Embed Size (px)
Citation preview
Modeling Mass Transfer Performance of Packings
Di Song
Gary Rochelle & Frank Seibert
University of Texas at Austin
Contents
Introduction
Model of ae
Model of kL
Model of kG
Conclusions
2
• Mass transfer & Packings
• Why is µL important
• Methods & SRP database
• Scale-up: secondary area
• Effect of µL
• Scale up: packing height
• Effect of µL
• Significance of this work
• Recommendations
Introduction
3
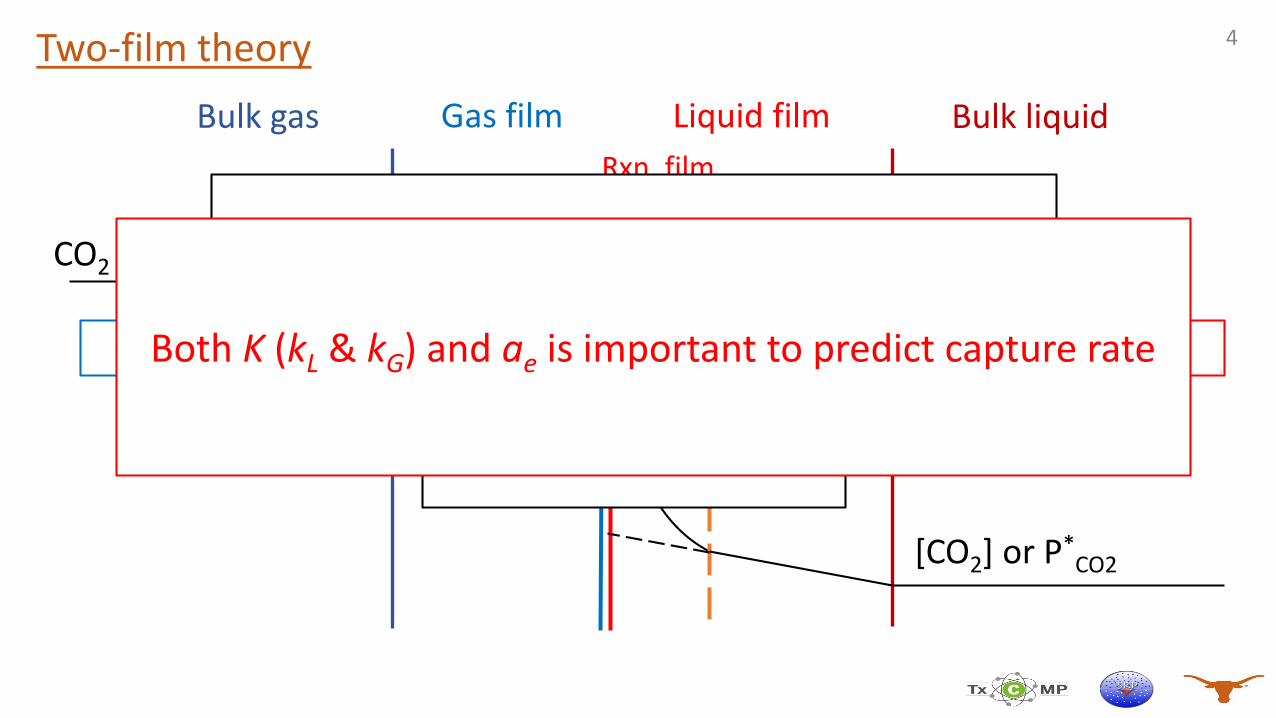
Two-film theory 4
CO2
Bulk liquidLiquid filmGas filmBulk gas
PCO2
PiCO2
[CO2]i
[CO2] or P*CO2
Liquid-phase resistance = HA/EkL
Rxn. film
Gas-phase resistance = 1/kg
Overall resistance = 1/Kg = 1/kg + HA/EkL = 1/kg + 1/kg’
NCO2 = Kg · ae · ΔPCO2
Both K (kL & kG) and ae is important to predict capture rate
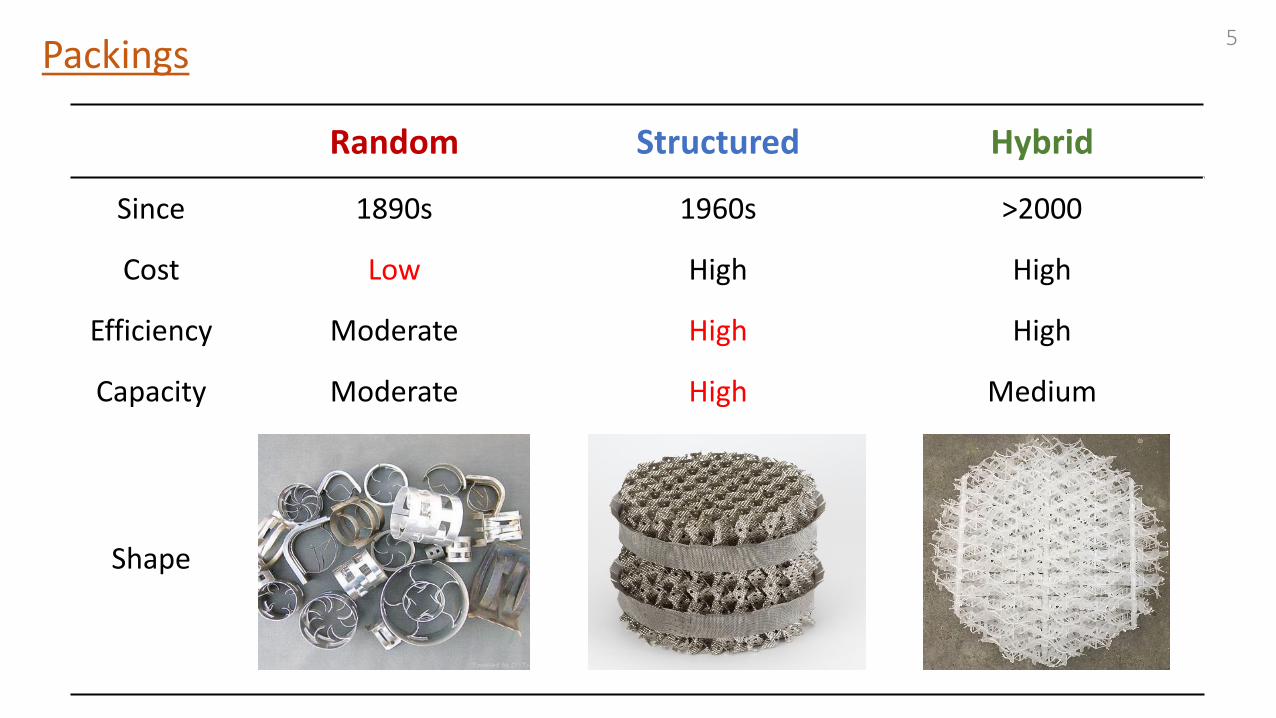
Packings5
Random Structured Hybrid
Since 1890s 1960s >2000
Cost Low High High
Efficiency Moderate High High
Capacity Moderate High Medium
Shape

Mass transfer in amine
capture process
6
Flue Gas
DCC (kGae)
Absorber(kL & ae)
WW(kGae)
Stripper (kLae)
C Free Gas
CO2 for Compr.
Amine
Reliable packing model is critical for design
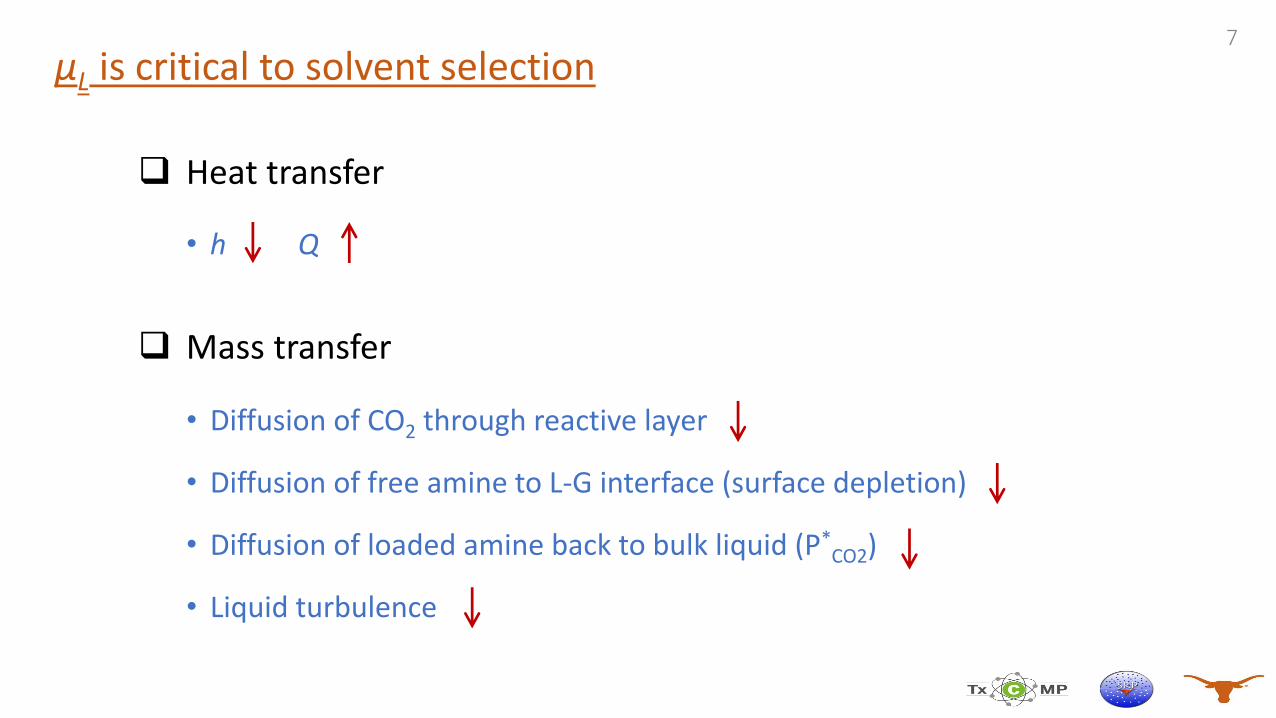
μL is critical to solvent selection
Heat transfer
• h Q
Mass transfer
• Diffusion of CO2 through reactive layer
• Diffusion of free amine to L-G interface (surface depletion)
• Diffusion of loaded amine back to bulk liquid (P*CO2)
• Liquid turbulence
7
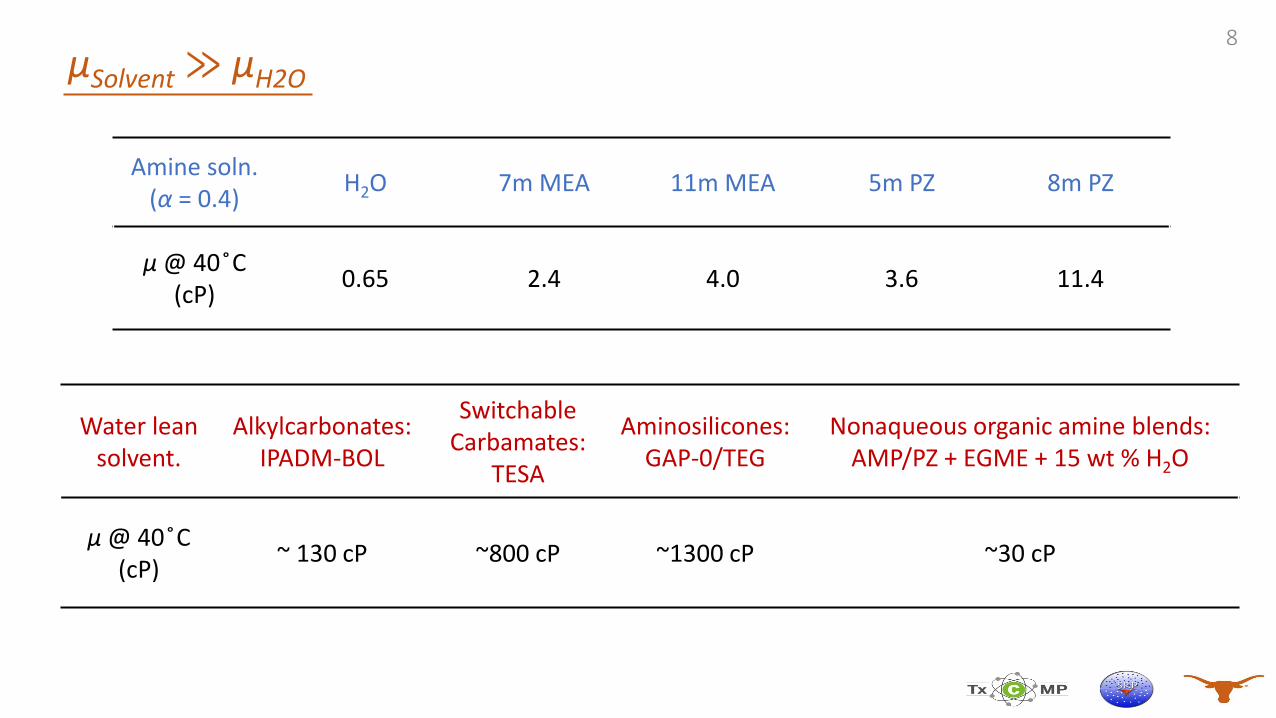
µSolvent ≫ µH2O
8
Amine soln.(α = 0.4)
H2O 7m MEA 11m MEA 5m PZ 8m PZ
μ @ 40 C̊(cP)
0.65 2.4 4.0 3.6 11.4
Water lean solvent.
Alkylcarbonates: IPADM-BOL
Switchable Carbamates:
TESA
Aminosilicones: GAP-0/TEG
Nonaqueous organic amine blends: AMP/PZ + EGME + 15 wt % H2O
μ @ 40 ̊C(cP)
~ 130 cP ~800 cP ~1300 cP ~30 cP
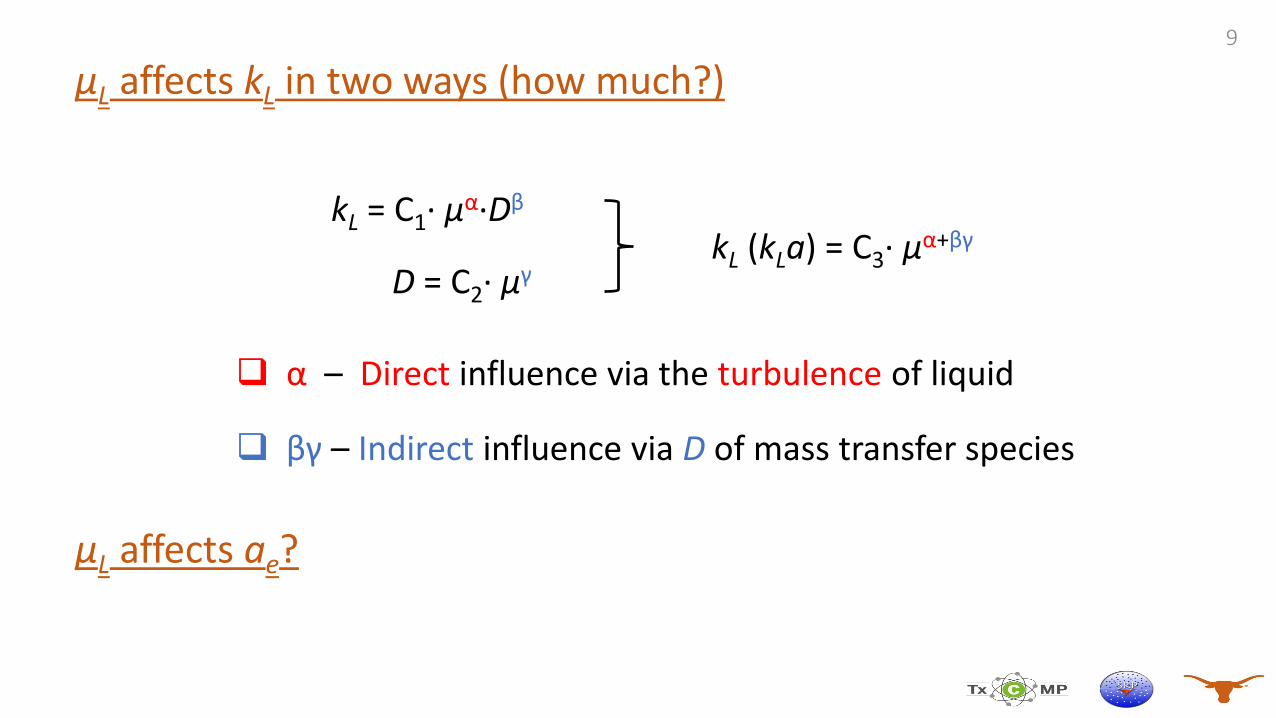
μL affects kL in two ways (how much?)9
α – Direct influence via the turbulence of liquid
βγ – Indirect influence via D of mass transfer species
kL = C1· μα·Dβ
D = C2· μγkL (kLa) = C3· μα+βγ
μL affects ae?
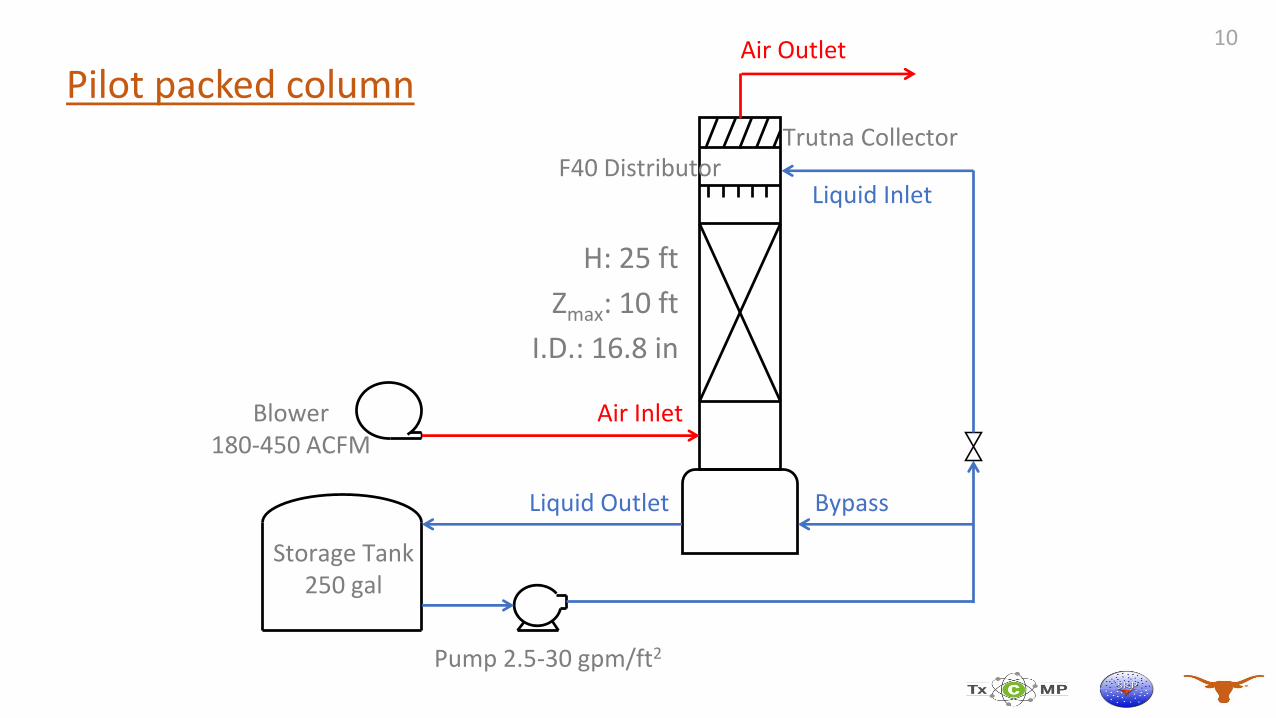
Pilot packed column10
Blower180-450 ACFM
Storage Tank250 gal
Pump 2.5-30 gpm/ft2
Liquid Outlet
Liquid Inlet
Bypass
Air Inlet
Air Outlet
H: 25 ft
Zmax: 10 ft
I.D.: 16.8 in
F40 DistributorTrutna Collector
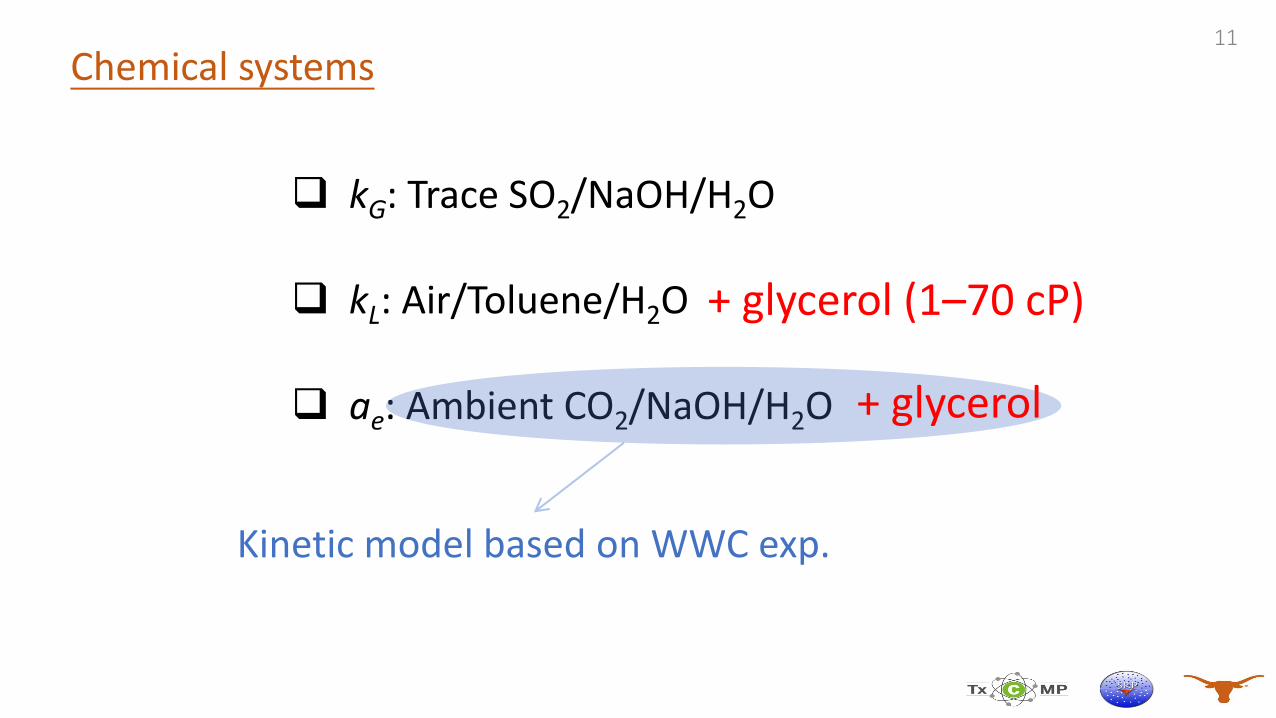
Chemical systems11
kG: Trace SO2/NaOH/H2O
kL: Air/Toluene/H2O
ae: Ambient CO2/NaOH/H2O
Kinetic model based on WWC exp.
+ glycerol
+ glycerol (1–70 cP)
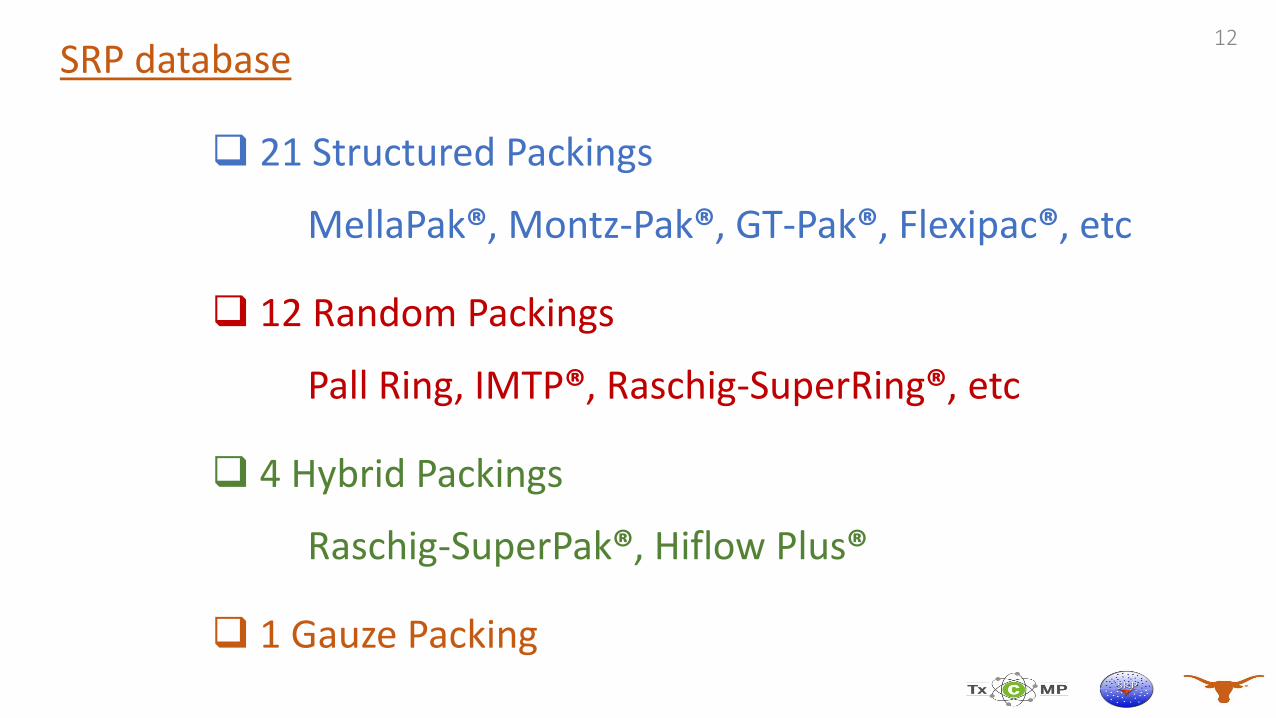
SRP database12
21 Structured Packings
MellaPak®, Montz-Pak®, GT-Pak®, Flexipac®, etc
12 Random Packings
Pall Ring, IMTP®, Raschig-SuperRing®, etc
4 Hybrid Packings
Raschig-SuperPak®, Hiflow Plus®
1 Gauze Packing
ae model
13
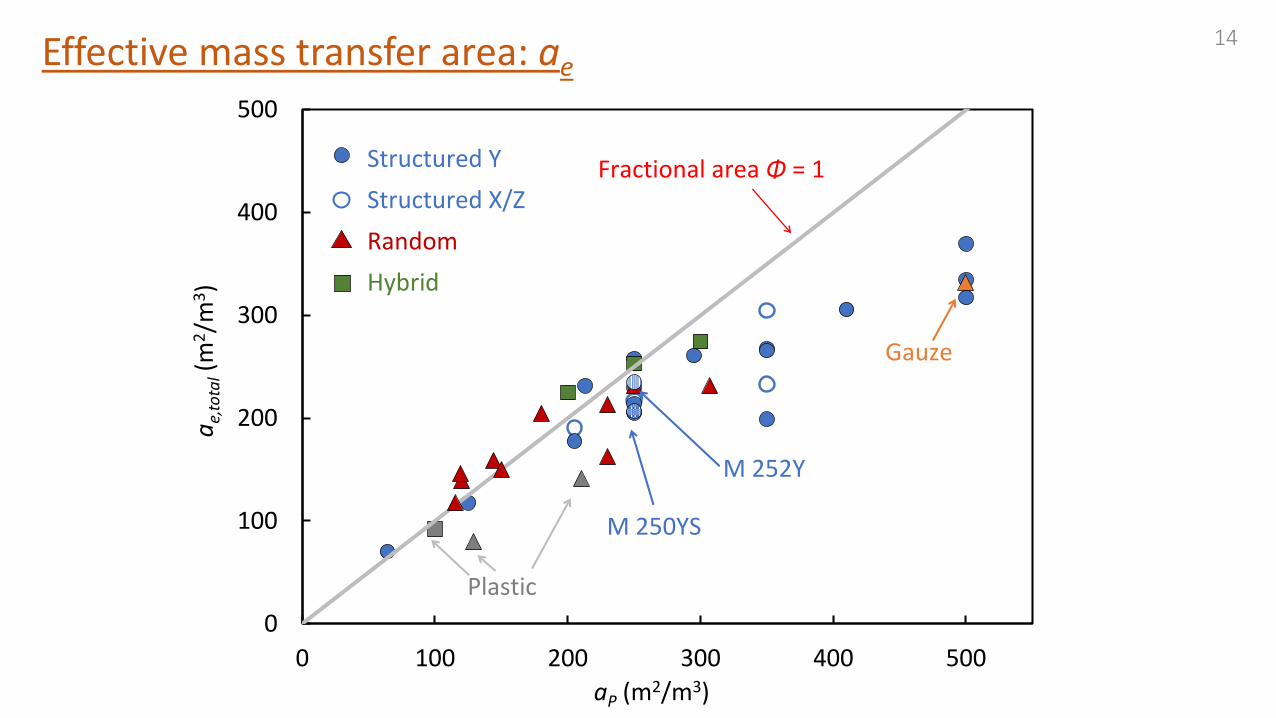
Effective mass transfer area: ae14
0
100
200
300
400
500
0 100 200 300 400 500
ae,
tota
l(m
2/m
3)
aP (m2/m3)
Plastic
Fractional area Φ = 1
M 252Y
M 250YS
Gauze
Structured Y
Structured X/Z
Random
Hybrid

Secondary ae
15
aWall
aTop
Gas
Liquid
5 in.
10 ft.
6 ft.
aBot
aSecondary = aTop + aWall + aBot
aTotal = ae,packing + aSecondary
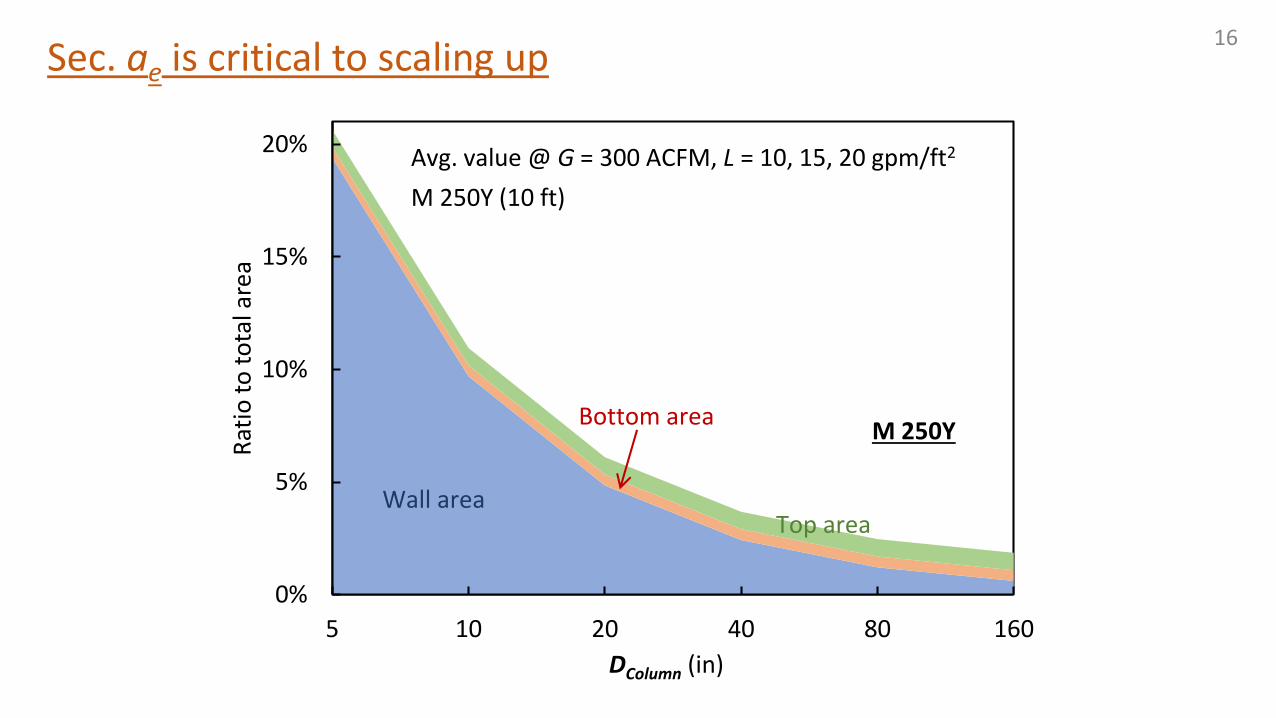
Sec. ae is critical to scaling up16
0%
5%
10%
15%
20%
5 10 20 40 80 160
Rat
io t
o t
ota
l are
a
DColumn (in)
Wall area
Bottom area
Top area
Avg. value @ G = 300 ACFM, L = 10, 15, 20 gpm/ft2
M 250Y (10 ft)
M 250Y
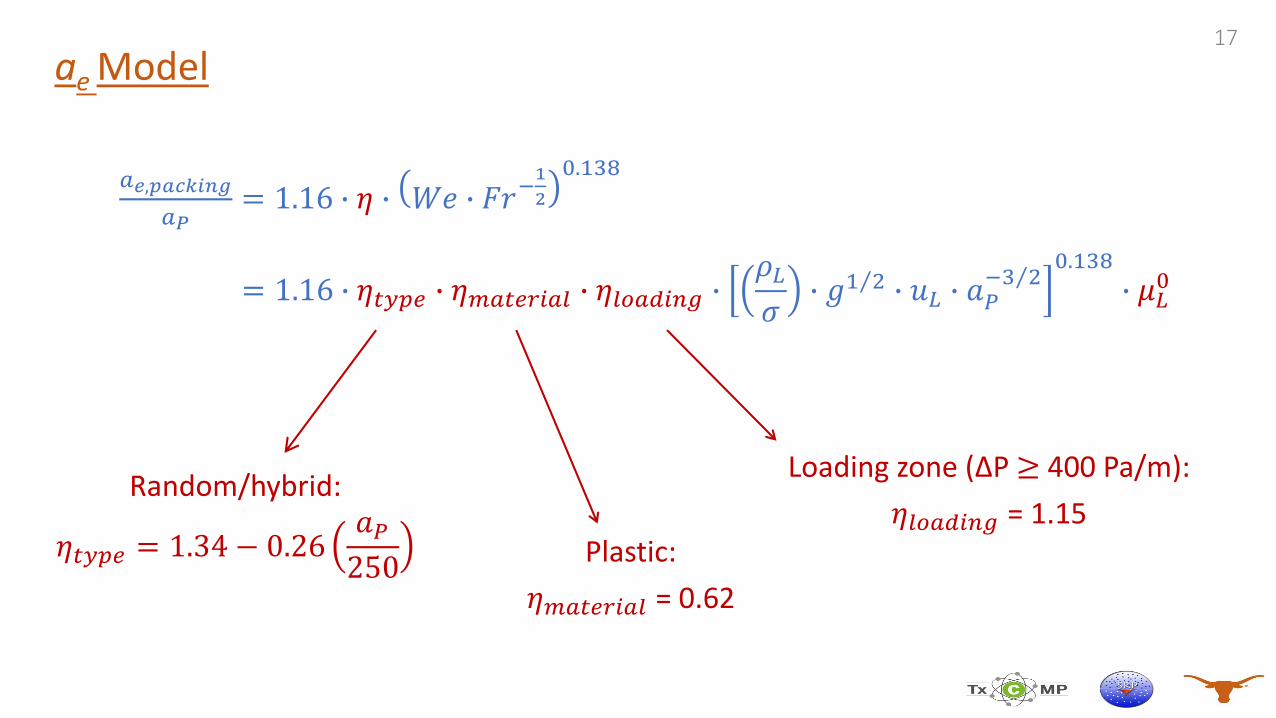
ae Model17
𝑎𝑒,𝑝𝑎𝑐𝑘𝑖𝑛𝑔
𝑎𝑃= 1.16 ∙ 𝜂 ∙ 𝑊𝑒 ∙ 𝐹𝑟−
1
2
0.138
= 1.16 ∙ 𝜂𝑡𝑦𝑝𝑒 ∙ 𝜂𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 ∙ 𝜂𝑙𝑜𝑎𝑑𝑖𝑛𝑔 ∙𝜌𝐿𝜎
∙ 𝑔 Τ1 2 ∙ 𝑢𝐿 ∙ 𝑎𝑃Τ−3 2
0.138
∙ 𝜇𝐿0
Random/hybrid:
𝜂𝑡𝑦𝑝𝑒 = 1.34 − 0.26𝑎𝑃250
Plastic:
𝜂𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 = 0.62
Loading zone (ΔP ≥ 400 Pa/m):
𝜂𝑙𝑜𝑎𝑑𝑖𝑛𝑔 = 1.15
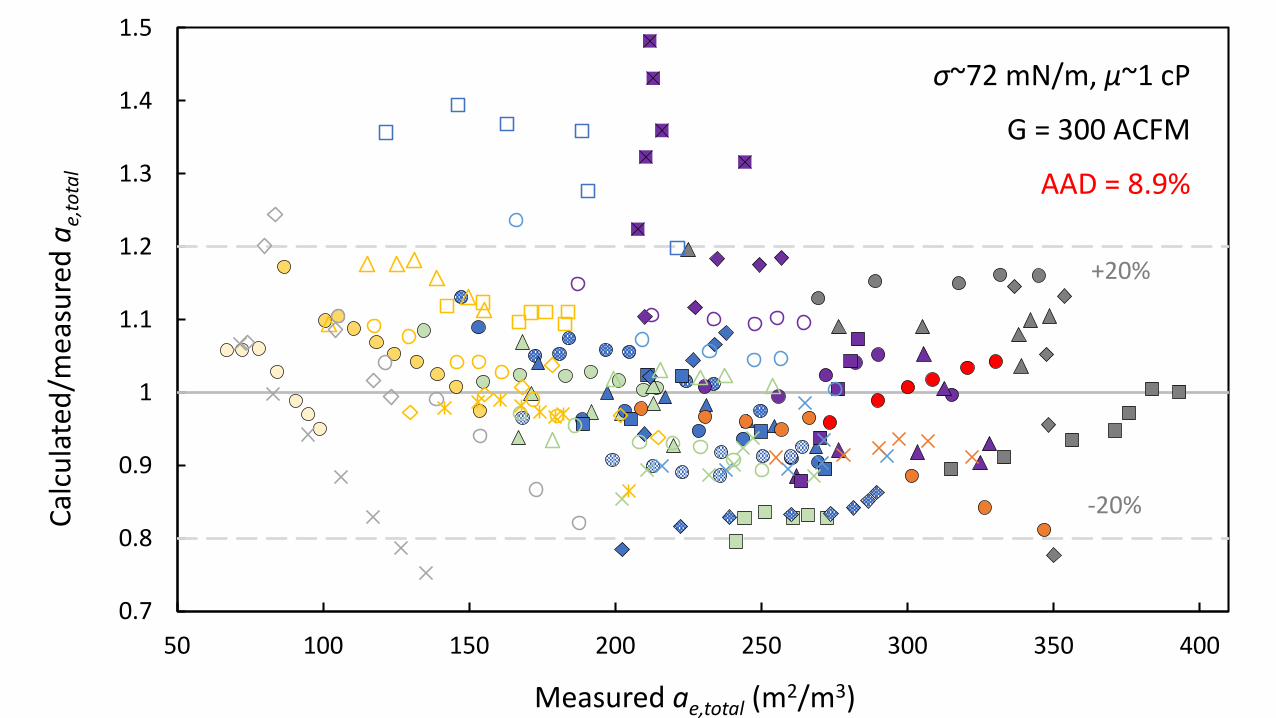
ae Model18
0.7
0.8
0.9
1
1.1
1.2
1.3
1.4
1.5
50 100 150 200 250 300 350 400
Cal
cula
ted
/me
asu
red
ae,
tota
l
Measured ae,total (m2/m3)
-20%
+20%
σ~72 mN/m, µ~1 cP
G = 300 ACFM
AAD = 8.9%
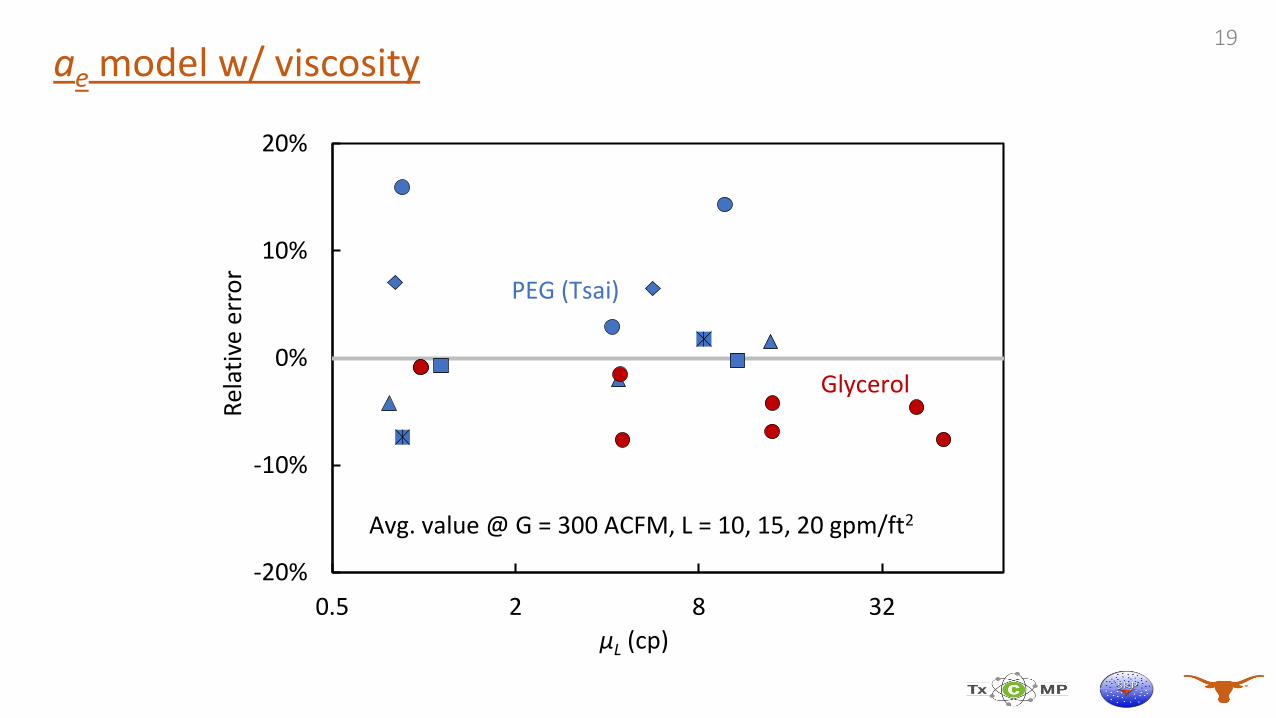
ae model w/ viscosity 19
-20%
-10%
0%
10%
20%
0.5 2 8 32
Rel
ativ
e er
ror
µL (cp)
Avg. value @ G = 300 ACFM, L = 10, 15, 20 gpm/ft2
PEG (Tsai)
Glycerol
kL model
20
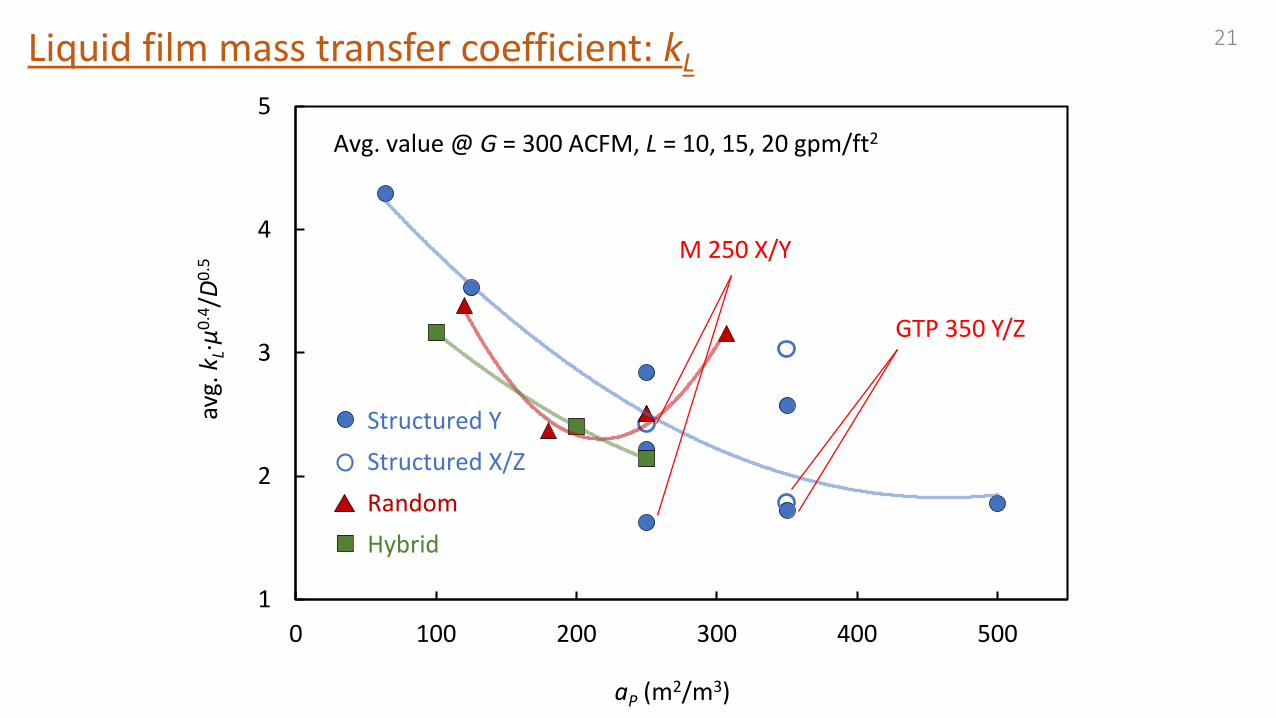
Liquid film mass transfer coefficient: kL21
1
2
3
4
5
0 100 200 300 400 500
avg.
k L·µ
0.4
/D0
.5
aP (m2/m3)
Avg. value @ G = 300 ACFM, L = 10, 15, 20 gpm/ft2
Structured Y
Structured X/Z
Random
Hybrid
GTP 350 Y/Z
M 250 X/Y
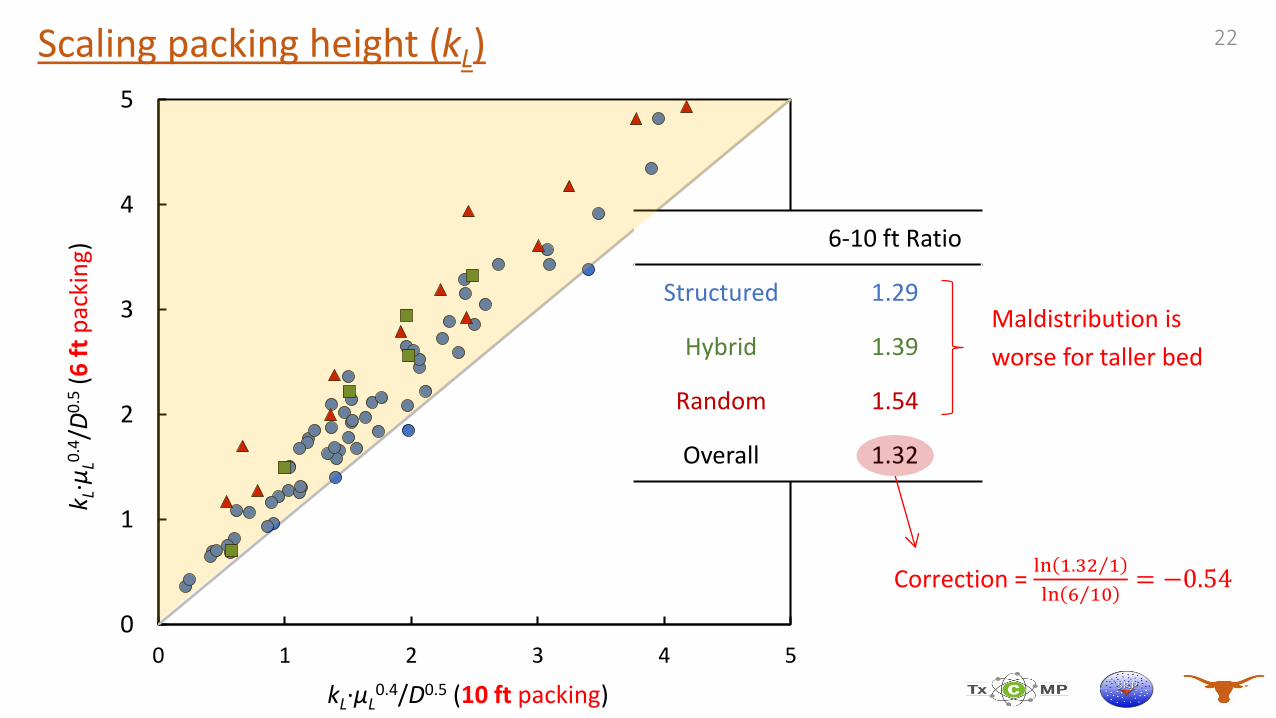
Scaling packing height (kL)22
0
1
2
3
4
5
0 1 2 3 4 5
k L·µ
L0.4
/D0
.5(6
ft
pac
kin
g)
kL·µL0.4/D0.5 (10 ft packing)
6-10 ft Ratio
Structured 1.29
Hybrid 1.39
Random 1.54
Overall 1.32
Maldistribution is
worse for taller bed
Correction = ln Τ1.32 1
ln Τ6 10= −0.54
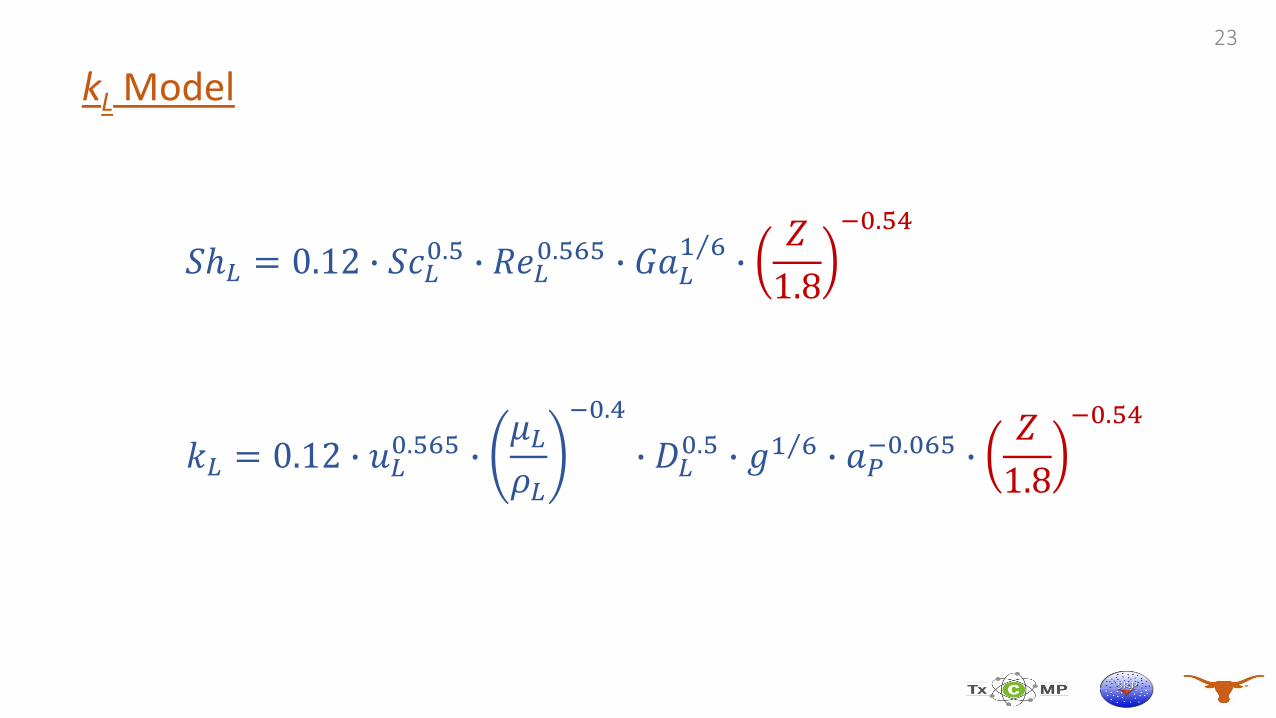
kL Model
23
𝑆ℎ𝐿 = 0.12 ∙ 𝑆𝑐𝐿0.5 ∙ 𝑅𝑒𝐿
0.565 ∙ 𝐺𝑎𝐿Τ1 6 ∙
𝑍
1.8
−0.54
𝑘𝐿 = 0.12 ∙ 𝑢𝐿0.565 ∙
𝜇𝐿𝜌𝐿
−0.4
∙ 𝐷𝐿0.5 ∙ 𝑔 Τ1 6 ∙ 𝑎𝑃
−0.065 ∙𝑍
1.8
−0.54
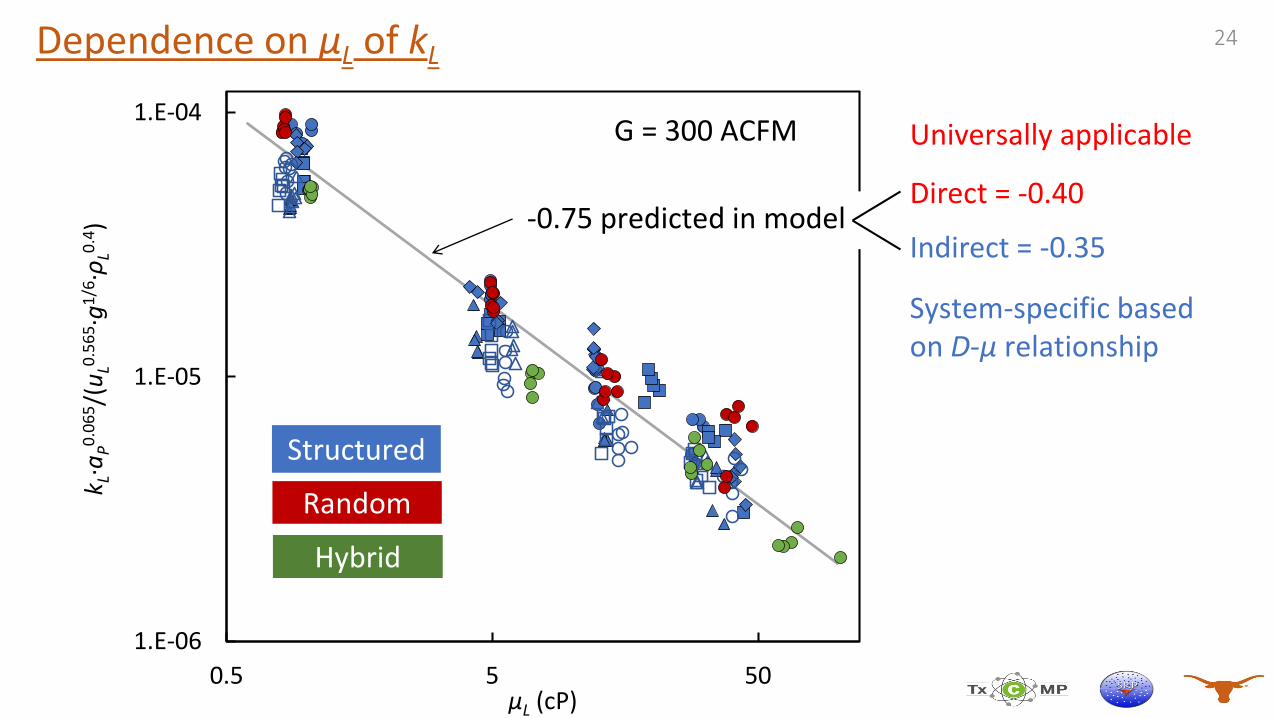
Dependence on µL of kL24
1.E-06
1.E-05
1.E-04
0.5 5 50
k L·a
P0
.06
5/(
uL0
.56
5 ·g
1/6
·ρL0
.4)
µL (cP)
Hybrid
Structured
Random
-0.75 predicted in model
G = 300 ACFM
Direct = -0.40
Indirect = -0.35
Universally applicable
System-specific based on D-µ relationship
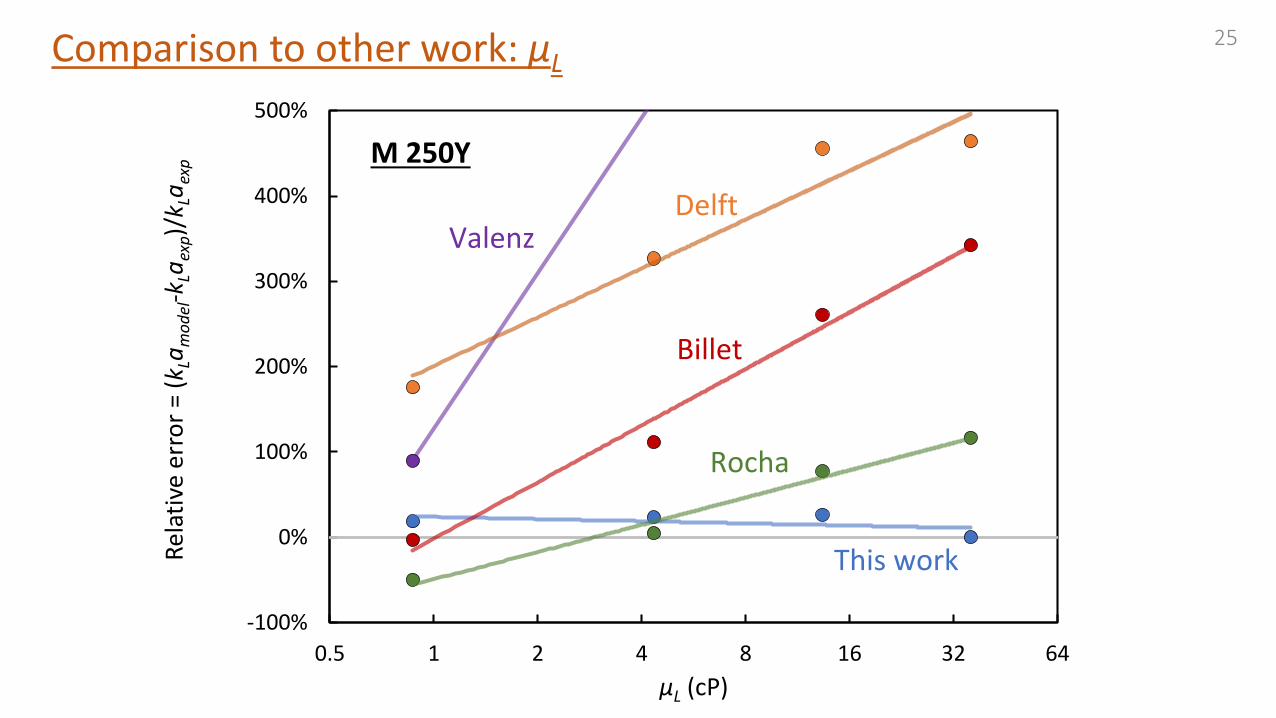
Comparison to other work: µL25
-100%
0%
100%
200%
300%
400%
500%
0.5 1 2 4 8 16 32 64
Rel
ativ
e er
ror
= (k
Lam
od
el-k
Laex
p)/
k Laex
p
µL (cP)
This work
Billet
Rocha
DelftValenz
M 250Y
kG model
26
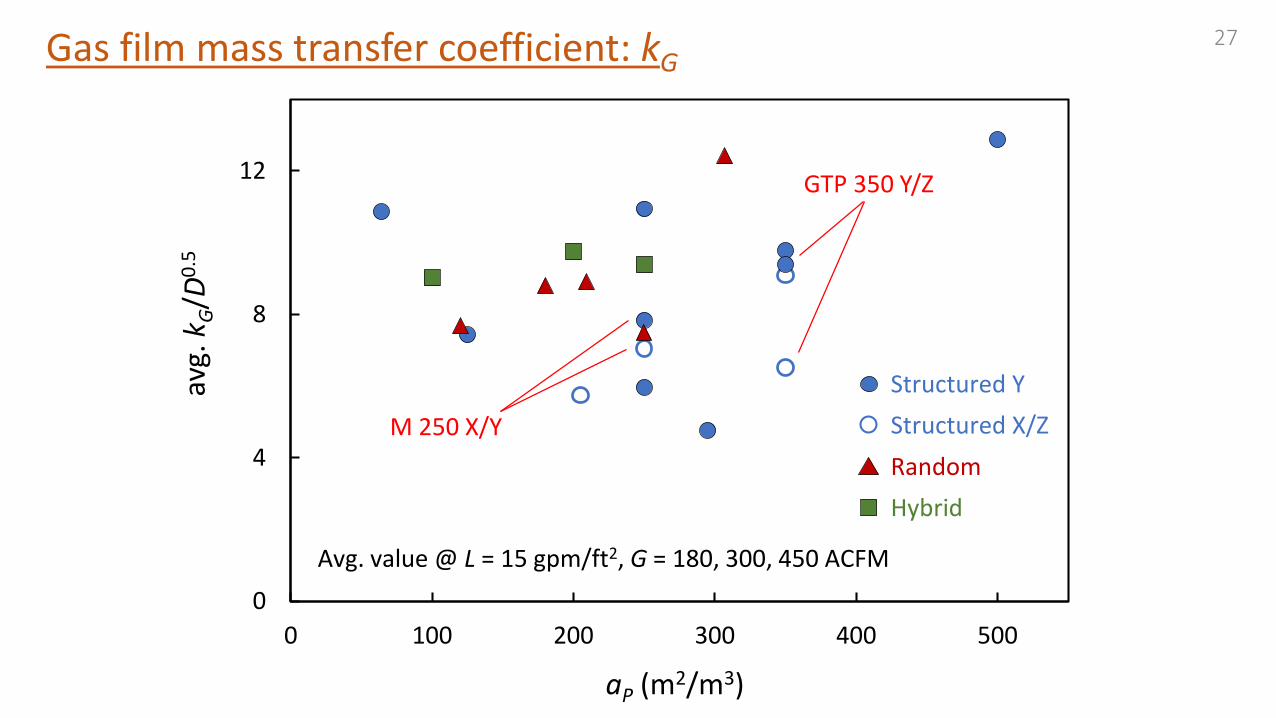
Gas film mass transfer coefficient: kG27
0
4
8
12
0 100 200 300 400 500
avg.
k G/D
0.5
aP (m2/m3)
Avg. value @ L = 15 gpm/ft2, G = 180, 300, 450 ACFM
Structured Y
Structured X/Z
Random
Hybrid
GTP 350 Y/Z
M 250 X/Y
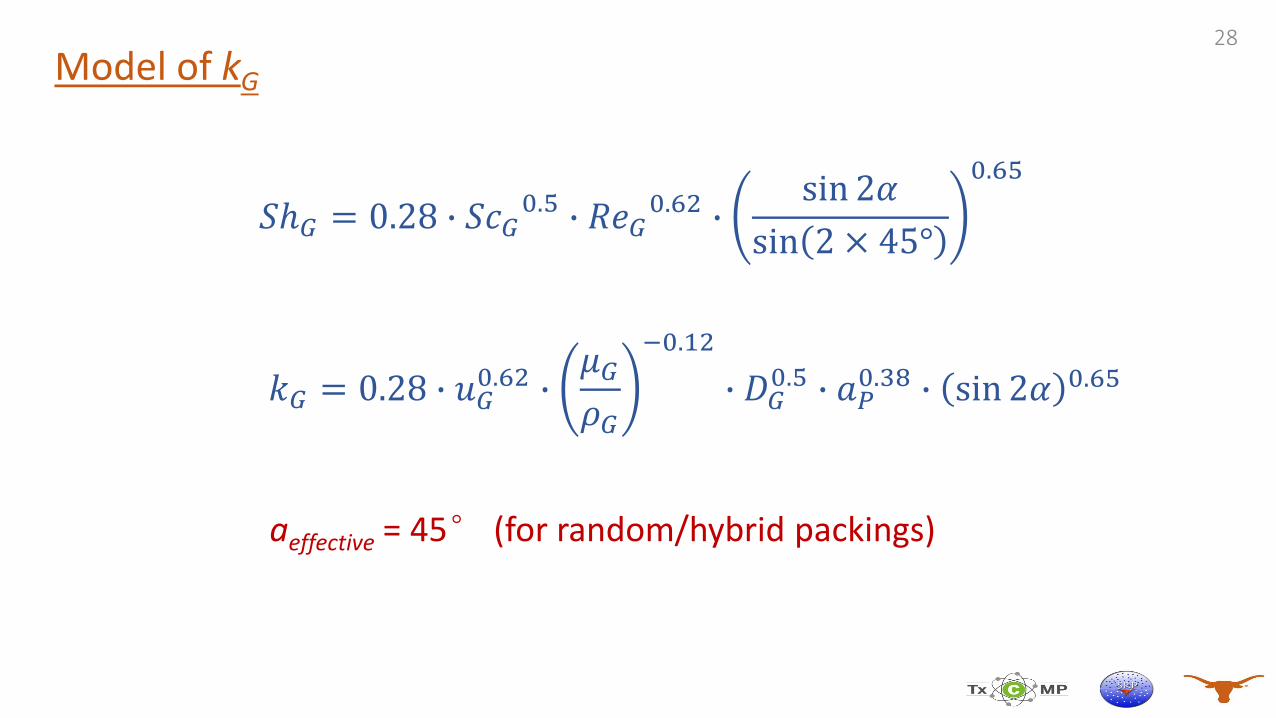
Model of kG
28
𝑆ℎ𝐺 = 0.28 ∙ 𝑆𝑐𝐺0.5 ∙ 𝑅𝑒𝐺
0.62 ∙sin 2𝛼
sin 2 × 45°
0.65
𝑘𝐺 = 0.28 ∙ 𝑢𝐺0.62 ∙
𝜇𝐺𝜌𝐺
−0.12
∙ 𝐷𝐺0.5 ∙ 𝑎𝑃
0.38 ∙ sin 2𝛼 0.65
aeffective = 45° (for random/hybrid packings)
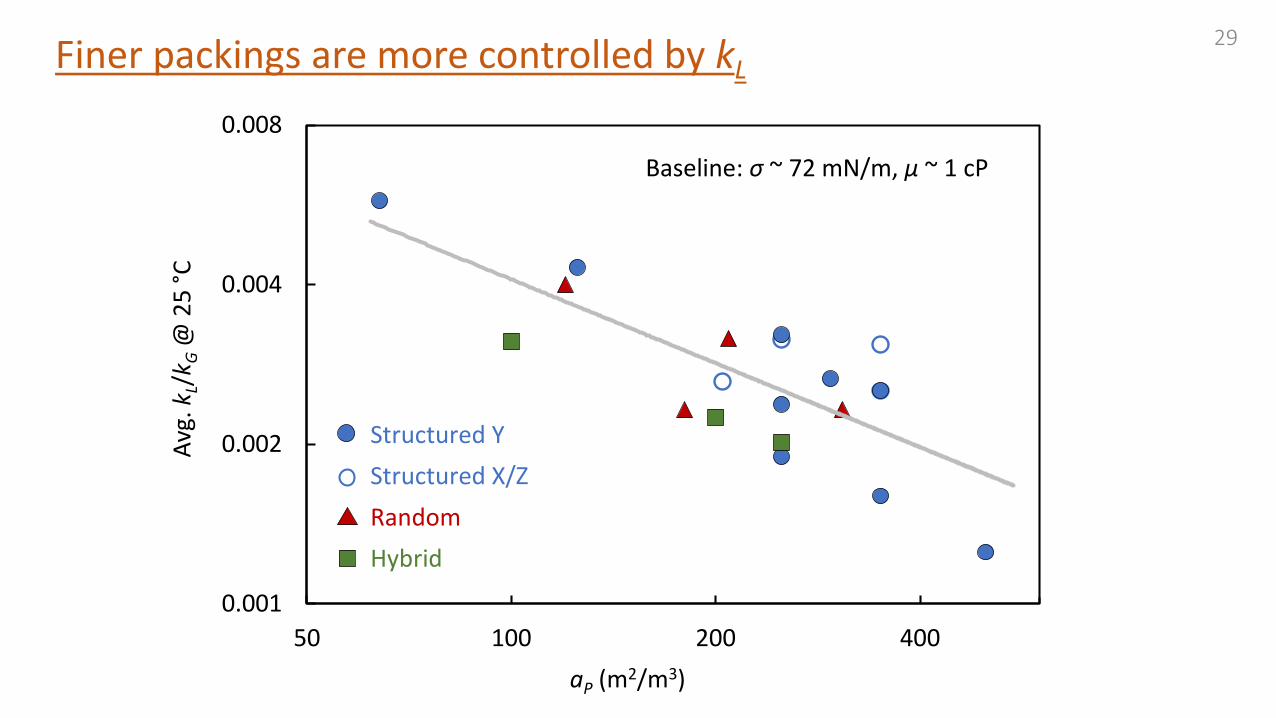
Finer packings are more controlled by kL29
0.001
0.002
0.004
0.008
50 100 200 400
Avg
. kL/
k G@
25
°C
aP (m2/m3)
Baseline: σ ~ 72 mN/m, µ ~ 1 cP
Structured Y
Structured X/Z
Random
Hybrid

Conclusions
30
Significance of this work
Reliable & simple mass transfer models
• Large database & column size, variance of µL
• No packing-specific parameter
•
•
•
31
𝑎𝑒,𝑝𝑎𝑐𝑘𝑖𝑛𝑔
𝑎𝑃= 1.16 ∙ 𝜂 ∙ 𝑊𝑒 ∙ 𝐹𝑟−
12
0.138
𝑆ℎ𝐿 = 0.12 ∙ 𝑆𝑐𝐿0.5 ∙ 𝑅𝑒𝐿
0.565 ∙ 𝐺𝑎𝐿Τ1 6 ∙
𝑍
1.8
−0.54
𝑆ℎ𝐺 = 0.28 ∙ 𝑆𝑐𝐺0.5 ∙ 𝑅𝑒𝐺
0.62 ∙ sin 2𝛼 0.65
Selection of packing
• aP, α, material, type
Selection of solvent
• µL, σ, ρL
Selection of operating condition
• L, G
Scale-up of column design
• Secondary effect, liquid maldistribution
Conclusions
kL ∝ µL-0.75 (-0.4 & -0.35)
ae ≠ f (µL)
All types of packings have similar behavior in ΔµL
Z (or L/D) may strongly affect mass transfer
32
Recommendations
Avoid finest packings
Use low µL solvent
Use reliable models (developed in this work)
Thanks!
33
University of Texas at Austin
Di Song (Graduating 10/2017)
512-750-1480
Back-up slides
34
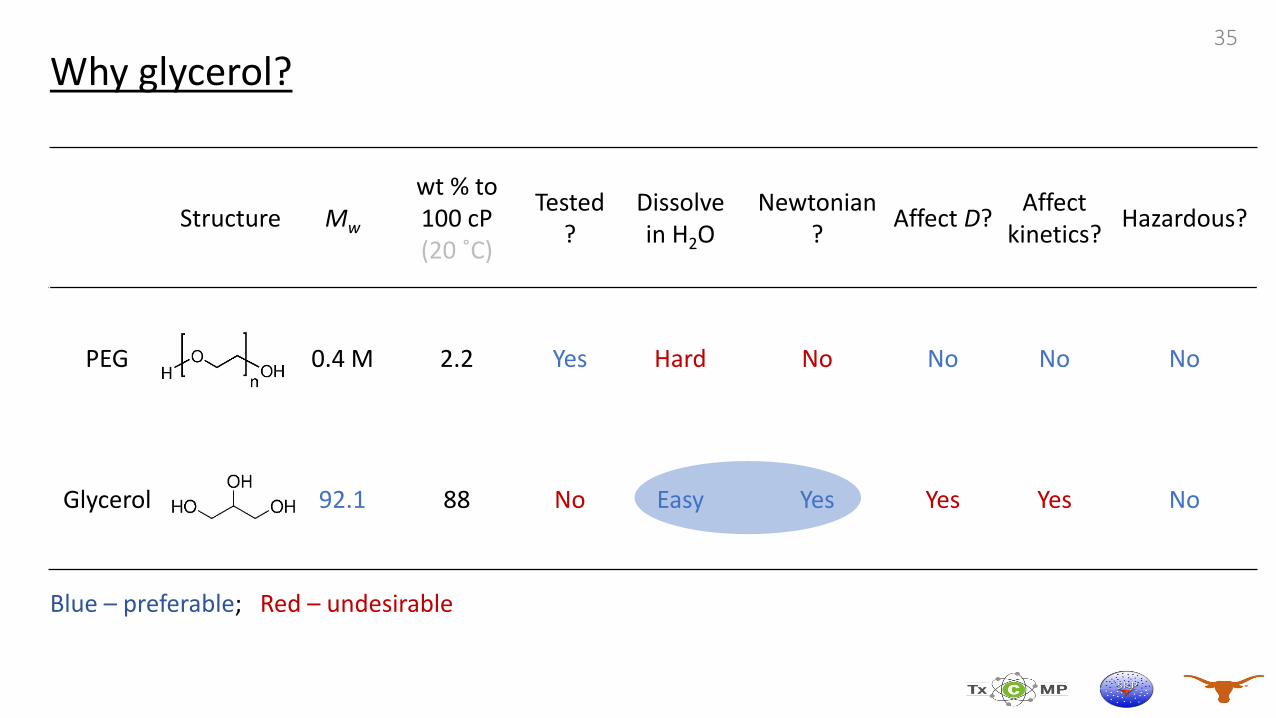
Why glycerol?35
Structure Mw
wt % to 100 cP(20 ˚C)
Tested?
Dissolve in H2O
Newtonian ?
Affect D?Affect
kinetics?Hazardous?
PEG 0.4 M 2.2 Yes Hard No No No No
Glycerol 92.1 88 No Easy Yes Yes Yes No
Blue – preferable; Red – undesirable
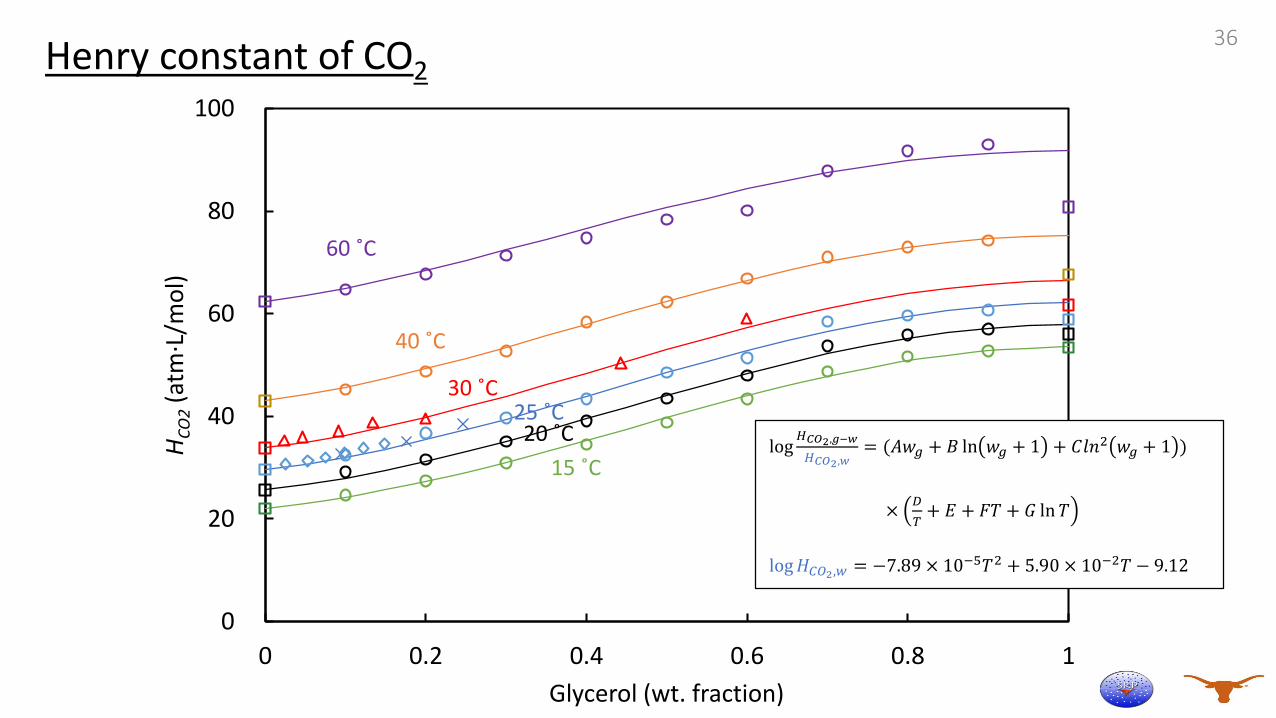
Henry constant of CO236
0
20
40
60
80
100
0 0.2 0.4 0.6 0.8 1
HC
O2
(atm
·L/m
ol)
Glycerol (wt. fraction)
60 ˚C
40 ˚C
15 ˚C
30 ˚C25 ˚C20 ˚C
log𝐻𝐶𝑂2,𝑔−𝑤
𝐻𝐶𝑂2,𝑤= (𝐴𝑤𝑔 + 𝐵 ln 𝑤𝑔 + 1 + 𝐶𝑙𝑛2 𝑤𝑔 + 1 )
×𝐷
𝑇+ 𝐸 + 𝐹𝑇 + 𝐺 ln 𝑇
log𝐻𝐶𝑂2,𝑤 = −7.89 × 10−5𝑇2 + 5.90 × 10−2𝑇 − 9.12
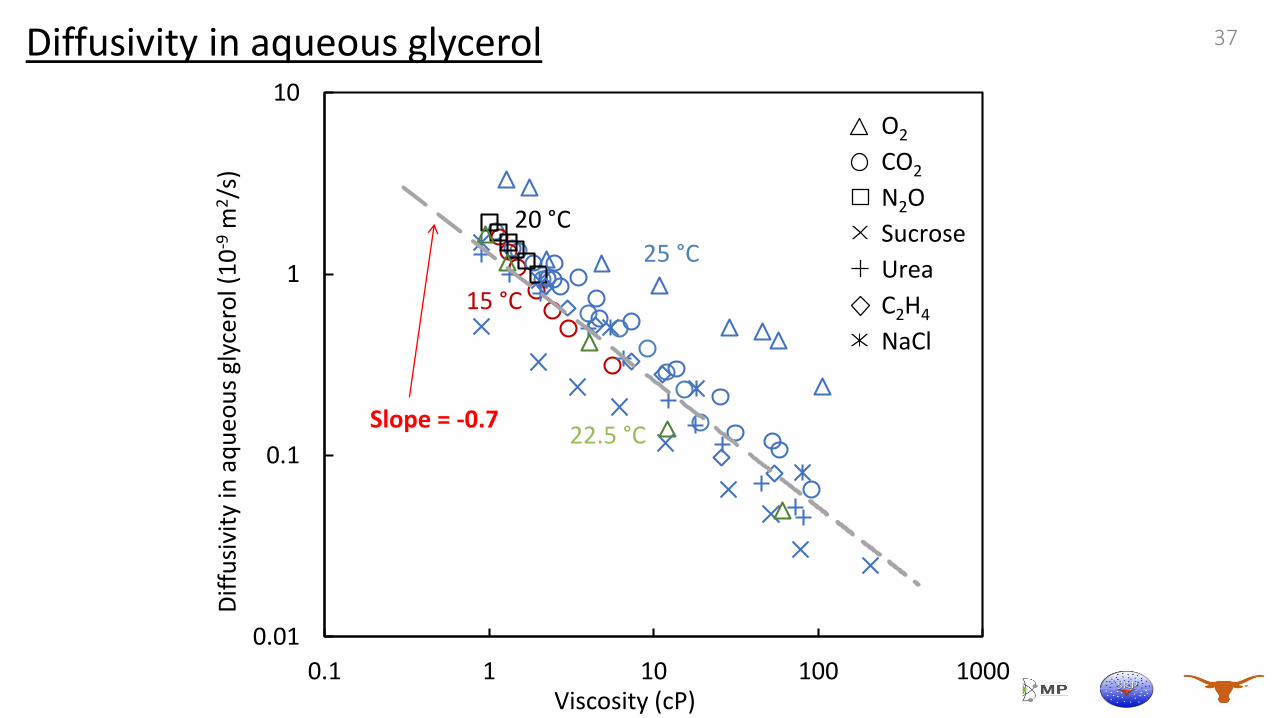
Diffusivity in aqueous glycerol 37
0.01
0.1
1
10
0.1 1 10 100 1000
Dif
fusi
vity
in a
qu
eou
s gl
ycer
ol (
10
-9m
2/s
)
Viscosity (cP)
25 °C
O2
CO2
N2O
Sucrose
Urea
C2H4
NaCl
20 °C
22.5 °C
15 °C
Slope = -0.7
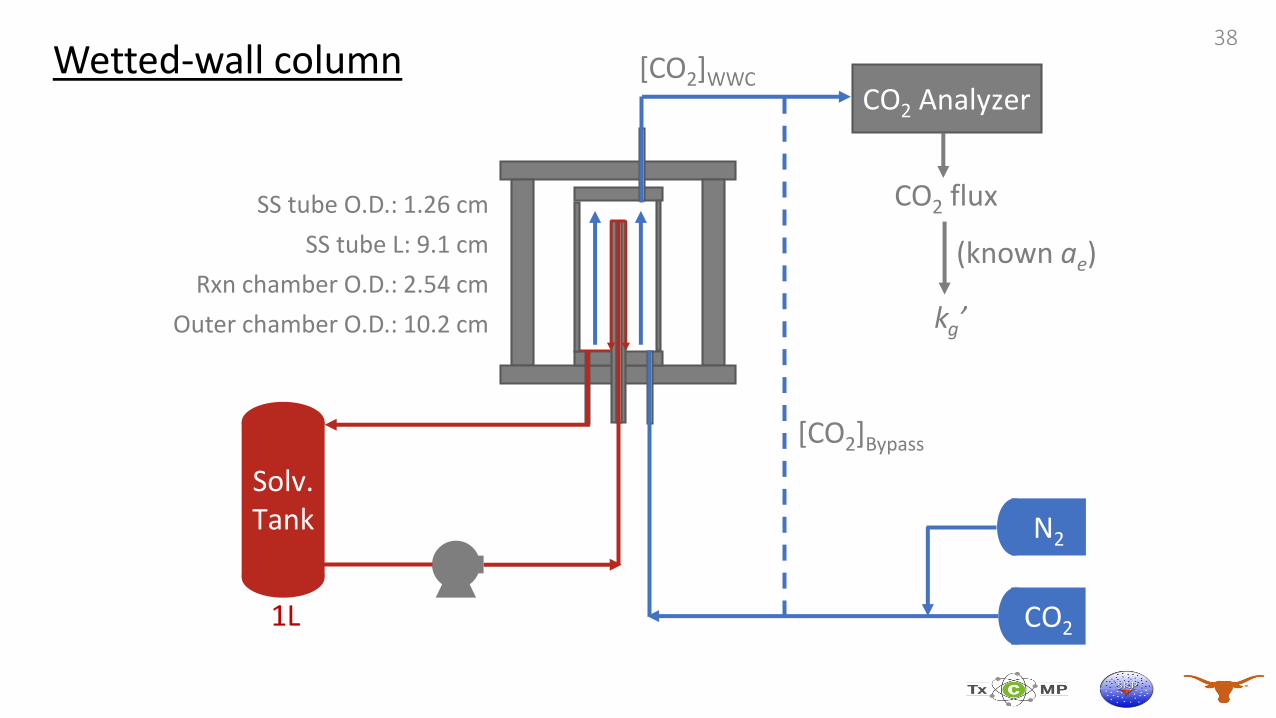
Wetted-wall column38
[CO2]WWC
N2
CO2 Analyzer
[CO2]Bypass
CO2 flux
kg’
(known ae)
CO2
Solv.Tank
1L
SS tube O.D.: 1.26 cm
SS tube L: 9.1 cm
Rxn chamber O.D.: 2.54 cm
Outer chamber O.D.: 10.2 cm
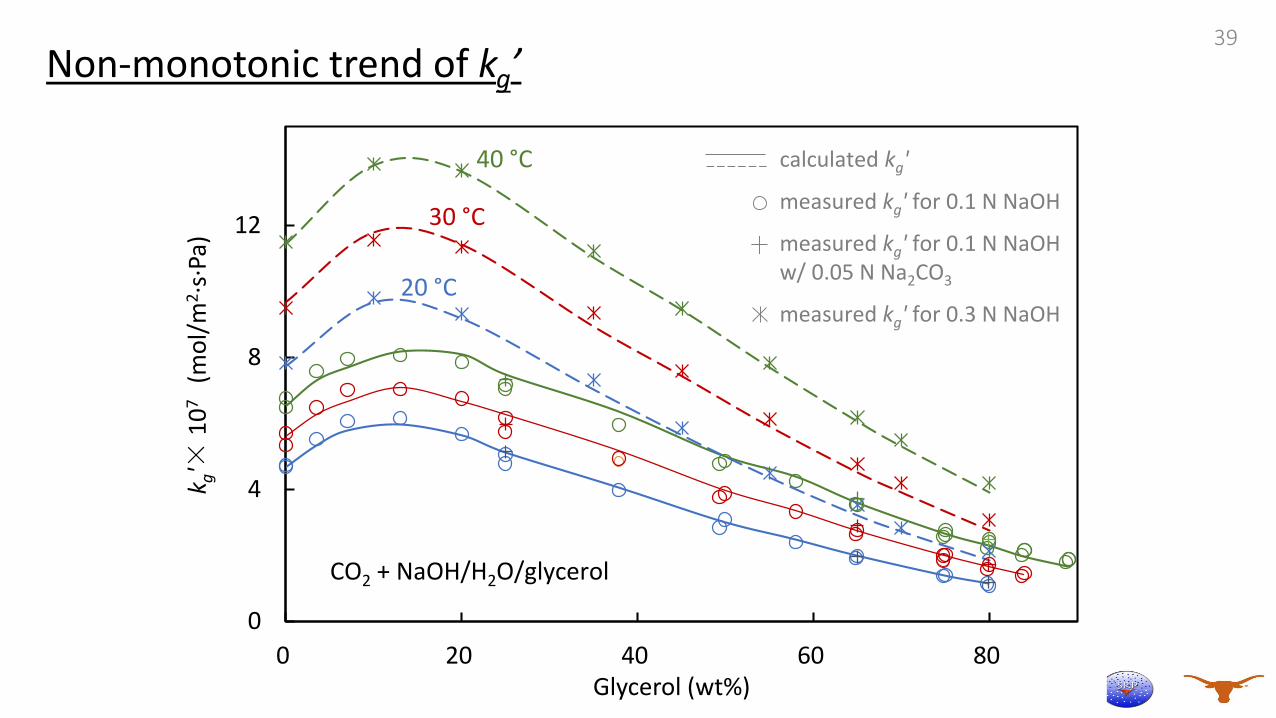
Non-monotonic trend of kg’39
0
4
8
12
0 20 40 60 80
k g'×
10
7
(mo
l/m
2·s
·Pa)
Glycerol (wt%)
calculated kg'
measured kg' for 0.1 N NaOH
measured kg' for 0.1 N NaOH w/ 0.05 N Na2CO3
measured kg' for 0.3 N NaOH
CO2 + NaOH/H2O/glycerol
20 °C
30 °C
40 °C
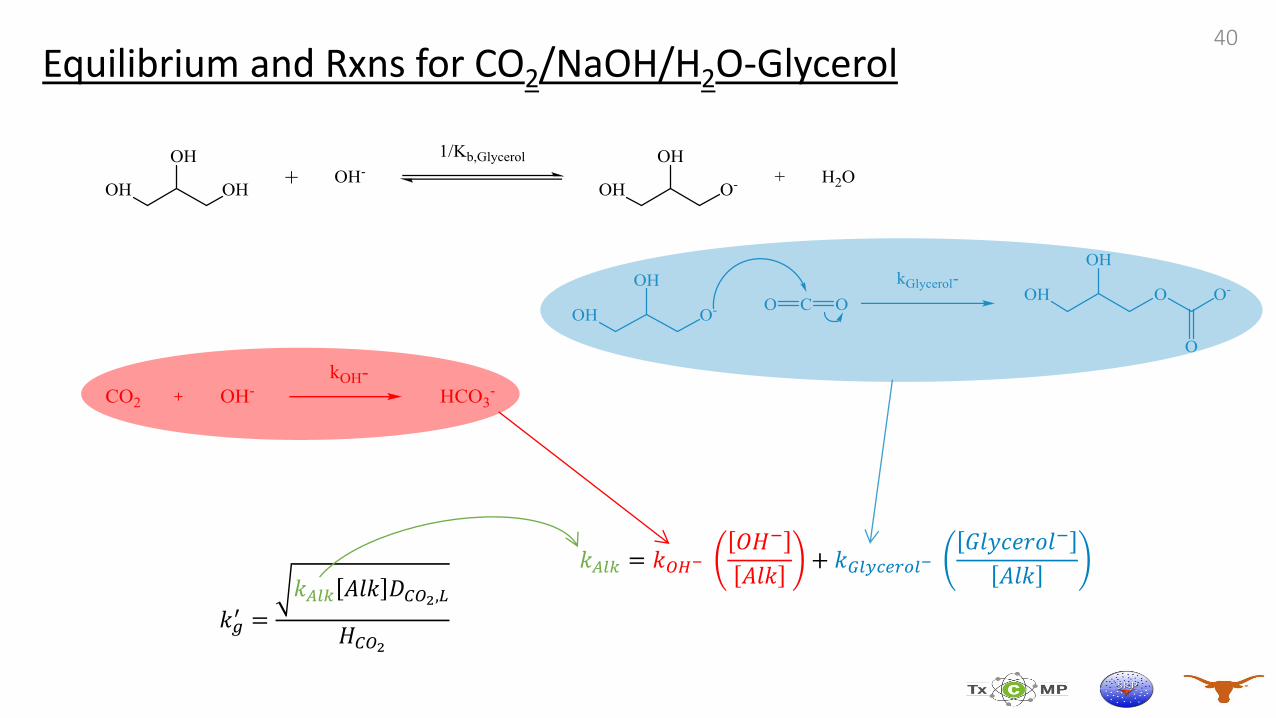
Equilibrium and Rxns for CO2/NaOH/H2O-Glycerol40
𝑘𝑔′ =
𝑘𝐴𝑙𝑘 𝐴𝑙𝑘 𝐷𝐶𝑂2,𝐿
𝐻𝐶𝑂2
𝑘𝐴𝑙𝑘 = 𝑘𝑂𝐻−𝑂𝐻−
𝐴𝑙𝑘+ 𝑘𝐺𝑙𝑦𝑐𝑒𝑟𝑜𝑙−
𝐺𝑙𝑦𝑐𝑒𝑟𝑜𝑙−
𝐴𝑙𝑘
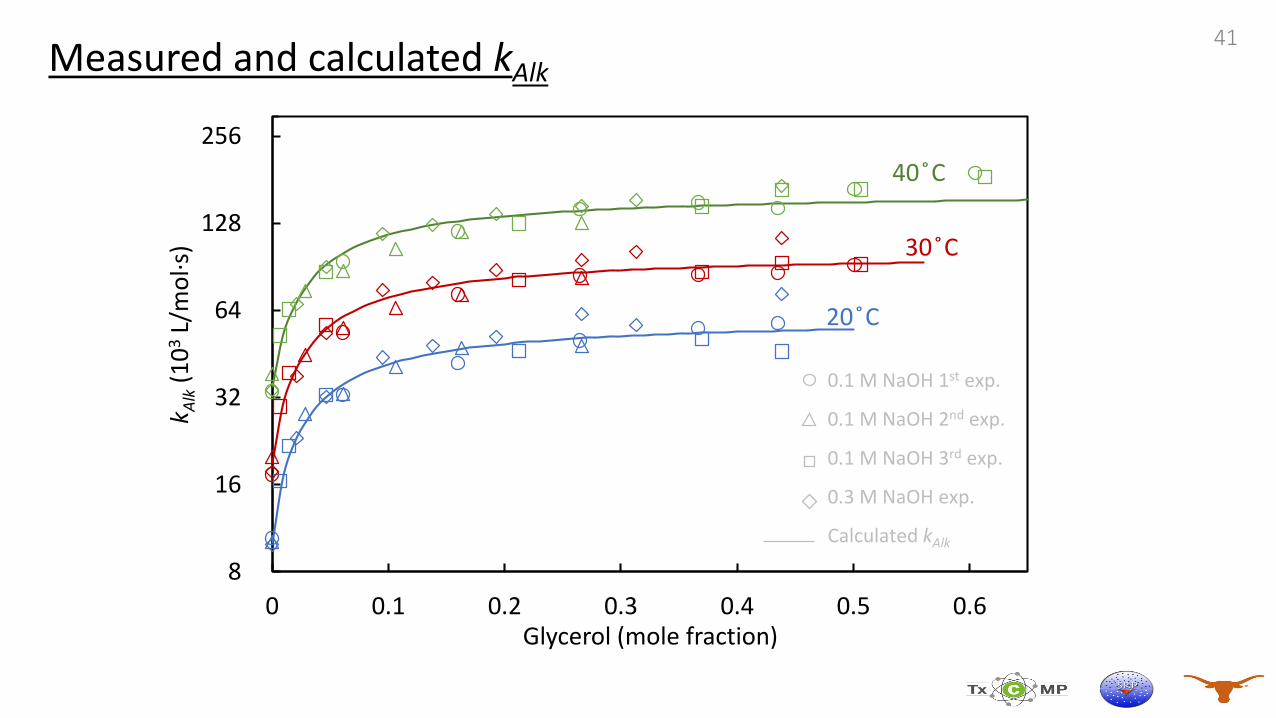
Measured and calculated kAlk
41
8
16
32
64
128
256
0 0.1 0.2 0.3 0.4 0.5 0.6
k Alk
(10
3L/
mo
l·s)
Glycerol (mole fraction)
20 C̊
30 C̊
40 C̊
0.1 M NaOH 1st exp.
0.1 M NaOH 2nd exp.
0.1 M NaOH 3rd exp.
0.3 M NaOH exp.
Calculated kAlk
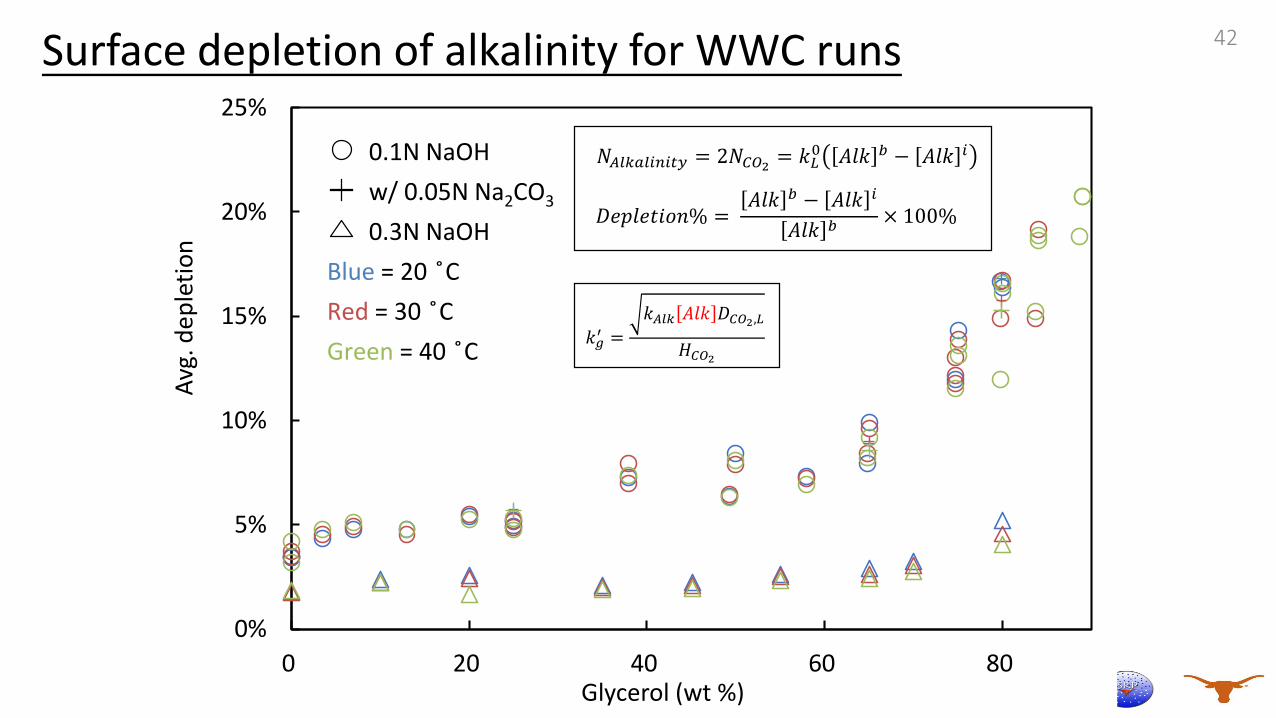
Surface depletion of alkalinity for WWC runs 42
0%
5%
10%
15%
20%
25%
0 20 40 60 80
Avg
. dep
leti
on
Glycerol (wt %)
0.1N NaOH
w/ 0.05N Na2CO3
0.3N NaOH
Blue = 20 C̊
Red = 30 C̊
Green = 40 C̊𝑘𝑔′ =
𝑘𝐴𝑙𝑘 𝐴𝑙𝑘 𝐷𝐶𝑂2,𝐿
𝐻𝐶𝑂2
𝑁𝐴𝑙𝑘𝑎𝑙𝑖𝑛𝑖𝑡𝑦 = 2𝑁𝐶𝑂2 = 𝑘𝐿0 𝐴𝑙𝑘 𝑏 − 𝐴𝑙𝑘 𝑖
𝐷𝑒𝑝𝑙𝑒𝑡𝑖𝑜𝑛% =𝐴𝑙𝑘 𝑏 − 𝐴𝑙𝑘 𝑖
𝐴𝑙𝑘 𝑏× 100%
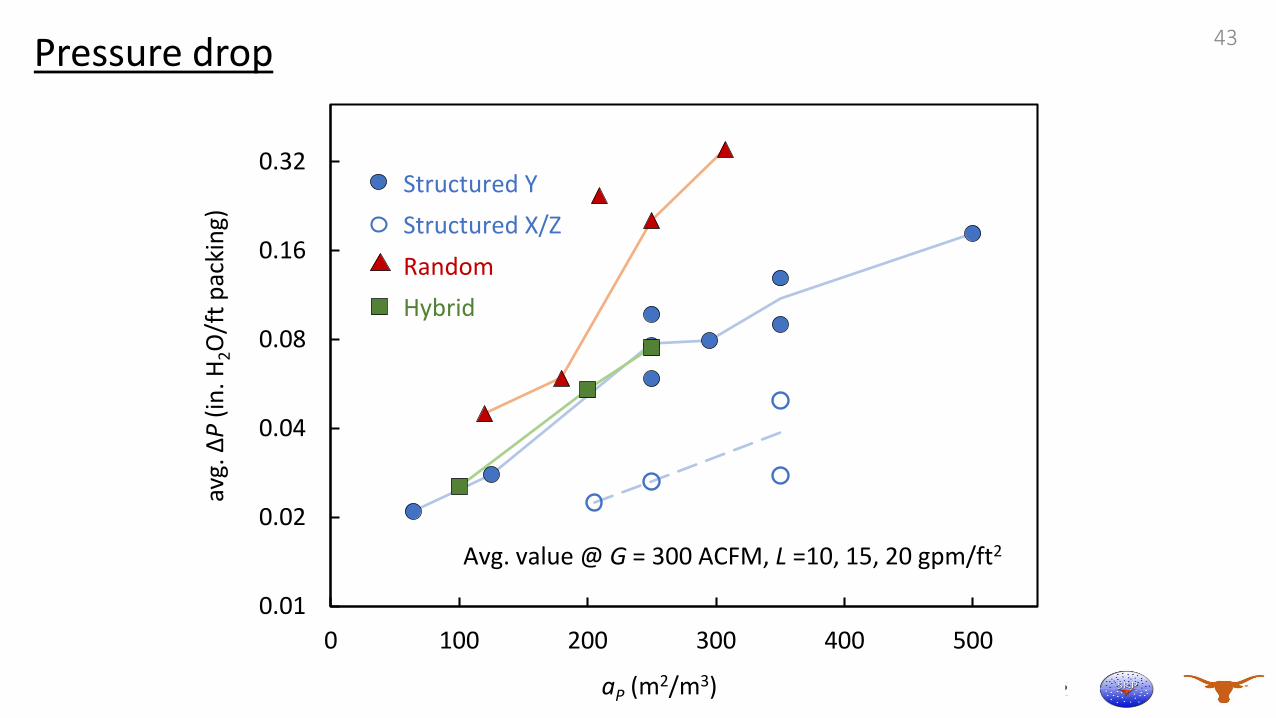
Pressure drop 43
0.01
0.02
0.04
0.08
0.16
0.32
0 100 200 300 400 500
avg.
ΔP
(in
. H2O
/ft
pac
kin
g)
aP (m2/m3)
Avg. value @ G = 300 ACFM, L =10, 15, 20 gpm/ft2
Structured Y
Structured X/Z
Random
Hybrid
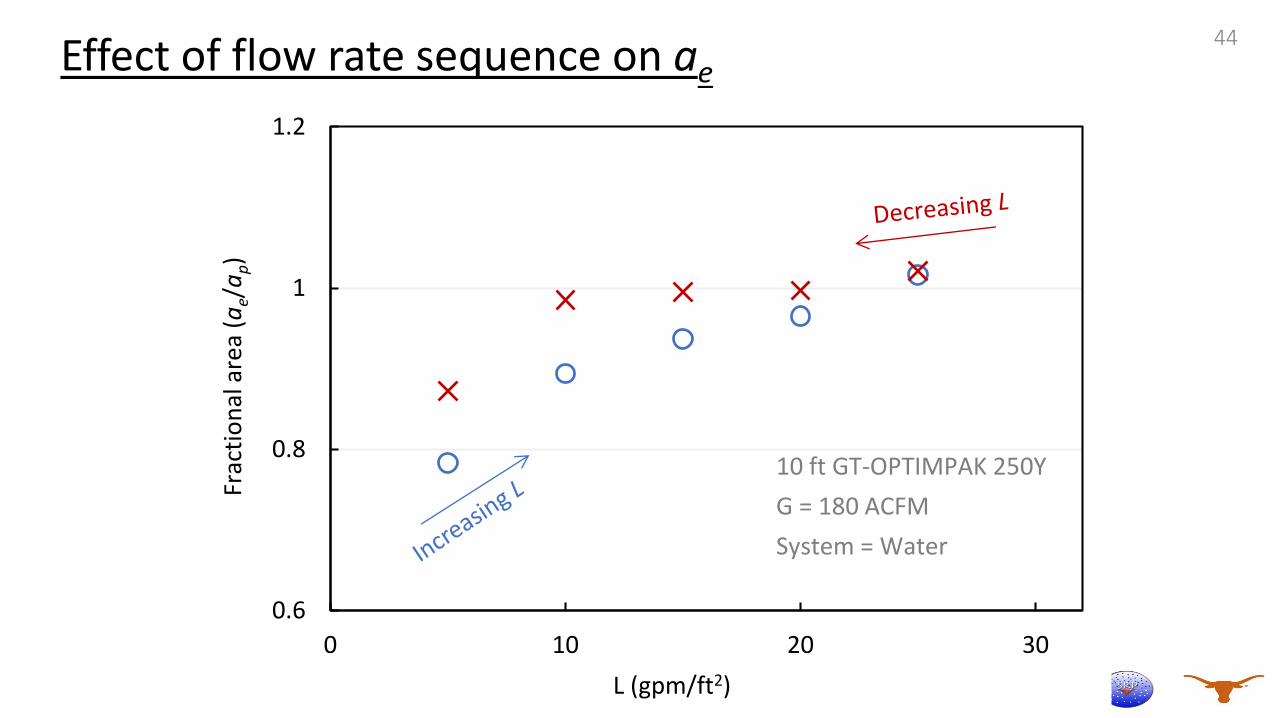
Effect of flow rate sequence on ae44
0.6
0.8
1
1.2
0 10 20 30
Frac
tio
nal
are
a (a
e/ap)
L (gpm/ft2)
10 ft GT-OPTIMPAK 250Y
G = 180 ACFM
System = Water
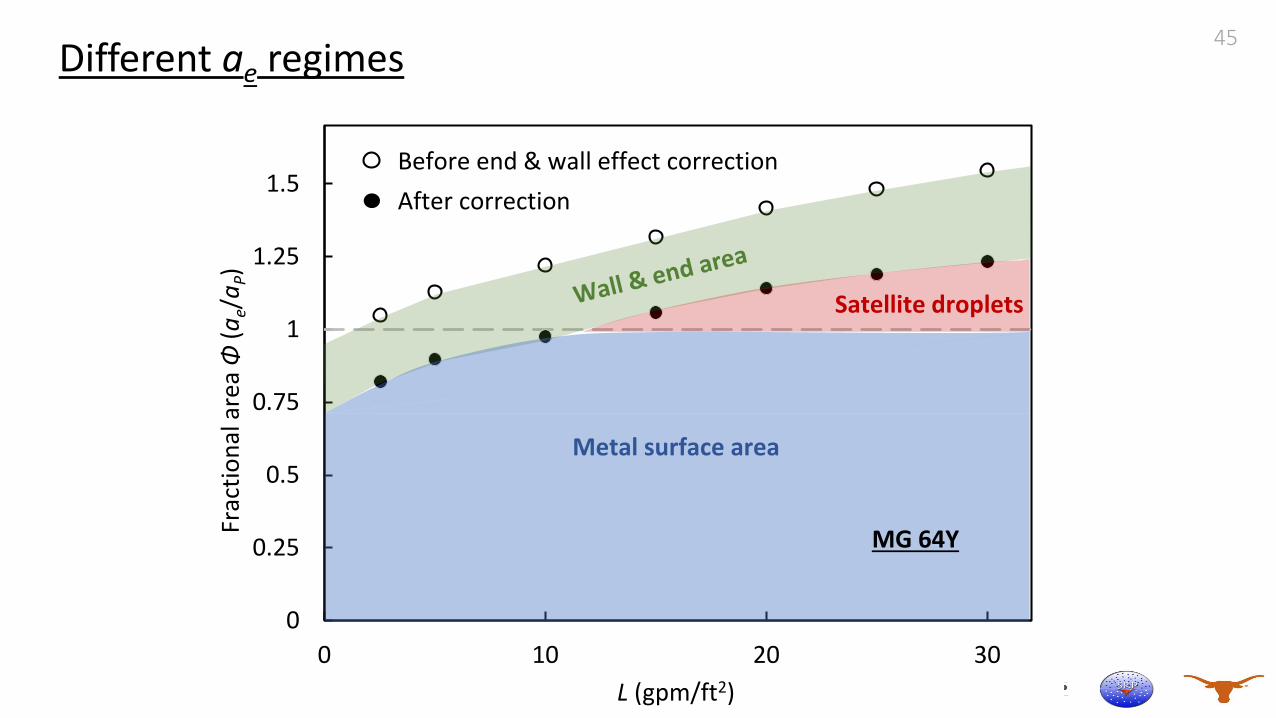
Different ae regimes45
0
0.25
0.5
0.75
1
1.25
1.5
0 10 20 30
Frac
tio
nal
are
a Φ
(ae/aP)
L (gpm/ft2)
Before end & wall effect correction
After correction
Metal surface area
Satellite droplets
MG 64Y
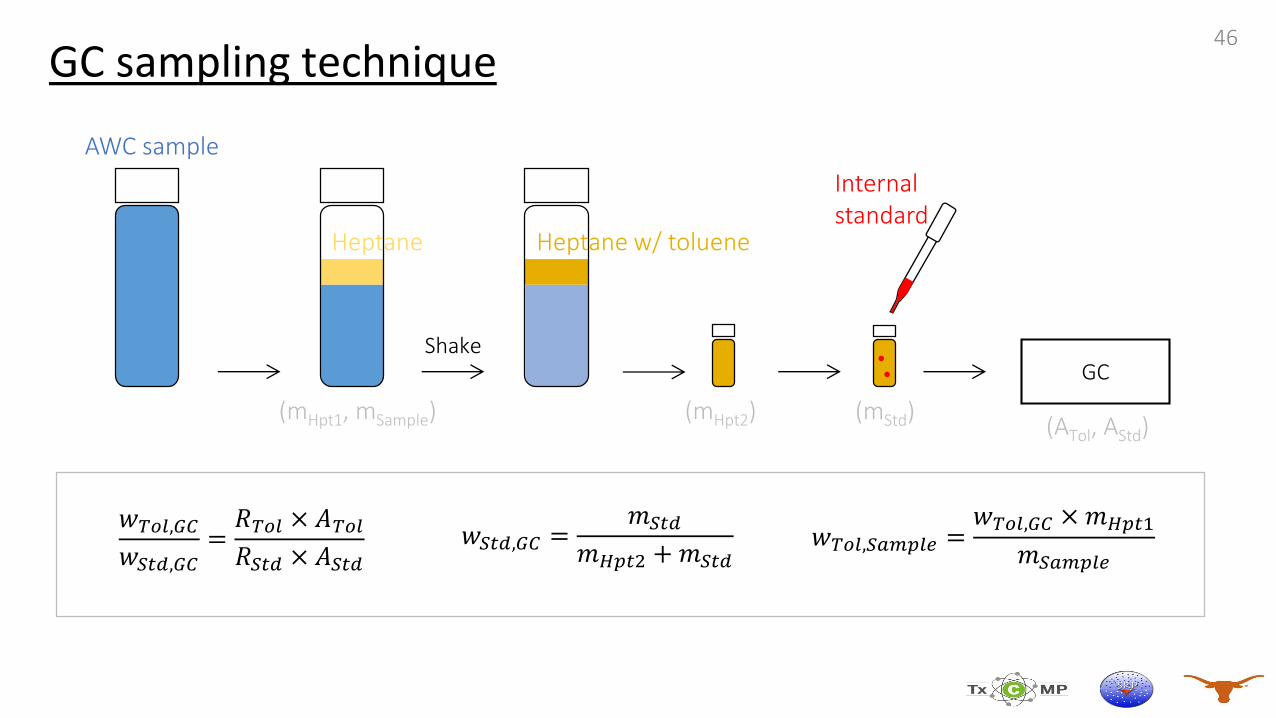
GC sampling technique46
AWC sample
Heptane Heptane w/ toluene
Internal standard
ShakeGC
(ATol, AStd)(mStd)(mHpt2)(mHpt1, mSample)
𝑤𝑇𝑜𝑙,𝐺𝐶
𝑤𝑆𝑡𝑑,𝐺𝐶=𝑅𝑇𝑜𝑙 × 𝐴𝑇𝑜𝑙𝑅𝑆𝑡𝑑 × 𝐴𝑆𝑡𝑑
𝑤𝑇𝑜𝑙,𝑆𝑎𝑚𝑝𝑙𝑒 =𝑤𝑇𝑜𝑙,𝐺𝐶 ×𝑚𝐻𝑝𝑡1
𝑚𝑆𝑎𝑚𝑝𝑙𝑒
𝑤𝑆𝑡𝑑,𝐺𝐶 =𝑚𝑆𝑡𝑑
𝑚𝐻𝑝𝑡2 +𝑚𝑆𝑡𝑑
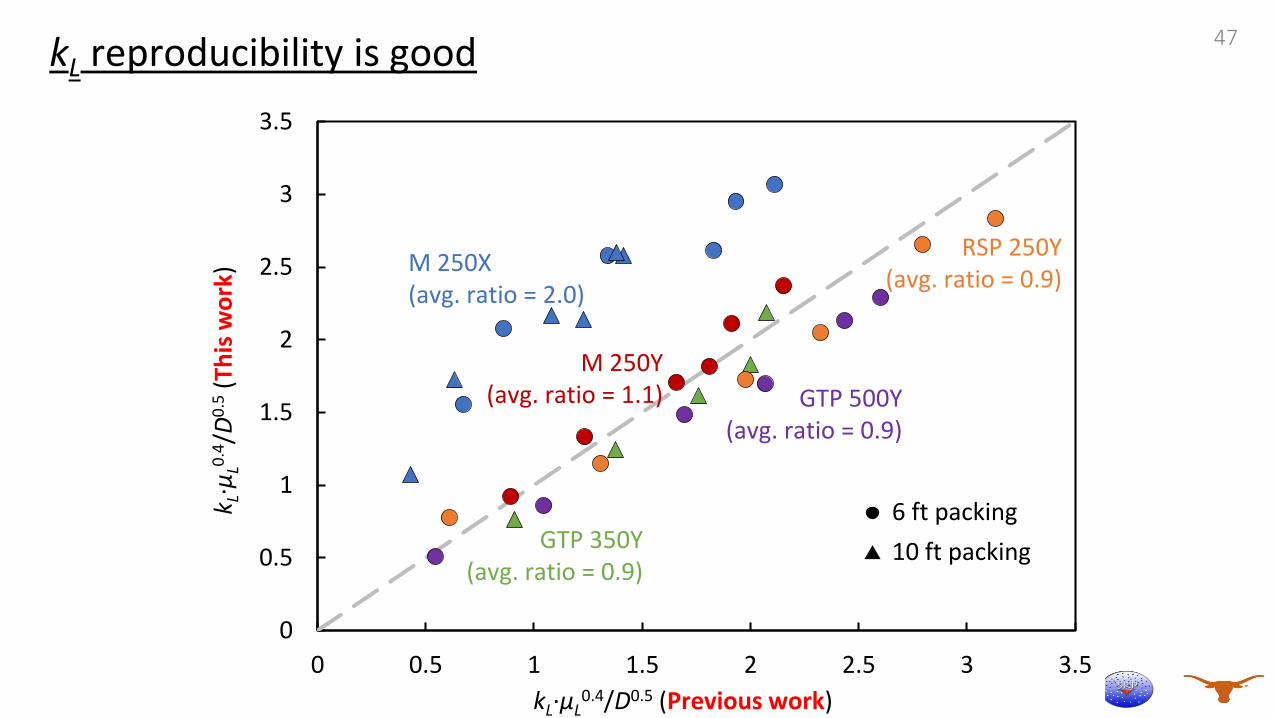
kL reproducibility is good 47
0
0.5
1
1.5
2
2.5
3
3.5
0 0.5 1 1.5 2 2.5 3 3.5
k L·µ
L0.4
/D0
.5(T
his
wo
rk)
kL·µL0.4/D0.5 (Previous work)
M 250X(avg. ratio = 2.0)
6 ft packing
10 ft packing
M 250Y(avg. ratio = 1.1)
GTP 350Y(avg. ratio = 0.9)
GTP 500Y(avg. ratio = 0.9)
RSP 250Y(avg. ratio = 0.9)

Outlier: M 250X 48
10
20
30
40
50
0 10 20 30 40 50
k L·µ
L0.4
/(D
0.5
·uL0
.57)
Outlet toluene (ppmW)
M 250X (this work)
M 250X (previous)
M 250Y
GTO 250Y
B1 250MN
RSP 250Y
RSR 0.5
Packing height: 6 ft or corrected 10 ft
Outlet toluene abnormally high
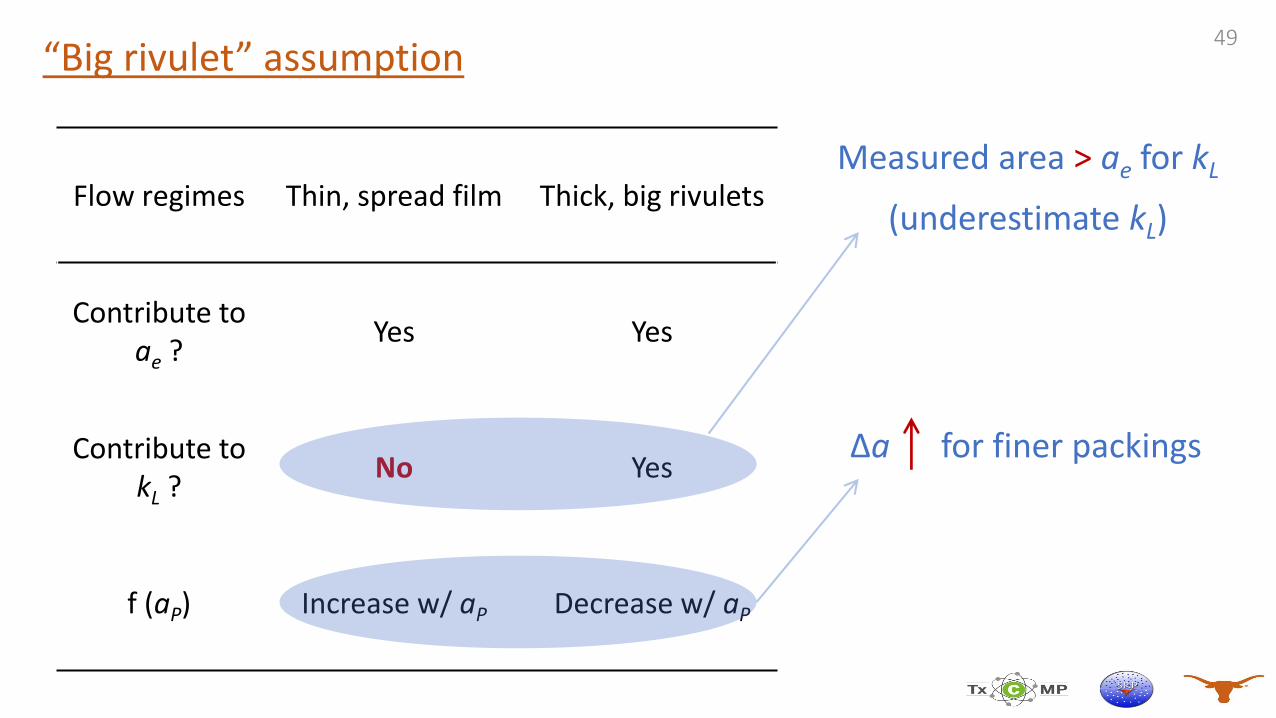
“Big rivulet” assumption49
Flow regimes Thin, spread film Thick, big rivulets
Contribute to ae ?
Yes Yes
Contribute to kL ?
No Yes
f (aP) Increase w/ aP Decrease w/ aP
Measured area > ae for kL
(underestimate kL)
Δa for finer packings
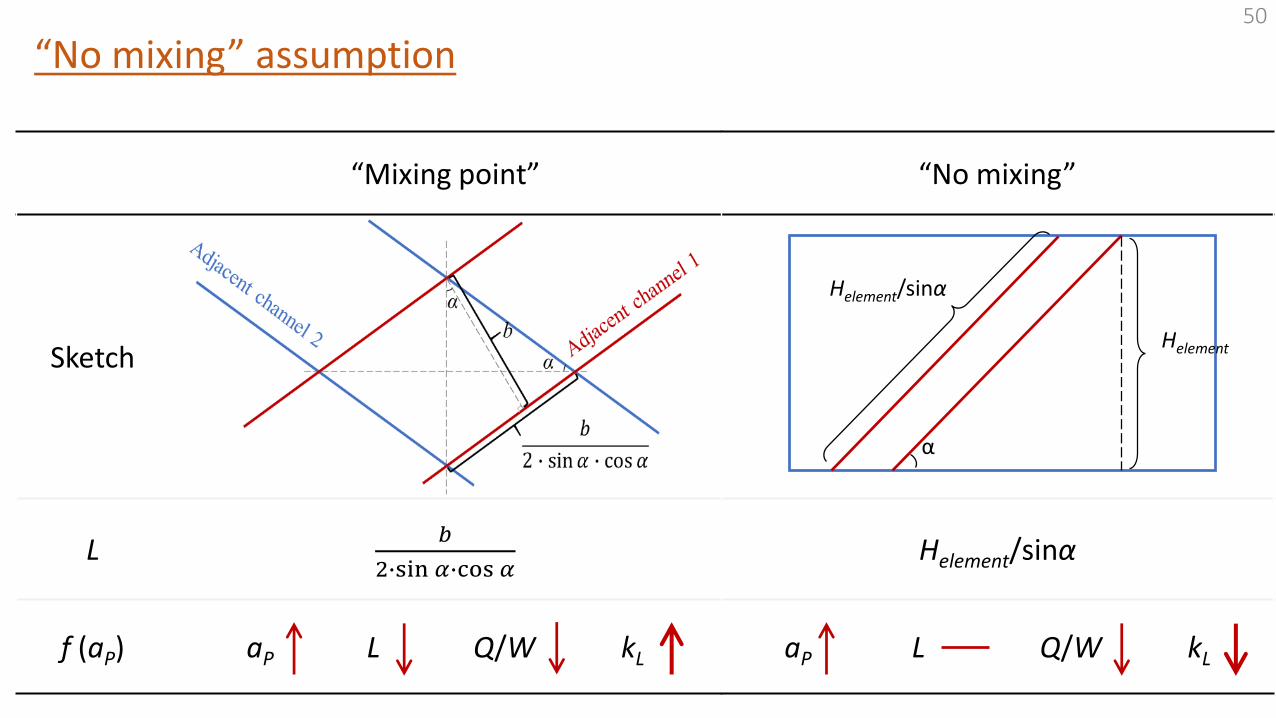
“No mixing” assumption50
Theoretical laminar falling film: kL ∝ L-1/2 (Q/W)1/3
“Mixing point”
Sketch
L𝑏
2∙sin 𝛼∙cos 𝛼
f (aP) aP L Q/W kL
“No mixing”
Helement/sinα
aP L Q/W kL
α
Helement
Helement/sinα
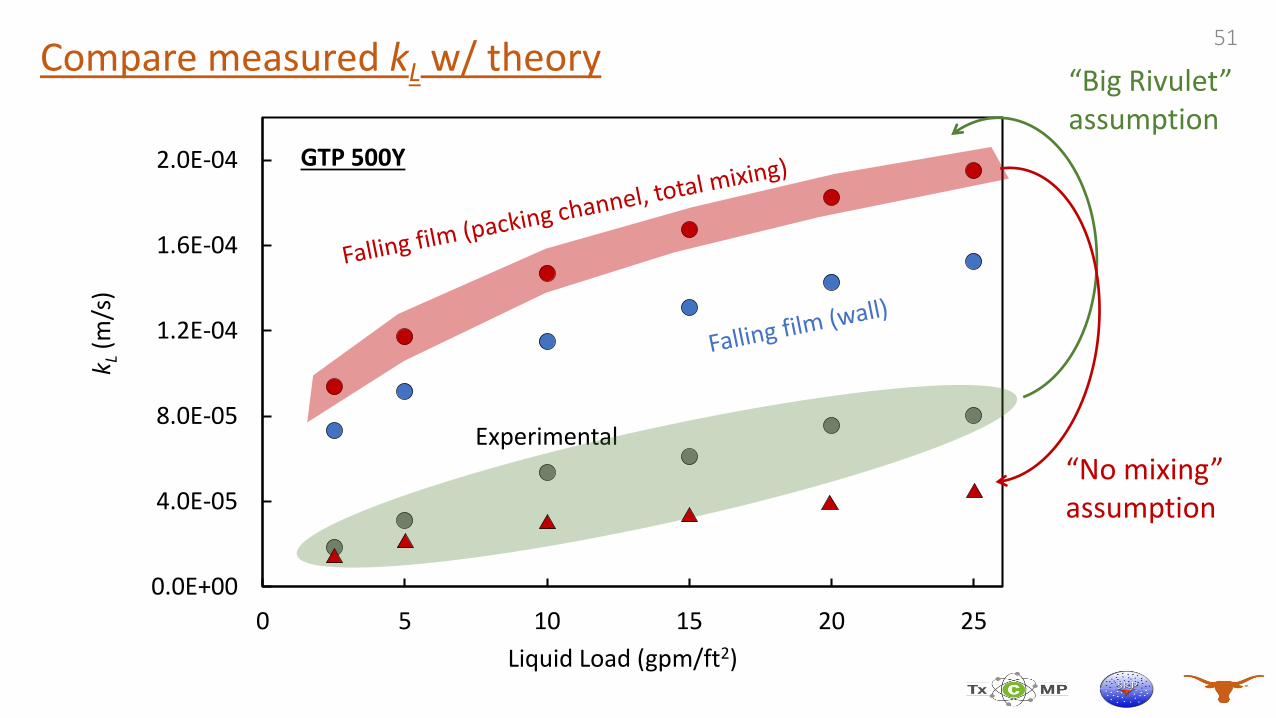
Compare measured kL w/ theory51
0.0E+00
4.0E-05
8.0E-05
1.2E-04
1.6E-04
2.0E-04
0 5 10 15 20 25
k L(m
/s)
Liquid Load (gpm/ft2)
GTP 500Y
Experimental
“Big Rivulet” assumption
“No mixing” assumption
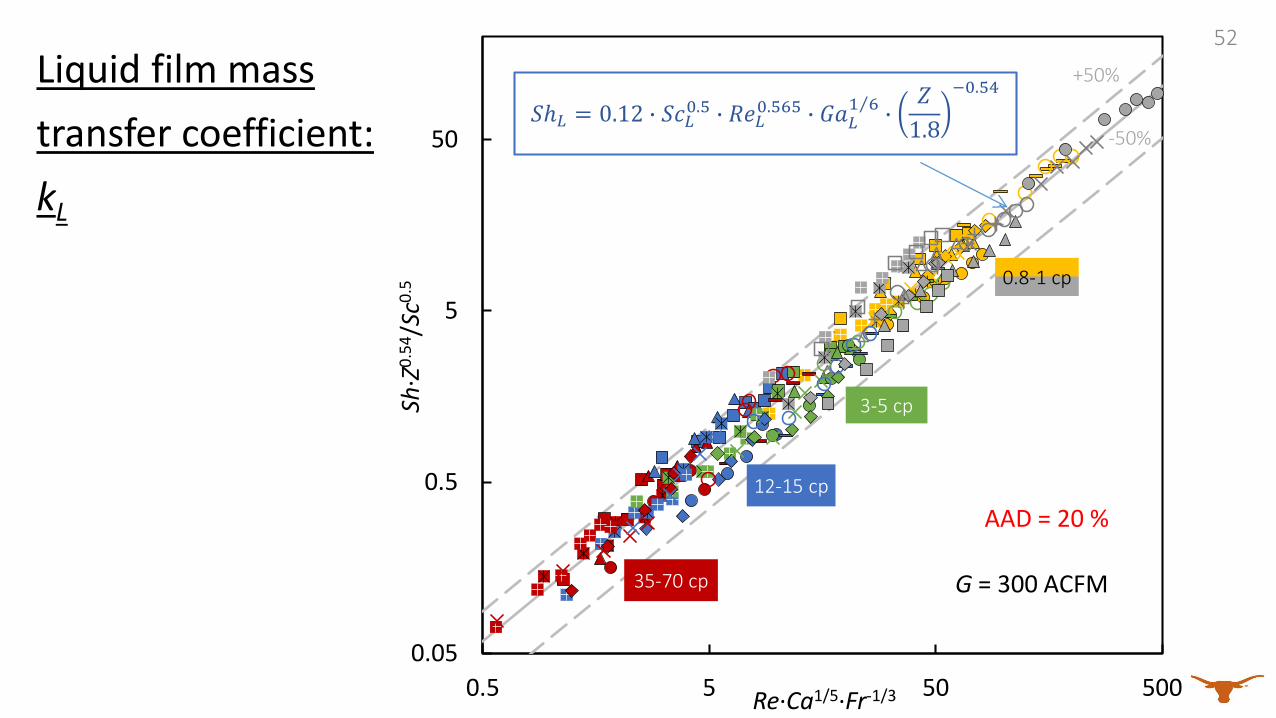
Liquid film mass
transfer coefficient:
kL
52
0.05
0.5
5
50
0.5 5 50 500
Sh·Z
0.5
4/S
c0.5
Re·Ca1/5·Fr-1/3
-50%
+50%
AAD = 20 %
G = 300 ACFM
0.8-1 cp
3-5 cp
12-15 cp
35-70 cp
𝑆ℎ𝐿 = 0.12 ∙ 𝑆𝑐𝐿0.5 ∙ 𝑅𝑒𝐿
0.565 ∙ 𝐺𝑎𝐿Τ1 6 ∙
𝑍
1.8
−0.54
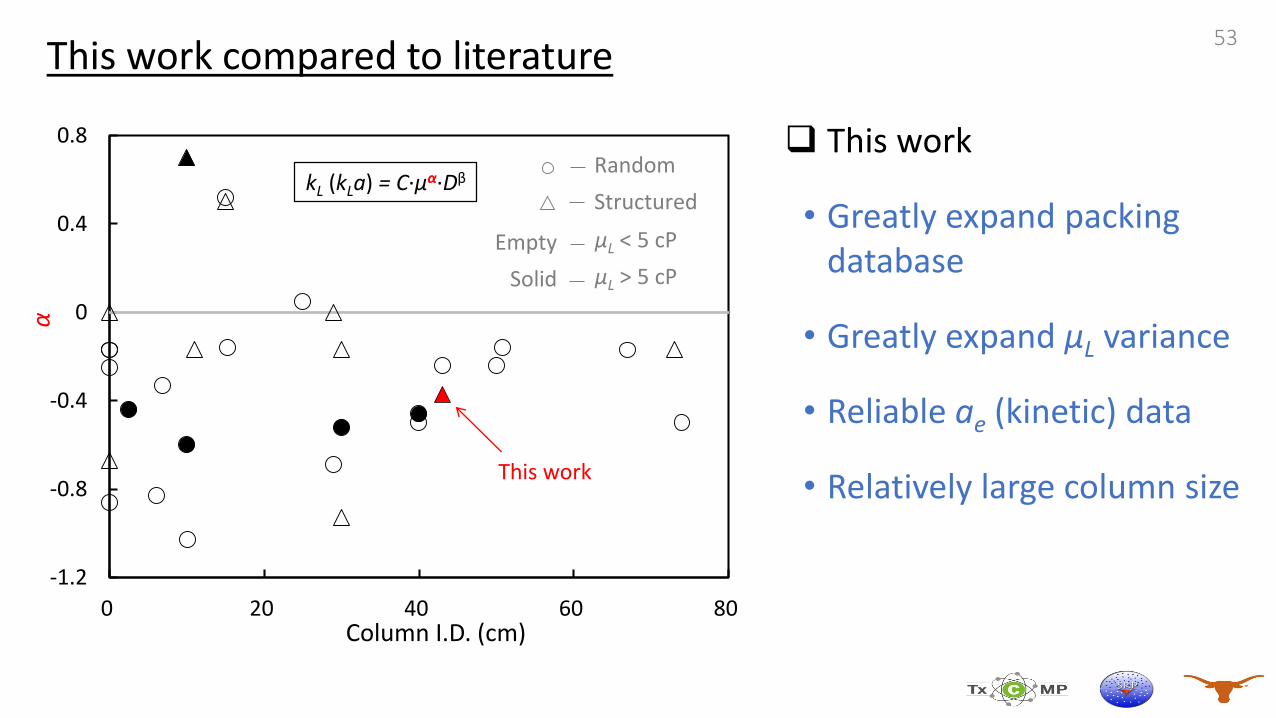
This work compared to literature
This work
• Greatly expand packing database
• Greatly expand µL variance
• Reliable ae (kinetic) data
• Relatively large column size
53
-1.2
-0.8
-0.4
0
0.4
0.8
0 20 40 60 80
α
Column I.D. (cm)
Random
Structured
Empty
Solid
μL < 5 cP
μL > 5 cP
This work
kL (kLa) = C·μα·Dβ
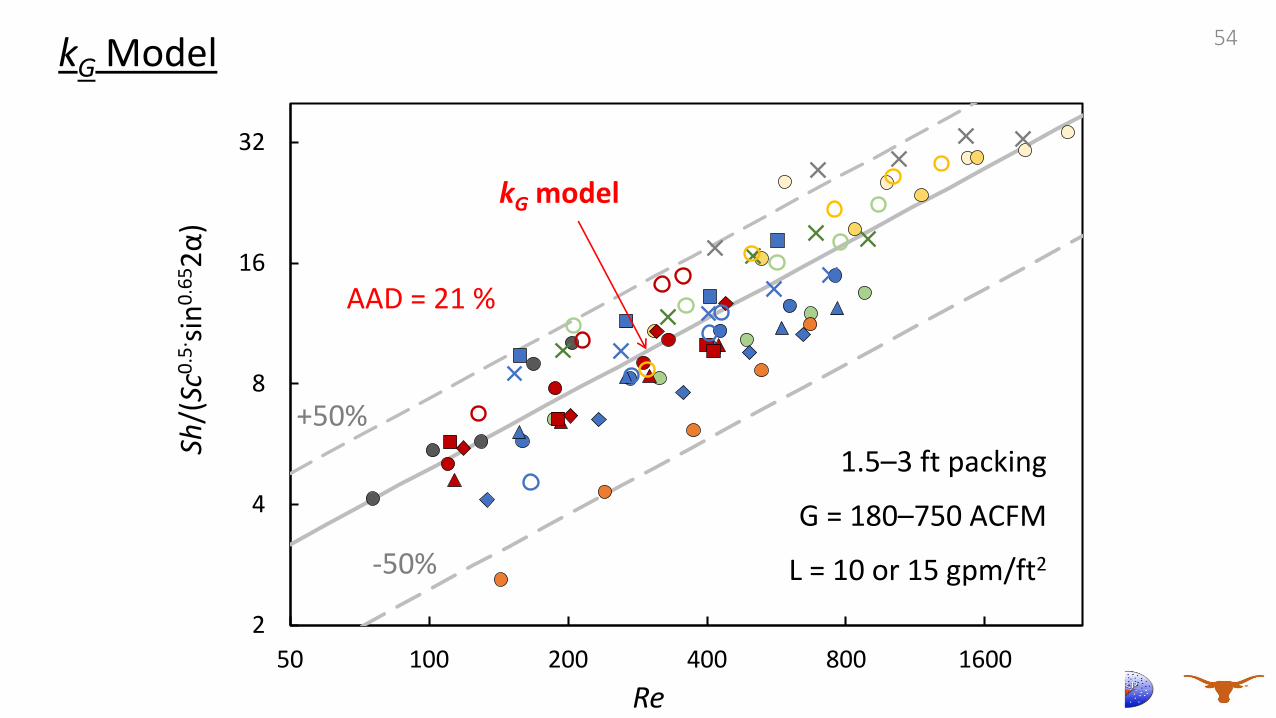
kG Model 54
2
4
8
16
32
50 100 200 400 800 1600
Sh/(
Sc0
.5· s
in0
.652
α)
Re
-50%
+50%
AAD = 21 %
1.5–3 ft packing
G = 180–750 ACFM
L = 10 or 15 gpm/ft2
kG model