Embed Size (px)
Citation preview

СОДЕРЖАНИЕ
Махненко В. И., Великоиваненко Е. А., Розынка Г. Ф., ПивторакН. И. Учет порообразования при оценке предельного состояния взоне дефекта утонения стенки сосуда давления .................................................. 3Костин В. А., Григоренко Г. М., Позняков В. Д., Жданов С. Л.,Соломийчук Т. Г., Зубер Т. А., Максименко А. А. Влияние термичес-кого цикла сварки на структуру и свойства микролегированныхконструкционных сталей ........................................................................................ 10Голиков Н. И., Дмитриев В. В. Остаточные напряжения кольцевыхстыков магистрального газопровода при длительной эксплуатации вусловиях Севера .................................................................................................... 17Гончаров И. А., Сокольский В. Э., Давиденко А. О., Галинич В. И.,Мищенко Д. Д. Образование шпинели в расплаве агломериро-ванного сварочного флюса системы MgO–Al2O3–SiO2–CaF2 и еевлияние на вязкость шлака ................................................................................... 21
Лобанов Л. М., Пащин Н. А., Миходуй О. Л., Черкашин А. В.,Манченко А. Н., Кондратенко И. П., Жильцов А. В. Эффективностьразличных схем электродинамической обработки сплава АМг6 и егосварных соединений .............................................................................................. 29Шелягин В. Д., Хаскин В. Ю., Ахонин С. В., Белоус В. Ю., Петри-ченко И. К., Сиора А. В., Палагеша А. Н., Селин Р. В. Особенностилазерно-дуговой сварки титановых сплавов ....................................................... 36Коломийцев Е. В. Коррозионно-усталостная прочность тавровыхсоединений стали 12Х18Н10Т и методы ее повышения .................................... 41Походня И. К., Явдощин И. Р., Губеня И. П. Влияние содержанияжелезного порошка и соединений щелочных металлов в составепокрытия электродов на их санитарно-гигиенические характеристики ............ 44Маковецкая О. К. Современный рынок сварочной техники СевернойАмерики ................................................................................................................... 48
Диссертация на соискание ученой степени ......................................................... 51Разработано в ИЭС .............................................................. 9, 20, 35, 40, 43, 47, 50
2-й Международный конгресс «Сварка и соединительные техноло-гии» .......................................................................................................................... 52Открытие лазерного центра в Кирове .................................................................. 53Международная специализированная выставка сварочныхматериалов, оборудования и технологий «Weldex/Россварка 2012» ............... 55
ИНФОРМАЦИЯМеханизация и автоматизация сварочного производства откомпании «ДельтаСвар» ....................................................................................... 58Новые книги ............................................................................................................ 59Выдающееся изобретение теплоэнергетика Л. К. Рамзинастимулирует развитие техники сварки ................................................................. 61Программы профессиональной подготовки на 2013 г. ....................................... 62Указатель статей за 2012 г. ................................................................................... 65Указатель авторов ................................................................................................. 70
НАУЧНО-ТЕХНИЧЕСКИЙ РАЗДЕЛ
ПРОИЗВОДСТВЕННЫЙ РАЗДЕЛ
КРАТКИЕ СООБЩЕНИЯ
ХРОНИКА
РЕДАКЦИОННАЯ КОЛЛЕГИЯ:Главный редакторБ. Е. ПАТОН
Ю. С. Борисов, Г. М. Григоренко,А. Т. Зельниченко, А. Я. Ищенко,
В. И. Кирьян, И. В. Кривцун,С. И. Кучук-Яценко (зам. гл. ред.),
Ю. Н. Ланкин,В. Н. Липодаев (зам. гл. ред.),Л. М. Лобанов, А. А. Мазур,
В. И. Махненко, О. К. Назаренко,В. Д. Позняков,
И. К. Походня, И. А. Рябцев, Б. В. Хитровская (отв. секр.),В. Ф. Хорунов, К. А. Ющенко
МЕЖДУНАРОДНЫЙ РЕДАКЦИОННЫЙ СОВЕТ:
УЧРЕДИТЕЛИ:Национальная академия наук Украины,
ИЭС им. Е. О. Патона,МА «Сварка»
ИЗДАТЕЛЬ: МА «Сварка»
Адрес редакции:03680, Украина, Киев-150,
ул. Боженко, 11Институт электросварки им. Е. О. Патона НАНУ
Тел.: (38044) 200 6302, 200 8277Факс: (38044) 200 5484, 200 8277
E-mail: [email protected]аURL: www.rucont.ru
Редакторы:Т. В. Юштина, И. Ф. Соколова
Электронная верстка:И. Р. Наумова, А. И. Сулима
Свидетельство о государственнойрегистрации КВ 4788
от 09.01.2001
Журнал входит в переченьутвержденных ВАК Украины
изданий для публикации трудовсоискателей ученых степеней
За содержание рекламныхматериалов редакция журнала
ответственности не несет
Цена договорная
© НАН Украины, Институт электросварки им. Е. О. Патона НАНУ, МА «Сварка», 2012
№ 12 (716) Декабрь 2012
Международный научно-технический и производственный журнал
Издается с 1948 года
Н. П. АлешинГуань ЦяоУ. Дилтай
А. С. ЗубченкоВ. И. Лысак
Н. И. НикифоровБ. Е. ПатонЯ. ПилярчикГ. А. ТуричинЧжан ЯнминД. фон Хофе
(Россия)(Китай)(Германия)(Россия)(Россия)(Россия)(Украина)(Польша)(Россия)(Китай)(Германия)

CONTENTS
Makhnenko V. I., Velikoivanenko E. A., Rozynka G. F., Pivtorak N. I.Account for pore formation in estimation of limiting state in the zoneof pressure vessel wall thinning defect ................................................................. 3Kostin V. A., Grigorenko G. M., Poznyakov V. D., Zhdanov S. L.,Solomijchuk T. G., Zuber N. A., Maksimenko A. A. Effect of weldingthermal cycle on structure and properties of microalloyed structuralsteels .................................................................................................................... 10Golikov N. I., Dmitriev V. V. Residual stresses of circumferentialwelds of main gas pipeline in long-term service under the Northconditions ............................................................................................................. 17Goncharov I. A., Sokolsky V. E., Davidenko A. O., Galinich V. I., Mish-chenko D. D. Formation of spinel in melt of agglomerated welding fluxof MgO–Al2O3–SiO2–CaF2 system and its effect on slag viscosity ................... 21
Lobanov L. M., Pashchin N. A., Mikhoduy O. L., Cherkashin A. V.,Manchenko A. N., Kondratenko I. P. Zhiltsov A. V. Efficiency ofdifferent schemes of electrodynamic treatment of AMg6 and itswelded joints ........................................................................................................ 29Shelyagin V. D., Khaskin V. Yu., Akhonin S. V., Belous V. Yu., Pet-richenko I. K., Siora A. V., Palagesha A. N., Selin R. V. Peculiaritiesof laser-arc welding of titanium alloys ................................................................ 36Kolomijtsev E. V. Corrosion-fatigue strength of T-joints of steel12Kh18N10T and methods of its improvement .................................................. 41Pokhodnya I. K., Yavdoshchin I. R., Gubenya I. P. Effect of iron pow-der content and compounds of alkali metals in electrode coating com-position on their sanitary-hygienic characteristics .............................................. 44Makovetskaya O. K. Present-day market of welding equipment in theNorth America ...................................................................................................... 48
Thesis for scientific degree ................................................................................. 51Developed at the PWI .......................................................9, 20, 35, 40, 43, 47, 50
The II International Congress «Welding and joining technologies» ................. 52Opening of Laser Center in Kirov ....................................................................... 53International Specialized Exhibition of welding consumables, equip-ment and technologies — «Weldex/Rossvarka 2012» ...................................... 55
INFORMATION
Mechanization and automation of welding manufacturing fromcompany «DeltaSvar» ......................................................................................... 58New books ........................................................................................................... 59Outstanding invention of L. K. Ramzin, the specialist in heat andpower engineering, stimulates the progress in welding engineering ................. 61Programs of professional training for 2013 ........................................................ 62Index of articles for 2012 .................................................................................... 65Index of authors ................................................................................................... 70
SCIENTIFIC AND TECHNICAL
INDUSTRIAL
BRIEF INFORMATION
NEWS
EDITORIAL BOARD:
Editor-in-Chief B. E. PATON
Yu. S. Borisov, G. M. Grigorenko,A. T. Zelnichenko,
A. Ya. Ishchenko, I. V. Krivtsun,S. I. Kuchuk-Yatsenko (vice-chief ed.),
V. I. Kiryan, Yu. N. Lankin,V. N. Lipodaev (vice-chief ed.),
L. M. Lobanov, A. A. Mazur,V. I. Makhnenko,
O. K. Nazarenko, I. K. Pokhodnya,V. D. Poznyakov, I. A. Ryabtsev,B. V. Khitrovskaya (exec. secr.),
V. F. Khorunov, K. A. Yushchenko
THE INTERNATIONALEDITORIAL COUNCIL:
FOUNDERS: The National Academy of Sciencesof Ukraine,The E. O. Paton Electric
Welding Institute,International Association «Welding»
PUBLISHER:International Association «Welding»
Address of Editorial Board:11 Bozhenko str., 03680, Kyiv, Ukraine
Tel.: (38044) 200 63 02, 200 82 77 Fax: (38044) 200 54 84, 200 82 77
E-mail: [email protected]: www.rucont.ru
Editors:T. V. Yushtina, I. F. Sokolova
Electron galley:I. R. Naumova, A. I. Sulima
State Registration CertificateKV 4788 of 09.01.2001
All rights reservedThis publication and each of the articles
contained here in are protectedby copyright
Permission to reproduce materialcontained in this journal must be obtained
in writing from the Publisher
© NAS of Ukraine, PWI, International Association «Welding», 2012
Avtomaticheskaya Svarka
№ 12 (716) December 2012
Published since 1948
Journal «Avtomaticheskaya Svarka» is published in English under the title «The Paton Welding Journal» Concerning publication of articles, subscription and advertising, please, contact the editorial board.
International Scientific-Technical and Production Journal
N. P. AlyoshinD. von HofeGuan QiaoU. Dilthey
A. S. ZubchenkoV. I. Lysak
N. I. NikiforovB. E. Paton
Ya. PilarczykG. A. Turichin
Zhang Yanmin
(Russia)(Germany)(China)(Germany)(Russia)(Russia)(Russia)(Ukraine)(Poland)(Russia)(China)

УДК 621.91:621.642.02
УЧЕТ ПОРООБРАЗОВАНИЯ ПРИ ОЦЕНКЕ ПРЕДЕЛЬНОГОСОСТОЯНИЯ В ЗОНЕ ДЕФЕКТА
УТОНЕНИЯ СТЕНКИ СОСУДА ДАВЛЕНИЯАкадемик НАН Украины В. И. МАХНЕНКО, Е. А. ВЕЛИКОИВАНЕНКО, канд. физ.-мат. наук,
Г. Ф. РОЗЫНКА, Н. И. ПИВТОРАК, инженеры (Ин-т электросварки им. Е. О. Патона НАН Украины)
Модели вязкого разрушения с учетом образования пор при пластическом течении на неметаллических включенияхлибо в матрице из микротрещин, не распространяющихся по механизму скола, предусматривают соответствующиеалгоритмы роста пор за счет пластических деформаций и соответствующего перераспределения напряженно-де-формированного состояния. В настоящее время интерес к этим моделям повысился в связи с ростом объемовпрогнозных и экспертных оценок для сварных конструкций на основе расчетных оценок предельного состояния.В целом ряде случаев, учитывая тенденцию использования в сварных конструкциях высокопрочных и достаточнопластичных материалов, предельное состояние наступает в условиях вязкого деформирования при жестком напря-женном состоянии, способствующих развитию порообразования. В результате разрушение происходит приотносительно невысоких пластических деформациях, что резко снижает деформационную способность соответст-вующих сварных узлов перед разрушением.
К л ю ч е в ы е с л о в а : стальные сосуды давления, развитиепластического течения, предельное состояние, порообра-зование, зона разрушения, критерии разрушения при наличиипор, спонтанное разрушение
Эксплуатационные дефекты утонения стенок сов-ременных сварных сосудов давления являются на-иболее распространенными выявляемыми дефекта-ми конструкций длительного срока эксплуатации(магистральные трубопроводы, хранилища нефти игаза, железнодорожные цистерны и т. п.). Выяв-ленные дефекты при периодических техническихдиагностиках таких конструкций оценивают с по-зиций безопасной эксплуатации конструкций напериод, по крайней мере, до следующей техни-ческой диагностики. При этом руководствуютсяопределенными правилами, основанными на со-ответствующих расчетных и экспериментальныхисследованиях. Эти правила совершенствуютсяпо мере накопления фактического материала ихиспользования, изменения условий эксплуатацииконкретных типов конструкций, совершенствова-ния расчетных моделей нагружения (разрушения),а также методов реализации этих моделей.
Следует отметить, что наблюдаемый весьмасущественный прогресс в вычислительной техни-ке и соответственно механике деформированияи разрушения конструкционных материалов, ко-торый способствует реализации все более слож-ных физических моделей, является хорошей ос-новой для разработки более детальных моделейповедения конструкционных материалов как придеформировании (на этапе, близком к разруше-нию), так и в определенной степени при разру-шении. Это делает расчетные подходы прогно-
зирования наступления предельного состояния всложных случаях деформирования достаточноадекватными наблюдаемому при эксперименте,что позволяет снизить объем дорогостоящих эк-спериментов. Такой подход связан с привлече-нием дополнительных физических и математичес-ких моделей поведения материала для генериро-вания информации, связанной с наступлениемпредельного состояния. Работа в этом направ-лении активно ведется в различных странах. Изсовременных исследований особое внимание зас-луживают работы сотрудников сибирской школыпрофессора В. Е. Панина в рамках нового науч-ного направления — физической мезомеханикиматериалов [1]. В рамках этого направления рас-сматривается деформирование материалов на ме-зоуровне, т. е. с учетом существенной физическойнеоднородности, обусловленной наличием раз-личных границ раздела (например, границ зерен)с последующей оценкой реакции материала на мак-роуровне через осреднение характеристик напря-женно-деформированного состояния по представи-тельному мезообъему. Элементарным актом неуп-ругого поведения материала согласно [1] является«сдвиг + поворот», что позволяет сохранить условиенеразрывности вплоть до разрушения, которое яв-ляется конечной стадией фрагментации материалана макроуровне, когда происходит глобальная по-теря сдвиговой устойчивости.
Важной стадией в деформировании материалана этапе перед разрушением является во многихслучаях зарождение пор. Поры образуются припластическом течении на неметаллических вклю-чениях либо в матрице из микротрещин, не рас-
© В. И. Махненко, Е. А. Великоиваненко, Г. Ф. Розынка, Н. И. Пивторак, 2012
12/2012 3

пространяющихся по механизму скола, т. е. яв-ляются почти неотъемлемым атрибутом вязкогоразрушения материала. Неудивительно, что воп-росу образования и росту пор при вязком разру-шении материалов уделяется достаточно большоевнимание [2–4]. Начальные размеры возникаю-щих пор обычно невелики — около 1 мкм, т. е.их влияние на деформационные процессы и раз-рушение вполне можно учитывать в рамках мо-делей мезоуровня, т. е. соответствующей неод-нородностью свойств материала в объемах пори вне этих объемов.
Ниже приведены результаты, полученные приследующих допущениях.
Поры зарождаются в изотермических условияхв произвольном конечном элементе (структурномобъеме), если интенсивность пластической дефор-мации εi
p больше определенной величины (εip)н и
они равномерно распределены по объему элемен-та, т. е. концентрация пор на единице объема эле-мента
ρV = VпVк.э
при εip ≥ (εi
p)н,
ρV = 0 при εip < (εi
p)н, (1)
где Vп — объем пор; Vк.э — объем элемента безпор.
Вводится понятие концентрации пор на еди-нице площади сечения элемента (то, что можнонаблюдать в изломе образца) — ρS. По аналогиис (1)
ρS = SпSк.э
> 0 при εip ≥ (εi
p)н,
ρS = 0 при εip < (εi
p)н, (2)
где Sп — площадь пор в данном сечении вели-чиной Sк.э.
Соответственно на единице линейного размераlк.э суммарная длина пор lп. Тогда
ρl = lпlк.э
. (3)
Связь между ρV и ρl:
ρV = (1 + ρl)3 – 1 = 3ρl
⎛⎜⎝1 + ρl + 13ρl
2⎞⎟⎠ ≈ 3ρl.
(4)
Соответственно ρS = 2ρl⎛⎜⎝1 + 12ρl
⎞⎟⎠ ≈ 2ρl.
Линейные размеры пор растут при развитомпластическом течении согласно закону Райса–Трейси [4] при εi
p ≥ (εip)н.
При допущении, что количество пор в данномструктурном объеме меняется мало, но растет ихразмер
dldεi
p = 0,28l exp ⎛⎜⎝1,5
σm
σi
⎞⎟⎠, (5)
где σm ⁄ σi — жесткость напряженного состояния;
σm = 13(σrr + σββ + σzz) — среднее нормальное нап-
ряжение в системе координат r, β, z; σi — ин-тенсивность напряжений
σi = 1√⎯⎯2
[(σrr – σββ)2 +
+ (σrr – σzz)2 + (σββ – σzz)
2 +6(σrz2 + σrβ
2 + σβ z2 )]1 ⁄ 2; (6)
dεip — интенсивность приращений пластических
деформаций
dεip = √⎯⎯23 [(dεrr
p – dεββp )2 + (dεrr
p – dεzzp )2 + (dεββ
p – dεrrp )2 +
+ 6(dεrβp )2 + 6(dεrz
p )2 + 6(dεβzp )2]1 ⁄ 2.
При указанном выше допущении, что коли-чество пор в данном объеме V0 меняется незна-чительно, изменение величины ρl соответствуетотносительному изменению линейных размеровза счет пористости.
Соответственно уравнения связи тензора де-формаций dεij и тензора напряжений σij при i,j = r, z, β с учетом, что линейное удлинение равноρl, можно записать следующим образом:
dεij = d⎛⎜⎝
σij – δijσm2G
⎞⎟⎠ + dλ(σij – δijσm) + δij[d(Kσm) + dρl],
(7)
где ρl — решение уравнения (5) при l = ρl и на-чальном значении ρl по (1), (4); G = E ⁄ (2(1 + ν)); K = (1 – 2ν) ⁄ E; E — модуль Юнга; ν — коэф-фициент Пуассона; δij = 1 при i = j и δij = 0 приi ≠ j.
При последовательном прослеживании разви-тия пластических деформаций и начальном зна-чении ρV
нач в момент k = 0 по (1), полагая, чтона протяжении между k-м и k +1-м шагами прос-леживания величина dεi
p меняется незначительно,решение уравнения (5) относительно величины ρlдает
lnρl
(k + 1)
ρl(k) = 0,28exp
⎛⎜⎝
⎜⎜1,5
σm(k)
σi(k)
⎞⎟⎠
⎟⎟ (Δεi
p)(k). (8)
4 12/2012

При величинах отношения х = ρl
(k + 1)
ρl(k)
, близких
к единице, раскладывая ln х в степенной ряд
ln х = 2 ∑ n = 1
∞⎛⎜⎝
x – 1x + 1
⎞⎟⎠
n
⋅1n (9)
и ограничившись членом n = 1, получим
ρl(k + 1) =
(2 + Ak)ρl(k)
2 – Ak, где Ak = 0,28 exp
⎛⎜⎝
⎜⎜1,5
σm(k)
σi(k)
⎞⎟⎠
⎟⎟ (Δεi
p)(k),(10)
начиная с k = 0, для которого ρl(0) определяется
условиями (4).Зная ρl
(k) (k = 0, 1, 2, …), находим для (7)приращение относительного удлинения линейныхразмеров данного конечного элемента за счет по-ристости
Δρl(k + 1) = ρl
(k + 1) – ρl(k) = ρl
(k) Ak1 – 0,5Ak
(k = 0, 1, 2, …). (11)
Из изложенного выше следует, что учет по-ристости в определенной степени влияет на полянапряжений и деформаций за счет дополнитель-ных объемных изменений — величины Δρl
(k + 1)
(k = 0, 1, 2, …), подобным таковым при темпе-ратурном расширении Δϕ [5].
Кроме того, при реализации условий текучестии критериев предельного состояния необходимоучитывать нетто-напряжения в сечениях конеч-ных элементов, т. е. величины σij
(k) из решениясоответствующей краевой задачи приводить к
нетто-напряжениям (σijнетто)(k) =
σij(k)
1 – ρs(k)
.
В качестве локальных критериев предельногосостояния хрупковязкого разрушения в объемеданного конечного элемента используют согласно[2]
σ1 > Sк — хрупкое разрушение;
κk > εкр(k)
⎛⎜⎝
σm
σi
⎞⎟⎠ — вязкое разрушение, (12)
где σ1 — максимальное главное нетто-напряже-ние; κk = ∫dεi
p = ∑(k
dεip)(k) — параметр деформа-
ционного упрочнения Одквиста; εкр(k) — критичес-
кое значение κk на k-м шаге прослеживания взависимости от жесткости напряженного состоя-ния.
Например, по Маккензи [2]
εкр(k)
⎛⎜⎝
σm
σi
⎞⎟⎠ > ε0 + a exp
⎛⎜⎝
⎜⎜–1,5
σm(k)
σi(k)
⎞⎟⎠
⎟⎟,
(13)
где ε0 и a — экспериментальные характеристикиматериала (для корпусных сталей ε0 = 0,07, a == 2,99).
В случае резкого изменения при прослежи-вании величины (σm/σi)
(k) и соответственно εкр(k)
согласно [2] можно использовать метод накоп-ления вязких разрушений в объеме данного эле-мента в виде
∑ k = 0
kкр ⎛
⎜⎝
Δεip
κ
⎞⎟⎠k
= 1,(14)
где kкр — предельное значение шага прослежи-вания, при котором данный конечный элемент«теряет работоспособность», т. е. его механичес-кие свойства резко меняются на свойства воздухалибо соответствующей агрессивной жидкости(при наличии соответствующего доступа).
Поскольку такое замещение свойств приводитк перераспределению нагрузок в соседних конеч-ных элементах, то эта операция на данном шагепрослеживания по нагрузке выполняется итера-ционно при неизменной внешней нагрузке. Приэтом вполне естественным является случай, когдаоперация замещения в данном конечном элементеприводит на следующей итерации к замещениямв соседних элементах вплоть до «спонтанного раз-рушения» (когда операция замещения охватываетпри данной нагрузке большой объем рассматри-ваемой конструкции). Соответственные условиянаступления такого состояния рассматриваются
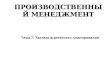
Рис. 1. Схема фрагмента оболочки трубы с дефектом утоне-ния, нагруженного внутренним давлением P на поверхностиr – R = 0 и номинальными напряжениями σββ, σβz в плоскостиβ = β0 и σzz, σzr в плоскости z = z0 и условиями симметрииβ = 0, z = 0
12/2012 5

как макроусловия наступления предельного сос-тояния.
Изложенный подход предстоит применить кстальному сосуду давления с габаритными раз-мерами дефекта s×c×a (рис. 1), где s — размервдоль образующей; c — вдоль окружности; a —в глубину стенки, в которой обнаружено утоне-ние. Известны упругие характеристики стали E,ν, предел текучести σт и показатель степенногодеформационного упрочнения m.
В условиях трехосного напряженного состоя-ния с внутренним давлением P необходимо оце-нить предельное давление Pпр, при котором про-
изойдет макроскопическое спонтанное разруше-ние стенки в зоне утонения.
Рис. 2. Схема цилиндрического образца с осесимметричнымнадрезом размерами a×b
Рис. 3. Результаты компьютерного моделирования номинальных предельных напряжений σzzпр в сечении z = L и спонтанного
разрушения в сечении z = 0 образца с надрезом размерами a×b = 3×1 (а) и a×b = 1×3 мм (б) (αт = 3,45) для различных вариантовизменения σт, ρV, Sк, m (табл. 1) в сопоставлении с экспериментальными значениями (σzz
кр)ср. Варианты № 1–10: при z = Lзадана величина σzz, для варианта № 11 на каждом шаге задано приращение ΔW = 0,00261 мм
Рис. 4. Результаты моделирования усилия Pz на кромке z = L = 50 мм для образца с надрезом размерами a×b = 3×1 (а) и a×b == 1×3 (б) мм в зависимости от шага n при ΔW = 0,00261 мм
Т а б л и ц а 1. Варианты исходных данных, ответствен-ных за порообразование
Номерварианта σт, МПа ρV Sк, МПа m
1 480 0,07 1000 0,14
2 480 0,05 1000 0,14
3 480 0,03 1000 0,14
4 480 0 1000 0,14
5 400 0,05 1000 0,14
6 300 0,05 1000 0,14
7 480 0,05 1000 0,05
8 480 0,05 1000 0,25
9 480 0,05 700 0,14
10 480 0,05 1500 0,14
11 480 0,05 1000 0,14
Пр и м е ч а н и е : (εip)0 = 0 , 0 1 .
6 12/2012

В работе [6] представлен алгоритм численногоопределения в рамках 3D напряженно-деформи-рованного состояния в зоне рассматриваемого де-фекта без учета пористости. Последняя учитыва-лась в данной работе с помощью уравнений (1)–(14).
Необходимые данные для такой модели, свя-занные с конкретной сталью, предлагается опре-делять с помощью простых опытов на растяжениецилиндрических образцов с осесимметричным
надрезом (см. рис. 2) из трубной стали с пределомтекучести σт ≈ 480 МПа. Рассматривали два раз-мера надреза в образцах диаметром 10 мм: пер-вый — a×b = 1×3 мм и второй — a×b = 3×1 ммпри теоретических коэффициентах концентрацииαт = 1,6 и 3,45.
Соответствующие средние разрушающие осе-вые напряжения на захватах σzz
пр = 500 и 130 МПа.Для этих данных моделировали процесс нагру-жения образцов при различной вариации исход-ных данных (см. табл. 1), ответственных за поро-образование (см. рис. 3). При этом варианты № 1–10 соответствуют заданной нагрузке на захватах(сечение z = L), а вариант № 11 — заданномузначению осевого перемещения W = ΔWn, где n— шаг нагружения.
На рис. 4 для этого случая приведена кинетикаизменения усилия Pz в процессе роста величины
Т а б л и ц а 2. Исходные и расчетные данные для рас-сматриваемых дефектов утонения стенки (с = 40 мм; а == 14 мм)
Номерварианта s, мм [P], МПа Pпр, МПа nб
1 66 7,5 18,8 2,5
2 100 5,15 17,4 3,3
3 200 4,15 14,0 3,2
Рис. 5. Распределение главных напряжений σ1 в продольном сечении β = 0 при различном внутреннем давлении: а, б — P == 18,6 МПа на первой (а) и последней итерации (б); в, г — P = 18,8 МПа на первой итерации (в) и последней (г). Нулямиотмечены конечные элементы, где имеет место разрушение
12/2012 7

n до наступления спонтанного разрушения (бездальнейшего увеличения нагрузки Pz).
Сопоставление величин σzzпр с указанным сред-
ним значением показывает, что неучет пористости(вариант № 4 на рис. 3) дает завышенные значенияσzzпр. В то же время снижение σт ниже 300 МПа,
либо Sк ниже 700 МПа, а также увеличение m за-метно снижают величину σzz
пр. Изменение порис-тости ρV (основного фактора охрупчивания зоныразрушения) в пределах ρV ≈ 0,03…0,07 незначи-тельно влияет на критические значения σzz
пр.Из этого анализа следует, что для рассматри-
ваемой стали процесс разрушения с учетом поро-образования, способствующего охрупчиванию зо-ны разрушения, имеет достаточно высокую ус-тойчивость к основным параметрам рассматри-ваемой модели (ρV, Sк, σт, m), что позволяет ис-пользовать для практических оценок их прибли-женные значения.
В соответствии с отмеченным для определениякритической нагрузки в зоне локального утонения
стенки оболочки-трубы диаметром 2R = 1420 ммс толщиной стенки δ = 20 мм из рассматриваемойстали при трехмерном анализе использовали: ρV == 0,05, Sк = 1000 МПа, σт = 440 МПа, m = 0,14,(εi
p)0 = 0,01.Рассматривали три варианта геометрических
размеров дефектов из табл. 2, где приведены ре-зультаты расчета допускаемых давлений [P] длярассматриваемых дефектов утонения. Результатырасчета предельного давления, при котором нас-тупает спонтанное разрушение, приведены нарис. 5, 6 для варианта № 1. Аналогичные данныеполучены и для вариантов № 2 и 3. Соответс-твенно информация относительно предельных Pпри коэффициентов безопасности nб = Pпр/[P] при-ведена также в табл. 2.
Сопоставление расчетных предельных нагру-зок по результатам данной работы, т. е. с учетомпорообразования, с расчетными допускаемыминагрузками из работы [7], полученными на основеобширного эксперимента, связанного с разруше-нием натурных образцов через коэффициент бе-
Рис. 6. То же, что на рис. 5, но только для величины κk = ∫ dεip = ∑ (dεi
p)(k)
8 12/2012

зопасности в пределах nб = 2…2,5, показывает,что они достаточно хорошо согласуются.
Выводы1. Математическое моделирование предельногосостояния для стальных сосудов давления при на-личии в стенке геометрических дефектов утоне-ния требует более общих моделей для описанияне только процесса деформирования (например,учет больших деформаций), но и процесса раз-рушения после стадии развитого пластическоготечения (например, порообразования).
2. Показано, что привлечение достаточно из-вестных физических моделей порообразованияпри пластическом течении приводит к определен-ному эффекту «охрупчивания» зоны разрушения,снижая при этом достаточно заметно предельнуюрасчетную нагрузку (на 20…70 % и более).
3. Результаты сопоставления расчетных пре-дельных нагрузок в табл. 2 по методике даннойработы с допускаемыми по работе [7] на основеобширного эксперимента показывают, что назна-
чаемый обычно при этом коэффициент безопас-ности nб ≈ 2…2,5 вполне согласуется с даннымитабл. 2.
1. Романова В. А. Моделирование процессов деформации иразрушения в трехмерных структурно-неоднородныхматериалах: Автореф. дис. … д-ра физ.-мат. наук. —Томск, 2008. — 31 с.
2. Карзов Г. П., Марголин Б. З., Швецова В. А. Физико-ме-ханическое моделирование процессов разрушения. —С.-Пб.: Политехника, 1993. — 391 с.
3. Рыбин В. В. Большие пластические деформации и разру-шение металлов. — М.: Металлургия, 1986. — 224 с.
4. Статическая прочность и механика разрушения сталей/ Под ред. В. Даля и В. Антонова. — М.: Металлур-гиздат, 1986. — 224 с.
5. Махненко В. И. Расчетные методы исследования кинети-ки сварочных напряжений и деформаций. — Киев: Наук.думка, 1976. — 320 с.
6. Напружений стан в зоні дефектів стоншення тон-костінних труб / В. І. Махненко, О. А. Великоіваненко,Г. П. Розинка, Н. І. Півторак // Проблеми ресурсу і без-пеки експлуатації конструкцій, споруд та машин / Заред. Б. Є. Патона. — К.: Ін-т електрозварювання ім. Є. О.Патона НАНУ, 2009. — С. 18–21.
7. Fitness-for-service. American Petroleum Institute. Recom-mended practice 579. — First ed., 2000. — 625 p.
The tough fracture models allowing for the pores forming in plastic flow either at non-metallic inclusions or in matrixfrom the microcracks that do not propagate by the cleavage mechanism provide for the corresponding algorithms ofgrowth of the pores due to plastic strains and respective redistribution of the stress-strain state. At present, the interestin these models is determined by growth of the scope of prediction and expert estimates for the welded structures, basedon the calculation estimation of the limiting state. In a number of cases, in view of the trend to utilisation of high-strengthand sufficiently ductile materials in the welded structures, the limiting state occurs under the tough deformation conditionsat the rigid stressed state, which contribute to the pore formation. As a result, fracture takes place at relatively lowplastic strains, this decreasing deformability of the corresponding weldments prior to the fracture.
Поступила в редакцию 20.07.2012
РАЗРАБОТАНО В ИЭС
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЛЕГКИХ СВАРНЫХ БАЛЛОНОВ
Разработана технология и изготовлена опытная партия легких сварных баллонов на расчетноерабочее давление 150 МПа с полезным объемом 5,0 л и удельной массой 0,5 кг/л. Баллон изготавлива-ется из сварной прямошовной цилиндрической обечайки, к которой привариваются сферическиеднища и горловина. Для изготовления деталей баллона используется листовая сталь 25ХГСАтолщиной 2,0 мм с пределом прочности после заключительной термообработки всего изделия науровне 1200 МПа. Для обеспечения стабильности качества сварных баллонов на всех стадиях тер-мообработки контролировалось качество ее исполнения. Баллоны испытаны по специальной прог-рамме согласно требованиям ДНАОП 000-1.07–94.
Легкие сварные баллоны предназначены для хранения различных газов под давлением.Выполнена конструкторская разработка и опытно-промышленная проверка.
12/2012 9

УДК 621.791:669.14/.15
ВЛИЯНИЕ ТЕРМИЧЕСКОГОЦИКЛА СВАРКИ НА СТРУКТУРУ И СВОЙСТВА
МИКРОЛЕГИРОВАННЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙВ. А. КОСТИН, канд. техн. наук, академик НАН Украины Г. М. ГРИГОРЕНКО,
В. Д. ПОЗНЯКОВ, д-р техн. наук, С. Л. ЖДАНОВ, канд. техн. наук,Т. Г. СОЛОМИЙЧУК, Т. А. ЗУБЕР, А. А. МАКСИМЕНКО, инженеры
(Ин-т электросварки им. Е. О. Патона НАН Украины)
Исследовано влияние термического цикла сварки на микроструктуру и свойства металла зоны термического влиянияновых сталей с карбидным и карбонитридным типом упрочнения — 06ГБД, 10Г2ФБ, 15ХСАТЮД. Показано, чтопод влиянием термического цикла сварки в достаточно широком диапазоне скоростей охлаждения (w6/5 = 10…30 °С/с)образуется оптимальный комплекс ферритно-бейнитных структур, характеризующийся показателями прочности,пластичности и хладостойкости на уровне требований, предъявляемых к основному металлу класса прочностиC440.
К л ю ч е в ы е с л о в а : дуговая сварка, конструкционныестали, карбонитридное упрочнение, термический цикл свар-ки, Gleeble 3800, микроструктура, бейнит, МАК-фаза, меха-нические свойства
В настоящее время транспортное машинострое-ние и строительная индустрия Украины являютсяосновными потребителями сталей повышеннойпрочности с пределом текучести до 400 МПа. Од-нако сегодня они по ряду объективных факторовуже не удовлетворяют требованиям скоростногодвижения транспорта и современным концепциямградостроительства как по уровню прочности, таки ударной вязкости.
В последние годы в содружестве с металлур-гами ИЭС им. Е. О. Патона на основе принципакарбидного и карбонитридного упрочнения раз-работан ряд новых сталей с пределом текучести440…590 МПа [1, 2].
Поскольку сварка является основным техно-логическим процессом изготовления конструкцийиз этих сталей, повышенные потребительские ха-рактеристики новых сталей (по уровню прочностии ударной вязкости) должны быть сохранены ив сварных соединениях. Однако формирование всвариваемом металле зоны термического влияния(ЗТВ) приводит к деградации механическихсвойств под воздействием термического цикла
сварки (ТЦС) как в результате роста зерна, таки в связи с образованием закалочных структур.Широкому внедрению новых сталей должныпредшествовать глубокие всесторонние исследо-вания реакции этих сталей на ТЦС.
Имеющиеся в литературе отрывочные сведе-ния об особенностях структурных изменений вновых сталях с карбидным и карбонитридным уп-рочнением в условиях ТЦС являются явно не-достаточными [3, 4].
Кроме того, явно возросшие требования куровню ударной вязкости к новым сталям классапрочности С345-440 (KCU–40 = 39 Дж/см2,KCU–70 = 34 Дж/см2 по ГОСТ 27772–88) требуютизучения влияния ТЦС на уровень прочности иударной вязкости металла ЗТВ.
Цель настоящей работы состояла в исследо-вании закономерностей формирования структурыметалла ЗТВ под воздействием ТЦС, оценки вли-яния микроструктуры на механические свойстваи ударную вязкость в этой зоне для выбора оп-тимальных режимов сварки, обеспечивающих вы-сокие служебные характеристики сварного сое-динения.
Химический состав исследуемых марок сталейприведен в табл. 1. Стали 10Г2ФБ и 06ГБД от-носятся к сталям с карбидным типом упрочнения,а сталь 15ХСАТЮД — с карбонитридным. Ме-
© В. А. Костин, Г. М. Григоренко, В. Д. Позняков, С. Л. Жданов, Т. Г. Соломийчук, Т. А. Зубер, А. А. Максименко, 2012
Т а б л и ц а 1. Химический состав исследуемых сталей, мас. %Марка стали C Si Mn Cr Ti Nb
15ХСАТЮД (δ = 12 мм, класс прочности С345 по ГОСТ 27772) 0,145 1,12 0,76 0,56 0,03 —
10Г2ФБ (δ = 18,7 мм, класс прочности К60 по ТУ 1381-009-47966425–2007) 0,079 0,25 1,57 0,04 — 0,05
06ГБД (δ = 20 мм, класс прочности С390 по ТУ У 27.1-05416923-085:2006) 0,066 0,19 1,23 0,22 — 0,03
10 12/2012

ханические свойства сталей в состоянии поставкиприведены в табл. 2, 3.
С целью оценки влияния ТЦС на структуруметалла ЗТВ сварных соединений были проведе-ны исследования модельных образцов на установкеимитации термодеформационного цикла сваркиGleeble 3800. Для этого образцы диаметром 6 мми длиной 86 мм нагревали в быстродействующемдилатометре до температуры 1350 °С со скоростью150 °С/c. Затем их охлаждали в соответствии сзаданными термическими циклами, характерны-ми для базовых режимов дуговой сварки иссле-дуемых сталей, со скоростью w6/5, изменяющейсяот 1 до 60 °С/c. По результатам дилатометри-ческих исследований были построены диаграммыраспада аустенита исследуемых сталей (рис. 1).Влияние ТЦС на механические свойства и удар-ную вязкость исследуемых сталей оценивали пу-тем термообработки модельных образцов на ус-тановке МСР-75 по методике, разработанной вИЭС им. Е. О. Патона [5].
Обработку результатов дилатометрическогоанализа и построение диаграмм выполняли по об-щепринятой методике. Количественный расчетсоотношения продуктов превращения проводилипо дилатометрическим кривым методом отрезков[6].
Металлографические исследования проводилис помощью светового микроскопа «Neophot-32».Выявление микроструктуры осуществлялипутем травления в нитале (4%-м раствореазотной кислоты в спирте). Твердость из-меряли по Виккерсу при нагрузке 50 Н.Структурные составляющие подсчитывалиметодом полей по ГОСТ 8233–56.
Анализ микроструктуры показал, чтосталь 15ХСАТЮД в исходном состоянииимеет ферритно-перлитную структуру раз-ной дисперсности, с разным количествомперлита и явно выраженную строчечность(рис. 2, а). Размер зерен соответствует 4 бал-
лу (71…97 мкм). Металл этой стали содержитбольшое количество неметаллических включений,преимущественно сульфидов марганца, которыерасполагаются в ферритных участках.
Микроструктура образцов стали 10Г2ФБ в сос-тоянии поставки имеет ферритно-бейнитнуюструктуру с небольшим количеством перлита, по-лученного в результате применения технологиитермоупрочнения проката. Структура состоит изучастков полигонального феррита, отпущенногобейнита и мелкодисперсного перлита (рис. 2, б).Балл зерна 4-5. Для стали 10Г2ФБ характерна тек-стура проката и строчечная разнозернистость.
Микроструктура образцов стали 06ГБД пред-ставляет собой мелкодисперсную ферритно-пер-литную структуру с размером зерна 5…15 мкм(рис. 2, в). Наблюдается некоторая разнозернис-тость ферритных зерен, размер которых соответ-ствует 4-6 баллу (40…80 мкм). Мелкодисперсныйперлит наблюдается в виде отдельных изолиро-ванных участков по границам и на стыке фер-ритных зерен. Малое количество углерода(0,06 %) и наблюдаемые различия в цвете перлитапозволяют предположить, что отдельные участки(более светлые) представляют собой участки мар-тенсито-аустенитно-карбидных комплексов(МАК-фазы). В микроструктуре полностью отсут-ствует текстура прокатки.
Т а б л и ц а 2. Механические свойства исследуемых сталей
Марка сталиВдоль проката Поперек проката
σт, МПа σв, МПа δ5, % ψ, % σт, МПа σв, МПа δ5, % ψ, %
15ХСАТЮД 411 564 33,1 64,5 407 560 30,7 52,4
10Г2ФБ 576 660 25,1 62,3 521 608 25,4 64,8
06ГБД 400 578 30 84 — — — —
Окончание табл. 1Марка стали Mo Cu V Al N S P
15ХСАТЮД (δ = 12 мм, класс прочности С345 по ГОСТ 27772) — 0,31 — 0,041 0,015 0,029 0,026
10Г2ФБ (δ = 18,7 мм, класс прочности К60 по ТУ 1381-009-47966425–2007) 0,19 ≤ 0,02 0,05 0,032 0,006 0,007 0,013
06ГБД (δ = 20 мм, класс прочности С390 по ТУ У 27.1-05416923-085:2006) 0,13 0,22 — — 0,006 0,009 0,010
Та б л и ц а 3. Испытания на ударный изгиб исследуемых сталей
Маркастали
Направлениепроката
KCU, Дж/см2, притемпературе, °С
KCV, Дж/см2, притемпературе, °С
20 –40 –60 20 –40 –60
15ХСАТЮД Вдоль 120 72 65 84 26 14
Поперек 82 44 40 46 25 15
10Г2ФБ Вдоль 346 347 324 344 346 345
Поперек 345 279 220 323 256 204
06ГБД Вдоль 348 348 — 349 317 —
12/2012 11

Вязкость сталей с карбонитридным упрочне-нием в состоянии поставки оценивали на стан-дартных образцах с U- и V-надрезом на ударныйизгиб согласно ГОСТ 9454–78. Полученные ре-зультаты свидетельствуют, что у сталей 10Г2ФБи 06ГБД запас вязкости намного выше, чем у ста-ли 15ХСАТЮД, а температура перехода в хрупкоесостояние ниже –60 °С (табл. 3).
Металлографический анализ образцов-имита-торов зоны перегрева из стали 15ХСАТЮД по-казал, что превращение аустенита при непрерыв-ном охлаждении их со скоростью 3 °С/с проис-ходит в ферритной, перлитной и бейнитной об-ластях. Поэтому в структуре этой стали доста-
точно много феррита (рис. 3, а). Доэвтектоидныйферрит полигональной морфологии выделился пограницам аустенитных зерен, а участки выде-лений перлита наблюдаются на стыке ферритныхзерен или внутри них. Локально встречается вид-манштеттовый феррит. Внутри аустенитных зеренэтих сталей структура идентифицирована как гло-булярный бейнит. Эти изменения структуры при-водят к монотонному снижению показателейпластичности и ударной вязкости при темпера-туре ниже 0 °С.
У образцов из стали 10Г2ФБ при охлаждениисо скоростью 3 °С/с сформировалась наиболеекрупнозернистая структура (рис. 3, б). По грани-
Рис. 1. Термокинетические ди-аграммы распада аустенита всталях с карбонитридным уп-рочнением: а — 15ХСАТЮД;б — 10Г2ФБ; в — 06ГБД
Рис. 2. Микроструктуры (×500) исследуемых сталей: а — 15ХСАТЮД; б — 10Г2ФБ; в — 06ГБД
12 12/2012

цам зерен выделяется доэвтектоидный полиго-нальный феррит и перлит, а внутри зерен форми-руется бейнит двух морфологических разновиднос-тей: высокотемпературный (низкоуглеродистый) смикротвердостью 1850…2030 МПа и низкотемпе-ратурный с микротвердостью 2140…2430 МПа. Из-редка внутри зерен наблюдаются участки игольча-того феррита. Такое изменение структуры приводитк резкому падению хладостойкости металла ЗТВпри температуре –20 °С и ниже (рис. 4), а также
повышению прочностных показателей (рис. 5) иснижению значений относительного удлинения снезначительным повышением значений относи-тельного сужения (рис. 6).
На стали 06ГБД при охлаждении со скоростью3 °С/с наблюдается разнозеренная ферритно-бей-нитная структура (рис. 3, в). Образование бейнитапроисходит в участках с повышенным содержа-нием углерода (бывших участках перлитных зерен).Относительно крупные зерна феррита (8 балл, около
Рис. 3. Влияние скорости охлаждения на микроструктуру (×500) имитированных участков металла ЗТВ (зоны перегрева иперекристаллизации): а–т см. в тексте
12/2012 13

20…22 мкм) по границам окружены равномернораспределенными более мелкими бейнитными зер-нами (10 балл, 10 мкм). Микротвердость бейнита сос-тавляет порядка 1820…1890 МПа.
С увеличением скорости охлаждения до10 °С/с условия для процесса гомогенизации аус-тенита становятся менее благоприятными, чемпри w6/5 = 3 °С/с. В связи с этим в структурестали 15ХСАТЮД увеличивается количество бей-нитной составляющей, резко уменьшается коли-чество структурно-свободного феррита и перлита(см. рис. 3, г, н), что приводит к повышению по-казателей прочности металла ЗТВ и снижениюего пластических свойств.
Структурно-свободный доэвтектоидный фер-рит выделяется в виде сетки по границам зеренаустенита, а перлит изредка встречается по со-седству с зернами феррита. Бейнит был иденти-фицирован как зеренный. Размер зерен бейнитапри скорости охлаждения w6/5 = 3 °С/с практи-чески не изменился.
Результаты металлографического анализа мик-роструктуры образцов-имитаторов из стали15ХСАТЮД, сформировавшейся при w6/5 == 10 °С/с, свидетельствуют, что при увеличениискорости охлаждения возрастает переохлаждениеаустенита, в результате чего повышается его ус-тойчи-вость и снижаются температура превраще-ния как феррита с 800 до 750 °С, так и бейнитас 630 до 550 °С. Растет количество бейнитной
составляющей. Увеличение количества бейнита вструктуре обусловливает повышение твердости научастке полной перекристаллизации, а также по-казателей прочности. В то же время показателипластичности и ударной вязкости (рис. 4) сни-жаются.
Охлаждение стали 10Г2ФБ со скоростью10 °С/с приводит к уменьшению ширины участкасо структурой перегрева и измельчению зерен.
Рис. 4. Зависимость показателей ударной вязкости (KCV) ме-талла ЗТВ скорости его охлаждения w6/5 при 20 (а) и –40 оС(б): 1 — 06ГБД; 2 — 10Г2ФБ; 3 — 15ХСАТЮД (штриховаялиния — класс прочности С440)
Рис. 5. Зависимость прочностных свойств (а, б) металла ЗТВот скорости его охлаждения (обозначения те же, что и нарис. 4)
Рис. 6. Зависимость пластических свойств (а, б) металла ЗТВот скорости его охлаждения (обозначения те же, что и нарис. 4)
14 12/2012

Структурные изменения по сравнению со ско-ростью охлаждения 3 °С/с в данном случае спо-собствуют уменьшению количества доэвтектоид-ного полигонального феррита и низкоуглеродис-того бейнита и увеличению количества высоко-углеродистого бейнита (см. рис. 3, д, о). Перлит-ное превращение при этой скорости почти пол-ностью отсутствует. Температуры превращенияферрита и бейнита снижаются меньше, чем в ста-ли 15ХСАТЮД. Такой характер микроструктурыприводит к небольшому росту показателей удар-ной вязкости (см. рис. 4), показатели прочностии относительного сужения находятся на уровнеосновного металла (см. рис. 5, 6), а значения от-носительного удлинения снижали до 21 % (см.рис. 6).
Результаты металлографического анализа ста-ли 06ГБД, сформировавшейся при w6/5 = 10 °С/с,показывают, что она состоит из феррита, бейнитаи незначительных участков выделений МАК-фазы(около 1 %, табл. 4).
Бейнитные зерна наблюдаются в виде вытя-нутых пластин верхнего бейнита, сформировав-шихся как по границам ферритных зерен, так исохранившихся равноосных участков зеренногобейнита (см. рис. 3, е, п). С повышением скоростиохлаждения до w6/5 = 10 °С/с возрастает микрот-вердость бейнитной структуры до 2190 МПа восновном за счет увеличения количества ее высо-котемпературной разновидности. РасположениеМАК-фазы в структуре равномерное. Изменениетемператур фазовых превращений оказывается нез-начительным (снижение примерно на 20…30 °С).
Анализ микроструктуры образцов-имитаторовиз стали 15ХСАТЮД, сформировавшейся в ре-зультате охлаждения со скоростью w6/5 = 20 °С/с(см. рис. 3, ж, р), показал сложное сочетание бей-нита зеренной и пластинчатой морфологии, а так-же доэвтектоидного и незначительного количес-тва игольчатого феррита. Микротвердость бейни-
та изменяется от 2150…2200 (для зеренного бей-нита) до 1930…1980 МПа (для пластинчатого).
В микроструктуре образцов из стали 10Г2ФБ,сформировавшейся в результате охлаждения соскоростью w6/5 = 20 °С/с, наблюдается даль-нейшее уменьшение ширины участка, имитиру-ющего зону перегрева, при снижении размера зер-на. В структуре имитированного участка доэвтек-тоидный полигональный феррит по границам зеренвстречается редко. Основными составляющимиструктуры такого металла являются низкотемпера-турный бейнит (зеренный с микротвердостью2100…2360 МПа) и в меньшей степени высоко-температурный бейнит (1850…2030 МПа) (см.рис. 3, з, с). Показатели прочности, пластичностии хладостойкости почти не изменились.
Охлаждение стали 06ГБД со скоростью w6/5 == 20 °С/с приводит к дальнейшему увеличениюколичества продуктов промежуточного превраще-ния (бейнита и МАК-фазы, табл. 4). Микротвер-дость бейнитной составляющей возрастает до2220…2390 МПа (см. рис. 3, и, т). Показателипрочности и ударной вязкости в стали 06ГБД ос-таются на уровне стали 10Г2ФБ.
Дальнейшее увеличение скорости охлаждения(свыше 30 °С/с) в сталях 15ХСАТЮД и 10Г2ФБприводит к образованию и росту доли мартен-ситной составляющей в общем комплексе мик-роструктур (рис. 7), что резко снижает показателиих ударной вязкости и пластичности. В стали06ГБД из-за малого содержания углерода (0,06 %)мартенситная составляющая практически не об-разуется, что хорошо согласуется с результатамимеханических испытаний.
Сопоставление результатов механическихсвойств образцов, имитирующих ЗТВ исследуе-мых сталей (см. рис. 4–6), показывает, что уве-личение скорости охлаждения приводит к посте-пенному росту предела текучести и прочности,а также снижению пластичности за счет увели-чения мартенситной составляющей. Наибольшеевлияние ТЦС оказывает на ударную вязкость приотрицательных температурах (см. рис. 4, б). В ста-ли 10Г2ФБ ударная вязкость KCV–40 уменьшаетсяс 320 до 25 Дж/см2, в стали 06ГБД — со 170до 50 Дж/см2, а в стали 15ХСАТЮД — с 46 до22 Дж/см2 уже при скорости охлаждения 1 °С/с.Столь резкое падение вязкости сталей с карбид-ным упрочнением может быть связано с частич-
Т а б л и ц а 4. Доля структурных составляющих в стали06ГБД при различных скоростях охлаждения, %
Скоростьохлаждения, °С/с Феррит Бейнит МАК-фаза
3 94,1 5,9 —
10 79,29 19,51 1,2
20 68,09 27,76 4,15
Рис. 7. Влияние скорости охлаждения на долю мартенситнойсоставляющей в исследуемых сталях: 1 — 15ХСАТЮД; 2 —10Г2ФБ; 3 — 06ГБД
12/2012 15

ным растворением карбидных фаз в процессе ТЦС[7]. При дальнейшем повышении скорости охлаж-дения с 1 до 30 °С/с вязкость образцов несколькоповышается за счет изменения морфологии бей-нитной структуры от пластинчатой до зеренной.
При испытаниях на ударный изгиб стандарт-ных образцов с U-подобным надрезом все иссле-дуемые стали показали хорошую вязкость(KCU–40 ≥ 50 Дж/см2). При испытаниях на удар-ный изгиб стандартных образцов с острым V-по-добным надрезом ударные свойства при отрица-тельных температурах (до –40 °С) только сталис карбидным упрочнением 10Г2ФБ и 06ГБД прискоростях охлаждения 10…25 °С/с соответствуюттребованиям ГОСТ 27772–88 для сталей классапрочности С345-440.
Ударная вязкость образцов-имитаторов стали15ХСАТЮД с острым надрезом KCV–40 при ско-рости охлаждения 10 °С/с составляет 20 Дж/см2,а при 25 °С/с — только 12 Дж/см2, что связанос особенностями расположения карбонитридныхчастиц в процессе вторичного выделения [8]. Ис-следования показывают необходимость корректи-ровки химического состава стали 15ХСАТЮД сцелью повышения ее вязкости при воздействииТЦС.
Результаты настоящих исследований послужи-ли научным обоснованием для использования но-вой стали 06ГБД при строительстве автодорож-ного моста через вход в Гавань Подольского мос-тового перехода в Киеве [9] и стали типа 10Г2ФБ— в арочной конструкции перекрытий нового ста-диона в Казани (Россия).
Выводы1. В условиях имитации ТЦС со скоростями ох-лаждения 1…60 °С/с в исследуемых сталях15ХСАТЮД, 10Г2ФБ и 06ГБД превращение аус-тенита происходит в ферритной, бейнитной и мар-тенситной областях.
2. При испытаниях на ударный изгиб стан-дартных образцов с U-подобным надрезом все ис-ледуемые стали 15ХСАТЮД, 10Г2ФБ и 06ГБДпоказали высокие свойства (по ГОСТ KCU–60 >> 29,4 Дж/см2). При испытаниях стандартных об-разцов с острым V-подобным надрезом толькостали с карбидным упрочнением 10Г2ФБ и 06ГБДпри скоростях охлаждения до 1 и 10…25 °С/ссоответствуют требованиям (по ГОСТ КСV–40 >> 39 Дж/см2).
3. Оптимальные значения механических харак-теристик и ударной вязкости у образцов сталей10Г2ФБ и 06ГБД достигаются за счет формиро-вания в них при скоростях охлаждения10…25 °С/с ферритно-бейнитной структуры принезначительном количестве хрупкой мартенсит-ной фазы.
1. Матросов Ю. И., Литвиненко Д. А., Голованенко С. А.Сталь для магистральных трубопроводов. — М.: Метал-лургия, 1989. — 228 с.
2. Микролегированная сталь для железнодорожных колес /С. Я. Шипицын, Ю. З. Бабаскин, И. Ф. Кирчу и др. //Сталь. — 2008. — № 9. — С. 76–79.
3. Грецкий Ю. Я., Демченко Ю. В., Васильев В. Г. Формиро-вание структуры металла ЗТВ низкокремнистой стали скарбонитридным упрочнением // Автомат. сварка. —1993. — № 9. — С. 3–5, 22.
4. Структура и свойства металла ЗТВ соединений низко-легированных трубных сталей, модифицированныхкальцием / И. В. Захарова, Е. А. Чичкарев, В. Г. Василь-ев и др. // Там же. — 2001. — № 8. — С. 18–21.
5. Саржевский В. А., Сазонов В. Я. Установка для ими-тации термических циклов сварки на базе машины МСР-75 // Там же. — 1981. — № 5. — С. 69–70.
6. Steven W., Mayer G. Continuous-cooling transformation di-agrams of steels. Pt1 // J. the Iron and Steel Institute. —1953. — 174. — P. 33–45.
7. Лившиц Л. С. Металловедение для сварщиков (сваркасталей). — М.: Машиностроение, 1979. — 253 с.
8. Идентификация наночастиц карбида ниобия в стали10Х13Г12С2Н2Д2Б / Д. С. Змиенко, И. А. Степанова,Е. И. Ярополова, А. Е. Корнеев // Зав. лаб. Диагн. матер.— 2008. — 74, № 6. — С. 40–42.
9. Впровадження сучасних зварювальних матеріалів татехнологій для зварювання прокату підвищеної міцності/ О. Г. Синєок, А. М. Герасименко, В. Д. Рябоконь та ін.// Вісн. Дніпропетр. нац. ун-ту заліз. трансп. ім. акад.В. Лазаряна. — 2010. — Вип. 33. — С. 245–250.
Influence of thermal cycle of welding (TCW) on microstructure and properties of HAZ metal in new steels with carbideand carbonitride type of strengthening, namely 06GBD, 10G2FB, 15KhSATYuD, was studied. It is shown that underthe influence of TCW an optimum complex of ferritic-beinitic structures forms in a rather broad range of cooling rates(w6/5 = 10...30 oC/s), which is characterized by the values of strength, ductility and cold resistance on the level ofrequirements made of base metal of strength class C440.
Поступила в редакцию 17.09.2012
16 12/2012

УДК 622.691.4.053 (571.56-17)
ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ КОЛЬЦЕВЫХ СТЫКОВМАГИСТРАЛЬНОГО ГАЗОПРОВОДАПРИ ДЛИТЕЛЬНОЙ ЭКСПЛУАТАЦИИ
В УСЛОВИЯХ СЕВЕРАН. И. ГОЛИКОВ, канд. техн. наук, В. В. ДМИТРИЕВ, инж.
(Ин-т физ.-техн. проблем Севера им. В. П. Ларионова СО РАН, г. Якутск, РФ)
Экспериментально исследованы поля остаточных сварочных напряжений кольцевых стыков магистрального газоп-ровода диаметром 530 мм и толщиной стенки 7 мм после длительной эксплуатации в условиях Севера. Показано,что в кольцевых сварных соединениях магистрального газопровода после 40 лет эксплуатации сохраняется высокийуровень растягивающих остаточных сварочных напряжений. В местах образования гофра остаточные сварочныенапряжения могут достигать до 87 % предела текучести основного металла. Их необходимо учитывать при расчетахостаточного ресурса сварных магистральных трубопроводов.
К л ю ч е в ы е с л о в а : сварные магистральные газопроводы,кольцевые стыки, зона термического влияния, остаточные рас-тягивающие сварочные напряжения, гофр, ресурс
Срок эксплуатации некоторых участков действу-ющих магистральных газопроводов Кысыл–Сыр–Мастах–Бэргэ–Якутск, которые вводились в экс-плуатацию в 1967–1988 гг., достигает 40 лет. Сбори обработка статистических данных по отказаммагистрального газопровода ведутся с моментаввода в эксплуатацию. Анализ наиболее харак-терных причин отказов газопровода выявил, чтоболее 50 % отказов приходится на сварные коль-цевые швы с образованием сквозной трещины-свища. Изучение причин образования свищей по-казало, что основными очагами разрушенийслужат дефекты сварки корневого шва (непрова-ры, поры, шлаки), являющиеся концентратораминапряжений [1].
Известно, что в процессе сварки монтажныхстыков трубопроводов формируется напряженно-деформированное состояние, обусловленное по-лем остаточных сварочных напряжений (ОСН).Одной из особенностей сварки кольцевых швовцилиндрических оболочек является появление«проседания» шва, т. е. радиальных перемещений,приводящих к сужению диаметра трубы на учас-тке сварного соединения. Вследствие этого про-исходит понижение кольцевых ОСН (σθ), а принекотором сочетании режимов сварки, свойствметалла и параметров жесткости оболочки σθ вшве могут быть даже близкими к нулю. Осевыенапряжения σz с внутренней стороны оболочкииз-за изгиба оказываются растягивающими, а наповерхности металла с наружной стороны — сжи-мающими [2, 3]. Уровень растягивающих ОСН
с внутренней стороны стенки оболочки можетдостигать предела текучести основного металла[4]. В работе [5] измерены кольцевые остаточныедеформации сварного стыка трубы из аустенитнойстали 10Х18Н10Т с помощью тензорезисторов(база 10 мм). По полученным данным в зоне25…30 мм от центра шва на внутренней и на-ружной поверхностях трубы обнаружены растя-гивающие остаточные сварочные деформации.Таким образом, растягивающие ОСН кольцевыхстыков труб являются одним из факторов, зна-чительно влияющим на возникновение сквозныххрупких трещин в швах.
Известно, что при значительных упругоплас-тических деформациях происходит практическиполная релаксация ОСН. В связи с этим в областиквазистатического разрушения ОСН не влияют нациклическую прочность сварного соединения.При нагрузках соответствующих областей мало-цикловой усталости релаксация ОСН обычно про-исходит достаточно интенсивно в течение нес-кольких первых циклов [6]. В то же время прак-тически отсутствуют сведения относительно ис-следований релаксации ОСН при длительной эк-сплуатации конструкций. В ходе эксплуатациивследствие резкого температурного перепада,структурных изменений и упругопластическогодеформирования изменяются поля распределенияОСН сварных соединений стыков труб. В связис этим были проведены исследования ОСН коль-цевых стыков магистрального газопровода диа-метром 530 мм, толщиной стенки 7 мм, эксплуа-тировавшегося около 40 лет.
Измерения ОСН в приповерхностных слояхтрубы с внутренней и наружной сторон проводилис помощью переносного рентгеновского опреде-лителя напряжений.© Н. И. Голиков, В. В. Дмитриев, 2012
12/2012 17

Первая катушка фрагмента трубы с кольцевымстыком была вырезана из участка магистральногогазопровода Бэргэ–Якутск из-за образования в нейгофра в процессе эксплуатации. Механические ха-рактеристики основного металла трубы следу-ющие: σв = 501 МПа; σт = 383 МПа; δ = 24,9%.По результатам механических испытаний и спек-трального анализа металл трубы соответствуетнизколегированной стали марки 09Г2С.
Режимы сварки магистрального газопроводаданы в монографии академика В. П. Ларионова[7]. Сварку выполняли в три слоя с применениемсварочной проволоки Св-10Г2 (диаметр 2 мм) подфлюсом АН-348А, прокаленным при температуре250…300 °С в течение 1,5 ч, при следующих ре-жимах: Iсв = 440…500 А, Uсв = 38…42 В, vсв == 32…35 м/ч. Это обеспечивало уровень погон-ной энергии в пределах 1600…1900 кДж/м, яв-ляющийся оптимальным для получения сварногосоединения с требуемой хладостойкостью. Уси-ление шва составляло 2…3 мм с плавным пере-ходом к основному металлу, ширина шва —18…20 мм.
В процессе эксплуатации газопровода на рас-стоянии 80 мм от сварного соединения образо-вался гофр длиной 520 мм и высотой 7 мм. Из-мерения ОСН проводили на участке гофра, а так-же на недеформированном участке с противопо-ложной стороны трубы. По результатам измере-ний с наружной стороны трубы было установлено(рис. 1, а), что на расстоянии 30 мм от центра
шва наблюдаются значительные растягивающиенапряжения, достигающие в кольцевом направ-лении 300 МПа, а в осевом (на расстоянии 40 мм)— до 200 МПа. Вблизи гофра характер изменениянапряжений следующий: имеются значительныесжимающие напряжения в кольцевом и осевомнаправлениях, достигающие 150…200 МПа. Навнутренней поверхности стенки трубы в около-шовной зоне наблюдается высокий уровень рас-тягивающих ОСН в осевом направлении, дости-гающих 350 МПа. В точках вблизи гофра имеютместо сжимающие напряжения в кольцевом нап-равлении (до 150 МПа) и незначительные нап-ряжения — в осевом.
Таким образом, вследствие появления гофрана участке термического влияния сварного шваво внутренних и наружных приповерхностныхслоях наблюдаются значительные растягивающиенапряжения.
На участке с противоположной стороны на на-ружной поверхности трубы наблюдается (рис. 1,б) высокий уровень растягивающих и сжимающихнапряжений в осевом направлении, максимальнодостигающих 250 МПа. На внутренней поверх-ности трубы уровень ОСН на расстоянии 15 ммсоставляет 230 МПа.
Вторая катушка была вырезана из участка ма-гистрального газопровода, где произошла авария.Она представляет собой раскрытие металла вдольтрубопровода с наружной стороны с многочис-ленными ветвлениями трещины на месте монтаж-
Рис. 1. Распределение остаточных сварочных напряжений кольцевого стыка первой катушки газопровода диаметром 530 ммсо стороны гофра (а) и недеформированного участка (б): 1 — осевые; 2 — кольцевые напряжения
18 12/2012

ного кольцевого шва (рис. 2). После аварии былисобраны фрагменты разрушения общей протяжен-ностью 2160 мм. Кольцевой шов разорван попе-рек на четыре отдельных участка: 1010, 235, 315,127 мм соответственно. Общая длина шва по пе-риметру составляет 1687 мм. Разрушение носиловзрывной характер без возгорания. Распростра-нение трещин происходило по механизму отрывана местах остановки трещины, переходящим в ме-ханизм сдвига с пластическими составляющими.
Исследование поверхности излома разрушениятруб показало, что очаг разрушения расположенс внутренней стороны трубы, перпендикулярнокольцевому шву в зоне термического влияния наместе соединения основного металла и сварногошва и имеет достаточную протяженность и дол-говременность роста трещины. Поверхность из-лома разрушения свидетельствует о длительномразвитии трещины.
Трещина имела остановку при переходе к ос-новному металлу, о чем свидетельствует переход-ная зона. Затем трещина начала продвижение вглубь основного материала, где наблюдались ра-диальные рубцы, исходящие от этой зоны и пе-решедшие впоследствии в магистральную трещи-ну, которая имела шевронный узор. Трещинаболее длительно и равномерно развивалась в нап-равлении, перпендикулярном основному металлу,под действием максимальных растягивающихнапряжений, которые характеризуются усталост-ными бороздками. Она остановилась непосредс-твенно в сварном шве, что свидетельствует о дос-таточной сопротивляемости металла сварного швараспространению трещины по сравнению с ос-новным металлом.
Вследствие того, что очаг разрушения распо-ложен с внутренней стороны трубы перпендику-лярно кольцевому шву, в зоне термического вли-яния были исследованы ОСН внутренних припо-верхностных слоев трубы. Разрушению подвер-галась верхняя часть газопровода, поэтому из ос-тавшегося в траншее участка с кольцевым швомбыла вырезана проба размером 600×700 мм. Порезультатам измерений уровень кольцевых ОСН
на расстоянии 15 мм от центра шва достигает210 МПа, что составляет 65 % предела текучести.После химического анализа стали трубы выяс-нилось, что использовали стали двух разныхмарок 09Г2С (труба 2) и 17Г1С (труба 1). Каквидно из рис. 3, распределение ОСН относительноцентра шва несимметрично. Несимметричностьраспределения ОСН объясняется различным хи-мическим составом труб.
Таким образом, проведенные исследованияпозволяют установить, что в кольцевых сварныхсоединениях магистрального газопровода диамет-ром 530 мм после его 40-летней эксплуатациисохраняется высокий уровень растягивающихОСН. В местах образования гофра ОСН могутдостигать 87 % предела текучести основного ме-талла. Максимальный уровень кольцевых напря-жений в пробе, вырезанной из участка магист-рального газопровода, где произошла авария, дос-тигает 65 % предела текучести. Следовательно,при расчетах остаточного ресурса кольцевыхсварных соединений магистральных трубопрово-дов необходимо учитывать ОСН, а степень ихвлияния на усталостную прочность зависит от ма-териала трубы.
Работа выполнена в рамках проекта фундамен-тальных исследований, проводимых СО РАН сов-местно с УрО РАН в 2012–2014 гг., проект № 27.
1. Эксплуатация магистральных газопроводов в условияхСевера / А. В. Лыглаев, А. И. Левин, И. А. Корнев и др. //Газ. пром-сть. — 2001. — № 8. — С. 37–39.
2. Винокуров В. А., Григорьянц А. Г. Теория сварочных де-формаций и напряжений. — М.: Машиностроение, 1984.— 284 с.
3. Махненко В. И. Расчетные методы исследования кинети-ки сварочных напряжений и деформаций. — Киев: Наук.думка, 1976. — 320 с.
4. Аммосов А. П., Голиков Н. И. Диагностика сварных сое-динений действующих магистральных трубопроводовнадземной прокладки, эксплуатируемых в условиях Се-вера // Контроль. Диагностика. — 1999. — № 9. —С. 13–17.
5. Остаточные сварочные напряжения в зоне кольцевыхсварных стыков трубопроводов из аустенитной стали /
Рис. 2. Общий вид разрушения магистрального газопроводаБэргэ–Якутск
Рис. 3. Распределение ОСН в кольцевом стыке второй катуш-ки газопровода диаметром 530 мм: 1 — кольцевые; 2 —осевые напряжения
12/2012 19

В. И. Махненко, Е. А. Великоиваненко, В. М. Шекера идр. // Автомат. сварка. — 1998. — № 11. — С. 32–39.
6. Игнатьева В. С., Кулахметьев Р. Р., Ларионов В. В. Вли-яние остаточных напряжений на развитие усталостной
трещины в области сварного стыкового шва // Там же. —1985. — № 1. — С. 1–4.
7. Ларионов В. П. Электродуговая сварка конструкций всеверном исполнении. — Новосибирск: Наука, 1986. —256 с.
Fields of residual welding stresses in circumferential butt joints of the main pipelines of 520 mm diameter with 7 mmwall thickness after long-term service under the North conditions were experimentally studied. It is shown that a highlevel of tensile residual welding stresses is preserved in circumferential welded joints of the main gas pipelines after 40years of service. In sites of corrugation formation the residual welding stresses may reach 87 % of base metal yieldpoint. Residual stresses should be taken into account at calculations of residual life of circumferential welded joints onthe main pipelines.
Поступила в редакцию 27.10.2012
РАЗРАБОТАНО В ИЭС
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕДЛЯ АВТОМАТИЧЕСКОЙ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ
ОПЛАВЛЕНИЕМ ТРУБОПРОВОДОВВ ИЭС разработаны технологии и оборудование для стыковой сварки непрерывным оплавлением
трубопроводов диаметром от 57 до 1420 мм. С применением этих технологий сварено более70 тыс. км газо- и нефтепроводов, в том числе в условиях Крайнего Севера России, пустынь Иракаи Туркмении. Технологии контактной стыковой сварки имеют следующие преимущества:
• высокое и стабильное качество сварных соединений, соответствующее требованиям меж-дународных стандартов;• высокая производительность — 6… 12 стыков в час;• сварка выполняется без вспомогательных материалов;• для торцов труб не требуется специальная разделка под сварку;• процесс сварки полностью автоматизирован, что обеспечивает стабильное воспроизве-дение заданных режимов;• компьютеризированная система контроля режима сварки обеспечивает высокую досто-верность оценки качества соединений.
20 12/2012

УДК 621.791.75.01
ОБРАЗОВАНИЕ ШПИНЕЛИ В РАСПЛАВЕАГЛОМЕРИРОВАННОГО СВАРОЧНОГО ФЛЮСА СИСТЕМЫ
MgO–Al2O3–SiO2–CaF2 И ЕЕ ВЛИЯНИЕ НА ВЯЗКОСТЬ ШЛАКАИ. А. ГОНЧАРОВ1, канд. техн. наук, В. Э. СОКОЛЬСКИЙ2, д-р хим. наук,
А. О. ДАВИДЕНКО2, инж., В. И. ГАЛИНИЧ1, Д. Д. МИЩЕНКО1, кандидаты техн. наук(1Ин-т электросварки им. Е. О. Патона НАН Украины,
2Нац. ун-т им. Тараса Шевченко)
Проведенные рентгенографические исследования строения агломерированного флюса системы MgO–Al2O3–SiO2–CaF2 в твердом и расплавленном состояниях свидетельствуют, что в области температур выше 1200 °С в шлаковомрасплаве образуется твердая шпинельная фаза Al2MgO4, температура плавления которой составляет 2105 °С. Онаопределяет физико-химические свойства расплава, в частности плавный характер изменения вязкости в областитемператур 1180…1540 °С. Манипулируя соотношением и концентрацией шпинелеобразующих компонентов Al2O3и MgO можно достигать оптимальных значений температурной зависимости вязкости шлакового расплава и наэтой основе создавать сварочные флюсы с прогнозируемыми технологическими свойствами.
К л ю ч е в ы е с л о в а : сварка, агломерированный флюс,строение шлаковых расплавов, вязкость, дифракционные ис-следования, шпинель
В последние годы стали обычной прочности пос-тепенно вытесняются сталями повышенной проч-ности и высокопрочными сталями. Сварка такихсталей нуждается в применении ряда соответс-твующих металлургических процессов и матери-алов.
При сварке сталей обычной прочности при-меняют флюсы шлаковой системы MnO–SiO2–СaF2, которые имеют хорошие сварочно-техно-логические свойства. Последние достигаются бла-годаря тому, что строение расплавов этих флюсовопределяется силикатным каркасом различнойстепени полимеризации, который в свою очередьопределяет физико-химические свойства шлака врасплавленном состоянии при температурах су-ществования сварочной ванны. Для формирова-ния бездефектных швов при сварке под флюсомперед шлаковой ванной стоит задача гасить ко-лебания металлической ванны. Поэтому шлакидолжны характеризоваться плавным повышениемвязкости при снижении температуры, т. е. быть«длинными» [1]. Однако марганцево-силикатныефлюсы при хороших технологических свойствахимеют ограниченные возможности влияния на по-казатели механических свойств металла шва, вчастности ударную вязкость. Это связано с тем,что при сварке под этими флюсами идут неже-лательные для сталей повышенной прочностипроцессы формирования силикатных неметалли-ческих включений и восстановления кремния вметалле шва. Для достижения требуемых при
сварке высокопрочных сталей показателей меха-нических свойств обычно используют высокоос-новные флюсы с повышенным содержанием ок-сида и фторида кальция. Однако они не обеспе-чивают стабильности процесса сварки и качест-венного формирования швов при многодуговойсварке труб на скорости свыше 100 м/ч, посколь-ку в отличие от марганцево-силикатных флюсовявляются «короткими».
Все более широкое применение при сварке вы-сокопрочных сталей и сталей повышенной проч-ности находят агломерированные флюсы. Этообъясняется более широкими металлургическимивозможностями их влияния на металл сварочнойванны. В целом вопросы металлургии сварки низ-колегированных высокопрочных сталей под аг-ломерированными флюсами довольно подробноизучены в работах И. К. Походни [2], Д. Ольсена[3], Т. Эгара [4] и др. При этом работ, посвя-щенных фундаментальным исследованиям стро-ения, физико-химических свойств шлаковых рас-плавов в их связи с технологическими свойствамисварочных флюсов, почти нет.
Сварочные шлаковые расплавы описываютсянесколькими теориями строения, но все они в ос-новном применимы к равновесным процессам ме-таллургии [5–8], отличающимся полным переп-лавом шлаковых компонентов и образованиемжидкостной шлаковой фазы. Сварочные процессыв отличие от металлургических быстротечны, ха-рактеризуются значительными градиентами тем-ператур в различных зонах сварочной ванны и,таким образом, далеки от равновесных. К томуже, большинство современных агломерированныхфлюсов при плавлении в процессе сварки пред-
© И. А. Гончаров, В. Э. Сокольский, А. О. Давиденко, В. И. Галинич, Д. Д. Мищенко, 2012
12/2012 21

ставляет собой не гомогенную жидкость, как вплавленых флюсах, а гетерогенную смесь различ-ных фаз, часть из которых является кристалли-ческой. В настоящее время не существует шла-ковых теорий жидкостно-кристаллического стро-ения шлака, что не позволяет теоретически оце-нить влияние кристаллической составляющейшлака на процессы в сварочной ванне.
Присутствие крупных кристаллитов в матрицежидкостной части шлака должно существенноповлиять на вязкость, а следовательно, и свароч-но-технологические свойства флюса. Поэтому од-ной из целей данной работы было качественноевыявление влияния кристаллических включенийна вязкость шлака.
Нами уже в течение нескольких лет разраба-тываются агломерированные сварочные флюсы наоснове шлаковой системы MgO–Al2O3–SiO2–CaF2. Полученные результаты свидетельствуют овозможности разработки нового поколения сва-рочных флюсов на основе этой системы. В работе[9] исследовано строение сварочного флюса дан-ной системы с малым содержанием MgO (10 мас.%), а в [10] — процесс плавления и кристалли-зации флюсов этой шлаковой системы. В [11] ус-тановлено, что увеличение содержания оксидамагния в составе флюсов системы MgO–Al2O3–SiO2–CaF2 приводит к снижению термодинами-ческой активности SiO2 в шлаковом расплаве.Этот факт очень важен с точки зрения метал-лургии сварки высокопрочных сталей, посколькупозволяет обоснованно подавить нежелательныепроцессы восстановления кремния и образованиясиликатных неметаллических включений в метал-ле шва.
Условия эксперимента и анализ экспери-ментальных данных. Рентгенографические ис-следования строения расплавленного и твердогошлака выполнены на кафедре физической химииКиевского национального университета имени Та-раса Шевченко с применением модернизированно-го рентгеновского дифрактометра для исследованиярасплавов. Монохроматизацию MoKα-излученияосуществляли парой сбалансированных дифферен-циальных фильтров Zr–Y. Ранее дифрактометр суспехом использовали при исследовании плавленыхфлюсов в стеклообразном и твердом состояниях[12]. После модернизации такой дифрактометр поз-воляет проводить дифракционные исследования об-разцов как в жидком, так и в твердом состояниив температурном интервале 100…1700 °С. Рентге-нофазовый анализ (CuKα-излучение, дифракто-метр «ДРОН-3М») перетертого в порошок флюсапроводили после грануляции и просушки флюса.Изучали также твердый образец шлака после вы-держки при 1500 °С со стороны дна и поверх-ности тигля.
В ИЭС им. Е. О. Патона с целью определениявлияния твердой фазы, находящейся в жидкомшлаковом расплаве, на физико-химические свойс-тва было проведено исследование температурнойзависимости вязкости изученного флюса, а такжеряда модельных флюсов той же шлаковой сис-темы. Вязкость шлаков измеряли ротационнымвискозиметром в печи Таммана в токе очищен-ного аргона.
Растровый электронный микроскоп «JSM-7700F» с рентгеноспектральным микроанализомиспользовали для получения изображений исход-ного и переплавленного флюса и для локальногохимического анализа микровключений.
Порошкообразный образец флюса на графи-товой подложке и затвердевший образец полу-ченного из него переплавкой в молибденовом тиг-ле при температуре 1500 °С в атмосфере высо-кочистого гелия шлака подвергали электронно-оптическому исследованию. Образец шлака ис-следовали со стороны как дна молибденового тиг-ля, так и его поверхности. Для предотвращениявлияния зарядки образца электронным пучком наповерхность образца напыляли слой чистой пла-тины толщиной 3 нм.
Съемку образца флюса проводили при тем-пературах 600, 800, 1000, 1200, 1300, 1400 и1500 °С в высокотемпературной вакуумной ка-мере в атмосфере высокочистого гелия.
Химический состав образцов контролировалис помощью рентгенофлюоресцентного анализа.
Для интерпретации данных рентгенографичес-кого анализа использовали структурные програм-мы Powdercell, Mercury, базы данных Match и Ret-rive, которые свободно распространяются черезсеть Интернет. В расчетах при исследовании шла-кового расплава использовали программы собс-твенной разработки [12].
Исследования при комнатной температуре.Расчетное содержание основных компонентовMgO, Al2O3, SiO2 и CaF2 во флюсе приведено втабл. 1. В гранулятор к измельченной механи-ческой смеси основных компонентов добавленоNa–K жидкое стекло. После грануляции флюс вы-держивали в течение суток при температуре 20 °С,а затем прокаливали в течение 1 ч при 500 °С.Фактический химический состав флюса по дан-ным рентгенофлюоресцентного анализа представ-лен также в табл. 1.
Результаты электронно-микроскопического ис-следования порошкообразного агломерированногофлюса свидетельствуют, что частицы исходных
Т а б л и ц а 1. Состав флюса для наплавки, мас. %Вид анализа MgO Al2O3 SiO2 CaF2 Na2O K2O Fe2O3
Расчетный 30 25 20 25 — — —
Фактический 25,8 18,7 28,4 22,2 1,58 0,8 1,88
22 12/2012

компонентов MgO, Al2O3, SiO2 и CaF2 практи-чески не претерпевают изменений в результатегрануляции и последующего отжига при темпе-ратуре 500 °С.
Рентгенофазовый анализ (рис. 1) показывает,что после грануляции и сушки в образце при-сутствуют только исходные компоненты — α-кварц, тригональный Al2O3, кубические MgO иCaF2. Первичных продуктов кристаллизации ком-понентов на основе жидкого стекла не обнару-жено.
Н рис. 2–5 приведены микроструктуры и дан-ные микроанализа дна и поверхности образца пос-ле переплавки в молибденовом тигле. Микрост-руктуры поверхности и дна тигля несколько раз-личаются. Со стороны дна образовавшиеся крис-таллические фазы более мелкодисперсны (рис. 2,спектр 3). Явно видно, что в непрерывной матрицеодной из фаз (наиболее светлая) присутствуютвключения других более дисперсных фаз. Иден-тифицировать эту фазу как одно соединение прак-тически невозможно. Вероятно, эта фаза образо-валась в результате плавления легкоплавких ком-понентов флюса и растворения в расплаве неко-торых твердых компонентов. Более темная фазав центре (рис. 2, спектры 2 и 4), если отброситьпримеси до 2 ат. % и не учитывать слишком боль-шую концентрацию фтора, можно идентифици-ровать, как Mg2SiO4. Несколько увеличеннаячасть изображения 1 (выделена в черной рамке)иллюстрируется, как электронное изображение 2(рис. 3), где четко выделяется шпинель Al2MgO4в кристаллитах, подобных октаэдру, и CaF2 в фор-ме, подобной сферолитам (спектр 3 и 6). Со сто-роны дна рентгеноспектральным анализом не об-наружено областей с включениями оксида натрия.
Исследования, проведенные со стороны повер-хности переплавленного флюса, свидетельствуют
о более сложном характере взаимодействий меж-ду компонентами, чем со стороны дна. На по-верхности можно обнаружить включения, сильнонасыщенные примесями (рис. 4, спектр 5). Сле-
Рис. 1. Дифрактограммы перетертого в порошок агломериро-ванного флюса (точки) и суммарная кривая после усовершен-ствования профиля на основе элементарных ячеек SiO2,Al2O3 MgO и CaF2 по Powdercell (сплошная линия) (1); α-кварца (2), корунда (3), периклаза (4), флюорита (5)
Рис. 2. Микроструктура переплавленного флюса (дно тигля,изображение 1) и результаты рентгеноспектрального анализа(ат. %). Спектры № 2, 4 можно идентифицировать какMg2SiO4
Рис. 3. Микроструктура переплавленного флюса (дно тигля,изображение 2 (рис. 2)) и результаты рентгеноспектральногоанализа (ат. %). Спектры № 1, 2 можно идентифицировать какAl2MgO4, а спектры № 3, 6 — как CaF2
Спектр O F Mg Al Si Ca
1 55,4 13,2 7,5 3,9 10,1 10,0
2 54,4 6,2 25,5 0,9 11,6 1,4
3 55,3 13,0 7,4 4,3 10,3 9,7
4 54,3 6,6 25,0 1,4 11,2 1,5
Спектр O F Mg Al Si Ca
1 65,5 1,1 12,8 20,2 0,3 0,2
2 58,3 3,9 14,0 22,2 0,9 0,8
3 44,3 32,8 4,0 2,1 5,4 11,3
4 59,6 14,6 7,2 3,0 8,6 7,0
5 56,7 12,5 6,8 3,8 10,9 9,3
6 44,1 33,3 3,5 2,0 5,0 12,1
12/2012 23

дует обратить внимание, что натрий концентри-руется именно во включениях такого типа. Спектр2 интерпретируется как (MgCa)2SiO4, возможнос примесью катионов алюминия, если игнориро-вать концентрацию фтора. Спектр 3 ближе всегок CaF2, но с избытком кислорода. Спектры 1 и4 на рис. 4, видимо, образовались на основе час-тичной кристаллизации легкоплавкой фазы, какспектры 1, 3 на рис. 2, однако они больше отли-чаются по составу как между собой, так и отно-сительно подобных изображений со стороны дна.
Следует обратить внимание на тот факт, чтофтор в значительных количествах присутствуетпрактически во всех отражениях, а кислород пре-вышает стехиометрические составы идентифици-рованных фаз (рис. 2–5). Наименьшее количествопримесей в шпинельных кристаллитах, хотя со-отношение Al/Mg ~ 1,58 со стороны дна и 1,50со стороны поверхности (в стехиометрическойшпинели Al/Mg = 2). Практически во всех пробахотсутствует натрий. Вероятно, он концентриру-ется в местах скопления примесных оксидов(рис. 4, спектр 5) или по границам зерен крис-таллитов. Следует отметить, что спектры близкихфаз со стороны дна отличаются от спектров состороны поверхности (рис. 5). Рентгенограмма об-разца переплавленного при температуре 1500 °Ссо стороны поверхности показана на рис. 6. Ос-новными фазами со стороны поверхности тигляявляются кубическая шпинель (пространственнаягруппа Fd–3m (227), a = 0,8100 нм), кубическийCaF2 (пространственная группа F 4/m–3 2/m (225),
а = 0,546 нм) и Mg2SiO4. Относительно фазыMg2SiO4 известно, что она существует в несколь-ких модификациях. Кубическая модификацияэтой фазы (тип шпинели) с параметрами а =0,806…0,811 нм очень близка к классическойшпинели. Дифракционные отражения шпинельнойформы Mg2SiO4 практически полностью совпадаютс отражением шпинели, если параметры решеткиу них одинаковы. Следует обратить внимание, чтоотражение (440) как для шпинели, так и дляMg2SiO4 локализуется в районе 65,25° по 2θ. Однакоданное отражение не является самым интенсивнымдля этих двух фаз. Рентгенофазовый анализ (рис. 6)подтверждает наличие орторомбической фазы(Pbnm) Mg2SiO4 а = 0,4822, b = 1,1108, c == 0,6382 нм. Существует и фаза, близкая к шпи-нельной для Al2O3, однако параметр решетки та-кой шпинели значительно меньше магниево-алю-минатной (a = 0,7932 нм). Возможно, что сначалакорундоподобная решетка Al2O3 с повышениемтемпературы переходит в кубическую форму,близкую к шпинельной, диффузия MgO в такуюрешетку значительно увеличивается и образуетсянормальная шпинельная фаза. Относительная ин-тенсивность этого отражения у фаз шпинельноготипа не превышает 70 % (а то и значительно мень-ше) от 100%-го отражения (311) в районе 36,85°.В нашем случае наиболее интенсивным являетсяотражение (440). Очевидно, что это возможно,
Рис. 4. Микроструктура продуктов кристаллизации легкоп-лавкой фазы переплавленного флюса (поверхность тигля) ирезультаты рентгеноспектрального анализа (ат. %)
Рис. 5. Микроструктура продуктов кристаллизации основнойчасти переплавленного флюса (поверхность тигля) и резуль-таты рентгеноспектрального анализа (ат. %). Спектры № 1, 2,5, 6 можно идентифицировать как Al2MgO4, а спектр № 4 —как Mg2SiO4
Спектр O F Na Mg Al Si Ca
1 59,5 10,3 — 11,8 6,2 8,1 4,09
2 55,1 7,7 — 17,2 4,4 10,6 4,92
3 44,3 32,8 — 4,0 2,1 5,4 11,3
4 56,5 14,8 — 15,5 2,6 7,2 3,36
5 58,6 17,9 1,3 7,0 2,5 3,8 7,9
Спектр O F Mg Al Si Ca
1 66,8 — 13,2 19,8 0,1 0,1
2 73,5 — 10,7 15,6 0,1 0,1
3 24,1 51,7 1,5 1,5 3,7 17,5
4 65,6 1,3 21,7 0,0 11,0 0,3
5 67,3 — 13,0 19,5 0,1 0,1
6 67,5 — 12,9 19,4 0,1 0,1
24 12/2012

когда сначала образуется одна из фаз, а втораяэпитаксиально начинает расти на одной из ее гра-ней. Или, что более вероятно, при образованиижидкой фазы совместно с кристаллической шпи-нелью ее кристаллиты ориентируются определен-ным образом относительно поверхности расплава.Следует добавить, что шпинельные Al2MgO4 крис-таллиты в виде черных октаэдров однозначно ин-терпретируются электронно-микроскопическиманализом (см. рис. 3, 5), а фаза, близкая к шпинелиMg2SiO4, не кристаллизуется в виде октаэдров. Рен-тгеноспектральный анализ подтверждает наличиеMg2SiO4, возможно (CaMg)2SiO4 (см. рис. 2, 4).
Со стороны дна шпинель не является основнойфазой. Более того, обнаружить шпинель со сто-роны дна было сложно из-за ее малой концент-рации. На рис. 2 показана, пожалуй, единственная,найденная на дне шпинельная фаза, а на рис. 3она дана в увеличенном масштабе. Спектры 1, 3(см. рис. 2) характеризуются заметным присутс-твием всех элементов и однозначно трудно ин-терпретируемы. Вероятно, это фаза, которая об-разовалась из расплава и не успела закристалли-зоваться с сохранением частично аморфного стро-ения. Фазы с близким к ней составом не былозафиксировано на дифрактограммах. Таким об-разом, со стороны дна однозначно интерпрети-руются шпинельные октаэдры (см. рис. 3, спектр1, 2), Mg2SiO4, (см. рис. 2, спектр 2, 4), CaF2 вобразованиях, которые напоминают сферолиты, ифаза жидкостного типа.
Рентгенограмма переплавленного флюса состороны дна довольно сложная для интерпре-тации. Практически каждый пик имеет сильнуюасимметрию со стороны малых углов рассеяния,что свидетельствует о плохом формировании фазсо стороны дна. Например, со стороны дна сох-раняются фазы, близкие по структуре, т. е. шпи-нельная форма диоксида алюминия, Mg2SiO4, вы-
соко- и низкотемпературная шпинель, параметрырешетки a которых имеют один и тот же струк-турный тип Fd–3m, но могут находиться в диапа-зоне 7,90…8,20 нм. В общем образующиеся со сто-роны дна фазы плохо сформированы и трудно раз-личимы. Рентгенографический анализ подтвержда-ет существование шпинели Al2MgO4, Mg2SiO4 иCaF2.
Высокотемпературные рентгеновские ис-следования в твердом состоянии. Чтобы прос-ледить последовательность реакций в твердой фа-зе перетертый в порошок керамический флюс по-мещали в молибденовый тигель, который распо-лагался на рабочем столе высокотемпературнойвакуумной камеры дифрактометра для исследо-вания расплавов [12], и подвергали высокотем-пературному рентгенофазовому анализу. Как по-казал анализ, структурные изменения в образцепроисходят во всем температурном интервале(рис. 7). До 1200 °С они происходят в твердойфазе. При низких температурах перестройки идутмедленно и в основном происходят внутри фаз.Например, уже при 600 °С резко уменьшается на-иболее интенсивный пик, который отвечает 100 %интенсивности гексагонального α-кварца. В то жевремя появляются пики, которые можно отнестик другим модификациям кремнезема.
При более высоких температурах начинаютсятвердофазные взаимодействия между фазами. На-до учесть, что в агломерированном флюсе основ-ные компоненты находятся в матрице из вяжу-щего материала (продукт отжига Na–K жидкогостекла). Образование вакансий в матрице при ис-парении воды приведет к тому, что межфазноевзаимодействие будет происходить за счет диф-фузии атомов компонентов флюса в матрицу сдостаточно высокой скоростью. Возможно, в мат-рице на основе остатков жидкого стекла начнутобразовываться зародыши новых фаз, которыечастично могут раствориться на начальной стадии
Рис. 6. Дифрактограммы флюса, переплавленного при1500 °С со стороны поверхности: 1 — эксперимент и суммар-ная кривая из шпинели Al2MgO4, фторида кальция иMg2SiO4; 2–4 — усовершенствованные профили по PCWсоответственно шпинели Al2MgO4 (2), CaF2 (3) и Mg2SiO4 (4)
Рис. 7. Дифрактограммы флюса (MoKα-излучение) при ком-натной температуре (1), 600 (2), 800 (3), 1000 (4), 1200 (5),1300 (6), 1400 (7), 1500 °С (8). На дифрактограмму при1300 °С наложена (точки) дифрактограмма чистой шпинели.Диффузный фон полностью убран
12/2012 25

плавления некоторых компонентов флюса в рас-плавленной фазе или, наоборот, накапливаться засчет усиленного взаимодействия с расплавленнойфазой. До температуры 1200 °С в расплавах ещесохраняются основные компоненты, хотя из рис. 7видно, что происходит интенсивное уменьшениеих пиков и, следовательно, разрушение исходныхструктур. При температуре 1200 °С на дифрак-тограммах практически отсутствуют отражения,которые соответствуют исходным компонентамфлюса. Флюс плавится, однако, на фоне расплав-ленной составляющей образуется новая кристал-лическая фаза — шпинель Al2MgO4.
На дифрактограмме образца при температуре1300 °С наложена дифрактограмма чистой шпи-нели (рис. 7). Далее отражения шпинели в тем-пературном интервале 1200…1500 °С совпадаютпо местоположению с отражениями образца. От-носительная интенсивность отражений нескольконе соответствует табличным данным. Это можетбыть в том случае, если кристаллиты шпинелив расплаве располагаются не хаотично, а ориен-тируются определенной плоскостью относитель-но поверхности расплава. Поскольку поверхностьрасплава гораздо в большей степени насыщенашпинелью, а дно в меньшей степени, то можносделать предположение, что шпинель легче жид-кой фазы и как бы всплывает на поверхность.
Обсуждение результатов. Если не приниматьво внимание несущественные добавки, содержа-ние которых не превышает 1 мас. %, то для ин-терпретации полученных результатов необходимоиспользовать сложную диаграмму состоянияNa2O–Al2O3–MgO–SiO2–CaF2. Но такой оксидно-фторидной диаграммы не существует в научнойлитературе. Ближайшая, хорошо исследованнаядиаграмма состояния для четырехкомпонентнойсистемы CaO–MgO–Al2O3–SiO2 [13]. При иссле-довании агломерированного флюса расчетногосостава MgO (10 мас. %)–Al2O3 (25 мас. %)–SiO2(40 мас. %)–CaF2 (25 мас. %) было обнаружено,что, по крайней мере, частично, CaF2 преобра-зуется в оксид [9, 14]. Для этого флюса точноустановлено, что формируется основная фаза ввиде анортита — CaAl2Si2O8, где реализуется ок-сидная форма кальция. Возможно, в небольшихколичествах образуется MgF2. Шпинель Al2MgO4при этом не образуется. Поля шпинели появля-ются на диаграмме CaO–MgO–Al2O3–SiO2 уже насечении 15 мас. % Al2O3. На двойной диаграммесостояния MgO–Al2O3 шпинель практически сте-хиометрична при низких температурах и имеетширокую область гомогенности при высоких.Ранее шпинель не отличали от кубической мо-дификации Al2O3. Твердые растворы на основеMgO шпинели и Al2O3 находятся во всей кон-центрационной области диаграммы состояния,вплоть до 2000 оС. Исследования твердых раст-
воров Al2O3 в шпинели показали, что они имеюткатионные вакансии, которые легко заполняютсяиз внешних источников. Реакция образованияшпинели в твердой фазе начинается примерно при750°С из оксида алюминия [15]. Согласно работе[13] начальная стадия образования шпинели про-текает путем поверхностной диффузии глиноземана MgO, затем начинается объемная диффузияатомов (ионов) магния и алюминия через кисло-родную подрешетку с преобразованием гексаго-нальной укладки таковой у корунда в кубическую(возможно корунд сам сначала образует кубичес-кую решетку типа шпинели). Высокая темпера-тура плавления шпинели и определяемые ею фи-зико-химические свойства шлаковых расплавовобусловливают значительный интерес к шпинелипри разработке нового поколения сварочных флю-сов. После переплава флюса в процессе сваркии превращения его в шлаковую корку шпинельнаяфаза остается.
Таким образом, присутствие шпинели — эк-спериментальный факт и необходимо выявить всепреимущества и недостатки наличия в расплаветвердой шпинельной фазы, а также ее влияниена сварочный процесс. Можно выделить четыремомента, на которые может повлиять образованиекристаллической шпинели, хотя, в общем, их мо-жет быть значительно больше.
1. Если коэффициенты термического расши-рения шпинели и продуктов затвердевания жид-кой фазы будут существенно различаться при тем-пературах, при которых происходит отделениешлаковой корки с поверхности металла шва(250…500 °С), то возможно создание микронап-ряжений внутри матрицы бывшей жидкостной фа-зы, что создаст предпосылки для хорошей отде-лимости шлаковой корки с поверхности свари-ваемого металла.
2. Наличие кристаллической фазы в жидкомшлаковом расплаве при температурах порядка1100…2000 °С будет существенно влиять на вяз-кость расплава. Увеличение количества кристал-лической шпинели в расплавленном шлаке можетпривести к увеличению вязкости и сделать рас-плавленный шлак более длинным, что являетсяположительным моментом с точки зрения техно-логических свойств флюса, о чем уже говорилосьв начале данной статьи.
3. Общее уменьшение носителей электричествав шлаке при образовании шпинельной фазы за счетуменьшения количества и подвижности элементар-ных частиц (ионов и электронов) может привестик значительному уменьшению электропроводности.Это тоже является положительным фактором, пос-кольку позволит снизить эффект шунтирования то-ка через шлак и улучшит стабильность процессав случае многодуговой сварки.
26 12/2012

4. Присутствие твердой фазы в шлаковом рас-плаве будет снижать термодинамическую актив-ность некоторых компонентов флюса и, следова-тельно, влиять на его металлургические свойства,что подтверждено исследованиями [11].
Наиболее важным с точки зрения обеспечениятребуемых технологических свойств сварочногофлюса является его температурная зависимостьвязкости. Для дальнейших исследований вязкостибыло изготовлено несколько модельных агломе-рированных сварочных флюсов исследуемой сис-темы. Расчетные составы флюсов приведены втабл. 2, а результаты измерений вязкости на рис. 8.Установлено, что интенсивность отражения крис-таллической шпинели уменьшается от образца кобразцу в последовательности 3→15→4→12, чтокоррелирует уменьшение суммы шпинельныхкомпонентов MgO + Al2O3 (последний столбецтабл. 2). По нашему мнению, сумма шпинельныхкомпонентов может служить в первом прибли-жении для количественной оценки шпинели, покане найден другой критерий, который мог бы кор-релировать с количеством кристаллической шпи-нели в образце. В образцах № 6 и 20 шпинельне обнаружена из-за отсутствия Al2O3, а в образце№ 12 ее очень мало из-за малого содержанияAl2O3.
Установлено, что флюсы (№ 6, 12, 20) с со-держанием оксидов магния и кремния 35…40 %и оксида алюминия до 10 % характеризуютсяскачкообразным изменением вязкости в интер-вале температур 1150…1250 °С. Это так назы-ваемые короткие флюсы. Флюсы № 3 и 15 ссодержанием оксида магния 40 мас. % и оксидаалюминия 25…30 мас. % отличаются высокой
вязкостью во всем диапазоне исследованных тем-ператур. Отсутствие пологой части на кривой вяз-кости указывает на неполное расплавление этихшлаков и присутствие в расплаве достаточнобольшого количества твердых частичек, которыеможно было наблюдать в ходе эксперимента. Ве-роятнее всего, этой фазой является Al2MgO4. Ис-следованный нами в ходе данной работы флюс№ 4 имеет несколько меньшее расчетное содер-жание оксида магния (30 мас. %), а содержаниеоксида алюминия в нем составляет 25 мас. %(табл. 1, 2). Для этого флюса характерно довольноплавное изменение вязкости во всем температур-ном интервале (рис. 8, флюс № 4 по табл. 2).При этом на кривой наблюдаются «ступеньки»,которые можно объяснить выкристаллизацией израсплава дополнительных порций твердой фазыAl2MgO4. По характеру температурной зависи-мости вязкости флюс № 4 близок к марганцево-силикатному флюсу АН-60. Сварочно-техноло-гическое испытание флюсов, приведенных втабл. 2, показало, что флюс № 4 имеет наилучшиепоказатели. Таким образом, именно присутствиев шлаковом расплаве твердой фазы, по нашемумнению, определяет характер температурной за-висимости вязкости. Очевидно, манипулируя со-отношением и концентрацией шпинельных ком-понентов Al2O3 и MgO можно добиться нужныхзначений вязкости и характера температурной за-висимости и на этой основе можно создать флюсыс управляемой вязкостью и прогнозируемыми тех-нологическими свойствами. Полагаем, что флю-сы, в расплаве которых образуется кристалли-ческая алюмомагниевая шпинель, будут сочетатьхорошие технологические и металлургическиесвойства.
Выводы1. Проведены рентгенографические исследованиястроения агломерированного флюса системыMgO–Al2O3–SiO2–CaF2 в исходном, расплавлен-ном и твердом после выдержки при 1500 °С сос-тоянии. На растровом электронном микроскопеJSM-7700F с рентгеноспектральным микроанали-зом получены изображения исходного и переп-
Рис. 8. Температурная зависимость вязкости модельных шла-ков системы MgO–Al2O3–SiO2–CaF2 (номера кривых соот-ветствуют номерам флюсов из табл. 2)
Т а б л и ц а 2. Расчетный состав модельных сварочныхфлюсов, мас. %Номер флюса MgO Al2O3 SiO2 CaF2 MgO + Al2O3
3 40 30 15 15 70
4 30 25 20 25 55
6 40 0 35 25 —
12 40 10 40 10 50
15 40 25 10 25 65
20 35 0 40 25 —
12/2012 27

лавленного флюса и определен локальный хими-ческий состав микровключений. Вязкость шлаковизмеряли ротационным вискозиметром в печиТаммана в токе очищенного аргона.
2. Проведенное исследование свидетельствуето сложном характере взаимодействия в агломе-рированном флюсе перед формированием расп-лавленной шлаковой фазы. Основные структур-ные изменения при нагреве флюса до 1200 °Спроисходят за счет твердофазных взаимодействийв продукте, образованном спеком жидкого стеклас граничащими с ним основными компонентамифлюса.
3. В области температур около 1200 °С на-чинается формирование жидкой фазы за счетплавления спека жидкого стекла с основнымикомпонентами и сложных неустойчивых соеди-нений. При этом в расплаве образуется твердаяшпинельная фаза Al2MgO4, температура плавле-ния которой составляет 2105 °С. Полного плав-ления флюса, изученного состава в области тем-ператур до 1500 °С, не происходит. Указаннаяфаза присутствует в шлаковой корке после пе-реплава флюса в процессе сварки. Присутствиетвердой фазы Al2MgO4 в шлаковом расплаве сис-темы MgO–Al2O3–SiO2–CaF2 определяет его фи-зико-химические свойства, в частности, плавныйхарактер изменения вязкости в области темпера-тур 1180…1540 °С.
4. Установленный факт, манипулируя соотно-шением и концентрацией шпинелеобразующихкомпонентов Al2O3 и MgO, позволяет добиватьсяоптимальных значений температурной зависимос-ти вязкости шлакового расплава и на этой основесоздавать сварочные флюсы с прогнозируемымитехнологическими свойствами.
Авторы выражают благодарность фирме «ТокиоБоеки» и лично канд. физ.-мат. наук В. А. Тиньковуза проведение электронно-микроскопического ис-следования и помощь в интерпретации получен-ных данных.
1. Подгаецкий В. В., Люборец И. И. Сварочные флюсы. —Киев: Техніка, 1984. — 167 с.
2. Металлургия дуговой сварки. Взаимодействие газов сметаллами / И. К. Походня, И. Р. Явдощин, В. И. Швач-ко и др.; под ред. И. К. Походни. — Киев: Наук. думка,2004. — 442 с.
3. Olson D. L. The investigation of the influence of weldingflux on the pyrametallurgical, physical and mechanical beha-vior of weld metal // Final report, center for welding researchColorado school of mines Golden Colorado, 1983. — 36 p.
4. Eagar T. W. Thermochemistry of joining // Elliot symp. onchemical process metallurgy, 1991. — 12 p.
5. Herasymenko P., Speigth G. E. Ionic theory of slag-metalequilibrium // J. Iron and Steel Inst. — 1950. — 166. —P. 169–183, 289–303.
6. Темкин М. И. Смеси расплавленных солей как ионныерастворы // Журн. физ. химии. — 1946. — Вып. 1. —С. 105–110.
7. Кожеуров В. А. Термодинамика металлургических шла-ков. — Свердловск: Металлургиздат, 1955. — 164 с.
8. Есин О. А. О природе расплавленных силикатов // Тр.Урал. политехн. ин-та. — 1961. — Вып. 122. — С. 29–39.
9. X-ray diffraction and sem/edx studies on technological evo-lution of the oxide-fluoride ceramic flux for submerged arc-surfacing / V. E. Sokolskii, A. S. Roik, A. O. Davidenko etal. // J. Min. Metall. B. — 2012. — № 48. — P. 101–113.
10. Исследование процесса плавления и кристаллизациифлюсов шлаковой системы Al2O3–MgO–SiО2–CaF2 /А. Н. Дученко, Д. Д. Мищенко, И. А. Гончаров, А. О. Да-виденко // Тр. ХIII Рос. конф. «Строение и свойства ме-таллических и шлаковых расплавов». Т. 3. Эксперимен-тальное изучение шлаковых расплавов, взаимодействиеметалл–шлак. — Екатеринбург, 2011. — С. 136–139.
11. Прогнозирование термодинамических свойств расплавовсистемы MgO–Al2O3–SiO2–CaF2 / И. А. Гончаров, В. И.Галинич, Д. Д. Мищенко и др. // Автомат. сварка. —2011. — № 10. — С. 3–6.
12. Структурные особенности расплавов оксидных систем /А. П. Шпак, В. Э. Сокольский, В. П. Казимиров и др. —Киев: Академперіодика, 2003. — 138 с.
13. Бережной А. С. Многокомпонентные системы окислов.— Киев: Наук. думка, 1970. — 544 с.
14. О фазовых превращениях в агломерированном флюсесолеоксидной шлаковой системы при нагреве / В. Э. Со-кольский, А. С. Роик, А. О. Давиденко и др. // Автомат.сварка. — 2010. — № 12. — С. 13–19.
15. Физическая химия силикатов: Учеб. для студентов вузов/ А. А. Пащенко, А. А. Мясников, Е. А. Мясникова и др.;под ред. А. А. Пащенко. — М.: Высш. шк., 1986. —368 с.
Conducted X-Ray examination of the structure of agglomerated flux of MgO–Al2O3–SiO2–CaF2 system in the solid andmolten states is indicative of the fact that in the temperature region above 1200 oC a hard spinel phase Al2MgO4 withmelting temperature of 2105 oC, forms in the slag melt. It determines the physico-chemical properties of the melt, inparticular, smooth nature of variation of viscosity in the temperature region of 1180...1540 oC. Manipulating the proportionsand concentrations of spinel forming components Al2O3 and MgO it is possible to achieve optimum values of temperaturedependence of slag melt viscosity and on this basis to create welding fluxes with predicted technological properties.
Поступила в редакцию 09.07.2012
28 12/2012

УДК 621.791.09:785.375:539.4
ЭФФЕКТИВНОСТЬ РАЗЛИЧНЫХ СХЕМЭЛЕКТРОДИНАМИЧЕСКОЙ ОБРАБОТКИ СПЛАВА АМг6
И ЕГО СВАРНЫХ СОЕДИНЕНИЙАкадемик НАН Украины Л. М. ЛОБАНОВ, Н. А. ПАЩИН, О. Л. МИХОДУЙ, кандидаты техн. наук,
А. В. ЧЕРКАШИН, А. Н. МАНЧЕНКО, инженеры (Ин-т электросварки им. Е. О. Патона НАН Украины),И. П. КОНДРАТЕНКО, А. В. ЖИЛЬЦОВ, доктора техн. наук (Ин-т электродинамики НАН Украины)
Исследовано влияние различных схем разрядного контура на эффективность электродинамической обработки (ЭДО)алюминиевого сплава АМг6 и его сварных соединений. Установлено, что максимальная эффективность ЭДО достига-ется при совместном воздействии импульсного электрического тока и динамической нагрузки на обрабатываемыйметалл, а минимальная — при воздействии только импульсного тока. Изучены параметры волн деформаций приЭДО сварных соединений сплава АМг6.
К л ю ч е в ы е с л о в а : сварные соединения, алюминиевыйсплав, остаточные напряжения, электродинамическая обра-ботка, волна деформации, плоский индуктор, емкостной на-копитель энергии, эффективность обработки
Методы обработки металлических материалов иих сварных соединений воздействием импуль-сных электромагнитных полей находят все болееширокое применение при регулировании напря-женного состояния элементов сварных конструк-ций [1, 2].
Одним из таких методов является электроди-намическая обработка (ЭДО), основанная на сов-местном импульсном воздействии электрическоготока и динамической нагрузки на место электри-ческого контакта. Электродинамическое воздейс-твие на металл (сварное соединение) осуществляетсяпри разряде емкостного накопителя энергии черезэлектрический контакт рабочего электрода с повер-хностью металла. Ранее исследования проводили пооценке влияния на эффективность обработки такихпараметров электродинамического воздействия, какзарядное напряжение, емкость накопителя и ампли-тудные значения импульсного тока [3]. Во время про-хождения токового разряда в обрабатываемом ма-териале инициируются электроимпульсные и дина-мические процессы, определяемые соответственномеханизмом электропластичности [4] и формиро-ванием в материале волн деформаций. Взаимодейс-твие электропластической и динамической состав-ляющих электродинамической обработки при про-хождении импульсного тока через обрабатываемоеизделие определяет ее эффективность.
Целью настоящей работы является оценкаэлектропластического эффекта и динамическойсиловой нагрузки, определяющих эффективностьЭДО алюминиевого сплава АМг6 и его сварныхсоединений.
В работе использовали установку для ЭДО,принцип работы которой изложен в [5], а конс-труктивные особенности элементов разрядногоконтура, обеспечивающие электродинамическоевоздействие на обрабатываемый металл, — в [3].Установка (рис. 1, а) состоит из емкостного на-копителя C, плоского индуктора L, электрода 2и диска 3 из неферромагнитного материала. Элек-трическая энергия в накопителе С в виде токовогоимпульса передается в обрабатываемый металл1 в момент замыкания контактора K. При про-хождении тока через индуктор L в нем возбуж-дается импульсное магнитное поле, которое ин-дуцирует в диске вихревой ток, взаимодействиекоторого с магнитным полем приводит к возник-новению электродинамической силы. Силовоевоздействие от диска передается электроду, ко-торый передает электродинамическое взаимо-действие на металл. Таким образом, при разрядеемкостного накопителя обеспечивается взаимо-действие двух механизмов — динамического си-лового воздействия электрода с одновременнымпрохождением импульсного электрического токачерез обрабатываемый материал.
Исследовали влияние различных схем разряд-ного контура (рис. 1) на параметры электроди-намического воздействия при ЭДО, такие как ам-плитудные значения силы импульсного тока I идинамической нагрузки P в период времени раз-ряда емкостного накопителя. Измерения I и P вы-полняли на аппаратурном комплексе, принцип ра-боты которого изложен в работе [3]. Значенияимпульсного тока I регистрировали бесконтакт-ным методом пояса Роговского, параметры ди-намической нагрузки P — с помощью пьезоэлек-трического датчика давления, а в качестве обра-
© Л. М. Лобанов, Н. А. Пащин, О. Л. Миходуй, А. В. Черкашин, А. Н. Манченко, И. П. Кондратенко, А. В. Жильцов, 2012
12/2012 29

батываемого материала использовали цилиндри-ческий образец из алюминиевого сплава.
Изучали четыре варианта схемы. В первом ва-рианте (базовом) (рис. 1, а) разрядный ток про-текал через индуктор L, диск 3, электрод 2 и об-рабатываемый металл 1. В этом случае параметрыI и P определяли электродинамическим взаимо-действием элементов контура, таких как «индук-тор + диск» и «электрод + металл». При второмварианте (рис. 1, б) индуктор L был удален отдиска на расстояние h = 10 мм, но входил в составконтур. Это исключало фактор динамическогодавления индуктора на диск при сохранении ра-венства сопротивлений разрядных цепей (рис. 1,а, б). В третьем варианте индуктор L был пол-ностью исключен из разрядной цепи (рис. 1, в),что позволило оценить влияние его сопротивле-ния на значения параметров I и P, а также ско-ростей их нарастания. При этом схемы, реализо-ванные в вариантах, представленных на рис. 1,б, в, позволяют оценить влияние импульсного то-ка на электродинамическое воздействие при ЭДО.В четвертом варианте (рис. 1, г) разрядный контурбыл замкнут на индуктор L, что исключало про-хождение тока через обрабатываемый металл ипозволило оценить вклад динамической нагрузкиP как результат взаимодействия элементов кон-
Рис. 1. Схемы разрядного контура в установке ЭДО: а —разряд тока проходит через плоский индуктор L, диск 3,электрод 2 и образец металла 1; б — аналогично а, но междуплоским индуктором и диском выставлен воздушный зазор h;в — разряд тока проходит через диск, электрод и образецметалла, плоский индуктор исключен; г — разряд тока про-ходит через плоский индуктор и диск
Рис. 2. Расчетные значения импульсного тока I (кривая 1) и динамической нагрузки P (2) для различных схем разрядногоконтура, представленных на рис. 1, а–г
30 12/2012

тура «диск + электрод» в электродинамическоевоздействие при ЭДО.
Расчет параметров I и P (см. рис. 2) проводилипо методике [6] при реализуемых схемах разряд-ного контура, представленных на рис. 1. На рис. 2,а приведены расчетные значения импульсов токаи нагрузки при разряде емкостного накопителяемкостью 6600 мкФ, заряженного до напряжения480 В на индуктивность 26,66 мкГн, установлен-ную в электродной системе с минимальным за-зором между катушкой и диском, что соответс-твует схеме на рис. 1, а. Из рисунка видно, чтомаксимального значения динамическая нагрузкадостигает до наступления наибольшего значениятока. Незначительно изменяется данное соотно-шение при увеличении индуктивности с 26,66 до36,08 мкГн, получаемое путем увеличения зазорамежду катушкой и диском (рис. 2, б), что соот-ветствует схеме на рис. 1, б. Следует отметить,что при любых значениях емкости и индуктив-ности максимальное расчетное значение динами-ческой нагрузки достигается до наступлениянаибольшего значения тока.
Расчетные значения тока и нагрузки, создава-емые при разряде емкостного накопителя при схе-мах, представленных на рис. 1, в, г, показаны нарис. 2, в, г соответственно. Так, при удалениииз разрядной цепи индуктора токовый импульсформируется емкостью накопителя и паразитнойиндуктивностью проводов, принятой в расчетахравной 4 мкГн, и достигает максимального зна-чения 6200 А в момент времени 0,125 мс. Приэтом передний фронт импульса сокращается при-мерно в 4 раза по сравнению с вариантом, пред-ставленным на рис. 2, а, б, а импульс динамическойнагрузки отсутствует. Напротив, когда исключаетсяпрохождение импульса тока через обрабатываемыйметалл при минимальном зазоре между диском ииндуктором, создается динамическая нагрузка (см.рис. 2, г), достигающая максимума в 18000 Н придлительности 0,5 мс (индуктивность L составляет26,66 мкГн). При этом амплитуда тока не отлича-ется от варианта, представленного на рис. 2, а.
Исследования влияния различных схем разряд-ного контура на параметры P и I проводили призначении зарядного напряжения U емкостного на-копителя, которое составляло 480 В. Суммарнаяемкость батареи конденсаторов марки EVOXRIFA 2200, входящих в состав разрядного кон-тура, составляла 6600 мкФ. Погрешность изме-ряемых параметров электродинамического воз-действия не превышала 5 %.
Полученные экспериментально осциллограм-мы импульсного тока I и динамической нагрузкиP при различных схемах разрядного контура пред-ставлены на рис. 3. Из рисунка видно, что прииспользовании базовой схемы (см. рис. 1, а) иприложении только динамической нагрузки (см.
рис. 1, г) значения Imax находились в диапазонезначений 2908…3080 А (рис. 3, а, г), которыеможно принять близкими. При этом эксперимен-тальные значения Imax меньше расчетных, чтоможно объяснить контактными сопротивлениямиэлементов разрядной цепи, учет которых предс-тавляет собой достаточно сложную задачу, вы-ходящую за рамки настоящего исследования. Вто же время если максимальное значение дина-мической нагрузки Рmax для базового варианта(рис. 1, а) составляло 20461 Н (рис. 3, а), то дляварианта, при котором обрабатываемый материалисключен из разрядного контура и подвержентолько динамическому нагружению (см. рис. 1,г), Рmax не превышало 17895 Н (рис. 3, г), чтоменьше базового на 15 %. При этом эксперимен-тальные значения Pmax достаточно близко соот-ветствуют расчетным, что видно из рис. 2, а, г.Повышенные значения Pmax для контура, предс-тавленного на рис. 1, а по сравнению с рис. 1, г,можно объяснить совместным электродинамичес-
Рис. 3. Экспериментальные значения импульсного тока I (1)и динамической нагрузки P (2) при различных схемах разряд-ного контура, представленных на рис. 1, а–г
12/2012 31

ким воздействием на обрабатываемый металл та-ких элементов разрядной цепи, как «индук-тор + диск» и «электрод + металл». В варианте,показанном на рис. 1, г, действие пары «индуктор ++ диск» исключено и металл подвержен воздейс-твию только динамической нагрузки. При этом пе-риоды времени воздействия параметров I и P наметалл для двух рассматриваемых вариантов схемыбыли сопоставимы между собой и не превышалисоответственно 1,42 и 0,87 мс (см. рис. 3, а, г).
Иную картину распределения значений I и Pнаблюдали при отсутствии динамической нагруз-ки в вариантах схемы контура, когда индукторбыл удален от диска (см. рис. 1, б), а также пол-ностью исключен из схемы (см. рис. 1, в). Так,периоды действия импульсного тока I для рас-сматриваемых вариантов схемы были близкие красчетным 1,6…1,8 мс (см. рис. 3, б, в), но приотсутствии индуктора максимальное значение ам-плитуды тока Imax было больше, а скорость егонарастания и спада отличалась большей крутиз-ной, что видно при сравнении кривых 1 на рис. 3,б, в, а также расчетных кривых (см. рис. 2, б,в). Если при удаленном от диска индукторе (см.рис. 1, б) максимальное значение тока Imax сос-тавляло 2780 А, то при его исключении из схемызначение Imax было 6181 А, что близко к расчет-ному. Это можно объяснить пониженным сопро-тивлением контура из-за отсутствия элемента ин-дуктивности. Скорости нарастания и спада токав случае удаленного индуктора (см. рис. 1, б) былисоответственно 8687 и 2138 А/мс, а при ее иск-лючении из схемы (см. рис. 1, в) — 61810 и4578 А/мс. Таким образом, уменьшение индук-тивности рассматриваемого контура и соответс-твенно энергии накопителя приводит к увеличе-нию скорости нарастания импульсного тока болеечем в семь раз, а убывания — в два. Максималь-ные значения динамических нагрузок Pmax в ва-риантах удаления и исключения индуктора дос-тигали соответственно 7,9 и 23 Н, а период ихдействия составлял 0,16 мс (см. рис. 3, б, в, кри-вые 2). Значения скоростей нарастания/убываниязначений P на рис. 3, б (соответствует схемерис. 1, б) составляли 79 Н/мс, а для контура нарис. 3, в (соответствует схеме рис. 1, в) —255 Н/мс, что соответствует значениям Pmax длярассматриваемых вариантов контура.
При реализации схем контура, представленныхна рис. 1, б, в (динамическая нагрузка отсутс-твует), электродинамическое воздействие опреде-ляется парой «электрод + металл». В этом случаемаксимальные значения импульсного тока Imax,инициирующего механизмы электропластичнос-ти, соответствуют динамическим нагрузкам P = 0при удаленном от диска индукторе L (см. рис. 3,б, кривые 1, 2) и P = 0,5Pmax при исключенномиз схемы индукторе (см. рис. 3, в, кривые 1, 2),
следствием чего является опережение воздействиядинамической нагрузки Pmax относительно токо-вой Imax при электродинамическом воздействии,что соответствует расчетам (см. рис. 2, б, в).
При сравнении периодов времени t(Imax) иt(Pmax), соответствующих максимальным значени-ям тока и нагрузки на кривых 1 и 2 (см. рис. 3,а, г), имеет место отличие от расчетных кривых(см. рис. 2, а, г), выражаемое в запаздывании воз-действия динамической нагрузки Pmax относи-тельно токовой Imax. Расчетные и эксперименталь-ные значения скоростей нарастания P для вари-антов схемы, показанных на рис. 1, а, г, былисоответственно 37000 и 40000 Н/мс, что свиде-тельствует о том, что при указанных электричес-ких параметрах контура реальное нарастание наг-рузки сопоставимо с расчетным. Следует отме-тить, что реальные соотношения Рmax и Imax нашкале времени (см. рис. 3, а, г) обеспечиваютсинхронизацию составляющих электродинами-ческого воздействия на обрабатываемый матери-ал. Запаздывание реального нарастания динами-ческой нагрузки P по сравнению с расчетной свя-зано с пластическим деформированием обраба-тываемой поверхности при ее контактном взаи-модействии со сферическим торцом электрода вмомент разряда емкостного накопителя.
Для более детальной оценки влияния электро-динамического воздействия на эффективность про-цесса ЭДО проводили обработку предварительнорастянутых плоских образцов алюминиевого сплаваАМг6 и его сварных стыковых соединений с раз-мерами рабочей площадки 150×30×4 мм. Нагруже-ние образцов выполняли на разрывной машине«жесткого» типа с максимальным усилием рас-тяжения 98000 Н при скорости деформирования0,1 мм/с и температуре 293 К. ЭДО выполнялисериями из пяти токовых разрядов при скваж-ности 60 с на режиме, принятом при исследо-вании схем разрядного контура (см. рис. 3).
Проводили оценку влияния электродинамичес-кого воздействия при различных схемах контурана снижение сопротивления материала деформи-рованию Δσ. Начальное значение растягивающегонапряжения σ0 задавали равным 150 МПа, прикотором, согласно данным [7], достигаются мак-симальные показатели эффективности ЭДО —Δσ/σ0 при указанных параметрах режима.
Использовали три варианта схемы разрядногоконтура (см. рис. 4). При первом варианте (см.рис. 4, а) эффективность ЭДО определяли взаи-модействием элементов контура, таких как «ин-дуктор + диск» и «электрод + образец металла».При втором варианте схемы контура (см. рис. 4,б) показатели Δσ/σ0 определяли электродинами-ческим взаимодействием пары элементов «элек-трод + образец металла», а при третьем (см. рис. 4,
32 12/2012

в) — электродинамическим взаимодействием эле-ментов «индуктор + диск».
Значения (Δσ/σ0)⋅100 % после ЭДО образцовсплава АМг6 и его сварных соединений, реали-зуемой при различных схемах разрядного конту-ра, представлены на рис. 5, из которого видно,что действие только импульсного тока (кривые1 и 1′ соответствуют схеме на рис. 4, б) не ока-зывает существенного влияния на сопротивлениедеформированию и, как следствие, на эффектив-ность ЭДО. При сравнении значений(Δσ/σ0)⋅100 % в результате ЭДО в условиях ди-намической нагрузки (кривые 2 и 2′ соответству-ют схеме на рис. 4, в) и при взаимодействии им-пульсного тока и динамической нагрузки (кривые3 и 3′ соответствуют схеме на рис. 4, а) можновидеть, что эффективность ЭДО при динамичес-кой нагрузке имеет пониженные значения. Приэтом ЭДО основного металла менее эффективнопо сравнению с ЭДО сварных соединений, чтовидно при сопоставлении кривых 1-3 и 1′-3′. Этосвязано с наличием остаточных напряжений в об-разцах сварных соединений, а в работе [7] по-казано, что эффективность электродинамическихвоздействий зависит от значений упругих растя-гивающих напряжений в материале, подвержен-ном ЭДО.
Повышение эффективности ЭДО при взаимо-действии токовой и динамической составляющих
по сравнению с динамической нагрузкой можнообъяснить взаимодействием электронов проводи-мости с дислокационными скоплениями в периоддействия токового импульса [8]. Динамическаянагрузка, значение которой при указанном вышенапряжении заряда составляет 20460 Н, создаетусловия для прорыва барьеров скоплениями дис-локаций. Импульсный ток обеспечивает продви-жение дислокаций потоком электронов при еговоздействии на металл. Таким образом, воздейс-твие только импульсного тока без влияния ди-намической нагрузки способно обеспечить срывдислокационных скоплений со стопоров в мик-рообъеме материала, но недостаточное для ини-циирования скачка напряжений Δσ по всему по-перечному сечению образца (рис. 5, кривые 1 и1′). Динамическая нагрузка (рис. 5, кривые 2 и2′) содействует прорыву барьеров дислокацион-ными скоплениями по всему сечению образца втечение первого токового разряда (n = 1 нарис. 5), но ее эффективность существенно сни-жается при последующих разрядах. Это можнообъяснить тем, что при n = 1 энергия динами-ческого воздействия обеспечивает прорыв барь-еров для дислокационных скоплений конечнойплотности. При этом в металле сохраняются ус-тойчивые дислокационные группировки, плот-ность которых превышает энергетические воз-можности динамической нагрузки, что делает ма-лоэффективными токовые разряды n = 2…5 нарис. 5. В то же время динамическое воздействиехарактеризуется необходимым потенциалом длясрыва дислокаций со стопоров, но недостаточнымдля их продвижения. В пользу данного допущения
Рис. 4. Схемы ЭДО сплава АМг6 и его сварных соединений:а–в см. в тексте
Рис. 5. Влияние схемы разрядного контура на относительнуюэффективность ЭДО (Δσ/σ0)⋅100 % сплава АМг6 и его свар-ных соединений (обозначения кривых см. в тексте)
12/2012 33

свидетельствует различие в показаниях эффектив-ности на участках кривых 2-2′ и 3-3′ при n == 2…5 на рис. 5. Импульсный ток способствуетпродвижению дислокаций, сорванных со стопо-ров динамической нагрузкой при n = 2…5, чтодает возможность повышать (Δσ ⁄ σ0)⋅100 %.. Этовидно при сравнении кривых 3-3′ и 2-2′. Еслидинамическая нагрузка не обеспечивает срыв дис-локаций со стопоров после первого токового раз-ряда (n = 1), то кривые 2-2′ и 3-3′ совпадают втечение всего цикла обработки, т. е. при n = 1…5на рис. 5. Таким образом, импульсный ток не яв-ляется единственным параметром, определяющимэффективность ЭДО. Данный механизм примени-тельно к скачкообразной деформации алюминияописан в работе [9].
Для оценки динамических нагрузок, иници-ируемых электродинамическим воздействием, ис-следовали распределение продольных волн де-формаций при различных схемах разрядного кон-тура, соответствующих представленным на рис. 4,а, в. При проведении исследований использовалиплоский образец сварного соединения сплаваАМг6, на поверхности которого вдоль централь-ной продольной оси располагали тензорезисторс базой 10 мм на расстоянии 70 мм от центраобразца, поверхность которого обрабатывали оди-ночным разрядом тока на режиме, соответству-ющем зарядному напряжению 480 В. Запись по-казаний датчиков проводили двухканальным циф-ровым осциллографом PCS Welleman при развер-тке 0,1 мс.
Значения волн деформаций εЭДО, инициируе-мых динамической нагрузкой (без воздействия то-ка) и электродинамическим воздействием, пред-ставлены на рис. 6 (соответственно кривые 1 и2). Из рисунка видно, что максимальный размахамплитуды волны, который составляет 0,0042, со-ответствует электродинамическому воздействию(кривая 2). При этом остаточной пластической де-формации в зоне измерения тензодатчиков заре-гистрировано не было. Это подтверждают резуль-таты, представленные в работе [7], где указыва-ется, что область пластического деформированияпри ЭДО локализована в зоне электродинамичес-кого воздействия.
Как видно из рис. 6, периоды нарастания пер-вичной волны деформации для двух вариантовсхемы контура равны между собой и составляют0,05 мс. При этом скорость нарастания волны де-формаций при динамической нагрузке (кривая 1)составляет 0,04 мс, а при электродинамическомвоздействии (2) достигает 0,049 мс. Более высо-кая скорость нарастания волны, достигаемая приусловии прохождения тока через образец, обес-печивает максимальное значение деформацийрастяжения — 0,0024 (кривая 2). При исключении
образца из разрядной цепи значение напряженийне превышало 0,002 (1). Более заметно влияниеимпульсного тока на пологом участке спада пер-вичной волны, где разница значений деформацийрастяжения на кривых 1 и 2 на протяжении 0,12 мссоставляла до 0,0007.
По результатам проведенных исследованийможно заключить, что наименьшее влияние наснижение остаточных напряжений в сварных со-единениях сплава АМг6 оказывает обработка им-пульсным током. Более эффективно воздействиединамической нагрузки, реализуемое без прохож-дения импульсного тока через обрабатываемый ма-териал. Наибольшая эффективность ЭДО имеетместо при прохождении импульсного тока черезматериал, при его совместном воздействии с ди-намической нагрузкой на образцах со сварнымсоединением. Таким образом, такое воздействиенаиболее предпочтительное при ЭДО сварных со-единений тонколистовых конструкций из алюми-ниевых сплавов.
1. Исследование влияния импульсной обработки на повы-шение ресурса металлических конструкций / Л. М. Лоба-нов, Н. А. Пащин, В. П. Логинов и др. // Автомат. сварка.— 2005. — № 11. — С. 28–32.
2. Перераспределение остаточных сварочных напряженийв результате обработки импульсным электромагнитнымполем / Г. В. Степанов, А. И. Бабуцкий, И. А. Мамеев идр. // Пробл. прочности. — 2011. — № 3. — С. 123–131.
3. Эффективность электродинамической обработки алю-миниевого сплава АМг6 и его сварных соединений /Л. М. Лобанов, И. П. Кондратенко, Н. А. Пащин и др. //Автомат. сварка. — 2012. — № 1. — С. 3–7.
4. Физические основы электроимпульсной и электроплас-тической обработок и новые материалы / Ю. В. Баранов,О. А. Троицкий, Ю. С. Аврамов и др. — М.: Моск. гос.индустр. ун-т, 2001. — 844 с.
5. Влияние электродинамической обработки на напряжен-но-деформированное состояние теплоустойчивых сталей /Л. М. Лобанов, Н. А. Пащин, В. П. Логинов, В. М. Скуль-ский // Автомат. сварка. — 2006. — № 5. — С. 28–32.
6. Александров Г. Н. Теория электрических аппаратов. —М.: Высш. шк., 1985. — 312 с.
7. Лобанов Л. М., Пащин Н. А., Логинов В. П. Влияниеэлектродинамической обработки на напряженное состо-яние сварных соединений алюминиевого сплава АМг6 //Автомат. сварка. — 2007. — № 6. — С. 11–13.
Рис. 6. Значения волн деформаций εэдо, инициируемых дина-мической нагрузкой (1) и электродинамическим воздействи-ем (2)
34 12/2012

8. Стрижало В. А., Новогрудский Л. С., Воробьев Е. В.Прочность материалов при криогенных температурах сучетом воздействия электромагнитных полей. — Киев:Ин-т пробл. прочности им. Г. С. Писаренко НАНУ, 2008.— 504 с.
9. Бобров В. С., Лебедкин М. А. Электрические эффектыпри низкотемпературной скачкообразной деформацииалюминия // Физ. твердого тела. — 1989. — 31, № 6. —С. 120–124.
Influence of various discharge circuits on effectiveness of electrodynamic treatment (EDT) of aluminium alloy AMg6and its welded joints was studied. It is established that maximum EDT effectiveness is achieved at simultaneous impactof pulsed electric current and dynamic load on the treated metal, while minimum effectiveness is achieved at the impactof just the pulsed current. Deformation wave parameters at EDT of AMg6 alloy welded joints were studied.
Поступила в редакцию 26.07.2012
РАЗРАБОТАНО В ИЭС
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕДЛЯ АВТОМАТИЧЕСКОЙ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ
ОПЛАВЛЕНИЕМ ТРУБОПРОВОДОВ
Разработана технология и оборудование для стыковой сварки оплавлением труб диаметром114…325 мм. Процесс сварки производится в локальной камере (от воды изолируется только зонасварки). Полная автоматизация цикла сварки позволяет проводить сварочные работы без участиясварщиков-водолазов.
Технология и оборудование предназначены для автоматической стыковой сварки оплавлениемтруб различных категорий прочности и химического состава при строительстве трубопроводовразного назначения диаметром 57…1420 мм, в том числе при строительстве морских и подводныхтрубопроводов.
Серийное производство трубосварочного оборудования освоено ОАО «Каховский завод элект-росварочного оборудования», г. Каховка Херсонской области (Украина) и заводом «Псковэлектрос-вар», г. Псков Ленинградской области (Российская Федерация).
Контактная стыковая машина К813 Контактная стыковая машина К548М
Контактная стыковая машина К805 Контактная стыковая машина К700-1
12/2012 35

УДК 621.791.72
ОСОБЕННОСТИ ЛАЗЕРНО-ДУГОВОЙ СВАРКИТИТАНОВЫХ СПЛАВОВ
В. Д. ШЕЛЯГИН, канд. техн. наук, В. Ю. ХАСКИН, С. В. АХОНИН, доктора техн. наук,В. Ю. БЕЛОУС, канд. техн. наук,
И. К. ПЕТРИЧЕНКО, А. В. СИОРА, А. Н. ПАЛАГЕША, Р. В. СЕЛИН, инженеры(Ин-т электросварки им. Е. О. Патона НАН Украины)
Разработаны приемы и выбраны режимы гибридной лазерно-дуговой сварки титановых сплавов. Установлено, чтогибридная лазерно-дуговая сварка позволяет получать соединения низко- и среднелегированных титановых сплавовсо свойствами, не уступающими свойствам основного металла. Ударная вязкость сварных соединений высоко-легированного титанового сплава Т110, выполненных гибридной лазерно-дуговой сваркой, значительно выше, чемсоединений, выполненных лазерной сваркой.
К л ю ч е в ы е с л о в а : гибридная лазерно-дуговая сварка,лазерное излучение, дуга с неплавящимся электродом, тита-новые сплавы, эксперименты, режимы, металлография,структуры, механические свойства
В настоящее время титановые сплавы применяютпри производстве ответственных конструкций вавиакосмической, химической, приборострои-тельной промышленности и судостроении. Из нихвыполняют такие ответственные изделия, какстрингерные панели для самолетов, элементы ра-кетной техники, емкости для химической про-мышленности, некоторые корпусные изделия идр. [1]. Зачастую конструкторские решения, за-ложенные в эти изделия, требуют применения сва-рочных процессов. На практике более 90 % всехшвов выполняется аргонодуговой и электронно-лучевой сваркой [2].
Однако эти способы сварки имеют недостаткикак технологического (малую плотность энергиив плазме дугового разряда), так и экономическогохарактера (высокую стоимость даже при малыхгабаритах большинства вакуумных камер дляэлектронно-лучевой сварки). В последнее времярасширяется применение лазерной сварки, име-ющей такие преимущества, как высокую плот-ность энергии в лазерном луче, высокую произ-водительность и прецизионность обработки [3].Существенным недостатком процесса лазернойсварки является значительная себестоимость обо-рудования при его реализации. Как показано вработе [4], одним из путей снижения этого по-казателя может являться частичная замена лазер-ной мощности дуговой. Кроме того, существуюти технологические ограничения лазерной сварки,связанные с высокой отражающей способностьюповерхности многих конструкционных металлови сплавов, которые могут быть преодолены при
использовании гибридного лазерно-дугового про-цесса.
Работы по гибридной лазерно-дуговой сваркесталей и алюминиевых сплавов ведутся уже околотрех десятков лет (например [5]), а в последниедесять лет обсуждается возможность ее приме-нения для титановых сплавов [6], накапливаютсясоответствующие экспериментальные данные.Особенно актуальным является определение вли-яния термического цикла гибридной лазерно-ду-говой сварки на свойства соединений высокоп-рочных титановых сплавов таких, например, какТ110. В частности, в условиях эксперимента, опи-санного в работе [7], лазерная сварка сплава Т110приводила к ухудшению его механических свойс-тв по сравнению с основным металлом.
Целью данной работы является изучение осо-бенностей лазерно-дуговой сварки соединений ти-тановых сплавов, таких как низколегированныйтитановый сплав ВТ6 и высокопрочный Т110, атакже оценка механических свойств полученныхсварных соединений.
Для решения этой задачи авторами была ре-ализована технологическая схема процесса гиб-ридной лазерно-дуговой сварки, приведенная нарис. 1. Источником излучения служил Nd:YAG-лазер модели DY 044 (фирма «Rofin Sinar», Гер-мания) мощностью до 4,4 кВт с длиной волны1,06 мкм, а источником сварочного тока — ис-точник питания ВДУ-601 У3 для автоматическойсварки вольфрамовым электродом. Согласно этойсхеме вольфрамовый электрод располагается пе-ред лазерным лучом. Такое сочетание лазера исварки ТИГ позволяет увеличить проплавляющуюспособность процесса сварки, а также допускаетнесложное введение присадочной проволоки в зо-ну сварки. Для реализации этой схемы была раз-работана сварочная головка, обеспечивающая
© В. Д. Шелягин, В. Ю. Хаскин, С. В. Ахонин, В. Ю. Белоус, И. К. Петриченко, А. В. Сиора, А. Н. Палагеша, Р. В. Селин, 2012
36 12/2012

подвод сфокусированного линзой (фокусное рас-стояние 300 мм) лазерного луча 1 и вольфрамо-вого электрода 7 (диаметр 5 мм, угол заточки 30°)к определенной точке на поверхности сваривае-мого образца 5. Расстояние от конца электродадо поверхности свариваемого образца устанавли-вали порядка 3 мм. Аналогичным было рассто-яние от среза нижней части сварочной головкидо образца. Заглубление фокальной плоскости ла-зерного луча под поверхность свариваемого об-разца варьировали в пределах 0…5 мм в зави-симости от его толщины. Углы между нормальюк свариваемой поверхности и осями лазерного лучаи электрода выбрали минимально возможными. Эк-сперименты показали, что для получения гибрид-ного эффекта при сварке расстояние между осьюлазерного луча и концом электрода должно сос-тавлять 1,0…1,5 мм. При расстоянии между осьюлазерного луча и концом электрода менее 1 ммимеет место оплавление и разрушение рабочейчасти вольфрамового электрода. Если это рассто-яние более 3 мм, происходит повторное проплав-ление лазерным лучом закристаллизованного ме-талла сварного шва после действия дуги воль-фрамовым электродом. При этом нет существен-ного увеличения проплавляющейспособности лазерно-дуговогопроцесса.
Увеличение глубины проплав-ления достигалось за счет того,что первой по ходу сварки распо-ложена дуга с неплавящимся элек-тродом (рис. 2), что обеспечивалоувеличение лазерного излучения,поглощаемого металлом, так какрасплавленный металл имеет луч-
шую поглощательную способность, чем холодный[8]. Сварочный ток в ходе экспериментов изме-няли в пределах 200…450 А, а мощность излу-чения Nd:YAG-лазера составляла 4,4 кВт. В ка-честве образцов использовали титановые сплавыВТ1, ВТ6 и Т110 толщиной δ = 10…13 мм. За-щитный газ (аргон) подавали как с верхней, таки с нижней сторон образца. Для обеспечения ка-чественной защиты зоны сварки сварочную го-релку оснастили устройством для дополнитель-ного обдува хвостовой части сварочной ванны ар-гоном (рис.1, позиции 3, 4).
Проведенные эксперименты позволили уста-новить, что лазерно-дуговым способом можносваривать со сквозным проплавлением титановыесплавы толщиной 12 мм на скорости 22…24 м/чпри мощности излучения 4,4 кВт, сварочном токе400 А и напряжении 12…14 В (рис. 3, а, 4, а,5, а). Наплавки, выполненные на те же сплавына указанных режимах отдельно лазерным и от-дельно дуговым способами, имели глубину по-рядка 6 и 5 мм соответственно (рис. 3, б, 4, б,5, б). Сравнение площадей поперечных сеченийэтих швов со швами, выполненными гибриднымспособом, позволяет утверждать, что при лазер-но-дуговом процессе сварки наблюдается «гиб-
Рис. 1. Схема гибридного лазерно-дугового процесса сварки:1 — лазерный луч; 2 — устройство для фокусировки; 3 —приспособление для дополнительной подачи защитного газа;4 — приспособление для защиты зоны сварки и остывающегометалла шва и ЗТВ; 5 — свариваемый образец; 6 — приспо-собление для защиты обратной стороны соединения; 7 —вольфрамовый электрод; 8 — сварочная горелка для сваркиТИГ титана
Рис. 2. Внешний вид сварочной головки для лазерно-дуговойсварки титановых сплавов
Рис. 3. Макроструктуры наплавок на титановом сплаве ВТ1 (δ = 10 мм): а —лазерно-дуговая сварка; б — лазерная сварка
12/2012 37

ридный» эффект. Он проявляется в неаддитив-ности суммы площадей сечений швов, выполнен-ных лазерным и дуговым способами, по сравне-нию с площадью шва, выполненного гибридным
способом. Параметры наплавок на сплавы ВТ6и Т110 при лазерной и лазерно-дуговой сваркеприведены в табл. 1.
К основным дефектам лазерной и гибриднойлазерно-дуговой сварки титано-вых сплавов относятся возмож-ность образования внутренних порв литом металле шва и неудовлет-ворительное формирование верх-него валика усиления. Последнийдефект заключается в образованииподрезов с двух сторон шва и не-котором увеличении самого вали-ка усиления.
Металлографические исследо-вания сварных швов сплавов ВТ6и Т110, выполненных лазернойсваркой, показали четко просле-живающуюся дендритную струк-туру, на фоне которой наблюда-ются первичные β-зерна, вытяну-тые в направлении теплоотводаили же равноосные, имеется суб-структура. При лазерно-дуговойсварке сплавов ВТ6 и Т110 в швеобразуются преимущественно вы-
Т а б л и ц а 1. Параметры наплавок и ЗТВ при лазерной и лазерно-дуговой сварке
Сплав Способсварки
Форманаплавки
Глубинапроплавле-ния, мм
Ширина наплавки, мм Ширина ЗТВ, мм
верх средняячасть
корневаячасть верх средняя
частькорневаячасть
ВТ6
Лазерная
4,0 7,0 2,5 — 1,2 1,8 0,7
Лазерно-ду-говая 13,0
(сквозное) 12,0 5,0 2,3 1,8 4,3 2,3
Т110
Лазерная
6,9 8,0 1,5 1,9 1,2 3,3 0,9
Лазерно-ду-говая
11,0 12,0 5,4 3,4 2,3 4,5 2,5
Т а б л и ц а 2. Механические свойства сплава ВТ6 и его сварных соединений, выполненных лазерно-дуговой сваркой
Материал Предел проч-ности, МПа
Предел плас-тичности, МПа
Относитель-ное удлине-ние, %
Относитель-ное сужение,
%
Ударная вязкость, Дж/см2
шов ЗТВ
Основной металл ВТ6 (δ = 13 мм) 888 815 13,6 30 39
Сварное соединение 911 — — — 54 32
Рис. 4. Макроструктуры наплавок на титановом сплаве ВТ6 (δ = 13 мм): а —лазерно-дуговая сварка; б — лазерная сварка
Рис. 5. Макроструктуры наплавок на титановом сплаве Т110 (δ = 13 мм): а —лазерно-дуговая сварка; б — лазерная сварка
38 12/2012

тянутые в направлении теплоотвода β-зерна, итолько в верхней части шва вблизи поверхностисформировались относительно мелкие равноос-ные зерна.
В отличие от сварного соединения сплаваТ110, выполненного лазерной сваркой, ни в шве,ни в зоне термического влияния (ЗТВ) сварногосоединения, выполненного лазерно-дуговой свар-кой, не наблюдалось субструктуры, микрострук-тура была более однородной и равномерной. Изу-чение микроструктуры поперечных шлифов свар-ных соединений показало, что в выполненных ла-зерной сваркой швах имеются поры диаметром0,01…0,035 мм, а в швах, выполненных лазер-но-дуговой сваркой, поры не зафиксированы.
Проведенные механические испытания пока-зали, что значения предела прочности сварныхсоединений титановых сплавов ВТ6 и Т110, вы-полненных лазерной и лазерно-дуговой сваркой,на 2…4 % больше значений предела прочностиосновного металла (табл. 2, 3), что, по мнениюавторов, объясняется наличием в металле шва ден-дритной структуры, характерной для литого ме-талла. Измерения ударной вязкости сварных со-единений высоколегированного титанового спла-ва Т110, выполненных лазерно-дуговой сваркой,показали удовлетворительные значения.
В связи с особенностями лазерной и лазерно-дуговой сварки, характеризующимися испари-тельным механизмом образования парогазовогоканала, были проведены исследования сварныхсоединений на определение доли легирующихэлементов в литом металле швов и сравнении еес содержанием этих же элементов в основном ме-талле. Исследования химической микронеодно-родности в образцах сплава Т110, сваренныхлазерным и лазерно-дуговым способами, прово-дились по алюминию, ниобию, цирконию,молибдену, ванадию, железу с помощью растро-вого микроскопа-микроанализатора модели SX-50французской фирмы «Камека». В приборе исполь-зовался электронный зонд, состоящий из пучкаэлектронов диаметром 1 мкм. Объем определяе-мой массы составлял 1…3 мкм3 в зависимостиот глубины проникновения зонда в исследуемыйматериал. Установлено, что как в случае лазерной,
так и в случае гибридной сварки, отклонение со-держания исследуемых элементов лежало в пре-делах допустимого разброса легирующихэлементов в марочном составе сплава. Следова-тельно, при сварке на указанных режимахопасность выгорания отдельных легирующих эле-ментов сплава отсутствует.
Выводы1. Разработана конструкция сварочной головкидля гибридной лазерно-дуговой сварки (луч ++ ТИГ) титановых сплавов, при которой лазерныйлуч расположен за сварочной дугой. Такая сва-рочная головка обеспечивает удовлетворительноекачество защиты зоны сварки и остывающего ме-талла сварного шва.
2. Установлено, что применение предложеннойсхемы лазерно-дуговой сварки при мощности ла-зерного луча 4,4 кВт и сварочном токе 400 А обес-печивает двукратное увеличение глубины проплав-ления по сравнению с результатами одной лишьлазерной сварки, выполненной при мощности4,4 кВт. При этом как в случае лазерной, так и вслучае гибридной сварки опасность выгорания ле-гирующих элементов сплава отсутствует.
3. Разработаны технологические приемы ивыбраны режимы лазерно-дуговой сварки, кото-рые обеспечивают при мощности лазерного луча4,4 кВт и скорости сварки 22…24 м/ч сквозноепроплавление образцов титановых сплавов ВТ6и Т110 толщиной до 13 мм.
4. Предел прочности сварных соединений ти-тановых сплавов ВТ6 и Т110, выполненных лазер-ной и лазерно-дуговой сваркой, на 2...4 % большезначений предела прочности основного металла.
5. Лазерно-дуговая сварка имеет большуюпроплавляющую способность по сравнению сосваркой одним лишь лазерным лучом и позволяетполучать сварные соединения высоколегирован-ных титановых сплавов с удовлетворительнойпластичностью и ударной вязкостью.
6. Проведенные исследования показали, чтогибридная лазерно-дуговая сварка позволяет по-лучать соединения низко- и среднелегированныхтитановых сплавов со свойствами, не уступаю-щими свойствам основного металла.
Т а б л и ц а 3. Механические свойства сплава Т110 и его сварных соединений, выполненных лазерной и лазерно-ду-говой сваркой
Материал Предел проч-ности, МПа
Предел плас-тичности,МПа
Относитель-ное удлине-ние, %
Относитель-ное сужение,
%
Ударная вязкость, Дж/см2
шов ЗТВ
Основной металл Т110 (δ = 13 мм) 1130 999 6 5 38
Сварное соединение:
лазерно-дуговое 1180 — — — 15 23
лазерное 1131 — — — 6 13
12/2012 39

1. Металлургия и технология сварки титана и его сплавов /С. М. Гуревич, В. Н. Замков, В. Е. Блащук и др. — 2-е изд.,доп. и перераб. — Киев: Наук. думка, 1986. — 240 с.
2. Электронно-лучевая сварка / О. К. Назаренко, А. А. Кай-далов, С. Н. Ковбасенко и др.; под ред. Б. Е. Патона. —Киев: Наук. думка, 1987. — 255 с.
3. Laser welding of titanium alloys / B. E. Paton, V. D. Shelya-gin, S. V. Akhonin et al. // The Paton Welding J. — 2009. —№ 7. — P. 30–34.
4. Гибридная сварка излучением CO2-лазера и дугой плавя-щегося электрода в углекислом газе / В. Д. Шелягин,В. Ю. Хаскин, В. П. Гаращук и др. // Автомат. сварка. —2002. — № 10. — С. 38–41.
5. TIG or MIG arc augmented laser welding of thick mild steelplate / J. Matsuda, A. Utsumi, M. Katsumura et al. // Joi-ning and Materials. — 1988. — 1, № 1. — P. 31–34.
6. Ottimizzazione dei parametri di saldatura ibrida laser-arcodella lega di titanio Ti6Al4V / M. Brandizzi, C. Mezzacappa,L. Tricarico, A. A. Satriano // Riv. ital. Sаldat. — 2010. —№ 2. — S. 77–85.
7. Лазерне зварювання конструкційних титанових сплавів /В. Ф. Топольський, С. В. Ахонін, В. Д. Шелягін та ін. //Теория и практика металлургии. — 2010.— № 5/6. —С. 22–27.
8. Лазерная техника и технология. В 7 кн. Кн. 5: Лазернаясварка металлов: Учеб. пос. для вузов / А. Г. Григорь-янц, И. Н. Шиганов / Под ред. А. Г. Григорьянца. — М.:Высш. шк., 1988. — 207 с.
Techniques were developed, and parameters were selected for hybrid laser-arc welding of titanium alloys. It was establishedthat hybrid laser-arc welding makes it possible to produce the joints on low and medium titanium alloys with propertiesthat are not inferior to those of the base metal. Impact toughness of the hybrid laser-arc welded joints on high titaniumalloy T110 is much higher than that of the laser welded joints.
Поступила в редакцию 19.09.2012
РАЗРАБОТАНО В ИЭС
ЭЛЕКТРОШЛАКОВАЯ СВАРКАТИТАНОВЫХ СПЛАВОВ ТОЛЩИНОЙ ДО 400 мм
Технология предназначена для сварки деталей и узловтолщиной 40…400 мм из титана и его сплавов при вы-полнении стыковых, угловых и тавровых соединений.
Сварка осуществляется вертикальными швами заодин проход без разделки кромок. Максимальная толщинасвариваемого металла в месте стыка 400 мм примаксимальной длине шва до 2 м и сварочном зазоре22…30 мм. В зависимости от конструктивных особен-ностей изделий сварка может вестись с использованиемпроволочных электродов, плавящегося мундштука ипластинчатого электрода.
Отличительной особенностью технологии являет-ся использование электромагнитного воздействия насварочную ванну, обеспечивающего высокое качествосварных соединений.
Преимущества:
• возможность сварки изделий толщиной до 400 ммза один проход без разделки кромок;• высокая производительность процесса сварки;• мелкозернистая структура металла шва без пор,шлаковых включений, несплавлений и прочих дефек-тов;• простота и надежность используемого технологи-ческого оборудования.
Макрошлифы сварных соединений, выполненныхбез электромагнитного воздействия (слева) и своздействием (справа)
40 12/2012

УДК 621.791.052:620.193.2
КОРРОЗИОННО-УСТАЛОСТНАЯ ПРОЧНОСТЬТАВРОВЫХ СОЕДИНЕНИЙ СТАЛИ 12Х18Н10Т
И МЕТОДЫ ЕЕ ПОВЫШЕНИЯЕ. В. КОЛОМИЙЦЕВ, канд. техн. наук (ПАО ММК им. Ильича, г. Мариуполь)
Приведены результаты испытаний на усталость тавровых соединений нержавеющей стали 12Х18Н10Т на воздухеи в коррозионной среде, а также определено влияние поверхностного упрочнения на повышение прочностныхсвойств и долговечности сварных элементов крыльевых устройств судов на подводных крыльях.
К л ю ч е в ы е с л о в а : дуговая сварка, ММА, ТИГ, нер-жавеющая сталь, сварные соединения, коррозионная среда,усталостная прочность, долговечность, поверхностное уп-рочнение, остаточные напряжения
Нержавеющая сталь аустенитного класса марки12Х18Н10Т широко используется при изготов-лении различных сварных конструкций, которыев процессе эксплуатации подвергаются воздейс-твию переменных нагрузок. К ним относятсякрыльевые устройства (КУ) судов на подводныхкрыльях (СПК), ролики нагревательных печей ме-таллургических предприятий, сварные узлы из-делий химического и энергетического машинос-троения.
В данной работе представлены результаты ус-талостных испытаний тавровых соединений стали12Х18Н10Т на воздухе и в морской воде как висходном состоянии после сварки, так и послеупрочняющей обработки с применением шарико-стержневого упрочнителя (ШСУ).
Опыт эксплуатации судов типа «Комета» пока-зал [1, 2], что трещины в КУ образуются на плос-костях крыльев, в местах соединения кронштейнас плоскостью крыла, в кронштейнах гребных ва-лов [1, 2]. При эксплуатации в условиях Азовскогоморя трещины на судах «Комета», «Колхида» об-разуются в течение 1,5…2 месяцев после ремонтаи через 2…3 недели в условиях Черного моря.Их приходится исправлять путем разделки и за-варки дефектных мест, что сопровождается зна-чительными затратами, связанными как с самимремонтом, так и с выводом судна из эксплуатациив навигационный период.
Долговечность КУ может быть повышена засчет новых конструктивных решений или путемтехнологических операций, к которым относятся,в частности, упрочняющие обработки, которыесоздают в поверхностных слоях напряжения сжа-тия [3, 4].
Целью настоящей работы является оценкавлияния упрочняющей обработки на долговеч-ность и прочность КУ судов типа «Комета».
Для этого из листового проката стали12Х18Н10Т толщиной 12 мм были изготовленыобразцы с тавровыми соединениями, выполнен-ными ручной сваркой электродами ЭА-400/10У,а также аргонодуговой сваркой с применениемприсадочной проволоки Св-04Х19Н11М3.
Химический состав стали 12Х18Н10Т, мас. %:0,09 C; 1,52 Mn; 0,71 Si; 18,4 Cr; 10,2 Ni; 0,19Cu; 0,76 Ti; 0,008 S; 0,018 P, а ее механическиесвойства следующие: σв = 588 МПа; σт = 363 МПа;δ = 55 %.
Испытания проводили на резонансных уста-новках при консольном изгибе по симметричномуциклу. Частота нагружения составляла 35…45 Гц.Ширина рабочей части образцов — 100 мм [5].База испытаний на воздухе составляла 107, в кор-розионной среде (морская вода) — 3⋅107 циклов.Предел выносливости, полученный на этой базе,экстраполировали по уравнению второго участкакривой коррозионной усталости на базу 108 цик-лов [6].
Всего было испытано шесть партий образцов,по десять штук в каждой. Упрочнению подвергалишов и околошовную зону шириной до 15 мм собеих сторон шва. Из разрушенных образцов пос-леусталостных испытаний изготавливали шлифы,на которых определяли месторасположение тре-щины, а также глубину упрочненного слоя. В по-верхностных слоях, подвергшихся упрочнению,микротвердость наклепанного металла составила3220…4240 МПа, тогда как ненаклепанного —2460…3010 МПа, а глубина упрочненного слоя— 2 мм.
Результаты испытаний показали следующее.Предел выносливости при испытаниях на воздухеобразцов, выполненных ручной сваркой (рис. 1),в результате упрочнения возрос с 90 до 140 МПа,т. е. в 1,5 раза, долговечность при напряжениях140…180 МПа — в 14…20 раз.© Е. В. Коломийцев, 2012
12/2012 41

Предел выносливости образцов, выполненныхаргонодуговой сваркой, при испытаниях на воздухеувеличился со 120 до 150 МПа, т. е. в 1,25 раза,а долговечность при напряжениях 150…230 МПа— в 4…8 раз (рис. 2, кривые 1, 3). В коррозионнойсреде на базе 107 циклов предел выносливостиувеличился с 100 до 127 МПа, т. е. в 1,3 раза(рис. 2, кривые 2, 4), долговечность при напря-жениях 120…140 МПа — в 4…13 раз; на базе3⋅107 циклов — с 93 до 120 МПа (в 1,3 раза),долговечность — в 3…13 раз; на базе 108 циклов(экстраполяция) — с 83 до 110 МПа (в 1,35 раза),долговечность при напряжениях 110…120 МПа— в 14…30 раз.
Как видно из рис. 3, на образце, прошедшемупрочнение, трещина возникла и развивалась нев месте перехода шва к основному металлу (какобычно), а с противоположной стороны. Возмож-но, такой факт зафиксирован впервые.
Приведенные выше данные отличаются отполученных нами ранее [7], т. е. эффект от на-ведения сжимающих напряжений в поверхнос-тных слоях пластическим деформированием про-является сильнее на стали 12Х18Н10Т, чем на
стали 15Г2ФБ и на тавровых соединениях в боль-шей мере, чем на стыковых.
Представленные в данной работе результатыпозволяют рекомендовать судовладельцам СПКиспользовать упрочняющую обработку с приме-нением ШСУ для увеличения долговечности ипрочности КУ судов типа «Комета», что снизитзатраты на ремонт и повысит надежность данногокласса судов.
Выводы1. Усталостная прочность тавровых соединенийстали 12Х18Н10Т, выполненных ручной и арго-нодуговой сваркой, на базе 107 циклов составила90 и 120 МПа соответственно.
2. Коррозионно-усталостная прочность тавро-вых соединений стали 12Х18Н10Т, выполненныхаргонодуговой сваркой, на базе 107 циклов сос-тавила 100, на базе 108 — 83 МПа.
3. Пластическое деформирование с применениемШСУ повысило усталостную прочность тавровыхсоединений стали 12Х18Н10Т до 140 и 150 МПадля ручной и аргонодуговой сварки соответственно:долговечность — в 4…8 раз для соединений, вы-полненных аргонодуговой сваркой, и в 14…20 раздля соединений, выполненных ручной сваркой; кор-розионно-усталостную прочность до 127 МПа на ба-зе 107 циклов и до 110 МПа на базе 108 циклов,т. е. в 1,3 раза; долговечность при напряжениях110…120 МПа была увеличена в 14…30 раз.
4. Упрочняющая обработка КУ СПК с при-менением ШСУ может быть рекомендована квнедрению на судоремонтых предприятиях.
1. Зиганченко П. П., Кузовенков Б. П., Тарасов И. К. Судана подводных крыльях (конструирование и прочность).— Л.: Судостроение, 1981. — 205 с.
2. Кузовенков Б. П. Некоторые сведения по повреждаемос-ти крыльевых устройств // Тр. НТО судпрома. — 1968.— Вып. 101.
Рис. 1. Кривые усталости тавровых соединений, выполнен-ных ручной сваркой: 1 — исходное состояние после сварки;2 — после упрочнения с применением ШСУ
Рис. 2. Кривые усталости тавровых соединений, выполнен-ных аргонодуговой сваркой: 1 — после упрочнения с приме-нением ШСУ (воздух); 2 — после упрочнения (СМВ); 3 —исходное состояние после сварки (воздух); 4 — исходноесостояние (СМВ)
Рис. 3. Расположение усталостных трещин в сварных об-разцах без упрочнения (а) и после упрочнения с применениемШСУ (б)
42 12/2012

3. Степанов В. Г., Клестов М. И. Поверхностное упрочне-ние корпусных конструкций. — Л.: Судостроение, 1977.— 198 с.
4. Олейник Н. В., Кычин В. П., Луговской А. Л. Поверхност-ное динамическое упрочнение деталей машин. — Киев:Техніка, 1984. — 151 с.
5. Коломийцев Е. В., Серенко А. Н. Экспериментальнаяоценка сопротивления усталости стыковых соединенийнизколегированных сталей в коррозионной среде // Ав-томат. сварка. — 1985. — № 4. — С. 49–52.
6. Коломийцев Е. В., Карпов И. В. К выбору базы испыта-ний корпусных сталей на коррозионную усталость // Су-достроение. — 1986. — № 10. — С. 39–40.
7. Коломийцев Е. В., Серенко А. Н. Влияние ультразвуко-вой и лазерной обработок на сопротивление усталостистыковых сварных соединений в воздушной и корро-зионной средах // Автомат. сварка. — 1990. — № 11. —С. 13–15.
Results of fatigue testing of tee-joints on stainless steel 12Kh18N10T in air and in corrosive medium are presented, andinfluence of surface strengthening on improvement of strength properties and fatigue life of welded elements of hydrofoilship wing assemblies is determined.
Поступила в редакцию 04.09.2012
РАЗРАБОТАНО В ИЭС
ВЫСОКОЧАСТОТНАЯ МЕХАНИЧЕСКАЯ ПРОКОВКАСВАРНЫХ СОЕДИНЕНИЙ
Упрочняющая высокочастотная механическая проковка (ВМП) сварных соединений являетсяразвитием технологий поверхностного пластического деформирования металлов и применяетсядля повышения служебных характеристик сварных соединений конструкций различного назначенияпрежде всего для повышения их сопротивления усталости. Поверхностное пластическое де-формирование металла при ВМП осуществляется в результате механического импульсногодействия ударных элементов ручного инструмента, возбуждаемых ультразвуковым генератором.
Для упрочнения сварных соединений в целях повышения сопротивления усталости при ВМПпластическому деформированию подвергается только зона сплавления шва с основным металломшириной 4…7 мм.
По сравнению с другими способами поверхностного пластического деформирования сварныхсоединений ВМП имеет следующие преимущества: высокую производительность и экономичность;компактность и мобильность оборудования; незначительную площадь обработки (зона переходаот металла шва к основному металлу); обработку в произвольном пространственном положении;возможность прогнозирования эффективности обработки; возможность использования на стадияхпроизводства и эксплуатации конструкций.
12/2012 43

УДК 621.791.01:669
ВЛИЯНИЕ СОДЕРЖАНИЯ ЖЕЛЕЗНОГО ПОРОШКАИ СОЕДИНЕНИЙ ЩЕЛОЧНЫХ МЕТАЛЛОВВ СОСТАВЕ ПОКРЫТИЯ ЭЛЕКТРОДОВ
НА ИХ САНИТАРНО-ГИГИЕНИЧЕСКИЕ ХАРАКТЕРИСТИКИАкадемик НАН Украины И. К. ПОХОДНЯ, И. Р. ЯВДОЩИН, канд. техн. наук, И. П. ГУБЕНЯ, инж.
(Ин-т электросварки им. Е. О. Патона НАН Украины)
Установлена зависимость удельных выделений и химического состава твердой составляющей сварочного аэрозоляот содержания железного порошка в покрытии электродов. Рассмотрено влияние содержания соединений калия всоставе покрытия рутиловых и основных электродов на их санитарно-гигиенические характеристики.
К л ю ч е в ы е с л о в а : ручная дуговая сварка, электроды,электродное покрытие, сварочный аэрозоль, состав покры-тия, санитарно-гигиенические характеристики, твердаясоставляющая, удельные выделения
Ручная дуговая сварка покрытыми электродамина сегодня востребована и, по прогнозам специ-алистов [1, 2], продолжит свое существование бла-годаря ряду преимуществ: относительно невысо-кой цене процесса и расходных материалов,возможности сварки во всех положениях и в труд-нодоступных местах, отсутствию жестких требо-ваний к квалификации сварщика. Вместе с темуже более 50 лет продолжаются поиски путейулучшения санитарно-гигиенических характерис-тик электродов.
Определены факторы, влияющие на уровеньвыделения аэрозоля [3], который состоит из газо-образной составляющей сварочного аэрозоля(ГССА) и твердой составляющей сварочного аэ-розоля (ТССА). Одним из главных факторов, оп-ределяющим уровень удельных выделений и хи-мический состав ТССА, является состав элект-родного покрытия, поскольку именно оно при наг-реве и плавлении является главным источникомаэрозоля — 35…70 % от общего объема в зави-симости от вида электродного покрытия [3, 4].
Железный порошок, широко применяемый припроизводстве покрытых электродов, позволяет по-высить производительность труда сварщика, сни-зить стоимость сварочных работ, улучшить свароч-но-технологические свойства электродов [5]. По-вышение производительности достигается благода-ря увеличению перехода в сварочную ванну ме-таллической составляющей электродного покрытия.
Исследование влияния содержания железногопорошка в электродном покрытии на санитарно-гигиенические характеристики проводили на ос-
нове электродов АНО-37 с рутиловым видом пок-рытия (первая серия экспериментов). Изготавли-вали четыре партии экспериментальных электро-дов с содержанием железного порошка 0, 10, 20,30 мас. % (индекс электродов ДЗ-0, ДЗ-1, ДЗ-2,ДЗ-3 соответственно).
Сварку проводили в камере [4] от источникапеременного тока — трансформатора СТШ-500(табл. 1). Санитарно-гигиенические свойстваоценивали следующим образом: сварочный аэро-золь, образовавшийся в камере в процессе сварки,путем полной фильтрации осаждался на фильтрыФПП-15-1,5, которые взвешивали до и послеосаждения. Полученная разница по массе, отне-сенная к массе сожженной части электрода иливремени горения дуги, представляет собой удель-ные выделения (D, г/кг) или интенсивность вы-деления (G, г/мин) ТССА соответственно.
При этом также путем осаждения аэрозоля нацеллюлозный фильтр и механического удаления егов стеклянную тару дополнительно отбирали ТССАдля химического анализа методом рентгеновскойфлуоресцентной спектрометрии (СРМ-25) (табл. 2,рис. 1).
Результаты экспериментов свидетельствуют означительном (более 20 %) уменьшении выделе-ний ТССА при введении железного порошка вэлектродное покрытие. Это объясняется следую-
© И. К. Походня, И. Р. Явдощин, И. П. Губеня, 2012
Та б л и ц а 1. Режимы сварки покрытыми электродамисерии Д3
Индекс электродов Uсв, В
ДЗ-0 26...28
ДЗ-1 26...28
ДЗ-2 25...27
ДЗ-3 24...26
Пр и м е ч а н и е . Сварочный ток 180 А.
44 12/2012

щими факторами: изменением температуры каплина торце электрода [4], общим относительнымуменьшением компонентов электродного покры-тия, активно принимающих участие в образо-вании сварочного аэрозоля (целлюлоза, ферромар-ганец, мрамор), что приводит к значительномууменьшению (почти в 2 раза) содержания ток-сичного соединения марганца в составе ТССА(табл. 2). Были проведены также испытания сва-рочно-технологических свойств электродов, кото-рые дали хорошие результаты — добавлениe же-лезного порошка не ухудшало поведение металлаи шлака при сварке, не повлияло на отделимостьшлака и формирование металла.
Соединения щелочных металлов в составеэлектродного покрытия могут находиться в видесвязующего (водорастворимые силикаты), а такжекак стабилизирующий компонент, поскольку име-ют низкую работу выхода электронов.
Содержание соединений калия и натрия в пок-рытии оказывает большое влияние на валовые вы-деления и химический состав ТССА, так как они,с одной стороны, характеризуются высоким дав-лением насыщенного пара, а с другой — оказываютвлияние на номинальное напряжение на дуге, а зна-чит, и на температурную обстановку в зоне дуги.
Для определения влияния содержания соеди-нений щелочных металлов на санитарно-гигие-нические характеристики электродов с рутиловымпокрытием была проведена серия исследований.
Соединения щелочных металлов в виде тита-ната калия вводили в электродное покрытие ру-тиловых электродов (серия Э) за счет снижениясодержания железного порошка (табл. 3). Содер-жание компонентов, используемых в покрытии ине приведенных в табл. 3, не изменялось. Крометого, в электродных покрытиях этой серии при-сутствовали силикаты натрия (Э1) и калия
(Э2…Э5) в составе сухого остатка жидкого стек-ла, которое используется в качестве связующего.Электродами проводили сварку на переменномтоке от трансформатора СТШ-500. В ходе сваркиопределяли удельные выделения ТССА и отби-рали пробы для определения химического составаТССА по изложенной выше методике. Изменяе-мые содержания компонентов покрытия приве-дены в табл. 3, режимы сварки — в табл. 4, хи-мический состав — в табл. 5, удельные выделения— на рис. 2.
Анализ результатов эксперимента показывает,что с ростом содержания соединений калия в элек-тродном покрытии удельные выделения ТССАснижаются, что можно объяснить понижениемнапряжения (см. табл. 4) вследствие увеличения
Т а б л и ц а 2. Химический состав соединений ТССА электродов серии АНО-37 с рутиловым покрытием, мас. %Индекс
электродов Na2O SiO2 TiO2 MnO Fe2O3 CaO K2O Al2O3 P2O5 SO3
ДЗ-0 2,85 18,2 2,91 11,08 50,28 0,53 13,03 0,17 0,60 0,38
ДЗ-1 2,73 22,38 2,76 8,94 51,87 0,56 9,68 0,18 0,51 0,35
ДЗ-3 2,65 22,73 2,11 6,50 50,80 0,48 13,6 0,16 0,50 0,50
Рис. 1. Зависимость удельных выделений ТССА от содержа-ния железного порошка в электродном покрытии
Т а б л и ц а 3. Содержание компонентов в покрытии врутиловых электродов, мас. %
Компонентыпокрытия Э1 Э2 Э3 Э4 Э5
Титанат калия — — 4 8 12
Железный порошок 10 10 6 2 —
Тип жидкого стекла Na K K K K
Т а б л и ц а 4. Режимы сварки покрытыми электродамисерии Э
Индекс электродов Uсв, В
Э1 26…28
Э2 24…26
Э3 21…23
Э4 20…22
Э5 20…22
Пр и м е ч а н и е . Сварочный ток 185 А.
Т а б л и ц а 5. Химический состав соединений ТССАэлектродов серии Э с рутиловым покрытием, мас. %Индексэлект-родов
K2O SiO2 TiO2 MnO MgO CaO Fe2O3
Э1 4,46 11,7 2,82 16,3 1,72 0,54 49,1
Э2 9,75 16,3 3,44 16,0 1,72 0,50 48,6
Э3 13,04 13,6 3,77 14,7 1,69 0,50 45,6
Э4 14,4 15,0 3,46 13,0 1,58 0,59 45,9
Э5 22,4 11,73 3,43 9,0 1,51 0,40 47,9
12/2012 45

количества ионов калия в столбе дуги. Это при-водит к уменьшению мощности дугового разрядаи снижению интенсивности испарения расплав-ленных частиц металла и шлака. Однако при вы-соком содержании соединений калия (Э5) ско-рость испарения увеличивается, несмотря науменьшение мощности дуги, что приводит к ростуудельных выделений ТССА — срабатывает фак-тор роста концентрации соединений калия в шла-ковом расплаве. При этом содержание К2О вТССА увеличивается, а токсичных соединениймарганца — уменьшается (см. табл. 5).
Во второй серии экспериментов (серия К) оце-нивали влияние содержания соединений калия на
санитарно-гигиенические характеристики элект-родов с основным покрытием. В качествеисточника соединения калия использовали поташ(K2CO3), который вводили в покрытие в коли-чествах 0, 2, 4 и 8 % (табл. 6). Содержание ком-понентов, используемых в покрытии и не при-веденных в таблице, не изменялось.
Сварку проводили на постоянном токе обрат-ной полярности от выпрямителя ВД-306. Режимысварки приведены в табл. 7, химический составТССА — в табл. 8, удельные выделения ТССА— на рис. 3.
Результаты, как и в предыдущей серии дляэлектродов с рутиловым покрытием, показывают,что увеличение содержания щелочных металловв электродном покрытии сначала приводит к сни-жению выделений ТССА, а при высоком содер-жании соединений калия — к росту выделенийТССА. Такая зависимость объясняется влияниемдвух противоположно действующих факторов: содной стороны, уменьшением мощности дуги врезультате падения напряжения и соответственнопонижением температуры расплавов металла ишлака, что приводит к снижению интенсивностииспарения, а с другой — увеличением содержанияв шлаковом расплаве соединений щелочных ме-таллов с высокой упругостью давления паров, чтоприводит к росту интенсивности испарения. Наопределенном этапе (при высоком содержании со-единений калия) второй фактор превалирует иприводит к росту выделений ТССА (К-3).
С помощью рентгеновского флуоресцентногоанализа химического состава ТССА установлено,что с ростом содержания соединений калия в элек-тродном покрытии основного вида увеличиваетсясодержание калия в ТССА, а марганца, кремния,натрия и кальция — уменьшается (табл. 8).
Проведенные исследования подтверждают воз-можность улучшения санитарно-гигиеническиххарактеристик электродов за счет регулированиясостава покрытия. Полученные результаты пред-ставляют практический интерес и будут исполь-зованы в дальнейшей разработке универсальныхэлектродов с покрытием рутилового вида.
Рис. 2. Удельные выделения ТССА электродов с рутиловымпокрытием
Рис. 3. Удельные выделения ТССА электродов с основнымпокрытием
Т а б л и ц а 6. Содержание компонентов покрытия ос-новных электродов, мас. %
Компонентыпокрытия К-Б К-1 К-2 К-3
Железный порошок 30 28 26 22
Поташ — 2 4 8
Тип жидкого стекла Na Na Na Na
Таблица 7. Режимы сварки покрытыми электродамисерии К
Индекс электродов Uсв, В
К-Б 26…27
К-1 25…26
К-2 24…25
К-3 23…24
Пр и м е ч а н и е . Сварочный ток 190…200 А.
Т а б л и ц а 8. Химический состав соединений ТССАэлектродов с основным покрытием, мас. %
Индексэлектродов Mn Si K Na Ca Al Fe F
К-Б 4,1 1,9 5,2 14,0 15,0 0,33 16,9 23,2
К-1 3,6 1,5 12,0 12,7 11,6 0,35 18,1 18,1
К-2 3,3 1,4 13,8 11,8 10,7 0,27 17,9 18,3
К-3 2,6 1,2 19,6 9,4 9,6 0,20 17,1 20,3
46 12/2012

1. Походня И. К. Сварочные материалы: состояние и тен-денции развития // Автомат. сварка. — 2003. — № 3. —С. 9–20.
2. Маковецкая О. К. Основные тенденции на рынке свароч-ной техники в 2008–2011 гг. и прогноз его развития //Там же. — 2012. — № 6. — С. 44–50.
3. Voitkevich V. Welding fumes: formation, properties and bio-logical effects. — Cambridge: Abington publ., 1995. —110 p.
4. Металлургия дуговой сварки. Процессы в дуге и плавле-ние электродов / И. К. Походня, В. Н. Горпенюк, С. С.Миличенко и др.; под ред. акад. И. К. Походни. — Киев:Наук. думка, 1990. — 222 с.
5. Походня И. К., Марченко А. Е., Бейниш А. М. Высокопроиз-водительные электроды с железным порошком в покрытии// Автомат. сварка. — 1961. — № 10. — С. 52–68.
Presented is the dependence of the specific emissions and chemical composition of the particulate matter of weldingfumes on the content of iron powder in electrode covering. Effect of the content of potassium compounds in coveringof rutile electrodes on their sanitary-hygienic characteristics is considered.
Поступила в редакцию 08.10.2012
РАЗРАБОТАНО В ИЭС
ТЕХНОЛОГИЯ УТИЛИЗАЦИИ ШЛАКОВОЙ КОРКИВ ТРУБОСВАРОЧНОМ ПРОИЗВОДСТВЕ
Разработана технология переработки отходов флюса после сварки, включающая сепа-рацию с последующим возвратом годного флюса в производство и изготовление из шлаковойкорки флюса АН-60СМ. Технология производства флюса из шлаковой корки не предус-матривает энергоемкого и экологически опасного процесса выплавки флюса в печах. Флюсизготавливается путем многостадийного дробления шлаковой корки, магнитной сепарации,россева полупродукта и сушки.
Флюс АН-60СМ по DIN 32522-81 имеет класс FMS 168 ACM SHP 53-403-40(2-16). Шлаковаяоснова: SiО2–MnO–CaO–CaF2. Основность (по формуле МИСа) — 0,85. Насыпная плотность— 1,3…1,8 кг/дм3. Механические свойства металла шва, сваренного под этим флюсом (СтЗ ++ Св08А): предел текучести — 375 МПа, временное сопротивление — 500 МПа, ударная вяз-кость KCU при +20 °С — 125 Дж/см2, KCV при –20 °С — 40 Дж/см2 (сталь 10ХСНД + Св10ГН).
Утилизация отходов флюса сварочного производства позволяет сократить количествозакупки исходного флюса. Изготавливаемый из шлаковой корки флюс АН-60СМ пригоден длясварки взамен флюсов общего назначения АН-348А, ОСЦ-45, АНЦ-1 в судо-, резервуаростро-ении, общем и химическом машиностроении.
Флюс АН-60СМ обеспечивает стойкость металла шва против образования пор в 1,5…2раза выше, чем флюсы типа АН-348А (содержание диффузионного водорода меньше 3 см3/100 гметалла шва).
Внедрение технологии переработки шлаковой корки позволяет сэкономить до 50 %стоимости исходного флюса за счет повторного использования регенерированного флюса впроизводстве.
Технология производства флюсов на основе переработки шлаковой корки не требует энер-гоемкой, сопровождающейся вредными выбросами в атмосферу, плавки флюса в печи.
12/2012 47

УДК 621.791
СОВРЕМЕННЫЙ РЫНОК СВАРОЧНОЙ ТЕХНИКИСЕВЕРНОЙ АМЕРИКИ
О. К. МАКОВЕЦКАЯ, канд. экон. наук (Ин-т электросварки им. Е. О. Патона НАН Украины)
Приведены статистические данные, характеризующие современное состояние и основные тенденции развития рынкасварочной техники Северной Америки.
К л ю ч е в ы е с л о в а : сварочное оборудование, сварочныематериалы, основные показатели, рынок, статистика
Рынок сварочной техники Северной Америки —один из крупнейших региональных рынков мира(30 % мирового сварочного рынка). По даннымАмериканского бюро статистики США, в 2011 г.стоимостный объем производства оборудования(исключая трансформаторы) и аксессуаров длясварки и пайки, таких как оборудование для ду-говой, контактной, газовой, плазменной, лазер-ной, электронно-лучевой, ультразвуковой сварки;сварочных электродов, сварочной проволоки(покрытой и с сердечником); оборудования дляпайки (исключая ручные паяльники), составил4,9 млрд дол. (2009 г. — 3,6 млрд дол., 2010 г.— 4,1 млрд дол.). Объем импорта из 76 странмира составил 1,4 млрд дол., а экспорта —1,8 млрд дол. (163 страны). Таким образом, сто-имостный объем потребления оборудования и ма-териалов для сварки и пайки в США в 2011 г.составил 4,6 млрд дол. Следует отметить, что нес-мотря на 25 % годовой рост производства сва-рочная промышленность США в 2011 г. не дос-тигла докризисного объема производства, кото-рый составлял в 2008 г. 5,1 млрд дол. [1].
На рис. 1 приведена структура производстваосновных видов продукции для сварки и пайкив США в 2011 г.
В структуре производства США 79 % состав-ляют оборудование и аксессуары для сварки ипайки и 21 % — материалы. Основную долю про-изводства сварочного оборудования (около 70 %)составляют машины для дуговой и контактнойсварки.
В структуре потребления сварочного обору-дования также доминирует оборудование для ду-говой и контактной сварки, на долю которого при-ходится около 70 % всего объема потребления.
В структуре потребления сварочных материаловна долю сварочных и присадочных материалов при-ходится 73 %, остальное — кислород и защитныегазы. Среди газов, применяемых для сварки и резки,преобладает потребление кислорода и ацетилена.
Как защитные газы наиболее широко применяютсяаргон и диоксид углерода [2].
Согласно данным японского издания «TheJapan Welding News for the World», в 2011 г. долястран Северной Америки (США и Канада) в ми-ровом объеме потребления сварочных материаловсоставила 7,2 % (430 тыс. т): объем потребленияпокрытых электродов — 60,2 тыс. т, сплошнойпроволоки — 232,2 тыс. т, порошковой прово-локи — 94,6 тыс. т, материалов для сварки подфлюсом — 43 тыс. т.
В таблице приведена структура потребленияосновных видов сварочных материалов в отдель-ных регионах и странах мира, включая СевернуюАмерику [3, 4].
В структуре потребления сварочных матери-алов стран Северной Америки доминируютсплошная и порошковая проволоки, доля которыхсоставила в 2011 г. 54 и 22 % соответственно.
Количественный объем потребления оборудо-вания для дуговой и контактной сварки в странахСеверной Америки в 2010 г. составил 115 тыс.шт., из которых 94 % — оборудование для дуговойсварки, а стоимостный — 596 млн дол. (78 %— оборудование для дуговой сварки).
В странах Северной Америки постоянно растетуровень автоматизации сварочного производства.
© О. К. Маковецкая, 2012Рис. 1. Стоимостная структура объемов производства обору-дования и материалов для сварки и пайки за 2011 г.
48 12/2012

В 2011 г. в мире было установлено 43440 ед. сва-рочных роботов, из которых 9 тыс. ед. в СевернойАмерике, что составляет 20,7 % всего количествасварочных роботов, установленных в мире. Поструктуре потребления доля роботов для контак-тной сварки составляет 2/3, а для дуговой сварки— 1/3 от всего количества установленных сва-рочных роботов [5].
Отраслевая структура потребления сварочнойтехники в США представлена на рис. 2.
По оценке Американского сварочного общес-тва, в ближайшие годы рост потребления свароч-ной техники в США следует ожидать в сельско-хозяйственном машиностроении, дорожном стро-ительстве и мостостроении, железнодорожномтранспорте и путей сообщения, энергетике, неф-техимической промышленности (включая строи-тельство нефте- и газопроводов, танкеров длятранспортировки нефти и газа).
Прогнозируется, что в 2015 г. при ежегодномросте на 6,4 % стоимостный объем потребленияоборудования и материалов для сварки и пайкив США достигнет 7,1 млрд дол. При этом в от-раслях промышленного производства объем пот-ребления сварочной техники составит 4,4 млрддол., а в строительстве — 750 млн дол. [6].
По данным Бюро статистики США, в нацио-нальной экономике занято около 970 тыс. рабо-чих и специалистов-сварщиков [7].
Основными производителями сварочной тех-ники в США являются:
«Lincoln Electric Holdings Inc.» — ведущий ми-ровой производитель оборудования и материаловдля сварки и пайки. Включает бренды: «Brastek»,«Harris». Компания имеет 40 заводов в 19 странахмира, а ее дистрибьютерская сеть охватывает более160 стран. Объем продаж компании в 2011 г. достиг2,7 млрд дол., что составило около 50 % всегообъема продаж на рынке США и 16 % на мировомрынке сварочной техники. На конец 2011 г. зани-мала 1-е место в рейтинге крупнейших мировыхпроизводителей сварочной техники [8];
«Illinois Tool Works» — крупнейшая диверси-фицированная компания. Включает бренды: ITW,«Miller Electric», «Hobart», «Bernard», «Weldcraft»,«Jetline», «Elga», «Tian» TVai, WIA. Производс-твенные мощности и дистрибьютерская сеть рас-положены в 57 странах мира. Объем продаж в2010 г. составил 15,9 млрд дол., из которых 12 %приходится на сварочные материалы и оборудо-вание. По данным [9] она занимала 3-е место врейтинге крупнейших мировых производителейсварочной техники;
«Thermadyne Holdings» — ведущий произво-дитель газопламенного оборудования в США.Включает бренды: «Thermadyne Industries», «Ther-madyne Dynamics», «Victor», «Tweco», «Arcair»,«Thermal Arc», «Stoody», «Turbo Torch», «Fire-power and Cigweld». Производственные мощностии дистрибьютерская сеть расположены в Америке,Европе, Азии. Объем продаж в 2010 г. составил487,4 млн дол. По данным [10] занимала 7-е местов рейтинге крупнейших мировых производителейсварочной техники.
1. Value of shipments for product classes: 2010 and earlieryears. Annual Survey of Manufactures // U.S. Census Bu-reau. — http://www.census.gov.
2. Welding and soldering equipment manufacturing industry inthe U.S. and its International Trade. Rep. — www.Reportlin-ker.com.
3. Worldwide demand for welding consumables. Worldwidedemand for welding machines // The Japan Welding Newsfor the World. — 2011. — 15, № 55. — P. 5–6.
Структура потребления основных видов сварочных материалов в ряде регионов и стран мира, %
Регион/странаПокрытыеэлектроды
Сплошнаяпроволока
Порошковаяпроволока
Материалы для сварки подфлюсом (проволока+флюс) и
др.Всего, тыс. т
2008 2011 2008 2011 2008 2011 2008 2011 2008 2011
Северная Америка 15 14 58 54 21 22 6 10 520 430
Китай 60 51 25 29 4 8 11 12 2600 3000
Европа 13 12 64 54 11 19 12 13 680 570
Япония 12 10,4 47 42,8 30 35,3 11 11,5 364,8 285,6
Корея 14 13 37 35 39 40 10 12 260 230
Россия и страны СНГ 58 51 27 29 4 6 11 14 240 220
Мир, всего 44,2 41,1 35,9 35,1 10,0 12,6 9,9 11,2 5784,8 5945,6
Рис. 2. Отраслевая структура потребления сварочной техникив США за 2010 г.
12/2012 49

4. Worldwide demand for welding consumables. Worldwidedemand for welding machines // Ibid. — 2009. — 13, № 47.— P. 7.
5. General description for welding robots market // Ibid. —2012. — 165, № 56. — P. 6–7.
6. US demand for welding equipment & consumables to exce-ed $7 Billion (USD) in 2015//DAILY NEWS. —2011. —Nov. 11.
7. Occupation employment statistics. 51-4121 Welders, cutters,solders and brazers. 51-4122. Welding, soldering and bra-
zing machine setters, operators and tenders // U.S. CensusBureau. — http://www.census.gov.
8. Lincoln Electric Holdings, Inc. 4Q 2011. Financial resultsconference call, Febr. 17, 2012. — http://www.lincolnelect-ric.com.
9. ILLINOIS TOOL WORKS INC. 2011 Annual Report. —http://www.itw.com.
10.Thermadyne Holdings Corporation. Investor presentation.Aug., 2011. — http://www.thermadyne.com.
The paper presents statistical data characterising the state-of-the-art and main trends in development of the welding marketin the North America.
Поступила в редакцию 03.09.2012
РАЗРАБОТАНО В ИЭС
ТЕХНОЛОГИЯ ДИФФУЗИОННОЙ СВАРКИИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
И РАЗНОРОДНЫХ МАТЕРИАЛОВПредлагается оригинальный способ диффузионного соединения биметаллических теплообменных
систем, а также капсулирующих блоков для микроэлектроники путем использования двух промежуточ-ных прослоек: демпферного, нанесенного микроплазменным методом, и активатора из жидкого метал-ла. Первый слой регулирует разницу в значениях коэффициентов температурного расширения соединя-емых материалов, а второй обеспечивает адгезию их поверхностей. Оба промежуточных слоя соот-ветствуют функциональному назначению свариваемого изделия, т. е. не препятствуют теплоотводу.Особенностью данного способа является низкий температурный режим соединения (140…250 °С).Наличие тонкого интерметаллидного слоя, который при этом образуется, исключает разъединениедеталей в процессе эксплуатации изделия.
При осуществлении технологического процесса возможно одновременное соединение ме-таллических элементов блока и закрепление внутри него компонентов микроэлектроники. С этойцелью в качестве внешней оболочки микроэлектроники используют поликарбонат повышенной плот-ности с температурой плавления 140…200°С. Внешняя деталь теплообменного блока может бытьизготовлена из различных легких сплавов с высоким коэффициентом теплопроводности: пористогоалюминия, магниевых и алюминиевых сплавов с кремнием. Для обеспечения качественного крепленияметаллических деталей блока используют конусность внешней цилиндрической поверхности илиналичие продольных пазов. Способ рекомендуется для соединения по замкнутым, цилиндрическим исопрягающимся поверхностям.
Об л а ст и п р и м е н е н и я . Изготовление сварных приборных элементов для ракетно-космическойтехники, кораблей, воздушного и наземного транспорта, работающих в сложных условиях эксплуа-тации.
Пример теплообменного блока и фрагменты диффузионного соединения разнородных металлов
50 12/2012

ДИССЕРТАЦИЯ НА СОИСКАНИЕ УЧЕНОЙ СТЕПЕНИИнститут электросваркиим. Е. О. Патона НАН Ук-раиныВ. В. Осин (Ин-т электрос-варки им. Е. О. Патона НАНУкраины) защитил 14 нояб-ря 2012 г. кандидатскуюдиссертацию на тему «По-рошковые проволоки длянаплавки металла, которыйсодержит неметаллические
включения, играющие роль твердой смазки».Работа посвящена исследованию закономер-
ностей формирования в сплавах на основе железавключений, играющих роль твердой смазки, и соз-данию нового класса материалов для наплавки.
Установлено, что триботехнические свойстванаплавленного металла 50Х9С3Г и 20Х5М2ФС,легированного серой, зависят от общего содержа-ние сульфидов, их формы и размера. Для обеспе-чения оптимальных триботехнических свойствэтих типов наплавленного металла объемное со-держание сложных сульфидов основных легиру-ющих элементов должно составлять 1,5…2,0 %, аих размеры не должны превышать 0,02 мм. Длявыполнения этих условий необходимо, чтобы со-держание серы составляло 0,5…0,8 %, а суммар-ное содержание основных легирующих элементов(молибдена, хрома, ванадия, марганца) — 8…10 %. При меньшем содержании сульфиды не мо-гут существенно влиять на триботехническиесвойства наплавленного металла. При большем —износостойкость наплавленного металла можетдаже снижаться, так как сульфиды имеют отно-сительно небольшую твердость и не могут оказатьсопротивление изнашиванию.
Определено объемное содержание включенийграфита (1,0…1,3 %), которое обеспечивает опти-мальные эксплуатационные свойства наплавлен-ного металла типа графитизированной стали150С2Ю. Для получения такого количества гра-фитных включений наплавленный металл долженсодержать 1,3… 1,5 % углерода, 1,5…2,0 % крем-ния, 0,1…0,2 % алюминия и 0,02…0,05 % каль-ция, наплавка должна производиться с подогре-вом до 350…400 °С и отпуском при этой темпе-ратуре после наплавки. При меньшем содержанииграфитные включения не могут существенно вли-ять на триботехнические свойства наплавленногометалла. При большем — эти свойства наплавлен-ного металла в значительной степени снижаютсявследствие образования большого количествавключений графита, в том числе и хлопьевиднойформы.
По результатам исследований разработана по-рошковая проволока ПП-Нп-20Х5М2СГФ (ПП-АН209), содержащая серу, для наплавки деталей,которые эксплуатируются в условиях трения ме-талла по металлу при комнатных и повышенныхтемпературах, и порошковая проволока ПП-Нп-150С2Ю (ПП-АН206) для восстановления и уп-рочнения деталей и инструментов, эксплуатирую-щихся при умеренных температурах.
Для опытно-промышленной проверки порош-ковой проволоки ПП-Нп-20Х5М2СГФ (ПП-АН209) произведена наплавка штампов горячейштамповки на ОАО ТКШЗ (г. Токмак). Достигнутоувеличение износостойкости в 1,3…1,5 раза по срав-нению с серийными штампами из стали 5ХНМ.
Экономический эффект от использования раз-работанной порошковой проволоки ПП-Нп-20Х5М2СГФ для наплавки одного штампа состав-ляет 2150 грн./год.
12/2012 51

УДК 621.791:062.2/.4
2-й МЕЖДУНАРОДНЫЙ КОНГРЕСС«СВАРКА И СОЕДИНИТЕЛЬНЫЕ ТЕХНОЛОГИИ»
3–5 октября 2012 г. в Мадриде (Испания) состоялся2-й Международный конгресс специалистов в об-ласти сварки материалов и различных соединитель-ных технологий. Он был организован Испанской Ас-социацией сварки и соединительных технологийCESOL совместно с Союзом промышленников Ис-пании, Политехническим университетом Мадрида,под эгидой Европейской федерации сварки, ряда ве-дущих министерств страны. CESOL — неправитель-ственная, неприбыльная Ассоциация индивидуаль-ных специалистов и организаций, интересы и дея-тельность которой направлена на развитие новыхматериалов и различных соединительных техноло-гий. Ассоциация создана в 1993 г. в результате сли-яния двух организаций — ADESOL (Испанской Ас-социации развития сварки), основанной в 1977 г.,и CES (Испанского центра сварки и соединительныхтехнологий), основанной в 1988 г. Ассоциация пред-ставлена во всех международных профессиональныхорганизациях этого профиля и занимается образо-вательной деятельностью, профессиональной серти-фикацией специалистов и компаний, инспектирова-нием и мониторингом сварных конструкций, внед-рением систем контроля качества процессов сварки.
Конгресс открылся торжественным заседанием сприветственными выступлениями различных высо-копоставленных официальных лиц страны и руко-водителей CESOL. От имени Европейской феде-рации сварки участников конгресса приветствовали выступил с докладом ее президент проф. ДоринДехелян (Румыния).
Конгресс собрал более 500 специалистов —представителей различных фирм, университетов,лабораторий Испании, Японии, США, Германии,Франции, Португалии, Польши и других стран. Ук-раину представлял проф. В. С. Коваленко, которыйвыступил с пленарным докладом «Laser Welding:State of the Art, Applications and Problems». Следуетотметить, что вопросам разработки процессов свар-ки с использованием лазерного излучения на кон-грессе уделялось повышенное внимание. Так, сбольшим интересом участники встретили докладпроф. С. Катаямы (Исследовательский институтсварки Осакского университета, Япония) «RecentProgress in Fundamental Research and Industrial Ap-plications of Laser Welding». Серию докладов, пос-вященных изучению процессов лазерной сварки со-единений из ферритно-аустенитных сталей в лазер-ном центре, возглавляемом проф. Хозе ЛуисомОсанной, представили сотрудники этого центра.Был заслушан также доклад проф. Г. Комас
(G. Comas), который касался вопросов разработкипроцессов лазерной наплавки тугоплавких компо-зиций для повышения износостойкости изделий.Кстати, произвело очень благоприятное впечатле-ние общее знакомство с деятельностью лазерногоцентра, который административно подчинен Поли-техническому университету Мадрида. В центре ра-ботает 25 сотрудников, а также большая группа ас-пирантов и студентов. Он оснащен сверхсовремен-ным лазерным оборудованием и контрольно-изме-рительной техникой.
Основные направления научно-исследовательскихработ охватывают довольно широкий круг процессовтрадиционной лазерной обработки — сварку, наплав-ку, раскрой материалов, упрочнение металлическихизделий, очистку поверхности, маркировку, обработ-ку отверстий и пр. К новым направлениям исследо-ваний следует отнести разработки процессов микро-и нанообработки, высокоэффективных технологичес-ких лазерных систем, сертификацию методов конт-роля качества изделий, изготовленных с применени-ем лазерной технологии, лазерных мониторинговыхсистем для экологии, а также лазерных устройствдистанционной диагностики.
Особый интерес представляли новые исследова-тельские проекты, выполняемые центром в насто-ящее время: HICARLAW E! 3209 — промышлен-ная разработка и приборное обеспечение дистан-ционных процессов лазерной сварки изделий авто-мобилестроения; SHOCKLAS — разработка техно-логии и оборудования для улучшения механичес-ких свойств поверхности металлических материа-лов с использованием шоковых лазерных воздейс-твий; PSE MICROMANUFACTURING — разработ-
Проф. В. Коваленко и проф. Х. Осанна (директор Лазерногоцентра) на приеме в мерии Мадрида
52 12/2012

ка инновационных технологий микрообработки из-делий; FP6-STREP PHODYE — разработка фотон-ных микросенсоров и др.
Следует особо отметить, что на многих фирмахорганизовано производство с использованием лазе-ров при изготовлении собственной продукции. Рядтаких компаний организовали участки лазернойтехнологии, оснащенные современными технологи-ческими установками и специальным контрольно-измерительным оборудованием. В качестве харак-терного примера можно привести фирму «Hydra-corte, S.L.», в которой активно функционирует от-деление лазерной сварки, оборудованное дисковымлазером TruDisk 4002 мощностью 4,4 кВт и уком-плектованное роботом KUKA KR30 HA. Руководи-тель этого отделения Рикардо Вейра выступил наконгрессе с интересным докладом «Внедрение тех-нологии лазерной сварки при изготовлении маши-ностроительного оборудования», в котором нарядус обсуждением ряда исследовательских материаловприведены разнообразные примеры высокоэффек-тивного применения лазерных сварки и резки дляизготовления ответственных изделий различныхмашин и устройств. Фирма имеет амбициозныепланы в направлении дальнейшего развития работ.
Работа конгресса проводилась в четыре сессии:процессы сварки; адгезионные материалы и про-цессы; обрабатываемые материалы и их сваривае-мость; оборудование и оснастка. На двух допол-нительных сессиях под общим названием «инфор-мационная сессия» рассматривали различные ас-пекты инновационной деятельности в данной об-ласти сварочной науки и технологии. Кроме того,
ряд докладов был представлен в виде стендовойинформации (стендовых докладов).
В большинстве докладов освещались разработкив области традиционных процессов сварки с акцен-тами на различные инновации в этой области; опытприменения разработанных процессов, оборудова-ния и приборов в автомобилестроении, аэрокосми-ческой отрасли, строительной индустрии, энергети-ке, судостроении, химической и нефтяной промыш-ленности. Практически во всех докладах основноевнимание уделялось проблемам повышения проч-ности, качества, надежности соединений, повыше-ния их износостойкости и долговечности.
Одновременно с работой конгресса была про-ведена выставка новейших образцов диагностичес-ких систем, установок и программного обеспечениядля виртуального обучения сварщиков, симуляцииразличных процессов сварки, демонстрировалисьновые разработки измерительных приборов и уст-ройств (фирмы ESI, «Fronius International GmbH»,«APOLO», «AIMEN» и др.).
В заключение следует отметить особую творчес-кую атмосферу конгресса, большой процент моло-дых специалистов, успешные выступления предс-тавителей промышленности. Создалось впечатле-ние, что никакие природные, политические и соци-альные потрясения в мире и стране не смогли от-разиться на качестве проведения международногонаучного конгресса, дальнейшей консолидации уси-лий специалистов в области сварки по проблемамповышения эффективности разрабатываемых техно-логических процессов и оборудования.
В. С. Коваленко, д-р техн. наук
УДК 621.791:061.2/.4
ОТКРЫТИЕ ЛАЗЕРНОГО ЦЕНТРА В КИРОВЕ16 октября 2012 г. в Кирове в рамках специализи-рованного межправительственного соглашения о на-учно-техническом сотрудничестве Германии иРоссии в сфере лазерных и оптических технологий(2004 г.) был открыт Вятский лазерный инновацион-но-технологический центр (ВЛИТЦ). Основной осо-бенностью этого центра является то, что германскаясторона, представленная фирмами «Trumpf» и«KUKA», бесплатно предоставила оборудованиероссийской стороне, обеспечила обучение техничес-кого персонала для его обслуживания. В свою оче-редь российская сторона предоставила помещениесоответствующего уровня для германской техники,а также подвод необходимых коммуникаций, энер-гоносители и обслуживающий персонал.
ВЛИТЦ был открыт на базе ООО «Станкоинс-трументальный завод Термит», директор которого
А. А. Тюфтин оказал значительную помощь в егосоздании. Дело в том, что на территории указан-ного предприятия некоторое время уже существо-вал лазерный участок, оборудованный дисковымлазером фирмы «Trumpf» модели TruDisk 1000мощностью 1 кВт и двумя трехкоординатными ма-нипуляторами портального типа. Этот участок былсоздан в 2011 г. и явился первым этапом созданияв рамках российско-германского некоммерческогопартнерства ВЛИТЦ. Основой для создания парт-нерства послужило подписание в 2005 г. межгосу-дарственного соглашения России и Германии о мо-дернизации технологии производства в РФ. На ос-новании этого соглашения правительством Гер-мании и была осуществлена первая поставка в Ки-ров лазерного оборудования, дооснащенного в пос-
12/2012 53

леднее время более мощным промышленным ком-плексом.
Таким образом, к оборудованию вновь создан-ного ВЛИТЦ добавился лазерный технологическийкомплекс TruLaser Robot 5020. В его состав входятлазер фирмы «Trumpf» модели TruDisk 4001 мощ-ностью 4 кВт и антропоморфный робот фирмы«KUKA» с шестью степенями свободы. В рабочемполе этого комплекса, которое представляет собойпространство 1400×800×1200 мм (ширина-высота-глубина), может перемещаться любая сварочная,резательная или наплавочная головка массой до30 кг с точностью ±0,1 мм.
В планах директора ВЛИТЦ, канд. техн. наукА. М. Чиркова, целый ряд технологических разра-боток, в частности:
— лазерная сварка штуцеров высокого давлениядля двигателей внутреннего сгорания;
— лазерная сварка тонколистовых (порядка 3 мм)алюминиевых сплавов без использования присадоч-ных материалов;
— сварка шестерен автомобильной коробки пе-редач последовательным тандемом двух лазерныхпучков;
— изготовление вытяжных пуансонов методомимпульсной лазерной шовной сварки, лазернаясварка резьбового стержня с шариком из сталиШХ-15 для компрессора бытового холодильника;
— лазерная сварка автомобильных гидротолка-телей из стали 12ХН3А;
— лазерная сварка различного рода сильфонныхузлов;
— восстановление геометрических размеровбывших в эксплуатации лопаток турбин;
— восстановление крестовин локомотивов мето-дом лазерной наплавки;
— лазерно-плазменное упрочнение режущих по-верхностей зубьев отрезных фрез;
Устройство дискового лазера модели TruDisk 4001
Демонстрация возможностей трехкоординатного портально-го манипулятора, снабженного оптической головкой с систе-мой сканирования излучения фирмы «Trumpf»
Вид внутреннего пространства защитной камеры лазерноготехнологического комплекса TruLaser Robot 5020, снабжен-ного антропоморфным роботом-манипулятором фирмы«KUKA»
Дисковый лазер модели TruDisk 4001
54 12/2012

— лазерное нанесение защитных полимерныхнанокомпозитных покрытий на резьбы насосно-компрессорных труб, позволяющее примерно напорядок повысить их эксплуатационный ресурс;
— лазерно-плазменная технология цементациистальных поверхностей;
— лазерно-плазменное полирование поверхнос-тей при атмосферных условиях;
— лазерно-плазменное рафинирование поверх-ностей;
— лазерно-плазменная очистка поверхностей.
В настоящее время под руководством и при не-посредственном участии А. М. Чиркова защищеныпатентами и отработаны несколько десятков техно-логий, в том числе таких универсальных, как ла-зерная сварка сталей с высоким углеродным экви-валентом, лазерно-плазменное рафинирование ста-лей при атмосферных условиях, лазерно-плазмен-ное полирование поверхности, лазерно-плазменноенапыление. В стадии проработки находятся конт-ракты на восстановление лопаток турбин авиацион-ных двигателей, лопаток турбин газоперекачиваю-щих станций, валов прокатных станов способом ла-зерной наплавки.
На открытии ВЛИТЦ с германской стороны при-сутствовали представители фирм «Trumpf» и«KUKA», руководитель отдела коммуникаций и раз-вития бизнеса Международного лазерного центраГанновера Клаус Дитер Новицки. С российской сто-роны присутствовали губернатор Кировской областиНикита Белых, главный федеральный инспекторФердауис Юсупов, глава города Кирова ВладимирБыков, ректор ВятГУ Валентин Пугач, представи-тели фирм-производителей, а также лазерных ин-новационно-технологических центров из других ре-гионов России. Директором ВЛИТЦ и ректором Вят-ГУ в торжественной обстановке был подписан двус-торонний договор о совместном сотрудничестве иобучении студентов.
В. Ю. Хаскин, д-р техн. наук
УДК 621.791:061.2/.4
МЕЖДУНАРОДНАЯ СПЕЦИАЛИЗИРОВАННАЯВЫСТАВКА СВАРОЧНЫХ МАТЕРИАЛОВ,
ОБОРУДОВАНИЯ И ТЕХНОЛОГИЙ«WELDEX/РОССВАРКА 2012»
С 23 по 26 октября 2012 г. в Москве в КВЦ «Со-кольники» проходила 12-я Международная специ-ализированная выставка «Weldex/Россварка 2012».Она традиционно является площадкой для выводана рынок новых сварочных технологий, презентацийпродукции, местом встречи производителей, постав-щиков и потребителей. Выставка открывает новыеперспективы для бизнеса ее участников, а посети-телям дает возможность ознакомиться с трендамиразвития металлообрабатывающей отрасли, помога-ет установить новые деловые контакты.
На выставке около 250 участников представилипередовые сварочные технологии, новые материа-лы и оборудование для сварки, резки, пайки, нап-лавки и нанесения защитных покрытий. В выставкеприняли участие компании — мировые лидеры от-расли: «Линкольн Электрик» (США), «Эсаб» (Шве-
ция), «Мессер Эвтектик Кастолин» (Германия).Среди новых участников выставки 2012 г. такиекомпании, как «Кельберг Винстервальд Плазма иМашины» (Германия), «Хундай Велдинг» (ЮжнаяКорея), «Хёгапас» (Швеция), «Редбо» (Китай),«Уральский электродный завод», «ЕвроЛюкс-Групп», «Промышленная группа Векпром», «Тер-мокат», ТД «ТОС» (все Россия) и многие другие.
По сравнению с выставкой 2011 г. географияучастников расширилась — были представленыкомпании из 19 стран — Австрии, Беларуси, Ве-ликобритании, Германии, Италии, Казахстана, Ки-тая, Кореи, Латвии, Польши, Португалии, России,США, Турции, Узбекистана, Украины, Франции,Швейцарии, Швеции.
Мощная рекламная компания привлекла значи-тельное количество посетителей — представителей
Подписание договора о сотрудничестве между ВЛИТЦ иВятГУ (за столом слева — директор ВЛИТЦ А. М. Чирков,справа — ректор ВятГУ В. Пугач)
12/2012 55

самых разных предприятий из различных отраслейпромышленного производства России, стран СНГ,а также других стран. Это содействовало макси-мальному раскрытию потенциала выставки, повы-шению ее посещаемости, расширению возможнос-тей для установления сотрудничества.
На торжественной церемонии открытия «Wel-dex/Россварка» с приветственным словом к много-численным гостям и участникам обратились М. Э.Башелеишвили, генеральный директор Междуна-родной выставочной компании (MVK), В. И. Лав-рухин, председатель Московской промышленно-торговой палаты, Ю. К. Подкопаев, президент Мос-ковского межотраслевого альянса главных сварщи-ков (ММАГС) О. И. Стеклов, президент Российско-го научно-технического сварочного общества(РНТСО), представитель департамента качестваРоскосмоса и ректор РГТУ-МАТИ В. А. Фролов.
Выступающие отмечали, что с помощью техно-логий сварки в развитых странах создается продук-ция, составляющая по стоимости около 50% вало-вого продукта. Поэтому общение специалистов это-го сегмента промышленности имеет важное значе-ние. Выставка несомненно придает мощный им-пульс в использовании передовых технологий. Оче-видна тенденция в расширении круга стран-участ-ниц этой выставки. Сегодня она позиционируетсякак третья в мире по объему участников, площадиэкспозиций и заслуженному авторитету.
Весь спектр технологий соединения и резки ма-териалов был представлен на площади более9000 м2 в павильонах 4 и 4.1 КВЦ «Сокольники»,где ведущие производители демонстрировали своюпродукцию. Наиболее представительной на выстав-ке была экспозиция российских предприятий (168стенда). Среди них такие известные производителисварочного оборудования, как «Автогенмаш», Го-сударственный Рязанский приборный завод, «Ин-женерный и Технологический сервис», «Искра»,«ПКТБА», «Плазер», «Плазмамаш», «Технотрон»,«Тор», «Уралтермосвар», «Шторм», производителисварочных материалов — завод сварочных матери-алов (г. Березовский, Свердловская обл.), Лосино-
островский электродный завод, металлургическийзавод «Электросталь», «Спецэлектрод», Судославс-кий завод сварочных материалов, Уральский элек-тродный завод, Череповецкий завод сварочных ма-териалов.
Известные в мире бренды ряда ведущих фирм бы-ли представлены их отделениями в России — ООО«Беллер Велдинг вэлд Дмс, ООО «Кемппи», предс-тавитель продукции EWM (Германия), «Blue Weld»(Италия), «Translas» (Нидерланды), «Fubag» (Герма-ния), ООО «Тена», Представительство АОУТ.
Украина на выставке была представлена стенда-ми Краматорского завода «Донмет», ООО «Навко-тех», Опытного завода сварочного оборудования ижурнала «Автоматическая сварка» Института элек-тросварки им. Е. О. Патона.
Примечательно, что на выставке были широкопредставлены экспозиции ряда ведущих научных,инженерно-технологических и инжиниринговыхцентров России таких, как «Альянс сварщиков С.-Петербурга и Северо-Западного региона, НИТИ«Прогресс», ОАО ИТЦ Прометей», ООО «Контур-97», МАТИ-РГУ им. К. Э. Циолковского, РНТСО,«Портал Инжиниринг» и др.
Основной объем экспонатов на выставке, какобычно, пришелся на сварочное оборудование дляразличных методов электродуговой сварки метал-лов. При этом продолжают сохраняться тенденцииразвития инверторных схем с микропроцессорнымпрограммным синергетическим управлением, обес-печивающие такие функции, как горячий старт (Hotstart), антиприлипание (antistick), форсаж дуги (ArcForce), существенную экономию электроэнергии,снижение требований к квалификации сварщиковпри обеспечении должного качества сварки, нечув-ствительность к колебаниям сетевого напряжения(что особенно важно для сварки в строительстве).
Переход в схемах оборудования на полностьюцифровую инверторную импульсную технологиюобеспечивает воспроизводимость результатов свар-ки при практически полном исключении брызг рас-плавленного металла.
В целом представленные на выставке экспонаты,соответствующие современному уровню сварочнойтехники, техники для термических методов резки(газовой, плазменной и пр.), вызвали живой инте-рес у специалистов, посетивших выставку.
Для большинства специализированных выставок,проводимых в Москве, С.-Петербурге, характерно,что большинство стендов отражает деятельность иноменклатуру товаров и услуг, представленнуюторгующими фирмами. Среди них ООО «КомпанияАван», «АВГ Технологии», ООО «Вебур Комеха-никс», ООО «Алекс» (г. Москва), ООО «ТД Аргус»(г. Нижний Новгород), ПГ «Дюкон» (г. С.-Петер-бург) и многие другие.
Следует заметить, что впервые на выставках вРоссии новую разработку в области обучения свар-
56 12/2012

« ». -
. , -
. :
— - « -
( , 23 ,
);— « -
» ( , 24 , - « »);
— - - « »
(24 , );— « PR (25 , -
« »);— : « » (23–26
, « »), « - -2012» « -
2012» (24 , MVK, « »), « 2012» (25
V « »). -
- , « », -
. 5 , -
, , - .
, «Weldex/ - 2012» -
, -
. -
. , - -
- -
. 2013 . «Weldex/ » -
8 11 « ».
. . , - .
12/2012 57

« »
. , ,
- . « » - , -
.
1.
- , -
.
. - , -
. -, 5 6
3 3,5 .- , ,
. , - ,
-.
2. -
, - -
, -: , ,
, . ,
« » - ,
.
3. ABB
— , « » -
, , - .
— - ,
. - , - , -
, . -, .
. . , « »
« ». , . , 18/2
.: +7 (343) 384-71-72, +7 (343) 389-09-51E-mail: [email protected], www.DeltaSVAR.ru
58 12/2012

-. — : , 2012. — 526 .
, 200 290 .
120 - -
. . . , , « »,
- - . -
- .
, ,
.
. . . - . — : « »,
2012. — 224 . , 165 235 ( . .).
- -
. -
. -
- -
. - ,
, -, -
.
, - . — :
« », 2012. — 172 . ,200 290 .
38 , « - » 2009–2011 ., ,
.
, , , .
, , , ,
.
12/2012 59

. . , . . , . . , . . , . . -. . — : . . .
, 2012. — 116 . , 165 235 .
-
14 3 , 40 14 3 , ,
, , , , -
- . - . . .
- -
, -
. -
. -
, -.
- -: . . . . / .
. . . . — : « », 2012. — 166 . , 200 290 .
- « -
», -
, , . -
. - , -
, , , , .
.. . : -
. .- . . / . . . -. — : « », 2012.
— 52 . , 200 290 .
-- , -
- .
, - , ,
, .
« ».
E-mail: [email protected]
60 12/2012

ВЫДАЮЩЕЕСЯ ИЗОБРЕТЕНИЕ ТЕПЛОЭНЕРГЕТИКАЛ. К. РАМЗИНА
СТИМУЛИРУЕТ РАЗВИТИЕ ТЕХНИКИ СВАРКИК началу XX века в разных странах начали эксплуатироваться котлы с повышенными парамет-
рами пара. Их изготавливали с применением клепки. Несмотря на то, что к тому времени были ужепримеры эффективного применения сварки, использовать новые технологии соединения в произ-водстве котлов не спешили. Однако 80 лет тому был изобретен прямоточный котел высокогодавления, конструкция которого известна в мире как «система Рамзина». Принцип получения парав нем используется до последнего времени. А изготовить его можно было только с помощью сварки.
Российский ученый-энергетик Леонид Константинович Рамзин родился 26 октября 1887 г. наТамбовщине. Получив отличное инженерное образование, заведовал кафедрой в МВТУ, учавствовалв разработке плана ГОЭЛРО. С 1921 г. руководил теплотехническим институтом (ВТИ). Под егоруководством создавалось новейшее энергетическое оборудование, проектировались тепловыестанции. Его методы расчета котельных установок, теория излучения в топках, работы по тепло-фикации обеспечили решение топливно-энергетических проблем страны. Ученый практически за-вершал разработку самой главной своей идеи — мощного прямоточного парового котла высокогодавления, способного работать на любом топливе, как внезапно был арестован. Являясь политзак-люченным, продолжал руководить ВТИ и в 1931 г. проект был закончен. Но в отличие от котловизвестных конструкций новый, первый в мире котел без применения сварки изготовить не удавалось.
Самый мощный прямоточный агрегат в мире представляет собой систему трубных витков, рас-положенную в топочной камере, имеет распределительные коробки для подачи питательной водыи подвесные радиационные экономайзеры из труб со стенкой толщиной 6 мм, 44 параллельныхтрубных витка диаметром 30/42 мм, секции вторичного перегревателя из труб со стенкой толщиной3 мм и ряд других узлов и деталей. Стыки труб соединяли контактной сваркой непрерывным оп-лавлением (с импульсной подачей тока, выдержкой и троекратной осадкой металла). Для изготов-ления остальных узлов применяли ацетилено-кислородную и ручную дуговую сварку электродамииз малоуглеродистой стали с меловой обмазкой.
Испытания опытного образца показали достаточно высокую паропроизводительность, в том числеи при работе на торфе и дровах. В системе Наркомата тяжелой промышленности было созданоОКБ прямоточного котлостроения, которое возглавил сам изобретатель. В 1933 г. под руководствомавтора был изготовлен промышленный образец паропроизводительностью 200 т/ч с давлением пара14 МПа.
Ручной дуговой и контактной стыковой сваркой были изготовлены все основные узлы. На се-рийном производстве котлов специализировались такие заводы, как «Красный котельщик» (Таган-рог), Машиностроительный завод им. Г. К. Орджоникидзе (Подольск), Барнаульский котельный заводи ряд других. В годы Великой Отечественной войны энергетические проблемы Урала были решеныблагодаря рамзинским котлам, и в 1943 г. их создатель был отмечен Сталинской премией 1-й степени.Кроме того, он был награжден орденом Трудового Красного Знамени, а к шестидесятилетию, загод до смерти — орденом Ленина.
Идеи Л. К. Рамзина до настоящего времени актуальны и используются при разработке котловновых поколений. Конструктивные решения Рамзина оказались в самом русле тенденций научно-технического прогресса — повышение таких эксплуатационных параметров энергетических уста-новок, как температура и давление. Именно такой котел, как никакой другой позволял значительноувеличивать эти показатели. Дальнейшие пути реализации этих возможностей связаны с совершен-ствованием и созданием специальных сталей, технологий сварки, специализированного сварочногооборудования и материалов.
А. Н. Корниенко, д-р ист. наук
12/2012 61

Межотраслевой учебно-аттестационный центр Института электросварки им. Е.О. Патона НАН Украины
Программы профессиональной подготовки на 2013 г. Шифркурса Наименование программы Продолжи-
тельность Сроки
проведения 1. Повышение квалификации инженерно-технических работников (с аттестацией на право технического руководства сварочными работами при изготовлении сварных конструкций в т.ч. подведомственных государственным надзорным органам)
101 подготовка и аттестация 3 недели (112 ч) апрель, ноябрь 102
Техническое руководство сварочными работами на объек-тах, за которыми осуществляется государственный надзор переаттестация 18 ч февраль, ноябрь
103 Расширение области аттестации руководителей сварочных работ 6 ч апрель, ноябрь 104 подготовка и аттестация 2 недели (72 ч)
105
Техническое руководство сварочно-монтажными работами при строительстве и ремонте газопроводов из полиэтилено-вых труб переаттестация 1 неделя (32 ч)
по мере поступления заявок
106 подготовка и аттестация 2 недели (72 ч) 107
Техническое руководство сварочными работами при ремон-те действующих трубопроводов (под давлением) переаттестация 22 ч
ежеквартально
111 Подготовка и аттестация председателей комиссий по аттестации сварщиков - экспертов Украинского аттестационного комитета сварщиков (УАКС) 3 недели (112 ч) декабрь
112 Расширение области аттестации председателей комиссий по аттестации сварщиков – экспертов УАКС 8 ч по согласованию
с УАКС
113 специалистов технологических служб, отвечающих за организацию аттестации сварщиков 2 недели (72 ч) июнь, октябрь
114 специалистов служб технического контроля, отвечающих за кон-троль сварных соединений (включая специальную подготовку к аттестации по визуально-оптическому методу контроля)
2 недели (74 ч) ежеквартально
115
Подготовка и аттестация членов комиссий по аттестации свар-щиков:
специалистов служб охраны труда предприятий 2 недели (74 ч) июнь, октябрь
116 Расширение области аттестации членов комиссий по аттестации сварщиков – специалистов техноло-гических служб по сварке 6 ч по согласованию
с УАКС 117 со стажем 3 года 32 ч июнь, декабрь
118
Подтверждение полномочий (переаттестация) председателей комиссий по аттестации сварщиков - экспертов УАКС: со стажем 6 и более лет 20 ч по согласованию
с УАКС 119 со стажем 3 года 32 ч июнь
120 специалистов технологических служб по сварке: со стажем 6 и более лет 20 ч по согласованию
с УАКС 121 специалистов по техническому контролю 16 ч
122 специалистов по техническому контролю (включая спец. подготов-ку к аттестации по визуально-оптическому методу контроля) 36 ч
123
Подтверждение полномочий (переаттестация) членов комис-сий по аттестации сварщиков:
специалистов по охране труда 16 ч
ежеквартально
130 Международный инженер по сварке 458 / 120 ч1
132 Международный технолог по сварке 356 / 90 ч1 134 Международный специалист по сварке 239 / 60 ч1 136 полного уровня 230 ч
137 стандартного уровня 170 ч 138
Переподготовка специалистов сварочного производства по программам Международного института сварки с присвоением квалификации: Международный
инспектор по сварке базового уровня 115 ч
по мере поступления заявок
141 подготовка и аттестация 2 недели (72 ч) июль 142
Металлографические исследования металлов и сварных соединений переаттестация 22 ч май, июль
143 повышение квалификации и аттестация 2 недели (72 ч) февраль, октябрь 144
Физико-механические испытания материалов и сварных соединений переаттестация 20 ч март, апрель, ноябрь
145 подготовка и аттестация 2 недели (74 ч) 146
Эмиссионный спектральный анализ (стилоскопирование) металлов и сплавов переаттестация 22 ч
по мере поступления заявок
151 Производство сварочных материалов: организация, технологии и системы управления качеством 152 Ремонт, восстановление и упрочнение изношенных деталей методами наплавки
2 недели (72 ч) по согласованию с заказчиком
Тематические семинары (возможно проведение на территории заказчика)
161 Состояние нормативно-технической документации в области сварочного производства, тенденции и перспективы март, июнь
162 Обеспечение качества сварки. Требования национальных и международных стандартов 2 дня (16 ч)
апрель, июнь, октябрь
163 Современное оборудование и состояние нормативной документации в области сварки труб из тер-мопластов
164 Подтверждение соответствия, декларирование продукции сварочного производства
по согласованию с заказчиком
165 Новые технологии профессиональной подготовки сварщиков на производстве
1 день (8ч)
сентябрь, октябрь

2. Повышение квалификации педагогических работников системы профессионально-технического образования в области сварки
201 Организация профессионально-практической подготовки сварщиков по модульной технологии 3 недели (112 ч) 202 Организация профессионально-теоретической подготовки сварщиков по модульной технологии 2 недели (72 ч)
203 Повышение квалификации мастеров (инструкторов) производственного обучения по сварке с при-своением квалификации «Международный практик по сварке» 4 недели (152 ч)
204 Повышение квалификации преподавателей специальных дисциплин профессионально-технических учебных заведений по направлению «Сварка» с присвоением квалификации «Международный спе-циалист по сварке»
2,5 недели (100 ч)
постоянно, по согласованию
с заказчиком
3. Профессиональная подготовка, переподготовка и повышение квалификации квалифицированных рабочих в области сварки и родственных технологий
(с присвоением квалификации в соответствии с национальными и международными требованиями)
Курсовая подготовка СВАРЩИКОВ:
301 ручной дуговой сварки покрытыми электродами 9 недель (352 ч) 302 ручной дуговой сварки неплавящимся металлическим электродом в инертных газах (TIG) 5 недель (192 ч)
303 газовой сварки 3 недели (116 ч) 304 механизированной дуговой сварки плавящимся электродом в защитных газах (MIG/MAG) 3 недели (112 ч) 305 механизированной дуговой сварки порошковой проволокой 3 недели (112 ч) 306 автоматической дуговой сварки под флюсом 3 недели (112 ч) 307 электрошлаковой сварки 3 недели (112 ч)
постоянно, (индивидуальная подготовка по
модульной технологии)
308 контактной (прессовой) сварки (рельсов, промышленных и магистральных нефте- и газопроводов) 3 недели (112 ч) 309 пластмасс (сварка трубопроводов из полиэтиленовых труб) 5 недель (196 ч)
по мере поступления заявок
Подготовка сварщиков по программам Международного института сварки с присвоением квалификации:
310 Международный сварщик угловых швов 74 - 215 ч1 312 Международный сварщик плоских соединений 90 - 393 ч1 315 Международный сварщик труб 90 - 560 ч1 318 Международный практик-сварщик 32 - 146 ч1
постоянно, (индивидуальная подготовка по
модульной технологии)
Курсовая переподготовка СВАРЩИКОВ: 320 ручной дуговой сварки покрытыми электродами 152 / 76 ч2 322 ручной дуговой сварки неплавящимся металлическим электродом в инертных газах 76 ч / 112 ч / 152 ч 325 газовой сварки 76 ч 326 механизированной дуговой сварки плавящимся электродом в защитных газах (MIG/MAG) 72 ч 327 механизированной дуговой сварки порошковой проволокой 76 ч 328 автоматической дуговой сварки под флюсом 76 ч 329 электрошлаковой сварки 76 ч
постоянно, (индивидуальная подготовка по
модульной технологии)
Повышение квалификации СВАРЩИКОВ:
330 ручной дуговой сварки покрытыми электродами 2 недели (72 ч) 331 ручной дуговой сварки неплавящимся электродом в инертных газах 2 недели (72 ч) 332 газовой сварки 2 недели (72 ч)
333 механизированной дуговой сварки плавящимся металлическим электродом в защитных газах (MIG/MAG) 2 недели (72 ч)
334 механизированной дуговой сварки порошковой проволокой 2 недели (72 ч) 335 автоматической дуговой сварки под флюсом 2 недели (72 ч) 336 электрошлаковой сварки 2 недели (72 ч)
постоянно, (индивидуальная подготовка по
модульной технологии)
Курсовая подготовка дефектоскопистов и контролеров:
340 ультразвукового контроля 196 ч 341 рентген и гамма контроля 188 ч 342 магнитного контроля 180 ч 343 контролеров неразрушающего контроля 196 / 72 ч3 345 контролеров сварочных работ 154 ч
по согласованию с заказчиком
Целевая курсовая подготовка дефектоскопистов для железнодорожного транспорта:
350 магнитного контроля 120 ч 351 ультразвукового контроля 160 ч 352 по комплексному ультразвуковому контролю колесных пар вагонов 160 ч
по согласованию с заказчиком
Целевая подготовка и подтверждение квалификации: 360 газовой резки 3 недели (112 ч) 361
газорезчиков ручной и механизированной воздушно-плазменной резки 3 недели (112 ч)
362 металлизаторов по нанесению электродуговым напылением 3 недели (112 ч)
по согласованию с заказчиком

363 газопламенным напылением 3 недели (112 ч) 364 детонационным напылением 3 недели (112 ч) 365
упрочняющих и защитных покры-тий на металлы
плазменным напылением 3 недели (112 ч)
4. Аттестация персонала сварочного производства
401 Специальная подготовка и аттестация сварщиков в соответствии с правилами Госгорпромнадзора (НПАОП 0.00-1.16-96) и стандартами ДСТУ 2944, ДСТУ ISO 9606-2,3,4,5 72 ч
402 Дополнительная и внеочередная аттестация сварщиков согласно с НПАОП 0.00-1.16-96 24 ч
403 Периодическая аттестация сварщиков в соответствии с НПАОП 0.00-1.16-96, ДСТУ 2944, ДСТУ ISO 9606-2,3,4,5 32 ч
404 112 ч2 405
Специальная подготовка и аттестация сварщиков в соответствии с международными (или европей-скими) стандартами ISO 9606 (или EN 287-1) 72 ч2
406 Периодическая аттестация сварщиков в соответствии с международными (европейскими) стандартами ISO 9606 (EN 287-1) 24 ч
407 Специальная подготовка и аттестация операторов автоматической сварки плавлением в соответствии с стандартом ISO 14732 2 недели (72 ч)
411 Специальная подготовка и аттестация сварщиков на допуск к выполнению сварочных работ при ремонте действующих магистральных трубопроводов (под давлением) 3 недели (112 ч)
412 Периодическая аттестация сварщиков на допуск к выполнению сварочных работ при ремонте дейст-вующих магистральных трубопроводов (под давлением) 32 ч
413 Специальная подготовка и аттестация операторов- сварщиков контактно-стыковой сварки арматуры 2 недели (72 ч)
постоянно
414 Аттестация сварщиков пластмасс (сварка трубопроводов из полиэтиленовых труб) проводится по окончании курса 309
415 Периодическая аттестация сварщиков пластмасс (сварка трубопроводов из полиэтиленовых труб) 32 ч ежеквартально
421 24 ч ежемесячно
422 ультразвуковой контроль
60 / 70 / 140 ч 4 по мере поступления заявок
425 24 ч 4 ежемесячно 426
радиационный контроль 60 / 70 / 140 ч 4
429 магнитный контроль 24 / 60 / 110 ч 4 432 капиллярный контроль 24 / 60 / 110 ч 4
по мере поступления заявок
435
Специальная подготовка дефек-тоскопистов к сертификации согласно НПАОП 0.00-6.14-97
визуально-оптический контроль 24 / 30 / 70 ч 4 ежемесячно
441 подготовка и аттестация 76 ч
442
Специальная подготовка и аттестация дефектоскопистов по комплексному ультразвуковому контролю колесных пар вагонов (согласно РД 07-09-97) переаттестация 36 ч
443 подготовка и аттестация 2 недели (72 ч) 444
Специальная подготовка и специалистов по контролю каче-ства защитных покрытий переаттестация 32 ч
по согласованию с заказчиком
5. Тренинги, тестирование и подтверждение квалификации
501 Профессиональное тестирование и подтверждение квалификации сварщиков ручной и механизиро-ванной дуговой сварки 4 – 8 ч 5
505 Профессиональное тестирование и подтверждение квалификации сварщиков ручной дуговой сварки неплавящимся металлическим электродом в инертных газах 4 – 16 ч 5
510 Практические тренинги по различным способам сварки 16 – 32 ч 5
по согласованию с заказчиком
1 - Продолжительность обучения определяется в зависимости от базовой профессиональной подготовки. 2 - Продолжительность обучения зависит от специализации и уровня квалификации. 3 - Длительность программы определяется по результатам входного тестирования. 4- Продолжительность обучения указывается в направлении ОСП (орган по сертификации персонала). 5- Длительность программы зависит от условий и характера испытаний.
По просьбе заказчиков возможно проведение обучения по другим программам, не вошедшим в данный перечень. На пери-од обучения слушателям предоставляется жилье с оплатой за наличный расчет. Стоимость обучения определяется при заключении договора. Для приема на обучение необходимо направить заявку с указанием шифра курса, количества специалистов и почтовых реквизитов предприятия.
Украина, 03680, г. Киев-150, ул. Боженко, 11 Тел. (44) 456-63-30, 456-10-74, 200-82-80, 200-81-09, Факс (44) 456-48-94; E-mail: [email protected], http://muac.kpi.ua

УКАЗАТЕЛЬ СТАТЕЙ ЗА 2012 г.
ПЕРЕДОВИЦА
Б. Е. Патон (награждение орденом Свободы) № 350 лет во главе Национальной академии наук Украины№ 2
НАУЧНО-ТЕХНИЧЕСКИЙ РЕЗДЕЛ
БОРИСОВ Ю. С., ХАСКИН В. Ю., ВОЙНАРОВИЧ С. Г.,КИСЛИЦА А. Н., ТУНИК А. Ю., АДЕЕВА Л. И., КУЗЬМИЧ-ЯНЧУК Е.К., БЕРНАЦКИЙ А. В., СИОРА А. В. Комби-нированная лазерно-микроплазменная наплавка порошкамисистемы Ni–Cr–B–Si № 11БОРИСОВА А. Л., БОРИСОВ Ю. С., АСТАХОВ Е. А., МУ-РАШОВ А. П., БУРЛАЧЕНКО А. Н., ЦЫМБАЛИСТАЯ Т. В.Теплозащитные свойства газотермических покрытий, содер-жащих квазикристаллический сплав системы Al–Cu–Fe № 4
ВАРЛАМОВ Д. П., ДЕДЕШКО В. Н., КАНАЙКИН В. А.,СТЕКЛОВ О. И. Повышение надежности магистральныхгазопроводов при использовании многократнойвнутритрубной дефектоскопии № 3
ГАЙВОРОНСКИЙ А. А., ПОЗНЯКОВ В. Д., МАРКАШОВАЛ . И . , БЕРДНИКОВА Е . Н . , КЛАПАТЮК А . В . ,АЛЕКСЕЕНКО Т. А., ШИШКЕВИЧ А. С. Влияние составанаплавленного металла на структуру и механическиесвойства восстановленных железнодорожных колес № 8ГАРСИЯ-РОДРИГЕС А., ГОМЕС ПЕРЕС К. Р., КУИНТАТАПУЧОЛ Р. Исследование процессов горения дуги и переносаэлектродного металла при сварке покрытыми электродамиЕ6013 № 6ГОЛИКОВ Н. И., ДМИТРИЕВ В. В. Остаточное напряжениекольцевых стыков магистрального газопровода при эксплуа-тации в условиях Севера № 12ГОНЧАРОВ И. А., СОКОЛЬСКИЙ В. Э., ДАВИДЕНКОА. О., ГАЛИНИЧ В. И., МИЩЕНКО Д. Д. Образование шпи-нели в расплаве агломерированного сварочного флюса сис-темы MgO–Al2O3–SiO2–CaF2 и ее влияние на вязкость шлака№ 12ГОРОБЕЦ О. Ю., МАКСИМОВ С. Ю., ПРИЛИПКО Е. А.Механизм электромагнитной дегазации жидкого расплаваметалла при подводной сварке № 6ГРИНБЕРГ Б. А., ЕЛКИНА О. А., ПАЦЕЛОВ А. М., ИНО-ЗЕМЦЕВ А. В., ПЛОТНИКОВ А. В., ВОЛКОВА А. Ю.,ИВАНОВ М. А., РЫБИН В. В., БЕСШАПОШНИКОВ Ю. П.Проблемы перемешивания и расплавления при сваркевзрывом (алюминий–тантал) № 9
ДМИТРИК В. В., СЫРЕНКО Т. А. К механизму диффузиихрома и молибдена в металле сварных соединений паропро-водов № 10
ЖДАНОВ Л. А., ДУЧЕНКО А. Н., ГОНЧАРОВ И. А.,ГАЛИНИЧ В. И., ЗАЛЕВСКИЙ А. В., ОСИПОВ Н. Я.Термодинамический анализ шлаковых расплавов приизготовлении сварочных плавленых флюсов № 11
ЗЯХОР И. В., КУЧУК-ЯЦЕНКО С. И. Сварка трениемжаропрочной стали , полученной технологией литьяпорошков под давлением, со сталью 40Х № 9
ИГНАТЕНКО А. В., ПОХОДНЯ И. К., ПАЛЬЦЕВИЧ А. П.,СИНЮК В. С. Дислокационная модель водородной лока-лизации пластичности металлов с ОЦК решеткой № 3
КАСАТКИН О. Г., ЦАРЮК А. К., СКУЛЬСКИЙ В. Ю.,ГАВРИК А. Р., МОРАВЕЦКИЙ С. И., НИМКО М. А.,СТРИЖИУС Г. Н., ТЕРОВЕЦ Н. В., БЫВАЛЬКЕВИЧ А. И.,НЕМЛЕЙ Н. В., КУРАН Р. И. Односторонняя сварка пла-кированных трубопроводов атомных энергетических уста-новок № 10КИРОЦ В., ГУМЕНЮК А., РЕТМАЙЕР М. Особенностилазерной сварки аустенитных и аустенитно-ферритныхнержавеющих сталей с высоким содержанием марганца № 1КИРЬЯН В. И., ДВОРЕЦКИЙ В. И., МАЛЬГИН М. Г. Расчетлокальных напряжений в зонах сварных соединений крупно-габаритных пространственных конструкций № 4КНЫШ В. В., БАРВИНКО А. Ю., БАРВИНКО Ю. П. Обосно-вание критерия «течь перед разрушением» применительно квертикальным цилиндрическим резервуарам для хранениянефти № 9КНЫШ В. В., СОЛОВЕЙ С. А., КУЗЬМЕНКО А. З. Повы-шение сопротивления усталости сварных соединений снакопленной поврежденностью при многоступенчатом иблочном нагружениях № 7КОСТИН В. А. Математическое описание углеродногоэквивалента как критерия оценки свариваемости сталей № 8КОСТИН В. А., ГРИГОРЕНКО Г. М., ПОЗНЯКОВ В. Д.,ЖДАНОВ С. Л., СОЛОМИЙЧУК Т. Г., ЗУБЕР Т. А.,МАКСИМЕНКО А. А. Влияние термического цикла сваркина структуру и свойства микролегированных конструкци-онных сталей № 12КРИВЧИКОВ С. Ю. Влияние добавок алюминия в порош-ковую проволоку на свойства высокоуглеродистого наплав-ленного металла № 5КРИВЧИКОВ С. Ю. Модифицирование бором наплав-ленного металла типа серого чугуна № 6КРИКЕНТ И. В., КРИВЦУН И. В., ДЕМЧЕНКО В. Ф. Моде-лирование процессов тепло-, массо- и электропереноса встолбе и анодной области дуги с тугоплавким катодом № 3КУЛИК В. М., ДЕМЧЕНКО Э. Л., ВАСИЛЬЕВ Д. В.,ЕЛАГИН В. П. Хромомарганцевые материалы для сваркисталей повышенной прочности без подогрева и термическойобработки № 10КУЛИК В. М., ШЕЛЯГИН В. Д., САВИЦКИЙ М. М.,ЕЛАГИН В. П., СИОРА А. В., ШУБА И. В. Технологическиеособенности лазерной сварки среднеуглеродистой легиро-ванной стали № 6КУЧУК-ЯЦЕНКО С. И., ШВЕЦ Ю. В., ЗАГАДАРЧУК В. Ф.,ШВЕЦ В. И., ХОМЕНКО В. И., ЖУРАВЛЕВ С. И.,СУДАРКИН А. Я., КОЛИКОВ В. Л., ХОМИЧЕНКО С. А.Контактная стыковая сварка оплавлением толстостенныхтруб из высокопрочных сталей класса прочности К56 № 5
ЛЕБЕДЕВ А. В. Транзисторные источники питания дляэлектродуговой сварки (Обзор) № 9ЛОБАНОВ Л. М., ЛЕБЕДЕВ В. А., МАКСИМОВ С. Ю.,ТИМОШЕНКО А. Н., ГОНЧАРОВ П. В., ЛЕНДЕЛ И. В.,КЛОЧКО Р. И. Новые возможности механизированной
12/2012 65

дуговой точечной сварки с применением импульсных воз-действий № 5ЛОБАНОВ Л. М., ПАЩИН Н. А., МИХОДУЙ О. Л. Эффек-тивность электродинамической обработки сварных соедине-ний сплава АМг6 различной толщины № 3ЛОБАНОВ Л. М., ПАЩИН Н. А., ЧЕРКАШИН А. В., МИХО-ДУЙ О. Л., КОНДРАТЕНКО И. П. Эффективность электро-динамической обработки алюминиевого сплава АМг6 и егосварных соединений № 1ЛУКАШЕНКО А. Г., МЕЛЬНИЧЕНКО Т. В., ЛУКАШЕНКОД. А. Лазерная сварка тонколистовой нержавеющей сталимодулированным излучением № 4
МАЛИНОВ В. Л., МАЛИНОВ Л. С. Структура и изно-состойкость хромомарганцевого наплавленного металла № 7МАРКАШОВА Л. И., АХОНИН С. В., ГРИГОРЕНКО Г. М.,КРУГЛЕНКО М. Г., КУШНАРЕВА О. С., ПЕТРИЧЕНКОИ. К. Структура и свойства сварных соединений титановыхсплавов, легированных кремнием № 11МАРКАШОВА Л. И., ИЩЕНКО А. Я., КУШНАРЕВА О. С.,ФЕДОРЧУК В. Е. Влияние структурно-фазовых превра-щений в соединениях алюминиево-литиевого сплава 1460 нафизико-механические свойства № 5МАХНЕНКО В. И., ВЕЛИКОИВАНЕНКО Е. А., МИЛЕНИНА. С., РОЗЫНКА Г. Ф., ПИВТОРАК Н. И. Взаимное влияниедефектов в зоне сварных соединений при различных силовыхнагружениях № 7МАХНЕНКО В. И., ВЕЛИКОИВАНЕНКО Е. А., РОЗЫНКАГ. Ф., ПИВТОРАК Н. И. Учет порообразования при оценкепредельного состояния в зоне дефекта утонения стенки сосу-да давления № 12МАХНЕНКО В. И., ВЕЛИКОИВАНЕНКО Е. А., РОЗЫНКАГ. Ф., ПИВТОРАК Н. И., ОЛЕЙНИК О. И. Риск отказа приутонении стенки магистрального трубопровода в зоне коль-цевых сварных швов при наличии изгибающих моментоввдоль оси трубопровода № 1МАХНЕНКО В. И., МАРКАШОВА Л. И., МАХНЕНКОО. В., БЕРДНИКОВА Е. Н., ШЕКЕРА В. М., ЗУБЧЕНКОА. С. Рост коррозионных трещин в конструкционной стали10ГН2МФА № 8МАХНЕНКО В. И., МАХНЕНКО О. В., КОЗЛИТИНА С. С.,ДЗЮБАК Л. И. Сварные конструкции из аустенитной сталитипа 10Х18Н10Т в условиях радиационного распухания № 2МУРАШОВ А. П., ГРИЩЕНКО А. П., ВИГИЛЯНСКАЯН. В., БУРЛАЧЕНКО А. Н., ДЕМЬЯНОВ И. А. Эффек-тивность применения защитной насадки при плазменномнапылении № 2
ОВЧИННИКОВ А. В. Применение титановых сплавов ссубмикрокристаллической структурой для восстановлениядеталей роторной части ГТД № 2ОЛАБОДЕ М., КАХ П., МАРТИКАЙНЕН Дж. Металлур-гические особенности сварки высокопрочного алюминиевогосплава 7025-Т6 № 4
ПЕРЕПЛЕТЧИКОВ Е. Ф. Применение порошков кобаль-товых и никелевых сплавов для плазменной наплавкивыпускных клапанов двигателей внутреннего сгорания № 7ПОЗНЯКОВ В. Д., ДОВЖЕНКО В. А., КАСАТКИН С. Б.,МАКСИМЕНКО А. А. Микроструктурные особенностиусталостной повреждаемости и способы повышения дол-говечности сварных соединений стали 09Г2С № 5
ПОЗНЯКОВ В. Д., ЖДАНОВ С. Л., МАКСИМЕНКО А. А.Структура и свойства сварных соединений стали C390 (S335J2) № 8ПОЛЕТАЕВ Ю. В. Влияние режима аустенитизации насклонность сварных соединений стали 03Х16Н9М2 к лока-льному разрушению № 3ПОЛЕТАЕВ Ю. В. Влияние термической обработки насклонность к локальному разрушению металла ЗТВ аусте-нитной стали, стабилизированной титаном № 7ПОЛИШКО А. А., МЕДОВАР Л. Б., САЕНКО В. Я.,СТЕПАНЮК С. Н., ТУНИК А. Ю., КЛОЧКОВ И. Н.,БЕРЕЗИН И. В. Формирование структуры и свойств сталитипа 316 при последовательной кольцевой электрошлаковойнаплавке жидким металлом № 2ПОХОДНЯ И. К. Отделу исследований физико-химическихпроцессов в сварочной дуге — 50 № 6ПРИЛУЦКИЙ В. П., РУХАНСКИЙ С. Б., АХОНИН С. В.,ГАДЗЫРА Н. Ф., ДАВИДЧУК Н. К. Повышение износо-стойкости титана аргонодуговой наплавкой № 1ПУЛЬКА Ч. В., ШАБЛИЙ О. Н., СЕНЧИШИН В. С.,ШАРЫК М. В., ГОРДАНЬ Г. Н. Влияние вибраций детали впроцессе наплавки на структуру и свойства металла № 1
РАЙЗГЕН У . , ШЛЕЗЕР М . , АБДУРАХМАНОВ А . ,ТУРИЧИН Г., ВАЛДАЙЦЕВА Е., БАХ Ф.-В., ХАССЕЛЬ Т.,БЕНЬЯШ А. Исследование факторов, влияющих на обра-зование дефектов сварного шва при электронно-лучевойсварке в открытой атмосфере № 2РЯБЦЕВ И. А., КОНДРАТЬЕВ И. А., БАБИНЕЦ А. А.,ГОРДАНЬ Г. Н., КАЙДА Т. В., БОГАЙЧУК И. Л. Влияниевысокотемпературного термоциклирования на наплавленныйметалл типа штамповых теплостойких сталей № 2
СИНЮК В. С., ПОХОДНЯ И. К., ПАЛЬЦЕВИЧ А. П.,ИГНАТЕНКО А. В. Экспериментальное исследование ме-ханизма водородной хрупкости металлов с ОЦК решеткой№ 5СКАЛЬСКИЙ В. Р., БОТВИНА Л. Р., ЛЯСОТА И. Н. Особен-ности структурной и механической неоднородности в свар-ных соединениях сплава 1201-Т, выполненных элект-ронно-лучевой сваркой № 7
ТЕРНОВОЙ Е. Г., БОНДАРЕВ А. А. Электронно-лучеваясварка толстостенных обечаек из алюминиевых сплавовАМг6 и М40 № 4
ХАРБИН Н. Н., СЛЕПЦОВ О. И., СИВЦЕВ М. Н., ВИНО-КУРОВ Г. Г. Оценка влияния водорода на замедленноеразрушение сварных соединений высокопрочных низколе-гированных сталей № 6ХАРЧЕНКО Г. К., УСТИНОВ А. И., ФАЛЬЧЕНКО Ю. В.,ПЕТРУШИНЕЦ Л. В., ГРИГОРЕНКО С. Г., КОСТИН В. А.,ГУРИЕНКО В. П. Диффузионная сварка в вакууме интер-металлидного сплава γ-TiAl со сталью 12Х18Н10Т № 4ХАРЧЕНКО Г. К., ФАЛЬЧЕНКО Ю. В., ФЕДОРЧУК В. Е.,ГРИГОРЕНКО С. Г., РУДЕНКО М. М. Изготовление пере-ходников нержавеющая сталь – алюминий способом сваркидавлением в вакууме № 1ХОРУНОВ В. Ф., ВОРОНОВ В. В. Новая система припоевдля пайки титановых сплавов № 8ХОРУНОВ В. Ф., ВОРОНОВ В. В., МАКСИМОВА С. В. Пайкатитановых сплавов припоями на основе алюминия № 11
66 12/2012

ХОРУНОВ В. Ф., МАКСИМОВА С. В., СТЕФАНИВ Б. В.Влияние палладия на структуру и технологические свойстваприпоев системы Ag–Cu–Zn–Ni–Mn № 9ХОХЛОВА Ю. А., ФЕДОРЧУК В. Е., ХОХЛОВ М. А.Комбинированный диффузионный способ соединения биме-таллических элементов теплообменной системы № 1ЮЩЕНКО К. А., РОМАНОВА В. А., БАЛОХОНОВ Р. Р.,САВЧЕНКО В. С., ЧЕРВЯКОВ Н. О., ЗВЯГИНЦЕВА А. В.Эксперимент и моделирование термодеформационныхпроцессов в сварных соединениях жаропрочных никелевыхсплавов № 10
ПРОИЗВОДСТВЕННЫЙ РАЗДЕЛ
АРТЕМЧУК В. В. Оценка качества технологических про-цессов наплавки деталей подвижного состава железныхдорог № 7
БАРВИНКО А. Ю., КНЫШ В. В., БАРВИНКО Ю. П.,ЯШНИК А. Н. Развитие поверхностного трещиноподобногодефекта в сварных соединениях стали 06ГБ-390 прициклическом нагружении № 5БЕЛЕНЬКИЙ В. Я., ТРУШНИКОВ Д. Н., МЛАДЕНОВ Г. М.,ОЛЬШАНСКАЯ Т. В. Особенности получения качественныхсварных швов при электронно-лучевой сварке высокопроч-ных сталей большой толщины № 2БЕЛОКОНЬ В. М., КОРОТЕЕВ А. О. Методика расчетаразмеров сопел при сварке с двумя раздельными струями газа№ 11«Бинцель Украина ГмбХ» — 15 лет развития № 10БУРЛАКА В. В., ГУЛАКОВ С. В. Трехфазный инверторныйисточник питания с непосредственным преобразованием иповышенным коэффициентом мощности № 7
ВИГИЛЯНСКАЯ Н. В., БОРИСОВ Ю. С., ДЕМЬЯНОВ И.А. Газотермическое напыление псевдосплавных покрытий(Обзор) № 1Вклад ИЭС им. Е. О. Патона в послевоенное возрождениепромышленности № 6ВОЛОШИН А. И., ШАПОВАЛОВ К. П., БЕЛИНСКИЙ В. А.,ЛИТВИНЕНКО С. Н., ЮЩЕНКО К. А., ЛЫЧКО И. И.,КОЗУЛИН С. М. Способ изготовления крупногабаритныхковано-литых заготовок электрошлаковой сваркой № 5
ГОЛОБОРОДЬКО Ж. Г. Опыт наплавки судовых гребныхвалов на ПАО «ХСЗ» № 9ГОЛОВКО В. В. Агломерированные флюсы в отечественномсварочном производстве (Обзор) № 2
ДОЛИНЕНКО В. В., СКУБА Т. Г., ВАЩЕНКО О. Ю., ЛУ-ЦЕНКО Н. Ф. Многоканальный микропроцессорныйконтроллер сбора данных с термопар № 11
ЖЕРНОСЕКОВ А. М. Тенденции развития управления про-цессами переноса металла в защитных газах (Обзор) № 1ЖУДРА А. П., ВОРОНЧУК А. П. Наплавочные порошковыеленты (Обзор) № 1
ЗАРУБА И . И . , АНДРЕЕВ В . В . , ШАТАН А . Ф . ,МОСКОВИЧ Г. Н., ХАЛИКОВ В. А. Новый тип импульсногостабилизатора горения сварочной дуги переменного тока № 2
ИВАНОВ Г. А., ПРОНЧЕВА В. Н. Компьютерная системарасчета норм расхода сварочных материалов на изготовлениеи ремонт стальных трубопроводов № 1
Интервью с Генеральным директором ОАО «Турбоатом»В. Г. Субботиным № 8
КАЛЕКО Д. М. Современные способы сварки алюминиевыхсплавов со сталями (Обзор) № 10КЛИМПЕЛЬ А. Использование сварочных технологий приреализации Европейской программы по новым источникамвозобновляемой энергии № 3КОЛЕДА В. Н. Совершенствование технологии сварки подфлюсом меди со сталью № 3КОЛОМИЙЦЕВ Е. В. Коррозионно-усталостная прочностьтавровых соединений стали 12Х18Н10Т и методы ее повы-шения № 12КОРНИЕНКО А. Н. У истоков комплексного развития сва-рочного производства № 2КОРОТКОВ В. А. Опыт применения установки плазменнойзакалки УДГЗ-200 на предприятиях Уральского региона № 5КРАВЧУК Л. А. Оборудование и технология ЭЛС при кос-метическом заглаживании и ремонте обратных валиков шватрубчатых изделий № 5КУЗЬМЕНКО Г. В., КУЗЬМЕНКО В. Г., ГАЛИНИЧ В. И.,ТАГАНОВСКИЙ В. М. Новая технология электродуговойсварки ванным способом рельсов в условиях трамвайных иподкрановых путей № 5КУЗЬМЕНКО О. Г. Влияние состава флюса на теплофизи-ческие и физико-химические процессы при электрошлаковойнаплавке жидким металлом № 9КУЧУК-ЯЦЕНКО В. С., НАКОНЕЧНЫЙ А. А., ГАВРИШВ. С., ЧЕРНОБАЙ С. В. Технология рельефной сваркидеталей больших толщин с Т-образными соединениями № 8КУЧУК-ЯЦЕНКО С. И., КРИВЕНКО В. Г., ДИДКОВСКИЙА. В., ШВЕЦ Ю. В., ХАРЧЕНКО А. К., ЛЕВЧУК А. Н.Технология и новое поколение оборудования для контактнойстыковой сварки высокопрочных рельсов современного про-изводства при строительстве и реконструкции скоростныхжелезнодорожных магистралей № 6
ЛАНКИН Ю. Н., СЕМИКИН В. Ф., ОСЕЧКОВ П. П.,БАЙШТРУК Е. Н. Привод сжатия электродов для машинконтактной точечной микросварки № 2ЛАЩЕНКО Г. И. Комбинированные технологии сварки плав-лением (Обзор) № 8ЛЕВЧЕНКО О. Г., ЛЕВЧУК В. К., ГОНЧАРОВА О. Н. Прос-транственное распределение магнитного поля и его мини-мизация при контактной точечной сварке № 8Легкие сварочные тракторы ИЭС им. Е. О. Патона № 5ЛОБАНОВ Л. М., ВОЛКОВ В. С. Разработка технологииизготовления двухстенчатой сварной конструкции преобра-зуемого объема № 10ЛОБАНОВ Л. М., ИЛЛАРИОНОВ С. Ю., ДОБРУШИН Л. Д.,ПАЩИН Н. А., ТИСЕНКОВ В. В., БОНДАРЕВ С. В.,ГАВРИЛОВ С. А., СЕРГИЕНКО Н. А., КУТИШЕНКО А. В.Восстановительное плакирование взрывом резьбового каналавагонных осей № 2ЛОБАНОВ Л. М., ПАЩИН Н. А., МИХОДУЙ О. Л.,ЧЕРКАШИН А. В., МАНЧЕНКО А. Н., КОНДРАТЕНКОИ. П., ЖИЛЬЦОВ А. В. Эффективность различных схемэлектродинамической обработки сплава АМг6 и его сварныхсоединений № 12ЛОБАНОВ Л. М., ПАЩИН Н. А., ЧЕРКАШИН А. В.,ТКАЧУК Г. И., САВИЦКИЙ В. В., МИХОДУЙ О. Л., ШИЯНК. В., ЛЕВЧУК В. К., ЖЫГИНАС В. В., ЛЯЩЕНКО А. П.
12/2012 67

Ремонтная сварка промежуточных корпусов авиадвигателейиз жаропрочного магниевого сплава МЛ10 с применениемэлектродинамической обработки № 11
МАКОВЕЦКАЯ О. К. Основные тенденции на рынкесварочной техники ы 2008–2011 гг. и прогноз его развития(Обзор) № 6МАКОВЕЦКАЯ О. К. Современный рынок сварочнойтехники Северной Америки № 12МАКОВЕЦКАЯ О. К. Технологические инновации — основаповышения конкурентоспособности сварочного производ-ства США № 11МУРАШОВ А. П. Газотермическое напыление покрытий сиспользованием насадок № 10
НАЗАРЕНКО О . К . , МАТВЕЙЧУК В . А . Влияниенарушений аксиальной симметрии сварочной пушки наположение фокусного пятна № 7
ПАНТЕЛЕЙМОНОВ Е. А. Оборудование для термооб-работки сварных соединений трубопроводов № 4ПАТОН Б. Е., КАЛЕКО Д. М., БУЛАЦЕВ А. Р., ШУЛЫМВ. Ф. Конденсаторная приварка шпилек в вакууме № 4ПИСЬМЕННЫЙ А. С., ПЕНТЕГОВ И. В., КИСЛИЦЫНВ. М., СТЕМКОВСКИЙ Е. П., ШЕЙКОВСКИЙ Д. А.Сваркопайка с проковкой металла сварного шва в процессеего кристаллизации № 11ПИСЬМЕННЫЙ А. С., ПРОКОФЬЕВ А. С., ГУБАТЮК Р. С.,ПИСЬМЕННЫЙ А. А., ПОЛУХИН В. В., ЮХИМЕНКО Р. Ф.,ГАВРИК А. Р. Повышение прочностных характеристик спи-ральношовных труб конструкционного назначения № 3ПОЗНЯКОВ В. Д., БАРВИНКО А. Ю., БАРВИНКО Ю. П.,СИНЕОК А. Г., ЯШНИК А. Н. Хладостойкость и сопротив-ляемость слоистому разрушению сварных соединений стали06ГБ-390 № 3ПОЛЕЩУК М. А., МАТВЕЕВ И. В., БОВКУН В. А. Областиприменения магнитно-импульсной сварки (Обзор) № 4ПОХОДНЯ И. К., ЯВДОЩИН И. Р., ГУБЕНЯ И. П. Влияниесодержания железного порошка и соединений щелочных ме-таллов в составе покрытия электродов на их санитарно-гигие-нические характеристики № 12ПРОТОКОВИЛОВ И. В., ПОРОХОНЬКО В. Б. Управлениеформированием сварных соединений при ЭШС (Обзор) № 10
Разработка технологии автоматической сварки под флюсомброневых сталей № 3РОЗЕРТ Р., ШУТИКОВ А. В., ФЕДОСОВСКИЙ М. Е., ЛУ-КИН Е. И., КАРАСЕВ М. В. Автоматизированная системадля диагностики и ремонта защитной оболочки реактораБилибинской АЭС № 7
СЕНЧИШИН В. С., ПУЛЬКА Ч. В. Современные методынаплавки рабочих органов почвообрабатывающих и убо-рочных сельскохозяйственных машин (Обзор) № 9
Теория и технология сварки под флюсом № 4
ХОРУНОВ В. Ф., СТЕФАНИВ Б. В., САБАДАШ О. М., ВО-РОНОВ В. В. Особенности износа и критерии ремонтопри-годности буровых долот с алмазно-твердофазными резцами№ 10
ЦАРЮК А. К., ИВАНЕНКО В. Д., СКУЛЬСКИЙ В. Ю.,МОРАВЕЦКИЙ С. И., ГАВРИК А. Р., СТРИЖИУС Г. Н.,НИМКО М. А., МАЗУР С. И., ТРОЙНЯК А. А., ОДИН Ю. В.,
ДЕРКАЧ О. В., КУРАН Р. И. Технология ремонтной сваркиузлов котлоагрегатов без последующей термообработки № 9ЦАРЮК А. К., МОРАВЕЦКИЙ С. И., СКУЛЬСКИЙ В. Ю.,ГРИ- ШИН Н. Н., ВАВИЛОВ А. В., КАНТОР А. Г.,ГРИНЧЕНКО Е. Д. Создание сварнокованого комбини-рованного ротора среднего давления паровой турбинымощностью 325 МВт № 8ЦЫМБАЛИСТАЯ Т. В. Применение теплозащитных пок-рытий для двигателей внутреннего сгорания (Обзор) № 6
ШАПОВАЛОВ К. П., МАКАРЕНКО Н. А., ГРАНОВСКАЯЛ. А. Совершенствование способа плазменной наплавки сбоковой подачей присадочной проволоки № 2ШЕЛЯГИН В. Д., ХАСКИН В. Ю., АХОНИН С. В., БЕЛОУСВ. Ю., ПЕТРИЧЕНКО И. К., СИОРА А. В., ПАЛАГЕША А.Н., СЕЛИН Р. В. Особенности лазерно-дуговой сваркититановых сплавов № 12
ЮЩЕНКО К. А., ЛЫЧКО И. И., КОЗУЛИН С. М.,ФОМАКИН А. А., ДАКАЛ В. А., ОГАНИСЯН Е. С.Портативный аппарат для электрошлаковой сваркиплавящимся мундштуком № 8
ЯКУШИН Б. Ф. Сравнительный анализ стандарта ISO18841 2005 и действующего стандарта РФ 26389–84 пооценке сопротивляемости образованию горячих трещин присварке № 11
КРАТКИЕ СООБЩЕНИЯ
БУРЛАЧЕНКО А . Н . , БОРИСОВ Ю . С . Влияниеповерхностно-активных веществ на фазообразование впроцессе получения методом механохимического синтезапорошков системы Al–Cu–Fe для газотермических покрытий№ 1Диссертации на соискание ученой степени № 1, 2, 5, 12
ЖУДРА А. П., ДЗЫКОВИЧ В. И. Влияние формы частицкарбида вольфрама на их микротвердость, химическую неод-нородность и износостойкость композиционногонаплавленного металла № 2
ИВАНОВА О. Н., ЗЕЛЬНИЧЕНКО А. Т., КУНКИН Д. Д.,ПЕРЕКРЕСТ В. В., ТОДОРЕНКО В. А. Опыт примененияВЧ-электросварочного аппарата ЕК-300М1 в хирургии № 11Новые книги № 1, 9Разработано в ИЭС № 12
ХРОНИКА
Волошкевич Г. С. (открытие памятной доски) № 2II Всеукраинская научно-техническая конференция студен-тов, аспирантов и молодых ученых «Сварка и родственныепроцессы и технологии» № 112-й Международный конгресс «Сварка и соединительныетехнологии» № 12Гривняку И. — 80 № 1IX Международный конкурс сварщиков в Украине № 10Демченко Ю. В. — 60 № 9Жадкевичу М. Л. — 75 № 7Ищенко А. Я. — 80 № 1Кирьяну В. И. — 70 № 3К 90-летию со дня рождения В. К. Лебедева № 6К 90-летию со дня рождения Г. И. Лескова № 1
68 12/2012

К 100-летию со дня рождения Чертока Б. Е. № 7Мазуру А. А. — 75 № 1Международная конференция в Москве № 1Международная конференция «Титан-2012 в СНГ» № 6Международная научно-техническая конференция «Инже-нерия поверхности и реновация изделий» № 8Международная специализированная выставка «Сварка 2012» вСанкт-Петербурге № 7Международная специализированная выставка сварочныхматериалов, оборудования и технологий «Weldex/Россварка2012» № 12Международный конкурс молодых сварщиков в Чехии № 6Международный конкурс сварщиков в Китае № 9Международный семинар «Материаловедение в проектахЕС» № 10Научно-техническая конференция «Современные проблемыметаллургии, технологии сварки и наплавки сталей и цвет-ных металлов» № 11Наши поздравления № 2, 5, 7, 8XI Международная конференция-выставка «Проблемыкоррозии и противокоррозионной защиты конструкционныхматериалов «Коррозия-2012» № 8Открытие лазерного центра в Кирове № 12Памяти Большакова М. В. № 3Памяти Загребельного А. А. № 10Памяти Юзькива Ю. М. № 9Пентегову И. В. — 80 № 3Переплетчикову Е. Ф. — 70 № 7Походне И. К. — 85 № 1Российско-германским региональным лазерным центрам 6лет № 10Семинар по сварке и наплавке для специалистов железнодо-рожного транспорта Украины № 9Семинар профессора Жан-Марка Олив № 1Семинар технологов-машиностроителей № 417-я Международная научно-техническая конференция«Леотест-2012» № 4
Сессия Научного совета по новым материалам при Комитетепо естестенным наукам Международной ассоциацииакадемий наук № 7Сидлину З. А. — 70 № 10Съезд Международного института сварки № 3III Международная научно-техническая конференция«Ресурс, надежность и эффективность использованияэнергетического оборудования» № 11Хофе фон Д. — 70 № 2Царюку А. К. — 75 № 1Чернеге Д. Ф. — 85 № 10IV Международная конференция «Новейшие технологии иоборудование для термической резки металла. Повышениеего эффективности и безопасности» № 9IV Специализированная выставка «Металл. Оборудование.Инструмент-2012» № 514-я Казахстанская научно-практическая конференция«Сварка и контроль качества» № 3Шестая международная конференция «Математическоемоделирование и информационные технологии в сварке иродственных процессах» № 765-я Ежегодная ассамблея Международного институтасварки № 9
ИНФОРМАЦИЯ
Выдающееся изобретение теплоэнергетика Л. К. Рамзинастимулирует развитие техники сварки № 12Завершенные НИР ИЭС им. Е. О. Патона № 5–7Календарь конференций и выставок в 2012 г. (сварка и родст-венные технологии) № 1Механизация и автоматизация сварочного производства откомпании «ДелтаСвар» № 12Новости № 3, 5, 9Новые книги № 12Презентация технологий дуговой сварки № 5Программы профессиональной подготовки на 2013 г. № 12Предприятие «Триада» отмечает юбилей № 11Указатель авторов № 12Указатель статей за 2012 г. № 12
12/2012 69

УКАЗАТЕЛЬ АВТОРОВ
Абдурахманов А. № 2Адеева Л. И. № 11Алексеенко Т. А. № 8Андреев В. В. № 2Артемчук В. В. № 7Астахов Е. А. № 4Ахонин С. В. № 1, 11, 12
Бабинец А. А. № 2Байштрук Е. Н. № 2Балохонов Р. Р. № 10Барвинко А. Ю. № 3, 5, 9Барвинко Ю. П. № 3, 5, 9Бах Ф.-В. № 2Беленький В. Я. № 2Белинский В. А. № 5Белоконь В. М. № 11Белоус В. Ю. № 12Беньяш А. № 2Березин И. В. № 2Бердникова Е. Н. № 8 (2)Бернацкий А. В. № 11Бесшапошников Ю. П. № 9Бовкун В. А. № 4Богайчук И. Л. № 2Бондарев А. А. № 4Бондарев С. В. № 2Борисов Ю. С. № 1 (2), 4, 11Борисова А. Л. № 4Ботвина Л. Р. № 7Булацев А. Р. № 4Бурлака В. В. № 7Бурлаченко А. Н. № 1, 2, 4Бывалькевич А. И. № 10
Вавилов А. В. № 8Валдайцева Е. № 2Варламов Д. П. № 3Васильев Д. В. № 10Ващенко О. Ю. № 11Великоиваненко Е. А. № 1, 7, 12Вигилянская Н. В. № 1, 2Винокуров Г. Г. № 6Войнарович С. Г. № 11Волков В. С. № 10Волкова А. Ю. № 9Волошин А. И. № 5Воронов В. В. № 8, 10, 11Ворончук А. П. № 1
Гаврик А. Р. № 3, 9, 10Гаврилов С. А. № 2Гавриш В. С. № 8Гадзыра Н. Ф. № 1Гайворонский А. А. № 8Галинич В. И. № 5, 11, 12Гарсия-Родригес А. № 6Голиков Н. И. № 12Голобородько Ж. Г. № 9Головко В. В. № 2Гомес Перес К. Р. № 6Гончаров И. А. № 11, 12Гончаров П. В. № 5Гончарова О. Н. № 8Гордань Г. Н. № 1, 2
Горобец О. Ю. № 6Грановская Л. А. № 2Григоренко Г. М. № 11, 12Григоренко С. Г. № 1, 4Гринберг Б. А. № 9Гринченко Е. Д. № 8Гришин Н. Н. № 8Грищенко А. П. № 2Губатюк Р. С. № 3Губеня И. П. № 12Гулаков С. В. № 7Гуменюк А. № 1Гуриенко В. П. № 4
Давиденко А. О. № 12Давидчук Н. К. № 1Дакал В. А. № 8Дворецкий В. И. № 4Дедешко В. Н. № 3Демченко В. Ф. № 3Демченко Э. Л. № 10Демьянов И. А. № 1, 2Деркач О. В. № 9Дзыкович В. И. № 2Дзюбак Л. И. № 2Дидковский А. В. № 6Дмитриев В. В. № 12Дмитрик В. В. № 10Добрушин Л. Д. № 2Довженко В. А. № 5Долиненко В. В. № 11Дученко А. Н. № 11
Елагин В. П. № 6, 10Елкина О. А. № 9
Жданов Л. А. № 11Жданов С. Л. № 8, 12Жерносеков А. М. № 1Жильцов А. В. № 12Жудра А. П. № 1, 2Журавлев С. И. № 5Жыгинас В. В. № 11
Загадарчук В. Ф. № 5Залевский А. В. № 11Заруба И. И. № 2Звягинцева А. В. № 10Зельниченко А. Т. № 11Зубер Т. А. № 12Зубченко А. С. № 8Зяхор И. В. № 9
Иваненко В. Д. № 9Иванов Г. А. № 1Иванов М. А. № 9Иванова О. Н. № 11Игнатенко А. В. № 3, 5Илларионов С. Ю. № 2Иноземцев А. В. № 9Ищенко А. Я. № 5
Кайда Т. В. № 2Калеко Д. М. № 4, 10Канайкин В. А. № 3
Кантор А. Г. № 8Карасев М. В. № 7Касаткин О. Г. № 10Касаткин С. Б. № 5Ках П. № 4Кироц В. № 1Кирьян В. И. № 4Кислица А. Н. № 11Кислицын В. М. № 11Клапатюк А. В. № 8Климпель А. № 3Клочко Р. И. № 5Клочков И. Н. № 2Кныш В. В. № 5, 7, 9Козлитина С. С. № 2Козулин С. М. № 5, 8Коледа В. Н. № 3Коликов В. Л. № 5Коломийцев Е. В. № 12Костин В. А. № 4, 8, 12Кондратенко И. П. № 1, 12Кондратьев И. А. № 2Корниенко А. Н. № 2Коротеев А. О. № 11Коротков В. А. № 5Костин В. А. № 4, 8, 12Кравчук Л. А. № 5Кривенко В. Г. № 6Кривцун И. В. № 3Кривчиков С. Ю. № 5, 6Крикент И. В. № 3Кругленко М. Г. № 11Кузьменко А. З. № 7Кузьменко В. Г. № 5Кузьменко Г. В. № 5Кузьменко О. Г. № 9Кузьмич-Янчук Е. К. № 11Куинтата Пучол Р. № 6Кулик В. М. № 6, 10Кункин Д. Д. № 11Куран Р. И. № 9, 10Кутишенко А. В. № 2Кучук-Яценко В. С. № 8Кучук-Яценко С. И. № 5, 6, 9Кушнарева О. С. № 5, 11
Ланкин Ю. Н. № 2Лащенко Г. И. № 8Лебедев А. В. № 9Лебедев В. А. № 5Левченко О. Г. № 8Левчук А. Н. № 6Левчук В. К. № 8, 11Лендел И. В. № 5Литвиненко С. Н. № 5Лобанов Л. М. № 1–3, 5, 10–12Лукашенко А. Г. № 4Лукашенко Д. А. № 4Лукин Е. И. № 7Луценко Н. Ф. № 11Лясота И. Н. № 7Лященко А. П. № 11Лычко И. И. № 5, 8
Мазур С. И. № 9Макаренко Н. А. № 2
70 12/2012

Маковецкая О. К. № 6, 11, 12Максименко А. А. № 5, 8, 12Максимов С. Ю. № 5, 6Максимова С. В. № 9, 11Малинов В. Л. № 7Малинов Л. С. № 7Мальгин М. Г. № 4Манченко А. Н. № 12Маркашова Л. И. № 5, 7, 8 (2), 11Мартикайнен Дж. № 4Матвеев И. В. № 4Матвейчук В. А. № 7Махненко В. И. № 1, 2, 7, 8, 12Махненко О. В. № 2, 8Медовар Л. Б. № 2Мельниченко Т. В. № 4Миленин А. С. № 7Миходуй О. Л. № 1, 3, 11, 12Мищенко Д. Д. № 12Младенов Г. М. № 2Моравецкий С. И. № 8‘10Москович Г. Н. № 2Мурашов А. П. № 2, 4, 10
Назаренко О. К. № 7Наконечный А. А. № 8Немлей Н. В. № 10Нимко М. А. № 9, 10
Овчинников А. В. № 2Оганисян Е. С. № 8Один Ю. В. № 9Олабоде М. № 4Олейник О. И. № 1Ольшанская Т. В. № 2Осечков П. П. № 2Осипов Н. Я. № 11
Палагеша А. Н. № 12Пальцевич А. П. № 3, 5Пантелеймонов Е. А. № 4Патон Б. Е. № 4Пацелов А. М. № 9Пащин Н. А. № 1–3, 11, 12Пентегов И. В. № 11Перекрест В. В. № 11Переплетчиков Е. Ф. № 7Петриченко И. К. № 11, 12Петрушинец Л. В. № 4Пивторак Н. И. № 1, 7, 12Письменный А. А. № 3Письменный А. С. № 3, 11Плотников А. В. № 9Позняков В. Д. № 3, 5, 8 (2), 12Полетаев Ю. В. № 3, 7Полещук М. А. № 4Полишко А. А. № 2
Полухин В. В. № 3Порохонько В. Б. № 10Походня И. К. № 3, 5, 6, 12Прилипко Е. А. № 6Прилуцкий В. П. № 1Прокофьев А. С. № 3Прончева В. Н. № 1Протоковилов И. В. № 10Пулька Ч. В. № 1, 9
Райзген У. № 2Ретмайер М. № 1Розерт Р. № 7Розынка Г. Ф. № 1, 7, 12Романова В. А. № 10Руденко М. М. № 1Руханский С. Б. № 1Рябцев И. А. № 2Рыбин В. В. № 9
Сабадаш О. М. № 10Савицкий В. В. № 11Савицкий М. М. № 6Савченко В. С. № 10Саенко В. Я. № 2Семикин В. Ф. № 2Семин Р. В. № 12Сенчишин В. С. № 1, 9Сергиенко Н. А. № 2Сивцев М. Н. № 6Синеок А. Г. № 3Синюк В. С. № 3, 5Сиора А. В. № 6, 11, 12Скальский В. Р. № 7Скуба Т. Г. № 11Скульский В. Ю. № 8–10Слепцов О. И. № 6Сокольский В. Э. № 12Соловей С. А. № 7Соломийчук Т. Г. № 12Стеклов О. И. № 3Стемковский Е. П. № 11Степанюк С. Н. № 2Стефанив Б. В. № 9, 10Стрижиус Г. Н. № 9, 10Сударкин А. Я. № 5Сыренко Т. А. № 10
Тагановский В. М. № 5Терновой Е. Г. № 4Теровец Н. В. № 10Тимошенко А. Н. № 5Тисенков В. В. № 2Ткачук Г. И. № 11Тодоренко В. А. № 11Тройняк А. А. № 9Трушников Д. Н. № 2
Туник А. Ю. № 2, 11Туричин Г. № 2
Устинов А. И. № 4
Фальченко Ю. В. № 1, 4Федорчук В. Е. № 1 (2), 5Федосовский М. Е. № 7Фомакин А. А. № 8
Халиков В. А. № 2Харбин Н. Н. № 6Харченко А. К. № 6Харченко Г. К. № 1, 4Хаскин В. Ю. № 11, 12Хассель Т. № 2Хоменко В. И. № 5Хомиченко С. А. № 5Хорунов В. Ф. № 8–11Хохлов М. А. № 1Хохлова Ю. А. № 1
Царюк А. К. № 8–10Цымбалистая Т. В. № 4, 6
Червяков Н. О. № 10Черкашин А. В. № 1, 11, 12Чернобай С. В. № 8
Шаблий О. Н. № 1Шаповалов К. П. № 2, 5Шарык М. В. № 1Шатан А. Ф. № 2Швец В. И. № 5Швец Ю. В. № 5, 6Шейковский Д. А. № 11Шекера В. М. № 8Шелягин В. Д. № 6, 12Шишкевич А. С. № 8Шиян К. В. № 11Шлезер М. № 2Шуба И. В. № 6Шулым В. Ф. № 4Шутиков А. В. № 7
Юхименко Р. Ф. № 3Ющенко К. А. № 5, 8, 10
Явдощин И. Р. № 12Якушин Б. Ф. № 11Яшник А. Н. № 3, 5
12/2012 71

Подписку на журнал «Автоматическая сварка» можно оформить непосредственно черезредакцию или по каталогам подписных агентств «Пресса», «Идея», «Саммит», «Прессцентр»,KSS, «Блицинформ», «Меркурий» (Украина) и «Роспечать», «Пресса России» (Россия).
ПОДПИСКА — 2013 на журнал «Автоматическая сварка»
Украина Россия Страны дальнего зарубежья
на полугодие на год на полугодие на год на полугодие на год
480 грн. 960 грн. 2700 руб. 5400 руб. 90 дол. США 180 дол. США
В стоимость подписки включена доставка заказной бандеролью.
РЕ КЛАМА в ж у р н а л е «Ав т ом а т и ч е с к а я с в а р к а »Реклама публикуется на облож-
ках и внутренних вклейкахследующих размеров
• Первая страница обложки(190×190 мм) 700$• Вторая (550$), третья (500$) ичетвертая (600$) страницыобложки (200×290 мм)• Первая, вторая, третья, четвер-тая страницы внутреннейобложки (200×290 мм) 400$• Вклейка А4 (200×290 мм) 340$• Разворот А3 (400×290 мм) 500$• 0,5 А4 (185×130 мм) 170$
Технические требования крекламным материалам
• Размер журнала после обрези200×290 мм
• В рекламных макетах, для текс-та, логотипов и других элементовнеобходимо отступать от краямодуля на 5 мм с целью избе-жания потери части информацииВсе файлы в формате IBM PC
• Corell Draw, версия до 10.0• Adobe Photoshop, версия до 7.0• QuarkXPress, версия до 7.0• Изображения в формате TIFF,цветовая модель CMYK, разре-шение 300 dpiСтоимость рекламы и оплата
• Цена договорная• По вопросам стоимости разме-щения рекламы, свободной пло-щади и сроков публикации прось-ба обращаться в редакцию
• Оплата в гривнях или рубляхРФ по официальному курсу• Для организаций-резидентовУкраины цена с НДС и налогомна рекламу• Для постоянных партнеров пре-дусмотрена система скидок• Стоимость публикации статьина правах рекламы составляетполовину стоимости рекламнойплощади• Публикуется толькопрофильная реклама (сварка иродственные технологии)• Ответственность за содер-жание рекламных материаловнесет рекламодатель
© Автоматическая сварка, 2012
Подписано к печати 29.11.2012. Формат 60×84/8. Офсетная печать.Усл. печ. л. 8,75. Усл.-отт. 9,04. Уч.-изд. л. 9,64 + 8 цв. вклеек.Печать ООО «Фирма «Эссе».03142, г. Киев, просп. Акад. Вернадского, 34/1.
Контакты:тел./факс: (38044) 200-82-77; 200-54-84E-mail: [email protected]
Подписка на электронную версию журнала «Автоматическая сварка» на сайте:http://www.rucont.ru.
По подписке доступны выпуски журнала, начиная с 2009 г. в формате *.pdf. Подписка возможна на отдельные выпуски и на весь архив,
включающий все выпуски за 2009–2011 гг. и текущие выпуски 2012 г.Подписка доступна физическим и юридическим лицам.
72 12/2012