Embed Size (px)
Citation preview

WelcomeMM现代制造
机之“心”,器之“脉”---菲尼克斯电气从本体到线体的工业机器人系
统解决方案
Gary Liang / 梁恩泉
MM现代制造

About me
Personal Data
Gary Liang / 梁恩泉
2007 – up to now Phoenix Contact Software
Software Business Development and Team Management
.
3
MM现代制造
“机之心” 探讨主题
品牌与成本
高性能运动控制
系统扩展性
MM现代制造

品牌与成本
完全自主研发 or 采用第三方产品
采用第三方控制器 or 第三方核心软件解决方案
示教器与控制
其绑定
MM现代制造
机器人软件方案品牌与成本优势
通过软件来实现客户品牌的机器人控制器产品
通过开放式的架构将大大降低整套机器人控制系统的成本
MM现代制造
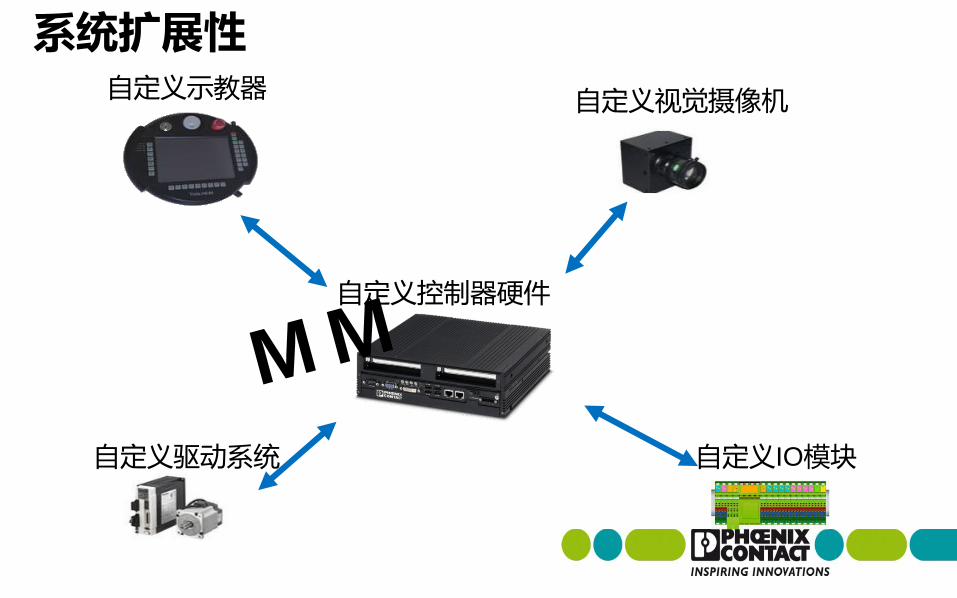
系统扩展性
自定义控制器硬件
自定义视觉摄像机自定义示教器
自定义IO模块自定义驱动系统
MM现代制造
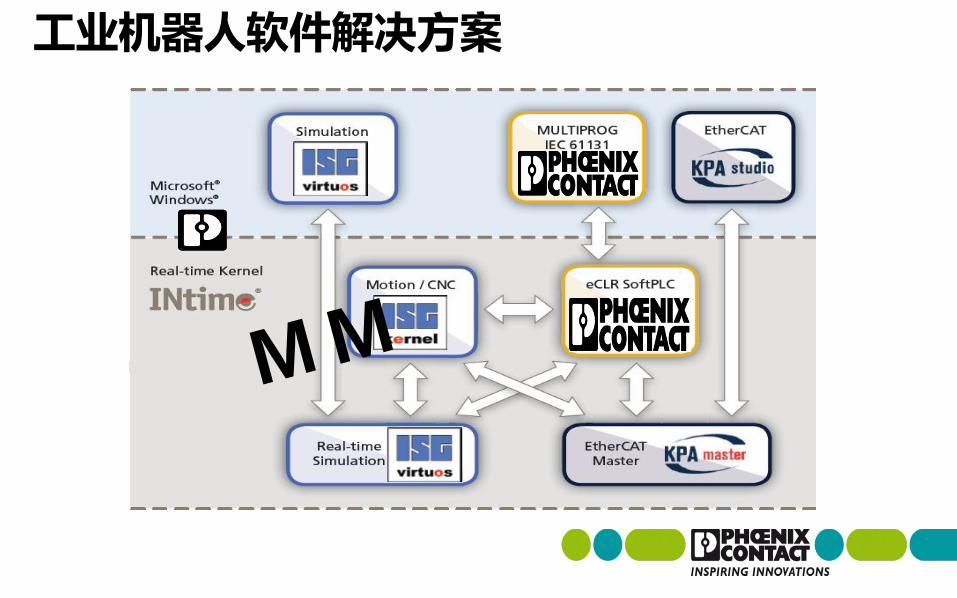
工业机器人软件解决方案
实时操作系统: INtime
机器人算法内核: ISG 内核
实时以太网总线: EtherCAT主站
开放的PLC平台: MULTIPROG
MM现代制造
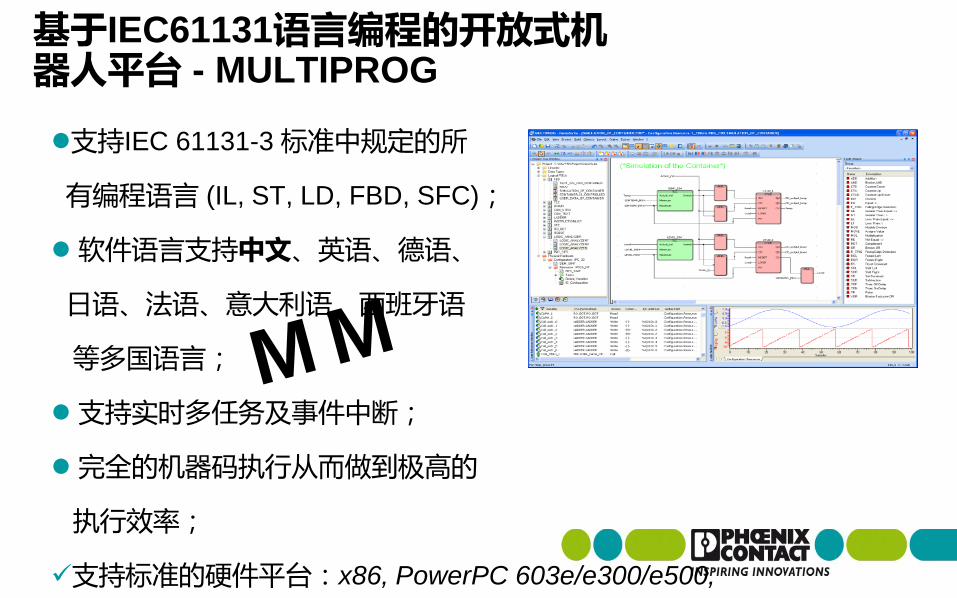
基于IEC61131语言编程的开放式机器人平台 - MULTIPROG
支持IEC 61131-3 标准中规定的所
有编程语言 (IL, ST, LD, FBD, SFC);
软件语言支持中文、英语、德语、
日语、法语、意大利语、西班牙语
等多国语言;
支持实时多任务及事件中断;
完全的机器码执行从而做到极高的
执行效率;
支持标准的硬件平台:x86, PowerPC 603e/e300/e500,
MM现代制造
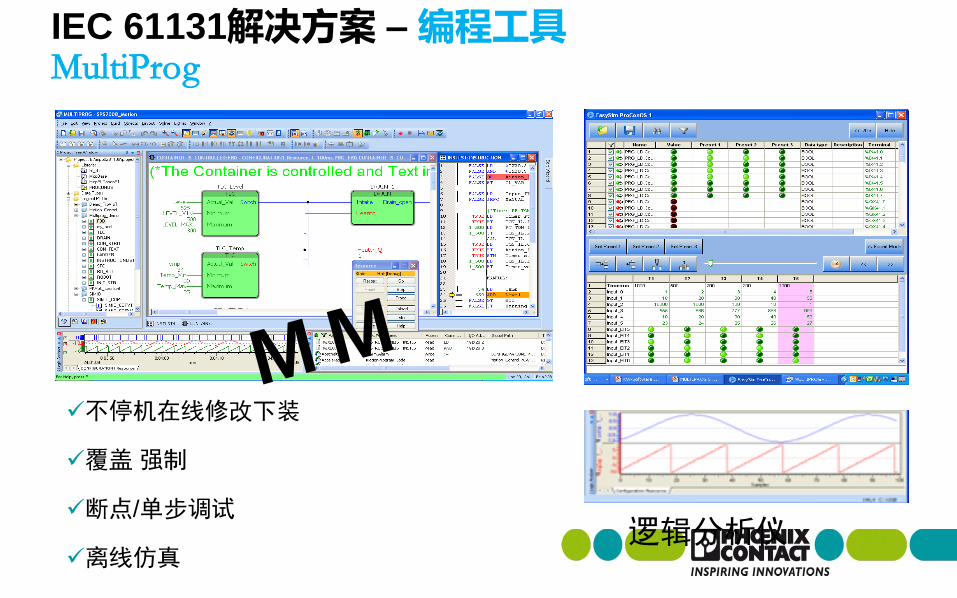
不停机在线修改下装
覆盖 强制
断点/单步调试
离线仿真
IEC 61131解决方案 – 编程工具MultiProg
逻辑分析仪
MM现代制造
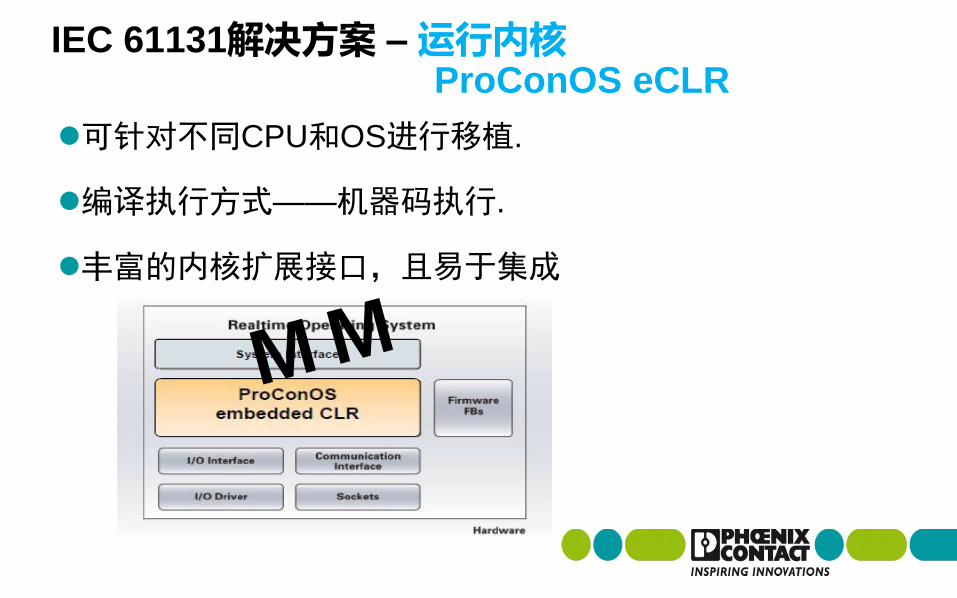
可针对不同CPU和OS进行移植.
编译执行方式——机器码执行.
丰富的内核扩展接口,且易于集成
IEC 61131解决方案 – 运行内核ProConOS eCLR
MM现代制造

完全符合PLCopen 运动控制Part1/2规范
12
Motion-Library McpPLCopenBase
MC_Power MC_Stop
MC_ReadAxisInfo MC_AbortTrigger
MC_ReadMotionState MC_TouchProbe
MC_ReadStatus MC_CamIn
MC_ReadAxisError MC_CamOut
MC_ReadActualPosition MC_CamTableSelect
MC_Reset MC_GearIn
MC_Home MC_GearOut
MC_MoveAbsolute MC_Phasing
MC_MoveAdditive MC_ReadParameter
MC_MoveRelative MC_WriteParameter
MC_MoveSuperImposed MC_SetPosition
MC_MoveVelocity MC_SetOverride
MC_Halt
MM现代制造
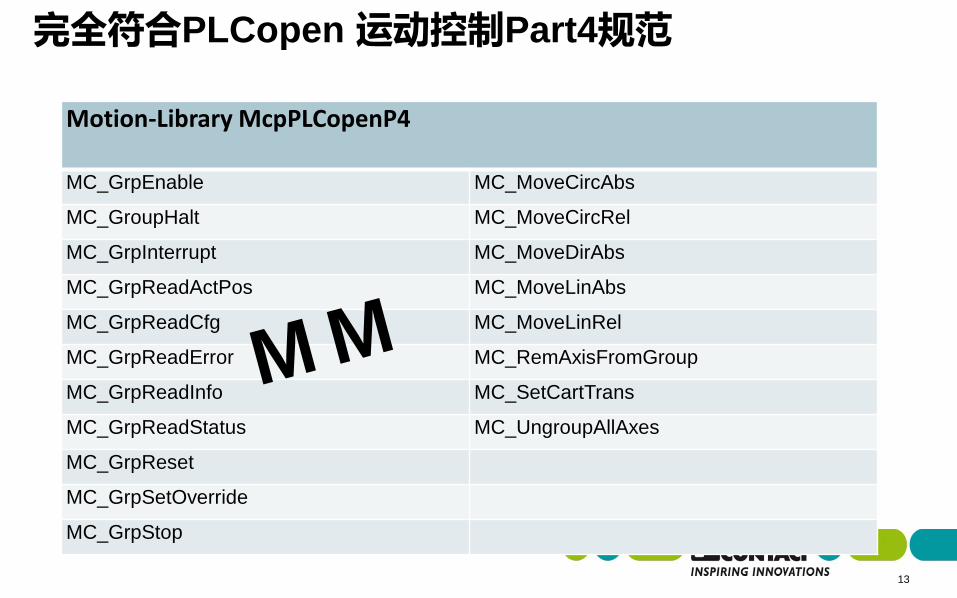
完全符合PLCopen 运动控制Part4规范
13
Motion-Library McpPLCopenP4
MC_GrpEnable MC_MoveCircAbs
MC_GroupHalt MC_MoveCircRel
MC_GrpInterrupt MC_MoveDirAbs
MC_GrpReadActPos MC_MoveLinAbs
MC_GrpReadCfg MC_MoveLinRel
MC_GrpReadError MC_RemAxisFromGroup
MC_GrpReadInfo MC_SetCartTrans
MC_GrpReadStatus MC_UngroupAllAxes
MC_GrpReset
MC_GrpSetOverride
MC_GrpStop
MM现代制造
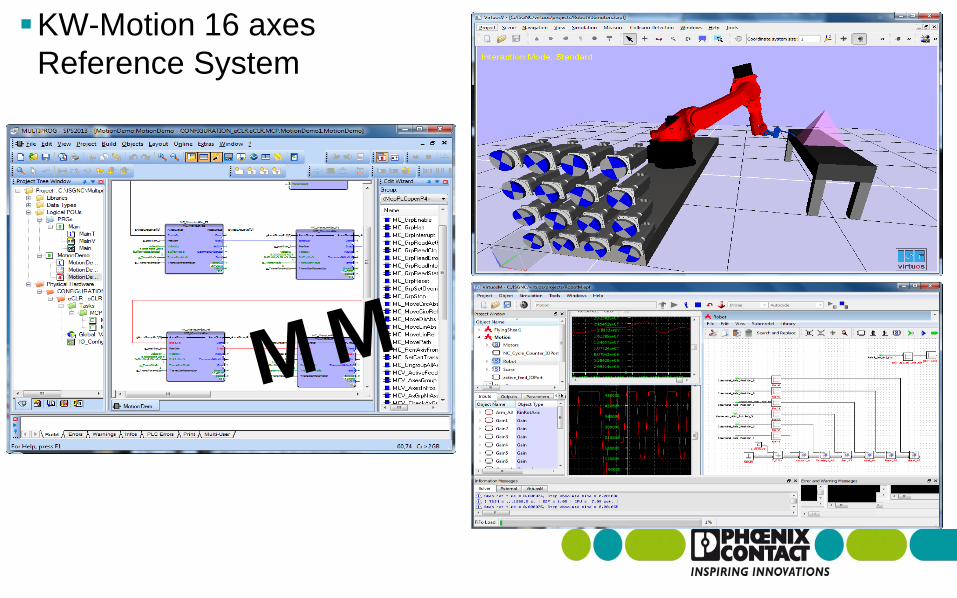
KW-Motion 16 axes
Reference System
MM现代制造
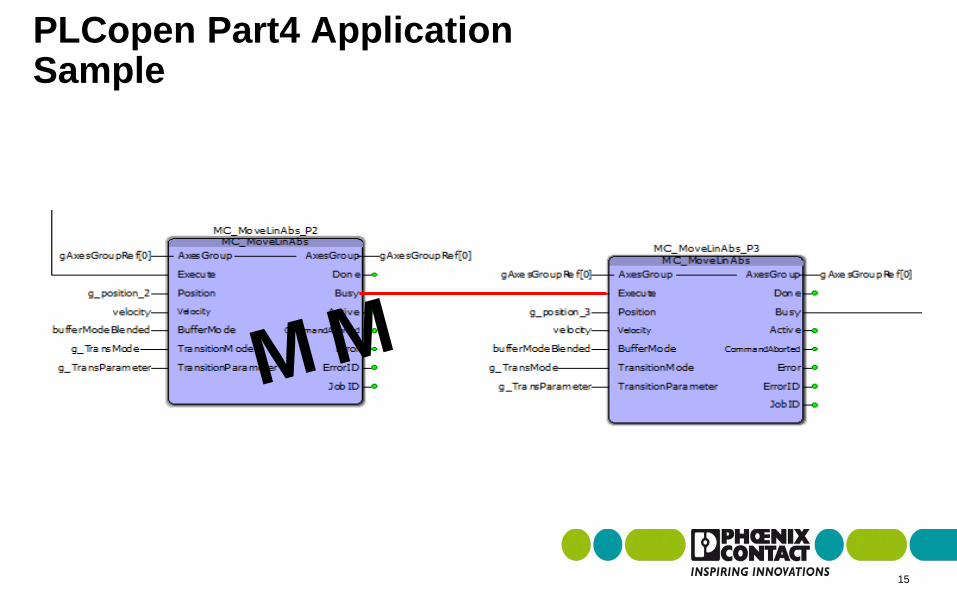
PLCopen Part4 Application Sample
15
MM现代制造
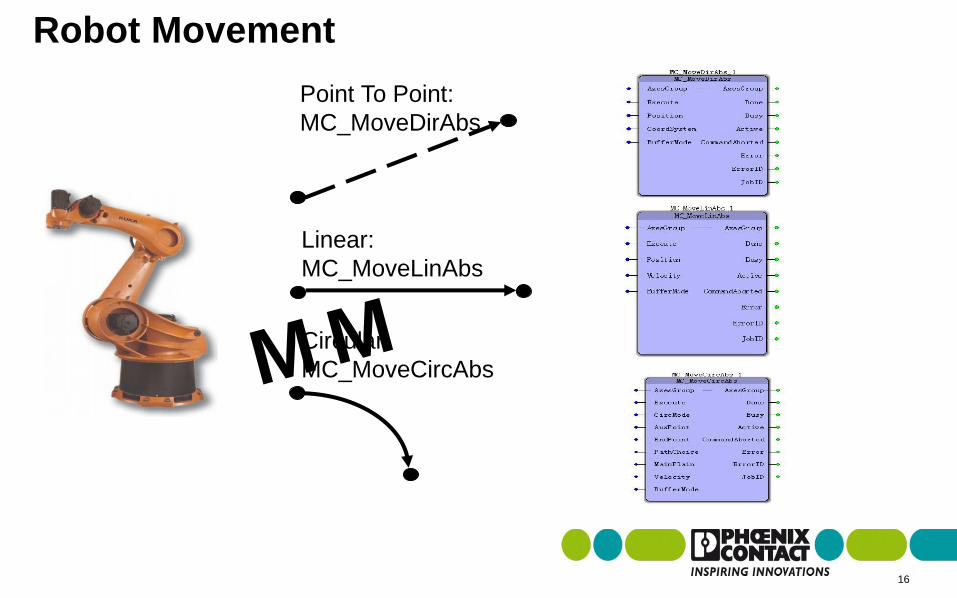
Robot Movement
16
Point To Point:
MC_MoveDirAbs
Linear:
MC_MoveLinAbs
Circular:
MC_MoveCircAbsMM现代制造
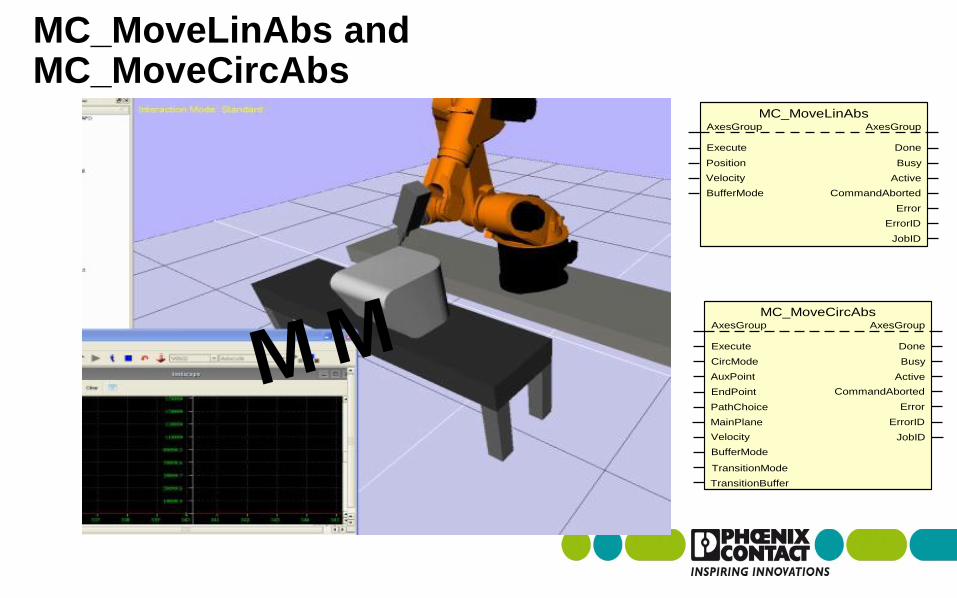
MC_MoveLinAbs and MC_MoveCircAbs
AxesGroup
Execute
AxesGroup
Done
MC_MoveLinAbs
Busy
Active
Position
Velocity
CommandAborted
Error
ErrorID
JobID
BufferMode
AxesGroup
Execute
AxesGroup
Done
MC_MoveCircAbs
Busy
Active
CircMode
AuxPoint
CommandAborted
Error
ErrorID
JobID
EndPoint
PathChoice
MainPlane
Velocity
BufferMode
TransitionMode
TransitionBuffer
MM现代制造
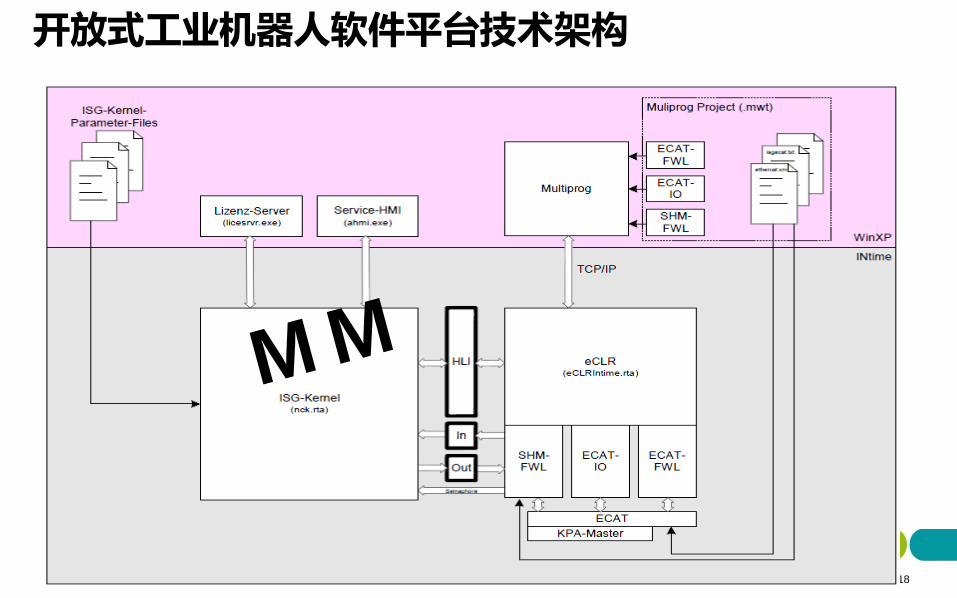
开放式工业机器人软件平台技术架构
18
MM现代制造
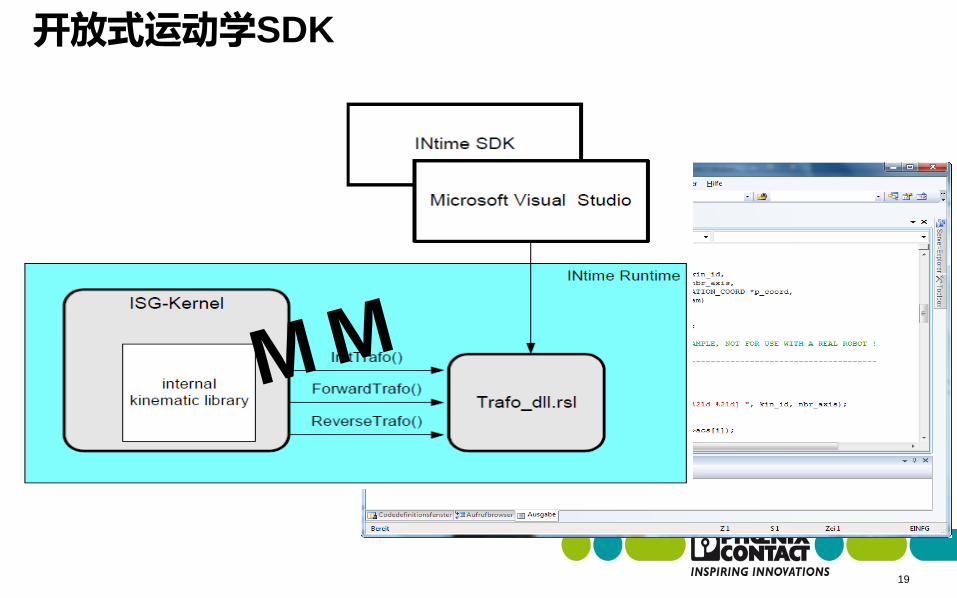
开放式运动学SDK
19
MM现代制造
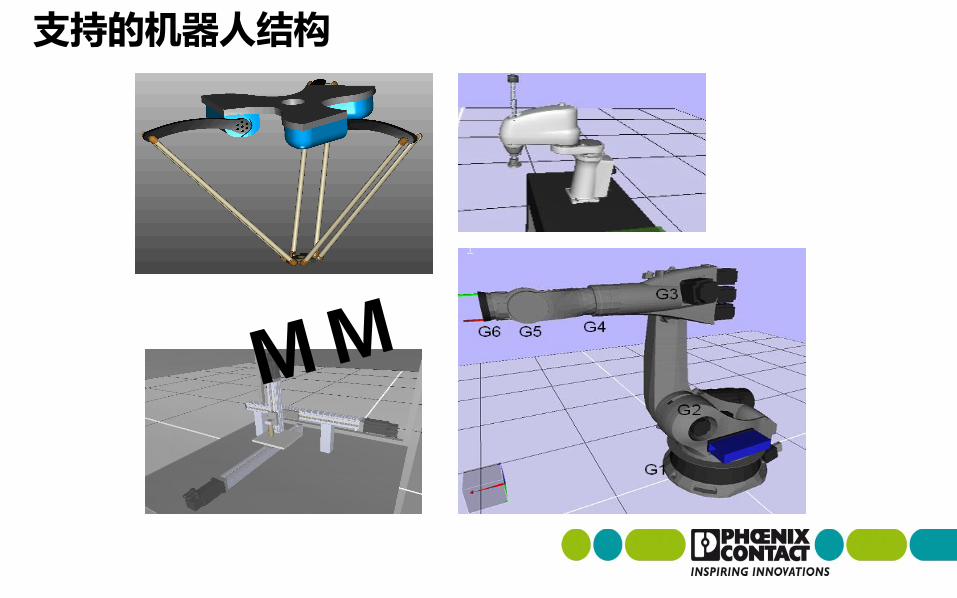
支持的机器人结构
MM现代制造
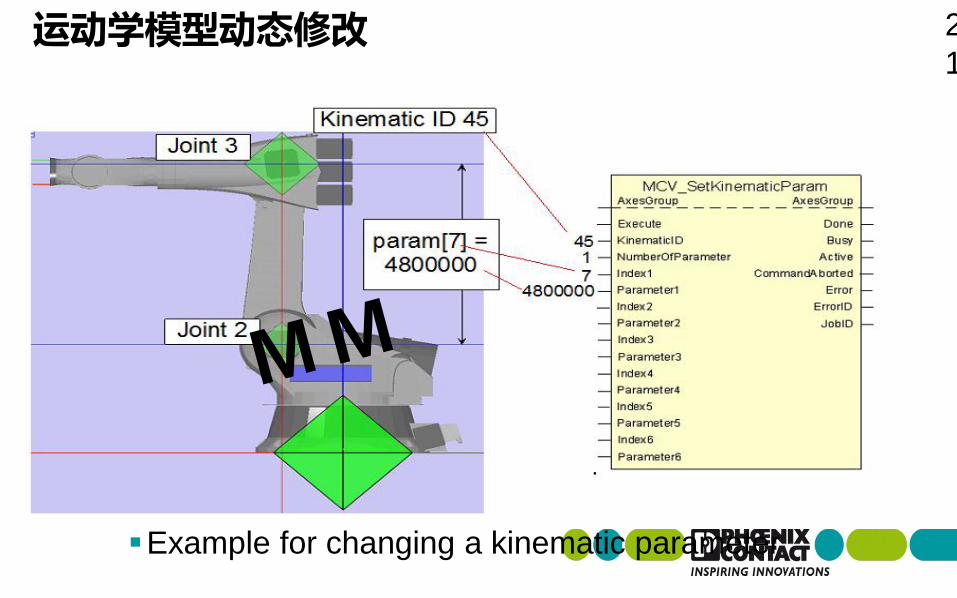
运动学模型动态修改
Example for changing a kinematic parameter
2
1
MM现代制造
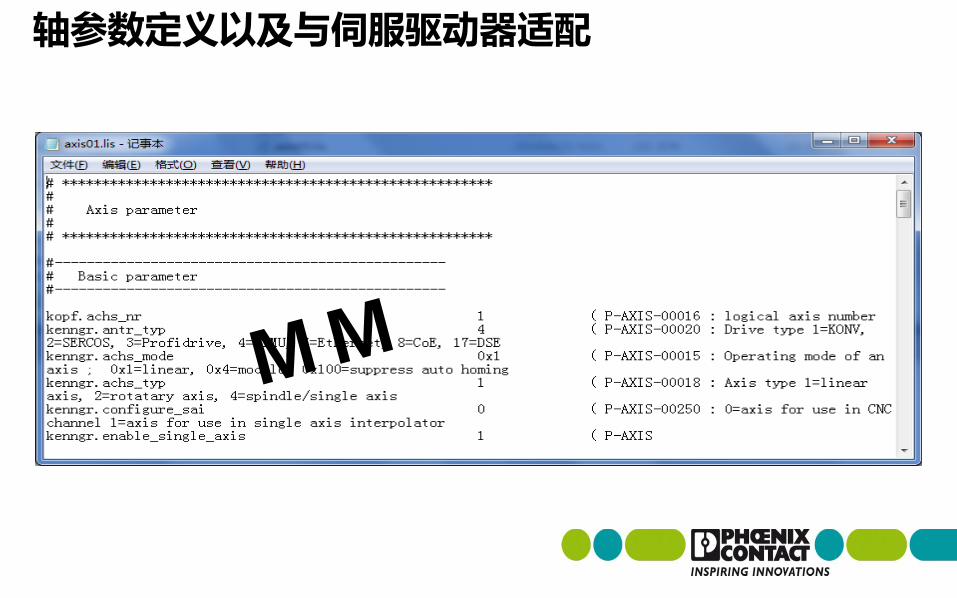
轴参数定义以及与伺服驱动器适配
MM现代制造
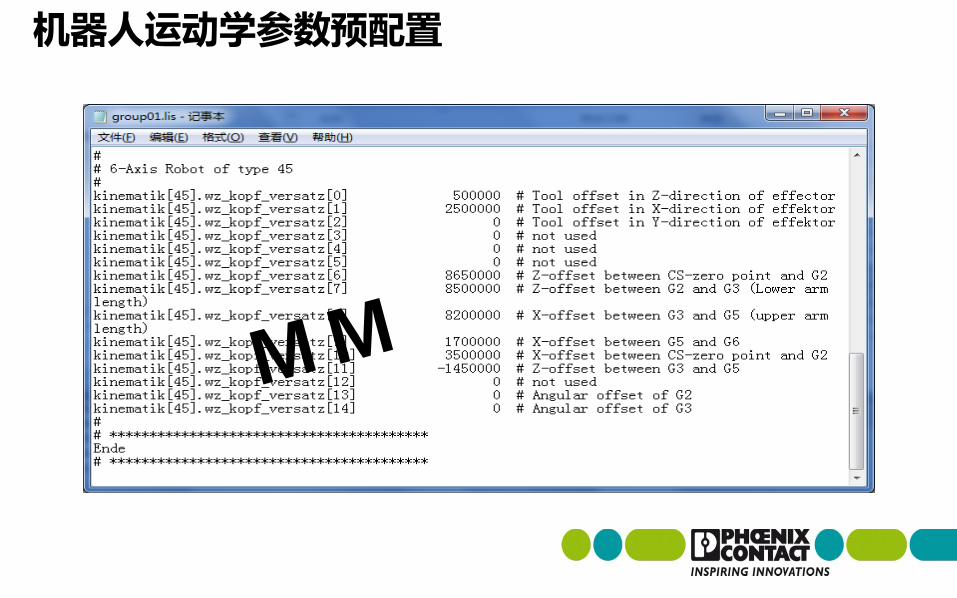
机器人运动学参数预配置
MM现代制造
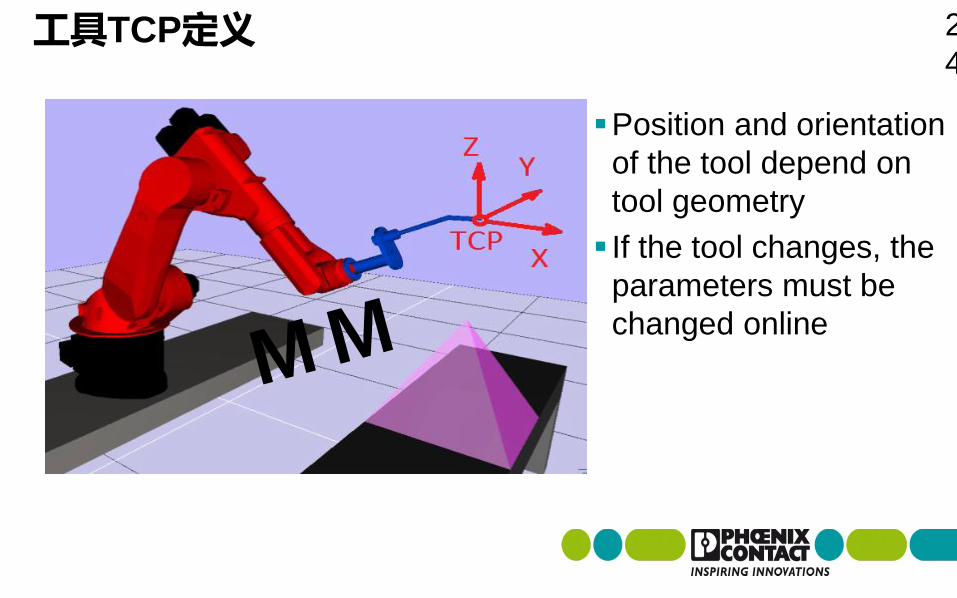
工具TCP定义
Position and orientation
of the tool depend on
tool geometry
If the tool changes, the
parameters must be
changed online
2
4
MM现代制造
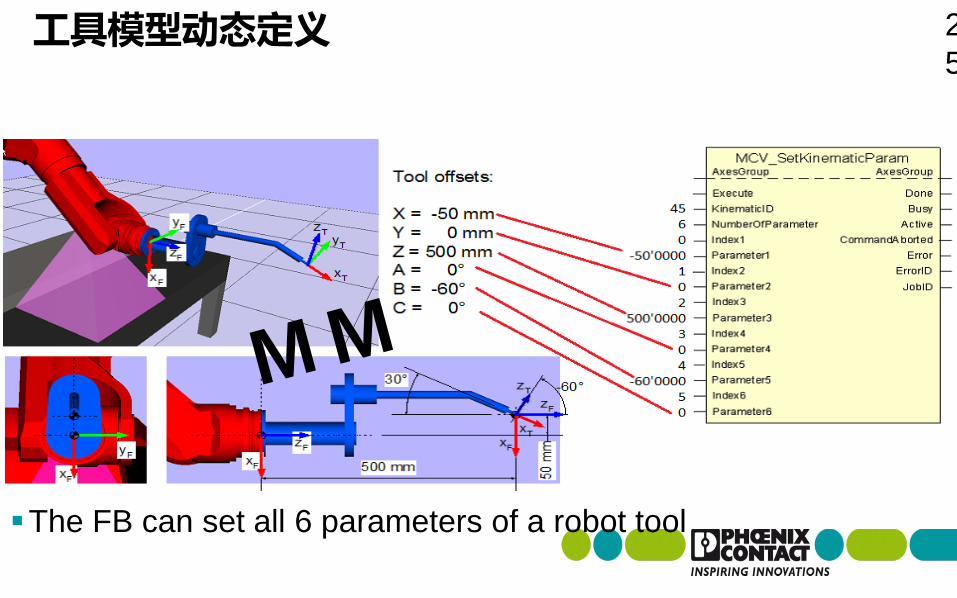
工具模型动态定义
The FB can set all 6 parameters of a robot tool
2
5
MM现代制造
系统扩展性总结
基于开放式PLC编程平台
可自行开发C/C++程序对示教器与I/O系统进行扩展
可自行开发C/C++程序对视觉系统进行扩展
符合PLCopen规范进行机器人控制
提供额外针对机器人的辅助功能模块
可以扩充机器人运动模型
可配置机器人轴为虚拟轴或者实际基于EtherCAT或者其他总线,脉冲类型的驱动器(默认方案提供基于EtherCAT解决方案)。
MM现代制造
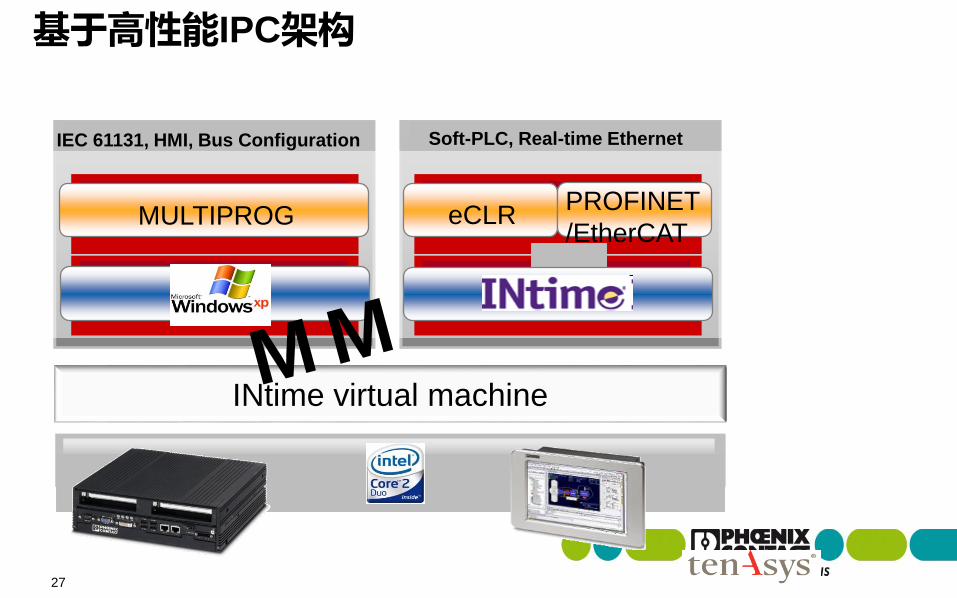
基于高性能IPC架构
27
MULTIPROG
Soft-PLC, Real-time EthernetIEC 61131, HMI, Bus Configuration
INtime virtual machine
eCLRPROFINET
/EtherCAT
MM现代制造
ISG Motion Technology
28
MM现代制造
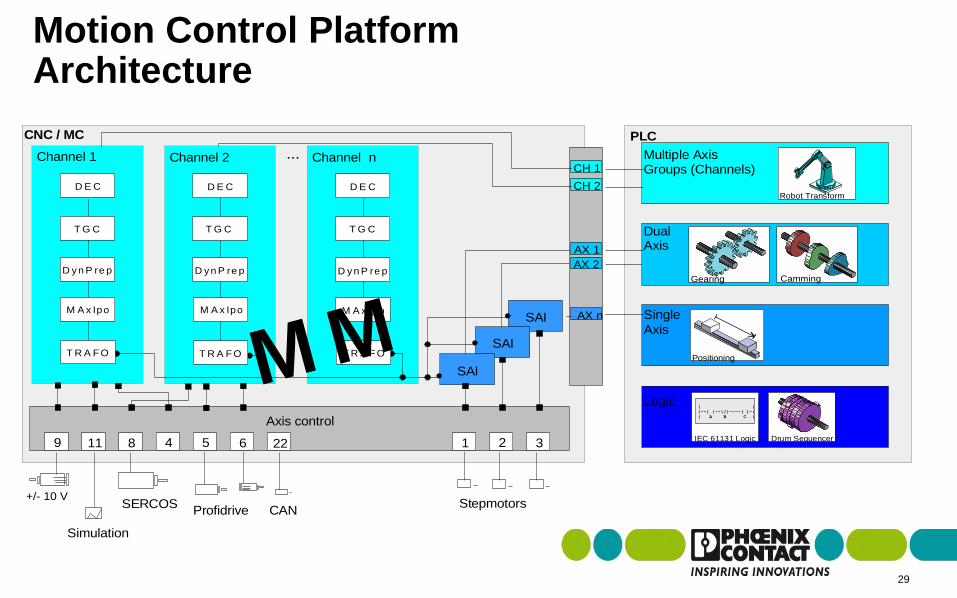
Motion Control Platform Architecture
29
Channel 1
D E C
Channel 2
D E C
Channel n
Axis control
SAI
SAI
SAI
+/- 10 V
311 14 5 6 229 8
Simulation
SERCOS StepmotorsProfidrive CAN
CNC / MC PLC
...
T G C
D y n P re p
D E C
2
AX 1
AX 2
AX n
CH 2
CH 1
| |
|--| |--|/|----( )-|
| A B C |
IEC 61131 Logic
Positioning
Gearing Camming
Drum Sequencer
Robot Transform
Logic
Single
Axis
DualAxis
Multiple AxisGroups (Channels)
M A x Ipo
T R A F O
M A x Ipo M A x Ipo
T R A F O T R A F O
T G CT G C
D yn P re p D yn P re p
MM现代制造
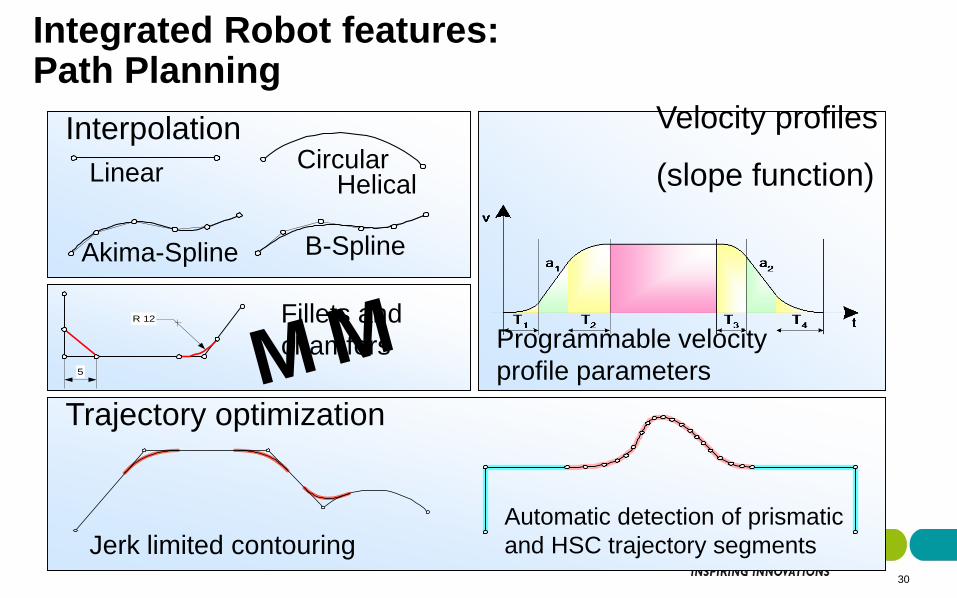
Integrated Robot features:Path Planning
30
Automatic detection of prismatic
and HSC trajectory segments
Trajectory optimization
Jerk limited contouring
Interpolation
LinearCircular
Akima-Spline B-Spline
Velocity profiles
(slope function)
Programmable velocity
profile parameters5
R 12 Fillets and
chamfers
Helical
MM现代制造
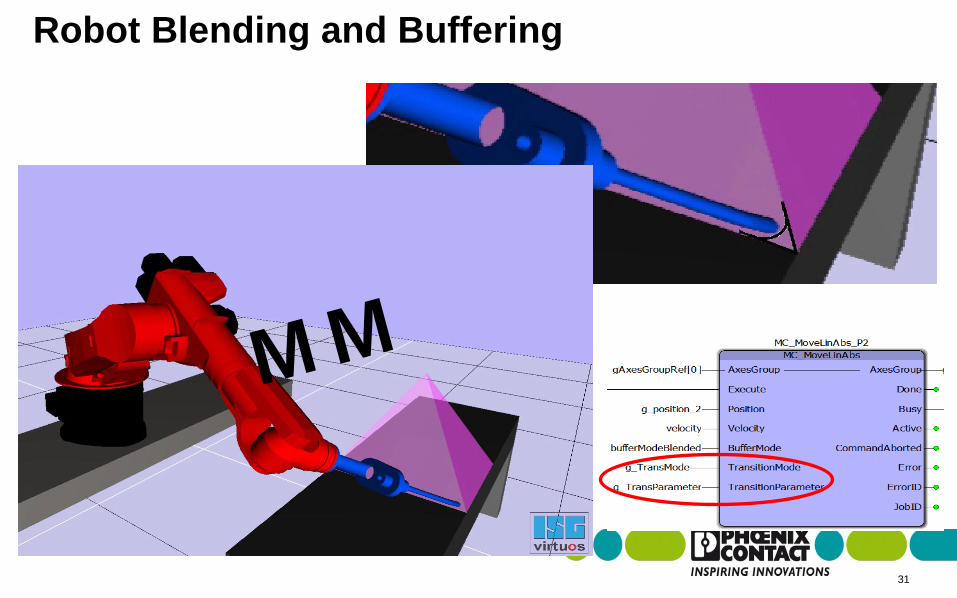
Robot Blending and Buffering
31
MM现代制造
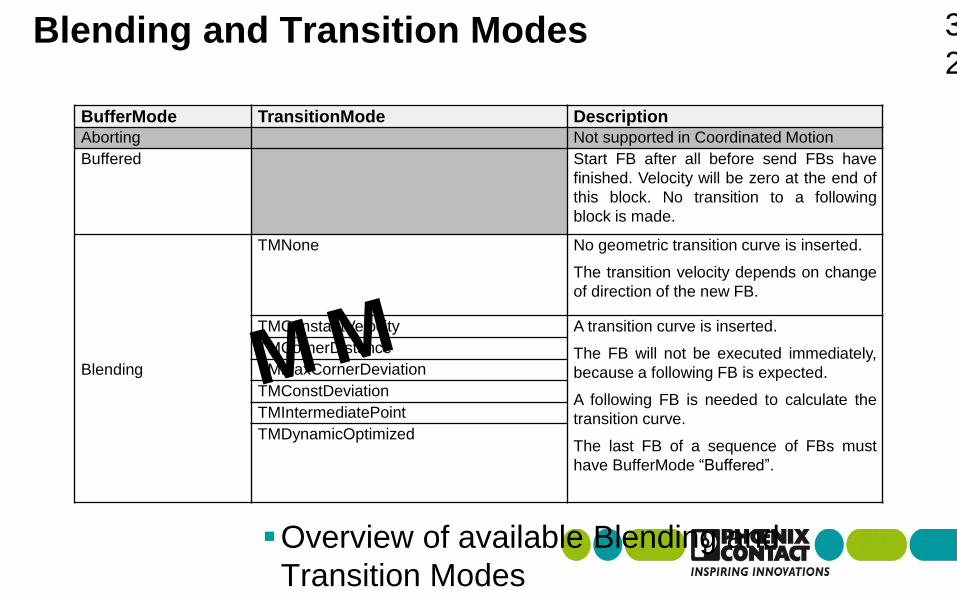
Blending and Transition Modes
Overview of available Blending and
Transition Modes
3
2
BufferMode TransitionMode Description
Aborting Not supported in Coordinated Motion
Buffered Start FB after all before send FBs have
finished. Velocity will be zero at the end of
this block. No transition to a following
block is made.
Blending
TMNone No geometric transition curve is inserted.
The transition velocity depends on change
of direction of the new FB.
TMConstantVelocity A transition curve is inserted.
The FB will not be executed immediately,
because a following FB is expected.
A following FB is needed to calculate the
transition curve.
The last FB of a sequence of FBs must
have BufferMode “Buffered”.
TMCornerDistance
TMMaxCornerDeviation
TMConstDeviation
TMIntermediatePoint
TMDynamicOptimized
MM现代制造
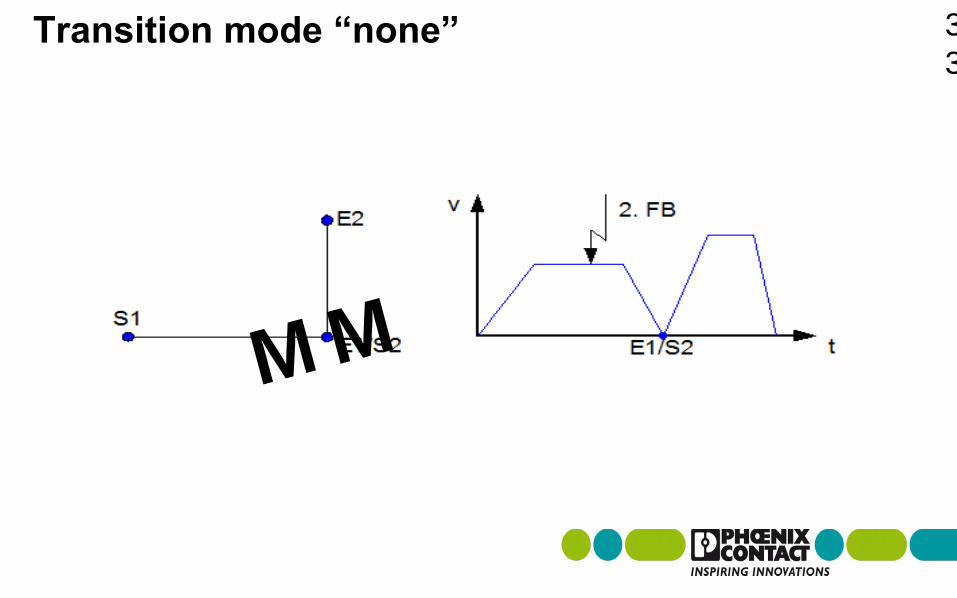
Transition mode “none” 3
3
MM现代制造
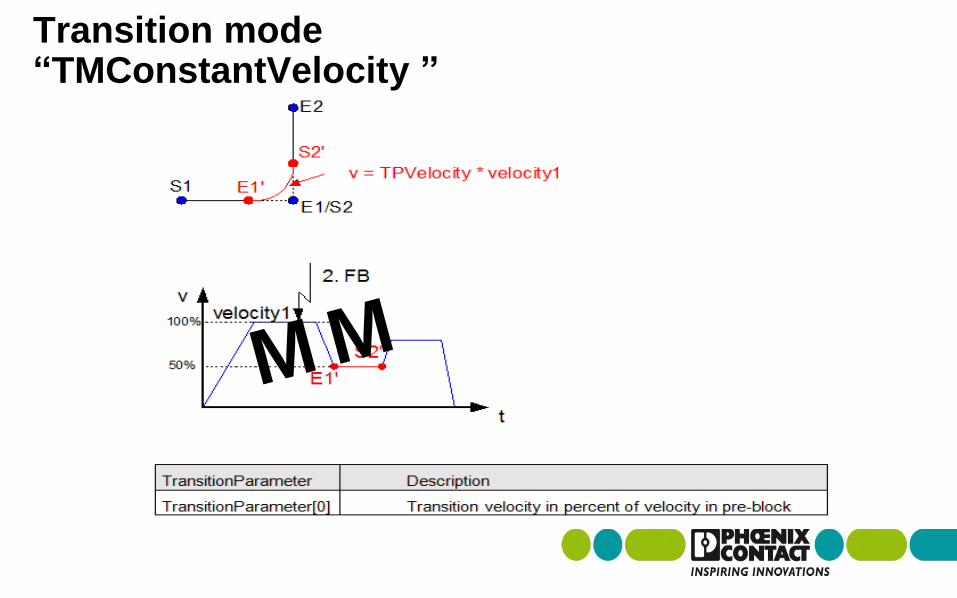
Transition mode “TMConstantVelocity ”
MM现代制造
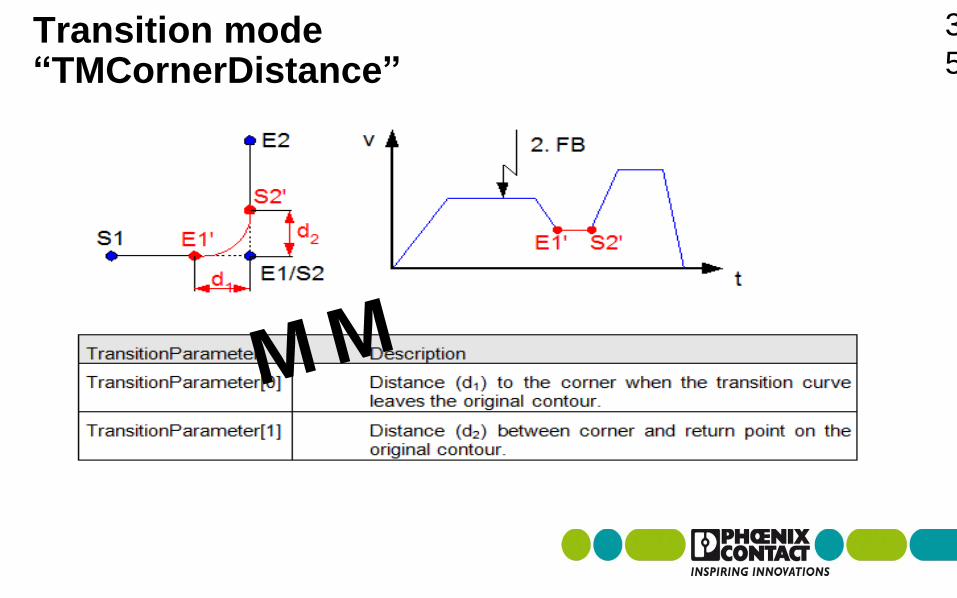
Transition mode “TMCornerDistance”
3
5
MM现代制造
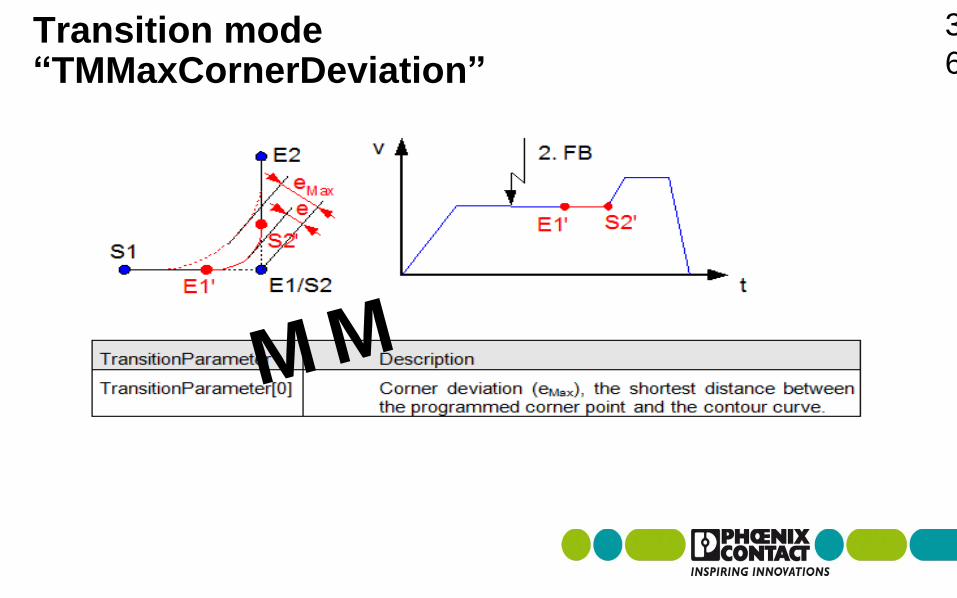
Transition mode “TMMaxCornerDeviation”
3
6
MM现代制造
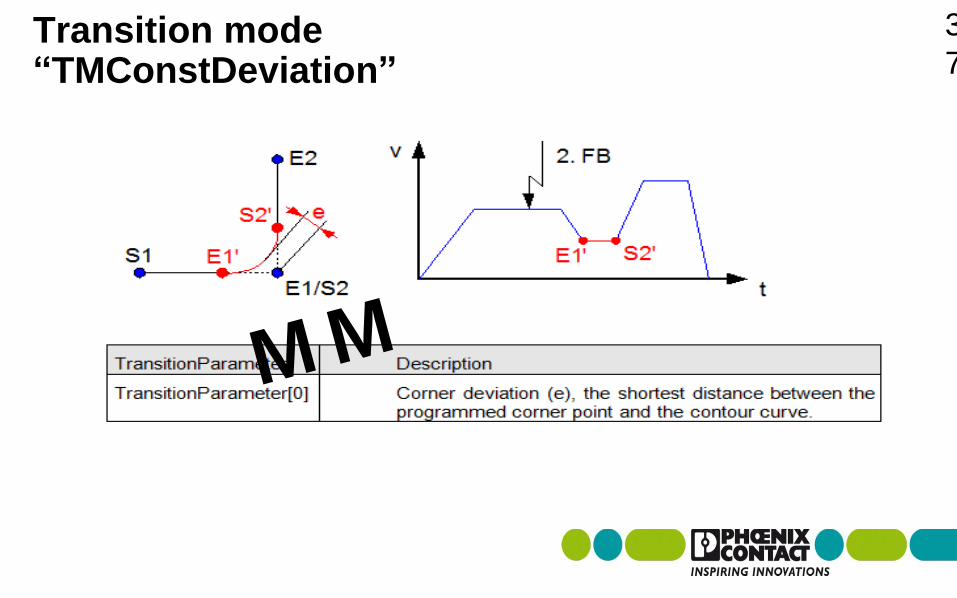
Transition mode “TMConstDeviation”
3
7
MM现代制造
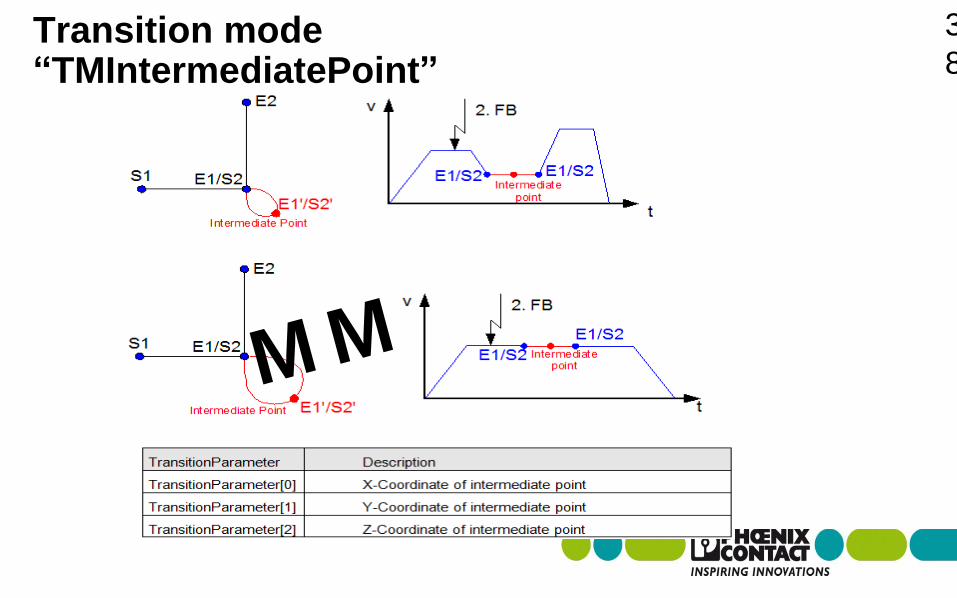
Transition mode “TMIntermediatePoint”
3
8
MM现代制造
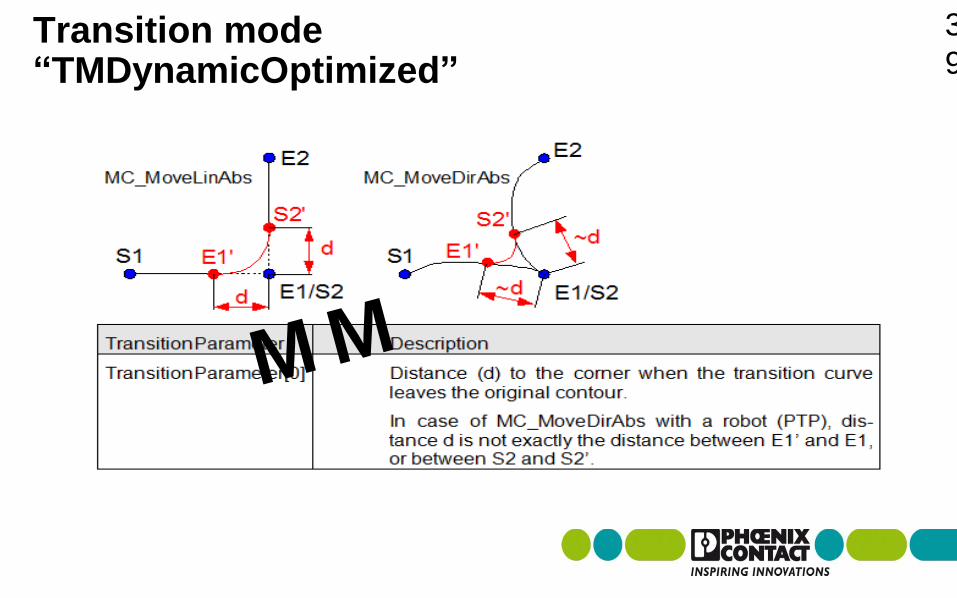
Transition mode “TMDynamicOptimized”
3
9
MM现代制造
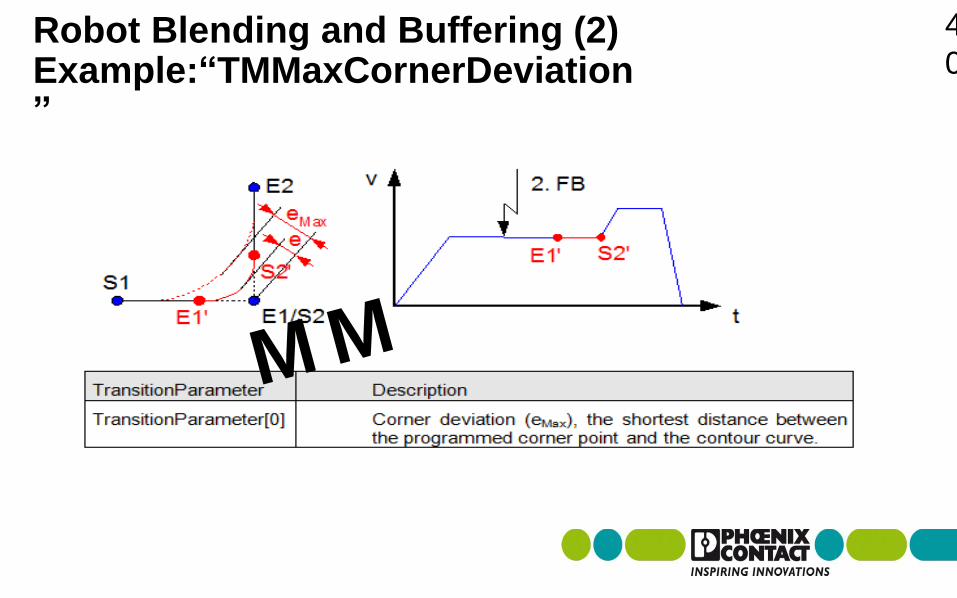
Robot Blending and Buffering (2) Example:“TMMaxCornerDeviation”
4
0
MM现代制造
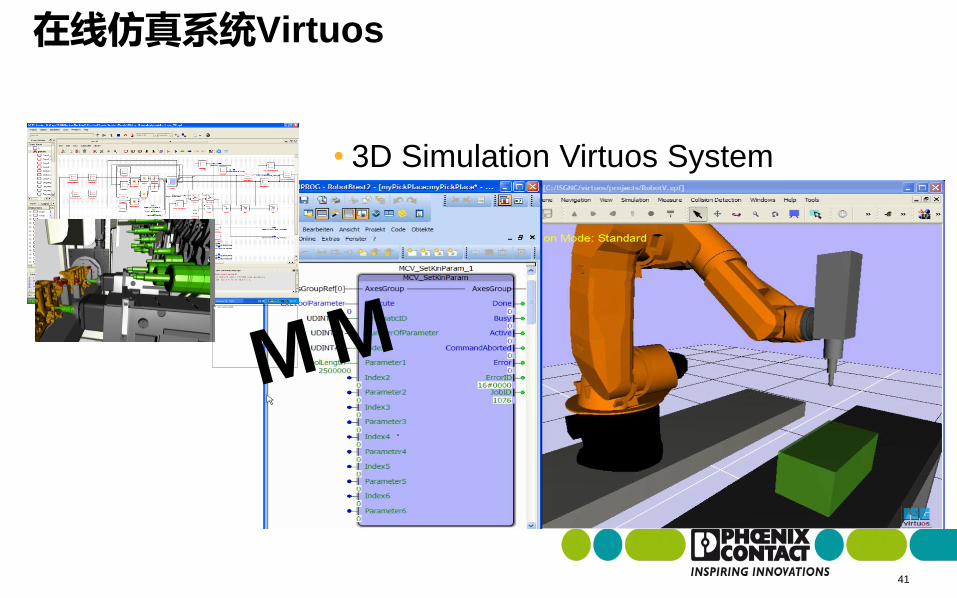
在线仿真系统Virtuos
41
• 3D Simulation Virtuos System
MM现代制造
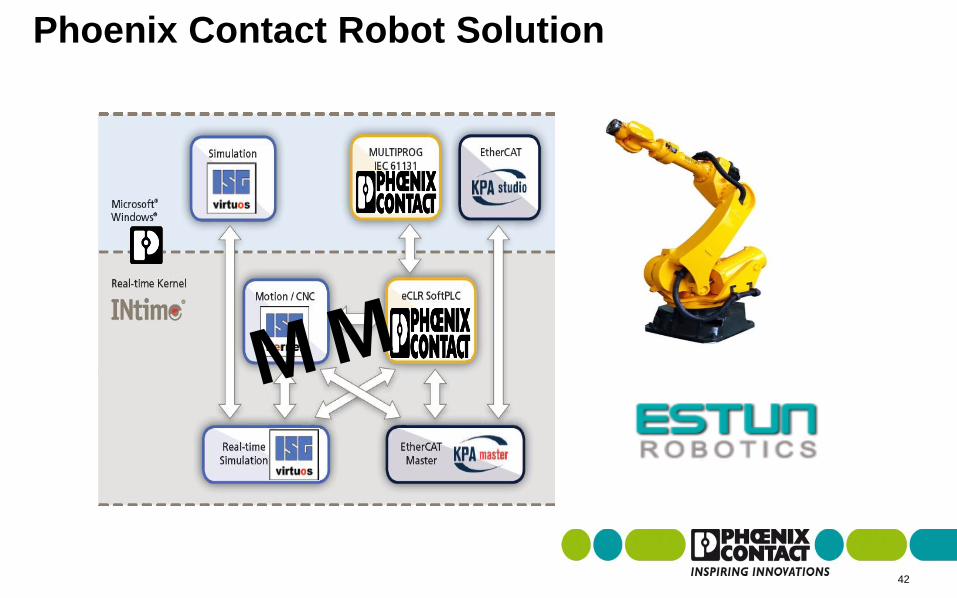
Phoenix Contact Robot Solution
42
实时操作系统: INtime
机器人算法内核: ISG 内核
实时以太网总线: EtherCAT主站
开放的PLC平台: MULTIPROG
MM现代制造

Thank You!
MM现代制造





























