Embed Size (px)
Citation preview
제 9 장 일정계획 ( Scheduling )
1
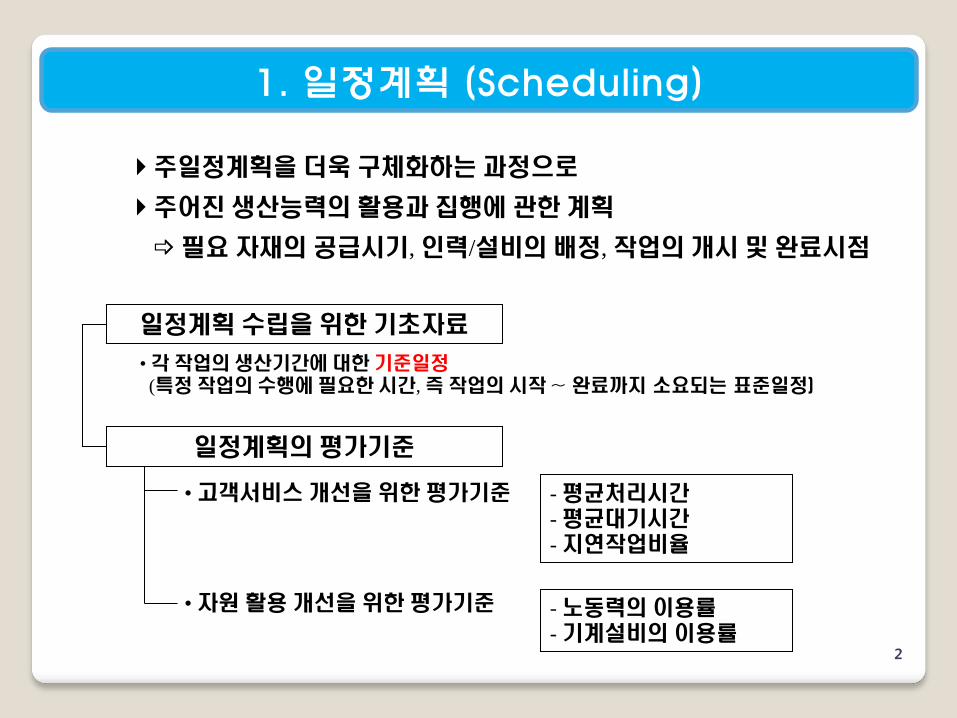
주일정계획을 더욱 구체화하는 과정으로
주어진 생산능력의 활용과 집행에 관한 계획
필요 자재의 공급시기, 인력/설비의 배정, 작업의 개시 및 완료시점
일정계획 수립을 위한 기초자료
• 각 작업의 생산기간에 대한 기준일정
(특정 작업의 수행에 필요한 시간, 즉 작업의 시작 ~ 완료까지 소요되는 표준일정)
일정계획의 평가기준
• 고객서비스 개선을 위한 평가기준
• 자원 활용 개선을 위한 평가기준
- 평균처리시간
- 평균대기시간
- 지연작업비율
- 노동력의 이용률
- 기계설비의 이용률
1. 일정계획 (Scheduling)
2
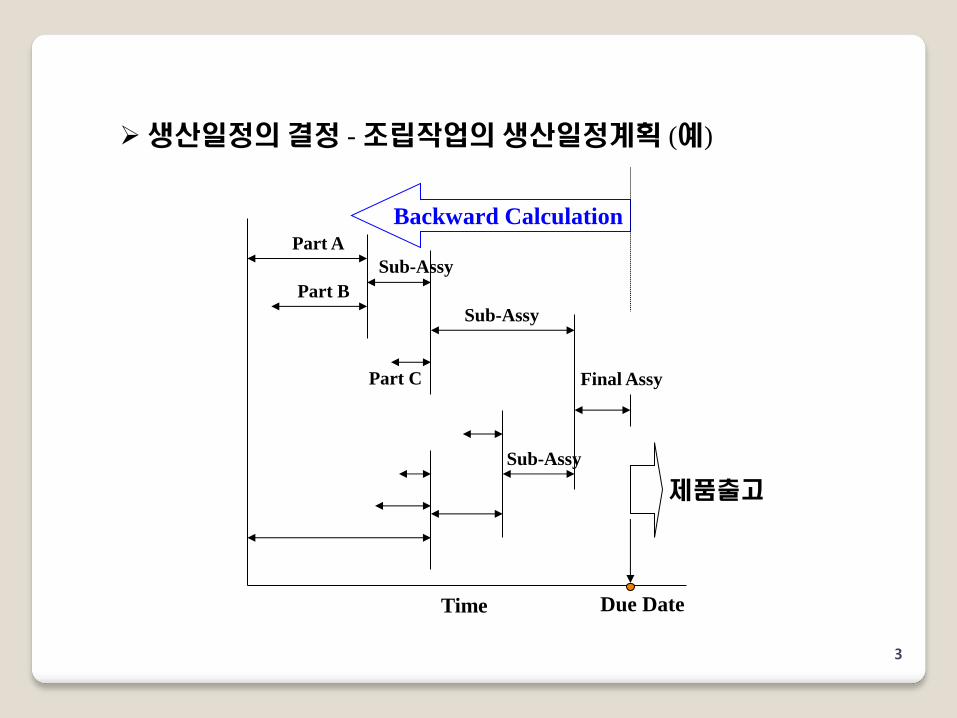
생산일정의 결정 - 조립작업의 생산일정계획 (예)
Sub-Assy
Sub-Assy
Final Assy
Part A
Part B
Time
제품출고
Due Date
Backward Calculation
Sub-Assy
Part C
3
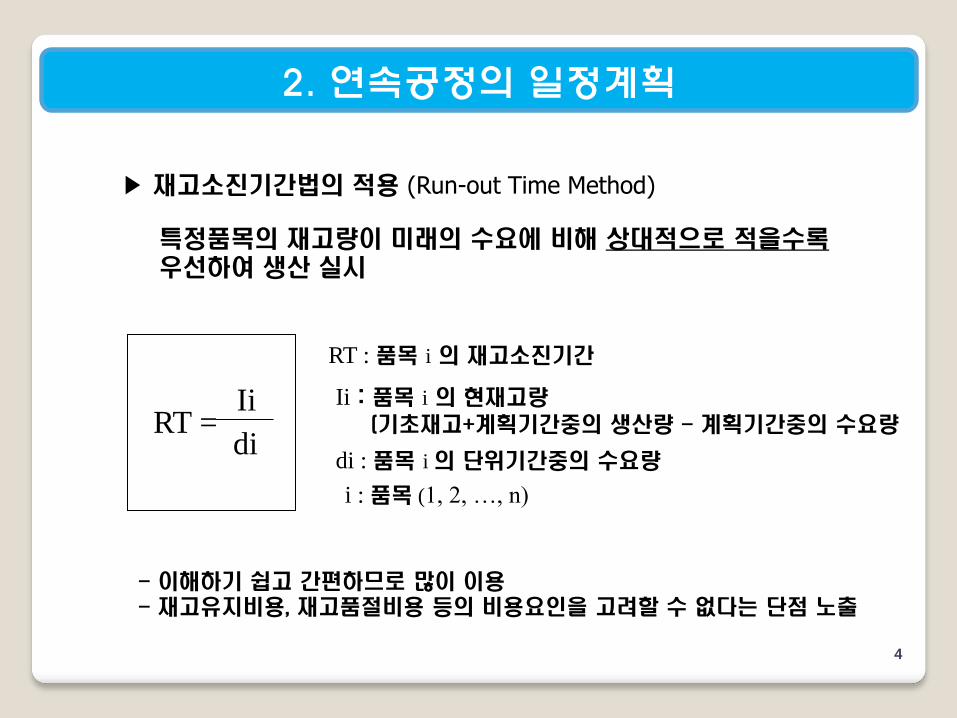
▶ 재고소진기간법의 적용 (Run-out Time Method)
특정품목의 재고량이 미래의 수요에 비해 상대적으로 적을수록 우선하여 생산 실시
Ii : 품목 i 의 현재고량
(기초재고+계획기간중의 생산량 - 계획기간중의 수요량
di : 품목 i 의 단위기간중의 수요량
RT : 품목 i 의 재고소진기간
- 이해하기 쉽고 간편하므로 많이 이용 - 재고유지비용, 재고품절비용 등의 비용요인을 고려할 수 없다는 단점 노출
i : 품목 (1, 2, …, n)
RT = Ii
di
2. 연속공정의 일정계획
4
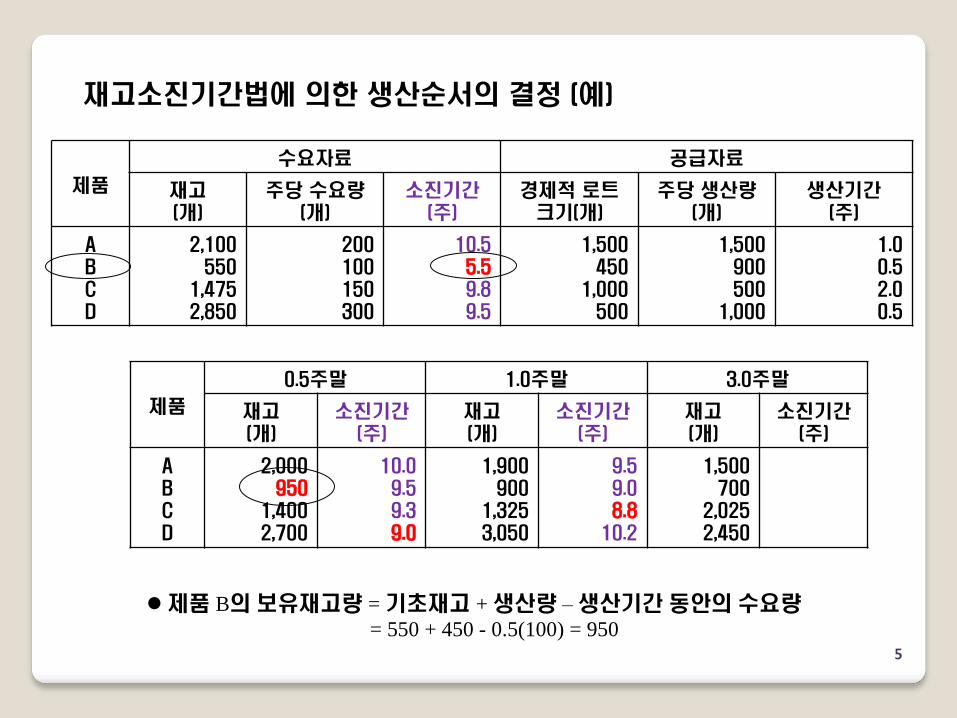
제품
수요자료 공급자료
재고 (개)
주당 수요량 (개)
소진기간 (주)
경제적 로트 크기(개)
주당 생산량 (개)
생산기간 (주)
A B C D
2,100 550
1,475 2,850
200 100 150 300
10.5 5.5 9.8 9.5
1,500 450
1,000 500
1,500 900 500
1,000
1.0 0.5 2.0 0.5
재고소진기간법에 의한 생산순서의 결정 (예)
제품
0.5주말 1.0주말 3.0주말
재고 (개)
소진기간 (주)
재고 (개)
소진기간 (주)
재고 (개)
소진기간 (주)
A B C D
2,000 950
1,400 2,700
10.0 9.5 9.3 9.0
1,900 900
1,325 3,050
9.5 9.0 8.8
10.2
1,500 700
2,025 2,450
제품 B의 보유재고량 = 기초재고 + 생산량 – 생산기간 동안의 수요량
= 550 + 450 - 0.5(100) = 950 5
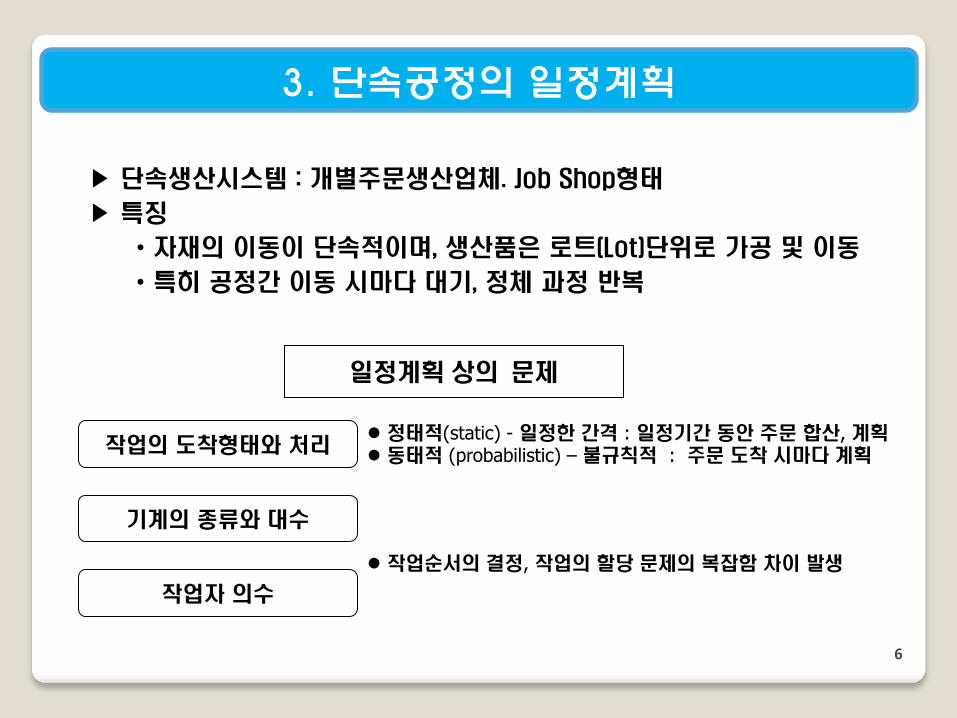
▶ 단속생산시스템 : 개별주문생산업체. Job Shop형태
▶ 특징
• 자재의 이동이 단속적이며, 생산품은 로트(Lot)단위로 가공 및 이동
• 특히 공정간 이동 시마다 대기, 정체 과정 반복
일정계획 상의 문제
작업의 도착형태와 처리
기계의 종류와 대수
작업자 의수
정태적(static) - 일정한 간격 : 일정기간 동안 주문 합산, 계획 동태적 (probabilistic) – 불규칙적 : 주문 도착 시마다 계획
작업순서의 결정, 작업의 할당 문제의 복잡함 차이 발생
3. 단속공정의 일정계획
6
과업이나 고객의 대기시간 최소화
생산흐름의 최대 촉진 (기계 또는 작업장의 효율촉진 및 납기준수)
단속공정의 일정계획 핵심 포인트
부하계획 순서계획
작업할당
7
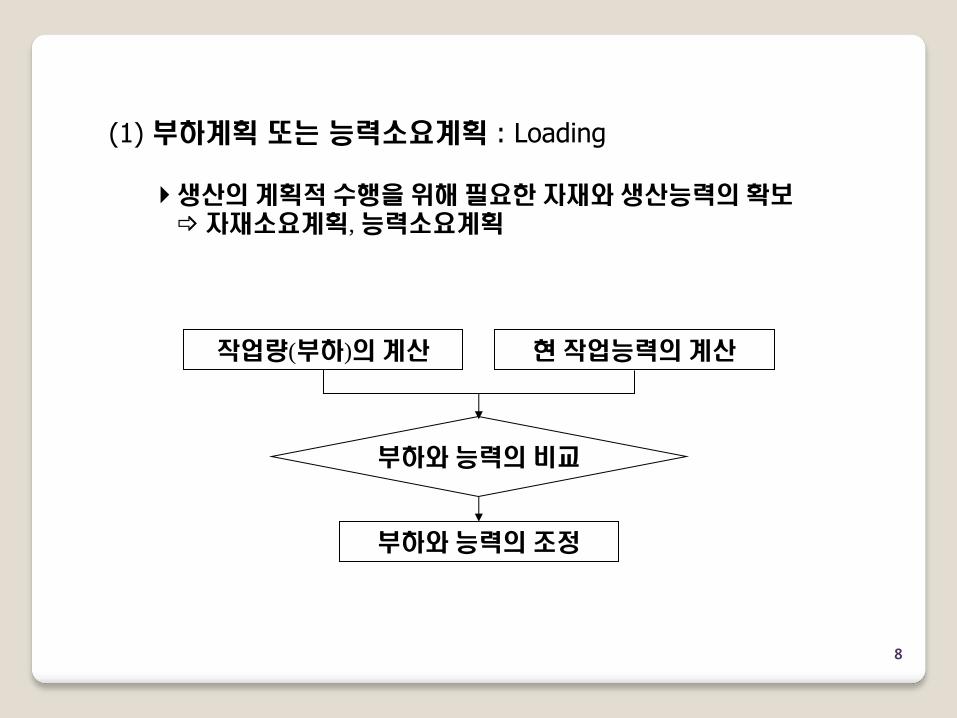
(1) 부하계획 또는 능력소요계획 : Loading
생산의 계획적 수행을 위해 필요한 자재와 생산능력의 확보
자재소요계획, 능력소요계획
작업량(부하)의 계산 현 작업능력의 계산
부하와 능력의 비교
부하와 능력의 조정
8

부품 설비 1 설비 2 설비 3 설비 4 합계
A B C
0.32 0.34 0.36
0.28 0.24 0.26
0.16 0.20
-
0.20 -
0.18
0.96 0.78 0.80
부품별 부하표 (단위 : 시간)
부품 1개월
생산량
설비 1 설비 2 설비 3 설비 4
기준공수
필요공수
기준공수
필요공수
기준공수
필요공수
기준공수
필요공수
A B C
400 200 300
0.32 0.34 0.36
128 68 108
0.28 0.24 0.26
112 48 78
0.16 0.20
-
64 40 -
0.20 -
0.18
80 -
54
합계 304 238 104 134
공정(기계)별 부하집계표 (단위 : 시간)
가. 작업량(부하) 계산
9
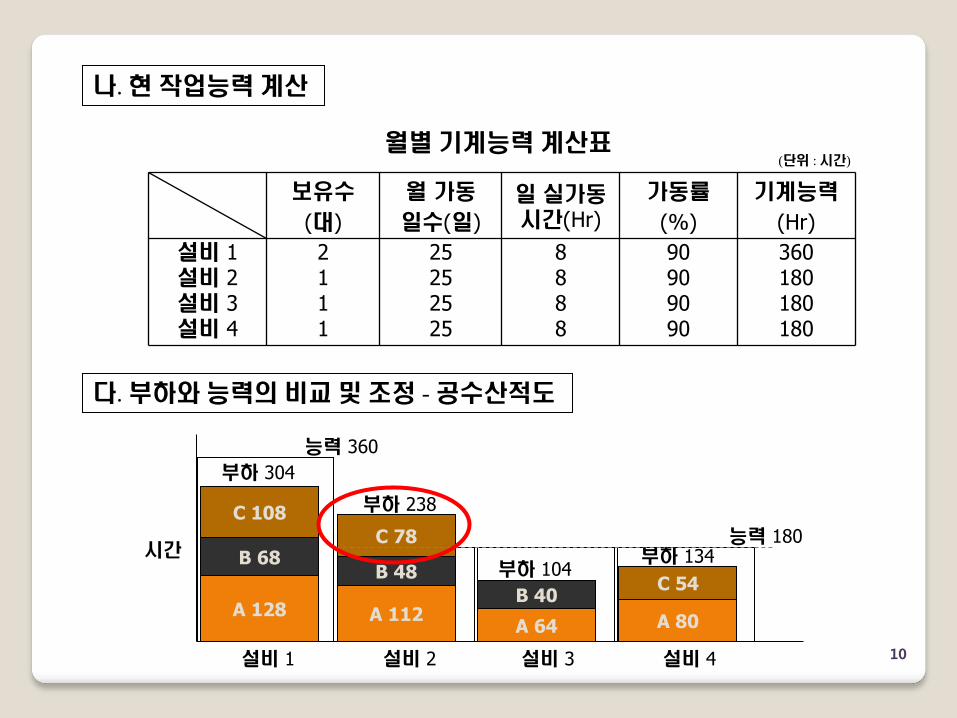
나. 현 작업능력 계산
보유수
(대)
월 가동
일수(일)
일 실가동시간(Hr)
가동률
(%)
기계능력
(Hr)
설비 1 설비 2 설비 3 설비 4
2 1 1 1
25 25 25 25
8 8 8 8
90 90 90 90
360 180 180 180
월별 기계능력 계산표 (단위 : 시간)
다. 부하와 능력의 비교 및 조정 - 공수산적도
능력 360
능력 180
A 128
B 68
C 108
부하 304
설비 1 설비 2 설비 3 설비 4
A 112
B 48
C 78
부하 238
A 64
B 40
부하 104
A 80
C 54
부하 134 시간
10
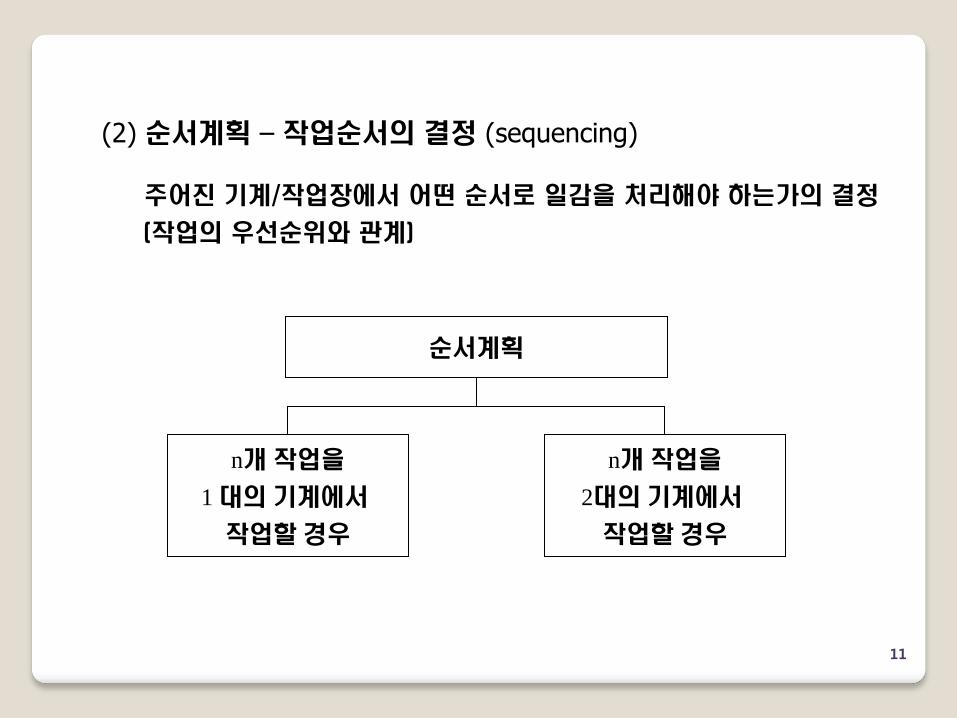
주어진 기계/작업장에서 어떤 순서로 일감을 처리해야 하는가의 결정
(작업의 우선순위와 관계)
(2) 순서계획 – 작업순서의 결정 (sequencing)
순서계획
n개 작업을
1 대의 기계에서
작업할 경우
n개 작업을
2대의 기계에서
작업할 경우
11
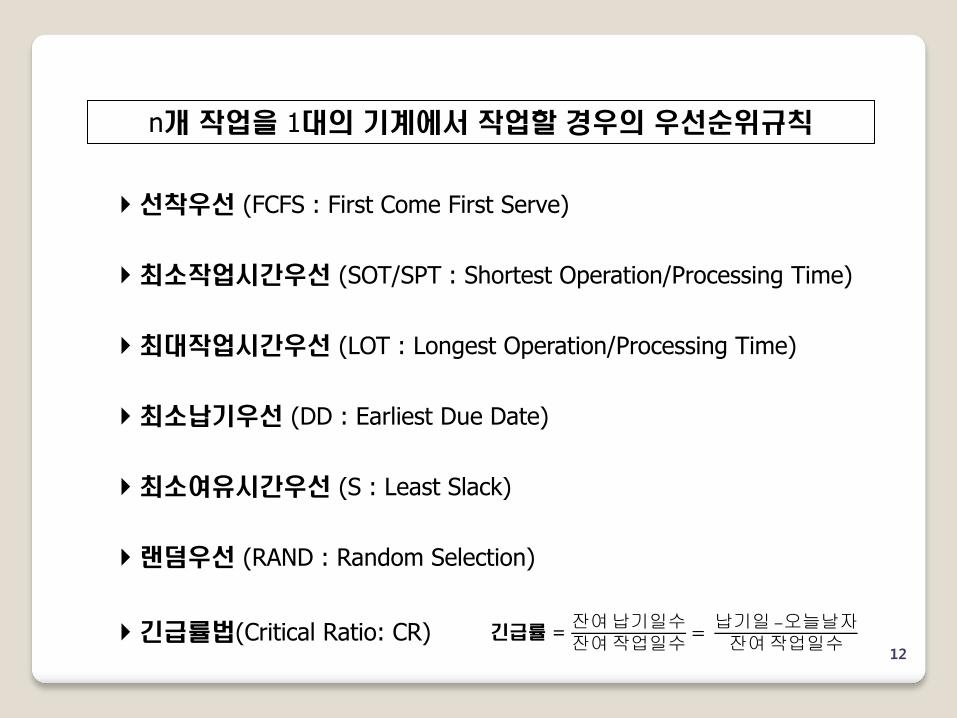
선착우선 (FCFS : First Come First Serve)
최소작업시간우선 (SOT/SPT : Shortest Operation/Processing Time)
최대작업시간우선 (LOT : Longest Operation/Processing Time)
최소납기우선 (DD : Earliest Due Date)
최소여유시간우선 (S : Least Slack)
랜덤우선 (RAND : Random Selection)
긴급률법(Critical Ratio: CR)
n개 작업을 1대의 기계에서 작업할 경우의 우선순위규칙
12
긴급률 = 잔여 납기일수잔여 작업일수
= 납기일 −오늘날자잔여 작업일수
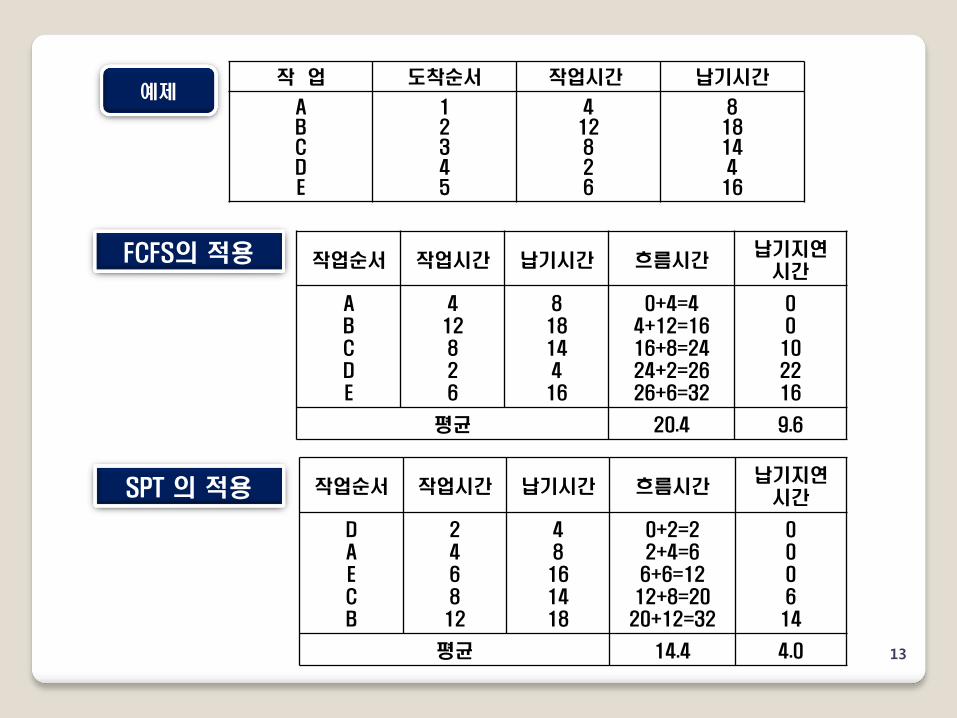
작 업 도착순서 작업시간 납기시간
A B C D E
1 2 3 4 5
4 12 8 2 6
8 18 14 4 16
작업순서 작업시간 납기시간 흐름시간 납기지연
시간
A B C D E
4 12 8 2 6
8 18 14 4 16
0+4=4 4+12=16 16+8=24 24+2=26 26+6=32
0 0 10 22 16
평균 20.4 9.6
작업순서 작업시간 납기시간 흐름시간 납기지연
시간
D A E C B
2 4 6 8 12
4 8 16 14 18
0+2=2 2+4=6 6+6=12 12+8=20 20+12=32
0 0 0 6 14
평균 14.4 4.0
FCFS의 적용
예제
SPT 의 적용
13

n개 작업을 2대의 기계에서 작업할 경우의 우선순위규칙
순서 1 각 작업마다 기계 1, 2에서의 소요시간을 산정한다.
순서 2 작업소요시간 중에서 가장 짧은 시간을 선택한다. 그 결과
기계 1에 해당하는 시간이면 그 작업을 가능한 앞서 처리하고
기계 2에 해당하는 시간이면 그 작업을 가능한 늦게 처리한다.
순서 3 순서 2에서 순위가 결정된 작업은 제외시킨다.
순서 4 모든 작업의 순서가 결정될 때까지 순서 2와 3을 반복한다
Johnson's Rule
14
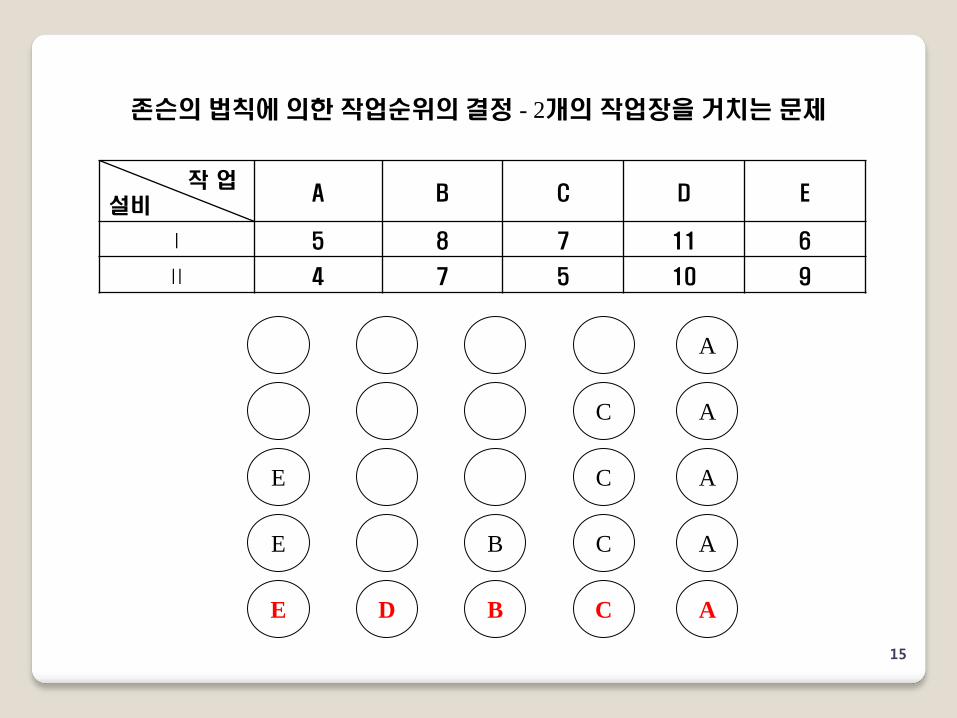
작 업 설비
A B C D E
Ⅰ 5 8 7 11 6
Ⅱ 4 7 5 10 9
존슨의 법칙에 의한 작업순위의 결정 - 2개의 작업장을 거치는 문제
A
C A
E C A
E B C A
E D B C A
15
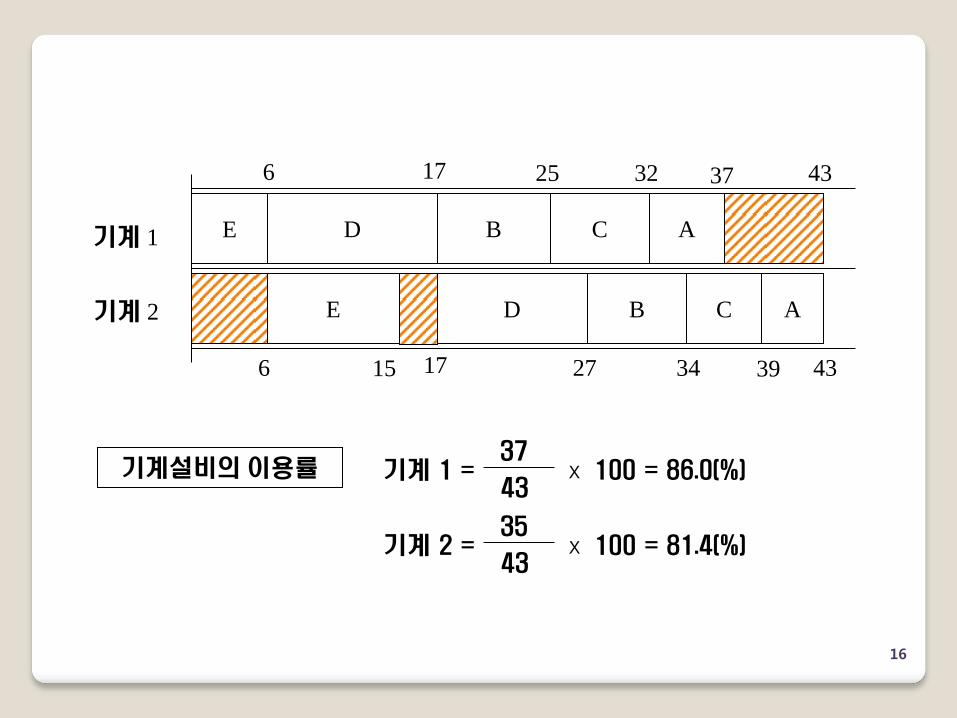
기계설비의 이용률 기계 1 = ⅹ 100 = 86.0(%) 37
43
기계 2 = ⅹ 100 = 81.4(%) 35
43
E 기계 1
기계 2
6 25 32 43
15 27 34 43
D B C A
37 17
E D
6
B
39
C A
17
16
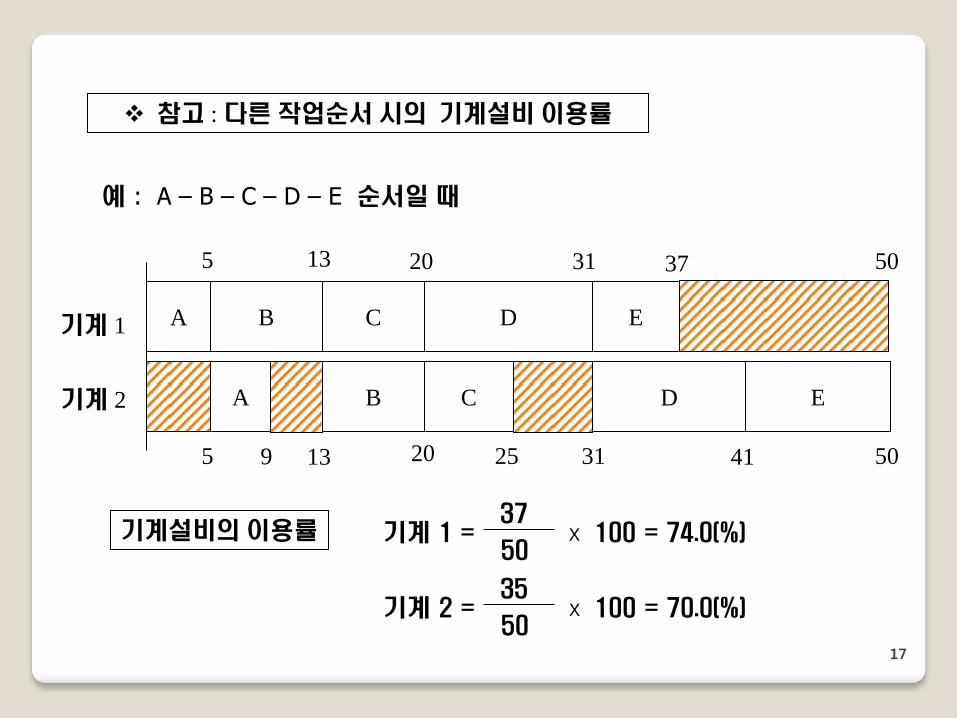
참고 : 다른 작업순서 시의 기계설비 이용률
예 : A – B – C – D – E 순서일 때
A 기계 1
기계 2
5 20 31 50
9 25 31 50
B C D E
37 13
A B
5
C
41
D E
20 13
기계설비의 이용률 기계 1 = ⅹ 100 = 74.0(%) 37
50
기계 2 = ⅹ 100 = 70.0(%) 35
50 17
(3) 작업할당 : Assignment
주어진 기계/작업장에서
어느 작업을 어느 작업장(또는 기계설비)에 할당하는 것이 가장
경제적인가를 다루는 문제
• 선형계획법의 특수형태
• 헝가리법(Hungarian Method)의 적용
18
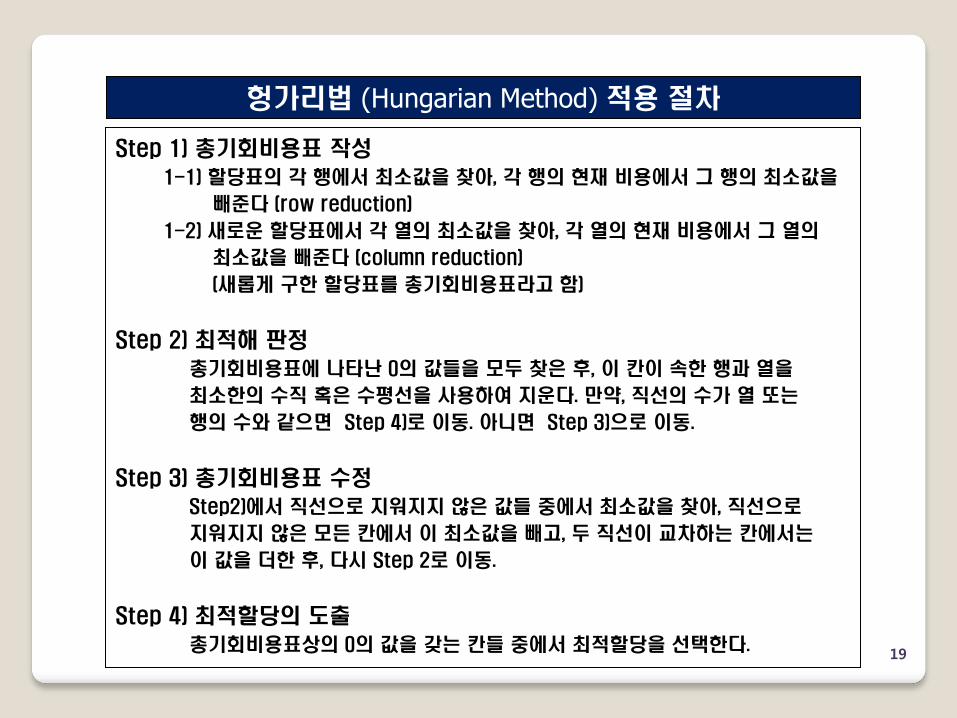
헝가리법 (Hungarian Method) 적용 절차
Step 1) 총기회비용표 작성
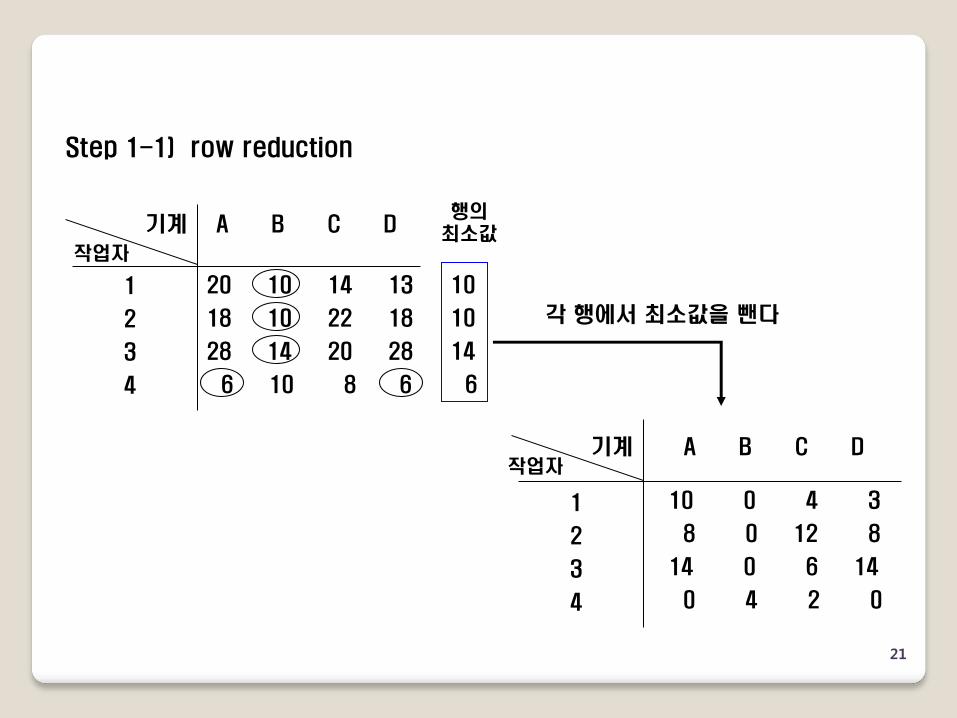
1-1) 할당표의 각 행에서 최소값을 찾아, 각 행의 현재 비용에서 그 행의 최소값을
빼준다 (row reduction)
1-2) 새로운 할당표에서 각 열의 최소값을 찾아, 각 열의 현재 비용에서 그 열의
최소값을 빼준다 (column reduction)
(새롭게 구한 할당표를 총기회비용표라고 함)
Step 2) 최적해 판정
총기회비용표에 나타난 0의 값들을 모두 찾은 후, 이 칸이 속한 행과 열을
최소한의 수직 혹은 수평선을 사용하여 지운다. 만약, 직선의 수가 열 또는
행의 수와 같으면 Step 4)로 이동. 아니면 Step 3)으로 이동.
Step 3) 총기회비용표 수정
Step2)에서 직선으로 지워지지 않은 값들 중에서 최소값을 찾아, 직선으로
지워지지 않은 모든 칸에서 이 최소값을 빼고, 두 직선이 교차하는 칸에서는
이 값을 더한 후, 다시 Step 2로 이동.
Step 4) 최적할당의 도출
총기회비용표상의 0의 값을 갖는 칸들 중에서 최적할당을 선택한다. 19
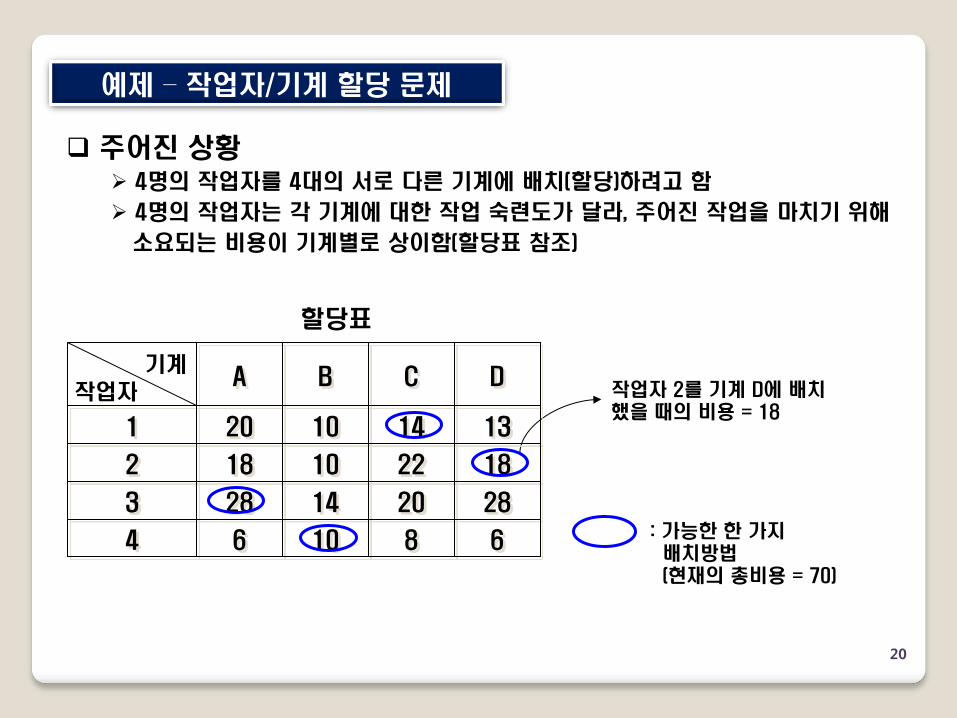
예제 – 작업자/기계 할당 문제
주어진 상황 4명의 작업자를 4대의 서로 다른 기계에 배치(할당)하려고 함
4명의 작업자는 각 기계에 대한 작업 숙련도가 달라, 주어진 작업을 마치기 위해
소요되는 비용이 기계별로 상이함(할당표 참조)
작업자 2를 기계 D에 배치 했을 때의 비용 = 18
1
2
3
4
A B C D
20 10 14 13
18 10 22 18
28 14 20 28
6 10 8 6
작업자
기계
: 가능한 한 가지 배치방법 (현재의 총비용 = 70)
할당표
20
Step 1-1) row reduction
각 행에서 최소값을 뺀다
작업자 기계 A B C D
10 0 4 3
8 0 12 8
14 0 6 14
0 4 2 0
1
2
3
4
작업자
기계 A B C D
20 10 14 13
18 10 22 18
28 14 20 28
6 10 8 6
10
10
14
6
행의 최소값
1
2
3
4
21
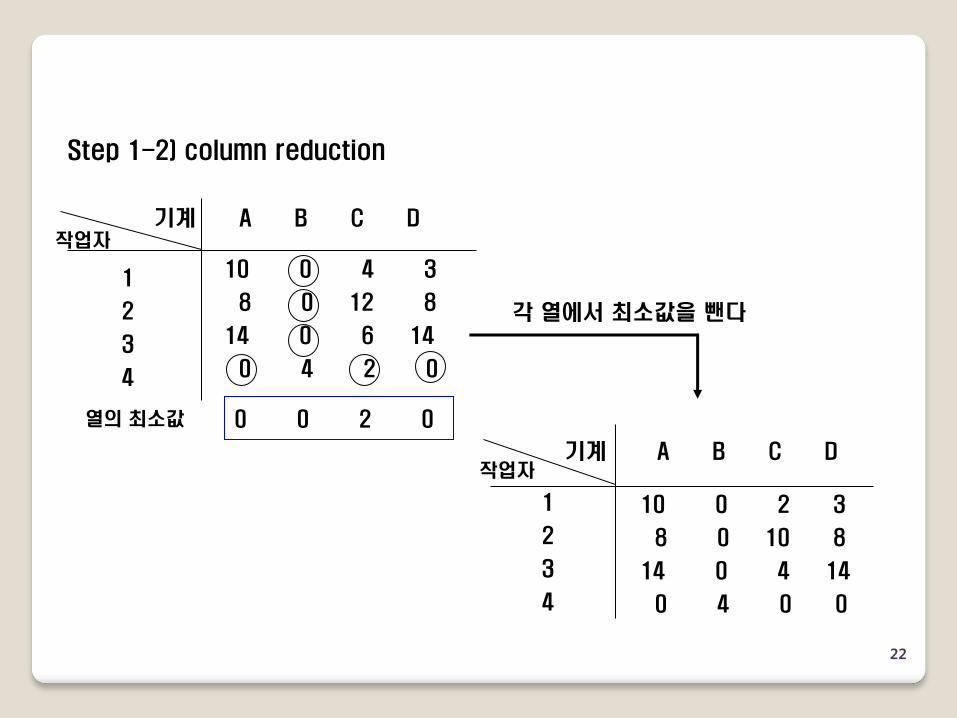
작업자 기계 A B C D
10 0 2 3
8 0 10 8
14 0 4 14
0 4 0 0
1
2
3
4
작업자 기계 A B C D
10 0 4 3
8 0 12 8
14 0 6 14
0 4 2 0
1
2
3
4
열의 최소값 0 0 2 0
Step 1-2) column reduction
각 열에서 최소값을 뺀다
22
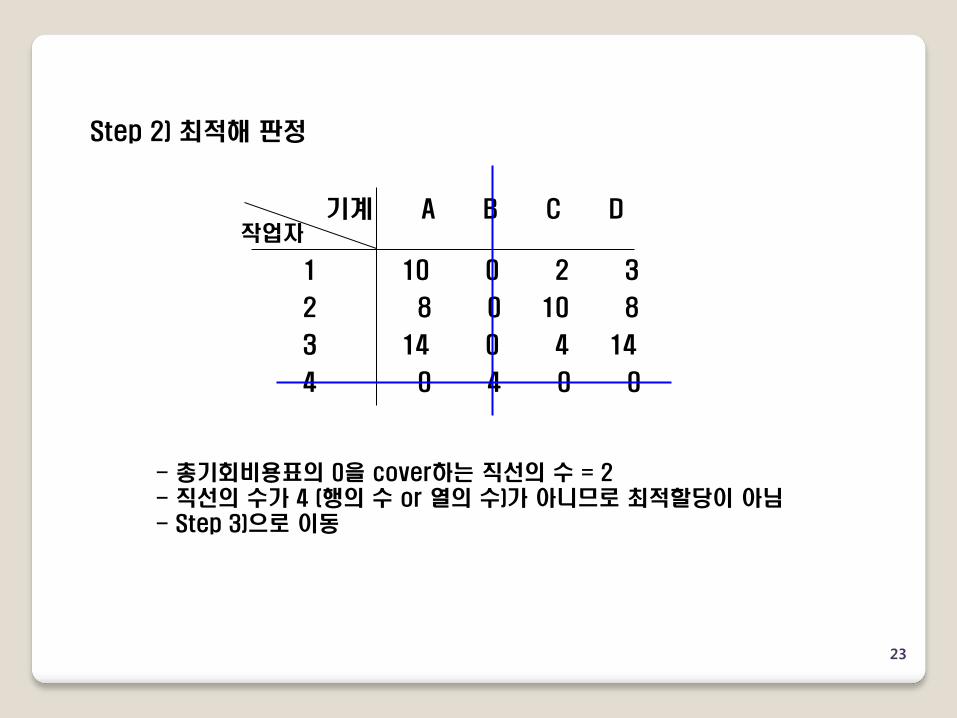
Step 2) 최적해 판정
작업자 기계 A B C D
10 0 2 3
8 0 10 8
14 0 4 14
0 4 0 0
1
2
3
4
- 총기회비용표의 0을 cover하는 직선의 수 = 2 - 직선의 수가 4 (행의 수 or 열의 수)가 아니므로 최적할당이 아님 - Step 3)으로 이동
23
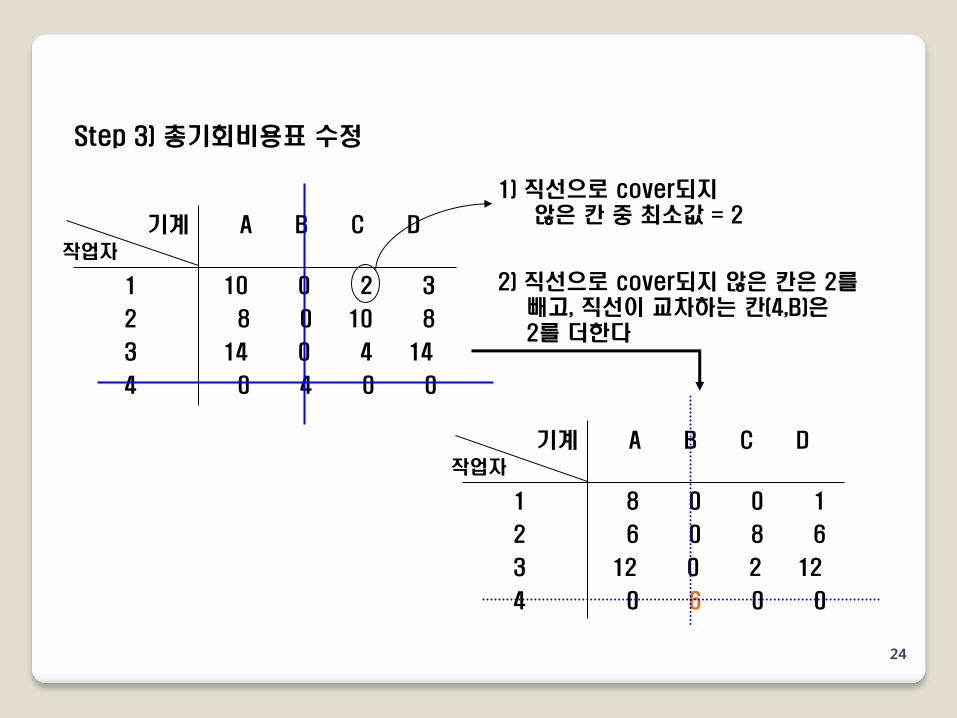
Step 3) 총기회비용표 수정
작업자
기계 A B C D
10 0 2 3
8 0 10 8
14 0 4 14
0 4 0 0
1
2
3
4
1) 직선으로 cover되지 않은 칸 중 최소값 = 2
작업자
기계 A B C D
8 0 0 1
6 0 8 6
12 0 2 12
0 6 0 0
1
2
3
4
2) 직선으로 cover되지 않은 칸은 2를 빼고, 직선이 교차하는 칸(4,B)은 2를 더한다
24
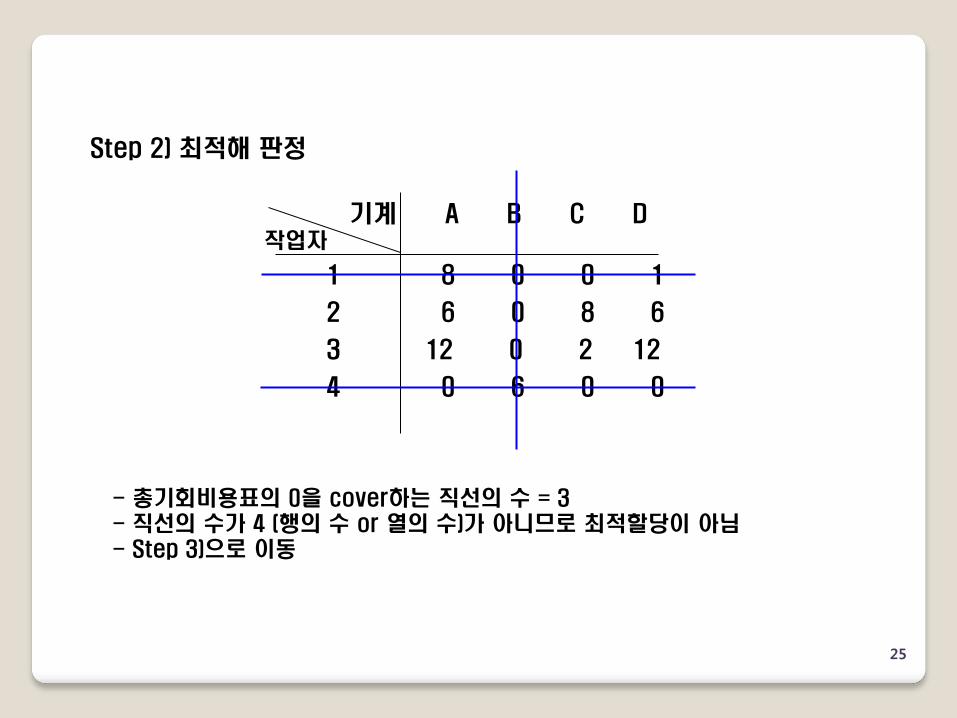
Step 2) 최적해 판정
- 총기회비용표의 0을 cover하는 직선의 수 = 3 - 직선의 수가 4 (행의 수 or 열의 수)가 아니므로 최적할당이 아님 - Step 3)으로 이동
작업자 기계 A B C D
8 0 0 1
6 0 8 6
12 0 2 12
0 6 0 0
1
2
3
4
25
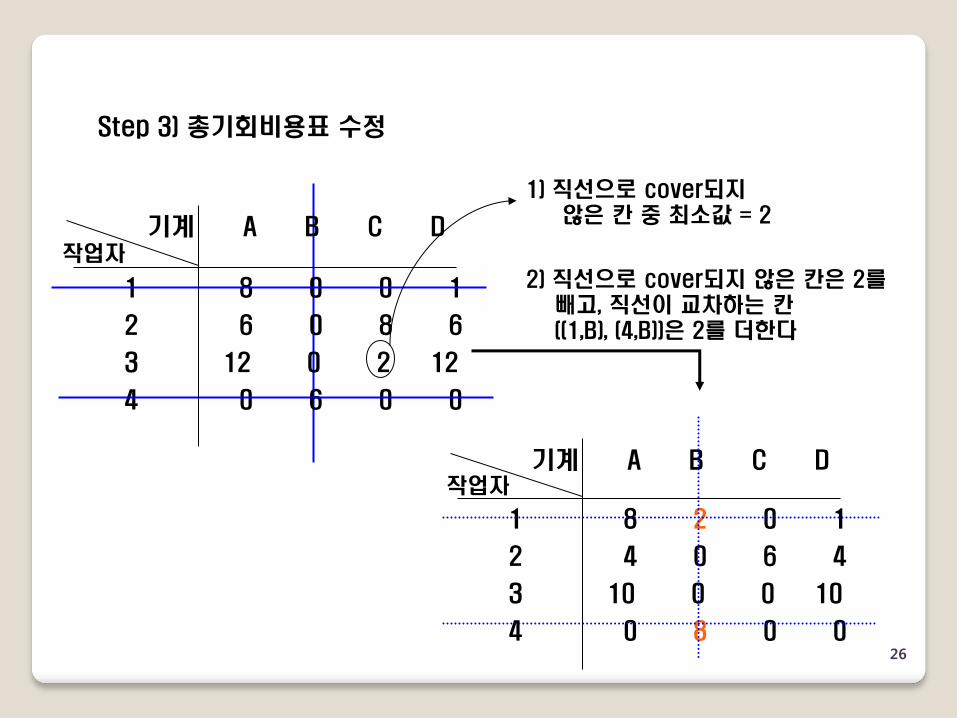
Step 3) 총기회비용표 수정
작업자 기계 A B C D
8 0 0 1
6 0 8 6
12 0 2 12
0 6 0 0
1
2
3
4
1) 직선으로 cover되지 않은 칸 중 최소값 = 2
2) 직선으로 cover되지 않은 칸은 2를 빼고, 직선이 교차하는 칸 ((1,B), (4,B))은 2를 더한다
작업자 기계 A B C D
8 2 0 1
4 0 6 4
10 0 0 10
0 8 0 0
1
2
3
4 26
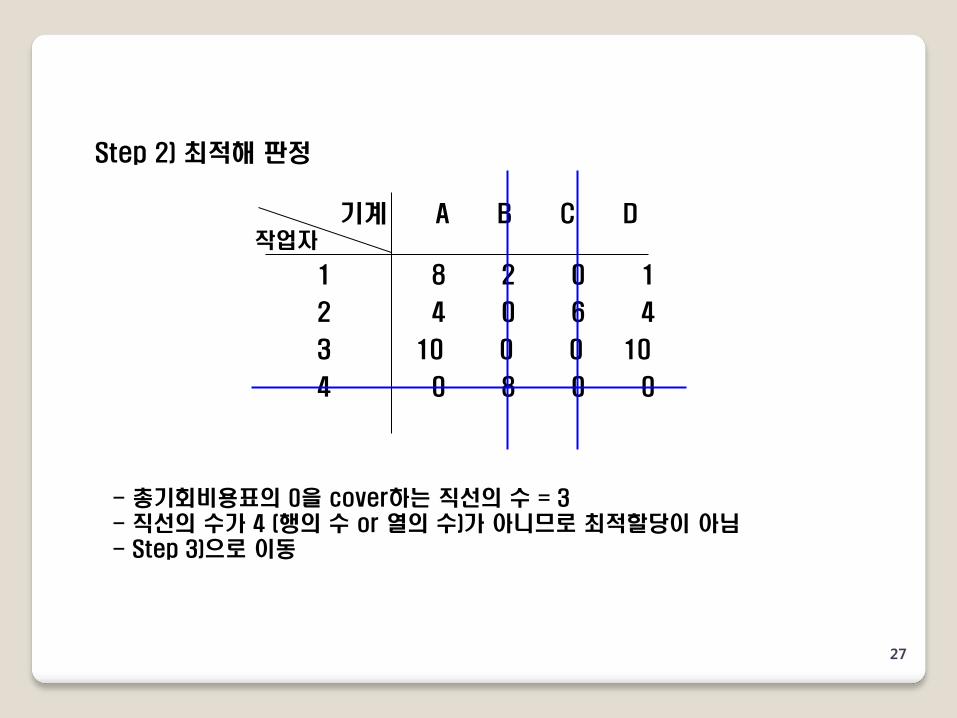
Step 2) 최적해 판정
작업자 기계 A B C D
8 2 0 1
4 0 6 4
10 0 0 10
0 8 0 0
1
2
3
4
- 총기회비용표의 0을 cover하는 직선의 수 = 3 - 직선의 수가 4 (행의 수 or 열의 수)가 아니므로 최적할당이 아님 - Step 3)으로 이동
27
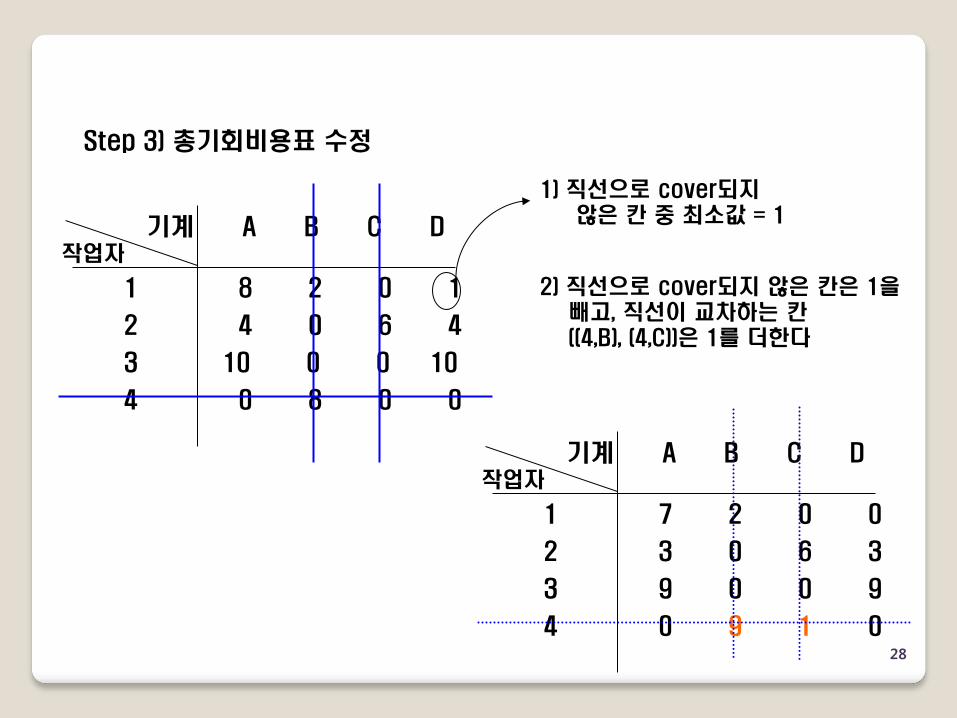
Step 3) 총기회비용표 수정
작업자 기계 A B C D
8 2 0 1
4 0 6 4
10 0 0 10
0 8 0 0
1
2
3
4
1) 직선으로 cover되지 않은 칸 중 최소값 = 1
2) 직선으로 cover되지 않은 칸은 1을 빼고, 직선이 교차하는 칸 ((4,B), (4,C))은 1를 더한다
작업자 기계 A B C D
7 2 0 0
3 0 6 3
9 0 0 9
0 9 1 0
1
2
3
4 28
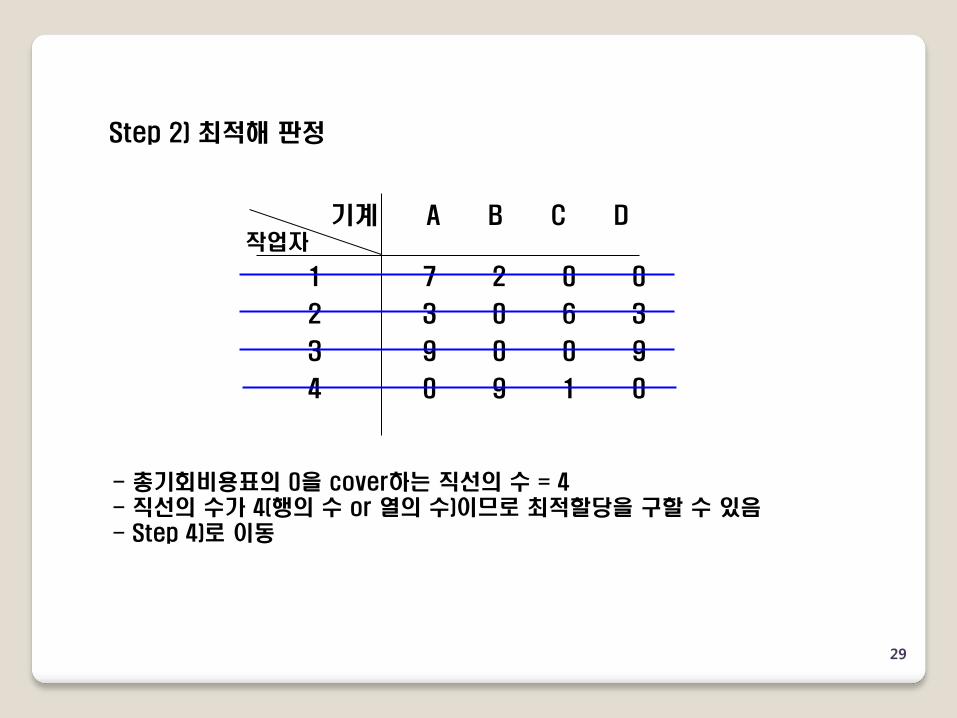
Step 2) 최적해 판정
작업자 기계 A B C D
7 2 0 0
3 0 6 3
9 0 0 9
0 9 1 0
1
2
3
4
- 총기회비용표의 0을 cover하는 직선의 수 = 4 - 직선의 수가 4(행의 수 or 열의 수)이므로 최적할당을 구할 수 있음 - Step 4)로 이동
29

Step 4) 최적 할당의 도출
1) 0의 값을 오직 하나만 갖는 행과 열을 먼저 할당 1.1) A열에 0이 하나 => (4, A) 할당 1.2) 2행에 0이 하나 => (2, B) 할당 1.3) 할당된 열과 행을 지움 2) 3열에 0이 하나 => (3, C)할당 3) 나머지 하나 => (1, D) 할당
작업자 기계 A B C D
7 2 0 0
3 0 6 3
9 0 0 9
0 9 1 0
1
2
3
4
30