Embed Size (px)
DESCRIPTION
Modeli Za Lijevanje
Citation preview
UNIVERZITET U BIHAĆU
TEHNIČKI FAKULTET
BIHAĆ
Odsjek: Mašinski
Predmet: Proizvodne tehnologije 1
SEMINARSKI RAD
Tema: MODELI ZA LIJEVANJE
Student : Profesor:
Baltid Hamdija 1192 mr. Sanel Gredelj
Bihad, 2016. godina
Sadržaj:
1. Uvod............................................................................................1
2. Postupci lijevanja...................................................................2
2.1. Centrifugalno lijevanje u kokilama.....................................2
2.2. Neprekidno lijevanje.........................................................2
2.3. Lijevanje u metalnim kalupima.......................................3
2.4. Lijevanje u pješčanim kalupima......................................3
3. Modeli za lijevanje.................................................................4
3.1. Konstrukcija modela......................................................4
3.2. Podijela.........................................................................6
3.2.1. Drveni modeli........................................................6
3.2.2. Modeli od gipsa.....................................................8
3.2.3. Modeli od viještačkih smola...................................9
3.2.4. Metalni modeli.....................................................10
3.2.5. Modeli za jednokratnu upotrebu...........................11
4. Literatura..............................................................................12
1
1. Uvod
Lijevanje je postupak obrade metala bez skidanja strugotine. Lijevarstvo predstavlja tehnologiju oblikovanja metalnih predmeta lijvanjem rastopljenog metala u urađene kalupe pomodu modela, da bi se tako, posle hlađenja dobio odljevak.
Lijevanje je veoma pogodan postupak izrade mašinskih dijelova čiji je oblik komplikovan sa unutrašnjim konturama i nepravilnim kanalima. Lijevanje se takođe koristi i za ekonomčniju izradu mašinskih delova i elemenata.
Savremena tehnologija i modernija oprema za lijevanje omogudava dobijanje odljevaka različitih dimenzija, tačnosti i kvaliteta površine, čime je potreba za naknadnom mehaničkom obradom sve manje prisutna.
Gotovo sve vrste metala i njihovih legura mogu da se oblikuju lijevanjem. Ipak, najširu primjenu imaju metali i njihove legure čije osobine i karakteristike odgovaraju procesu lijevanja. Najvažnije osobine metala i legura koje dolaze do izražaja pri lijevanju jesu stepen lijevkosti i promijena zapremine pri hlađenju. Naročito dobru lijevkost imaju sivo lijevano gvožđe, cink, kalaj, olovo, bakar kao i vedina legura obojenih metala.
2
2. Postupci lijevanja
2.1. Centrifugalno lijevanje u kokilama
Centrifugalno lijevanje (Centrifugal Foundry) je postupak kojim se liju rotaciona tijela korištenjem principa centrifugalne sile. Centrifugalna sila nastaje obrtanjem kokile, i tada dolazi do raspodijele rastopljenog metala po zidovima ulivne šupljine. To omogudava izradu šupljih rotacionih tijela čija je osa simetrije – osa rotacije. Za stvaranje centrifugalne sile koriste se kalupi koji se okredu ili oko svoje horizontalne ili oko svoje vertikalne ose.
Mašine kod kojih se kokile obrdu oko vertikalne ose služe za dobijanje manjih odlivaka kod kojih je visina manja od prečnika. Kod mašina kod kojih se kalup okrede duž svoje horizontalne ose, dobija se odlivak vede visine sa relativno malim prečnikom.
Centrifugalno lijvanje ima određene prednosti kao što su: nema potreba za jezgrima prilikom izrade šupljine u odlivku, utrošak materijala je smanjen na minimum, dobra struktura odlivka, dodaci za mehaničku doradu su minimalni i cijena odlivka je niža u odnosu na druga livenja što pospiješuje ekonomičniju potrošnju i povedanje produktivnosti.
2.2. Neprekidno (kontinuirano) livenje
Pri postupku neprekidnog lijvanje rastopljeni metal se neprekidno i ravnomerno uliva iz lonca u metalni kalup koji je sa jedne strane hlađen vodom. Rastopljeni metal se u obliku očvrslog metalnog proizvoda izvlači sa druge strane kalupa. Ovaj postupak obezbjeđuje izradu odlivaka različitih oblika. U metalurgiji a naručito pri proizvodnji valjkastog proizvoda korišdenjem ovog postupka postiže se velika ušteda materijala i vremena.Neprekidno livenje se u praksi naziva i kontinualno ili kont-livenje.
U metalurgiji i liijevarstvu postupak neprekidnog lijevanja se sve više primjenjuje. Neprekidnim liijevanjem može se ostvariti veda produktivnost i veda ekonomičnost u poređenju sa drugim postupcima lijevanja.
3
2.3. Lijevanje u metalnim kalupima
Gravitaciono lijevanje u kokile (ulijevanje u metalne kalupe) ima veoma široku primjenu u izradi aluminijumskih odlivaka. Odlijevci lijevani gravitaciono primjenjuju se u svim granama mašinstva (motori sa unutrašnjim sagorijevanjem, gasna tehnika, brodogradnja itd.). U odnosu na druge postupke lijevanja imaju određene prednosti, te veoma su rasprostranjeni.
U poređenju sa lijevanjem u piješčane kalupe lijevanje u kokile ima sljedede prednosti:
- Tačnost dimenzija i oblika je veda, kao i kvalitet površine (manji dodaci za obradu),
- Ekonomičnija proizvodnja
- Bolje mehaničke osobine materijala - (sitnozrnasta bez šupljina od uključenih gasova)
- Metalne kokile mogu izdržati i do 100.000 ulijevanja, pješčani kalupi se koriste za jednokratnu upotrebu
2.4. Lijevanje u piješčanim kalupima
Za izradu kalupa potrebni su modeli koji se izrađuju u modelarnici najčešde od drveta i metala. Na pločama za kalupovanje se postave odgovarajudi modeli, koji se zapraše prahom koji se zove likapodijum. Zaprašivanje se vrši da se vlažan pijesak ne bi zalijepio za model. Zatim se kalupna miješavina ručnim nabijačima ili pomodu kaluparskih mašina sabija u metalne okvire tzv. kalupnike. Nakon sabijanja pijeska obezbede se kanali za odvođenje gasova iz kalupa (zvani odušci) koji mogu da prouzrokuju poroznost odlivaka i samim tim ga učine neupotrebljivim. Tako sabijen jedan dio kalupa se okrede, na njega se postavlja drugi dio ili dijelovi modela, ulivni sistemi, sistemi za prikupljanje šljake i sistemi za hranjenje odlivaka koji obezbijeđuju dotok tečnog metala prilikom hlađenja odlijevaka. Slededa operacija je sabijanje peska u gornjem delu kalupa. Kada se i ova oprecija završi kalupi se rastave i iz njih izvade modeli. Ako odlivak ima i neku unutrašnju šupljinu u kalup se ulaže jedno ili više prethodno pripremljenih jezgara.
Pri nalijevanju rastopljenog metala kalup se mora potpuno sklopiti, tako da obrazuje čvrsto nalijeganje. Tada se kroz čašu i kanale ulijevnog sistema liv ulijeva u ulivnu šupljinu kalupa.
4
3. Modeli za lijevanje
3.1. Konstrukcija modela
Prije nego li počne proces lijevanja potrebno je napraviti model bez kojeg je
lijevanje u piješčane kalupe nemogude.
Model, s kojim se oblikuje kalupna šupljina, izrađuje se na temelju nacrta
radnog komada koji je potrebno dobiti.
Pri konstrukciji modela treba imati na umu:
1. Skupljanje odljevka pri hlađenju – dodatak za sakupljanje,
2. Deformaciju odljevka pri hlađenju – korekcija za deformaciju,
3. Dodatnu obradu odljevka postupcima odvajanja strugotine – dodatak za
obradu,
4. Vađenje modela iz kalupa:
Pogodna ravnina dijeljenja i
Zakošenje površina okomitih na ravninu dijeljenja.
Prema tome, ne može se u izradi kalupnika koristiti original umjesto modela.
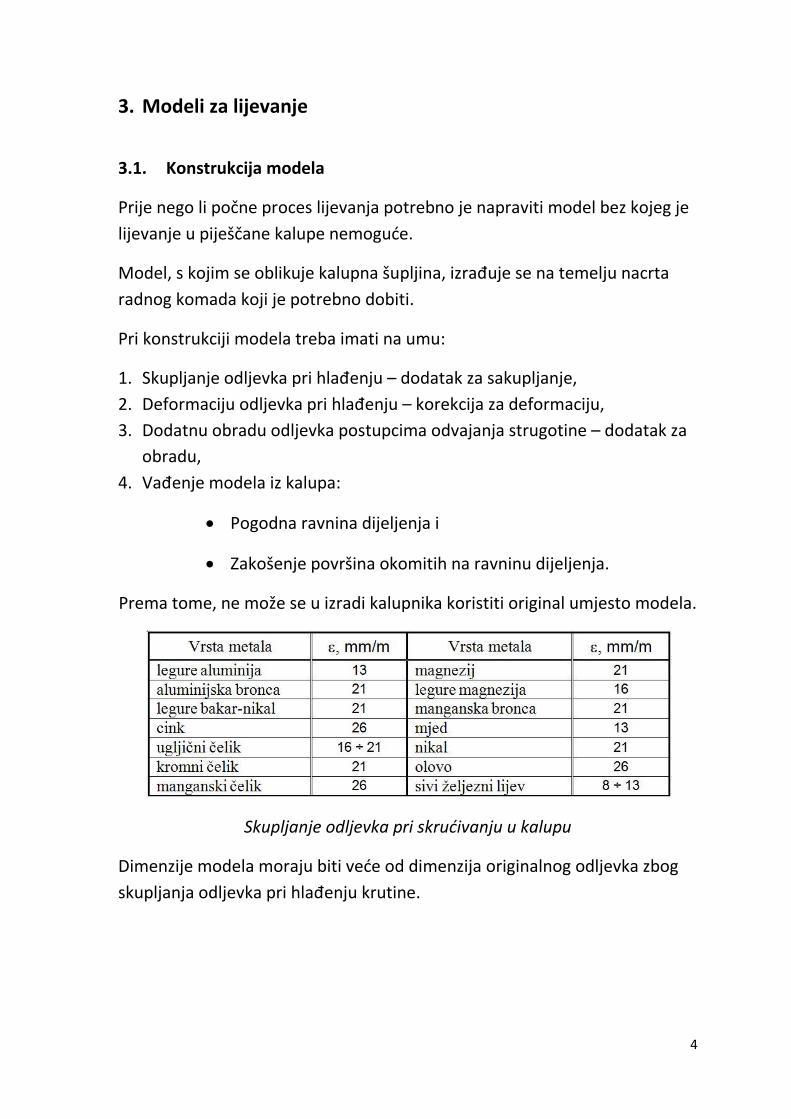
Skupljanje odljevka pri skrućivanju u kalupu
Dimenzije modela moraju biti vede od dimenzija originalnog odljevka zbog
skupljanja odljevka pri hlađenju krutine.
5
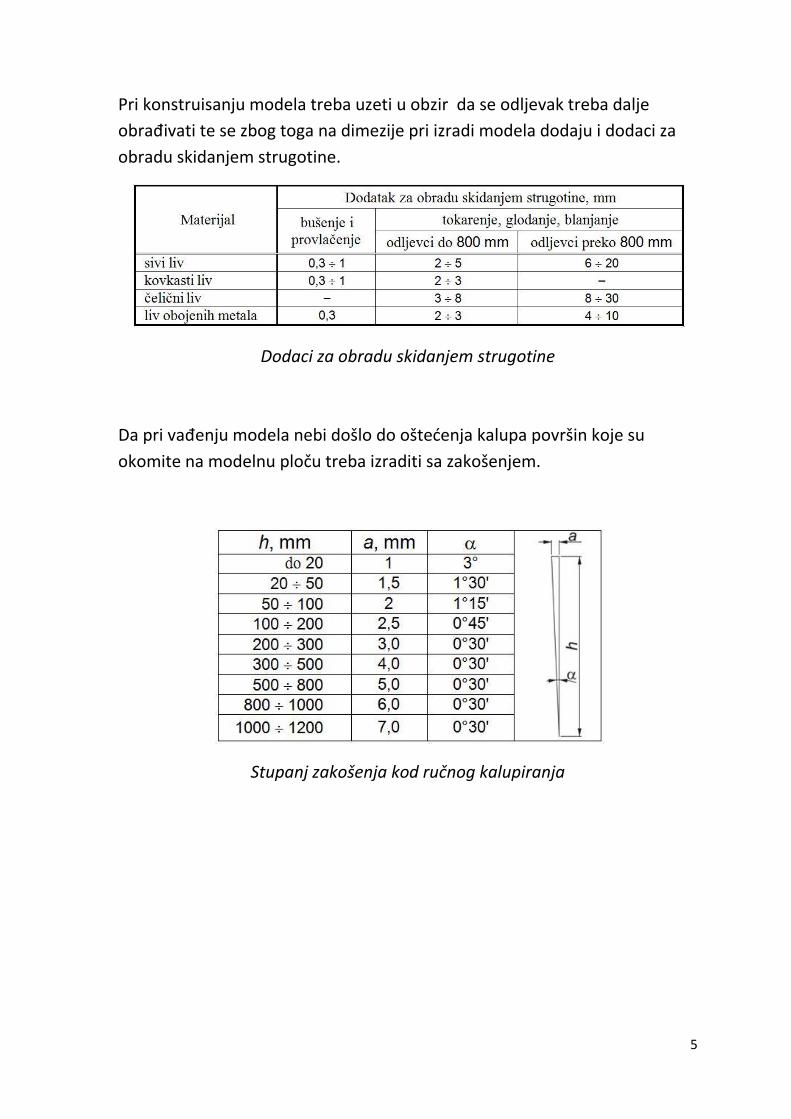
Pri konstruisanju modela treba uzeti u obzir da se odljevak treba dalje
obrađivati te se zbog toga na dimezije pri izradi modela dodaju i dodaci za
obradu skidanjem strugotine.
Dodaci za obradu skidanjem strugotine
Da pri vađenju modela nebi došlo do oštedenja kalupa površin koje su
okomite na modelnu ploču treba izraditi sa zakošenjem.
Stupanj zakošenja kod ručnog kalupiranja
6
3.2. Podijela
Za izradu modela modela najčešde korišteni materijali su:
Drvo
Metal
Rijeđe od gipsa i cjementa
U novije vrijeme od vještačkih smola
Za jednokratnu upotrebu
- Drveni modeli
Najčešde se za izradu modela koristi drvo koje se lako i brzo obrađuje. Sa
jednim drvenim modelom se pri ručnom kalupljenju može izraditi i oko 100
kalupa, a pri strojnom kalupljenju i do 1000 kalupa.
Izrađuju se od:
- mekanih vrsta drveta : bor, jela, lipa,
- tvrdih vrsta drveta : javor, bukva, jasen, orah
Najkvalitetnije drvo za izradu modela je lipa. Ako odlijevak ima unutrašnju
šupljinu, koriste se jezgrenici za izradu jezgara. U odjeljenu za kalupovanje
livnice, pomodu modela i jezgrenika izrađuju se kalup i jezgro koje je uglavnom
od pijeska određene vrste i kvaliteta, uz još neki dodatak.
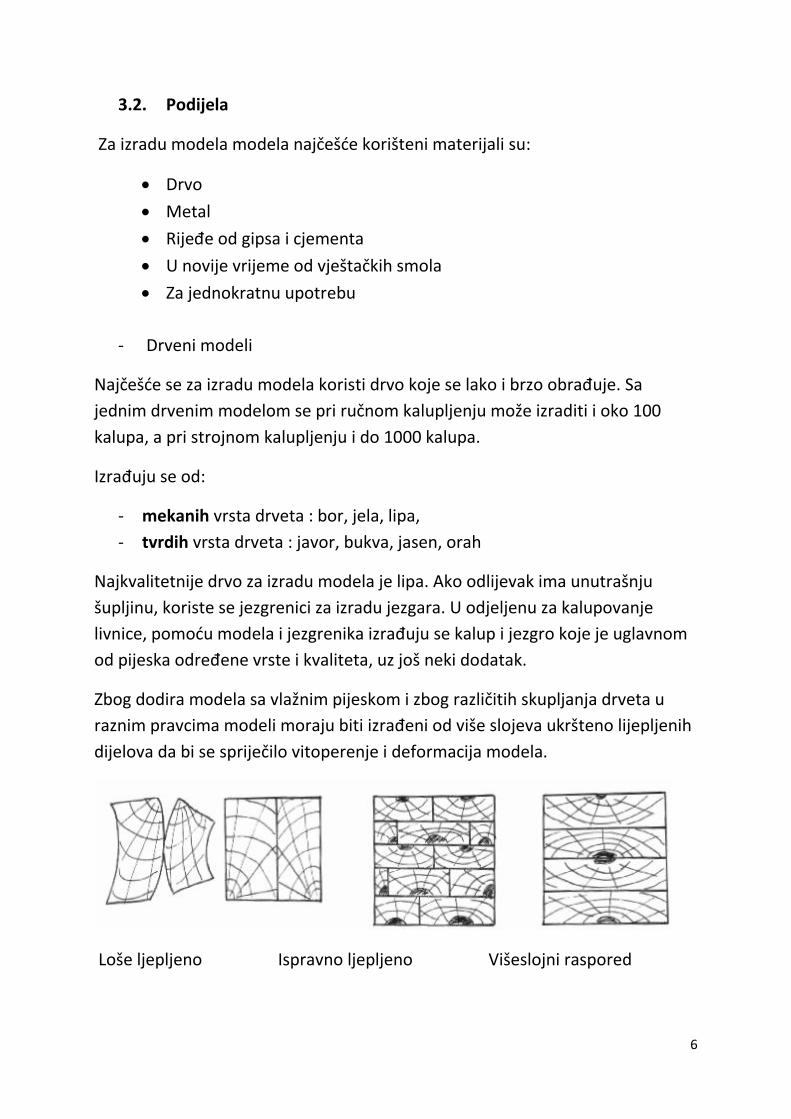
Zbog dodira modela sa vlažnim pijeskom i zbog različitih skupljanja drveta u
raznim pravcima modeli moraju biti izrađeni od više slojeva ukršteno lijepljenih
dijelova da bi se spriječilo vitoperenje i deformacija modela.
Loše ljepljeno Ispravno ljepljeno Višeslojni raspored
7
Gotovi modeli se obavezno zaštiduju premazima i prefarbaju se bojama, boja
modela označava ujedno i vrstu legure za koje je model konstruisan i izrađen.
- crvena - za sivi liv,
- ljubičasta - nodularni liv.
- siva - temper liv,
- plava - čelični liv,
- zelena - laki obojeni metali (Al, Zn, Mg),
- žuta - teški obojeni metali (Cu),
- crna - oslonci za jezgra (maske).
Za izradu modela osim dasaka od drveta veoma često se koristi i šper ploča u
raznim debljinama 3 ÷ 30mm. Veoma opteredeni i složeni delovi drvenih
modela mogu biti obloženi limom ili izraženi u vidu metalnih uložaka.
8
- Modeli od gipsa
Modeli od gipsa ili cijementa primenjuju se pri mašinskom kalupovanju za
izradu manjeg broja jednostavnih kalupa. Gips (hidratirani kalcium sulfat
CaSO4⋅2H2O)se miješa sa vodom 1:1, livljivost ove miješavine je 2÷3 minute,
za produženje livljivosti dodaje se 5÷10% gašenog kreča. Tako pripremljena
miješavina se stvrdnjava nakon 10÷20 minuta, a potpuno nakon 7÷10 sati,
očvršdeni modeli se čiste i lakiraju se.
Modeli mogu biti izrađeni i od cijementa. Cijement se miješa sa kvarcnim
pijeskom 1:1 do 1: 2.5. Zidovi modela treba da su min. 40÷60mm. Cijement se
veže nakon 6÷21 dana. Gotovi modeli se posle posipaju sa čistim cijementom,
poliraju se, suše i lakiraju.
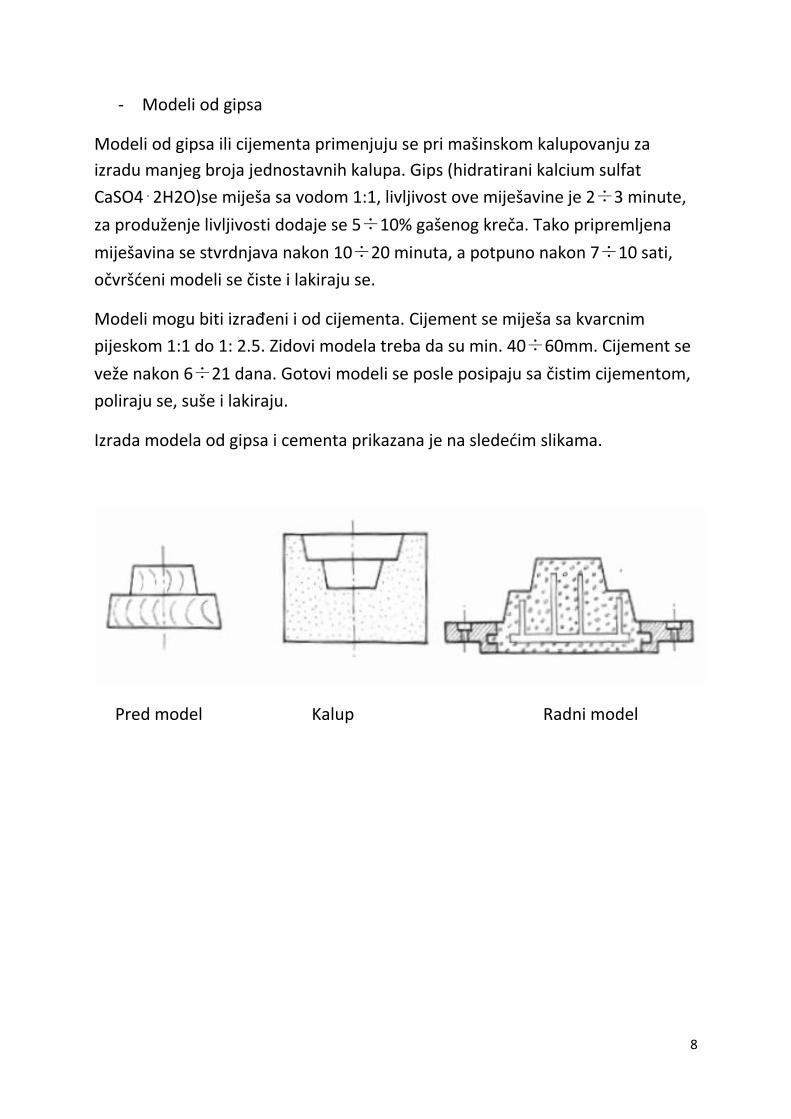
Izrada modela od gipsa i cementa prikazana je na slededim slikama.
Pred model Kalup Radni model
9
- Modeli od viještačkih smola
Modeli od vijštačkih smola su veoma lagani i otporni prema trošenju, a i njihova relativno jednostavna izrada u novije vreme je veoma proširila njihovu primjenu. Za izradu modela upotrebljavalju se razne epoksidne smole i miješavina ovih smola sa raznim plastifikatorima, punilima, bojama i očvršdivačima. Za ojačanje se koristi staklena vlakna. Osobine epoksidne plastične mase ARALDIT (firme CIBA-GEIGY) - očvršdava (polimerizuje se) na sobnoj temperaturi, - neznatno je skupljanje (0.2÷0.3%) pri očvršdavanju što omoguduje veliku tačnostvreprodukcije dimenzija, - zbog dobrih adhezijskih svojstava lako se vežu za vedinu materijala (metal, drvo, plast. mase), - nakon miješanja sa očvršdivačem masa ostaje u tekudem stanju još 1÷2 sata i mogu se za to vrijeme izvršiti sve potrebne radnje vezane za izradu negativa ili modela, - lako se miješa sa raznim punilima (radi pojeftinjenja i usmeravanja mehaničkih osobina), - postojani prema vlazi i uljima, na metale nemaju korozijskog uticaja, - temperaturna izdržljivost modela do 120°C, - može se mehanički obraditi glodanjem, struganjem, brušenjem, - postojanost modela od epoksidnih smola je prosiječno do 20000 kalupovanja,
pa i više.
10
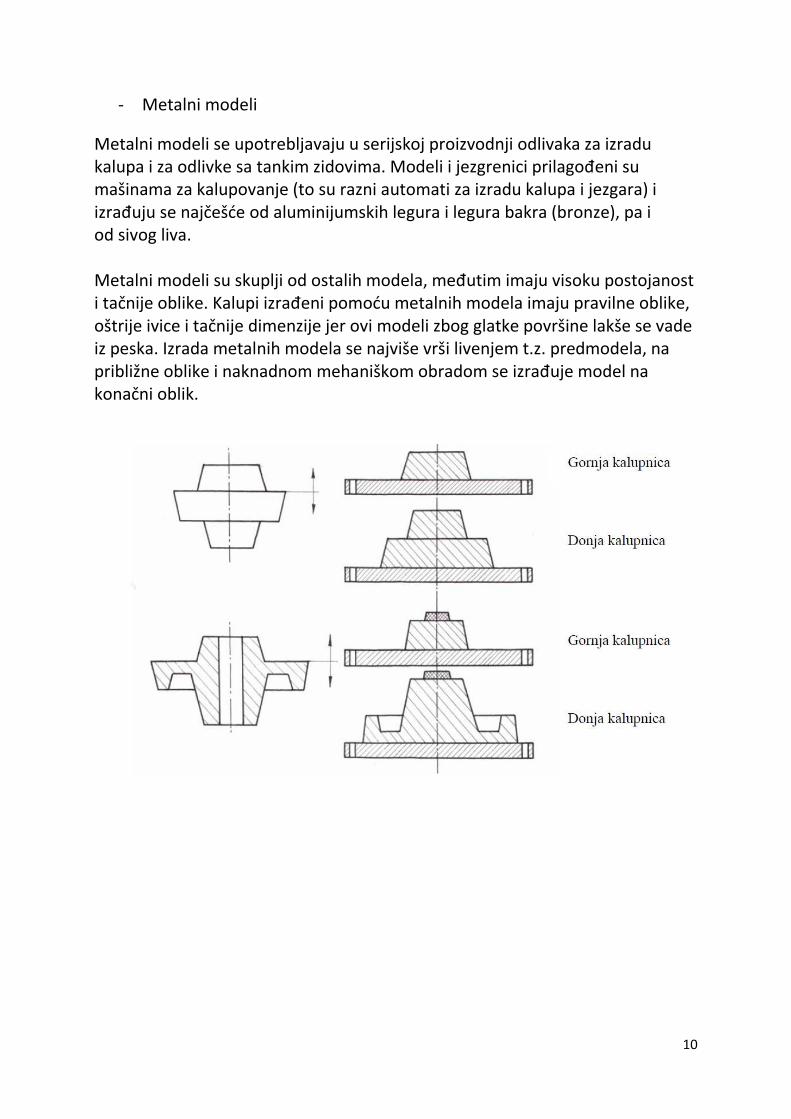
- Metalni modeli
Metalni modeli se upotrebljavaju u serijskoj proizvodnji odlivaka za izradu kalupa i za odlivke sa tankim zidovima. Modeli i jezgrenici prilagođeni su mašinama za kalupovanje (to su razni automati za izradu kalupa i jezgara) i izrađuju se najčešde od aluminijumskih legura i legura bakra (bronze), pa i od sivog liva. Metalni modeli su skuplji od ostalih modela, međutim imaju visoku postojanost i tačnije oblike. Kalupi izrađeni pomodu metalnih modela imaju pravilne oblike, oštrije ivice i tačnije dimenzije jer ovi modeli zbog glatke površine lakše se vade iz peska. Izrada metalnih modela se najviše vrši livenjem t.z. predmodela, na približne oblike i naknadnom mehaniškom obradom se izrađuje model na konačni oblik.
11
- Modeli za jednokratnu upotrebu
Ovi modeli su ili isparljivi ili su lako topljivi, u poslednje vrijeme često se primenjuju isparljivi modeli izrađeni od sunđerastog polistirola. U dodiru sa rastopljenim metalom polistirol se brzo istopi i ispari, a njegove pare u dodiru sa vazduhom se zapale. Izrada kalupa primenom lakotopljivih materijala je bilo poznato još u starom Egiptu gde su ih koristili za izradu umijetničkih odlivaka, ovakav postupak se primjenjuje u zadnje vreme za izradu preciznih odlivaka - postupkom preciznog lijevanja. Za izradu topljivih modela služe smijese voska i smole koje se rastapaju ili izgore bez ostatka pepela (parafin, stearin, pčelinji vosak, sintetička smola).
Prema konstrukciji modeli mogu se podijeliti:
- jednostavne modele
- modeli sa jezgrenicima
- modelne ploče
Jednostavi modeli - Služe za izradu kalupa za pune, kompaktne odlivke
jednostavnih oblika (npr. ploče, štapovi, prstenovi). Ovi modeli su po obliku
slični odlivcima, jedino su dimenzije povedane za veličinu skupljanja i
veličinu zakošenja površina.
Modeli sa jezgrenicima se upotrebljavaju za izradu kalupa za odlivke sa
šupljinama. Ovi modeli ne liče sasvim na odlivke jer se na njima nalaze
oslonci za jezgra.
Modelne ploče - služe za serijsku proizvodnju kalupa za mašinsko
kalupovanje. Na ovim pločama su montirani modeli sa ulivnim sistemom.
Pri izradi modela obavezno treba se pridržavati tehnološkoj razradi crteža
odlivaka.

12
4. Literatura
1. Cukor G; Proizvodne tehnologije; Sveučilište u Rijeci; Tehnički fakultet
2008
2. Neotehnika.co.rs; Livenje obojenih metala
3. Dr. Zoran Anišid; Tehnologija livenja; Viša tehnička škola Subotica 2003