Embed Size (px)
Citation preview

- 1 -
소구경 소켓배관 PAUT 검사 현장 적용 사례
Field Application for PAUT of Small Socket Welds
최정권, 윤희철
Jeong-Gweon Choi, Hee-Chul Yoon
앤스코(주)
ANSCO
[요 약]
최근 국내외에서 원자력 발전소의 소구경 소켓용접부 손상 및 파단으로 발전소 정지 및
보수 등이 야기되었고, 이는 원전의 안정성 우려 및 경제적 손실을 초래하였다. 하지만
1.0" 이하 소구경 소켓용접부는 가동중검사 면제 대상으로 분류되어, 주로 표면검사 및 방
사선 투과검사가 수행되었었다. 이와 같은 검사방법들은 예방차원에서 누설의 징후를 미리
검출하기가 어렵다. 따라서 제작과정에서 발생 되는 용접결함과 가동중에 발생하는 균열
(Crack)과 같은 결함을 검출할 수 있는 새로운 검사기법의 적용이 필요하다.
본고에서는 각종 검사기법들 중 접근제한 부위에 대한 검사방법으로 최근 국내원전에
적용되고 있는 위상배열(Phased Array) 초음파검사 기법을 이용한 소켓용접부 검사기법
및 앤스코(주)에서 최근 수행한 현장 적용 결과를 소개한다.

- 2 -
1. 서론
소켓용접부는 2.0" 이하 소구경배관으로
배관 직경이 작아 가동중검사에서 면제되거
나 표면검사만 수행하고 있다. 용접형태는 맞
대기(Butt) 용접이 아닌 필렛(Fillet) 용접이
고, 두께 또한 얇아 파장(Wave length) 및
불감대 관점에서 일반 초음파검사로 결함을
검출하는 것이 어렵다. 또한 두께 변화부가
많아 방사선 투과검사는 결함의 검출에 어려
움이 있다. 최근 이러한 이유로 소구경 소켓
용접부 검사에 위상배열(Phased Array) 초
음파검사 기법을 이용한 검사가 개발되어 현
장에 적용중이다.
소구경 소켓배관은 가동중에 가장 많은
형태로 발생하는 결함의 형태는 진동피로균
열(VF : Vibration Fatigue)이다. 위상배열
초음파검사는 소켓 형태의 용접부에 최적화
되도록 개발되어 제작결함과 가동중결함 및
관련/비관련 결함을 특성화 하고 분류의 어
려움을 극복하여 관련지시만 보수할 수 있는
장점을 보여준다.
2. 결함발생 사례
2.1 소구경 소켓용접부
소구경배관은 외경 2인치의 배관으로 탄
소강, 스테인리스 강 또는 Cr-Mo 합금 으
로 제작되며, 원자력발전소 노형에 따라 압력
경계 내에 온도 및 압력측정, 배수(Drain)를
목적으로 설치되어 있으며, 주 배관 및 기기
에서 분기하고 연결은 일반적으로 소켓용접
의 형태를 갖는다.
가동원전에서 소켓용접부의 주 손상기구
는 진동으로 인한 고주기 열피로 균열 이며,
전력기술 기준(KEPIC) MN 4427에 소켓용
접부 제작에 관한 내용이 언급되어 있다. 소
켓용접부는 용접 전 약 1/16인치(1.6mm)의
간극(Gap)을 유지하도록 요구 하고 있으며,
용접 후에는 갭에 대한 확인을 규정하지 않
고 있다.
가동중 소켓 간극은 EPRI TR-1009715
(Analysis of Socket Welded Assembly
Gap) 및 "원전 기기 건전성 평가 규제기술
개발" 연구결과를 적용하여 0.1mm 이상의
간격 유지 시 합격으로 하고 있다.
2.2 국내원전 관리방안
국내원전의 소켓용접부에 대한 진동 측정
평가결과 다음과 같이 진동 위험도를 3개
그룹으로 분류하고, 손상 가능성이 높은 분기
관 용접부 및 분기관과 이격 거리를 고려하
여 배관 중요도를 3개 그룹으로 분류하였다.
A : 고진동 영역(진동 허용치 100% 이상)
B : 중진동 영역(진동 허용치 50%~99%)
C : 저진동 영역(진동 허용치 50% 미만)
Fig. 1 일반적 소켓용접부
Table 1 해외원전 누설 사례
진동위험도 등급
중요도 인자
A B C
Ⅰ ① ② ③
Ⅱ ④ ⑤ ⑥
Ⅲ ⑦ ⑧ ⑨

- 3 -
Ⅰ : 분기관 용접부
Ⅱ : 밸브 용접부
Ⅲ : 피팅(Elbow, Tee 등) 용접부
○ ①, ② : 매주기 검사[고위험 용접부]
○ ④, ⑤, ⑦, ⑧ :
2~3주기 검사[중위험 용접부]
○ ③, ⑥, ⑨ : 6주기 검사[저위험 용접부]
2.3 국내외 결함발생 사례
2008년 6월 고리3호기 및 2017년 3월
고리4호기 증기발생기 수실 배수 배관(Drain
Line) 소켓용접부에서 고주기 진동피로에 의
한 균열로 누설이 발생하여 발전정지를 유발
하였다. 해외원전에서의 1차측 소구경배관
소켓용접부에서 표2와 같이 대한 다양한 발
전소에서 누설사례가 발생되었으며, 발생원인
은 주로 진동으로 인한 피로균열에서 기인
된 것으로 분석되고 있다.
3. 검사 기술
3.1 결함형태
소구경배관 소켓용접부에서 누설의 원인
이 되는 결함의 형태는 제작결함인 용접결함
과 가동중결함인 균열로 분류할 수 있다.
제작결함인 용접결함은 배관과 소켓부품
의 용접과정에서 발생되며 주로 배관 쪽 또
는 소켓 쪽에 융합부족(LOF, Lack of
Fusion)이 발생되고, 가동중에 발생되는 결
(a) 고리3호기
(b) 고리4호기
(c) 배수라인 형상
Fig. 2 증기발생기 배수라인 누설 사례
함은 주로 기기의 진동에 의한 용접 루트부
(Root) 또는 토우(Toe)에서 균열(Crack)이
발생된다.
3.2 검사장비
소구경배관은 직경이 작아 일반 초음파검
Table 2 해외원전 누설 사례
발전소 내용 원인
Vogtle 1 CVCS Orifice 진동피로
Cook 1 RCS Flowmeter 진동피로
Hatch 1 RHR Vent Line 진동피로
St. Lucie 2 RCP Seal 진동피로
Catawba 2 CVCS Orifice 용접결함
Oconee 1 LPSI 진동피로

- 4 -
사시 탐촉자의 접촉과 빔의 방향에 영향을
많이 받기 때문에 검사의 신뢰성을 높이고
B-Scan과 C-Scan 신호를 활용함으로써 위
상배열 초음파 검사신호의 평가 용이성을 높
일 수 있다. 소켓용접부는 주사거리가 제한되
고 배관이 2.0", 1.5", 1.0", 0.75" 등으로 직
경이 작아 사용하는 탐촉자의 접촉면을 최대
화하여야 한다. 따라서 위상배열 초음파탐촉
자의 빔 집속 효율 및 조향 능력을 고려하여
1D Linear, 압전소자의 수는 16개로 선정하
고 탐촉자의 공칭주파수가 3.5MHz를 사용한
다. 소켓용접부 검사에 사용되는 위상배열 초
음파 탐촉자 및 웻지의 특성 값은 표3, 4와
같다.
위상배열 초음파 탐촉자가 일정한 위치에
서 일정한 접촉력을 유지하고 배관의 원주방
향을 회전하면서 신호를 취득하기 위하여 링
형태의 스캐너를 사용한다. 이는 검사대상 배
관과의 일정한 접촉력을 유지하고 스캐너의
유격을 최소화하기 위하여 인장력을 조절할
수 있는 Tension Adjuster를 적용하여 한
번에 장착 및 회전을 용이하게 하였고, 위치
표정을 위해 회전축에 1개의 Encoder를 부
착하였다.
(a) Pipe side LOF
(b) Socket side LOF
(c) Root Weld Cracking
(d) Weld Toe Cracking
Fig. 3 소켓용접부 결함 형태
Table 3 초음파 탐촉자 특성 값
제작사 GEIT
모델명 115-001-132
주파수 (MHz) 3.50
형상 및 압전소자 모양
1D Linear Array, Rectangular
압전소자 수 및 배열 16, 1×16
탐촉자 피치(㎜) 0.400
압전소자 크기(㎜×㎜) 6.4 × 6.35
외관 크기(Foot Print)(㎜) 16.28 × 11.05
케이블 길이 (m) 3
케이블 어댑터 모델 번호
Zetec Adapter : Omni-A-ADP03 Zetec Cable : EWUXE075A
Table 4 웻지 특성 값
제작사 GEIT
모델명 360-141-198∼208
접촉면 곡률(㎜) 1.0/1.3/1.8/2.0/3.0
웻지 각도 (deg)/Roof 각도(deg) 35.0/0.0
음속(㎜/㎲) 2,336.8
Height at middle first element (㎜) 5.13
Primary offset of the middle of first element (㎜)
4.17
Secondary axis offset of the middle of first element (㎜)
5.54
웻지 외관크기 (㎜×㎜) 20.37 × 11.1

- 5 -
3.3 검사방법
기준감도는 45° 빔을 사용하여 교정시험
편의 외경에 가공된 노치로부터 신호 진폭이
전체화면 높이의 80%가 되도록 설정한다.
검사는 그림5와 같이 탐촉자 전면 모서리
가 소켓용접부 Toe에 위치하게 스캐너를 장
착하고 시계방향으로 1바퀴 회전 시킨다. 위
상배열 초음파장비에서 수신 가능한 최대 속
도를 초과하지 않도록 검사 속도를 최대 1
in/sec 이하로 검사한다. 검사 시 주사감도
설정을 위한 감도는 초음파 빔의 각 45° 굴
절각 신호가 검사 대상 두께의 2배가 되는
면(주로 OD)으로부터의 기본 노이즈 신호 진
폭 값이 전체 화면의 10%~15% 사이가 되
도록 설정한다. 만일 기본 노이즈 신호가 미
미할 경우 튜브 끝단으로부터 반사한 신호의
진폭을 전체 화면의 50%~60% 사이가 되도
록 감도를 설정한다.
3.4 Data 평가
3.4.1 검사신호 평가
검사 데이터를 검토하는 가장 효과적인
방법은 Volume corrected S-Scan 신호의
data 커서가 있는 각도에서 나타나는
Projected B-Scan 신호를 이용하는 것이다.
S-scan에서 TPS를 확인하고 data 커서를
TPS의 중간부분에 위치하면B-Scan 화면에
TPS가 나타난다. TPS의 중간부분에 적합하
게 위치하였다면 B-Scan 화면에서는 소켓용
접부의 전체 원주방향에 걸쳐 불규칙적으로
나타나는 TPS를 확인할 수 있다. S-Scan의
data 커서를 이용하여 TPS가 나타난 위치의
위쪽과 아래쪽 각도에 대한 B-Scan 신호를
관찰한다. TPS가 나타난 각도의 위쪽에서 나
타난 지시는 배관에 발생한 균열로 인한 신
호이며, TPS가 나타난 각도의 아래쪽에 나타
난 지시는 용접부 균열, 수직 융합불량
(V-LOF) 및 수평 융합불량(H-LOF)에 의한
신호이다. 일반적인 신호평가 절차를 그림6에
나타내었다.
Fig. 4 1축 수동 링 스캐너
Fig. 5 검사위치 및 기준 Fig. 6 신호평가 절차

- 6 -
3.4.2 배관 끝단 및 TPS 신호
배관 끝단 반사 신호가 전체 검사 데이터
의 원주방향으로 일정하게 나타나는 것은 검
사 중 탐촉자의 접촉이 일정하게 유지되었다
는 것을 보증한다. "Triple Point Signal(이하
TPS)"은 배관, 소켓 및 용접부 3점이 만나는
지점의 기하학적 형상 신호로 TPS는 결함
검출 및 확인에 사용되는 가장 기본이 되는
기준신호이다. 그러나 용접이 배관과 소켓이
만나는 점에 충분하게 이루어졌을 경우 TPS
는 나타나지 않을 수도 있다. 검사 시스템이
적합하게 교정이 되었다면 TPS는 배관 두께
의 2배 거리에서 나타나며, 전체 소켓용접부
가 균일하게 용접되지 않았기 때문에 360°
전체에 걸쳐 균일한 진폭으로 나타나지 않으
며, 위치에 따라 진폭의 크기가 다르게 나타
난다.
3.4.3 배관 모재 및 용접부 균열
배관 모재 균열 신호는 일반적으로 S-Scan
에서 TPS보다 높은 각도로 용접부 균열은
TPS 보다 낮은 각도에서 나타난다. 일반적으
로 균열일 경우 Triple Point에서 성장하고
결하의 크기가 작을 경우 TPS와 분리가 어
렵지만 균열의 성장이 조금 이뤄진 후에는
다른 지시에 비해 신호의 진폭이 높으며,
S-Scan에서 TPS는 붉은 색 영역으로 확인
된다.
3.4.4 V-LOF(Vertical Lack of Fusion) 및
H-LOF(Horizontal Lack of Fusion)
LOF 신호는 S-Scan 화면의 Triple Point
에서 반사한 신호보다 위치적으로 낮은 굴절
각도에서 형성되고 TPS와 연결되지 않으며,
진폭은 낮은편이다. 용접부와 소켓의 경계면
에 위치한 수직 융합불량(V-LOF)으로부터
반사한 신호는 TPS 보단 긴 빔행정을 가지
므로 B-Scan 상에서 TPS 보다 하단에
(a) 배관 끝단
(b) TPS
(c) 신호 형상
Fig. 7 배관 끝단 및 TPS
이미지가 형성되고, 수평 융합불량(H-LOF)
은 짧은 빔 행정으로 TPS 보다 위에 이미지
가 형성되고 보다 낮은 진폭으로 나타난다.
Triple Point에서 떨어져 경계면의 중간영역
에서 발생한 LOF 결함신호 S-Scan 화면에
서 결함의 양쪽 끝단에서 반사한 두 개의 분
리된 신호가 나타난다. 만일 분리된 신호가
관찰되지 않는다면 LOF가 Triple Point에 매
우 근접하거나 Triple Point에 연결된 것이거
나 균열이 발생한 것으로 판단한다.
- 7 -
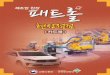
(a) 배관 모재 균열
(b) 용접부 균열
(c) V-LOF
(d) H-LOF
Fig. 8 균열 및 LOF 신호
3.4.5 균열과 LOF 구별의 기술적 한계
현 절차서는 지시의 형태에 따라 위험도
가 다르므로 LOF의 경우 길이가 4.8mm 이
상일 경우, 균열은 진폭 및 길이에 상관없이
불합격으로 처리된다. 따라서 결함의 특성화
과정이 중요한 과정이지만 균열과 LOF의 구
별은 기술적 한계를 갖는다. 지시 평가는 검
출 각도, 위치 및 진폭으로 형태를 구별한다.
소켓검사에 사용되는 탐촉자는 3.5MHz로 초
음파의 Wavelength는 약 1mm 정도가 된다.
그리고 외경 0.75" 및 1" 배관의 두께는 약
5~6mm로 지시의 형태를 구별할 수 있는 척
도가 되는 분해능(신호의 패턴) 관점에서 너
무 얇은 두께가 초음파의 지시 구별 한계로
작용하여 지시의 구별이 완벽하게 이뤄지지
않는다.
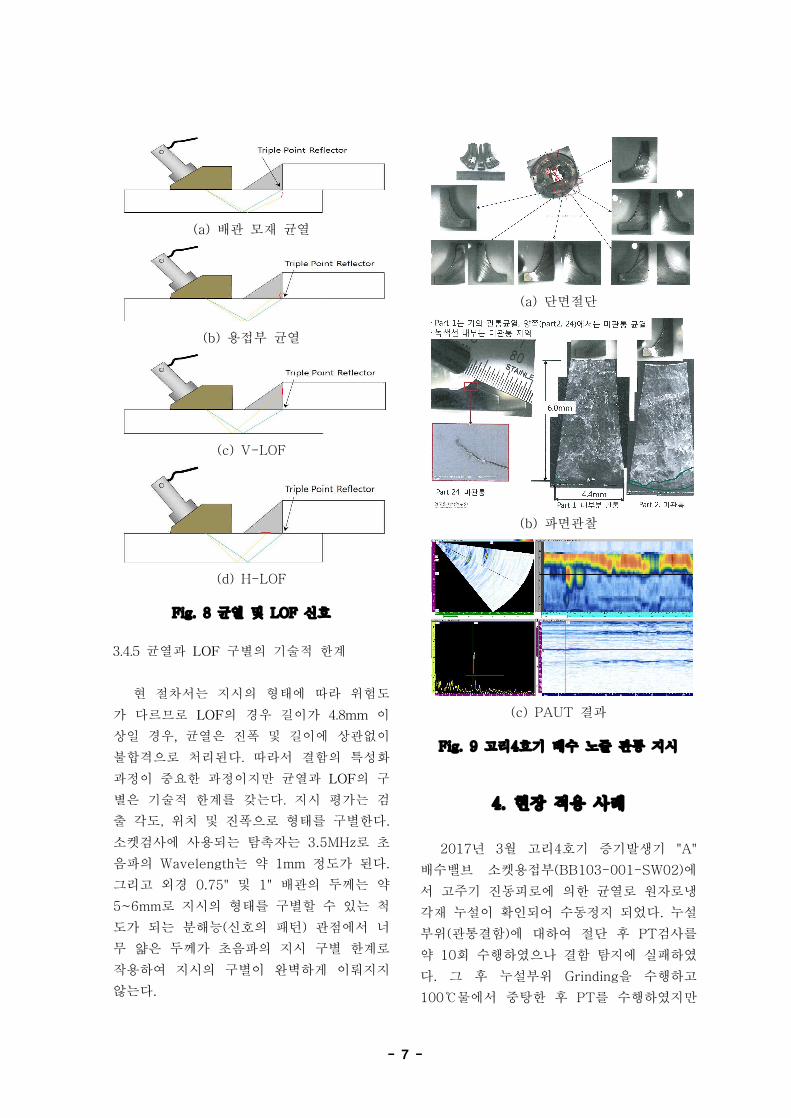
4. 현장 적용 사례
2017년 3월 고리4호기 증기발생기 "A"
배수밸브 소켓용접부(BB103-001-SW02)에
서 고주기 진동피로에 의한 균열로 원자로냉
각재 누설이 확인되어 수동정지 되었다. 누설
부위(관통결함)에 대하여 절단 후 PT검사를
약 10회 수행하였으나 결함 탐지에 실패하였
다. 그 후 누설부위 Grinding을 수행하고
100℃물에서 중탕한 후 PT를 수행하였지만
(a) 단면절단
(b) 파면관찰
(c) PAUT 결과
Fig. 9 고리4호기 배수 노즐 관통 지시

- 8 -
작은 핀홀 형태의 지시만 탐지되었다. 또한
위상배열 초음파검사를 수행하여 기초 데이
터를 취득하였으며, 동 부위에 대하여 파단시
험을 수행되었다. 파단 검사결과 균열선단의
좁은 간격 줄무늬, 균열입구의 마멸현상 및
균열 면에서의 산화물 눌림 등 반복하중에
의한 취성파면현상이 확인되었다. 초음파검사
결과와 파단 시험 결과를 그림9에 나타내었
다.
누설부위와 유사한 소켓용접부에 대하여
고리3,4호기 총 약 1,000 개소에 대하여
(RCS, CVCS, MSIV 계통) 위상배열 초음파
검사를 수행하였고, 다수의 LOF 지시를 발견
하여 보수를 수행되었다. LOF의 경우 데이터
의 평가 방법에 따라 고리4호기 배수노즐에
서 발견된 관통 균열과 다른 대표적인 LOF
지시와의 비교를 위의 그림10에 나타내었다.
일반적으로 균열은 진폭이 높고 TPS 신호
위치에 근접하여 나타나며, V-LOF는 균열보
다는 진폭이 낮으며 TPS 위치를 벗어나 위
치하여 저각도로 관찰된다. 다음 그림11은 검
출된 LOF의 대표적인 내용을 나타내었다.
(a) 가압기하부, LOF(6.5mm), 불합격
(b) 원자로상부, LOF(6.0mm), 불합격
(c) 원자로상부, LOF(30.0mm), 불합격
(d) RCP-B, LOF(10.5/5.6mm), 불합격
(e) MSIV, LOF(6.5mm), 불합격
Fig. 11 고리4호기 지시 사진
지시부위
BB103-001-SW02(균열)
BB123-001-SW05(V-LOF)
진폭 75% 34%
각도 57°~62° 39°~42°
Depth 11.4mm 16.72mm
Fig. 10 균열 및 LOT 비교

- 9 -
5. 결론
고리3,4호기 증기발생기 배수배관 소켓용
접부에서 누설 및 해외원전에서도 유사한 누
설사례가 증가함에 따라 소켓용접부에 대한
건전성 확보의 필요성이 대두되었다. 국내원전
의 경우 발전사업자에 의해 소켓용접부 관리
방안이 수립하고 위험도 그룹별로 검사계획
(안)을 수립하였다. 소켓용접부에 적용되는
위상배열 초음파검사 기법의 현장적용 결과
거의 대부분 결함에 대하여 우수한 결함 탐
지 및 평가 능력이 검증되었다. 향후 소켓용
접부 위상배열 초음파검사를 지속적으로 수
행함으로 고리3,4호기와 같은 누설 사태 및
불시정지 등의 손실을 줄일 수 있을 것으로
사료된다.
참고문헌
[1] 한수원 설비기술처, "RCS 소구경 소켓용
접부 관리 방안 시행(안)", 2011
[2] B. S. Yoon, "Development of Phased
Array Ultrasonic Testing Technology for
Small Bore Piping Socket Welds", 2012
KHNP-EPRI Workshop
[3] Pedro Lara & Mark Dennis,
"Volumetric Examination of Small Bore
Socket-to-Pipe Welds", 2012 KHNP-
EPRI Workshop
[4] Nondestructive Evaluation : Vol.
Examination of Small Bore Piping Welds
- Phase 1 (1015155), 2007
[5] ANSCO-NDE-05-PAUT-02,R1 소구경
배관 소켓용접부 위상배열 초음파검사 절차
서, 2016
[6] 제80회 원자력안전위원회 회의 "고리4호
기 원자로 수동정지 조사 및 정기검사 결과
에 따른 재가동 심의(안)", 2018





![PRESENTACION PAUT-TOFD SIMTA.pptx [solo lectura]...Title: Microsoft PowerPoint - PRESENTACION PAUT-TOFD SIMTA.pptx [solo lectura] Author: RICARDO RUIZ Created Date: 4/18/2017 10:47:19](https://img.pdfslide.tips/doc/110x75/5f6a498e3002b75cb95b005a/presentacion-paut-tofd-simtapptx-solo-lectura-title-microsoft-powerpoint.jpg)