Embed Size (px)
Citation preview

NOVAS SOLUÇÕES - AVAC SISTEMAS DE ACOPLAMENTO
OUTUBRO 2014

Sistemas Tubulares: Criando Conexões, estabelecendo alianças
A Alvenius atua no mercado nacional desde 1954 e está consolidada em diversos mercados, tendo como bagagem décadas de sólida presença, inclusive com produtos considerados sinônimos de categoria. Seu relacionamento individualizado, com a entrega de produtos de qualidade e serviços agregados, permitem a companhia construir alianças com seus clientes, por meio de uma troca justa e consistente. Sua essência empresarial possui atributos que norteiam toda e qualquer atividade desenvolvida pela companhia, atitudes estas que estão enraizadas no dia a dia de seus colaboradores para que sua identidade seja transmitida e percebida de maneira adequada.

História – 1/2
1919 A empresa foi
fundada na
Suécia com o
nome de Alveno.
1948 Criou o sistema de
engate rápido para união
de tubos de irrigação.
Acoplamento em
sueco = koppling
1951 Iniciou a produção
de tubos com
costura helicoidal.
Lançou os Light
Weight Pipes (tubos
de aço com parede
fina), unidos por
acoplamentos.
1954 Chegou no Brasil
com o nome de
Irrigadora Paulista,
importando tubos
da Suécia.
1960 Evoluiu seu
acoplamento “koppling”
e incrementou sua linha
K10 até 48” (1.219mm).
1999 Iniciou sua gestão
através da nova
administração.

História – 2/2
2000 Introduziu a
Metalcoating no
mercado
brasileiro.
2002 Complementou a linha
K20 até 32” (812mm).
2004 Iniciou a
distribuição da
linha de produtos
Victaulic.
2005 Começou a produção de
tubos até 914mm (36”) x
9,50mm x 12.000mm.
Conquistou o certificado
ISO 9001.
2006 Adquiriu 100% do
controle acionário da
Metalcoating.
2008 Tornou-se a maior
distribuidora de produtos
no Sistema Ranhurado
da América do Sul.
2010 Encerrou seu relacionamento comercial e
distribuição de produtos da Victaulic Company.
Firmou contrato de distribuição exclusiva no
Brasil com a Shurjoint, a Viking e a Pace
Machinery para suprir a demanda do mercado.
2011 Contribui para a
fundação da ABSpk
(Associação Brasileira
de Sprinklers).
2013 Encerrou seu relacionamento comercial e
distribuição da Viking.
Iniciou a distribuição dos produtos Tyco,
compreendendo as marcas: Tyco Fire
Protection, Shurjoint, Grinnell, Ansul, Simplex
e Fireclass.

Empresa controlada pela Alvenius:
Distribuidor no Brasil:

DNA Princípios Base

Mercados
Mineração Proteção contra incêndio
AVAC-R
Sucroenergético & Biocombustíveis
Infraestrutura Industrial / Utilidades Saneamento Petróleo & Gás

O Diferencial Alvenius
Permite a união entre tubulações de maneira simples, limpa e rápida: sem solda!

Engenharia
Suporte Técnico de produtos
Desenhos para produção
Desenvolvimento de Produtos
Desenvolvimento de Fornecedores
Levantamento de Projetos

Estrutura de Apoio
CTA (Centro de Treinamento Alvenius
Aluguel de Equipamentos
Suporte Técnico em Campo
Preparação de Tubos e Testes
Conceito Alvenius

AVAC-R

Aplicações
SISTEMAS DE AR CONDICIONADO • Redes de Alimentação de Água Gelada – AAG. • Redes de Alimentação de Água de Condensação – AAC. • Ligações típicas de Bombas / Torres de resfriamento. • Ligações típicas de Chillers. • Sistemas de termoacumulação – gelo ou água. • Ligação típica Fancoils– Simples ou Dupla serpentina. • Ligãções típicas – Self Contained com condensação de água. • Outros.
AQUECIMENTO • Ligação típica de Bombas / Caldeiras • Tubulação de Água Quente. • Sistemas de temperatura dupla. • Ligações típicas de Fancoils com dupla serpentina.

Groove - Embasamento Técnico
2012 ASHRAE Handbook – HVAC Systems and Equipment
“CAPÍTULO 46 - TUBOS E CONEXÕES
Este capítulo abrange a seleção, aplicação e instalação de tubos e conexões
comumente usados para aquecimento, ar-condicionado e refrigeração. Os
suportes e a expansão de tubos também são abordados. Ao selecionar e aplicar
estes componentes, os códigos locais, estaduais ou federais e as normas voluntárias
da indústria (algumas das quais foram adotadas por jurisdições de código) devem ser
seguidos.
As seguintes organizações nos Estados Unidos publicam códigos e normas para
sistemas e componentes de tubulações:
ASME American Society of Mechanical Engineers
ASTM American Society for Testing and Materials
NFPA National Fire Protection Association
BOCA Building Officials and Code Administrators, International
MSS Manufacturers Standardization Society of the Valve and Fittings Industry,
AWWA American Water Works Association
Especificações federais paralelas também foram desenvolvidas por agências
governamentais e são adotadas para muitos projetos de obras públicas. O Capítulo
IV da Norma ASME B31.9 lista os códigos e normas para tubulações de HVAC
(AVAC) aplicáveis nos Estados Unidos. Além disso, apresenta os requisitos para um
projeto e construção seguros de sistemas de tubulações de aquecimento e ar-
condicionado de edifícios.”
Catálogo AVAC-R: Página 07

Groove - Embasamento Técnico
2012 ASHRAE Handbook – HVAC Systems and Equipment
“ Outras Junções
Junções ranhuradas exigem conexões ranhuradas
especiais e uma ranhura rasa processada por
laminação ou corte na extremidade do tubo. Essas
junções podem ser usadas com tubos de aço, ferro
fundido, ferro dúctil, cobre e plásticos.
Uma braçadeira/cinta segmentada envolve as ranhuras e
o anel de vedação especial aplica a pressão interna na
vedação. Algumas conexões são projetadas com folga
entre a ranhura (fêmea) e o ressalto (macho)para
acomodar desalinhamentos e movimentos térmicos, e
outras são projetadas para limitar o movimento e criar um
sistema rígido.
Os dados dos fabricantes apresentam as limitações de
temperatura e pressão. “
Catálogo AVAC-R: Página 07

Groove - Embasamento Técnico
2012 ASHRAE Handbook – HVAC Systems and Equipment
“Tabela 5 - Aplicações de Tubulações, Conexões e Válvulas
para Ar Condicionado e Aquecimento”
“ 2 ½ “ a 12” - Tubo A53 B ERW - GROOVE – 300 psi”
Catálogo AVAC-R: Página 11

Groove - Embasamento Técnico
NORMA AWWA – C606-06

Groove - Embasamento Técnico
NORMA AWWA – C606-06

Groove - Embasamento Técnico
NORMA AWWA – C606-06

Sistema Ranhurado
BENEFÍCIOS DIRETOS E INDIRETOS
• Instala pelo menos 6 vezes mais
rápido que sistemas soldados ou flangeados.
• Proporciona rigidez ou flexibilidade. • Atenua ruído e vibração. • Facilita a pré-montagem em pipeshops
antes da instalação final em campo. • Reduz consideravelmente o manuseio de
material em campo. • Elimina a chama e a fumaça
provenientes do processo tradicional de solda.
• Minimiza o risco de acidentes e incêndio. • Reduz o número de homem / hora. • Reduz o cronograma de execução da
obra.

Sistema Ranhurado
BENEFÍCIOS DIRETOS E INDIRETOS • Facilita a desmontagem para a
manutenção de bombas de circulação de água, trocadores de calor, filtros de limpeza, válvulas etc.
• Menor tempo em obra de: • Canteiro / Plataformas elevatórias • Equipe de Segurança • Locação de equipamentos • Despesas administrativas fixas • Hospedagem / Alimentação • Despesas de viagens/Passagens • Custos de supervisão externa

Sistemas de Acoplamentos

Sistema Alvenius K
Acoplamento K10
Conexões-Padrão
Acoplamento K20
Peças Especiais

Sistema Ranhurado
ACOPLAMENTOS CONEXÕES
VÁLVULAS

Outros Produtos
Difusores de Sucção
Filtros em Y e T
Juntas de Expansão

Válvulas de Balanceamento
CORPO • Conexão soldada ou rosca NPT com diâmetros de ½” - 2” (15mm – 50mm). • Conexão ranhurada ou flangeada com diâmetros de 2½” – 12” (65mm – 300mm).
HASTE • Latão
DISCO DE VÁLVULA • Diâmetros de ½” – 2” (15mm – 50mm) • Diâmetros de 2½” – 12” (65mm – 300mm)
O-RING • EPDM.
VOLANTE • Termoplástico.
PRESSÃO MÁXIMA DE TRABALHO • 300 psi (20,7 bar) Conexão Ranhurada. • 235 psi (16,0 bar) Flangeada, NPT, Soldada.

VÍDEO COMPARATIVO MONTAGEM
Tubos ALVENIUS
MATERIAL • Aço carbono ASTM A36 / ASTM A283 Gr.C. • Aço carbono SAE 1008 / 1010 / 1012 ou equivalentes.
PROCESSO DE FABRICAÇÃO • Com costura helicoidal por arco submerso, conforme ASTM A134, ASTM A139, AWWA C200 e NBR 9797. DIMENSÕES • Diâmetros: até 914mm (36”). • Espessuras: até 9,50mm (3/8”). • Comprimentos: 6 ou 12 metros (padrão) ou outros mediante consulta.
EXTREMIDADE • Com anel de aço, Ranhurado por corte ou laminação, flangeado ou biselada.
COMERCIALIZAÇÃO • Com costura longitudinal, conforme NBR 5580 ou NBR 5590, e tubos SCH-40 / STD.

Tubos - Embasamento Técnico
2012 ASHRAE Handbook – HVAC Systems and Equipment
“CAPÍTULO 46 - TUBOS E CONEXÕES
Este capítulo abrange a seleção, aplicação e instalação de tubos e conexões
comumente usados para aquecimento, ar-condicionado e refrigeração. Os
suportes e a expansão de tubos também são abordados. Ao selecionar e aplicar
estes componentes, os códigos locais, estaduais ou federais e as normas
voluntárias da indústria (algumas das quais foram adotadas por jurisdições de
código) devem ser seguidos.
As seguintes organizações nos Estados Unidos publicam códigos e normas para
sistemas e componentes de tubulações:
ASME American Society of Mechanical Engineers
ASTM American Society for Testing and Materials
NFPA National Fire Protection Association
BOCA Building Officials and Code Administrators, International
MSS Manufacturers Standardization Society of the Valve and Fittings
Industry,
AWWA American Water Works Association
Especificações federais paralelas também foram desenvolvidas por agências
governamentais e são adotadas para muitos projetos de obras públicas. O
Capítulo IV da Norma ASME B31.9 lista os códigos e normas para tubulações de
HVAC (AVAC) aplicáveis nos Estados Unidos. Além disso, apresenta os
requisitos para um projeto e construção seguros de sistemas de tubulações
de aquecimento e ar-condicionado de edifícios.” Catálogo AVAC-R: Página 07

Tubos - Embasamento Técnico
2012 ASHRAE Handbook – HVAC Systems and Equipment
“ SELEÇÃO DE MATERIAIS
Cada sistema HVAC e, sob certas condições, partes de um sistema
requerem um estudo das condições de operação para determinar os
materiais adequados.
Por exemplo, como a pressão estática da água num edifício alto é
maior nos níveis inferiores do que nos níveis superiores, diferentes
materiais podem ser necessários ao longo das zonas verticais.
Os seguintes fatores devem ser considerados ao selecionar materiais
para tubulações:
Requisitos dos códigos.
Fluido transportado no tubo.
Pressão e temperatura do fluido.
Ambiente externo do tubo.
Custo de instalação.......”
Catálogo AVAC-R: Página 07

Embasamento Técnico
2012 ASHRAE Handbook – HVAC Systems and Equipment
“ ESPESSURA DE PAREDE DOS TUBOS
Os principais fatores que determinam a espessura de
parede do tubo são a tensão circunferencial devido à
tensão da pressão interna e tensão longitudinal causadas
pela pressão, peso e outras cargas sustentadas.
Cálculos de tensão detalhados raramente são necessários
para aplicações HVAC porque os tubos padrão apresentam
diversas espessuras para suportar a pressão e tensão
longitudinal causada pelo peso (assumindo que os suportes
estão espaçados de acordo com a Tabela 6).”
Catálogo AVAC-R: Página 07

Embasamento Técnico
2012 ASHRAE Handbook – HVAC Systems and Equipment
Catálogo AVAC-R: Página 07

Norma ASME B31.9-2008
Embasamento Técnico
“ CONDIÇÕES E CRITÉRIOS - CONDIÇÕES DE PROJETO
901.1 Considerações Gerais
Estas condições de projeto definem as pressões, temperaturas e outras condições
aplicáveis a projetos de tubulações de serviço de edifícios. Tais sistemas devem ser
projetados para as condições mais severas de pressão coincidente, temperatura e
carga prevista sob quaisquer condições normais de operação, incluindo inicialização
e desligamento.
A condição mais severa deve ser a que resulta na maior espessura de parede
necessária e na mais alta classe dos componentes.
901.2 Pressão
901.2.1 Pressão Interna de Projeto. A pressão interna de projeto, incluindo os efeitos
da carga estática, não deve ser inferior à pressão máxima de trabalho sustentada do
fluido dentro do sistema de tubulação. Deve-se considerar possíveis picos de
pressão. As pressões de desligamento da bomba devem ser consideradas.
901.2.2 Pressão Externa de Projeto. As tubulações sujeitas à pressão externa devem
ser projetadas para a pressão diferencial máxima prevista na operação normal.
901.2.3 Contenção ou Alívio Exigidos. Devem ser adotadas medidas para conter ou
aliviar de forma segura a pressão excessiva à qual a tubulação pode ser submetida.
As tubulações não protegidas por um dispositivo de alívio de pressão ou que podem
estar isoladas de um dispositivo de alívio de pressão devem ser projetadas para, no
mínimo, a pressão mais alta que pode ser desenvolvida.”
Catálogo AVAC-R: Página 06

Norma ASME B31.9-2008
Embasamento Técnico
“ CONDIÇÕES E CRITÉRIOS
901 CONDIÇÕES DE PROJETO
901.3 Temperatura
As temperaturas previstas neste Código são as temperaturas dos materiais
da tubulação expressas em graus Fahrenheit, exceto quando indicado de
outra forma. A tubulação deve ser projetada para a temperatura
representando a condição máxima esperada. A temperatura dos materiais
da tubulação é considerada a mesma do fluido na tubulação.
901.4 Influências Ambientais
901.4.1 Resfriamento. Efeitos na Pressão. Quando o resfriamento de um
fluido puder reduzir a pressão na tubulação abaixo da pressão atmosférica,
a tubulação deverá ser projetada para suportar a pressão externa, ou
deverão ser adotadas medidas para eliminar o vácuo.
901.4.2 Efeitos da Expansão de Fluidos. Quando a expansão de um fluido
puder aumentar a pressão, o sistema de tubulação deverá ser projetado
para suportar o aumento da pressão, ou deverão ser adotadas medidas para
aliviar o excesso de pressão”
Catálogo AVAC-R: Página 06

Norma ASME B31.9-2008
Embasamento Técnico
“ 902.4 Tolerâncias
902.4.1 Corrosão ou Erosão.
Quando a ocorrência de corrosão ou erosão é esperada, a
espessura de parede deve ser aumentada além do exigido
por outros requisitos de projeto, a menos que outros meios
de controle de corrosão, tais como revestimentos ou
proteção catódica, sejam adotados. Essa tolerância deve ser
coerente com a expectativa de vida da tubulação, conforme
determinada pelo engenheiro.
902.4.2 Rosca e Ranhura.
A espessura mínima calculada de tubos metálicos que
devem ser roscados deverá ser acrescida de uma tolerância
igual à profundidade da rosca, dimensão h na norma ASME
B1.20.1, ou equivalente. Para superfícies usinadas ou
ranhuradas, se a tolerância não for especificada, deve-se adotar
1/64 pol. (0,4 mm) além da profundidade de corte especificada.”
Catálogo AVAC-R: Página 06

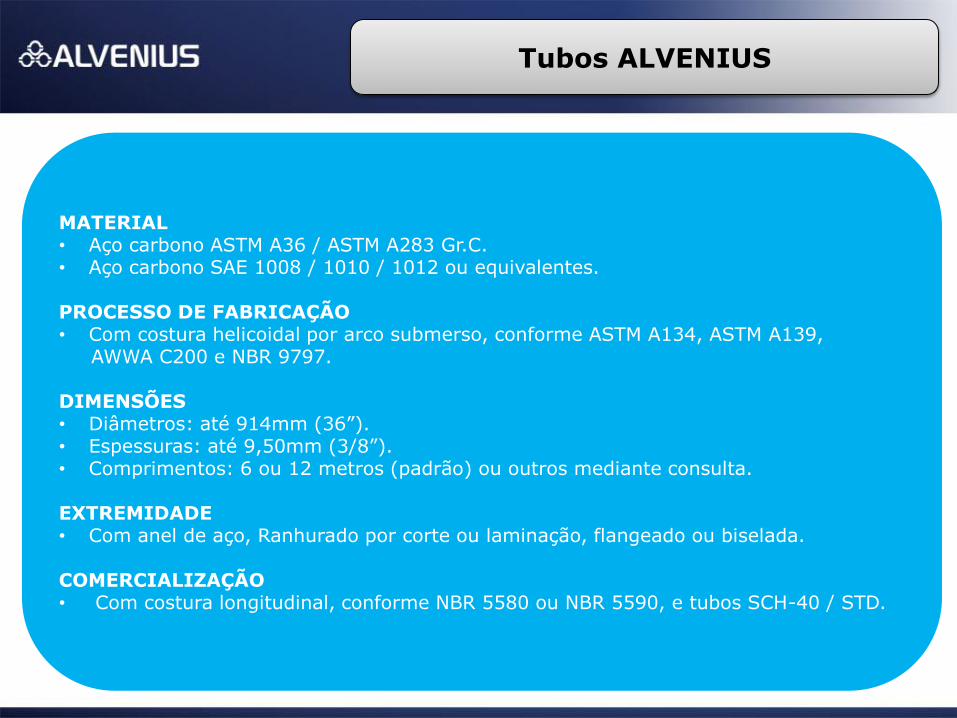
Cálculo de Espessura de Tubos
Fonte: Norma ASME B31.9-2008
tm = espessura mínima requerida, pol P = pressão interna de projeto, psig D = diâmetro externo, pol S = tensão admissível básica para aplicação do fator “E”, psi E = fator de eficiência da junta soldada longitudinal ou helicoidal, adimensional A = sobrespessura para corrosão, preparação de juntas mecânicas, pol
A mínima espessura da parede do tubo incluindo as margens não deve ser menor do que a determinada pela equação abaixo.
Pressão de Projeto dos Componentes da Tubulação
Tubos Retos

Cálculo de Espessura de Tubos
Cálculo de Espessura de Tubos

MARCA CSN
PROPRIEDADES MECÂNICAS
L.E. (MPa) L.R. (MPa) AL. (%) Lo=50mm
CSN-ARQ .CIVIL 275 275 min 350 min 22 min
CSN-ARQ .CIVIL 300 300 min 400 min 25 min
CSN-ARQ .CIVIL 345 345 min 450 min 20 min
CSN-ARQ .CIVIL 500 500 min 600 min 18 min
Família de aço de alta resistência
Aço Laminado a Quente CSN
AÇO ARQ CIVIL

Cálculo de Espessura deTubos
Tensão admissível máxima em função da temperatura (SE), ksi
150°F = 65,6°C 12,8 ksi = 12800 psi

Cálculo de Espessura de Tubos
Sobrespessura para corrosão, preparação de juntas mecânicas (A), pol
Quanto aos acréscimos da espessura em função da corrosão ou para a preparação das juntas mecânicas temos: Sobrespessura de Corrosão ou Erosão: • geralmente utiliza-se 1,65mm - moderada
Sobrespessura para Rosca e Groove: • Rosca, devemos incrementar a espessura da
profundidade da rosca feita no espessura do tubo;
• Ranhura, devemos incrementar a profundidade do corte feito na espessura do tubo ou quando não sabemos pelo menos 0,4mm. No caso de ranhuras por laminação a frio não há necessidade de acrescenter espessura.

Cálculo de Espessura de Tubos
Dados de Entrada
Cálculos
Pressão de TRABALHO (P) = 100 lbs (6,9 Bar); SE = 12,8 ksi para tubos ASTM A53 GR B ERW ou ASTM A 135 GR B ou API 5L GR B
A = 0,0591 pol = 1,65 mm
Ø nom [pol] Ø ext. [mm] Ø ext [pol] in mm Sch [mm]
1 33,4 1,315 0,0642 1,78 10 2,77
1 1/4 42,2 1,660 0,0655 1,81 10 2,77
1 1/2 48,3 1,900 0,0665 1,84 10 2,77
2 60,3 2,375 0,0683 1,89 10 2,77
2 1/2 73 2,875 0,0703 1,94 10 3,05
3 1/2 88,9 3,500 0,0727 2,00 10 3,05
4 114,3 4,500 0,0766 2,10 10 3,05
5 141,3 5,563 0,0808 2,20 10 3,40
6 168,3 6,625 0,0849 2,31 10 3,40
8 219,1 8,625 0,0927 2,41 10 3,76
10 273 10,750 0,1010 2,62 10 4,19
12 323,3 12,750 0,1089 2,92 10 4,57
14 355,6 14,000 0,1137 3,04 10 6,35
16 406,4 16,000 0,1216 3,24 10 6,35
18 457 18,000 0,1294 3,44 10 6,35
20 508 20,000 0,1372 3,63 10 6,35
22 559 22,000 0,1450 3,73 - 7,92
24 610 24,000 0,1528 4,03 20/STD 9,50

Cálculo de Espessura de Tubos
Dados de Entrada
Cálculos
Pressão de TRABALHO (P) = 150 lbs (10,34 Bar); SE = 12,8 ksi para tubos ASTM A53 GR B ERW ou ASTM A 135 GR B ou API 5L GR B
A = 0,0591 pol = 1,65 mm
Ø nom [pol] Ø ext. [mm] Ø ext [pol] in mm Sch [mm]
1 33,4 1,315 0,0668 1,85 10 2,77
1 1/4 42,2 1,660 0,0688 1,90 10 2,77
1 1/2 48,3 1,900 0,0702 1,93 10 2,77
2 60,3 2,375 0,0730 2,00 10 2,77
2 1/2 73 2,875 0,0759 2,08 10 3,05
3 1/2 88,9 3,500 0,0796 2,17 10 3,05
4 114,3 4,500 0,0854 2,32 10 3,05
5 141,3 5,563 0,0917 2,48 10 3,40
6 168,3 6,625 0,0979 2,63 10 3,40
8 219,1 8,625 0,1096 2,92 10 3,76
10 273 10,750 0,1220 3,25 10 4,19
12 323,3 12,750 0,1338 3,55 10 4,57
14 355,6 14,000 0,1411 3,63 10 6,35
16 406,4 16,000 0,1528 4,03 10 6,35
18 457 18,000 0,1645 4,33 20 7,92
20 508 20,000 0,1762 4,63 - 7,92
22 559 22,000 0,1880 4,92 - 7,92
24 610 24,000 0,1997 5,22 20/STD 9,50

Conceito SISTEMA RANHURADO Alvenius
“APRESENTAR UMA ALTERNATIVA PARA SISTEMAS HIDRÁULICOS EM AVAC,
COM APLICAÇÃO DE ACOPLAMENTOS MECÂNICOS, ASSOCIADA COM
UTILIZAÇÃO DE TUBOS DE AÇO CARBONO (C/ OPÇÃO DE REVESTIMENTO)
COM ESPESSURA DE PAREDE CALCULADA DE ACORDO COM O TIPO DE
PROJETO.”

Fotos – Sistema K

Fotos – Sistema K

Fotos – Sistema Ranhurado

Fotos – Sistema Ranhurado

Fotos – Sistema Ranhurado

Fotos – Sistema Ranhurado

Fotos – Sistema Ranhurado

Fotos – Sistema Ranhurado

Fotos – Sistema Ranhurado

Tubo Revestidos
A norma sugere o uso de revestimentos para aumentar a durabilidade da tubulação. Pelo fato do fluido ter propriedades corrosivas e certo grau de abrasividade, é consideravelmente recomendável o uso de revestimentos apropriados para evitar manutenções antecipadas, gerando economia ao longo do tempo. A norma ASME B31.9-2008, item 923.4 (Coatings and Linings), cita tal recomendação, porém faz uma observação ao ressaltar que não são todos os revestimentos que oferecem vantagens. A Alvenius orienta que os tubos e conexões direcionados à aplicações de AVAC-R podem ser orgânicos ou metálicos.
Catálogo AVAC-R: Página 22
Norma ASME B31.9-2008

Revestimentos
Poliamida 11 FBE
Galvanização
Processo realizado por empresa terceirizada

Aplicação do Revestimento
Primer : > 25
µm
Metalic
substract
SA 2.1/2
Rz 30-90 µm
Powder Coating > 250 µm
Exemplo do processo para revestimento em poliamida
56

Processo de Aplicação:
Leito Fluidizado (Imersão)
A imersão em leito fluidizado é um processo rápido com tempo de aplicação inferior a 60
segundos. A peça aquecida é imersa e depois retirada de uma câmara com a resina.
Após o resfriamento, encontra-se pronta para o manuseio e o transporte.
1 2
Jateamento
ETAPAS DO PROCESSO
Primer Pré-Aquecimento
Imersão Pós-Cura Resfriamento
Inspeção
3
7
6 4 5
Leito Fluidizado
57

Processo de Aplicação:
Aspersão Eletrostática
ETAPAS DO PROCESSO
1 3 2
5 4
8
6
7
Jateamento Pré-Aquecimento Primer (opcional)
Pré-Aquecimento
Aplicação de revestimento
Externo
Aplicação de revestimento
Interno
Pós-cura
Inspeção
A aspersão é o processo onde a resina em pó (ou líquida) é projetada e carregada eletrostaticamente antes
de atingir a superfície da peça, para garantir a homogeneidade da película de revestimento, inclusive em
geometrias complexas como curvas com reduções. 58

Aplicações: Line Pipe e Dutos
59
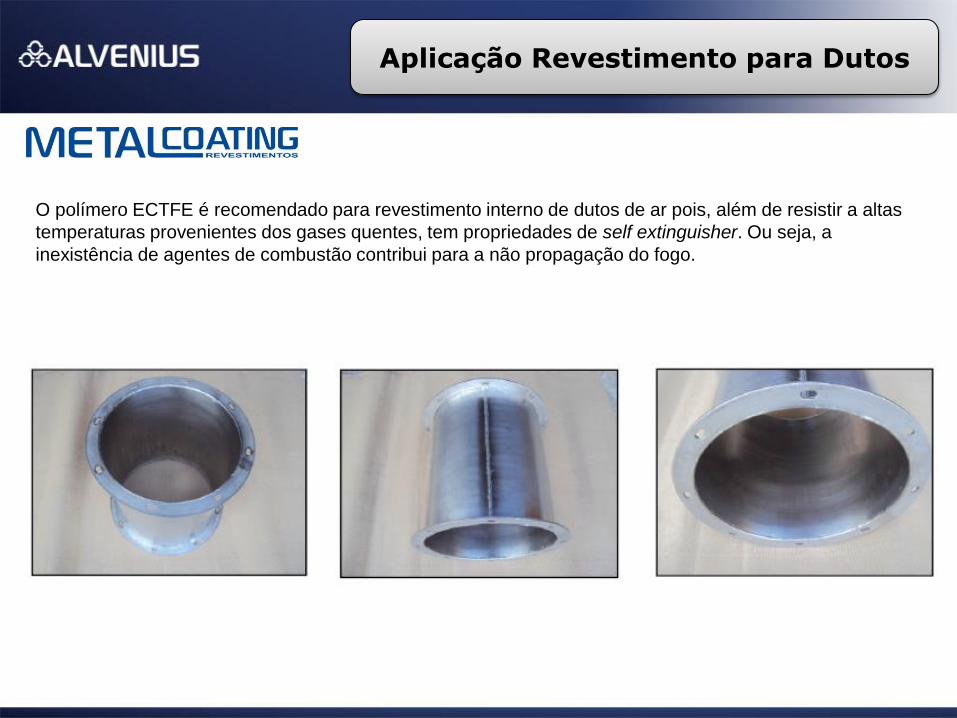
Aplicação Revestimento para Dutos
O polímero ECTFE é recomendado para revestimento interno de dutos de ar pois, além de resistir a altas
temperaturas provenientes dos gases quentes, tem propriedades de self extinguisher. Ou seja, a
inexistência de agentes de combustão contribui para a não propagação do fogo.

Aplicação Revestimento para Dutos

Perguntas?

AGRADECEMOS SUA PRESENÇA!!
ALVENIUS EQUIPAMENTOS TUBULARES Estrada Fernando Nobre, 293/487 Cotia – SP 55 (11) 4613-6266 www.alvenius.ind.br