Embed Size (px)
DESCRIPTION
metales y tratamientos termicos
Citation preview

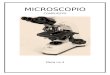
MICROSCOPIO METALOGRÀFICO
Este tipo de microscopio es de uso común para el control de calidad y producción en los procesos industriales. Con ellos, es posible realizar mediciones en los componentes mecánicos y electrónicos, permite además efectuar el control de superficie y el análisis óptico de los metales. De acuerdo al propósito de uso, existen multitud de variedades dependiendo del tipo de objetivos, oculares, aumento máximo permitido, enfoque, etc. Este tipo de microscopio difiere de los biológicos en que el objeto a estudiar se ilumina con luz reflejada, ya que las muestras cristalográficas son opacas a la luz.
Su funcionamiento está basado en la reflexión de un haz de luz horizontal que proviene de la fuente, dicha reflexión se produce, por medio de un reflector de vidrio plano, hacia abajo, a través del objetivo del microscopio sobre la superficie de la muestra. Parte de esta luz incidente, reflejada desde la superficie de la muestra se amplificará al pasar a través del sistema inferior de lentes, llegará al objetivo y continuará hacia arriba a través reflector de vidrio plano; después,de nuevo se amplificará en el sistema superior de lentes (ocular).
Imagen de un microscopio metalográfico con estilo de platina invertida y con diferentes tipos de objetivos (x5, x10, x40, x100)
Microhuella de raspado sobre filo de artefacto experimental, en la que se observan estrías
perpendiculares al filo.

Imagen obtenida con un microscopio metalográfico.(Aumento: 50x)
La siguiente colección de imágenes son microfotografías realizadas durante el desarrollo del laboratorio de materiales mediante el microscopio metalográfico:
Sn puro(100% Sn) en la aleación Cd-Sn Composición: 35% Cd en la aleación Cd-Sn Composición 59% Sn en la aleación Pb-Sn
INTRODUCCIÓNEn su sentido más amplio metalografía es la rama de la ciencia que estudia laestructura de los metales y aleaciones y las relaciona con las propiedades físicas, mecánicasy químicas. Más específicamente la metalografía trata de la constitución y estructura de losmetales y aleaciones tal como se revela a simple vista o con ayuda de lupa, microscopiosópticos, electrónicos, difracción de rayos X y otras técnicas posibles.En vista de lo anterior se comprende que la metalografía es tanto un arte como unaciencia, pues la interpretación de las estructuras requiere el dominio del arte que yace en lastécnicas usadas para preparar una muestra—extracción, corte, montaje, desbaste, pulido yataque—y fotografía.Las primeras noticias sobre la practica metalográfica, se remonta Hooke (1665),quien escribió sobre micrografía y miró con una lupa, la punta de una aguja y el filo de unabarbera (e hizo dibujos,). Newton (1672), estudió las superficies de las fracturas. Reaumer(1722), usando lupa observó el tamaño de grano de los metales. Gilbett (1600), habíadescubierto que el hierro pierde el magnetismo al calentarse y en 1781, Bergman propuso laidea de alotropía en el hierro. En 1841 Anassoff estudio las figuras del acero de Damascobajo el microscopio desarrollando los reactivos de ataque. J.R. Von Fuchs (1851) examinólas casas de clivaje del hierro y decidió que era cúbico.Pero la primera aplicación sistemática del microscopio, a estudio de la estructura delos metales fue hecha por H.C. Sorby en 1864. Como petrógrafo aplicó sus métodos alacero puliendo, atacando y preparando dibujos. Sus primeras fotos las hizo con un aumentode nueve; este trabajo no se publicó hasta 1887, cuando usó mayores aumentos.Descubrió la perlita (denominada así por Howe). En los aceros hipoeutectoides observó laestructura ferritica

de Widmanstatten similar a la que Aloys Von Widmanstatten había vistoen el meteorito de Afram en 1808.Los trabajos realizados por Sorby en Sheffiield despertaron poco interés enInglaterra, pero en 1868 D. Tchernoff estudió la disposición microscópica de los cristalesen el interior de los lingotes de acero y la relacionó con la dureza. Diez años después A.Martens en Alemania acometió el estudio de la microscopia metalográfica, incluyendofracturas, método de pulido, ataque y microestructura interior. Su primera comunicacióndemostraba la relación existente entre la estructura metalográfica y las propiedadesmecánicas de los metales.En 1887 Osmond inició un estudio sistemático de las estructuras metalográficas yun componente descubierto por Sorby los denominó rnartensita en honor a Martens. LuegoHowe, Sauveur y otros en los Estados Unidos; Heyn, Ledeb, Hanemann, Roozeboom,Tammer, Oberhoffer, Bauer, etc., en Alema Stead, Robert-.A Arnoid y Rozenhain entreotros en Inglaterra; Charpy, Le Chatelier, Portevin, Guillaume, Guillet, Chevenard y otrosen Francia Perrovano y F. Giolitti en Italia desarrollaron la metalografía encaminándolahacia el estado de avance en que se encuentra hoy.
La invención posterior de Herramientas como el microscopio de emisión de campoiónico, el microscopio electrónico, el microscopio de emisión de campo electrónica. Lamicrosonda electrónica y la microsonda atómica han llevado al arte metalográfico hastaconfines científicos insospechados.En resumen, en este contexto la metalografía actual cubre dos aspectosfundamentales: el arte de preparar las muestras para el examen usando los distintos tipos deherramientas y equipos y la interpretación de las estructuras observadas para relacionarlascon las propiedades físicas, mecánicas y químicas y procesos de fabricación. En estasnociones iniciales solo se considerará el primer aspecto, es decir; las técnicas depreparación y observación.Como se ha anotado en general el análisis metalográfico requiere la preparación dela muestra, para lo cual se deben seguir los siguientes pasos:1.Selección, extracción y corte.2.Desbaste.3.Montaje.4.Esmerilado.5.Pulimiento grueso.6.Pulimiento final.7.Ataque.8.Observación al microscopio.9.Micrografía.A continuación se analizarán cada una de estas etapas.1. SELECCIÓN Y EXTRACCIÓN DE LA MUESTRALa selección de muestra representativa para el examen es de importanciafundamental. Con frecuencia los muestras se cortan de piezas más grandes y por ello sedebe considerar el lugar de donde se tomen, la forma de extraerlas, o las precauciones aseguir y las condiciones y estado del metal. Para manejar las muestras mejor, es deseableque el tamaño sea entre 6 a 5rnm de diámetro para redondos y de lado para seccionescuadradas.La gran variedad de casos posibles no permite establecer una norma general sobre ellugar donde debe tomarse la probeta, pero debe tenerse en cuenta que esto es importante.Cuando se trata de una pieza rota en servicio, primero se examina la fractura y se tomaluego una muestra de un lugar cercano a la fractura y otra a alguna distancia paracompararla.En general es deseable examinar dos secciones, una longitudinal; es decir hacia ladimensión mayor de la pieza metálica, donde son mayores las deformaciones de los granosy están alineadas las inclusiones; y una transversal, en la dirección de la dimensión menordonde son menores las deformaciones y sin alineamiento de inclusiones.En resumen deben tenerse las mayores precauciones tanto en la elección del lugardonde se tome la muestra, como en la forma de orientar la cara; que se fuere a examinar.La manera como se seccione la muestra var1 según el material, se pueden usardistintos métodos: fracturas, cizallado, aserrado, corte con disco abrasivo, sierra dealambre, descarga eléctrica, etc.En muestro medio los métodos m usados son el aserrado manual y los discosabrasivos. Para aleaciones blancas, metales livianos y aceros suaves se usa la sierra demano. Fig. 1a. éstas se clasifican según el número de dientes por pulgada lineal. Las

sierrascorrientes poseen 14, 18, 14 y 32 dientes por pulgada. Si el material es blando se debe usarsierra con el menor número posible de dientes, los tubos delgados se cortan con cortadorasde tubo. Si la pieza es muy pequeña se puede usar la sierra de alambre (6 de joyero). Figura1b.Aunque siempre debería usarse refrigerantes para evitar el calentamiento y por tantola distorsión de la microestructura, en e corte con sierra manual o de banda, no es necesariorefrigerar porque la velocidad es suficientemente baja paca que el calor no sea muy dañino.Con sierras mecánicas cuyas hojas son más gruesas, si debe usarse refrigerante.Para el uso de materiales más duros el corte por sierra produce severas condicionesde trabajo en frío y no es ventajoso. Para evitar estos inconvenientes lo mejor es el corteabrasivo.El método más general de corte de probetas metalográficas es usando discosabrasivos consumibles.Figura 1. a. Sierra de manob. Sierra de alambre (joyero).La calidad de la superficie obtenida es superior a la que se logra por otros medios yes más fácil la preparación posterior de la muestra. El corte a alta velocidad proporcionauna superficie más basta que el de baja velocidad. Puede haber también un corte húmedo yen seco. Con el húmedo se elimina la contaminación con polvo y se evita el calentamientode la muestra, como se anotó, el calor puede producir recristalización oxidacción oablandamiento de la superficie y otros cambios indeseables en el estado del material. Enestos casos el refrigerante más usado es aceite soluble en agua con aditivos para proteger lamáquina contra la corrosión y mejorar el efecto del refrigerante.El disco abrasivo consumible está constituido por partículas abrasivas (óxidos,carburos, aleamientos, etc.), aglomerados con un medio adecuado, como caucho o resina.Las miles de partículas hacen contacto con el material en rápida sucesión y altavelocidad cortando el material y al mismo tiempo perdiendo el filo en sus aristas. Por estarazón el aglutinante debe desgastarse en el grado correcto de manera que los nuevos granos,estén siempre en el borde y permanezca firmemente adheridos por el material aglutinante.Los aglutinantes que no se desmenuzan rápidamente se llaman “duros”, los quetienen menor retención son llamados “Blandos”, y generalmente deben usarse discos“duros” para materiales blandos y para materiales duros se deben usar discos “blandos”. Sinembargo, son muchos los factores que determinan si un disco es adecuado para cortar unmaterial dado, tales como:-La naturaleza del abrasivo.-El tamaño de los granos abrasivos.-La naturaleza del aglutinante.-La dureza del aglutinante.-La porosidad del disco.El carburo de silicio se prefiere para cortar los metales no ferrosos y productos nometálicos: para los ferrosos se recomienda la alúmina (A120 Los materiales sintetizados ocerámicos se cortan con discos con borde dentado constituido por partículas de diamante yaglutinante. En este caso la velocidad es de O - l000rpm. Las cortadoras de laboratoriofuncionan por “avance de corte”, es decir la pieza se mueve y el disco está fijo, figura 2b.Un avance demasiado lento puede quemar el material, pero si la pieza del disco excede sucapacidad de corte, el disco se desmenuza rápidamente ó se rompe.Figura 2: Tipos de avance de corte;a- Avance de la pieza;b- Movimiento de disco (3)Normalmente la velocidad de rotación ha sido considerada cuidadosamente duranteel diseño de la cortadora y está relacionada con el tipo de discos que deben usarse. Engeneral un aglomerante será más duro a mayor velocidad. La manera como se desgaste elborde del disco es una buena guía para constatar si se ha seleccionado el disco apropiado,figura 3,. Además los fabricantes dan indicaciones sobre el tipo de disco apropiado paracada material, véase tabla 1.a. Bordes redondeados: Disco apropiado y aplicado correctamente.b. Bordes Cuadrados: Disco apropiado para cortar sólidos, muestras normales y tubos deespesor mediano.c. Bordes Cóncavos: Disco apropiado para cortar tubos de espesor pequeños.d. Bordes Puntudos: El aglomerante del disco es muy duroe. Bordes Biselados; Esto es causado por una aplicación incorrecta del refrigerante.f. Bordes Vitrificados: Ocurren cuando el aglomerante no se está desmenuzandoapropiadamente.Figura 3, La

manera como se desgasta el borde del disco indica si el uso es el adecuado.TABLA 1SELECCION DE DISCOS ABRASIVOS. ( )Oxido de aluminio, aglomerante caucho-resinaAceros de herramientas y cementados Rc>60Aceros duros Rc 50 a 60Aceros mediante duros Rc 35 a 50Aceros blandos o recocidos Rc 15-35Corte delicado (Disco extradelgado)Oxido de aluminio, aglomerante caucho-resinaCorte en seco de materiales suaves.Carburo de Sicilio, aglomerante cauchoMateriales no metálicos duros, vidrios,rocas y otros.Metales no ferrosos medianamente duros,uranio, titanio, zirconio, etc.,.Metales no ferrosos blandos, aluminio,latón bronces, etc.,.


La manera apropiada de usar la cortadora sólo se conoce a Fondo mediante laexperiencia de modo que siempre debe consultarse al técnico encargado.Un problema frecuente es la rotura de los discos: Esto puede deberse a:-Colocación incorrecta del disco.-Sujeción incorrecta de la muestra.-Maltrato en el manejo.-Distribución insuficiente o dispareja del refrigerante.-Disco de grado demasiado duro.-Avance excesivo del disco.Sobre el montaje de discos, sujeción de la muestra, cantidad de refrigerante ypresión de corte del’e siempre consultarse al técnico y remitirse al catálogo del aparato parael montaje y mantenimiento.Todo lo anterior se refiere al corte con discos consumibles en cortadoras de altavelocidad. La otra técnica es usar cortadoras de baja velocidad en un proceso desarrolladosegún los principios usados en la industria de las gemas. La dureza excepcional y laresistencia a la fractura que presente el diamante lo hacen ideal para el corte abrasivo. Sinembargo, en razón a su costo el diamante se usa en discos no consumibles. Las partículasde diamante industrial triturado se limpian y clasifican y se unen al borde de una ruedametálica mediante fusión, enlace vítreo o resinoso. Los discos tienen de 10 y 15 cms. dediámetro y giran a menos de l000rpm. con cargas máximas de l000grs. La técnica puedeaplicarse a muchos tipos de metales y no meta Blandos, duros, frágiles, dúctiles, porosos,de configuraciones simples o complejas, compuestos, etc...La superficie resultante está generalmente libre de deterioro y

distorsión y quedalista para el examen microscópico con una mínima preparación posterior.El maquinado con descarga eléctrica o electroerosionado usa la chispa de un arcoeléctrico para remover material de una muestra conductora sumida en un dieléctrico.(Petróleo o aceite de transformador). La pieza es el ánodo y la herramienta erosionadaforma un arco removiendo el material como diminutos cráteres. Obviamente el uso de estetipo de aparato requiere un control preciso.2. DESBASTEEl objeto del desbaste es remover la deformación producida durante el corte yproporcionar la superficie plana inicial necesaria para los pasos siguientes de esmerilado ypulido. Otro propósito es remover grandes cantidades de material superficial para elmacroataque. El desbaste puede efectuarse con limas, piedras de esmeril o carborundum ypapeles de esmeril. Comúnmente el desbaste grueso se lleva a cabo en una desbastadora decinta como la de la figura 4. También se usan discos giratorios recubiertos con papelesabrasivos. El tamaño de partícula varia entre mal la 50 y 180.Para no alterar la estructura superficial del metal, sobre todo si está tratadotérmicamente, la probeta se refrigera con agua impidiendo el sobrecalentamiento. El aguasirve también para lavar los productos removidos de la superficie evitando que la cintaabrasiva se embote.La cinta abrasiva, si está hecha de carburo ó de aluminio con aglomerante de resma,se puede usar en seco o en húmedo. Si el aglomerante es de tipo colas (como es l caso delgranate), la cinta sólo puede usarse en seco.La acción abrasiva es muy agresiva con esta granulometría, por esta razón no sedebe aplicar la probeta contra el medio abrasivo con demasiada presión, porque estoproduce rayas profundas, difíciles de eliminar después, y distorsión intensa en el metalsuperficial. Este metal distorsionado puede extenderse hasta profundidades grandes. Laprofundidad varía con el metal o aleación, de modo aproximado es inversamenteproporcional a la dureza. Está distorsión es inevitable pero se puede minimizar en estaetapa y se elimina durante el pulido posterior.Lo primero que se hace al iniciar el desbaste es biselar las aristas de la muestra a finde eliminar los ángulos que podrían llegar a provocar la rotura del papel abrasivo o delpaño durante el pulimiento. Por esta razón es pre1 que -las probetas sean redondas o almenos que no tengan ángulos y cantos vivos.Sin embargo, el biselado no se puede realizar cuando interesa precisamente elmaterial inmediato a esos bordes como en el caso de piezas cementadas, cianuradas,mitruradas o recubiertas electroliticamente. Para proteger el borde es conveniente usarmontajes como los que se muestran en la figura 5. o aplicando un recubrimientoelectrolítico de cobre y montando la muestra como se discutirá posteriormente.Figura 4. Desbastador de cinta.Figura 5. Prensas para facilitar la preparación de piezas pequeñas.Cuando la superficie de la muestra está completamente plana y se han eliminado lasirregularidades se da por terminado el desbaste. Debe tenerse en cuenta sin embargo, queuna superficie lisa y brillante no necesariamente tiene la menor cantidad de deformación.Una apariencia engañosamente mejorada se puede deber al restregamiento de la superficiecon partículas abrasivas que no corten limpiamente, si la cinta esta gastada o embotada seproduce en realidad más distorsión superficial.El terminar el desbaste la probeta y las manos deben lavarse con agua corriente paraevitar el transporte de partículas del abrasivo o el metal hasta el medio de pulimientoposterior.3 MONTAJE DE LA MUESTRALas probetas metalográficas se montan en materiales adecuados. En primer lugarpara manipularlas más fácilmente si son muy pequeñas, y en segundo lugar para proteger ypreservar los bordes durante el pulido tal como se anotó en la sección anterior.Antiguamente se usaban para este propósito materiales de bajo punto de fusión comoazufre, lacre y aleaciones como la de Wood (50% Bi, 25%Pb, 12,5% Sn, 12.5% Cd), peroen la actualidad se usa el moldeo por compresión en el cual la probeta se embebe en uncilindro de plástico, figura 6. El montaje estándar es de 25mm, (1”), 32mm. (1.25”) o38mm. (1.5”) de diámetro con una altura igual a la mitad del diámetro. El montaje dealambres, tubos, láminas y polvos puede requerir cuidados especiales. Los materiales quese usan en el moldeo por compresión son plásticos termoendurecibles como la bakelita, elftalato de dialilo, la resina y la lucita los termoplásticos son los transópticos como elmetacrileto de metilo, poliestireno, polivinil formal, polivinil cloruro. Los materialestermoendurecibles requieren calor y presión durante el ciclo de moldeo y se puedendesmoldar a la temperatura máxima. Los termoplásticos permanecen fluidos

a latemperatura máxima de moldeo y se hacen densos y transparentes al aumentar la presión ydisminuir la temperatura. Figura 7.Figura 6. Muestras montadas en baquelita.Figura 7. Comportamiento de materiales de montajea. Termoestablesb. Termoplásticos.Las variables en el moldeo por compresión son la presión, el tiempo y latemperatura de moldeo. Para controlar esto se usan prensas de laboratorio provistas de gatohidráulico y resistencia calentadora. Para su uso debe consultarse el técnico o seguir lasinstrucciones del catálogo del fabricante. Las variables mostradas en el figura 7 secontrolan con base en la característica de la prensa 1 moldeo. En la tabla II se Indican lascondiciones de moldeo para cada plástico.TABLA IICondiciones de moldeo para los materiales de montajeTERMOENDURACIBLESResma Temperatura Presión Tiempo(C) (F) (m)Bakclita 135 - 170 17 – 24 5 - 12Ftalato de dialilo 140 - 160 17 – 21 6 - 12
TERMOPLASTICOSResma Temperatura(C)Presión(M)Tiempo(minu)Metacrileto demetilo140 – 165 17 – 24 6Poliestireno 140 - 165 17 5PolivinilFormal220 27 ...P.V.C. 120 - 160 0,7 0A continuación se presentan algunos problemas típicos en el moldeo porcompresión.Materiales termoestables.Hendiduras radiales: La sección es demasiado grande para el área del molde. Probeta conángulos. Use un molde de mayor tamaño. Redúzcase el tamaño de la Probeta y los ángulosagudos.Concentración en el borde:Adhesión pobre del plástico por excesiva contracción. Usemenor temperatura de moldeo, enfríese el molde antes de retirar la probeta.Grietas circunferenciales: El material ha absorbido humedad o la reacción ha liberadogases. Calientes previamente el polvo. Disminúyase la presión antes de que empiece elcurado.Protuberancias y rotura de superficie:Período de curado muy corto o falta de presión.Dése más tiempo o aplique más presión.Falta de fusión:Falta de presión o tiempo Insuficiente a la temperatura de curado. Curadode partículas antes de flujo. Úsese tiempo y presión adecuadas. Aplíquese la presiónrápidamente al iniciar el montaje.Endurecimiento de la superficie y ampollas:Temperatura excesiva del molde.Disminuya la presión momentáneamente antes de que empiece el curado.Materiales termoplásticos.Aspecto de tiota de algodón: El material en polvo no alcanzó la máxima temperatura.Auméntese el tiempo de mantenimiento a temperatura máxima.

Agrietamiento:Tensiones residuales liberadas al retirar el bloque. Enfríese en la prensaantes de retirarse. Introdúzcase el bloque en agua en ebullición para aliviar tensiones.Los métodos de montaje en plásticos descritos hasta aquí, y según se ve en la tablaII, sólo son aceptables para materiales que no se vean afectadas por temperaturas hasta de200°C y las presiones de 21 MPa. Si la probeta es muy delicada se puede usar el montaje enfrío para el cual se usan resinas moldeables.Los tipos más corrientes son: epoxicos, poliesteres y acrílicos. Se pueden usar diversasformas de molde, pero en general los utilizados son cilíndricos normales. Los materialesmoldeables en general están constituidos por la resma y el endurecedor. Dado que durantela polimerización ocurre una reacción exotérmica, la resina y el endurecedor deben medirsecuidadosamente y mezclarse por completo o no ocurrirá endurecimiento. En la figura 8, secomparan las características de las distintas familias.a. Dureza b. Calor liberado c. Contracción d. Tiempo de curadoFigura 8. Características de plástico para montaje en frío.De la figura 8 se ve que los acrílicos curan rápido (en unos30 minutos) pero tienenbaja dureza y no retienen bien las aristas. Los poliésteres requieren más tiempo de curadopero son más duros. Los epóxicos se contraen mucho menos pero requieren largos tiemposde curado.Para los moldes se pueden usar vidrios, bakelitas, aluminio o capas de cauchosilicona.Al molde se le aplica un agente desmoldeante. Tal como aceite de silicona o grasa de vacío.Si el molde es de caucho silicona no necesita desmolderse. El montaje se hace como semuestra en la figura 9.Figura 9.Montaje en frío.A continuación se señalan los principales problemas que se presentan en el montajeen frío:AcrílicosBurbujas: agitación muy violenta al mezclar resma y endurecedor. Mezclese máscuidadosamente o remueva el aire con vacío.PoliésteresAgrietamiento: Relación incorrecta entre resina y el endurecedor. Corríjase la relación.Decoloración: Se ha oxidado la resina. Relación incorrecta resina /endurecedor Manténgaseel recipiente herméticamente cerrado, corrija la relación resina / endurecedor.Montaje blando: Relación incorrecta. Mezcla incompleta Corríjase la relación y hágase lamezcla completa.Extremos pegajosos: La misma causa que en el caso anterior. El mismo remedio.EpóxicosGrietas: Relación incorrecta. Temperatura muy alta por reacción enfríese con chorro de airey corríjase la relación resina / endurecedor.Burbujas: Agitación muy violenta durante la mezcla. Mézclese con suavidad o remuévaseel aire con vacío.Decoloración: El endurecedor se ha oxidado. Relación incorrecta. Manténgase losrecipientes herméticos. Corríjase la relación resina / endurecedor.Montaje blando: Relación incorrecta. Mezcla incompleta corríjase la relación y

mézclesecompletamente.De todo lo descrito se comprende que el uso de la prensa de montaje y los plásticospara montaje en caliente o en frío debe hacerse de modo cuidadoso siguiendo lasinstrucciones del técnico o las indicaciones que dan los fabricantes.Después del montaje, las probetas se marcan con un grabador vibratorio y sealmacenan en un disecador si no se continúa el pulido seguidamente.4. ESMERILADO O DESBASTE FINOEl desbaste fino esta estrechamente relacionado con el corte y el desbaste, su objetoes eliminar y limitar, mediante la elección y el orden de uso correctos de los abrasivos lazona de deformación creada en las etapas mencionadas. Este proceso se puede realizar amano o automáticamente, en el proceso manual la superficie plana obtenida en el desbaste,se raspa sobre la superficie de trabajo de un papel abrasivo que se apoya sobre unasuperficie plana y lisa. La superficie de trabajo se lava con un líquido, en el caso delesmerilado en húmedo. Los abrasivos usados son carburos de silicio, diamante y óxido dealuminio (esmeril). Como se anotó, en general se usan abrasivos del tipo fijo, es decir; losgranos abrasivos están pegados a un papel o una tela. El anterior pegante puede ser cola,resina o resina sobre cola. El carburo de silicio y el óxido de aluminio se consiguen yacomo papel que no resiste al agua pegado con cola o resma y se usa para desbaste en seco;o como papel o tela y resistente al agua con pegante resinoso para operación húmeda oseca. Los papeles de esmeril sólo se fabrican con cola como adhesivo.Se da preferencia a la operación en húmedo porque las superficies de trabajo sepueden enjuagar continuamente con agua para evitar que la superficie se embote con lo quese desprende de la probeta.Durante la extracción y el desbaste se produce una deformación total como se ve enla figura 10. El desbaste fino extrae esta deformación.Figura 10. Efecto del desbaste ( )Sin embargo a medida que se extrae esta deformación gruesa por acción del desbaste fino,se formará una capa de menor deformación, que se extraerá posteriormente.Así a medida que se remueve la capa de deformación más reciente, se formará otramenos producida por el abrasivo más fino. El esmerilado debe continuar en abrasivosprogresivamente más finos, generalmente se usan desde un tamaño de malla 240 siguiendocon 320,400 y por último grado 600, el que debe asegurar que toda la deformación restantepueda extraerse durante el pulimento grueso. El ciclo descrito se expresa en la figura 11.Figura 11. Efecto del desbaste fino.Dl deformación total del desbaste, el paso A lo elimina pero creaD2 el cual es removido por el paso B, que a su vez creaD3 este es removido en el paso C, y queda una deformación D4.En la figura 12, se indican los tipos y tamaños de los abrasivos más comunes para eldesbaste fino. Como se indicó, los de tipo fijo (abrasivos con respaldo de papel o tela), sonmás adecuados.Figura 12. Tamaño de abrasivos para el desbaste fino (esmerilado)Los abrasivos se clasifican según el tamaño de grano (malla) o el tamaño en micras. Losmás gruesos se designan por la malla y los más finos de tamaño 1000 se clasifican por eltamaño en micras. Estas relaciones se muestran en la figura 13.El carburo de silicio cuando se usa húmedo tiene una tasa de remoción doble que elesmeril y ocasiona una deformación menos profunda. Mohs 9.5 El carburo de silicio es unabrasivo o sintético. El esmeril es natural y contiene 55% a 75% A1203el resto es óxido dehierro, Mohs 8.0.Figura 13. Relación entre malla y tamaño en micras.La alúmina (A1203) es sintético. Anteriormente se usaba mucho el carburo de boroB4C.En el proceso manual de desbaste fino la muestra se sostiene firmemente con losdedos. El movimiento es en línea recta sobre la superficie abrasiva hacia o desde eloperario, figura 14. Cuando se adquiere destreza se puede usar el movimiento en las dosdirecciones.Figura 14.

Movimiento de la mano en el desbaste fino.Para evitar se le formen planos angulares los dedos y las articulaciones deben estarrígidas.Cada vez que se cambie el papel se deben lavar la probeta y los dedos para eliminarlos detritus y la dirección de pulido se gire 90oa fin de obtener rayas perpendiculares a lasanteriores. Figura 15.Figura 15. Dirección de esmerilado en cada paso.Sólo la experiencia indicará cuando se ha terminado el desbaste fino. En generalcuando la observación visual demuestre que sólo existen rayas producidas por el últimopapel empleado y se han eliminado totalmente las exteriores, la probeta puede pasar apulimento; en la figura 16, se muestran las profundidades promedio de las rayas de desbastey esmerilado.Figura 16. Relación entre tamaño de abrasivo y profundidad de rayado.El desbaste fino también puede hacerse mecánicamente, usando papeles adheridos a undisco rotatorio, discos con parafina o discos de plomo pero estos son métodos menoscomunes en nuestro laboratorio.En la figura 17. Se muestra la apariencia de las rayas producidas en el desbaste finoen el papel de carburo de silicio en proceso húmedo.Figura 17. Aspecto de las rayas producidas en el desbaste sobre papel de SiC.a- Papel 240b- Papel 320c- Papel 400d- Papel 600. 10(Cortesía Alberto Zapata. Matalografía U. de A.)Al finalizar el desbaste fino la probeta debe lavarse cuidadosamente antes de pasaral paño de pulido.5. PULIMENTO GRUESOEste paso puede considerarse el más importante en toda la secuencia de preparación,su objetivo es eliminar de las superficies las rayas finas que quedan después de la últimaoperación de desbaste en el papel 600, y conseguir una superficie sin rayas y pulida. Lacalidad final de la probeta depende de la selección del abrasivo que se usa en esta etapa depulimento grueso. La naturaleza del tipo de abrasivo empleado debe permitir unaclasificación precisa de tamaños y la separación de en fracciones de tamaño uniforme departícula.En el pulido grueso el polvo abrasivo se suspende en un líquido y con estasuspensión se impregna un paño. El tipo de paño y abrasivo dependen del material a pulirsey obviamente de las posibilidades económicas del laboratorio pues se puede usar desdepaño ordinario de billar hasta tejidos fabricados especialmente. Así mismo se puedeemplear desde óxido de hierro (rojo joyero), hasta polvo de diamante. Las casascomerciales ofrecen una alta gama de productos bien clasificados.Los paños de pulido suelen ir sujetos a unos discos que pueden girar o no perotambién pueden ir, sencillamente, apoyados sobre un vidrio grueso (6mm), plano y limpio.En general se usan discos giratorios, que son de bronce o aluminio y se cubren conel paño apropiado. Los discos giran en un plano horizontal movido por un motor individual.El motor debe tener la potencia suficiente para funcionar con seguridad y firmeza bajo lapresión que necesariamente se ha de aplicar a la muestra, no sólo cuando se trate de altasvelocidades (unos l000 rpm), sino en especial cuando se trabajen muestras de metalesblandos a velocidades bajas (por ejemplo 400 rpm o menos)Como se muestra en la figura 18, normalmente los discos giran en sentido contrarioa las manecillas del reloj; la probeta se mueve en el sentido del reloj. Esto se hace así paraevitar:-Los trazos direccionales.-Las colas de corneta o sea la dispersión de cierto tipo de inclusiones.-El arranque de ciertas fases que están poco consolidadas dentro de lamicroestructura.Figura 18. Sentido de giro del disco y de la probeta durante el pulido.Está manipulación también proporciona una remoción sobre toda la superficie.Para efectuar este pulido se dispone de máquinas automáticas giratorias ovibraciones.Según su objetivo, durante el pulido grueso la extracción debe ocurrir de modo queaumente el pulido de la superficie. Idealmente esto debería ocurrir según 1a disminucióngradual que se muestre en la fig. 19. Sin embargo, al llegar al pulimento grueso ocurre unagran caída en el grado de extracción como lo indica la línea continua de la fig. 19. Para queel gráfico sea ideal deben usarse pastas de diamante.Figura 19. Grado de extracción durante las diversas preparación.solubles en aceite. De este modo se logra una dispersión uniforme de las partículas. Elmaterial en forma de pasta permite impregnar el paño mucho mejor. Las partículas dediamante retienen su forma tamaño durante la abrasión y producen una tasa uniforme yelevada de remoción con un mi de distorsión superficial. Estas tasas

de remoción puedenser superiores a las que se dan durante el desbaste fino.Figuras 20 y 21.Figura 20. Tasa de remoción vs presión sobre la muestra.Figura 21. Tasa de pulimento vs tamaño de partícula del abrasivo.Aunque Pasta de diamante es la ideal, su costo hace que sólo pueda usarse en casosespeciales, por esta razón debe en general seleccionarse otro abrasivo: Los más comunesson el carburo de silicio sintético y la alúminina gamma (Y). Este tipo de alúmina existecomo placas finas y, delgadas, cuando se calcina a 1200°C, pasa a la forma alfa, este nosirve como pulimento a menos que el tamaño de sus partículas sea muy pequeño. Esto es unproblema porque para sustituir la pasta de diamante con un grado de extracción equivalente,los granos tendrían que ser mayores.En general debe seleccionarse un abrasivo suficientemente grueso para realizar estaetapa en un tiempo mínimo. El tamaño de partícula e general varia entre O y 10 micrones.La clasificación de 6 micrones (intervalos de 4 8), producirá las tasas de remoción máselevadas para la mayoría de los materiales. Debe esperar una caída aguda e la tasa deremoción para los tamaños más pequeños (submicrones) en las mi circunstancias, figura 21.En la figura 22 se representa el estado de la superficie al comienzo del pulimento grueso.“A” indica la profundidad total de deformaciónFigura 22. Estado de la superficie al comienzo del pulido grueso.que debe eliminarse para poner al descubierto la microestructura real. “B” indica la raíz deuna raya producida durante el desbaste fino por un grano abrasivo. “C” representa la capade deformación más grave, y “D” señala el límite de un estrato de deformación menor. Ladeformación causada por la raya se proyecta casi hasta la profundidad A.Durante el pulimento grueso la probeta debe estar contra el paño el tiemposuficiente para extraer toda la deformación abrasiva, la probeta se mueve continuamentedesde el centro hacia el borde del disco. Si es necesario, se añade de vez en cuandosuspensión del abrasivo (0.l5gr/cm3agua). Si hay abrasivo pero se seca el paño, se añadeagua destilada sin humedecer demasiado pues se retarda la acción pulidora.Los paños son un factor importante si se quieren evitar planos o relieves. En estaetapa debe usarse paño sin pelo, tal como nylon, algodón o seda. Deben ser de este tipopara evitar que el pelo golpee creando relieves y efectos secundarios.Al final del pulido grueso debe haberse extraído la zona de deformación menor(figura 22), y el estado de la superficie puede representarse como lo indica la figura 23, enla cual se muestra una raya de superficie, poco profunda. En el siguiente paso, el pulidofinal, la línea horizontal de puntos A, que representa la superficie, debe estar por debajo dela raíz de las rayas. Sin embargo, si las técnicas no son adecuadas y eficientes y según elmaterial, aparecerían restos de esas rayas (representada por A’). Tales rayas pueden habersido introducidas por la presencia de partículas extrañas en el paño, excesiva presión en elpulido, o ser rayas demasiado profundas producidas en el desbaste. En este último caso, hayque volver a repetir el desbaste poniendo más cuidado.Figura 23. Estado de la superficie al final del pulido grueso (ve figura 22)En todo caso la preparación de los abrasivos, su aplicación y el uso de la máquinapulidora debe hacerse con suma discreción y siguiendo estrictamente las indicaciones deltécnico.6. PULIMENTO FINALComo se estableció previamente, la etapa de pulido final sirve para removercualquier zona de deformación resultante del pulido grueso, idealmente debería producirseuna superficie pulida uniformemente y libre de rayas. Sin embargo, en la práctica no sebusca una superficie completamente libre de rayas sino, que las rayas no deben detectarsebajo las condiciones particulares del examen. El logro de esto dependerá, por consiguiente,del material de la probeta (más difícil con materiales blandos), las condiciones de ataquemás difícil con reactivos de ataque sensibles a las estructuras deformadas), y lascondiciones ópticas del examen.Hay que tener en cuenta que si no se remueve toda la deformación superficial, lasrayas serán visibles, sin atacar la muestra. Lo mismo será más acentuado si los pasosprevios no fueron realizados a cabalidad. Lo mismo ocurrirá después del ataque. Estosignifica que la superficie deformada no se removió completamente, figura 24.Figura 24. Aparición de una raya después del ataque si el pulido no fue completo.a- Raya original. b- Superficie pulidac- Superficie atacada.El ataque del reactivo será más pronunciado y preferencial en las regiones dedeformación localizadas que poseen mayores niveles de energía superficial. En general, losprocesos de pulido final de buena calidad son más laboriosos

y requieran operarios máshábiles. Para cada paso puede escoger la más adecuada.6.1 PULIDO MECANICOA menos que sea necesario preservar las inclusiones, el pulido mecánico se realizaen la pulidora mecánica usando un paño de pelo largo, como el terciopelo; el paño de billarpara ferrosos; o paño de pelo de camello o gamuza para metales blandos y aleacioneslivianas. Son muy populares los paños especiales fabricados por distintas compañías comoel Microcloth, el Lecloth (que es un satín de algodón tratado de modo particular).Desafortunadamente en estos paños, las fibras son compresibles y tienden aadaptarse a la superficie de la muestra bajo la más mínima presión. Debido a este tipo decontacto las fases o granos más blandos con cierta orientación tienen una tasa de remociónmás elevada que las fases o granos más duros con orientación diferente. Estos efectos sepueden evitar o minimizar seleccionando un abrasivo que acorte el tiempo de proceso. Parael pulido final se usa una variedad de abrasivos como los óxidos de Al, Cr, Mg, Ce, Si, ydiamante.Los materiales ferrosos, las super aleaciones y las basadas de cobre, titenio yzirconio son compatibles con los abrasivos de alumina. Se prefiere alúmina gamma de 0.05micras. Para las fundiciones con grafito libre y los materiales ferrosos que contenganinclusiones complejas o abundantes es aconsejable una suspensión de óxido de cromo omezclas de óxido de cromo y cerio. Para los metales y aleaciones ligeras es recomendableel óxido de magnesio. Los óxidos de cerio, las suspensiones de Si0 y el diamante sonabrasivos más especiales.Para los óxidos se usa agua destilada como vehículo, para el diamante se usa aceite.La humedad del paño es muy importante durante el pulido final.Concluido el pulido (cuando a l00X no se ven rayas), se lava la probeta con aguapara eliminar la alumínina adherida, y se le pasa un trozo de algodón embebido en agua jabonosa para eliminar la grasa; se lava de nuevo con agua y luego se vierte alcohol en lacara pulida y se agita hasta secar bien, se puede secar también con un algodón embebido enéter o con un secador de aire caliente.La superficie pulida no debe secarse ni tocarse con telas, papeles y objetos extraños,que pueden rayarle. Tampoco se debe tocar con los dedos, pues marcaría en ella lasimpresiones de la piel, lo cual origina imágenes erróneas y hace irregular el ataque de losreactivos.Antes de atacar es necesario observar la nuestra al microscopio para verificar elpulimento, la limpieza y examinar algunas particularidades del material. En este estado sovisibles los poros, grietas, esocrias, grafito, inclusiones etc.La probeta se puede atacar enseguida o se almacena en un desecador para usoposterior.Al concluir el trabajo debe lavarse a fondo el paño con agua destilada y luegotaparlo para evitar el polvo y las partículas del ambiente.También puede usarse el pulido vibratorio, automático y otros sistemas como se veen las figuras 25 y 26Figura 25. Pulidora Vibratoria.Figura 26. Pulidora Semiautomática.Después de la última etapa de pulido se puede emplear un proceso de ataquesquímicos leves alternados, cada uno de ellos se sigue de un repulimiento cuidadoso,removiendo parcial o totalmente el ataque precedente.El proceso puede realizar con tres o cinco ciclos de pulimento— ataque, lo quefavorece la remoción de algunas pequeñas protuberancias provenientes del pulido yaumenta el contraste de fases, realzando los bordes de grano. Esto debe hacerse concuidado pues si se aplican muchos ciclos se pueden agudizar las tendencias del efecto derelieve debido al ataque selectivo de áreas deformadas localizadas o al ataque selectivo deciertas fases u orientaciones de grano.Puede darse pulido y ataque simultáneo cuando se incorpora un reactivo químico ala mezcla abrasiva, esto se hace con el fin de aumentar la velocidad o disminuir el tiempode pulido. Es un proceso especial para metales nobles y refractarios. Para el titanio porejemplo, se usa alumínina y una solución al 5% de ácido oxálico.6.2 PULIDO ELECTROLITICOEl pulido de los metales blandos y sus aleaciones es difícil p la facilidad de creardistorsiones y rayas, esto fue resuelto por Jacquet y Rocquet en 1935, cuando propusieronel empleo del pulido electrolítico.El método general consiste en que la muestra se hace ánodo colocándola en unasolución adecuada y aplicando una determinada fuerza electromotriz con una ciertadensidad de corriente. Actualmente se han encontrado electrólitos adecuados para pulir contodos los metales y aleaciones, véase la norma ASTM ELa muestra se coloca como ánodo a una distancia de 1 a 2 cms paralela a lasuperficie de un cátodo de platino, acero inoxidable o cobre (según el caso) dentro de unelectrólito que disuelve los óxidos del metal. Figura 26.Figura 27. Esquema del circuito de pulido electrolítico.A, amperímetro,

V. voltímetro, R. Reostato, F. f.e.m.An. ánodo, Ca. cátodo, B. bomba, E. electrólito.Aplicando correctamente la fuerza electromotriz la superficie irregular será niveladay pulida por disociación de los iones metálicos, principalmente n los puntos elevados.En el proceso influyen diversos factores, tales como temperatura, concentración,flujo de electrólito y otros. Al final la superficie es lisa y brillante. Según el proceso elmetal puede ser atacado, pulido, completa o parcialmente pasivado.Durante la electrólisis, los iones metálicos pasan a la solución, formando películacoloidal compleja de productos de corrosión, que, a pesar de ser muy delgada, posee unaresistencia eléctrica razonable. Figura 28.Figura 28. Disolución anódica durante el p electrolítico.Según la teoría más generalizada la película anódica controla la tasa a la cual losproductos de disolución se pueden difundir desde el ánodo. Como hay una diferencia en elgradiante de concentración (es decir en una depresión existe un gradiante de concentraciónmayor)) Fig. 29, ocurre una disolución preferencial. La resistenciaFigura 29. Mecanismo de pulido electrolítico.eléctrica en el pico A, figura 29, representada por la distancia A-B será mayor que en ladepresión C, representada por la distancia D-C, porque la película es más delgada en A-B.La corriente en A será mayor que en C, haciendo que el metal se disuelva más rápido en Aque en C, produciendo así u nivelación al remover las asperezas de 1mm o más. La difusióniónica y molecular a través de la capa A, donde es más rápida, así como las diferencias enlos fenómenos de polarización anódica en A y C, también pueden contribuir a la acciónpulidora.Pero debe haber otro factor presente en el proceso electrolítico responsable del“abrillantamiento” que se produce por la eliminación de irregularidades tan pequeñas como0.0lmm, y por la supresión del ataque sobre la superficie metálica. Este comportamiento seatribuye a la formación de algún tipo de capa entre la película anódica y la superficie, véasefigura 28. Se cree que esta capa sigue al contorno de la superficie y es atacadauniformemente por el electrólito. El paso de los iones a través de la capa anódica debeocurrir a la misma tasa en todos los puntos, para mantener esta capa y producir elabrillantamiento.La existencia de tal capa puede explicar la diferencia entre las condiciones de ataquey pulido. El ataque ocurre cuando el electrólito tiene libre acceso a la superficie, es decir sino existe la capa anódica.Las relaciones voltaje-corriente varían con los diferentes electrólitos y metales.Cuando ocurre pulido sobre un intervalo extenso y continuo se da una relación simple comola mostrada en la figura 30. Para voltajes bajos la película anódica no existe o es inestable,entonces ocurre ataque, pero no pulido.Figura 30. Relación E-I en soluciones de alta resistencia.A voltajes mayores sucede el pulido. Los electrólicos de ácido perclórico (HC1Ousado para el aluminio siguen esta relación; figura 30.*Sin embargo la curva potencial-intensidad, o curva de polarización, es en generalmás compleja cuando se aplica un potencial, externo. Ejemplo cuando se pule cobre,(Figura 31) con ácido ortofosfórico.Figura 31 Curva de polarización para el cobre.En este caso se distinguen cinco regiones en al curva. En la región A-B, la densidadde corriente aumenta con el potencial, calcio del metal se disuelve y la superficie tiene unaapariencia atacada. La región B-C, refleja una condición inestable, mientras que la regiónC-D, indica un estado estable donde la película formada alcanza el equilibrio y sucede elpulido, con una densidad de corriente constante.El pulido óptimo ocurre sobre C-D cerca de 0. En la región 0-E se forman burbujasde gas, que rompen la capa anódica y causan picado. El pulido con rápida liberación degases ocurre en E--F.Para un pulido electrolítico ideal es importante-Control riguroso para minimizar el calentamiento del electrólito y la probeta.-Logro máxima resistencia en la película anódica.-Operación a densidad de corriente mínima.Para lograr esto se tienen varios tipos de aparatos, en la figura 32, se muestra una celdade pulido común.Figura 32. Fuente y tanque de una pulidora electrolítica.Constituida por una fuente de alimento, donde se controla el tiempo, la corriente yel voltaje y la celda de pulido. El aparato sirve para pulir y atacar electrolíticamente. Debeusarse con sumo cuidado siguiendo las instrucciones del técnico. La selección de losparámetros adecuados y del electrólito correcto debe hacerse teniendo todas lasprecauciones que señalen los catálogos pues hay serios peligros en el uso inadecuado deeste proceso.

7. ATAQUEAunque se puede obtener alguna información de una probeta en estado pulido, lamicroestructura en general sólo es visible después de un ataque; es decir, después de unproceso que revele los detalles estructurales. Solamente las características que exhiben unadiferencia de 10%, ó más en reflectividad se pueden observar sin ataque. Esto solamente seda con las grietas, poros, picados e inclusiones no metálicas.En general, una probeta pulida no muestra su mi porque la luz se reflejauniformemente, es por ello que se debe producir contraste por medio del ataque. Pero estose puede lograr con métodos diversos, no necesariamente los electroquímicos, que son losmás conocidos. Los métodos de ataque pueden ser químicos, electrolíticos, ópticos ymecánicos y según alteren la superficie o no se llaman destructivos o no destructivos.7.1. METODOS NO DESTRUÇTIVOS DE ATAQUEEstos métodos incluyen el ataque óptico y el desarrollo de contraste mediante capasde interferencia, pero sólo se detallarán en la sección 8. Cuando se estudie la microscopiaóptica. Entre estas técnicas están el ataque É basado en el principio de Kohler, lailuminación ‘de campo-oscuro, la luz polarizada, el contraste de fases, el contraste deinterferencia diferencial y el contraste por capas de interferencia.7.2 METODOS DESTRUCTIVOS DE ATAQUE7.2.1 ATAQUE QUIMICOEs la técnica más antigua y más común para producir contraste microestructural. Enesta técnica el reactivo de ataque reacciona con la muestra sin el uso de una corrienteexterna.Los reactivos más comunes son soluciones ácidas o básicas diluidas en agua oalcohol; también se usan sales fundidas o vapores. Los métodos y reactivos puedenconsultarse en la norma ASTM E.407.El ataque químico se da en realidad, mediante un proceso electroquímico deoxidación-reducción que se presenta en la superficie de la muestra. El incremento encontraste depende de las diferencias en la reactividad química (o potencial electroquímico),que presenten los distintos constituyentes de una estructura de una misma matriz metálica.En este proceso la superficie se destruye selectivamente, por la formación de celdas localescon microánodos y microcátodos, los ánodos se disuelven más rápido. Las diferencias depotencial se dan sobre todo por la diversidad en la composición química, pero también sedan por diferencias en el estado físico (tensiones), el material deformado es anódico; o pordiferencia de orientación en los planos de los granos Todo esto produce distintasvelocidades inherentes de disolución; es por ello que los límites de grano que son regionescon distinta actividad química, deformación local y orientación, sean de los lugares que seatacan más rápidamente.Sin embargo, es el conocimiento y la experiencia los que permiten identificar lasdiferentes características que se revelen en un material dado. Las condiciones del ataque; esdecir el reactivo, la temperatura y el tiempo son típicos de cada material. Existen miles desoluciones de ataque. Antes de atacar, la probeta debe estar desengrasada y limpia. Elataque puede ser por imersión o por impregnación con un algodón saturado de reactivo.En el ataque por imersión se introduce la probeta, con la superficie hacia abajodentro del reactivo, sujetándola con los dedos o con unas pinzas.Para desalojar las burbujas de aire retenido y renovar el reactivo de contacto, laprobeta se agita suavemente sin rayana contra el fondo del recipiente que contiene elreactivo (en vidrio de reloj o un beaker) El ataque se manifiesta por que la superficie sepone mate y es la práctica la que determina cuando debe suspenderse la imersión.Después del tiempo suficiente de ataque la probeta se lava con agua corriente paradetener el ataque, se limpia con alcohol y se seca con un algodón o con un chorro de airecalidad como el proporcionado por un secador de pelo-. Si se usa algodón impregnado, latécnica es la misma.En el ataque por precipitación (o deposición), el contraste se origina por capasformadas simultáneamente con la disolución del material. El material que se disuelvereacciona con ciertos componentes del reactivo de ataque formando compuestos insolublesque manchen o coloreen de diferente manera a las distintas fases presentes. Un ejemplo deesto es el picrato alcalino caliente que colorea al carbure de hierro. El reactivo de Stead(l00ml alcohol, 20m1 H2O, 1m1 HC1, 4g MgCl2lg CuCl

2) deposita cobre en las áreas debajo contenido de fósforo en la superficie del acero o fundición.7.2.2 ATAQUE POR CALOREsta técnica se basa en la evaporación diferencial de las distintas fases queconstituyen una elección o de las regiones de los límites de grano. Para ello la muestra sedebe calentar en una atmósfera rigurosamente controlada a una temperatura precisa.Por otro lado el teñido por el calor se fundamenta en la formación de películas deóxido cuándo la muestra se calienta en una atmósfera oxidante a temperaturas relativamentebajas. Los diferentes constituyentes tienen distintas características de oxidación según laatmósfera y temperatura. E1 espesor y composición de la capa de óxido es diferente sobrecada fase distintos colores. Esta interferencia permite diferenciar fases y granos. Algo deesto se mencionará posteriormente cuando se trate la metalografía en color.7.2.3 ATAQUE ELECTROLITICOEn el ataque electrolítico, se aplica un potencial eléctrico a la muestra usando uncircuito externo, con el mismo arreglo que se mostró en la figura 26, para el pulidoelectrolítico. El reactivo es el mismo que para el pulido pero e voltaje y la corriente sonmenores.Durante el ataque electrolítico, los iones positivos del metal abandonan la superficiey se difunden en el electrólito; en el material permanece un número equivalente deelectrones. Esto da como resultado un ataque directo que corresponde al segmento AB de lacurva en la figura 31, donde la corriente se aumenta proporcional mente con el voltaje.Cualquier punto de operación dentro de este tramo sirve para efectuar el ataque.Aunque en esta etapa no se forman capas de precipitado, los iones de metalreaccionan con iones no metálicos del electrólito formando compuestos insolubles cuyoespesor depende de la composición y orientación de las características microestructurales,véase figura 33 para otro tipo de celda de ataque in situ.7.2.4 ATAQUE POTENCIOSTATICOEsta es una forma avanzada de ataque electrolítico donde se produce contraste encondiciones altamente controladas, usando un potencial constante. El espécimen es elánodo y su potencial se mide contra el electrólito por medio de un electrodo de referencia,figura 34, y se mantiene un potencial de solución definido. El método produce contraste porlas diferentes tasas de disolución y la deposición de películas de interferencia.Figura 33 Celda-electrolítica para ataque in situ.Hay una serie de reactivos para ataque potenciostático que desarrollan coloresdiferentes en los microconstituyentes de diferentes materiales.Figura 34 montaje para ataque potenciostático.7.2.5 ATAQUE MAGNETICOEn este método se usa el magnetismo para revelar características especificas de lamicroestructura de materia es total o parcialmente magnéticos. El principal uso es para losdominios magnéticos mediante el uso de suspensiones coloidales o de partículasmagnéticas. Además se puede usar esta técnica para revelar condiciones ferromagnéticas talcono la distribución de martensita inducida por deformación en la matriz para-magnética deaustenita en acero inoxidable.7.2.6 ATAQUE FISICOLos principales métodos son el ataque iónico y el ataque térmico.En el ataque jónico o ataque catódico al vacío, se produce contraste estructural alremoverse selectivamente los átomos de la superficie. Esto se logra usando iones de argónacelerados con voltajes de hasta 10Kv. El ataque térmico se usa para materiales cerámicosy se basa en que los átomos abandonan la superficie a temperaturas elevadas.Figura 34 Montaje para ataque potenciostático.8. MICROSCOPIO QPTICO.Hasta aquí se han detallado los métodos para preparar las probetas para el examenmicroscopio óptico (de luz). A pesar del desarrollo de la microscopia electrónica y otrosinstrumentos a más complejos el microscopio óptico se sigue usando en conjunción conestas herramientas y en la mayoría de los trabajos rutinarios sigue siendo suficiente eindispensable. Cuando la muestra se observa sin ataque se debe empezar con pequeñosaumentos (50-100X), del mismo modo debería hacerse con las muestras atacadas,incrementando gradualmente los aumentos para estimar las características básicas de lamicroestructura.Como se anotó antes las probetas sin atacar se deben observar siempre con el fin dedetectar características tales como:- Condiciones de la superficie, que debe estar exenta de manchas o “artefactos” y con ungrado satisfactorio de pulimento.- Inclusiones no metálicas y sus dimensiones localización y coloración.- Discontinuidades, como microporosidades y microcavidades, incluso las provenientes

deldesprendimiento de inclusiones no metálicas que son muy friables.— Incrustaciones o residuos de escoria y refractarios- Dobleces o defectos superficiales originados en los procesos de conformación mecánica, odefectos de los procesos de soldadura calentamiento y otros.- Fenómenos de corrosión y posibles residuos y depósitos generados por ellos.- Relieves desarrollados por microconstituyentes de durezas muy diferentes.- Aspectos físicos de los bordes y eventualmente superficie de fracturas.- Variación de tonalidad en áreas de metales coloreados, debido a heterogenidad química.- Óxidos metálicos globulares y compuestos componentes de las aleaciones.— Observaciones comparativas entre periferia, zona intermedia y núcleo de la muestra, loscuales pueden proporcionar informaciones interesantes.La observación se debe empezar con bajos aumentos porque una micrografía a 2000aumentos no necesariamente informa más que una a 5 aumentos. Es mas, hay aspectosgenerales muy importantes-que se pierden al buscar solo el detalle. El examen debe sercompleto. Observando sucesivamente a simple vista, en macrografía por esta razón en lasección 12 se tratará lo referente a macrografía.En cuanto a los detalles que se pueden observar con la probeta pulida son tantos,que su estudio se tratará in e en la parte dos de estas notas, cuando se entre a correlacionarla microestructura con la historia y las propiedades de los materiales. Por ahora es necesarioprimero conocer las potencialidades del microscopio como herramienta de la cual elmetalurgista debe saber sacar el máximo rendimiento.El operador debe conocer los principios ópticos generales del funcionamiento y paraun aparato particular debe seguir las instrucciones de la casa constructora o el técnicofamiliarizado con él debido a la naturaleza de los metales, estos son opacos aún lassecciones muy delgadas. La luz transmitida (sistema usado en ciencias biológicas) seuti1iza para estudiar minerales y po1ímeros los cuales pueden observar con luz reflejada.El microscopio metalúrgico difiere de otros microscopios principalmente en que sele diseña especialmente para observación de muestras opacas con el mayor poder posible deresolución y aumento.Un microscopio óptico es un sistema centrado de lentes que tiene por finalidad darimágenes de tamaño mayor que los objetos. Esta constituido básicamente por un sistema deiluminación, un ocular, un objetivo, y una platina para colocar la muestra; sin embargo losmicroscopios ópticos varían considerablemente en costo y capacidades. Los microscopiosmetalográficos iniciales eran directos, es decir , el plano a observar se coloca mirando haciaarriba, sobre la platina, figura 35 pero luego se desarrolló el sistema ideado por LeChatelier, o invertido en el cual la muestra se coloca bocaabajo (invertida), sobre la platina,figura 36. Cada configuración de estas tiene sus ventajas, pero en la actualidad el másusado es el invertido.En la figura 37 se esquemátiza principio del micróscopio, señalando las partesprincipales, las cuales se presentarán a continuación con algún detalle.Figura 37. Trayectoria de la luz en un microscopio metalográfico.8.1 EL OBJETIVOSe decía que los tres elementos esenciales del micróscopio metalúrgico son eliluminador, el objetivo y el ocular. De estos sin duda el objetivo es el componente mimportante pues da la imagen primaria de la microestructura.El objetivo de un micróscopio metalográfico consta de varias lentes convexas dedistancia focal corta, se coloca cerca de objeto y debe estar corregido para trabajar sobremuestras descubiertas, y capaz de proporcionar una imagen real invertida y aumentada de]objeto Como se ve en la figura 38, el aumento producido es de representación, no esangular.Figura 38. Función del objetivo.Debido a una serie de defectos son inherentes a los lentes, existen diferentes tipos deobjetivos, que se pueden dividir en acromáticos semiapocromáticos, apocromáticos ymonocromáticos, según el grado como estén corregidas las aberraciones de los lentes.8.1.1 ABERRACION CROMÁTICALos errores cromáticos ocurren debido a la utilización de una fuente de luz blanca(que contiene todas las frecuencias).El índice de refracción de los materiales es función de la longitud de onda de la luz(λ). La refracción del azul es más fuerte que la del rojo, esto se denomina dispersión de loscolores. Así hay un plano focal diferente para cada color y la nitidez no se encuentra ni enun punto ni en un plano, esto se llama aberración cromítica Longitudinal.Además las distintas imágenes no tienen igual tamaño esta es la denominadaaberración cromática lateral.Los ópticos logran corregir los enfoques de dos o tres colores; azul, verde y rojo.Como se ve

en la figura 39. Los objetivos con corrección de dos colores se llamanacromáticos, por tanto no son adecuados para fotomicroscopio en color. Los coloresintermedios aparecen en ciertas condiciones, lo que se conoce como espectro secundario ElDr. Abbe en Jena logró eliminar el espectro secundario y reducir los demás defectosdesarrollando los objetivos apocromáticos.Los objetivos semiapocromáticos o de fluorita son intermedios entre los anterioresa. Lente sin corregir. Los tres colores en. distintos puntos.b. Lenta acromática. Verde rojo en el mismo punto.c. Lente apocromática. Tres colores en un punto.Figura 39. Corrección de la aberración cromática8.1.2 ABERRACION ESFERICAEste error inevitable en un lente sencillo se debe a que éste es incapaz de representarun punto, como un punto, ya que los rayos de los bordes del lente tienen mayor refracciónque los de cerca del eje, figura 40. Por esta razón, los rayos marginales originan una imagenque se forma más cerca de la cara de salida que la que forman los rayos más centrales;debido a esto, un punto se ve como un disco con repartición irregular de la intensidad.Es obvio que la aberración esférica se agrava por el hecho de que la luz no esmonocromítica y se asocia con la aberración cromática formando una serie de imágenescoloreadas. Esto le restaría nitidez a la imagen general si no se corrigen como se ve en lafigura 40.8.1.3 ASTIGMATISMOEs otro error geométrico de los lentes muy molesto en la fotografía, pero que puedeser reducido utilizando lentes acromáticos planos. En este caso las líneas en ciertasdirecciones se observan menos nítidamente que en otras produciendo distorsiones en laperiferia de la imagen observada.Los objetivos planos tienen corrección extensiva para la planicidad del campo, quereduce las tensiones en el ojo, por eso se encuentran en los buenos microscopios.8.1.4 CARACTERISTICAS DE LOS LENTESLos objetivos tienen una serie de propiedades que resultan al combinar los lentesque los forman. Esto se puede estudiar en cualquier libro de óptica, pero se resumen aquí por su importancia.Figura 40. Corrección de la aberración esférica.Los que más importan son: Apertura numérica, poder de reso1ución, aumentos yprofundidad de campo.-Apertura Numérica. El lente objetivo recoge tanta luz como sea posible delespécimen y la combina para producir la imagen. La apertura numérica (N.A.), esuna medida de la habilidad para recoger la luz se define como:N.A. = n senαDonde n es el índice mínimo de refracción del material que se encuentra entre ellente y la muestra (aire o aceite). El ángulo o es el mayor que puede formar un rayo con eleje óptico para que todavía lo recoja el objetivo. La habilidad para colectar la luz aumentaconα. La resolución de los detalles más finos depende de la cantidad de luz que penetra enel objetivo o sea del ángulo del cono luminoso; también depende de el índice de refraccióna través del cual pasan los rayos que, forman las imágenes. La importancia de la aperturanumérica se hace más evidente al considerar el poder de resolución.-Poder de Resolución. Es la capacidad de un objetivo para distinguir dos puntosseparados situados en el mismo plano. Un poder de resolución de una micrasignifica que aún se perciben separadas dos partículas puntiformes que seencuentren a una micra de distancia entre si. Se define como:d=A N ⋅2λ En donde d es la distancia entre dos puntos que todavía se distinguen por separado,X es la longitud de onda de la luz empleada. Esta fórmula muestra que se puede obtenermayor poder de resolución utilizando luz con pequeña longitud de onda (por ejemplo la luzultravioleta en un objetivo monocromático) o usando objetivos con apertura numéricagrande. Para incrementar la N.A. se pueden utilizar objetivos de inmersión en un medio deíndice de refracción n alto, figura 41.Figura 41. Concepto de apertura.Generalmente para aumentos de 1000 o mayores se usan objetivos de inmersión enaceite para garantizar la resolución; entre la muestra y el objetivo se coloca un poco

deaceite de cedro (el cual tiene n=1.51 comparado con el del aire que es n=1.0). Los objetivosde inmersión deben limpiarse muy cuidadosamente luego de usar el aceite.- El aumento del objetivo está dado por la relación:
A = do / f Donde do=250 mm y f distancia focal del objetivo. Generalmente, suelen tener unaumento entre 2 y 100. Los aumentos se indican con una X después del número A, es decirAX. Conocida la apertura numérica N.A. y el tipo de objetivo, es posible estimar elmáximo aumento que se puede lograr sin perder resolución.Aumento máximo = 1000 x N.A. (Acromáticos)Aumento máximo = 2000 x N.A. (Apocromáticos)El aumento total de un microscopio esta dado por la expresión:Aumento total = Aumento objetivo x aumento ocular.En general el máximo aumento de los objetivos, aún de inmersión es 160X. Comose verá el de los aculares es máximo 25X, por tanto un micróscopio óptico puede dar unaumento máximo de 4000X, lo cual es una de las limitaciones de estos instrumentos.Profundidad de Campo. Profundidad de foco, penetración o resolución vertical es ladistancia perpendicular a la superficie observada que aparece nítida, es decir enfocada. Seentiende que si la superficie no es perfectamente plana (como en ciertas probetassobreatacadás con fases de relieve), se requiere una mayor profundidad de campo.En los micróscopios metalográficos la profundidad de campo es excepcionalmentepequeña y varia inversamente con la apertura numérica N.A. el objetivo. Así pues amayores aumentos (mayor N.A.), menor es la profundidad de campo. Con objetivos de 50Xo más es difícil enfocar si la muestra no está bien preparada.Esta poca profundidad de campo es otra limitación del micróscopio óptico, por ellosiempre debe recordarse que se observa una imagen bidimensional y que en realidad laestructura es tridimensional. Esto es importante en la interpretación de una microestructura.8.2 EL OCULAREs un sistema que se puede comparar con una lupa o lente de aumento. Como se véen la figura 42 se produce un aumento en el ángulo de observación lo que equivale a que elobjeto se acerque al ojo.Figura 42. Aumento angular. Principio del ocular.El ocular aumenta la imagen primaria producida por el objetivo; así el ojo puedeusar toda la capacidad de resolución del objetivo. Existen diferentes tipos de oculares, elmás simple es el del que es satisfactorio cuando se usa con objetivos acromáticos depoderes bajos o medianos. Para los objetivos aprocromáticos de mayor N.A. serecomiendan objetivos compensadores, es decir, corregidos para el color y la curvatura delcampo, para los objetivos aún más corregidos también se deben usar oculares
compensadores, por esta razón los oculares siempre deben acoplarse con los objetivosadecuados.Generalmente se usan oculares de 10X; para obtener aumentos normales. Algunos sistemasrequieren 6.3X. En ciertas situaciones son necesarios oculares de 12X, 15X, 20X o 25X.Hay oculares de medida como el tipo filar que lleva retículas en las lentes que lo componeny las cuales están montadas convenientemente.8.3. SISTEMA ILUMINADORLa muestra a observarse debe ser iluminada adecuadamente, de otra manera las imágenesproducidas pueden ser engañosas. Hay dos métodos generales de iluminación en trabajometalográfico: La iluminación oblicua y la vertical.8.3.1 ILUMINACION OBLICUAEn este sistema la luz incide sobre la muestra desde una o varias direcciones en ángulosagudos. Como se observa en la figura 43. los rayos que inciden en la superficie se reflejansin entrar al objetivo y por tanto una superficie plana aparece oscura. Las irregularidades sireflejan la luz en el objetivo, dando zonas o líneas brillantes sobre el fondo oscuro. Estetipo de iluminación es adecuado para superficies irregulares, tales como las superficies delas fracturas, que se observan con luz ordinaria y bajos aumentos.Figura 43 Diagrama de la iluminación oblicua.en los microscopios llamados estereos. Los estereomicróscopios tienen bajos aumentos ygran profundidad de campo permitiendo la observación de características tridimensionales,figura 44.Figura 44. Estereomicroscopio.La iluminación oblicua también puede hacerse con luz artificial enfocada sobre lasuperficie con una lente o con un reflector parabólico adaptado al objetivo. Hay una seriede objetivos con anillos iluminadores y equipos más complejos que mejoran la iluminaciónoblicua.8.3.1 ILUMINACION VERTICALEn metalografía es más común la iluminación vertical. En este sistema un rayo de luz sedirige a lo largo del eje óptico del objetivo del microscopio hacia la muestra, esto se hacecon el denominado iluminador vertical, que

se verá posteriormente. El sistema total deiluminación está constituido por la fuente de luz, el condensador, los filtros, el diafragma deapertura, el diafragma de campo y el iluminador vertical.8.3.2.1 EL FOCO LUMINOSOEn un microscopio metalográfico los rayos luminosos recorren un largo camino, razón porla cual el foco luminoso debe tener alta intensidad. Inicialmente se usaba el arco decarbono, pero en la actualidad se usan lámparas de xenón, sin embargo la intensidad de laluz solo se puede ajustar con filtros de densidad neutra. Las lámparas de halógenos yfilamento de tusgteno por su intensidad se controlan variando la corriente o con filtros.Otras fuentes de luz tales como el arco de zirconio, sodio, cuarzo-yodo o vapor de mercurioson menos comunes.8.3.2.2 CONDENSADORLa luz emitida por la lámpara es recogida por una lente condensadora ajustable libre deaberración esférica. El objeto es lograr una iluminación uniforme y de buena calidad quepermite obtener el mayor provecho de la fuente de luz. Este es el principio de iluminaciónde Kohler al cual también contribuye los diafragmas8.3.2.3 DIAFRAGMA DE CAMPOEsté después del condensador para minimizar los resplandores internos y reflexiones que seproducen dentro del microscopio, mejorando aún el contraste de la imagen.Este diagrama se cierra de modo que coincida con los bordes del campo observado; notiene efecto sobre la resolución, pero su efecto sobre el contraste es notable.8.3.2.4 DIAFRAGMA DE APERTURAAunque su ubicación puede variar, el diafragma de apretura se coloca en la trayectoria de laluz antes del iluminador vertical. Abriendo y cerrando este diafragma se altera la cantidadde luz y el éngulo del cono de luz que entra en el objetivo. La apertura optima varia concada objetivo y es un compromiso entre el contraste de la imagen, nitidez y profundidad decampo. Si este diafragma esté muy abierto se presentan resplandores y brillos en lasuperficie perdiéndose contraste y poder de resolución. Cuando esté muy cerrado, laapertura numérica del sistema óptico se reduce y por tanto disminuye el poder deresolución. Este diafragma no se debe usar para reducir la intensidad de la luz, sólo se debeajustar para controlar el contraste y la nitidez.8.3.2.5 FILTROS DE LUZEstos filtros se usan para modificar la luz y facilitar la observación, mejorar lafotomicrografía o alterar el contraste. Se usan filtros de densidad neutra para reducir laintensidad de la luz de una manera uniforme en todo el aspecto visible. Hay desde filtrosque dejan pasar 85% de la luz hasta los que dejan trasmitir sólo el 0.01%. Se usan filtrosselectivos para balancear el color de la luz y de la película, sobre todo en metalografía encolor. En la fotografía blanco y negro es más común un filtro amarillo verde para mejorar lacalidad de la Imagen, sobre todo si los objetivos son acromáticos; para los apocromáticos seusan filtros azules.8.3.2.6 ILUMINADOR VERTICALComo se anotó la mayoría de la microscopia metalográfica se hace con iluminación verticalsobre la muestra incide el cono de luz, que es devuelta hacia el objetivo por las partespulidas y lisas de la pro- beta; mientras que las irregularidades la desvíen, produciendo así una imagen en que los detalles son oscuros y contrastados solo un fondo brillante. Esto eslo que se llama iluminación en campo claro.Está iluminación se logra con un deposito que hace que toda la luz incida en el Objetivo y através de este en el área de observación en la muestra. Como se ve en las figuras 45, 46 y47, la luz procedente de la lámpara se desvía hacia el objetivo insertando sobre él un espejoo prisma jnclinado 450 respecto d eje del haz luminoso. Este es el iluminador vertical.Figura 45. Iluminador vertical con prisma reflector.En los iluminadores con prisma de reflexión, se introduce un prisma de reflexión total en latrayectoria de la luz cerca al plano focal trasero del objetivo como se ve en la figura 45. Elprisma solo cubre la mitad de la sección recta del tubo de modo que la otra mitad quededisponible para la formación de la imagen por los rayos que, luego de reflejarse desde lamuestra, pasan por el objetivo de nuevo. Con este reflector es posible producir imágenes deexcelente contraste pero carente de buen poder de resolución, especialmente a aumentoselevados. El iluminador de prisma reduce asimétricamente la apertura eficaz del objetivo,así la apertura numérica en una dirección es la mitad, reduciendo l poder de resolución enesta dirección. A menos de 100X este efecto no es tan marcado, pero a más aumentos laperdida de resolución es intolerable.Figura 46. Iluminador vertical de vidrio plano.Obviamente en un microscopio son indispensables los altos aumentos y el poder deresolución, por eso se requieren otros métodos de

iluminación. En vez de un prisma se usauna placa de vidrio plano— paralela. Como se ve en la figura 46, el vidrio está inclinado450 con el eje óptico y debe cubrir toda la sección del tubo. Cuando el rayo de luz incideuna parte pasa a través del vidrio, y una pequeña porción es reflejada hacia el objetivo y lamuestra. La luz reflejada por la muestra es recogida por el objetivo, incide de nuevo en elvidrio, pero en este caso la mayoría de la luz es trasmitida y llega al ocular. Este vidrio damás brillo y reflejos que el prisma, lo que tiende a destruir el contraste de la imagen, peroeste defecto se puede reducir ajustando correctamente el haz y seleccionandoapropiadamente los objetivos.Es claro que solo una pequeña porción de la luz original llegó a formar imagen, pero estoesta compensado con las fuentes de luz intensa que se usan. Adema toda la apertura estádisponible para formar imagen sin desmejorar el poder de resolución, por ello la imagen esmucho más perfecta que en el prisma y se usa siempre para fotografía.Hay otros sistemas de iluminadores, como el prisma de calcita, pero son menos comunes.En los reflectores de vidrio se puede mejorar el contraste si se elimina la porción central delhaz de rayos. Este se hace con la iluminación de campo oscuro. En la ya mencionadailuminación de campo claro, el objetivo funciona primero como un sistema condensador delhaz y luego cómo elemento formador de imágenes a partir de la luz proveniente de lamuestra. En este doble paso de la luz se pierde mucha luz sobre todo si la superficie esrugosa. En la iluminación del campo oscuro, el objetivo no tiene que funcionar comocondensador y por tanto solo es atravesado una vez por la luz. Al dirigir sobre la muestra unhaz luminoso que posee una zona central oscura en la posición, en que está situado elobjetivo, éste no recibe la luz directa del haz sino la que se refleja en las irregularidades dela superficie, las cuales se muestran sobre un campo oscuro. Se usan objetivos de campooscuro con los diafragmas completamente abiertos. Para las superficies muy ásperas eirregulares este método es preferible, pero es poco usual porque la mayoría de losmicroscopios comunes no tienen este tipo de iluminación.Figura 47. Iluminación de campo oscuro.8.4 LA PLATINA PORTAOBJETOSLos microscopios invertidos, de uso general en nuestro medio, tienen una platina en la partesuperior sobre la cual se coloca la muestra en un hueco alineado con el objetivo. La platinaestá munida de placas reemplazables en e} centro de las cuales hay huecos de dife rentestamaños para sopor muestras de distintas dimensiones.La platina se desplaza verticalmente con un acople de cremallera que tiene movimientogrueso y fino y que al acercar o alejar la muestra del objetivo proporciona el enfoqueadecuado. Para examinar distintas áreas de la muestra, la platina tiene micrómetros quepermiten el movimiento fino en las direcciones X y Y.8.5 EQUIPOS AUXILIARESHay muchos equipos adicionales que se usan con el microscopio óptico para lograrinformación adicional. Se pueden mencionar algunos:Microdurómetros.Pantallas de proyección.Cámaras de televisión.Analizadores de imágenes.Celdas para microscopia en caliente.Cada posibilidad de estas es muy importante pero por su carácter específico no se detallanaquí.9 TECNICAS OPTICAS ESPECIALESActualmente el metalógrafo dispone de diversos recursos, tales como los mencionados en8.5, los cuales combinados con las técnicas especiales de preparación dan origen a unaamplia gama de posibilidades en el estudio metalográfico. Se consideran las principales:9.1 ILUMINACION DE CAMPO CLAROEs el método común de observación, como ya se anotó. Las irregularidades, como límitesde grano, grietas, porosidades, etc., aparecen oscuras en un campo brillante. Es el sistemaque se puede usar con todos los microscopios comunes.9.2 ILUMINACION DE CAMPO OSCUROLa imagen es el reverso del campo claro, aquí las irregularidades aparecen brillantes en unacampo oscuro. El contraste de la imagen es muy marcado; y es posible ver característicasque no son visibles en campo claro. Es un método muy adecuado para estudiar estructurasde granos, pero se requiere un microscopio dotado especialmente.9.3 LUZ POLARIZADAEn metalografía la luz polarizada se utiliza principalmente para:- Obtener contrastes de granos.- Hacer estudios semicuantitativos de orientación preferente.- Discriminar cuantitativamente tres fases.Esto se hace sobre todo con metales y aleaciones difíciles de atacar tales como berilio,titanio alfa, zirconio y uranio. Antes de la existencia del analizador de microsondaelectrónica (AME) y la espectroscopia de energía dispersiva

(EED). La iluminación con luzpolarizada era un método estándar para identificar inclusiones.Para lograr esta iluminación se coloca un polarizador que interfiera con el rayo de luz.Primero se usaban prismas de Nicol de calcita, pero en general se utilizan filtros sintéticosPolaroid que se colocan antes del objetivo. Otro polarizador actúa como analizador y secoloca después del objetivo, generalmente debajo del ocular. El polarizador divide el hazluminoso en dos, polarizados en ángulo recto uno con otro y que se propagan a distintasvelocidades, el rayo más rápido escapa por los lados del prisma, aislando el más lento.Si el rayo de luz se puede extinguir completamente con dos orientaciones de un polarizadorse dice que tiene polarización plana. Si hay algunas variaciones al rotar el polarizador, elhaz es una mezcla de luz polarizada y sin polarizar o está polarizada elípticamente Si nohay extinción de ninguna clase el haz o no está polarizado o está polarizado circularmente.Si la luz polarizada plana incide sobre una superficie isotrópica, se refleja como luzpolarizada que se extingue por completo al rotar el analizador. Sin embargo si la superficieno es isotrópica la luz reflejada queda polarizada elípticamente y el analizador no laextinguirá por completo.El iluminador vertical, se había anotado que tiene en sí mismo un efecto polarizante.Cuando el analizador se coloca “cruzado”- es decir de forma que extinga la luz reflejadapor una superficie isotrópica, como vidrio,p.ej- se observarán por rotación de la muestrabajo examen cambios periódicos de la luminosidad (cuatro máximas de revolución), queson producidas por las zonas no isotrópicas, que se pueden diferenciar así de las isotrópicasque se verán oscuras. Por esta razón el mocroscopio debe poseer una platina giratoria.
En este método hay que tener en cuenta el efecto engañoso de rayos o distorsiones, por esoes mejor el pulido electrolítico. Primero se examina la muestra bajó luz polarizada plana sinanalizador. Al girar la muestra las inclusiones no metálicas mostrarán cambio de color opleocromismo. Al insertarse el analizador en posición cruzada y girarse la muestra loscomponentes isotrópicos darán cuatro posiciones máximas de luminosidad. Los granos condistinta orientación dan distinta luminosidad. Se pueden obtener imágenes en color usandouna “lámina de tinta sensible” (de cuarzo) entre el polarizador y el analizador.9.4 ILUMINACION CON CONTRASTE DE FASES.Una explicación completa de la óptica del contraste de fase es muy compleja, aquí solo sedará una breve discusión. En metalografía convencional el contraste está dado por loscambios en el color o la intensidad de luz reflejada. Debido a las irregularidades yondulaciones de la muestra puede haber una diferencia de fase en las ondas de la luzreflejada aunque la imagen permanezca uniformemente brillante. Por ejemplo en la figura48 (donde las líneas continuas, representan la luz incidente y las de trazos de la luzreflejada), un pequeño escalón deλ 81produce un retardo deλ 41El sistema deiluminación por contraste de fase tienen por objeto transformar estos cambios de faseinvisible y por tanto en intensidad haciéndolos visibles y fotografiables. Es por ello que estesistema se utiliza para realzar las diferencias en la superficie de la muestra. Este efecto selogra colocando una placa y un anillo especial dentro de la trayectoriaFigura 48. Cambio de fase producido por: un relieve y por una porción semiopaca.de la luz. Figura 49.Figura 49. Montaje óptico para la microscopía de contrastes de fase.El anillo A se sitúa de modo que su imagen, después de reflejarse en la muestra se sitúa enel plano focal soterios del objetivo. La placa de fase P se coloca también en el plano focalposterior del objetivo en la misma posición que la imagen proyectada por el anillo A. Laplacade fase P tiene un anillo hecho de un material refractante (tal corno el fluoruro demagnesio), que coincide con la imagen de A, el espesor es tal que la luz que pasa a travésde él se retardaλ 41. Cuando se superpone la Imagen del anillo A, sobre el anillo de fase,todo el cono hueco de luz que se refleja de la muestra pasa por el anillo de faseproduciéndose el cambio de fase. La luz

difractada que procede del cono hueco pasa porotra zona de la placa de fase y no cambia de fase pero contribuye a la imagen.En el caso anterior, de contraste de fase positivo, las depresiones de la probeta aparecenmás oscuras y las elevaciones más brillantes que el fondo o nivel normal. De este modo sehacen visibles detalles que de que de otra forma no se percibirían. En fotomicrografía enblanco y negro cuando se usa iluminación de contraste de fase se debe colocar un filtroverde para corregir ciertos defectos.9.5 INTERFEROMETRÍA
La iluminación por interferometría produce imágenes que realzan los detalles topográficosde modo similar a la iluminación oblicua, esto permite descubrir las irregularidadessuperficiales y medirlas. Hay métodos por interferometría le dos haces y de hacesmúltiples.Este método fue iniciado por Fizeau en 1862.Las franjas de interferometría de una superficie perfectamente plana aparecen como líneasrectas, paralelas de igual ancho y espaciamiento. Las variaciones de altura en la topografíade la muestra hacen que esas franjas aparezcan curvadas o dentadas, según el sistema quese use. Las mediciones se basan en la longitud de onda de la luz usada Los interferómetrosde dos haces pueden medir diferencias de altura deλ/20 y los de haces múltiples hasta deλ/250.En la figura 50, se muestra el principio del interferómetro de Linnik de dos haces. El haz deluz monocromática se divide en dos haces iguales que se separan en ángulo recto. Un hazllega a laFigura 50. Montaje óptico para interferometría de dos haces.muestra a través del objetivo y se refleja según la trayectoria SROMEBE, y el otro va hareflejarse sobre una lámina metalizada de referencia; P, según la trayectoria SBO ’PO’ BE.Si la diferencia de trayectoria entre los dos haces no es igual o múltiple de2λ ocurriráinterferencia y se forman líneas de contorno que indicarán loslugares de igual elevación. La diferencia de altura entre franjas adyacentes es2λ .El interferómetro de haces múltiples, tipo Tolansky produce interferencia entre muchoshaces de luz colocando un espejo de referencia, que es parcialmente reflector y transmisor,cerca de la superficie de la muestra, su reflectividad es similar a la de la probeta. Lasreflexiones de la muestra se contrastan con las del espejo produciendo capas deinterferencia más nítidas dando precisión en la medida hasta deλ/250.En la figura 51 se muestra el sistema óptico del sistema de interferencia Normarzkimodificado por Wollanston.Figura 51. Contraste por interferencia NormarskiCuando la luz pasa por el prisma de cuarzo, se divide en dos haces con diferencia detrayectoria T Cuando la luz se refleja en la muestra, la diferencia T cambia debido a lasdistintas alturas de la superficie, y a las diferencias de reflectividad de las distintas fases. Elcambio de la diferencia de trayectoria después de la reflexión es T0Cuando la luz reflejadareentra el prisma, la diferencia es T2. La diferencia antes del analizador es total es:
Ttotal =

T1±
T0±
T2
Solamente las haces can Total = (2K+1) con K pasan por el analizador. Si el prisma essimétrico con el eje del microscopioFoco luminoso T1= T2y la intensidad e la imagen en el campo visual es función de T0debido a las diferencias de geometría y reflectividad. Es por eso, que las diferencias enintensidad producen efectos de relieve parecidos a la iluminación oblicua unilateral.En las referencias al final se encuentran ejemplos y fotografías que muestran el empleo detodas estas técnicas mencionadas aquí.10. FOTOMICROGRAFIAMuchas veces es necesario registrar lo que se ve en el microscopio, antes deldesarrollo de la fotografía era necesario hacer y en la actualidad es todavía muy útil saberhacer dibujos de las microestructuras observadas.La fotornicrografía permite estudiar detalles que no son observables a simple vista yque en el microscopio si son visibles, pero son difíciles de analizar; es manipulable, sepuede clasificar y archivar, se presta para comparar y controlar efectos de variablesimportantes en el trabajo metalográfico; se puede lograr gran capacidad de contraste y es deenorme valor didáctico y documental.Una de las condiciones esenciales para lograr una buena microfoto es la preparacióncorrecta de la probeta. La micrografía es sólo una fiel copia de su estado superficial y,obviamente no puede ser distinta a la realidad. Con el equipo disponible actualmente seproducen con facilidad micrografías de alta calidad. Esto, sin embargo, requiere no soloadecuada preparación y ataque, sino también buen conocimiento del uso del microscopio ydel proceso fotográfico en sí. Es muy común la reproducción de falsas microestructuras yha causado interferencias imprecisas, rechazo de materiales buenos y conclusiones erradas.La fotomicrografía metalográfica no es más que un caso particular de larotomicrografía en general, la que a su vez es una rama de la fotografía en general. Por estarazón es necesario tener idea del proceso fotográfico.A pesar de la introducción del proceso instantáneo Polaroid, y de la fotografía encolor (que se considera en la sección II), prevalece el uso de la fotornicrograffa en blanco ynegro por la facilidad de copiado y su relativo bajo costo.10.1 LA PELICULAEl proceso fotográfico se inicia con la elección de un material sensible a la radiacióna usar. En el proceso en blanco y n tradicional, primero se produce una imagennegativa la cual se usa para producir una imagen positiva sobre un papel adecuado.Hay varios formatos de películas, tales como placas, hojas de diferente tamaño opelículas de 35rnm. La película para el negativo se basa en el formato disponible,sensibilidad al color, contraste, poder de resolución, velocidad, granulometría yexposición y latitud de desarrollo. Estos términos son inherentes al tema fotográfico

12 MACROGRAFIALa macrografía consiste ‘en el examen del aspecto de una pieza o muestra metálica,siguiendo una sección debidamente pulida que puede estar atacada o no con un reactivoapropiado. El aspecto así obtenido se llama macroestructura. El término rnacroestructuracomprende todas las características de las superficies metálicas, desde las que son visiblesal ojo desnudo, pero que por mayor comodidad se examinan con lupa, hasta la superficietotal de un lingote grande o de una pieza forjada así como todos los efectos de color, relieveo ambos, relacionados con la estructura del metal.La palabra macrografía también se emplea para designar los exámenesmacroscópicos y los documentos que reproduzcan la macroestructura en tamaño natural ocon ampliación máxima de unos 10X.Tales técnicas se diferencian de las microscópicas sólo en os aumentos, sinotambién en que se observan grandes áreas en lugar de zonas microscópicas. La finalidad delexamen macroscópico es sobre todo detectar señales indicativas de mala calidad,segregación y otras imperfecciones del metal, sobre toda una sección o parte de ellaEl examen de las fracturas es una rama especial llamada fractografía, aunque en estecaso se llegan a usar microscopios ópticos y electrónicos, caso en el cual ya ‘no se puedehablar de macrografía.Los métodos de macroataque están detallados en la norma ASTM E 340 ycomprenden selección de la muestra, preparación, ataque y examen e interpretación delataque.12.1 SELECCION DE LA MUESTRALa muestra representativa para el macroexamen se elige según la finalidad delexamen, la forma de la pieza y el criterio del operador. A veces la pieza se puede manejarentera si su tamaño lo permite. Muchas veces se requieren secciones. Se hará cortetransversal si el objetivo es verificar:-La naturaleza del material;-Si una sección es enteramente homogénea o no;-La forma e intensidad de la segregación;-La posición, forma y dimensiones de los rechupes;-La forma y dimensiones de las dendritas;-La existencia de vacíos;-La profundidad y regularidad de capas superficiales;-La profundidad de temple;-Si un tubo es con costura o soldado;-Ciertos detalles de soldaduras de chapas;-La regularidad y profundidad de partes templadas (“chilladas) en fundiciones,etc..Será preferible un corte longitudinal cuando se quiere verificar,por ejemplo:
-Si una pieza es fundida, forjada o •Iaminada;-Si una pieza fue estampada o torneada;-La soldadura de barras;-Como se procesó una unión o tope;-Eventuales defectos en las proximidades de fracturas;-La extensión de tratamientos térmicos superficiales.El aspecto de una sección longitudinal de barras con segregación depende de la maneracomo se corte el defecto, como se muestra en la figura 52.Por esta razón, no es prudente concluir que una barra presenta una segregación mayor queotra si apenas se conoce una sección longitudinal. Las muestras se deben cortar conCualquier método adecuado: Las sierras y los discos abrasivos son los más efectivos. El usode soplete o corte en caliente sólo debe usarse cuando se requiereFigura 52. Influencia del corte sobre el aspecto de la segregación.cortar una muestra de una pieza grande. En este caso la muestra se secciona bien lejos de lasuperficie cortada en caliente.12.2 PREPARACION DE LA SUPERFICIECuando no se puede cortar se puede desbastar con lima o con lijadora mecánica teniendolas debidas precauciones para evitar calentamientos o distorsiones excesivas.Las huellas del instrumento de corte se pueden quitar con lima, desbaste mecánico omecanizado. El pulido se hace tal como se indicó en la sección 5. La preparación no tieneque ser muy elaborada.Después de preparar la superficie, la FP4 e limpia c1 con un solvente adecuado. La grasa, elaceite u otros residuos producirán un ataque desigual.12.3

MACROATAQUEEl contacto de la muestra con el reactivo se puede hacer por inmersión de la superficiepulida en un recipiente que contiene el reactivo de ataque; extendiendo una capa de reactivosobre la sección por medio de un pincel o un algodón impregnado; humedeciendo un papelfotográfico con el reactivo apropiado y aplicándolo directamente sobre la superficie pulida;como en el caso de la impresión de Bauman.Según la duración y el ataque puede ser lento o profundo; o rápido o superficial. Esteúltimo es el más empleado.El tiempo de ataque está influido por la temperatura del reactivo.El ataque lento puede durar horas o días.Para cada material hay reactivos adecuados (véase norma ASTM E 340), aquí se hablarásobre todo de los reactivos usados para el acero que es el material más usual.En el acero los elementos que más fácilmente se segregan son carbono, fósforo y azufre.Los reactivos que se pueden usar para detectar segregaciones son:- Segregación de carbono:Reactivo d HeynReactivo de yodoPersulfato de amonioReactivo de HumfreyReactivo de Rosenhain y HaughtonÁcidos.- Segregación de azufre:Los mismos del carbono.Impresión de Bauman.Cuando se toman fotos los mejores reactivo son el yodo (10g de yodo sublimado, 20g deyoduro de potasio y 100ml de agua) y el de Heyn (lOg de cloruro cuproamoniacal, l20ml deagua).Para revelar sulfuros el mejor método es la impresión de Bauman En este caso un papelfotográfico común de bromuro de plata, de preferencia mate se sumerge un minuto en unasolución acuosa de ácido sulfúrico (1 a5%), esto se hace bajo luz natural. La hoja así preparada se retira de la solución, se deja escurrir el líquido en exceso, y se aplica sobre lasuperficie pulida, con las debidas precauciones para asegurar un contacto perfecto, sinarrugas ni bolsas de aire. Después de unos tres o cuatro minutos el papel se retira y se lavacon agua corriente, luego se fija en un baño fijador común de hiposulfito de sodio en el quese mantiene de 10 a 15 minutos. A continuación se lava con agua corriente una inedia horay se seca.La imagen obtenida es la impresión de Bauman, la cual reproduce muy claramentela situación exacta de las inclusiones de azufre sobre la superficie del metal. Las regionesricas de sulfuros dan manchas grises o casi negras. Esto ocurre porque el ácido sulfúricoreacciona con los sulfuros del acero y desprende sulfuro de hidrógeno gaseoso el cualoscurece el bromuro de plata de la emulsión del papel.El fósforo se puede detectar de un modo similar impregnando el papel con una solución demolibdato amónico acuoso (O.05g/ml) a la que se añaden 35m1 de ácido nítrico (1.2 dedensidad).El contacto se hace por cinco minutos. La impresión se revela con un baño compuesto poruna solución acuosa de ácido clorhídrico (al 35%), a la que se añaden dos gramos dealumbre y 5 ml de solución acuosa saturada de cloruro estannoso. Las regiones ricas enfósforo aparecerán indicadas por impresiones azules cuya intensidad dependerá delcontenido de fósforo.Los óxidos se pueden revelar impregnando el papel con una solución acuosa de ácidoclorhídrico (al 5%). El contacto se hace durante 2 minutos y se revela en una baño
compuesto por una solución de ferricianuro potásico (0.02gIml), durante 10 minutos. Selava con agua 10 minutos, se fija en fijador fotográfico 10 minutos y luego se lava en aguacorriente media hora y se seca.Para revelar la fibra en piezas forjadas o trabajadas por otros métodos es muy útil elreactivo de Le Chatelier-Dupuy (lg de cloruro cúprico. O.5g de ácido pícrico; l0 minutos deagua, 2m1 de ácido clorhídrico concentrado, l00ml de etanol).12.4 EXAMEN E INTERPRETACION DE LA MACROESTRUCTURALuego de atacar una muestra se observan diferencias de coloración por acción del reactivo,el cual establece contraste entre las áreas con estructura o composición química diferenteSegún la composición química se oscurecen bastante:-Las regiones con mayor contenido de carbono;-Las regiones con más elevado tenor de fósforo;-Las regiones con mayor cantidad de inclusiones no metálicas, especialmentesulfuros.Según la estructura:-Las granulaciones bastas se aprecian a simple vista.-Las texturas resultantes del temple y revenido se oscurecen mucho.-Las áreas más deformadas son más atadas.-Las porosidades y grietas, visibles fácilmente.Sin embargo, estas son indicaciones generales que el metalurgista debe usar juiciosamenteen conjunción con la hi del material, tales como proceso de

enfriamiento y solidificación,métodos de conformado, defectos posibles, etc.12.5 MACROGRAFIAEn el caso de las impresiones, la imagen se produce directamente en el papel. Por otro ladola fotografía de la superficie atacada requiere ciertos cuidados sobre todo en lo relacionadocon la iluminación de la muestra.La imagen se forma porque las regiones más atacadas reflejan menos la luz, pues ladispersan. Al examinar la superficie atacada, existe en general un ángulo de iluminaciónsegún el cual al observador ve mejor determinado aspecto. Los ángulos de iluminación seresumen esencialmente en dos como se ve en al figura 53. En el primer caso la luz reflejadapor la parte brillante se dirige el objetivo y proyecta un área blanca, en tanto que las partesoscuras, al dispersar la luz producen una imagen oscura.Si hay una inclinación mayor, los rayos reflejados por las partes brillantes no penetran en elobjetivo y proyectarán una imagen negra, en tanto que la imagen correspondiente al áreaatacada sigue siendo oscura, pero se verá clara en contraste con las áreas negras. Es por estarazón que si no se usa la luz difusa del día (o especial), se deben hacer distintos montajespara lograr distintos efectos de iluminación.Generalmente no se usan filtros en la cámara fotográfica sino en los reflectores. El materialfotográfico para fotomicrografía es igual al empleado en micrografía. Con películaortocromática anti-halo se obtienen buenos resultados.Figura 53. Influencia del ángulo según la luz que incide sobre la muestra, sobre el espectroque presente en la fotografía.13. MICROSCOPIA ELECTRONICA DE TRANSMISIÓNSe han descrito hasta aquí los métodos para la observación de la macroestructura yla microestructura. En esta y otras secciones siguientes se describirán técnicas paraobservar detalles aún m finos, lo que podría llamarse la nanoestructura (nanometro = l0-9metros) pues la resolución en estos instrumentos puede ser del orden de los nanometros,comparado con los micrones (1µ10-6m) de la microestructura. Las técnicas nanocópicasson la microscopía electrónica de transmisión, de barrido, de barrido transmisión, lamicrosonda electrónica, la espectroscopia Auger y otras que se consideraran brevemente,Como se anotó antes, el poder de resolución d de un microscopio depende de lalongitud de onda de la luz usada, así:α λ sennd 61.0=En un microscopio óptico de alta resolución, dotado de un objetivo de inmersión:λ= 0.5M, n = 1.5, senα= 0.95, ósea que: d = 0. 2µ.Valor que se puede considerar el límite de resolución de la microscopia óptica. La longitudde onda de la luz visible, por lo tanto, no permite observar detalles menores a algunasdécimas de micrón.Por otro lado en un microscopio electrónico de transmisión dondeλ= 0.0037nm,con n = 1 y suponiendo que las lentes tuvieran aperturas muy pequeñas (senα=α= 2 xl0-3

o sea:nm x xnm xd 110210037.061.03==−quiere decir esto que comparado con una óptico, un microscopios electrónico tiene unpoder de resolución 100 veces mayor, mientras que con otras técnicas a su vez se hallegado a resoluciones del orden de las décimas de nanometro.El microscopio electrónico de transmisión (TEN: Transmisión electrón microscope)se desarrolló a partir de dos fuentes La primera fue la demostración de Davidson y Germeren EE UU y Thomson y Reid en Inglaterra en 1927 de que un haz de electrones interactúacon la materia de modo que origina una honda de difracción que debe asociarse con unalongitud de onda que depende de la velocidad, comprobando hazla hipótesis de De Brogliequien en 1924 había postulado que un haz de partículas aceleradas posee en ciertascondiciones naturaleza ondulatoria, siendo la longitud de ondaλinversamente proporcionala su energía. Por ejemplo un haz de electrones acelerados por un potencial de 100KV es
comparable a una radiación deλigual a 0.0037nm. Este valor es menor que el de la luzvisible y a menor que correspondiente; a los rayos X.La segunda fuente fue el descubrimiento de Bush en 1929 de que un haz deelectrones se podía concentrar con ciertos tipos de campos magnéticos y electrostáticos dela misma manera que la luz se puede concentrar con lentes, en 1927 Bush verificó su teoríausando lentes magnéticos. E. Ruska inició estudios sobre los lentes magnéticos en 1928 ytambién verificó la teoría de Bush.Los experimentos de Ruska fueron reportados en su tesis en 1929 y fueronpublicados por Ruska y Knoll en 1931. El primer microscopio electrónico fue descrito porE. Ruska y Knoll en conferencias y demostraciones en la technisc1 Ho en Berlín en 1931.Ruska y B. Von Boris trabajando con la Siemens siguieron perfeccionando este instrumentoque en 1938 era ya un microscopio comercial con una resolución de l0nm. Al mismotiempo y de modo independiente E F. Burton, A. Prebus y J. Hillier construyeron enToronto un microscopio electrónico magnético tal como fue reportado en 1939.Después de esto el microscopio se desarrolló vertiginosamente llegando a losinstrumentos actuales fabricados a escala comercial (Jeol, hj1ips, Siemens, AEI, Hitachi,.)que tienen una resolución de 03nm.Sin embargo, debe recordarse que aunque hay similitudes el TEM difiere delmicroscopio óptico, porque en el primer caso se requiere un conocimiento más profundo dela interacción de los electrones con la materia y por ello es más difícil la interpretación delas imágenes obtenidas en micros copia electrónica.13.1 OPTICA ELECTRONICA.Se denomina micrografía electrónica (o nanografía) al registro de las intensidades(cantidad de electrones) transmitidas a través se la muestra observada. Cuando el haz deelectrones incide sobre una lámina delgada es más o menos absorbido, el sistema de lentesmagnéticos aumenta esta distribución de intensidades y la reproduce sobre la pantalla deobservación. El objetivo final es relacionar esta imagen electrónica o contraste, con lanaturaleza y est de ta muestra observada. Para ello es necesario conocer los mecanismosmediante los cuales los electrones de un haz pueden ser removidos al atravesar una láminadelgada.13.11 MOVIMIENTO DE UN ELECTRON EN UN CAMPO UNIFORMESi un haz de electrones, cada uno de masa m y carga e con velocidad y, entra en unespacio entre dos placas paralelas separadas una distancia d y con una diferencia depotencial V entre ellas (fig. 54.) La trayectoria inicial se supone que es paralela a las placas,la fuerza ejercida por el campo E es Ee en una dirección perpendicular a la trayectoria delos electrones. El electrón experimenta una aceleración constante am Ee

y en el tiempo tdespués de entrar en el campo e habrá movido una distancia vt en la dirección paralela a las
placas y21lat2en la dirección normal. O sea que la trayectoria es parabólica y el espacioentre las dos placas se puede imaginarFigura 54. Trayectoria de un electróna) en un campo electrostático uniformeb) en un campo magnético uniforme.Constituido por una serie de superficies paralelas equipotenciales cuyo efecto es desviar loselectrones cada vez más en una dirección campo y por tanto normal a los equipotenciales,acelerándolos mismo tiempo en esta dirección.El movimiento en un campo magnético uniforme se puede describir de modo similar. Si unhaz de electrones entra en un campo magnético de intensidad H en una dirección normal alas líneas de fuerza (fig.54 b) se ejerce una fuerza Hev, al campo y a la dirección delmovimiento. Cada electrón por consiguiente describe una trayectoria circular de radio r enla cual la fuerza deflectora balancea la fuerza centrífuga:emv Hr r mv Hev===2O sea que un campo magnético, sin otro requisito que el de simetría de revoluciónalrededor de un eje, puede así focalizar un haz de electrones.13.1.2 REFRACCION DE HACES ELECTRONICOSConsidérese un electrón que entra en una serie de equipotenciales paralelos V1y V2(fig55.) con un ángulo de incidenciaαcon la normal, que abandona V2a un ánguloθ. Latrayectoria curva entre V1y V2se puede suponer compuesta de dos líneas como se muestra.Al llegar a y la energía potencial eV1=2221mV Pero al cruzar el equipotencial, lacomponente de la velocidad paralela a ellos permanece inalterada, de modo que V1sen =V2sen 0, donde.212112µ µ θ α ===vvvvsensenYµ1y

µ2pueden considerarse los índices de refracción de los espacios en cada lado de XXpues v1y v2son los mismos para todos los electrones y son independientes deαyθ.Figura. 55 Refracción de un haz electrónico.13.2 EL MICROSCOPIO ELECTRONICO DE TRANSMISIONEn la figura 56 se esquematiza un microscopio electrónico magnético típico. Como se vesus constituyentes fundamentales son el cañón electrónico y los lentes, los cuales sedescribirán brevemente.
Figura 56. Esquema deJ microscopio electrónico de transmision.13.2.1 EL CAÑON ELECTRONICOLa fuente emisora de electrones es un filamento de tungsteno calentado al rajoblanco por medio de corriente eléctrica. El filamento está rodeado por el cilindro deWehnelt que tiene un abertura circular de 1 a 3 mm de diámetro.Los electrones emitidos por el filamento y prefocalizados por el cilindro deWehnelt, son acelerados por un ánodo situado a unos pocos milímetros por debajo delcilindro. La tensión de aceleración (20-400KV), depende de la muestras 100KV es unatensión usual. Como los electrones interactúan con los átomos del aire es claro que el cañóndebe estar evacuado, se necesita un vació de 10- el cual se logra con bombas de difusión13.2.2 LENTE CONDENSADOR.Se han usado lentes electrónicos tanto como magnéticos. Los más usados son losmagnéticos como se muestra en la figura 56.La función de lentes condensadores es concentrar un haz paralelo de electronessobre una cierta zona de la muestra. En una lente magnética la distancia focal esproporcional a V2e inversamente a H2Como estos factores están por la diferencia depotencial y la corriente de la bobina, es claro que estos factores deben ser constantes, locual requiere circuitos especiales estabilizadores. Además es evidente, que a diferencia delos lentes ópticos, en este caso la distancia focal se puede ajustar a voluntad cambiando latensión entre los elementos o la corriente en la bobina.13.2.3 LENTE OBJETIVOLa lente objetivo es el componente más importante de todo el sistema óptico de unmicroscopio electrónico La resolución de la imagen final depende fundamentalmente de lacalidad de esta lente y de la corrección de sus aberraciones.Los lentes electrónicos están sujetos a aberraciones esférica y cromática, Esta últimase debe a que las diferentes longitudes de onda, originadas en la muestra, forman imágenesa distancias diferentes del lente. La solución es emplear un haz iluminador en el cual loselectrones tengan, hasta donde sea posible. la misma longitud y por tanto la misma longitudde onda. La aberración esférica, que ocurre cuando los rayos de los bordes del lente noenfocan en el mismo punto que los del centro; esto es muy marcado en los lentesmagnéticos debido a la fuerte acción enfocadora en la cercanía de los bordes. Además loslentes electrónicos, sufren de astigmatismo o sea que los objetos situados de un modoenfocan en posición diferente a los objetos situados en ángulo recto. Esto se corrige con los“astigmadores”.13.2.4 LENTE INTERMEDIO Y LENTELa lente intermedia produce en algún plano del sistema óptico-electrónico, unasegunda imagen de la muestra. La corriente de las bobinas de esta lente puede variarsemucho, controlándose de esta manera el aumento total sobre la pantalla de observación.Final mente la lente proyectora aumenta unas 100 veces la imagen producida por la lenteintermedia y la proyecta sobre la pantalla fluorescente.En un microscopio electrónico de transmisión la profundidad de campo es del ordende 400rim.

13.3 PREPARACION DE LA MUESTRA.Las muestras adecuadas para el TEM deben tener un espesor 4e varios cientos demanómetros, según el voltaje de operación del instrumento. La muestra ideal es delgada,representativa de la muestra total, estable, limpia, plana con lados paralelos, fácilmentemanipulable, conductora, libre de segregaciones superficiales y que no se desintegre bajo supeso. No siempre se puede llenar todos estos requisitos. Las dos técnicas generales uçadashan sido las réplicas y las secciones delgadas.13.3.1 EXTRACCION DE REPLICAS.La preparación inicial de la muestra es la misma que en microscopia óptica, aunquedebe recordarse que las fases que difieren en color pero no en relieve pueden nodiferenciarse satisfactoriamente en el microscopio electrónico.La técnica de extracción por réplicas, fue descrita por primera vez por Fisher en1954; hay varios métodos que se resumen a continuación.Réplicas de plástico. Las réplicas directas de plástico se usan para el estudio desuperficies lisas donde no son importantes los relieves. También se usan como un estudiopreliminar rápido para determinar el mejor método de replicar una superficie. El plástico,collodión o formvar, se humedece con una solución de amilacetato y se aplica a lasuperficie de la muestra; cuando se seca, se despega, se recorta el área deseada y se fija enuna rejilla de cobre que es la que se introduce en el portamuestras del microscopio.Réplicas directas de carbono. Este método fue descrito por Bradley en 1954 y serequiere la evaporación de carbono sobre la superficie de una réplica de plásticos luego sedisuelve el plástico dejando la réplica de carbono que se monta en la rejilla.La evaporación del carbono requiere un equipo evaporador, Figura 57, el cual se usatambién como se indicará más adelante.Figura 57. Diagrama de la evaporación del Metal y carbono en el evaporador.La muestra réplica se coloca en el fondo de la campana y se hace un vacío de 10- seaplica voltaje entre donde el arco entre las dos barras de carbono lo evapore y lo depositesobre la muestra.Sombreado. No es fácil obtener réplicas de plástico que sean al mismo tiemposuficientemente delgadas en los puntos más delgados para dar contraste adecuado ysuficientemente gruesas para manipularlas La técnica de “sombrear” el lado en relieve de lapelícula con átomos pesados como el cromo, oro, platino-paladio (80:20) .dispersan loselectrones más efectivamente que el plástico mismo—realza el contraste de la imagen. Elsombreado se hace colocando el metal sombreador en una canasta hecha con alambre detungsteno figura 57. Al aplicar voltaje entre los eléctrodos la canasta se pone al rojo blancoy el metal se evapora con un ángulo dado sobre la muestra (o réplica), este ángulo dependede la información bus cada.Réplicas indirectas. (En dos pasos). Se usa cuando el material no se puede dañar oalterar de ningún modo cuando las variaciones de superficie son importantes. El método seilustra en la figura 58, primero se hace una réplica de plástico (que puede ser acetatoablandado con alcohol). Después de retirar esta réplica, se lleva al evaporador y se sombreacon el metal apropiado.
Esta capa de sombreado se cubre con carbono evaporado en el evaporador, elplástico se disuelve en alcohol y la réplica de carbono se corta y se coloca en la rejilla queva en el portamuestras.La anterior es en resumen una muy breve descripción de las técnicas para obtenerréplicas, pero obviamente para conocer todos los detalles experimentales deben consultarselos textos adecuados. En la figura 59, se muestra el contraste que se obtiene con losdistintos métodos. En todo caso no es aconsejable seguir fórmulas, especificaciones orituales de una manera mecánica; en este trabajo es siempre necesario pensar en adoptar ydesarrollar técnicas para cada tipo específico de trabajo.Figura 58. Método de obtener réplicas en dos pasos.Figura 59. Contraste producido por distintos tipos de réplicas.a- Réplica de plástico idealb- Película de carbonoc- Réplica de plástico sombreada.13.4 SECCIONES DELGADAS.Hasta la década de 1910 las réplicas eran el método principal para reproducir latopografía superficial que se quería observar, pero el desarrollo del microscopio de barridoeliminó esta necesidad. En la actualidad las réplicas que más se usan son las de extracciónque conserva el número, forma y distribución de las partículas. Sin embargo, con losmicroscopios modernos se usan secciones delga das que permiten obtener informaciónsobre la estructura interna.La obtención de una sección delgada de metal implica dos etapas:La preparación inicial y el adelgazamiento final.La muestra inicial de 0.5 a 3 mm de espesor se corta c un disco abrasivo fino. Confresado con pulido

en paño se obtienen superficies planas y paralelas. También se puedenusar soluciones químicas en montajes especiales para este fin. Generalmente se requiere undisco de 3 mm de diámetro que se corta con un sacabocado o con un barreno hueco.El adelgazamiento final se hace por electropulido en una celda donde la muestra esel ánodo. Esto se hace incluso en pulidoras automáticas. Otro método de adelgazar es con elhaz iónico.13.5 INTERPRETACION DE LA INFORMACIONEl principal valor de] microscopio electrónico es que extiende el alcance de lamicroscopía óptica como método para estudiar el tamaño y forma de losmicroconstituyentes. Las dislocaciones por ejemplo sólo se hicieron visibles en el TEM, losdefectos puntuales, los precipitados, los límites de grano, las intercaras, etc.,. se observaninclusive en movimiento. La interpretación de las imágenes requiere sin embargo, upconocimiento muy profunda del material investigado y de las posibilidades de losinstrumentos que se usan.14 MICROSCOPIA ELECTROHICA DE BARRIDOEl microscopio electrónico de barrido es uno de los más versátiles instrumentos enla investigación de la micro-estructura de los materiales metálicos En los aparatos comunesla resolución es del orden de lOnm y puede llegar en ciertos casos a 2nm. Los aumentosútiles pueden llegar a 150000X, llenando el vació entre el microscopio óptico y el TEMComparado con el microscopio óptico, la profundidad de foco va de 1µm a 10000X a 2nma 1OX., es mayor en los órdenes de magnitud debido a la apertura tan pequeña.El microscopio electrónico de barrido (SEM Scanning electron microscope) ofreceposibilidades de formación de imágenes que son general mente fáciles de interpretar yrevelarán fotos claras de secciones pulidas, pulidas y atacadas y también de superficiesrugosas.El SEM es muy diferente en principio y aplicación del TEM convencional y sedesarrolló más recientemente. Sin embargo, la historia del SEM es casi tan vieja como ladel TEM, en 1935 Knoll en Alemania sugirió la posibilidad de un instrumento como elactual y tres alias después Von Ardenne construyó un aparato que grababa micrografías detransmisión en modo de barrido. En 1942 la RCA construyó un instrumento más prácticopero por problemas en la señal de video fue abandonado.Después de la II Guerra, Beriard y Davoine en Francia (Lyon), quienes reportaronuna resolución de 2 en 1957, y Oatley y sus colaboradores en Inglaterra (Cambridge),quienes introdujeron el tubo fotomultiplicador para mejorar la calidad de la imagen,empezaron el desarrollo del SEM. A principios de la década de 1960, Stewart desarrolló elprimer SEM exitoso comercialmente y ocurrieron grandes desarrollos en la URSS conSpivak y Saparin en Japón con Kimoto y Kimura que culminó con la introducción del SEMcomercial con una resolución de 25nm. En la actualidad los instrumentos estándar tienenuna resolución de lQnm y 1nm los de alta resolución.14.1 PRINCIPIO DE FUNCIONAMIENTOEn un microscopio de barrido la muestra es bombardeada con una haz fino (osonda) de electrones con un di de lOnm o menos. Como el haz o sonda solo golpea unpunto de la muestra cada vez, se deben acumular datos de muchos puntos para construir unarepresentación del área de la muestra. La figura 60, ilustra el tipo de señales que se originanen la superficie de una muestra al ser alcanzada por un haz de electrones de alta energía. (≈25 KV), y que se pueden usar para formar la imagen. Se indicará el uso que puede darse acada tipo de dato.Figura 60. Tipos de información que se generan cuando la sonda electrónica alcanza lamuestra.En el modo de operación normal o emisivó la sonda electrónica explora un área dela muestra con un barrido vertical y otro horizontal. A] mismo tiempo un tubo de rayoscatódicos o pantalla de televisión se sincroniza con el haz electrónico de modo que cadapunto de la pantalla corresponde a un punto de la muestra. Entonces la intensidad de lamancha en la pantalla se modula en proporción a la intensidad de uno u otro de los datosmostrados en la figura 60, Normalmente se usan los electrones secundarios. Como se ve enla figura 61 en la pantalla se rayos catódicos se visualizan las variaciones de emisión deestos electrones. Las zonas claras y oscuras dan sensación de relieve. (elevaciones ydepresiones) que corresponden a la topografía de la superficie explorada.Esto sucede así por que la corriente de electrones que entra al detector es ampliadacontrolando el brillo del haz en el tubo de rayos catódicos. La selección de los

parámetrosde operación, tales como el numero de líneas barridas, la velocidad de barrido, etc.., se hacepara optimizar la imagen resultante. Los valores típicos son de 500 a 1000 líneas de barrido
en tiempos que van desde unos segundos hasta minutos. Con algunos instrumentos tambiénes posible barrer el haz rápidamente para producir una imagen de TV en tiempo real detreinta cuadros por segundo. Se usa un tubo de alto rendimiento para producir las fotos conimágenes de 1000 (y hasta 4000) líneas, aunque también es posible grabar en cinta de videoo en un micro procesador.Además del modo emisivo con electrones secundarios, son rutinarios el de loselectrones retrodispersados y la espectroscopía de rayos X. La catodoluminiscencia y ladetención de los electrones absorbidos o trasmitidos son de uso limitado, lo mismo ocurrecon las ondas térmicas. Los electrones Auger requieren in especial con un vació máse1evadoFigura 61.Esquema de la formación de la imagen en un microscopio electrónico de barrido.La facilidad de interpretación de las imágenes en modo emisivo sobre todo, es loque ha hecho que la microscopía electrónica de barrido se haya extendido tan rápidamente.La resolución de la imagen depende del tamaño del área que emite fotones o electrones encada momento. Cuando el haz alcanza la superficie, la dispersión hace que el haz seextienda de modo que el volumen final de captura de electrones es mucho mayor que el hazincidente como se ve en la figura.62. En todo el volumen se producen electronessecundarios con energías hasta de 50 eV; sin embargo después de viajar unos 10 ó 20 nmson reabsorbidos por los átomos de la muestra; de modo que solo el volumen dentro delOnm bajo la superficie puede emitir electrones secundarios detectables. Este volumen tienediámetro sólo un poco mayor (1nm) que el haz, por ello los electrones secundarios dan lamejor resolución.Figura 62. Zonas que son fuentes de las señales generadas por un haz de electronesincidentes.Los electrones dispersados provienen de una profundidad mayor- y por tanto dé unárea mayor que la del haz incidente- de modo que la resolución de la imagenretrodispersada es más pobre que la de los electrones secundarios. Aún más, la resoluciónde la imagen retrodispersada depende de como se extienda el haz incidente, al aumentar ely voltaje de aceleración el volumen de captura es mayor y más profundo; el cuello (figura62) se hace más largo y estrecho y se mejora la resolución de la emisión secundaria. Losfotones de rayos X de luz visible provienen esencialmente de todo el volumen y por tantodan la resolución peor. Si hay ocasiones, donde es necesario sacrificar resolución con el finde mejorar el contraste, especialmente con superficies lisas y bajos aumentos. Esto se lograusando el modo de retrodispersión, pues estos electrones poseen mayor energía, viajan avelocidad más elevada y van de la muestra al detector en línea recta produciendo efectos desombra y por tanto mayor contraste.En el caso de una imagen lograda por los electrones transmitidos (en una seccióndelgada) no ocurre extensión apreciable del haz y la imagen es tan buena o mejor que la dela imagen secundaria.En general la profundidad de campo varía inversamente con los aumentos, desdemás de lOOµm a 100X hasta 1Oµm a 10000X.14.2 EL INSTRUMENTOComo se ve en la figura 63, el microscopio electrónico de barrido está constituidoesencialmente por las siguientes partes:-Un cañón electrónico que genera un haz colmado de electrones.-Un sistema doble que reflecta el haz electrónico (sentidos X y Y)-Un sistema de detección de las señales que se originan en la muestra.-Un sistema electrónico de amplificación de estas señales.-Un sistema de visualización de las imágenes (pantalla de televisión)El instrumento se compone de una columna en la que se hace un vacío de 10-5torrcon bombas de difusión. La fuente-de electrones es el cañón electrónico que consiste en unfilamento de tungsteno que se calienta al rojo blanco, rodeado por el cilindro de Wehnelt.El ánodo acelera los electrones.Un microscopio electrónico de barrido posee generalmente dos lentes

electrónicosdenominados condensador y objetivo. Ambos focalizan el haz fino sobre la muestra.El barrido del haz electrónico sobre la muestra se hace con dos pares de bobinasdeflectoras situadas en las proximidades del objetivo, se utiliza el mismo generador debarrido para alimentar las bobinas y deflectar el haz de los tubos de visualización.Figura 63. Esquema de un microscopio electrónico de barrido.El detector capta los electrones y los convierte en señal luminosa en un cristalcentelleador después son fotomultiplicados. Estos fotones se convierten en un pulsoeléctrico que es ampliado por un sistema electrónico.Cada instrumento tiene como mínimo dos tubos de rayos catódicos para visualizarlas imágenes. Uno es de larga persistencia de imagen para la observación, enfoque ycorrección del astigmatismo, y otro de baja persistencia para el registro de la imagen en unaplaca foto gráfica.14.3 PREPARACION DE MUESTRAS Y APLICACIONES.Las muestras para el microscopio electrónico de barrido, deben, por supuesto,resumir los-criterios normales de representatividad y significancia en relación con lo que sedesea observar. Como el instrumento puede acomodar muestras hasta de varias pulgadas,debido al amplio intervalo de aumentos, desde muy bajos hasta muy elevados, es bueno unazona grande y luego enfocar las características de interés. Esto evita la necesidad deselección precisa y adem5s requiere poco esfuerzo de preparación comparado con el casode l microscopia electrónica de transmisión.Se necesita, eso si, una superficie libre de contaminación, resistencia del material dealto vació y al haz electrónico, ausencia de cargas eléctricas y producción de electronessuficientemente elevada. Las muestras materiales que son conductores eléctricos, libres desustancias generadas de gases, como es el caso de los metales, sólo necesitan ser cortadas aun tamaño adecuado y aseguradas al portamuestras del microscopio. Generalmente selimpia con chorro de gas ó con un solvente en un limpiador sónico.Las secciones pulidas y atacadas se preparan de modo convencional, pero el ataquees generalmente más profundo.El microscopio electrónico de barrido es útil en todos los campos donde sea deinterés la geometría y composición de la microestructura.Tal vez el campo más popular de aplización sea en la observación de las fracturas.Se usa con frecuencia también en el estudio de superficies corroídas o desgastadas, en laobservación y determinación del tamaño y distribución de materiales pulverizados oporosos, en la determinación de la deformación plástica, la orientación de cristales y en finen todo lo relacionado con la morfología microestructural de los metales.15. LA MICROSONDA ELECTRONICAEste instrumento usa las propiedades de la radiación X, emitida por las sustanciasbajo bombardeo de electrones y el hecho de que las intensidades de las radiacionescaracterísticas son proporcionales a la cantidad de masa del elemento emisor.Los principios de la espectrografía de rayos X fueron previstos por Moseley en 1913y fueron Formalizados como un método de análisis químico en 1932. En 1943 Hillier enEE.UU. patentó la idea de una microsonda electrónica. Sin embargo estos principios nofueron aplicados hasta 1951, cuando R. Castaing y sus colaboradores desarrollaron lamicrosonda electrónica en la Universidad de París, en el IRSID y en la ONERA (Institutopara la investigación Siderúrgica y Oficina Nacional de Estudios e InvestigacionesAeronáuticas) de Francia.La microsonda de Castaing era fija y aunque sugirió una de barrido, esta no fuedesarrollada hasta 1957 en Cambridge. O sea que la micro sonda estuvo en uso primero queel microscopio electrónico de barrido pues al principio de la década del 60 ya eracomercial.15.1 FUNDAMENTOS DE OPERACIONComo se observó en las figuras 60 y 62 cuando el haz electrónico alcanza lasuperficie de un metal produce varias señales, una de ellas son los rayos X.En este caso debe recordarse que se producen tanto rayos X continuos comocaracterísticos. El continuo de rayos X varía en longitud de onda y se puede excitar en tantoque el voltaje del haz sea mayor que cero. Este continuo de rayos X forma el fondo de laradiación de rayos X y determina el limite mínimo de detectabilidad. El intervalo deproducción de rayos X continuos es similar al del haz electrónico pues la radiación X sepuede generar aún con energías bajas.Por otro lado, la radiación X característica se produce por la interacción de loselectrones incidentes con los electrones de las capas internas de las átomos de la muestra; ylas longitudes de onda, y la radiación característica son específicas para cada elemento. Elalcance de la radiación X característica es menor que el de los electrones, pues los rayos Xsolo se pueden producir con energías superiores al potencial de

excitación (Ve). Se puedever que, en general para obtener una fuente de rayos X que sea de un tamaño menorµm, elvoltaje del Haz electrónico debe ajustarse según el material de la matriz.En la figura 64 se muestra el principio de operación de la microsonda electrónica.Un sistema óptico electrónico similar al del microscopio de barrido genera un hazelectrónico que se puede enfocar en un punto de 100 a 300 nm de diámetro. Los rayos XgeneradosFigura 64. Representación esquemática de la operación de la microsonda electrónica.se hacen incidir sobre un cristal de distancia interplanar d conocida, que difractará los rayosX según la ley de Bragg. Los rayos X se detectan con un contador proporcional. Lamuestra, el cristal y el detector se mantienen en el mismo círculo, llamado el círculo deenfoque. Además, el ángulo entre la superficie de la nuestra y el haz de rayos X medido esel ángulo de emergencia de los rayos X. En la mayoría de las microsondas este ángulo semantiene constante, pero el ángulo de difracción en el cristal (29) se varia, es decir el cristaly el detector se pueden mover en relación con la muestra de modo que se puedan detectarrayos X de diferente longitud de onda; y el sistema total se puede calibrar de modo que lalongitud de onda de los rayos X que se detecten, se puede determinar. Corno cada átomoproduce un rayo X único característico, la determinación de la longitud de onda de losrayos X identifica inequívocamente los átomos presentes en la muestra. El número defotones de rayos X producidos a una longitud de onda dada se relaciona con el número deátomos presentes en la muestra. Sin embargo, el procedimiento para correlacionar elnúmero de fotones producidos con la composición puede ser complicado. Esto depende delos elementos específicos presentes en el material. El número de elementos identificablesestá determinado por la geometría del instrumento y el espaciamiento d del cristal difractor.La mayoría de los aparatos pueden detectar todos los elementos del boro hacia arriba, peromuy pocos pueden detectar el berilio. La microsonda se puede usar para determinar unespécimen sólido que pese hasta 10-11g y con un volumen tan pequeño como lµm3con unerror menor de 1%.Las máquinas más avanzadas están computarizadas para operación completamenteautomática. La resolución espacial común es de lµm.15.2 PRESENTACION DE LOS DATOSHay diferentes maneras de describir el tipo de análisis que se puede que se puede efectuarcon una microsonda. Por ejemplo, es posible hablar de análisis cualitativo, semicuantitativoo cuantitativo o si es deseable un análisis puntual, a lo largo de una línea o en un área. Lasdos clasificaciones determinarán el modo de presentación de datos usado.Esencialmente hay tres maneras de manejar los datos. La primera es la técnica deconteo. En este caso un rayo X que entre en el detector se convierte en un pulso energéticoque a su vez se amplifica, se pasa a través de un analizador de la altura de los pulsos y sealmacena en una unidad de escalas. Esta técnica se usa cuando se buscan resultadoscuantitativos o semicuantitativos.En el segundo método se usa una gráfica o un graficador y. La intensidad de losrayos X se gráfica contra otro parámetro. Por ejemplo para determinar los elementospresentes en una muestra en un punto fijo, un espectrómetro se variaría mientras se registrala intensidad de los rayos X como función de la posición del espectrómetro (longitud deonda). De este gráfico es posible determinar la longitud de onda de todos los rayos Xpresentes y de esa manera identificar todos los elementos presentes. Esto permite tambiéndeterminar como varía la cantidad de un elemento dado a través de las distancias en lamuestra.El tercer método es barrer un área para obtener una representación de video cornoen el SEM. Se toman fotos dando información en cada punto del barrido, referente alnúmero de electrones de rayos X presentes y aplicar esta información en el eje Z, o controlde intensidad del

tubo de rayos catódicos. En un punto donde haya un gran número derayos X la intensidad en la pantalla es elevada, y donde el número sea bajo la intensidad esmenor. De este moda se puede construir una imagen cuyo brillo es proporcional a laconcentración del elemento.Para análisis cuantitativo es deseable una probeta lo más plana posible aunque sepuede hacer análisis limitados en superficies rugosas, como las fracturas.En resumen la utilidad de la microsonda electrónica en metalografía es evidente ysus enormes potencialidades en la caracterización de materiales no es necesario recalcarlas.16 ANALISIS CON ENERGIA DISPERSIVA DE RAYOS X ( EDAX )Este tipo de análisis espectroquímico se puede aplicar en cualquier aparato comúnque incluya difracto’metro de rayos X o espectrómetro de fluorescencia, los cuales usancontadores proporcionales de centelleo. Sin embargo, debido a la mala resolución de esosdetectores, tal aplicación solo es factible con muestras que sólo contengan un elemento máspesado en una matriz liviana - o un máximo de tres o cuatro elementos que presenten pulsosde intensidad ampliamente separados.Por otro lado, el pequeño tamaño del haz electrónico (l0nm) y la respectivacorriente del haz tan baja en el Microscopio Electrónico de Barrido (comparada con1000nm y 106veces m alta intensidad de la microsonda electrónica) hace extremadamentedifícil hacer análisis dispersivo de las longitudes de onda de los rayos X generados en elSEM. Sin embargo, hacia 1970 se introdujo un detector de litio-silicio de estado sólido elcual permite detectar la energía de dispersión de rayos X de 1 a 30KV en la microsondaelectrónica de barrido. Esto hace posible llevar a cabo espectrocopía de rayos X sobrecaracterísticas de interés observadas en el SEM.En la actualidad entonces, el análisis de energía dispersiva de rayos X. (E.D.S:Energy-dispersive X-ray spectrometry) se hace con equipos especiales como el que sedescribirá a continuación, una marca conocida de estos analizadores s la EDAX y por estarazón a este sistema también se le conoce por este nombre.16.1 EL INSTRUMENTOEn la figura 65, se muestran los componentes básicos del EDAX: (1) Una fuente deexcitación, que puede ser un tubo de rayos X de alta o baja potencia, un haz electrónico, unhaz de protones, iones o radioisótopos; (2) Un sistema para presentar la muestra; (3) Undetector Si(Li) alojado en un criostato de nitrógeno-líquido al vació; (4) Un analizadormulticanal; (5) Una unidad de computador y memoria; y (6) Un tubo de rayos catódicos, unregistrador x-y, o unidades digitales o impresores. La memoria puede ser “dedicada” esdecir un microprocesador que es parte del espectrómetro mismo, una unidad separada dellaboratorio, o una terminal de un computador grande.Los espectrómetro’s’ uso con detectores Si(Li) y analizador multicanal son aplicables a loselementos con número atómico mayor de 11 (Na), aunque en casos especiales se puedeaplicar hasta los elementos con número atómico 6 (carbono). La sensibilidad puede sermenos de lppm. Las probetas pueden ser de cualquier forma. Estos espectrómetros son muyflexibles, versátiles y rápidos.Figura 65. Diagrama de bloques de un espectrómetro EDAXEn la figura 66, se observa el esquema de un analizador multicanal que junto con eldetector de Si(Li) de estado sólido son el alma del espectrómetro Edax. La altura de lospulsos aparece en el osciloscopio graficada contra el tiempo, esta altura o línea base sedivide en 200, 400, 800, 1200 o más canales ventajas individual iguales y estrechas, cadauna de ellas conectada con su propio acumulador o memoria. El analizador recibe la señaldel amplificador yFigura 66. Representación esquemática de un analizador multicanal.discrimina los pulsos por altura, dirigiendo cada uno a su propia “caja” sobre la Línea base.,El proceso continúa hasta acumular un conteo grande - dígase 105en el canalcorrespondiente al pico más elevado. El número contado e cada canal se puede exhibirduran te la acumulación en un osciloscopio o se puede leer al final del tiempo de conteo enun. graficador x-y o en una impresora. Un analizador de 400 canales, en efecto barre porpasos la línea base en 400 pasos, pero de “una vez” y no secuencialmente.En la figura 66, se muestra un analizador de 30 canales para fines ilustrativos, peroen un espectrómetro EDAX el analizador tiene 400 o más canales. La principal ventaja es elhecho de que se acumula simultáneamente todo el

espectro entero de energía: es el mediomás rápido de exhibir un espectro de energía y por tanto de hacer análisis espectrométricode rayos X cuantitativo. El análisis se detiene tan pronto como el espectro sea adecuadopara el objetivo buscado.16.2 APLICACIONComo se explicó, el espectro de energía de rayos X se acumula en el analizadormulticanal. En el tubo de rayos catódicos se puede ver como se llenan los canales. Laacumulación continúa hasta que: 1- transcurre un tiempo predeterminado; 2- Una cuentadada (102-106) se ha acumulado en un canal dado; 3— El espectro acumulado en el tubo derayos catódicos es adecuado. Al final el espectro se puede fotografiar con una cámarapolaroid en el osciloscopio, se puede graficar en un registrador x-y o se pueden imprimir.También alimentar en un computador.El funcionamiento del EDAX se puede considerar en cinco categorías: 1-Exhibición del espectro y acotamiento; 2- Procesamiento del espectro; 3 Análisiscualitativo y comparativo; 4- Análisis cuantitativo; 5- Automatización. La función 4 sedescribirá brevemente.Hay varias maneras como el espectro analítico se puede procesar para análisiscuantitativo; una de las más usadas es convertir las intensidades en concentracionesanalíticas con un programa de computador. Para ello primero se almacenan los picos deintensidad característicos de los metales puros en la memoria del microprocesador loscuales se comparan con los del espectro. Así con un programa se obtienen lascomposiciones químicas, sin necesidad de conocer las matemáticas o la electrónica delinstrumento pues casi toda la operación es automática.Además este método tiene la ventaja de permitir el análisis cualitativo de superficiesrugosas.17 MICROSCOPIA ELECTRONICA DE BARRIDO-TRANSMISIONLa microscopia electrónica de barrido-transmisión (scanning Transmission ElectronMicroscopy: STEM) es una evolución de microscopia electrónica de transmisión enláminas delgadas. La STEM abrió una nueva dimensión total a la TEM porque ampliósignificativamente al alcance de las capacidades y convirtió el microscopio de transmisiónen una poderosa herramienta microanalítica.En las figuras 60 y se esquematizaron las distintas señales generadas por un hazincidente de electrones. La habilidad de hacer uso total de cada uno de estos procesos ogrupos de electrones para formar imágenes es uno de los objetivos principales de lamicroscopía electrónica. Como se sabe en TEM se usan solo los electrones transmitidosbajo cierto ángulo debido a las aberraciones de los lentes además los electrones que hansufrido pérdidas significativa de energía deben removerse (con apertura) para minimizar laaberración cromática. Por eso solo pueden usarse láminas delgadas.En principio, una de las mayores ventajas del STEM es poder superar las anterioreslimitaciones puesto que no hay lentes formadores de imagen debajo de la muestra y portanto se puede detectar cualquier intervalo angular de electrones y no hay limitaciones en laimagen con la “pérdida de electrones”. De este modo queda disponible todo el intervalo deprocesos de dispersión para formar imágenes y los límites a la resolución y la informaciónestarán determinadas por: El tamaño del haz, el proceso de dispersión mismo y la eficienciade detección.En principio hay dos métodos de lograr microscopia e Barrido-Transmisión;basadas en el microscopio de transmisión.El método más simple es usar un microscopio electrónico de barrido, figura 67, yañadir un detector de apertura convenientemente. Será un STEM completo si el detector sereemplaza con un detector anular seguido de un espectrómetro de pérdida de energía(electron energy loss analysis: EELS).Figura 67. Diagrama esquematico de un sistema SEM/STEM.La segunda configuración tiene lentes entre la muestra y el detector de electrones.Figura 68. Esos lentes pueden ser los lentes intermedios y proyectores de un TEMconvertido a STEM o una columna de lentes diseñados especialmente.Este sistema es el que se ha desarrollado para la caracterización de materiales. Eneste caso el detector puede recoger electrones secundarios, electrones retrodispersados ytiene un EDAX y un espectrómetro de pérdida de electrones.Figura 68. Diagrarna esquemático del sistema TEM/STEMEl haz electrónico se enfoca en un área que puede ser de 4µ

m de diámetro sobre elárea de la muestra. Esta sonda electrónica barre la muestra por medio de las bobinas debarrido y la intensidad transmitida se detecta.En metalografía el STEM se usa corno herramienta analítica, la sonda se fija sobreuna pequeña área seleccionada para determinar la composición por medio de EDAX.Lo notable de esta técnica es que se tiene la información estructural de altaresolución típica del TEM junto con la información química adicional y una granresolución espacial. Esta técnica esta todavía en proceso de mejoramiento.Aunque los principios parecen simples, la interpretación de los datos requiere buenconocimiento del fenómeno básico en física y metalurgia física. La preparación de muestrases la misma que para TEM y la operación del instrumento es mucho mas complicada.18. OTRAS TECNICAS SUPERFICIALES DE ANALISISEl análisis de superficies en un área relativamente nueva de investigación ydesarrollo, pero que ha evolucionado rápidamente debido sobretodo a su utilidad en laresolución de problemas y en la e de fenómenos relativos a la superficie.Primero que todo hay que señalar que la superficie no es realmente la “superficie”.Superficie es el material que puede esperarse que difiere del resto del volumen, en términosde composición química, energía de enlace, espaciamiento atómico, etc. La profundidad deesta zona superficial varía de un material a otro desde unos nanometros hasta variosmicrómetros. Los procesos de difusión que ocurren allí incluyen el enlace de las pinturas,recubrimientos electrolíticos, catálisis, corrosión, uniones, desgaste, lubricación, etc..Para estudiar las superficies, además de las técnicas mencionadas en seccionesanteriores se utilizan principalmente; la espectroscopía de electrones Auger (Auger electronspetroscopy: AES), espectroscopia de fotoelectrones inducidos por rayos X (X-Y inducedphotoelectron spectroscopy XPS), llamada también espectroscopía de electrones paraanálisis químico ( electron spectroscopy for chemical analysis ESCA), espectroscopía dedispersión de iones (ion scettering spectroscopy; ISS) y espectrometría de masas de ionessecundarios (secundary ion mass spectrometry: SIMS). Estas técnicas están relacionadas enque en todos los casos la muestra se estudia en vació ultra altoLa muestra se bombardea con electrones, rayos X, o iones que producen emisionesconstituidas por electrones o iones como se muestra esquemáticamente en la figura 69. Enesta sección se considerarán estas técnicas especialmente, pues las cuatros explorandistintas profundidades ISS explora capas atómicas, ESCA explora de 0.5 a 5.0 nm, y laAES muestra profundidades menores. En la técnica SIMS, se pueden remover capas deátomos sucesivamente y analizarse, al menos en principio, capa por capa hasta que sepenetre la muestra.Figura 69. Relaciones principales entre las técnicas de análisis superficial.18.1 ESPECTROCOSPIA DE ELECTRONES AUGER ( AES)El descubrimiento del fenómeno en el cual se basa la espectroscopia de electronesAuger se remonta al trabajo de P. Auger en 1925. Lander fué el primero en reconocer elpotencial de esta técnica para el análisis químico en 1953, pero no fué hasta el trabajo deHarris en 1968 cuando la técnica se hizo útil como herramienta analítica.Por la misma época los trabajos de Tharp y Scheibner, Weber y Peria y Palmberg yRhodin, llevaron al uso de equipo de difracción de electrones de baja energía. Desdeentonces la AES se hizo una técnica corriente y en la actualidad es uno de los métodos máspopulares de análisis superficial.18.1.1 FISICA DEL PROCESO AUGERLa Figura 70, muestra el proceso característico en que se basa la espectroscopiaAuger, llamado así por P. Auger quien en 1925 observó trazos pareados de electrones deátomos de gases raros en una cámara de niebla, identificando correctamente su origen. Unahaz monoenergético de electrones primarios (con energía entre 100 y 10000ev) incide sobrela superficie de interés. Un átomo que está en la trayectoria de la corriente de electrones,pierde un electrón de una dé sus capas internas (K, L, M, etc...) como resultado de unacolisión electrón-electrón. De este modo el átomo queda en un estado energético excitado ydebe regresar a su estado energético normal. Para que esto ocurra, un electrón de un nivelmás elevado de energíaFigura 70. Representación esquemática del proceso Auqer.(Valencia L, etc…), que el del vació electrónico que ahora, existe, debe caer a la capadonde se creó este vació. La energía liberada cuando este electrón cae, Ek

-EI puedeproducir un fotón (rayos X) o transferirse a un electrón que está en un estado energéticomás elevado. Normalmente este electrón saldrá expulsado del sólido y es lo que se llama unelectrón Auger. La energía cinética con que sale es:S L LK KLLZ E Z E Z E E −−∆+−−=φ )()()(donde E = energía de la capa n, Z número atómico del elemento,∆es una corrección, quetiene en cuenta el hecho de que el electrón se origina en un átomo ionizado, es la funcióntrabajo de la muestra. Las energías de estos electrones Auger son únicas, en el sentido deque están determinadas completamente por las energías de los niveles individuales queparticipan en la transición energética. Las energías comunes de los electrones Auger varíanentre 50 y 1500 ev. Como se vé en la figura 70, KLL es la flotación del proceso así K serefiere al lugar donde se creó el hueco electrónico, L el nivel de donde proviene el electrónque llena la valencia y la otra L el nivel desde donde se expulsa el electrón Auger, délmismo modo KLM, LMM, etc., son ejemplos de transición Auger típicos.Como se vé, el proceso es similar al de la misión de rayos X los electrones Augertienen más baja energía y su trayectoria libre media en el sólido es mucho más corta que lade los fotones de rayos X.La profundidad de escape es de 0.5 a 2nm y por esta razón (que también es válidapara los fotoelectrones ESCA) la espectroscopía Auger es tan sensible como técnica deanálisis químico superficial.18.1.2 EL PROCEDIMIENTOPara el análisis superficial la muestra se coloca en una cámara que se evacua a una presiónmenor de 10-7torr (en algunos casos de 10-10torr) y se bombardea con el haz de electrones.Los electrones emitidos se detectan con un analizador de velocidad electrostática dondesólo los electrones que tienen un cierto intervalo estrecho de energía alcanzan el detectorque es un multiplicador de electrones. El analizador de velocidad más común es elanalizador de espejo cilíndrico, Figura 71, donde el cañón electrónico es coaxial, el espejoenfoca los electrones sobre el multiplicador con un alto factor de transmisión. La señalproveniente del multiplicador pasa a un amplificador y luego a un tubo de rayos catódicos,un graficador x-y o un computador.Figura 71. Esquema de la medición del Espectro Auger con analizador coaxialLos picos AES obtenidos son mucho menores que los de los electrones secundarios, pararesaltar esos picos no se hace una curva N (E) contra E sinovsE dE EN d )(, de este modo lospicos resaltan nítidamente; estos se comparan con los espectros de los elementos puros y deeste modo la información del espectro se convierte en datos cuantitativos.Actualmente la AES es de uso rutinario en muchos campos, en metalurgia permiteestudiar la difusión y segregación de impurezas en aleaciones, los fenómenos de límite degrano, las fallas de soldaduras, la corrosión y desgaste de superficie, la adherencia derecubrimiento, la fragilidad de revenido, la corrosión bajo tensión, la identificación deproductos de corrosión, la pasivación de superficies, el crecimiento de capas de óxido, etc,amen de muchos otros posibles fenómenos. O sea que el uso del AES será cada vez mayory por eso es importante tener idea de sus posibilidades.
18.2 ESPECTR DE ELECTRONES PARA ANALISIS QUIMICO (ESCA)Junto con AES la espectrocospia de foto electrones inducidos por rayos X (XPS) oESCA es una de las técnicas “nuevas” más usadas para el análisis químico de superficie.Como en el caso de otros métodos, los principios de la ESCA datan de comienzos de siglo,pero en términos prácticos la ESCA fue descubierta en 1967, después de los trabajos de KaiSiegbahn y sus colaboradores en Uppsala. Hacia 1968 se hicieron comerciales los aparatosESCA que en este momento son especialmente útiles por la incorporación de losmicroprocesadores.A la técnica ESCA o XPS se le dan otros nombres tales

como espectroscopíafotoelectrónica de las capas externas (internas)- photoelectron spectroscopy of outer (inner)shells PESO(I)S”-, emisión inducida de electrones (induced electron emission: IEE) o mássimplemente espectroscopía fotoelectrónica.En esencia todos estos términos describen la medida de la intensidad de loselectrones, emitidos por una muestra como una función de la energía que acompaña laabsorción de fotones de energía bien definida.En la figura 72 se muestra el proceso de excitación en ESCA. La diferenciafundamental con la AES es que en ESCA se usan rayos X como haz incidente para excitarla emisión. Cuando el fotón de rayos X con energía hv excita un electrón de una capa delátomo de la muestra entrega toda su energía. Esto dota al fotoelectrón expulsado con unaenergía cinética bien definida que es:E = hv - EL-φsFigura 72. Representación esquemática de proceso de emisión ESCAX incidentes llegan a producir excitación de este tipo. Los cátodos generadores de rayos Xmás usados son Mg y Al.En ESCA también es necesario un buen vació (10-6, 10-10torr), en sistemas biendefinidos la sensibilidad es de menos de 1% de una monocapa, pero comúnmente es delorden de 5% atórnico.Además de la fuente de excitación de AES y la ESCA se diferencian en que losfotoelectrones ESCA están relacionados linealmente con la energía de los rayos Xincidentes, mientras que la energía cinética de los electrones Auger es independiente delhaz primario.ESCA también puede dar información sobre el proceso Auger. Pero tal vez laprincipal ventaja de la ESCA es su habilidad para revelar el estado elemental de oxidación.Se usan varios tipos de sistemas ESCA, el original desarrollado por Siegbahn fue unespectrómetro de rayos beta modificado que usaba un campo magnético para dispersar yenfocar los electrones. Los sistemas en uso utilizan analizadores electrostáticos ygeneralmente son multifacéticos que se pueden usar para varias técnicas superficiales.La ESCA se usa en todas áreas de estudio, análisis e investigación de superficies.18.3 ESPECTROCOSPIA DE DISPERSION DE IONESTanto la espectroscopía de dispersión de Iones (ion scattering. spectroscopy: FSS)como la espectrometría de masas de iones secundarios usan un haz de iones de gas inertepara explorar la superficie. Estas técnicas tienen la ventaja de que un mismo haz puedeusarse para generar los datos analíticos y para la remoción controlada de átomossuperficiales de esta manera, se pueden obtener perfiles de profundidad con un sólo haz departículas con bombardeo y análisis repetitivo.El principio de la espectroscopía por dispersión de iones es simple: unión incidentede masa Mo. y energía Eo golpea un átomo superficial de masa Mi y retrocede con unanueva energía Ei. La medida de esta energía de retroceso, a un ángulo específico dedispersión, es suficiente para determinar la masa del átomo. Este método había sido usadomucho por los físicos nucleares para sondear profundidades mayores de 1µm. Sin embargo,en 1967 D.P. Smith notó que el espectro cambiaba de carácter para energías bajas de ionesincidentes (menos de 5Kev); a estos valores de energía los iones dispersa dos sólo seoriginan en la capa más externa. Se supuso que los iones que penetraban más allá de estacapa eran neutralizados y no contribuían a los espectros observados de iones dispersados.Esta extrema sensibilidad superficial de la espectroscopía de dispersión de iones ha hechoque se use en una amplia variedad de aplicaciones industriales.Los equipos para ISS se han comercializado desde 1970, y los actúa les altacomputarizados dan una resolución espacial de 100µm18.4 ESPECTROMETRIA DE MASAS DE IONES SECUNDARIOSUna técnica adicional sensible a la superficie y que se encuentra muchas vecescombinada con AES o ESCA es la

espectroscopía de masas de iones secundarios(secundary ion mass spectroscopy SIMS). En su forma general el instrumento para siconsisto en un cañón de iones que produce un haz con una energía de 1 a 2OKev y untamaño que va desde los micrones hasta los milimetros y un espectrómetro de masas quesepara los iones secundarios producidos por el haz incidente. Este haz al erosionar lasuperficie arranca no sólo iones sino también átomos.Este método data de los experimentos de Von Ardenne en 1939 pero solo en losúltimos años se ha desarrolla plenamente originando tres grupos generales de equipos:-El primer grupo incluye los instrumentos constituidos por un haz primario de ionesde variosµm de diámetro y un espectrómetro de masas magnético para ionessecundarios, que produce imágenes de iones secundarios.-El segundo grupo utiliza haces primarios mayores y espectrómetros especialmenteconstruidos con mayores capacidades de enfoque.-El último grupo incluye una gran variedad de cañones cuyo común denominador esun espectrómetro de masas cuadruplo para analizar los iones secundarios.La instrumentación SIMS tiene dos formas generales: La microsonda iónica con lacual se hace análisis local microenfocar el haz primario, llamado analizador de masas demicrosonda iónica (ion microprobe mass analyzer, IMMA), y el microscopio iónico, en elcual el análisis local se efectúa formando una imagen verdadera mediante extraccióngeométrica de los iones secundarios y enfocando esta imagen (DIMA)La técnica SIMS ofrece las siguientes capacidades:-Todos los elementos químicos se pueden observar incluído el hidrógeno.-Se pueden medirlos isótopos de un elemento, ofreciendo la posibilidad dedeterminar coeficientes de autodifusión, fechado isotópico y marcaje isotópico.-El área de análisis pueden ser tan pequeña como 2µm2.-Es una técnica superficial y subsuperficial.-La sensibilidad es mayor que en AES o ESCA y es del orden de 10-3pprn.-Se puede combinar la imagen con el análisis-Se puede obtener un perfil de profundidad de 1nm.18.5 ESPECTROMETRIA DE MOSSABAUERCuando un núcleo radioactivo emite un fotón de rayos gamma de momento p, laenergía de retroceso impartida al núcleo está dada por:M P E r 22=Cuando los átomos que emiten la radiación están en estado gaseoso, M es la masadel átomo.En 1958, R.L. Mossbauer descubrió que si la fuente de rayosγ es parte de un sólidocristalino, la energía de retroceso es práctica mente cero en una fracción significativa dedecaimientos. Esto se debe a que la masa M es comparable en este caso a la de unmicrocristal. La masa a la cual se transfiere el momento de retroceso se puede considerarinfinita en comparación con la del átomo, así la velocidad de retroceso es cero. Estefenómeno se llama emisión sin retroceso de la radiación.Uno de los efectos Móssbauer más conocidos es el del hierro 57, formando en eldecaimiento del cobalto 57 por captura de electrones con una vida media de 270

días. Elprimer estado excitado del Fe está a 14.4Kev por encima del nivel básico; con este valor laenergía máxima de retroceso es de Er = 0.00eV. La vida media de este primer estadoexcitado es relativamente larga, y de una línea espectral estrecha, esto hace posible lamedición de cambios de energía muy pequeños inducidos en la fuente o en el absorbedorpor un agente externo, que puede ser temperaturas campo magnético o campo gravitatorio.El espectrómetro Móssbauer mide las pequeñas diferencias de energía daudo unaalta resolución.En una interacción como la descrita para el efecto Mossbauer hay dos componentesuna debida a la corteza del átomo o cortical (densidad electrónica, S, gradiante de campoelectrico o magnético) y otra nuclear (radio efectivo del núcleo, momento cuadripolareléctrico, momento dipolar). Ello resulta forzosamente en ciertas aplicaciones de físicanuclear.Para las técnicas de las mediciones analíticas es de importancia particular lacomponente cortical. De esta componente depende la configuración electrónica de losátomos de Mossbauer, o sea del enlace químico y de la red cristalina, así como de loscampos exteriores.El alto poder de resolución permite pues medir con exactitud la influencia de lascapas de electrones sobre el núcleo atómico o sea la posibilidad de usar los núcleosatómicos como microsondas para los exámenes fisicoquímicos. El método es aplicableincluso a las sustancias cuyos núcleos no presenten ningún efecto Mossbauer: se incorporanlos núcleos de Mossbauer en la red para estar luego en condiciones de examinar zonaspróximas a estos núcleos. Entre otras aplicaciones, la espectrometría Mossbauer se hautilizado en el estudio de las aleaciones Fe-Cr y de los aceros inoxidables, pero los detallespueden estudiarse en la referencias.18.6 MICROSCOPIA DE CAMPO IONICOEl microscopia de campo iónico fué introducido por Muller en 1956 como unatécnica capaz de una resolución de 0.2 a 0.3nm (o sea a escala atómica) pero solo alprincipio de la década del 60 se aplicó a los estudios de metalurgia. Sin embargo al
principio solo podían estudiarse los materiales más refractarios, el estudio de metalesmenos refractarios como hierro, cobre y aluminio solo se hizo posible hacia 1968. Uno delos campos que se sigue desarrollando es el de la sonda atómica que permite identificar lasespecies químicas.Las probetas que se usan son agujas de radio hemisférico 0.01-0.1µm y los cuales sesoldan al extremo de un filamento que se mantiene entre electrodos enfriados. El ambientese evacua a menos de 10-6torr y se deja entrar Helio puro hasta que la presión es de 10-3para metales menos refractarios se usa neón.La muestra se somete a un voltaje de 5-3OKeV positivo respecto a la pantalla deobservación, esto da un campo de fuerza de unos 50V/nm en la cercanía de la punta. Elefecto de este campo es atraer los electrones del gas hacia el metal, proyectando gasionizado, estos iones se aceleran desde la punta que los irradia produciendo un puntobrillante en la pantalla. Cada punto corresponde a un centro de ionización en la superficiemetálica, es decir a un átomo.Pero la emisión de luz por el fósforo decrece rápidamente al aumentar la masa de laspartículas incidentes, por esta razón se introdujo la placa-canal que convierte la señal iónicaen una señal electrónica amplificada.Debe recordarse que la imagen formada es la proyección de una superficiesemiesférica, la estructura verdadera es difícil de establecer.El otro avance de la microscopia de campo jónico fue la introducción de la sondaatómica, esta está constituida por dos partes: un microscopio de campo iónico de ultra altaresolución y un espectrómetro de masas.Para hacer al análisis químico, el átomo que se observa se arranca con un altovoltaje. Se remueven muchos átomos, pero sólo los que estén frente a un pequeño hueco enla placa-canal puede pasar. y van al espectrómetro. Se mide el tiempo de viaje y con estetiempo, la distancia, y los valores de los potenciales aplicados se calcula la relaciónmasa/carga del átomo analizado. De este modo el microscopio de campo jónico permite nosólo visualizar los átomos individuales sino identificarlos; algo de un alcance inimaginableen metalografía.Para superar algunas limitaciones del microscopio de campo iónico se handesarrollado otras técnicas tales como el microscopio electrónico de ultra alto voltaje (másde MeV) esto disminuye la longitud de

onda. ,incrementando la resolución hasta el puntode permitir visualizar los átomos individuales.18.7 ESPECTROCOPIA DE EMISION OPTICA CON PLASMA ACOPLADOINDUCTIVAMENTE ( I.C.P. ).Aunque esta no es una técnica de análisis superficial se menciona aquí porque esuno de los métodos de análisis químico que más se ha desarrollado en Lis últimos cuatroaños, aunque se introdujo comercialmente hace unos 10 años con el nombre de InductivelyCoupled plasma (ICP).La fuente de plasma es un generador de radio frecuencias a 27 MHz pero con unapotencia de entrega de 3KW. De la misma manera que trabaja un horno de inducción, estapotencia se transmite a través de una bobina al argón formando el plasma. La muestra aanalizar, ya sea en solución o suspensión líquida se bombea continuamente a través de esteplasma de argón en cuyo centro experimenta temperaturas de unos 7500°C. A esastemperaturas la muestra se descompone en átomos individuales, los cuales se energizanmás aún para formar iones. Los átomos e iones de cada elemento emiten longitudes de ondacaracterísticas que son detectadas y medidas por un espectrómetro.De este modo elementos como azufre, fósforo, boro y muchos refractarios sepueden cuantificar en concentraciones bajísimas; en el acero se han detectado hasta 18elementos algunos en concentraciones de 5 x 10-6g/lt19. METALOGRAFIA CUANTITATIVAEl tamaño de granos y partículas en las estructuras metálicas influye marcadamentesobre muchas propiedades del material y sobe la cinemática de muchos procesos. Por estárazón la distribución de tamaños es uno de los parámetros más importantes en ladescripción de una microestructura.Por supuesto, la necesidad de tener métodos precisos y sencillo para analizar ladistribución de tamaño no se limita a la metalurgia sino que es igualmente importante engeología, biología, medicina y en otros campos, razón por la cual durante los últimos veinteaños se ha desarrollado un nuevo método de trabajo para el análisis estructural cuantitativode cuerpos heterogéneos llamado morfometría, o más general mente estereoloqía.Las principales dificultades encontradas en el análisis de la distribución de tamañosen las muestras metalográficas, surge de la imposibilidad de medir la verdadera distribuciónde modo directo. Como las muestras opacas se investigan por medio de secciones planas,por eso, la estereología, que reposa en bases matemáticas, trata de las relacionescuantitativas entre las medidas hechas en las secciones bidimensionales y la magnitud delas características tridimensionales del material.La mayoría de los métodos de recuento y de medición utilizando microscopios sonmétodos estadísticos. Por esta razón es importante el muestreo en sí tanto como lapreparación de la muestra. A partir de los datos experimentales obtenidos, las fórmulasmatemáticas permiten calcular la superficie, las relaciones superficie/volumen, la longitudde las estructuras lineales y la cantidad de partículas por unidad de volumen. En estasección se resumirán las técnicas y las fórmulas y principios matemáticos que conducen adichas determinaciones directa o indirectamente.19,1 PRINCIPIOS DE LAS MEDICIONES METJLa manera más sencilla de evaluar la microestructura de las muestras metalúrgicases preparar una sección plana y observarla en un micros copio óptico. Para estructuras másfinas en la región nanoscópica se usan instrumentos demás elevada resolución, tales comomicroscopios de transmisión, microscopios de campo iónico u otras técnicas ya discutidasen secciones anteriores.Sin embargo, algunos puntos son de importancia especial en la evaluacióncuantitativa de microestructura y se deben considerar en relación con el análisis de ladistribución de tamaños:-El método de preparación debe hacer las características claramente visibles. Larotura de partículas, la desfiguración de los poros y el mal contraste puedenfalsificar los resultados, sobre todo en mediciones semiautomáticas, o automáticas.-El método de preparación no debe producir relieves cuya profundidad sea delmismo orden de magnitud que el tamaño de los elementos estructurales que semiden.-Se debe tener especial cuidado en usar muestras representativas y campos aleatoriosde la sección para evitar la falta de homogenidad.-Las láminas usadas en microscopia de transmisión deben ser de espesor uniforme.
-

Si se usa el método de extracción por réplicas debe evitarse el seccionamiento de laspartículas.Los procedimientos experimentales se basan en los siguientes principios:-Análisis de áreas o de Delese (basado en el principio del geologo francés A. Delesequien lo estableció en 1847), dice que la fracción de área, de una característicatridimensional, interceptada por un plano cualquiera da un estimativo no sesgado dela fracción volumétrica.-Análisis lineal o de Rosiwal (establecido por A. Rosiwal en 1903) dice que elintercepto fracción sobre una línea que pase aleatoriamente a través de unacaracterística bi o tridimensional proporciona un estimativo no sesgado de lafracción de área o volumen.-Análisis de conteo puntual: La fracción de puntos dispersos aleatoria o regularmenteque caen dentro de los límites de una característica bidimensional en un plano, odentro de los límites de una característica tridimensional en un volumen, dá unestimativo no sesgado de la fracción de área o de volumen de tal característica.Estos principios originan seis posibles procedimientos experimentales:Análisis de áreas. Que implica la medición del área de un constituyente interceptadopor el plano pulido.Conteo aleatorio de puntos en forma bidimensional. Se superpone un gráficotransparente sobre la micrografía y se usa una tabla de números aleatorios para seleccionarlas coordenadas de los puntos.Conteo sistemático de puntos en forma bidimensional. Similar al anterior, pero lospuntos se distribuyen de un manera preestablecida, por ejemplo en las esquinas de unarejilla que se superpone a una micrografía o la pantalla de proyección de un microscopioAnálisis lineal. Medida de la fracción de línea interceptada. Se hace moviendo lamuestra bajo dos líneas cruzadas del ocular y anotando la distancia recorrida por cadaconstituyente.Conteo de puntos aleatorios y unidimensional. Se hace moviendo la muestra conparadas a intervalos aleatorios para identificar el constituyente que esté, presente bajo laslíneas cruzadas.Conteo de puntos sistemático y unidimensional. Similar al anterior pero elmovimiento se detiene a intervalos determinados (e iguales). Estos seis procedimientosdescritos incl menos una etapa de muestreo.La escogencia del método se debe de en cada caso, esto depende de la técnicamicroscópica, el material que se estudia, la forma y dispersión de las ‘partículas y ladisponibilidad de equipos y computadores. En general se prefiere el método de interceptolineal.19.2 ESTIMADA DE LA DENSIDAD VOLUMETRICA.El tamaño de un elemento tridimensional es fácil de caracterizar sólo si tiene unaforma simple y definida geométricamente. Los casos más simples son las esferas que sepueden medir por su diámetro o los poliedros regulares por la arista. Los granos y partículasirregulares se pueden caracterizar por su volumen o por “el diámetro de volumenequivalente”, que es el diámetro de una esfera que tenga e mismo volumen que lairregularidad en cuestión figura 73.Figura 73. Cantidades: para graduar características espaciales irregulares.

De entre las muchas características usadas en el análisis de partículas en polvos,sólo el día de calibrado (figura 73), que es la distancia entre dos planos tangentes paralelos,puede ser útil en metalografíaLas siguientes cantidades, mostradas en la figura 74, se usan para caracterizar eltamaño de elementos planares (áreas proyecta e intersectadas); a- Diametro de Nassenstein,que es definido por la longitud interceptada perpendicular a la dirección de barrido,Figura 74. Cantidades para graduar características planas irregulares.b- Diámetro de Martin, que es el intercepto en la dirección de barrido que divide el área endos partes iguales, c- Diámetro de Feret, que el diámetro de calibrado en la dirección debarrido, d- La proyección que es el diámetro de calibrado en la dirección normal al barridoy, e- La máxima cuerda en la dirección de barrido. Todas estas características sólo sonútiles en combinación con aparatos de barrido automático. El diámetro equivalente de áreay el intercepto lineal son muy importantes. En general las cantidades importantes y sussímbolos se indican a continuación.P: Número de elementos puntuales o puntos de ensayo. Puntos contados.Pp=PPi: Fracción de puntos, números de elementos puntuales sobre el número totalde puntos ensayadosL(mm): Longitud de elementos lineales o longitud de la línea de ensayos.P L = ) (1−mm L Li

Número de intersección de puntos por unidad de longitud de la líneade ensayo.LL(mm/mm): Suma de longitudes de interceptos lineales dividida por la longitudtotal de la línea de ensayo.A(mm2): Área planar de las características interceptadas o área de ensayo.S(m m2): Área superficial ó área interfacial, se refiere a superficies curvas.V(m m3): Volumen de los elementos tridimensionales o volumen de en sayo.AA(mm2/mm2): Suma de las áreas de las características interceptadas dividida por elárea total de ensayo.Sv(mm2/mm3): Área superficial dividida por el volumen total ensayado.Vv(mm3/mm3): Suma de los volumenes de las características estructurales divididapor el volumen de ensayo.N: Número de elementos.NL(nm-1): Número de intercepciones de elementos dividido por la línea total deensayo.PA(m m-2): Número de elementos puntuales dividido por el área total de ensayo.LA(mm/mm2): Suma de las longitudes de elementos lineales dividida por el áreatotal.NA(mm-2):)Número de intercepciones de elementos dividido por el área total.Lv(mm/mm3): Longitud de las características dividida por el volumen de ensayo.Nv(mm-3): Número de elementos por volumen.L(mm): Distancia media de intercepto lineal. LL/NL.A(mm2): Intercepto medio de área, A

A/NA.
S(mm2): Área superficial media de la partícual Sv/Nv.V (mm3): Volumen medio de partículas, Vv/Nv.De gran interés son Pp, PL, NL, PAy NAporque se pueden determinar con facilidad.Los análisis teóricos han determinado técnicas eficientes de ensayo, se puedepredecir al número de ensayos requeridos para lograr la precisión deseada. A continuaciónse dará un resumen muy breve de las bases matemáticas de la microestereología. Esnecesario ahora concretar y extender los principios generales ya enunciados:PRIMER PRINCIPIO.“La fracción superficial AAde una sección es igual a la fracción volumétrica Vv dela totalidad del cuerpo”.Se supone que la distribución es irregular y aleatoria y que la superficie de lasección estudiada es suficientemente grande como para reflejar la constitución real delcuerpo.SEGUNDO PRINCIPIOEn una serie de cortes delgados (figura 75) la fracción superficial AAes igual lafracción volumétrica Vv en la totalidad del cuerpo.Se supone que la serie de cortes es representativa de las condiciones existentes en elcuerpo examinado y constituye un muestreo valido para la interpretación estadística. Así pues la determinación de volúmenes se reduce a una determinación de superficies.Figura 75. Modelo para derivar el segundo principio.Como ejemplo considérese un corte observado al microscopio cuya superficie totalse reporte por partes iguales entre dos componentesαyβ.Si se graba un punto de referencia sobre cualquier lugar de un retículo oculár. Laprobabilidad de que dicho corresponda a una zona de componente es 0.5. La probabilidadde que corresponda al componente p es también de 0.5. La probabilidad total es 1,para losdos componentes. Por otra parte, se demuestra que la probabilidad de hallar uno u otrocomponente en un punto de referencia dado depende siempre de la proporción relativa enque estén presentes ambos componentes.A= Aα+ AβEsto también es válido para sistemas formados por más de dos componentes. Así pues se puede examinar gran cantidad de campos visuales (zonas) y contar las veces que elpunto de referencia coincide con el componente

αo con elβ, obteniendo directamente larelación promedio entreαyβ. Pero la utilización de un sólo punto de referenciadesperdiciaría gran parte de la información que puede proporcionar cada campo visual. Esteinconveniente se supera agregando al retículo más puntos de referencia, pues los resultadosobtenidos con pocos campos visuales estudiados con muchos puntos de referencia soniguales a los que se obtienen examinando muchos campos visuales pequeños con un únicopunto de referencia. La elección del número de puntos es un compromiso entre lautilización racional de la información ofrecida por un campo visual (muchos puntos dereferencia) y la rapidez del conteo (pocos puntos de referencia). La cifra ideal oscila entre26 y 50 puntos. Por ejemplo el ocular integrador Zeiss contiene 25, el retículo de Merz con36 y el de Weibel con 42.
TERCER PRINCIPIOSi se cubre la superficie A compuesta porαyβcon un retículo provisto de una redde puntos de referencia y se cuenta la cantidad de puntos Pαque corresponde alcomponenteα, se sabe que existe la relaciónPPPpα =de puntos de referencia identica a larelación de superficiesA A AAα α =, ver figura 76. Por ejemplo si se usa un retículo de 36puntos de referencia y se cuentan 9 campos visuales, ósea P = 9 x 36 = 324. Se observan 81puntos (Pα= 81) sobre el componenteα25.032481===PPPpα se puede admitir que 25.0==A A AAα α . El componenteα

cubre la cuarta parte, es decir el25% de la superficie total.Figura 76. Método de conteo de puntos para medición de superficies.Se conoce el número total de puntos que es igual al número del reticulo multiplicado por elnúmero de campos visuales contados. Se calcula la proporción del volumen delcomponenteαrespecto al volumen total. Para un caso dado:Pα= 4 , Pp = 12, P = 1625.0164===PPPpα α 75.01612===PPPpβ β 75.025.0==β α A AA A= = = = = = = 25.0===α α α Pp AVvAAunque a primera vista este parece un enfoque muy simple, su efecto es de unalcance tan grande que el grado de precisión sólo depende del número de conteos.Todos los resultados obtenidos por métodos estadísticos están sujetos a ciertaslimitaciones pues los valores calculados pueden diferir levemente de los valores reales, sien el ejemplo anterior se realizaron varios análisis, no se obtendrá siempre el mismo valorde 0.25. Es por ello que es importante conocer el grado de validez de los resultadosobtenidos. Para conseguirlo, se calcula el factor de dispersión de resultados (error medio oerror relativo). Se puede establecer que de cada 100 medidas, las dos terceras partes de losresultados tendrán un valor comprendido entreσ σ α α −+PpPpy.Ppαes el valor real yσla dispersión. Para una dispersión de este tipo se puede utilizar lafórmula:PPpPp)1(α α σ −=Para el ejemplo en consideración Ppα= 0.25

024.0181875.0324)25.01(25.0==−=σ El resultado completo de la medición será:Ppα= 0.25±0.24.Esto quiere decir que para un número elevado de análisis del mismo objeto,alrededor de 2/3 (exactamente 68.3%) de los resultados estarán entre 0.226 y 0.274. Si nosucede así, podría admitirse que el muestreo no ha sido regular o bien que el reparto de loscomponentes en cada muestra no es regular. Esta falta de homogeneidad se nota en formadé una irregularidad denominada error sistemático.Por lo general, la dispersión relativaα α α σ Pp=les un dato más útil que ladispersión absoluta. La dispersión relativa es:α α α PpPPp.1−=l; y para el ejemplo es:096.0975.025.032425.01==−=xα lEl resultado es 0.25±9.6%Se observa que el error relativo depende del total de puntos P y de la fracción Ppαcorrespondiente al componenteα. Un aumento del número de puntos de referenciacontados o una mayor proporción de puntos Ppαdisminuyen el error. Inversamente, si elcomponen te considerado está presente en pequeñas cantidades, se deberán contar máspuntos a fin de obtener resultados con un margen de error admisible.Cuando se conoce el error medio admisible y la proporción apropiada delcomponente

α, puede calcualrse la cantidad de puntos que será necesario contar,despejando P:α α α PpPpP.12l−=S i e n e l e j e m p l o a n t e r i o r s e q u i e r e r e d u c i r e l e r r o r m e d i o a u n 2 % ( 0 2 .0=α l) se tendrian.que contar:750010175.025.00004.025.014==−=−x xPO sea que sería necesario contar 7500 puntos en lugar de 324, es decir 208 campos visualesen lugar de 9.CUARTO PRINCIPIOEl error medio del conteo para el componenteαes tanto mayor cuanto menor sea suvolumen con relación al volumen total y cuanto menor sea el número de puntos contados(fiqura 77).La exactitud del resultado aumenta cuando del conteo se hace no sobre un únicocorte o superficie pulida de una sola muestra, sino sobre varios. Por ejemplo una muestra

pulida de metal en la que se quiere determinar estereologicamente un componente (grafito),enFigura 77. Relación entre la dispersión (α l%) el número de puntos contados P y laproporcionalidad respecto a Ppαese caso las variaciones (dispersión cuadrática) del resultado final serán:432123212212124321)(nnnnnnnnnn yV llll+++=, donde21l= Variación para cada muestra de metal; n1número de muestras.22

l= Variación para cada superficie pulida; n2número de superfi cies por muestra.23l= Variación para cada campo visual; n3número de campos visuales por cada superficiepulida.24l= Variación para cada punto contado; n4número de puntos por campo visual.Si se observa que el aumento del número de puntos por campo visual (n4) sóloafecta al cuarto elemento de la fórmula. Un aumento en el número de campos visualescontados influye sobre dos términos. Un aumento del número de muestras de metal, o almenos del número de superficies pulidas, disminuye considerablemente el valor de V(y).Estos procedimientos están en la norma ASTM E562-8319.3 DETERMINACIOF4 DE LA SUPERFICIE DE UN CUERPO SÓLIDO.Cuando la muestra examinada contiene un componenteαque posee una superficiebien definida en las tres dimensiones (cuerpo sólido) dicha superficie se manifiesta sobrecada muestra pulida en forma de línea que encierra una superficie. La longitud de estalínea; calculada estadísticamente, permitirá determinar la superficie ocupada por elcomponenteαdentro del cuerpo estudiado. La longitud total estas líneas para cada campovisual se puede determinar por mediciones sobre una microfotografía o una proyección.Pero la estereología permite reemplazar este engorroso método por un simple recuento. Enla figura 78, seve la probabilidad de que la recta I corte la superficieαes igual a la relaciónh/H, para cualquier posición de I. Cada vez que la línea I corte la superficieαse obtienendos .puntos de intersección (excepto en los puntos de tangencia). Si se utilizan una cantidadq de líneas. La probabilidad de la intersección será:2qh/HSi en la ecuación se introduce la longitud total de las líneas de referencia L = qI. Laprobabilidad de intersección será:H h I LPL.2=α Figura 78. Superficie de corte del componente medida. y línea deLa densidad de superficie del componenteαestá dada por la relación entre la superficietotal deαy el volumen del cuerpo que lo contiene.SVα

=V Sα
Si el corte tiene un espesor T; el círculoαes la sección de un cilindro de altura T formadapor el componenteα.La superficie del cilindro es Sα=πhTEl volumen considerado es V = IHTPor tanto la densidad de superficie del componenteαes:IH h IHT hT V SSV π π α α ===O sea que:LPS IH hLV 2α α ==y que:IH h LPSLV π π α α ==2, en este caso la densidad superficial se puede calcular con:LPSLV 2α α π =. Esta relación es v aunque el cilindro se reemplace con otro cuerpo, pues lacantidad de puntos de intersección aumenta proporcionalmente con la densidad desuperficie. Si la densidad de puntos de intersección se define comoLP N LV α α =se tiene que:α α π LV N S

.2=El caso general de la figura 79, se puede modelar con el caso más simple cuando elcomponenteαno es un cilindro sino una esfera. La sección será una circunferencia dediámetro medior h2π =(r = radio de la esfera)Figura 79. La interfaz entre dos componentes es representada por una línea; conjunto delíneas de ensayo.Este radio es igual a la mitad del espesor de la sección: I=2rEl volumen es IHt = IH2r. Figura 80.Si en un campo visual se observan N círculos que representan cortes se N esferas, sesabe que el número de intersección será:IH r N L IH r N L IH Nh LPLπ π α ===222IH r N LP N L Lπ α α ==La su total de las esferas Sαes N4πr2y la densidad de superficieIHr r N r IH r N V SSL22224π π α α ===α α LV NLS2=óLPLSLV α α 2=Figura 80. Método de puntos de intersección para la determinación de la densidad desuperficie.La ecuación anterior, que es muy usada solo és valida para esferas, para partículasdistintas deben

aplicarse las correcciones necesarias.Para poliedros (cubos) cuando las líneas del retículo son paralelas a la arista:α α LV N hS2=


referenciadel retículo son sinuosas tal como el diseñado por Merz, figura 81.Figura 81. Retículo de MerzCuando se quieren contar puntos e. intersecciones en un análisis se puede usar elretículo de Weibel; figura 82. Este es un sistema coherente en el sentido de que el númerode puntos, la longitud de la línea de ensayo y el área total de ensayo estén todas relacionadas unas con otras; los extremos de las líneas se usan como conteos punto por punto (P).El retículo de Weibel posee 21 líneas por campo visual o sea 42 puntos. La longitudde una línea es Z, la longitud total para un campo visual esZ Z P Z L21242.2===. En estecaso;PPV V α α =V V V V .α α =V SSV α α =V SSV V α α =α α α α V V V SV S=α α LV N S2=LP N L Lα α =α α α α α α ZP N PP ZP N V SL L44==ZPPSLV α α 4=

La última fórmula sólo es válida para los casos en que se cumple la ecuaciónα α LV N S2=, o sea componentes esféricos.
Figura 82. Retículo de Weibel.Si se usa el reticulo de Weibel para examinar una fundición nodular atacada connital 3.En este caso el número de campos visuales contados = 89.Número de puntos contados P = 89 x 42 = 3738.Puntos correspondientes al grafito Pg = 406Puntos correspondientes a microhuecos Ph = 1188Puntos correspondientes a la matriz Pm = 2144Porcentaje de grafito100pPgx== 10.8%Porcentaje de huecos 100pPh== 31.8%Volumen de la matriz = 574%19.4 NUMERO DE PARTICULASLos parámetros descritos hasta ahora no dan indicación sobre la frecuencia deocurrencia de los componentes investigados. Los datos pueden expresarse en términos, porejemplo, de la fracción de una matriz ocupada por los nódulos de grafito y la relaciónsuperficie volumen de la fracción de nódulos o aún en una base absoluta como el volumende nódulos por mm

3de matriz. sin embargo no se tiene idea del número de nódulos en lamatriz o la distribución de tamaños. Para, determinar el número de partículas pertenecientesal componenteαen un volumen dado, se han propuesto varias correlaciones. Todasincluyen algún factor relativo a la forma de la partícula que se debe determinar antes delrecuento. Por ello, un conteo de partículas solamente tiene sentido estadístico si elcomponente estudiado aparece en partículas de forma casi idéntica.Todos los métodos se basan en el conteo de puntos superpuestos a partículas dentrode un campo visual (figura 83). Para evitar computar dos veces las partículas cuyo centro seencuentra dentro del marco del retículo. También se pueden contar las partículas que seFigura 83. Método para conteo de partículas.encuentran dentro de 1 marco o bien las cortadas por los bordes superior y lateral izquierdo,despreciando las cortadas por los bordes inferior y lateral derecho (ver. figura 83). Si laspartículas son uniformes en forma y tamaño, entonces se llega a una relación simple entreel número de intersecciones por área (NAi) y el número de partículas por unidad de volumen(NVi)D N N AiVi=dondeDes el diámetro calibrado promedio de las intersecciones. Si la forma de laspartículas no es esférica pero es conocida y constante, entonces se puede introducir un valorcalculado deD. Si esto no se conoce se usan otras correlaciones más complejas.19.5 ESTIMADO DEL TAMAÑO DE LA PARTICIJLA. -
Así como es posible determinar el número de partículas por unidad de volumen, también sepuede con más trabajo, determinar el tamaño de partículas y la distribución de tamaños. Sise considera el sistema de la figura 84, una sección delgada (un plano) pasaraaleatoriamente a través de partículas esféricas, que estarán representadas por interseccionescirculares. Hay varios métodos para obtenerFigura 84. Una sección a través de un sistema que contenga partículas esféricas produceintersecciones circulares de diferentes diámetros.la distribución de tamaños de esferas a partir de la distribución de sus secciones planares.También hay procedimientos para partículas convexas de forma arbitraria, elipsoides,dodecaedros, grano de forma estadística y los espaciamientos en estructuras laminares. Aunque las ecuaciones para las partículas más simples dan soluciones estadísticas exactas, esteno es el caso en los casos reales. Por esta razón, se requieren suposiciones, con lacorrespondiente perdida de precisión en los resultados.Los tres principales tipos de mediciones que se hacen sobre secciones planares sonlos diámetros de las intersecciones, las áreas o las cuerdas, figura 85. A partir de ladistribución bidimensionalFigura 85. Representación esquemática de las medida que se hacen en secciones planas.se calcula la verdadera distribución especial. Generalmente todo lo que se necesita, pararepresentar una curva de distribución de tamaño, es; el diámetro promedio

D, la desviaciónestándar,σ(D) y el número total de partículas por unidad de volumen, NV. LosProcedimientos matemáticos sin embargo, están fuera del alcance de estas notas y debenconsultarse en las referencias.En la actualidad se pueden hacer medidas más precisas con aparatos automáticos, enalgunos de ellos se ajusta un diafragma que mide el perfil de la partícula, la apertura deldiafragma se registra y la información se procesa en un computador que da los resultadosfinales. En otros casos la imagen producida en un microscopio óptico es explorada con unacámara de televisión y los datos de la imagen se pasan a un computador que aplica la lógicade conteo y grabación adecuada; la imagen y los resultados se pueden exhibir en unapantalla de te televisión, o pasarse a un sistema de procesamiento de datos. En la figura 86,se muestra uno de tales instrumentos.Figura 86. Sistema para análisis de imágenesEn referencia a los microscopios electrónicos: El análisis de imágenes en TEM escorriente, pero en SEM sólo pueden hacerse cálculos rudimentarios pues los analizadoresautomáticos de imagen para caracterización de superficies rugosas apenas se estándesarrollando.19.6 TAMAÑO DE GRANOUna estructura metálica es un agregado de cristales tridimensionales de variostamaños y formas. Aún en el caso de que todos los cristales fueran idénticos, las seccionescon el plano de observación serían diferentes. Dos campos de observación no pueden ser
iguales, por eso el estimado del tamaño de grano no es medida precisa. La definición dediámetro es arbitraria, y se ha determinado es arbitraria, y se ha determinado según variosmétodos.El término Tamaño de Grano entonces designa las mediciones hechas de distintamanera empleando diversas unidades de longitud, área y volumen. De los varios sistemas,el más común en nuestro medio es el tamaño de grano ASTM llamado N y definido por:12loglog+=n N , n = 2N-1donde n es el número de granos por pulgada cuadrada a l00x, en la notación usada aquí n =NA. Esto está definido en la norma ASTM E112-84.Sin embargo, hay un parámetro general de longitud que da un valor libre desuposición y única para cualquier estructura que llene espacios, independientemente deforma, tamaño o posición.Este parámetro es la longitud media de intersección L3que se obtiene de medidassimples de las intersecciones L2en el plano pulido. Por supuesto si se hacen muchasmedidas L2se convierte en el L3real y tridimensional.PM L N I LL==3Donde L y L son los términos usuales, así como P (número de inter secciones delímites de grano) y ri son los aumentos bajo los cuales se hace la observación. Cuando 13 seexpresa en milímetros da el mismo valor que el procedimiento de intersecciones descrito enla especificación ASTM E112.El

método estándar E 112 incluye tres procedimientos básicos, el procedimientocomparativo, el procedimiento planimétrico y el procedimiento de intersecciones.En el procedimiento comparativo la probeta preparada se observa en el microscopioy la imagen se proyecta, o se toma una fotomicrografía, a 100x y se realiza unacomparación con una serie de gráficos preparados por la ASTM. El número del gráfico másparecido expresa el tamaño de grano N de la ASTM, los gráficos van del 1 al 8 pero enciertos casos se extrapolen a 12, más elevado sea el número N más fino es el grano. En elacero se considera grano fino si el número es superior a 5. En la tabla se indican estasrelaciones: -N 1 2 3 4 5 6 7 8n 1 2 4 8 16 32 64 128d .287 .203 .144 .101 .0718 .0507 .0359 .0254d: Diámetro calculado de un grano esférico equivalente en mm, sin aumentos.Este procedimiento debe ser aplicable para estimar el tamaño de grano austeníticoen el acero ferrítico, después de un ensayo McQuaid-Ehn, tal como se explicará en 19.6.1.El grano de los metales no férreos también se puede hallar comparativamente,cotejando la micro estructura a 75x con los patrones de la ASTM.En el procedimiento de Jeffries o planimétrico se usa un círculo o rectángulo de5000mm2de área hecho sobre una foto o sobre el vidrio esmerilado de la pantalla deproyección. Los aumentos se seleccionan para que en el área haya granos. Después detrazar el circulo de 79.8mm de diámetro se cuentan los granos que caen dentro más la mitadde los intersectados por la circunferencia, este número es multiplicado por el factor f que
depende de los aumentos. Si 1 a 100x el número obtenido es 30, en la tabla se ve que f es2.0, o sea que el número promedio de granos por milímetro cuadrado es:30 x 2.0 = 60M(aumentos) 1.0 10 25 50 75 100 150 200f(factor) 0.0002 0,02 0.125 0.5 1.125 2.0 4.5 8.0M 300 500 750 1000 1500 2000f 18.0 50.0 112.5 200.0 450.0 800.0Si se usan rectángulos en vez de círculos las dimensiones en mm pueden ser: 70.7 x70.7, 65.0 x 77.0, 60 x 83.3, 55.0 x 91.0, 50.0 x 100.0, etc.Los procedimientos por Intersección, incluyen al menos el del Intercepto 1ineal o deHeyn, y los interceptos circulares.El método de Heyn consiste en contar, a determinados aumentos, el número degranos cortados por dos líneas de longitud conocida las cuales se dibujan en la pantalla deproyección. Las líneas son perpendiculares y una de ellas se orienta en la dirección dealargamiento de los granos. El tamaño de grano es el número de granos cortados por launidad de longitud en las dos direcciones. El procedimiento ASTM E112 da indicacionespara hacer los cálculos.En los procedimientos con Interceptos circulares se usan: el de tres círculos deAbrams y el de un sólo círculo de Hilliard.En el metodo de Hilliard se puede usar cualquier circulo de circunferen conocida. Elcírculo se aplica sobre la pantalla a un aumento dado y se cuenta el número de granosinterceptados en cada medida y se suman hasta lograr unas 35. El tamaño de grano G secalcula G = 10 - 6.64 log L3(cm) recordando que L3= L /PM. Si en un caso se usa uncírculo de 10 cms y se aplica cuatro veces a una microestructura a 250x, se cuentan 36intersecciones, entonces6.52503640log64.610=−−=xGAsí el tamaño de grano equivalente se obtienedirecta y eficientemente pues no se cuentan más intersecciones de la necesarias.19.6.1 TAMAÑO DE GRANO AUSTENITICOEn este espacio no es posible reseñar siquiera la importancia que tiene el tamaño degrano en las propiedades de los aceros, pero es tan esencia] que su medida es fundamental.Sin embargo, la austenita sólo existe por encima de la temperatura crítica y por ello esnecesario encontrar tratamientos que puedan hacer observables los granos a temperaturaambiente.En 1os aceros al carbono hipoeutectoides con 0.25 el ensayo consiste en calentaruna probeta y luego enfriarla al aire. La temperatura de calentamiento es

la deaustenización para el temple. En el enfriamiento, la ferrita delinea los granos de perlita. Engeneral este método sirve para todos los aceros hipoeuatetoides a excepción de loscementables.En los aceros entectoides que no dan red de ferrita, se usa una probeta de 10 a15mm de diámetro y unos l00mm de largo que se calientan y templan introduciendo sóloun extremo en agua. As entre la zona totalmente martensítica la totalmente perlítica seencuentra una donde los nódulos de perlita fina delinean los granos de martensita.
Los aceros eutectoides también se pueden ensayar como los templados. Después deltemple se ataca con reactivo de Vilella que contrasta la orientación de los granos y permitedeterminar su número y tamaño.En los aceros hipereutectoides es muy fácil delinear los granos precipitandocementita proeutectoide, después de calentar y enfriar lentamente.En los aceros de cementación se usa el ensayo de McQuaid-Ehn. El acero secementa a 125 durante 8h y se enfría mientras está todavía empacado en el mediocementante. Este ensayo d una indicación de la susceptibilidad del acero al crecimiento degrano durante la cementación. Al enfriar lentamente los carburos se precipitan en los l degrano delimitándolos.Por otro lado, se ha encontrado que cuando el acero templado se fractura, es comúnque la superficie de la fractura siga los límites de grano austeníticos que existieron entes deltemple. Es por ello que un estudio de esta superficie de fractura debe dar una indicación delgrano austenítico. Para usarse con esto existe una escala constituida por una serie de piezasendurecidas y fracturadas, numeradas de 1 a 10. ( la No es la más grosera y la No 10 la másfina). Hay dos escalas de este tipo la de Sheperd y la de la Jerkontoret (Institución Sueca deNormas). En la práctica estas dos escalas se pueden considerar idénticas. La correlaciónentre el número de grano ASTM y el de la Jerkontoret se ve en la Figura 87.Hay otros métodos para revelar el grano austenítico como el ataque por el calor y laoxidación de los límites, pero estos son muy específicos y deben consultarse en la literaturatécnica, parte de la r cual se presenta en las referencias usadas para este resumen.FIGURA 87. Correlación entre los tamaños de grano ASTM y JerkontoretREFERENC lAS1.Williams, R.S. and V.O. Homerberg. Principies of Metallography. 5th ed. McGrawHill, N.Y. 1948.2.Mehl, R.F. “The Historical Development of Physical Metallurgy PhysicalMetallurgy” R.W. Cahn Ed., John Wiley, N.Y. 1965, p 1.3.Biggs, W.D. “Elements of Metallography” in Ref. 2. p. 541.4.Metals Handbook. Vol 9. “Metallography and Microestructures”. 9th ed. ASM.19855.Cardona V C. M. y R. I. Posada P. Desarrollo de un laboratorio Metalográfico TesisIng. Mecánica UPB. Medellín. 1982.6.Waschail. H. “Instrumentación de Laboratorios Metalográficos” Revista Jeno 5-6,1980, R.D.A. p. 197.7.The Metal Digest publ. Buehler ltd., Evanston, 19718.Johnson, C. A. Metallography Principles and Procedures Leco Corporation, 1977.9.Vander Voort, G.F. Metallography: L. Principles and Practice McGraw Hill, N.Y.1984.10.Dubox, E. Practicas de Metalografía.. Marymer, Buenos Aires, 197411.Calvo, F. A. Metalografía Práctica Alhambra Madrid, 1972.12.Greaves, R.H. y H. Wrighton. Metalografía Microscópica Práctica Wrmo. Bilbao.1966.13.Kehl, G. Fundamentos de la Práctica Metalográfica Aguilar. Madrid1963.14.Colpoert, H. Metalografia dos Productos Siderúrgicos Comunes 3 ed. EdgarBlUcher, Sao Paulo, 1977.15.De Azevedo C, T. Análisee Pratica: Metalografía de Nao-Ferrosos Edgar Bliicher,Sao Paulo, 1980.16.1984 Annual Book of ASTM Standards Vol 3.03. E3-80 “Standards Methods of Preparation of Metallographic Specimens. P. 517.E 407-70. “Standard Methods for Microetching Metals and Alloys”. Op. Cit p. 390.18.E 340-68, “Standard Methods for Macroetching Metais and Alloys”. Op. Cit. p.333.





19.E 883-84, “Standard Practice for Metallographic Photomicrography”. Op. Cit p.745.20.Valencia, A. “Fotomicrografía” Ingeniería Mecánica U.P.B., No. 1 1977, p. 4021.Vander Voort, G.F. “Optical Microscopy”. en la ref. 4, p.71.22.Gray, R.J. “Color Metallography” en la ref. 4, p. 135.23.Jakowitz, H. “Sorne Uses of Color Metallography”. Aplications of ModernMetallographic Techniques ASTM STP 480, ASTM, 1970, p. 4924.Mattei, I. Metallografia. Enciclopedia Italiana, XXIII, p. 3325.Ypohorski, M. Microscopia Electrónica de Láminas Delgadas CNEA. BuenosAires, 1982.26.Ladd, M.W. The Electron Microscope Handbook Ladd Research Industries,Brulington, 1973.27.Wells, MC.H. and J Capenos “Transmission Electron Microscopy in MaterialResearch”. Practical Tool for Correlating the Structure and Properties of Materials”ASTM STP 557, ASTM, 1974, p. 137.28.Riihe, M. “Transmission Electron Microscopy”. en la ref. 4, p. 10329.Hall, C Introduction to Electron Microscopy McGraw Hill, N.Y., 1967.30.Ypohorski, M. y M.R-. Marrapodi. Interpretación de Imágenes en microscopiaElectrónica de Barrido CNEA. Buenos Aires, 1983.31.Exner, H.E. “Scanning Electron Microscopy”. En la ref. 4, p. 89.32.Russ, J.C. “Use of Scanning Electron Microscope in the Materials Science”.Aplication of Modern Metallographic Techniques. ASTM STP 480, ASTM 1970 p.214.33.Casting, R. et al. “Electron Probe Microanalyzer and Its Application to FerrousMetallurgy”. Trans, AIME april 1957, p 389.34.Banerjee, B.R. Electron Probe X-Ray Microanalysis. Journal of Metals Dec. 1961,p. 905.35.Eichen, E. et al. “The Electron Microprobe Analizer as a Research Instrument”.Applications of Modern Metallographic Techniques, ASTM STP “80, ASTM, 1970,p. 183.






36.Banerjee, B.R. et al. “Scanning Electron-Probe Microanalysis in the MetalsIndustry” J. of Metals October 1963, p. 769.37.Goldstein, J.I. “The Electron Microprobe as a Metallographic Tool”.Metallography-A Practical Tool for Correlating the Structure and Properties of Materials ASTM STP 557, ASTM, 1974, p. 8638.Maher, D.M. and D. C. Joy. “The Scanning Transmission Electron Microscope: AMicro-Area analytical System”. J. of Metals. Feb. 1977, p. 26.39.Azaroff, L.D. “ X-ray Spectroscopy of Metals and Alloys”. J.Metals Feb. 1977,p.38.40.Hondros, E.D. and C.T.H. Stoddart. “Surface Analysis in MetallurgicalPhenomena” Analytical Proccedinqs. Nov. 1980, p. 467.41.Carbonara, R.S. “Surface Analysis Today Standardization News Feb. 1978, p. 12.42.Powell, C.d. “Auger Electron Spectroscopy”. Standardization News Feb. 1978.p.15.43.Eriksson, N.E. “Electron Spectroscopy for Chemical Analysis”. StandardizationNews. Feb. 1978, p. 18.44.McKinney, J.T. “Ion Scattening Spectroscopy Standardization News Feb. 1978,p.2145.Phillips, B. F. “Secondary Ion Mass Spectrometry Standardization News. Feb.1978, p. 23.46.Stein, D. F. et al. “Auger Electron Spectroscopy of Metal Surfaces” J. Metals Feb.1971, p. 3947.Dooley, G. J. and T. W. Heas. “Auger Electron Spectroscopy: MetallurgicalApplications J. of Metals Nov. 1970 p. 17.48.Marcus, H.L. “Surface Techniques for The Study of Materials: AES, ESCA,SIMS”. J.Metals. Feb. 1977.49.Grnat, J. T. “Surface Analysis Applications of Auger Electron Espectroscopy”.ASTM Standardization News. Feb. 1984, p. 28.50.Kossowsky, R. “Designing an Analytical Microscopy Laboratory”. J. Metals March1983, p. 47.51.Prutton, M. “Low Energy Electron Difraction”. Science Progress. No. 65, 1977, p.209.





52.Walls, J. M. “Surface Analytical T their developing role in the characterisation of surfaces, thin films and surface coatings” Trans Of Inst, Met Fin. Feb. 1975, p. 163.53.Jacob et al. “El espectrómetro de Mösbauer MS10” Revista Jene No. 5, 1966, p.272.54.Handbook Physics. E,V. Condon Ed. 2nded, McGraw Hill, N.Y. 1967. p. 9-188.55.E 986 Scanning Electron Microscope Performance Characterization ref. 16 p. 868.56.Weitsch, W. “Progress in Electron Microscopy” Zeiss Information. Vol. 22, No.85,Oct 77, p. 62.57.Freiman, E. “Quantitativ2 SIMS Analysis”. Vacuum Vol. 33, no. 4, 1963, p. 209.58.Ward, A.F, Inductively Coupled Plasma”. ASTM Standardization News Feb. 1984,p. 31.59.Snyder, S.C. Testing Inductively Coupled Plasma for Steel Analysis” ASTMStandardization News April 1985, p. 35.60.

Cowley, J.M. and S. Jijime. “Electron Microscopy of atoms in crystals” PhysicsToday. March 1977. p. 32.61.Gower, R. Field Emission and Fleid Ionization. Oxford University Press, 196162.Brenner, S.S. and R.C. Kirby. “Atomic Scale Analysis with the atom probe”. J.Metals. March 1983, p. 54.63.Underwood, E.E. “Quantitative Metallography” Metals Handbook 9th ed. Vol. 8.ASM, 1985, p. 123.64.Hilliard, J.E. and J.W. Cahn. “An evaluation of Procedures in QuantitativeMetallography for Volume-Fraction Analysis”. Trans of TMS of AIME Vol 221.April p. 344.65.Schaefer, A. “Bases Matematicas de la Microsterología” Microskopion. Nos. 18 y19, marzo, p. 366.Exner, H.E. “Analysis of Grain- and Particle size Distributions in MetallicMaterials”. International Metarlurgical Reviews Reviews. 159, vol 17, 1972, p. 25.67.Briarty, L.G. “Sterology Methods for Quantitative light and electron microscopy”.Science Progress. No. 62, 1975, p. 1