Embed Size (px)
Citation preview

I
David Liebisch
Optimierung eines Produktionsplanungsproblems
mit komplexen Ressourcen
zur Erlangung des akademischen Grades
eines Master of Science
der Studienrichtung Betriebswirtschaft
an der Karl-Franzens-Universität
Eingereicht bei:
Univ.-Prof. Dr. Ulrich Pferschy
Institut für Operations und Information Systems
Karl-Franzens-Universität Graz
Graz, November 2020

II
Inhaltsverzeichnis
Abbildungsverzeichnis ........................................................................................................V
Tabellenverzeichnis ......................................................................................................... VII
Abkürzungsverzeichnis .................................................................................................. VIII
1 Einleitung ...................................................................................................................... 1
1.1 Einführung und Problemstellung .......................................................................... 1
1.2 Zielsetzung der Diplomarbeit ............................................................................... 3
1.3 Aufbau der Arbeit ................................................................................................. 3
2 Produktionsplanung ..................................................................................................... 4
2.1.1 Produktionsprogrammplanung .................................................................. 6
2.1.2 Produktionsbedarfplanung ........................................................................ 6
2.1.2.1 Durchlaufterminierung .............................................................. 8
2.1.2.2 Kapazitätsbedarfsermittlung ..................................................... 9
2.1.2.3 Kapazitätsabstimmung ............................................................ 10
2.1.3 Eigenfertigungsplanung und -steuerung ................................................. 11
2.1.3.1 Losgrößenrechnung ................................................................. 11
2.1.3.2 Feinterminierung ..................................................................... 13
2.1.3.3 Ressourcenfeinplanung ........................................................... 13
2.1.3.4 Reihenfolgeplanung ................................................................ 14
2.1.3.5 Verfügbarkeitsprüfung ............................................................ 15
2.1.3.6 Auftragsfreigabe ..................................................................... 15
3 Grundmodell der Ablaufplanung ............................................................................. 16
3.1 Literatur zu Ablaufplanungsproblemen .............................................................. 16
3.2 Ablaufplanungsproblem ..................................................................................... 16
3.3 Begriffe und Definition ....................................................................................... 17
3.3.1 Maschinencharakteristika ....................................................................... 18
3.3.2 Auftragscharakteristika ........................................................................... 20
3.3.3 Zielsetzungen .......................................................................................... 23
3.3.3.1 Durchlaufzeitbezogene Ziele .................................................. 23
3.3.3.2 Kapazitätsorientierte Ziele ...................................................... 24

III
3.3.3.3 Terminorientierte Ziele ........................................................... 25
3.3.3.4 Mehrfachzielsetzung und Dilemma der Ablaufplanung ......... 26
4 Problemstellung .......................................................................................................... 27
4.1.1 Maschinencharakteristika ....................................................................... 28
4.1.1.1 Maschine ................................................................................. 28
4.1.1.2 Fertigungshilfsmittel ............................................................... 29
4.1.2 Auftragscharakteristika ........................................................................... 30
4.1.3 Ziele ........................................................................................................ 31
4.1.3.1 Priorisierung des FHM ............................................................ 31
4.1.3.2 Minimierung der maximalen Durchlaufzeit ............................ 32
4.1.4 Komplexität des Problems ...................................................................... 33
5 Heuristik ...................................................................................................................... 36
5.1 Aufbau der Heuristik .......................................................................................... 36
5.1.1 Produktionsprogrammplanung ................................................................ 37
5.1.1.1 Get Demands ........................................................................... 37
5.1.1.2 Get Net Requirements ............................................................. 37
5.1.1.3 Cumulate Weekly Demands ................................................... 38
5.1.1.4 Cumulate Demands in the past ............................................... 40
5.1.2 Produktionsbedarfsplanung ..................................................................... 40
5.1.2.1 Sort tool by priority ................................................................. 41
5.1.2.2 Create Prod Orders for the finite Horizon ............................... 41
5.1.2.3 Generate possible Combinations ............................................. 43
5.1.3 Eigenfertigungsplanung und -steuerung ................................................. 44
5.1.3.1 Generate potential Orders ....................................................... 44
5.1.3.2 Select best Order ..................................................................... 46
5.1.4 Infinite Planung ....................................................................................... 46
5.1.4.1 Calculate surplus of finite horizon .......................................... 47
5.1.4.2 Create orders infinite ............................................................... 47
5.1.5 Send Orders ............................................................................................. 47
6 Rüstzeitoptimierung ................................................................................................... 48
6.1 Rüstzeitineffizienzen .......................................................................................... 48
6.2 Programm ........................................................................................................... 51

IV
6.2.1 Beschaffung der Daten ............................................................................ 52
6.2.2 Zusammenfassen der Daten .................................................................... 52
6.2.3 Ermittlung möglicher Verbesserungen ................................................... 56
6.2.4 Änderung der Reihenfolge der Aufträge ................................................. 57
6.2.5 Testläufe .................................................................................................. 61
7 Résumé ........................................................................................................................ 62
7.1 Kritische Betrachtung ......................................................................................... 62
7.2 Weiterführende Forschung ................................................................................. 63
8 Literaturverzeichnis ................................................................................................... 64
9 Anhang ........................................................................................................................ 68

V
Abbildungsverzeichnis
Abbildung 1 Operationsschritte beim Spritzgießen ......................................................... 2
Abbildung 2 Kernaufgaben eines PPS-Modells ............................................................... 4
Abbildung 3 Aufgabengliederung des PPS-Modells ........................................................ 5
Abbildung 4 Unteraufgaben der Produktionsprogrammplanung ..................................... 6
Abbildung 5 Unteraufgaben der Produktionsbedarfsplanung .......................................... 7
Abbildung 6: Terminierungsarten .................................................................................... 9
Abbildung 7 Möglichkeiten der Kapazitätsabstimmung ................................................ 10
Abbildung 8 Unteraufgaben der Eigenfertigungsplanung und -steuerung ..................... 11
Abbildung 9 Ressourcenfeinplanung.............................................................................. 14
Abbildung 10 Maschinenart. .......................................................................................... 18
Abbildung 11 Vom Liefertermin abhängige Zielfunktionen .......................................... 26
Abbildung 12 Spritzgießmaschine der Fa. Arburg ......................................................... 28
Abbildung 13 Spritzgießform mit einer Kavität von 8 ................................................... 29
Abbildung 14 reihenfolgeabhängige Rüstzeiten ............................................................ 34
Abbildung 15 Heuristik .................................................................................................. 36
Abbildung 16 Heuristik Produktionsprogrammplanung ................................................ 37
Abbildung 17 Heuristik Produktionsbedarfsplanung ..................................................... 41
Abbildung 18 Kombinationsmöglichkeiten ................................................................... 43
Abbildung 19 Heuristik Eigenfertigungsplanung und -steuerung .................................. 44
Abbildung 20 Plantafel Bsp. „Generate potential Orders“ ............................................. 45
Abbildung 21 Bsp. „Generate potential Orders“ Schritt 1 ............................................. 45
Abbildung 22 Bsp. „Generate potential Orders“ Schritt 2 ............................................. 45
Abbildung 23 Bsp. „Generate potential Orders“ Schritt 3 ............................................. 45
Abbildung 24 Bsp. „Generate potential Orders“ Schritt 4 ............................................. 46
Abbildung 25 Bsp. „Generate potential Orders“ Schritt 5 ............................................. 46
Abbildung 26 Bsp. „Generate potential Orders“ Schritt 6 ............................................. 46
Abbildung 27 Beispiel Ein-Maschinen-Problem Plantafel Heuristik............................. 49
Abbildung 28 Bsp. Ein-Maschinen-Problem Plantafel optimierte Rüstreihenfolge ...... 49
Abbildung 29 Bsp. Zwei-Maschinen-Problem Plantafel Heuristik ................................ 51
Abbildung 30 Bsp. Zwei-Maschinen-Problem Plantafel optimierte Rüstreihenfolge .... 51
Abbildung 31 Beschaffung der Daten ............................................................................ 52

VI
Abbildung 32 Restrukturierung der Daten ..................................................................... 52
Abbildung 33 Setup Matrix ............................................................................................ 53
Abbildung 34 Ermittlung der Rüstmatrix ....................................................................... 53
Abbildung 35 Daten der gebündelten Aufträge .............................................................. 54
Abbildung 36 Ermittlung der Rüstsequenzen ................................................................. 54
Abbildung 37 Bsp. Opportunitätskosten Plantafel ......................................................... 55
Abbildung 38 Verbesserungsmatrix ............................................................................... 56
Abbildung 39 Daten einer plausiblen Sequenz............................................................... 57
Abbildung 40 Bsp. Entfernung eines Auftrages Plantafel .............................................. 57
Abbildung 41 Bsp. Entfernung eines Auftrages Schritt 1 .............................................. 58
Abbildung 42 Bsp. Entfernung eines Auftrages Schritt 2 .............................................. 58
Abbildung 43 Bsp. Entfernung eines Auftrages Schritt 3 .............................................. 58
Abbildung 44 Bsp. hinzufügen von Aufträgen Schritt 2 ................................................ 59
Abbildung 45 Bsp. hinzufügen von Aufträgen Schritt 3 ................................................ 59
Abbildung 46 Bsp. hinzufügen von Aufträgen Schritt 4 ................................................ 59
Abbildung 47 Bsp. hinzufügen von Aufträgen Schritt 5 ................................................ 60

VII
Tabellenverzeichnis
Tabelle 1 Setup Matrix ................................................................................................... 21
Tabelle 2 Beispiel Berechnung kumulierter Bedarfe ..................................................... 38
Tabelle 3 Ergebnis Bedarfe kumulierter Kalenderwochen............................................. 39
Tabelle 4 Beispiel Berechnung kumulierter Bedarfe in der Vergangenheit ................... 40
Tabelle 5 Bsp. „Generate potential Orders“ Ergebnis .................................................... 46
Tabelle 6 Bsp. Ein-Maschinen-Problem Bedarfe ........................................................... 48
Tabelle 7 Beispiel Ein-Maschinen-Problem Rüstmatrix ................................................ 49
Tabelle 8 Bsp. Ein-Maschinen-Problem Rüstreihenfolge Heuristik .............................. 49
Tabelle 9 Bsp. Ein-Maschinen-Problem optimierte Rüstreihenfolge ............................. 49
Tabelle 10 Bsp. Zwei-Maschinen-Problem Bedarfe ...................................................... 50
Tabelle 11 Bsp. Zwei-Maschinen-Problem Rüstmatrix ................................................. 50
Tabelle 12 Bsp. Zwei-Maschinen-Problem Rüstreihenfolge Heuristik.......................... 50
Tabelle 13 Beispiel Zwei-Maschinen-Problem optimierte Rüstreihenfolge .................. 51
Tabelle 14 Bsp. Opportunitätskosten Bedarfe ................................................................ 55
Tabelle 15 Bsp. Opportunitätskosten Rüstmatrix ........................................................... 55
Tabelle 16 Bsp. Opportunitätskosten Rüstreihenfolge ................................................... 55
Tabelle 17 Bsp. Opportunitätskosten Ergebnis .............................................................. 56
Tabelle 18 Bsp. hinzufügen von Aufträgen Schritt 1 ..................................................... 59
Tabelle 19 Testergebnis .................................................................................................. 61

VIII
Abkürzungsverzeichnis
Abb. Abbildung
APO Advanced Planning and Optimization
APS Advanced Planning and Scheduling
bzw. beziehungsweise
Bsp. Beispiel
EDD Earliest due date
ERP Enterprise Resource Planning
et al. und andere
etc. et cetera
Fa. Firma
FHM Fertigungshilfsmittel
KW Kalenderwoche
oä. oder ähnlichem
PPS Produktionsplanung und Steuerung
Stk. Stück
Tab. Tabelle
Vgl. vergleiche
ua. unter anderem
usw. und so weiter
z.B. zum Beispiel
ZE Zeiteinheit

Einleitung
1
1 Einleitung
In diesem Kapitel wird auf die Problemstellung, die Zielsetzung, sowie den Aufbau der
Masterarbeit eingegangen.
1.1 Einführung und Problemstellung
In fast allen Unternehmen gibt es das Problem der Zuordnung von begrenzten Ressourcen
über eine gewisse Zeit, sei es die Zuordnung von Personal, Maschinen, Werkzeug oä. um
einen Auftrag (Job) zu erledigen. Die dadurch entstehenden Herausforderungen können
in vielen Bereichen wie z.B. in der Logistik, der Produktion, der Beschaffung oder dem
Marketing auftreten. Um solche Probleme zu lösen, wird mittels der Ablaufplanung die
Problemstellung allgemein definiert und gelöst.1 In der Literatur der Ablaufplanung wer-
den Probleme als ,,der zeitlichen Zuordnung von Aktivitäten zu limitierten Ressourcen
betrachtet, wobei unterschiedliche Nebenbedingungen [...] zu berücksichtigen sind und
bestimmte Ziele erreicht [...] werden sollen“ beschrieben.2 Ein sehr gängiger Bereich der
Ablaufplanungsanwendung findet sich in der Produktion. Im Gegensatz zur allgemeinen
Definition werden Probleme in diesem Umfeld auf „die Festlegung von Bearbeitungsrei-
henfolgen von Aufträgen und deren Terminierung“3 begrenzt. In der Literatur hat das
Thema der Ablaufplanung nichts an Bedeutung verloren, bei der Definition des Problems
werden zumeist die folgenden drei Grundannahmen getroffen:
1. Jede Ressource kann zu einem bestimmten Zeitpunkt maximal einem Auftrag zu-
geordnet werden.
2. Es gibt keinen Ressourcenverzehr, d.h. dass, nachdem die Zuordnung einer Res-
source zu einem Job endet, die Ressource wieder in vollem Umfang verfügbar ist.
3. Ein Job nutzt zu jedem beliebigen Zeitpunkt maximal eine Ressource. 4
In besonderen Fällen kann es jedoch vorkommen, dass, um spezielle Ablaufplanungs-
probleme zu lösen, die dritte Annahme aufgeweicht werden muss.5 Ein Fall dieser Art
wird mit dieser Arbeit vorgestellt.
1 Vgl. Jaehn, F., & Pesch, E. (2019) S. 9.
2 Vgl. Sauer (1997), S. 13.
3 Vgl. Jahnke & Biskup (1999), S. 228.
4 Vgl. Jaehn, F., & Pesch, E. (2019) S. 9.
5 Vgl. Jaehn, F., & Pesch, E. (2019) S. 10.

Einleitung
2
Die Arbeit bezieht sich auf eine Fertigung in der Kunststoffindustrie. Um ein besseres
Verständnis zu schaffen, wird der Fertigungsvorgang zur Produktion eines Kunst-
stoffspritzteiles beschrieben.
Um Kunststoffspritzteile zu produzieren, werden Kunststoffgranulat und Pigmente mit
Hilfe von Werkzeugen (Spritzgießformen) in Spritzgussmaschinen hergestellt. Das
Werkzeug, welches die Form und Größe des fertigen Produkts bestimmt, ist im Regelfall
sehr teuer, daher wird dafür eine Planung benötigt. Das Werkzeug benötigt eine be-
stimmte Schließkraft, weshalb dieses nur in geeigneten Maschinen eingesetzt wird. Das
Granulat wird dabei über eine Rohrleitung aus dem Granulatsilo angesaugt, mit der Farbe
(Pigmenten) gemischt, in der Hochtemperaturlanze auf circa 300°C erhitzt und mittels
einer Schnecke unter Druck in die Spritzform gepresst. In der Spritzform erhärtet der
Kunststoff in der benötigten Form. Beim Öffnen des Werkzeugs fallen die fertigen Kunst-
stoffteile mit Anguss heraus (siehe Abb. 1).
Abbildung 1 Operationsschritte beim Spritzgießen
Vgl. Skolaut, W. (2018) S.1011
Mithilfe eines Förderbands werden die Spritzformen in die Sortiertrommel transportiert,
wo der Anguss vom Fertigprodukt getrennt wird. Die fertigen Teile werden anschließend
verpackt und ins Fertigwarenlager gebracht, wo der Anguss anschließend
regranuliert und wiederverwendet wird.

Einleitung
3
1.2 Zielsetzung der Diplomarbeit
Ziel der Arbeit ist es auf einen in der Praxis vorkommenden Sonderfall in der Produkti-
onsplanung einzugehen und diesen als Ablaufplanungsproblem zu beschreiben. Des Wei-
teren wird auf eine dazu entwickelte Heuristik eingegangen. Diese Heuristik wird in ver-
schiedene Bereiche unterteilt, um das in der Literatur beschriebene Aachner Produktions-
planungsmodel mit dem angewendeten Planungsmodell zu vergleichen. Nach der Vor-
stellung der Heuristik wird ein für die Arbeit eigens entwickeltes Programm beschrieben
mit dem Ziel die Ergebnisse der Heuristik in Bezug auf die Rüstzeit zu verbessern.
1.3 Aufbau der Arbeit
Zuerst werden im Kapitel 2 die Grundzüge eines PPS-Modells erläutert, um so ein Grund-
verständnis für den Ablauf der Heuristik zu schaffen. Danach wird im Kapitel 3 auf die
mathematische Beschreibung eines Ablaufplanungsproblems eingegangen, um die dazu-
gehörigen mathematischen Formeln der in Kapitel 4 vorgestellten Problemstellung zu er-
örtern. Anschließend wird in Kapitel 5 das dazu entwickelte Programm vorgestellt. Im
Kapitel 6 wird das im Zuge der Masterarbeit erstellte Programm zur Optimierung der
Rüstzeiten beschrieben. Anschließend wird im Kapitel 7 ein Resümee gezogen und eine
Nachbetrachtung der Heuristik und des Programmes der Rüstzeitoptimierung dargestellt.

Produktionsplanung
4
2 Produktionsplanung
Die Produktionsplanung dient zur Planung der Fertigung für die folgenden Planungspe-
rioden. Das folgende PPS-Modell basiert auf den Beratungsprojekten und Forschungsar-
beiten des Forschungsinstitutes für Rationalisierung an der Rheinisch-Westfälischen
Technischen Hochschule Aachen. Das Aachener PPS-Modell stellt Zusammenhänge der
Auftragsabwicklung in einer allgemeingültigen Strukturierung der Elemente dar, mit dem
Ziel eine möglichst hohe Wertschöpfung für den Kunden zu erreichen.6 Dies soll einen
allgemeinen Überblick der Kernaufgaben eines PPS-Modells schaffen und somit ein Ver-
ständnis für die verschiedenen Aspekte, die in der vorgestellten Heuristik betrachtet wer-
den, vermitteln. Die Bereiche Netzwerk- und Querschnittsaufgaben werden dabei nicht
näher beleuchtet, da diese nicht Gegenstand der im Kapitel 3 beschriebenen Heuristik
sind.
Die Kernaufgaben der Produktionsplanung umfassen sämtliche Aufgaben des Produkti-
onserstellungsprozesses für die darauffolgende Planungsperiode.7 Diese lässt sich, wie in
Abbildung 2 ersichtlich, in vier Kernaufgaben unterteilen: Produktionsprogrammpla-
nung, Produktionsbedarfplanung, Eigenfertigungsplanung und Fremdbezugsplanung.8
Abbildung 2 Kernaufgaben eines PPS-Modells
Vgl. Schuh G.& Gierth A. (2006) S.21.
Diese vier Kernaufgaben umfassen sämtliche Aufgaben des Produktionserstellungspro-
zesses aus Sicht des einzelnen Unternehmens.9
6 Vgl. Nebl T. (2011), S.759.
7 Vgl. Schuh G. & Stich V. (2012) S.38.
8 Vgl. Schuh G., Gierth A. (2006) S.21.
9 Vgl. Schuh G. & Stich V. (2012) S.38.

Produktionsplanung
5
Die vier Kernaufgaben lassen sich wiederum in kleinere Aufgabenbereiche unterteilen,
die Abbildung 3 soll hierbei einen allgemeinen Überblick vermitteln.
Kernaufgaben
Produktionsplanung
▪ Absatzplanung
▪ Primärbedarfplanung
▪ Ressourcengrobplanung
Produktionsbedarfplanung
▪ Bruttosekundärbedarfplanung
▪ Nettosekundärbedarfermittlung
▪ Beschaffungsartzuordnung Durchlauf-
terminierung
▪ Kapazitätsermittlung
▪ Kapazitätsabstimmung
Eigenfertigungsplanung und Steue-
rung
▪ Losgrößenrechnung
▪ Feinterminierung
▪ Ressourcenfeinplanung
▪ Verfügbarkeitsprüfung
▪ Auftragsfreigabe
▪ Auftragsüberwachung
▪ Ressourcenüberwachung
Fremdbezugsplanung und Steuerung ▪ Bestellrechnung
▪ Angebotseinholung und -bewertung
▪ Lieferantenauswahl
▪ Bestellfreigabe
▪ Bestellüberwachung
Abbildung 3 Aufgabengliederung des PPS-Modells
Vgl. Eversheim W. (2002) S. 124
Dieses Kapitel beschränkt sich auf die ersten drei Bereiche Produktionsplanung, Produk-
tionsbedarfsplanung und Eigenfertigungsplanung u. Steuerung, da die Fremdbearbei-
tungsplanung nicht Gegenstand, der im Kapitel 5 beschriebenen Heuristik ist.

Produktionsplanung
6
2.1.1 Produktionsprogrammplanung
Die Produktionsprogrammplanung legt die Netto-Planprimärbedarfe auf Basis der Ab-
satzplanung eines Unternehmens nach Art, Menge und Termin für einen definierten Pla-
nungshorizont fest. Hier fließen die Kundenaufträge und Absatzprognosen mit ein.10 Bei
dieser Form der Planung handelt es sich um eine rollierende Planung, wobei der Pla-
nungshorizont und deren Genauigkeit meist abhängig von der Branche des Unternehmens
ist. In Anlehnung des Aachener PPS-Modells werden der Produktionsprogrammplanung
folgende Aufgaben zugeordnet:
• Absatzplanung
• Primärbedarfplanung
• Ressourcengrobplanung11
Abbildung 4 Unteraufgaben der Produktionsprogrammplanung
Vgl. Schuh G., Gierth A. (2006), S.41.
2.1.2 Produktionsbedarfplanung
Die Produktionsbedarfplanung ermittelt den erforderlichen Ressourcen- und Materialbe-
darf. Hierzu werden zuerst die Sekundärbedarfe an Komponenten und Teilen ermittelt,
darauffolgend die Produktionsaufträge terminiert und die Kapazitätsbedarfe der Ressour-
cen errechnet.12 Zumeist wird im PPS-Modell eine Stufenplanung der Material- und Zeit-
wirtschaft vorgenommen. Dieser Ansatz weist jedoch einige Nachteile auf, weshalb aus
dem Operation Research einige Ansätze zur simultanen Planung von Material und Kapa-
zität entwickelt wurden (z.B. Advanced Planning and Scheduling Models).
In Anlehnung des Aachener PPS-Modells werden der Produktionsbedarfplanung fol-
gende Aufgaben zugeordnet:13
10
Vgl. Hackstein R. (1989).
11 Vgl. Schuh G. & Stich V. (2012), S.39.
12 Vgl. Lödding, H. & Rossi, R. (2016), S.110.
13 Vgl. Schuh G. & Stich V. (2012), S.44.
Produktionsprogrammplanung
Absatzplanung
Primärbedarfsplanung
Ressourcengrobplanung

Produktionsplanung
7
• Bruttosekundärbedarfsermittlung
• Nettosekundärbedarfsermittlung
• Beschaffungsartzuordnung
• Durchlaufterminierung
• Kapazitätsermittlung
• Kapazitätsabstimmung
Abbildung 5 Unteraufgaben der Produktionsbedarfsplanung
Vgl. Schuh G. & Gierth A. (2006), S.44
In dem fortlaufenden Kapitel wird jedoch nicht auf die Bruttosekundärbedarfsermittlung,
Nettosekundärbedarfsermittlung und Beschaffungsartzuordnung näher eingegangen, da
diese für die vorzustellende Heuristik nicht relevant sind.
Die Termin- und Kapazitätsbedarfsplanung ist ein Teil der Produktionsbedarfplanung
und dient zur Erstellung eines Zeitplans mit dem Ziel der Fertigstellung einzelner Pro-
duktionsaufträge in der vorgesehenen geringstmöglichen Zeit. Dazu müssen die Bearbei-
tungsoperationen auf den Maschinen oder auch Vorgänge und die damit verbundene Be-
arbeitungszeit bekannt sein.14
Die Termin- und Kapazitätsbedarfsplanung wird in zwei Bereiche untergliedert: die
Durchlaufterminierung, welche zur Ermittlung der Start- bzw. Endterminierung der Ei-
genfertigungsaufträge dient und die Kapazitätsbedarfsplanung, welche den Kapazitätsbe-
darf ermittelt und dabei eine Kapazitätsabstimmung durchführt.15
14 Vgl. Lödding, H. & Rossi, R. (2016), S.110.
15 Vgl. Fandel, G., Fistek, A. & Stutz, S. (2011), S.621.
Produktionsbedarfsplanung
Bruttosekundärbedarfsermittlung
Nettosekundärbedarfsermittlung
Beschaffungsartzuordnung
Durchlaufterminierung
Kapazitätsbedarfsermittlung
Kapazitätsabstimmung

Produktionsplanung
8
2.1.2.1 Durchlaufterminierung
In der Durchlaufterminierung wird der Plan-Starttermin und der Plan-Endtermin der Ar-
beitsvorgänge bestimmt, um die Produktionsaufträge auf Basis der Materialbedarfspla-
nung termingerecht fertigzustellen. Die Durchlaufterminierung geht von unbegrenzten
Kapazitätsressourcen aus, wodurch die resultierende tatsächliche Kapazitätsbelastung
erst im späteren Verlauf berücksichtigt wird.16
Die periodenbezogenen Beschaffungsaufträge, insbesondere die Eigenfertigungsauf-
träge, werden basierend auf deren Arbeitsabläufen und den Zwischenterminen je Arbeits-
gang festgelegt. Die Durchlaufzeit setzt sich aus der Belegungs- und Übergangszeit zu-
sammen. 17
Die Belegungszeit lässt sich in Rüst- und Bearbeitungszeit untergliedern. Die Übergangs-
zeit besteht aus den Wartezeiten, vor und nach der Bearbeitungszeit und der Kontroll-
und Transportzeit.18 In der Durchlaufterminierung ist die Auftragsdurchlaufzeit die zent-
rale Größe. Sie wird zumeist als Summe der Arbeitsvorgangsdurchlaufzeiten berechnet.19
Zur Berechnung der Durchlaufzeiten werden folgende Netzplantechniken eingesetzt:
• Vorwärtsterminierung
• Rückwärtsterminierung
• Mittelpunktsterminierung
16 Vgl. Fandel, G., Fistek, A. & Stutz, S. (2011), S.621.
17 Vgl. Schuh G. & Stich V. (2012), S.48.
18 Vgl. Schuh G. & Stich V. (2012), S.48.
19 Vgl. Lödding, H. & Rossi, R. (2016), S.107-112.

Produktionsplanung
9
Bei der Vorwärtsterminierung wird aus einem gegebenen Starttermin ein Endtermin
errechnet. Diese Terminierung wird zumeist angewandt, wenn der Wunschtermin des
Kunden nicht erfüllt werden kann oder der Liefertermin unbekannt ist. Diese Zeitermitt-
lung wird unter anderem in Unternehmen eingesetzt, in denen die Kapazitäten stark aus-
gelastet sind. Die Kapazitäten werden zumeist als gegeben vorausgesetzt. Die Rück-
wärtsterminierung bestimmt den Plan-Starttermin und den Plan-Endtermin mittels des
gegebenen Endtermins des Auftrags. Die Mittelpunktsterminierung wird bei Durch-
satzengpässen angewandt. Zu Beginn wird der Vorgang des Auftrags, der auf einer Eng-
passressource bearbeitet wird, eingeplant. Die darauffolgenden Vorgänge werden mittels
einer Vorwärtsterminierung berechnet, wodurch sich der Endplantermin ergibt. Schluss-
endlich wird mittels einer Rückwärtsterminierung der Arbeitsvorgänge der Plan-Startter-
min errechnet.20 Abbildung 6 veranschaulicht diese Szenarien.
Abbildung 6: Terminierungsarten
Eigene Darstellung.
Eine in der Praxis häufig verwendete Durchlaufterminierung ist die retrograde Terminie-
rung, welche auf der Rückwärtsterminierung basiert.
2.1.2.2 Kapazitätsbedarfsermittlung
Die Kapazitätsbedarfsermittlung bestimmt für jede Planungsperiode den erforderlichen
Kapazitätsbedarf der Ressourcen. Die Eingangsgrößen sind die Auftragszeiten der termi-
nierten Aufträge und die Planabweichungen. Die Planabweichungen sind für eine realis-
tische Planung notwendig, um zusätzliche Kapazitätsbedarfe zu erkennen, wenn z.B. die
Fertigung nicht laut Plan produzieren konnte, oder um zusätzlich freie Kapazitäten zu
nutzen, wenn die Fertigstellung eines Auftrages noch vor dem geplanten Endtermin be-
endet wird.21
20 Vgl. Schönsleben, P. (2011), S.638-640.
21 Vgl. Lödding, H. & Rossi, R. (2016), S.112.
Vorwärtsterminierung Vorgang 1 Vorgang 3
Rückwärtsterminierung Vorgang 1 Vorgang 3
Mittelpunktsterminierung Vorgang 1 Vorgang 3
* Vorgang 2 ist auf der Engpassressource
Beginndatum Endedatum>t
Vorgang 2
Vorgang 2
Vorgang 2*

Produktionsplanung
10
Zur Berechnung der Kapazitätsbedarfe werden die Stückzahlen mit den Stückzeiten mul-
tipliziert, damit die Bearbeitungszeit mit der auf dem Arbeitsvorgang zugeordneten Ka-
pazität belastet wird. Die Kapazität umfasst hierbei nicht nur Maschinen, sondern auch
Werkzeuge, Personal und Transportfahrzeuge. Eine Variation der Kapazitätsplanung ent-
steht beispielsweise dadurch, wenn Kapazitäten in derselben Planungsstufe berücksich-
tigt werden müssen, wie z.B. Maschinen und Werkzeug.22
2.1.2.3 Kapazitätsabstimmung
Kapazitätsangebot und Kapazitätsnachfrage müssen aufeinander abgestimmt werden,
hierzu dient die Kapazitätsabstimmung.23 Hierbei wird die tatsächliche Belastung der Ka-
pazitäten berücksichtigt. Es gilt die Kapazitätsbedarfe mit dem Kapazitätsangebot auszu-
gleichen. Bei Diskrepanzen zwischen Bedarf und Angebot gibt es grundsätzlich zwei
Möglichkeiten:24
• Kapazitätsanpassung: Das zur Verfügung stehende Angebot wird z.B. durch
Überstunden oder Sonderschichten erhöht.
• Kapazitätsabgleich: Bedarfsspitzen werden in andere Bereiche verschoben, das
bedeutet, es wird eine Ausweichressource verwendet, die Produktion wird zeitlich
verschoben oder der Vorgang wird auswärts vergeben.
Abbildung 7 Möglichkeiten der Kapazitätsabstimmung
Vgl. Schuh G. & Stich V. (2012), S.50.
Es gibt zwei Möglichkeiten: Entweder wird die Kapazität an den Bedarf angepasst (Aus-
nutzung der Kapazitätsflexibilität) oder der Bedarf an die Kapazitäten (Ausnutzung der
Belastungsflexibilität). Bei der Ausnutzung der Belastungsflexibilität wird der Zeitpunkt
22 Vgl. Schuh G. & Stich V. (2012), S.49.
23 Vgl. Wiendahl H-P (2010), S.258.
24 Vgl. Schuh G. & Stich V. (2012), S.49.

Produktionsplanung
11
der Bearbeitung des Arbeitsvorganges verschoben. Dies wirkt sich auf die darauffolgen-
den Vorgänge des Auftrags aus und wird beim Start- und Endtermin der Vorgänge be-
rücksichtigt. Die Fixierung des Endtermins eines Auftrags ist notwendig, um sicherzu-
stellen, dass der Liefertermin eingehalten wird.25
2.1.3 Eigenfertigungsplanung und -steuerung
Die Eigenfertigungsplanung und -steuerung wird, je nach Aufbau der Fertigungsstruktur,
als Fertigung des Enderzeugnisses, einzelner Arbeitsgangfolgen oder einer Baugruppe
dargestellt. Ziel ist es, den Rahmen der Planvorgaben mithilfe des Dispositionsspielrau-
mes zu detaillieren und deren Umsetzung zu kontrollieren. Der Dispositionsspielraum
ergibt sich einerseits aus der Differenz des frühest- und spätmöglichsten Starttermins,
andererseits aus der Verteilung der zu fertigenden Mengen auf verschiedenen Aufträgen
desselben Materials.26
In Anlehnung an das Aachener PPS-Modell werden der Eigenfertigungsplanung die Auf-
gaben Losgrößenrechnung, Feinterminierung, Ressourcenfeinplanung, Reihenfolgepla-
nung, Verfügbarkeitsprüfung und Auftragsfreigabe zugeordnet: 27
Abbildung 8 Unteraufgaben der Eigenfertigungsplanung und -steuerung
Vgl. Schuh G. & Gierth A. (2006), S.44.
2.1.3.1 Losgrößenrechnung
Die Losgrößenberechnung ermittelt die zu beschaffende oder zu fertigende Losgröße,
diese beschreibt die Menge eines einzelnen Auftrages in der Produktion. Die den einzel-
nen Fertigungsbereichen zugeordneten Arbeitsvorgänge werden in Abhängigkeit von der
25 Vgl. Lödding, H. & Rossi, R. (2016), S.112-113.
26 Vgl. Schuh G. & Stich V. (2012), S.52.
27 Vgl. Lödding, H. & Rossi, R. (2016), S.115.
Eigenfertigungsplanung und -steuerung
Losgrößenrechnung
Feinterminierung
Ressourcenfeinplanung
Reihenfolgeplanung
Verfügbarkeitsprüfung
Auftragsfreigabe

Produktionsplanung
12
zu produzierenden Menge in ein oder mehrere Lose aufgeteilt. Dies dient der Zusammen-
fassung oder Aufteilung von Aufträgen, sowohl in der Lagerfertigung wie auch in der
Auftragsfertigung.28 Das Ziel der Losgrößenrechnung ist wirtschaftlich optimale Losgrö-
ßen anzustreben. Meist lassen sich jedoch nur Kompromisse finden, wie z.B. durch die
Minimierung der losgrößenabhängigen Kosten, insbesondere die Rüst- und Bestandskos-
ten, wodurch es möglich ist sich dem Optimum anzunähern.29
Rüstkosten: Wenn eine andere Variante des Produkts oder ein anderes Produkt gefertigt
werden soll, muss die Maschine zumeist umgerüstet werden, wodurch Kosten entstehen.
Als Beispiel wären hier die Personalkosten und die Kosten des verbrauchten Materials
beim Rüsten anzuführen. Zusätzlich entstehen Opportunitätskosten in Höhe des entgan-
genen Deckungsbeitrags der Produkte, wenn dies die produktiv verfügbare Kapazität der
Maschine verkleinert und somit den Durchsatz der Fertigung verringert. Grundsätzlich
gilt, je höher die Losgröße, desto geringer die Rüstkosten pro gefertigte Stücke.
Bestandskosten: Die Kosten und das Risiko des Bestands, nehmen mit der Losgröße zu,
wodurch die Höhe der Kapitalbindung, die Zinskosten und die Lagerhaltungskosten er-
höht werden.30
Die Losgröße wird in der Praxis oft zu hoch angesetzt, wodurch die Unternehmen an
Flexibilität in der Produktion verlieren. Folgende Gründe können dafür angeführt werden:
1. Kostenfixierung: Die meisten Losgrößenverfahren berücksichtigen nur die Kos-
ten und vernachlässigen somit etwaige Vorteile geringer Losgrößen. Die Los-
größe beeinflusst die erreichbare Durchlaufzeit einer Fertigung, welche die erziel-
baren Lieferzeiten und die Höhe des benötigten Sicherheitsbestandes verändern.
Eine niedrige Losgröße kann sogar in manchen Fällen zu einem Verzicht der La-
gerfertigung führen und es ermöglichen auf Auftragsfertigung umzusteigen.
2. Bewertung der Rüstkosten: Viele Unternehmen bewerten die Rüstzeiten zu Ma-
schinenstundensätzen, welche in der Regel Personalkosten und Abschreibungen
der Maschine enthalten. Durch das Einfließen der Investitionskosten, kann dies
zu einer überhöhten Losgröße führen.
28 Vgl. Schuh G. & Stich V. (2012), S.53.
29 Vgl. Glaser H (2013), S.129-131.
30 Vgl. Nyhuis, P. (1991). S.186-190.

Produktionsplanung
13
3. Rüstzeitdauer: Die Rüstzeiten können durch organisatorische und technische
Maßnahmen oft reduziert werden, jedoch schwankt diese Zeit. Diese erhöhte Zeit
kann wiederum als Puffer genutzt werden.31
2.1.3.2 Feinterminierung
Die Feinterminierung hat zum Ziel, Start- und Endtermine der Arbeitsvorgänge auf die
zu nutzenden Betriebsmittel abzustimmen. Die vorgegebenen Ecktermine werden dabei
berücksichtigt.32
Diese Planung ist zumeist minutengenau, und wird oft kritisiert, da diese Genauigkeit in
der Produktion nicht eingehalten werden kann. Nichtsdestotrotz, stellt die Feinterminie-
rung die Einplanung der Aufträge und ihre mögliche Umsetzung sicher.33 Es besteht die
Möglichkeit, dass in der Feinterminierung der Starttermin in der Vergangenheit liegt o-
der, dass der spätmöglichste Endtermin nicht eingehalten wird, weshalb keine zufrieden-
stellenden Ergebnisse erzielt werden. Die Anzahl solcher Fälle wird durch eine Durch-
laufzeitverkürzung minimiert, was durch eine Losaufteilung oder eine Loszusammenfas-
sung erreicht wird.34
2.1.3.3 Ressourcenfeinplanung
Die Ressourcenfeinplanung dient zur Berechnung der tatsächlichen Ressourcenbelastung
und geht im Gegensatz zur Feinterminierung von endlichen Ressourcen aus, weshalb es
bei der bisher entsprechenden Planung meist einer Korrektur bedarf. In diesem Kontext
wird unter Ressourcen: Material, Kapazitäten des Personals, der Hilfsmittel und Betriebs-
mittel verstanden. Bei der Berechnung wird der Kapazitätsbedarf, welcher sich aus der
Feinterminierung durch die Summierung der Belegungszeiten pro Kapazität und Pla-
nungszeiteinheit ermittelt, gegenüber dem Kapazitätsangebot, welches sich aus der nicht
reservierten Belegzeit ermittelt, gestellt.
31 Vgl. Frühwald, C. (1990), S.112.
32 Vgl. Scheer, A. W. (2013), S.216.
33 Vgl. Lödding, H. and Rossi, R. (2016), S.116-117.
34 Vgl. Schuh G. & Stich V. (2012), S.54.

Produktionsplanung
14
Durch diese Gegenüberstellung können Über- und Unterlastungen der Kapazitäten fest-
gestellt werden, welche daraufhin eine Kapazitätsabstimmung benötigen. Die Kapazitäts-
abstimmung dient zur Schaffung einer gleichmäßigen Kapazitätsauslastung. Dies steht
jedoch meist im Konflikt mit anderen Fertigungszielen, wie dem Minimieren von Rüst-
zeiten und Werksbeständen. So wie in der in Kapitel 5 beschriebenen Heuristik, ist es in
manchen Fällen notwendig, anstelle einer sequenziellen Durchführung von Feinterminie-
rung und Ressourcenfeinplanung, eine Ressourcenbelegungsplanung durchzuführen. In
diesem Fall wird die Planung von Terminen und Kapazitäten simultan ausgeführt. In der
folgenden Abbildung 9 werden dabei die Arbeitsgänge in einem Planungsschritt dem
Start- und Endtermin und auch der Zuordnung zur Kapazität festgelegt (siehe Abb. 9).35
Abbildung 9 Ressourcenfeinplanung
Vgl. Schuh G. & Stich V. (2012) S.56.
2.1.3.4 Reihenfolgeplanung
Die für eine Kapazität oder Kapazitätsgruppe vorgesehenen Arbeitsvorgänge in einer Pla-
nungszeiteinheit bilden eine Warteschlange. Die Reihenfolge der Abarbeitung dieser
Vorgänge ist nicht festgelegt. Um eine optimale Reihenfolge zu ermitteln werden meist
in der Reihenfolgeplanung ausgewählte Kriterien zur Hilfe gezogen.36
Ein Beispiel der zu berücksichtigenden Kriterien wäre die Reihung mittels des Lieferter-
mins und deren Auftragszeit, zusätzliche Kriterien wie in Kapitel 4 bei der angeführten
35 Vgl. Schuh G. & Stich V. (2012), S.55.
36 Vgl. Hackstein R (1989).

Produktionsplanung
15
Heuristik beschrieben, sind die Priorisierung der Selektionskriterien (Prioritätsregeln ba-
sierend auf dem bevorzugtem Fertigungshilfsmittel) und/oder Kumulationskriterien
(Rüstzeitminimierung).37
In komplexeren Produktionen können Optimierende Algorithmen genutzt werden. Der
optimierte Algorithmus erzeugt eine Planreihenfolge, welche die zuvor definierte Ziel-
setzung annähernd optimal erreicht. Hier ist die Formulierung der Zielfunktion essenziell.
Im Bereich Reihenfolgeplanung werden unter anderem folgende Optimierungsmodelle
angewendet:38
1. Lineare Optimierung z.B.
• Simplex- Algorithmus
2. Ganzzahlige und kombinatorische Optimierung z.B.
• Branch-and-Bound-Verfahren
• Exakte und Heuristische Verfahren
3. Dynamische Optimierung z.B.
• Pseudopolynomineller Algorithmus
4. Nichtlineare Optimierung z.B.
• Lagrange-Multiplikator39
2.1.3.5 Verfügbarkeitsprüfung
In der Verfügbarkeitsprüfung wird die Verfügbarkeit der Ressourcen, wie z.B. Maschi-
nen, Personal, FHM und Materialien überprüft, damit die Aufträge vom System freige-
geben werden.40 Bei einer fehlerhaften Verfügbarkeitsprüfung durch eine Änderung der
Reihenfolge der Kapazitätsbelegung ist eine erneute Feinterminierung erforderlich.41
2.1.3.6 Auftragsfreigabe
Durch die Freigabe des Auftrags wird die Bereitstellung der Ressourcen veranlasst, wobei
die Ergebnisse der Feinterminierung und Ressourcenfeinplanung berücksichtigt werden.
Hier werden die zuvor festgelegten Freigaberegeln beachtet.42
37 Vgl. Schuh G. und Stich V. (2012), S.56.
38 Vgl. Lödding, H. & Rossi, R. (2016), S.116-118.
39 Vgl. Domschke, Drexl, Klein & Scholl (2015), S.9-10.
40 Vgl. Lödding, H. & Rossi, R. (2016), S.118.
41 Vgl. Schuh G. & Stich V. (2012), S.57.
42 Vgl. Schuh G. & Stich V. (2012), S.57.

Grundmodell der Ablaufplanung
16
3 Grundmodell der Ablaufplanung
Der Schwerpunkt der Maschinenbelegungsplanung oder auch Ablaufplanung ist die Zu-
ordnung von Aufträgen zu Ressourcen bzw. Maschinen unter Beachtung definierter Ziele
und Restriktionen.43
Die Ablaufplanung wird in Unternehmen zumeist innerhalb von Softwarepaketen umge-
setzt, da diese in Interaktion mit anderen Prozessen stehen und auf eine Vielzahl von
unternehmensspezifischen Daten angewiesen sind. Diese Softwaresysteme heißen
Enterprise Resource Planning (ERP) Systeme darin enthalten sind auch Advanced Plan-
ning and Scheduling (APS im SAP-Jargon auch Advanced Planning and Optimization,
kurz APO) Systeme und Produktionsplanungs- und -steuerungssysteme (PPS-System).44
3.1 Literatur zu Ablaufplanungsproblemen
Die Probleme der Maschinenbelegung haben im Bereich kombinatorischer Optimierung
seit über 50 Jahren einen hohen Stellenwert und in der Literatur nicht an Bedeutung ver-
loren. Eine der ersten umfassenden Sammelbänder wurde von Muth und Thompson
(1963) zum Thema Scheduling veröffentlicht. Die erste deutsch-sprachige umfassende
Darstellung dieses Problems wurde von Seelbach (1975) veröffentlicht, jedoch findet in
beiden Werken die Komplexitätstheorie noch keine Berücksichtigung. Die Ersten, die die
Aspekte des Schedulings und der Komplexitätstheorie miteinander verbunden haben, wa-
ren Brucker (1981) und Dempster et al. (1982).45
3.2 Ablaufplanungsproblem
Die Ablaufplanung befasst sich mit Problemen ,,der zeitlichen Zuordnung von Aktivitä-
ten zu limitierten Ressourcen betrachtet, wobei unterschiedliche Nebenbedingungen [...]
zu berucksichtigen sind und bestimmte Ziele erreicht [...] werden sollen“.46 Grundsätzlich
können Probleme in der Ablaufplanung mittels drei Merkmalen beschrieben werden:
,,Maschinencharakteristika, Auftragscharakteristika und die der Planung zugrunde lie-
gende Zielsetzung“.47
43 Vgl. Domschke, W., Scholl, A., & Voß, S. (1993), S.249.
44 Vgl. Jaehn, F., & Pesch, E. (2019), S.10.
45 Vgl. Domschke, W., Scholl, A., & Voß, S. (1993), S.249-250.
46 Vgl. Sauer, J. (1997), S.13.
47 Vgl. Graham, R. L., Lawler, E. L., Lenstra, J. K., & Kan, A. R. (1979), S.287-326.

Grundmodell der Ablaufplanung
17
3.3 Begriffe und Definition
Ein Maschinenbelegungsproblem hat grundsätzlich n Aufträge oder Jobs (𝑗 = 1, … , 𝑛)
auf m Maschinen (𝑖 = 1, … , 𝑚; die 𝑖-te Maschine wird auch mit 𝑀𝑖 bezeichnet) zu bear-
beiten. Für Auftrag 𝑗 sind im Allgemeinen folgende Daten bekannt:
𝑟𝑗 Auftragsfreigabe- oder Bereitstellungstermin oder auch release date des Auftrags
𝑗. ab Zeitpunkt 𝑟𝑗 steht der Auftrag 𝑗 zur Bearbeitung bereit.
𝑑𝑗 Gewünschter Fertigstellungstermin (due date) des Auftrags 𝑗.
𝑝𝑗𝑖 Bearbeitungszeit oder auch processing time von Auftrag 𝑗 auf Maschine 𝑖.
Ein Auftrag 𝑗 kann in verschiedene Arbeitsgänge oder Operationen 𝑔𝑗unterteilt werden
𝐴𝑗𝑖 , … , 𝐴𝑗𝑔𝑗 . Die Arbeitsvorgänge stehen zumeist in einer Vorrangbeziehung, diese Rei-
henfolge wird als Arbeitsgangfolge bezeichnet. Aufträge werden in einer zeitlichen Rei-
henfolge auf einer Maschine 𝑖 bearbeitet, dies wird als Auftragsfolge von 𝑖 bezeichnet.
Die Aufträge können dabei, um dieselbe Maschine konkurrieren. Die Auftragsfolge ist
dabei nicht vorgegeben und gilt als Gegenstand der Planung.48
In der Literatur hat sich weitgehend einheitlich zum Thema Maschinenbelegungsplanung
im Bereich deterministischer Modelle ein Klassifikationsschema etabliert.49 Das Modell
unterscheidet zwischen Maschinencharakteristika, Auftragscharakteristika und der vor-
gegebenen Zielsetzung. Diese Charakteristika werden mithilfe von Tripeln beschrieben:
𝛼 Maschinencharakteristik
𝛽 Auftragscharakteristik
𝛾 Zielsetzung
Im folgenden Abschnitt werden nur die wesentlichen Charakterisierungen beschrieben,
eine detailliertere Beschreibung und eine Einordnung des in dieser Masterarbeit unter-
suchten Problems folgt in dem Abschnitt Problemstellung.
48 Vgl. Domschke, W., Scholl, A., & Voß, S. (1993), S.250-253.
49 Vgl. Graham et al. (1979) & Conway, et al. (1971).

Grundmodell der Ablaufplanung
18
3.3.1 Maschinencharakteristika
Der Begriff Maschine darf in diesem Kontext nicht zu eng gefasst werden. Zum Beispiel
können Maschinen auch als Produktionsstandorte oder Werkstätten betrachtet werden, in
manchen Fällen, wie im Dienstleistungsbereich kann eine Maschine auch als Person oder
Gruppe definiert werden.50
Maschinenart α1
Die Maschinenart und -anordnung ist abhängig von der Anzahl 𝑔𝑗 an Arbeitsgängen pro
Auftrag, weshalb die Maschinencharakteristik α1 in zwei Gruppen aufgeteilt wird (siehe
Abb. 10).
Abbildung 10 Maschinenart.
Vgl. Domschke, W., Scholl, A. & Voß, S. (1993), S.254.
Der Fall 𝑔𝑗 > 1 bezeichnet Problemstellungen, deren Aufträge aus mehr als einem Ar-
beitsgang bestehen. O bezeichnet dabei Open Shop, F Flow Shop und J Job Shop
Probleme. Bei Open Shop Problemen bestehen keinerlei Vorgaben zur Folge der Arbeits-
gänge der Aufträge. Bei Flow Job Problemen ist die Arbeitsgangfolge für jeden Auftrag
identisch (entspricht der Fließfertigung). Bei Job Shop Problemen ist die Folge der Ar-
beitsgänge für jeden Auftrag individuell vorgegeben.
Da in der in dieser Arbeit vorgestellten Problemstellung Aufträge immer nur aus einem
Arbeitsgang bestehen (𝑔𝑗 = 1), werden die in diesen Bereich fallenden Maschinenarten
im Folgendem näher erklärt.
Single Machine Problem 𝜶𝟏 = 𝟏
Zur Bearbeitung aller Aufträge steht genau eine Maschine zur Verfügung, somit gilt m =
1. In diesem Fall kann die Bearbeitungszeit anstelle von 𝑝𝑗𝑖 als 𝑝𝑗 (für alle 𝑗 = 1, … , 𝑛)
dargestellt werden.
50 Vgl. Seelbach (1975), S.14.
Grundmodell der Ablaufplanung
19
Parallel identical Machine 𝜶𝟏 = 𝑷
Die zur Verfügung stehenden Maschinen sind ident und haben somit dieselbe Fertigungs-
geschwindigkeit und können gleichzeitig eingesetzt werden. Die Bearbeitungszeit kann
als 𝑝𝑗 für alle Maschinen 𝑖 = 1, …,m dargestellt werden.
Uniform parallel Machine 𝜶𝟏 = 𝑸
Die Maschinen können ebenfalls gleichzeitig eingesetzt werden, jedoch ist die Ferti-
gungsgeschwindigkeit 𝑡𝑖 von den Maschinen abhängig und konstant, dabei aber unabhän-
gig von den zu bearbeitenden Aufträgen.51 Für die Bearbeitungszeit für Auftrag j auf Ma-
schine i gilt die Beziehung 𝑝𝑗𝑖 = 𝑝𝑗 ∕ 𝑡𝑖 (für alle 𝑗 = 1, … , 𝑛 und 𝑖 = 1, … , 𝑚).
Parallel unrelated Machine 𝜶𝟏 = 𝑹
Dies ist eine Verallgemeinerung des klassischen parallelen Maschinen Problems. Alle zur
Verfügung stehenden Maschinen können gleichzeitig eingesetzt werden und sind unab-
hängig voneinander, die Bearbeitungszeit des Auftrags ist sowohl Maschinen und Auf-
tragsart abhängig.52
Maschinenanzahl 𝜶𝟐
Im Fall 𝛼1 ∈ {𝑜, 𝐼𝑃, 𝑈𝑃, 𝐻𝑃} beschreibt der Parameter 𝛼2 ∈ {𝑜, 𝑚} die Anzahl der zur
Verfügung stehenden Maschinen bzw. im Fall 𝛼1 ∈ {𝐹, 𝐽, 𝑂} der zu durchlaufenden Fer-
tigungsstufen.
51 Vgl. Herrmann, J. (2010), S.66.
52 Vgl. Vallada, E., & Ruiz, R. (2011), S.612-622.

Grundmodell der Ablaufplanung
20
3.3.2 Auftragscharakteristika
Die Auftragscharakteristika können mittels ihrer Merkmale unterschieden werden. In der
Literatur werden zehn Untergruppen verwendet und mit 𝛽 = 𝛽1, … , 𝛽10 beschrieben:53
𝛽1 Auftragsanzahl
𝛽2 Unterbrechbarkeit
𝛽3 Reihenfolgebeziehung
𝛽4 Auftragsfreigabetermine und Nachlaufzeiten
𝛽5 Bearbeitungszeiten
𝛽6 Reihenfolgeabhängige Rüstzeiten
𝛽7 Ressourcenbeschränkung
𝛽8 Fertigstellungstermine
𝛽9 Arbeitsgangzahl
𝛽10 Lagerkapazitätsbeschränkung.
In dieser Arbeit wird auf die Merkmale 𝛽1, 𝛽2, 𝛽6, 𝛽7 und 𝛽8 eingegangen.
Auftragsanzahl
𝛽1 ∈ {𝑛, 𝑜} Beschreibt die Anzahl der zu bearbeitenden Aufträge.
𝑛 = 𝑐𝑜𝑛𝑠𝑡 Die Anzahl der zu bearbeitenden Aufträge ist konstant und vorgegeben.
𝑜 Die Anzahl der Aufträge n ist beliebig.
Unterbrechbarkeit
𝛽2 ∈ {pmtn, o, no wait}
Beschreibt die Unterbrechbarkeit der Aufträge, während ihrer Bearbei-
tung.
𝑝𝑚𝑡𝑛 Es ist möglich Aufträge während ihrer Bearbeitung auf einer Maschine zu
unterbrechen und diese darauf hin zu einem späteren Zeitpunkt fort zu set-
zen, die Bearbeitungszeit des Auftrags wird dadurch nicht erhöht.
𝑜 Es sind keine Unterbrechungen erlaubt, jedoch können Wartezeiten bei
Übergängen von Arbeitsgängen entstehen.
𝑛𝑜𝑛 𝑝𝑚𝑡𝑛 Es sind keine Unterbrechungen eines Jobs zwischen den Maschinen er-
laubt.
53 Vgl. Domschke, W., Scholl, A. & Voß, S. (1993), S.256.

Grundmodell der Ablaufplanung
21
Reihenfolgeabhängige Rüstzeiten
𝛽6 ∈ { 𝑠𝑗𝑘𝑖 , 𝑜} Beschreibt die möglichen reihenfolgeabhängigen Rüstzeiten von Aufträ-
gen.
sjki Beschreibt die Rüstzeiten von Auftrag 𝑗 zu Auftrag 𝑘 auf Maschine 𝑖 in
Abhängigkeit deren Reihenfolge.
𝑜 Reihenfolgeabhängige Rüstzeiten werden nicht betrachtet.
In der Literatur wird oft bei Planungsheuristiken die Rüstzeit entweder vernachlässigt
oder als Teil der Job Produktionszeit miteinbezogen.54 Diese macht im Vergleich zur Job
Produktionszeit, oft nur einen sehr geringen Teil der Gesamtzeit aus. Es kann jedoch in
vielen Industriezweigen vorkommen, dass die Rüstzeit von der Sequenz abhängig ist.55
In solchen Fällen wird die Rüstzeit getrennt von der Job Produktionszeit betrachtet, was
die Ergebnisse der Planungsheuristik und somit die Ergebnisse in der Fertigung deutlich
verbessern kann.56
Im Allgemeinen ist die Rüstzeit von dem davor liegenden und danach auszuführenden
Auftrag auf der Maschine abhängig. Diese Abhängigkeiten können in Form einer Setup-
matrix dargestellt werden, deren Elemente 𝑐𝑖𝑗 für das Umrüsten von Auftrag 𝑖 auf Auftrag
𝑗 in einer Zeiteinheit (Minuten oder Stunden) angegeben sind. Die folgende Tabelle zeigt
eine Setup Matrix von vier Aufträgen mit Stunden als Zeiteinheit (siehe Tab. 1).57
von ↓ nach →
A B C D
A - 2 2 2
B 2 - 5 3
C 4 3 - 2
D 2 3 1 -
Tabelle 1 Setup Matrix
Vgl. Vahrenkamp, R. (2008), S.198.
54 Vgl. Vallada, E., & Ruiz, R. (2011), S.612-622.
55 Vgl. Ying, K. C., & Lin, S. W. (2012), S.3279-3297.
56 Vgl. Allahverdi, A., Gupta, J. N., & Aldowaisan, T. (1999), S.219-239.
57 Vgl. Vahrenkamp, R. (2008), S.198.

Grundmodell der Ablaufplanung
22
Ressourcenbeschränkung
𝛽7 ∈ {𝑟𝑒𝑠 𝜆𝜎𝜌, 𝑜}
Trifft Aussage über die Art des Vorhandenseins, knapper Hilfsmittel oder
erneuerbarer Ressourcen, welche in der Bearbeitung des Jobs zusätzlich
betrachtet werden müssen (z.B. Arbeitskräfte oder Fertigungshilfsmittel).
res λσρ Beschreibt die Ressourcenbeschränkungen mit
λ ∈ { o , π}, σ ∈ { o , ra} und 𝜌 ∈ { o , rb(j)}.
λ Anzahl an Ressourcenarten; beliebige Anzahl wählbar λ = 0, Bezeich-
nung der Ressourcenarten: 𝑅1, … , 𝑅𝜋 bei λ = π.
σ Verfügbarkeit der Ressourcenarten pro Zeiteinheit; ist beliebig wählbar
bei 𝜎 = 𝑜, bei 𝜎 = 𝑟𝑎 ist dieser vorgegeben durch 𝑟𝑎 = (𝑟𝑎1, … , 𝑟𝑎π).
ρ Bedarf der Ressourcenart ausgelöst durch Auftrag 𝑗 je ZE; beliebig wähl-
bar bei 𝜌 = 𝑜, im Falle von 𝜌 = 𝑟𝑏(𝑗) wird ein fest vorgegebener Vektor
𝑟𝑏(𝑗) = 𝑟𝑏1(𝑗), … , 𝑟𝑏 π(𝑗) für alle Aufträge 𝑗 verwendet.
o Ressourcenbeschränkungen werden nicht betrachtet.
Fertigungsstellungstermine
𝛽8 ∈ {��𝑗 , 𝑜} Gibt Aussage über die Fertigstellungstermine der Aufträge.
dj Vorgegebene Fertigstellungstermine 𝑑𝑗, welche nicht überschritten wer-
den dürfen.
o Fertigstellungstermine sind nicht vorgegeben oder nicht zwingend.

Grundmodell der Ablaufplanung
23
3.3.3 Zielsetzungen
Bei einem Ablaufplanungsproblem ist es essenziell als Charakteristikum ein zugrunde-
liegendes Ziel zu definieren. Im Bereich des Supply Chain Management gibt es zumeist
die Zielsetzung die Wettbewerbsfähigkeit zu maximieren. Dieses sehr allgemeine Ziel
kann in untergeordnete Ziele unterteilt werden, wie zum Beispiel: Qualität des Produkts,
Kostenreduktion oder die Zufriedenheit des Kunden.58 Im Bereich der Machinenbele-
gungsplanung gilt es zumeist die Zeitgrößen und Auftragszahlen, deren Durchschnitt, ge-
wichteten Durchschnitt, Gesamtbetrag oder Maximalwert zu minimieren.
In der Literatur wird die Zielsetzung zumeist mithilfe von dem zu minimierenden Para-
meter 𝛾 ∈ {𝐶max, ∑𝐶𝑗 , 𝐶#} beschrieben.59
𝐶max Steht für eine zu minimierende maximale Zeitdauer.
∑𝐶𝑗 Symbolisiert eine zu minimierende Summe von Fertigstellungszeitpunk-
ten.
𝐶# Wird zur Bestimmung von einer Anzahl an minimierenden Aufträgen mit
bestimmten Eigenschaften verwendet.
Zielsetzungen der Maschinenbelegungsplanung werden zumeist in drei Gruppen einge-
teilt: Durchlaufzeitbezogene, kapazitätsorientierte und terminorientierte Ziele.60
3.3.3.1 Durchlaufzeitbezogene Ziele
Um ein durchlaufzeitbezogenes Ziel beschreiben zu können werden folgende weitere Be-
griffe für jeden Auftrag 𝑗 = 1, … , 𝑛 benötigt:
𝐶𝑗 Bezeichnet den Fertigstellungszeitpunkt des Auftrags 𝑗 im englischem wird dies
als completion time bezeichnet.
𝑊𝑗𝑖 Ist die Wartezeit des Auftrags 𝑗 vor Maschine 𝑖 nach erfolgter Fertigung auf einer
vorgehenden Maschine.
𝑊𝑗 ∶= ∑ 𝑊𝑗𝑖
𝑚
𝑖=1 Ist die Gesamtwartezeit des Auftrags 𝑗.
58 Vgl. Jahnke, H., & Biskup, D. (1999), S.233.
59 Vgl. Jaehn, F. & Pesch, E. (2019), S. 21.
60 Vgl. Domschke, W., Scholl, A. & Voß, S. (1993), S.261.

Grundmodell der Ablaufplanung
24
𝐷𝑗 ≔ 𝐶𝑗 − 𝑟𝑗 Die Durchlaufzeit beschreibt die Zeitspanne des Auftrags 𝑗, die zwischen
der Bereitstellung 𝑟𝑗 und der Fertigstellung 𝐶𝑗 vergeht.
Somit können folgende als durchlaufzeitbezogene Ziele genannt werden61:
Minimierung der Summe der Durchlaufzeit 𝐷 ≔ ∑ 𝐷𝑗
𝑛
𝑗=1 bzw. der mittleren
Durchlaufzeit 𝐷/𝑛 bzw.
Minimierung der maximalen Durchlaufzeit:
𝐷𝑚𝑎𝑥 ≔ max { 𝐷𝑗| 𝑗 = 1, … , 𝑛}
Minimierung der Summe der Wartezeiten:
𝑊 ∶= ∑ 𝑊𝑗
𝑛
𝑗=1
3.3.3.2 Kapazitätsorientierte Ziele
Um kapazitätsorientierte Ziele zu beschreiben, sind folgende Definitionen erforderlich:
Die Gesamtbearbeitungszeit, Belegungszeit des gesamten Fertigungssystems oder auch
Zykluszeit ist die Zeitspanne zwischen Beginn der Bearbeitung des ersten Auftrags bis
zur Beendigung der Fertigstellung des Letzten der zu bearbeitenden Aufträge:
𝐶𝑚𝑎𝑥 ≔ 𝑚𝑎𝑥 {𝐶𝑗| 𝑗 = 1, … , 𝑛}
Die Leerzeit Vi ist die Summe der Zeitspanne in der die Maschine 𝑖 keinen Auftrag bear-
beitet62:
𝑉𝑖 ≔ 𝐶𝑚𝑎𝑥 − ∑ 𝑝𝑗𝑖
𝑛
𝑗=1
Somit ergeben sich folgende kapazitätsorientierten Ziele:
Minimierung der Summe der Leerzeiten:
𝑉 ≔ ∑ 𝑉𝑖𝑚𝑖=1
Maximierung der durchschnittlichen Kapazitätsauslastung:
(∑ ∑ 𝑝𝑗𝑖) / (𝑚 ⋅ 𝐶𝑚𝑎𝑥)𝑚
𝑖=1
𝑛
𝑗=1
Ein Ziel, das in der Literatur selten betrachtet wird, ist die Minimierung der Rüstzeit:
61 Vgl. Domschke, W., Scholl, A. & Voß, S. (1993), S.261-262.
62 Vgl. Domschke, W., Scholl, A. & Voß, S. (1993), S.262.

Grundmodell der Ablaufplanung
25
∑ 𝑠 = ∑ ∑ ∑ 𝒔𝒋𝒌𝒊
𝒏
𝒌≠𝒋
𝑛
𝑗=1
𝑚
𝑖=1
63
3.3.3.3 Terminorientierte Ziele
Damit terminorientierte Ziele beschrieben werden können, werden folgende Definitionen
benötigt:
Verspätung:
𝐿𝑗 = 𝐶𝑗 − 𝑑𝑗
Terminabweichung 𝐿𝑗 des Auftrags 𝑗 wird in der englischen Literatur als lateness be-
zeichnet. Es wird zwischen einem positiven 𝐿𝑗, das einer Verspätung (tardiness) ent-
spricht und einem negativen 𝐿𝑗 oder auch Verfrühung (earliness) unterschieden.64
Positive Verspätung:
𝑇𝑗 = max {0; 𝐶𝑗 − 𝑑𝑗}
Die Anzahl der Terminüberschreitung kann mit Hilfe von Binärvariablen beschrieben
werden:
∑ 𝑈𝑗 = {1 𝑤𝑒𝑛𝑛 𝐶𝑗 > 𝑑𝑗
0 𝑠𝑜𝑛𝑠𝑡 für alle 𝑗 = 1, … , 𝑛
Somit ergeben sich folgende terminorientierte Ziele:
Minimierung der maximalen Verspätung:
𝐿𝑚𝑎𝑥 ≔ max{𝐿𝑗| 𝑗 = 1, … , 𝑛}
Minimierung der Summe aller Verspätungen:
∑ 𝐿𝑗
𝑛
𝑗=1
Minimierung der maximalen Terminüberschreitung (positive Verspätung):
𝑇𝑚𝑎𝑥 ≔ max{𝑇𝑗| 𝑗 = 1, … , 𝑛}
63 Vgl. Acker, I. J. & Kleine, A. (2011), S.20.
64 Vgl. Domschke, W., Scholl, A. & Voß, S. (1993), S.262-263.

Grundmodell der Ablaufplanung
26
Bei der maximalen Terminabweichung werden frühzeitige Fertigstellungen belohnt, wes-
halb in der Praxis meist die Minimierung der maximalen Terminüberschreitung als Ziel
definiert werden.65 Der Unterschied zwischen Verspätung und Terminüberschreitung
lässt sich mittels der Abbildung 12 veranschaulichen.
Abbildung 11 Vom Liefertermin abhängige Zielfunktionen
Vgl. Pinedo (2016), S.18.
Die maximale Verspätung wird oft in der Literatur als der wichtigste Faktor in Scheduling
Problemen beschrieben, weshalb auch in diesem Bereich die meiste Forschung zu finden
ist.66
Die Verspätung oder Nichteinhaltung eines vorher fixierten Termins kann mit Kosten
oder einer Bestrafung verbunden sein, z.B. in Form einer Verschlechterung der Bezie-
hung mit dem Kunden, weshalb darauf großes Augenmerk gelegt wird.67
3.3.3.4 Mehrfachzielsetzung und Dilemma der Ablaufplanung
In der Praxis gibt es zumeist Mehrfachzielsetzungen. Diese Ziele können auch zueinander
konkurrierend sein, in der Literatur wird dies als Dilemma der Ablaufplanung bezeichnet.
Beispiele wären die Optimierung der Durchlaufzeit und die Optimierung der Kapazitäts-
auslastung. Durch die Erhöhung der Auslastung sind weniger Zeitslots an der Maschine
verfügbar, wodurch die Durchlaufzeit erhöht werden kann.68
65 Vgl. Jaehn, F. & Pesch, E. (2019), S.21.
66 Vgl. Lin, S. W., Chou, S. Y., & Ying, K. C. (2007), S.1294-1301.
67 Vgl. Chen, J. F. (2009), S.1204-1212.
68 Vgl. Jahnke, H. & Biskup, D. (1999), S.266.

Problemstellung
27
4 Problemstellung
In diesem Kapitel wird die reale Problemstellung eines Automobilzulieferers beschrie-
ben. Dieser Automobilzulieferer produziert aus Kunststoff bestehende Steckgehäuse,
welche Module, Systeme und Komponenten elektrisch miteinander verbinden. Diese Sys-
teme haben die Anforderung robust, vibrations- und hitzebeständig zu sein.69
Zur Erstellung dieser Produkte, wird nur ein Vorgang benötigt. Zur Ausführung dieses
Vorgangs wird auf unterschiedliche Spritzgussformen zurückgegriffen oder in diesem
Fall auch Fertigungshilfsmittel (FHM) genannt. Das FHM wird mittels einer Maschine
zusammengepresst und währenddessen wird ein erhitztes Granulat eingespritzt, jedoch
benötigen unterschiedliche FHM unterschiedlich viel Druck beim Zusammenpressen,
weswegen nur manche FHM auf manchen Maschinen eingesetzt werden können.
Das Unternehmen möchte aufgrund der Prognosen und Kundenbestellungen die entste-
henden Bedarfe für die nächsten drei Monate decken (ein Monat entspricht einer Periode).
Die Produkte müssen aufgrund von vereinbarten Lieferterminen zu unterschiedlichen
Zeitpunkten (Deadlines) spätestens hergestellt werden. Die weitere Beschreibung der
Problemstellung erfolgt anhand der in Abschnitt 3.3 vorgestellten Klassifikation. Dabei
wird auf die Maschinencharakteristika, Auftragscharakteristika und die Ziele eingegan-
gen.
69 Vgl. Skolaut, W. (2018), S.1011-1015.

Problemstellung
28
4.1.1 Maschinencharakteristika
Im Allgemeinen kann hierbei von heterogenen parallelen Maschinen 𝜶𝟏 = 𝐻𝑃
ausgegangen werden. In diesem Beispiel können mehrere Maschinen verwendet werden,
demzufolge 𝛼2 = 𝑚.
In dieser Problemstellung gibt es zwei unterschiedliche Typen von Maschinen mit unter-
schiedlichen Eigenschaften, einerseits die sogenannte Maschine, andererseits das Ferti-
gungshilfsmittel (FHM).
4.1.1.1 Maschine
Eine Maschine (siehe Abb. 13) kann nur eine Produktart zur selben Zeit herstellen, die
Maschinen können je nach möglicher Anbringung des FHMs eine Variation von Produk-
ten erzeugen. Nicht jedes FHM kann an jeder Maschine angebracht werden, dem zufolge
kann auch nicht jedes Produkt auf jeder Maschine produziert werden.
Nach jeder Produktionseinheit ist die Maschine zu reinigen, während dieser Zeit steht die
Maschine nicht zur Verfügung, und die Dauer der Reinigungszeit hängt von dem zuvor
produzierten Produkt und dem folgenden Produkt ab. Die Reinigungszeiten können in
Form einer, wie in Abschnitt 3.3.2 beschriebenen und in Tabelle 1 abgebildeten Setup
Matrix, dargestellt werden.
Abbildung 12 Spritzgießmaschine der Fa. Arburg
Vgl. Bonnet, M. (2014), S.171.

Problemstellung
29
4.1.1.2 Fertigungshilfsmittel
Das Fertigungshilfsmittel (FHM) ist eine Spritzform (siehe Abb. 14), diese kann genutzt
werden, um unterschiedliche Produkte zu produzieren. Jedes Fertigungshilfsmittel lässt
sich mittels folgender Merkmale beschreiben:
• Kavität (Fach): Die Anzahl der produzierten Produkte pro Schuss ist abhängig
von der Kavität, das Fertigungshilfsmittel kann entweder 2,4 ,8,16,32 oder 64 -
fach sein.
• Schuss: Ein Fertigungshilfsmittel hat eine gewisse Anzahl an Schuss, bevor dieses
gewartet werden muss. Während der Wartung des FHM ist es für die Produktion
nicht verfügbar.
• Folglich ergibt sich die produzierte Stückzahl durch die Multiplikation der
Schussanzahl mit der Kavität. Die maximale Schussanzahl des FHM ist allerdings
unabhängig von ihrer Kavität.
• Abnutzungsgrad: Jedes FHM hat einen Abnutzungsgrad, ist ein gewisser Abnut-
zungsgrad erreicht, kann das FHM zur Produktion nicht mehr genutzt werden und
muss deshalb gewartet werden.
• Eine Option in der Wartung ist das Eisreinigen. Diese Option kann aber nur ein-
mal vor der tatsächlichen Wartung genutzt werden, wird aber in der Heuristik
nicht berücksichtigt.
Abbildung 13 Spritzgießform mit einer Kavität von 8
Vgl. Skolaut, W. (2018), S.1012.

Problemstellung
30
4.1.2 Auftragscharakteristika
1. Die Anzahl der Aufträge ist vorgegeben 𝛽1 = 𝑛.
2. Eine Unterbrechung von Aufträgen auf einer Fertigungsstufe ist nicht möglich
𝛽2 = 𝑛𝑜𝑛 𝑝𝑚𝑡𝑛.
3. Es sind keine Reihenfolgebeziehungen vorhanden, somit gibt es keine zwingende Rei-
henfolge, welcher Auftrag vor oder nach einem anderen Auftrag fertiggestellt werden
muss.
4. Alle Bedarfe liegen zu Beginn der Planung vor.
5. Es gibt keine Limitation der Bearbeitungszeiten, diese können jeden positiven, endli-
chen Wert annehmen. Die Bearbeitungszeiten sind deterministisch.
6. Es werden reihenfolgeabhängige Rüstzeiten betrachtet, die Rüstzeiten werden in Form
einer Setup Matrix dargestellt 𝛽6 = 𝑟𝑗𝑘𝑖 .
7. Es werden keine Ressourcenbeschränkungen in Bezug auf die einzusetzenden Roh-
stoffe oder Kapazitätsbeschränkungen betrachtet.
𝛽7 = 𝑟𝑒𝑠 𝜆𝜎𝜌
λ = π
𝜎 = 𝑟𝑎
𝜌 = 𝑟𝑏(𝑗)
8. Fertigungstermine oder auch Due-Dates sind bekannt, müssen jedoch nicht zwingend
eingehalten werden.
𝛽8 = 𝐨 70
70 Vgl. Herrmann, J. (2010), S.67-68.

Problemstellung
31
4.1.3 Ziele
Diese Problemstellung beinhaltet eine Mehrfachzielsetzung. Folgende drei Ziele wurden
definiert:
1. Minimierung der maximalen Terminüberschreitung min 𝑇𝑚𝑎𝑥.
2. Priorisierung des FHM
3. Minimierung der Summe der Durchlaufzeit min 𝐷 ≔ ∑ 𝐷𝑗
𝑛
𝑗=1.
Wie bereits im Abschnitt 3.3.3 erwähnt, handelt es sich hierbei um Ziele, die zueinander
konkurrieren. Um eine solche mehrfache Zielsetzung zu berücksichtigen, wird das Kon-
zept der lexikographischen Ordnung angewendet.
Das bedeutet, dass zuerst nach Ziel 1 optimiert wird. Dabei werden die Aufträge aufstei-
gend nach ihrem Fälligkeitsdatum oder auch „Earliest Due Date“ (EDD) sortiert. Unter
allen optimal gefundenen Lösungen wird diejenige, die hinsichtlich Ziel 2 am besten ist,
genommen. Nach Findung dieser Lösungen wird jene, welche Ziel 3 am besten erfüllt,
gewählt.71
4.1.3.1 Priorisierung des FHM
Für die in dieser Arbeit behandelte Problemstellung ist in der Produktionsplanung die
Wahl des FHM von hoher Bedeutung, da das FHM einen essenziellen Kostenfaktor in
der Produktion darstellt. Relevante Kostenfaktoren sind unter anderem die Produktions-
zeit und die Maschinenbelegung (Opportunitätskosten), weshalb folgende Kriterien zur
Präferenz eines FHMs definiert wurden:
1. FHM mit einer hohen Kavität (Anzahl der Formnester) werden grundsätzlich prä-
feriert, da dies die Produktionszeit reduziert. Dies gilt allerdings unter der Bedin-
gung, dass die im betreffenden Fertigungslos zu produzierende Menge des Jobs
nicht kleiner ist als ¼der maximalen Ausbringungsmenge des gewählten FHM.
Die maximale Ausbringungsmenge eines FHM ergibt sich aus der Kavität multi-
pliziert mit der maximalen Anzahl an Schuss dieses FHM. Wie in Abschnitt
4.1.1.2 erwähnt, muss jedes FHM spätestens nach der maximalen Schussanzahl
gewartet werden.
71 Vgl. Woolsey, R. E. D. (1990).

Problemstellung
32
2. Bestehen zwei oder mehrere FHM mit gleicher Kavität, dann soll jenes mit dem
höchsten Abnutzungsgrad präferiert werden (vollständig abgenutzte FHM werden
ausgeschieden). Eine hohe Anzahl an FHM würde einerseits den logistischen La-
geraufwand erhöhen und andererseits auch ein hohes Maß an gebundenem Kapital
verursachen. Eine niedrige Anzahl an FHM reduziert hingegen die Flexibilität der
Fertigung.
4.1.3.2 Minimierung der maximalen Durchlaufzeit
Bei der Berechnung der Durchlaufzeit wird die Übergangszeit in der vorgestellten Heu-
ristik außer Acht gelassen, da es sich nur um einen Vorgang handelt. Um die Durchlauf-
zeit oder in diesem Fall die Arbeitsvorgangsdurchlaufzeit eines Jobs zu berechnen, müs-
sen folgende Punkte bekannt sein:
Losgröße eines Jobs: Ein Job besteht aus den kumulierten Bedarfen eines in einer Peri-
ode zu produzierendem Material, um somit die Bedarfe zu decken. Die Anzahl der pro-
duzierten Stück je Job ist dabei abhängig von der Kavität des eingeplanten FHMs und der
maximalen Schussanzahl. Die maximale Schussanzahl ist unabhängig (konstant) und fi-
xiert die produzierte Menge pro Auftrag. Ein Auftrag darf nicht kleiner sein als ¼ der
maximalen Losgröße (maximale Schussanzahl * Kavität).
Rüstzeit: Nach jedem Job wird die Maschine für den darauffolgenden Job vorbereitet.
Die Rüstzeit umfasst die Reinigung der Maschine und der zuführenden Leitungen. Sie
inkludiert außerdem den Ausbau des alten und den Einbau des neuen FHM in die Ma-
schine. Je nachdem, welche Art von Job davor und danach auf der Maschine produziert
wurde, variiert die Rüstzeit. Grundsätzlich lassen sich zwei primäre Faktoren identifizie-
ren, die die Rüstzeit maßgeblich beeinflussen, das Basismaterial und die Farbe der zuvor
und danach produzierten Jobs. Zum Beispiel kommt es, wenn das Produkt in einer ande-
ren Farbe produziert werden soll, zu einem größeren Reinigungs- und Vorbereitungsauf-
wand. Die Rüstzeit wird in der Form einer Setup Matrix dargestellt (siehe unter Abschnitt
3.3.2).
Produktionszeit: Die Produktionszeit ist abhängig von der Anzahl der Stück der zu pro-
duzierenden Menge des Jobs und der Kavität des FHMs (Der Output eines Auftrags wird
durch Kavität beeinflusst und nicht die Produktionszeit). Je nach Anzahl lassen sich eine
gewisse Menge an Stück je Schuss produzieren, z.B. ein FHM mit Kavität 16 kann 16
Stück pro Schuss produzieren.

Problemstellung
33
Gesamtzeit eines Jobs: Die Gesamtzeit eines Jobs ist abhängig von der Produktionszeit
und der Rüstzeit und besteht nur aus einem Arbeitsvorgang.
Die Durchlaufzeit des Auftrags 𝑗 lässt sich wie folgt berechnen:
𝑥𝑗 Zu produzierende Stück für Auftrag 𝑗
𝑐𝑎𝑣𝑓 Anzahl der Kavität von FHM f
𝑡𝑠ℎ𝑜𝑡 Fertigungsgeschwindigkeit pro Schuss
𝑝𝑗𝑖 Bearbeitungszeit von Auftrag j auf Maschine 𝑖
𝑠𝑗𝑘 Reihenfolgeabhängige Rüstzeiten (setup times) zwischen Auftrag j und Auftrag k
𝐶𝑗 Durchlaufzeit von Auftrag 𝑗
𝑝𝑗𝑖 = 𝑥𝑗
𝑐𝑎𝑣𝑓∗ 𝑡𝑠ℎ𝑜𝑡
𝐶𝑗 = 𝑝𝑗𝑖 + 𝑠𝑗𝑘
4.1.4 Komplexität des Problems
Die Komplexität der Planung erhöht sich, je nach Anzahl der zu planenden Materialien
und der zu verwendenden Ressourcen. Bei der Behandlung der realen Problemstellung
wurden 27 Materialien geplant und 17 Ressourcen für die Produktion verwendet, davon
sind 6 Ressourcen Maschinen und 11 Fertigungshilfsmittel.
Um zu beweisen, dass die zuvor vorgestellte Problemstellung NP-schwer oder anders
formuliert nicht in polynominaler Zeit lösbar ist, wird zur vereinfachten Darstellung des
Problems und Reduktion der Komplexität, das Problem wie folgt verallgemeinert:
1|𝑠𝑗𝑘, 𝑝𝑗 = 1| ∑ 𝐶𝑗
𝑛
𝑗=1
In diesem Fall wird davon ausgegangen, dass nicht mehrere Maschinen zur Produktion
verwendet werden, sondern nur eine Maschine. Das FHM wird hierbei außer Acht gelas-
sen und reihenfolgeabhängige Rüstzeiten (setup times) werden zwischen Auftrag j und
Auftrag k beibehalten. Die Produktionszeit der Aufträge bleibt hierbei konstant, sie kann
nicht variieren und beträgt deshalb 1. Ziel ist es, die Summe der Fertigungszeiten zu mi-
nimieren, dabei werden die Ziele das FHM zu priorisieren und die maximale Terminüber-
schreitung zu minimieren, nicht betrachtet. Lässt sich nun beweisen, dass dieses Problem
NP-schwer ist, so ist auch die beschriebene Problemstellung NP-schwer.

Problemstellung
34
Dazu wird in der Literatur ein (NP-schwer) Spezialfall des Problems eines Handlungsrei-
senden genutzt, bei dem die maximale Strecke zwischen zwei Städten (Knoten) kleiner
als eine ganze Zahl 𝑏 ∈ ℕ ist. Es wird davon ausgegangen, dass der Handlungsreisende
nicht zu seinem Startknoten zurückkehren muss. Sei 𝑛′ die Anzahl der zu besuchenden
Städte einer Instanz des Problems eines Handlungsreisenden, die nun auf eine Instanz des
Problems 1|𝑠𝑗𝑘| ∑ 𝐶𝑗
𝑛
𝑗=1 abgebildet wird. In diesem Ablaufplanungsproblem gibt es ins-
gesamt 𝑛 = 𝑏𝑛′3 Aufträge. Die ersten Aufträge 𝑛′ werden „vordere Aufträge“ genannt
und sind in diesem Fall die Städte. Somit entsprechen die Rüstzeiten zwischen zwei dieser
Aufträge, der Entfernung 𝑑𝑖𝑠𝑡(𝑗, 𝑘) zwischen den beiden zugehörigen Städten. Allge-
mein lassen sich Rüstzeiten wie in Abbildung 15 beschreiben:
Abbildung 14 reihenfolgeabhängige Rüstzeiten
Vgl. Jaehn, F. & Pesch, E. (2019), S. 21.
Die Rüstzeit eines vorderen Auftrages zu einem hinteren Auftrag ist demzufolge immer
0, während eine umgekehrte Reihenfolge zu Rüstzeiten in Höhe von 2(𝑏𝑛′)6 führt. Alle
anderen Rüstzeiten seien gleich 0. Die Bearbeitungszeiten seien alle gleich 1. Demzu-
folge kann in dem optimalen Ablaufplan niemals ein hinterer Auftrag vor einem vorderen
Auftrag liegen, da sonst der Zielfunktionswert allein wegen diesem Auftrag größer als
2(𝑏𝑛′)6 wäre. Der Zielfunktionswert des optimalen Ablaufplans muss jedoch kleiner als
2(𝑏𝑛′)6 sein. Dazu wird zunächst die Gesamtbearbeitungszeit 𝐶max im Fall, dass zuerst
alle vorderen Aufträge ausgeführt werden, betrachtet. In Szenario dieser Masterarbeit fal-
len zwischen den vorderen 𝑛′ Aufträgen Rüstzeiten an, deren Summe kleiner gleich
𝑏(𝑛′ − 1) sind. 𝐶max kann demzufolge nur unter Berücksichtigung der Bearbeitungszei-
ten kleiner gleich 𝑏(𝑛′ − 1 + 𝑛′3) sein. Da es 𝑏𝑛′3 Aufträge gibt und stets 𝐶𝑗 ≤ 𝐶max ≤
𝑏(𝑛′ − 1 + 𝑛′3) < 2(𝑏𝑛′)3 gilt, muss 2(𝑏𝑛′)6 größer als der Zielfunktionswert ∑ 𝐶𝑗
𝑛
𝑗=1
sein. Daraus lässt sich schließen, dass alle vorderen Aufträge als erstes ausgeführt wer-
den. Des Weiteren kann ∑ 𝐶𝑗
𝑛
𝑗=1 nur minimal sein, wenn 𝐶max minimal ist. 𝐶max kann

Problemstellung
35
einzig und allein vom letzten der vorderen Aufträge verändert werden. Der Fertigstel-
lungszeitpunkt dieses Auftrags ist kleiner als 𝑏𝑛′, demzufolge ist die Summe der Fertig-
stellungszeitpunkte der 𝑛′ vorderen Aufträge kleiner als 𝑏𝑛′2. Wenn man nun, durch die
Anordnung der vorderen Aufträge 𝐶max verringert, werden zugleich die Fertigstellungs-
zeitpunkte der hinteren Aufträge um eine Einheit reduziert. Das macht insgesamt 𝑏𝑛′2
Einheiten. Somit wird die Gesamtbearbeitungszeit minimiert. Das Problem lässt sich wie
folgt darstellen:
1|𝑠𝑗𝑘, |𝐶max
Aus dem optimalen Ablaufplan zur Lösung dieses Problems wird direkt der kürzeste Weg
für den Handlungsreisenden abgeleitet. Demzufolge ist das Problem NP-schwer.72
72 Vgl. Jaehn, F. & Pesch, E. (2019), S. 48-50.

Heuristik
36
5 Heuristik
In dem folgenden Kapitel wird eine Heuristik für die im vorangehenden Kapitel beschrie-
bene Problemstellung vorgestellt.
5.1 Aufbau der Heuristik
Die Heuristik besteht aus mehreren Teilbereichen, wie in Abbildung 16 ersichtlich. Die
Darstellung der Heuristik ist dem Aachner PPDs Modell nachempfunden und soll so ei-
nen besseren Überblick der einzelnen Module verschaffen. In den folgenden Unterkapi-
teln werden die Teilbereiche detailliert beschrieben.
Abbildung 15 Heuristik
Eigene Darstellung

Heuristik
37
5.1.1 Produktionsprogrammplanung
Die Absatzplanung erfolgt in aggregierten Produkt-Gruppenebenen und wird als Input
verwendet. Die Bereiche Get Demands, Get Net Requirements, Cumulate Weekly De-
mands und Cumulate Demands in the past lassen sich im PPS Modell in die Primärbe-
darfsplanung einordnen. Dabei werden die Primär- und Sekundärbedarfe des Produktes
auf Basis von Kundenaufträgen und kundenanonymer Lagerfertigung ermittelt (siehe
Abb. 17).73
Die Ressourcengrobplanung wird in dieser Heuristik nicht durchgeführt, da zu diesem
Zeitpunkt noch nicht bekannt ist, welche Ressourcen zu verwenden sind.
Abbildung 16 Heuristik Produktionsprogrammplanung
Eigene Darstellung
5.1.1.1 Get Demands
In dieser Methode werden die Bedarfe je Material ermittelt. Diese entstehen aufgrund von
Vorplanungsbedarfen, Schedulingagreements, Lieferplänen, Kundenbestellungen und
Umlagerung zwischen den Werken.74
5.1.1.2 Get Net Requirements
Die Bedarfe eines Materials werden mit dem Bestand verglichen. Die Differenz zwischen
Bestand und Bedarf ist der sogenannte Nettobedarf des Materials.
73 Vgl. Schuh G. & Stich V. (2012), S.40-41.
74 Vgl. Schuh G. & Stich V. (2012), S.202.

Heuristik
38
Nettobedarfe eines Materials lassen sich im Allgemeinen wie folgt berechnen:75
Lagerbestand
− Sicherheitsbestand (=Mindestreserve)
− Reservierungen (aus anderem Bedarf)
+ Bestellungen (mit Anlieferung zur Periode)
--------------------------------------------
= verfügbarer Lagerbestand
+ Brutto-Sekundär-/Tertiärbedarf
+ Zusatzbedarf/Fehlmengenzuschlag
---------------------------------
= Brutto-Gesamtbedarf
− verfugbarer Lagerbestand
--------------------------------
= Netto-Sekundär-/Tertiärbedarf
5.1.1.3 Cumulate Weekly Demands
Die ermittelten Nettobedarfe werden in Kalenderwochen eingeteilt und zu Wochennetto-
bedarfen kumuliert. Hierzu ein Beispiel:
Kalenderwoche Tag Nettobedarf in Stk.
KW 1 Montag 2
KW 1 Dienstag 8
KW 1 Mittwoch 20
KW 1 Donnerstag 8
KW 1 Freitag 16
KW 2 Montag 8
KW 2 Dienstag 10
KW 2 Mittwoch 17
KW 2 Donnerstag 11
KW 2 Freitag 1
KW 3 Montag 16
KW 3 Dienstag 3
KW 3 Mittwoch 10
KW 3 Donnerstag 6
KW 3 Freitag 10
Tabelle 2 Beispiel Berechnung kumulierter Bedarfe
Eigene Darstellung
75 Vgl. Dickersbach, J. & Keller, G. (2014), S.267.

Heuristik
39
Folgende Parameter werden definiert:
𝐷 ist die Anzahl der nicht eingeplanten Nettobedarfe
𝑘𝑤𝑠𝑡𝑎𝑟𝑡 Kalenderwoche des Startes des Planungshorizonts
𝑘𝑤𝑒𝑛𝑑 Kalenderwoche des Endes des Planungshorizonts
𝑘𝑤𝑛𝑜𝑤 Aktuelle zu kumulierende Kalenderwoche
𝑘𝑤𝑗 Kalenderwoche des Bedarfes des Auftrags 𝑗
𝑥𝑘𝑤𝑛𝑜𝑤 Kumulierter Bedarf der aktuellen Kalenderwoche 𝑘𝑤𝑛𝑜𝑤
𝐷 = 15
𝑘𝑤𝑠𝑡𝑎𝑟𝑡 = 1
𝑘𝑤𝑒𝑛𝑑 = 3
Zur Veranschaulichung folgende Iteration:
𝑺𝒕𝒂𝒓𝒕: 𝑥𝑘𝑤𝑛𝑜𝑤= 0
𝒘𝒉𝒊𝒍𝒆 𝐷 ≠ 0
𝑖𝑓 𝑘𝑤𝑛𝑜𝑤 ≠ 𝑘𝑤𝑗 𝑎𝑛𝑑 𝑘𝑤𝑠𝑡𝑎𝑟𝑡 ≤ 𝑘𝑤𝑗 ≤ 𝑘𝑤𝑒𝑛𝑑 𝑡ℎ𝑒𝑛
𝑘𝑤𝑛𝑜𝑤 = 𝑘𝑤𝑗
𝑥𝑘𝑤𝑛𝑜𝑤 = 𝑥𝑘𝑤𝑛𝑜𝑤
+ 𝑥𝑗
𝐷 = 𝐷 − 1
Das Ergebnis in diesem Beispiel ist:
Bedarf in Kalenderwoche Summe
𝒙𝟏 54
𝒙𝟐 47
𝒙𝟑 45
Tabelle 3 Ergebnis Bedarfe kumulierter Kalenderwochen
Eigene Darstellung

Heuristik
40
5.1.1.4 Cumulate Demands in the past
Im Falle, dass Nettobedarfe in den vorhergehenden Perioden nicht gedeckt sind, werden
diese ebenfalls kumuliert.
Kalenderwoche Tag Nettobedarf in Stk.
KW 2 Freitag 5
KW 3 Montag 16
KW 3 Dienstag 3
KW 3 Mittwoch 10
KW 3 Donnerstag 6
KW 3 Freitag 10
KW 4 Montag 12
Tabelle 4 Beispiel Berechnung kumulierter Bedarfe in der Vergangenheit
Eigene Darstellung
𝐷 = 3
𝑘𝑤𝑠𝑡𝑎𝑟𝑡 = 4
𝑺𝒕𝒂𝒓𝒕: 𝑥𝑘𝑤𝑛𝑜𝑤= 𝑘𝑤𝑠𝑡𝑎𝑟𝑡
𝒘𝒉𝒊𝒍𝒆 𝐷 ≠ 0;
𝑖𝑓 𝑘𝑤𝑗 < 𝑘𝑤𝑠𝑡𝑎𝑟𝑡 𝑡ℎ𝑒𝑛
𝑥𝑘𝑤𝑛𝑜𝑤 = 𝑥𝑘𝑤𝑛𝑜𝑤
+ 𝑥𝑗
𝐷 = 𝐷 − 1
5.1.2 Produktionsbedarfsplanung
In diesem Bereich weicht die Heuristik von der Literatur ab. Laut Literatur ist es üblich
die Durchlaufterminierung durchzuführen. Jedoch kann aufgrund der Problemstellung die
Durchlaufterminierung erst nach der Losgrößenberechnung erfolgen, da die kumulierten
Bedarfe in einzelne Fertigungsaufträge auf Basis der Losgröße
aufgeteilt werden müssen. Die Kombination aus Losgrößenberechnung und Durchlauf-
terminierung erfolgt im „Create Prod Orders for the finite Horizon“. Zuvor wird mittels
„Sort tool by priority“ das präferierte FHM bestimmt und auf Basis der Eigenschaften des
FHMs die Losgröße vorgegeben.
Auch die Kapazitätsplanung weicht in dieser Arbeit von der Literatur ab. Da es eine Viel-
zahl von Möglichkeiten gibt, welche Ressourcen bei der Fertigung eines Produkts zu ver-
wenden sind, mussen alle möglichen Kombinationen in dem Bereich „Generate possible
combination “ermittelt werden.

Heuristik
41
Die Kapazitätsbedarfsermittlung und die Kapazitätsabstimmung erfolgt erst in der Fein-
terminierung. (siehe Abb. 18).
Abbildung 17 Heuristik Produktionsbedarfsplanung
Eigene Darstellung
5.1.2.1 Sort tool by priority
Im Bereich „Sort tool by priority“ werden die zum Material zugeordneten FHM ausgele-
sen und das priorisierte FHM nach Kavität und Abnutzungsgrad ausgewählt. Auf Basis
des bevorzugten FHMs lässt sich nun die Losgröße berechnen (Schussanzahl * Kavität).
5.1.2.2 Create Prod Orders for the finite Horizon
Beim „Create Prod Orders for the finite Horizon“ werden zuerst die wöchentlichen Be-
darfe eines Materials in einem Bedarf zusammengefasst. Danach wird die Menge mit der
minimalen Losgröße (Losgröße * 0,25) des präferierten FHMs verglichen. Ist die zu pro-
duzierende Menge kleiner als die minimale Losgröße, wird nach einem möglichen FHM
gesucht, bei dem die minimale Losgröße kleiner gleich der zu produzierenden Menge ist.
Wird kein FHM gefunden, welches diesen Kriterien entspricht, so ist die Losgröße gleich
die minimale Losgröße des FHMs mit der geringsten Kavität. Wenn die zu produzierende
Losgröße größer ist als die maximale Losgröße eines FHMs so wird die Menge in mehrere
Produktionsaufträge aufgeteilt, solange bis die Menge wiederum kleiner ist als die maxi-
male Losgröße.

Heuristik
42
Hierzu ein Beispiel:
Es gibt eine Maschine, welche zwei FHM verwenden kann. Ein FHM_1 hat eine Kavität
von 16 und wird für die Produktion präferiert, das FHM_2 hat eine Kavität von 8. Beide
FHM müssen nach 1.000 Schuss gewartet werden. Es sollen insgesamt 97.500 Stück pro-
duziert werden.
Die möglich produzierte Menge pro Auftrag je FHM lässt sich wie folgt berechnen:
Maximale Losgröße FHM_1 = 1.000*16 =16.000
Maximale Losgröße FHM_2 = 1.000*8 = 8.000
Die minimale Losgröße ist 25% der maximalen Losgröße
Minimale Losgröße FHM_1 = 1.000*16*0,25 = 4.000
Minimale Losgröße FHM_2 = 1.000*8*0,25 = 2.000
Dividiert man nun die zu produzierenden Stück durch die maximale Losgröße des präfe-
rierten FHMs, in diesem Fall FHM_1, so erhält man die Anzahl der Fertigungsaufträge.
Anzahl der Fertigungsaufträge = 97.500/16.000 = 6,09375
Wir wissen nun, dass 6 Aufträge mit der Menge 16.000 produziert werden sollen, jedoch
bleibt dabei eine Restmenge.
Restmenge = 0,09375 * 16.000 = 1.500
Die Restmenge ist kleiner als die minimale Losgröße beider FHM.
4.000<2.000<1.500
Aus diesem Grund wird nun das FHM gewählt mit der kleinsten minimalen Losgröße
(FHM_2) und anstatt 1.500 werden nun 2.000 Stück produziert.
Somit werden 6 Mal 16.000 Stück und 1 Mal 2.000 Stück produziert.

Heuristik
43
5.1.2.3 Generate possible Combinations
Um alle Kombinationen zwischen Maschine und FHM zu einem Material darzustellen,
wurde wie folgt vorgegangen. Jedes Material besitzt zumindest einen Arbeitsplan. Ein
Arbeitsplan ist eine Liste aller Vorgänge zum Produzieren des Materials.76 Es wird zu-
sätzlich angegeben, welcher Arbeitsplatz oder welche Maschine zur Durchführung des
Vorgangs benötigt werden. Der Arbeitsplan besteht in diesem Szenario aus einem Vor-
gang, mit dem auf die Maschine referenziert wird und einem Untervorgang, der auf das
FHM referenziert (siehe Abb. 19).
Abbildung 18 Kombinationsmöglichkeiten
Eigene Darstellung
Demzufolge kann das Material auf drei Maschinen produziert werden:
Für die Maschine 1 könnte zur Produktion das FHM 1 und FHM 4 verwendet werden.
Für die Maschine 2 könnte zur Produktion das FHM 1, FHM 2 und FHM 3 verwendet
werden.
Für die Maschine 3 könnte zur Produktion das FHM 1 und FHM 3 verwendet werden.
76 Vgl. Glaser H (2013), S.76.

Heuristik
44
5.1.3 Eigenfertigungsplanung und -steuerung
Für die in der Produktionsbedarfsplanung gebildeten Fertigungsaufträge werden nun
die einzelnen möglichen Kombinationen der Ressourcen durchgegangen, um so die mög-
lichen Starttermine und Endtermine zu ermitteln. Nach Ermittlung der möglichen Termi-
nierungen wird das bestmögliche Ergebnis mittels einer Sortierung eruiert.
Die Verfügbarkeitsprüfung und Auftragsfreigabe sind nicht Teil dieser Heuristik. Die
Heuristik erstellt Vorschläge, welche aber noch manuell geändert werden können. Wenn
das Ergebnis den Anforderungen entspricht, wird dieser Fertigungsauftrag manuell frei-
gegeben. Bei der Freigabe erfolgt eine automatische Verfügbarkeitsprüfung. Siehe Ab-
bildung 20.
Abbildung 19 Heuristik Eigenfertigungsplanung und -steuerung
Eigene Darstellung
5.1.3.1 Generate potential Orders
In der Methode „Generate potential Orders“ werden die einzelnen möglichen Kombina-
tionen zwischen Maschine und FHM betrachtet, wobei die einzelnen Planungstafeln mit-
einander verglichen werden.
Hierbei gilt zu beachten: Für jede Kombination wird die Rüst- und Produktionszeit er-
rechnet. Die Rüstzeit wird auf Basis des vorhergehenden Auftrags und der Setup Matrix
ermittelt und die Produktionszeit ermittelt sich aus der zu produzierenden Menge und der
Kavität des FHMs.
𝑝𝑗𝑖 = 𝑥𝑗
𝑐𝑎𝑣𝑘∗ 𝑡𝑠ℎ𝑜𝑡
𝐶𝑗 = 𝑝𝑗𝑖 + 𝑠𝑗𝑘
Nun gilt es in der Planung einen passenden Zeitpunkt zu finden, wann der Produktions-
auftrag startet. Wichtig ist dabei, dass sowohl das FHM als auch eine passende Maschine,
in der das FHM angebracht wird, frei zur Verfügung stehen.
Für ein näheres Verständnis wird folgendes Beispiel angeführt:
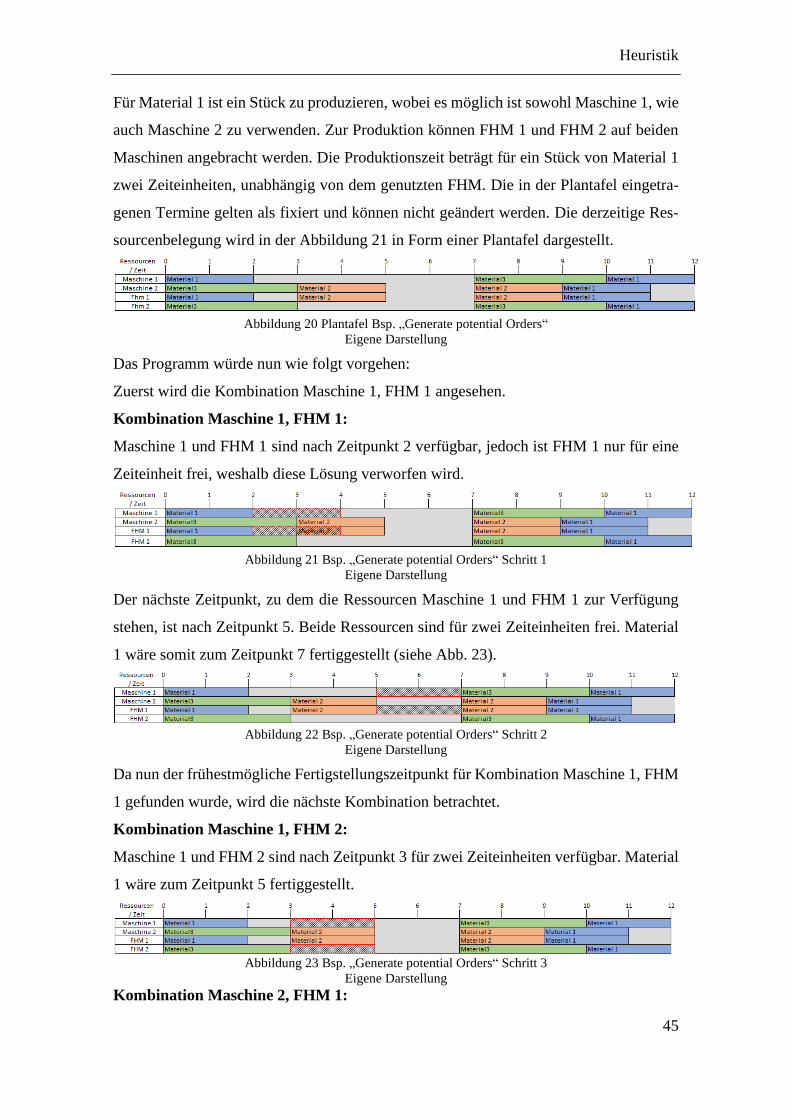
Heuristik
45
Für Material 1 ist ein Stück zu produzieren, wobei es möglich ist sowohl Maschine 1, wie
auch Maschine 2 zu verwenden. Zur Produktion können FHM 1 und FHM 2 auf beiden
Maschinen angebracht werden. Die Produktionszeit beträgt für ein Stück von Material 1
zwei Zeiteinheiten, unabhängig von dem genutzten FHM. Die in der Plantafel eingetra-
genen Termine gelten als fixiert und können nicht geändert werden. Die derzeitige Res-
sourcenbelegung wird in der Abbildung 21 in Form einer Plantafel dargestellt.
Abbildung 20 Plantafel Bsp. „Generate potential Orders“
Eigene Darstellung
Das Programm würde nun wie folgt vorgehen:
Zuerst wird die Kombination Maschine 1, FHM 1 angesehen.
Kombination Maschine 1, FHM 1:
Maschine 1 und FHM 1 sind nach Zeitpunkt 2 verfügbar, jedoch ist FHM 1 nur für eine
Zeiteinheit frei, weshalb diese Lösung verworfen wird.
Abbildung 21 Bsp. „Generate potential Orders“ Schritt 1
Eigene Darstellung
Der nächste Zeitpunkt, zu dem die Ressourcen Maschine 1 und FHM 1 zur Verfügung
stehen, ist nach Zeitpunkt 5. Beide Ressourcen sind für zwei Zeiteinheiten frei. Material
1 wäre somit zum Zeitpunkt 7 fertiggestellt (siehe Abb. 23).
Abbildung 22 Bsp. „Generate potential Orders“ Schritt 2
Eigene Darstellung
Da nun der frühestmögliche Fertigstellungszeitpunkt für Kombination Maschine 1, FHM
1 gefunden wurde, wird die nächste Kombination betrachtet.
Kombination Maschine 1, FHM 2:
Maschine 1 und FHM 2 sind nach Zeitpunkt 3 für zwei Zeiteinheiten verfügbar. Material
1 wäre zum Zeitpunkt 5 fertiggestellt.
Abbildung 23 Bsp. „Generate potential Orders“ Schritt 3
Eigene Darstellung
Kombination Maschine 2, FHM 1:

Heuristik
46
Abbildung 24 Bsp. „Generate potential Orders“ Schritt 4
Eigene Darstellung
Maschine 2 und FHM 1 sind nach Zeitpunkt 5 für zwei Zeiteinheiten verfügbar. Material
1 wäre zum Zeitpunkt 7 fertiggestellt.
Kombination Maschine 2, FHM 2:
Abbildung 25 Bsp. „Generate potential Orders“ Schritt 5
Eigene Darstellung
Maschine 2 und FHM 2 sind nach Zeitpunkt 5 für zwei Zeiteinheiten verfügbar. Material
1 wäre zum Zeitpunkt 7 fertiggestellt.
5.1.3.2 Select best Order
Nachdem alle möglichen Kombinationen und Zeitspannen der Produktion ermittelt wur-
den, werden diese nach Endzeitpunkt der Fertigung, Setup Zeit und Dauer sortiert, um so
die bestmögliche Produktionszeit zu erhalten („Select best Order“).
Kombination Maschine/FHM Fertigstellungs-zeitpunkt
Produktionszeit
in Stunden Rüstzeit in Stun-
den 1/2 5 2 0
1/1 7 2 0
2/1 7 2 0
2/2 7 2 0
Tabelle 5 Bsp. „Generate potential Orders“ Ergebnis
Eigene Darstellung
In diesem Beispiel wird das Material 1 zur Produktion mit der Kombination Maschine 1
FHM 2 ausgewählt und wie folgt als möglicher Fertigungsauftrag eingeplant.
Abbildung 26 Bsp. „Generate potential Orders“ Schritt 6
Eigene Darstellung
5.1.4 Infinite Planung
Anders als in dem Aachner PPS Modell wurde zusätzlich eine vereinfachte Planung für
den infiniten Planungszeitraum durchgeführt. Die Bereiche „Calculate surplus of finite
horizon“ und „Create orders infinite“ werden aufgrund der Vollständigkeit in den folgen-
den Unterkapiteln beschrieben.

Heuristik
47
5.1.4.1 Calculate surplus of finite horizon
Nachdem die Jobs auf den Maschinen eingeteilt wurden, müssen die zu produzierenden
Mengen mit den Bedarfen verglichen werden, da es aufgrund der Losgrößenberechnung
dazu kommen kann, dass mehr Stück vom Material zur Produktion eingeplant wurden als
im finiten Horizont benötigt werden. Diese Differenz wird vom Bedarf des infiniten Ho-
rizontes abgezogen, da dies ansonsten zu einer Überproduktion führt.
Bezugnehmend auf das Beispiel in Abschnitt 5.1.2.2 Create Prod Orders for the finite
Horizon wird folgendes Szenario erläutert: Die geplante Produktionsmenge beläuft sich
auf 97.500 Stück. Aufgrund der Losgrößen Restriktionen wurden jedoch 98.000 Stück
produziert. Dies ergibt einen Überschuss von 500 Stück, welcher im vorgegebenen Pla-
nungshorizont nicht benötigt wird.
Um diese Differenz zu ermitteln, werden die Bedarfe innerhalb des fixierten Zeithorizonts
mit den produzierten Mengen der eingeplanten Aufträge verglichen. Kommt es dabei zu
einer Überdeckung, wird diese von den Bedarfen außerhalb des Planungshorizonts abge-
zogen.
5.1.4.2 Create orders infinite
Der Planungshorizont für die finite Planung wird variabel mittels eines Parameters ge-
setzt. Sämtliche Bedarfe über diesem Horizont werden, ohne die Kapazitäten zu berück-
sichtigen, als Bedarfsdecker im infiniten Bereich eingeplant.
5.1.5 Send Orders
Nachdem nun sämtliche Bedarfe und dazu Planaufträge zur Deckung ermittelt wurden,
werden diese in die Plantafel der Maschine und des FHM eingetragen und die Planauf-
träge für die Materialien erstellt.

Rüstzeitoptimierung
48
6 Rüstzeitoptimierung
Nach Vorstellung der Heuristik, stellt sich nun die Frage, ob die Lösung der Ablaufpla-
nung verbessert werden kann. In dieser Arbeit wurde dazu ein Verbesserungsverfahren
entwickelt, welches die Rüstzeit mittels eines dualen Austausches einzelner oder mehre-
rer Aufträge optimiert. Entworfen wurde dieses Programm in Python (Version 3.8.1).77
Es ist angedacht, das Programm direkt über SAP Abap, eine von SAP entwickelte Pro-
grammiersprache, die in dem SAP-Enterprise Resource Planning Systemen Anwendung
findet,78, aufrufen zu können, um so das optimierte Ergebnis in der SAP Maschinenbele-
gungsplanung einzubinden.
6.1 Rüstzeitineffizienzen
Vor der näheren Durchleuchtung des Programmes, wird in diesem Kapitel auf die weitere
Optimierung der Rüstzeiten eingegangen. Die Heuristik sortiert zuerst sämtliche kumu-
lierte Bedarfe und reiht diese nach Stückzahlen, Dauer und Bedarfszeitpunkt, um frühere
Bedarfe zu priorisieren. Diese Sortierung kann jedoch den negativen Effekt nach sich
ziehen, dass daraus keine rüstoptimale Reihenfolge resultiert. Um dieses Problem näher
zu erörtern werden folgende Beispiele vorgestellt:
Beispiel Ein-Maschinen-Problem
Bei der Annahme, es sind drei Materialien M1, M2 und M3 auf einer Maschine zu planen,
die am selben Tag fertigzustellen sind, sehen die Bedarfe wie folgt aus:
Material Bedarfe Produktionszeit in
Stunden
M1 100 4
M2 75 3
M3 25 1
Tabelle 6 Bsp. Ein-Maschinen-Problem Bedarfe
Eigene Darstellung
M1 und M3 haben dieselbe Rüstgruppe RG1
M2 hat die Rüstgruppe RG2
Ist die darauffolgende Rüstgruppe dieselbe, so beträgt die Rüstzeit eine Stunde.
77 https://www.python.org/
78 https://help.sap.com/doc/abapdocu_751_index_htm/7.51/de-DE/abenabap_overview.htm

Rüstzeitoptimierung
49
Ist die darauffolgende Rüstgruppe eine andere, so beträgt die Rüstzeit zwei Stunden.
Daraus folgt folgende Rüstmatrix:
Rüstmatrix (in Stunden)
M1 M2 M3
M1 1 2 1
M2 2 1 2
M3 1 2 1 Tabelle 7 Beispiel Ein-Maschinen-Problem Rüstmatrix
Eigene Darstellung
Die Heuristik bestimmt nun folgende Rüstreihenfolge (siehe Tabelle 8), wodurch die
Rüstzeit in Summe vier Stunden beträgt. In Abbildung 28 wird die Ressourcenbelegung
in Form eines Zeitstrahls dargestellt.
Reihenfolge der Heuristik Rüstzeit
M1, M2, M3 2+2 Tabelle 8 Bsp. Ein-Maschinen-Problem Rüstreihenfolge Heuristik
Eigene Darstellung
Abbildung 27 Beispiel Ein-Maschinen-Problem Plantafel Heuristik
Wird nun die Reihenfolge zwischen M2 und M3 vertauscht, ist das Ergebnis eine Rüstzeit
in Summe von drei Stunden, da die Rüstgruppe M1 und M3 dieselbe ist.
Vertauschte Reihenfolge Rüstzeit
M1, M3, M2 1+2 Tabelle 9 Bsp. Ein-Maschinen-Problem optimierte Rüstreihenfolge
Eigene Darstellung
Abbildung 28 Bsp. Ein-Maschinen-Problem Plantafel optimierte Rüstreihenfolge
Eigene Darstellung
Die Problematik der Rüstzeitineffizienzen tritt auch bei mehreren Maschinen auf, wie im
folgenden Beispiel angeführt.
M3Rüstzeit Rüstzeit
7 8 9 10 11 12Ressourcen
/ Zeit
I0 1 2 3 4 5 6
Maschine 1 M 1 M2
Maschine 1 M 1 M2RüstzeitM3Rüstzeit
Ressourcen
/ Zeit
12I0 1 2 3 4 5 6 7 8 9 10 11

Rüstzeitoptimierung
50
Beispiel Zwei-Maschinen-Problem
Angenommen, es sind fünf Materialien M1, M2, M3, M4 und M5 zu produzieren, die am
selben Tag fertigzustellen sind, so sieht der Bedarf wie folgt aus:
Material Bedarfe Produktionszeit in
Stunden
M1 100 4
M2 75 3
M3 25 1
M4 50 3
M5 60 2
Tabelle 10 Bsp. Zwei-Maschinen-Problem Bedarfe
Eigene Darstellung
Wichtig ist hierbei, dass die Planung auf zwei identen parallelen Maschinen erfolgt.
M1 und M3 haben die Rüstgruppe RG1
M2, M4 und M5 haben die Rüstgruppe RG2
Ist die darauffolgende Rüstgruppe dieselbe, so beträgt die Rüstzeit eine Stunde.
Ist die darauffolgende Rüstgruppe eine andere, so beträgt die Rüstzeit zwei Stunden.
Daraus folgt folgende Rüstmatrix:
Rüstmatrix (in Stunden)
M1 M2 M3 M4 M5
M1 1 2 1 2 2
M2 2 1 2 1 1
M3 1 2 1 2 2
M4 2 1 2 1 1
M5 2 1 2 1 1 Tabelle 11 Bsp. Zwei-Maschinen-Problem Rüstmatrix
Eigene Darstellung
Die Heuristik würde nun folgende Rüstreihenfolge bestimmen, wodurch die Rüstzeit in
Summe fünf Stunden beträgt.
Maschine Reihenfolge der Heuristik Rüstzeit
Masch1 M1, M4 2
Masch2 M2, M5, M3 1+2
Tabelle 12 Bsp. Zwei-Maschinen-Problem Rüstreihenfolge Heuristik
Eigene Darstellung

Rüstzeitoptimierung
51
Abbildung 29 Bsp. Zwei-Maschinen-Problem Plantafel Heuristik
Eigene Darstellung
Wird die Reihenfolge zwischen M3 und M4 vertauscht, ergibt sich eine Rüstzeit in
Summe von drei Stunden.
Maschine Reihenfolge der Heuristik Rüstzeit
Masch1 M1, M3 1
Masch2 M2, M5, M4 1+1
Tabelle 13 Beispiel Zwei-Maschinen-Problem optimierte Rüstreihenfolge
Eigene Darstellung
Abbildung 30 Bsp. Zwei-Maschinen-Problem Plantafel optimierte Rüstreihenfolge
Eigene Darstellung
Wie aus den beiden Beispielen ersichtlich, besteht die Möglichkeit, durch einfachen Aus-
tausch einzelner oder mehrerer Aufträge die Rüstzeiten zu reduzieren.
6.2 Programm
In diesem Kapitel wird auf einige Besonderheiten des Programms Bezug genommen, je-
doch nicht jeder Abschnitt im Detail beschrieben, da ein Großteil des Programms sich
mit dem Lesen der Daten befasst. Ziel des Programms ist es, wie im vorigen Abschnitt
6.1 beschrieben, den Austausch einzelner Reihenfolgen durchzuführen, um die Rüstzeit,
unter Berücksichtigung und Überprüfung der Machbarkeit, zu reduzieren. Dabei kann die
Reihenfolge der Aufträge der Maschine oder die Maschine, auf der das Material produ-
ziert werden soll, verändert werden. Das bereits geplante FHM wird bei dem Austausch
stets beibehalten.
Grundsätzlich lässt sich das Programm in vier Bereiche einteilen:
• Beschaffung der Daten
• Zusammenfassen der Daten
• Ermittlung möglicher Verbesserungen
• Änderung der Reihenfolge der Aufträge
Rüstzeit
Ressourcen
/ Zeit
I0 1 2 3 4 5 6 7 8 9 10 11 12
Maschine 1
Maschine 2
M 1 Rüstzeit M4
M2 M5 Rüstzeit M3
M3Rüstzeit
Rüstzeit M5 Rüstzeit
Maschine 1 M 1
M4Maschine 2 M2
11 12Ressourcen
/ Zeit
I0 1 2 3 4 5 6 7 8 9 10

Rüstzeitoptimierung
52
6.2.1 Beschaffung der Daten
Die Daten können im Programm über zwei Wege erhoben werden, einerseits über einen
Webcall und anderseits über ein Textfile. In dieser Arbeit wird nur auf die Variante mit-
tels Textfiles eingegangen. Um die Datenübermittlung zwischen SAP Abap und Python
zu ermöglichen, wurde ein einheitliches Datenformat benötigt. Aus technischen Gründen
wurde das XML-Format gewählt, welches Daten hierarchisch strukturiert darstellt.79
Die Daten werden mittels dem Python Modul xmltodict80 von XML zu einem Dictionary
umgewandelt und mittels der Methode get_data in verschiedene Kategorien wie Aufträge,
Rüstkombinationen, Bedarfe und Ressourcenplantafel getrennt.
Abbildung 31 Beschaffung der Daten
Eigene Darstellung
6.2.2 Zusammenfassen der Daten
Um die Daten weiter verarbeiten zu können und um die Laufzeit zu reduzieren, wurden
diese restrukturiert und in verschiedene Bereiche getrennt.
Abbildung 32 Restrukturierung der Daten
Eigene Darstellung
Um die Daten verständlicher darzustellen und zu visualisieren, wurde die Bibliotheken
Pandas81 und Numpy82 verwendet.
79 https://www.w3.org/TR/REC-xml/
80 http://omz-software.com/pythonista/docs/ios/xmltodict.html
81 https://pandas.pydata.org/
82 https://numpy.org/

Rüstzeitoptimierung
53
Diese Bibliotheken ermöglichen die Darstellung der Setup Matrix (wie in Abbildung 34
ersichtlich) und der einfacheren Zugänglichkeit von Daten in Form von Matrizen.
Abbildung 33 Setup Matrix
Eigene Darstellung
Mithilfe der Setup Matrix kann die Rüstdauer des Auftrages, in Abhängigkeit des Vor-
gängers, ermittelt werden. Wie in den präsentierten Beispielen in Abschnitt 3.2.2, sind
auch hier die einzelnen Materialien Rüstgruppen zugeteilt. Alternativ zur hier gewählten
Darstellung der Setup Matrix bezogen auf Rüstgruppen, ist auch eine Darstellung der
Setup Matrix auf Materialien möglich. Aufgrund der geringeren Übersichtlichkeit bei ei-
ner Vielzahl von Materialien, bietet sich hier die Abbildung bezogen auf Rüstgruppen an.
In diesem Beispiel sind die Rüstgruppen PPDS_SG1, PPDS_SG2 und * (* steht für alle
anderen Rüstgruppen). Wenn z.B. PPDS_SG1 nach PPDS_SG2 gerüstet wird, dauert das
7.200 Sekunden bzw. zwei Stunden.
Die Setup Matrix wurde mittels der Methode get_setup_matrix ermittelt:
Abbildung 34 Ermittlung der Rüstmatrix
Eigene Darstellung
Die Methode get_setup_sequence (siehe Abbildung 37) bündelt die Aufträge, die nach-
einander folgen und dieselbe Rüstgruppe haben. Die Aufträge können gebündelt werden,
da diese bereits die ideale Rüstreihenfolge besitzen und deshalb gesamtheitlich betrachtet
werden können. Damit wurde ermittelt, welche Rüstgruppen vor der Gruppe und nach
der Gruppe folgen.
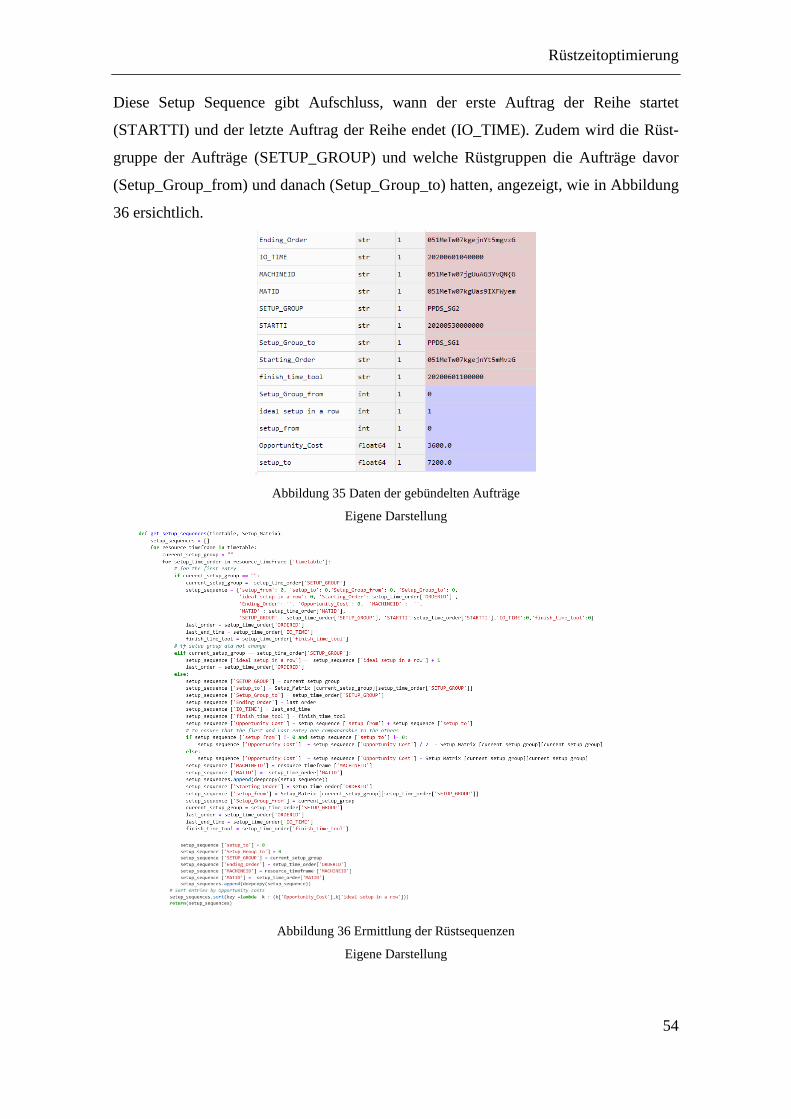
Rüstzeitoptimierung
54
Diese Setup Sequence gibt Aufschluss, wann der erste Auftrag der Reihe startet
(STARTTI) und der letzte Auftrag der Reihe endet (IO_TIME). Zudem wird die Rüst-
gruppe der Aufträge (SETUP_GROUP) und welche Rüstgruppen die Aufträge davor
(Setup_Group_from) und danach (Setup_Group_to) hatten, angezeigt, wie in Abbildung
36 ersichtlich.
Abbildung 35 Daten der gebündelten Aufträge
Eigene Darstellung
Abbildung 36 Ermittlung der Rüstsequenzen
Eigene Darstellung

Rüstzeitoptimierung
55
In der Methode get_setup_sequence werden auch Opportunitätskosten (Opportu-
nity_Cost) ermittelt. Diese sind notwendig, um sämtliche Aufträge miteinander verglei-
chen zu können.
Für die genauere Berechnung folgt nun ein Beispiel mit einem Ein-Maschinen-Problem:
Material Bedarfe Produktionszeit in
Stunden
M1 100 4
M2 75 3
M3 25 1
Tabelle 14 Bsp. Opportunitätskosten Bedarfe
Eigene Darstellung
Folgende Rüstmatrix ist gegeben:
Rüstmatrix (in Stunden)
M1 M2 M3
M1 1 2 1
M2 2 1 3
M3 1 3 1 Tabelle 15 Bsp. Opportunitätskosten Rüstmatrix
Reihenfolge der Heuristik
M1, M2, M3 Tabelle 16 Bsp. Opportunitätskosten Rüstreihenfolge
Eigene Darstellung
Abbildung 37 Bsp. Opportunitätskosten Plantafel
Eigene Darstellung
Um nun die Opportunitätskosten zu berechnen, geht das Programm wie folgt vor:
𝑟 Rüstzeit
𝑟𝑑𝑎𝑛𝑐ℎ Rüstzeit danach
𝑟𝑖𝑑𝑒𝑎𝑙 ideale Rüstzeit
𝑐𝑜𝑠𝑡𝑜𝑝Opportunitätskosten
𝒇𝒐𝒓 𝐴𝑢𝑓𝑡𝑟𝑎𝑔𝑔𝑟𝑢𝑝𝑝𝑖𝑒𝑟𝑡 𝒊𝒏 𝐴𝑢𝑓𝑡𝑟ä𝑔𝑒𝑔𝑟𝑢𝑝𝑝𝑖𝑒𝑟𝑡:
𝒊𝒇 𝑟 = 0 𝒐𝒓 𝑟𝑑𝑎𝑛𝑎𝑐ℎ = 0 𝒕𝒉𝒆𝒏
𝑐𝑜𝑠𝑡𝑜𝑝 = 𝑟 + 𝑟𝑑𝑎𝑛𝑐ℎ − 𝑟𝑖𝑑𝑒𝑎𝑙
𝒆𝒍𝒔𝒆
𝑐𝑜𝑠𝑡𝑜𝑝 = (𝑟 + 𝑟𝑑𝑎𝑛𝑐ℎ)/2 − 𝑟𝑖𝑑𝑒𝑎𝑙
Maschine 1 M3M 1 Rüstzeit M2 Rüstzeit
8 9 10 11 12Ressourcen
/ Zeit
I0 1 2 3 4 5 6 7

Rüstzeitoptimierung
56
Die Methode get_setup_sequence ermittelt Folgendes:
Gruppierte
Aufträge Material
Rüstzeit
Auftrag (in Stunden)
Rüstzeit Folgeauf-
trag (in Stunden)
Opportunitätskosten
(in Stunden)
A1 M1 0 2 1
A2 M2 2 3 1,5
A3 M3 3 0 2 Tabelle 17 Bsp. Opportunitätskosten Ergebnis
Eigene Darstellung
6.2.3 Ermittlung möglicher Verbesserungen
Nach dem Zusammenfassen der Daten werden die gruppierten Aufträge nach der Höhe
der Opportunitätskosten sortiert und es wird nach alternativen Reihenfolgen gesucht.
In der Methode get_better_combination werden zuerst Kombinationen ermittelt, die
durch diverse Rüstreihenfolgen zu geringeren Opportunitätskosten führen. Bezogen auf
Abbildung 39, steht die Zeile für die Rüstgruppe vor dem Auftrag und die Spalte für die
Rüstgruppe nach dem Auftrag.
Abbildung 38 Verbesserungsmatrix
Eigene Darstellung
0 Bedeutet eine ideale Rüstzeit.
> 0 Ist jener Betrag, um die sich die Opportunitätskosten reduzieren.
nan Die Opportunitätskosten erhöhen sich bei dieser Reihenfolge oder bleiben unver-
ändert.
Die Methode get_new_sequence versucht nun die möglichen Varianten durchzugehen
und überprüft mit den Methoden possible_check_dataframe und possible_check_dict, ob
diese Rüstgruppenreihenfolgen in den Auftragsreihenfolgen existieren. Wenn dies der
Fall ist, wird mittels der Methode get_plausible_sequence ein Vorschlag erstellt, wie eine
mögliche Verbesserung aussehen könnte, siehe Abbildung 40. Diese enthält Informatio-
nen, welche Aufträge wohin verschoben werden sollen.

Rüstzeitoptimierung
57
Abbildung 39 Daten einer plausiblen Sequenz
Eigene Darstellung
Der Vorschlag wird mittels der Methode plausibility_check überprüft, dabei wird kon-
trolliert, ob das Entfernen des Auftrags zu einer erhöhten Rüstzeit des Folgeauftrags führt
und dadurch die Verschlechterung gegenüber der Verbesserung überwiegt.
6.2.4 Änderung der Reihenfolge der Aufträge
Besteht der Vorschlag des Plausibilitätschecks, so wird der Auftrag mit der Methode re-
move_and_readjust von der Maschinenbelegungsplanung der Maschine und vom FHM
entfernt. Nach der Entfernung werden die Zeiten der nachfolgenden Aufträge angepasst.
Falls dies nicht möglich ist, da sich zum Beispiel durch das Readjustieren die Belegungs-
zeiten überschneiden, wird die Zeitanpassung verworfen.
Die Methode remove_and_readjust geht in folgenden Schritten vor:
Folgende Zeitplanung sei gegeben:
Abbildung 40 Bsp. Entfernung eines Auftrages Plantafel
Eigene Darstellung
Rüstzeit A6
Rüstzeit A6Fhm 1 A 1 Rüstzeit A4
Fhm 2 A2 A5 Rüstzeit A3Rüstzeit
Maschine 1 A 1 Rüstzeit A4
Maschine 2 A2 A5 Rüstzeit A3Rüstzeit
8 9 10 11 12Ressourcen
/ Zeit
I0 1 2 3 4 5 6 7

Rüstzeitoptimierung
58
Nach Ermittlung des möglichen Verbesserungsvorschlages soll nun A4 von Maschine 1
entfernt werden.
Schritt 1:
A4 und die dazugehörige Rüstzeit entfernen.
Abbildung 41 Bsp. Entfernung eines Auftrages Schritt 1
Eigene Darstellung
Schritt 2:
Ermitteln der nachfolgenden Aufträge.
Abbildung 42 Bsp. Entfernung eines Auftrages Schritt 2
Eigene Darstellung
Schritt 3:
Ermittelte Aufträge bis zum Startzeitpunkt der entfernten Aufträge, falls möglich, verset-
zen und die Rüstzeit des ersten zu versetzenden Auftrags anpassen.
Abbildung 43 Bsp. Entfernung eines Auftrages Schritt 3
Eigene Darstellung
Nach erfolgreicher Ausführung der Methode remove_and_readjust werden nun mithilfe
der Methode add_and_readjust die alten Aufträge der neuen Maschinenbelegungsplanung
der Maschine und vom FHM verschoben, danach werden die neuen Aufträge eingefügt.
Sollte eine Verschiebung oder Einfügung aufgrund von Überschneidungen in der Planung
nicht möglich sein, so wird der Vorschlag verworfen und die weitere Anpassung abge-
brochen.
Fhm 1 A 1 Rüstzeit A6
Fhm 2 A2 A5 Rüstzeit A3Rüstzeit
Maschine 1 A 1 Rüstzeit A6
Maschine 2 A2 A5 Rüstzeit A3Rüstzeit
Ressourcen
/ Zeit
I0 1 2 3 4 5 6 7 8 9 10 11 12
Rüstzeit
Rüstzeit A6
Fhm 2 A2 A5 Rüstzeit A3
Maschine 2 A2 A5 Rüstzeit A3
Fhm 1 A 1
Rüstzeit
Maschine 1 A 1 Rüstzeit A6
Ressourcen
/ Zeit
I0 1 2 3 4 5 6 7 8 9 10 11 12
Rüstzeit
Rüstzeit
Rüstzeit
RüstzeitFhm 1 A 1 A6
Fhm 2 A2 A5 Rüstzeit A3
Maschine 1 A 1 A6
Maschine 2 A2 A5 Rüstzeit A3
8 9 10 11 12Ressourcen
/ Zeit
I0 1 2 3 4 5 6 7

Rüstzeitoptimierung
59
Die Methode add_and_readjust geht in folgenden Schritten vor:
Dies ist eine Fortführung des Beispiels.
Nun soll A4 nach A5 eingefügt werden.
Schritt 1: Ermittlung der Differenz zwischen alter und neuer Rüstzeit des Auftrags A4
Rüstmatrix (Rüstzeit in Stunden)
A1 A2 A3 A4 A5 A6
A1 1 2 1 2 2 1
A2 2 1 2 1 1 2
A3 1 2 0,5 1 2 0,5
A4 2 1 1 1 1 2
A5 2 1 2 1 1 2
A6 1 2 0,5 2 2 1 Tabelle 18 Bsp. hinzufügen von Aufträgen Schritt 1
Eigene Darstellung
Rüstzeit Differenz = Rüstzeitmatrix [A1] [A4] - Rüstzeitmatrix [A5] [A4]
Rüstzeit Differenz = 2 -1
Schritt 2: Ermittlung der zu versetzenden Aufträge
Abbildung 44 Bsp. hinzufügen von Aufträgen Schritt 2
Eigene Darstellung
Schritt 3: Versetzen der ermittelten Aufträge und Anpassung der Rüstzeit des ersten er-
mittelten Auftrags
Abbildung 45 Bsp. hinzufügen von Aufträgen Schritt 3
Eigene Darstellung
Schritt 4: Auftrag A4 mit angepasster Rüstzeit nach Auftrag A5 einfügen
Abbildung 46 Bsp. hinzufügen von Aufträgen Schritt 4
Eigene Darstellung
Fhm 1 A 1 Rüstzeit A6
Fhm 2 A2 Rüstzeit A5 Rüstzeit A3
Maschine 1 A 1 Rüstzeit A6
Maschine 2 A2 Rüstzeit A5 Rüstzeit A3
8 9 10 11 12Ressourcen
/ Zeit
I0 1 2 3 4 5 6 7
A3
Rüstzeit
Rüstzeit
8 9 10 11 12
Fhm 2 A2 Rüstzeit A5
Maschine 2
Fhm 1
A2 Rüstzeit A5 A3
A 1 Rüstzeit A6
Rüstzeit A6A 1
Ressourcen
/ Zeit
I0 1 2 3 4 5 6 7
Maschine 1
Fhm 2 A2 Rüstzeit A5 Rüstzeit A3
Rüstzeit
Rüstzeit A4
A4
Maschine 2 A2 Rüstzeit A5 Rüstzeit A3
Fhm 1 A 1 Rüstzeit A6
Maschine 1 A 1 Rüstzeit A6
Ressourcen
/ Zeit
I0 1 2 3 4 5 6 7 8 9 10 11 12
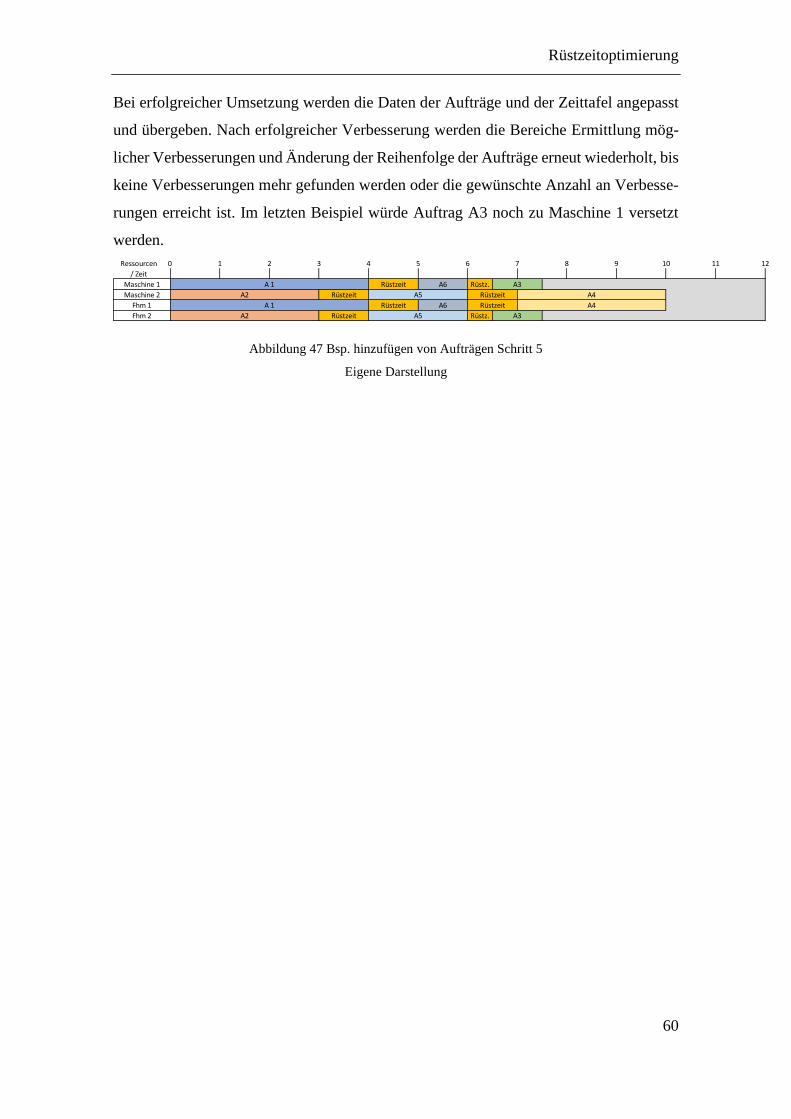
Rüstzeitoptimierung
60
Bei erfolgreicher Umsetzung werden die Daten der Aufträge und der Zeittafel angepasst
und übergeben. Nach erfolgreicher Verbesserung werden die Bereiche Ermittlung mög-
licher Verbesserungen und Änderung der Reihenfolge der Aufträge erneut wiederholt, bis
keine Verbesserungen mehr gefunden werden oder die gewünschte Anzahl an Verbesse-
rungen erreicht ist. Im letzten Beispiel würde Auftrag A3 noch zu Maschine 1 versetzt
werden.
Abbildung 47 Bsp. hinzufügen von Aufträgen Schritt 5
Eigene Darstellung
Rüstz.
Rüstz.
A3
Fhm 1 A 1 Rüstzeit A6 Rüstzeit A4
Fhm 2 A2 Rüstzeit A5 A3
Maschine 1 A 1 Rüstzeit A6
Maschine 2 A2 Rüstzeit A5 Rüstzeit A4
8 9 10 11 12Ressourcen
/ Zeit
I0 1 2 3 4 5 6 7

Rüstzeitoptimierung
61
6.2.5 Testläufe
Im Test wurden unterschiedliche Bedarfssituationen simuliert. Insgesamt gab es zwölf
Testinstanzen, die ersten zwei waren konkrete Beispiele, um die Funktionalität des für
die Masterarbeit erarbeitenden Programms zu testen. Die anderen waren zufällig ausge-
wählte Szenarien, wobei sich die Tests in der Höhe der Bedarfe, der Anzahl der zu pla-
nenden Ressourcen und des Planungshorizontes unterschieden. Das Programm konnte
nicht in jeder Testinstanz ein rüstzeitoptimiertes Schedule finden. Dies war jedoch zu
erwarten, da die Heuristik nur in Sonderfällen eine nicht rüstoptimale Reihenfolge vor-
schlagen sollte, dennoch wurde bei der Hälfte der Testinstanzen zumindest die Reihen-
folge eines Auftrags vertauscht, um so die Rüstzeit zu reduzieren. Über die tatsächliche
Rüstzeitreduktion gesamt wird hier keine Aussage getroffen, da diese in der Realität stark
variieren kann, hierbei kann es sich um einzelne Stunden bis hin zu Tagen handeln. In der
folgenden Tabelle 18 werden die Ergebnisse im Detail beschrieben.
Testinstanz Planungshorizont in
Monaten
Anzahl der
Aufträge
Anzahl der
Ressourcen
Anzahl der
vertauschten
Aufträge
1 1 3 2 1
2 1 5 4 2
3 2 10 4 1
4 2 10 4 1
5 3 13 4 0
6 3 19 4 0
7 3 20 6 0
8 5 18 4 0
9 5 9 4 1
10 5 12 4 1
11 5 10 4 0
12 5 39 4 0
Tabelle 19 Testergebnis
Eigene Darstellung

Résumé
62
7 Résumé
Wie sich durch diese Masterarbeit herausstellte, finden die in der Theorie etablierten Mo-
delle Anwendung in der Praxis. Das bedeutet z.B., dass die Produktionsprogrammpla-
nung zur Sicherstellung der Verfügbarkeit aller Komponenten zum benötigten Zeitpunkt
dient, um die Herstellung eines Produkts zu gewährleisten. Ein weiteres Beispiel stellt die
Ablaufplanung dar, die es ermöglicht eine effiziente Zuordnung von knappen Ressourcen
zu gewährleisten, um so in der Realität die Ziele in der Produktion bestmöglich zu erfül-
len. Im besonderen Fall gilt es Problemstellungen zu definieren, um auf die Besonderhei-
ten einzelner Fertigungen einzugehen. Hierbei werden zur Lösung eigens konzipierte
Heuristiken hinzugezogen, mit Einbezug auf die bereits vorhandenen Produktionspla-
nungs-Modelle.
Die vorgestellte Heuristik könnte mit geringer Adaption nicht nur in der Kunststoffher-
stellung genutzt werden, sondern auch in anderen Bereichen, wie z.B. in der Holzferti-
gung oder der Metallverarbeitung, jedoch müsste sie dazu in Bezug auf gewisse Beson-
derheiten der jeweiligen Industrie angepasst werden. Wie in der Arbeit festgestellt wurde,
gibt es noch Optimierungsmöglichkeiten, wie z.B. bei der Rüstzeit (Rüstzeitoptimierung).
Dabei kann durch Vertauschen der Aufträge die Gesamtdauer der Herstellung verringert
werden. Es sollte sich hierbei aber immer die Frage gestellt werden, welche Ziele die
Heuristik verfolgt, besonders in Bezug auf konkurrierende Ziele.
7.1 Kritische Betrachtung
Eine Besonderheit der Heuristik ist die Berechnung der Losgröße. Bei der Berechnung
wird hauptsächlich auf einen Faktor eingegangen, das FHM, dabei werden aber andere
Einflussfaktoren, wie losgrößenfixe Kosten und Lagerhaltungskosten außer Acht gelas-
sen. Dies führt dazu, dass die Losgrößen zu hoch angesetzt werden und Flexibilität im
Unternehmen verloren geht.
Die vorgestellte Heuristik ist im Vergleich zu anderen Planungsprogrammen sehr kom-
plex und bedarf ein hohes Verständnis der konzipierten Lösung. Personen, die in der Pra-
xis damit arbeiten, können meist das Resultat nicht nachvollziehen, was eine manuelle
Umplanung deutlich erschwert. Das kann besonders bei unerwarteter Situation, wie eines
temporären Maschinenausfalls, zu Schwierigkeiten in der Planung führen.

Résumé
63
Das für die Masterarbeit erstellte Programm bündelt Aufträge mit derselben Rüstgruppe
und betrachtet diese als einen Auftrag, um die Laufzeit zu verbessern. Diese schränkt
jedoch die Lösungsmöglichkeiten ein, was zu einer Verschlechterung des Ergebnisses
führen kann.
Das im Zuge der Masterarbeit entwickelte Programm versucht die Resultate hinsichtlich
ihrer Rüstzeit zu optimieren, würde dies jedoch im Ablauf der Heuristik selbst passieren,
könnte dies die Laufzeit deutlich verkürzen, da dadurch Informationen nicht mehrmals
ermittelt werden müssen. Um dies zu erreichen müsste der gesamte Ablauf der Heuristik
angepasst werden.
7.2 Weiterführende Forschung
Für die Erstellung von Produktionsplänen werden in der Regel von Unternehmen geführte
Sonn-und-Feiertagsaufzeichnungen, Schichtpläne und Fabrikskalender benötigt. Diese
werden zum derzeitigen Zeitpunkt, jedoch nicht bei dem für die Masterarbeit entwickel-
ten Programm, miteinbezogen. Sollte dies in der Praxis zum Einsatz kommen, müsste das
Programm erweitert werden.
Der Grund, für Rüstzeitineffizienzen, wie in Abschnitt 6.1 beschrieben, resultiert aus der
Reihenfolge der abzuarbeitenden Aufträge. Die darauffolgenden Aufträge sind zu diesem
Zeitpunkt dem Programm nicht bekannt. Eine Möglichkeit die Heuristik weiterzuentwi-
ckeln ist es, zuerst mehrere Aufträge zu ermitteln und nach der Ermittlung abzuwägen,
welche Aufträge zu welchem Zeitpunkt eingeplant werden sollen. Dies würde jedoch die
Laufzeit erhöhen.
In dieser Arbeit wurde mittels des Programms eine Möglichkeit beschrieben, wie die
Rüstzeit durch den Austausch von Aufträgen optimiert wird. Dies ist aber im Vergleich
zur Produktionszeit nur ein kleiner Anteil der Gesamtzeit, weshalb es durchaus großes
Forschungspotential im Bereich der Optimierung der Durchlaufzeit gibt.
Die beschriebene Problemstellung könnte in Form eines ILP-Modells zur Bestimmung
einer exakten, optimalen Lösung formuliert werden, wodurch auch die Qualität der Lö-
sung, der Heuristik, damit verglichen werden kann.

Literaturverzeichnis
64
8 Literaturverzeichnis
Acker, I. J., & Kleine, A. (2011). Methoden zur mehrstufigen Ablaufplanung in der Halb-
leiterindustrie. Gabler.
Allahverdi, A., Gupta, J. N., & Aldowaisan, T. (1999). A review of scheduling research
involving setup considerations. Omega, 27(2), S.219-239.
Bonnet, M. (2014). Kunststofftechnik. Wiesbaden: Springer Fachmedien Wiesbaden.
Brucker, P. (1981). Scheduling. Akad. Verlag-Ges.
Conway, R. W., Maxwell, W. L., & Miller, L. W. (1971). Theory of scheduling. Addison-
Wesley, Reading, Mass.
M. Eisenberg, Two queues with changeover times, Oper Res. (2), 19, S 386-401.
Dempster, M. A. H. (1982). A stochastic approach to hierarchical planning and sched-
uling. In Deterministic and stochastic scheduling. Springer, Dordrecht, S. 271-296.
Dickersbach, J. and Keller, G. (2014). Produktionsplanung und -steuerung mit SAP ERP.
4th ed. Bonn: Galileo Press, S.267.
Domschke, W., Scholl, A., & Voß, S. (1993). Produktionsplanung. Springer Verlag. Ber-
lin ua.
Domschke, W., Drexl, A., Klein, R., & Scholl, A. (2015). Einführung in operations rese-
arch. Springer-Verlag.
Eversheim W. (2002) Arbeitssteuerung. In: Organisation in der Produktionstechnik 3.
VDI-Buch. Springer, Berlin, Heidelberg.
Fandel, G., Fistek, A. and Stutz, S. (2011). Produktionsmanagement. Berlin: Springer.

Literaturverzeichnis
65
Frühwald, C. (1990). Analyse und Planung produktionstechnischer Rüstabläufe. VDI-
Verlag.
Glaser, H. (2013). PPS Produktionsplanung und-steuerung: Grundlagen-Konzepte-An-
wendungen. Springer-Verlag, S 129-131.
Gonzalez, T., & Sahni, S. (1976). Open shop scheduling to minimize finish time. Journal
of the ACM (JACM), 23(4), 665-679.
Graham, R. L., Lawler, E. L., Lenstra, J. K., & Kan, A. R. (1979). Optimization and
approximation in deterministic sequencing and scheduling: a survey. In Annals of
discrete mathematics (Vol. 5, S. 287-326).
Hackstein R (1989) Produktionsplanung und -steuerung - Ein Handbuch für die
Betriebspraxis, 2. Aufl. VDI, Düsseldorf
Herrmann, J. (2010). Supply chain scheduling. Gabler, S. 66.
Jahnke, H., & Biskup, D. (1999). Planung und Steuerung der Produktion. Verlag Mo-
derne Industrie.
Jaehn, F., & Pesch, E. (2019). Ablaufplanung. Springer Berlin Heidelberg.
Lin, S. W., Chou, S. Y., & Ying, K. C. (2007). A sequential exchange approach for min-
imizing earliness–tardiness penalties of single-machine scheduling with a common due
date. European Journal of Operational Research, 177(2), 1294-1301
Lödding, H. and Rossi, R. (2016). Verfahren der Fertigungssteuerung. 3rd ed. Berlin:
Springer.
Muth, J. F., Thompson, G. L., & Winters, P. R. (Eds.). (1963). Industrial scheduling.
Prentice-Hall.

Literaturverzeichnis
66
Nebl, T. (2011). Produktionswirtschaft. 7., vollst. überarb. und erw. Auflage, Oldenburg
Wissenschaftsverlag, München.
Nyhuis, P. (1991). Durchlauforientierte Losgrößenbestimmung. VDI-Verlag.
Pinedo, M. (2016). Scheduling: Theory, Algorithms, and Systems. Springer.
Sauer, J. (1997). Ablaufplanung (Scheduling). KI-Künstliche Intelligenz 2, 97, S. 13.
Schuh G., Gierth A. (2006) Aachener PPS-Modell. In: Schuh G. (eds) Produktionspla-
nung und -steuerung. VDI-Buch. Springer, Berlin, Heidelberg.
Schuh, G. and Stich, V. (2012). Produktionsplanung und -steuerung 1. 4th ed. Wiesba-
den: Springer Vieweg.
Schönsleben, P. (2020). Integrales Logistikmanagement: operations und supply chain
management innerhalb des Unternehmens und unternehmensübergreifend. Springer Vie-
weg. in Springer Fachmedien Wiesbaden GmbH.
Scheer, A. W. (2013). Wirtschaftsinformatik: Informationssysteme im Industriebetrieb.
4th ed. Springer-Verlag, Berlin Heidelberg.
Seelbach, H. ua (1975): Ablaufplanung. Würzburg, Wien.
Skolaut, W. (2018). Maschinenbau. 2nd ed. Heidelberg: Springer-Verlag, S.1011-1012.
Vollmann, T. E., Berry, W. L., & Whybark, D. C. (1997). Manufacturing planning and
control systems. Irwin, Boston.
Vallada, E., & Ruiz, R. (2011). A genetic algorithm for the unrelated parallel machine
scheduling problem with sequence dependent setup times. European Journal of Opera-
tional Research, 211(3), S.612-622.

Literaturverzeichnis
67
Vahrenkamp, R. (2008). Produktionsmanagement. Oldenbourg Verlag, S198.
Ying, K. C., & Lin, S. W. (2012). Unrelated parallel machine scheduling with sequence-
and machine-dependent setup times and due date constraints. International Journal of
Innovative Computing, Information and Control, 8(5), 3279-3297.
Werners, B. (2013). Grundlagen des Operations Research: Mit Aufgaben und Lösungen.
Springer-Verlag.
Wiendahl H-P (2010) Betriebsorganisation für Ingenieure, 7. aktual. Aufl. Carl
Hanser, München Wien
Woolsey, R. E. D. (1990). Production scheduling quick and dirty methods for parallel
machines. Production and Inventory Management Journal, 31(3), S 84.

Anhang
68
9 Anhang

Anhang
69

Anhang
70

Anhang
71

Anhang
72
Anhang
73

Anhang
74

Anhang
75

Anhang
76





























