Embed Size (px)
DESCRIPTION
magazine welding
Citation preview

Сваркинаучно-технический журнал
№2/11/ 2010Мир
��� «C�������-���� : ��������� ��������»����� � �1
���. 31 ������ �� ��� ���������� ���� ���� ������� ����� � � ����� ���� �� ��� ������� ����� �� ��-08�2� � ��-08�� �� ������ ���
� �1�
���«�����» ����� � �7
���. 20 ���� ���� ����� � �!���"����: ���� �������� MIG/MAG �����
www.severstalmetiz.com +7 (4862) 39-16-31, +7 (8202) 53-82-18
www.shtorm-its.ru +7(343)2830050
Санкт-Петербург. Выставка «Сварка»
Лето 2010 - новые стандарты сварочного производства
Гибридная сварка металлов больших толщин
Сварка трением с перемешиванием при строительстве скоростных судов
Nord Stream. Оценка соответствия


СОДЕРЖАНИЕ
ЧТО ПРОИСХОДИТ6 Санкт-Петербург. «Сварка 2010»
12 Новости сварки:
Прорывные технологии в реконструкции
Лучший сварщик Сибири - девушка
Ресурсосберегающие технологии
Четыре тендера для освоения Сибири
И снова о подводной сварке
Петербург становится лидером по внедрению самых
мощных волоконных лазеров в России
7500000 в месяц? Легко!
От Сковородино до Тихого океана
Тихвин – центр высоких технологий
20 Начаты работы по оценке соответствия организации
сварочного производства строительства морского
газопровода Nord Stream в Балтийском море
СВАРОЧНОЕ ОБОРУДОВАНИЕ24 Технологии сварки и оборудование: новые процессы
MIG/MAG сварки
26 Первые шаги к автоматизации производства
30 Есть на Урале завод
СВАРОЧНЫЕ МАТЕРИАЛЫ35 Продукция «Северсталь-метиз: сварочные
материалы» отвечает новейшим требованиям НТД
ТЕХНОЛОГИИ СВАРКИ36 Теория и технология гибридной сварки металлов
больших толщин
42 Сварка трением с перемешиванием тонкостенных
соединений из морского алюминиево-магниевого
сплава 1561
47 Аргонодуговая сварка методом «автопрессовки»
ОХРАНА ТРУДА51 Экологические проблемы MIG/MAG сварки
КАФЕДРА СВАРКИ57 Казанский технический университет
им. А. Н. Туполева. Кафедра материаловедения,
сварки и структурообразующих технологий: вузы
нового поколения появились в России
СТАНДАРТИЗАЦИЯ60 Разработка национальных стандартов сварочного
производства на основе международных стандартов
ИСТОРИЯ64 Воспоминания. Николай Оскарович Окерблом
68 Фото номера
РЕДАКЦИОННЫЙ СОВЕТ ЖУРНАЛА:
Главный сварщик ОАО «ПО «СЕВМАШ»
Аввакумов Ю. В.
Генеральный директорОАО «Адмиралтейские верфи»д. т. н. Александров В. Л.
Председатель Совета Санкт-Петербургской ТПП, президент Российского союза выставок и ярма-рок, вице-президент Всемирной ассоциации вы-ставочной индустрии (UFI) Алексеев С. П.
Зам. генерального директораЦНИИ КМ «ПРОМЕТЕЙ» Баранов А. В.
Профессор, заслуженный деятель наукиРФ, академик РИА, д.т.н. Башенко В. В.
Ведущий специалист ЗАО «Электродныйзавод» к. т. н. Белов Ю. М.
Главный сварщик ОАО «Северная верфь»Вейнбрин Я. И.
Д.т.н., профессор Кархин В. А.
Зав. кафедрой сварки судовыхконструкций СПбМТУ к. т. н. Мурзин В. В.
Д. т. н., профессор Руссо В. Л.
ИЗДАТЕЛЬ:ООО «ИТЦ «Альянс сварщиковСанкт-Петербурга и Северо-Западногорегиона»
РЕДАКЦИЯ:Главный редактор Рубцова Н. Н.Заместитель главного редактораКляровский А. В.Технический редактор Жигунов А. В.Выпускающий редактор Косарева Е. В.
АДРЕС РЕДАКЦИИ:Санкт-Петербург, ул. Софийская, 66;Тел.: (812) 309-03-68, 448-37-75;www.alians-weld.ru
ОТДЕЛ РЕКЛАМЫ:Валиев Р. Ш. тел.: (812) 309-03-68;E-mail: [email protected],Тираж 1000 экз.
МИР СВАРКИ № 2 (11) 2010
Выставка «Сварка»19-21 мая, ВЦ «Ленэкспо»
ТЕМА НОМЕРА


ДОРОГОЙ ЧИТАТЕЛЬ!Журнал «Мир сварки», появив-
шийся на свет в Санкт-Петербурге,
горячо любит родной город. Поэто-
му проведение выставки «Сварка» –
международного форума, в котором
принимают участие ведущие рос-
сийские и мировые производители
сварочной техники, научно-
технические организации, малые
предприятия, торговые представи-
тельства – является для журнала
событием более чем значимым.
С каждым годом выставка «Свар-
ка» все в большей степени стано-
вится реальным инструментом раз-
вития и совершенствования про-
мышленного производства. Она
представляет участникам возмож-
ность продемонстрировать послед-
ние научно-технические достиже-
ния, способствует их внедрению в
практическое производство, стано-
вится площадкой для обмена опы-
том между специалистами, установ-
ления новых деловых контактов,
служит расширению международ-
ных связей.
В этом году «Сварка» сделала
большой шаг в сторону развития
международного партнерства. Под-
готовку выставки ОАО «Ленэкспо» и
«Альянс сварщиков Санкт - Петер-
бурга и Северо-Западного региона»
осуществляют вместе с MESSE ESSEN
GmbH и CMES – китайским обще-
ством машиностроителей. Значи-
тельную часть экспозиции занимает
Международный стенд Essen
Welding Pavilion и Китайская нацио-
нальная отраслевая экспозиция.
Особое внимание на выставке
«Сварка-2010» уделено проблемам
инновационного развития сварочной
техники, с акцентом на автоматиза-
цию и роботизацию, а также подго-
товке кадров. Выставка cтанет учеб-
ным классом и аудиторией для сту-
дентов профессионально-техни- че-
ских училищ и высших учебных заве-
дений по специальности «Сварка».
Сознавая необходимость повыше-
ния престижа профессии сварщика,
журнал выступил организатором в
рамках выставки Второго молодеж-
ного форума сварщиков – встречи
молодых специалистов из техниче-
ских вузов и учебных заведений
среднего профессионального обра-
зования. Главная задача форума –
познакомить начинающих специа-
листов с опытными коллегами, спо-
собствовать передаче опыта от
старшего поколения к младшему.
Надеемся, что и выставка «Свар-
ка», и новый номер журнала доста-
вят Вам немалое удовольствие.
ОТ РЕДАКТОРА
НОМЕР В ЦИТАТАХЧТО ПРОИСХОДИТ
cтр. 16 «В апреле в учебном центре DVS
в Ганновере были организованы курсы
подготовки сварщиков-подводников по
EN ISO15618-1».
cтр. 21 «Россия не имеет своих нор-
мативных документов по сварке под-
водных магистральных трубопроводов,
поэтому в качестве основных техниче-
ских требований для принятия реше-
ний в части выбора материала труб, ме-
тодов сварки, оборудования, свароч-
ных материалов, контроля качества и
изоляции трубопроводов Nord Stream
принял Правила DNV-OS-F101».
ТЕХНОЛОГИИ СВАРКИ
cтр. 36 «Для детального понимания при-
роды динамических процессов, проте-
кающих в сварочной ванне при сварке
с глубоким проплавлением, необходимо
иметь динамическую модель сварочного
процесса…».
ОХРАНА ТРУДА
cтр. 51 «Распределение токсичных ве-
ществ, образованных в результате фото-
химических реакций на рабочих местах
сварщиков, практически не изучено. От-
дельные сведения о случаях острых отрав-
лений с поражением легких при плохой
вентиляции не систематизированы…»
СТАНДАРТИЗАЦИЯ
cтр. 58 «01.07.2010 на территории Рос-
сии начнут действовать новые стандар-
ты, адаптированные с международным
уровнем сварочной науки и техники».
ИСТОРИЯ
cтр. 62 «”Преподаватель вуза, как и
любое тело, чувствует себя устойчиво,
только опираясь не менее чем на три
точки”. Подразумевалась постоянная
работа одновременно не менее чем в
трех местах - вуз, НИИ, завод…».

6 Мир сварки 2010 №15
��������� ���������� �
��������!�"��
23 – 26 марта в Челябинске состоялся Третий Междуна-
родный промышленный форум «Реконструкция промыш-
ленных предприятий – прорывные технологии в метал-
лургии и машиностроении».
�������� ��� � ������ � ��� ���� – ����������-�� �������� � �������� �����, �������� -������ � � ������� �� ����������; ������� ��- �������������� ���������� �� � ����������-����� ��������� � ��������� ��������.
� !���� ������� ����� ���"� ���������� � � �������������� ��������� #������ �� ����-�� � ������� $�����, � � % ���������� � �����-������� �� &������, '����, (�����, #�� �� $���-��� �, )���, *�����, $������ � +������.
���������� � !������ ����� / ���������� ���- «0����� �� ����������-� ������� �� ����» (� �� ��� �� - ���������������� ����� � «2��-������. 2���», «2����������. 2���������� �. 3��� �. '������», «4���������� � ������»).
С юбилеем!«Альянс сварщиков Санкт-
Петербурга и Cеверо-
западного региона» по-
здравляет Отдел главного
сварщика «Севмаша» с семи-
десятилетием! Уровень ор-
ганизации сварочного про-
изводства, созданный ва-
шим коллективом, может
служить образцовым при-
мером для любого предпри-
ятия!
� ��� �� !����� ������:- 2%���������� �������� �������� !����� «'���-
�������� �������� � �������� �����, �������-� ������ � � ������� �� ����������. 4������ �� �������������� ���������� �� � ����������-����� ��������� � ��������� ��������».
- 2%��������� ������-��� ��� � ��������: • «'����������� �������� � ����������� ��� �����-
������ ����»;• «'����������� �������� � ����������� ��� ����-
����, ��������������� � � �������� ��� �����������»• «2��������� � �����������»;• «* ������ ������� ������� � �������6 ����-
�� ���� ��%����-����� �� ����� � ��������� � ������������»;• «'����������� �������� � ����������� ��� �����-
������ ��� ��, ��� � �����»; - )����� ����: • «7�� ������� �. ������ �����%���. 8 ������»;• «4�� ������� � �������� ����������� �� �������-
���, �������6"�� �����������-��������6 ��������»;• «8 � ����� �� #2) � ���"��� 349-6, 2=>?-4 � ���-
����� ��� A 1 (��� 300-2).
ЧТО ПРОИСХОДИТ

7
�����#$ ��$�%����-����������
11 марта ООО «Мир сварки» и ООО «Учебно-
производственный центр «Специалист» провели семинар
для образовательных учреждений начального и среднего
профессионального образования, готовящих специалистов-
сварщиков для различных отраслей промышленности горо-
да и области.
�������� ���6 ������� ���� ����%��� ��-� �������� ������ ��������������� ������� � ����"� ��. ��� «049 «3�������» �������� ��-������� ��, �������� ������ ���� � �����-� �� �������� 4+03-273-03 ����"� ��, �% �����-6"�� � ������������. 3��������� ���� ���-�� ���� ����������� ��%�����, �� � ������ ��-��� �� � �04�, � �������� ����� ����"� �, ��-�������� �� �����6, � ��������� ���� ��6 ��� �� ������ � ����� ��, � � ��� -��� �� ������� �. ?����� � �����, ������ ��� ������6, � �������6 �� �������� �� ���� � ������� ����� �� ��G �� �� �������� ���-���, � ������ �% � ������ �� � �%����������.
0����� � ������� � ��� ����%���� ��������� ����6"� ������� � ��� ����%���:
- �������� �������� � ������ � ��� �������-����� ������ ���%����, �� ����� ����������� ��� ��� � ������;
- ������ �������� �����6"� ����� ��-������� � ������ ������, ������ � ������ ���� ����� �� ����� ����%�� ��� � ��� ���-���� ��� �;
- ������ � �� �����, ������6"�� ����-�� ���6 ����"� ��. H������- ������ ������� ��-
�� ���� �, �������� IH)3, ����������, �- �� ��� � � ��� ��������� � �%����������� � ������ ��� �������.
4�������� ������ � �������� ��� �����"� �������� ���� ������ � ��������� ��������� ������������. )��� ���, � �� ����� ���"����� ������� ������� ����� ��"�� ����"� �, ����- ��� ������ ��������, �������� � ����� � ��-"���� ������� ���� � ���� .
ЛУЧШИЙ СВАРЩИК СИБИРИ – ДЕВУШКА
В Новосибирске весной прошел конкурс сварочного ма-
стерства «Сварщик Сибири», в котором принимали участие
пятьдесят лучших специалистов из двадцати предприятий
города. Первое место среди представителей профессио-
нальных училищ заняла девушка – Ольга Пензаева, препо-
даватель училища №39. Она привлекла внимание не только
журналистов, но и жюри.
«Была поставлена цель – сделать работу качественно и
уложиться в положенные пятнадцать минут. Я справилась
с задачей», – говорит победительница. За первое место она
получила букет живых цветов, подарочный сертификат на
косметику и медиаплеер.
ЧТО ПРОИСХОДИТ

8 Мир сварки 2010 №15
Óêðàèíà, Êðûì, ïîñ¸ëîê Êàöèâåëè, 25–28 ìàÿ 2010 ã.
Òåìàòèêà êîíôåðåíöèèÌàòåìàòè÷åñêîå ìîäåëèðîâàíèå:� ôèçè÷åñêèõ ÿâëåíèé, îïðåäåëÿþùèõ ýôôåêòèâíîñòü
è ðàñïðåäåëåíèå òåïëîâëîæåíèé ïðè ñâàðî÷íîìíàãðåâå;
� ïðîöåññà ïåðåíîñà ìåòàëëà ïðè ñâàðêå; � îáðàçîâàíèÿ è ãèäðîäèíàìèêè ñâàðî÷íîé âàííû ïðè
ñâàðêå ïëàâëåíèåì ñïëîøíûõ è ïîðèñòûõìàòåðèàëîâ;
� êðèñòàëëèçàöèè ñâàðî÷íîé âàííû, õèìè÷åñêîãîñîñòàâà çîíû ïðîïëàâëåíèÿ è îáðàçîâàíèÿõèìè÷åñêîé íåîäíîðîäíîñòè;
� êèíåòèêè ìèêðîñòðóêòóðíûõ èçìåíåíèé ïðè îäíî- èìíîãîïðîõîäíîé ñâàðêå;
� çàâèñèìîñòè õèìè÷åñêèé ñîñòàâ — ìèêðîñòðóêòóðà-ìåõàíè÷åñêèå ñâîéñòâà;
� êèíåòèêè äåôîðìàöèîííûõ ïðîöåññîâ âòåìïåðàòóðíûõ èíòåðâàëàõ îáðàçîâàíèÿ ãîðÿ÷èõòðåùèí è óñëîâèé èõ ïðåäóïðåæäåíèÿ;
� òåðìîäåôîðìàöèîííûõ ïðîöåññîâ ïðè ñâàðêåäàâëåíèåì ñ ó÷¸òîì áîëüøèõ äåôîðìàöèé;
� òðàíñïîðòà âîäîðîäà â ñâàðíûõ ñîåäèíåíèÿõ;� îöåíêè ðèñêà îáðàçîâàíèÿ õîëîäíûõ (âîäîðîäíûõ)
òðåùèí;� îñòàòî÷íûõ íàïðÿæåíèé è äåôîðìàöèé ïðè
ìíîãîïðîõîäíîé ñâàðêå ñ ó÷åòîì èçìåíåíèéìèêðîñòðóêòóðû ìåòàëëà;
� äåãðàäàöèè ñâîéñòâ ìàòåðèàëà ñâàðíûõ ñîåäèíåíèéïîä âîçäåéñòâèåì âûñîêèõ òåìïåðàòóð, õèìè÷åñêèàãðåññèâíûõ ñðåä è ÿäåðíîãî îáëó÷åíèÿ;
� ìîäåëèðîâàíèå ïðîöåññà èäåíòèôèêàöèè äåôåêòîââ ñâàðíûõ ñîåäèíåíèÿõ ïðè íåðàçðóøàþùèõìåòîäàõ èñïûòàíèé.
Èíôîðìàöèîííûå òåõíîëîãèè â ñâàðêå,íàïëàâêå è íàíåñåíèè ïîêðûòèé.
Íàöèîíàëüíàÿ àêàäåìèÿ íàóê ÓêðàèíûÈíñòèòóò ýëåêòðîñâàðêè èì. Å.Î. Ïàòîíà ÍÀÍ ÓêðàèíûÌåæäóíàðîäíàÿ àññîöèàöèÿ «Ñâàðêà»Ìåñòíûé áëàãîòâîðèòåëüíûé ôîíä «Ñîäðóæåñòâî ñâàðùèêîâ»
ÎðãêîìèòåòÓêðàèíà, 03680, ã. Êèåâ, óë. Áîæåíêî 11
Èíñòèòóò ýëåêòðîñâàðêè èì. Å.Î. Ïàòîíà ÍÀÍ ÓêðàèíûÒåë./ôàêñ: (38044) 529-26-23, 271-26-33
E-mail: [email protected], [email protected]
ÏßÒÀß ÌÅÆÄÓÍÀÐÎÄÍÀß ÊÎÍÔÅÐÅÍÖÈß«Ìàòåìàòè÷åñêîå ìîäåëèðîâàíèå èèíôîðìàöèîííûå òåõíîëîãèè â ñâàðêå èðîäñòâåííûõ ïðîöåññàõ»
� Ðàáî÷èå ÿçûêè êîíôåðåíöèè — óêðàèíñêèé, ðóññêèé, àíãëèéñêèé.� Äëÿ ó÷àñòèÿ â êîíôåðåíöèè íåîáõîäèìî çàïîëíèòü ðåãèñòðàöèîííóþ êàðòî÷êó è íàïðàâèòü å¸ â Îðãêîìèòåò äî 20
ìàðòà 2010ã. Ê íà÷àëó êîíôåðåíöèè áóäóò èçäàíû òåçèñû äîêëàäîâ.� Òðåáîâàíèÿ ê îôîðìëåíèþ òåçèñîâ. Òåêñò ñëåäóåò íàáèðàòü íà îäíîì èç ðàáî÷èõ ÿçûêîâ â ðåäàêòîðå WORD (êåãëü
12, ÷åðåç 1.5 èíòåðâàëà). Îáúåì òåçèñîâ — 1 ñòðàíèöà.
Îñíîâíûå äàòûÏîäà÷à çàÿâîê íà ó÷àñòèå è òåçèñîâ äîêëàäîâ äî 20.03.2010 ã. Ðàññûëêà âòîðîãî èíôîðìàöèîííîãî ñîîáùåíèÿ äî31.03.2010 ã. Ðàññûëêà ïðèãëàøåíèé íà êîíôåðåíöèþ è ïîäòâåðæäåíèå ó÷àñòèÿ äî 25.04.2010 ã. Îïëàòàîðãàíèçàöèîííîãî âçíîñà äî 15.05.2010 ã.
9

10 Мир сварки 2010 №15
�������������� � �������
В Санкт-Петербурге 13-16 апреля состоялась 12-я
Международная научно-практическая конференция
«Ресурсосберегающие технологии ремонта, восста-
новления и упрочнения деталей машин, механиз-
мов, оборудования, инструмента и технологической
оснастки от нано- до макроуровня», организато-
рами которой являлись научно-производственная
фирма «Плазмацентр» и Санкт-Петербургский госу-
дарственный политехнический университет.
)�������� ������ ����� ������ � $����� � ������ 3=& �� ������ ��� . � ��� ���� ������-����� ��������� ������ � �� �� ���"��� ����������� ��������, ���� � ����� � �-������ ��� ������ �������� ������� �� ��-������ �� ��"�� ����% � ������� ��� -������ �����������.
$���� �������� ����� �� ���� �����-��� �����������:
1. H�������� ������������ ������������� (��-������) ������ ��������� � ������������� ���� �, ������ �, �������� � ������ ��������.
2. '�%���� ���������, ����� ������ � � ������������ ���� �������� ���%���� � �����������, ������� �, ������ � �����-���� ������.
3. H�������� ���������, ������ ���� � �����-������ ���� �-������� �� ������ �������-��, ������ �� ��������� �� ����.
4. H�������� �� ����, �������� �, ��� � � ���� �.
� ���� �������� ������� ����� ��� ����� ���� � ��������� ��������� � ����-������� $�����, &������, +������, 0 �����, )�-�������, *������%���, 2�������, *�����, )�-��. +��� ��������� � ��� 50-� �������� �� ��-���. =������� � �������� � ��� 200 �� ����� � ���, ���������� �� �������6, �������-�� �� ��� www.plasmacentre.ru.
������ ������ ��� ������ � ���� ОАО «Уралхиммаш» выиграло четыре тендера на постав-
ку оборудования для компании Nafta Industrija Srbije (NIS)
(Сербия). Уже заключены договора на сумму более 180-ти
миллионов рублей.
3������� �������� ���� �� �*� «0���������» ���-��� �������� � ������� ��������, ��������, �-� ���� � ������ �����������. ��"�� ��G� ��-���� ������� ���� 560 ���. ����������� ���-�������� ��� �����������6"�� ������ � �. 4�����, �� � �����" ���� ������� ��������� � ����� ��� �����������. 4���� � ���� �������-����� �� ��� 2011 ����. H�������� �����������6 ���G����6�� ���� %� �: �� ������� ���%�� ���������� ����� �� ��������� )��� ASME � ��� ���� �� �����������6 ��� ������� PED 97/23/EC. Nafta Industrija Srbije (NIS) — ���� �� �������� � 9�-������� I���� ��� ����� ������������� ���-��� �������, ����� �������� ������ �� ��-� � ����� ������� ��, ���"���� ������ ���-��������� �� ������� 3���� � *�����. NIS ���� �����������6"��� �������� � ������� 4���-�� � =���-3�� ��������� ��"����6 7,3 ��� ��� � ���. �*� «0���������» ���������� ����������� ��� ��������� �������� ��, ��- � ��������-�����6"� ������ ������������, ��� �����-� �� ������, ��������� ����� � ����� ������-���, ��������� ����������� � ������ ����� �, ��� ��������� ��������� ������������. � �� �������� ���� �� ��������� ����� ����� ���-������ ����, ����� �������� ������� 3��-�� ���%��� ����� ��������� ���������ISO 9001:2008. � �6� 2009 �. ����� ������ ���-�� ����� ���6 �� ����� ���������� ������� ��� ������� �� ��������� )��� ASME (*��� ��� �-�� ��"��� ��%����-����� ��). 3���������� � NIS ���� ��%�� ��� ������: ��� ������������ � �����%���� ������ �� ������ �� ���� .
������������� ���������� � � ��� ���� �� 3���� ��� ���������� ����������� ?������-3����� ��� ���������� ��� ������� (����� � ��-����6 «I����») ������ ������ ����� ���6 � ���-���� �������� ��"�� Lloyd's Register EMEA (���- �������� ������� ��� ��6 ����� ��� ������� � ������������� ������). 3���� ���� ������-������ ������ ��� ���������� ���� ������������
���� � � ��������� ������ ����������� ���������� ��������� �������. 4�����-�� ����� ���� ������������ �������� ������ � ��� ����������� ������� ������������� ���� ���-"�������� � ��� ���� �������� ����. 3��� +-�� ��, �������� ���� ���� ���%��� ?32) �-���: - «=����� ����� �� ���� ���� ����� ��6 ��� ����� ������, �� � ���6 ����� ������� �������� ���� ����».
ЧТО ПРОИСХОДИТ
11

12 Мир сварки 2010 №15
� ���� � ��������� ������ ���� � ������ ��� DVS � &������ ���� ��-���������� ���� ������� � ����"� ��-�������� �� �� EN ISO15618-1. 4�������� ��������� �� �� ��-�� �������, ��� ��� ������� ����� �6�� �������-���� �� �6������ �� ������ �� ��������� ��-������. ������ ������� � ���������� � ������, ����"���� ������������ ��� ����6���� � ����-����� � �����6"����� ����"� ���-�������� ���. 4�-���%�� ���"������ �� ������� ��� ���. ���-��6�� �������� � ������ ������� ���� . H� � ���� ��������6�� ��� �� ��������� ��"���� %���-��. 3�� ��������, �� � $����� � ����� ������- ������ �������� ��������� ���� � �������� ��-��������� «����"� -�������� » ��-��%��� �.
��� �� � � ������ ��� ���C������� ����� ����� ������ *������� ��� ����-���������� �������� �� ���� ���� � � �� ��-
�� � �� ����������� «����������� � �������� ���-������� �����������». 3���� ������������� � ������ ��������� � �����-��, � �������� ����� �������� ������ ����-�� ��"���� �� �*� «3������������ ����� «)����� +���� ���».
�������� ����� ��� � ����! �� ������� � �!�� !����� ���������� �"���� � ���� � =''8!* ��. \. �. I������ ����"� 15 �������� ���� ����� ����. 3�������� ���� � ����"� 6-��-��� ������ Motoman. 0�������, ��������6" ���� � ����� ��"��, ���� ������ ������������ � ������ �� 10 �����-��� ���� ����� ���� ���������� ��� ���� �� � 2�� �. ���� ���� ����� � �� ��"���� �������6 �������-��� ���� ��"���� �� 15-20 �� � ������� �� � ��� ���� ��� ����� ������� � ��� 1��. 3��� � ���"�-����� �� � ����� ��� 3 �/���.
ЧТО ПРОИСХОДИТ
13

14 Мир сварки 2010 №15
7500000 � !���#? $���! Специалисты технического управления
Нижнетагильского металлургического
комбината (НТМК) предложили новую
схему раскисления и легирования ста-
ли марки 17Г2МФ, предназначенной для
производства непрерывнолитой слябо-
вой заготовки. За месяц экономический
эффект от предложения сотрудников
НТМК составил порядка 7,5 млн руб.
4� �����6"� �������� ��� ���, ���� ������� ���������� �����-� �� ������ �����, ��%�� � ���� �������� ���������"�� ������-� �� ������� � ����������� ����-%���� ������ ������. 2��-����� �����%��� �� ������� ���-��� ��� ����� �����������-%�"�� �����������, ����� �� �-���� � ������� � ���������"�� ��������. 4������� ����� � ����� ���� � ���������������� ��� ������ ������ ����: �����-���� ���%� ������ ������� ��� ��������, � ���� ������� %�- �� ��������� �� ����� ����%�-��� ������ ������. 4�������� ������� ����� ��-��������� �������� ����� �� ��� ���������� I�����. >6��� ��-���� ��% ����� �����%�� �� �������6 ��� ������ ����� ����� �����������.
&� ��� � ����'��: ��� � – 60 ��� Ижорские заводы завершили сварку
монтажных кольцевых швов длинно-
цикловых корпусных изделий для Но-
воворонежской АЭС-2 и болгарской
АЭС «Белене».
)����� �� ��� � �������� ����-��� ��� =�*83-2 - ���� �� ����� ��-���������� ������������, �������-���� �� ������� � *83 ���� «���-��� �����» 90-� �����. $� ����� ������ � ��� =�*83-2 ������ ��-������ ������ �� ��� � *83-2006 � ����� �� 26-� �������� ��, ���-������ ����� ���������� !�������� ����� ���������� ������� ������ ����� �. � ���- *83-2006 ���������� �� ��-��� ������ � � �� ���� ��8$-1200
��"����6 1200 ��. � ��� � % ���� ��� ����� ����� �����-���������� ������������, ����-����6"�� ������� ���������� � ������� ��� �-� ������� �� ��- ����� �������� �, �� ������ ��������� �������� ��� � ���%�� ��������� ������������ �� 60-� �.)����� �����������, ��������-��� ��� *83 «+��», �� ����� ��� � �������� ��������� �������, ���������� '%��� ��� �������� �� ��� � *83-2006 ��� =�������-�%� �� *83-2.3������� �������, ���"����-�� � �������� �� �%�� � ���-����� ���������� ��6���, ��-�����6 ������� ����� ����� ������. 3������� �������� �������� � ���-��� �������6 ��� ���� � ������ ������� ��"�� � ���-
������� �������� ��������� ������ �������� �� ������� ������ �� � �������� �������-�� �� ���� ��"���� 10–12 ��. 3��-����� ������� �������������� ����� � ������ ��������� �� ����-����� ��� ������ ����� � ����-������ � �����, ���� � ��������� ����� � ��������� �����.
ЧТО ПРОИСХОДИТ

15
� &����(��� ����� – )��#�"� Челнинская компания ООО «Энергогаз-
комплект» совместно с французской
фирмой «Matiere Public Travaux» стро-
ит завод по производству металло-
конструкций. �������� ������� ��������� ���� � ������� �������� �� ��-�������� ����%����: «2� ������� � «$�����6» � ��� ������ � �����-��� ����� � ������. 3���� �%-��� ���� ��� 120 ���, �� ��%�� ���� ��������� ��� ������ ��-��� ���. 2� ��������� �� ����"�6 ������� ������ � ������� �� ������, �� ��� � ����� ��� ������». )������� «Matiere Public Travaux» ��-"��� � 1932 �. =� ����������
* �� � – #���� ����� � ������� �H������ �� ��������������� ����� (H�3?) �� �6��� �������� �� ��-��� � ��������������� �������� ������ ����������� ������� KUKA (&������), ��������� ����� ��� ������� ���� ����������� � �������-������� ����������� ������� ALTA (#���), � � % �������-����� ��� �� � ������� ��� ���� � ��� �������� ���% � �����-������ ������� *H2 (*�����). 4���� � ������� ������������ �����-���� � III ����� 2010 �., ����� � � ��������6 – � IV ����� 2010 �.
��� ������� ������ ������ �� ��������� �������� ����� � ������ 3- ��� �� !������ �� ��������� ���������� �����. &������ ����� ������� — 100 ��� ���. � ������ �����, ����� ��"�- ��� ����� ������ � $����� � ��� ���, ��� ������� � �� ��-��. 0% ����� �� ������������ ������������ � ��������� ����� -��� – �� ��G �� ���������� � )�-����, � �������� �� ��� ���� ��� �������� � ������� . 3������ ����������� ����� ��� ��-��������������� ��������, � � ��-���" ���� ��� ��� ���� ��-���. «2� ���� ������ �6��, ��-���� ������� ����� ����� ��-������, � �� �� ��� � ������ ����"� , � ������, � ������ ��-��, � ������ � ������ ��������-���. 3���"� �-����%�� �, ��-�� �����6 ����� �� �����, �-������� �� ����6. 4���� �� ����� ���� �����. 3���� �� ����� H���-���� �� �����������6"�� ��-���, #����� �-���������� ��, ����� ����� � 2�� �. ?������ ��-�� �����������, �� ��������� ��- ���� ����% �. 3�� ���� ��-��� � ��% ���, �� ���� ��� ��- ��������������».
�� �������� �� �� * ��� ���� АК «Транснефть» приступила к сварке труб в рамках реализации второй очере-
ди строительства нефтепроводной системы Восточная Сибирь – Тихий океан
(ВСТО-2). На 3806 км трассы ВСТО, в районе станции Ин Еврейского автономно-
го округа сварены, первые 180 метров трассы ВСТО-2.
В рамках проекта с заводов уже отгружено 37 км труб, по-
ступило на объекты и развезено вдоль трассы около 3 км.
�3H� ������ ��� ����������� � ��� �� ���� *���� �-H���� ��� ��� ������. $�������6 ��� � ����������� ���"-���� � ��� ����. 4���� ����� ����� ���� ����� � � ������-��6 � ��� � ���� 2009 �. =� ����� ��� ��� ������ ����� �-�������� H��� ('� �� �� ������) - 3 ��������� (2694 �) � ��-�������� ������ �� ����%� H����� � ��� - ��� )�������. � 3 �-�������� �� H����� � ��� ��� �������� �� %����� �����. =� ����� ��� ����������� ��������� ���� � ��������� 3 ���-������ - ����%� H����� � ��� � �������� ��"���� ���� ��� �-������.
ЧТО ПРОИСХОДИТ

16 Мир сварки 2010 №15
В соответствии с требованиями правил аттестации сва-
рочного производства САСв Ростехнадзора СЗР ГАЦ НАКС в
феврале 2010 г. начал работы по аттестации сварочного пер-
сонала, технологий, оборудования и материалов для оцен-
ки соответствия сварочного производства требованиям Ро-
стехнадзора компаний, участвующих в строительстве маги-
стрального подводного газопровода проекта Nord Stream.
Проект Nord Stream обеспечит стабильное функциониро-
вание и динамическое развитие топливно-энергетического
комплекса европейских стран. Для Российской Федера-
ции, имеющей достаточно большие запасы топлива, участие
в международном энергетическом строительстве являет-
ся одной из главных политических и технических государ-
ственных задач.
«Северный поток» - проект совместного предприятия
Nord Stream AG четырех ведущих компаний: ГАЗПРОМ, E.ON
Ruhrgas, Wintershall Holling AG и Gasunie. Председателем
комитета акционеров является Герхард Шрёдер. Важность
проекта определяется двумя важнейшими факторами:
Во-первых, Nord Stream будет поставлять в Европу газ.
Во-вторых, Nord Stream укрепит экономические связи
между Евросоюзом и Россией.
Информация о газопроводе Nord Stream размещена на
сайте www.nord-stream.com
2010 г. – Укладка первой линии газопровода.
2011 г. – Ввод в эксплуатацию первой линии (27,5 млрд.м3/год).
2011 – 2012 г.г. – Строительство второй линии.
2012 г. – Ввод в эксплуатацию второй линии (55 млрд.м3/год).
Специалисты компании Nord Stream обладают обшир-
ным опытом в области строительства и эксплуатации газо-
проводных сетей. Поставщиком труб будет EUROPIPE (Гер-
мания) и OMK (Россия). Контракт на трубоукладку подпи-
сан с компанией «Сайпем» (Италия), субподрядной орга-
низацией по укладке труб утверждена компания «Оллсиз»
(Нидерланды).
При строительстве газопровода Nord Stream будут при-
меняться трубы с внутренним антифрикционным покрыти-
ем. Снаружи трубы оснащены бетонной «рубашкой» тол-
щиной от 60 до 110 мм. Для противодействия плавучести
1 метр трубы покрывают одной тонной бетона. Длина каж-
дой трубы составляет 12 метров. Осуществление задач
строительства Nord Stream выдвигает на первый план про-
ведение сварочных работ с высоким качеством. На борту
трубоукладочного судна две трубы сваривают в «двухтруб-
ки» (длина становится 24 метра) и передают на линию не-
прерывной сварки. Всего будет сварено около 100000 труб.
После приварки очередной секции длиной 24 метра суд-
но продвигается вперёд на 24 метра. Производительность
укладки составляет до 3 км газопровода ежедневно. Тру-
бопровод открыто укладывается на морское дно. На участ-
ках с интенсивным судоходством трубопровод будет заглу-
бляться в траншею и засыпаться от контактов с якорями ко-
раблей. После сварки всей длины газопровода его запол-
няют водой и испытывают 24 часа под давлением выше ра-
бочего давления. До начала транспортировки газа вода бу-
дет полностью удалена. При укладке труб на территории
Российской Федерации качество сварки будут дополни-
тельно контролировать специалисты Ростехнадзора и НАКС
(Северо-Западного регионального Головного аттестацион-
ного центра).
Россия не имеет своих нормативных документов по свар-
ке подводных магистральных трубопроводов, поэтому в ка-
честве основных технических требований для принятия
решений в части выбора материала труб, методов сварки,
оборудования, сварочных материалов, контроля качества
и изоляции трубопроводов Nord Stream принял Правила
DNV-OS-F101. Начало газопровода — г. Выборг (Россия) —
НАЧАТЫ РАБОТЫ ПО ОЦЕНКЕ СООТВЕТСТВИЯ ОРГАНИЗАЦИИ СВАРОЧНОГО ПРОИЗВОДСТВА СТРОИТЕЛЬСТВА МОРСКОГО
ГАЗОПРОВОДА NORD STREAM В БАЛТИЙСКОМ МОРЕЛевченко А.М. («Региональный Северо-Западный Межотраслевой
Аттестационный Центр», НАКС) директор, С.-Петербург
Автоматическая установка ультразвукового контроля
ЧТО ПРОИСХОДИТ

17
труба Ду 1200 мм и толщиной стенки 41 мм, а окончание –
г. Грайфсвальд (Германия) – труба Ду 1200 мм и толщиной
стенки 26,8 мм. Для строительства магистрального газопро-
вода в зоне территориальных вод Российской Федерации
иностранные компании освидетельствуют свои сварочные
технологии, сварщиков, специалистов сварочного произ-
водства, сварочные материалы и оборудование.
В соответствии с приказом №112 Ростехнадзора утверж-
ден административный регламент, положениями которого
сварочное оборудование, измерительные комплексы уль-
тразвукового контроля сварных швов и машины для гидро-
изоляции сварных стыков должны получить соответствую-
щие разрешения на применение на территории России.
На первых этапах работ по освидетельствованию сва-
рочных производств этих компаний специалисты ООО «РСЗ
МАЦ», в состав которого входит СЗР ГАЦ, установили, что
компании «Сайпем» и «Оллсиз» обладают квалифициро-
ванными кадрами и современным сварочным и контроль-
ным оборудованием для успешного проведения работ.
Сварщики и руководители сварочных работ имеют между-
народные сертификаты. Сварочное оборудование и мате-
риалы имеют сертификаты ИСО. Технологические процеду-
ры утверждаются заказчиком Nord Stream.
Начиная с июня 2009 г. фирма «Сайпем» на своей техни-
ческой базе в Хорватии (г. Риека) выполнила плановые ра-
боты по сварке труб разных толщин и разных поставщиков в
количестве более ста стыков. В январе 2010 г. получены под-
тверждения о высоком качестве сварных стыков, отвечающих
требованиям DNV-OS-F101. Фирма «Оллсиз» приступила к тех-
нологической подготовке сварочных работ в январе 2010 г.
Во время работ по освидетельствованию про-
цедур сварки труб специалисты – экзаменаторы
СЗР ГАЦ изучили содержание, полноту и параме-
тры технологий сварки на соответствие требовани-
ям DNV-OS-F101 требованиям РД 03-613-03, РД 03-614-03,
РД 03-615-03 и техническим приемам работ. Оформление
требований к сварке в технологических картах строителей
газопровода Nord Stream отличается от российских незна-
чительно.
В технологические карты по РД03-615-03 вносят все вспо-
могательные операции, необходимые для обязательного и
рекомендательного применения. В картах «Сайпем» указа-
ны главные основные параметры: марка стали, режим свар-
ки, режим термообработки, нормативный документ по кон-
тролю и т.д. Однако все вспомогательные операции – кон-
троль кромок, осмотр и контроль каждого сварного прохода,
ЧТО ПРОИСХОДИТ

18 Мир сварки 2010 №15
требования к подготовке сварочных материалов и оборудо-
вания выполняются вспомогательным персоналом и свар-
щиками в полном объеме без дополнительных указаний со
стороны руководителей сварочных работ.
В отличие от требований нормативных документов, при-
меняемых в России, все сварные соединения в объеме 100%
подвергаются испытаниям на дефектность автоматиче-
ским ультразвуковым контролем, который исполняется не-
медленно после сварки и охлаждения стыка потоком воды.
Установки УЗК имеют в своем устройстве более 20-ти ультра-
звуковых искателей, расположенных разноориентированно
к объему металла сварного шва, которые прозвучивают все
его сечение и околошовную зону. Компьютерная программа
оценивает наличие дефектов, их размеры и ориентацию в
пространстве. При необходимости ремонт производится по
оценке превышения допустимого размера дефектов по нор-
мам DNV-OS-F101 методами ручной дуговой сварки и меха-
низированной сварки порошковой проволокой в среде за-
щитных газов.
При строительстве газопровода Nord Stream будут приме-
няться автоматическая сварка под флюсом для сварки двух-
трубок, автоматическая орбитальная сварка проволоками
сплошного сечения для непрерывной сварки стыков, меха-
низированная сварка порошковой проволокой в среде ак-
тивных газов и ручная дуговая сварка покрытыми электро-
дами для ремонтных работ и случаев остановки производ-
ства работ с погружением конца газопровода в глубину. Все
сварочные работы выполняются на плавучих базах фирм
«Сайпем» и «Олсиз».
Практические работы по аттестации сварочного произ-
водства фирмы «Сайпем» Северо-Западным региональным
Головным аттестационным центром НАКС начаты в феврале
2010 г. Программы и вопросы для теоретических экзаменов по
ПБ 03-273-99 в СЗР ГАЦ были заранее переведены на ан-
глийский язык. На специальную подготовку к практическо-
му и теоретическому экзаменам на трубосварочном судне
было собрано около ста сварщиков. За две недели работы
по выполнению специальной подготовки по требованиям
ПБ 03-273-99 было сварено более 50-ти стыков сварщика-
ми из Тайланда, Индонезии, Турции, Колумбии и Бангладеш.
Во время предварительной подготовки специалисты оце-
нили высокие профессиональные навыки сварщиков и уме-
ние оперативно управлять сложной современной сварочной
техникой.
Со специалистами фирм «Сайпем» и «Оллсиз» ведутся по-
стоянные консультации по вопросам аттестации сварочных
материалов, сварочного оборудования и сварочных техно-
логий. Эти фирмы получили также технические консульта-
ции специалистов Северо-Западного управления Ростех-
надзора и выполняют требования нормативных документов
Российской Федерации.
При исполнении этих требований мы можем быть уверены,
что строительство газопровода Nord Stream в зоне аквато-
рии Российской Федерации будет выполнено надежно и с
планируемым ресурсом эксплуатации.
Автоматическая сварка под слоем флюса двухтрубок
Автоматическая орбитальная сварка в защитных газах
ЧТО ПРОИСХОДИТ

19 11119999

20 Мир сварки 2010 №15
Новинками 2009 года (на международной
выставке в г. Эссен) стали три сварочных про-
цесса компании LORCH (Германия) для MIG/
MAG сварки: SpeedPuls, SpeedArc и SpeedUp.
Все они имеют свое назначение и область при-
менения.
Функция SpeedPuls. Особенность процес-
са заключается в особом модулировании им-
пульса несущей частоты сварочного тока. При
этом возникает особая разновидность пере-
носа металла, при котором сформированные
капли находятся в постоянном столбе дуги.
Внешне это выглядит как струя жидкого ме-
талла с периодическими уплотнениями, па-
дающая с электродной проволоки в свароч-
ную ванну.
Объединение импульсной сварки и струй-
ного переноса металла существенно повлия-
ло на производительность и скорость свар-
ки, а именно:
•до 48% быстрее автоматизированной им-
пульсной MIG/MAG сварки;
•до 35% быстрее ручной импульсной MIG/
MAG сварки;
•до 10-15% быстрее обычной MIG/MAG
сварки;
•до 30% быстрее при MIG/MAG сварке не-
ржавеющей стали в отличие от ручной им-
пульсной MIG/MAG сварки;
•до 20% быстрее при сварке алюминия в от-
личие от ручной импульсной MIG/MAG сварки.
Функция SpeedArc – высокопроизводи-
тельный процесс сварки со струйным перено-
сом металла на более короткой дуге, чем при
обычной сварке MIG/MAG со струйным пере-
носом. Дуга становиться более сфокусирован-
ной и устойчивой. Благодаря высокому плаз-
менному давлению в дуге и наличию высоко-
скоростных обратных связей обеспечивается
более глубокое проплавление.
При этом за счёт меньшей длины дуги воз-
можна сварка на больших вылетах, что позво-
ляет выполнять сварку «в узкую разделку» и
получать гарантированный провар корня шва.
Скорость сварки за счет более эффективно-
го использования энергии дуги можно увели-
чить до 30% в сравнении с обычной сваркой
MIG/MAG.
Функция SpeedUp – это высокопроизво-
дительный процесс сварки в вертикальном и
потолочном положении. Повышение скорости
сварки – до 100% в сравнении с обычной свар-
кой MIG/MAG вертикальных или потолочных
швов достигается существенным упрощением
техники сварки. С функцией SpeedUp сварщи-
ку не нужно выполнять сложные движения го-
релки – техникой сварки «ёлочкой» или попе-
речными колебаниями, ему необходимо лишь
перемещать горелку вдоль стыка с постоянной
скоростью, сварочный аппарат выстроит алго-
ритм импульсов (за счёт синергетических на-
строек, предусмотренных в аппарате) так, что-
бы обеспечить уверенный провар корня и по-
лучить качественное формирование шва с
плавным переходом на основной металл.
Таким образом, процессы SpeedPuls, SpeedArc и SpeedUp не только существенно
упрощают технику сварки, значительно повы-
шая качество и производительность, но и, са-
мое главное, позволяют нивелировать низкую
квалификацию или отсутствие опыта сварщи-
ков.
Более подробно с описанным выше обо-
рудованием и процессами вы можете ознако-
миться на нашем стенде (№ С7) на выставке
«Сварка-2010».
Новые процессы MIG/MAG сварки(Фивейский А.М., к.т.н., гл. технолог ООО«Шторм»)
��&�'�( ���'��)�� �� ����( ��*���&�+ � �,��.'�����( ��/������ � ������. ���0���( ��(��( ��������1�&� 2�1���� �� /��� ��'�������� /��)����. 4� ��'�(�� ���1�1� ��/������+ �� ����(. ���('. � ���5������� ��/� ���- ��( ��������&� �,��.'�����( � ������������ )�2������ ������������ �����-��1��� /�����( � ��6���� ����1��1��������� /��)�������� ��'���( �1���-��( �� ��,��1� �/�)��� ��������* �&������� ./������( (/��&������* 2.�1-)�+) /������� 9�1���'��&� �����, 1������ �,��/�����<� ����1�� 1������� � «/������. ����1�» /�� ������1�+ 1���2�1�)�� ����6�1�. ���������� �����1� �/�)��� ��������* /��)����� '( /�.�����������1�+ ����1� � �6����* &�- �* (MIG/MAG ����1�).
Функция SpeedArcСечение швов: а) стыковой с разделкой
б) угловой
Вертикальный шов
снизу вверх
Вертикальный
шов на аппарате с
функциией SpeedUpПреимущество по скорости сварки вертикального шва с помощью функ-ции SpeedUp
СВАРОЧНОЕ ОБОРУДОВАНИЕ
21
������ � ���� ������������� � ���� �������
��� ������� ����� � 300 ��� �������� ��� ������� ����� � 300 ��� �������� �������� �� �� ��������� �� �� �
· · ��� �� ��� ������ �� ��� ���· · ��� �� ������� ������ � ��� �� ������� ������ �
������ ���������� ����· · � �������� ���� � ������ �������� �������� ���� � ������ �������· · ��� �� ���������������� �� �������������
www.cloos.dewww.ipc-weld.ru
��������� ����������������
«��� !������� " �!»(495) 645 28 92

22 Мир сварки 2010 №15
Почему автоматизация производ-ства становится все более популяр-ной в последнее время? Тому есть несколько причин, в числе которых можно назвать увеличение произво-дительности, повышение качества изделий, снижение себестоимости, а также выполнение задач, которые невозможно произвести вручную из-за опасности производства либо не-доступности расположения объекта. Применение роботов позволяет упро-стить технологический процесс, отка-заться от неквалифицированных ра-бочих кадров, а также снизить влия-ние человеческого фактора в целом.
На сегодняшний момент автомати-
зация начинает затрагивать все боль-
ше и больше отраслей промышленно-
сти. Среди них традиционно лидиру-
ют такие отрасли, как автомобилестро-
ение, крупное машиностроение, про-
изводство металлической мебели, ра-
диаторов (для отопления помещений)
и полотенцесушителей, производство
дверей, оконных конструкций, произ-
водство котельного и трубопроводного
оборудования, противопожарные си-
стемы.
Однако следует заметить, что робо-
тизацию наиболее целесообразно ис-
пользовать на предприятии, где име-
ет место серийный и массовый выпуск
однотипных изделий или производятся
сложные и ответственные узлы, агрега-
ты или законченные единицы (напри-
мер, газовые коллекторы высокого дав-
ления, теплообменники, радиаторы),
требующие большого количества опе-
раций.
Объективные цифры также говорят в
пользу автоматизации. К примеру, если
сравнить два традиционных сварочных
поста и современную стандартную уста-
новку с двумя роботами, то получает-
ся, что при сварке небольших изделий
(длина до 300 мм, диаметр до 100 мм,
с привариваемыми частями не более
5-ти штук) робот производит в среднем
в семь раз больше изделий. При этом
количество брака уменьшается как ми-
ПЕРВЫЕ ШАГИ К АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА
������� . �. (� �������� �� ������� ������������ ��� «��� �����», www.dukon.ru)нимум на 30% (при использовании кон-
дукторов или фиксаторов для изделия
общий процент брака всегда постоянен
и может составлять максимум 1%), а за-
траты на производство за смену снижа-
ются приблизительно на 28-30%. Себе-
стоимость производственных затрат на
изделия на участке сварки при этом па-
дает в 10 раз. При минимально возмож-
ной прибыли с реализации изделия за
год в случае с роботом она будет в 20
раз больше! В этом случае установка не
только окупает себя за год, но и прино-
сит прибыль гораздо большую, чем два
сварочных поста.
При всех описанных преимуществах
роботов у производителей часто воз-
никают сомнения в их использовании в
конкретных производственных услови-
ях. Эти сомнения вызываются тем, что
для эффективного их внедрения требу-
ется достаточно высокий технический
уровень подготовки кадров (знание
основ программирования, технологи-
ческого процесса, экономического ана-
лиза и т.п.), соответствующий уровень
технологической и организаци-
онной подготовки производ-
ства, технологической дисци-
плины. Получается, что приме-
нять роботов может позволить
себе промышленник только с
очень подготовленным шта-
том сотрудников. А как же быть
тем компаниям, которые имеют
все показания к автоматизации
производства, но не имеют воз-
можности держать огромный
штат сотрудников ИТР для этих
целей?
К сожалению, мало кто из
производителей знает, что вы-
ход есть и в этом случае.
Для таких случаев уже доста-
точно долгое время, к примеру,
в Европе, на производствах ис-
пользуют так называемые стан-
дартные сварочные ячейки. Та-
кие простейшие сварочные мо-
дули производятся нескольки-Рис.1. Сварочная ячейка
СВАРОЧНОЕ ОБОРУДОВАНИЕ

23
ми компаниями по всему миру, как про-
изводителями самих роботов, так и си-
стемными интеграторами.
Ниже будет описано устройство и
принцип действия стандартной свароч-
ной ячейки производства крупного гол-
ландского интегратора AWL-Techniek
(эксклюзивный поставщик на россий-
ский рынок – компания «Дюкон»).
На рис.1 изображен самый простой
сварочный модуль из существующих.
Поворотный стол приводится в дви-
жение вручную, малые габариты и про-
стейшее управление делают эту ячейку
идеальным инструментом для свароч-
ных цехов, где есть производство одно-
типных несложных изделий.
Эта стандартная роботизированная
ячейка включает в себя:
1. Модуль – металлический каркас,
жесткое основание, отверстие под вы-
тяжку.
2. Робота с устройством управления
и набором стандартных программных
«блоков».
3. Стол (как правило, поворотный)
или ручные/механические позиционе-
ры.
4. Оснастку (кондуктор/фиксатор)
для детали.
5. Сварочный аппарат.
6. Системы защиты оператора, фикса-
торов и робота от повреждений.
7. Опции (устройства для чистки го-
релки, устройства контроля положений
и прочее).
Этот сварочный модуль должен пол-
ностью соответствовать требованиям
заказчика, поэтому его размеры, коли-
чество роботов, кратное количеству ис-
точников, габариты и оснащение стола,
оснастка и ее количество проектируют-
ся и подбираются согласно специфика-
ции изделий заказчика.
Чем удобен такой модуль? Преимуще-
ства видны с первого взгляда: модуль
закрыт, а значит, он защищен от влия-
ний внешней среды производственно-
го цеха, что немаловажно для условий
российского производства.
Модуль специально разработан та-
ким образом, чтобы его установка за-
нимала минимальное время (не более
48-ми часов), остальное время, которое
проводит наладчик на предприятии за-
казчика, тратится на отработку техно-
логического процесса производства и
обучение операторов работе.
Такие модули поставляются по систе-
ме «Plug & Weld», что дословно означа-
ет «Подключай и вари». Подробнее об
этом: если, скажем, заказчик хочет из-
готавливать автомобильные бамперы
для разных марок автомобилей, но кон-
структивно одного типа, то в процессе
проектирования модуля инженерами
AWL будет учтено количество необхо-
димых заказчику изделий, разработа-
ются соответствующие фиксаторы, на
каждое изделие будет своя программа.
Один модуль может производить не-
ограниченную номенклатуру изделий
с габаритами согласно спецификации
ячейки. Заказчику нужно будет толь-
ко подключить данный модуль в сеть,
обеспечить необходимым (сделать под-
водку сжатого воздуха, провести вы-
тяжку, установить баллоны со свароч-
ными смесями, подвести воду, если не-
обходимо, и прочее), обучить операто-
ра работе – и все. С этого момента опе-
ратору нужно будет только выбирать
программу в соответствии с деталями и
нажимать кнопку «Пуск», загружать за-
готовки и выгружать готовые изделия.
Такая простота эксплуатации стано-
вится возможной благодаря работе си-
стемного интегратора, который, согла-
суя каждый свой шаг с заказчиком, де-
тально прорабатывает весь проект.
Отдельной строкой стоит выделить
работу по проектированию и изготов-
лению оснастки, которую берет на себя
системный интегратор. В зависимо-
сти от пожелания заказчика она мо-
жет фиксировать отдельные части де-
талей как вручную, так и пневматиче-
ски. Очевидно, что пневматика дает, на-
ряду с удорожанием, еще и повышение
производительности, а также исключа-
ет ошибки оператора.
Оснастка всегда имеет средства кон-
троля положения детали и контроля за-
крытых/открытых элементов фикса-
ции – «пока йока» (Poka yoke). Это де-
лается с целью обеспечения безопас-
ности оператора и защиты оснастки от
повреждения.
Всю сложность и трудоемкость процес-
са проектирования и изготовления мож-
но легко оценить из рис. 2а. На нем изо-
бражена деталь автомобильной травер-
сы с оснасткой. На рисунке видно, какое
большое количество фиксаторов исполь-
зуется для точного позиционирования
частей изделия. Рис. 2б иллюстрирует эту
модель траверсы в готовом виде.Ри
с.2
а.
Авт
ом
об
ил
ьна
я т
ра
вер
са с
осн
аст
ко
й
Ри
с.2
б.
Авт
ом
об
ил
ьна
я т
ра
вер
са, с
ва
рен
на
я д
ет
ал
ь
СВАРОЧНОЕ ОБОРУДОВАНИЕ

24 Мир сварки 2010 №15
Вообще автомобильная промышлен-
ность традиционно – основной заказ-
чик комплексных автоматизирован-
ных сварочных линий в мире. Появле-
ние мировых производителей на рын-
ке России принесло с собой новые тех-
нологии производства, которые позво-
лили выпускать изделия, отвечающие
самым высоким стандартам качества.
Теперь компании-субпоставщики, кото-
рые производят в России узлы и агрега-
ты для автомобилей иностранных брен-
дов, все чаще и чаще оснащаются са-
мым современным автоматизирован-
ным сварочным оборудованием, анало-
гичным тому, которое используется на
заводах за рубежом.
Так, в январе 2010 года компания
AWL-Techniek cовместно с компанией
«Дюкон» начала запуск 2-х автомати-
зированных сварочных линий по про-
изводству туннельных рельс для ново-
го Opel Astra на заводе «Stadco».
General Motors – одна из немногих
иностранных компаний, которые при-
няли решение размещать заказ на изго-
товление ответственных деталей кузо-
ва в России. Вероятно, такая тенденция
распространится и среди других авто-
производителей.
На рис. 3 и 4 представлены прототи-
пы одной из деталей и установки, на ко-
торой эта деталь будет изготавливаться.
Указанная установка состоит из 4-х
роботов, 2 из которых осуществляют
сварку, 2 - роботы-перехватчики, один
из которых перегружает деталь с одной
сварочной станции на другую, а другой
подносит деталь к стационарным сва-
рочным клещам и выгружает готовую
деталь на конвейер. Также установле-
на система контроля качества сварно-
го шва и система маркировки изделия.
В случае если контролер определил,
что прошла сварка ненадлежащего ка-
чества, изделие маркируется как брак
и сбрасывается на отдельный конвейер.
Установка оборудована роботами
производства ABB (Швеция) и обо-
рудованием контактной сварки ARO
(Франция). Режимы автоматической
сварки координирует сварочный кон-
троллер BOSCH, согласованность всей
системы находится под контролем PLC-
системы Siemens. Особенностью линии
является также то, что она имеет по-
стоянное онлайн-соединение с офи-
сом компании-изготовителя в Голлан-
дии, осуществляется постоянный мо-
ниторинг всех процессов и режимов,
при необходимости все изменения мо-
гут быть внесены дистанционно, что со-
кращает до минимума срок простоя ли-
нии в случае неисправности.
Линия будет полностью введена в
эксплуатацию в конце мая, первые де-
тали поступят на сборочный конвейер
в начале июня.
Промышленная Группа «Дюкон»www.dukon.ruСтенд на выставке «Сварка» - А48
Рис.3. Деталь, свариваемая установ-
кой, разработанной для GM
Рис.4. Сварочная установка,
разработанная для GM
СВАРОЧНОЕ ОБОРУДОВАНИЕ

25
Компания «Мир сварки» работает на рынке сварочно-
го оборудования с 2001 года и является одной из веду-
щих российских компаний в области оснащения свароч-
ным оборудованием учебных заведений и промышлен-
ных предприятий.
Перечень учебных заведений, оснащенных нашей
фирмой:
- Невский политехнический лицей им. Неболсина;
- Российский колледж традиционной культуры;
- Санкт-Петербургский государственный университет
путей сообщения;
- ПУ – 14, г. Петрозаводск;
- ПУ – 29, г. Вологда;
- ПУ – 5, г. Вологда;
- Каменский колледж, г. Каменск;
- ПУ – 5, г. Великие Луки;
- ПУ – 26, г. Шацк,
- УПЦ «Специалист», г. Санкт-Петербург.
Поручив нам весь комплекс работ по обустройству сва-
рочного поста, заказчик получает гарантию качества.
Наша технология работы с клиентами предполагает удо-
влетворение интересов любого уровня. Высокий профес-
сионализм специалистов, применение новейших дости-
жений в области сварки позволяют компании оснащать
объекты самого высокого уровня.
Специалисты фирмы внимательно подходят к каждому
заказу, предоставляя оптимальное сочетание цены и ка-
чества и выполняя его в короткие сроки.
Например, в заявке на оснащение Невского политех-
нического лицея им. Неболсина требовалось следующее
оборудование: две мультисистемы Quad, плазменный ре-
зак Plasma Cut и системы конверторов низкого напряже-
ния. После предварительных расчетов стало ясно, что на
такую нагрузку электрическая сеть сварочной лаборато-
рии лицея не рассчитана, и мы заменили часть проводки,
ведущей к новым аппаратам. После поставки оборудова-
ния наши специалисты в течение трех дней обучали ма-
стеров колледжа работе на новом оборудовании. Таким
образом, несмотря на неожиданные осложнения, была
переоснащена сварочная лаборатория и цель, поставлен-
ная в заявке лицея, достигнута.
На все работы наших специалистов предоставляется
гарантия 2 года, в течение которых осуществляется бес-
платное обслуживание. При покупке наших аппаратов
пуско-наладка и обучение (подбор режимов, разъясне-
ние функций, подробный инструктаж, техника безопас-
ности) проводятся бесплатно, с выездом нашего сотруд-
ника на Ваше предприятие.
Нельзя не упомянуть о высококлассном оборудовании,
которое собирается на нашей базе из европейских ком-
плектующих. Например, самое популярное и наиболее
перспективное оборудование для многопостовой сварки
- система Off-shore, заменяет балластные реостаты и за
счёт инновационных технологий даёт огромный выигрыш
в потребляемой энергии. Что в свете последних событий
в экономической сфере крайне актуально.
Об аппаратах данной серии получены положительные
отзывы с таких крупных предприятий, как: «Северная
верфь», «Кировский завод», «Канонерский судоремонт-
ный завод», «СЕВМАШ», «Обуховский завод».
Из новинок также отметить линейку сварочных муль-
тисистем под названием QUAD. Этот аппарат может ва-
рить следующими видами сварки: ручная дуговая (MMA);
аргонодуговая как на постоянном, так и на переменном
токе(TIG AC/DC); полуавтоматическая сварка в инерт-
ном и активном газах (MIG/MAG). Также в QUADе преду-
смотрен пульсирующий режим для облегчения перехода
электродного металла в сварочную ванну и уменьшения
(исключения) разбрызгивания.
В ассортименте нашей фирмы также присутствуют
обычные, всем известные, аппараты для ручной дуговой
сварки покрытыми электродами линейки CRONOS, с хоро-
шим выбором по диапазону мощностей и надёжной за-
щитой от внешней среды. Аппараты с автоматизирован-
ной подачей сварочной проволоки в сварочную ванну
серии FUTURA выполнены по традиционной схеме на базе
трансформатора и тиристорного выпрямителя, что уже
само по себе является гарантией надёжности работы ап-
парата.
С полным ассортиментом нашей продукции Вы може-
те ознакомиться на сайте компании: www.welding.spb.ru.
тел. (812) 448-37-75
СВАРОЧНОЕ ОБОРУДОВАНИЕ
ОТЧЕТ О ДОСТИГНУТЫХ УСПЕХАХ

26 Мир сварки 2010 №15
Завод сварочного оборудования «Уралтермосвар» был
основан в 1996 году командой специалистов, имеющих мно-
голетний опыт в области разработки и производства свароч-
ного оборудования. С момента создания завода им бессменно
руководит генеральный директор Юрий Борисович Ездаков.
Все 14 лет завод постоянно увеличивал объёмы производ-
ства. На сегодняшний день ЗАО
«Уралтермосвар» является од-
ним из крупнейших произво-
дителей сварочного оборудо-
вания в России.
Предприятие выпускает в ме-
сяц около 1100 единиц профес-
сионального сварочного обо-
рудования 50-ти наименований. Значительная часть продук-
ции завода поставляется на экспорт. Производственные пло-
щади составляют 12 тысяч кв. м. На предприятии работает
400 человек.
На международной выставке по сварке Schweissen
& Schneiden-2009 Россию представляло только одно
предприятие-производитель сварочного оборудования – ЗАО
«Уралтермосвар».
Конструкторское бюро ЗАО «Уралтермосвар» – самое круп-
ное в России среди предприятий-производителей сварочного
оборудования. Новейшие разработки ЗАО «Уралтермосвар»
защищены 8-ю патентами. За разработку новой наукоемкой
продукции предприятие неоднократно награждалось золо-
тыми и серебряными медалями на специализированных вы-
ставках, а главный конструктор и генеральный директор на-
граждены почетными грамотами губернатора Свердловской
области.
Мощный научно-исследовательский потенциал позволяет
предприятию ежегодно ставить на конвейер несколько об-
разцов разработанного или модернизированного сварочно-
го оборудования. Среди продукции завода много уникальных
моделей, с высокими сварочно-технологическими свойства-
ми, не имеющих аналогов в России.
2009-й год ознаменовался несколькими яркими событиями
в жизни завода:
1. На базе разработанного в 2007 году нового поколения
высокочастотных сварочных гене-
раторов создана линейка автоном-
ных сварочных агрегатов. Уста-
новленные в них генераторы име-
ют новые электромагнитную часть
и электронный блок управления
собственного производства. Срав-
нительные лабораторные испыта-
ния показали, что генераторы по сварочно-технологическим
свойствам не уступают, а по некоторым параметрам и пре-
восходят сварочные генераторы ведущих мировых произ-
водителей. Линейка агрегатов включает в себя однопосто-
вые АДД-4005 «Урал» и малогабаритный «Урал-260», а также
ЕСТЬ НА УРАЛЕ ЗАВОД
Генеральный директор
Юрий Борисович Ездаков
���� ������ � ������ ����� ����� 1100 ���-��� �����������!��"� ����#��"� �$������-��� 50-�� ����������%. &��#����!��� #���! ��-������ ����� ���������� �� '�� ���. �����-��������� ��*��� ��������� 12 ����# �. �. �� ��� ������ ��$����� 400 #�����.
СВАРОЧНОЕ ОБОРУДОВАНИЕ

27
двухпостовой агрегат АДД-2х2501ВУ1 (06Б) «Урал». Исполь-
зование нового генератора и импортных двигателей позволи-
ло не только значительно улучшить сварочные свойства, но
и уменьшить габариты и вес сварочных агрегатов. Например,
сварочный агрегат «Урал-260» весит всего 160 кг.
2. Запущены в серийное производство:
• универсальный двухпостовой дизельный сварочный
агрегат АДДУ-2х400 «Урал»;
• сварочный инвертор «Урал-Мастер 300»;
• двухдуговой сварочный трактор АДФ-2х630 «Урал»
для сварки под флюсом;
• модернизированный частотный постовой регулятор
ЧПР-315 «Урал».
3. Проведены квалификационные испытания автомати-
ческого комплекса для сварки неповоротных стыков трубо-
проводов «Полисвар» в ООО «Газпром ВНИИГАЗ». Результа-
ты испытаний – положительные, контрольные сварные со-
единения успешно прошли неразрушающие виды контро-
ля и механические испытания. Совместный проект с компа-
нией Polysoude (Франция) по созданию данного комплекса
был начат в 2007-м году. По жестким техническим требова-
ниям французских инженеров был разработан новый свароч-
ный источник – выпрямитель ВДУ-500 «Урал-Орбита», питаю-
щий французскую сварочную головку. Возможность сварки
различными видами проволоки, а также возможность заранее
программировать изменение параметров сварочного режима
в зависимости от пространственного положения головки по-
зволяет широко применять комплекс «Полисвар» для реше-
ния различных задач сварки узлов и деталей трубопроводов.
Запуск комплекса «Полисвар» в серийное производство на-
мечен на 2010-й год.
С начала 2008-го года на базе ЗАО «Уралтермосвар» дей-
ствует «Учебный центр», в котором специалисты сварочного
производства могут на практике познакомиться с новым вы-
сокотехнологичным сварочным оборудованием и повысить
свою квалификацию.
Вся продукция завода имеет сертификат соответ-
ствия Госстандарту России. Большая часть производимого
ЗАО «Уралтермосвар» оборудования аттестована профильны-
ми научно-исследовательскими институтами для применения
на объектах ОАО «Газпром» и ОАО АК «Транснефть».
Предприятие имеет сертификат соответствия системе ме-
неджмента качества ISO 9001:2000.
Постоянные потребители продукции завода - ОАО «Газ-
пром», ОАО «Роснефть», ОАО «Газпромнефть», ОАО АК «Транс-
нефть» и другие.
ЗАО «Уралтермосвар» имеет представительства в городах
России (Москва, Тюмень, Нижний Новгород, Хабаровск, Но-
восибирск, Иркутск, Сургут, Краснодар, Красноярск), в Респу-
блике Казахстан (Костанай, Караганда, Актау, Алматы) и Ре-
спублике Узбекистан (Коканд).
СВАРОЧНОЕ ОБОРУДОВАНИЕ

28 Мир сварки 2010 №15
�� ����� ����� «������ 2010» �������� ������ ������� � ��� 10% �� �� ���������� � ������
197373, ���1�-�����,.�&, .. ���.51���, 85+7 (812) 430-28-31www.electra-its.ru

29
Более 80-ти лет ОАО «Каховский завод электросварочно-го оборудования» выпускает сварочное оборудование, ши-роко используемое во многих отраслях промышленности.
Накопленный опыт, мощный производственный и кадровый
потенциал, а также тесное сотрудничество с ИЭС им. Е. О. Пато-
на позволяет КЗЭСО быть крупнейшей в Украине и СНГ инжини-
ринговой и производственной компанией и обеспечивать за-
казчиков универсальным и специальным сварочным оборудо-
ванием, а по рельсосварочному оборудованию (машины К-922,
К-1000) занимать лидирующее место на мировом рынке.
Кроме того, начиная с 2007 г. набирает обороты новое на-
правление деятельности КЗЭСО – разработка и производство
путевой техники. Щебнеочистительная машина СЧ-1000/UA,
планировщик балласта СПЗ-5/UA, рельсосварочный комплекс
КРС-1, капремонт и модернизация ПРСМ-3 - уже более десятка
таких машин эксплуатируются на предприятиях Украины.
КСМ-005 – рельсосварочный комплекс на базе МАЗа на ком-
бинированном авто и ж/д ходу, незаменимый не только для
железнодорожников, но и в трамвайном хозяйстве: сварка
бесшеечного и трамвайного рельса типа Т-62 не требует элек-
троподключения, специальных разрешений для перемещения
в черте города.
Благодаря постоянной модернизации выпускаемой техники,
разработке и выпуску нового современного сварочного обо-
рудования и путевых машин, КЗЭСО всегда участвует в реше-
нии насущных задач во многих странах. Сегодня это – мировое
строительство скоростных бесстыковых железных дорог; осу-
ществление инфраструктурных проектов в рамках подготовки
«Евро-2012»; замена исчерпавшей себя советской техники со-
временной.
КАХОВСКИЙ ЗАВОД ЭЛЕКТРОСВАРОЧНОГО ОБОРУДОВАНИЯ
СВАРОЧНОЕ ОБОРУДОВАНИЕ

30 Мир сварки 2010 №15
Специалистами Лосиноостровского электродного завода
разработаны импортозамещающие низководородные элек-
троды для сварки нефтепроводов и газопроводов марки ЛЭЗ
ЛБгп, ЛЭЗ ЛБ-60, которые по своим сварочно-технологическим
свойствам и механическим характеристикам не уступают ши-
роко применяющимся в России импортным электродам марок
LB52U (Япония), OK 53.70 (Швеция) и ОК 74.70, LB-62D соответ-
ственно.
Электроды ЛЭЗ ЛБгп предназначены:
• Диаметром 2,5 мм и 3,0 мм – для сварки и ремонта
корневых швов труб прочностных классов до К60 включитель-
но (с пределом прочности до 588 MПa);
• Диаметром 3,0 мм и 4,0 мм – для сварки и ремонта
заполняющих и облицовочных слоев швов труб прочностных
классов до К54 включительно (с пределом прочности до 588
MПa), а также для сварки и ремонта подварочного слоя труб
прочностных классов до К60 включительно.
Известно, что водород ухудшает пластичность сварных сое-
динений и способствует образованию пор, флокенов и трещин
в металле шва и зоне термического влияния. Новые электроды
ЛЭЗа являются низководородными. Хорошо сбалансированная
специальная шлаковая система электродов обеспечивает фор-
мирование плоских сварочных швов и отделимость шлака во
всех пространственных положениях, одновременно гаранти-
руя необходимое усиление обратного валика корня шва. Элек-
троды демонстрируют высокую стойкость шва к образованию
пор, имеют отличное повторное зажигание и стабильное горе-
ние на малых токах, что делает возможным получение высо-
кокачественных швов при сварке стыков труб с повышенными
зазорами и депланациями.
Также следует отметить электроды ЛЭЗ ЛБ-60, в которые
добавлен ферритизатор молибден 0,3-0,5 %. Электрод обе-
спечивает ударную вязкость по ISO-V при Т= -60°С более
40 Дж/см2. Это очень ценно при сварке и использовании свар-
ного соединения в условиях холода.
Электроды получили сертификат НАКС, также они включе-
ны в Руководящий документ РД153-006-02 «Сварка при стро-
ительстве и капитальном ремонте магистральных нефтепро-
водов» АО АК «Транснефть» и в Реестр сварочных материа-
лов, технических условий, которые соответствуют ТУ ОАО «Газ-
пром» при выполнении работ по диагностике и ремонту объек-
тов транспорта газа (на 01.01.2009 г.).
Электроды прошли испытания на Северо-Байкальском не-
фтепроводе в одном из подразделений ОАО «Стройтрансгаз»
и успешно применялись, например, на строительстве нефте-
провода Кстово-Приморск («Верхневолжские нефтепроводы»
- АО АК «Транснефть»).
Сварка нефтепроводов и газопроводов – ответственный процесс, требующий не только значительного уровня
мастерства сварщика, но и использования высококачественных сварочных материалов. В свою очередь применение
качественных отечественных сварочных материалов подразумевает использование низководородных электродов, не
уступающих зарубежным по сварочным и механическим характеристикам.
ЭЛЕКТРОДЫ ДЛЯ СВАРКИ НЕФТЕПРОВОДОВ И ГАЗОПРОВОДОВ
СВАРОЧНЫЕ МАТЕРИАЛЫ

31
Продукция «Северсталь-метиз: сварочные материа-лы» отвечает новейшим тре-бованиям НТД Компания ООО «Северсталь-метиз: сварочные матери-алы» получила сертификаты Национального Агентства Контроля и Сварки на марки стальных сварочных про-волок СВ-08Г2С и СВ-08ГА по группе КСМ (конструкции стальных мостов). Следующий этап работы компании в направлении сертификации продукции – аттестация новой марки электродов УОНИ-13/55КСМ.
В конце 2008 года были введены жесткие требования,
регламентирующие строительство конструкций стальных
мостов – с целью повышения прочности, износостойко-
сти, коррозионной стойкости и безопасности этих соору-
жений. Мостостроители, в свою очередь, ужесточили кон-
троль над качеством закупаемых материалов, применяе-
мых в строительстве КСМ, в том числе, при производстве
сварочных работ. Основной материал, используемый для
возведения мостов – высокопрочные стали типа 15ХСНД –
соответственно, предел прочности сварного шва должен
составлять не менее 510 МПа.
Существенные изменения появились и в НТД.
ООО «Северсталь-метиз: сварочные материалы» оператив-
но на них отреагировало и предоставило для испытаний в
лабораторию НАКС опытные образцы омедненной прово-
локи и проволоки без покрытия СВ-08Г2С тонких диаме-
тров (1,2; 1,6; 2,0 мм), а также образцы проволоки СВ-08ГА
диаметром 4,0 мм, произведенные согласно новой доку-
ментации. Проволока успешно прошла испытания, каче-
ство сварного шва было признано отвечающим всем тре-
бованиям предприятий мостостроения, и на основании по-
лученных данных НАКС выдал сертификаты соответствия
по группам СК (стальные конструкции) и КСМ.
При этом проволока СВ-08Г2С отвечает требованиям по
качеству и по многим другим группам: ГДО (горнодобыва-
ющее оборудование), ГО (газовое оборудование), КО (ко-
тельное оборудование), МО (металлургическое оборудо-
вание), НГДО (нефтегазодобывающее оборудование), ОТОГ
(оборудование для транспортировки опасных грузов),
ОХНВП (оборудование химических, нефтехимических, не-
фтеперерабатывающих и взрывопожароопасных произ-
водств), ПТО (подъемно-транспортное оборудование).
ООО «Северсталь-метиз: сварочные материалы» иниции-
ровало аттестацию по группе КСМ электродов марки УОНИ-
13/55. Для того чтобы продукт соответствовал самым жест-
ким требованиям мостостроителей, специалисты измени-
ли рецептуру электродов, улучшили механические свой-
ства наплавочного металла. Специально были разработа-
ны технические условия, регламентирующие новую марку
– УОНИ-13/55КСМ. Они уже прошли согласование в НАКС,
и в настоящий момент в компании проводится производ-
ственный аудит на соответствие требованиям стандарта.
По вопросам приобретения продукции обращайтесь
в ООО «Северсталь-метиз: сварочные материалы» по
телефонам групп продаж в Орле +7(4862)39-16-31 и
Череповце +7(8202)53-82-10.
За консультациями по техническим вопросам
обращайтесь в службу технической поддержки продаж
по телефону: +7(8202)53-82-18.
Полный ассортимент продукции представлен
в каталоге на сайте www.severstalmetiz.com
СВАРОЧНЫЕ МАТЕРИАЛЫ

32 Мир сварки 2010 №15
ВведениеВ соответствии с современны-
ми представлениями о физической
природе процессов лазерной свар-
ки причиной появления пористости
и формирования корневых пиков в
сварных швах [1] является разви-
тие автоколебаний парогазового ка-
нала и сварочной ванны при свар-
ке с глубоким проплавлением [2].
Анализ причин формирования де-
фектов сварного шва при гибрид-
ной лазерно-дуговой сварке позво-
ляет предположить, что характер
процессов в сварочной ванне в этом
случае качественно подобен слу-
чаю лазерной сварки. Многочислен-
ные экспериментальные результа-
ты подтверждают, что процесс свар-
ки с глубоким проплавлением не яв-
ляется стационарным даже при ста-
билизации всех внешних факторов,
влияющих на сварочную ванну [3].
В частности, высокоскоростная ки-
носъемка лазерной сварки состав-
ных образцов из металла и оптиче-
ски прозрачного материала [4] по-
казала непрерывное изменение
формы канала, квазипериодическое
движение зоны с максимальной яр-
костью по глубине канала, а также
наличие таких зон на задней стенке
канала. Съемка плазменного факела
также показывает наличие его ква-
зипериодических флуктуаций [5].
Сравнительные исследования дви-
жения жидкого металла на поверх-
ности сварочной ванны и процесса
образования корневых пиков под-
тверждают соответствие между пи-
кообразованием и выплескивани-
ем расплавленного металла из сва-
рочной ванны. Такие же результаты
были получены позднее при рент-
геновской съемке [6]. Анализ авто-
колебательных процессов при воз-
действии концентрированных ис-
точников энергии на вещество осно-
вывается обычно на линейной тео-
рии устойчивости [7, 8] с учетом со-
вместного развития тепловых, ги-
дро- и газодинамических возмуще-
ний, релаксационных процессов и
экранировки поверхности мише-
ни продуктами испарения. Попытки
учесть реальную геометрию поверх-
ности канала при лазерной сварке
ранее предпринимались авторами
[9, 10], но непосредственно исполь-
зовать полученные результаты для
случая гибридной сварки не пред-
ставляется возможным.
Линейный анализ устойчивости
позволяет только определить гра-
ницы области устойчивых режимов
сварки, но непригоден для анализа
случая развитых колебаний большой
амплитуды. Для этих целей более
удобным является описание вре-
менной динамики радиуса парогазо-
вого канала на основе редукции за-
дачи к одному обыкновенному диф-
ференциальному уравнению, подоб-
ное приведенному в [11]. Авторы
этой работы рассматривают баланс
давлений на поверхности канала как
движущую силу процесса и исполь-
зуют осевую симметрию модельной
задачи для редукции уравнений ги-
дродинамики к одному обыкновен-
ному дифференциальному уравне-
нию, но данная модель предсказы-
вает только затухание колебаний.
Исследования природы автоколе-
баний при лазерной и гибридной
сварке продолжаются и в последние
годы [12]. Для детального понима-
ния природы динамических процес-
сов, протекающих в сварочной ван-
не при сварке с глубоким проплав-
лением, необходимо иметь динами-
ческую модель сварочного процес-
са, основанную на физически адек-
ватной картине процесса лазерной
сварки с глубоким проплавлением.
Использование такой модели в си-
стемах контроля и управления тре-
бует возможности работы в режи-
ме реального времени. Эти требова-
ния не позволяют создать динами-
ческую модель лазерной сварки на
базе прямых решений всех взаимос-
вязанных физических задач, как это
было сделано для стационарной мо-
дели [13, 14, 15]. Наиболее целесо-
образный путь разработки динами-
ческой модели - это использование
вариационных принципов и форма-
лизма механики Лагранжа, что по-
зволяет свести модель к системе
обыкновенных дифференциальных
уравнений.
Построение динамической мо-дели процесса гибридной сварки
Для построения динамическо-
го описания активной зоны при ги-
бридной лазерно-дуговой сварке с
глубоким проплавлением на осно-
ве механики Лагранжа необходи-
мо, в первую очередь, выбрать обоб-
щенные координаты, временная ди-
намика которых позволит с необхо-
димой точностью описать все инте-
ресные для приложений процессы,
такие как волновое движение по-
верхности парогазового канала, из-
менение формы и размеров свароч-
ной ванны во времени и влияние
движения канала в целом на коле-
бания его глубины и радиуса. Так-
ТЕОРИЯ И ТЕХНОЛОГИЯ ГИБРИДНОЙ СВАРКИ МЕТАЛЛОВ БОЛЬШИХ ТОЛЩИН
+. . /���#��, 3. . 6�$��!���%, 7. . 8����%���, �. 8. 9�����, (�������� �������� � ����#��� �������"�% ��$+�:, ;�����, email: [email protected])
ТЕХНОЛОГИИ СВАРКИ

33
же необходимо принять во внима-
ние влияние вязких сил в распла-
ве, процессов испарения и давления
отдачи при испарении на динами-
ку расплава. Первым этапом на этом
пути является построение в явном
виде функции Лагранжа, что требу-
ет знания кинетической и потенци-
альной энергии системы. Кинетиче-
ская энергия определяется движе-
нием расплава и требует для расче-
та знания поля скоростей течения.
Сложность задачи приводит к не-
обходимости использования геоме-
трии модели и возможных упроще-
ний при выводе уравнений движе-
ния с помощью Лагранжева форма-
лизма. Положим, что глубина про-
плавления H>>a, где a – радиус па-
рогазового канала, и будем игнори-
ровать отклонение стенок канала и
сварочной ванны от направления
оси лазерного луча. Схематически
разбиение активной зоны, на части
для облегчения вычисления кине-
тической энергии течения расплава
и отображение активной зоны с по-
мощью конформного отображения
представлено на рисунке 1.
Поскольку диапазон чисел Рей-
нольдса для типичных режимов
сварки лежит в пределах от 10 до 100,
то с достаточной точностью течение
расплава может быть принято потен-
циальным с пограничными слоями.
В объеме расплава такое течение
описывается потенциалом течения
, удовлетворяющим уравнению Ла-
пласа 0=Δϕ и граничным усло-
виям:
),(n
;021
tfn
θ∂∂ϕ
∂∂ϕ
∂∂
==ΩΩ
где функция «f» определяется дви-
жением канала, n – нормаль к по-
верхности парогазового канала. По-
лучить аналитическое решение за-
дачи о потенциальном движении
расплава в области, показанной на
рисунке 6 слева невозможно, но, ис-
пользуя конформное отображение
[16], можно свести задачу к опре-
делению поля скоростей в области,
ограниченной двумя коаксиальны-
ми цилиндрами с радиусами A и a, и
далее строить все описание в про-
странстве отображения. Особен-
но удобно это будет сделать, если в
пространстве отображения предста-
вить энергию как функцию только
площадей сечения отображений ка-
нала проплавления S и парогазово-
го канала s.
Рис. 2. Временное поведение глубины канала (а) и площади поперечного сечения (б)
Рис. 3. Временное поведение волн на поверхности канала первого (s1) и второго (s2)
порядка
ТЕХНОЛОГИИ СВАРКИ
Рис. 1 – Схема деления сварочной ванны и ее конформное отображение, где Ω - область расплава, дΩ - граница области расплава, a и А – соответственно радиусы образов парогазового канала и канала проплавления, H – глубина парогазового канала, Hp – глубина проплавления,G и g – образы поверхностей канала проплавления и парогазового канала соответственно

34 Мир сварки 2010 №15
iiii
RQqL
qL +=−
∂∂
∂∂�dt
d
(1)
где qi последовательно принимает
значения обобщенных координат H,
s0, s
1,...s
n,..., L – функция Лагранжа.
Для проведения динамических вы-
числений система уравнений Ла-
гранжа была «обрезана» на s2, и по-
лученная система из четырех обыч-
ных дифференциальных уравне-
ний второго порядка была реше-
на численно методом Рунге-Кутта.
Для проверки разработанной моде-
ли была проведена серия численных
экспериментов по сварке малоугле-
родистой стали в диапазоне мощ-
ностей от 1 до 10 кВт и при скоро-
сти сварке от 0,3 до 5 см/с. На ри-
сунках 2, 3 приведены примеры вы-
числений при следующих параме-
трах: мощность Q = 3 kW, скорость
сварки v = 1 см/с, поперечная мода
TEM00
и фокальный радиус луча 0,015
см (86% от полной мощности), фо-
кусное расстояние 20 см. Начальные
условия взяты из результатов моде-
лирования лазерной сварки по ста-
ционарной модели [18].
Моделирование образования дефектов
Разработанный математический
формализм был использован в си-
стеме CAE LaserCAD. Вместе с этой
моделью, LaserCAD теперь можно ис-
пользовать для динамического ана-
лиза появления пористости и спай-
кинга. Проведенные вычислитель-
ные эксперименты показывают, что
процесс гибридной сварки с глубо-
ким проплавлением является суще-
ственно нестационарным. При этом
наиболее нестабильна прикорневая
части парогазового канала и канала
проплавления. Застабилизировать
сварочную ванну возможно введе-
нием кругового сканирования ла-
зерного луча с небольшими (до 0.5
мм) радиусами и высокой (свыше
300 Гц) частотой сканирования. При
Рис. 4. Моделирование появления пористости, связанной с периодическими коллапсами
парогазового канала (справа), и экспериментально наблюдаемые поры при лазерной
сварке трубных сталей (слева)
Рис. 5. Результаты моделирования динамического поведения сварочной ванны при
лазерной сварке с глубоким проплавлением с использованием LaserCAD. Коллапс
парогазового канала в нижней части. Результаты расчетов через 1 мс. Мощность
излучения 15 кВт, скорость сварки 4 см/с, фокальный радиус 0,2 мм, фокусное расстояние
150 мм, материал – высокопрочная легированная сталь
отсутствии такой стабилизации в ре-
зультате коллапса парогазового ка-
нала возможно формирование пор
большого диаметра и корневых пи-
ков (рисунки 4 и 5), хорошо замет-
ных на шлифах и изломах сварных
образцов.
Технологические эксперименты
по сварке низкоуглеродистых и не-
ржавеющих сталей, проведенные
с помощью гибридного лазерно-
дугового комплекса, показали, что
ТЕХНОЛОГИИ СВАРКИ

35
в ряде случаев формирование свар-
ного шва сопровождается форми-
рованием на его верхней и ниж-
ней поверхностях развитой квази-
периодической волновой неустой-
чивости (рис. 6), иначе называемой
хампинг-эффектом. При этом раз-
личные комбинации параметров ре-
жима гибридной сварки, обеспечи-
вающие одинаковую глубину про-
плавления, характеризуются раз-
личной степенью стабильности фор-
мирования шва.
Таким образом, можно заключить,
что динамическая модель процес-
са формирования шва при гибрид-
ной лазерно-дуговой сварке явля-
ется эффективным средством ана-
лиза нестационарных процессов
и может обоснованно применять-
ся для отбора стабильных техноло-
гических режимов. Результаты мо-
делирования и экспериментальных
исследований показывают, что ста-
бильность формирования сварного
шва определяется, в основном, зна-
чениями фокального радиуса ла-
зерного луча и формой распределе-
ния интенсивности лазерного излу-
чения. При этом повышение скоро-
сти сварки до значений, превышаю-
щих 1 м/мин. и выше ведет к повы-
шению стабильности формирования
сварного шва. Также стабилизирую-
щее влияние оказывает повышение
тока электрической дуги и, соответ-
ственно, скорости подачи электро-
дной проволоки.
Эксперименты по сварке мате-риалов больших толщин
Технологические эксперимен-
ты проводились на базе гибридной
лазерно-дуговой сварочной уста-
новки, показанной на рисунке 7. В
качестве источника лазерного из-
Рис. 8 Сварочная головка, системы управления подачей газов и слежения за положением
головки относительно шва
Рис. 7. Лазерно-дуговой гибридный технологический комплекс
Рис. 6. Квазипериодические волны за-
кристаллизовавшегося расплава на ниж-
ней поверхности сварного шва. Матери-
ал – сталь 10Г2ФБЮ, мощность излучения
15 кВт, скорость сварки 45 мм/с
ТЕХНОЛОГИИ СВАРКИ

36 Мир сварки 2010 №15
Рис. 9. Процесс лазерно-дуговой сварки
Рис. 10. Микроструктура сварного
соединения
лучения использовался иттербие-
вый волоконный лазер ЛС-15 с мак-
симальной выходной мощностью 15
кВт. В качестве источника питания
электрической дуги использовался
выпрямитель ВДУ 506дк. Излучение
транспортировалось по волоконно-
му кабелю к оптической сварочной
головке лазерно-дугового модуля
(рис. 8). Также установка снабже-
на системами управления и слеже-
ния за процессом сварки.
Сварочная головка комплекса
снабжена однокоординатным скана-
тором, позволяющим разворачивать
лазерный луч с частотой до 600 Гц и
амплитудой до 2 мм и системой ви-
Материал – сталь класса X80.
Заполняющий материал – металлопорош-
ковая проволока Powerbridge.
Скорость сварки 3 м/мин.
Мощность лазерного излучения 12,5 кВт,
мощность дуги 7 кВт.
Ударная вязкость (-40 C) 200J.
Рис. 11 - Сварные соединения трубных ста-
лей толщиной 24 мм.
Слева – технологический шов, справа – за-
полнение разделки
ТЕХНОЛОГИИ СВАРКИ
37
деонаблюдения.
Проведенные металлографиче-
ские исследования сварных швов на
трубных сталях (рис. 10), получен-
ных с помощью разработанного ги-
бридного лазерно-дугового техно-
логического процесса, показали, что
при правильном выборе параметров
технологического процесса возмож-
но получить мелкозернистую струк-
туру металла сварного шва и узкую
зону термического влияния. Подбор
присадочного материала при сварке
среднелегированных сталей позво-
ляет получить значения механиче-
ских свойств металла сварного со-
единения, не уступающие свойствам
основного металла. Проведенные
технологические исследования по-
казали, что проплавляющая способ-
ность созданного технологическо-
го комплекса позволяет сваривать
за один проход металл толщиной до
15 мм при скорости сварки 3 м/мин.
Проведенные технологические ис-
следования показали, что с помо-
щью гибридной технологии мож-
но вести сварку по зазору до 2 мм,
что открывает возможности практи-
ческого использования разработан-
ной технологии.
Высокое качество формирова-
ния сварного шва возможно в ши-
роком диапазоне скоростей свар-
ки. Использование гибридной свар-
ки для сварки встык прямошовных
труб большого диаметра для газо- и
нефтепроводов позволяет получить
первый, «технологический» шов
за один проход глубиной до 15 мм,
что позволяет, при использовании
сварки под флюсом для заполнения
остающейся разделки, получать швы,
показанные на рисунке 11.
ВыводыИ стационарная, и динамическая
модели позволяют моделировать
лазерную и гибридную лазерно-
дуговую сварку с использованием
мощных волоконных лазеров с вы-
сокой точностью.
1. Нестабильное поведение паро-
газового канала при сварке воло-
конным лазером связано с величи-
ной радиуса луча и распределением
интенсивности.
2. Выбор параметров режима
сварки и сканирования луча может
стабилизировать поведение ванны
расплава при гибридной сварке, а
влияние лазерного излучения ста-
билизирует поведение ванны рас-
плава по сравнению с MAG –свар-
кой.
3. Использование в качестве за-
полняющего материала металлопо-
рошковой проволоки и сканирова-
ние луча позволяет сваривать труб-
ную сталь толщиной до 15 мм с за-
зором до 2 мм без потери качества.
Список использованных ис-точников
1. Matsunawa A., Mizutani M.,
Katayama S. and Seto N. «Porosity
formation mechanism and its
prevention in laser welding»,
Welding International 2003 17 (6)
431–437.
2. V. Lopota, G. Turichin, I.
Tzibulsky, E. Valdaytzeva, E.W. Kreutz,
W. Schulz «Theoretical description
of the dynamic phenomena in laser
welding with deep penetration»,
Bellingham/Wash.: SPIE, 1999 (SPIE
Proceedings Series 3688), pp.98-107.
3. T. Forsman, J. Powell, C.
Magnusson «Process instability
in laser welding of aluminum
alloys at the boundary of complete
penetration», Journal of Laser
Applications, October 2001, V. 13,
Issue 5, pp. 193-198.
4. Bashenko V.V., Mitkevich E.A.,
Lopota V.A. «Peculiarities of heat
and mass transfer in welding using
high energy density power sources»,
3-d Int. Coll. on EBW. - Lion. - 1983.
- p. 61 - 70.
5. В.А. Лопота, В.С. Смирнов.
Структура материала и его параме-
тры в зоне действия луча при ла-
зерной сварке с глубоким проплав-
лением/ФиХОМ, 1989 - № 2 - стр.
104-115.
6. Akira Matsunawa, Jong-Do Kim,
Naoki Seto, Masami Mizutani, and
Seiji Katayama «Dynamics of keyhole
and molten pool in laser welding»,
Journal of Laser Applications,
December 1998, V. 10, Issue 6, pp.
247-254.
7. I.V. Zuev, S.V. Selischev, V.I.
Skobelkin «Self-oscillations under
action of high density energy source
on materials», Physics and Chemistry
of Material Treatment, 1980. N 6. p.
3 - 7.
8. А.А. Углов, С.В. Селищев. Ав-
токолебательные процессы при
воздействии концентрированных
потоков энергии - М.: Наука, 1987,
152 с.
9. Ф.Х. Мирзоев. Испарительно-
капиллярная неустойчивость в глу-
бокой парогазовой каверне/ Кван-
товая электроника, 1994, 21 (2),
147-150.
10. Туричин Г.А. Гидродинамиче-
ские аспекты устойчивости парога-
зового канала при лучевых видах
сварки, ФиХОМ, 1996, №4, с. 74-81.
11. V. V. Semak, J.A. Hopkins,
M.H. McCay, T.D. McCay «Melt pool
dynamics during laser welding»,
1995, J. Phys. D: Appl. Phys., V. 28
p. 2443-2450.
12. Lee Jae Y.; Ko Sung H.; Farson
Dave F.; Yoo Choong D. «Mechanism
of keyhole formation and stability
in stationary laser welding», 2002 J.
Phys. D: Appl. Phys. 35 1570-1576.
13. A.Kaplan «A model of
deep penetration laser welding
based on calculation of the
keyhole profile», J.Phys.D:
Appl.Phys. 27 (1994), p. 1805 -
1814.
14. Beyer E., Dahmen M., Fuerst B.,
Kreutz E., W.,Nitchs H., Schulz W. «A
Tool for Efficient Laser Processing»,
Proceedings of 14.
ТЕХНОЛОГИИ СВАРКИ

38 Мир сварки 2010 №15
На основе экспериментальных ис-
следований термических циклов раз-
работана расчетная методика опре-
деления параметров режима процес-
са, позволяющая минимизировать
тепловложение при сварке трени-
ем с перемешиванием алюминиево-
магниевого сплава марки 1561 с це-
лью получения сварных соединений
со свойствами на уровне свойств
основного металла.
ВведениеВ настоящее время для строи-
тельства скоростных судов малого и
среднего водоизмещения широко ис-
пользуются свариваемые деформи-
руемые сплавы системы алюминий-
магний, обладающие высокой кор-
розионной стойкостью в морской
воде. Наибольшее распространение
при изготовлении средне- и высо-
конагруженных крупногабаритных
сварных конструкций и изделий по-
лучил сплав марки 1561, разработан-
ный специально для судостроения
ФГУП «ЦНИИ КМ «Прометей». Основ-
ной объём сварных конструкций из-
готавливается из холоднокатаных ли-
стов и прессованных панелей толщи-
ной от 2 до 6 мм.
Изготовление тонколистовых свар-
ных конструкций распространенны-
ми способами аргонодуговой свар-
ки плавлением неизбежно связано
с образованием значительных оста-
точных деформаций, вызванных про-
цессами плавления металла сварно-
го шва [1]. При этом прочность свар-
ных соединений составляет не более
0,9 от прочности основного металла.
В качестве альтернативы существу-
ющим способам сварки плавлением в
начале 90-х годов институтом свар-
ки TWI (Великобритания) был пред-
ложен новый способ сварки – сварка
трением с перемешиванием (СТП) [2].
Процесс СТП осуществляется благо-
даря вращающемуся сварочному ин-
струменту, который внедряют в сва-
риваемые кромки на всю их толщину.
За счет теплоты, выделяющейся при
трении поверхностей сварочного ин-
струмента с поверхностью заготовки,
материал последней нагревается до
пластифицированного состояния.
При поступательном перемещении
вращающегося инструмента вдоль
линии стыка пластифицированный
материал, обтекая наконечник, пере-
мещается из зоны захвата в зону при-
ема металла, образующуюся позади
сварочного инструмента.
Физический контакт перемещенных
слоев металла с нагретым основным
металлом и их совместное пластиче-
ское деформирование способству-
ют протеканию процессов схватыва-
ния и динамической рекристаллиза-
ции с образованием сварного шва [3]
(рис. 1).
В отличие от сварки плавлением,
при которой металл шва формирует-
ся в результате кристаллизации при-
садочного металла, частично пере-
мешенного с металлом расплавлен-
ных свариваемых кромок, процесс
СТП осуществляется за счет пласти-
фикации свариваемого металла без
его расплавления. Благодаря относи-
тельно низкому тепловложению при
СТП сварные соединения имеют не-
значительные сварочные деформа-
ции.
СВАРКА ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТОНКОСТЕННЫХ СОЕДИНЕНИЙ ИЗ МОРСКОГО АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА 1561
Е. А. Алифиренко, В. И. Павлова, Е. П. Осокин,
(ФГУП «ЦНИИ КМ «Прометей», Санкт-Петербург)
���. 1. ���� �� ��� ���, ���: 1 – �������� ����������, 2 – ��������� ��������� ����������, 3 – ������ ���, 4,5 – �������� ����, 6,7 – ��������� �����, 8 – �������������� �����, � – ����� ������� ��������� ����������, V�� – �������! �����, D���� – ������ ������ ���������� ����
ТЕХНОЛОГИИ СВАРКИ

39
Основными параметрами, опреде-
ляющими уровень тепловложения
при сварке при постоянном осевом
давлении, являются скорость свар-
ки, частота вращения сварочного ин-
струмента и диаметр опорной по-
верхности уступа (рис.1).
Сообщается, что в зависимости от
режима сварки максимальная темпе-
ратура может изменяться в диапазо-
не 0,5 - 0,8 от температуры плавления
свариваемого металла [4-5].
Очевидно, что для минимизации
остаточных деформаций и степе-
ни разупрочнения зоны термическо-
го влияния основного металла необ-
ходимо выбирать режим сварки, со-
ответствующий минимально возмож-
ному тепловложению, при котором
формируется качественное соедине-
ние.
Методика, результаты и анализ экс-
периментального исследования
Выбор оптимального теплового ре-
жима сварки осуществлен по резуль-
татам изучения влияния параметров
процесса сварки трением с переме-
шиванием алюминиево-магниевого
сплава марки 1561 на тепловложение.
Использована разработанная экс-
периментальная методика, основан-
ная на контактном методе измере-
ния температуры, которая обеспечи-
200
300300
400
500
0 2 4 6 8
���
����
����
, ��
���
����
��, 00
����� �� �� �� ���, ������� �� �� �� ���, ��
���� 8 ��, 800 ��/�� ���� 8 ��, 800 ��/��
���� 10 ��, 800 ��/�� ���� 10 ��, 800 ��/��
���� 12 ��, 800 ��/�� ���� 12 ��, 800 ��/��
100100
200200
300300
400400
500500
0 2 4 6 8
���
����
����
, ��
���
����
��, 00
����� �� �� �� ���, ������� �� �� �� ���, ��
710 ��/�� , ���� 10,5 ��710 ��/�� , ���� 10,5 ��1000 ��/�� , ���� 10,5 ��1000 ��/�� , ���� 10,5 ��1400 ��/�� , ���� 10,5 ��1400 ��/�� , ���� 10,5 ��800 ��/�� , ���� 8 ��800 ��/�� , ���� 8 ��630 ��/�� , ���� 8 ��630 ��/�� , ���� 8 ��500 ��/�� , ���� 8 ��500 ��/�� , ���� 8 ��
0
50
100
150
200
250
300
350
400
450
500
0 10 20 30 40 50 60 70 80 90 100
���
����
����
, ��
���
����
��,
00
�����, �����,
���. 2. ����������� ��� ����� ������� � ������������ ������ ��"�, ���������� � ������ v = 85 ��/���, �= 1400 �"/���, D = 10,5 ��
���. 3. ����������� ������!��� �������� � �����, �#����� �������� �� ��� ��, �� ��!������� ������� �����: - ������ ������ ���������� ����, " – ������ ������� ��������� ����������
���. 4. $����������� ������� ����������, ����������� ������ ������� � ������������, ��� 1 – ������ ���, 2 – #�� ����������������� ��#��������, 3 – #�� ������������ �������, 4 – �������� �����A, B - �������������� ���� � ������� ��, D – ������ ������ ���������� ����, d – ������ ���������, %, � - ����� #�� ������������ � ����������������� ��#��������
���. 5. $������������ ����� ��, X 400
а) б)
ТЕХНОЛОГИИ СВАРКИ
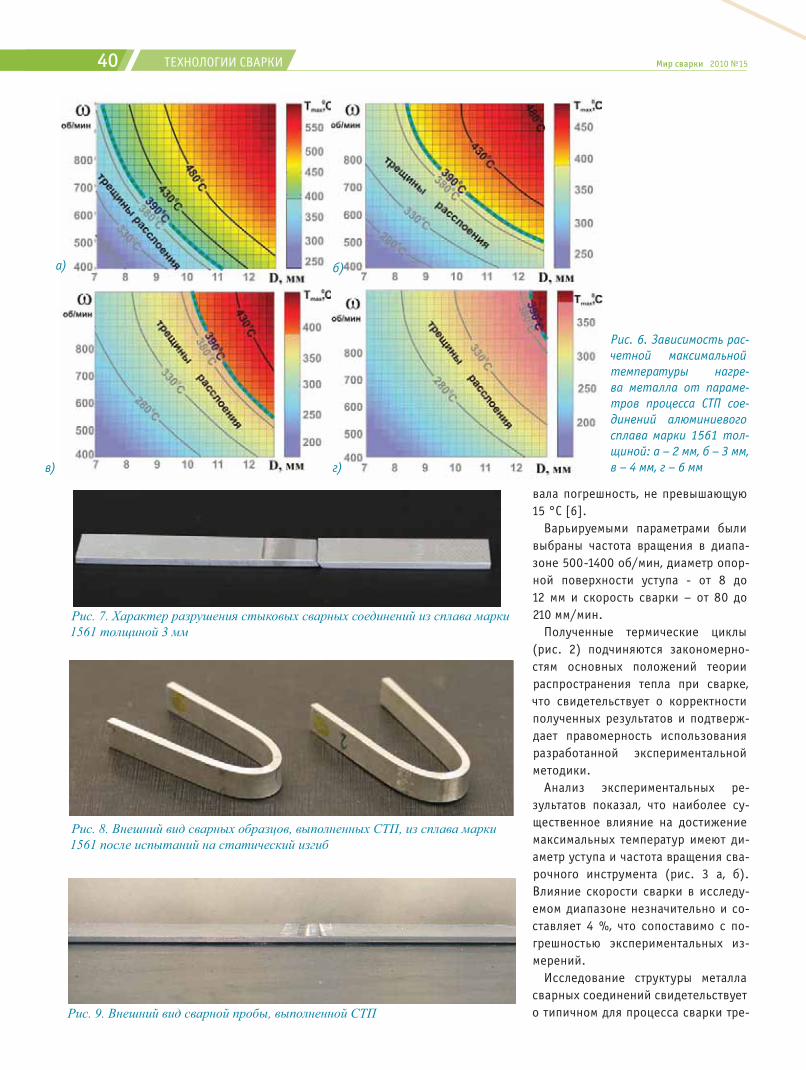
40 Мир сварки 2010 №15
вала погрешность, не превышающую
15 °С [6].
Варьируемыми параметрами были
выбраны частота вращения в диапа-
зоне 500-1400 об/мин, диаметр опор-
ной поверхности уступа - от 8 до
12 мм и скорость сварки – от 80 до
210 мм/мин.
Полученные термические циклы
(рис. 2) подчиняются закономерно-
стям основных положений теории
распространения тепла при сварке,
что свидетельствует о корректности
полученных результатов и подтверж-
дает правомерность использования
разработанной экспериментальной
методики.
Анализ экспериментальных ре-
зультатов показал, что наиболее су-
щественное влияние на достижение
максимальных температур имеют ди-
аметр уступа и частота вращения сва-
рочного инструмента (рис. 3 а, б).
Влияние скорости сварки в исследу-
емом диапазоне незначительно и со-
ставляет 4 %, что сопоставимо с по-
грешностью экспериментальных из-
мерений.
Исследование структуры металла
сварных соединений свидетельствует
о типичном для процесса сварки тре-
Рис. 6. Зависимость рас-
четной максимальной
температуры нагре-
ва металла от параме-
тров процесса СТП сое-
динений алюминиевого
сплава марки 1561 тол-
щиной: а – 2 мм, б – 3 мм,
в – 4 мм, г – 6 мм
���. 9. &������ ��� ������ ��"�, ���������� ���
���. 8. &������ ��� ������ �"�# ��, ���������� ���, �# ��� ���� 1561 ���� ������� � ���������� �#��"
���. 7. '����� �#������� �������� ������ ���������� �# ��� ���� 1561 �������� 3 ��
а) б)
г)в)
ТЕХНОЛОГИИ СВАРКИ

41
/ � $ � � � � 1 . ����� �� ����� ��� � �� �������� � �������� �������
��� ��� � ��������� ��� �� (��� � 1561) � �� ���� ����������, ����������� ��� � ���
нием с перемешиванием формирова-
нии зон сварного соединения вне за-
висимости от режима сварки (рис. 4).
Геометрические границы сварного
шва А и В определяются размерами
сварочного инструмента D и d, а ши-
рина зон термического и термомеха-
нического воздействия Е и С зависит,
главным образом, от диаметра опор-
ной поверхности уступа D и частоты
вращения сварочного инструмента #.
Структуры металла сварных швов,
полученных при различных тепло-
вых режимах, имеют существенные
отличия. Установлено, что швы, вы-
полненные в диапазоне температур
280-380°С, характеризуются выра-
женной слоистой структурой, в кото-
рой наблюдаются протяженные меж-
слойные трещины как в центральной,
так и в корневой части, и являются
неприемлемыми для получения каче-
ственных соединений.
Швы, выполненные при темпера-
турах нагрева металла свариваемых
кромок выше 390 °С, характеризуются
плотным формированием, без трещин,
расслоений и несплошностей (рис. 5).
Таким образом, экспериментально
установлено, что обязательным усло-
вием качественного соединения пе-
ремещаемых слоев металла при СТП
алюминиево-магниевого сплава мар-
ки 1561 является обеспечение макси-
мальной температуры в зоне форми-
рования более 390 °С.
Для обобщения факторов, влияю-
щих по совокупности на тепловло-
жение, проведено численное моде-
лирование процесса перемещения
сварочного источника вдоль линии
стыка свариваемых заготовок. В со-
ответствии с данными исследований
[7] источник тепла принимался рас-
пределенным по поверхности свароч-
ного инструмента с учетом, что 20 %
теплоты при сварке вводится нако-
нечником, 80 % - опорной поверхно-
стью уступа по квадратичной зависи-
мости от радиуса. Суммарная вели-
чина тепловложения, вводимого при
расчете, контролировалась услови-
ем максимального приближения ре-
шения к экспериментальным данным.
П р и м е ч а н и я : Б – с технологической плакировкой; М – отожженный; СТП – сварка трением с перемешиванием;
АрДС – аргонодуговая сварка.
ТЕХНОЛОГИИ СВАРКИ

42 Мир сварки 2010 №15
В результате были получены числен-
ные решения термических циклов
исследуемых режимов сварки, разли-
чие которых с экспериментальными
данными не превышает 6 °С, и уста-
новлена зависимость тепловложения
от конструктивно-технологических
параметров сварки. Результаты рас-
чета тепловложения позволили
определить закономерность измене-
ния температуры при варьировании
диаметра уступа и частоты вращения
сварочного инструмента при свар-
ке алюминиевого сплава марки 1561
толщиной от 2 до 6 мм (рис. 6).
Таким образом, на основании про-
веденных исследований определе-
ны закономерности изменения мак-
симальной температуры металла шва
от параметров сварки и установле-
ны оптимальные диапазоны режимов,
соответствующие минимальному те-
пловложению и обеспечивающие ка-
чественное формирование сварного
соединения.
На выбранных режимах сварки из-
готовлены сварные пробы размером
500x500 мм для проведения механи-
ческих испытаний. Результаты испы-
таний показали, что механические
свойства сварного соединения реа-
лизуются на уровне свойств основ-
ного металла (Таблица 1). Разруше-
ние сварных образцов происходит
по основному металлу на расстоя-
нии более 4 мм от границы со швом
(рис. 7).
Для сравнительного анализа ис-
пытаны соединения, выполненные
сваркой плавлением. Сварные стыко-
вые соединения алюминиевого спла-
ва марки 1561 толщиной 4 мм выпол-
нены ручной аргонодуговой свар-
кой с заполнением разделки свари-
ваемых кромок присадочным мате-
риалом СвАМг61 (ГОСТ 7871-75) ди-
аметром 3 мм на режиме: сила тока
150-200 А, диаметр вольфрамово-
го электрода – 4 мм, расход аргона -
7-8 л/мин. Количество проходов - 2.
Испытания на статическое растяже-
ние показало, что достижение проч-
ности, близкой к основному метал-
лу, возможно только для соедине-
ний, выполненных с нормированным
усилением шва (таблица 1), при этом
разрушение образцов локализуется
по границе соединения.
Испытания на статический изгиб
образцов с поперечным и продоль-
ным швом, выполненных сваркой
трением с перемешиванием, свиде-
тельствуют о практически одинако-
вой способности стыковых соедине-
ний к деформированию. При испыта-
ниях на оправке диаметром 6 толщин
появления трещин не было зафик-
сировано при углах изгиба, равных
180° (рис. 8).
Оценка остаточных деформаций не
выявила отклонения размеров свар-
ных заготовок, вызванных свароч-
ным нагревом. Максимальная величи-
на стрелки прогиба составляет 10 % от
толщины заготовок, что находится на
уровне разнотолщинности исходного
материала (рис. 9).
ЗаключениеТаким образом, на основе экспе-
риментально установленных зако-
номерностей распределения макси-
мальных температур в зависимости
от основных технологических пара-
метров процесса сварки выбраны
оптимальные режимы сварки, обе-
спечивающие качественное фор-
мирование металла шва при мини-
мальном тепловложении.
Показано, что свойства свар-
ного соединения алюминиево-
магниевого сплава марки 1561, вы-
полненного сваркой трением с пе-
ремешиванием, определяются свой-
ствами основного металла и удо-
влетворяют требованиям Россий-
ского морского регистра судоход-
ства, предъявляемым к сварным со-
единениям морского алюминиево-
магниевого сплава марки 1561.
Список литературы1. В.И. Рязанцев, В.А. Федосеев.
Аргонодуговая сварка тонкостен-
ных конструкций // Сварочное про-
изводство. – 1998. - №9. – С. 28-32.
2. International Patent
Application No. PCT/GB92/02203
and GB Patent Application
No. 9125978.8 МКИ В23К 20/12,
В29С65/06 Friction stir welding
/ W.M. Thomas, E.D. Nicholas,
J.C. Needham, M.G. Church а. о.;
Applicant The Welding Institute //
Public. 10.06.1993
3. Microstructure evolution in
friction stir welded aluminium
alloys / I. Kalemba, S. Dymek, C.
Hamilton, M. Blicharski. // Archives
of metallurgy and materials. –
2009. Volume 54, P. 75-82.
4. Особенности структуры свар-
ных соединений алюминиевых
сплавов, полученных фрикцион-
ной сваркой / М. И. Силис, А. А.
Елисеев, В. Э. Силис и др. // Ме-
талловедение и термическая об-
работка металлов. – 2009. – №4.
– С. 34-39.
5. Li Y., Murr L.E., McClure J.C.
Flow visualization and residual
microstructures associated with
the friction-stir welding of 2024
aluminium to 6061 aluminium //
Materials science & engineering. –
1999, - A271. – P. 213-223
6. Павлова В. И., Алифиренко
Е. А., Осокин Е. П. Исследование
температурно-временных усло-
вий сварочного нагрева, струк-
туры и свойств металла стыко-
вых соединений из алюминиево-
магниевого сплава, выполненных
сваркой трением с перемешива-
нием // Вопросы материаловеде-
ния. – 2009. – №4(60). С. 74-88.
7. Covington J. L. Experemental
and numerical investigation of
tool heating during friction stir
welding. A thesis submitted to
the faculty of Brigham Young
University in partial fulfillment of
the requirements for the degree of
Master of Science -Brigham Young
University, 2005, P. 135.
ТЕХНОЛОГИИ СВАРКИ

43
*������������ ���� � ������-"���� �� ����� ����� «���-������ �», � �� ��� ������-������� ���, � �� ���� � ����-���, �� �� ���������� �� �-�������� ����� ���������� ���� �� ��-� � � � � � � � � � � ����������� ��������) , � � � � � � -�� ��� ���� � �� ���� �������� ��� �� ��-����������� �� ���� �����-���� ����� (08/18=10H� ������) � ������-, ���������� � ������ �-������ ������������.
4�� ��� ���� � ��% �����-����� � �������� ��, �����-���������� ��� ������ ������-�� � �������� ������ � �����-�� ������ �������� (�� ����-�� ���� ���).
4����� ������� �������� ���� � �� ���-�� ������� �� ���-�� � ���� ��� ��"�� ��- � �� 5 ��. 4�� ������� ��"���� � ������� ����������� ���-
�� � ���� (��. $��.1), ��� ���, ������, ������� �����-��� ���������� � ���������� � ��"��� ����������� ����� (H������ 1). 4�� ���� �� �����- � ��������� �������� ��� � �
� � � -��� ��-�� (��� ����-� � � � �����-
��� �������� ��� $&)) � �����-%� – ��� �������� �������� ��- � ����"� �� � ������ ���� �.
4���� – ������ ������ ��-������� �� � ������ ��������-��� ���������� ���� , ��-�� ��������6�� �� ��:
- ���� � ��� �� ����� (l�=1-2 ��);
- ��������� ���� � ������� ���� ������������ �� ���� � ��������� 0,3-0,5 (��. $��.3);
- �������� �������������-��, ������������ ��� ��������-���� ���������;
- �������� ������� � � ��-
������ ���� �� ������ ���� ����"� ��, �������"�� �����-������ �������6"� �-����� � � ��������, ������6"�� �������������.
0������ ������� � ����-��� ������ ����������� ��-�� ��� ��% ��� �������� � -% �� �� ������� �� ������ ��� � ���������� � �����6-"�� ��6��� (�������, �����"�� �� �������� ���� – 27%, ��-������ ��6����� – 30% � � ��-�� ���� – 43%), ������ �� �-���� ��������� ������� ����-�� � �������� ���6 (���� � �-�� 0,5��) �� ��� �. 4� ���� ��- ���6 � ����������� ���� � ������� �������, ���� ����� ����������� "������ �����- � ��������� ����������� ��� ������� " �� �� ������� �-�� ��� �.
\�� �������� ��� � ����� � ����������� ��� ����� ������ ���� ������������� ��6��� ��-% �������� ������-������ (25% ������, 75% ����) ��� ������-���������� ���� (4-6% ��-����).
���� � ������6"� ������� �������6�� �������6 ������� ��� ������-������� ���� �� (�� � ������� �������), ����� ���� ��� ��� � ������ 2-3 ��, ����-�� ��� �������� �� �� �����-
+�,�&�-.,��+/ ��+�1+ 23*�-�2 «+�*���3����1�»
Чубуков А. С.
������ ����� ����� ������� ����� ���������� ������������ ��������� ������-
����� ����� ��������� � �����-� ����������� � �������� ��-���� ���������������� ��������� �������� �����������, ���-�� � ��������! ������� �� �������� �������� ��� � ���� �� !���������� � � ����� ���� �� ����� � ���� (�������� ����-�� ���������). "����! �� ���� ��������� �������� �������� �������.
4����� ������� �������� ���� � �� ���-�� ������� �� ����� � ���� ��� ��"�� �� � �� 5 ��.
Рис. 1. а) б) в) г) д)
а) Кромки до сварки б)Шов после первого прохода в) Шов после второго прохода г)Шов после третьего прохода
д) Шов после последнего прохода
ТЕХНОЛОГИИ СВАРКИ

44 Мир сварки 2010 №15
�� �� ��������� �����, ���-������"�� � ������ ������ � ����%���� �� ��� ���� �%���� ������� (3�. $��.1). 4�� ��� ��� �������� ���%���� ��� � �-%��� ���� � ���%�� ��������� ������ ���� ��� �� �����-�� ��� 800°3 � �� ��� � ��� ������� �������� ����� � ����%��� ������ (�%��� ����-��� � H����� 2).
\�� ������ ���� � �������-��� �%��� ���% ��%�-�� ������6 ��������� ���� � � � � ����� ���� � (H������ 2), ��� �������� �� � ������������-��� – ������.
4�� ������ ���� ���������-�� ������� ������� ���� � ��������� 3-5 �� � ������ 0,5-2&�.
&������ ��"�� �������� ����-���� � ������� ������ ��-������� �������, ����6"���� ��� ������ �, ��������� � ���� ����� ����������� �� � ��� ������� ���� � (3�. $��.4). \�������� ������������ ���-��� � (�� ������ ���� �)t~5V/Q,
Таблица 1
Подготовка кромок под сварку и размеры выполненного шва
s, �� p, �� ���"����� ������
8� �������% ?� n, �� e, �� h1, �� h2, �� g, ��
2 2 1,04-6
0-2
1-2
3 2,5
1,53,5 3
5-74 3,5
4,5 4 6-8
5-7 4 2 6-8
8-15 5 2 6-12 0-2 0-1
Рис. 2 Схема выполнения участков и проходов шва при вертикальном расположении пло-
скости стыка. При горизонтальном положении стыка рекомендуется применять вари-
анты а) и г)
ТЕХНОЛОГИИ СВАРКИ

45
�� t – ��������� ������ �, ��-���; V – ���������� ��G�; Q – ������ ������, 2-5 �����.
'�������� ������� ���� � ����� ���������� � ��%������ ������ �%����� ���� ��� ��� � � 15-25*, ����� ���� � -��� 1-2 � ���, ���� ��� ���� � � ���������� �� ������ ���-����. � �����" ���� ��� ��-�� �� ��������� ���������-��� ���� ��%����� �� ��� -��� ����� (� ����"�6 �������-���), ���� ��� ������������ ������� ������� � �.
*������� �� ���� � �� � ��������� «��������», ������ – ���� ���, � �������� �� ��-��� �� $��. 2.
4�� ��������� ������� �����-�� � ����� �%���� ������� � ����- � ��������� ������� ������ � � ����� ���������� ����� �-�����%��� �����, � ��� � ������� ���� � ������� – ������ ����� ���� ��� ���%���� ������������ ���� � ��. \�������� ����-���� � ������ ������ � ��"��� ����������� ����� (H������ 2).
4�� ���� �� �%���� ������6-"�� ������� ���� ������"�� ���%� ��������� �� ������� ��% 100°3.
4� �������6 � ������ ��������-��� ����� ������������� ����- � �� �� ��� �� �������� ��-�� ������"���� �� ����� � ��-���� ����������� ������� � ��� ���� � «��������� ��» �� ��-��6"� ��� �-� ������� � ��-���"���:
- �� ��"�� ����� ��� ���� �;- �� �6��� ������ �������� ��
�������� �������, � � ����- � ����������� �� ������ � � ��-������� �� ��"��� ������ ��"����� ���� � �� ��������;
- �������� �������� ���� � � �������� ��������� �������-�� � ������������� ��������;
- �������� ���������� ��-��� ������� ��������.
Рис. 3 Заточка электрода
Время полного оборота горелки вокруг стыка определяется по формуле:
Dн, мм
S, мм
V, м/час
Расход защитного газа в горелку примерно 7 - 15 л/мин, на наддув 2 - 5
л/мин, зависит от конструкции горелки, от устройства поддува и про-
порционально величине сварочного тока.
Рис. 4 Схема поддува аргона с внутренней стороны стыка
, СЕК/ОБ
Рис 5. Сварные соединения труб диаметром D=81mm
ТЕХНОЛОГИИ СВАРКИ

46 Мир сварки 2010 №15
Таблица 2.
Режимы сварки стыковых соединений трубопроводов
��6��� ��.,� ��
����� /��*�'�
��������+ ��1, $
�1����� ����1�
L������� /��&���� � ����� /��*�'�, ��1.
L������� &�����( '.&�, ��1
21
50-70 6-143-1
42 0.5
2.51
60-80 5-115-1.5 5
2 0.5
31
65-100 4.5-106-2
62 0.5
41
85-120 2.5-6.58-3
82 0.5
4.51
90-125 2.5-6.59-4.5
92 0.5
51
95-125 2.5-6.510-5
102-3 0.5
61
100-130 2-511-6
122-3 0.5
71
105-130 2-512-7
122-4 0.5
81
105-130 2-512-7
122-5 0.5
101
110-140 2-512-7
122-7 0.5
121
110-140 2-512-7
122-9 0.5
151
110-140 2-512-7
122-12 0.5
Рис. 6 Изменение зоны проплавления и ха-
рактера формирования корневого прохода
шва в различных пространственных поло-
жениях с изменением свароччного тока.
Труба D = 32 mm, б = 2,7 mm, V = 5 м/ч
Ток 68 А - оптимальный (усиление этого
шва получено сваркой по методу «автоо-
прессвки».
Рис 7. Корневые проходы и швы, пол-
ностью выполненные ручной сваркой.
D = 108 мм, б = 11 мм.
Рис 8. Корневые проходы шва, выпол-
ненные ручной аргоно-дуговой сваркой.
Трубы D = 108 мм, б = 11 мм.
ТЕХНОЛОГИИ СВАРКИ

47
На рисунке, взятом мною из междуна-
родной сети в качестве эпиграфа, ясно
видно, что, несмотря на обилие инфор-
мации об опасности и вредности про-
цессов сварки, проблемы по-прежнему
существуют. Оператор не защищенны-
ми от короткого ультрафиолета рука-
ми демонстрирует работу сварочной го-
ловки. Хотелось бы думать, что за ка-
дром есть сварочный щиток, местное
вытяжное устройство с очисткой возду-
ха или средство индивидуальной защи-
ты от озона органов дыхания оператора.
MIG/MAG сварка выполняется как в
углекислом газе, так и в защитных газо-
вых смесях. Состав наиболее применяе-
мых смесей и характеристики процесса
представлены в таблице 1.
Содержащие аргон многокомпонент-
ные газовые смеси имеют технические
преимущества перед чистым углекис-
лым газом и уверенно заполняют рынок
сварочных технологий. И если пробле-
мы условий и безопасности труда при
сварке в аргоне ранее сосредотачива-
лись лишь на оборонных предприятиях,
то сейчас они встают перед сварщиками
во всех отраслях промышленности.
1. Проблема фотохимических реак-ций в воздухе, окружающем свароч-ную дугу
Более сорока лет назад было установ-
лено, что основным источником опас-
ных и вредных факторов сварки в за-
щитных газах является световое излу-
чение ионизированного в дуге аргона.
Пики излучения короткого ультрафи-
олета ионизированного аргона прихо-
дятся на 185.0, 194.1, 197.1 и 200.0 нм.
Это излучение характерно для Солнца в
открытом космосе. До поверхности Зем-
ли от Солнца доходят только лучи дли-
ной 290 нм, более короткие тормозят-
ся атмосферой. Поглощение фотона с
длиной волны ~ 100-1500 нм, чему со-
ответствует энергия 0,8-12,4 эВ (80 -
1200 кДж/моль), вызывает квантовый
переход молекул воздуха и веществ, со-
держащихся в нем, из основного элек-
тронного состояния в одно из возбуж-
денных состояний, или фотоиониза-
цию - отщепление электрона и образо-
вание катион-радикала с последующи-
ми так называемыми фотохимически-
ми реакциями. (Ю. С. Другов, В. Г. Бе-
резкин. Газохроматографический ана-
лиз загрязнённого воздуха. – М.: Химия,
1981, 256 с.)
ЭКОЛОГИЧЕСКИЕ ПРОБЛЕМЫ MIG/MAG СВАРКИЮ. С. Корюкаев ( ЗАО «СовПлим», Санкт-Петербург, главный специалист по безопасности труда и окружающей среды, к. м. н.,
заслуженный эколог РФ)
���!"#$ %�& I'*, U/, � Q, :%/<�' =, % ?"@, %
CO2200 - 210 22 - 23 2,3 4,7 1,5300 - 310 30 - 33 4,3 6,7 2,0
97%Ar + 3%O2200 - 210 21 - 22 3,0 1,4 0,2300 - 310 29 - 30 4,3 0,5 -
82% Ar + 18% CO2200 - 210 24 - 25 3,7 3,8 0,3300 - 310 30 - 31 6,0 2,9 0,3
78% Ar + 20% CO2 + 2% O2
200 - 210 25 - 26 3,7 3,2 0,2300 - 310 30 -31 6,0 2,9 0,2
86% Ar + 12% CO2 + 2% O2200 - 210 21 - 22 3,1 1,4 0,2300 - 310 29 - 30 4,4 0,5 -
Таблица 1Iсв - ток сварки,
Uд - напряжение дуги,
Q - количество наплав-
ленного металла в еди-
ницу времени,
E - коэффициент потерь
металла на разбрызгива-
ние,
Анб - коэффициент на-
брызгивания, определя-
ющий трудозатраты на
удаление брызг с поверх-
ности свариваемых де-
талей
ОХРАНА ТРУДА
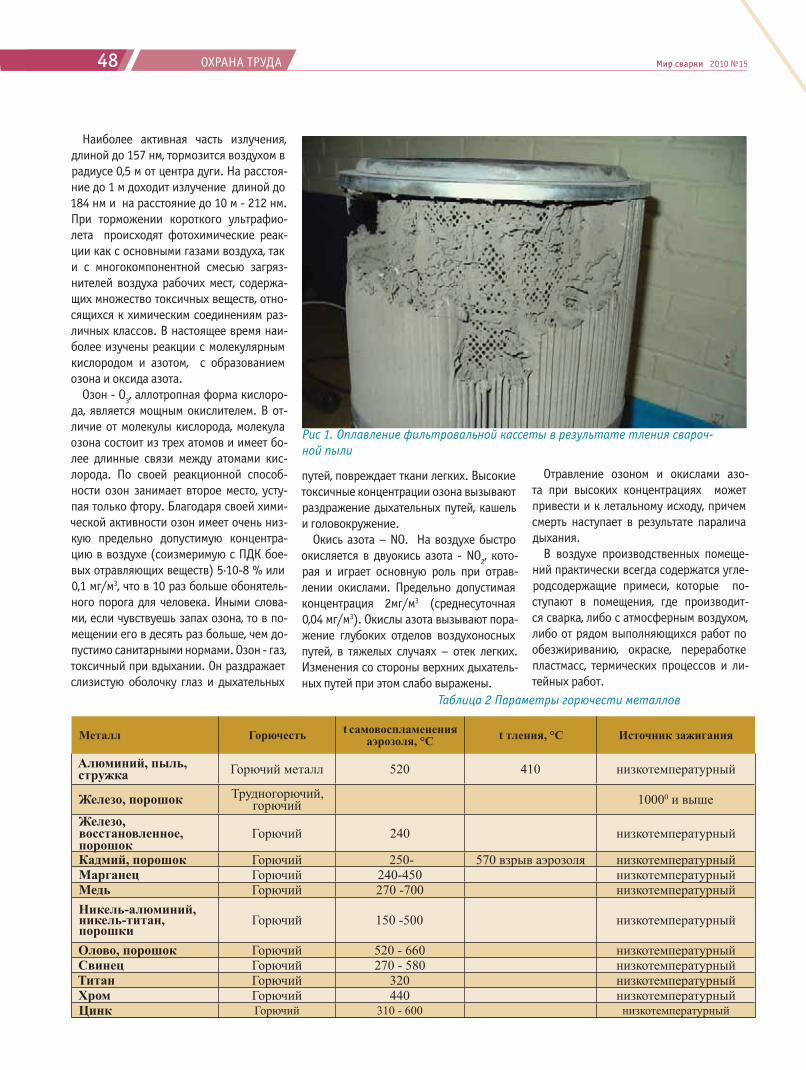
48 Мир сварки 2010 №15
Наиболее активная часть излучения,
длиной до 157 нм, тормозится воздухом в
радиусе 0,5 м от центра дуги. На расстоя-
ние до 1 м доходит излучение длиной до
184 нм и на расстояние до 10 м - 212 нм.
При торможении короткого ультрафио-
лета происходят фотохимические реак-
ции как с основными газами воздуха, так
и с многокомпонентной смесью загряз-
нителей воздуха рабочих мест, содержа-
щих множество токсичных веществ, отно-
сящихся к химическим соединениям раз-
личных классов. В настоящее время наи-
более изучены реакции с молекулярным
кислородом и азотом, с образованием
озона и оксида азота.
Озон - О3, аллотропная форма кислоро-
да, является мощным окислителем. В от-
личие от молекулы кислорода, молекула
озона состоит из трех атомов и имеет бо-
лее длинные связи между атомами кис-
лорода. По своей реакционной способ-
ности озон занимает второе место, усту-
пая только фтору. Благодаря своей хими-
ческой активности озон имеет очень низ-
кую предельно допустимую концентра-
цию в воздухе (соизмеримую с ПДК бое-
вых отравляющих веществ) 5·10-8 % или
0,1 мг/м3, что в 10 раз больше обонятель-
ного порога для человека. Иными слова-
ми, если чувствуешь запах озона, то в по-
мещении его в десять раз больше, чем до-
пустимо санитарными нормами. Озон - газ,
токсичный при вдыхании. Он раздражает
слизистую оболочку глаз и дыхательных
путей, повреждает ткани легких. Высокие
токсичные концентрации озона вызывают
раздражение дыхательных путей, кашель
и головокружение.
Окись азота – NО. На воздухе быстро
окисляется в двуокись азота - NО2, кото-
рая и играет основную роль при отрав-
лении окислами. Предельно допустимая
концентрация 2мг/м3 (среднесуточная
0,04 мг/м3). Окислы азота вызывают пора-
жение глубоких отделов воздухоносных
путей, в тяжелых случаях – отек легких.
Изменения со стороны верхних дыхатель-
ных путей при этом слабо выражены.
Отравление озоном и окислами азо-
та при высоких концентрациях может
привести и к летальному исходу, причем
смерть наступает в результате паралича
дыхания.
В воздухе производственных помеще-
ний практически всегда содержатся угле-
родсодержащие примеси, которые по-
ступают в помещения, где производит-
ся сварка, либо с атмосферным воздухом,
либо от рядом выполняющихся работ по
обезжириванию, окраске, переработке
пластмасс, термических процессов и ли-
тейных работ.
Таблица 2 Параметры горючести металлов
�B!�DD �EFG<B'!H t '�JE*E'KD�JB"B"�L �MFE&EDL, °� t !DB"�L, °� �'!E<"�: &�N�%�"�L
DGJ�"�$, K#DH, '!FPN:� +���#�% ������ 520 410 �������� ��������%
�BDB&E, KEFERE: /�����"���#�%, "���#�% 10000 � �?�
�BDB&E, *E''!�"E*DB""EB, KEFERE:
+���#�% 240 �������� ��������%
��/J�$, KEFERE: +���#�% 250- 570 ��� �'������ �������� ��������%��F%�"BS +���#�% 240-450 �������� ��������%�B/H +���#�% 270 -700 �������� ��������%��:BDH-�DGJ�"�$, "�:BDH-!�!�", KEFER:�
+���#�% 150 -500 �������� ��������%
�DE*E, KEFERE: +���#�% 520 - 660 �������� ��������%�*�"BS +���#�% 270 - 580 �������� ��������%��!�" +���#�% 320 �������� ��������%�FEJ +���#�% 440 �������� ��������%��": +���#�% 310 - 600 �������� ��������%
Рис 1. Оплавление фильтровальной кассеты в результате тления свароч-
ной пыли
ОХРАНА ТРУДА

49
Возбужденные светом молекулы орга-
нических веществ могут вступать в раз-
личные химические реакции. При этом
активность полученных соединений мо-
жет быть выше, чем в их основном состо-
янии. В результате происходят необыч-
ные химические превращения, не свой-
ственные веществам в невозбужденном
состоянии. Токсикология полученных со-
единений пока не изучена. Но, например,
известно, что совместное фотохимиче-
ское окисление углеводородов и окси-
дов азота приводит к образованию ток-
сичных веществ группы ПАН (пероксиа-
цетилнитрата и др.). Уже при концентра-
ции 0,2 мг/м3 эти вещества обладают рез-
ким слезоточивым действием, поврежда-
ют растения и разрушают резину. В более
высоких концентрациях они, также как
озон и окислы азота, опасны для легких.
Распределение токсичных веществ, об-
разованных в результате фотохимиче-
ских реакций на рабочих местах сварщи-
ков, практически не изучено. Отдельные
сведения о случаях острых отравлений с
поражением легких при плохой венти-
ляции не систематизированы. По нашим
наблюдениям, при сварке плавящимся
электродом титановых сплавов в аргоне
концентрация озона на рабочих местах
варьировалась от 8 до 30 ПДК. Все рабо-
чие применяли средства защиты органов
дыхания. В результате после 6 часов ра-
боты отмечались лишь умеренные коле-
бания функций сердечно-сосудистой и
вегетативной нервной системы без вы-
раженных изменений со стороны легких.
Нелишне напомнить, что короткий уль-
трафиолет сам по себе опасен для живо-
го организма. Он вызывает злокачествен-
ные изменения в клетках кожи, убивает
не только бактерии и грибки, но и клетки
растений. В окружающем нас простран-
стве короткого ультрафиолета нет. Его
задерживает атмосфера, которая и защи-
щает все живое на Земле от губительной
части излучения Солнца. Об агрессивно-
сти УФ-излучения говорит тот факт, что
при массовой сварке титановых изделий
за счет отраженного ультрафиолета свар-
щики, несмотря на наличие надлежащих
средств защиты и спецодежды, в 16-ти %
имели стойкое раздражение кожи груди
и предплечий (эритему) и минимум 1 – 2
раза в год каждый из них обращался в
здравпункт для закапывания в глаза обе-
зболивающих и дезинфицирующих ка-
пель.
2. Проблема образования биологи-чески активных веществ в зоне сва-рочной дуги
В зону дуги при струйной защите сме-
сью аргона и углекислого газа попада-
ет порядка 3 - 6% атмосферного воздуха.
В нее же выделяются растворенные в ме-
талле газы.
Исследованиями, выполненными в Мо-
гилевском государственном техническом
университете определено, что в зоне дуги
в диапазоне температур 1000 – 6000К
возможен синтез биологически активных
веществ (БАВ) – СN, HCN, NO2, N
2O, СО, ко-
торые поступают в воздух рабочей зоны.
Наименьшая концентрация БАВ образу-
ется при сварке в чистом аргоне и при
сварке в смеси Ar +5% O2. Наибольшая –
при сварке в смеси Ar + СО2 (Е. А. Лупаче-
ва. Образование биологически активных
веществ в зоне горения дуги при сварке в
защитных газах. Труды 1-й Международ-
ной научно-практической конференции.
Защита окружающей среды, здоровье.
Безопасность в сварочном производ-
стве. 11-14 сентября 2002 года. – Одес-
са, с. 456-466).
3. Проблема чистых, неокисленных паров металлов
Аргон, как известно, химически инер-
тен. В сварочной ванне металл нагрева-
ется до температуры свыше температу-
ры плавления. На периферийных участ-
ках она близка к температуре плавления
металла, а на участках, находящихся под
воздействием электрической дуги, зна-
чительно выше. При сварке низкоугле-
родистой стали наименьшая температу-
ра сварочной ванны 1530°С, наиболь-
шая - около 2300°С и средняя - около
1800°C. Температура кипения 2750°С.
Постоянный поток аргона снижает тем-
пературу над поверхностью ванны, в ре-
зультате чего испарившаяся часть основ-
ного металла и компонентов, пройдя че-
рез инертный слой аргона не окислив-
шись, с тепловым потоком поступает во
внешнюю среду. Диаметр частиц аэрозо-
лей металла колеблется в интервале 0,1-
0,5 мкм, диаметр агломератов составля-
ет 5-10 мкм, удельная геометрическая по-
верхность - 2,1-2,5 м2/г.
Проблема образования аэрозолей не-
окисленных металлов в струе защитно-
го газа имеет важное значение, как для
обеспечения безопасности работ, так и
для решения экологической безопасно-
сти сварки за счет утилизации образовав-
шихся высокодисперсных аэрозолей ме-
таллов. Все неокисленные металлы горю-
чи (таблица 2).
Например, при сварке оцинкованной
стали в смеси аргона и углекислого газа
пары цинка, не окислившись, концентри-
ровались на поверхности полиэфирно-
го фильтра. При этом концентрация цин-
ка в аэрозоле составила 18%. Нами опре-
делено, что уплотненная сварочная пыль,
под воздействием открытого огня тлеет
(температура красного каления) до пол-
ного окисления с образованием белого
дыма окиси цинка. На рисунке представ-
лены последствия оплавления фильтро-
вальной кассеты в результате тления сва-
рочной пыли.
При сварке медно-никелевых трубок
для парогенераторов на «Севмашпред-
приятии» в среде аргона наблюдалось
образование видимых в проходящем све-
те дуги блестящих частиц неокисленно-
го аэрозоля. Для определения химиче-
ского состава аэрозоля пришлось дора-
ботать методику определения улавлива-
нием пыли с дополнительным окислени-
ем металлического никеля в жидкостном
поглотителе Рыхтера, заполненном азот-
ной кислотой.
4. Проблема шумаПри струйном переносе металла в дуге
в газовом пузыре возбуждаются звуко-
вые колебания. Шум сварочной дуги в
производственных условиях практически
не слышен из-за шума ручного инстру-
мента, шума вентиляции и другого обору-
дования. Однако, как это видно из рисун-
ка, он приближается к линии допустимых
Рис 2. Частотные характеристикиз-
вука дуги при разных токах
ОХРАНА ТРУДА

50 Мир сварки 2010 №15
уровней в наиболее опасной для слуха
высокочастотной области. (Ровная линия
на рисунке - граница ПДУ шума на данных
частотах по СН .2.4/2.1.8.562-96).
Выводы1. При торможении короткого уль-
трафиолета, излучаемого аргоном, про-
исходят фотохимические реакции, как с
основными газами воздуха, так и с мно-
гокомпонентной смесью загрязнителей
воздуха рабочих мест, содержащих мно-
жество токсичных веществ, относящихся
к химическим соединениям различных
классов. В настоящее время наиболее
изучены реакции с молекулярным кис-
лородом и азотом, с образованием озо-
на и оксида азота.
2. Короткий ультрафиолет опасен
для живого организма и поражает глаза
и незащищенную кожу.
3. В струе защитного газа в зоне
дуги возможен синтез биологически ак-
тивных веществ (БАВ) – СN, HCN, NO2, N
2O,
СО, которые поступают в воздух рабочей
зоны. Наименьшая концентрация БАВ
образуется при сварке в чистом аргоне и
при сварке в смеси Ar +5% O2. Наиболь-
шая – при сварке в смеси Ar + СО2 .
4. Аэрозоли неокисленных ме-
таллов представляют пожарную
опасность при накоплении в филь-
трующих материалах.
5. MIG/MAG сварка являет-
ся источником высокочастотного
шума, часто замаскированного шу-
мом производственного оборудова-
ния.
Рекомендации1. Никакая MIG/MAG сварка не
должна выполняться без эффектив-
ной местной вытяжной вентиляции и
улавливания пыли.
2. В качестве фильтровальных
установок предпочтительны установ-
ки, имеющие фильтры для очистки
воздуха от газов.
3. Фильтровальные установки долж-
ны быть защищены от источников
возгорания неокисленной пыли.
4. При проведении сварки необхо-
димо максимально экранировать сва-
рочную дугу, применяя для этого пе-
реносные прозрачные для видимого
света экраны.
5. Рабочие места сварщиков долж-
ны быть экранированы от остальных
помещений, с установкой непрозрач-
ных для ультрафиолета экранов.
6. Желательно принимать меры для
снижения уровня отраженного уль-
трафиолета, используя краски на
основе окиси цинка, поглощающие
УФ-излучение.
7. Никакая MIG/MAG сварка не
должна выполняться без средств
индивидуальной защиты - свароч-
ных щитков с переменной оптиче-
ской плотностью, средств защиты рук,
плотно закрытой спецодежды и про-
тивошумных заглушек.
8. При повышенной чувствительно-
сти к воздуху рабочей зоны, даже при
положительных результатах анализа
воздуха, желательно применять до-
полнительную защиту органов дыха-
ния - специальные респираторы для
сварщика, защищающие от озона.
ОХРАНА ТРУДА

51

52 Мир сварки 2010 №15

53
— Университету присвоен статус национального исследо-вательского института. Как это событие отразится на учеб-ном заведении?
— Действительно, наш университет вошел в 12 лучших вузов
в России, из которых три – авиационные институты: Самарский
университет, МАИ и наш КГТУ им. Туполева. Привлечь финанси-
рование государства было непросто – нужно отвечать опреде-
ленным требованиям: сюда входит защита кандидатских и док-
торских диссертаций, количество публикаций в журналах, соче-
тание учебной и научной работы, решение производственных
задач и многие другие показатели.
С точки зрения наименования изменится не так много – мы
станем не научно-исследовательским университетом, а научно-
исследовательским техническим университетом. Но статус при-
своен еще совсем недавно и говорить о том, что нам это при-
несет, пока рано. Нельзя забывать к тому же, что звание наци-
онального исследовательского
института необходимо регулярно
подтверждать. Так, например, на
Украине специалисты националь-
ного университета должны регу-
лярно проходить стажировки на
предприятиях в Европе, должны знать современные технологии.
— Выпускники и преподаватели университета нового по-коления будут качественно отличаться от более ранних вы-пусков?
— Сегодня наши молодые специалисты очень хорошо показы-
вают себя на производстве. Востребованность выпускников со-
ставляет 97-98%. Главное, что принесет университету новый ста-
тус – это международный уровень. Наши выпускники должны
быть полезны в любом месте, где бы ни потребовалось.
Но будем реалистами. На сегодняшний день выпускник на-
шего университета не может свободно уехать работать на зару-
бежное предприятие. Наше производство работает по стандар-
там, которые сильно разнятся с зарубежными. Можно, конечно,
пройти дополнительную подготовку в Москве, но это стоит таких
денег, что ни один сварщик не заработает.
Но можно сказать уже сейчас: у преподавателей сегодня поя-
вился совершенно другой подход к обучению и, думаю, не толь-
ко на нашей кафедре. На каждом совете ректор дает установ-
ку: «Ребята, хватит, эйфория закончилась – надо работать». Все
преподаватели чувствуют, что вместе с новыми возможностями
на их плечи лег и новый груз ответственности.
— Насколько своевременной оказалась поддержка госу-дарства университету и на что пойдут выделенные сред-ства?
— Развитие невозможно без вложений. Очень важно, что ка-
федра сегодня стала приобретать новое оборудование, перео-
снащать лаборатории. На это выделены огромные средства в 1,8
миллиарда рублей от федераль-
ного бюджета и еще предпола-
гается, что выдадут из местно-
го. Оборудования понадобится
очень много: и для обеспечения
учебного процесса, и для обо-
рудования технологически важного производства, и для прове-
дения научных исследований. Недавно было заседание кафе-
дры, на котором обсуждались вопросы потребностей промыш-
ленных предприятий, являющихся для нас базовыми. Это такие
предприятия, как моторостроительное производство, авиацион-
ный 22-ой завод, вертолетный завод, оптико-механический за-
вод, завод «Радиоприбор». Наши кафедры будут привлекаться
с научной стороны с учетом требований промышленных пред-
приятий.
— Какие новые проекты могут возникнуть в связи с такой мощной финансовой поддержкой?
ВУЗЫ НОВОГО ПОКОЛЕНИЯ ПОЯВИЛИСЬ В РОССИИ
В конце прошлого года 12 вузов страны получили статус национального исследовательского института, присваиваемый сроком на десять лет. Каж-дый из вузов получит от государства до 1,8 миллиарда рублей. Причины по-добных нововведений ясны любому, кто имеет хотя бы косвенное отноше-ние к системе современного высшего образования. Если сегодня не пред-принять попытку сформировать новую структуру отечественной высшей школы, и без того державшейся последние 20 лет исключительно на энту-зиазме сотрудников, о качественном высшем образовании в стране можно будет забыть.
Новый материал рубрики «Кафедра сварки» посвящен одному из универ-ситетов – Казанскому техническому университету им. А. Н. Туполева. О том, принесла ли что-то ВУЗу новая государственная программа, рассказывает заведующий кафедры материаловедения, сварки и структурообразующих технологий Энгель Рафикович Галимов.
На каждом совете ректор дает установку: «Ребята,
хватит, эйфория закончилась – надо работать». Все
преподаватели чувствуют, что вместе с новыми воз-
можностями на их плечи лег и новый груз ответствен-
ности.
КАФЕДРА СВАРКИ

54 Мир сварки 2010 №15
— Недавно прошло заседание с крупными промышленны-
ми предприятиями, на котором обсуждались вопросы опреде-
ленных инновационных программ. Но все равно сейчас, гово-
ря об инновационных программах в области сварки, что-то го-
ворить конкретное преждевременно хотя бы, потому, что, как я
упоминал раньше, статус национального университета присво-
ен совсем недавно. Так что заявлять об инновациях пока рано.
Ведь инженерная мысль подобна ребенку: ее надо холить, ле-
леять и, может быть, через некоторое время от нее будет поль-
за. Оборудование необходимо не только закупить, но и устано-
вить его, запустить, освоить – только после этого можно говорить
об инновациях. Кроме того, на сегодняшний день мы все-таки
сделали упор на учебное оборудование, ведь
многих студентов в срочном порядке нужно
переучивать: долгое время было полное за-
пустение, многие машины были пятидесятых-
шестидесятых годов.
— Какие проблемы, по вашему мнению, подстерегают сегодняшнего выпускника кафедры сварки?
— В нашем регионе достаточно развита химическая перера-
ботка, есть свое сырье, газ, нефть. У нас много предприятий по
переработке этого сырья в Казани, в Нижнекамске. При этом
везде оборудование очень сложное. Трубопроводы могут до-
стигать сотни километров – естественно, что там присутству-
ет нескончаемое количество сварных соединений. Речь идет не
только о трубопроводах, но и о всевозможных осушителях, ре-
акторах, которые работают в разных эксплуатационных усло-
виях — от самых низких температур до самых высоких. Роль
инженеров-сварщиков на таких предприятиях велика. Пробле-
мы связаны с технологическими и ресурсными решениями. На
предприятиях очень много изношенного оборудования, и если
сегодня заниматься перевооружением, то это может стать се-
рьезной угрозой как для самой организации, так и для молодо-
го специалиста, пришедшего на предприятие. Перевооружать
нужно не только учебные заведения, но и предприятия. Какой
смысл, если мы обучим студента космосу, а на предприятии он
будет ползать по земле?
— Оказывает ли кафедра помощь городу?— Наши специалисты принимают активное участие в строи-
тельстве метро. В процессе работы возникают вопросы, связан-
ные с разрушением, а если есть разрушения, без сварки уже не
обойтись. Вот как раз в таких вопросах университет и принима-
ет участие. Причем иногда приходится работать очень оператив-
но. К примеру, не так давно проходило празднование тысяче-
летия Казани. К празднованиям обещали построить несколько
станций метро. Доходило до того, что технологии прорабатыва-
лись ночью и осуществлялись уже днем. И наша кафедра в этих
вопросах принимала самое активное участие. Ведь в целом ре-
гионе мы — единственные, кто готовит сварщиков, и поэтому по
самым разным вопросам в разное время к нам обращаются.
— Обозначьте про-блемы сварочной от-расли, мешающие ее развитию?
— Можно сказать, что
на сегодняшний день в
развитии специалистов по сварке есть два основных сдержива-
ющих фактора. Причем оба они политические. Во-первых, это,
как я уже упоминал, отсталость материально-технической базы.
Во-вторых, отсутствие престижа технического образования в
нашей стране. На самом деле все трудности решаются достаточ-
но быстро. Как только технарь будет получать должную зарпла-
ту, сразу появится конкурс, сразу лучшие специалисты пойдут на
производство, а не куда-то еще.
Мне приходится вести занятия у радистов и у электронщиков.
Это люди, уважающие и ценящие свою будущую профессию. Их
знания, возможности и стремления намного выше, чем у студен-
тов, которые приходят в сварку. Исходный материал на нашей
кафедре совершенно другой в сравнении с другими специаль-
ностями. На мой взгляд, очень серьезная проблема.
Беседовал Рафаэль Валиев
Перевооружать нужно не только учебные за-
ведения, но и предприятия. Какой смысл, если
мы обучим студента космосу, а на предприятии
он будет ползать по земле?
КАФЕДРА СВАРКИ

55
Вопросник:1. Прием по специальности на первый курс: 10 человек –
дневное, 18 мест – заочное отделение.
2. Преподавательский состав кафедры:Всего 30 человек, из которых доценты - 6 человек, профессо-
ра – 2 человека, ассистенты – 2 человека.
3. Дисциплины раздела ОПД.В – общепрофессиональные дисциплины, вузовский раздел:ОПД.В.01 - Компьютерная графика;
ОПД.В.02 - Механическая обработка элементов конструкции.
4. Места проведения производственной практики: КВЗ, Зе-
ленодольский завод им. М. Горького, завод «Электроприбор»,
ОАО «КMПО».
5. Оснащенность кафедры новым оборудованием. Сва-
рочный автомат «Форсаж», 2005г.; Компрессор Super Tiger
265 М, 2008г.; Автомат для дуговой сварки под флюсом MX
1000 (комплект), 2008г.; X SRT 10/Digit 8 Машина стыковой
сварки проволоки, пневм., СИЛ, 2008г.; Разрывная машина
Instron, модель 5884. Автомат сварочный АДФ-1002, 2008г.;
Сварочный aimapai ТРАССА М. 2009г.; Машина FPZ-100/1.
Установка для сварки ПЭ труб СС1 IT 225М, 2009г.; Контакт-
ная точечная машина (машина точечной и рельефной свар-
ки) PPN 53 MPS 300, 2008г.
6. Число студентов, обучающихся по договору с предпри-ятием: нет
7. Возможность получения студентами рабочей специаль-ности: закончилась лицензия
8. Количество аспирантов на текущий момент: Кудрин А.Г.,
Зарипова Л.З., Валиев P.P.
9. Специфика научно-исследовательской деятельности кафедры: -
10. Основные научные публикации студентов, аспирантов и сотрудников кафедры:
- Солопова Е. А., Муратаев Ф. И., Анваров А. Д. Исследова-
ние структуры и свойств сварных соединений трубопрово-
дов из стали 12X1811101 по вариантам гехнологии и эксплу-
атации / Сборник докладов., т.З. ВНТК, ПГТУ «Сварка и кон-
троль» – Пермь, 2004. – с.270-276.
- Солопова Е. А., Анваров А. Д., Муратаев Ф. И. Обоснова-
ние термической обработки сварных соединений из стали
12X18Н10Т по критериям структуры и свойств / Сборник на-
учных трудов, кн.1. MНТК «Сварка XXI век. Славянские чте-
ния» – Липецк, 2004. – с.228-234.
- Муратаев Ф. И. «Прогнозирование циклической долговеч-
ности сварных конструкций мри комбинированном нагруже-
нии / Материалы V всероссийской научно-технической кон-
ференции «Проблемы и перспективы развития авиации, на-
земного транспорта и энергетики».
- Солопова И. А., Муратаев Ф. И. Закономерности термоде-
формационного формирования структуры сварных швов ау-
стетиных сталей / Материалы докладов МПТК «Энергетика
2008: инновации, решения, перспективы» – Казань, 2008.
- Солопова И. А., Муратаев Ф. И., Левушкин М. Л. Определение
закономерностей структуры и свойств сварных соединений
при ремонте толстостенных трубопроводов / МПТК «Пробле-
мы и перспективы развития авиации, наземного транспорта и
энергетики», АНТЭ 07.
11. Есть ли при кафедре совет по защите докторских и кандидатских наук? Нет.
12. Процент выпускников, работающих по специально-сти: 90%.
ИсторияКафедра была создана одновременно с институтом и ор-
ганизационно оформлена приказом по институту 11 сентя-
бря 1932 года как « Кафедра общей механической техноло-
гии и термической обработки металлов».
Организатором и первым заведующим кафедрой до 1937г.
был инженер Векслин Моисей Залманович.
В 1938г. заведующим кафедрой назначается Александр
Давидович Облак, который закончил аспирантуру у извест-
ного советского металловеда проф. Н. В. Гевелинга. Руко-
водя кафедрой в предвоенные годы, А. Д.. Облак одновре-
менно являлся проректором института по учебной и науч-
ной работе.
В качестве преподавателей на кафедру была привлечена
большая группа видных ученых страны, эвакуированных в г.
Казань. Среди них чл.-корр. ЛИ СССР Акимов Г. .В., профес-
сор Погодин С. Л., доктор технических наук Курбатов и др.
С 1942г. по 1943г. кафедрой заведовал профессор С. Л.
Погодин.
С 1943г. по 1963г. заведующим кафедрой был доцент
Е. В. Мишин.
С 1963г. по 1979г. кафедру возглавлял специалист с боль-
шим опытом производственной работы, главный металлург
авиамоторного завода, заслуженный деятель науки и техни-
ки ТЛССР, профессор Давид Яковлевич Брагин.
С 1979г. по 1998г. кафедрой руководил воспитанник ин-
ститута, высокоэрудированный специалист в области метал-
ловедения и теории прочности проф. И. Н . Шканов, кото-
рый совершенствовал и развивал традиции, сложившиеся
на кафедре.
С 1998г. кафедрой заведует д.т.н, проф. Галимов Э. Р, соз-
давший новое научное направление, связанное с разработ-
кой и внедрением высокоэффективных ресурсосберегаю-
щих технологий производства новых полимерных компози-
ционных материалов и защитных покрытий, оптимизацией
технологических процессов и х переработки в готовые из-
делия.
КАФЕДРА СВАРКИ

56 Мир сварки 2010 №15
Сварщики!
01.07.2010 на территории России начнут действо-
вать новые стандарты, адаптированные к междуна-
родному уровню сварочной науки и техники.
В международной практике в настоящее время
действует более 350 международных стандартов в
области сварки. Разработкой стандартов занимают-
ся Технический комитет Международной организа-
ции по стандартизации (ИСО) ISO TC 44 “Welding and
allied processes” (ТК 44 «Сварка и родственные про-
цессы»), Технический комитет Международной элек-
тротехнической комиссии IEC TC 26 “Electric welding”
(МЭК ТК 26 «Электрическая сварка») и Международ-
ный институт сварки (МИС). Технический комитет 44
ИСО представлен 33 странами-участниками (вклю-
чая Россию, Украину и Белоруссию) и 38 странами-
наблюдателями (включая Молдавию). Все стандарты
ИСО должны пересматриваться с промежутком вре-
мени не более 5 лет. При разработке большинства
международных стандартов за основу берутся стан-
дарты Американского сварочного общества (ANSI/
AWS) и европейские нормы (EN), причем последние
часто основываются на стандартах Германского ин-
ститута национальных стандартов (DIN).
Вопросами стандартизации сварочного произ-
водства в Европе занимается Технический коми-
тет CEN TC 121. Стандартизацией в СНГ занимается
межгосударственный Технический комитет МТК 72
«Сварка и родственные процессы», секретариат ко-
торого находится в Институте электросварки имени
Е.О. Патона (Киев). По объективным причинам рабо-
та комитета оказалась в последнее десятилетие не-
достаточно плодотворной.
В России большой вклад в развитие технического
регулирования в сварочном производстве внесло и
вносит «Национальное Агентство Контроля Сварки»
(НАКС). НАКС возглавляет Технический комитет по
стандартизации ТК 364 «Сварка и родственные про-
цессы», который состоит из 12 подкомитетов. За по-
следние годы разработаны десятки отечественных
стандартов сварочного производства. Председате-
лем ТК-364 является академик РАН Алешин Н. П.
Состав комитета ТК-364 и его подкомитеты пред-
ставлены на сайте Федерального агентства по техни-
ческому регулированию и метрологии www.gost.ru.
В настоящее время в России действует более 200
стандартов (ГОСТ и ГОСТ Р) сварочных процессов
и процедур. Согласно правительственной концеп-
ции развития национальной системы стандартиза-
ции необходимо ежегодно обновлять 10% стандар-
тов, что означает ожидание ежегодного обновления
более 20 стандартов.
Следует отметить, что в течение почти 20 лет до
2008 г. Россия активно не участвовала в работе ИСО
и МИС, не проводилась работа по адаптации стан-
дартов сварочного производства с международны-
ми в части терминологии, технологии, материалов,
персонала, испытаний сварных соединений и т.п. До
РАЗРАБОТКА НАЦИОНАЛЬНЫХ СТАНДАРТОВ СВАРОЧНОГО ПРОИЗВОДСТВА НА ОСНОВЕ МЕЖДУНАРОДНЫХ СТАНДАРТОВ
(Слева направо)В. А. Кархин, руководитель подкомитета ПК 11 «Терминология,
обозначения и унификация требований в сварочном производстве» Технического
комитета ГОСТ Р ТК 364 «Сварка и родственные процессы», ГОУ Санкт-
Петербургский государственный политехнический университет
А. М. Левченко, директор Регионального Северо-Западного межотраслевого
аттестационного центра (Санкт-Петербург), Национальное Агентство
Контроля и Сварки
В. В. Сулима, начальник отдела качества стандартизации и сертификации
ЗАО «Электродный завод», Санкт-Петербург
СТАНДАРТИЗАЦИЯ

57
2008г. очень медленными темпами велись работы
по гармонизации отечественных стандартов с меж-
дународными. Нынешнее состояние стандартизации
сварочного производства не является исключением,
оно соответствует общему состоянию стандартиза-
ции в России. Такое отставание приводит к много-
численным практическим проблемам по оценке со-
ответствия сварочного производства и сварных кон-
струкций при международном обмене товарами и
услугами, а также отставанию в уровне техническо-
го прогресса.
Приведем один пример.
В российских стандартах на сварочные электроды
(за исключением судостроительной промышленно-
сти) отсутствуют требования к содержанию диффу-
зионного водорода в наплавленном металле, кото-
рый является одним из основных факторов образо-
вания холодных трещин.
В то же время практически во всех стандартах ИСО
(например, ISO 2560, ISO 3580, ISO 3581) и в евро-
пейских нормах (например, EN 499, EN 757, EN758, EN
1599, EN12071, EN 12535) содержится требование о
необходимости определять содержание диффузион-
ного водорода в сварочных материалах и указывать
его в обозначении сварочных электродов.
Образование холодных трещин от воздействия
диффузионного водорода возможно при сварке
(при изготовлении, монтаже и ремонте) всех видов
конструкций (особенно для конструкций из высо-
копрочных сталей). Однако в России не существу-
ет никаких количественных ограничений по вели-
чине уровня водорода (кроме повторной прокал-
ки или упаковки в пеналы) при использовании сва-
рочных материалов, допускаемых к применению Ро-
стехнадзором на опасных производственных и стро-
ительных объектах. Нормативные отраслевые доку-
менты промышленности и строительные нормы со-
держат устаревшие термины и информацию о ма-
териалах и технологиях сварочного производства.
Основная масса СНиПов ведет свою историю от 70-х
и 80-х годов прошлого столетия. Они как нормативы
не учитывают прогресс современной техники, а уро-
вень диффузионного водорода как критерий в Рос-
сии замалчивается.
Идентификация трещин после окончательного
контроля сварных конструкций остается неопреде-
ленной во времени.
Экспорт новейшей сварочной продукции требует
сертификации составляющих сварочного производ-
ства в соответствии с международными стандартами и
дополнительных специальных испытаний. Поэтому ре-
гламентации в российских стандартах и нормативных
документах Ростехнадзора требований, соответству-
ющих (идентичных) требованиям современных зару-
бежных стандартов, является весьма актуальной за-
дачей для развития промышленности России и сбли-
жения уровня развития сварочного производства
России с современным уровнем мировых достижений.
Мы считаем необходимым напомнить, что истори-
чески Россия является одним из основателей ИСО, и русский язык, наряду с английским и француз-ским, является официальным языком ИСО. Одна-
ко продолжительная самоизолированность привела
к тому, что в стандартах ИСО русские тексты не пу-
бликуются, а используется немецкий язык, который
не является официальным. Отсутствие официальных
русских переводов затрудняет работу с содержанием
стандартов. Практическое применение русского язы-
ка в ходе разработки стандартов российскими спе-
циалистами будет способствовать распространению
международных стандартов в России и союзных го-
сударствах.
Гармонизация национальных и международных
стандартов в России встречает трудности по следую-
щим причинам.
• Психологически трудно перейти от привыч-
ной исторически сложившейся системы терминоло-
гии и системы стандартов к новой, хотя и более ло-
гичной и полной (это основная причина для специа-
листов с большим рабочим стажем).
• Любой стандарт по технической солидарно-
сти знаний связан со многими другими стандарта-
ми, поэтому принятие или изменение одного стандар-
та требует принятия или изменения многих других.
Здесь нецелесообразно ставить вопрос: стандарт ка-
кой системы лучше? Ответ на этот вопрос для России
такой: тот стандарт, который соответствует более вы-
сокому уровню развития техники. Система стандар-
тов может быть принята или отвергнута только цели-
ком. Это решение принято ТК 364.
• Многие международные стандарты не явля-
ются совершенными. Они не учитывают богатый рос-
сийский опыт. Для оказания влияния на обновление
международных стандартов необходимо постоянное
и активное участие в работе ИСО и МИС на всех эта-
пах разработки стандартов, особенно при адаптации
стандартов ISO для России.
При разработке российского стандарта следует
стремиться к тому, чтобы он был идентичен междуна-
родному стандарту по содержанию, структуре и изло-
жению. Этим обеспечивается максимальная степень
гармонизации, что приводит к устранению техниче-
ских барьеров в применении стандартов для изготов-
ления и реализации продукции.
СТАНДАРТИЗАЦИЯ
58 Мир сварки 2010 №15
Кафедра «Сварка и лазерные технологии» Санкт-
Петербургского государственного политехническо-
го университета совместно с Региональным Северо-
Западным межотраслевым аттестационным центром
(РСЗ МАЦ) по заданию комитета ТК 364 создала ини-
циативную группу по гармонизации и разработке рос-
сийских стандартов на основе следующих междуна-
родных стандартов:
1. ISO 544:2003 Welding consumables - Technical
delivery conditions for welding filler materials - Type
of product, dimensions, tolerances and markings (Ма-
териалы сварочные. Техническийе условия поставки
присадочных материалов. Вид продукции, размеры,
допуски и маркировки).
2. ISO 857-1:1998 Welding and allied processes -
Vocabulary - Part 1: Metal welding processes. Соот-
ветствующий ГОСТ Р ИСО 857-1 – 2009 «Сварка и род-
ственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения» вво-
дится в действие 01.07.2010.
3. ISO 857-2:2005 Welding and allied processes -
Vocabulary - Part 2: Soldering and brazing processes
and related terms. Соответствующий ГОСТ Р ИСО 857-
2 – 2009 «Сварка и родственные процессы. Словарь.
Часть 2. Процессы пайки. Термины и определения»
вводится в действие 01.07.2010.
4. ISO 2560:2009 Welding consumables - Covered
electrodes for manual metal arc welding of non-alloy
and fine grain steels - Classification (Материалы сва-
рочные. Электроды покрытые для ручной дуговой
сварки нелегированных и мелкозернистых сталей.
Классификация).
5. ISO 3580:2004 Welding consumables - Covered
electrodes for manual metal arc welding of creep-
resisting steels - Classification (Электроды покрытые
для ручной дуговой сварки металлическим электро-
дом жаропрочных сталей. Классификация).
6. ISO 3581:2003 Welding consumables - Covered
electrodes for manual metal arc welding of stainless
and heat-resisting steels - Classification (Электроды
покрытые для ручной дуговой сварки, металлические
электроды для коррозионностойких и жаростойких
сталей. Классификация).
7. ISO 4063:2009 Welding and allied processes –
Nomenclature of processes and reference numbers
(Сварка и родственные процессы. Перечень и услов-
ные обозначения процессов).
8. ISO 17659:2002 Welding - Multilingual terms
for welded joints with illustrations. Соответствую-
щий ГОСТ Р ИСО 17659 – 2009 «Сварка. Многоязыч-
ные термины для сварных соединений» вводится в действие 01.07.2010.
В разработке приведенных стандартов участво-
вали и участвуют в качестве экспертов сотруд-
ники кафедры «Сварка и лазерные технологии»
Санкт-Петербургского государственного политех-
нического университета, Регионального Северо-
Западного межотраслевого аттестационного цен-
тра, научно-исследовательских институтов, предпри-
ятий Санкт-Петербурга и других организаций: к.т.н.,
начальник отдела ЦНИИМ В.Б. Вихман, к.т.н., доцент
Б.Л.Григорьев, д.т.н., профессор В.А.Кархин, д.т.н.,
профессор Л.А.Копельман, к.т.н., доцент А.М. Лев-
ченко, д.т.н., профессор Н.А. Соснин, начальник ОКСС,
ЗАО «Электродный завод» В.В.Сулима, к.т.н., доцент
Б.В. Федотов, д.т.н., ЦНИИ КМ «Прометей» М.Г. Ша-
рапов.
Федеральное агентство по техническому регулиро-
ванию и метрологии публикует тексты национальных
стандартов для ознакомления на официальном сай-
те http:/www.gost.ru. Информацию о деятельности
ISO можно найти на сайте http:/www.iso.org; МИС –
на сайте http:/www.iso-iis.org; Международной элек-
тротехнической комиссии - на сайте http:/www.iec.
ch; Европейской сварочной федерации (European
Federation for Welding, Joining and Cutting) - на сайте
http:/www.ewf.be; НАКС - на сайте http:/www.naks.ru.
Весь 2009 год инициативная группа работала на
территории Государственного политехнического уни-
верситета по разработке гармонизированных стан-
дартов сварочного производства для России. Наша
страна в результате этой работы получила для разви-
тия стандартизации сварочного производства важ-
нейшие и самые значимые из стандартов – стандарты
терминов ГОСТ Р ИСО 17659-2009, ГОСТ Р ИСО 857-1-
2009, ГОСТ Р ИСО 857-2-2009, которые вводятся в дей-
ствие 01 июля 2010г.
В заключение подчеркнем, что, несмотря на боль-
шие трудности, разработка и внедрение в практику
международных стандартов является безальтерна-
тивной стратегией стандартизации сварочного про-
изводства в России. Это не только обновление базы
стандартизации, но и одновременно установление
для России современного научно-технического уров-
ня и ликвидация отставания в техническом уровне
знаний.
Участие в работе инициативной группы СПбГПУ
и передача своего личного интеллекта в новейшие
стандарты России – дело чести каждого специалиста
сварочной школы Санкт-Петербурга и служение про-
цветанию нашего великого отечества.
СТАНДАРТИЗАЦИЯ

59
Принятые стандарты в области сваркиДействуют в России с 01.07.2010
№ Код Номер и наименование стандарта Дата введения
1 25.160.10ГОСТ Р ИСО 15607-2009Технические требования к аттестации процедур сварки металлических материалов. Общие правила (IDT)
01.07.2010Введенвпервые
2 25.160.10ГОСТ Р ИСО 15609-1-2009Технические требования к аттестации процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка (IDT)
01.07.2010Введенвпервые
3 25.160.10ГОСТ Р ИСО 15609-2-2009Технические требования к аттестации процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Газовая сварка (IDT)
01.07.2010Введенвпервые
4 25.160.10ГОСТ Р ИСО 15610-2009Технические требования к аттестации процедур сварки металлических материалов. Аттестация, основанная на испытании сварочных материалов (IDT)
01.07.2010Введенвпервые
5 25.160.10ГОСТ Р ИСО 15611-2009Технические требования к аттестации процедур сварки металлических материалов. Аттестация, основанная на опыте ранее выполненной сварки (IDT)
01.07.2010Введенвпервые
6 25.160.10ГОСТ Р ИСО 15612-2009Технические требования к аттестации процедур сварки металлических материалов. Аттестация путем принятия стандартной процедуры сварки (IDT)
01.07.2010Введенвпервые
7 25.160.10ГОСТ Р ИСО 15613-2009Технические требования к аттестации процедур сварки металлических материалов. Аттестация, основанная на предпроизводственном испытании сварки (IDT)
01.07.2010Введенвпервые
8 25.160.30ГОСТ Р ИСО 8206-2009Приемочные испытания машин для кислородной резки. Воспроизводимая точность. Экстраполяционные характеристики (IDT)
01.07.2010Введенвпервые
9 25.160.10ГОСТ Р ИСО 857-1-2009Сварка и родственные процессы. Словарь. Часть 1.Процессы сварки металлов. Термины и определения (IDT)
01.07.2010Введенвпервые
10 25.160.40 ГОСТ Р ИСО 17659-2009Сварка. Термины многоязычные для сварных соединений. (IDT)
01.07.2010Введенвпервые
11 25.160.50ГОСТ Р ИСО 857-2-2009Сварка и родственные процессы. Словарь. Часть 2.Процессы пайки. Термины и определения (IDT)
01.07.2010Введенвпервые
Остальные стандарты на сегодняшний день считаются официально непринятыми.
Тексты стандартов доступны в Интернете.
Поиск (только для чтения) осуществляется следующим образом:
1. Выйти на сайт Ростехрегулирования по адресу www.gost.ru
2. Нажать раздел «Новые стандарты» - крайняя правая графа в верхнем ряду (белого цвета).
3. В поисковом окошке набрать полный номер стандарта, например ГОСТ Р ИСО 857-1-2009.
4. В появившейся таблице нажать на номер стандарта (крайний правый столбец)
5. Читать постранично текст стандарта.
СТАНДАРТИЗАЦИЯ

60 Мир сварки 2010 №15
(продолжение. Начало в №1, 2010)
Довоенная работа и жизньСовмещение профессийНа протяжении всей трудовой жизни Н.О. постоянно со-
вмещал три направления деятельности: преподавание,
практическую работу в про мышленности и научные иссле-
дования. В этом он был продолжателем тра диции, кото-
рую ему передал профессор Передерий. В начале тридца-
тых годов Передерий был профессором двух вузов, заве-
дующим кафедрой, директором Ленинградского отделения
ЦНИИ Сооружений и одновременно руководил строитель-
ными и монтажными работами.
Необходимость подобного совмещения еще в пору моей
аспирантуры сформулировал ученик Н.О., тогда блестящий
доцент, Георгий Львович Петров: «Преподаватель вуза, как
и любое тело, чувствует себя устойчиво, только опираясь
не менее чем на три точки. Опора менее чем на три точ-
ки неустойчива». Подразумевалась постоянная работа од-
новременно не менее чем в трех местах - вуз, НИИ, завод.
И действительно, разве может воспитать творческих ин-
женеров-практиков человек, который сам постоянно не за-
нимается практи ческим и творческим инженерным трудом
на передовых предприятиях и на со временном уровне?
Разве может, как считал Передерий, приучить студентов
по всем крупным и мелким вопросам становиться на путь
научного исследования человек, лично не ведущий такие
исследования в передовом НИИ?
Политехнический институт (1918-1925 годы)После окончания гимназии в 1918 году Н.О. поступил
в Политехниче ский институт. Но шла Гражданская война,
была разруха и безработица. В Петрограде свирепствовал
голод. Жители в буржуйках сжигали мебель.
Н. О. жил у родителей на Фурштатской улице у середи-
ны Литейного проспекта. Городской транспорт не работал.
Политехнический институт на ходился за городом в восьми
километрах от его дома. Для того чтобы учиться, Н.О. нуж-
но было пешком по снегу проходить шестнадцать киломе-
тров в день. Не было зимней обуви. Мать Н.О. сама выре-
зала из ковра и сшила ему чуни. В них он и ходил.
И все же из-за нехватки денег в семье Н.О. пришлось на
два года прервать учебу. Он поступил на службу в Петро-
градский окружной комитет по перевозкам Комиссариа-
та Северо-Западного округа путей сообщения, работал там
тех ником-чертежником. Благодаря этому месту у семьи
появились день ги и продукты. Жить стало лег че.
В 1919 г. Н. О. был откомандирован из города на вос-
становление дорог Восточного фронта. Вернулся в Петро-
град в июле 1920 года и почти сразу по приказу руковод-
ства был откомандирован
для продолжения учебы в
Политехниче ский институт.
Дочь Н. О., Марианна
Николаевна, рассказыва-
ет, что все годы учебы Н.О.
про должал работать. Он часто давал консультации разным
организациям. Веро ятно, он использовал знакомства в Ко-
митете по перевозкам и Комиссариате путей сообщения и
протекцию профессора Передерия.
Во время своего студенчества Н. О. женился. В 1923 г. у
него родился сын Николай.
Молодой специалист (1925-1927 годы)После окончания института, в 1925 году, только три ме-
сяца Н.О. прорабо тал на Пятом государственном ваго-
но- и обозостроительном заводе имени тов. Егорова. Ду-
маю, работа там не оказалась творче ской – той, к которой
его приучал Передерий. Уже в июле 1925 года он с же ной
и двухлетним сыном приехал в Севастополь и снял комна-
ту в частном доме. На следующий год, в 1927-м, у него ро-
дилась дочь Марианна.
Место основной работы с июля 1925 года – Акционерное
общество «Рудметалторг», где он создавал рабочие проек-
ты поворотных консольных кранов над многочисленны-
ми ножницами фирмы «Pils». Кроме того, он руко водил
строительными работами общества за пределами Севасто-
поля. По совместительству он преподавал строительные
дисципли ны в Севастопольской профессиональной шко-
ле Наркомата путей сообще ния. В это же время Н.О. вы-
полнил работу «Проект металлической эстакады для пода-
чи материалов к строящимся судам для Севастопольского
морского завода».
Потом, после переезда в Ленинград в 1927 году, в тече-
ние долгого времени он проводил каждое лето в Севасто-
поле. Семья отдыхала на море, а Н.О. ездил по предприя-
тиям Севастополя и другим городам Крыма, заканчивая на-
чатые в 1925-1927 годах работы.
Инженер-проектировщик (1927-1938 годы)После переезда в Ленинград в течение десяти лет основ-
ной работой Н.О. являлось проектирование гидротех-
нических сооружений. Работая последовательно в про-
ектных бюро Днепростроя, Средволгостроя, Чирчиг-
строя и, позднее, в институте Гидропроект (Гидроэнер-
гопроект), в ко торый были преобразованы эти проект-
ные бюро, Н.О. занимал должности младшего инженера,
иженера-проектировщика, старшего инженера, инжене ра-
специалиста технической части, начальника отдела (сек-
тора) металличе ских конструкций и механизмов.
ИСТОРИЯ
НИКОЛАЙ ОСКАРОВИЧ
ОКЕРБЛОМ

61
Для Днепрогэс в 1927-1932 годах Н.О. спроектировал
портальный кран на сорок тонн, кран на плотине на двести
тонн, кран на разгрузке барж на восемьдесят тонн, щиты
Стонея плотины, щитовые затворы перед турбинами, ре-
шетки перед турби нами, захватные балки.
В 1932-1934 годах им или под его руководством разра-
ботаны техниче ские проекты сварных конструкций Кол-
винского шлюза Камо-Печерского пути (ворота шлюза,
щиты водопроводных галерей, цилиндрические шандоры
ремонтно-аварийного заграждения); технические проек-
ты металлоконст рукций Ярославской и Пермской ГЭС.
После 1934 года под его руководством созданы техни-
ческие проекты металлоконструкций Черчигской ГЭС (на-
порные трубопроводы, затворы, шандоры, решетки, крано-
вое оборудование плотины, отстойники напорных бассей-
нов, металлические перекрытия машинных залов, автома-
тические за творы типа Даквер), проекты металлоконструк-
ций для Баксанстроя и Нивской ГЭС.
Занимаясь основной работой, Н. О. в 1927 году разра-
ботал для Научно-мелиоративного института проект типо-
вых мостиков через оросительные и водо сборные каналы
в Голодной степи, составил оригинальный проект вращаю-
щегося на горизонтальной оси регулирующего щита элек-
тростанции «Крас ный Октябрь», с 1931 года работал руко-
водителем группы в НИИ гидротех ники.
В 1932-1933 годах Н. О. был приглашен работать по со-
вместительству ру ководителем группы Ленинградского от-
деления ЦНИИ сооружений, которое до 1934 года возглав-
лял его учитель Передерий.
Там Н. О. выполнил следующие работы:
1. «Экспериментальные и теоретические исследо-
вания распределения напряжений в стыках сварных балок
разного типа».
2. «Рациональное размещение стыков полок в
сварных балках».
3. «Выбор наивыгоднейшего сечения подкрано-
вых балок».
4. «Продольный изгиб сварных составных стерж-
ней».
Первые три работы из этого списка явно выполнены для
обоснования тех нических и технологических решений,
принятых при строительстве моста Лейтенанта Шмидта в
Ленинграде.
В 1934-1936 годах году Н. О. был по совместительству ру-
ководителем группы металлических конструкций в НИИ
гидротехники. Там его группа выполнила следующие ра-
боты:
1. «Изучение работы затворов с цилиндрическими
оболочками» (но вой системы, предложенной Н. О. еще в
1927 году, свежие проекты по которой я видел в Гидропро-
екте в 1970-х годах).
2. «Исследование работы стыков изгибаемых эле-
ментов».
3. «Вопросы применения сварки в гидротехниче-
ских сооружениях».
Одновременно, по совместительству, с 1934 года Н. О. яв-
лялся штат ным консультантом по металлическим конструк-
циям в институтах Промстройпроект (выполнил «Рабочий
проект сварных опор для трубопроводов го рячего дутья
Магнитостроя») и Союзникельоловопроект.
Н. О. постоянно вел педагогиче скую работу.
В 1929-1931 годах он читал курсы лекций на темы: «Ме-
таллические конст рукции», «Железобетон» и «Статика со-
оружений» в Ленинградском строи тельном техникуме.
В 1930-1934 годах он работал ассистентом кафедры
железобетон ных и металлических конструкций Политех-
нического института, потом – доцентом кафедры инженер-
ных конструкций Гидро технического института, где читал
курс «Металлические конструкции».
В 1931-1932 годах он одновременно был ассистентом ка-
федры «Статика ме таллических конструкций» Института
инженеров водного транспорта, где читал курс «Металли-
ческие конструкции».
В 1932-1934 годах в Ленинградском электросварочном
институте, работая по совместительству заведующим ка-
федрой, Н. О. организовал кафедру «Сварные конструк-
ции», разработал ее учебные планы, с помощью аспирантов
выполнил ряд важнейших теоретических и эксперимен-
тальных работ.
Еще в 1932 году он прочел курс лекций по проектиро-
ванию сварных кон струкций сотрудникам Промстрой-
проекта с практикой на заводах по различ ным способам
сварки. Я тут усматриваю начало его «конструктивно-
технологического проектирования».
В эти же годы он систематически читал лекции в Сталь-
проммеханизации, ЦКТИ, Буммашпроекте, на заводах
им. Сталина, им. Кирова, Киров ском заводе, в Институте
повышения квалификации, на курсах НИТО свар щиков.
Кроме этого, Н. О. с 1932 года работает в Сварочной сек-
ции Ленинград ского отделения Научно-технического ко-
митета машиностроения Наркома та тяжелой промышлен-
ности. Там он, совместно с Н. Г. Базилевским и Я. Р. Гро-
товым, разработал проект «Технических условий на проек-
тирование и приемку металлических конструкций». В 1934
году этот проект был использо ван в качестве основного
материала при разработке «Технических условий и норм
на проектирование металлических конструкций и соору-
жений» Главстройпрома.
В 1933 году Н. О. была написана и в 1934 году издана
книга «Проектирова ние сварных конструкций». Она яв-
лялась итогом инженерной деятельности за 1927-1933
годы и первой (по крайней мере, на русском языке) фун-
даментальной, глубоко теоретически обоснованной и си-
стематической моно графией-учебником по этой тематике.
В ней впервые вопросы прочности сварных соединений
разнообразной конфигурации решаются на основе ана-
лиза полей напряжений от внешней нагрузки и остаточ-
ных напряжений, дей ствующих в них. В этой книге мож-
но найти даже всю логику графоаналити ческого метода
расчета сварочных напряжений. Доработать этот метод до
практического внедрения в инженерную практику ему уда-
лось только в по слевоенные годы.
Очень хорошие отзывы на эту монографию написали
крупнейшие уче ные: Г. А. Николаев (виднейший ученый-
сварщик Москвы, позднее - ректор МВТУ), В. П. Волог-
дин (инициатор и организатор внедрения сварки в судо-
ИСТОРИЯ

62 Мир сварки 2010 №15
строении), Н. С. Стрелецкий (общепризнанный глава шко-
лы проектирования металлических конструкций в СССР, ав-
тор метода расчетов металлических конструкций не по до-
пускаемым напряжениям, а по предельным состояниям,
автор первых «Строительных норм и правил по проектиро-
ванию металло конструкций»).
Эта книга принесла Н. О. широкую известность. Она яви-
лась основным трудом, за который в 1938 году ВАК прису-
дил Н.О. ученую степень канди дата технических наук без
защиты диссертации.
В 1934-1937 годах Н. О. - штатный консультант многих ор-
ганизаций: Гипроводтранс, Теплоэлектропроект, Дорвод-
трест, СКБ, Бюро прямоточно го котлостроения, Волгобалт-
строй, Ульбастрой, Свирьстрой, Управление по проектиро-
ванию Мингечаурской ГЭС, заводов им. Сталина (спецсек-
тор), им. Ленина (каркасы котлов), им. Кирова (краны, их
усиление), им. Жданова (проект Володарского моста), Ки-
ровского завода, заводов «Судомех», строи тельства Воло-
дарского моста (дефекты сварки), Невского за вода (зда-
ние кузницы), Инженерного управления Красной армии
(проекти рование специальных конструкций), проектных
институтов Промстройпроект, ЦНИИ водного транспорта
(плавучий волнолом), Союзникельоловопроект (проект це-
хов «Североникеля»), «Красная Заря» (усиление перекры-
тий), Центролит (дефекты литья).
Кроме этого, он постоянно работал в Экспертной комис-
сии по мосту Лейтенанта Шмидта (Ленинград) и в Комис-
сии ЦНИИ промсооружений по пересмотру единых норм
проектирования (Москва).
С 1932 года Н. О. - член правления Областного НТО свар-
щиков, с 1935 го да - заместитель председателя сектора ме-
таллических конструкций Ленин градского областного НТО
строителей, с 1939 года - председатель Правле ния Ленин-
градского областного НТО сварщиков.
Он - автор пособия для проектирования: «Сварные кон-
струкции гидро технических сооружений», совместно с
Н. Г. Базилевским написал пособие «Сварка в мостострое-
нии», совместно с Е. В. Мятлюком - пособие «Сварные кон-
струкции промышленных сооружений».
К 1937 году он подготовил докторскую диссертацию
«Термические и усадочные напряжения в сварных кон-
струкциях», основанную на графоана литическом мето-
де их расчета. Но в то время не было простых формул для
расчета температурных полей при сварке, которые можно
было бы использовать для практической реализации этого
расчетного метода. Думаю, именно поэто му Н. О. не вынес
эту диссертацию на защиту.
У меня нет сомнений, что все перечисленные работы Н.О.
выполнял в полную си лу, с полной отдачей, результативно.
Но как это все можно было успеть сде лать одному челове-
ку – для меня остается загадкой!
Примеры некоторых работ Н.О.1. Проектировочное бюро «Днепрострой». Ворота
Шлюза. Ворота представляют собой водонепроницаемое полот-
нище, сваренное из достаточно толстых листов малоугле-
родистой стали, подкрепленное клет кой из крупных про-
катных двутавров. Высота ворот – пятиэтажный дом. Ши-
рина - несколько больше максимальной ширины самого
крупного речного ко рабля.
Я не знаю, какова точная высота этих ворот, но думаю,
что она порядка 12-ти метров. Тогда среднее давление
воды на ворота (посередине высоты) равно 0,6 килограмма
на квадратный сантиметр, или 6 тонн на квадратный метр.
Представим себе, что для испытаний эти ворота уложены
горизонталь но, превращены в мост. Тогда на каждую поло-
су, шириной в 1 метр и длиной 12 метров нужно приложить
нагрузку в 6x12 = 72 тонны. Если эту нагрузку создавать
полностью загруженными четырехосными вагонами по
80 тонн каж дый с шириной 3.6 метра, то на мост нужно бу-
дет положить 72x3.6/80 = 3.2 слоя. Для того чтобы создать
испытательную нагрузку, нужно больше трех слоев полно-
стью загруженных вагонов, поставленных вплотную друг к
другу! Неучтенная тут неравномерность давления только
утяжелит нагрузку в опасных местах кон струкции.
Представьте себе картину разрушения ворот при этом
эксперименте, картину падения трех этажей, вплотную по-
ставленных друг к другу загру женных товарных вагонов, и
вы поймете меру ответственности, возложенную на проек-
тировщика этой конструкции.
Несущие балки этой конструкции были по проекту в два
раза длиннее поставляемого проката. Поэтому каждую
пару прокатных двутавров свари вали меловыми электро-
дами встык, а потом этот стык усиливали приваркой мощ-
ных накладок по полкам балок.
После сварки каждая несущая балка нагружалась на
стенде гидроци линдром до нагрузки, несколько превыша-
ющей расчетную нагрузку.
Для инженеров обстановка на стройке была не из лег-
ких. Указания инженеров повысить качество швов воспри-
нимались рабочими как вредительство, как попытка бур-
жуазных спе циалистов сорвать планы завершения строи-
тельства досрочно.
Борьба за качество шла с переменным успехом до тех
пор, пока на ме ханические испытания не попала балка с
полностью несваренным стыковым швом, в которой одни
накладки выдержали проектную нагрузку!
После этого борьба за качество стыковых швов балок
стала бессмысленной.
Ворота шлюза смонтировали глубокой осенью перед са-
мым ледоставом. Из Москвы приехала высокая комиссия
для помпезного пуска шлюза.
При заполнении водой ворота с грохотом разрушились.
Сначала лопнул один из стыковых швов, который был сва-
рен с большими дефектами. При разрушении каждого ква-
дратного сантиметра этого шва, как при разрыве резинки
в ваших руках, конструкция получает удар с силой более
двух тонн. В стыке двутавра № 70 таких сантиметров сто
сорок. Следовательно, при разрушении стыка удар по на-
кладкам превысил двести восемьдесят тонн. Этого удара
накладки стыка не выдержали, и несущая балка полностью
разрушилась. После этого соседние несущие балки полу-
чили большую динамическую перегрузку. Они посыпались
одна за дру гой.
Теперь работу по изготовлению ворот нужно было начи-
нать сначала. Начинать с выбивания дополнительного, и
ИСТОРИЯ

63
всегда дефицитно го при социализме, металла. Вот где по-
лучился действительно срыв сроков строительства шлюза,
а не только досрочного его пуска.
Ни дирекция строительства, ни МВД (которое обычно ре-
ально руково дило такими стройками, поскольку большин-
ство рабочих были за ключенными), ни газеты никак не были
заинтересованы в том, чтобы офици альной причиной ава-
рии признали гонку, агитацию ударного труда и дос рочного
завершения работ. Всем гораздо удобнее было списать ава-
рию на вредительство, на саботаж специалистов – прихвост-
ней буржуазии. В те времена это было очень модно: способ-
ствовало развитию у трудящихся советского пат риотизма.
Это должно было еще теснее сплотить трудящихся (только
рабо чих и крестьян) в жестокой борьбе государства против
мировой буржуазии.
Как удалось Н. О. спастись от ареста, я не представляю.
Он не расска зывал. Наверное, потребовалась вся сила его
логики, убеждения, вся сила его воли, способной влиять на
людей. Марианна Николаевна мне говорила, что семья, на-
ходящаяся в это время в Ленинграде, необычайно сильно
пережива ла за него.
Н. О. для Днепрогэса проектировал много разных метал-
локонструкций и подъемных механизмов. Каждому проекту
при его реализации нужен ав торский надзор. Каждый про-
ект добавляет проектанту ответственности за работу соз-
данного объекта. Нелегка и опасна настоящая инженерная
работа!
Дочь Н. О. помнит, что он часто ездил в командиров-
ки на Днепрогэс. Иногда пропадал там по три месяца. Тог-
да, если было тепло, к нему при езжала жена с детьми.
В возрасте 4-5 лет Марианну водили на стройку этой пло-
тины. Гигантское строительство с глубокими котлованами,
огромными бе тонными блоками и торчащей из них армату-
рой вызывало у нее чувство страха.
2. НИИ Гидротехники. Оригинальный затворАвария на Днепрогэс показала, как трудно удержать на-
пор воды пло ской (как у ворот шлюза) конструкцией, рабо-
тающей на изгиб.
Н. О. предложил затвор с рабочей поверхностью в виде
части горизон тального цилиндра. Поверхность затвора ра-
ботает на сжатие. Вращением во круг горизонтальной оси
такой затвор легко открывается и закрывается. Нет такого
трения, какое возникает у плоского затвора, когда он, при-
жатый к на правляющим огромным давлением воды, скольз-
ит по ним, как заслонка в печном дымоходе. Недаром у та-
ких затворов наиболее часто приходится ре монтировать из-
ношенные направляющие.
В НИИ гидротехники Н. О. создал группу, исследующую
напряженное состояние и надежность конструкции предло-
женных им затворов, и был ее руководителем.
Затворы этого типа я видел через много лет после смерти
Н. О. на све жих чертежах в Гидропроекте.
3. Мост Лейтенанта ШмидтаЭто первый в СССР сварной мост. Я слышал, что он появился
только потому, что в стране не хватало металла. Раньше на
его месте стоял очень тяжелый чугунный мост. Решили его
разобрать для того, чтобы добыть та ким образом металл. На
месте старого моста нужно было соорудить мост, на кото-
рый пошло бы как можно меньше металла.
Профессор Передерий (в 1930-1934 годах - директор ЛО
ЦНИИС) спроекти ровал для этих целей мост в виде цельнос-
варной неразрезной металлической балки. Это наиболее
легкий мост при заданных пролетах и габаритах. Идет трам-
вай, и чувствуется, как мост изгибается, колышется. Про-
фессор Переде рий руководил и строительством, и исследо-
ваниями, связанными с этим мос том.
В 1932-1933 годах Н. О. по совместительству ра ботал в
ЦНИИС руководителем группы. Он выполнил многочислен-
ные предварительные исследования сварных узлов, свароч-
ных и реактивных на пряжений в них. Н. О. отвечал за каче-
ство сварки моста. Тут гонка не до пускалась.
К 1945 году в мире было построено более четырехсот пя-
тидесяти сварных мостов. Неко торые зарубежные сварные
мосты катастрофически разрушились, поэтому во всех стра-
нах приступили к детальной инспекции сварных мостов.
В результате во всех мостах обнаружились трещины.
Мост Лейтенанта Шмидта оказался единственным, в ко-
тором не было дефектов! Это было укором для всех других
строителей сварных мостов.
А объяснялось все пунктом третьим из приведенных выше
«Задач правильно го преподавания» Передерия: «Приучить
студентов по всем крупным и мелким вопросам стано виться
на путь научного исследования».
Говорят, все исследования в области сварки моста Лей-
тенанта Шмидта выполняла группа, возглавляемая в ЦНИИС
Н. О. Он же возглавлял авторский надзор за всеми свароч-
ными работами. Я считаю, что только по этому самый эконо-
мичный по расходу материала и, следовательно, самый на-
пряженный мост, сваренный меловыми электродами, до сих
пор не имеет трещин.
Это и есть эффект конструктивно-технологического про-
ектирования. И конструкция, и технология сварки этого мо-
ста разрабатывалась одной и той же группой очень грамот-
ных людей. Все детали, в надежности которых эти специ-
алисты сомне вались, были подвергнуты предварительному
эксперименталь ному или теоретическому исследованию.
Именно тут Н. О. сформулировал понятие о реактивных
сварочных на пряжениях, сделал вывод о необходимости их
суммирования с напряжениями от внешней нагрузки при
расчетах на прочность. Он разработал технологию умень-
шения этих напряжений. Сначала сваривались стенки круп-
ных балок, у которых поясные швы у стыка были не сваре-
ны на длине, примерно один метр. Это позволяло предвари-
тельно изогнуть поясные листы так, чтобы зазор в их стыках
увеличился на величину поперечных сварочных деформа-
ций будуще го сварного соединения. В этом положении дела-
лись прихватки, после чего изгибающие поясные листы при-
способления убирались. При сварке пояс ных листов они на-
тягивались от сварочных деформаций и выпрямлялись. В по-
следнюю очередь доваривались поясные швы. По этой тех-
нологии реак тивные напряжения практически не возникали.
(Продолжение в следующем номере)
��������� F. . 9� ��!���
ИСТОРИЯ
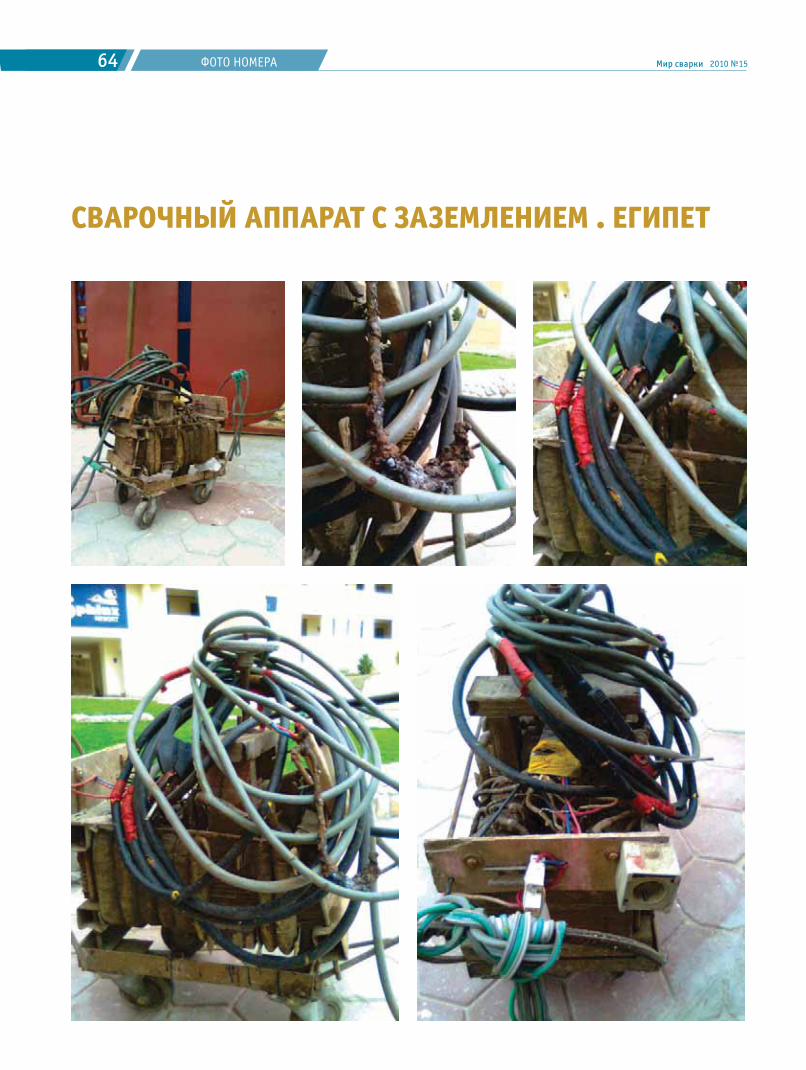
64 Мир сварки 2010 №15
СВАРОЧНЫЙ АППАРАТ С ЗАЗЕМЛЕНИЕМ . ЕГИПЕТ
ФОТО НОМЕРА

65
��L����$ �$ N!��$� «4�� ��$���» �$ 2010 �.��� �����%���� ��� �����% � ����, � ���G� ��� #������ �� ��#���
��� ���� ����������� #���� ��������. ��� '��"� ���$������ �����! �� �������� ����� ����� � �� ��% ����G��"� ���#���� �������� G������ «��� �����». H����� ������ RB'!H F�& * %E/.��������! "����% �� ���� �� 2010 ". – 1800 FP@DB$ (*:D. ��� 18%) &� E/�" :EJKDB:!.���!"� �� �� ���� �� G����� ���$������ ���#�����! ��� «3/6 «���» ;�������:�� «CJK K���» ". �����-�����$��", �/�# 40702810800000000929, �/�# 30101810500000000747K39 044030747 3��/9�� 7804343145/781601001�9�� 96716045 �98J� 74.84, 22.1�+;� 5067847209843
������� � ��� ������� ��� ������ (��� ����)/�. 3. �. (��� #������ �� ��#���)________________________________________________________________________________________________________________________________________________________________________________________________3��/9��_____________________________________________________________________________________________________________________K�������� ��������___________________________________________________________________________________________________________�����#����% �����/����� ��� ������� G������_____________________________________________________________________________________M����#����% �����_____________________________________________________________________________________________________________ �BD/T�:'__________________________________________________________ :ED-*E :EJKDB:!E*__________________________________________
/FB' FB/�:S�� NPF"�D� «��F �*�F:�»: 192289 ��":!-�B!BF@PF%, PD. �ET�$':�L, 66 �BD/T�:': (812) 448-37-75E-mail: [email protected], [email protected]
����������������-�������� ������
�������� ���������� ��� ����� ���������#
· ������ ������ · ������ ����������� · ��������� ������� ���
www.cloos.dewww.ipc-weld.ru ��������� ����������������«��� !������� " �!»(495) 645 28 92
РЕКЛАМА

66 Мир сварки 2010 №15




















![Actualizaciones MIR 2011[1]](https://img.pdfslide.tips/doc/110x75/5695d21b1a28ab9b02992098/actualizaciones-mir-20111.jpg)




