Embed Size (px)
Citation preview
FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
Mikroelektronika a technologie součástek
laboratorní cvičení
Garant předmětu:
Doc. Ing. Ivan Szendiuch, CSc.
Autoři textu: Ing. Martin Adámek
Bc. Miloš Drlík Ing. Edita Hejátková
Doc. Ing. Ivan Szendiuch, CSc.

Mikroelektronika a technologie součástek 1
Obsah TU1UT TUÚVODUT .................................................................................................................................6
TU2UT TUZAŘAZENÍ PŘEDMĚTU VE STUDIJNÍM PROGRAMUUT .........................................6
TU3UT TUVSTUPNÍ TESTUT ................................................................................................................6
TU4UT TUNÁVRH TLUSTOVRSTVÉHO HYBRIDNÍHO INTEGROVANÉHO OBVODUUT ...8
TU5UT TUVYTVÁŘENÍ TLUSTOVRSTVÉ PASIVNÍ SÍTĚUT ......................................................12
TU5.1UT TUZHOTOVENÍ SÍTOTISKOVÝCH ŠABLON UT........................................................................12 TU5.2UT TUKONTROLNÍ OTÁZKAUT .................................................................................................12
TU6UT TUMATERIÁLY PRO TLUSTÉ VRSTVYUT ......................................................................13 TU6.1UT TUPODLOŽKYUT.................................................................................................................13 TU6.2UT TUKONTROLNÍ OTÁZKYUT .................................................................................................14 TU6.3UT TUSÍTOTISKOVÉ PASTYUT ..................................................................................................14
TU6.3.1UT TUVodivé pasty UT......................................................................................................14 TU6.3.2UT TUOdporové pastyUT.................................................................................................15
TU6.4UT TUDIELEKTRICKÉ PASTYUT ................................................................................................15
TU7UT TUTISK VRSTEV A SÍTOTISKOVÉ ZAŘÍZENÍ UT ...........................................................18 TU7.1UT TUPRINCIP SÍTOTISKU UT ....................................................................................................18 TU7.2UT TUKONTROLNÍ OTÁZKYUT .................................................................................................20
TU8UT TUVYPALOVÁNÍ TLUSTÝCH VRSTEV UT........................................................................21 TU8.1UT TUKONTROLNÍ OTÁZKY A ÚKOLY UT ..................................................................................22
TU9UT TUDOSTAVOVÁNÍ TLUSTOVRSTVÝCH REZISTORŮUT .............................................23
TU10UT TUMONTÁŽNÍ A DOKONČOVACÍ OPERACE VÝROBY HYBRIDNÍCH INTEGROVANÝCH OBVODŮUT ....................................................................................25
TU10.1UT TUMONTÁŽ A PROPOJENÍ VSAZOVACÍCH SOUČÁSTEKUT ....................................................25 TU10.1.1UT TUNepouzdřené polovodičové součástky – čipyUT....................................................25 TU10.1.2UT TUPouzdřené polovodičové čipyUT ...........................................................................26
TU11UT TUTLUSTOVRSTVÉ SENZORYUT ......................................................................................27 TU11.1UT TUÚVOD DO NEKONVENČNÍCH APLIKACÍ TLUSTÝCH VRSTEVUT .........................................27 TU11.2UT TUSENZORY NA BÁZI TLUSTÝCH VRSTEV A JEJICH ZÁKLADNÍ DĚLENÍ UT ............................27 TU11.3UT TUTLUSTOVRSTVÉ ELEKTROCHEMICKÉ SENZORYUT ..........................................................29 TU11.4UT TUPRAKTICKÉ MĚŘENÍ UT ...................................................................................................31
TU11.4.1UT TUZadání UT ...............................................................................................................31 TU11.4.2UT TUMěřicí pracoviště a použité měřicí přístrojeUT ....................................................31 TU11.4.3UT TUPostup měření UT ...................................................................................................32
TU12UT TUMĚŘENÍ TLUSTOVRSTVÉ ODPOROVÉ SÍTĚ A JEJÍ STATISTICKÉ VYHODNOCENÍ UT ............................................................................................................33
TU12.1UT TUÚVOD DO STATISTICKÉHO VYHODNOCOVÁNÍ UT.............................................................33 TU12.2UT TUZÁKLADY STATISTICKÉHO ZPRACOVÁNÍ DAT UT ............................................................33 TU12.3UT TUGRAFICKÉ ZNÁZORNĚNÍ VYPOČTENÝCH HODNOT UT ......................................................34
2 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
TU12.4UT TUPRAKTICKÉ MĚŘENÍ UT .................................................................................................. 35 TU12.4.1UT TUZadání UT .............................................................................................................. 35 TU12.4.2UT TUPostup měření UT .................................................................................................. 36
TU13UT TUSTROJNÍ PÁJENÍ V SMT TECHNOLOGII A TEPLOTNÍ PROFILY. UT ................ 37
TU13.1UT TUPÁJENÍ V ELEKTROTECHNICKÉ VÝROBĚ UT .................................................................... 37 TU13.1.1UT TUPájení přetavenímUT ............................................................................................ 37 TU13.1.2UT TUKonstrukce přetavovacích pecíUT ........................................................................ 38 TU13.1.3UT TUVlnové pájeníUT ................................................................................................... 38 TU13.1.4UT TUKonstrukce pájecích vlnUT ................................................................................... 39 TU13.1.5UT TUSelektivní pájeníUT ............................................................................................... 40 TU13.1.6UT TUKonstrukce sekvenčních systémů (pájení minivlnou)UT....................................... 40 TU13.1.7UT TUKonstrukce simultánních systémů (pájení v kapsách a vícevlnové pájení)UT...... 41
TU13.2UT TUTEPLOTNÍ PROFILYUT .................................................................................................... 42 TU13.3UT TUDODATEKUT.................................................................................................................. 43 TU13.4UT TUPRAKTICKÉ CVIČENÍ UT.................................................................................................. 43
TU13.4.1UT TUZadání UT .............................................................................................................. 43 TU13.4.2UT TUPracovní postupUT ............................................................................................... 43 TU13.4.3UT TUZpracování do sešituUT ........................................................................................ 44
TU14UT TUPOUŽITÍ BEZOLOVNATÝCH PÁJECÍCH SLITINUT ............................................... 45 TU14.1UT TUBEZOLOVNATÉ PÁJENÍ UT .............................................................................................. 45
TU14.1.1UT TUVýběr bezolovnaté pájecí slitinyUT ...................................................................... 45 TU14.1.2UT TUNároky na strojní vybaveníUT .............................................................................. 46 TU14.1.3UT TUPřizpůsobení pájecího procesu a teplotních profilůUT ........................................ 47 TU14.1.4UT TUPosuzování kvality bezolovnatých pájených spojůUT........................................... 48
TU14.2UT TUDODATEKUT.................................................................................................................. 48 TU14.3UT TUPRAKTICKÉ CVIČENÍ UT.................................................................................................. 48
TU14.3.1UT TUZadání UT .............................................................................................................. 48 TU14.3.2UT TUPracovní postuUT ................................................................................................. 49 TU14.3.3UT TUZpracování do sešituUT ........................................................................................ 49
TU15UT TUMONTÁŽ POUZDER BGAUT .......................................................................................... 50 TU15.1UT TUMONTÁŽ POUZDER BGAUT........................................................................................... 50
TU15.1.1UT TUPájení pouzder BGAUT......................................................................................... 50 TU15.1.2UT TUStolní opravárenské staniceUT ............................................................................. 53
TU15.2UT TUDODATEKUT.................................................................................................................. 55 TU15.3UT TUPRAKTICKÉ CVIČENÍ UT.................................................................................................. 55
TU15.3.1UT TUZadání UT .............................................................................................................. 55 TU15.3.2UT TUPracovní postupUT ............................................................................................... 55 TU15.3.3UT TUZpracování do sešituUT ........................................................................................ 57
TU16UT TUKONTROLA A OPRAVY POUZDER BGA UT ............................................................... 58
TU16.1UT TUKONTROLA A OPRAVY POUZDER BGAUT ...................................................................... 58 TU16.1.1UT TUStavba pájeného spojeUT...................................................................................... 58 TU16.1.2UT TUOptická kontrola pouzder BGAUT........................................................................ 59 TU16.1.3UT TUZařízení pro kontrolu BGA UT .............................................................................. 60 TU16.1.4UT TUOprava pouzder BGAUT....................................................................................... 61
TU16.2UT TUDODATEKUT.................................................................................................................. 61 TU16.3UT TUPRAKTICKÉ CVIČENÍ UT.................................................................................................. 62
TU16.3.1UT TUZadání UT .............................................................................................................. 62
Mikroelektronika a technologie součástek 3
TU16.3.2UT TUPracovní postupUT ................................................................................................62 TU16.3.3UT TUZpracování do sešituUT.........................................................................................63
TU17UT TUECO-DESIGNUT..................................................................................................................64 TU17.1UT TUFILOZOFIE ECODESIGNU UT............................................................................................64 TU17.2UT TUNÁSTROJE ECODESIGNU UT ............................................................................................64
TU17.2.1UT TUPřehled nástrojůUT ...............................................................................................64 TU17.2.2UT TUTPI, MET maticeUT ..............................................................................................65
TU17.3UT TUPRAKTICKÁ ČÁST - STANOVENÍ TOXICITY A ENERGETICKÉ NÁROČNOSTI UT..................66 TU17.3.1UT TUZpracování do sešituUT.........................................................................................70
4 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
Seznam obrázků TUOBR. 4.1: UT TUSCHÉMA OBVODU ZVOLENÉHO PRO REALIZACI V PODOBĚ HIOUT............................... 8 TUOBR. 4.2: UT TUTOPOLOGIE OBVODU Z OBR. 4.1 PRO REALIZACI TLVUT .......................................... 10 TUOBR. 7.1: UT TUZÁKLADNÍ PRINCIP NANÁŠENÍ TLUSTÝCH VRSTEV SÍTOTISKEMUT............................. 18 TUOBR. 7.2: UT TUZNÁZORNĚNÍ PARAMETRŮ SÍTA (TKANINY) UT........................................................... 19 TUOBR. 7.3: UT TUZNÁZORNĚNÍ DVOU RŮZNÝCH PROVEDENÍ SÍTOTISKOVÝCH ŠABLON: UT ................... 19 TUOBR. 8.1: UT TUSCHEMATICKÝ ŘEZ TUNELOVOU PECÍ UT.................................................................... 21 TUOBR. 8.2: UT TUTEPLOTNÍ PROFIL PRO VÝPAL TLUSTÝCH VRSTEV V PRŮBĚŽNÉ PECI UT...................... 21 TUOBR. 9.1: UT TUDOSTAVOVÁNÍ REZISTORŮUT.................................................................................... 23 TUOBR. 9.2: UT TUPRINCIP DOSTAVOVÁNÍ JMENOVITÉ HODNOTY REZISTORU LASEREMUT .................... 24 TUOBR. 10.1: UT TUZNÁZORNĚNÍ ZPŮSOBU PŘIPOJOVÁNÍ ČIPŮ DRÁTOVÝM PROPOJEMUT .................... 26 TUOBR. 11.1: UT TUOBECNÝ PRINCIP ČINNOSTI SENZORUUT ................................................................ 28 TUOBR. 11.2: UT TUCYKLICKÝ VOLTAMOGRAM - NÁČRT TEORETICKÉ ODEZVY SENZORU UT ............... 30 TUOBR. 11.3: UT TUPŘÍKLAD VLIVU VLNY KYSLÍKU NA MĚŘENÍ TĚŽKÝCH KOVŮUT............................. 30 TUOBR. 11.4: UT TUSCHÉMA MĚŘICÍ APARATURYUT ............................................................................ 31 TUOBR. 12.1: UT TURŮZNÉ TYPY JEDNODUCHÝCH GRAFŮ VYUŽÍVANÝCH VE STATISTICE UT................ 35 TUOBR. 12.2: UT TUPŘÍKLAD HISTOGRAMU UT...................................................................................... 35
Mikroelektronika a technologie součástek 5
Seznam tabulek TUTAB. 6.1: UT TUVLASTNOSTI KERAMICKÝCH MATERIÁLŮUT ..............................................................13 TUTAB. 6.2: UT TUVLASTNOSTI VODIVÝCH PAST UT ................................................................................14 TUTAB. 6.3: UT TUVLASTNOSTI ODPOROVÝCH PAST UT...........................................................................15 TUTAB. 6.4: UT TUVLASTNOSTI IZOLAČNÍCH PAST UT .............................................................................16 TUTAB. 12.1: UT TUPŘÍKLAD STATISTICKÉ TABULKY UT .......................................................................34
6 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
1 Úvod
Předkládaný učební text je určen posluchačům studijního oboru bakalářského studia „Mikroelektronika a technologie“ a dále navazujícího magisterského studijního programu „Elektrotechnika, elektronika, komunikační a řídící technika – studijní obor mikroelektronika“. Text přináší přehled základních poznatků o materiálech a technologiích v oblasti vrstvových a hybridních integrovaných obvodů, technologie povrchové montáže, nekonvenčních aplikací tlustých vrstev a použití tlustovrstvé technologie v senzorové technice. Je zaměřen na praktické aplikace se zaměřením na získání dovedností ve výše uvedených oblastech. Vychází nejen z dostupných literárních údajů, ale především z ověřených dlouholetých praktických zkušeností autorů získaných na různých pracovištích, zabývajících se jak jejich výzkumem, tak i vývojem a výrobou.
2 Zařazení předmětu ve studijním programu
Předmět je zařazen v 3. ročníku bakalářského studia „Mikroelektronika a technologie“ a v 2. ročníku navazujícího magisterského studia „Elektrotechnika, elektronika, komunikační a řídící technika – studijní obor mikroelektronika“. Jednotlivé úlohy jsou zaměřeny na vývoj součástkové základny, pasivních i aktivních prvků a jejich montáž a propojování. Nemalý důraz je kladen na technologii povrchové montáže a hybridních integrovaných obvodů včetně nového pojetí ve vývoji a výrobě polovodičů, jež je zaměřeno na multičipové moduly, CSP, Flip Chip a další perspektivní řešení.
3 Vstupní test
Polovodičové materiály - klasifikace, vlastnosti, aplikační oblasti. Příprava polovodičových materiálů a základních polovodičových struktur. Počet správných odpovědí: 9-10 výborně
7-8 velmi dobře 6-7 dobře 5 a méně nedostatečné
Mikroelektronika a technologie součástek 7
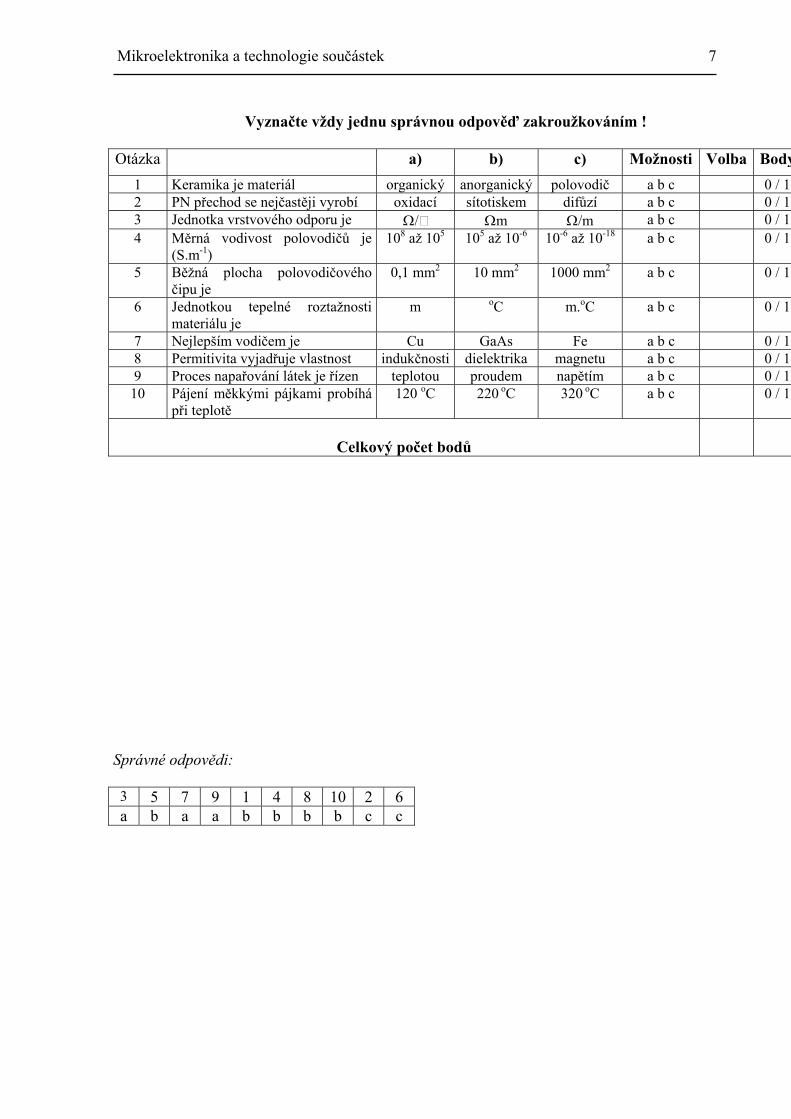
Vyznačte vždy jednu správnou odpověď zakroužkováním !
Otázka a) b) c) Možnosti Volba Body
1 Keramika je materiál organický anorganický polovodič a b c 0 / 12 PN přechod se nejčastěji vyrobí oxidací sítotiskem difůzí a b c 0 / 13 Jednotka vrstvového odporu je Ω/ Ωm Ω/m a b c 0 / 14 Měrná vodivost polovodičů je
(S.mP
-1P)
10P
8P až 10P
5P 10P
5P až 10P
-6P 10P
-6P až 10P
-18P a b c 0 / 1
5 Běžná plocha polovodičového čipu je
0,1 mmP
2P 10 mmP
2P 1000 mmP
2P a b c 0 / 1
6 Jednotkou tepelné roztažnosti materiálu je
m P
oPC m. P
oPC a b c 0 / 1
7 Nejlepším vodičem je Cu GaAs Fe a b c 0 / 18 Permitivita vyjadřuje vlastnost indukčnosti dielektrika magnetu a b c 0 / 19 Proces napařování látek je řízen teplotou proudem napětím a b c 0 / 1
10 Pájení měkkými pájkami probíhá při teplotě
120 P
oPC 220P
oPC 320P
oPC a b c 0 / 1
Celkový počet bodů
Správné odpovědi: 3 5 7 9 1 4 8 10 2 6 a b a a b b b b c c
8 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
4 Návrh tlustovrstvého hybridního integrovaného obvodu
TCíl: Návrh hybridního integrovaného obvodu (HIO) je jedním ze základních kroků pro pochopení integrace, resp. pro pochopení tvorby integrovaných obvodů. Intuitivní návrh slouží k získání základních znalostí o tom, jak integrovat jednotlivé elektronické součástky.
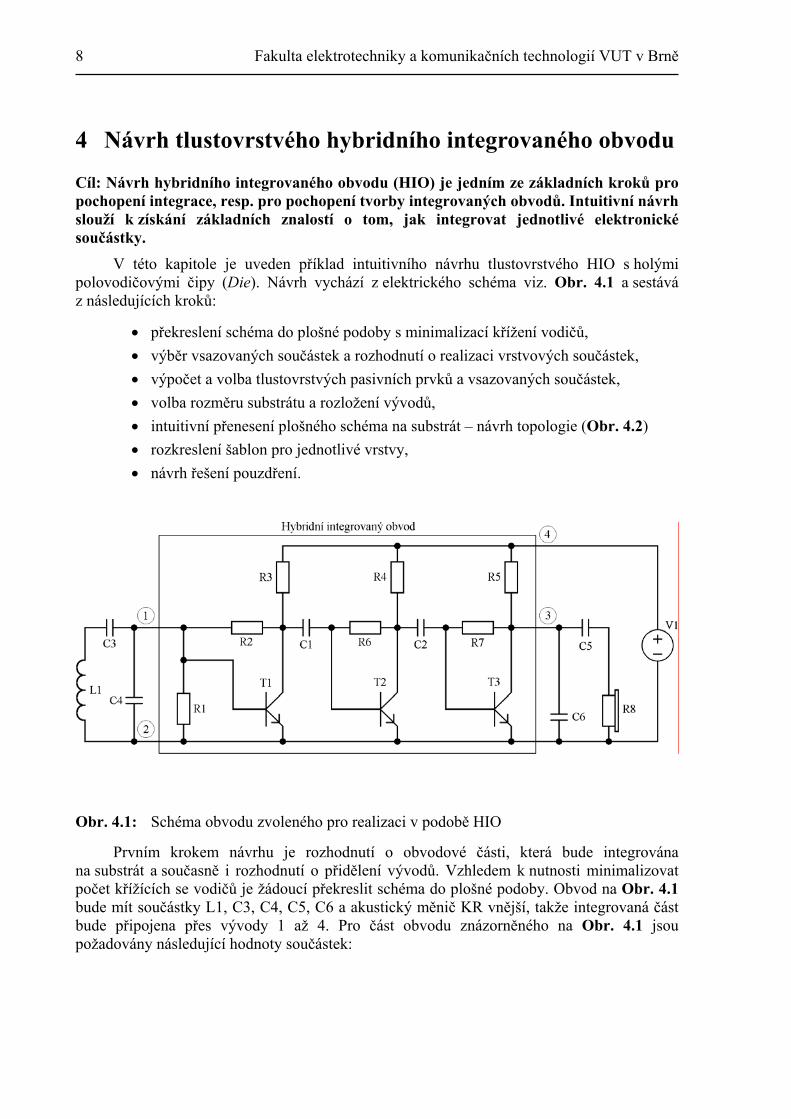
V této kapitole je uveden příklad intuitivního návrhu tlustovrstvého HIO s holými polovodičovými čipy (Die). Návrh vychází z elektrického schéma viz. Obr. 4.1 a sestává z následujících kroků:
• překreslení schéma do plošné podoby s minimalizací křížení vodičů, • výběr vsazovaných součástek a rozhodnutí o realizaci vrstvových součástek, • výpočet a volba tlustovrstvých pasivních prvků a vsazovaných součástek, • volba rozměru substrátu a rozložení vývodů, • intuitivní přenesení plošného schéma na substrát – návrh topologie (Obr. 4.2) • rozkreslení šablon pro jednotlivé vrstvy, • návrh řešení pouzdření.
Obr. 4.1: Schéma obvodu zvoleného pro realizaci v podobě HIO
Prvním krokem návrhu je rozhodnutí o obvodové části, která bude integrována na substrát a současně i rozhodnutí o přidělení vývodů. Vzhledem k nutnosti minimalizovat počet křížících se vodičů je žádoucí překreslit schéma do plošné podoby. Obvod na Obr. 4.1 bude mít součástky L1, C3, C4, C5, C6 a akustický měnič KR vnější, takže integrovaná část bude připojena přes vývody 1 až 4. Pro část obvodu znázorněného na Obr. 4.1 jsou požadovány následující hodnoty součástek:
Mikroelektronika a technologie součástek 9
URezistory realizované tlustovrstvou technologiíU:
R1 = 470 kΩ w = 0,8 mm l = 3,76 mm l B-10%B = 3,38 mm R2 = 180 kΩ w = 1 mm l = 1,8 mm l B-10%B = 1,62 mm R3,4,5 = 4,7 kΩ w = 0,8 mm l = 3,76 mm l B-10%B = 3,38 mm R6,7 = 100 kΩ w = 1 mm l = 1 mm l B-10%B = 0,9 mm
Vzhledem k tomu, že výkonové zatížení jednotlivých odporů je menší než 200 mW, není nutné s ohledem na povolený měrný výkon 250 mW/mm2 v návrhu toto uvažovat.
10 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
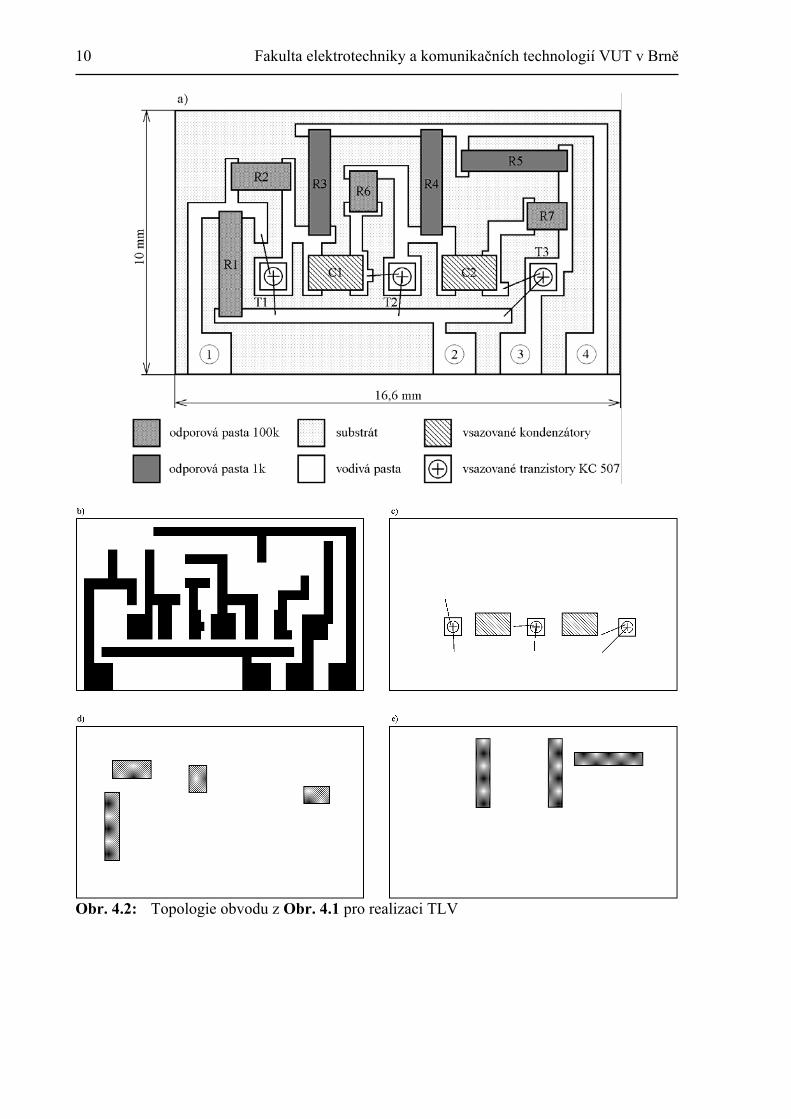
Obr. 4.2: Topologie obvodu z Obr. 4.1 pro realizaci TLV
U
Mikroelektronika a technologie součástek 11
Vsazované součástky ve formě čipů:U
T1,2,3 = KC 507-9 (1 x 1) mm C1,2 = 1 nF typ 0805 (2 x 1,27) mm
UStanovení velikosti substrátu Jednoduchou početní úvahou se stanoví velikost substrátu, která je dělencem základního
rozměru substrátu (50 x 50) mm, v tomto případě (16,6 x 10) mm. Tento rozměr umožňuje realizovat na výchozím rozměru celkem 15 obvodů najednou, podobně jako je tomu v případě výroby polovodičových čipů na „wafer“.Skutečný potřebný rozměr substrátu se stanoví na základě jednoduché následující početní úvahy (KP=koeficient plnění (2,5 až 4)):
Plocha substrátu = (plocha součástek + plocha vývodů) ⋅ KP,
V našem případě je plocha součástek ≈ 24 mm2 a plocha vývodů 16 mm2, a tedy při maximální volnosti (KP = 4) je vypočtená plocha substrátu 160 mm2.
Vývody s roztečí 2,5 mm se rozmístí na delší stranu substrátu v pořadí podle jejich rozložení tak, jak vyplývá ze schématu, pokud není stanoven jiný požadavek. V tomto případě je možné obsadit osm vývodů, pro náš obvod jsou nutné čtyři. Neobsazené vývody zůstanou nepřipojené nebo se vynechají.
Potom se provede v měřítku 10:1 v milimetrovém rastru (u jednoduchých obvodů na papíře, u složitějších s pomocí některého návrhového programu na PC) intuitivní rozložení prvků na substrát dle návrhových pravidel (viz Obr. 4.2).
Návrh je započat v nulovém bodě souřadnic (x = 0, y = 0) umístěném v levém spodním rohu substrátu. Návrh topologie pak začíná od vývodu číslo 1 a postupně jsou umísťovány další jednotlivé prvky sledující elektrické schéma. Současně je prováděno jejich propojování vodivou vrstvou.
Spojnice jednotlivých bodů umístěných v každém místě, kde dochází ke změně směru z x na y a naopak, jsou vedeny v pravoúhlých souřadnicích. Zlomové body popsané soustavou souřadnic tvoří soubor vyjadřující požadovanou topologii obvodu. Každý obrazec (vodivá síť, odporová síť a další vrstvy či součástky – viz Obr. 4.2 b, c, d) je tak definován souborem čísel, jež slouží pro zhotovení šablon (masek) ve skutečné velikosti. Složením jednotlivých souborů se získá topologie obvodu, jak je znázorněno na Obr. 4.2 a.
Závěr: Vypracování vlastního intuitivního návrhu je základním předpokladem a současně i kontrolou pochopení návrhu integrovaných obvodů.
12 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
5 Vytváření tlustovrstvé pasivní sítě
Cíl: Tlustovrstvá pasivní síť hybridních integrovaných obvodů se vytváří postupným tiskem a výpalem past na korundové podložce ve tvaru obrazců z vodivých, odporových, dielektrických, izolačních, krycích a křížících vrstev. Obrazce obvodových součástí se tisknou metodou sítotisku přes šablonu s následným výpalem.
5.1 Zhotovení sítotiskových šablon
Šablona plní základní úlohu, tj. definuje tvar obrazce, který se má nanášet na podložku. Skládá se ze síta utkaného z vlákna plastické látky nebo drátků z nerezavějící oceli napnutého na pevném rámečku. Výrobci past předepisují druh síta pro určitou pastu. Síta vhodná pro daný účel jsou charakterizována třemi veličinami: průměr použitého vlákna (drátu), rozměrem oka a tzv. volnou plochou, což je procentuální podíl celkové plochy síta, tvořený oky. Síto se pak opatří vrstvou světlocitlivé emulze s tloušťkou 25µm, která uzavře všechny jeho otvory. Ovrstvené síto se osvětlí přes fotomatrici ultrafialovým světlem a neosvětlené části emulze se vyplaví ve vodě. Šablona zhotovena popisovaným způsobem se nazývá přímou sítotiskovou šablonou. U nepřímých sítotiskových šablon se používá místo maskovací emulze šablonových filmů, u kterých je světlocitlivá emulze na pomocném plastovém nosiči. Motiv tištěného obrazce je zhotoven předem a pak přenesen na síťku.
Ocelová síta 120 až 400 ok/cm
Z umělých vláken 60 – 80 ok/cm
Osnova vlákna se orientuje v napínacím rámu pod úhlem 45º nebo 60º .
5.2 Kontrolní otázka
Zdůvodněte proč se orientuje osnova síta při napínání do rámu pod úhlem a jak to souvisí s rozlišením.
Závěr: Sítotiskové šablony tvoří základ nanášení tlustovrstvých materiálů a tvorby pasivních sítí. Závisí na nich přesnost vytvářených struktur, a také tolerance pasivních součástek.
Mikroelektronika a technologie součástek 13
6 Materiály pro tlusté vrstvy
Cíle kapitoly: Tlustovrstvá technologie slouží pro výrobu pasivních sítí například pro hybridní integrované obvody, senzory a řadu dalších nekonvenčních aplikací. Materiály jsou dodávány většinou ve formě past, které se nanáší nevakuovými způsoby, nejčastěji sítotiskem ale také stříkáním, popisem apod. na povrch nosného substrátu, většinou keramiky.Vyznačuje se vysokou odolností proti mechanickým, elektrickým, tepelným a dalším jiným vlivům a také vysokou stabilitou parametrů.
6.1 Podložky
Podložka slouží převážně jako nosič vrstev vodivých, odporových a dielektrických, které tvoří pasivní obvodové součástky. Je rovněž základnou pro mechanické upevnění aktivních a pasivních vsazovacích součástek (čipů) a chrání je proti mechanickému poškození. Elektricky musí být izolantem k odizolování vodivých cest obvodu a musí mít dostatečnou tepelnou vodivost k odvedení tepla vytvořeného součástkami obvodu. Nejčastějším materiálem podložek pro vrstvové a hybridní integrované obvody je keramika korundová s obsahem 96 hmotnostních % Al2 O3 oxidu hlinitého v plošných velikostech od několika mm2 po 100 i více cm2 a o tloušťkách od 0,25 do 2,5 mm.
Standardním rozměrem je substrát (50 x 50) mm, který se pak dělí na poloviny, třetiny, čtvrtiny atd. Dělení obyčejně probíhá po vytvoření pasivní sítě.
Požadavky na materiál základní nosné podložky lze shrnout do následujících bodů:
a) určitá hodnota relativní permitivity ε BrB, navíc konstantní v celém používaném kmitočtovém pásmu a příslušném teplotním rozsahu,
b) malé dielektrické ztráty, respektive nízký ztrátový činitel tgδ,
c) minimální drsnost povrchu a co nejdokonalejší rovinnost.
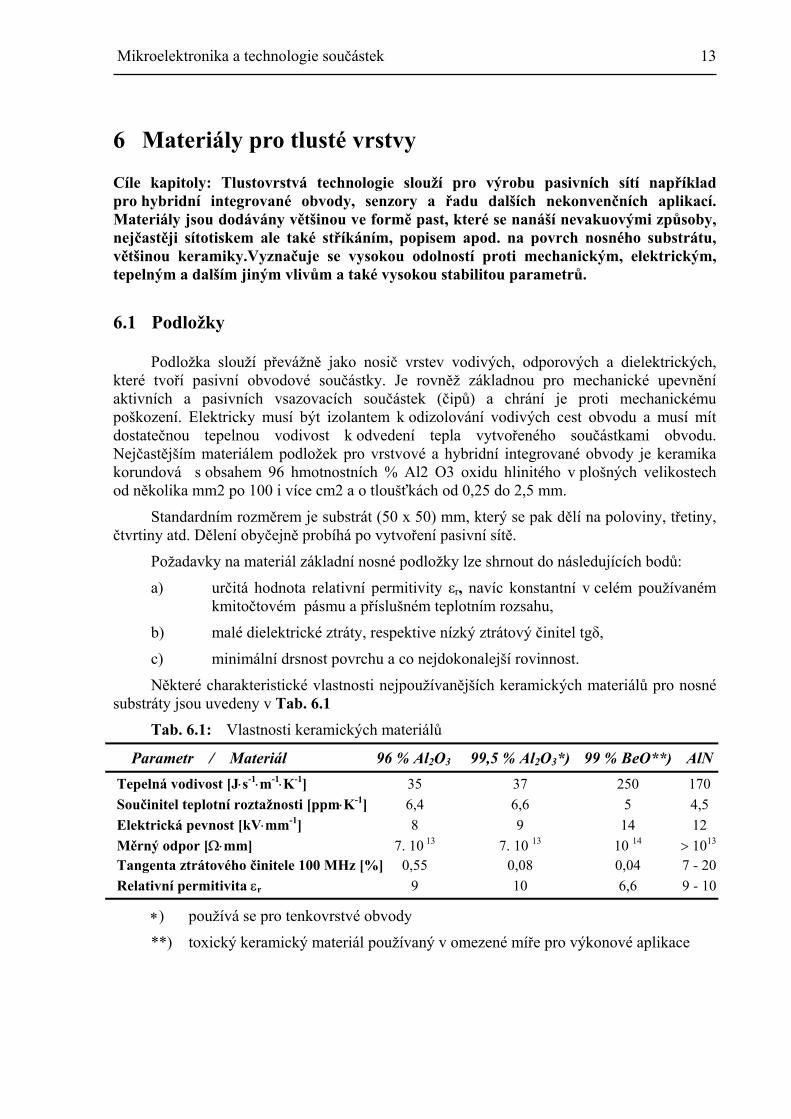
Některé charakteristické vlastnosti nejpoužívanějších keramických materiálů pro nosné substráty jsou uvedeny v Tab. 6.1
Tab. 6.1: Vlastnosti keramických materiálů
Parametr / Materiál 96 % AlB2BOB3 B 99,5 % AlB2BOB3 B*) 99 % BeO**) AlN Tepelná vodivost [J⋅sP
-1P⋅mP
-1P⋅KP
-1P] 35 37 250 170
Součinitel teplotní roztažnosti [ppm⋅KP
-1P] 6,4 6,6 5 4,5
Elektrická pevnost [kV⋅mmP
-1P] 8 9 14 12
Měrný odpor [Ω⋅mm] 7. 10P
13P 7. 10 P
13 P10 P
14 P> 10 P
13
Tangenta ztrátového činitele 100 MHz [%] 0,55 0,08 0,04 7 - 20 Relativní permitivita εBr B9 10 6,6 9 - 10P
∗) používá se pro tenkovrstvé obvody
**) toxický keramický materiál používaný v omezené míře pro výkonové aplikace
14 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
6.2 Kontrolní otázky
Zjistěte základní parametry substrátu z materiálu AlB2 BOB3. BRozlište mechanické a elektrické parametry.
Srovnejte parametry korundového substrátu s křemíkovým.
6.3 Sítotiskové pasty
Základ tlustých vrstev tvoří sítotiskové pasty pro tisk vodivých, odporových, dielektrických, izolačních a krycích vrstev, většinou na korundový substrát (Al2O3).
Obecně se skládají sítotiskové pasty ze tří složek: 1) Ufunkční U - práškový materiál o velikosti částic ~ 5µm, který dodává pastě funkční
vlastnosti. Jedná se o prášky drahých i obecných kovů a jejich slitin (u vodivých), vodivé a polovodivé oxidy a sloučeniny (u odporových), feroelektrika, rekrystalující skla (u dielektrických, krycích a izolačních past),
2) UtavivováU - skelná nebo oxidová, která vytváří vazbu na substrát a také nosnou matrici pro funkční složku,
3) Ulaková (pojivová)U, která s uvedenými prášky poskytuje stabilní suspenzi s potřebnou adhezí, je roztokem více druhů filmotvorného materiálu (většinou polymerních organických sloučenin).
V pastách mohou být i modifikátory vlastností – látky pozměňující viskozitní chování systému (smáčedla, oxidy či sloučeniny).
6.3.1 Vodivé pasty
Funkční složku vodivých past představují prášky drahých kovů, jejich směsi nebo slitiny (AgPd, AuPd, AuPt, Au). Přídavek druhého kovu upravuje konečné vlastnosti vrstvy, např. snižuje celkovou rozpustnost v pájce (hlavně u Au), dále může snižovat elektromigraci (hlavně u Ag). Kompozice na bázi Ag jsou charakterizovány velmi dobrou vodivostí a výbornou smáčitelností vrstev pájkou (jsou dobře pájitelné). Vrstvy Au jsou ideální pro eutektické pájení slitinou Au-Si a termokompresní sváření. Speciálně upravené (materiál musí být v pastě ve formě velmi malých částic – zrn o průměru cca několik µm), umožňují tisk velmi tenkých vrstev s vysokou rozlišovací schopností (stovky až desítky µm). Zlaté vrstvy však nelze pájet pájkou s obsahem cínu, v níž se rychle rozpouštějí. Teplota výpalu vodivých past se pohybuje od 760 až 1000˚C, podle typu pasty (doporučuje výrobce). V tlustovrstvé technice se vodivé pasty používají pro kontaktní systém rezistorů, propojovací vodivou síť, pájecí plošky, plošky pro lepení polovodičů, dále pro elektrody kondenzátorů a pro senzory a jiné nekonvenční aplikace (také pro stínění a antény).
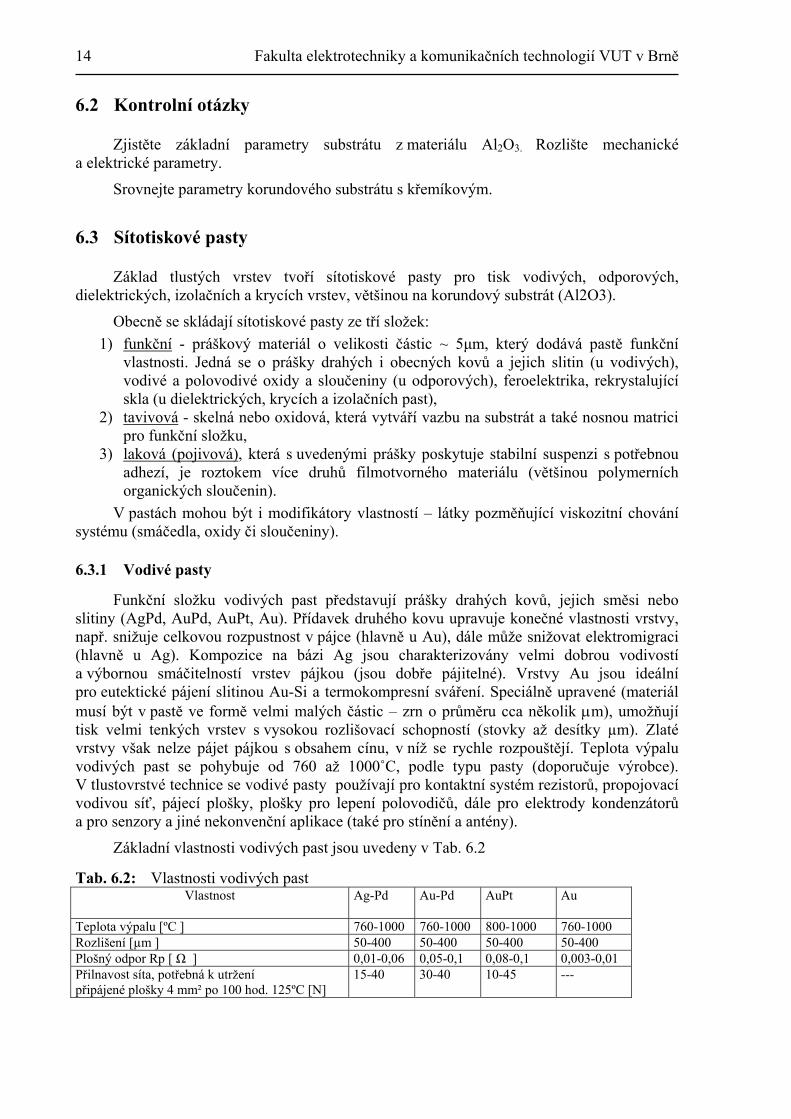
Základní vlastnosti vodivých past jsou uvedeny v Tab. 6.2
Tab. 6.2: Vlastnosti vodivých past Vlastnost Ag-Pd Au-Pd AuPt
Au
Teplota výpalu [ºC ] 760-1000 760-1000 800-1000 760-1000 Rozlišení [µm ] 50-400 50-400 50-400 50-400 Plošný odpor Rp [ Ω ] 0,01-0,06 0,05-0,1 0,08-0,1 0,003-0,01 Přilnavost síta, potřebná k utržení připájené plošky 4 mm² po 100 hod. 125ºC [N]
15-40 30-40 10-45 ---
Mikroelektronika a technologie součástek 15
6.3.2 Odporové pasty
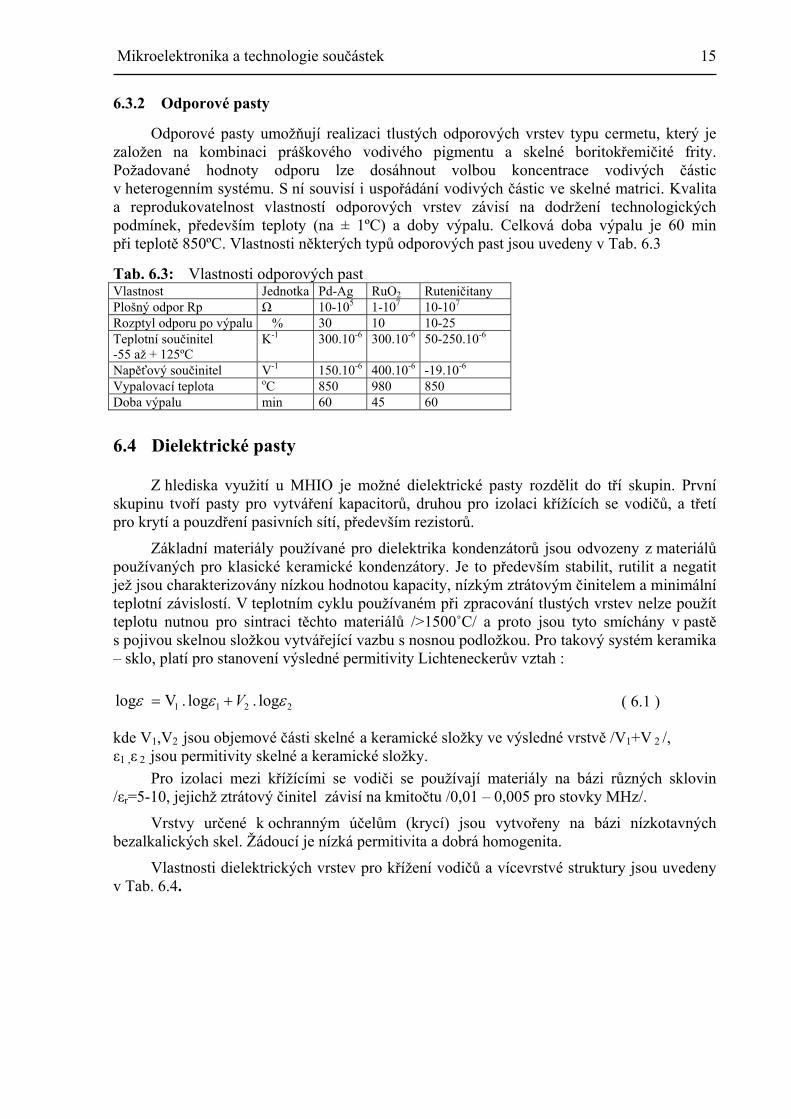
Odporové pasty umožňují realizaci tlustých odporových vrstev typu cermetu, který je založen na kombinaci práškového vodivého pigmentu a skelné boritokřemičité frity. Požadované hodnoty odporu lze dosáhnout volbou koncentrace vodivých částic v heterogenním systému. S ní souvisí i uspořádání vodivých částic ve skelné matrici. Kvalita a reprodukovatelnost vlastností odporových vrstev závisí na dodržení technologických podmínek, především teploty (na ± 1ºC) a doby výpalu. Celková doba výpalu je 60 min při teplotě 850ºC. Vlastnosti některých typů odporových past jsou uvedeny v Tab. 6.3
Tab. 6.3: Vlastnosti odporových past Vlastnost Jednotka Pd-Ag RuOB2B Ruteničitany Plošný odpor Rp Ω 10-10P
5P 1-10P
7P 10-10P
7P
Rozptyl odporu po výpalu % 30 10 10-25 Teplotní součinitel -55 až + 125ºC
KP
-1P 300.10P
-6P 300.10P
-6P 50-250.10P
-6P
Napěťový součinitel VP
-1P 150.10P
-6P 400.10P
-6P -19.10P
-6P
Vypalovací teplota P
oPC 850 980 850
Doba výpalu min 60 45 60
6.4 Dielektrické pasty
Z hlediska využití u MHIO je možné dielektrické pasty rozdělit do tří skupin. První skupinu tvoří pasty pro vytváření kapacitorů, druhou pro izolaci křížících se vodičů, a třetí pro krytí a pouzdření pasivních sítí, především rezistorů.
Základní materiály používané pro dielektrika kondenzátorů jsou odvozeny z materiálů používaných pro klasické keramické kondenzátory. Je to především stabilit, rutilit a negatit jež jsou charakterizovány nízkou hodnotou kapacity, nízkým ztrátovým činitelem a minimální teplotní závislostí. V teplotním cyklu používaném při zpracování tlustých vrstev nelze použít teplotu nutnou pro sintraci těchto materiálů />1500˚C/ a proto jsou tyto smíchány v pastě s pojivou skelnou složkou vytvářející vazbu s nosnou podložkou. Pro takový systém keramika – sklo, platí pro stanovení výsledné permitivity Lichteneckerův vztah :
kde VB1 B,VB2 Bjsou objemové části skelné B Ba keramické složky ve výsledné vrstvě /VB1 B+VB 2 B/, ε B1 ,Bε B 2 Bjsou permitivity skelné a keramické složky.
Pro izolaci mezi křížícími se vodiči se používají materiály na bázi různých sklovin /ε BrB=5-10, jejichž ztrátový činitel závisí na kmitočtu /0,01 – 0,005 pro stovky MHz/.
Vrstvy určené k ochranným účelům (krycí) jsou vytvořeny na bázi nízkotavných bezalkalických skel. Žádoucí je nízká permitivita a dobrá homogenita.
Vlastnosti dielektrických vrstev pro křížení vodičů a vícevrstvé struktury jsou uvedeny v Tab. 6.4.
+ = 2211 log . log . V log εεε V ( 6.1 )
16 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
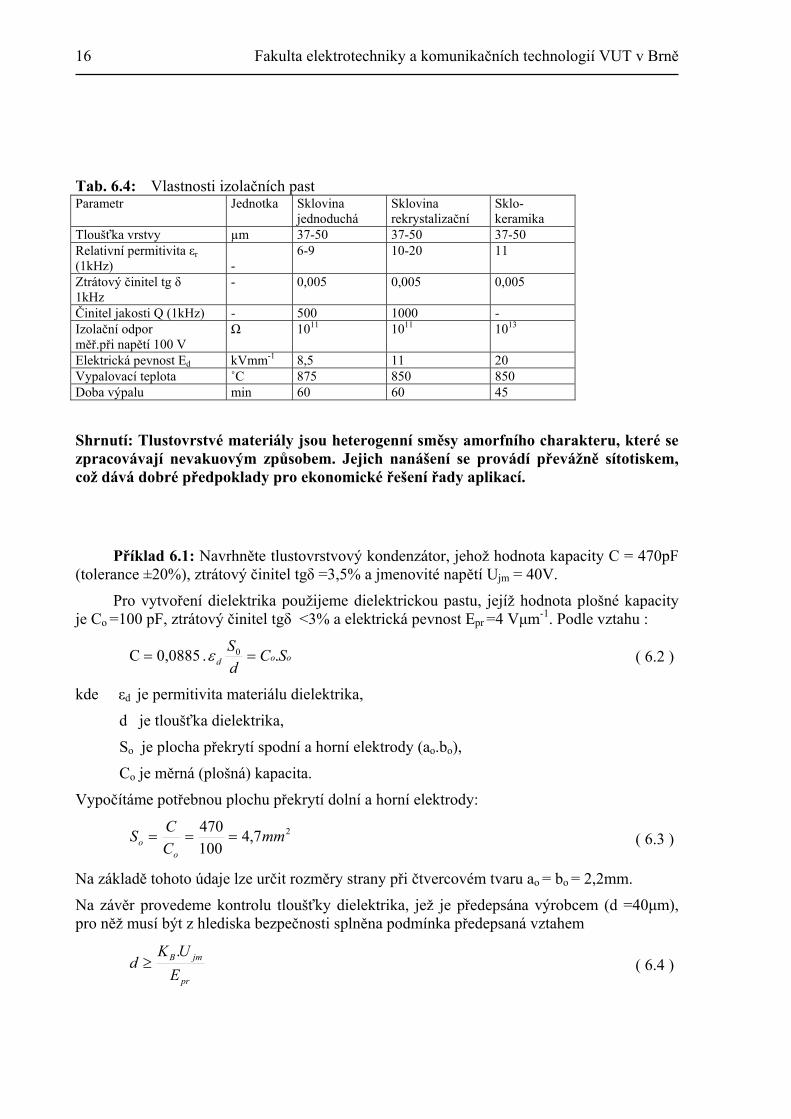
Tab. 6.4: Vlastnosti izolačních past Parametr Jednotka Sklovina
jednoduchá Sklovina rekrystalizační
Sklo- keramika
Tloušťka vrstvy µm 37-50 37-50 37-50 Relativní permitivita ε Br (1kHz)
-
6-9 10-20 11
Ztrátový činitel tg δ 1kHz
- 0,005 0,005 0,005
Činitel jakosti Q (1kHz) - 500 1000 - Izolační odpor měř.při napětí 100 V
Ω 10P
11P 10P
11P 10P
13P
Elektrická pevnost EBdB kVmmP
-1P 8,5 11 20
Vypalovací teplota ˚C 875 850 850 Doba výpalu min 60 60 45
Shrnutí: Tlustovrstvé materiály jsou heterogenní směsy amorfního charakteru, které se zpracovávají nevakuovým způsobem. Jejich nanášení se provádí převážně sítotiskem, což dává dobré předpoklady pro ekonomické řešení řady aplikací.
TPříklad 6.1:T Navrhněte tlustovrstvový kondenzátor, jehož hodnota kapacity C = 470pF (tolerance ±20%), ztrátový činitel tgδ =3,5% a jmenovité napětí UBjmB = 40V.
Pro vytvoření dielektrika použijeme dielektrickou pastu, jejíž hodnota plošné kapacity je CBo B=100 pF, ztrátový činitel tgδ <3% a elektrická pevnost EBpr B=4 VµmP
-1P. Podle vztahu :
ood SCdS . . 0,0885C 0 == ε ( 6.2 )
kde ε Bd B je permitivita materiálu dielektrika,
d je tloušťka dielektrika,
SBo Bje plocha překrytí spodní a horní elektrody (aBo B.bBo B),
CBo B je měrná (plošná) kapacita.
Vypočítáme potřebnou plochu překrytí dolní a horní elektrody:
27,4100470 mm
CCS
oo === ( 6.3 )
Na základě tohoto údaje lze určit rozměry strany při čtvercovém tvaru a Bo B= bBo B= 2,2mm.
Na závěr provedeme kontrolu tloušťky dielektrika, jež je předepsána výrobcem (d =40µm), pro něž musí být z hlediska bezpečnosti splněna podmínka předepsaná vztahem
pr
jmB
EUK
d.
≥ ( 6.4 )

Mikroelektronika a technologie součástek 17
kde KBB Bje bezpečnostní koeficient (2-4),
UBjm Bje jmenovité napětí,
EB prB je elektrická pevnost materiálu dielektrika, pak
30440.3
=≥d ( 6.5 )
a pro náš případ 40 >30
Navržený kapacitor lze tedy realizovat popsaným způsobem s dostatečnou bezpečností.
18 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
7 Tisk vrstev a sítotiskové zařízení
Cíl: Seznámit se s technikou sítotisku, jež tvoří základ pro nanášení tlustých vrstev a tím i pro vytváření tlustovrstvých integrovaných obvodů.
7.1 Princip sítotisku
Nejznámějším způsobem vytváření tlustých vrstev v mikroelektronice je sítotisk. Proces závisí na protlačování pasty přes obrazce šablony z jemného síta. Šablona je vytvořena s pomocí masky znázorňující vytvářený motiv. Tuto základní funkci lze splnit též jinými způsoby ( stříkání, máčení, leptání, razítkování), avšak pro aplikace v mikroelektronice byla vyvinuta základní technologie, materiály a stroje o podstatně vyšší rozlišovací schopnosti, za účelem dosažení požadované přesnosti a reprodukovatelnosti tisku.
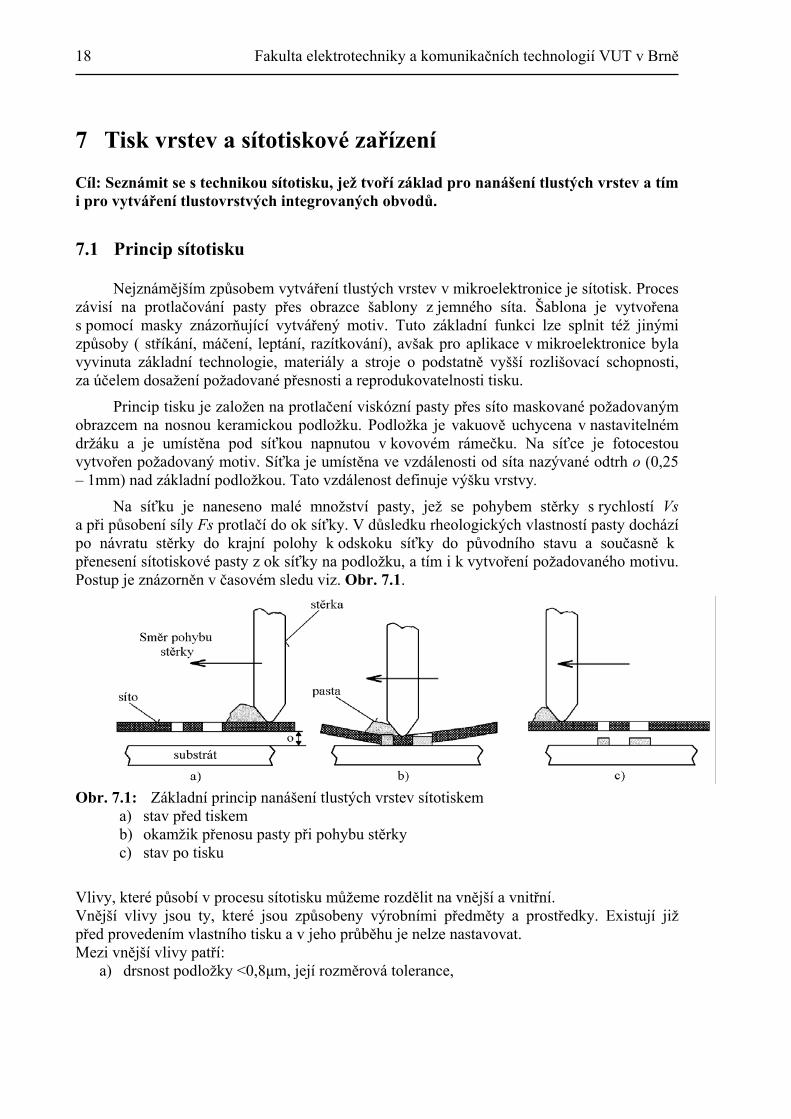
Princip tisku je založen na protlačení viskózní pasty přes síto maskované požadovaným obrazcem na nosnou keramickou podložku. Podložka je vakuově uchycena v nastavitelném držáku a je umístěna pod síťkou napnutou v kovovém rámečku. Na síťce je fotocestou vytvořen požadovaný motiv. Síťka je umístěna ve vzdálenosti od síta nazývané odtrh o (0,25 – 1mm) nad základní podložkou. Tato vzdálenost definuje výšku vrstvy.
Na síťku je naneseno malé množství pasty, jež se pohybem stěrky s rychlostí Vs a při působení síly Fs protlačí do ok síťky. V důsledku rheologických vlastností pasty dochází po návratu stěrky do krajní polohy k odskoku síťky do původního stavu a současně k přenesení sítotiskové pasty z ok síťky na podložku, a tím i k vytvoření požadovaného motivu. Postup je znázorněn v časovém sledu viz. Obr. 7.1.
Obr. 7.1: Základní princip nanášení tlustých vrstev sítotiskem
a) stav před tiskem b) okamžik přenosu pasty při pohybu stěrky c) stav po tisku
Vlivy, které působí v procesu sítotisku můžeme rozdělit na Tvnější a vnitřní.T
Vnější vlivy jsou ty, které jsou způsobeny výrobními předměty a prostředky. Existují již před provedením vlastního tisku a v jeho průběhu je nelze nastavovat. Mezi vnější vlivy patří:
a) drsnost podložky <0,8µm, její rozměrová tolerance,
Mikroelektronika a technologie součástek 19
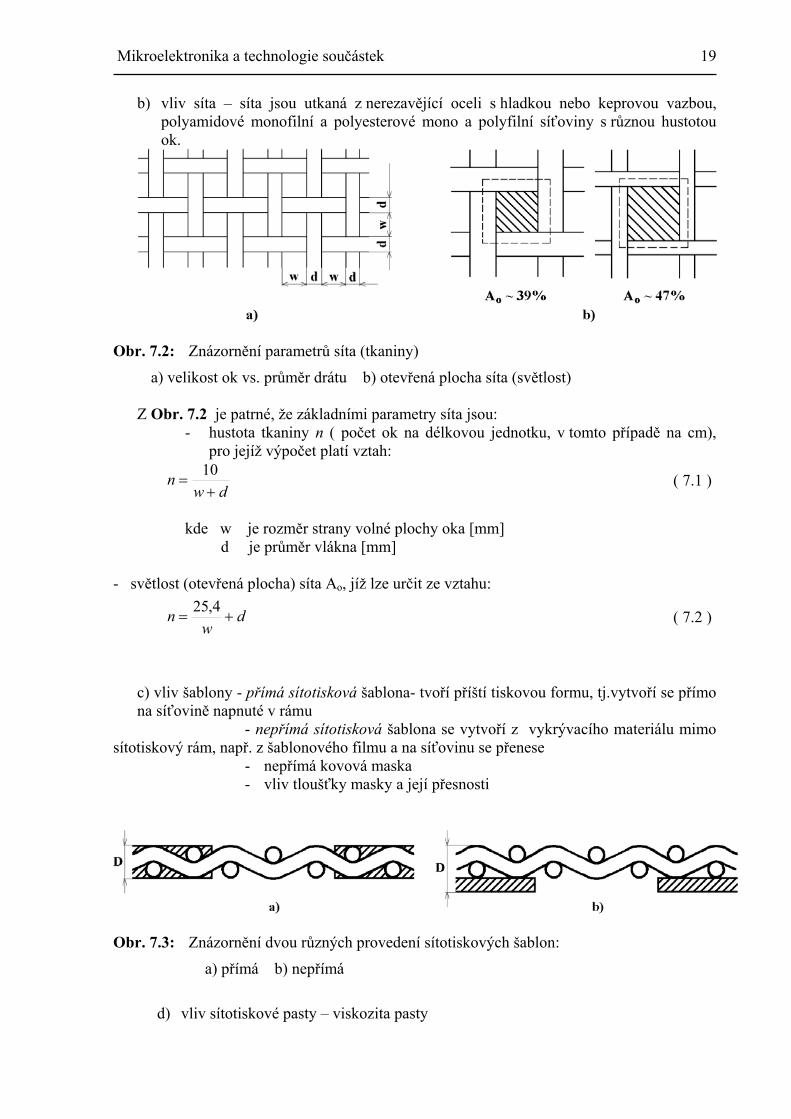
b) vliv síta – síta jsou utkaná z nerezavějící oceli s hladkou nebo keprovou vazbou, polyamidové monofilní a polyesterové mono a polyfilní síťoviny s různou hustotou ok.
Obr. 7.2: Znázornění parametrů síta (tkaniny)
a) velikost ok vs. průměr drátu b) otevřená plocha síta (světlost) Z Obr. 7.2 je patrné, že základními parametry síta jsou:
- hustota tkaniny n ( počet ok na délkovou jednotku, v tomto případě na cm), pro jejíž výpočet platí vztah:
dwn
+=
10 ( 7.1 )
kde w je rozměr strany volné plochy oka [mm] d je průměr vlákna [mm]
- světlost (otevřená plocha) síta ABo B, jíž lze určit ze vztahu:
dw
n +=4,25 ( 7.2 )
c) vliv šablony - přímá sítotisková šablona- tvoří příští tiskovou formu, tj.vytvoří se přímo na síťovině napnuté v rámu
- nepřímá sítotisková šablona se vytvoří z vykrývacího materiálu mimo sítotiskový rám, např. z šablonového filmu a na síťovinu se přenese
- nepřímá kovová maska - vliv tloušťky masky a její přesnosti
Obr. 7.3: Znázornění dvou různých provedení sítotiskových šablon:
a) přímá b) nepřímá
d) vliv sítotiskové pasty – viskozita pasty
20 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
Vnitřní vlivy – působí v průběhu sítotisku a jsou dány nastavením parametrů vlastního sítotiskového stroje. Ovlivňují výsledné vlastnosti natištěných vrstev. Patří sem:
a) vliv výšky odtrhu o – 0,5 až 0,8mm b) působení síly na stěrku Fs c) rychlost stěrky Vs – 120 - 150 mm sP
-1P
d) vliv úhlu stěrky – pro tisk přesných motivů volíme stěrku s úhlem 35˚ - 45˚. Shrnutí: V procesu sítotisku působí vnitřní a vnější faktory, které ovlivňují konečné parametry. Pro dosažení předpokládaných výsledků je nutné tyto faktory nastavit resp. kontrolovat.
7.2 Kontrolní otázky
1) Na keramickou podložku natiskněte daný motiv pasivní sítě (vodivé nebo odporové). 2) Stanovte základní postup při optimalizaci procesu sítotisku faktorovou analýzou.
Mikroelektronika a technologie součástek 21
8 Vypalování tlustých vrstev
Cíl: Seznámit se s principem teplotní sintrace tlustovrstvých materiálů nanášených sítotiskem na keramické substráty.
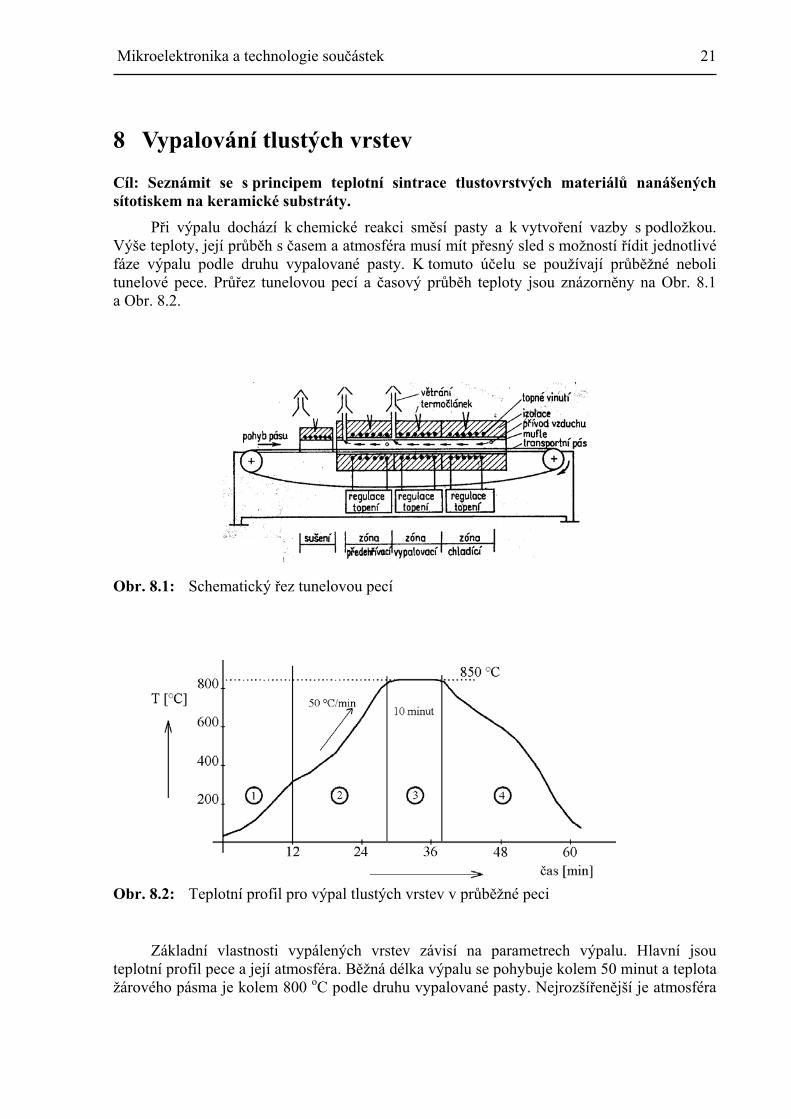
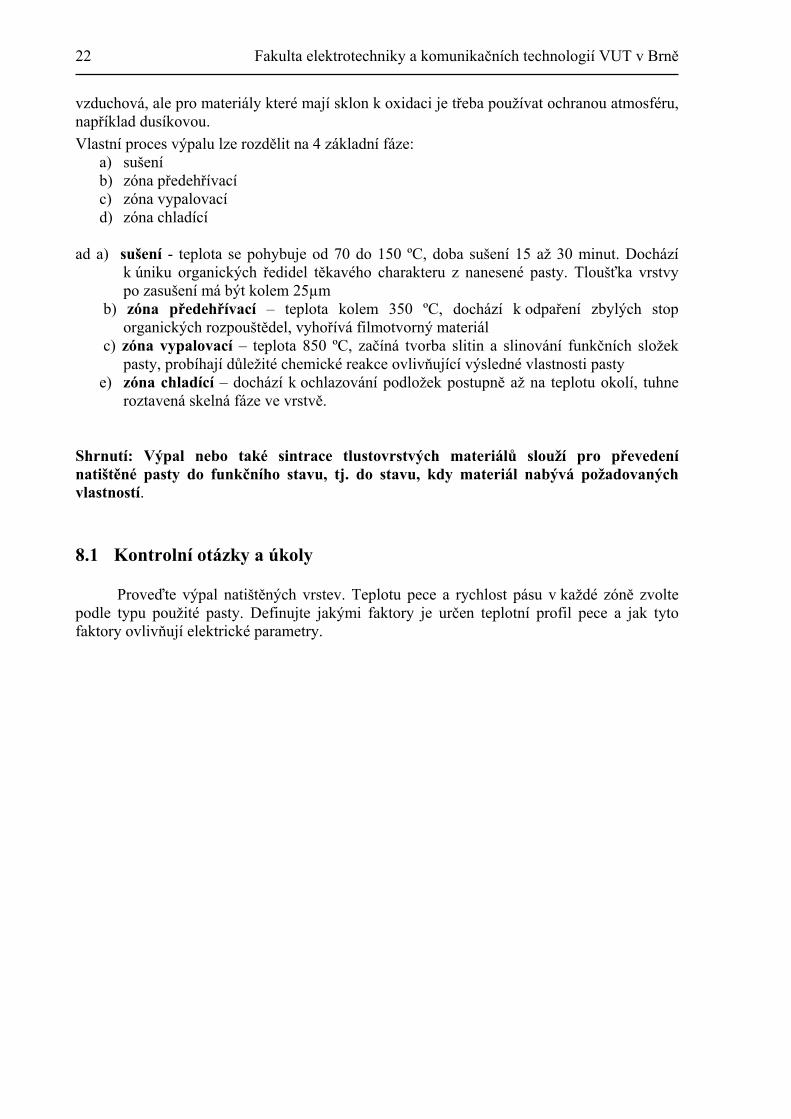
Při výpalu dochází k chemické reakci směsí pasty a k vytvoření vazby s podložkou. Výše teploty, její průběh s časem a atmosféra musí mít přesný sled s možností řídit jednotlivé fáze výpalu podle druhu vypalované pasty. K tomuto účelu se používají průběžné neboli tunelové pece. Průřez tunelovou pecí a časový průběh teploty jsou znázorněny na Obr. 8.1 a Obr. 8.2.
Obr. 8.1: Schematický řez tunelovou pecí
Obr. 8.2: Teplotní profil pro výpal tlustých vrstev v průběžné peci
Základní vlastnosti vypálených vrstev závisí na parametrech výpalu. Hlavní jsou teplotní profil pece a její atmosféra. Běžná délka výpalu se pohybuje kolem 50 minut a teplota žárového pásma je kolem 800 P
oPC podle druhu vypalované pasty. Nejrozšířenější je atmosféra
22 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
vzduchová, ale pro materiály které mají sklon k oxidaci je třeba používat ochranou atmosféru, například dusíkovou. Vlastní proces výpalu lze rozdělit na 4 základní fáze:
a) sušení b) zóna předehřívací c) zóna vypalovací d) zóna chladící
ad a) sušení - teplota se pohybuje od 70 do 150 ºC, doba sušení 15 až 30 minut. Dochází
k úniku organických ředidel těkavého charakteru z nanesené pasty. Tloušťka vrstvy po zasušení má být kolem 25µm
b) zóna předehřívací – teplota kolem 350 ºC, dochází k odpaření zbylých stop organických rozpouštědel, vyhořívá filmotvorný materiál
c) zóna vypalovací – teplota 850 ºC, začíná tvorba slitin a slinování funkčních složek pasty, probíhají důležité chemické reakce ovlivňující výsledné vlastnosti pasty
e) zóna chladící – dochází k ochlazování podložek postupně až na teplotu okolí, tuhne roztavená skelná fáze ve vrstvě.
Shrnutí: Výpal nebo také sintrace tlustovrstvých materiálů slouží pro převedení natištěné pasty do funkčního stavu, tj. do stavu, kdy materiál nabývá požadovaných vlastností.
8.1 Kontrolní otázky a úkoly
Proveďte výpal natištěných vrstev. Teplotu pece a rychlost pásu v každé zóně zvolte podle typu použité pasty. Definujte jakými faktory je určen teplotní profil pece a jak tyto faktory ovlivňují elektrické parametry.
Mikroelektronika a technologie součástek 23
9 Dostavování tlustovrstvých rezistorů
Cíl: seznámit se s možnostmi dostavování (justování) tlustovrstvých rezistorů nanášených metodou sítotisku.
Dostavovací proces součástek tlustovrstvého obvodu zajišťuje jejich konečné elektrické
vlastnosti. Dostavování tištěných rezistorů na požadovanou hodnotu je nutné, protože není možno tiskem docílit přesnějších hodnot než ±10 až ±20%. Dostavování se provádí odnímáním malých plošek tištěné součástky obvykle dvěma způsoby:
a) obrušováním proudem částic korundu nebo křemíku b) odpařením vrstvy svazkem laserových paprsků.
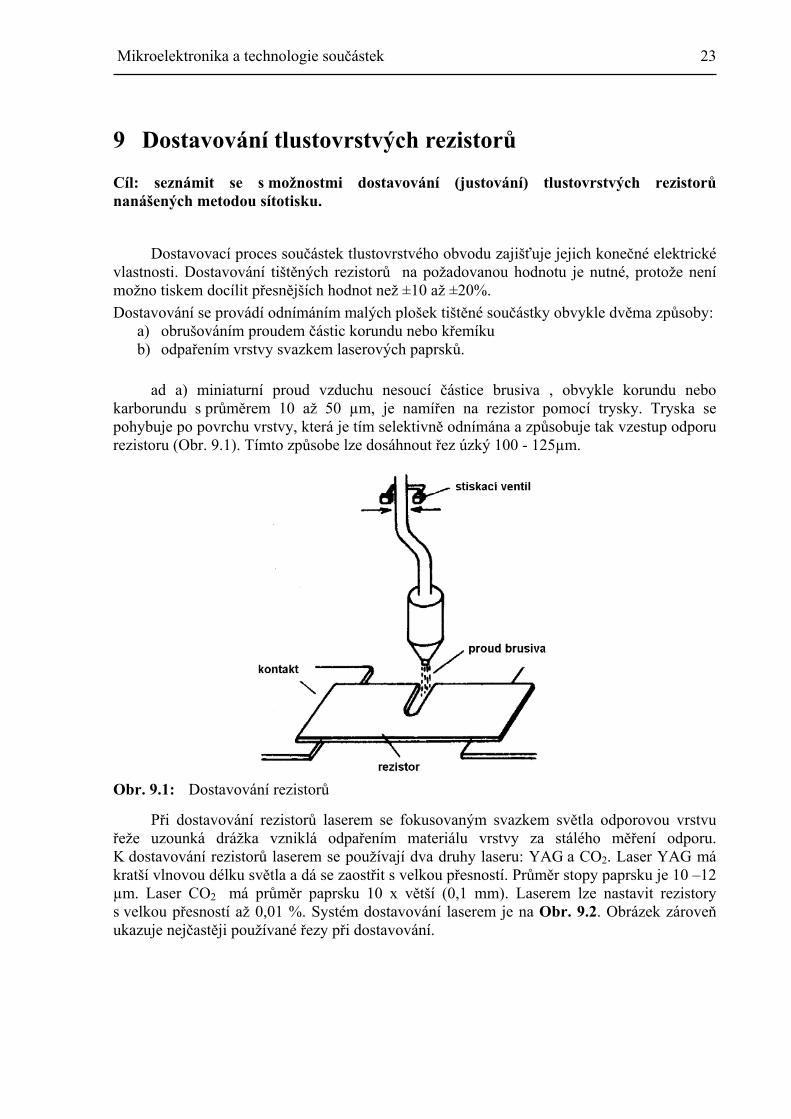
ad a) miniaturní proud vzduchu nesoucí částice brusiva , obvykle korundu nebo
karborundu s průměrem 10 až 50 µm, je namířen na rezistor pomocí trysky. Tryska se pohybuje po povrchu vrstvy, která je tím selektivně odnímána a způsobuje tak vzestup odporu rezistoru (Obr. 9.1). Tímto způsobe lze dosáhnout řez úzký 100 - 125µm.
Obr. 9.1: Dostavování rezistorů
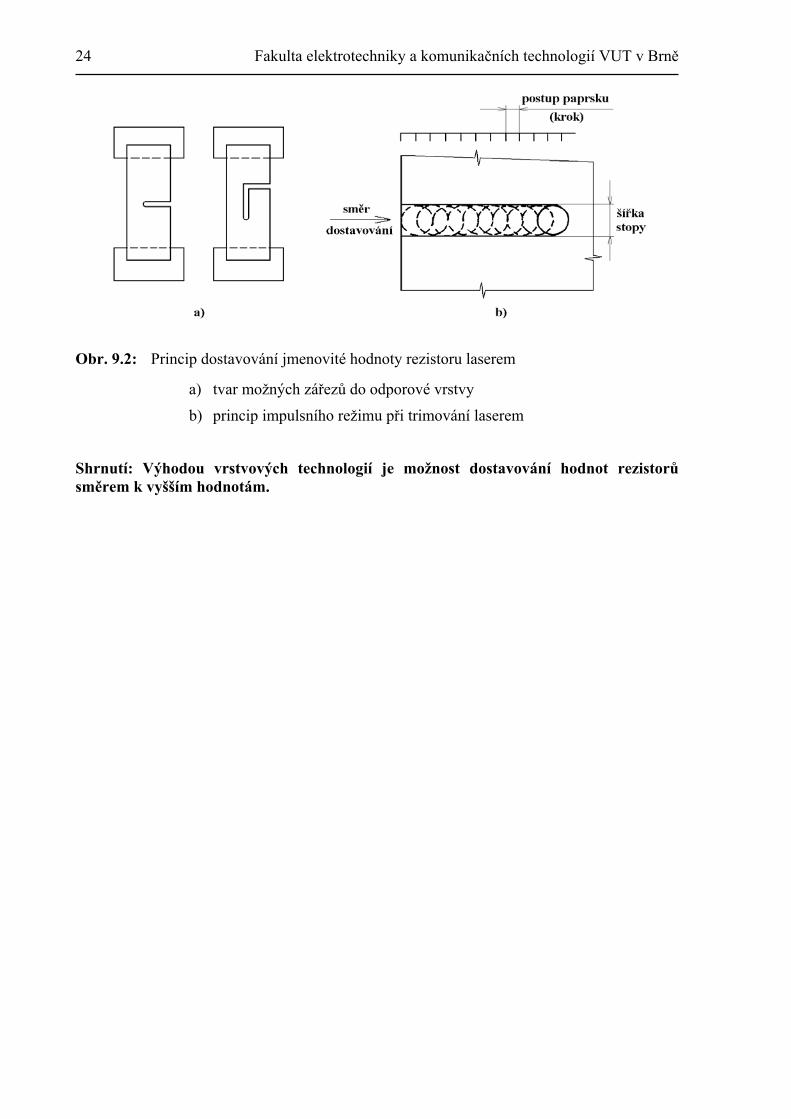
Při dostavování rezistorů laserem se fokusovaným svazkem světla odporovou vrstvu řeže uzounká drážka vzniklá odpařením materiálu vrstvy za stálého měření odporu. K dostavování rezistorů laserem se používají dva druhy laseru: YAGB Ba COB2 B. Laser YAG má kratší vlnovou délku světla a dá se zaostřit s velkou přesností. Průměr stopy paprsku je 10 –12 µm. Laser COB2 B má průměr paprsku 10 x větší (0,1 mm). Laserem lze nastavit rezistory s velkou přesností až 0,01 %. Systém dostavování laserem je na Obr. 9.2. Obrázek zároveň ukazuje nejčastěji používané řezy při dostavování.
24 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
Obr. 9.2: Princip dostavování jmenovité hodnoty rezistoru laserem
a) tvar možných zářezů do odporové vrstvy
b) princip impulsního režimu při trimování laserem
Shrnutí: Výhodou vrstvových technologií je možnost dostavování hodnot rezistorů směrem k vyšším hodnotám.
Mikroelektronika a technologie součástek 25
10 Montážní a dokončovací operace výroby hybridních integrovaných obvodů
Cíl: Montážními a dokončovacími operacemi se rozumí vsazení ostatních potřebných součástek (polovodičové součástky, kondenzátory) na podložku opatřenou pasivní sítí, propojení (kontaktování) vsazených součástek,oživení obvodu a zapouzdření hybridního integrovaného obvodu.
10.1 Montáž a propojení vsazovacích součástek
Polovodičové součástky vhodné pro výrobu hybridních integrovaných obvodů se dělí na dvě hlavní skupiny: nepouzdřené a pouzdřené.
První skupina obsahuje holé polovodičové systémy – čipy, lícní čipy (flip-chips) a čipy s nosníkovými vývody (beam-leads). Druhá skupina obsahuje polovodičové součástky pouzdřené v miniaturním kovovém pouzdru, pouzdru z plastické látky SOT, SOIC a v různých keramických nosičích (LID, CCC).
Kondenzátory vhodné pro použití v hybridních integrovaných obvodech jsou buď vícevrstvé keramické nebo slinované (spékané) tantalové.
10.1.1 Nepouzdřené polovodičové součástky – čipy
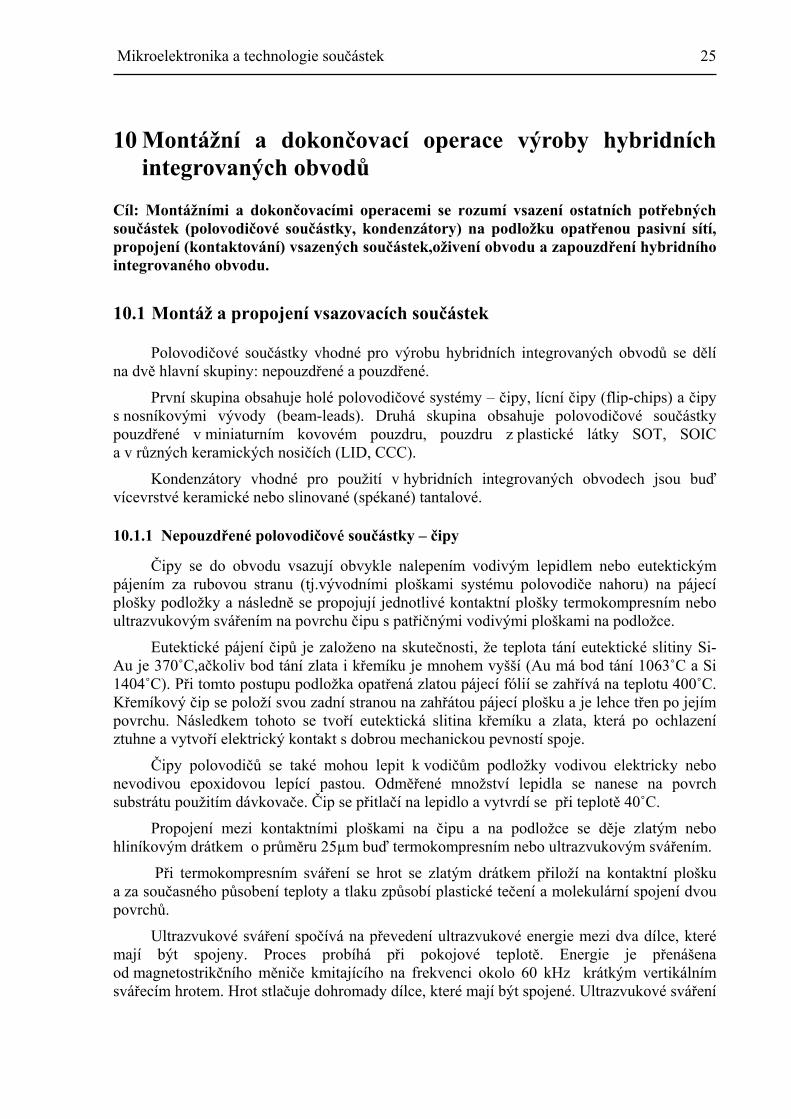
Čipy se do obvodu vsazují obvykle nalepením vodivým lepidlem nebo eutektickým pájením za rubovou stranu (tj.vývodními ploškami systému polovodiče nahoru) na pájecí plošky podložky a následně se propojují jednotlivé kontaktní plošky termokompresním nebo ultrazvukovým svářením na povrchu čipu s patřičnými vodivými ploškami na podložce.
Eutektické pájení čipů je založeno na skutečnosti, že teplota tání eutektické slitiny Si-Au je 370˚C,ačkoliv bod tání zlata i křemíku je mnohem vyšší (Au má bod tání 1063˚C a Si 1404˚C). Při tomto postupu podložka opatřená zlatou pájecí fólií se zahřívá na teplotu 400˚C. Křemíkový čip se položí svou zadní stranou na zahřátou pájecí plošku a je lehce třen po jejím povrchu. Následkem tohoto se tvoří eutektická slitina křemíku a zlata, která po ochlazení ztuhne a vytvoří elektrický kontakt s dobrou mechanickou pevností spoje.
Čipy polovodičů se také mohou lepit k vodičům podložky vodivou elektricky nebo nevodivou epoxidovou lepící pastou. Odměřené množství lepidla se nanese na povrch substrátu použitím dávkovače. Čip se přitlačí na lepidlo a vytvrdí se při teplotě 40˚C.
Propojení mezi kontaktními ploškami na čipu a na podložce se děje zlatým nebo hliníkovým drátkem o průměru 25µm buď termokompresním nebo ultrazvukovým svářením.
Při termokompresním sváření se hrot se zlatým drátkem přiloží na kontaktní plošku a za současného působení teploty a tlaku způsobí plastické tečení a molekulární spojení dvou povrchů.
Ultrazvukové sváření spočívá na převedení ultrazvukové energie mezi dva dílce, které mají být spojeny. Proces probíhá při pokojové teplotě. Energie je přenášena od magnetostrikčního měniče kmitajícího na frekvenci okolo 60 kHz krátkým vertikálním svářecím hrotem. Hrot stlačuje dohromady dílce, které mají být spojené. Ultrazvukové sváření
26 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
je zvlášť vhodné pro sváření hliníkovým drátem na hliníkové plošky. Postup při kontaktování holých čipů je znázorněn na Obr. 10.1
Obr. 10.1: Znázornění způsobu připojování čipů drátovým propojem
a) ultrazvukem b) termokompresí
10.1.2 Pouzdřené polovodičové čipy
Nejrozšířenějším způsobem připojení pouzdřených polovodičů do obvodu je pájení přetavením pomocí horkého plynu, pece, pájedla nebo fokusovaných infračervených paprsků. Jak kontakty na součástce, tak pájecí plošky na podložce musí být předem pocínované nebo potištěné pájecí pastou, pak přiloženy k sobě, ohřáty na teplotu tavení pájky a po ochlazení je vytvořen spoj.
Shrnutí: Polovodičové čipy je třeba do obvodu nejprve osadit a potom i připojit. U moderních technologií mohou být tyto operace spojeny (Flip Chip).
Mikroelektronika a technologie součástek 27
11 Tlustovrstvé senzory
Cíl: Cílem kapitoly je uvést studenta do oblasti senzorové techniky a oblasti využití tlustovrstvé technologie v nekonvenčních aplikacích a seznámit jej s problematikou měření pomocí tlustovrstvých elektrochemických senzorů.
11.1 Úvod do nekonvenčních aplikací tlustých vrstev
Vrstvové technologie, a to jak technologie tlustých vrstev, tak i technologie tenkých vrstev, byly zaměřeny z počátku na využití při výrobě hybridních integrovaných obvodů. Byly využívány zejména pro výrobu speciálních integrovaných obvodů, prototypů a malých sérií, v aplikacích kde nebylo možné použít monolitické integrované obvody. Z důvodu pokračující integrace na polovodičových čipech a rozšíření aplikačních možností v důsledku nových technologií došlo ke změně orientace vrstvových technologií na využití ve speciálních a nekonvenčních aplikacích. Je to např. oblast vojenských aplikací, dále oblast aplikací vyžadujících vysokou spolehlivost nebo netradiční provedení. S rostoucím významem senzorů a displejů se také otevřela cesta k nekonvenčním aplikacím. TLV technologie vychází z tiskařské techniky používané pro různé tiskařské aplikace, aplikace v užitném umění, v návrhářství a pod. Proto se v těchto oborech objevuje také ve spojení s elektronikou např. při návrhu osvětlení apod.
V oblasti elektroniky jsou pod pojmem nekonvenční (netradiční) aplikace tlustých vrstev označovány aplikace, které se odlišují od klasického pojetí s obvodovými prvky. Pod pojmem klasické TLV aplikace jsou obecně chápány elektrické obvody vytvořené TLV technologií, které mají jednoznačný elektrický model. Naproti tomu obvody, ve kterých je využit takový děj (fyzikální, chemický, …), při němž je signál šířen jinou cestou než elektrickou, jsou obecně řazeny do oblasti nekonvenčních aplikací tlustých vrstev. Pole nekonvenčních aplikací se v současnosti velmi rychle rozšiřuje a vyvíjí. Důsledkem tohoto vývoje je neustálý nárůst nových aplikací (např. TLV pojistky a pod.), které leží rozhraní klasických a nekonvenčních aplikací. Tak dochází k situaci, kdy přestává existovat jednoznačně vymezená hranice daná výše uvedenou definicí.
Mezi nejvýznamnější nekonvenční aplikace náleží tlustovrstvé zobrazovací jednotky, topné elementy, senzory, vysokonapěťová izolace, rychlé tlustovrstvé pojistky, vysokoteplotní supravodiče, antény pro čipové karty, piezoelektrické reproduktory a vývody pro solární články.
11.2 Senzory na bázi tlustých vrstev a jejich základní dělení
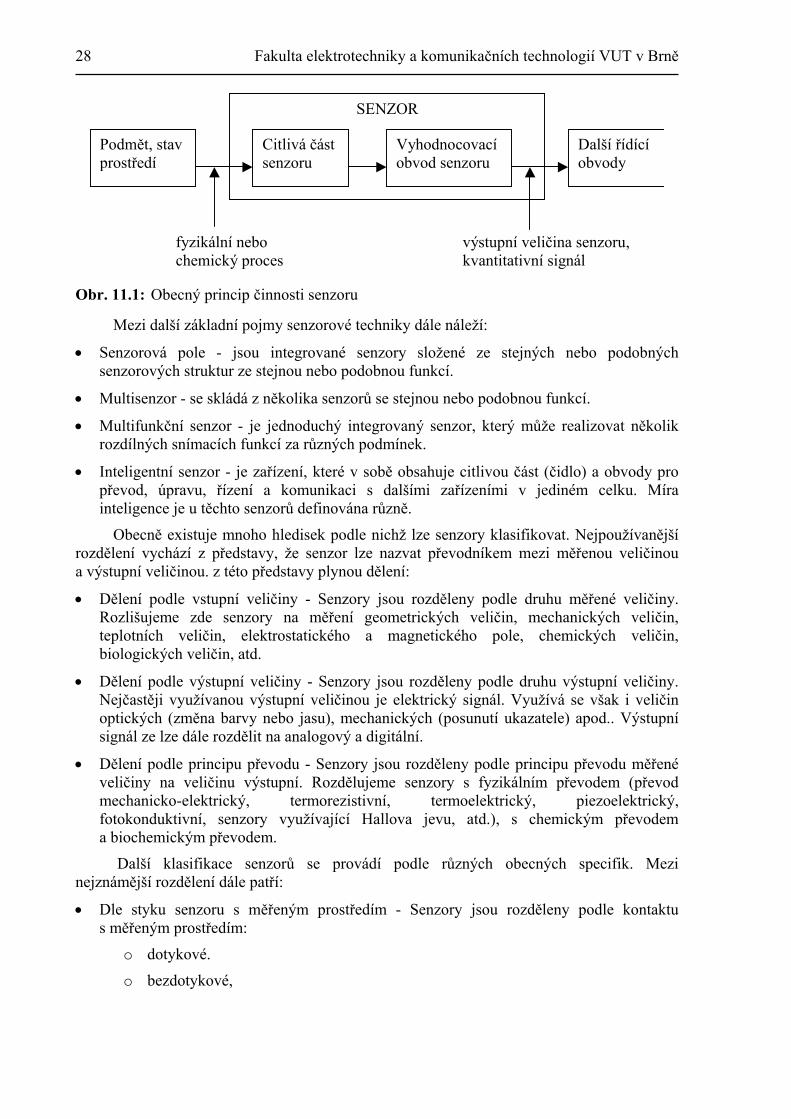
Obecně je senzor definován jako zařízení reagující na podmět, stav prostředí (měřenou veličinu) a převádějící jej na výslednou odezvu nebo informaci (výstupní veličinu). Reakce na podmět může být fyzikální nebo chemický proces, který mění určitý svůj parametr jednoznačným způsobem. Stav procesu snímá citlivá část senzoru a zpracovává vyhodnocovací obvod senzoru. Výstupní informací z vyhodnocovacího obvodu senzoru je kvantitativní, obvykle elektrický, signál, který lze snadno zpracovat dalšími řídícími obvody, viz.Obr. 11.1 .
28 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
Podmět, stav prostředí
Další řídící obvody
fyzikální nebo chemický proces
výstupní veličina senzoru, kvantitativní signál
SENZOR
Citlivá část senzoru
Vyhodnocovací obvod senzoru
Obr. 11.1: Obecný princip činnosti senzoru
Mezi další základní pojmy senzorové techniky dále náleží:
• Senzorová pole - jsou integrované senzory složené ze stejných nebo podobných senzorových struktur ze stejnou nebo podobnou funkcí.
• Multisenzor - se skládá z několika senzorů se stejnou nebo podobnou funkcí.
• Multifunkční senzor - je jednoduchý integrovaný senzor, který může realizovat několik rozdílných snímacích funkcí za různých podmínek.
• Inteligentní senzor - je zařízení, které v sobě obsahuje citlivou část (čidlo) a obvody pro převod, úpravu, řízení a komunikaci s dalšími zařízeními v jediném celku. Míra inteligence je u těchto senzorů definována různě.
Obecně existuje mnoho hledisek podle nichž lze senzory klasifikovat. Nejpoužívanější rozdělení vychází z představy, že senzor lze nazvat převodníkem mezi měřenou veličinou a výstupní veličinou. z této představy plynou dělení:
• Dělení podle vstupní veličiny - Senzory jsou rozděleny podle druhu měřené veličiny. Rozlišujeme zde senzory na měření geometrických veličin, mechanických veličin, teplotních veličin, elektrostatického a magnetického pole, chemických veličin, biologických veličin, atd.
• Dělení podle výstupní veličiny - Senzory jsou rozděleny podle druhu výstupní veličiny. Nejčastěji využívanou výstupní veličinou je elektrický signál. Využívá se však i veličin optických (změna barvy nebo jasu), mechanických (posunutí ukazatele) apod.. Výstupní signál ze lze dále rozdělit na analogový a digitální.
• Dělení podle principu převodu - Senzory jsou rozděleny podle principu převodu měřené veličiny na veličinu výstupní. Rozdělujeme senzory s fyzikálním převodem (převod mechanicko-elektrický, termorezistivní, termoelektrický, piezoelektrický, fotokonduktivní, senzory využívající Hallova jevu, atd.), s chemickým převodem a biochemickým převodem.
Další klasifikace senzorů se provádí podle různých obecných specifik. Mezi nejznámější rozdělení dále patří:
• Dle styku senzoru s měřeným prostředím - Senzory jsou rozděleny podle kontaktu s měřeným prostředím:
o dotykové.
o bezdotykové,
Mikroelektronika a technologie součástek 29
• Dělení podle chování výstupu (též dle transformace signálu) - Senzory jsou rozděleny podle toho, chová-li se výstup senzoru jako zátěž s definovanými parametry nebo jako zdroj signálu. Rozlišujeme senzory:
o generátorové (též aktivní) - působením měřené veličiny se senzor chová jako zdroj energie (nejčastěji elektrické). Příkladem mohou být senzory pracující na principu převodu termoelektrickém (termočlánek), piezoelektrickém, indukčním, fotoelektrickém (fotočlánek), atd.,
o pasivní - působením měřené veličiny se mění některý z parametrů senzoru (často elektrická veličina, např. indukčnost, kapacitu, odpor, imitanci; nebo optická veličina např. změna barvy).
• Dělení podle převodu neelektrické veličiny - Senzory jsou rozděleny podle složitosti převodu měřené veličiny na veličinu výstupní. Rozlišujeme senzory:
o senzory s jednoduchým převodem - měřená veličina se mění přímo na veličinu výstupní,
o senzory s několikanásobným převodem - měřená veličina se mění nejprve na jinou/é veličinu/y a tato se pak mění dále na veličinu výstupní.
• Dělení podle výrobní technologie - Senzory jsou rozděleny podle technologie výroby. Náleží sem např. senzory Telektromechanické, mechanické, pneumatické, elektrické, elektronické, mikroelektronické T(technologie tlustých vrstev, technologie tenkých vrstev, polovodičová technologie)T, elektrochemické, optoelektronické.T
U tlustovrstvých senzorů lze nalézt dále dělení podle základního funkčního principu. Toto dělení vychází hlavně z vlastností past použitých při výrobě tlustovrstvých senzorů. Rozlišujeme tlustovrstvé senzory:
• založené na obvodové technologii - využívá se změn parametrů elektrického prvku v obvodu (zejména kapacity a odporu). Je použito jiného principu převodu, než je změna vlastností použité pasty na měřeném jevu.
• založené na vlastnostech standardních past - využívá závislosti určité vlastnosti standardní pasty (vodivá, odporová, dielektrická, krycí) na měřené veličině.
• založené na vlastnostech speciálních past - využívá se změn parametrů elektrického prvku v obvodu, který je tvořen mimo běžných past také pastou speciální (termorezistivní, pierorezistivní, enzymové atd.).
11.3 Tlustovrstvé elektrochemické senzory
Existuje celá řada různých provedení chemických senzorů podle principu mezi něž náleží hlavně elektrochemické články, impedanční, kalorimetrické, rezonanční, optické, paramagnetické senzory a další.
Elektrochemické články jsou široce používané senzory. Sestávají se z minimálně dvou elektrod a iontově vodivého materiálu (elektrolytu) mezi nimi. Činnost senzoru je založena na reakcích na rozhraní mezi elektronově a iontově vodivými materiály na povrchu elektrod. Elektrochemické senzory mohou pracovat v potenciometrickém, amperometrickém nebo konduktometrickém režimu.
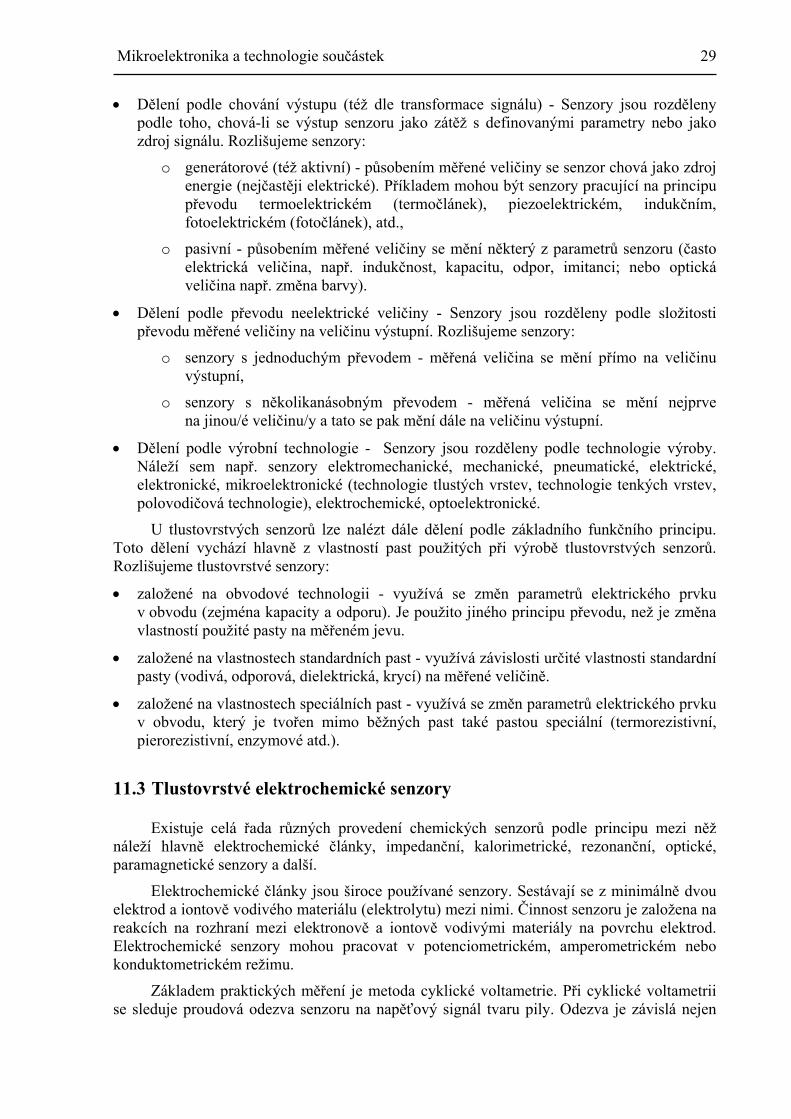
Základem praktických měření je metoda cyklické voltametrie. Při cyklické voltametrii se sleduje proudová odezva senzoru na napěťový signál tvaru pily. Odezva je závislá nejen
30 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
na samotné chemické reakci, ale též na vlastnostech měřící soustavy, které si experimentátor pro měření nastaví (počáteční a koncová hodnota napětí, rychlost cyklování, filtry atd.). Náčrt teoretické odezvy senzoru viz. Obr. 11.2, na kterém je názorně vidět stanovení půlvlnového potenciálu měřené látky Upv a pracovního potenciálu senzoru Upr. Z půlvlnového potenciálu měřené látky Upv lze stanovit druh reagující látky, z velikosti proudu při půlvlnovém potenciálu lze určit koncentraci reagující látky v roztoku. Limitní difúzní proud, znázorněný tečnou t, určuje kvalitu senzoru. U ideálního senzoru je směrnice této tečny rovna nule. U reálného senzoru probíhají vždy vedlejší reakce a elektrochemická reakce není zcela v rovnováze s difúzním tokem elektroaktivní látky.
Obr. 11.2: Cyklický voltamogram - Náčrt teoretické odezvy senzoru
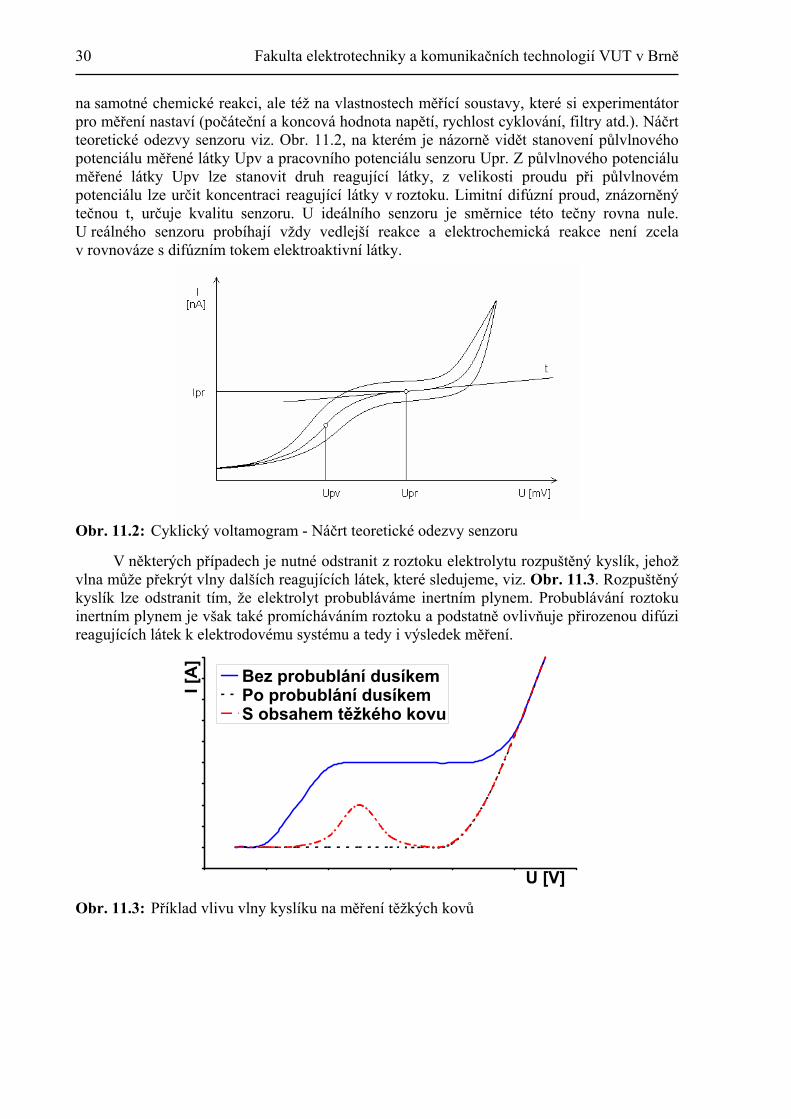
V některých případech je nutné odstranit z roztoku elektrolytu rozpuštěný kyslík, jehož vlna může překrýt vlny dalších reagujících látek, které sledujeme, viz. Obr. 11.3. Rozpuštěný kyslík lze odstranit tím, že elektrolyt probubláváme inertním plynem. Probublávání roztoku inertním plynem je však také promícháváním roztoku a podstatně ovlivňuje přirozenou difúzi reagujících látek k elektrodovému systému a tedy i výsledek měření.
U [V]
I [A
]
Bez probublání dusíkemPo probublání dusíkemS obsahem těžkého kovu
Obr. 11.3: Příklad vlivu vlny kyslíku na měření těžkých kovů
Mikroelektronika a technologie součástek 31
11.4 Praktické měření
11.4.1 Zadání
1) Popište, změřte a graficky znázorněte vliv kyslíkové vlny na elektrochemická měření koncentrace těžkých kovů (vložte do jednoho grafu měření před odstraněním, po odstranění kyslíkové vlny a s přídavkem těžkého kovu).
2) Změřte, graficky znázorněte a popište vliv náběhové rychlosti na měření cyklické voltametrie u komplexu ferokyanid-ferikyanid.
3) Z předcházejícího bodu vyneste charakteristiku proudového maxima píku v závislosti na rychlosti náběhu.
11.4.2 Měřicí pracoviště a použité měřicí přístroje
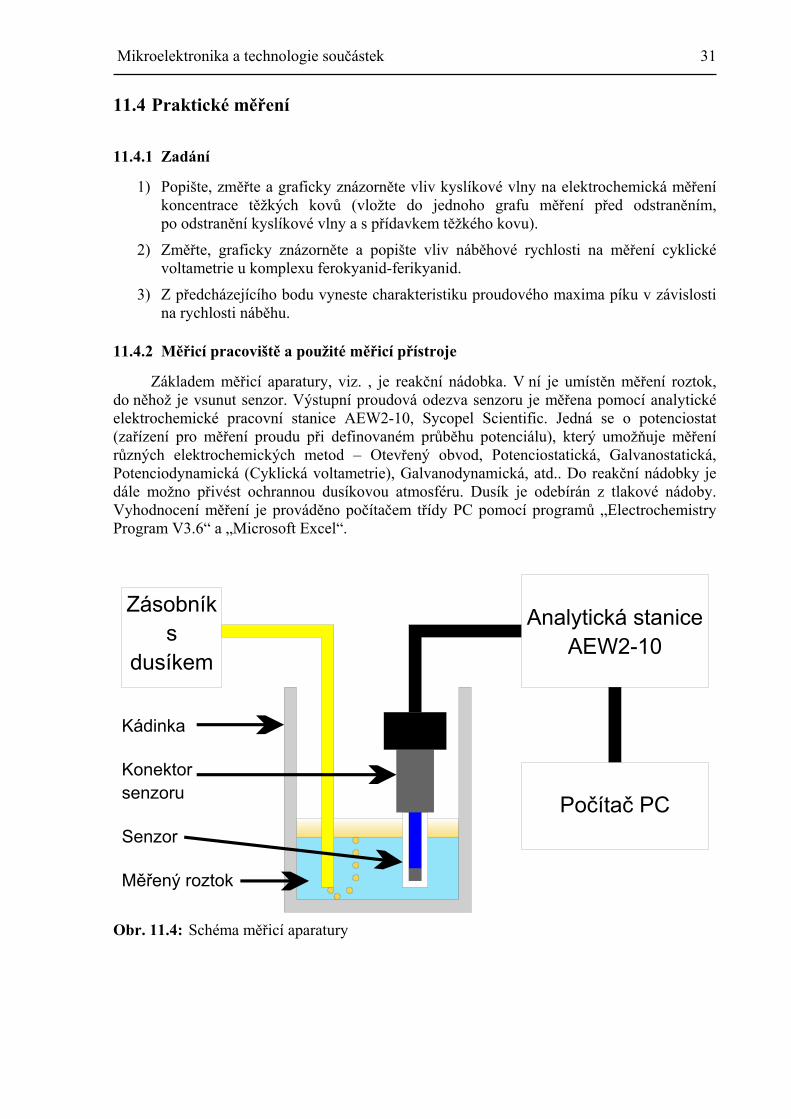
Základem měřicí aparatury, viz. , je reakční nádobka. V ní je umístěn měření roztok, do něhož je vsunut senzor. Výstupní proudová odezva senzoru je měřena pomocí analytické elektrochemické pracovní stanice AEW2-10, Sycopel Scientific. Jedná se o potenciostat (zařízení pro měření proudu při definovaném průběhu potenciálu), který umožňuje měření různých elektrochemických metod – Otevřený obvod, Potenciostatická, Galvanostatická, Potenciodynamická (Cyklická voltametrie), Galvanodynamická, atd.. Do reakční nádobky je dále možno přivést ochrannou dusíkovou atmosféru. Dusík je odebírán z tlakové nádoby. Vyhodnocení měření je prováděno počítačem třídy PC pomocí programů „Electrochemistry Program V3.6“ a „Microsoft Excel“.
Zásobníks
dusíkem
Analytická staniceAEW2-10
Počítač PC
Kádinka
Konektorsenzoru
Senzor
Měřený roztok
Obr. 11.4: Schéma měřicí aparatury
32 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
11.4.3 Postup měření
1, Připravte pracoviště, pomůcky a chemikálie k měření dle pokynů učitele. Zapněte přístroj AEW2-10 a proveďte jeho kalibraci.
2, Změřte úlohu č.1 - v první nádobce změřte vlnu pomocí cyklické voltametrie (Technique Potentiodynamic) v učitelem zadaném napěťovém rozsahu a pufru před odstraněním kyslíku z roztoku. Poté nechte roztok zvolna probublávat dusíkem, který odstraní kyslík z roztoku.
3, Změřte úlohu č.2 – v druhé nádobce proměřte vliv náběhové rychlosti na měření cyklické voltametrie u komplexu ferokyanid-ferikyanid. Náběhovou rychlost volte v rozsahu v=1-200mV.s P
-1P. Koncentraci jednotlivých složek měřeného roztoku zvolí učitel.
4, Vraťte se k měření úlohy č.1 - vypněte probublávání pomocí dusíku a změřte vlnu po odstraněním kyslíku z roztoku. Přidejte přídavek roztoku obsahujícím těžký kov a opakujte měření. Ukončete měření, ukliďte pracoviště a vypněte přístroj AEW2-10.
5, Vypracujte úlohu č.3 podle výsledků z úlohy č.2 a výsledky shrňte v závěru. Doporučená literatura k této kapitole je uvedena v [ 1 ], [ 2 ], [ 3 ], [ 4 ], [ 5 ], [ 6 ], [ 7 ]. Shrnutí: V této kapitole je vysvětlen základní přístup k řešení tlustovrstvých senzorů, které tvoří významnou oblast pro získání vstupních veličin v nejrůznějších oblastech průmyslu a hospodářství
Mikroelektronika a technologie součástek 33
12 Měření tlustovrstvé odporové sítě a její statistické vyhodnocení
Cíl: Cílem kapitoly je uvést studenta do oblasti statistického zpracování dat a vyhodnocování kvality výrobních procesů, jež je dnes nezbytně spjata s výrobními resp. technologickými procesy jak z hlediska jakosti, tak i ceny.
12.1 Úvod do statistického vyhodnocování
Tlustovrstvá technologie slouží pro výrobu pasivních sítí (odporové a kapacitní). Po dokončení jejich výroby je nutné tyto sítě proměřit a naměřené výsledky vyhodnotit. K tomu slouží různé statistické vyhodnocovací metody. Na základě vyhodnocení naměřených hodnot je často doregulován výrobní proces a tím zvýšena kvalita výrobku.
Mezi nejjednodušší metody vyhodnocování kvality výrobních procesů patří:
• Vyhodnocení porovnáváním - Je nejjednodušší vyhodnocovací metodou. Jsou dány regulační meze, po jejichž překročení je zasaženo do výrobního procesu. Např. je-li počet zmetků z menší v náhodném výběru o rozsahu n než je stanovená regulační hranice zBmB, pak nepotřebuje výrobní proces regulační zásah. Hodnocení výroku nebo skupiny výrobků je dobrý (bez regulačního zásahu) – špatný (nutný regulační zásah).
• Vyhodnocování měřením - Z naměřených hodnot v náhodném výběru rozsahu n kusů jsou vypočítány hodnoty příslušné charakteristiky, kterou nejčastěji bývá průměr x a rozpětí ve výběru R, minimální hodnota min xBi B a maximální hodnota max xBi B ve výběru nebo individuální hodnoty ve výběru. Podle vypočítaných hodnot se rozhodne, dojde-li k regulačnímu zásahu. Regulační diagram obsahuje 4 regulační meze – vnější dolní a vnější horní regulační mez (po jejich překročení dojde k regulačnímu zásahu) a vnitřní dolní a vnitřní horní regulační mez (zde se může vyskytovat nejvýše 1 hodnota z naměřených hodnot).
12.2 Základy statistického zpracování dat
Statistika je věda o zjišťování, zpracování a rozboru číselných údajů, které byly shromážděny za účelem:
• popisu rozsáhlých souborů,
• redukce rušivých odchylek způsobených náhodnými veličinami.
Matematická statistika vytváří metody, jež jsou založeny na předpokladu, že zjišťované údaje jsou ovlivněny náhodnými veličinami a že účelem jejich shromažďování je bližší určení některého neznámého parametru v jejich zákonu rozdělení. Matematická statistika je tedy založena na počtu pravděpodobnosti a používá jeho pojmů.
Zjišťování údaje (sbíraného, měřeného, pozorovaného) nazýváme zpravidla pozorováním a vlastní zjištěná data nazýváme pozorováními. V konkrétní situaci to jsou buď určitá čísla (xB1 B,…,xBnB – pro jednorozměrný soubor) nebo v teoretických úvahách to jsou náhodné veličiny (xB1 B,…,xBn B – pro jednorozměrný soubor), které mohou nabít různých hodnot a řídí se určitým zákonem rozdělení. Hodnoty, jež byly vypočítané ze zjištěných údajů
34 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
(pozorování) za účelem statistického zpracování, nazýváme statistikami (charakteristikami). Každá statistika je nějakou funkcí pozorování.
Pro zpracování a popis jednorozměrného statistického souboru (x1,…,xn) se zejména využívají:
• aritmetický průměr
∑=
=n
íix
nx
1
1 ( 12.1 )
• rozptyl
∑=
−=n
íi xx
ns
1
22 )(1 ( 12.2 )
• směrodatná odchylka 2ss = ( 12.3 )
Interval <min xBi B; max xBi B> je variační obor a jeho délka je variační rozpětí R statistického souboru. U spojité proměnné se zjišťuje rozdělení četností podle intervalů hodnot (třídní
intervaly) o konstantní šířce intervalůpočetRh = . Počet intervalů je často 8 až 20.
Střed intervalu xBh B je pak dán rovnicí:
)(21
minmax hhh xxx −= ( 12.4 )
U jednotlivých intervalů se počítají různé statistické veličiny, které se vynášejí do tabulek, jejíž příklad je uveden níže, viz. Tab. 12.1. Z těchto tabulek je možné vytvořit grafické znázornění vypočítaných hodnot, např. histogram, graf pro distribuční funkci (F=f(x)) a graf hustoty četností (f=f(x)). Poř. číslo Třídní
intervaly h Středy
intervalů Absolutní četnost
Poměrná četnost
Absolutní postupná četnost
Poměrná postupná četnost
xBhB n Bj B fBj B=nBj B/n NBj B FBj B=NBj B/n 1 10-20 15 1 0,02 1 0,02 2 20-30 25 3 0,06 4 0,08 3 30-40 35 8 0,16 12 0,24 … … … … … … …
Tab. 12.1: Příklad statistické tabulky
12.3 Grafické znázornění vypočtených hodnot
Některé vypočítané hodnoty je výhodné znázornit graficky. Ke zobrazení rozdělení četností je nejčastěji používán buď sloupcový (tyčkový) nebo výsečový graf. V prvním případě výška sloupce představuje počet statistických jednotek s určitou obměnou proměnné, případně jejich relativní četnost, Obr. 12.1.a. Ve druhém případě je k dispozici kruh rozdělený na výseče v poměru, v jakém se nacházejí četnosti jednotlivých obměn, Obr. 12.1.b. Někdy je kruh kreslen s otvorem uprostřed, pak se graf nazývá prstencový, Obr. 12.1.c.
Mikroelektronika a technologie součástek 35
a) b) c) Obr. 12.1: Různé typy jednoduchých grafů využívaných ve statistice
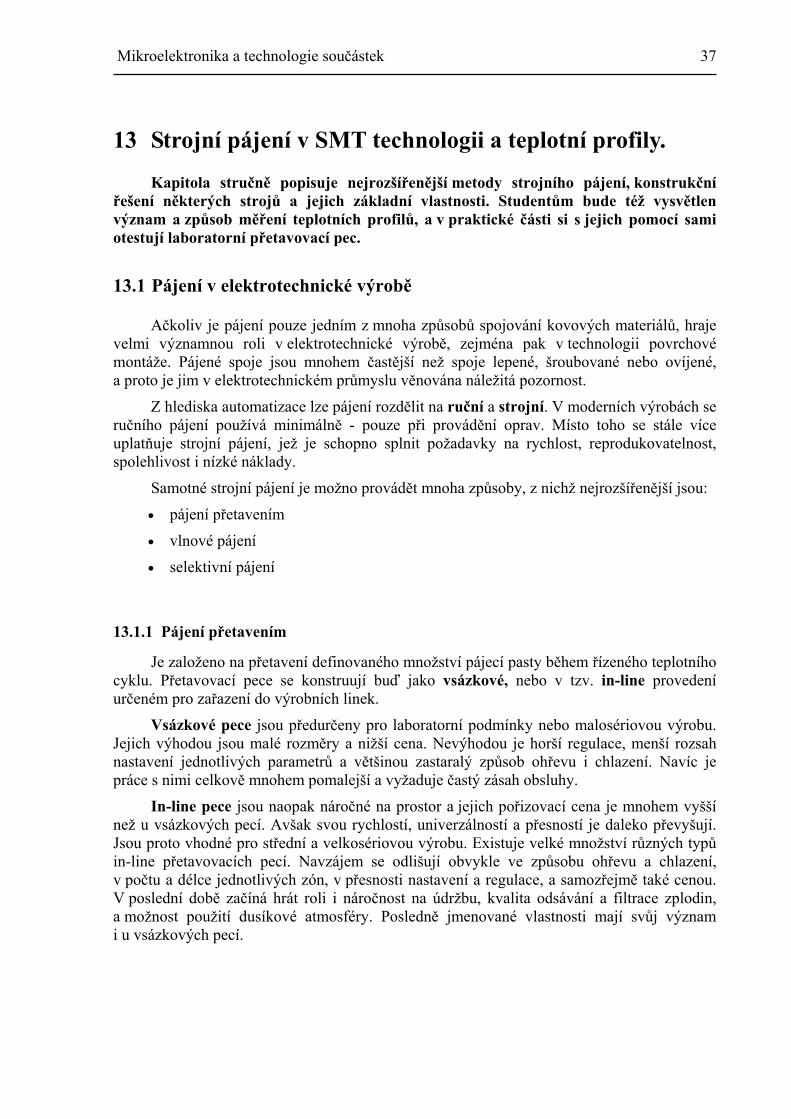
Grafickým vyjádřením rozdělení četností u spojité proměnné je často histogram, obr.2. Na rozdíl od sloupcového grafu, v němž jsou při zobrazování četností obměny proměnné pro jednu proměnnou kresleny sloupce odděleny, jsou v histogramu sloupce umístěny těsně vedle sebe, aby byla znázorněna návaznost intervalů.
n Bj B [-] 13 12 11 10
9 8 7 6 5 4 3 2 1 0 1 2 3 4 5 6 7 8 9
Obr. 12.2: Příklad histogramu
Poznámka: Každý graf má mimo jiné obsahovat souřadnicový systém, měřítko, které je zvolené tak, aby plocha využití grafu byla co největší, název grafu a označení os (název nebo značka veličiny a značka jednotky veličiny). Na vodorovné ose je vyznačena nezávisle proměnná a na svislé ose závislá proměnná.
12.4 Praktické měření
12.4.1 Zadání
1) Změřte zadaný typ odporu na nejméně 25 vzorcích pasivní sítě.
2) Vypočtěte základní statistické veličiny – aritmetický průměr, rozptyl, směrodatná odchylka, modus, medián, horní a dolní výběrový kvantil, kumulativní absolutní a relativní četnost a doplňte je do Vámi vytvořené tabulky.
3) Vytvořte histogram, graf pro distribuční funkci a hustoty četností pro normální (Gaussovo) rozdělení.

36 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
12.4.2 Postup měření
1, Změřte hodnotu odporu pomocí běžného multimetru na učitelem zvoleném typu rezistoru. Měření proveďte minimálně na 25 vzorcích rezistorů a výsledky zapište.
2, Z naměřených výsledků vypočtěte základní statistické veličiny, viz. zadání bod č.2. Výsledky doplňte do tabulky podle výše uvedeného vzoru.
3, Z vypočítaných hodnot v tabulce vytvořte histogram, graf pro distribuční funkci a graf hustoty četností pro normální rozdělení.
4, Výsledky shrňte v závěru.
Doporučená literatura k této kapitole je uvedena v[ 8 ], [ 9 ]. Shrnutí: Pochopení této kapitoly je nezbytné pro základní orientaci v řízení technologických procesů.
Mikroelektronika a technologie součástek 37
13 Strojní pájení v SMT technologii a teplotní profily.
Kapitola stručně popisuje nejrozšířenější metody strojního pájení, konstrukční řešení některých strojů a jejich základní vlastnosti. Studentům bude též vysvětlen význam a způsob měření teplotních profilů, a v praktické části si s jejich pomocí sami otestují laboratorní přetavovací pec.
13.1 Pájení v elektrotechnické výrobě
Ačkoliv je pájení pouze jedním z mnoha způsobů spojování kovových materiálů, hraje velmi významnou roli v elektrotechnické výrobě, zejména pak v technologii povrchové montáže. Pájené spoje jsou mnohem častější než spoje lepené, šroubované nebo ovíjené, a proto je jim v elektrotechnickém průmyslu věnována náležitá pozornost.
Z hlediska automatizace lze pájení rozdělit na ruční a strojní. V moderních výrobách se ručního pájení používá minimálně - pouze při provádění oprav. Místo toho se stále více uplatňuje strojní pájení, jež je schopno splnit požadavky na rychlost, reprodukovatelnost, spolehlivost i nízké náklady.
Samotné strojní pájení je možno provádět mnoha způsoby, z nichž nejrozšířenější jsou:
• pájení přetavením
• vlnové pájení
• selektivní pájení
13.1.1 Pájení přetavením
Je založeno na přetavení definovaného množství pájecí pasty během řízeného teplotního cyklu. Přetavovací pece se konstruují buď jako vsázkové, nebo v tzv. in-line provedení určeném pro zařazení do výrobních linek.
Vsázkové pece jsou předurčeny pro laboratorní podmínky nebo malosériovou výrobu. Jejich výhodou jsou malé rozměry a nižší cena. Nevýhodou je horší regulace, menší rozsah nastavení jednotlivých parametrů a většinou zastaralý způsob ohřevu i chlazení. Navíc je práce s nimi celkově mnohem pomalejší a vyžaduje častý zásah obsluhy.
In-line pece jsou naopak náročné na prostor a jejich pořizovací cena je mnohem vyšší než u vsázkových pecí. Avšak svou rychlostí, univerzálností a přesností je daleko převyšují. Jsou proto vhodné pro střední a velkosériovou výrobu. Existuje velké množství různých typů in-line přetavovacích pecí. Navzájem se odlišují obvykle ve způsobu ohřevu a chlazení, v počtu a délce jednotlivých zón, v přesnosti nastavení a regulace, a samozřejmě také cenou. V poslední době začíná hrát roli i náročnost na údržbu, kvalita odsávání a filtrace zplodin, a možnost použití dusíkové atmosféry. Posledně jmenované vlastnosti mají svůj význam i u vsázkových pecí.
38 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
13.1.2 Konstrukce přetavovacích pecí
1. Systém ohřevu - používá se radiačních tepelných zářičů, horkovzdušné konvekce nebo kombinace obojího. Z hlediska účinnosti a homogenity ohřevu jsou nejlepší plně konvekční systémy. Velmi ale záleží na vyřešení přívodu a odvodu horkého vzduchu. Jako nejúčinnější se v současnosti jeví systém „dvojitých“ trysek, kdy je horký vzduch vháněn vnitřními tryskami do prostoru pece (kolmo k povrchu DPS) a současně je štěrbinami kolem nich odsáván zpět. Zamezí se tak příčnému proudění, turbulencím a ovlivňování sousedních teplotních zón.
2. Systém chlazení - nejmenší pece mají pouze nucenou konvekci okolního vzduchu
pomocí ventilátorů. Pokročilejší systémy vzduch záměrně ochlazují, aby chlazení bylo co nejrychlejší. To je důležité pro co nejmenší nárůst intermetalických vrstev v pájeném spoji.
3. Počet a provedení teplotních zón (pouze u in-line pecí) - větší počet zón dává větší
šanci na přesnější nastavení teplotního profilu a menší teplotní gradienty. Teplotní zóny však musí být samostatně nastavitelné a dobře separované, aby nedocházelo k jejich vzájemnému tepelnému ovlivňování. Systémy ohřevu/chlazení v jednotlivých zónách by měly být oboustranné (instalovány nahoře i dole) a příčný rozdíl teplot musí být co nejmenší.
4. Ovládání a regulace - větší pece jsou vždy ovládány skrze počítačový systém.
V lepším případě dokáže tento systém po zadání vstupních parametrů vygenerovat také návrh teplotního profilu a provést jeho simulaci. Během samotného pájení pak automaticky vyhodnocuje skutečný stav a upravuje nastavení. Nejdokonalejší systémy nabízí i databázi závad se zpětnou vazbou na další návrh teplotních profilů a jejich optimalizaci.
5. Systém uchycení a transportu DPS (pouze u in-line pecí) - bývá realizován pomocí
pásů (jen pro jednostranné DPS) nebo řetězových dopravníků. Dopravníky mají nastavitelnou šířku podle rozměrů DPS a někdy též podpůrný středový systém, aby se nemuselo používat pájecích rámů. Všechny transportní systémy musí mít precizní regulaci rychlosti, vysokou tepelnou odolnost všech mechanických částí i použitých maziv, a musí být kompatibilní (propojitelné) s ostatními transportními systémy výrobní linky.
13.1.3 Vlnové pájení
Spočívá v přechodu pájené strany DPS přes roztavenou pájku vyvěrající ze speciální trysky. Tryska je orientovaná kolmo ke směru pohybu DPS a její délka je obvykle shodná (téměř) s maximální šířkou dopravníku.
Pájecí vlny se nevyrábí jinak než v in-line provedení (DPS se v nich vždy pohybuje), i když nemusí být nutně zařazeny do výrobní linky. Mají v sobě zabudován i systém předehřevu, ale počet zón a celková délka bývá menší než u přetavovacích pecí. V porovnání s nimi jde také o poněkud složitější zařízení. Pracuje se tu se dvěma různými tekutými náplněmi. Jednou je roztavená pájka a druhou je tavidlo. To je nanášeno na spodní stranu

Mikroelektronika a technologie součástek 39
DPS ještě před začátkem předehřevu a systém nanášení významně ovlivňuje kvalitu výsledného zapájení. Také u pájecích vln hraje velkou roli potřebná údržba, spolehlivost, úspornost z hlediska spotřeby pájky i tavidla, odsávání zplodin, čištění, a možnost pájení v dusíkové atmosféře.
13.1.4 Konstrukce pájecích vln
1. Systém nanášení tavidla - Slouží k nanesení přiměřené vrstvy tavidla na spodní
stranu DPS. Je-li realizován pěnovým difuzérem, nanáší se tavidlo v relativně velkém množství na celou plochu DPS, tudíž i tam, kde není potřeba. Nevýhodou v takovém případě je velká spotřeba tavidla. A to jak při samotném nanášení, tak i při pouhé cirkulaci v difuzéru. Tavidlo zde totiž cirkuluje nepřetržitě, i při absenci DPS, a na vzduchu se díky přítomnosti těkavých látek odpařuje. Napěněním se do tavidla dostávají malé bublinky vzduchu, čímž se výpar ještě umocňuje. Novější zařízení mají místo pěnového difuzéru sprejovou trysku. Ta funguje jako rozprašovač a aktivuje se pouze při průchodu DPS. Díky optimálnímu "předmíchání" směsi tavidlo-vzduch a speciálním tryskám se docílí rovnoměrného rozstřiku miniaturních kapiček tavidla na DPS. To způsobuje minimální zbytky tavidla po zapájení a zabraňuje též zatékání tavidla do prokovených otvorů a následnému „neprotečení“ pájky na horní stranu. V kombinaci s tavidly na vodní bázi, která navíc po zapájení nezanechávají vůbec žádné zbytky, lze docílit mnohonásobně nižší spotřeby tavidla.
2. Systém předehřevu - neslouží k vysoušení navlhlých DPS, ale k aktivaci tavidla
a ke zmírnění teplotního šoku DPS při styku s roztavenou pájkou. Starší pájecí zařízení používají většinou IR zářiče umístěné pod i nad dopravníkem. Ty však produkují velmi nehomogenní teplotní rozložení a na kratších vzdálenostech, nebo při větší rychlosti dopravníku, nestíhají DPS dostatečně prohřát. U novějších zařízení se stále častěji uplatňují horkovzdušné moduly s velkým množstvím trysek. Lze tak docílit vysoce homogenního prostředí s přesností +/- 1° C. Díky tomu se dají též efektivně využít tavidla na vodní bázi, která obecně potřebují větší teplotu k aktivaci.
3. Pájecí vlna - Obstarává samotné zapájení součástek. Většina zařízení obsahuje dvě -
turbulentní vlnu (na pájení vysokých součástek a SMD) a klidnou vlnu (na pájení PTH součástek a konektorů). Poněvadž se na vzniku defektů nejčastěji podílí nesprávné nastavení teploty a výšky pájecí vlny, používají nová zařízení plně automatickou zpětnovazební kontrolu těchto parametrů. Další předností nových pájecích strojů je automatický přechod do „stand-by hladiny“, čili snížení hladiny pájky na minimum, aby se omezila její nežádoucí oxidace. I přes správné nastavení pájecí vlny mohou někdy na konektorech s malou roztečí vznikat pájkové můstky. U lepších strojů se proto do těsné blízkosti za klidnou vlnu přidává systém HAK (Hot Air Knife). Ten ultra tenkým proudem horkého vzduchu o teplotě asi 390 °C pod úhlem 45 - 80° doslova „odfoukne“ přebytek pájky zpět do vlny. Také se dá použít k lokální distribuci dusíku, jehož antioxidační vlastnosti a schopnost zlepšovat smáčecí charakteristiky může u vlnového pájení zvýšit kvalitu spojů, a hlavně výrazně omezit oxidaci roztavené pájky.
40 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
sekvenční systémy
simultánní systémy
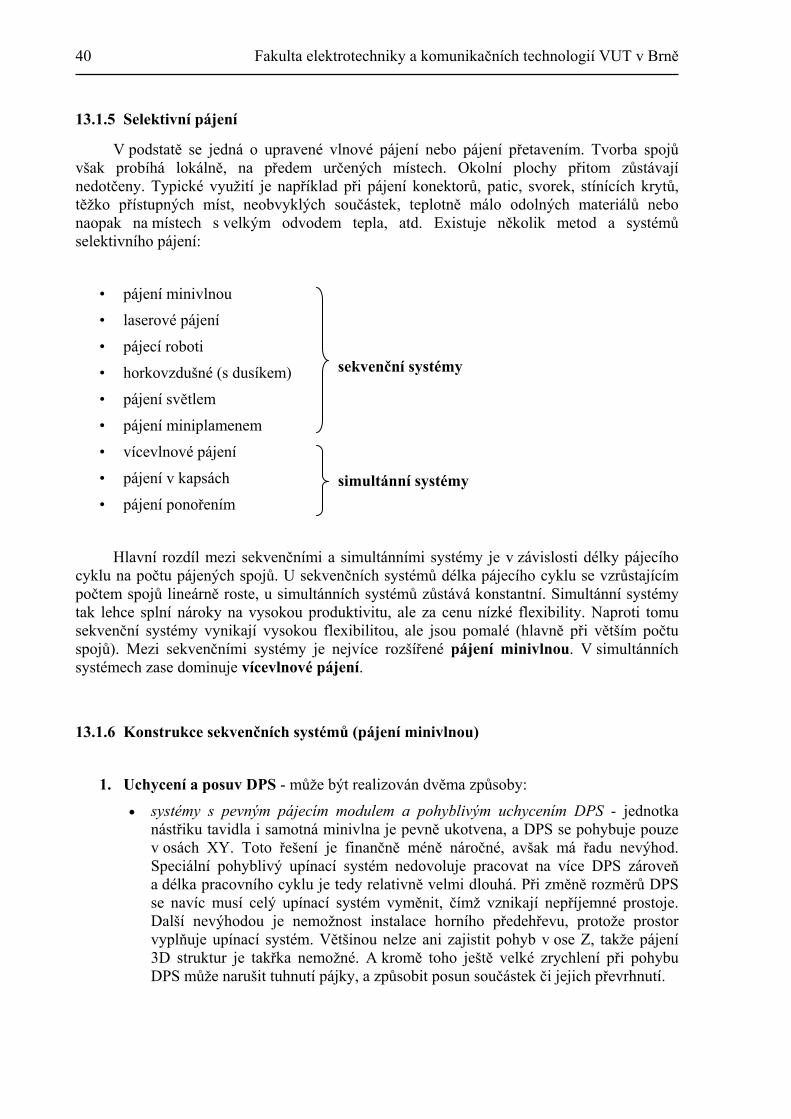
13.1.5 Selektivní pájení
V podstatě se jedná o upravené vlnové pájení nebo pájení přetavením. Tvorba spojů však probíhá lokálně, na předem určených místech. Okolní plochy přitom zůstávají nedotčeny. Typické využití je například při pájení konektorů, patic, svorek, stínících krytů, těžko přístupných míst, neobvyklých součástek, teplotně málo odolných materiálů nebo naopak na místech s velkým odvodem tepla, atd. Existuje několik metod a systémů selektivního pájení:
• pájení minivlnou
• laserové pájení
• pájecí roboti
• horkovzdušné (s dusíkem)
• pájení světlem
• pájení miniplamenem
• vícevlnové pájení
• pájení v kapsách
• pájení ponořením
Hlavní rozdíl mezi sekvenčními a simultánními systémy je v závislosti délky pájecího cyklu na počtu pájených spojů. U sekvenčních systémů délka pájecího cyklu se vzrůstajícím počtem spojů lineárně roste, u simultánních systémů zůstává konstantní. Simultánní systémy tak lehce splní nároky na vysokou produktivitu, ale za cenu nízké flexibility. Naproti tomu sekvenční systémy vynikají vysokou flexibilitou, ale jsou pomalé (hlavně při větším počtu spojů). Mezi sekvenčními systémy je nejvíce rozšířené pájení minivlnou. V simultánních systémech zase dominuje vícevlnové pájení.
13.1.6 Konstrukce sekvenčních systémů (pájení minivlnou)
1. Uchycení a posuv DPS - může být realizován dvěma způsoby:
• systémy s pevným pájecím modulem a pohyblivým uchycením DPS - jednotka nástřiku tavidla i samotná minivlna je pevně ukotvena, a DPS se pohybuje pouze v osách XY. Toto řešení je finančně méně náročné, avšak má řadu nevýhod. Speciální pohyblivý upínací systém nedovoluje pracovat na více DPS zároveň a délka pracovního cyklu je tedy relativně velmi dlouhá. Při změně rozměrů DPS se navíc musí celý upínací systém vyměnit, čímž vznikají nepříjemné prostoje. Další nevýhodou je nemožnost instalace horního předehřevu, protože prostor vyplňuje upínací systém. Většinou nelze ani zajistit pohyb v ose Z, takže pájení 3D struktur je takřka nemožné. A kromě toho ještě velké zrychlení při pohybu DPS může narušit tuhnutí pájky, a způsobit posun součástek či jejich převrhnutí.
Mikroelektronika a technologie součástek 41
• systémy s pevným uchycením DPS a pohyblivým pájecím modulem - v tomto případě je DPS pevně uchycena v dopravníku a pohybuje se jednotka nástřiku tavidla a pájecí minivlna. Tato koncepce bývá obvykle dražší, ale nabízí řešení všech nevýhod předchozího systému. Navíc díky přímému začlenění zařízení do výrobní linky bez nutnosti překládání DPS je možné pracovat až na třech DPS současně. V době, kdy je jedna DPS nad pájecí minivlnou, může být už druhá předehřívána, a na třetí může být nanášeno tavidlo. Produktivita práce se tak výrazně zvýší.
2. Jednotka nástřiku tavidla - konstrukcí se podobá sprejovým hlavám používaným
u kvalitnějších strojů pro vlnové pájení. V ideálním případě je pohyblivá ve všech třech osách a rozstřikuje tavidlo v malých kapkách na předem určená místa. Vysoká přesnost nástřiku je zajištěna pravidelnou automatickou kalibrací trysky pomocí speciálního čidla.
3. Systém předehřevu - platí pro něj v podstatě totéž jako pro předehřev u vlnového
pájení. V lepším případě je oboustranný (konvekční nebo IR). Některá zařízení mají horní předehřev selektivní (pomocí speciálních horkovzdušných trysek).
4. Pájecí modul - kompaktní celek (v ideálním případě opět pohyblivý) tvořený pájecí
vanou, čerpadlem a pájecí tryskou s přívodem dusíku. Nejlepší systémy si pomocí vestavěných senzorů neustále kontrolují a řídí výkon čerpadla, množství a teplotu roztavené pájky ve vaně, přítomnost dusíku, a výšku samotné minivlny. Navíc někteří výrobci nabízí i vylepšený způsob zakončování pájených spojů, kdy kromě oddálení celého modulu od spoje klesne na chvíli i hladina minivlny. Zlepší se tím konkávnost menisku, a lze také vytvořit ideálně hladké spoje pro VN aplikace.
13.1.7 Konstrukce simultánních systémů (pájení v kapsách a vícevlnové pájení)
- konstrukce je podobná jako u sekvenčních systémů, kromě následujících odlišností:
1. Uchycení a posuv DPS - je vyřešen podobně jako u sekvenčních systémů (pomocí
dopravníku nebo pohyblivého upínacího systému). 2. Pájecí modul - je tvořen buď pohyblivými pájecími kapsami nebo pevným
vícevlnovým nádstavcem.
• pájecí kapsy - jednoúčelový speciální přípravek tvořený základní deskou s množstvím tvarovaných kovových „kapes“, do kterých se nabírá roztavená pájka. Kapsy naplněné pájkou se pak vyzdvihnou až ke spodní straně DPS, kde se najednou zapájí všechny vyčnívající vývody, jež s nimi půdorysně lícují.
• vícevlnové pájení - používá podobný přípravek, u kterého však kapsy nemají dno a který je částečně ponořen v roztavené pájce a napevno připojen k čerpadlu. Stěny „kapes“ přitom slouží jako trysky, ze kterých vyvěrá roztavená pájka. DPS se pak spustí dolů až na úroveň těchto trysek, a opět dojde k zapájení všech vývodů najednou.
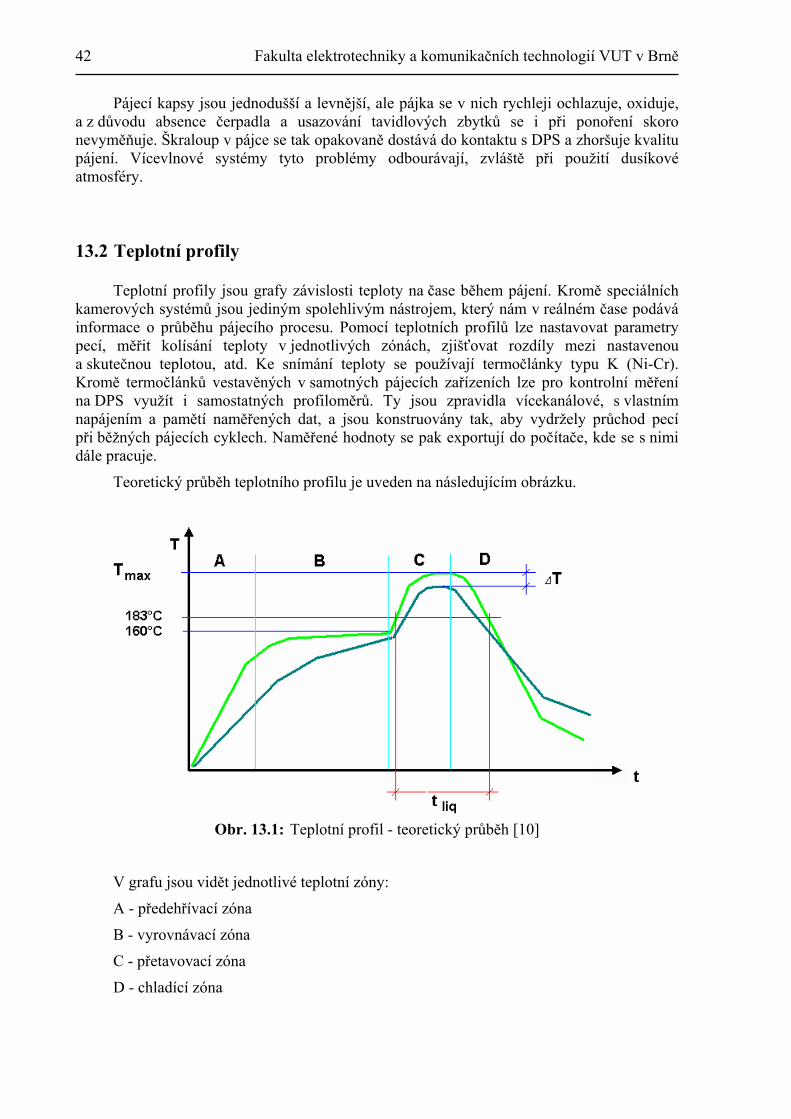
42 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
Pájecí kapsy jsou jednodušší a levnější, ale pájka se v nich rychleji ochlazuje, oxiduje, a z důvodu absence čerpadla a usazování tavidlových zbytků se i při ponoření skoro nevyměňuje. Škraloup v pájce se tak opakovaně dostává do kontaktu s DPS a zhoršuje kvalitu pájení. Vícevlnové systémy tyto problémy odbourávají, zvláště při použití dusíkové atmosféry.
13.2 Teplotní profily
Teplotní profily jsou grafy závislosti teploty na čase během pájení. Kromě speciálních kamerových systémů jsou jediným spolehlivým nástrojem, který nám v reálném čase podává informace o průběhu pájecího procesu. Pomocí teplotních profilů lze nastavovat parametry pecí, měřit kolísání teploty v jednotlivých zónách, zjišťovat rozdíly mezi nastavenou a skutečnou teplotou, atd. Ke snímání teploty se používají termočlánky typu K (Ni-Cr). Kromě termočlánků vestavěných v samotných pájecích zařízeních lze pro kontrolní měření na DPS využít i samostatných profiloměrů. Ty jsou zpravidla vícekanálové, s vlastním napájením a pamětí naměřených dat, a jsou konstruovány tak, aby vydržely průchod pecí při běžných pájecích cyklech. Naměřené hodnoty se pak exportují do počítače, kde se s nimi dále pracuje.
Teoretický průběh teplotního profilu je uveden na následujícím obrázku.
Obr. 13.1: Teplotní profil - teoretický průběh [10]
V grafu jsou vidět jednotlivé teplotní zóny:
A - předehřívací zóna
B - vyrovnávací zóna
C - přetavovací zóna
D - chladící zóna
Mikroelektronika a technologie součástek 43
Během předehřívací fáze je důležité, aby teplotní gradient nepřesáhl 4-5° C/s. Jinak hrozí příliš nerovnoměrný ohřev součástek. Ten do jisté míry nastane pokaždé, poněvadž tepelná kapacita, schopnost absorbce tepelného záření a tepelná vodivost jednotlivých komponent na DPS je značně rozdílná. Roli přitom hraje jejich barva, použitý materiál i rozměry. Proto je součástí profilu vyrovnávací zóna, během které teplota pece zůstává stejná (pokud se nejedná o lineární profil) a pouze se vyrovnává teplota - dohřívají se „pomalejší“ součástky. Během této fáze se také začíná aktivovat tavidlo. V přetavovací zóně jsou důležité tři parametry. Maximální teplota (TBmax B), čas nad teplotou tavení (tBliqB), a maximální rozdíl teplot (∆T). Maximální teplota nesmí překročit hranici odolnosti plastových součástí (patic, konektorů, aj.). Čas nad teplotou tavení by měl být řádově v desítkách sekund, a teplotní rozdíl ∆T má být co nejmenší. Za velmi dobrou hodnotu se považuje rozmezí 1-5° C. Chladící zóna by měla zajistit co nejrychlejší ochlazení celé DPS na teplotu kolem 40° C. Rychlost chlazení by přitom měla být alespoň 5° C/s. Tím lze docílit minimálního nárůstu intermetalické sloučeniny CuB6 BSnB5 B a zabránit tvorbě velkých krystalů uvnitř spoje. Teplotní profil na obr. 13.1 platí pro olovnatou pájecí slitinu. U bezolovnaté pájky by maximální teploty předehřevu i přetavení byly vyšší.
13.3 Dodatek
Nedílnou součástí této kapitoly je i multimediální výuková prezentace, která slouží k snadnějšímu pochopení výše popsané problematiky strojního pájení a teplotních profilů. Prezentace je promítána během teoretické části cvičení. Účast na výuce je proto více než žádoucí…
13.4 Praktické cvičení
13.4.1 Zadání
Proměřte teplotní profil přetavovací pece HR-21 a zhodnoťte její vlastnosti.
13.4.2 Pracovní postup
TPříprava pece a umístění termočlánků
Měření bude probíhat „naprázdno“ (bez DPS), a to během temperačního cyklu pece. Ten je zcela shodný se zvoleným programem a provádí se pouze proto, aby pájení první DPS nezačínalo s odlišnými vstupními podmínkami. Teplotní profil pece si před samotným zahájením měření buď vyberete z nastavených programů nebo si navolíte vlastní. K měření byste měli použít celkem 6 termočlánků. Jeden je napevno instalován v pracovní komoře a jeho teplota se za chodu pece zobrazuje na červeném svítícím displeji. Druhý je k peci připojen zvenčí a dá se umístit dle potřeby. Jeho teplota se při provozu zobrazuje na textovém displeji a je označena jako T2. Zbývající 4 termočlánky jsou součástí vybavení externího profiloměru. Poněvadž jsou DPS při pájení vždy položeny na drátěném roštu, jenž je součástí dvířek, budeme 5 volných termočlánků připevňovat právě k němu. Venkovní termočlánek pece umístěte pokud možno do středu roštu a termočlánky profiloměru po jednom do každého rohu. K upevnění použijte kaptonovou pásku. Celou operaci provádějte při vypnuté peci,
44 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
a nezapomeňte zkontrolovat, zda jdou dvířka pece zavřít. Pokud ne, musíte upravit vedení termočlánků, případně změnit jejich rozmístění na roštu.
Měření
Externí profiloměr si naměřené hodnoty uchovává v paměti, ale údaje z termočlánků samotné pece budete muset zaznamenávat ručně. Je tedy nutné, aby dva studenti zapisovali obě teploty po dobu celého měření, a to v intervalu asi 10 s (půjde zhruba o 60-80 hodnot z každého termočlánku). Samotné měření zahájíte tak, že zapnete profiloměr (páčkový vypínač na předním panelu - zelená LED svítí), zapnete přetavovací pec a vyberete program, případně si nastavíte vlastní. Řiďte se přitom pokyny na displeji nebo požádejte o pomoc vyučujícího. Potom spusťte navolený program, zapněte měření na profiloměru (tlačítko na čelním panelu - zelená LED bliká) a začněte zapisovat teploty zobrazované na displejích pece. Fáze chlazení u HR-21 probíhá při otevřených dvířkách. Pec Vás k tomu vyzve zvukovým signálem a nápisem na textovém displeji. Konec chlazení pec opět ohlásí zvukovým signálem. Teprve po tomto signálu zastavte měření profiloměru (stejné tlačítko - zelená LED bliká) a ukončete zapisování teplot. Profiloměr nevypínejte úplně, přišli byste o naměřená data. Vypněte pouze pec a nechejte dvířka otevřená.
Zpracování dat Odpojte profiloměr od termočlánků a připojte ho k PC. Otevřete obslužnou aplikaci
profiloměru a přes spojovací kabel do ní nahrajte naměřená data. Upravte osy grafu (vezměte přitom v úvahu i maxima a minima ručně odečtených teplot) a profil vytiskněte. Z ručně odečtených teplot dokreslete do vytištěného profilu zbývající dvě křivky.
13.4.3 Zpracování do sešitu
Do sešitu (za případné poznámky z teoretické části cvičení) napište zadání úlohy a vlepte výsledný graf profilu se šesti teplotními křivkami. Potom na základě získaných teoretických znalostí a výsledků měření co nejpřesněji zhodnoťte vlastnosti zkoumané pece. Uveďte její klady i zápory.
Mikroelektronika a technologie součástek 45
14 Použití bezolovnatých pájecích slitin
Kapitola seznamuje studenty s důležitými aspekty bezolovnatého pájení, vlastnostmi bezolovnatých slitin, nutnými změnami pájecího procesu a odlišným přístupem v posuzování kvality pájených spojů. V praktické části si studenti vyzkouší ve zjednodušené podobě kompletní montážní proces a pájení přetavením s použitím bezolovnaté pájecí pasty.
14.1 Bezolovnaté pájení
Důvod, proč se přechází na bezolovnaté pájení je ten, že podle platných předpisů EU nesmí od 1.7. 2006 žádný z výrobků prodávaných v Evropě obsahovat vybrané jedovaté látky a sloučeniny, mezi kterými je i olovo. Toto datum je závazné sice jen pro trhy EU, ale podobná nařízení existují i v USA a Japonsku. Vzhledem k relativně velkému časovému předstihu, se kterým byl tento zákaz plánován, se již povedlo vyvinout potřebné technologie i materiály a mnoho výrobců už bezolovnaté pájení běžně používá. Tento přechod však není pouhou záměnou vstupních materiálů. Vyžaduje řadu úprav ve výrobním procesu a v některých případech i rozsáhlé investice.
Náhrada olova v pájecích procesech je spojena s následujícími kroky:
• výběr vhodné bezolovnaté pájecí slitiny
• splnění nároků na strojní vybavení
• přizpůsobení pájecího procesu a teplotních profilů
• úprava systémů kontroly kvality
14.1.1 Výběr bezolovnaté pájecí slitiny
Výběr bezolovnaté slitiny se řídí zejména požadavky na následující parametry:
• materiálové vlastnosti (teplotní odolnost, pevnost, kompatibilita s různými povrchovými úpravami pájecích ploch i kontaktů
• bod tání
• pájitelnost (smáčivost a roztékavost)
• cena
• typ použitého tavidla a množství tavidlových zbytků (důležité pro případné čištění)
• toxicita
Hodnoty těchto parametrů mohou být velmi rozdílné a jsou ovlivněny složením konkrétní slitiny. U všech typů bezolovnatých pájek zaujímá největší objemové procento cín. Kromě něj se tam nachází některý z následujících kovů nebo jejich kombinace:
• Stříbro - snižuje bod tání, zlepšuje smáčivost a pevnost spoje
• Bismut - snižuje bod tání a zlepšuje smáčivost
46 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
• Měď - výrazně zvyšuje pevnost spoje
• Zinek - snižuje bod tání a cenu slitiny
• Antimon - zvyšuje pevnost a snižuje povrchové napětí pro lepší roztékavost a menší pravděpodobnost výskytu tombstoningu
• Indium - snižuje bod tání
• Nikl - chrání před difůzí povrchových úprav do pájky a před odsmáčením
• Germanium - chrání před nadměrnou oxidací
Co se týká bodu tání, pohybuje se podle druhu slitiny zhruba v rozpětí 211 - 239° C. Cenově pak vycházejí bezolovnaté pájky 1,5x - 3x dražší, než pájky olovnaté. Velmi přitom záleží na výrobci. Použitá tavidla mohou být buď stejná jako u olovnatých pájek, ale preferuje se používání tavidel na vodní bázi, která se svojí vyšší aktivační teplotou výborně korespondují s vyšší teplotou tání bezolovnatých slitin. Zanechávají také minimum zbytků, takže i výrazně zjednodušují nebo zcela odstraňují čistící procesy.
14.1.2 Nároky na strojní vybavení
I z hlediska strojního vybavení jsou bezolovnaté pájecí slitiny náročnější. V prvé řadě na teplotu. Ta je zhruba o 40° C vyšší, a tudíž vyžaduje kvalitnější ohřívací moduly. Díky pracovním teplotám, které se blíží hranicím teplotní odolnosti plastových dílů, je rovněž důležitá dobrá nastavitelnost, přesná regulace a co nejvíce homogenní ohřev. To platí především pro přetavovací pece. U pájecích vln je zase kritická silná agresivita roztavených bezolovnatých slitin, která způsobuje korozi pájecích van, čerpadel a ostatních kovových částí, které jsou s pájkou v trvalém kontaktu. Řešením je dvojí. Buď změnit výchozí materiál na výrobu těchto součástí, nebo jim poskytnout alespoň ochrannou povrchovou úpravu.
Alternativní materiály jsou:
- titanem legovaná ocel
- keramika
- sintrovaná keramika
Z povrchových úprav lze uvést:
- smalt
- ochranné keramické nátěry
• Zirkon-oxidové
• Bor-nitridové
- kompozitní smalty (emaily)
- plasmová oxidace (pasivace)
Pro pájecí vlny se doporučují i další konstrukční změny či úpravy. Předně je to zvýšení tlaku vyvěrající pájky. Tím lze u turbulentní vlny částečně eliminovat horší smáčivost bezolovnatých pájek. Turbulentní vlna by také měla být delší a měla by být co nejblíže klidné
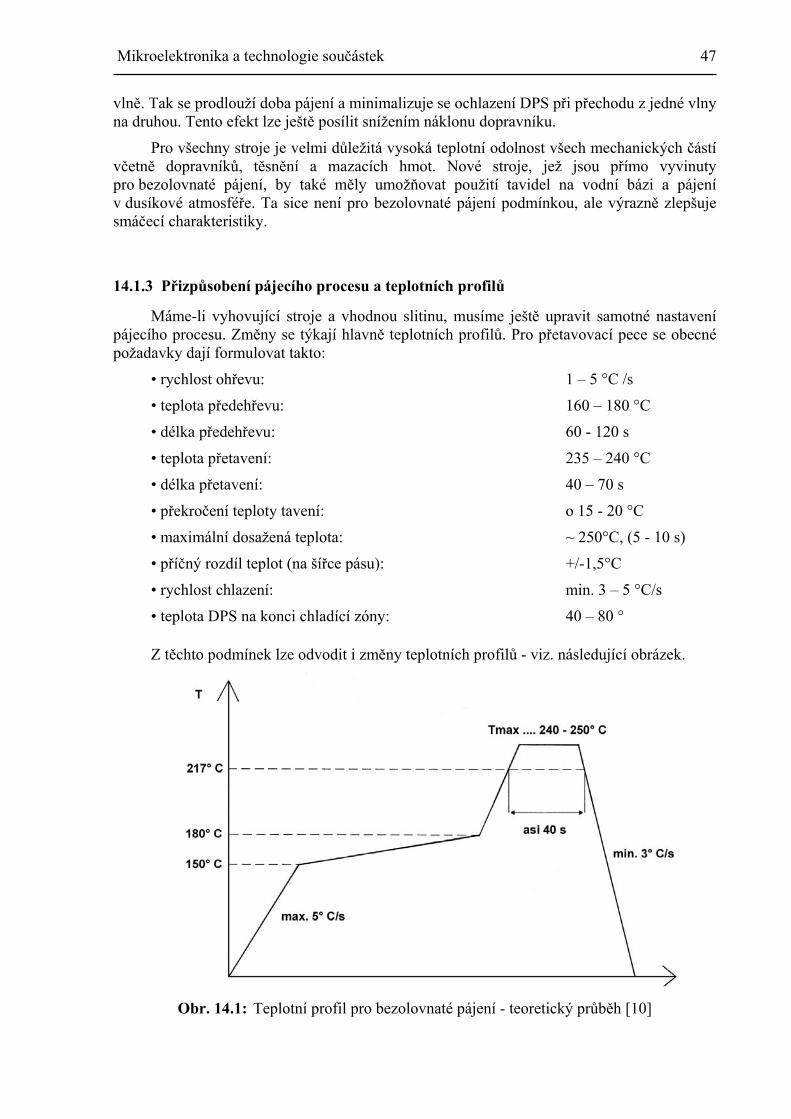
Mikroelektronika a technologie součástek 47
vlně. Tak se prodlouží doba pájení a minimalizuje se ochlazení DPS při přechodu z jedné vlny na druhou. Tento efekt lze ještě posílit snížením náklonu dopravníku.
Pro všechny stroje je velmi důležitá vysoká teplotní odolnost všech mechanických částí včetně dopravníků, těsnění a mazacích hmot. Nové stroje, jež jsou přímo vyvinuty pro bezolovnaté pájení, by také měly umožňovat použití tavidel na vodní bázi a pájení v dusíkové atmosféře. Ta sice není pro bezolovnaté pájení podmínkou, ale výrazně zlepšuje smáčecí charakteristiky.
14.1.3 Přizpůsobení pájecího procesu a teplotních profilů
Máme-li vyhovující stroje a vhodnou slitinu, musíme ještě upravit samotné nastavení pájecího procesu. Změny se týkají hlavně teplotních profilů. Pro přetavovací pece se obecné požadavky dají formulovat takto:
• rychlost ohřevu: 1 – 5 °C /s
• teplota předehřevu: 160 – 180 °C
• délka předehřevu: 60 - 120 s
• teplota přetavení: 235 – 240 °C
• délka přetavení: 40 – 70 s
• překročení teploty tavení: o 15 - 20 °C
• maximální dosažená teplota: ~ 250°C, (5 - 10 s)
• příčný rozdíl teplot (na šířce pásu): +/-1,5°C
• rychlost chlazení: min. 3 – 5 °C/s
• teplota DPS na konci chladící zóny: 40 – 80 °
Z těchto podmínek lze odvodit i změny teplotních profilů - viz. následující obrázek.
Obr. 14.1: Teplotní profil pro bezolovnaté pájení - teoretický průběh [10]
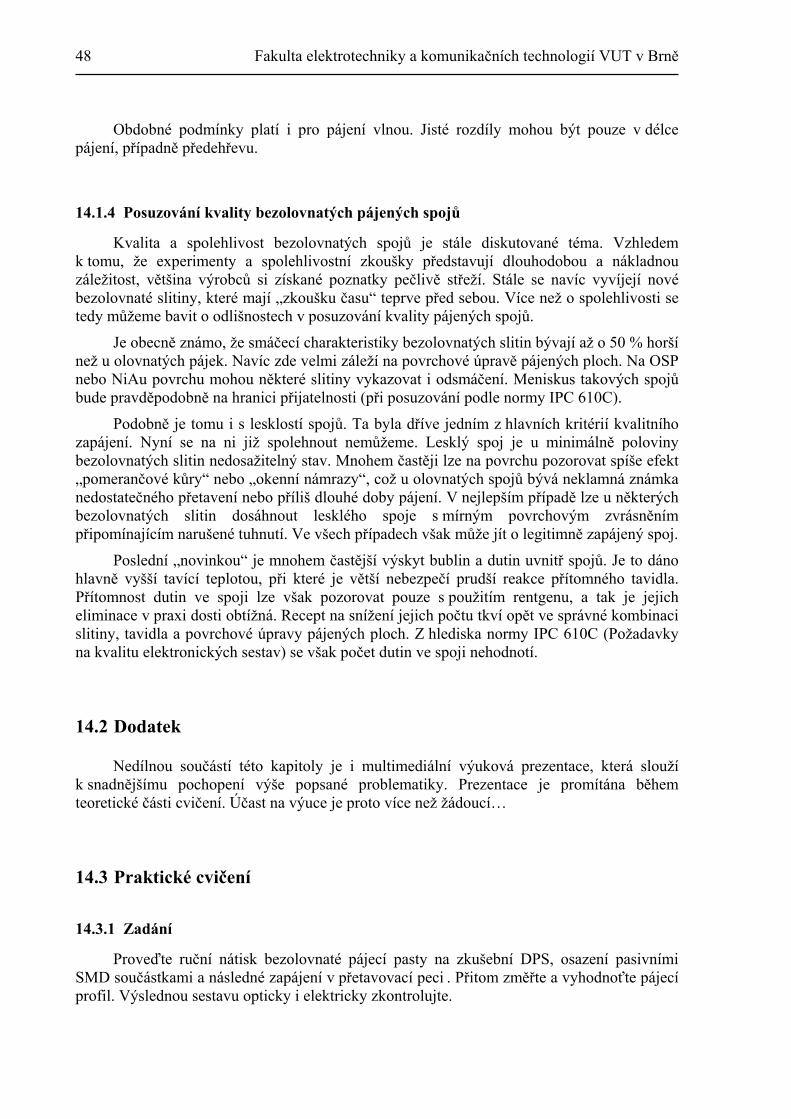
48 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
Obdobné podmínky platí i pro pájení vlnou. Jisté rozdíly mohou být pouze v délce pájení, případně předehřevu.
14.1.4 Posuzování kvality bezolovnatých pájených spojů
Kvalita a spolehlivost bezolovnatých spojů je stále diskutované téma. Vzhledem k tomu, že experimenty a spolehlivostní zkoušky představují dlouhodobou a nákladnou záležitost, většina výrobců si získané poznatky pečlivě střeží. Stále se navíc vyvíjejí nové bezolovnaté slitiny, které mají „zkoušku času“ teprve před sebou. Více než o spolehlivosti se tedy můžeme bavit o odlišnostech v posuzování kvality pájených spojů.
Je obecně známo, že smáčecí charakteristiky bezolovnatých slitin bývají až o 50 % horší než u olovnatých pájek. Navíc zde velmi záleží na povrchové úpravě pájených ploch. Na OSP nebo NiAu povrchu mohou některé slitiny vykazovat i odsmáčení. Meniskus takových spojů bude pravděpodobně na hranici přijatelnosti (při posuzování podle normy IPC 610C).
Podobně je tomu i s lesklostí spojů. Ta byla dříve jedním z hlavních kritérií kvalitního zapájení. Nyní se na ni již spolehnout nemůžeme. Lesklý spoj je u minimálně poloviny bezolovnatých slitin nedosažitelný stav. Mnohem častěji lze na povrchu pozorovat spíše efekt „pomerančové kůry“ nebo „okenní námrazy“, což u olovnatých spojů bývá neklamná známka nedostatečného přetavení nebo příliš dlouhé doby pájení. V nejlepším případě lze u některých bezolovnatých slitin dosáhnout lesklého spoje s mírným povrchovým zvrásněním připomínajícím narušené tuhnutí. Ve všech případech však může jít o legitimně zapájený spoj.
Poslední „novinkou“ je mnohem častější výskyt bublin a dutin uvnitř spojů. Je to dáno hlavně vyšší tavící teplotou, při které je větší nebezpečí prudší reakce přítomného tavidla. Přítomnost dutin ve spoji lze však pozorovat pouze s použitím rentgenu, a tak je jejich eliminace v praxi dosti obtížná. Recept na snížení jejich počtu tkví opět ve správné kombinaci slitiny, tavidla a povrchové úpravy pájených ploch. Z hlediska normy IPC 610C (Požadavky na kvalitu elektronických sestav) se však počet dutin ve spoji nehodnotí.
14.2 Dodatek
Nedílnou součástí této kapitoly je i multimediální výuková prezentace, která slouží k snadnějšímu pochopení výše popsané problematiky. Prezentace je promítána během teoretické části cvičení. Účast na výuce je proto více než žádoucí…
14.3 Praktické cvičení
14.3.1 Zadání
Proveďte ruční nátisk bezolovnaté pájecí pasty na zkušební DPS, osazení pasivními SMD součástkami a následné zapájení v přetavovací peciP
P. Přitom změřte a vyhodnoťte pájecí
profil. Výslednou sestavu opticky i elektricky zkontrolujte.

Mikroelektronika a technologie součástek 49
14.3.2 Pracovní postu
Nátisk pasty
Na ruční sítotiskový stolek upevněte testovací DPS. Deska musí být nasazena na třech drátových kolíčcích, které ji fixují proti posuvu! Pak na stolek přišroubujte šablonu. Zvětšené otvory v šabloně by měly umožnit hrubé sesouhlasení s motivem DPS. Je-li to nutné, proveďte ještě jemné sesouhlasení pomocí bočních stavitelných šroubů. Na okraj šablony naneste bezolovnatou pájecí pastu a rovnoměrným pohybem těrky pod úhlem asi 60° ji natiskněte na DPS. Natisknutou DPS vyjměte. Přebytek pasty na těrce a na šabloně setřete zpět do plastové nádoby a šablonu důkladně očistěte.
Osazení
Upevněte si natisknutý substrát pomocí magnetických zarážek ke hraně pracovní desky manipulátoru. Nasaďte vhodnou trysku na osazovací hlavu a zapněte vakuovou pumpu. Vyzkoušejte si manipulaci s osazovací hlavou a uchopení součástek. Dle potřeby zvyšte nebo snižte výkon vakua. Osaďte natisknutou DPS pasivními součástkami. Použijte všechny předepsané velikosti součástek. Dbejte na jejich správné umístění a polohu.
Pájení přetavením, měření teplotního profilu a kontrola
Zapněte přetavovací pec HR-21 a zvolte program dle pokynů vyučujícího. Opište si nastavení jeho parametrů. Počkejte až skončí předehřev pece – řiďte se pokyny na ovládacím displeji. Mezitím si připravte profiloměr a připevněte na DPS měřící termočlánky. Na vyzvání programu vložte připravenou DPS do středu nosné mřížky. Přepněte profiloměr do měřícího režimu, opatrně zavřete dvířka a nechte proběhnout přetavovací cyklus. Na výzvu programu otevřete dvířka a nechte DPS vychladnout. Zastavte měření na profiloměru, ale nevypínejte ho úplně (přišli byste o naměřené hodnoty). Přeneste DPS i s profiloměrem na pracoviště s počítačem. Otevřete obslužnou aplikaci profiloměru a přes spojovací kabel do ní nahrajte naměřená data. Získaný pájecí profil vyfiltrujte a vytiskněte. Potom odstraňte s DPS měřící termočlánky a vypněte (vynulujte) profiloměr. Kvalitu zapájení nejprve opticky zkontrolujte pod stereomikroskopem. Zaměřte se přitom na povrch a tvar pájených spojů, množství nanesené pasty, smočení pájecích i kontaktních ploch, atd. Následně proveďte pomocí ohmmetru jednoduchý elektrický test vodivosti. V ideálním případě by všechny tři testovací okruhy měli mít téměř nulový odpor. Není-li tomu tak, pokuste se zjistit, kde je chyba.
14.3.3 Zpracování do sešitu
Do sešitu (za případné poznámky z teoretického úvodu cvičení) napište zadání úlohy, vlepte vytisknutý pájecí profil a dopište vlastní závěr. V něm zhodnoťte výsledné zapájení součástek na testovací DPS (množství pájky, tvar a povrch pájených spojů,…), výsledek elektrického testu a naměřený teplotní profil. Ten porovnejte s teplotními profily z předcházejícího cvičení a zdůvodněte nalezené odlišnosti. Objeví-li se u výsledné sestavy nějaké chyby, zdůvodněte je také.
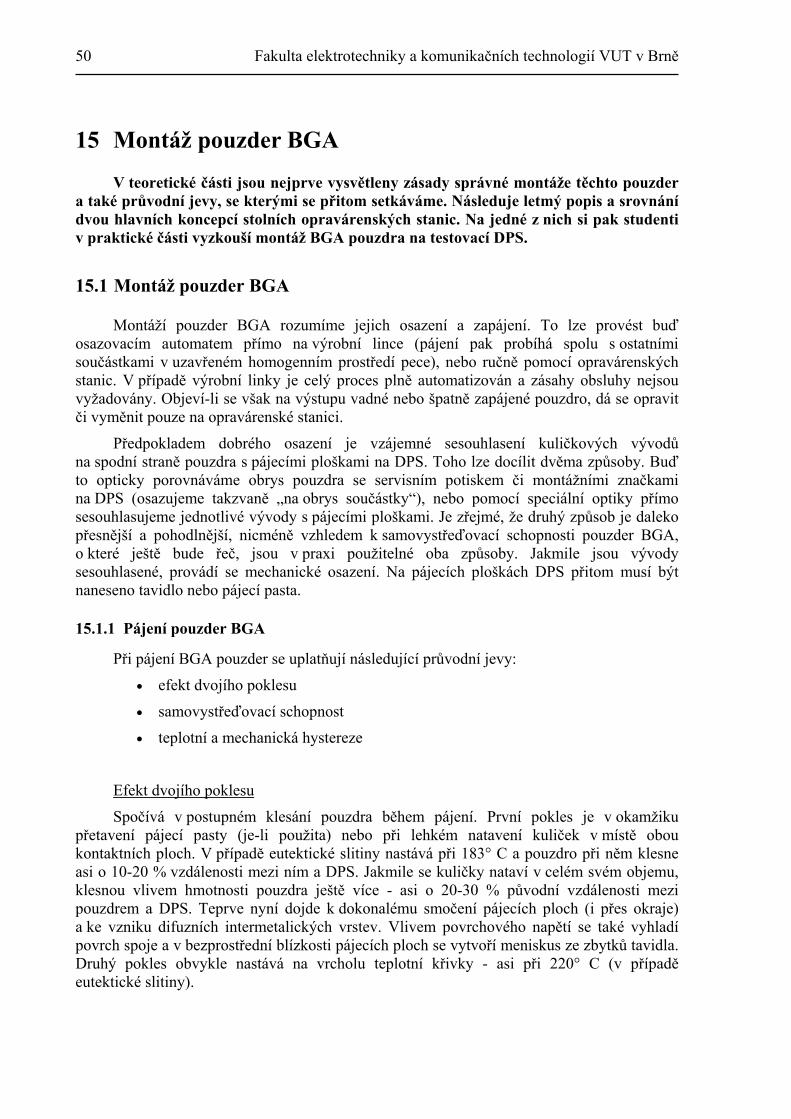
50 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
15 Montáž pouzder BGA
V teoretické části jsou nejprve vysvětleny zásady správné montáže těchto pouzder a také průvodní jevy, se kterými se přitom setkáváme. Následuje letmý popis a srovnání dvou hlavních koncepcí stolních opravárenských stanic. Na jedné z nich si pak studenti v praktické části vyzkouší montáž BGA pouzdra na testovací DPS.
15.1 Montáž pouzder BGA
Montáží pouzder BGA rozumíme jejich osazení a zapájení. To lze provést buď osazovacím automatem přímo na výrobní lince (pájení pak probíhá spolu s ostatními součástkami v uzavřeném homogenním prostředí pece), nebo ručně pomocí opravárenských stanic. V případě výrobní linky je celý proces plně automatizován a zásahy obsluhy nejsou vyžadovány. Objeví-li se však na výstupu vadné nebo špatně zapájené pouzdro, dá se opravit či vyměnit pouze na opravárenské stanici.
Předpokladem dobrého osazení je vzájemné sesouhlasení kuličkových vývodů na spodní straně pouzdra s pájecími ploškami na DPS. Toho lze docílit dvěma způsoby. Buď to opticky porovnáváme obrys pouzdra se servisním potiskem či montážními značkami na DPS (osazujeme takzvaně „na obrys součástky“), nebo pomocí speciální optiky přímo sesouhlasujeme jednotlivé vývody s pájecími ploškami. Je zřejmé, že druhý způsob je daleko přesnější a pohodlnější, nicméně vzhledem k samovystřeďovací schopnosti pouzder BGA, o které ještě bude řeč, jsou v praxi použitelné oba způsoby. Jakmile jsou vývody sesouhlasené, provádí se mechanické osazení. Na pájecích ploškách DPS přitom musí být naneseno tavidlo nebo pájecí pasta.
15.1.1 Pájení pouzder BGA
Při pájení BGA pouzder se uplatňují následující průvodní jevy:
• efekt dvojího poklesu
• samovystřeďovací schopnost
• teplotní a mechanická hystereze
UEfekt dvojího poklesu
Spočívá v postupném klesání pouzdra během pájení. První pokles je v okamžiku přetavení pájecí pasty (je-li použita) nebo při lehkém natavení kuliček v místě obou kontaktních ploch. V případě eutektické slitiny nastává při 183° C a pouzdro při něm klesne asi o 10-20 % vzdálenosti mezi ním a DPS. Jakmile se kuličky nataví v celém svém objemu, klesnou vlivem hmotnosti pouzdra ještě více - asi o 20-30 % původní vzdálenosti mezi pouzdrem a DPS. Teprve nyní dojde k dokonalému smočení pájecích ploch (i přes okraje) a ke vzniku difuzních intermetalických vrstev. Vlivem povrchového napětí se také vyhladí povrch spoje a v bezprostřední blízkosti pájecích ploch se vytvoří meniskus ze zbytků tavidla. Druhý pokles obvykle nastává na vrcholu teplotní křivky - asi při 220° C (v případě eutektické slitiny).
Mikroelektronika a technologie součástek 51
Obr. 15.1: Grafické znázornění dvojího poklesu [11]
USamovystřeďovací schopnostU
Dynamické síly povrchového napětí roztavené pájky způsobí, že v okamžiku druhého poklesu dojde k samovolnému vystředění pouzdra na pájecích ploškách. Z toho důvodu není nutné pouzdra při osazení naprosto přesně sesouhlasovat. Samovystřeďovací schopnost funguje i při 50 % přesahu vývodu mimo pájecí plošku. Při větší odchylce už hrozí „přeskočení“ pouzdra na vedlejší pájecí plošky.
Obr. 15.2: Grafické znázornění samovystřeďovací schopnosti [11]
183° C 1. pokles
2. pokles 220° C
52 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
UTeplotní a mechanická hysterezeU
Nejsou-li kuličky i pájecí pasta ze stejné eutektické slitiny projevuje se u nich při zahřívání postupný přechod z tuhého skupenství přes plastický stav do kapalného stavu a obráceně. Následkem toho spoje při ochlazování tuhnou při nižší teplotě, než je teplota tání. V praxi to vypadá tak, že například slitina, která se zahřátím roztaví při 190° C, ztuhne zhruba při 160° C. S tímto jevem je třeba počítat hlavně při ručních opravách, kdy předčasné ukončení chladící fáze a manipulace s pouzdrem může tuhnutí slitiny narušit.
Někdy může při tuhnutí spojů dojít i k mírnému zdvihnutí pouzdra - oproti jeho minimální výšce nad DPS při roztavené pájecí slitině. Tento jev je však závislý na více faktorech (například velikosti pájecích ploch a jejich povrchové úpravě, počtu a objemu spojů, hmotnosti pouzdra a vlastnostech pájecí slitiny, atd.).
UZkraty u BGA pouzder
Při pájení BGA pouzder (stejně jako u ostatních součástek) existuje i nebezpečí zkratů a pájkových můstků mezi vývody. Zkraty u BGA pouzder ale nejdou jednoduše „odsát“. Musí se přitom celé pouzdro odstranit a připájet nové (nebo původní po provedení reballingu). Tato operace je příliš pracná, a tak je třeba se zkratů co nejvíce vyvarovat. Zkraty vznikají obvykle z těchto důvodů:
• příliš velká hmotnost pouzdra
• příliš vysoký tlak horkého vzduchu
• příliš vysoká pájecí teplota
• nadměrné množství tavidla
• špatně natisknutá pájecí pasta
• prohnutí pouzdra nebo DPS během pájení
UBGA pouzdra a bezolovnaté pájecí slitiny
V souvislosti s přechodem na bezolovnaté pájecí slitiny dojde i v pájecím procesu BGA pouzder k několika změnám. Předně je to opět celkové zvýšení teploty. Předehřívací a vyrovnávací zóna bude mít svůj vrchol asi na 180° C. Navíc bude u některých pouzder nutné na této teplotě setrvat o něco déle. Maximální teploty stoupnou až na 230 - 240° C (podle druhu slitiny) a nárůst na tyto teploty by měl být naopak poměrně rychlý, aby se zabránilo nadměrné oxidaci tavící se slitiny. Při kombinaci olovnatých a bezolovnatých slitin (pájecí pasta x kuličky x HAL) budou maximální teploty kolísat mezi oběma druhy slitin, podle procentního podílu olova v celkovém objemu spoje. Jako poslední změnu týkající se bezolovnatého pájení je třeba ještě připomenout odlišný přístup v posuzování kvality spojů - hlavně z hlediska jejich hladkosti a lesklosti …
Mikroelektronika a technologie součástek 53
15.1.2 Stolní opravárenské stanice
Jak již bylo naznačeno v úvodu, opravárenské stanice jsou jedinečným nástrojem pro montáž i demontáž BGA pouzder. Existuje nepřeberné množství modelů a provedení těchto stanic - od malých horkovzdušných jednotek až po takové komplexní systémy jako je třeba modulární FINEPLACER (Finetech), PRC 2000 (Pace) nebo IR/PL 550A (Ersa).
Všechny v současnosti vyráběné stanice se v tom nejobecnějším pohledu dají rozdělit na dvě skupiny lišící se v tom nejzákladnějším - ve způsobu ohřevu.
1. Horkovzdušné stanice
2. Stanice s IR ohřevem
UHorkovzdušné stanice
Pracují na poměrně jednoduchém principu - ofukování součástky horkým vzduchem ze speciálních trysek. Ty se liší svým tvarem a velikostí podle jednotlivých druhů součástek, pro které jsou určeny. Předností tohoto řešení je především jeho nízká cena a celkem dobrá univerzálnost. Dá se říci, že „kopíruje“ konvekční přetavovací pece, které pracují na stejném principu. Avšak zatímco ve velkých pecích je horký vzduch (v kombinaci s inertním plynem) takřka ideální kombinací, u malých stanic tomu tak není. Pec tvoří uzavřený homogenní systém, ve kterém se dají pouzdra BGA spolu s ostatními součástkami spolehlivě zapájet. Opravárenská stanice není uzavřeným systémem. Tryska není nikdy zcela bez otvorů, anebo nedosedá až na povrch DPS - vzduch musí někudy proudit ven. A právě to je příčinou mnoha problémů:
• Horký vzduch ofukuje i okolní součástky - hrozí jejich natavení a jsou-li malé, tak i jejich odfouknutí. Je třeba je chránit kaptonovou páskou, což zvyšuje spotřebu materiálu a prodlužuje pájecí proces. Lepidlo z pásky navíc znečišťuje DPS a nechává po sobě stopy.
• Vzduch v trysce kvůli svému turbulentnímu proudění neohřívá součástku (jmenovitě BGA pouzdra) rovnoměrně.
• Pokud tryska dosedá až na povrch DPS, neumožňuje optickou kontrolu průběhu pájecího procesu (dvojí pokles).
• Úspěšné zapájení součástky je silně závislé na mnoha vzájemně provázaných parametrech - tlak vzduchu, teplota, čas, tvar trysky a její přiblížení k součástce.
Tyto stanice navíc vyžadují externí přívod stlačeného vzduchu, což omezuje rozsah jejich použití a zvyšuje náklady na instalaci (vzduchové rozvody, kompresor, atd).
UStanice s IR ohřevem
Využívají k ohřevu součástek IR záření ze speciálních zářičů. Nejedná se o viditelné tepelné záření, které je možné vidět u většiny spodních předehřevů, ale o úzkopásmové středovlnné IR záření (λ = 2-8 µm) - alespoň v případě stanic řady IR 500 a 550 od firmy ERSA. Záření této vlnové délky má prokazatelně nejlepší poměr absorpce/reflexe v prostředí viditelného i neviditelného spektra. Proto je jeho účinnost téměř nezávislá na materiálu a barvě pouzdra součástky. Od toho se odvíjí i řada následujících výhod:
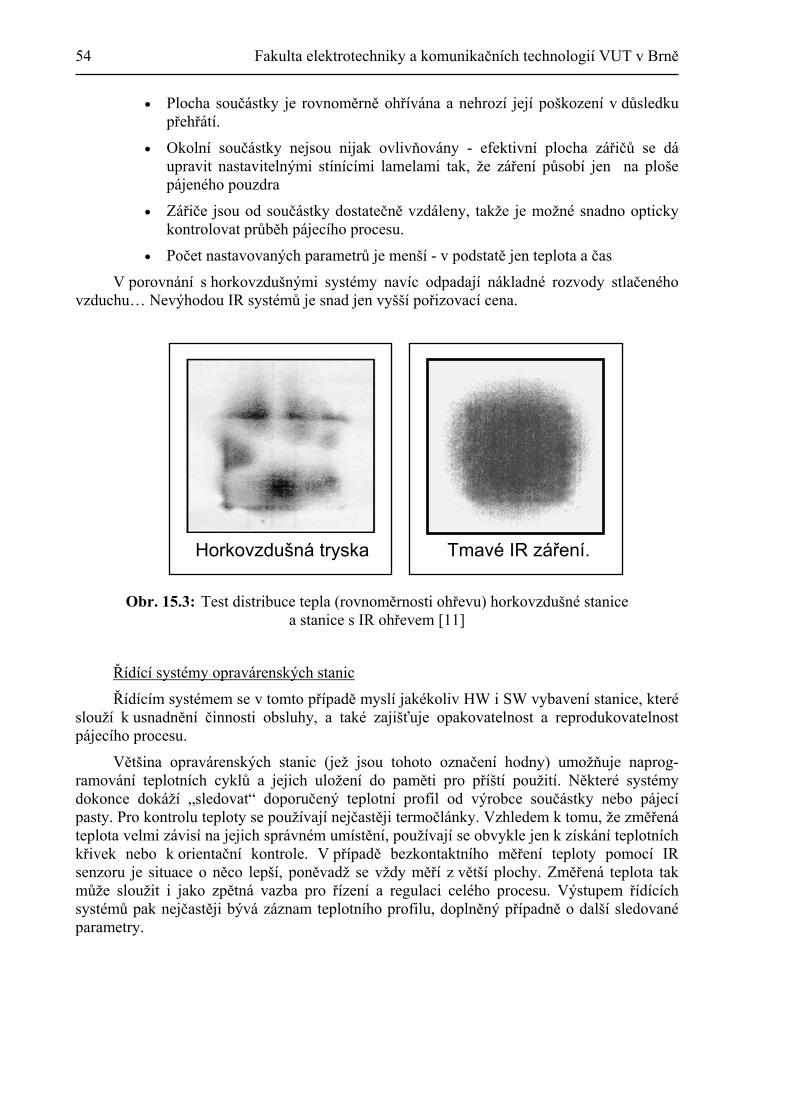
54 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
• Plocha součástky je rovnoměrně ohřívána a nehrozí její poškození v důsledku přehřátí.
• Okolní součástky nejsou nijak ovlivňovány - efektivní plocha zářičů se dá upravit nastavitelnými stínícími lamelami tak, že záření působí jen na ploše pájeného pouzdra
• Zářiče jsou od součástky dostatečně vzdáleny, takže je možné snadno opticky kontrolovat průběh pájecího procesu.
• Počet nastavovaných parametrů je menší - v podstatě jen teplota a čas
V porovnání s horkovzdušnými systémy navíc odpadají nákladné rozvody stlačeného vzduchu… Nevýhodou IR systémů je snad jen vyšší pořizovací cena.
Obr. 15.3: Test distribuce tepla (rovnoměrnosti ohřevu) horkovzdušné stanice
a stanice s IR ohřevem [11]
UŘídící systémy opravárenských stanic
Řídícím systémem se v tomto případě myslí jakékoliv HW i SW vybavení stanice, které slouží k usnadnění činnosti obsluhy, a také zajišťuje opakovatelnost a reprodukovatelnost pájecího procesu.
Většina opravárenských stanic (jež jsou tohoto označení hodny) umožňuje naprog-ramování teplotních cyklů a jejich uložení do paměti pro příští použití. Některé systémy dokonce dokáží „sledovat“ doporučený teplotní profil od výrobce součástky nebo pájecí pasty. Pro kontrolu teploty se používají nejčastěji termočlánky. Vzhledem k tomu, že změřená teplota velmi závisí na jejich správném umístění, používají se obvykle jen k získání teplotních křivek nebo k orientační kontrole. V případě bezkontaktního měření teploty pomocí IR senzoru je situace o něco lepší, poněvadž se vždy měří z větší plochy. Změřená teplota tak může sloužit i jako zpětná vazba pro řízení a regulaci celého procesu. Výstupem řídících systémů pak nejčastěji bývá záznam teplotního profilu, doplněný případně o další sledované parametry.
Horkovzdušná tryska Tmavé IR záření.
Mikroelektronika a technologie součástek 55
Pro úplnost je dobré ještě uvést krátký přehled vlastností jednoho z nejlepších řídících systémů, kterým disponuje opravárenská stanice ERSA IR/PL 550 A:
• mikroprocesorové řízení celého procesu
• termočlánkové i bezkontaktní IR měření teploty
• automatická zpětnovazební regulace podle aktuální teploty
• programovatelné teplotní profily včetně manuálních operací - zapínání ventilátoru, vakua
• kalibrace teplotních senzorů
• optická kontrola kamerovým systémem
• výstupem je kompletní záznam celého pájecího procesu - teplotní profil, všechny nastavované parametry, zásahy obsluhy, snímky nebo videosekvence
15.2 Dodatek
Nedílnou součástí této kapitoly je i multimediální výuková prezentace, která slouží k snadnějšímu pochopení výše popsané problematiky. Prezentace je promítána během teoretické části cvičení. Účast na výuce je proto více než žádoucí…
15.3 Praktické cvičení
15.3.1 Zadání
1) Pomocí opravárenské stanice firmy FRITSCH proveďte montáž pouzdra BGA nebo náhradního testovacího substrátu.
2) Z důvodu ověření správného zapájení proveďte částečnou kontrolu pod mikroskopem a jednoduchý elektrický test.
15.3.2 Pracovní postup
Příprava
Zařízení FRITSCH vyžaduje ke své funkci externí zdroj tlakového vzduchu. Nechte si proto od vyučujícího zapnout kompresor a zkontrolovat, případně dostavit správný tlak vzduchu. Sejměte ochranný kryt CCD kamery, zapněte obě řídící jednotky zařízení FRITSCH a kontrolní monitor Panasonic. Řídící jednotky zapínejte v době, kdy kompresor nepracuje (po natlakování vzdušníku). Jinak hrozí přetížení sítě. Je-li vypnut obslužný počítač, zapněte ho až jako poslední.
56 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
Montáž
Řídící jednotka FRITSCH zaznamenává teplotu během procesu dvěma termočlánky. První (označen červeně) je třeba přilepit kaptonovou páskou na spodní stranu testovací DPS, nejlépe doprostřed. Bude snímat teplotu spodního předehřevu. Druhý termočlánek (označen modře) je nutno přilepit na horní stranu DPS, k okraji příslušného kontaktního pole. Bude sloužit k měření teplotního profilu v nejchladnějším místě – pod okrajem pájecího adaptéru.
Po přilepení obou termočlánků upevněte testovací DPS do montážního stolku a zasuňte pod ni modul spodního IR předehřevu. Nepohybujte montážním stolkem po pracovní desce bez nadlehčení stlačeným vzduchem – ovládá se nožním spínačem!
Příslušné pájecí plošky na testovací DPS potřete tenkou vrstvou tavidla. K rozetření tavidla použijte štěteček nebo prst.
Do otočného držáku na osazovacím rameni si připravte pouzdro BGA (nebo náhradní substrát) Na montážní hlavu nasaďte univerzální pájecí adaptér. Zapněte vakuum (tlačítko „VAC“ na dálkovém ovládání) a pájecím adaptérem vyzvedněte součástku z otočného držáku.
Pomocí hranolové optiky a mikrometrických šroubů sesouhlaste pozici součástky v adaptéru s pozicí DPS (osy x, y, υ – theta). Odklopte rameno s hranolovou optikou. Nastavte montážní hlavu do správné výšky, tzn. součástka se musí lehce, avšak celou plochou, dotýkat DPS a montážní hlava musí být asi v milimetrové výšce nad součástkou. Nejsnadněji toho docílíte, když hlavu se součástkou spustíte 2-3 mm nad DPS, zamknete její polohu magnetickým zámkem a na dálkovém ovládání vypnete vakuum. Součástka spadne asi z milimetrové výšky a přichytí se v tavidle.
Spusťte na počítači aplikaci „Easy-Solder“. Na úvodní obrazovce zadejte svá vstupní data a klikněte na OK.
V nabídce PCB stiskněte tlačítko NORMAL-IR, v nabídce SMD zvolte pouzdro BGA225 a z nabídky „Process“ vyberte Solder. Klikněte na tlačítko Start. Potvrďte kontrolní otázku na správné umístění IR předehřevu a vyčkejte na konec přetavovacího procesu.
Jakmile skončí fáze chlazení, uvolněte na dálkovém ovladači elektromagnetický zámek a zvedněte montážní hlavu. Vyjměte testovací substrát z montážního stolku.
Testování
Pájecí pole na DPS spolu s motivem na náhradním substrátu vytvoří po zapájení strukturu několika vodivých tras („daisy-chain“). Ty slouží ke kontrole elektrického spojení všech vývodů. Správné zapájení všech spojů lze tak rychle zkontrolovat pomocí ohmmetru. Kontaktní plošky vodivých tras jsou vyvedeny po obvodu pájecího pole na DPS. V případě negativních výsledků některé vodivé trasy zkuste co nejpřesněji lokalizovat vadné spoje. Použijte k tomu přesné schéma vodivých drah.
Proveďte také částečnou optickou kontrolu pomocí mikroskopu. Pozorovat sice půjde jen jedna strana vývodů, ale i tak můžete získat cenou informaci o tvaru a povrchu pájených spojů. Přítomnost zkratů nejlépe ověříte pohledem proti světlu - zkraty jsou díky průsvitnosti testovací DPS i náhradního substrátu BGA dobře viditelné.
Mikroelektronika a technologie součástek 57
15.3.3 Zpracování do sešitu
Do sešitu (za případné poznámky z teoretického úvodu cvičení) napište zadání úlohy, vlepte vytisknutý pájecí profil pořízený během montáže a dopište vlastní závěr. V něm zhodnoťte výsledné zapájení součástky na testovací DPS, výsledek elektrického testu a optické kontroly. Objeví-li se u výsledné sestavy nějaké chyby, pokuste se je zdůvodnit.
58 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
16 Kontrola a opravy pouzder BGA
Teoretická část začíná základními informacemi o stavbě pájených spojů a jejich spolehlivosti. Dále pokračuje hlavními zásadami optické kontroly pouzder BGA a výčtem nejčastějších závad, které se u nich objevují. Následuje stručný popis kontrolních zařízení a jejich vlastností, a na závěr je uveden postup při opravách BGA. V praktické části si pak studenti sami vyzkouší demontáž a opravu BGA pouzdra.
16.1 Kontrola a opravy pouzder BGA
16.1.1 Stavba pájeného spoje
Pájené spoje u elektronických sestav plní dvě funkce:
1. Elektrické spojení - je zajištěno vodivostí pájecí slitiny a spojovaných materiálů
2. Mechanické spojení - je dáno přítomností a vlastnostmi intermetalickýh vrstev.
Elektrické spojení obvykle nepředstavuje z hlediska kontroly velký problém. Je snadno detekovatelné pomocí vnitrobvodového testování (ICT) nebo funkčních testů. Horší je to v případě mechanického spojení. Má-li mít pájený spoj požadovanou pevnost a odolnost proti vibracím a změnám teplot, musí být dodrženo několik podmínek:
- pájecí slitina musí být zahřáta asi 30° C nad teplotu tání
- mezi pájkou a spojovanými kovy musí dojít vlivem rozpouštění a difuze ke vzniku intermetalických vrstev
- tloušťka intermetalických vrstev by měla být asi 0,5 µm
- rychlost chlazení by měla být co největší, aby se minimalizovala tvorba velkých krystalů v těchto vrstvách
Jsou-li tyto podmínky splněny, bude i ten nejmenší pájený spoj spolehlivě sloužit v běžném prostředí minimálně 6 let.
Obsahuje-li pájecí slitina cín a spojované povrchy měď, pak se vždy při pájení vytvoří dvě intermetalické sloučeniny (vrstvy):
CuB3 BSn - vzniká blíže měděné pájecí plošce a po zapájení se její objem prakticky (ε-fáze) nezvětšuje
- je tvořena malými krystaly a je smáčivá
- vytváří pevné mechanické spojení odolávající tepelnému a mechanickému namáhání
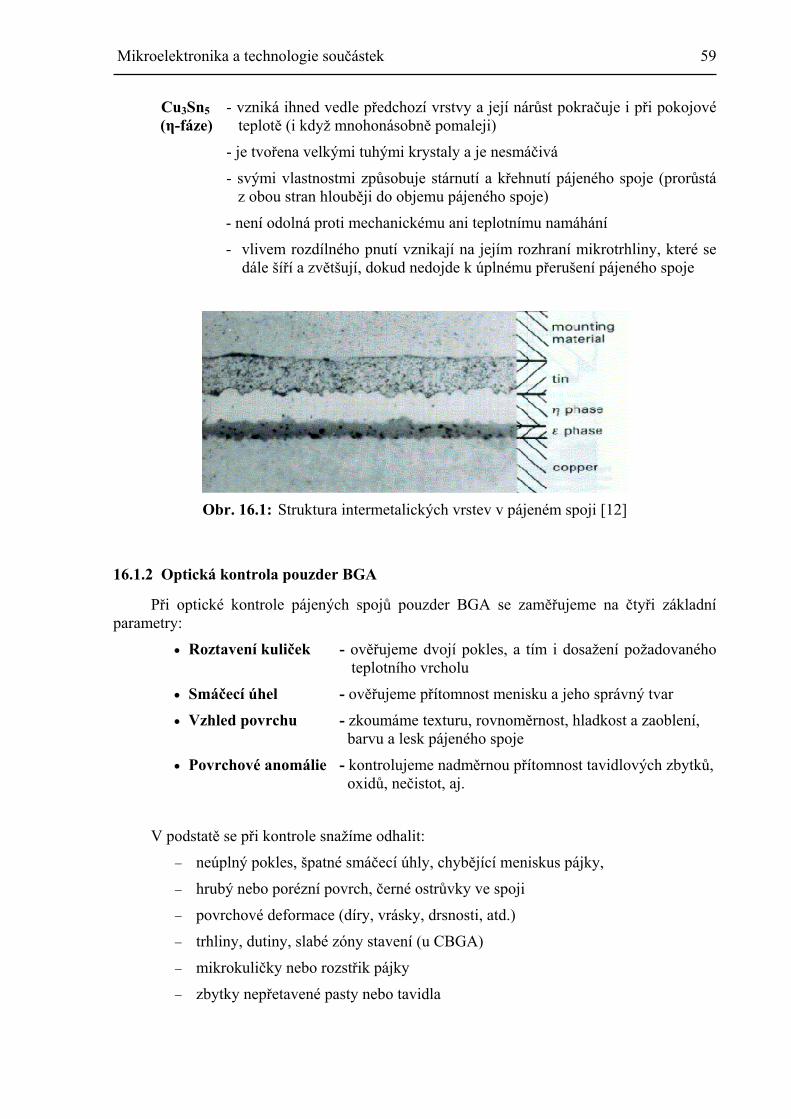
Mikroelektronika a technologie součástek 59
CuB3 BSnB5 B - vzniká ihned vedle předchozí vrstvy a její nárůst pokračuje i při pokojové (η-fáze) teplotě (i když mnohonásobně pomaleji)
- je tvořena velkými tuhými krystaly a je nesmáčivá
- svými vlastnostmi způsobuje stárnutí a křehnutí pájeného spoje (prorůstá z obou stran hlouběji do objemu pájeného spoje)
- není odolná proti mechanickému ani teplotnímu namáhání
- vlivem rozdílného pnutí vznikají na jejím rozhraní mikrotrhliny, které se dále šíří a zvětšují, dokud nedojde k úplnému přerušení pájeného spoje
Obr. 16.1: Struktura intermetalických vrstev v pájeném spoji [12]
16.1.2 Optická kontrola pouzder BGA
Při optické kontrole pájených spojů pouzder BGA se zaměřujeme na čtyři základní parametry:
• Roztavení kuliček - ověřujeme dvojí pokles, a tím i dosažení požadovaného teplotního vrcholu
• Smáčecí úhel - ověřujeme přítomnost menisku a jeho správný tvar
• Vzhled povrchu - zkoumáme texturu, rovnoměrnost, hladkost a zaoblení, barvu a lesk pájeného spoje
• Povrchové anomálie - kontrolujeme nadměrnou přítomnost tavidlových zbytků, oxidů, nečistot, aj.
V podstatě se při kontrole snažíme odhalit:
− neúplný pokles, špatné smáčecí úhly, chybějící meniskus pájky,
− hrubý nebo porézní povrch, černé ostrůvky ve spoji
− povrchové deformace (díry, vrásky, drsnosti, atd.)
− trhliny, dutiny, slabé zóny stavení (u CBGA)
− mikrokuličky nebo rozstřik pájky
− zbytky nepřetavené pasty nebo tavidla
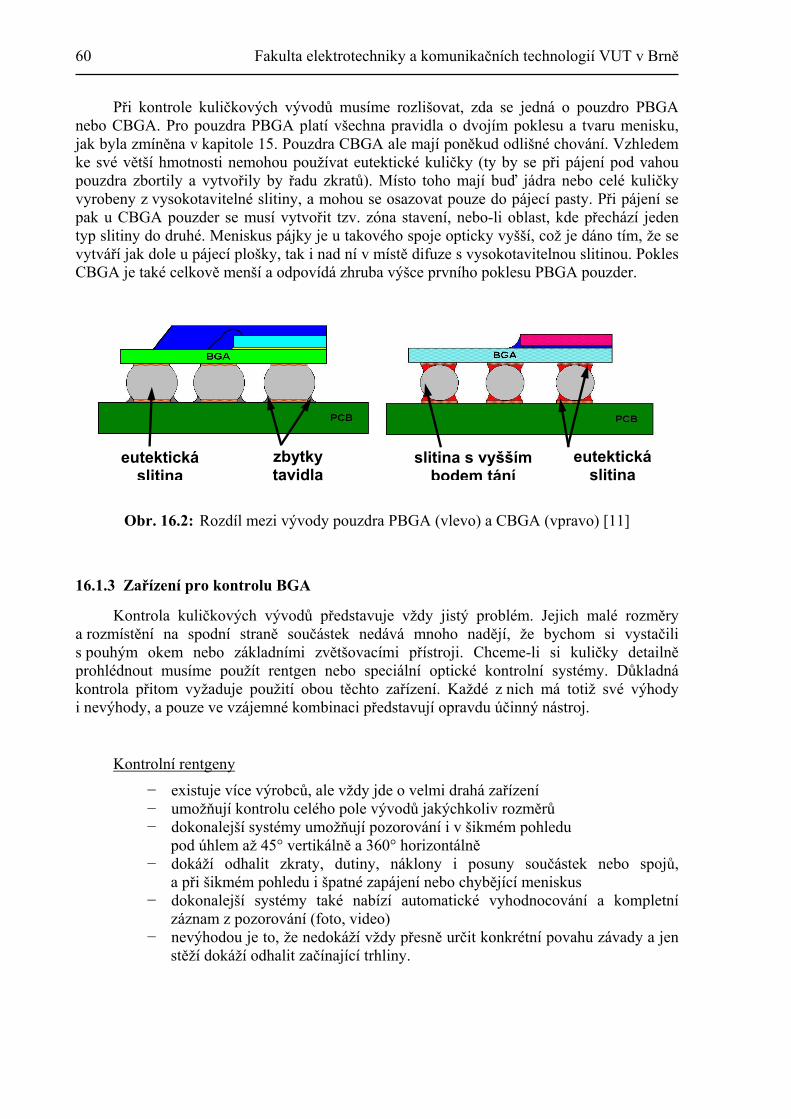
60 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
Při kontrole kuličkových vývodů musíme rozlišovat, zda se jedná o pouzdro PBGA nebo CBGA. Pro pouzdra PBGA platí všechna pravidla o dvojím poklesu a tvaru menisku, jak byla zmíněna v kapitole 15. Pouzdra CBGA ale mají poněkud odlišné chování. Vzhledem ke své větší hmotnosti nemohou používat eutektické kuličky (ty by se při pájení pod vahou pouzdra zbortily a vytvořily by řadu zkratů). Místo toho mají buď jádra nebo celé kuličky vyrobeny z vysokotavitelné slitiny, a mohou se osazovat pouze do pájecí pasty. Při pájení se pak u CBGA pouzder se musí vytvořit tzv. zóna stavení, nebo-li oblast, kde přechází jeden typ slitiny do druhé. Meniskus pájky je u takového spoje opticky vyšší, což je dáno tím, že se vytváří jak dole u pájecí plošky, tak i nad ní v místě difuze s vysokotavitelnou slitinou. Pokles CBGA je také celkově menší a odpovídá zhruba výšce prvního poklesu PBGA pouzder.
Obr. 16.2: Rozdíl mezi vývody pouzdra PBGA (vlevo) a CBGA (vpravo) [11]
16.1.3 Zařízení pro kontrolu BGA
Kontrola kuličkových vývodů představuje vždy jistý problém. Jejich malé rozměry a rozmístění na spodní straně součástek nedává mnoho nadějí, že bychom si vystačili s pouhým okem nebo základními zvětšovacími přístroji. Chceme-li si kuličky detailně prohlédnout musíme použít rentgen nebo speciální optické kontrolní systémy. Důkladná kontrola přitom vyžaduje použití obou těchto zařízení. Každé z nich má totiž své výhody i nevýhody, a pouze ve vzájemné kombinaci představují opravdu účinný nástroj.
UKontrolní rentgeny
− existuje více výrobců, ale vždy jde o velmi drahá zařízení − umožňují kontrolu celého pole vývodů jakýchkoliv rozměrů − dokonalejší systémy umožňují pozorování i v šikmém pohledu
pod úhlem až 45° vertikálně a 360° horizontálně − dokáží odhalit zkraty, dutiny, náklony i posuny součástek nebo spojů,
a při šikmém pohledu i špatné zapájení nebo chybějící meniskus − dokonalejší systémy také nabízí automatické vyhodnocování a kompletní
záznam z pozorování (foto, video) − nevýhodou je to, že nedokáží vždy přesně určit konkrétní povahu závady a jen
stěží dokáží odhalit začínající trhliny.
slitina s vyšším bodem tání
eutektická slitina
eutektická slitina
zbytky tavidla
Mikroelektronika a technologie součástek 61
Optických kontrolních systémů existuje také několik druhů od různých výrobců, ale nejdále je v jejich vývoji firma ERSA. Jako první přišli před několika lety s koncepcí bočního optického pozorování a jejich zařízení ERSASCOPE získalo řadu ocenění. V současnosti je na trhu již druhá generace těchto systémů (ERSASCOPE 2), která je (v době vydání těchto skript) absolutně nejlepším zařízením svého druhu na světě.
UOptický kontrolní systém ERSASCOPE
− vzhledem k jedinečným schopnostem jsou pořizovací náklady také vysoké, avšak nižší než v případě rentgenů
− možnost kontroly vnějších a částečně i vnitřních vývodů − až 350x zvětšení pro kontrolu BGA (celkové max. zvětšení je při kolmém
pozorování 700x) − optická osa pozorování může být pouhých 12 µm nad povrchem DPS !
(ERSASCOPE 2) − dokáže odhalit zkraty, tavidlové zbytky, nečistoty, nedostatečné přetavení,
trhliny, poruchy smáčivosti a všechny další viditelné vady. − automatické vyhodnocování a kompletní záznam (foto, video), databáze závad
s jejich popisem a návodem pro jejich řešení. − nevýhodou je pouze omezená schopnost pozorování vnitřních vývodů,
a koncepce zařízení také neumožňuje pozorovat skryté vady uvnitř spojů.
16.1.4 Oprava pouzder BGA
Opravou BGA myslíme případ, kdy součástka samotná je v pořádku, pouze se nepodařilo ji správně zapájet, a nebo se v důsledku stárnutí některé spoje přerušily. V praxi se sice takové součástky obvykle rovnou vyměňují, ale v případě, že nové BGA je nedostupné nebo příliš drahé, je oprava jediným řešením. V obou dvou případech lze postup shrnout do následujících kroků:
− odpájení vadného nebo špatně zapájeného pouzdra − v případě vadné součástky se očistí pájecí plochy na DPS a provede se montáž
nového pouzdra − je-li součástka použitelná, očistí se pájecí plochy na DPS i na součástce − na očištěném pouzdře se provede „reballing“ (obnova kuličkových vývodů) − na DPS se nanese tavidlo nebo pájecí pasta (přes speciální minišablonu) − pomocí stolní opravárenské stanice se provede montáž nové součástky − pokud je k dispozici odpovídající zařízení, provede se kontrola správného
zapájení
16.2 Dodatek
Nedílnou součástí této kapitoly je i multimediální výuková prezentace, která slouží k snadnějšímu pochopení výše popsané problematiky. Prezentace je promítána během teoretické části cvičení. Účast na výuce je proto více než žádoucí…
62 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
16.3 Praktické cvičení
16.3.1 Zadání
Pomocí opravárenské stanice firmy FRITSCH proveďte demontáž pouzdra BGA nebo náhradního testovacího substrátu a jeho opravu (reballing). Použijte DPS s připájeným pouzdrem z předchozího cvičení.
16.3.2 Pracovní postup
Příprava
Zařízení FRITSCH vyžaduje ke své funkci externí zdroj tlakového vzduchu. Nechte si proto od vyučujícího zapnout kompresor a zkontrolovat, případně dostavit správný tlak vzduchu. Sejměte ochranný kryt CCD kamery, zapněte obě řídící jednotky zařízení FRITSCH a kontrolní monitor Panasonic. Řídící jednotky zapínejte v době, kdy kompresor nepracuje (po natlakování vzdušníku). Jinak hrozí přetížení sítě. Je-li vypnut obslužný počítač, zapněte ho až jako poslední.
Demontáž
Upevněte DPS se součástkou do montážního stolku a zasuňte pod ni modul spodního IR předehřevu. Nepohybujte montážním stolkem po pracovní desce bez nadlehčení stlačeným vzduchem – ovládá se nožním spínačem!
Na montážní hlavu nasaďte univerzální pájecí adaptér. Pomocí hranolové optiky a mikrometrických šroubů sesouhlaste pozici adaptéru s pozicí součástky na DPS (vakuová tryska adaptéru by měla být přibližně uprostřed pouzdra BGA). Odklopte rameno s hranolovou optikou. Nastavte montážní hlavu do správné výšky - tentokrát by měla ležet přímo součástce. Zamkněte její polohu magnetickým zámkem a na dálkovém ovládání zapněte vakuum..
Spusťte na počítači aplikaci „Easy-Solder“. Na úvodní obrazovce zadejte svá vstupní data a klikněte na OK.
V nabídce PCB stiskněte tlačítko NORMAL-IR, v nabídce SMD zvolte pouzdro BGA225 a z nabídky „Process“ vyberte Desolder. Klikněte na tlačítko Start. Potvrďte kontrolní otázku na správné umístění IR předehřevu a zahajte proces demontáže. Jakmile skončí hlavní ohřívací fáze, odemkněte na dálkovém ovladači elektromagnetický zámek a opatrně zvedněte montážní hlavu i se součástkou. Nechte doběhnout chladící cyklus a sejměte demontované pouzdro. Tlačítkem „VAC“ na dálkovém ovládání vypněte vakuum a vyjměte testovací substrát z montážního stolku.
Čištění K očištění pájecích ploch DPS i pouzdra použijte stolní pájecí stanici. Nejprve odstraňte
zbytky pájky minivlnou (je to rychlejší než použití odsávačky). Poté pomocí hrotu a pájecího knotu důkladně odsajte i poslední zbytky pájky. Postupujte přitom velmi opatrně, abyste neodtrhli některou z pájecích plošek. Nakonec čistícím přípravkem ve spreji a bezvláknovou utěrkou očistěte i zbytky tavidla. Pouzdro i DPS musí být dokonale čisté a hladké! Někdy se
Mikroelektronika a technologie součástek 63
pro urychlení práce tato operace ve cvičení neprovádí a pro další operace se použije již očištěná součástka nebo nový náhradní substrát bez kuličkových vývodů.
„Reballing“
Pájecí plošky očištěné součástky se potřou pastovitým tavidlem (stejným způsobem jako při montáži) a součástka se upevní do přípravku s šablonou pro „reballing“. Na přípravek se nasype přiměřené množství kuliček, které se přes šablonu usadí na pájecích ploškách. Přebytečné kuličky se drážkou v rámečku opatrně odsypou. Celý přípravek i se součástkou se pak upevní do montážního stolku opravárenské stanice a pod přípravek se zasune spodní předehřev. Na horní stranu přípravku přilepte kaptonovou páskou jeden z měřících termočlánků opravárenské stanice. Pokuste se přitom jeho konec přehnout přes některý z rohových okrajů duralového rámečku, ale nechte jej volně ve vzduchu, aby se nepřipájel k vývodům. Takto umístěný termočlánek Vám bude celkem přesně ukazovat teplotu horkého vzduchu v prostoru trysky. Potom se pomocí hranolové optiky sesouhlasí pozice přípravku s pozicí pájecího adaptéru (vakuová tryska by opět měla být zhruba uprostřed součástky). Následně se spustí montážní hlava co nejníže k přípravku (pájecí adaptér musí téměř zcela zakrýt duralové okraje na horní straně) a tlačítkem na dálkovém ovládání se zamkne její poloha.
V nabídce PCB aplikace Easy-Solder stiskněte tlačítko REBALLING, v nabídce SMD zvolte program BGA225 a z nabídky „Process“ vyberte Solder. Klikněte na tlačítko Start. Potvrďte kontrolní otázku na správné umístění IR předehřevu a zahajte proces přetavení kuliček. Po skončení všech fází odemkněte magnetický zámek a zvedněte montážní hlavu. Odstraňte měřící termočlánek, opatrně vyjměte přípravek z montážního stolku a pinzetou z něj vyloupněte součástku. Zbytky tavidla odstraňte pomocí čistícího spreje s kartáčkem a bezvláknové utěrky. Očistěte také reballingovou šablonu. Výsledek práce si prohlédněte pod mikroskopem.
16.3.3 Zpracování do sešitu
Do sešitu (za případné poznámky z teoretického úvodu cvičení) napište zadání úlohy, vlepte vytisknutý pájecí profil pořízený během raballingu a dopište vlastní závěr. V něm zhodnoťte výsledek reballingu - popište kvalitu přetavení kuliček, jejich tvar, povrch, meniskus, množství tavidlových zbytků, případně jiných nečistot. Objevíte-li při optické kontrole nějaké nedostatky, špatně zapájené spoje, atd., pokuste se je zdůvodnit.
64 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
17 Eco-Design
Cílem úlohy je seznámit studenty s náplní pojmu EcoDesign. Studenti se seznámí jak se základní filozofií této metodiky, tak s vybranými základními hodnotícími nástroji, které se v EcoDesignu používají. Součástí úlohy je také samostatná praktická práce s dílčími nástroji, které budou aplikovány na příkladu rychlovarné konvice.
17.1 Filozofie EcoDesignu
V posledních desetiletích se postavení elektronických zařízení v životě člověka neustále upevňuje a pro vysoké procento obyvatel „vyspělé“ části světa se v každodenním životě stalo používání tohoto druhu zařízení nezbytností pro „holé přežití“. Tyto technologie však s sebou přinášejí kromě nových možností, také značná rizika (v našem případě se jedná především elektronický odpad, energetická a materiálová náročnost výroby), která si však člověk začal uvědomovat až v okamžiku, kdy se tyto nežádoucí efekty viditelně a citelně odrazily na stavu životního prostředí. To je však často pozdě a vzniklé problémy pak vyžadují poměrně náročná řešení.
Jedním z řešení, které se snaží tyto problémy řešit je recyklace materiálů, separovaných z již nefunkčních zařízení. Myšlenka je to velmi přínosná a velmi užitečná, ovšem neřeší příčinu, ale jen následek. V tomto případě, problém s elektrotechnickým odpadem.
A právě v tom se od výše uvedené recyklace diametrálně liší myšlenka EcoDesignu. Ta operuje s tím, že již při návrhu (i inovaci) výrobku jsou brány v potaz veškeré fáze životního cyklu výrobku a to, jak bude budoucí výrobek v těchto fázích svého života ohleduplný k životnímu prostředí (pracuje se s celým řetězcem: dodavatel materiálů výrobce distributor spotřebitel zpracovatel odpadu).
Na strategii ekologického návrhu výrobků bychom se však mohli podívat také z hlediska zájmu zákazníků/uživatelů o elektrotechnická zařízení navržená v tomto duchu. Jak totiž ukazují výsledky průzkumů chování spotřebitelů, trh vykazuje rostoucí tendenci v poptávce po tomto druhu produktů elektrotechnického průmyslu (např. v Německu). Což by mohlo být také jedním z motivujících prvků pro výrobce.
To je navíc podpořeno vývojem legislativy, která ošetřuje tuto problematiku a snaží se nastavit podmínky tak, aby se průběžně minimalizovalo procento „problémových“ výrobků.
17.2 Nástroje Ecodesignu
17.2.1 Přehled nástrojů
Konstruktér, který při práci aplikuje filozofii ekologického návrhu, se při své činnosti, mimo jiné, opírá i o výstupy ze specifických nástrojů, které mu mají pomoci objektivně zhodnotit jak současnou, tak budoucí „ekologickou“ úroveň výrobku. Těchto nástrojů je celá řada a jejich podrobným popisem se nebudeme zabývat. Jednotlivé nástroje se mezi sebou liší kromě metodiky také parametry jako jsou náročnost na objem zpracovaných dat, finanční a časová náročnost zpracování. Následuje stručný přehled:
Mikroelektronika a technologie součástek 65
• Třídící nástroje – ve své podstatě slouží k orientaci v problematice a jsou určeny pro výběr vhodného nástroje z níže uvedených skupin.
• Nástroje kvalitativní – pracují se slovním hodnocením výrobku (např. MET matice, analýza klíčového parametru výrobku, deklarace zastoupených materiálů atd.)
• Nástroje kvantitativní – jejich výstupem je číselný udaj, který určitým způsobem charakterizuje výrobek (např. TPI, Qwerty, Facor X a jiné). Tato skupina nástrojů bývá někdy přístupná on-line na internetu nebo je k dispozici ke stažení.
17.2.2 TPI, MET matice
UTPI - Fraunhoferův IZM EE ukazatel potenciální toxicity
Cílem TPI je vyhodnotit a porovnat toxicitu materiálů. Jejich hodnocení je založeno na snadno přístupných informacích ze seznamu údajů o bezpečnosti materiálů (MSDS) a legislativy Evropské unie: R-fráze (R-Phrase), povolené koncentrace škodlivin na pracovišti (v němčině „MAK“) a klasifikace znečištění vod („WGK“, podle německého práva). Tyto tři klasifikace mají jednotný společný index specifik materiálů od nuly (čili žádný rizikový potenciál) po hodnotu sto (čili nejvyšší rizikový potenciál) na jeden miligram látky. Díky těmto hodnotám specifik materiálů a soupisu látek je možné klasifikovat materiály a analyzovat jejich problematická místa a takto zjistit komponenty, které by měly být přednostně vylepšeny nebo nahrazeny.
Kalkulačka na vypočítání TPI je dostupná zdarma ke stažení na adrese:
HTUhttp://www.pb.izm.fhg.de/ee/070_services/75_toolbox/025_TPI_Rechner.html UTH .
UMET matice
Odlišný přístup, který mapuje vztahy mezi fázemi životního cyklu, environmentálními aspekty a jinými záležitostmi jako obchodní a zákaznické požadavky, nabízí matice MET. Ve své podstatě je to pouze tabulka s produkčními fázemi životního cyklu a dodávkou materiálů nebo komponent, finálního zpracování výrobku, distribuce zákazníkům, využití výrobku a vypršení jeho životnosti.
Každá fáze, tj. cyklus materiálu (M), spotřeba energie (E), a toxické zplodiny (T), je vyhodnocena. Jakmile jsou tímto způsobem vyhodnoceny environmentální aspekty alternativních možností v procesu návrhu výrobku, je třeba srovnat tyto výsledky s ostatními základními parametry včetně obchodních a zákaznických výhod, společenských, technických a finančních aspektů a pod.
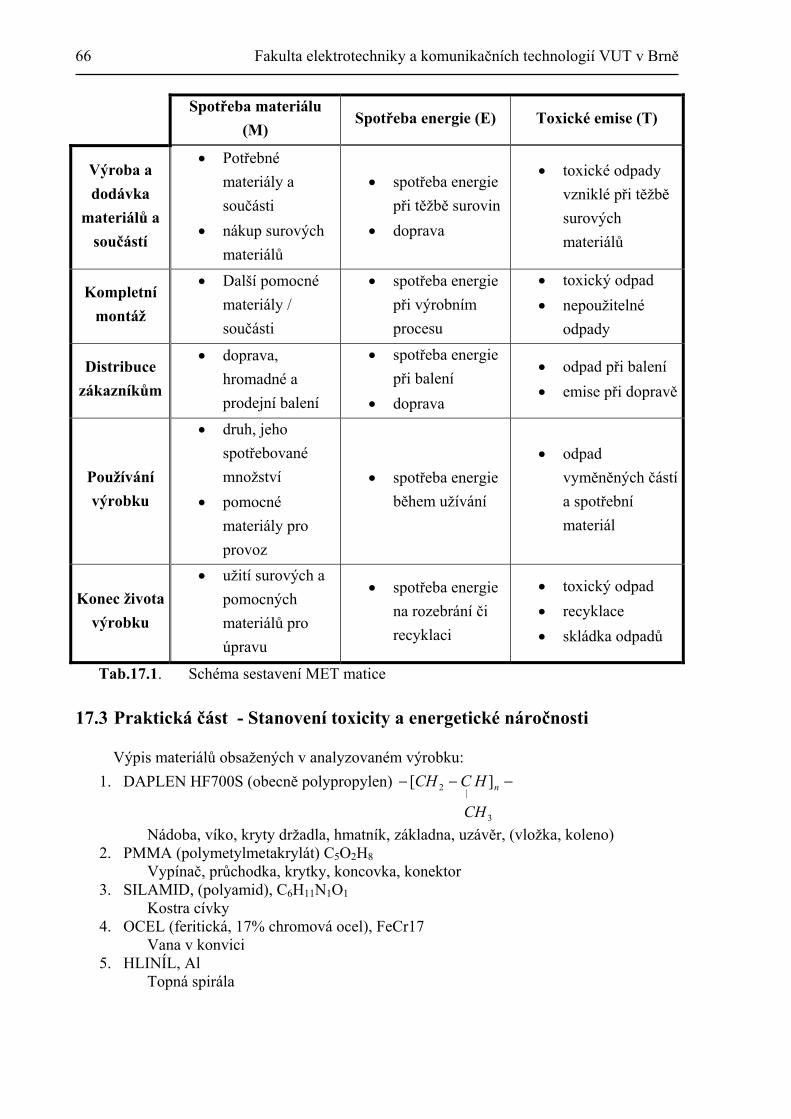
66 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
Spotřeba materiálu
(M) Spotřeba energie (E) Toxické emise (T)
Výroba a dodávka
materiálů a součástí
• Potřebné materiály a součásti
• nákup surových materiálů
• spotřeba energie při těžbě surovin
• doprava
• toxické odpady vzniklé při těžbě surových materiálů
Kompletní montáž
• Další pomocné materiály / součásti
• spotřeba energie při výrobním procesu
• toxický odpad • nepoužitelné
odpady
Distribuce zákazníkům
• doprava, hromadné a prodejní balení
• spotřeba energie při balení
• doprava
• odpad při balení • emise při dopravě
Používání výrobku
• druh, jeho spotřebované množství
• pomocné materiály pro provoz
• spotřeba energie během užívání
• odpad vyměněných částí a spotřební materiál
Konec života výrobku
• užití surových a pomocných materiálů pro úpravu
• spotřeba energie na rozebrání či recyklaci
• toxický odpad • recyklace • skládka odpadů
Tab.17.1. TSchéma sestavení MET matice
17.3 Praktická část - Stanovení toxicity a energetické náročnosti
Výpis materiálů obsažených v analyzovaném výrobku: 1. DAPLEN HF700S (obecně polypropylen) −−− nHCCH ][
|2
3CH Nádoba, víko, kryty držadla, hmatník, základna, uzávěr, (vložka, koleno) 2. PMMA (polymetylmetakrylát) CB5 BOB2 BHB8 B Vypínač, průchodka, krytky, koncovka, konektor 3. SILAMID, (polyamid), CB6 BHB11 BNB1 BOB1 B Kostra cívky 4. OCEL (feritická, 17% chromová ocel), FeCr17 Vana v konvici 5. HLINÍL, Al Topná spirála
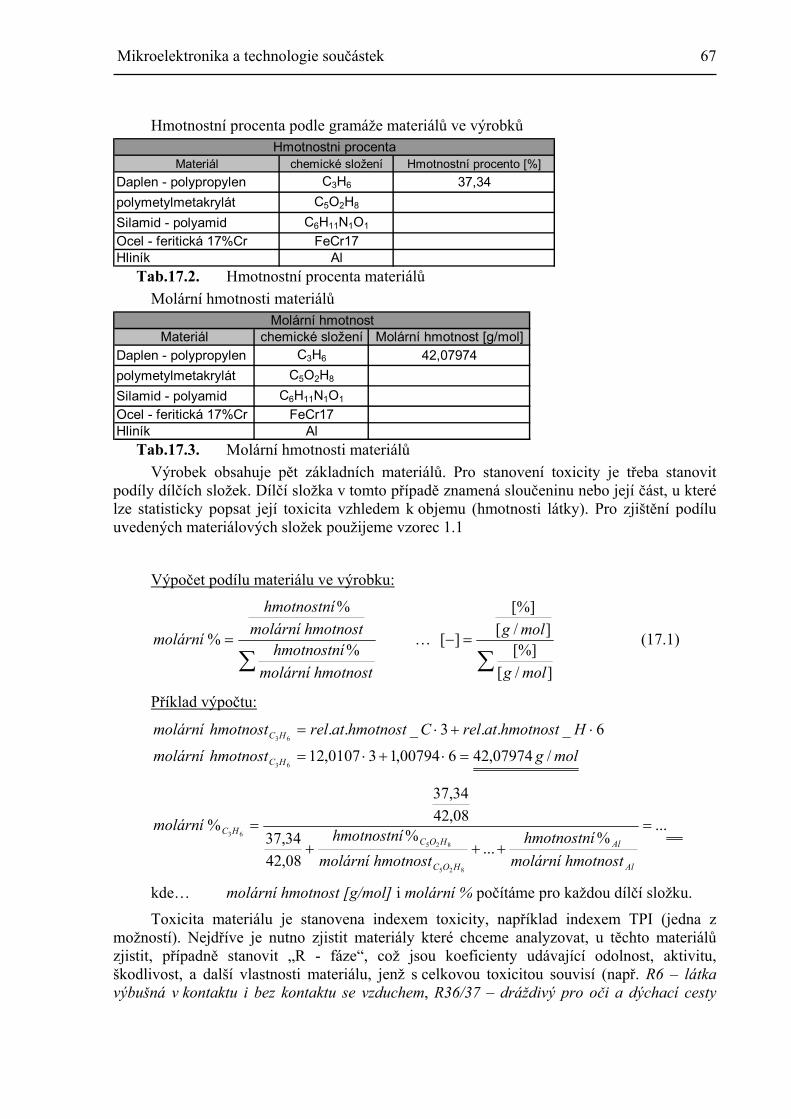
Mikroelektronika a technologie součástek 67
Hmotnostní procenta podle gramáže materiálů ve výrobků
Materiál chemické složení Hmotnostní procento [%]Daplen - polypropylen C3H6 37,34polymetylmetakrylát C5O2H8
Silamid - polyamid C6H11N1O1
Ocel - feritická 17%Cr FeCr17Hliník Al
Hmotnostni procenta
Tab.17.2. Hmotnostní procenta materiálů
Molární hmotnosti materiálů
Materiál chemické složení Molární hmotnost [g/mol]Daplen - polypropylen C3H6 42,07974polymetylmetakrylát C5O2H8
Silamid - polyamid C6H11N1O1
Ocel - feritická 17%Cr FeCr17Hliník Al
Molární hmotnost
Tab.17.3. Molární hmotnosti materiálů
Výrobek obsahuje pět základních materiálů. Pro stanovení toxicity je třeba stanovit podíly dílčích složek. Dílčí složka v tomto případě znamená sloučeninu nebo její část, u které lze statisticky popsat její toxicita vzhledem k objemu (hmotnosti látky). Pro zjištění podílu uvedených materiálových složek použijeme vzorec 1.1
UVýpočet podílu materiálu ve výrobku:
∑=
hmotnostmolárníhmotnostní
hmotnostmolárníhmotnostní
molární%
%
% … ∑
=−
]/[[%]
]/[[%]
][
molg
molg (17.1)
UPříklad výpočtu:
molghmotnostmolární
HhmotnostatrelChmotnostatrelhmotnostmolární
HC
HC
/07974,42600794,130107,12
6_..3_..
63
63
=⋅+⋅=
⋅+⋅=
...%
...%
08,4234,37
08,4234,37
%
825
82563
=+++
=
Al
Al
HOC
HOCHC
hmotnostmolárníhmotnostní
hmotnostmolárníhmotnostní
molární
kde… molární hmotnost [g/mol] i molární % počítáme pro každou dílčí složku.
Toxicita materiálu je stanovena indexem toxicity, například indexem TPI (jedna z možností). Nejdříve je nutno zjistit materiály které chceme analyzovat, u těchto materiálů zjistit, případně stanovit „R - fáze“, což jsou koeficienty udávající odolnost, aktivitu, škodlivost, a další vlastnosti materiálu, jenž s celkovou toxicitou souvisí (např. R6 – látka výbušná v kontaktu i bez kontaktu se vzduchem, R36/37 – dráždivý pro oči a dýchací cesty
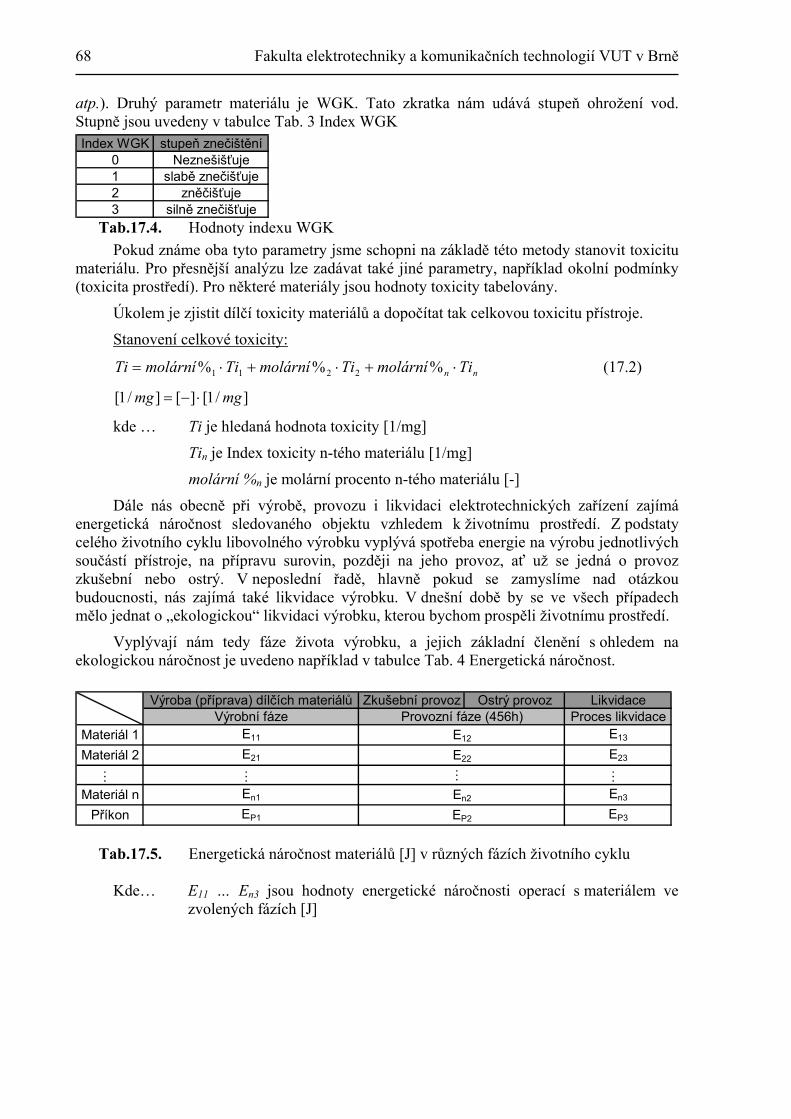
68 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
atp.). Druhý parametr materiálu je WGK. Tato zkratka nám udává stupeň ohrožení vod. Stupně jsou uvedeny v tabulce Tab. 3 Index WGK Index WGK stupeň znečištění
0 Neznešišťuje1 slabě znečišťuje2 zněčišťuje3 silně znečišťuje
Tab.17.4. Hodnoty indexu WGK Pokud známe oba tyto parametry jsme schopni na základě této metody stanovit toxicitu
materiálu. Pro přesnější analýzu lze zadávat také jiné parametry, například okolní podmínky (toxicita prostředí). Pro některé materiály jsou hodnoty toxicity tabelovány.
Úkolem je zjistit dílčí toxicity materiálů a dopočítat tak celkovou toxicitu přístroje.
UStanovení celkové toxicity:
nn TimolárníTimolárníTimolárníTi ⋅+⋅+⋅= %%% 2211 (17.2)
]/1[][]/1[ mgmg ⋅−=
kde … Ti je hledaná hodnota toxicity [1/mg]
Ti BnB je Index toxicity n-tého materiálu [1/mg]
molární %Bn B je molární procento n-tého materiálu [-]
Dále nás obecně při výrobě, provozu i likvidaci elektrotechnických zařízení zajímá energetická náročnost sledovaného objektu vzhledem k životnímu prostředí. Z podstaty celého životního cyklu libovolného výrobku vyplývá spotřeba energie na výrobu jednotlivých součástí přístroje, na přípravu surovin, později na jeho provoz, ať už se jedná o provoz zkušební nebo ostrý. V neposlední řadě, hlavně pokud se zamyslíme nad otázkou budoucnosti, nás zajímá také likvidace výrobku. V dnešní době by se ve všech případech mělo jednat o „ekologickou“ likvidaci výrobku, kterou bychom prospěli životnímu prostředí.
Vyplývají nám tedy fáze života výrobku, a jejich základní členění s ohledem na ekologickou náročnost je uvedeno například v tabulce Tab. 4 Energetická náročnost.
Výroba (příprava) dílčích materiálů Zkušební provoz Ostrý provoz LikvidaceVýrobní fáze Proces likvidace
Materiál 1 E11 E13
Materiál 2 E21 E23
… … …
Materiál n En1 En3
Příkon EP1 EP3
…
En2
EP2
Provozní fáze (456h)E12
E22
Tab.17.5. Energetická náročnost materiálů [J] v různých fázích životního cyklu
Kde… EB11B … EBn3 B jsou hodnoty energetické náročnosti operací s materiálem ve zvolených fázích [J]
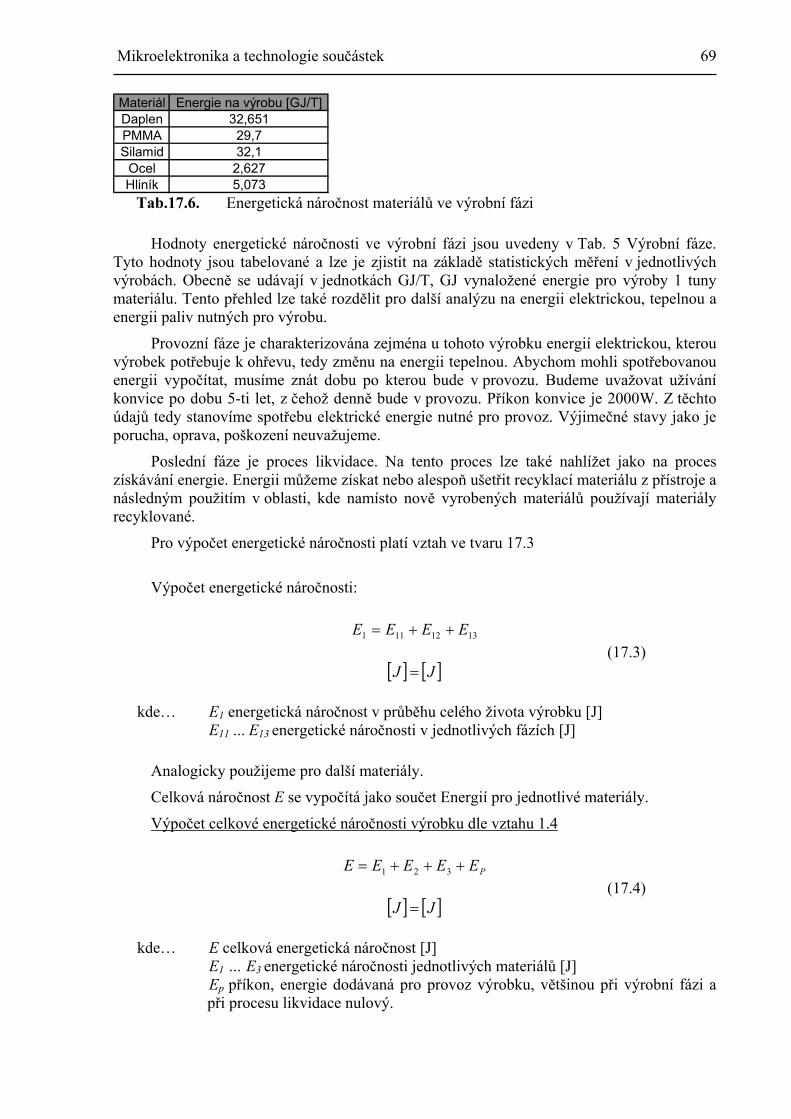
Mikroelektronika a technologie součástek 69
Materiál Energie na výrobu [GJ/T]Daplen 32,651PMMA 29,7Silamid 32,1
Ocel 2,627Hliník 5,073
Tab.17.6. Energetická náročnost materiálů ve výrobní fázi
Hodnoty energetické náročnosti ve výrobní fázi jsou uvedeny v Tab. 5 Výrobní fáze. Tyto hodnoty jsou tabelované a lze je zjistit na základě statistických měření v jednotlivých výrobách. Obecně se udávají v jednotkách GJ/T, GJ vynaložené energie pro výroby 1 tuny materiálu. Tento přehled lze také rozdělit pro další analýzu na energii elektrickou, tepelnou a energii paliv nutných pro výrobu.
Provozní fáze je charakterizována zejména u tohoto výrobku energií elektrickou, kterou výrobek potřebuje k ohřevu, tedy změnu na energii tepelnou. Abychom mohli spotřebovanou energii vypočítat, musíme znát dobu po kterou bude v provozu. Budeme uvažovat užívání konvice po dobu 5-ti let, z čehož denně bude v provozu. Příkon konvice je 2000W. Z těchto údajů tedy stanovíme spotřebu elektrické energie nutné pro provoz. Výjimečné stavy jako je porucha, oprava, poškození neuvažujeme.
Poslední fáze je proces likvidace. Na tento proces lze také nahlížet jako na proces získávání energie. Energii můžeme získat nebo alespoň ušetřit recyklací materiálu z přístroje a následným použitím v oblasti, kde namísto nově vyrobených materiálů používají materiály recyklované.
Pro výpočet energetické náročnosti platí vztah ve tvaru 17.3
Výpočet energetické náročnosti:
1312111 EEEE ++= (17.3)
[ ] [ ]JJ =
kde… EB1 B energetická náročnost v průběhu celého života výrobku [J] EB11 B… B BEB13 Benergetické náročnosti v jednotlivých fázích [J]
Analogicky použijeme pro další materiály.
Celková náročnost E se vypočítá jako součet Energií pro jednotlivé materiály.
UVýpočet celkové energetické náročnosti výrobku dle vztahu 1.4
PEEEEE +++= 321 (17.4)
[ ] [ ]JJ =
kde… E celková energetická náročnost [J] EB1 B … EB3 Benergetické náročnosti jednotlivých materiálů [J]
EBp Bpříkon, energie dodávaná pro provoz výrobku, většinou při výrobní fázi a při procesu likvidace nulový.B
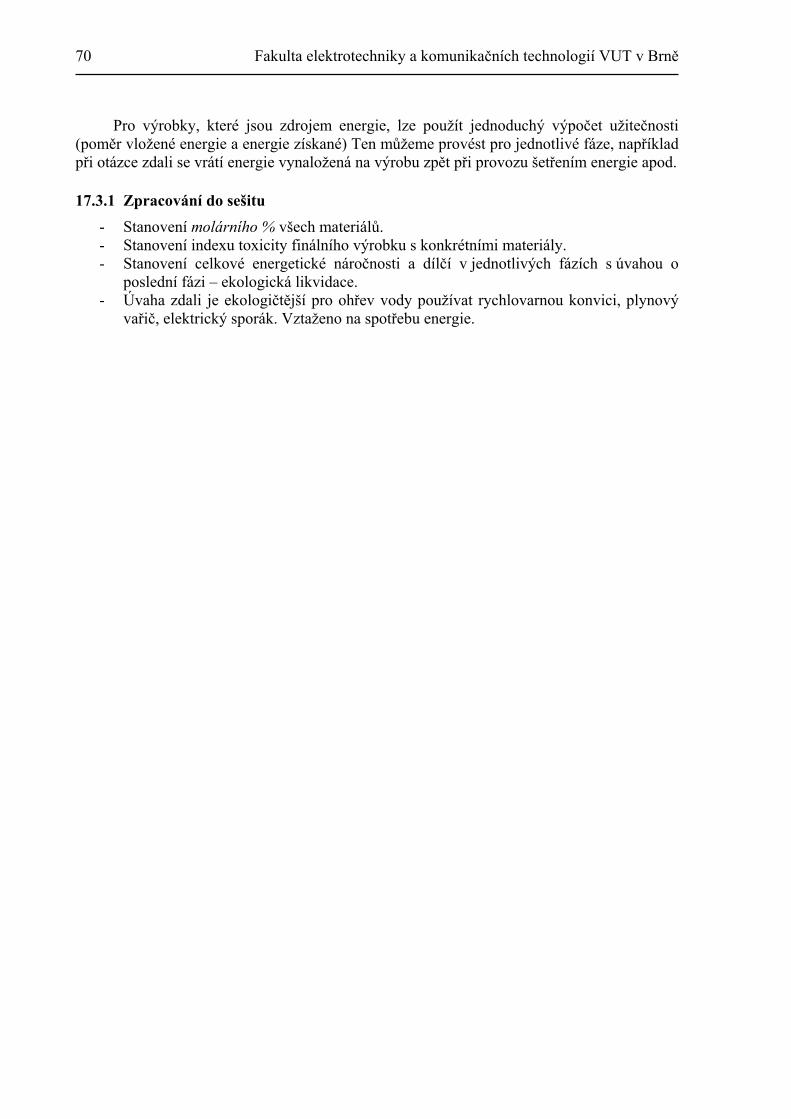
70 Fakulta elektrotechniky a komunikačních technologií VUT v Brně
Pro výrobky, které jsou zdrojem energie, lze použít jednoduchý výpočet užitečnosti
(poměr vložené energie a energie získané) Ten můžeme provést pro jednotlivé fáze, například při otázce zdali se vrátí energie vynaložená na výrobu zpět při provozu šetřením energie apod.
17.3.1 Zpracování do sešitu - Stanovení molárního % všech materiálů. - Stanovení indexu toxicity finálního výrobku s konkrétními materiály. - Stanovení celkové energetické náročnosti a dílčí v jednotlivých fázích s úvahou o
poslední fázi – ekologická likvidace. - Úvaha zdali je ekologičtější pro ohřev vody používat rychlovarnou konvici, plynový
vařič, elektrický sporák. Vztaženo na spotřebu energie.
Mikroelektronika a technologie součástek 71
Seznam doporučené literatury k dalšímu studiu
[ 1 ] Zehnula K.: Snímače neelektrických veličin, SNTL Praha, 1986
[ 2 ] Szendiuch, I. a spol.: Technologie elektronických obvodů a systémů, VUTIM, Brno, 2002, ISBN 80-214-2072-3
[ 3 ] Haskard M., Pitt K.: Thick Film Technology and Applications, Electrochemical Publications, Ltd., England, 1997, ISBN 0 901150355
[ 4 ] Bard, A.J., Faulkner,L.R.: Electrochemical methods, Fundamentals and applications, John Wiley & Sons, Inc. , USA, 1980, ISBN 0-471-05542-5
[ 5 ] Rieger, P.H.: Electrochemistry, Prentice-Hall, Inc., New Jersey, 1987, ISBN 0 132489074 01
[ 6 ] Tockstein, A.: Elektrochemie (vybrané kapitoly), VŠCHT, Pardubice, 1984
[ 7 ] Samec, Z.: Elektrochemie, UK, Karolinum, Praha, 1999
[ 8 ] Kříž, R., Vávra, P.: Strojírenská příručka, Nakladatelství a vydavatelství SCIENTIA, spol. s r.o., a SNTL – Nakladatelství technické literatury, n.p., Praha 1992, ISBN 80 03 00 680 5
[ 9 ] Rektorys, K. a spolupracovníci: Přehled užité matematiky II, SNTL – Nakladatelství technické literatury, n.p., Praha, 1988
[ 10 ] SCHENKER, Bernd. Reflowtrends. In TSMT Rožnov 2002, Rožnov p. R., 5. - 6. června 2002. Sborník na CD. 2002T.
[ 11 ] STANG, Harald. BGA Rework. In TSMT Rožnov 2003, Rožnov p. R., 5. - 6. června 2003. Sborník na CD. 2003T.
[ 12 ] SITKO, Vladimír. Pájení bez olova. In TLead free seminář, Rožnov p. R., 18. - 19. února 2004. Výuková prezentace. 2004 T.





























