Embed Size (px)
Citation preview
C6pia lmpressa pelo Sistema CENWIN
QUALl&A@O EM SOLDAGEM
SUM AR IO
1. Objetivo
2 Dafinig6es ANEXO - Figures
1 OBJETIVO
Esta’ Norma define OS termos empregados nas oper$&s de qual’ificasgo em sold%
gem.
2 DEFlNlCdES
Para OS efeitos desta Norma sao adotadas as definicoes de 2.1 a 2.83.
Se&s
2.1
2.2
2.3
2.4
Termos
Abertura da raiz
AcopZadeira
&guZo de arraste.
Angulo de avanco
Definisijes
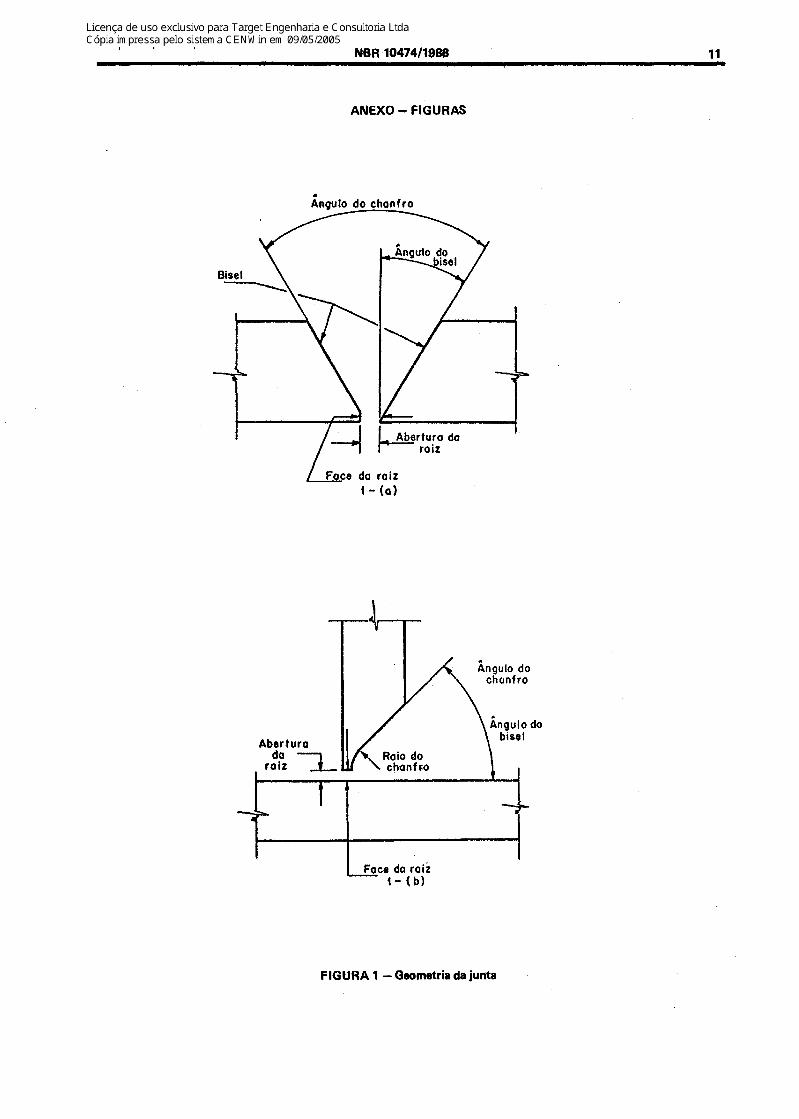
SeparaCao entre membros a serem unidos na raiz da junta (ver Figura 1 em x0).
An2
Maquinario empregado geralmente nas operaGoes de montagem de componentes a serem soldados.
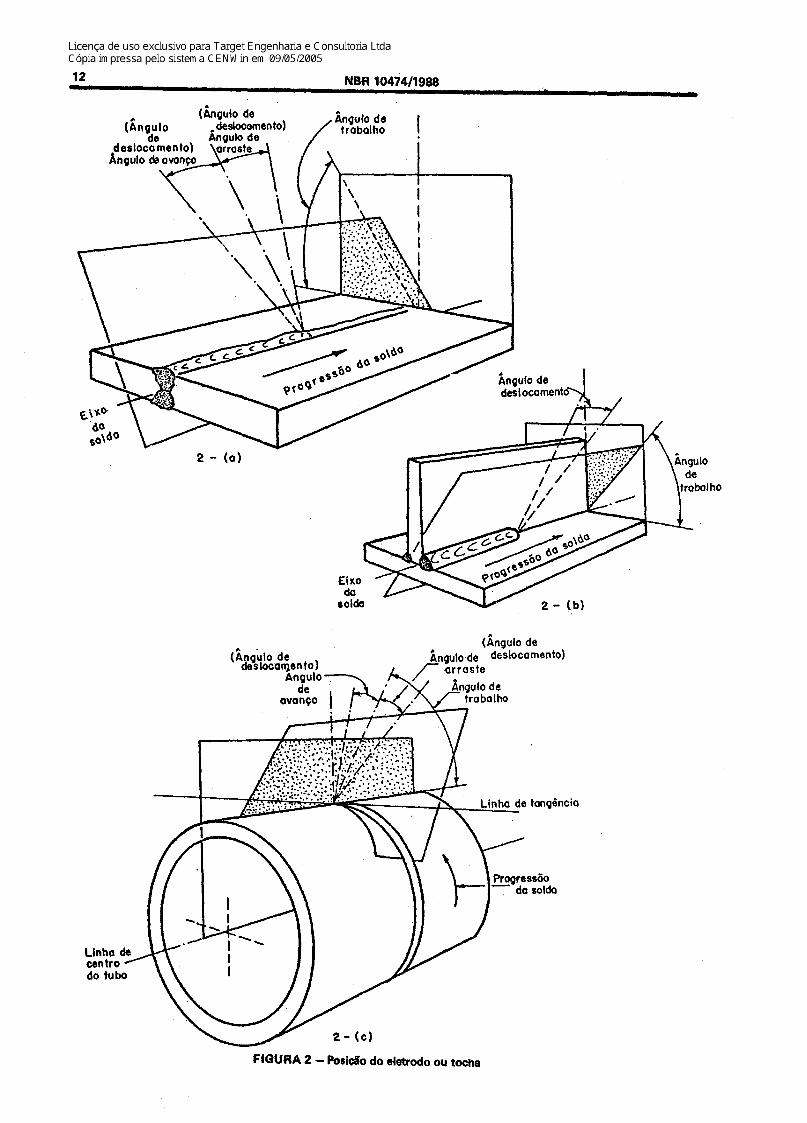
hgulo de deslocamento, quando o ele trodo esta apontando para a d i resaz oposta a’ da progress:0 da solda. Ver hgulo de deslocamento e Figura 2 em Anexo .
Angulo de deslocamento, quando o ele trodo es& apontando para a d i re& de progress;0 da solda. Ver hgulo de deslocamento e Figura 2 em Anexo.
Orim: ABNT - 1: 41 A7002/66 (TB-336)
CB-1 - Corni Braoilaik da lWinara@h e Mstalurgia
CE.1: 41.07 - Cornis& de Estudo de Unidades de Medidas, Terminobgia, Classifica#o e Simhbgia de So&gem
I~l.67~02 - Welding Qualification - Terminology
Descriptors: Waldhg qualification. ter&o&gy. welding.
Tomou oomo textohasa a AWS A 3.6, - iS80
SlSTEMA NACKWAL DE AIMIT - AS!WCIA~AO BRASlLEIRA
METROLOGIA, NoRyIm~Ao DE NORMAS Tl%JlCAS
E WALIDADE l,~Dt@lRIAL .Q
pgjw qualificaGgo am wrldagam. sMagam. I NBR 3 NORMA BRASI LEI RA &GlSTRADA
COO: 621.791: 66l.e 27 @ginas
C6pia lmpressa pelo Sistema CENWIN
2 NBRlQ4W1988
Se&s
2.5
2.6
2.7
2.8
2.9
2.10
2.11
Termos
Angulo de deslo~amento
AnguZo de trabalho
AnguZo do EseZ
AnguZo do chanfro
Bise 2
Camadu
Chanfro
b
Oefinicoes
a) para chapa: Sngulo que o eletrodo faz corn uma 1 i nha de refer&cia perpendicular a; eixo da solda, contida num plano que passa por este eixo. Ver tambern Angu lo de avanco e Angulo de Arraste.Ver Figura 2 em Anexo;
) para tubo: &gulo que o eletrodo far com,uma 1 i nha de ‘ref&&rcfa estendendo*..do .-ce; tro do tubo at< a poga de fusgo, no plano do eixo da solda. Este a^ncjulo pode sot- usado para definir a posi cao das tochas, pistolas, varetas e feixes de alta energia.
a) para chapas: sngulo formado entre o eletrodo e a superficie do metal de base, no pla no perpendicular a0 eixo da sold: (ver Figuras 2.a e 2.b em Anexo);
b) para tubos: kgulo formado.entre o eletrodo e a 1 inha de refer&c ia tangente do tubo, no plano comum ao eixo da solda (ver Figura 2.c em Anexo).
Angulo formado entre a borda preparada do componente;e urn plano perpendicular 5 superf icie deste componente (ver Figu ra 1 em Anexo) .
kgulo integral entre as bordas prepara das dos componentes (ver Figura 1 em Anexo) .
Borda do componente a ser soldado, pre parada na forma angular (ver Figura ‘i- em Anexo).
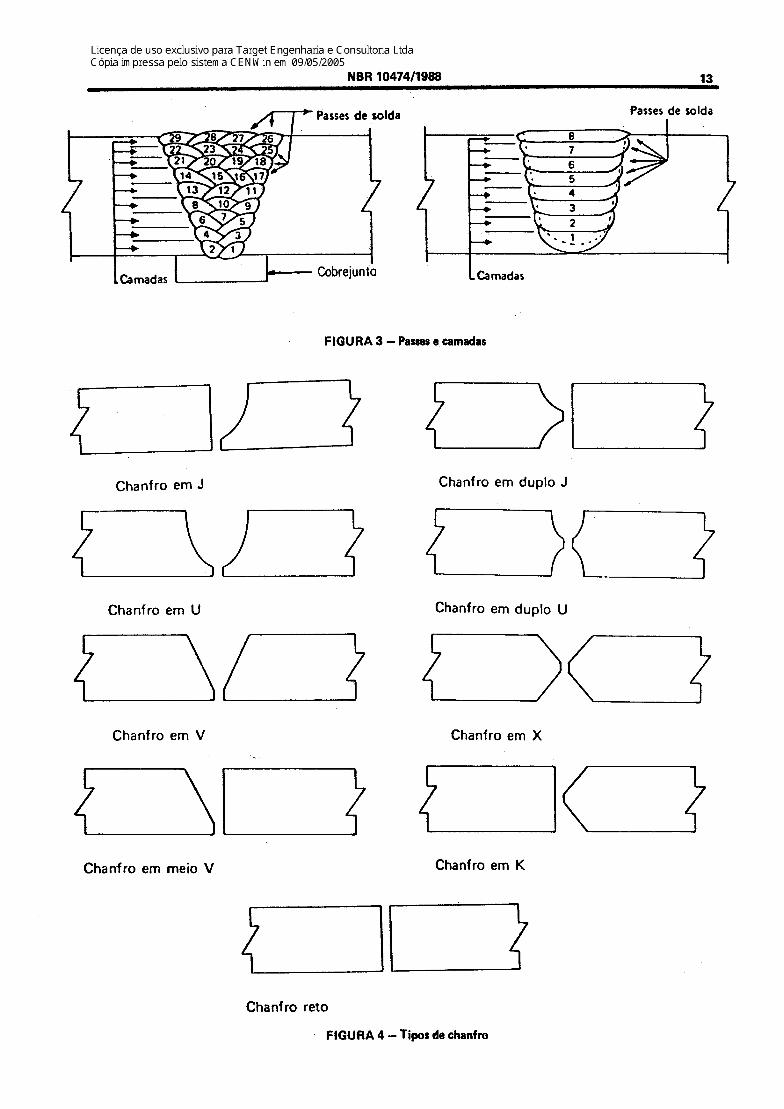
Oeposicgo de urn ou mais passes consecu tivos di.spostos lado a lado (ver Figura 3 em. Anexo) .
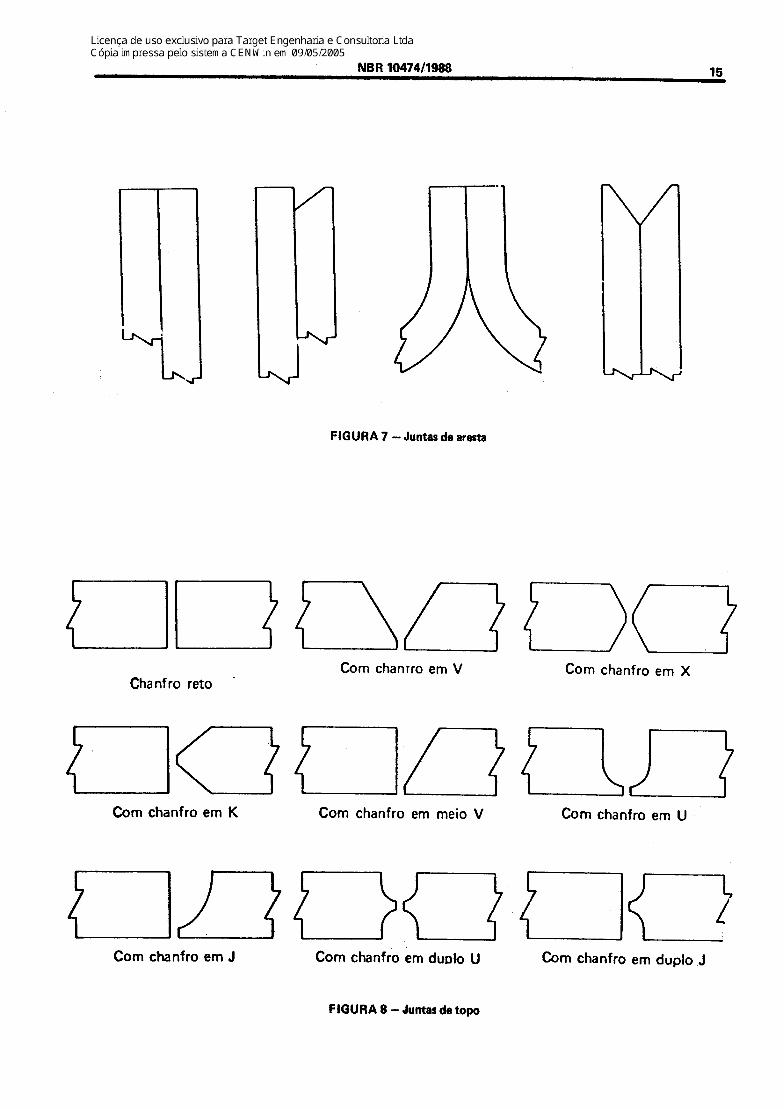
Abertura devi.damente preparada, na : su- perfkie de uma peca ou entre dois co” ponentes, para canter a solda. OS prin cipais tipos de.chanfros sa”o OS tes (ver f igura 4 em Anexo):
seguiTi
a) chanfro em J; b) chanfro em duplo J; c) chanfro em U; d) chanfro em duplo U; e).chanfro em V;
C6pia lmpressa pelo Sistema CENWIN NBR10474/1988 3
Se&es
2.11
2.12
2.13
2.14
2.15
2.16
2.17
2.18
2.19
2.20
2.21
2.22
2.23
Termos
Chan fro
Cobrejunta
Ensaio
Face da raiz
Face de fusiio.
Face do chanfro
Geometria da junta
Goivagem
Gbivagem a arc0
&ten&dude de corrente de soldagem
Junta
Junta dissimi kzr
Linha de fusiio
Def i n i Goes
f) chanfro em X; g) chanfro em meio V; h) chanfro em K; i) chanfro reto.
Material colocado na parte posterior da junta a ser soldada, para suportar o me tal fundido, durante a soldagem (ver FT gut-a 3 em ,Anexo).
-
Awl ia&o real izada em urn certo mate rial de maneira preestabelecida, sem a utiliza$o de dispositivos laborato riais especificos, podendo ser ,sob for ma destrutiva ou nio destrutiva (ver FT gura 2 em Anexo).
-
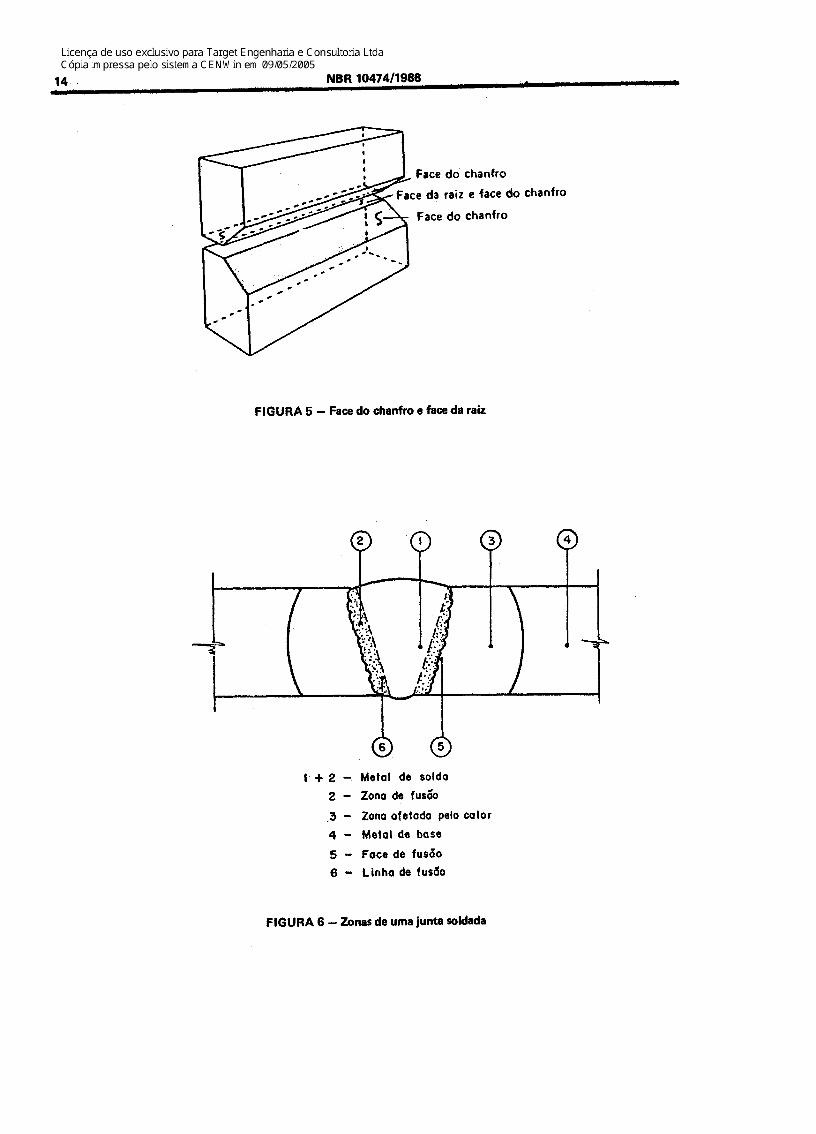
Parte da face do chanfro adjacente 5 raiz da junta (ver Figura 1 em Anexo).
Superficie do metal de base a ser fundi da durante a soldagem (ver Figura 6 eiii Anexo) .
Superf ikie de urn componente preparada prev,i amente, para canter a solda (ver Figura 5 em Anexo).
Forma e dimensoes da seCao transversal de uma junta a’ ser soldada.
0peraca”o pela qua1 se forma urn bisel ou urn chanfro, atraves da remoC:o de mate - rial.
Opera&o pela qua1 se forma urn bisel ou urn chanf ro, atra-v& da remoC;o de mate rial por arc0 elGtric0.
Faixa de corrente el&-trica apl icada’du rante a execu&o de solda..
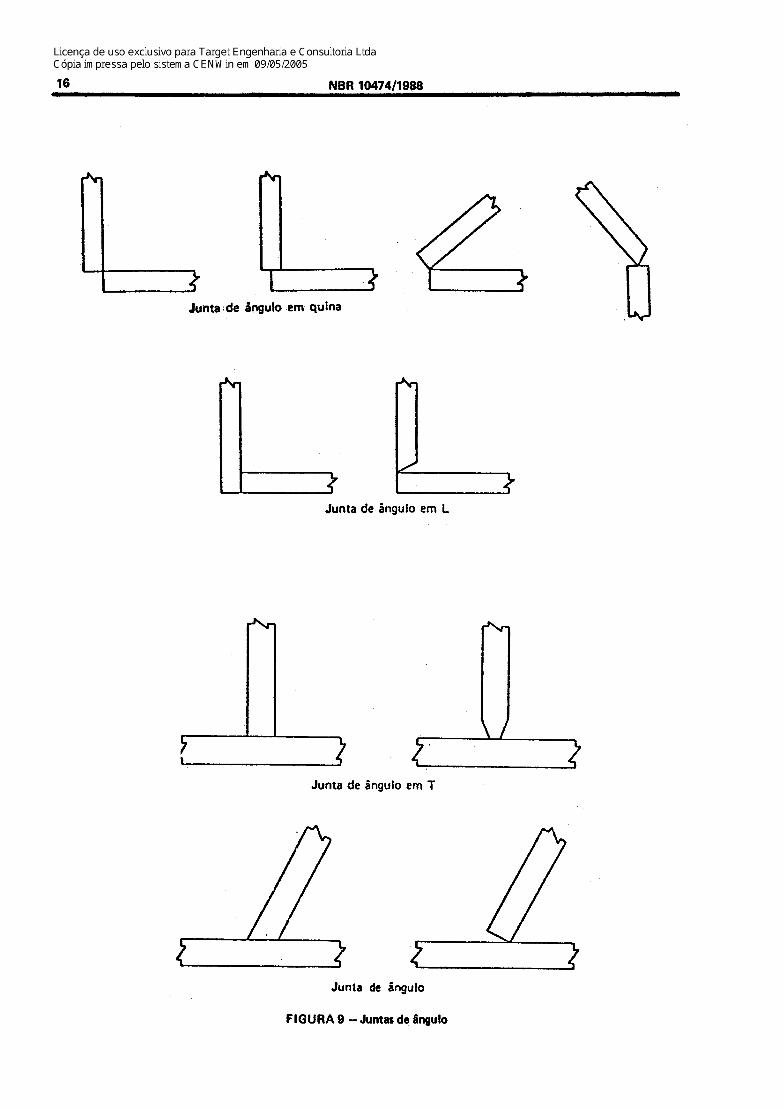
Reg ia”o onde duas ou mai s peGas serao uni.das por soldagem. Ti.pos; de aresta, de topo, de gngulo e sobreposta (ver FL guras 7, 8, 9 e 10 .em Anexo),
Junta const i tuida por componentes,cujas composi&es quimicas dos metais de base diferem si.gni.fi.cati.vamente.entre.si..
Interface entre a zona de fuss0 e o’me_, tal de base (ver Fi.gura 6 em.Anexo) .
SeCiio
2.24
2.25
2.26
2.28
2.27
2.29
2.30
2.31 Passe
2.32 Passe de revenimento
2.33
2.34
2.35
2.36
2.37
2.38
Termos
Matu- junta
Metal de adiciio
MetaZ de base
Metal de solda
Metal depositado
@erador de soldagem
Oscilaci?o do eletrodo
Passe de solda
C6pia lmpressa pelo Sistema CENWIN
4 NBR 1044/1990
Definicoes
Ver Cobrejunta.
Metal a set- adicionado a’ uma junta para sua soldagem ou brasagem.
Material a ser soldado, brasado ou co: tado.
Regiao fundida durante a soldaaem, _’
Metal de adiG& deposiiado durante a operacgo de sol dagem.
Pessoa capacitada a operar equipamento de soldagem automStico ou mecanizado.
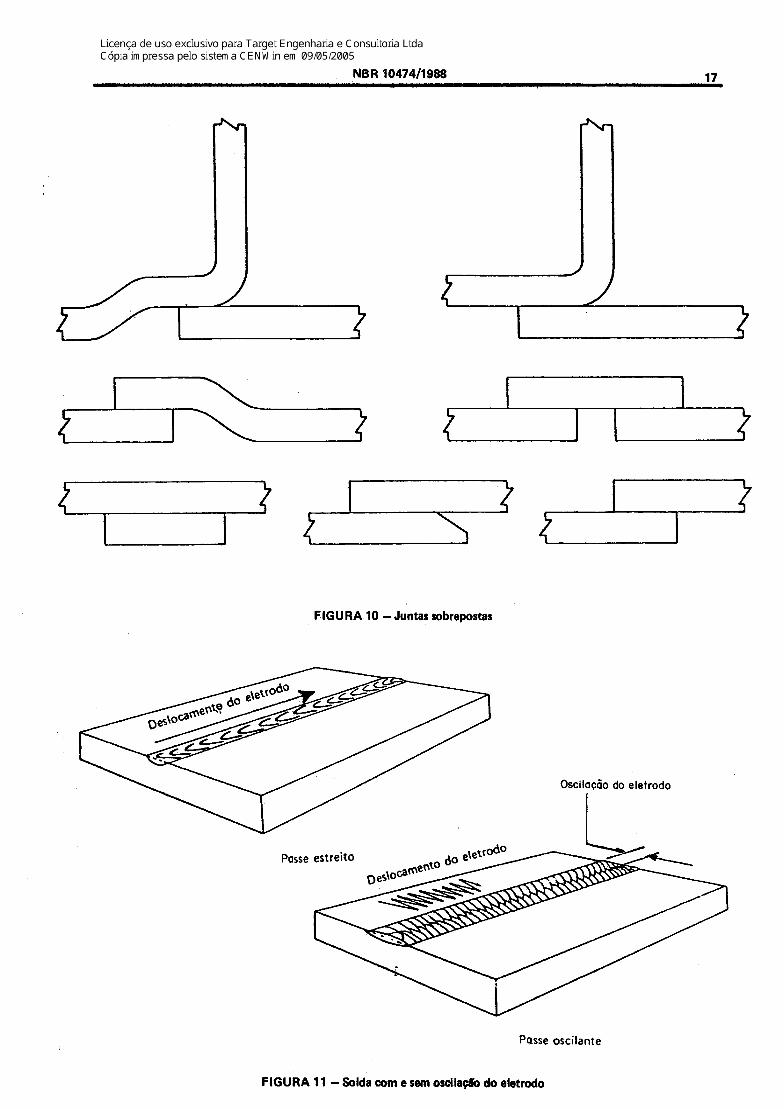
Medida linear do deslocamento lateral do eletrodo, em relaGa”o ao eixo da sol da (vet- Figura 11 em Anexo).
Ver Passe de solda.
Dep6sito de solda, feito em condiCijes que permitam a modif icaG;o estrutural do dep&i to anterior e de sua zona afe tada pelo calor.
Passe de soZda estreito
ProgressSo simples de uma opera$o de soldagem’ou revestimento. 0 resul tado de urn passe e’- urn corda” de solda (ver Figura 3 em.Anexo).
Passe realizado sem movimento oscilato rio apreciavel (ver Figura 11 em A& x0).
Passe de so lda oscilante Passe real izado corn oscilaCa”o transver- sal (ver Fi.gura. 11 .em Anexo) ;
Perna de solda Dtsthcia ,minima da raiz da junta, a mat-gem da solda em Sngulo (ver Fi gura 12 em Anexo).
Polaridade Ver Polaridade direka e Polaridade, in _ versa,.
PO Zaridade dire ta Ti po de 1 i-gaGso para sol dagem corn co5 rente continua, onde o eletrodo 6. o po lo negativo e 0 componente, 0 polo pos1 tivo,
C6pia lmpressa pelo Sistema CENWIN
NBR10474/19%? 6
Sef$es Te rmos
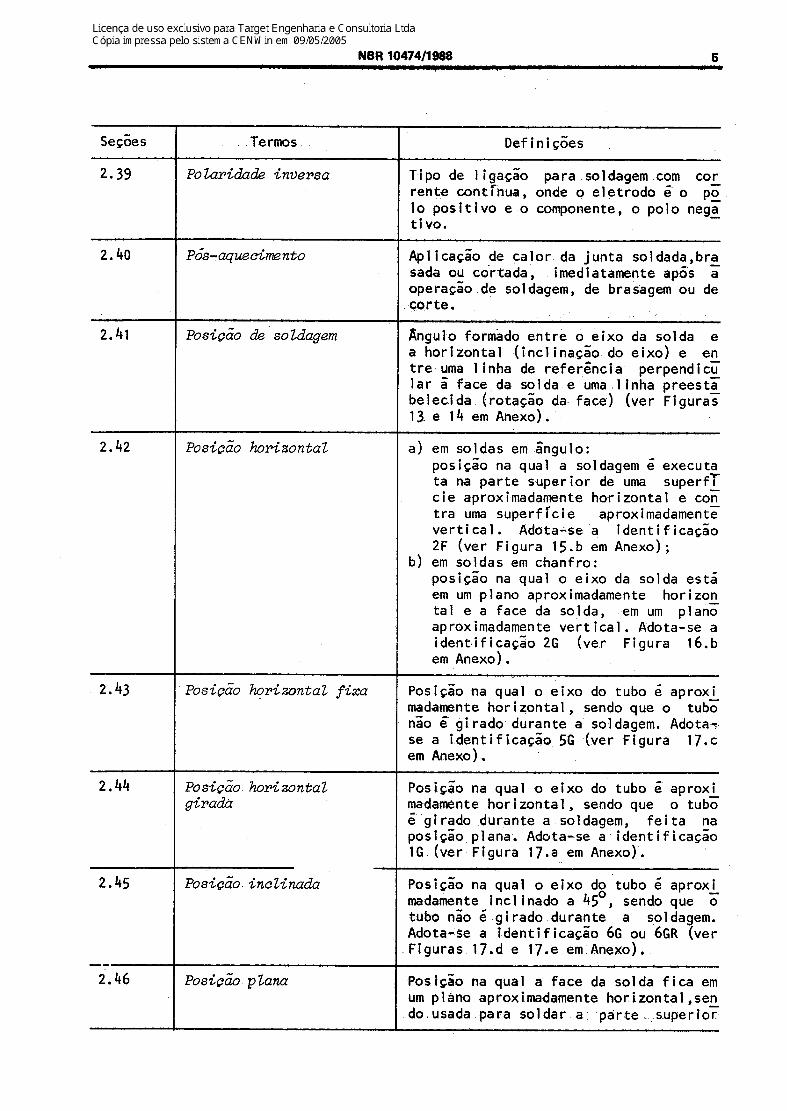
2.39 Po lurida& inversa
2.40 P&3-aquecimento
2.41 ~osi&io de soldagem
2.42 PO&GO horizonta2
2.43 I
PosigGo hori.wntaZ fixa
2.44 PosicZo horizontal girada
I -
2.45 Posi&io. incZinada
2.46 Posiciio p lana
Definicoes
Tipo de liga& para soldagem corn car ren te con t inua , onde o eletrodo 6. o po lo positivo e 0 componente, 0 polo nega tivo.
Aplica&o de calor da junta soldada,bra sada ou cortada, imediatamente ap& a operacso de soldagem, de brasagem ou de torte.
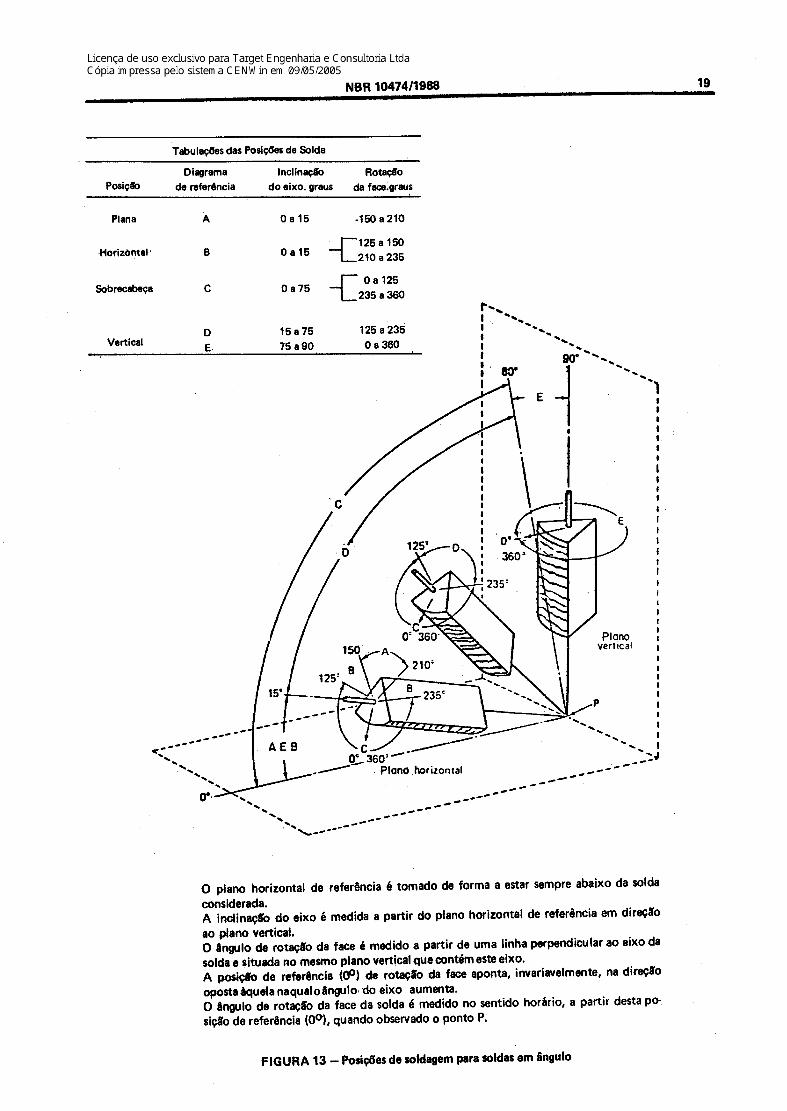
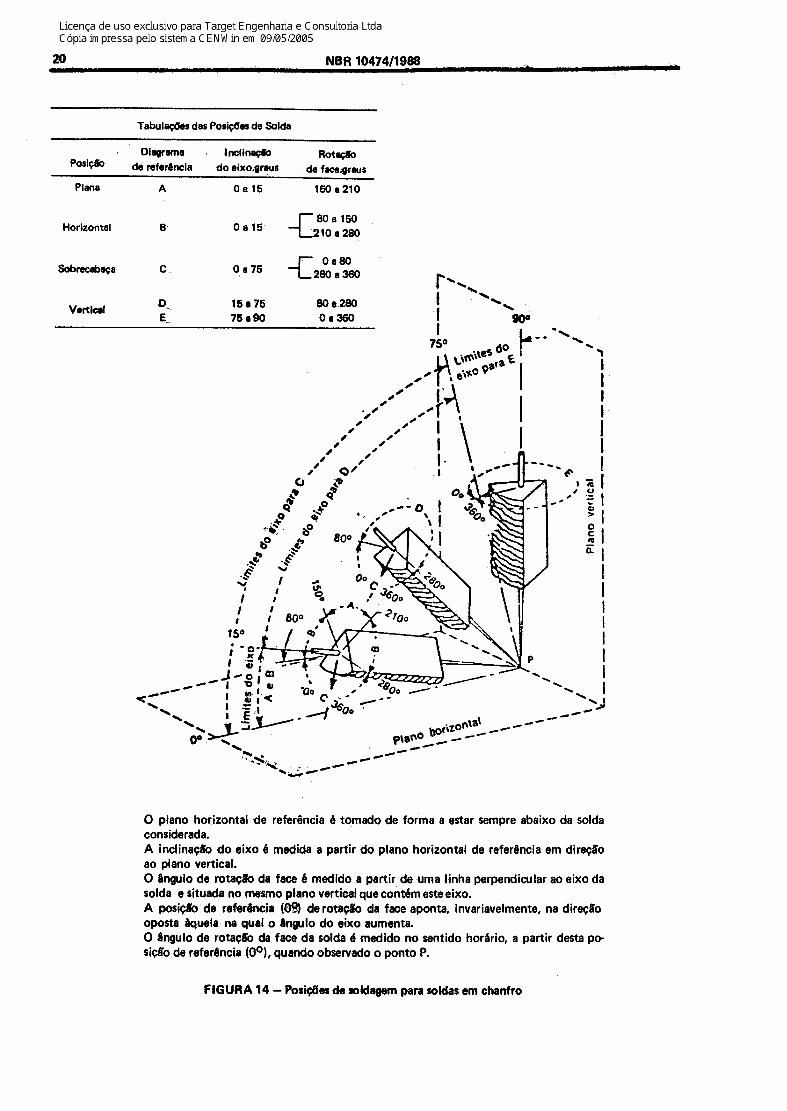
Angulo formado entre o eixo da solda e a horizontal (inclinacao do eixo) e en tre uma linha de refer&cia perpendicii lar a’ face da solda e uma .l inha .preestg belecida (rotac;jo da- face) (ver Figuraz 13. e 14 em Anexo).
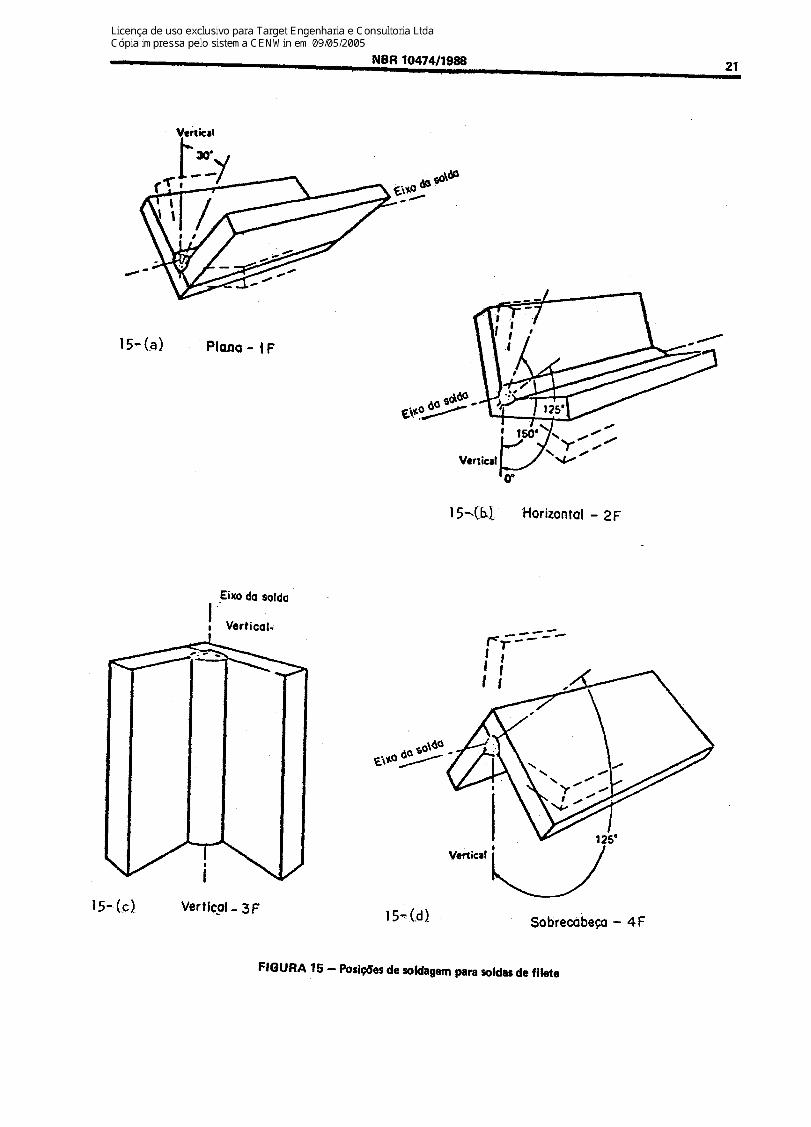
a) em soldas em Sngulo: posicso na qua1 a soldagem 6 executa ta na parte superior de uma superfr tie aproximadamente horizontal e COT; tra uma superficie aproximadamente vertical. AdutaGse a i dent i f icacao 2F (ver Figura 15.b em Anexo) ;
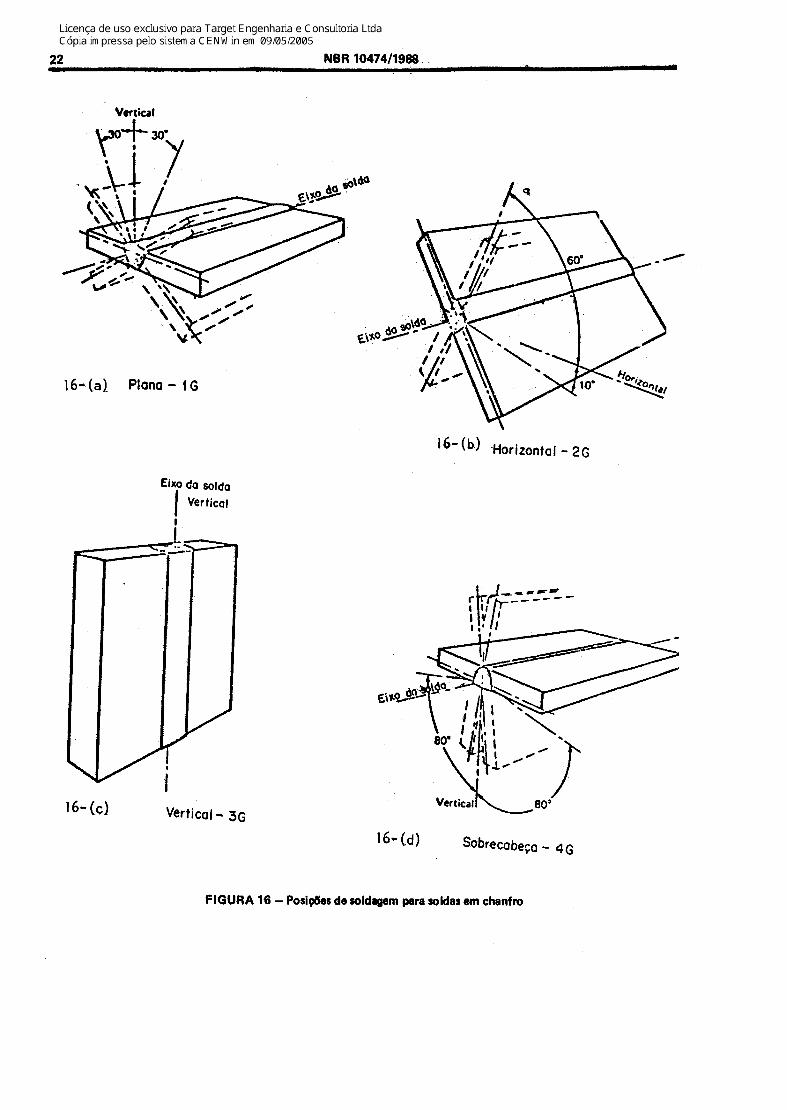
b) em soldas em chanfro: posica”o na qua1 o eixo da solda esta em urn plano aproximadamente horizon tal e a face da soTda, em urn plan; aproximadamente vertical. Adota-se a ident.if icacao 26 (ver em Anexo) .
Figura 16.b
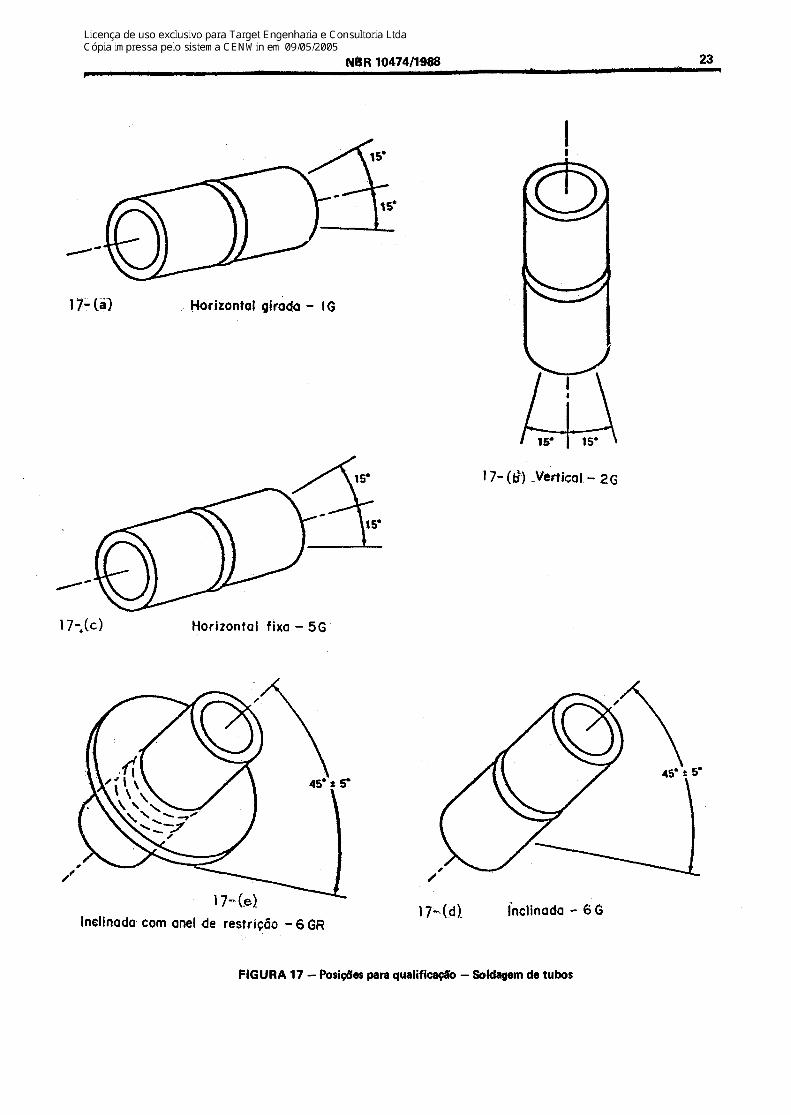
Posicao na qua1 o eixo do tubo e aproxi madamente horizontal , sendo que o tub;; nao 6. gi rado durante a soldagem, Adotat se a tdentificacao 56 (ver Figura 17.c em Anexo).
Posicao na qua1 o eixo do tubo 6. aproxi madamente horizontal, sendo que o tub; g- girado durante a soldagem, feita na posicio plana. Adota-se a’identificacao 1G (vet- Figura 17.a em Anexo).
PosicSo na qua1 o eixo do tubo 6 aproxL madamente inclinado a 45’, sendo que o tubo na”o 6. girado durante a soldagem. Adota-se a identificaczo 66 ou 6GR (ver Figuras. 17.d e 17.e em:Anexo).
PositGo na qua1 a face da solda fica em urn plano aproximadamente horlzontal,sen do. usada .para soldar a; ‘parte . ..s.uperioy
C6pia lmpressa pelo Sistema CENWIN
Se&es Termos, Definisoes
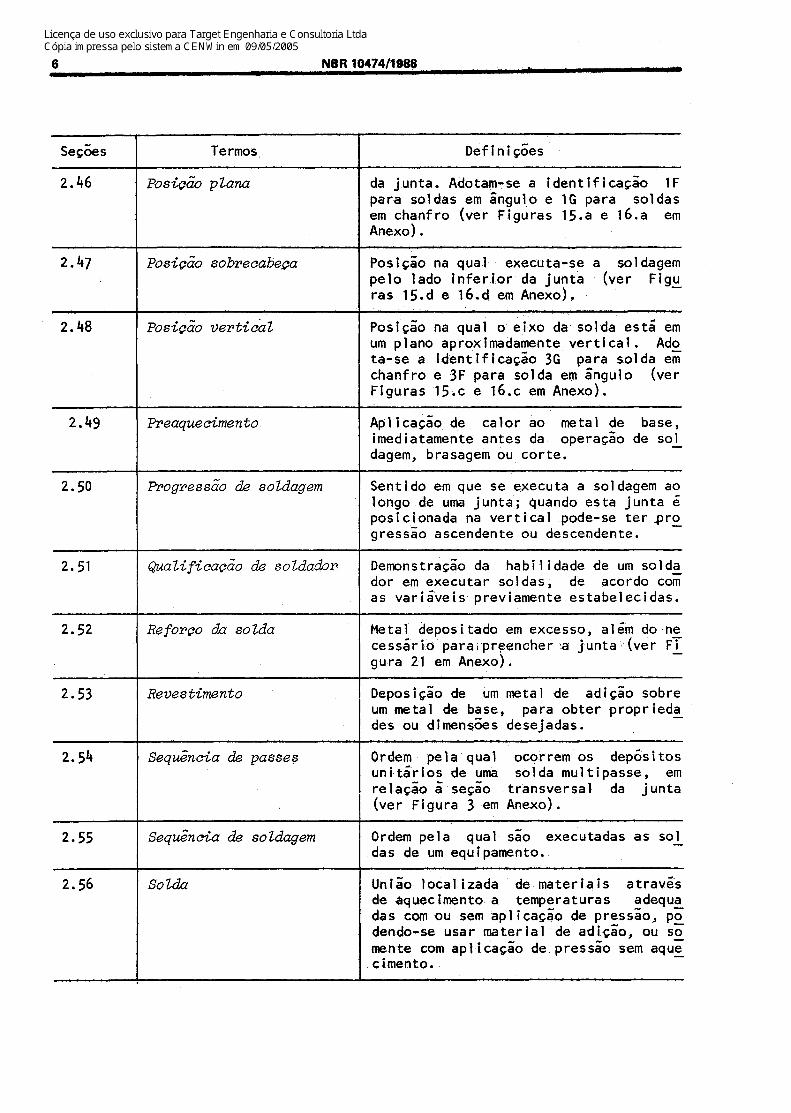
2.46 da j.unta. Adotam-se a identificaG& 1F para soldas em kgulo e 1G para soldas em chanfro (ver Figuras 15.a e 16.a em Anexo) .
Posi$o na qua1 executa-se a soldagem pelo lado inferior da junta (ver Fig; ras 15.d e 16.d em Anexo),
Posi&o p Zana
2.47 PosicZo sobrecabeCa
2.48 Posica”o na qua1 o eixo da solda,esti em urn plano aproximadamente vertical. Ado ta-se a identif ica$o 36 para, solda ek chanfro e 3F para solda em sngulo (ver Figuras 15.~ e 16.~ em Anexo).
PosictEo verti&Z
Preaquecimento 2.49 Apl i caCa”o de calor ao metal de base, imediatamente antes da operaC:o de sol dagem, brasagem ou torte.
ProgressZo de soldagem 2.50 Sentido em que se executa a soldagem ao longo de uma junta; quando esta junta e posicionada na vertical pode-se ter pro gressao ascendente ou descendente.
Qualifieaciio de soldador DemonstraGso da habilidade de urn solda dor em executar soldas, de acordo co% as vari&eis previamente.estabelecidas.
2.51
2.52 Reforco da soZda Metal depositado em excesso, alem do ne cessari,o parai‘prgencher :a junta::(ver FT gu ra 21 em Anexo) .
-
2.53 Reves timento Deposi$o de urn metal de adisa”o sobre urn metal de base, para obter propr ieda des ou dimenks desejadas.
2.54 Sequ&cia de passes Ordem pela qua1 ocorrem OS depositos uni.tgri.os de uma solda multipasse, em relaCZ0 a’ se$o .transversal da junta (ver Figura 3 em Anexo).
Sequhia de soldagem Ordem pela qua1 sa”o executadas as sol das de um.equipamento.
Unia”o localizada de materiais atraves de aquecimento a temperaturas adequa das corn ou sem aplicacao de presszo, p‘;; dendo-se usar material’de adicso, ou so mente corn apl i caCa”o de pressa” sem aque cimento.
2.55
2.56 So Zda
C6pia lmpressa pelo Sistema CENWIN
NBR 10474/1988 7
SeG6es
2.57
2.58
2.59
2.60
2.61
2.62
2.63
2.64
2.65
2.66
2.67
Te rmos
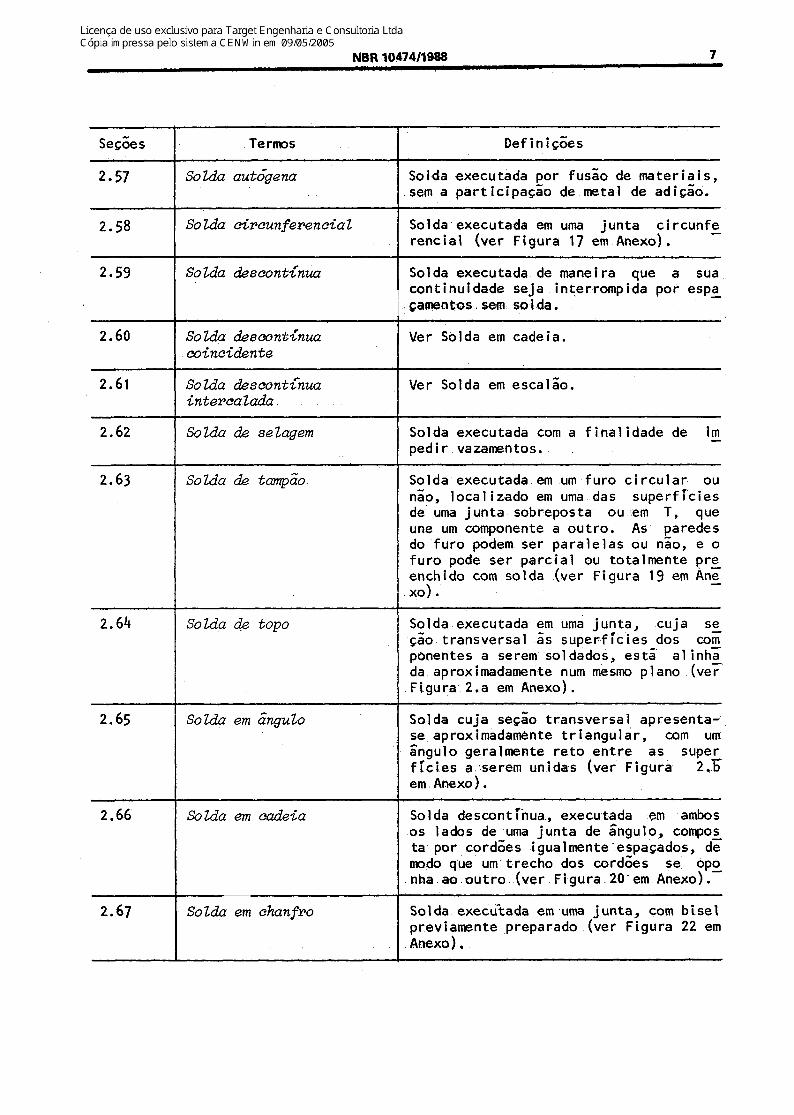
So Zda autt$gena
So Ldu &rcunferenciaZ
Sold22 descontha
So7.dq dexwcntinua coincidente
Soi!da descontz’nua intercalada
SoZda de selagem
Solda de tamp20
SoZda de topo
Solda em &gut0
Solda em cadeia
Solda em chanfro
Def inic6es
Solda executada por f&o de materiais, sem a participacso de.metal de adicgo.
Solda executada em uma junta circunfe rencial (ver Figura 17 em Anexo).
Solda executada de maneira que a sua, continuidade seja interrompida por espy Camentos. sem .solda.
Uer Solda em cadeia.
Ver Solda em escalao.
Solda executada corn a finalidade de im pedirvazamentos..
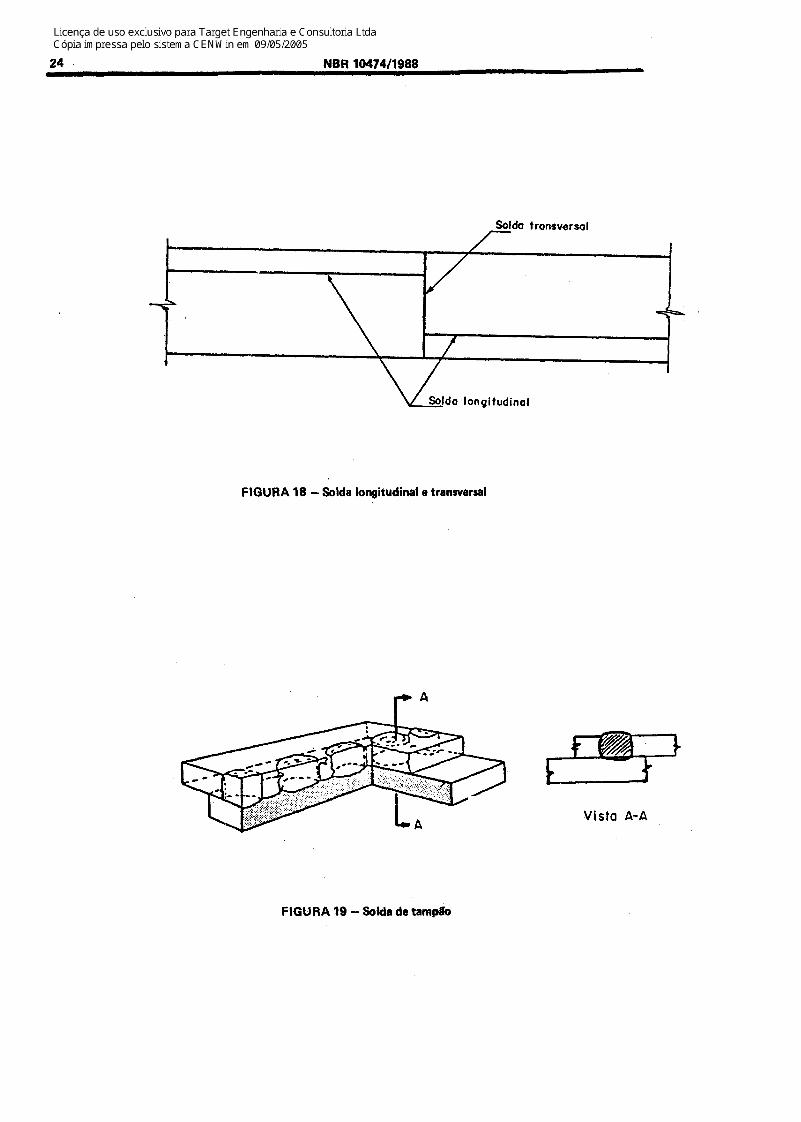
Solda executada em urn furo circular. ou nao, localizado em uma das superficies de uma junta sobreposta ou .em T, que une urn componente a ou tro. As paredes do furo podem ser paralelas ou n”ao, e o furo pode ser partial ou totalmetite or-5 enchido corn solda (ver Figura 19 em Ane XQ).
Solda executada em uma junta, cuja se &io transversal 5s super.ficies dos corn ponentes a serem’ soldados, esta al inhg da aproximadamente num mesmo piano (ver Figura 2.a em Anexo).
Solda cuja secso transversal apresenta- se aproximadamonte triangular, corn urn sngulo geralmente ret0 entre as super ficies a.serem unidas (ver Figura 2.6 em Anexo) .
Sol da descant inua, execu tada .em ambos OS lados de uma junta de gngulo, compos- ta porcordoes igualmente’espacado.s, de modo q’ue um.trecho dos cordijes se opt nha.ao.outro.(ver.Figura.20eem.Anexo).
Solda. execcitada em uma junta, corn bi.sel previamente preparado (ver Fi.gura 22 em Anexo) ,
C6pia lmpressa pelo Sistema CENWIN
8 @I%%, 19474/1989
Se&es
2.6%
2.69
2.70
2.71
2.72
2.73
2.74
2.75
2.76
2.77
Termos
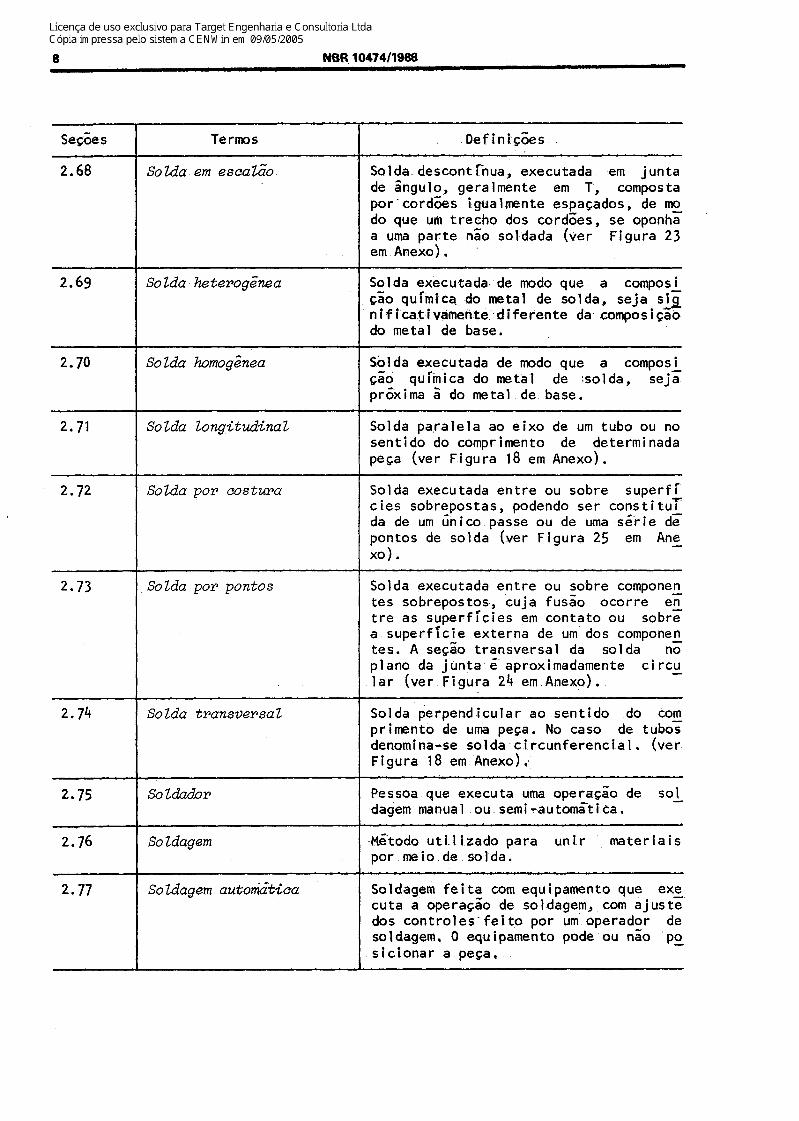
Sozda em escaZii0
So Zda he terogikea
So zda homog&aea
Soi!da longitud<naZ
Sokia por wstura
SoZda par pontos
So Zda transversal
so Zdador
So ldagem
So ldagem autoniatica
Def ini.c$s.
Salda descant inua, executada em junta de a^ngulo, geralmente em T, composta por’cordZes igualmente espacados, de mo do q1-le um trecho dos cordGes, se oponha a uma parte n60 soldada (vet- Figura 23 em Anexo) .
Solda executada, de modo que a composi c”ao qurmica. do metal de solda., seja sick nificativamente diferente da,composicZo do metal de base.
S.blda executada de mode que a composi ca”d qufmica do metal de solda, seja prsxima 5 do metal de base.
Solda paralela ao eixo de urn tubo ou no sentido do comprimento de determi nada peca (ver Figura 18 em Anexo).
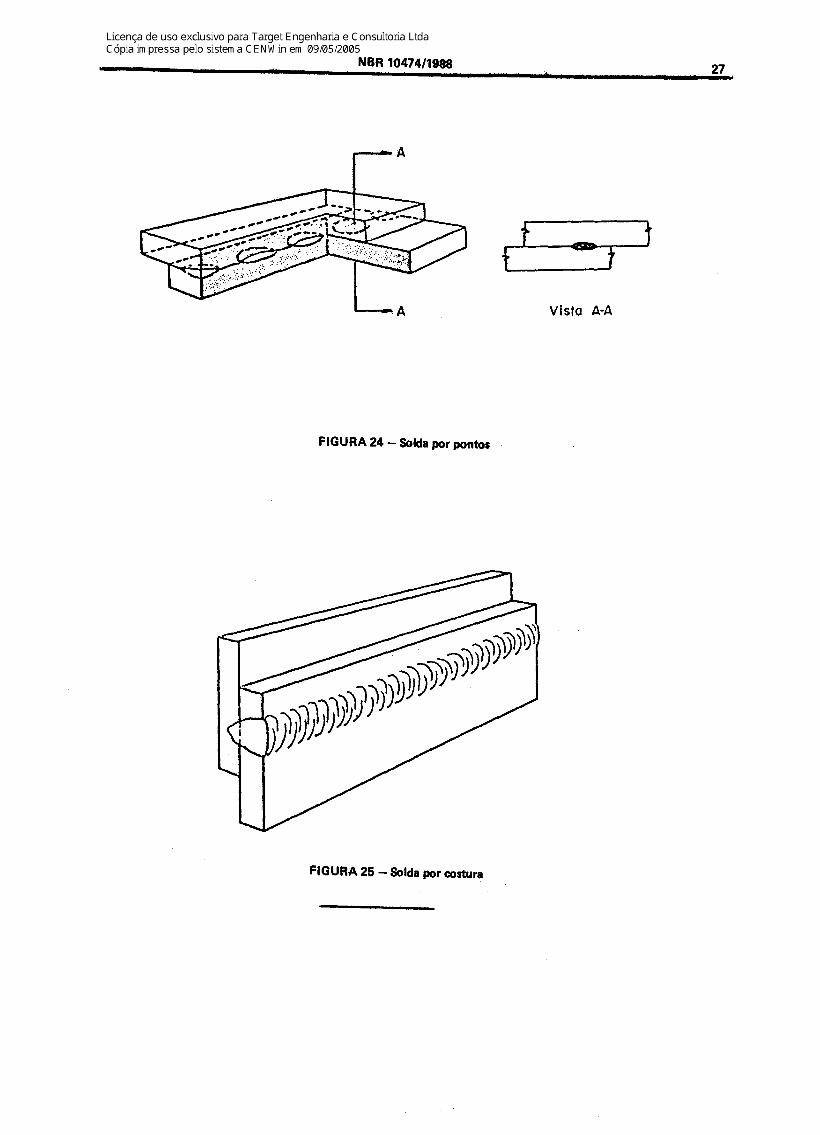
Solda executada entre ou sobre superfi ties sobrepostas, podendo ser constitur da de urn in i co passe ou de uma s& ie de pontos de solda (ver Figura 25 em An2 x0).
Solda executada entre ou sobre componen- tes sobrepostos, cuja fusao ocorre en tre as superficies em contato ou sob& a superficie externa de urn dos componen tes. A secao transversal da solda n’;; plano da junta e-aproximadamente circu lar (ver Figura 24 em.Anexo).
Solda perpendicular ao sentido do co2 primento de uma peca. No case de tubos denomina-se solda.circunferencial. (ver Pigura 18.em Anexo),
Pessoa que executa uma opera&so de sol- dagem manual.ou.semi-automatica,
-MG-todo uti.1 i.zado para unir materiais por meio de.solda.
Soldagem feita corn equipamento que exe cuta a operacao de soldagem, corn ajuste dos controles- fei.to por urn’ operador de soldagem, 0 equipamento pode ou nao po sicionar a peca,.
C6pia lmpressa pelo Sistema CENWIN
NW? 10474/l 999 9
SegCies
2.78
2.79
2.80
2.81
2.82
2.83
Termos
So ldagem manua 2
Soldagem semi-automcitica
Ve lo&dude de so Zdagem
Zona afetada peZ0 calor
Zona de fzkio.
Zona fundida
DefiniG6es
Opera&o realizada por equipamento de soldagem, sendo que toda a .:sua seq ue^n cia 6. executada‘e .controlada manualme; te.
Dpera$o realizada por equipamento de soldagem que controla somente a al imen ta& do metal de adiC:o. A progress55 da .solda S controlada manuglmente.
Velocldade corn a qua1 a solda progride.
Regiao do metal de base que nso foi fun dida’durante a soldagem, mas cujas rnT croestruturas e propriedades mechicasy foram alteradas devido ao calor da sol dagem (ver Figura 6 em Anexo).
-
firea do metal de base fundida, determi nada sobre a seCao transversal da solda (ver Figura 6 em’Anexo).
Ver Metal de solda.
/ANEXO

C6pia lmpressa pelo Sistema CENWIN
10 NBR 1047411999
C6pia lmpressa pelo Sistema CENWIN NtlR 10474/1999 11
ANEXO - FIGURAS
Angulo do chonfro
/ Face da raiz t-(a)
J-l-
Abertura
7 I I
L- Face da rait t- (bl
FIGURA 1 - Geometria da junta
Cdpia lmpressa pelo Sistema CENWIN
&gob de _ dmbcamel
deslocua‘;ento) htmdn r(n “vn”M
(&gala de _i\nqulo de deslocomento)
de tanahcia
u 2-(c)
FIGURA 2 - Posicaio do eletrodo ou tOCha
C6pia lmpressa pelo Sistema CENWIN NBR 1047411950 13
1 e Passes de solda Passes de solda
FIGURA 3 - Passas e camadas
Chanfro em duplo J
Chanfro em U
Chanfro em V Chanfro em X
Chanfro em meio V
Chanfro em duplo U
Chanfro em K
Chanf ro reto
FIGURA 4 - Tipos de chanfro
C6pia lmpressa pelo Sistema CENWIN
14. NBR 10474/1988 w
Face do chanfro
e da rair e face do
Face do chanfro
chanfro
FIGURA 5 - Faoe do chanfro e face da rair
1.+ 2 - Metal de solda
2- Zona de fuss
.3 - Zona afetada peio calor
4- Metal de base
5- Face de fusdo
8- Linha de fuodo
FIGURA 8 - Zonas de uma junta soldada
C6pia lmpressa pelo Sistema CENWIN
NBR 10474/1988 15
Chanfro reto -
cla
Corn chanfro em K
CL!3
Corn chanfro em J
FIGURA 7 -Juntas de arasta
Corn chanrro em V
Corn chanfro em meio V
Corn chanfro em duDlo U
Corn .chanfro em X
Corn chanfro em U
Corn chanfro em duplo J
FIGURA 8 - Juntas de topo
C6pia lmpressa pelo Sistema CENWIN
16. NBR 10474/1988
.A [ r,
Junta :de Ongulo -em quina
Junta de Bngulo em L
Junta de dnguio em T
Junta de dngulo
FIGURA 9 -Juntas de Bngulo
C6pia lmpressa pelo Sistema CENWIN
NBR 10474/1999 17
I 1 I I
FIGURA 10 -Juntas sobrepostas
Osciloc~o do eletrodo
Passe oscilante
FIGURA 11 - Solda corn e rem oscilaqh do eletrodo

Cdpia lmpressa pelo Sistema CENWIN
19 lum 10474/1999
Perno
Perno
t I2 - (bl
FIGURA 12 - Perna de solda
C6pia lmpressa pelo Sistema CENWIN
N8R 1047411999 19
Tabulaq8es das Posipfles de Solda
Posiplk Diagrama lnclins#2
de rafwhcia do sixo. graus Rota@0
da frtawaraus
Plana Oa15 -150 a 210
-Horiz6ntal 0 I: 125a150 0 a 15 210 a 235
Sobracabeqa C
D Vertical r
Oa75 I Oa125 235a300
15a75 ‘1c ran
125 a235 nrww
0 piano horizontal de referdncia 6 tornado de forma a estar sempre abaixo da solda considerada. A inclinac& do eixo I$ medida a partir do plano horizontal de refer&tcia em direcgo a0 plan0 vertical. 0 &tgulo de rotac&r da face 6 medido a partir de uma linha perpendicular ao eixo da solda e situada no mesmo plano vertical que co&m este eixo. A posi#o de refer&ncia (a0) de rotac& da face aponta, invariavelmente, na direcgo oposta &quda naqualo8ngulo~ do eixo aumenta. 0 Bngulo de rota@0 da face da solda 6 medido no sentido horkio, a partir desta po- sicgo de refergncia (OOj, quando observado o ponto P.
F IGURA 13 - Posifles de soldagent para soldas em Bngulo
C6pia lmpressa pelo Sistema CENWIN
20 NW? 10474/1999
Tabula@& das Posi@Jes de Solda
f Oiagrama , Incl~k, Posi#o
Ft0tO#kJ
de referhcia do eixo.grws da face.graus
Plana A Oa15 150 a210
Horirontal 6 Oa15 8Oa150 I; 10 a.280
VWtkd
Oa75 I
Oa8O 28Oa360
16175 76aQO
8Or280 Oa360
c
0 plano horizontal de refergncia 6 tornado de forma a estar sempre abaixo da solda considerada. A inclina#o do eixo 6 medida a partir do plano horizontal de referkcia em direcgo a0 plan0 vertical. 0 dlngulo de rota@o da face B medido a partir de uma linha perpendicular ao eixo da solda e situade no mesmo plano verticel que contern este eixo. A posir#ode referkwia (99 derotacgo da face aponta, invariavelmente, na diregb oposta Bquela na qua1 o &n&o do eixo aumenta. 0 dngulo de rotacb da face da solda d medido no sentido hor&io, a partir desta po- sic80 de refer&ncia (OO), quando observado o ponto P.
FIGURA 14 - PosicW de soldagem para soldas em chanfro
C6pia lmpressa pelo Sistema CENWIN
NBR 10474/1999 21
15-w. Horizontal - 2F
I
giwo da solda
I Vertical-
Vertiql- 3F 15-1-d ). Sobrec6bem - 4F
PIGURA 15 - pOsi#es de soklagem pars soldas de filete
C6pia lmpressa pelo Sistema CENWIN
22 NBR 10474/1996.
16-(al Plana - IG
16-(b) .Horizontol - 2G
Eixo da solda
I Vertical
I 6- (.cl Vertical - 3G
16-(d) Sobrecobe;o - 4G
FIGURA 16 - Posig&s de soldem pare soldas em chanfro
C6pia lmpressa pelo Sistema CENWIN
Nf3R 1047411999 23 A I
17’ US) &Mtontol girada - IG
/’
17- (ti) .Vertical - 2~
17-.(c) Horizontal fixa - 5G
Inalinada corn one1 de restriqiro - 6 GR lklinodsl - 6 G
FIGURA 17 - PooigLles para qualifica@To - Wdagom de tubas
C6pia lmpressa pelo Sistema CENWIN
24 NBR 10474/1988
*da transversal
Wda longitudinal
FIGURA 18 - Solda longitudinal e transversal
FIGURA 18 - Solda de tamp&

C6pia lmpressa pelo Sistema CENWIN
b NBR 30474/1999 ,_ 25
FJGURA 20 - Solda em cadeia
ReforGo de solda
FIGURA 21 - Refoqo da solda

C6pia lmpressa pelo Sistema CENWIN
26 NBR 10474/1+X8
FIGURA 22 - Solda em chanfro
FIGURA 23 - Solda em esc&o
C6pia lmpressa pelo Sistema CENWIN
NBR 10474/1999 ,_ 27
Vista A-A
FIGURA 24 - Solda por pontos
FIGURA 25 - Solda par cmtura





























