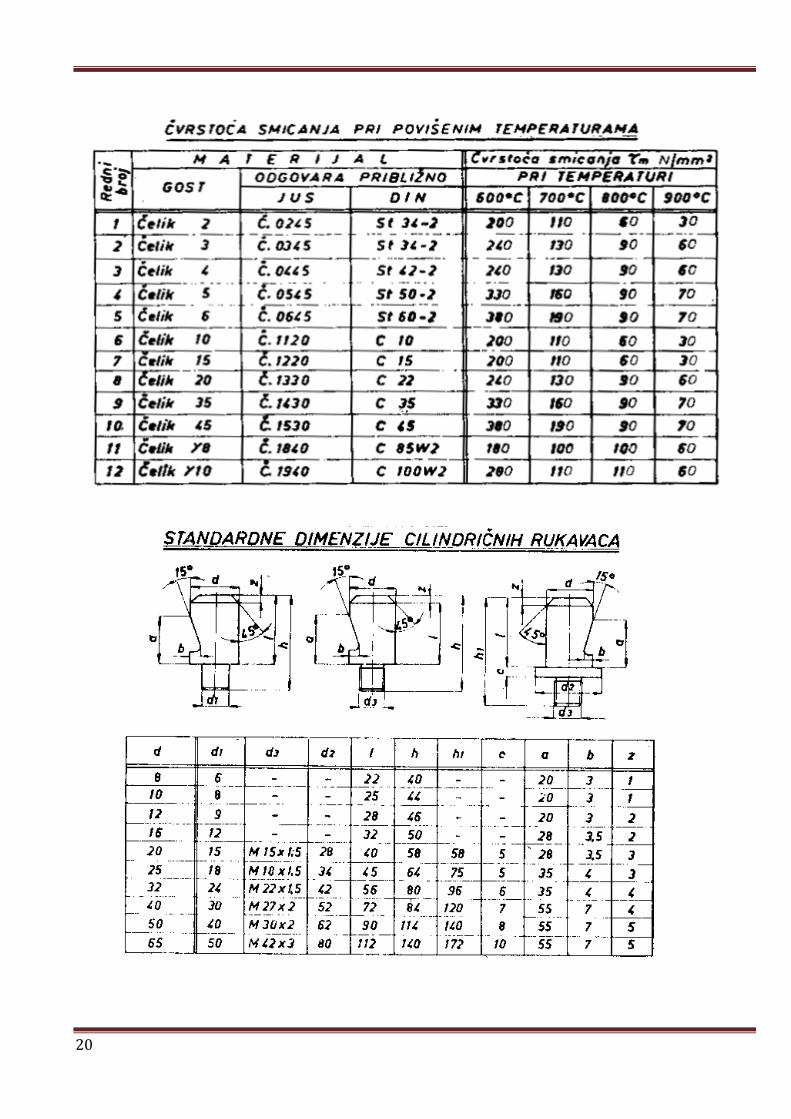
msLF τ⋅⋅= τm = 340 ÷440 [N/mm2 ]
kNNF 64.16016064040044,100 ⇒=⋅⋅=
mmDL 4,10032 =⋅=⋅= ππ
- ukupna sila potrebna za prosijecanje je:
NFFuk 48192016064033 =⋅=⋅= Ovu slilu možemo smanjiti izradom prosjekača različitih dužina. Međutim, hod prese je tada veći. Najekonomičnije da se uradi sljedeće: srednji prosjekač prvi prosijeca, a poslije njega istovremeno dva vanjska prosjekača.
Bc
xD b
b
60°
60°60°
b
a
15

Tada je potrebna sila prese jednaka dvostrukoj sili prosijecanja jedne kružne ploče, tj:
NFFp 32128016064022 =⋅=⋅= Ova sila se povećava u eksploataciji za 30% zbog neravnomjernosti debljine materijala i tupljenja reznih ivica, to je:
NFpFs 4176643212803,13,1 =⋅=⋅=
2.3 Proračun rezne ploče i prosjekača Rezna ploča se proračunava na savijanje prema sljedećem izrazu :
sdozs dod
HFs σσ ≤
⋅−
⋅=
3215,2
2
mmdo 36=
Prema tome, visina rezne ploče H se može odrediti prema obrascu:
⋅−⋅
⋅=
dodFsH
sdoz 3215,2
σ
⋅−
⋅=
3632
321
6504176645,2H
Profil rezne ploče mmmmH 2280,21 ⇒=
- profil rezne ploče
mmh 105 ÷= - visina cilindričnog dijela otvora rezne ploče,
53÷=α ° - ugao nagiba konusnog dijela otvora rezne ploče.
- širina ruba
( ) mmHe 6,27228,0108,01210 =⋅+=⋅+÷= Usvajamo e = 28 mm - profil rezne ploče
322 35 3 32 2 27,6
2 2141,2 142
dA x b d e
A mm mm
= + + + + ⋅ = + + + + ⋅
= ≈
B = 2c + d +2e = 2∙31 + 32 + 2∙28 = 150 mm
16
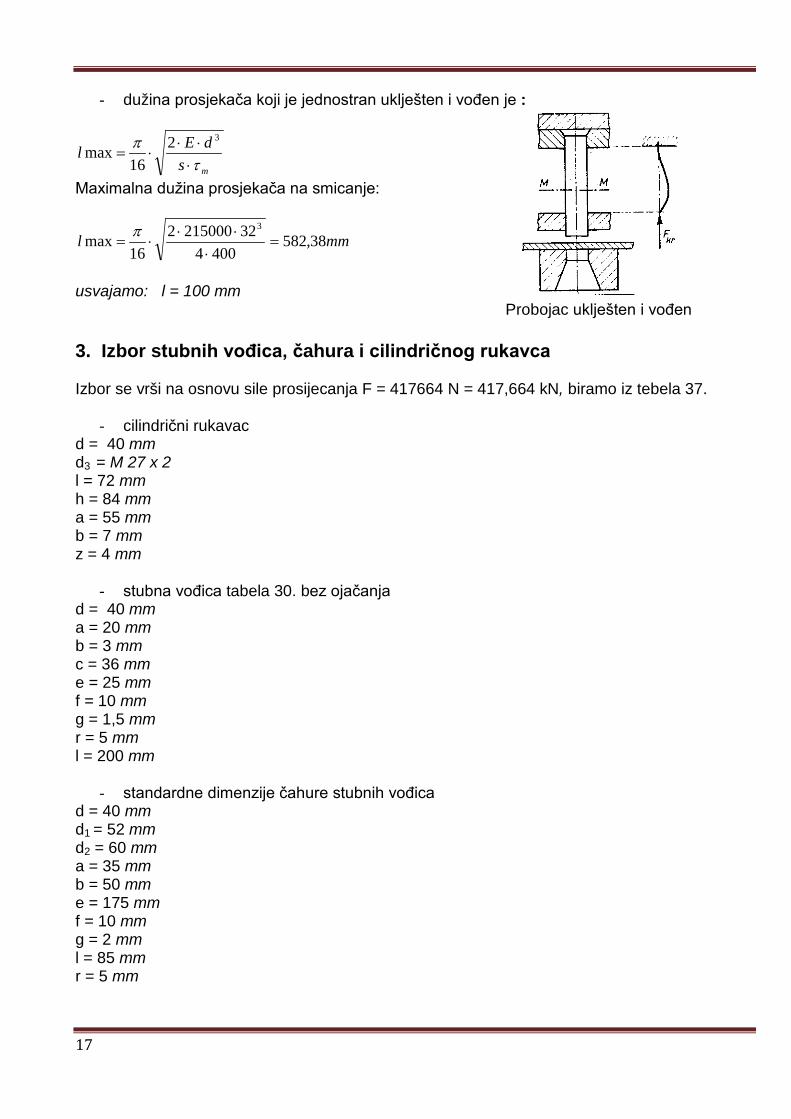
- dužina prosjekača koji je jednostran uklješten i vođen je :
msdEl
τπ
⋅⋅⋅
⋅=32
16max
Maximalna dužina prosjekača na smicanje:
mml 38,5824004
32215000216
max3
=⋅
⋅⋅⋅=
π
usvajamo: l = 100 mm Probojac uklješten i vođen 3. Izbor stubnih vođica, čahura i cilindričnog rukavca Izbor se vrši na osnovu sile prosijecanja F = 417664 N = 417,664 kN, biramo iz tebela 37.
- cilindrični rukavac d = 40 mm d3 = M 27 x 2 l = 72 mm h = 84 mm a = 55 mm b = 7 mm z = 4 mm
- stubna vođica tabela 30. bez ojačanja d = 40 mm a = 20 mm b = 3 mm c = 36 mm e = 25 mm f = 10 mm g = 1,5 mm r = 5 mm l = 200 mm
- standardne dimenzije čahure stubnih vođica d = 40 mm d1 = 52 mm d2 = 60 mm a = 35 mm b = 50 mm e = 175 mm f = 10 mm g = 2 mm l = 85 mm r = 5 mm 17
4. Literatura: 1. Konstrukcija alata 4- Dževad Hodžić 2. Tehničko crtanje 2
18

5. Tabele za prosijecanje:
19
20

21

22




