Embed Size (px)
Citation preview

METODAT JOKONVENCIONALE TË PËRPUNIMIT ME HEQJE
ASHKLE (PRERJE)


Zhvillimi i metodave të reja teknologjike dhe prodhimi i produkteve me këto teknologji që do të vehen në funksion të jetës njerëzore gjithmonë kanë qenë preokupim i njerëzve që merren me këto çështje.
Vlen të theksohet se zhvillimi i produkteve të reja kërkon dhe materiale të reja me karakteristika përkatëse që për të marrë formën e gatshme duhet aplikuar dhe teknologji të reja me vegla dhe makina përkatese përpunimi.

Në këtë mënyrë krijohen kondita krejtësisht të ndryshme për prodhimin e produkteve të reja. Ky është një proces kontinual dhe i pandalshëm siç shihet në figurën në vazhdim.

Një prej faktorëve më të rëndësishëm në këtë zinxhir zhvillimor është zhvillimi i materialeve të reja me karakteristika të veçanta.
Në industrinë e ndërtimit të makinave në mënyrë të veçantë është me rëndësi zhvillimi i legurave (lidhjeve metalike) të cilat karakterizohen me qëndruëshmëri të lartë, zjarrdurueshmëri të lartë termike dhe fortësi të lartë. Zhvillimi i këtyre materialeve hov të madh ka marrë pas luftës së dytë botërore. Ky është rezultat i zhvillimit të industrive bashkëkohore (aviacionit, raketore, nukleare, navale etj.).






Në industrine bashkëkohore të ndërtimit të makinave imponohet nevoja e përpunimit të pjesëve me konfiguracion të ndërlikuar, përpunimi i vrimave me përmasa minimale në pllaka të holla dhe në materiale të brishtë, heqja e shtresës së hollë nga sipërfaqet me përmasa të mëdha etj.
Nevoja e këtillë e përpunimit mund të plotësohet me aplikimin e metodave të reja të përpunimit, të cilat bazohen në rregulla dhe parime që ndryshojne nga metodat tradicionale të përpunimit me prerje. Për këtë arsye metodat e reja të përpunimit shpeshherë quhen metoda jokonvencionale të përpunimit ose metoda erozive.

Metodat jokonvencionale të përpunimit karakterizhen me këto veçori:
-heqja e shtreses se materialit behet duke shfrytëzuar procese fizike dhe kimike,
-mund të përpunohen materiale me karakteristika të ndryshme, pasi që regjimet e përpunimit nuk varen nga karakteristikat e materialit që përpunohet,
-nuk është e nevojshme që vegla prerëse të ketë fortësi më të madhe se materiali që përpunohet. Shtypja e ndërsjellë ndërmjet veglës prerëse dhe materialit është shumë e vogël, gati zero dhe shpeshherë nuk kanë as kontakt,

-përpunimi kryhet praktikisht pa aplikim të forcës mekanike, pa deformime, shpeshherë në gjendje të ftohteë ose vetëm me nxehje lokale,-dukshëm zvogëlohet sasia e materialit që largohet gjate përpunimit dhe kjo është tejet me rëndësi, veçmas për materialet me kosto të lartë,-preciziteti i lartë dhe cilësia e lartë e sipërfaqeve të përpunuara,-kinematika e përpunimit është relativisht e thjeshtë, te të gjitha metodat jokonvencionale, qe mundëson automatizim të thjeshtë të procesit, atje ku duhet bërë.

-mundësia e përpunimit të produkteve( detaleve) me përmasa tejet të vogla,
-mundësia e përpunimit të formave më të ndërlikuara të produkteve (detaleve),
-prodhueshmëri e lartë dhe efikasitet i lartë gjatë përpunimit të detaleve me konfiguracion të nderlikuar,
-përmiresimi i mikroklimës,
-zhvillimi dhe aplikimi i këtyre metodave të përpunimit është në rritje e sipër, etj.

Metodat jokonvencionale të prodhimit janë të shumëllojshme dhe në literaturë ekzistojnë klasifikime të ndryshme.
Klasifikimi themelor i këtyre metodave bëhet në varësi të energjisë së shfrytëzuar gjatë procesit te përpunimit dhe mbi këtë bazë dallohen:
-metoda mekanike,
-metoda termike,
-metoda kimike,
- elektrokimike,
-magnetike,
-nukleare, etj.
Vlen të theksohet se në kohë të fundit bëhen përpjekje që edhe energjia e diellit të shfrytëzohet për qëllime të përpunimit.
Vlen të theksohet se në kohë të fundit bëhen përpjekje që edhe energjia e diellit të shfrytëzohet për qëllime të përpunimit.

Metodat mekanike:-përpunimi me fiskajë-tufë abrazive,(Abrasive Jet Machining-AJM)-përpunimi me ultra tingull,(Ultrasoning Machining-UM)Metodat termolektrike:-përpunimi me erozion elektrik,(Electric Discharge Machining-EDM)-përpunimi me tufë elektronesh,(Electron Beam Machining-EBM)-përpunimi me rreze laser,(Laser Beam Machining-LBM)

-përpunimi me plazmë,(Plasma Arc Machining-PAM)
Metodat kimike dhe elektrokimike-përpunimi kimik,(Chemical Machining-CHM)-përpunimi elektrokimik,(Electro-Chemical Machining-
ECM)-retifikimi elektokimik,(Electro-Chemical Grinding-ECG)-honingimi elektrokimik.(Electro-Chemical Honing-ACH).


Përpunimi me tufë abrazive-Abrasiv Jet Machining-AJM
Ideja për përpunim me tufë abrazive rrjedh nga përpunimi me tufë rëre, që kryesisht shfrytëzohet për pastrimin e produkteve të derdhura, pastrimin e sipërfaqeve të korroduara e kështu me radhë. Për dallim nga rërëzimi, gjatë përpunimit me tufë abrazive, shfrytëzohet tufa(rrjedhja) abrazive me grimca shumë të imëta në formë të pluhurit.

Principi i punës konsiston në rrjedhjen e pluhurit abraziv nëpër vrimën e veglës(2) nën shtypje, gjatë së cilës tufa e krijuar (3) me shpejtësi të madhe godet sipërfaqen e pjesës që përpunohet (1), që gjendet në largësi (a) nga dalja e vrimës së veglës, figura në vazhdim.



• Elementet kryesore të procesit të përpunimit janë:
-vegla me vrimë,
-mjeti abraziv dhe
- fluidi-gazi.
• Karakteristikat kryesore te procesit jane:
-prodhueshmëria e lartë ,
-preciziteti i përmasave,
-cilësia e sipërfaqes së përpunuar.

Përdorimi
Kjo metodë më së shumti përdoret për përpunimin e materialeve të forta dhe të brishta si p.sh. Silicit, qeramikës, qelqit, germaniumit etj.
Gjithashtu kjo metodë përdoret edhe për përgatitjen e gravurave në qelq dhe në materiale tjera të brishtë.
Përdorim të veçantë ka gjetur në industrinë e prodhimit të veglave precize, në industrinë e instrumenteve medicinale, etj.

Në kohë të fundit gjithnjë e më tepër shfrytëzohen instalime që si mjet për bartjen e abrazivit përdoret uji. Uji mund të përdoret edhe si mjet për realizimin e procesit pa prezencë të mjetit abraziv, por në këtë rast përmasat gabarite të instalimeve janë më të mëdha se në rastin kur shfrytëzohet ajri.
Përpunimi me tufë abrazive ose vetëm me rrjedhje të ujit ka përdorim të madh. Të gjithë materialet mund të përpunohen me këtë metodë.

Përpunimi me ultra tingull- (Ultrasoning Machining-UM)
Efektet e oscilimeve të ultratingullit shfrytëzohen edhe në teknologjinë e përpunimit të materialeve.-Amplituda e oscilimeve (25-100μm)-Frekuenca (15-30KHz)-Fillimi i përdorimit-viti 1950
Pjesa
Suspensioni abraziv
Oscilimi i veglës

Frequenca (Hz)
Tingulli
Ultra tingulli
Amplituda FrequencaAmplituda Frequenca

Pajisjet për përpunim me ultratingull përbëhen nga disa elemente themelore dhe ate: gjeneratori i oscilimeve të ultratingullit (1), që përbëhet nga burimi i energjisë elektrike (2), përforcues të oscilimeve (3) dhe trafoja (4), sistemi i zhvendosjes (5), vegla (6), sistemi për qarkullimin e suspensionit abraziv(7), bazamenti (8) mbi të cilin qëndron vaska(kada-10) ku është e vendosur edhe pjesa që përpunohet (9).


• Ultratingulli është valë mekanike dhe përfitohet nga disa meteriale të cilët shfaqin veti magnetostriktive dhe piezoelektrike kur vehen në ndikim të fushës elektrike. Kjo realizohet në pajisje të veçanta për këtë qëllim, figura në vazhdim.

Në sistemin e krijimit të oscilimeve rol të rëndësishëm luan edhe koncentratori (përforcimi) i tyre i cili i përforcon ato dhe i orienton në drejtimin e duhur. Këto mund të jenë me forma të ndryshme.

• Koeficienti i përforcimit të oscilimeve (K) varet nga forma e koncentratorit, figura në vazhdim.

Në varësi të mundësive kinematike të pajisjes për përpunim, mund të realizohen operacione të ndryshme si p.sh.: frezim me ultratingull, shpim me ultratingull, punimi i gravurave të ndryshme, përpunimi i vrimave të lakuara e kështu me radhë.

Forma të ndryshme të kokave (veglave) për përpunim me ultratingull


• Përparesitë (avantazhet) e përpunimit me ultra tingull:
-përpunimi i materialeve të brishta metalike dhe jometalike,
-realizimi i operacioneve të ndryshme,
-përpunimi i vrimave tejet të vogla deri në përmasa mikrometrike,
-preciziteti i lartë përmasor,
-cilësia realtivisht e lartë e sipërfaqes,
-prodhueshmëria(produktiviteti) e lartë.

• Të metat (disavantazhet- mangësitë):
-sipërfaqja relativisht e vogël e përpunimit (750-2000mm2) dhe thëllesia e vogël (deri në 400mm),
-konsum relativisht i lartë i energjisë elektrike,
-konsum i lartë i veglës përpunuese,
-disajnimi(projektimi) i ndërlikuar i veglës,
-etj.

• Përpunimi me fiskaje uji - Water Jet Machining (WJM)

-Provat e para të prerjes me fiskajë të pastër ujore - SHBA, 1960.
-Provat e para të prerjes me fiskaje abrazive-SHBA, 1970.

• Tehnologji relativisht e re,
• Rrjedhja e ujit në trajtë fiskaje(currili) nën presion prej 2000-4000bar
• Diametri i vrimës ku rrjedh uji 0.1 do 0.4mm nga metali, safir ose dijamant
• Shpejtësia e fiskajes ≈ 900m/s


Pajisje për prerje me ujë

Pajisje për prerje me ujë me shumë koka prerëse


Forma të ndryshme të produkteve të përftuar me prerje me ujë

• Përparësitë:
-Përpunohen të gjithë llojet e materialeve,
-Nuk shkaktohet nxehje e pjesës që përpunohet,
-Trashësia e materialit që përpunohet mund të jetë deri në 100mm,
-Shtesat e materialeve polimerike e përmiresojnë kualitetin e sipërfaqes së prerë dhe e zvogëlojnë gjerësinë e prerjes,
-Preciziteti (saktësia e përpunimit) +/- 0,1 mm,
-Preja 2D dhe 3D,
-Mirëmbajtja e lehtë, etj.

Përpunimi me erozion-shkarkim elektrik-
(Electric Discharge Machining-EDM)
Përpunimi me erozion elektrik(elektro-erozion) konsiston në heqjen e shtresës së materialit si rezultat i veprimit të një numri të madh të shkarkimeve elektrike ndërmjet elektrodave, respektivisht veglës(1) dhe pjesës që përpunohet (2).

Me elektroerozion mund të përpunohen të gjthë materialet me përcjellshmëri elektrike, pavarsisht qëndrueshmërisë dhe fortësisë së tyre. Më së shumti përdoret në të gjitha rastet kur përpunimi mekanik tradicional nuk ka efekt, për hapjen e vrimave me diameter të vogël (01-1mm), për sipërfaqe me konfiguracion të nderlikuar, etj.Me këtë metodë mund të realizohen disa operacione, me përdorim të veglës së profiluar dhe jo të profiluar në formë të elektrodës së plotë dhe në formë të telit. Formimi i sipërfaqeve realizohet mbi bazën e kopjimit të formës së veglës ose me lëvizje të ndërsjellë të pjesës dhe veglës.


• Kjo metodë e përpunimi dallohet me:- shpejtësi të lartë të zhvillimit të procesit, -konsum të ulët të energjisë elektrike, -kohëzgjatje më të madhe të veglës për përpunim,-produktivitet jo shumë të madh.Pajisjet për përpunimin me elektroerozionElementet bazë të pajisjes për realizimin e përpunimit me elektroerozion janë: makina (1), gjeneratori i impulseve elektrike (2), sistemi i qarkullimit të dielektrikut (3) dhe sistemi për kontroll dhe drejtim (dirigjim-4).


Makinat për përpunimin me elektroerozion klasifikohen në dy grupe:
-makina me elektrodë të plotë,
-makina me elektrodë teli.

Elektrodë e plotë Elektrodë teli

Elektrodë e plotë Elektrodë teli

Elektrodat vegla
Përzgjedhja e veglës për përpunim me elektrerozion është faktor tejet i rëndësishëm nga se preciziteti dhe cilësia e sipërfaqes së punuar si dhe efikasiteti i procesit, kryesisht varen nga karakteristikat e veglës.
Forma dhe dimensionet e veglës para së gjithash varen nge metoda e përpunimit (me elektrodë të plotë ose me elektrodë tel, lloji i operacionit, karakteristikat teknologjike të procesit etj.

• Materiali për prodhimin e elektrodave duhet:
- të ketë qëndresë të lartë ndaj erozionit,
-veti të mira mekanike,
-përpunueshmëri të mirë me metodat konvencionale të përpunimit,
-kosto të ulët etj.
Për këtë qëllim më së shumti përdoret bakri dhe lidhjet e tij, grafiti, çeliku, hekuri i derdhur, alumini dhe lidhjet e tij, mesingu dhe për qëllime specifike volframi dhe lidhjet e tij.

Elektroda bakri
Elektroda grafiti

Karakteristikat teknologjike të procesit
Për realizimin me sukses të procesit është e nevojshme të njihen karakteristikat teknologjike të tij.
Karakteristikat teknologjike të procesit janë:
-përpunueshmëria e materialit,
-prodhueshmëria,
-vrazhdësia(ashpërsia) e sipërfaqes,
-ndryshimet fiziko-kimike në shtresat sipërfaqësore,
-preciziteti i përpunimit.

Vlen të theksohet se gjatë këtijë përpunimi duhet ti kushtohet kujdes i veçantë largimit (evakuimit) të nënprodukteve, respektivisht grimcave të metalit që krijohen gjatë procesit të përpunimit.

• Sipërfaqja e punuar me metodën e elektroerozionit dallohet dukshëm nga sipërfaqja e punuar me metodat konvencionale të përpunimit.
Metoda konvencionale Metoda jo konvencionale

Përdorimi i përpunimit me erozion elektrik
Falë përparësive tekniko-ekonomike, kjo metodë përdoret në të gjitha degët e industrisë së ndërtimit të makinave.


Përpunimi me elektrodë teli

Përpunimi me rreze laser
Në zhvillimin bashkëkohor të teknologjive të reja, vend të theksuar zë edhe teknika laserike dhe nuk ka fushë të veprimtarisë njerëzore ku nuk mund të përdoret kjo metodë, ndërsa në industrinë e ndërtimit të makinave ka përdorim tejet të zgjeruar. Përpunimi me laser konsiston në përdorimin e energjisë së dritës me koncentrim, që në kontakt me materialin që përpunohet shkakton shkrirjen lokale të tij ose avullimin e tij.

Drita e rëndomtë
Drita e filtruar
Drita e rrezeve laser
Drita me gjatësi valore të ndryshmeDrita me gjatësi valore të ndryshme
Filtri
Drita e filtruar Drita e filtruar
Drita e rrezeve laser Drita e rrezeve laser

Gjeneratorin e parë të dritës, që punon mbi bazën e rrezatimit indukues për krijimin e rrezeve laser e ka konstruktuar T.Meiman në vitin 1960 në SHBA dhe ky gjenerator është quajtur LASER-Light Amplification by Stimulated Emission of Radiation (Perforcimi i dritës me emision të stimuluar të rrezatimit).
Paraqitja skematike e përpunimit me laser prezantohet në figurën më poshtë.

Principi i përforcimit të dritës prezantohet në figurën në vazhdim.

Elementet kryesore të pajisjes laserikeÇdo pajisje laserike përbëhet nga disa
sisteme nga të cilët më të rëndësishëm janë:-sistemi për krijimin(gjenerimin) e rrezes laserike,-sistemi i bartjes së rrezes laserike deri te pjesa që përpunohet,-sistemi për fokusimin e rrezes laserike,-sistemi për ftohje,-sistemi për drejtimin (dirigjimin) automatik dhe kontrollin e energjisë së rrezes laserike,-sistemi për zhvendosjen e pjesës,-sistemi për furnizim me energji elektrike.

Një prej sistemeve më të rëndësishme të pajisjes laserike është sistemi për krijimin (gjenerimin) e rrezes laser.



Skema e përgjithshme e një pajisje laserike

Operacionet themelore gjatë përpunimit me laser
Teknika dhe teknologjia laserike kanë përdorim të gjerë në të gjitha veprimtaritë njerëzore. Me këtë metodë të përpunimit mund të realizohen operacione të ndryshme: prerje, tornim, frezim, shpim, saldim, përforcim sipërfaqësor, veshje sipërfaqësore, legurim, ngjitje-pikje si dhe operacione që i dedikohen matjes së formës dhe përmasave gjeometrike etj.

Përdorimi i përpunimit me rreze laserNë industrinë e ndërtimit të makinave
rrezet laser përdoren me të madhe për hapjen e vrimave me përmasa shumë të vogla (prodhimin e sitave, filtrave nga materialet që përpunohen vështirë me metodat konvencionale), për hapjen e vrimave në dijamant dhe në gurë të tjerë të çmueshëm (në industrinë orëve), për përpunimin konturor të pjesëve të imëta në industrinë e ndërtimit të makinave dhe në industrinë elektronike, për prerje, ndarje, përpunim termik sipërfaqësor, veshje sipërfaqësore etj.

Pajisje laserike



Në fushën e saldimit teknika laserika ka gjetur përdorim të zgjeruar, veçmas për materiale dhe pjesë me përmasa të vogla(llamarina folija etj.).


Përpunimi kimikPërpunimi kimik është metodë e vjetër e përpunimit, por përdorimi i saj industrial për heqjen e shtresës së pjesës që përpunohet filloi pas luftës së dytë Botërore në zhvillimin e industrisë së aviacionit.Kjo metodë bazohet në heqjen e kontrolluar të shtresës së materialit nga sipërfaqja duke bërë tretjen kimike në acide ose në baza. Në vazhdim sipërfaqja nga e cila është hequr shtresa e materialit mbrohet(vishet) me shtresa mbrojtëse të qëndrueshme ndaj veprimit të mjetit brejtës, të cilat quhen maska.


Procesi i përpunimit realizohet duke e zhytur pjesën që përpunohet në vaskë (kadë) me brejtës (reagens) kimik ose mjeti brejtës spërkatet mbi material, varësisht nga lloji i përpunimit dhe pajisjes për përpunim.
Përpunimi kimik mund të aplikohet për të gjithë metalet dhe legurat, në radhë të parë për përpunimin e lidhjeve të aluminit dhe magnezit, titanit, lidhjeve të bakrit, molibdenit, çeliqeve të karbonit, çelieve inox etj. Tretja (brejtja) mund të bëhet me qëllim të heqjes (largimit) të një shtrese të hollë të materialit nga sipërfaqe të mëdha ose tretja mund të jetë e thellë me qëllim të krijimit të figurave të ndryshme.

Në varësi të mënyrës së veprimit të mjetit brejtës (tretës), shfrytëzohen dy lloje të pajisjeve(impianteve) për përpunimin kimik:
-me spërkatje të mjetit brejtës(tretës),
-me zhytje ne vaska(kada).


Mjetet tretëse(brejtëse)
Mjetet tretëse(brejtëse) që përdoren në industri janë acidet dhe bazat, ndërsa efikasiteti i tyre që vlerësohet nëpërmjet shpejtësisë së tretjes(brejtjes) varet nga koncentrimi dhe temperatura.
Maskat mbrojtëse
Për përcjelljen e tretjes(brejtjes) së sipërfaqeve gjatë përpunimit kimik, rol të rëndësishëm luajnë shtresat mbrojtese të cilat quhen maska mbrojtëse dhe në këtë rast luajnë rolin e veglës së punës.

Sipas mënyrës së përgatitjes dallohen:
-maska mbrojtëse të prera-gervishura,
-foto maska mbrojtëse,
-maska mbrojtëse të shtypura-printuara
Përdorimi
Përpunimi kimik ka përdorim të gjerë në industrinë e ndërtimit të makinave. Shfrytëzohet për përftimin e formave tredimensionale të sipërfaqeve relativisht të mëdha, përftimin e thellësive të vogla (cekta) ose thellësive me forma jo të rregullta, zvogëlimin e peshës së pjesëve të caktuara në tërë sipërfaqen ose në pjesë të caktuara të saj (në industrine e aviacionit për krahët e aeroplanit), si dhe për largimin e shtresave të padëshiruara në sipërfaqe.


• Përpunimi kimik përdorim të veçantë ka gjetur për prerjen e pjesëve nga llamarinat e holla.
• Përpunimi kimik me të madhe përdoret për shtypjen e skemave të qarqeve elektrike, gravimin e tabelave nga llamarinat e holla dhe pajisjeve tjera elektronike, filtrava nga llamarinat e holla maskave në industrinë elektronike, dijafragmave për aparate të ndryshme teknike, llamarinave të profiluara, llamarinave të profiluara për transformatorë etj.

Në figurën në vazhdim janë dhënë disa pjesë të cilët janë përftuar me përpunim kimik.


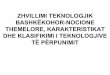
• Përpunimi elektrokimikPërpunimi elektrokimik konsiston në proceset kimike të cilët zhvillohen gjatë kalimit të rrymës njëkahore nëpër qarkun elektrik të elektrodave të zhytura në elektrolit. Kalimi i rrymës njëkahore në anodë(pjesa që përpunohet) shkakton tretjen anodike të metalit dhe kalimin e tij në elektrolit.Kjo metodë bazohet në rregullat e Faradejit sipas të cilave sasia e metalit të tretur ose sedimentuar gjatë elektrolizës është proporcional me sasinë energjisë që kalon ndërmjet elektrodave.


• Gjatë kalimit të rrymës nëpër elektroda, shpërndarja e dendësitetit të saj në sipërfaqen e pjesës që përpunohet (1) varet nga forma e veglës (2). Dendësitet me i lartë paraqitet në vendet ku distanca ndërmjet elektrodave është më e vogël, që do të thotë se intensiteti i tretjes(heqjes së materialit) në atë vend është më i madh.
• Nëse gjatë procesit të përpunimit vegla(katoda) lëvizë në drejtim të pjesës që punohet(anodës), dendësiteti i rrymës gradualisht barazohet në tërë sipërfaqen e pjesës që punohet dhe sipërfaqja e saj formohet sipas formës së veglës

• Formimi i sipërfaqes me përpunim elektrokimikVlen të theksohet se gjatë përpunimit elektrokimik vegla(katoda) nuk konsumohet përveç në ndonjë rast kur elektroliti mund të shkaktojë tretjen e saj.

• Gjatë përpunimit elektrokimik rol të rëndësishëm luan përzgjedhja e elektrolitit. Kryesisht përdoren tretje ujore të kripërave neutrale.
Pajisja (impianti) për përpunimin elektrokimik kryesisht përbëhet nga burimi i energjisë, sistemi i qarkullimit të elektrolitit, sistemi i kontrollit dhe drejtimit të procesit.

Me metodën elektrokimike mund të përpunohen të gjithë materialet që kanë përcjellshmëri elektrike, por përdorim të veçantë kanë materialet e brishtë dhe të shtalbët të cilët me metodat konvencionale nuk mund të përpunohen. Ka përdorim të madh në industrinë e ndërtimit të makinave për realizimin e operacioneve të ndryshme përpunuese si p.sh.: -kopjim,
-shpim,
-tornim,
-zdrugthim,
-hapje kanalesh etj.

Due to low forces on tool,ECM can be used to makeholes at very large angle toa surface – an example is
shown in the turbine nozzleholes in the figure here.[source: www.barber-nichols.com]
Due to low forces on tool,ECM can be used to makeholes at very large angle toa surface – an example is
shown in the turbine nozzleholes in the figure here.[source: www.barber-nichols.com]


• Përparësitë (avantazhet):
-konstruksioni i thjeshtë dhe kostoja e ulët e veglave,
-konsumi i vogël dhe afatshërbimi i gjatë i veglave,
-kualiteti i lartë i sipërfaqes së përpunuar,
-preciziteti i lartë përmasor,
-kostoja e lirë e elektrolitit,
-prodhueshmëria (produktiviteti) i lartë.

• Mangësitë (të metat):
-nevoja e mbajtjes së distancës konstante ndërmjet elektrodave,
-mosndryshimi i parametrave të përcaktuar të procesit,
-konsumi i lartë i energjisë elektrike,
-nevoja e largimit të sasive relativisht të mëdha të hidrogjenit që lirohet gjatë procesit etj.

Përpunimi me tufe elektronike
Tufa e elektroneve e krijuar në katodë, përshpejtohet në hapsirën midis katodës dhe anodës për shkak të diferencës së potencialit elektrik dhe nëpërmjet të sistemit të fokusimit drejtohet drejt materialit (pjesës), duke e shndërruar energjinë kinetike në energji termike në komorën nën vakum.

Përpunimi me plazmë

Nëse nëpër gyp në të cilin formohet harku elektrik (i frekuencës së lartë), kalon çfardo gazi, atëhere ai jonizohet dhe do të shkaktohet ndeshja e elektroneve, kështu që nga diza do të dali në formë të tufës plazmatike, që ka shkëlqim të zjarrtë.
Harku i plazmës është me nivel të lartë energjetik dhe me temperaturë poashtu tejet të lartë (arrin deri në 50.000o C).
Plazma e fituar në këtë mënyrë mund të përdoret në teknologjinë e përpunimit me prerje, saldim, përpunim termik e kështu me radhë.



Vlen të theksohet se në kohë të fundit përdoret edhe energjia diellore, përkatësisht rrezatimi diellor (solar radiation) për realizimin e proceseve të ndryshme përpunuese.
Pasqyra e rrafshtë (heliostati)
Pasqyra Parabolike me aks optik vertikal
Pasqyra parabolike me aks optik horizontal
Rre
zatim
i di
ello
rFokusi
Fokusi Në fokus vendoset pjesa që duhet të përpunohet