Embed Size (px)
Citation preview
PD Dr.-Ing. habil. Annette Schwill-Miedaner
Verfahrenstechnikim Brauprozess

Impressum
© 2011 Fachverlag Hans Carl GmbH, NürnbergAlle Rechte vorbehalten
Das Werk ist einschließlich aller seiner Teile urheberrechtlich geschützt.Jede Verwertung außerhalb der engen Grenzen des Urheber rechts geset -zes ist ohne Zustimmung des Verlages unzu lässig und strafbar. Das giltinsbesondere für Ver viel fäl tigun gen, Übersetzungen, Mikro verfilmungenund die Ein spei cherung in elektronische Systeme.
Titelbild: Christina Schönberger (nach einer Vorlage der Krones AG)Covergestaltung: Echtzeit Medien, Tennenlohe DruckereiLayout und Satz: Verlagsservice Rohner, TegernheimISBN 978-3-418-00908-7
Bibliografische Information der Deutschen NationalbibliothekDie Deutsche Nationalbibliothek verzeichnet diese Publikation in derDeutschen Nationalbibliografie; detaillierte bibliografische Daten sindim Internet über http://dnb.ddb.de abrufbar.
HaftungsausschlussAlle Angaben in diesem Buch wurden von den Autoren nach bes temWissen erstellt und gemeinsam mit dem Verlag mit größtmög licher Sorg -falt überprüft. Dennoch lassen sich (im Sinne des Pro dukt haftungsrechts)inhaltliche Fehler nicht voll ständig aus schließen. Die Angaben verstehensich daher ohne jegliche Ver pflich tung oder Garantie seitens der Autorenoder des Verlages. Autoren und Verlag schließen jegliche Haf tung füretwaige inhalt liche Un stim mig keiten sowie für Per so nen-, Sach- undVer mö gens schäden aus.
Vorwort
Vorwort
Das vorliegende Buch stellt eine deutlich erweiterte Fassung meiner Vor -lesung „Verfahrenstechnik im Brauprozess“ dar, die ich seit 2000 für dengroßen Studiengang Brauwesen der Technischen Universität München inWeihenstephan anbiete.Das Buch wendet sich gleichermaßen an die Studierenden des Brauwesenswie an die Praktiker in Brauereien und Zulieferindustrie. Das Buch verstehtsich nicht als fundamentales Lehrbuch der Verfahrenstechnik.Es soll den Studenten die Zusammenhänge zwischen den einzelnen Pro -zess schritten bei der Bierbereitung, den technologischen und gegebenen-falls wirtschaftlichen Zwängen und den dazugehörigen und beeinflusstenverfahrenstechnischen Grundoperationen aufzeigen. Die Optimierung derQualität des Endprodukts Bier steht dabei stets im Vordergrund.Dem Praktiker soll das Buch als kompaktes Nachschlagewerk dienen.Bei der Bearbeitung der einzelnen Produktionsabschnitte der Bierbereitungsind viele Ergebnisse aus Arbeiten über verfahrenstechnische Aspekte desBrauprozesses und der Brauereitechnologie eingeflossen, die am Lehrstuhlfür Verfahrenstechnik disperser Systeme (früher Lehrstuhl für Maschinen-und Apparatekunde) im Rahmen von Diplom-, Doktor- und sonstigenForschungsarbeiten erzielt wurden.Herrn Univ.-Prof. Dr.-Ing. Karl Sommer danke ich für die Unterstützung inverfahrenstechnischen Fragen. Herrn Dr.-Ing. Kurt Stippler und Herrn Prof.Dr.-Ing. Heinz Miedaner möchte ich für die Diskus sionsbereitschaft im tech-nisch-technologischen Bereich danken.
Sonthofen, im September 2011
Vorwort 3
Einleitung 7
1 Zerkleinern – Schroten 81.1 Allgemeines 81.2 Bruchmechanische Grundlagen 81.3 Einteilung der Zerkleinerungsprozesse und Beanspruchungsarten 121.4 Zerkleinerungsmaschinen 141.4.1 Trockenzerkleinerung 141.4.2 Nasszerkleinerung 181.5 Charakterisierung des zerkleinerten Produkts 221.5.1 Partikelgrößenverteilung 241.5.2 Kontrolle der Zerkleinerung (Analysenmethoden) 251.6 Zerkleinerung des Malzes 271.6.1 Aufgaben 271.6.2 Malzlösung 281.7 Praktische Anwendung von selektiven Zerkleinerungstechniken 321.7.1 Einfluss des Spelzeneintrags auf den Brauprozess 321.7.2 Einfluss des Blattkeims auf den Brauprozess 32
2 Maischen 352.1 Kennzeichnung der Stoffsysteme 352.2 Verfahrenstechnische Ziele des Maischens 352.2.1 Wärmeübertragung 352.2.2 Stoffübertragung 402.3 Ausführung von Maischgefäßen 422.4 Prozessparameter – Bierqualität 442.5 Reaktionskinetik 472.5.1 Grundlagen 472.5.2 Untersuchungen zur Zeitoptimierung von Maischverfahren 49
3 Rühren 603.1 Sedimentation im Schwerefeld 603.2 Rührertypen 613.3 Rührerleistung 643.4 Turbulenz und mechanische Beanspruchung 653.4.1 Theorie 653.4.2 Betrachtungen zur mechanischen Belastung der Maische 673.5 Rheologie 723.5.1 Theorie 723.5.2 Viskositätsbestimmung in der Maische 75
4 Dispergiermaschinen im Maischprozess 78
5 Kontinuierliches Maischen 815.1 Theoretische Grundlagen 815.2 Ermittlung der Verweilzeitspektren einer 2-stufigen Rührkesselkaskade 835.3 Kontinuierlicher Maischversuch 85
6 Abläutern 886.1 Theoretische Grundlagen 88
Inhaltsverzeichnis
6.1.1 Sedimentation im Schwerefeld 896.1.2 Filtration 906.1.3 Stofftransport 916.2 Der Läuterbottich 916.3 Untersuchungen zur Durchlässigkeit von Treberschichten in Läuterbottichen 956.4 Der Maischefilter 986.5 Alternative Trennsysteme 1006.5.1 Kontinuierliches Abläutern mit Dekanter 1006.5.2 Dynamische Membranfiltration 103
7 Würzekochung 1057.1 Ausdampfverhalten von Aromastoffen bei der Würzekochung 1067.1.1 Atmosphärische Kochung 1077.1.2 Entspannungsverdampfung 1077.1.3 Verdunstung 1087.2 Wärmeübertragung 1087.2.1 Dampfseitiger Wärmeübergang 1097.2.2 Produktseitiger Wärmeübergang 1117.3 Heißhalten der Würze 1127.3.1 Thermische Belastung – Thiobarbitursäurezahl (TBZ) 1127.3.2 Eiweißauscheidung – koagulierbarer Stickstoff 1137.3.3 Isomerisierung – Bitterstoffe 1157.3.4 Entfernung flüchtiger Würzeinhaltsstoffe – Dimethylsulfid (DMS) 1157.4 Kochsysteme 1167.4.1 Außenkocher 1177.4.2 Innenkocher (Robertverdampfer, Naturumlaufverdampfer) 1187.4.3 Niederdruckkochung 1237.4.4 Hochtemperaturwürzekochung (HTWK) 1247.4.5 Dünnfilmverdampfer (Merlin) 1247.5 Maßnahmen zur Wärmerückgewinnung 1267.5.1 Maischeerwärmung 1267.5.2 Läuterwürzeerhitzung 1267.5.3 Würzekochung und Brüdenverdichtung 1267.6 Korrektur der Würzearomastoffe 1277.6.1 Verdampfung im Vakuum 1277.6.2 Volatiles Stripping mittels Gas 1297.6.3 Dünnfilmverdampfung 1307.6.4 Schaffung großer Oberflächen (Calypso) 1307.6.5 Unterdrückung der Nachbildung von Aromastoffen 130
8 Heißtrubentfernung 1328.1 Whirlpool 1328.2 Alternative Trennapparate 135
9 Würzekühlung 136
10 Belüftung 139
11 Kühltrubentfernung 141
12 Gärung und Reifung 14212.1 Allgemein 142
Inhaltsverzeichnis
12.2 Kontinuierliche Verfahren 14212.2.1 Coutts-Verfahren 14512.2.2 APV-Gärturm (Durchlaufverfahren) 14512.2.3 Bio-Brew-Verfahren (Durchlaufverfahren) 14612.2.4 Optimiertes Bio-Brew-Verfahren 14712.2.5 Immobilisierung 14812.2.6 Reaktortypen 14912.3 Regelung und Optimierung von Gärung und Reifung 151
13 Filtration 15313.1 Prinzip 15313.2 Filtrationsarten 15313.3 Theoretische Modellbeziehungen 15413.4 Kuchenfiltration 15513.4.1 Konstanter Volumenstrom (dV/dt = konst.) 15513.4.2 Konstanter Druck (Δp = konst., V2 � t) 15613.4.3 Filtration mit veränderlichem Druck und veränderlicher Leistung 15713.5 Filtration in der Praxis 15713.5.1 Vorfiltration 16013.5.2 Filterbauarten 16013.5.3 Membranfiltration 16413.5.4 Nachfiltration 166
14 Probennahme 16814.1 Die Bedeutung der Probennahme im Brauprozess 16814.2 Probennahme und Probenteilung 16914.3 Eingangskontrolle am Beispiel Malz 17114.4 Zwischenproduktkontrolle 17214.4.1 Schrotprobe 17214.4.2 Treberprobe 17314.4.3 Pfanne-Voll-Würze 17414.4.4 Ausschlagwürze 17514.4.5 Heißwürze nach dem Whirlpool 17614.4.6 Kühlmittewürze 17614.4.7 Kaltwürze 17614.4.8 Reifungsprobe 177
15 Anhang 18015.1 Formelzeichen und Abkürzungen 18015.2 Gebrauchsformeln für den Wärmeübergang (Quelle: Lehrstuhl V. d. S., 184
Weihenstephan)15.2.1 Strömung in Rohren 18415.2.2 Strömung längs einer ebenen Wand 18515.2.3 Umströmter Einzelkörper (Kugel) 18515.3 Stoffwerte 18615.4 Wasserdampftafel 18715.5 Ar-Ω-Diagramm (Quelle: Lehrstuhl V. d. S., Weihenstephan) 188
Inhaltsverzeichnis

Einleitung
Einleitung
In der folgenden Abhandlung sollen die einzelnen Prozessschritte der Bierbereitung unter demver fahrenstechnischen Aspekt betrachtet werden, wobei jedoch auch grundlegende hydrodyna-mische, thermodynamische, physikalisch-chemische und technologische Zusammenhänge auf-gegriffen werden.Lässt man den rein stofflichen Bezug im Bierbereitungsprozess außen vor, so gelangt man beider Bierherstellung zu den verfahrenstechnischen Grund opera tio nen oder Unit Operations, wieman sie auch in anderen Herstellungsbereichen findet.Neben der Malzlösung hat die Zerkleinerung des Malzes, das Schroten, maßgeblichen Einflussauf die nachfolgenden Prozessschritte. Bestimmt doch die Schrot feinheit zum Teil die stofflichenUmsetzungen beim Maischen und die Wahl des Trennsystems zur Gewinnung der Würze.Der Vorgang des Maischens und Rührens umfasst die Grundoperationen Suspen dieren, Homo -geni sieren, Stoff- und Wärmeaustausch. Diese sollen eine schnelle Lösung und eine vollstän digeUmset zung der Malzinhaltsstoffe bewirken. Ziel des Maischens ist es, maximalen Extrakt beitechnologisch idealer Würze zusam men setzung für den angestrebten Biertyp zu erhalten.Die sich anschließende Trenntechnik soll zu einer schnellstmöglichen Abtrennung der Fest -bestand teile bei optimaler Ausbeute führen. Hierbei müssen die existierenden Trennsysteme un -ter Ein beziehung der Sedimentation, Filtration, Diffusion und Verdrängung differenziert betrach-tet werden. Die rasante Entwicklung auf dem Gebiet der Würzekochung samt der Wärmerück gewin nungs -maßnahmen wirft Fragen zur Verdampfung, thermischen Belastung und Homogenität auf.Die Feststoffabtrennung findet weitere Bedeutung bei der Entfernung des Heiß- und evtl. desKühltrubs.Die Aufgaben des Dispergierens und Stoffübergangs haben auch bezüglich der Würze belüf -tung, ein essenzieller Faktor für den Hefestoffwechsel, einen hohen Stellenwert. Bei Gärung und Reifung dominieren biochemische Umsetzungen, wobei Ablauf und Geschwin -digkeit von Faktoren wie Temperatur und Wasserstoff ionen kon zentra tion beeinflusst werden. Inder Kalt lager phase spielt wiederum die Sedi mentation eine nicht unwesentliche Rolle. Bei der Bierfiltration rücken vor allem Alternativen zur herkömmlichen Kiesel gur filtration (alter-native Fil terhilfsmittel, Membrantechniken) zunehmend in den Brenn punkt des Interesses. Dieeiweiß- und polyphenolseitige Bierstabilisierung ist üblicherweise in den Filtrationsprozess inte-griert und wird im Folgenden nicht vertieft.Eine korrekte Probennahme, verbunden mit einer statistischen Auswertung der gewonnenenMess ergebnisse, bildet die Grundvoraussetzung einer sorgfältigen Betriebsüberwachung unddie Basis für eine optimale und konstante Pro dukt qualität.

8
Zerkleinern – Schroten
1 Zerkleinern – Schroten
1.1 ALLGEMEINES
Zerkleinerungsprozesse spielen bei der Verarbeitung von festen Stoffen in zahlreichen Indus trie -bereichen (Baustoffindustrie, Bergbau, chemische und pharmazeutische Industrie, Lebensmittel -indus trie usw.) eine maßgebliche Rolle. Der Vorgang des Zerkleinerns ist Bestandteil des Pro -duktionsablaufs. Er liefert die Basis für weitere verfahrenstechnische Schritte (z. B. Sortieren,Mischen, Agglomerieren) und thermische und/oder chemische Umsetzungen. Man definiert dieZerkleinerung als das Zerteilen eines Feststoffgefüges in Teilstücke unter der Wirkung mechani-scher Kräfte [1.1]. Damit ist eine Vergrößerung der spezifischen Oberfläche des zu zerkleinern-den Guts, eine Verrin ge rung der Korngrößen bzw. eine Veränderung der Korngrößen vertei lungver bunden. Der neue Dis per si tätszustand beeinflusst die nachfolgenden Prozesse (z. B. Mai - schen, Läutern). Infolge der vergrößerten Oberfläche können physikalische und chemischeReak tionen schneller ablaufen. Ob dies bei der Würzebereitung zutrifft, wird an späterer Stellebrautechnologisch diskutiert. Weiterhin tritt durch die Zerkleinerung u. a. eine Veränderung derFließfähigkeit und Mischbarkeit sowie bestimmter Austausch vorgänge ein.
1.2 BRUCHMECHANISCHE GRUNDLAGEN
Als Bruch wird die zum Verlust der Tragfähigkeit eines Festkörpers führende Stofftrennung immakroskopischen Bereich definiert, bei dem durch äußere oder innere mechanische Span nun -gen die atoma ren bzw. molekularen Bindungen aufgehoben werden [1.2]. Jedem Bruch gehteine Deformation in der beanspruchten Zone voraus. Damit ist die zur Zerkleinerung erforder -liche Energie von der Größe des deformierten Bereichs, von den elastischen Eigenschaften desbe anspruchten Festkörpers und von der Beanspruchungsart abhängig. Der Bruchvorgang ba -siert unter Annahme idealer Bedin gungen auf folgender Vorstellung [1.2, 1.3]: Ein fester Körpersetzt sich aus einer Vielzahl kleinster Elementarteile zusammen z. B. Ionen, Atome, Moleküle,Kris talle. Seine Elastizität wird durch die Kraftwirkungen zwischen den Ele men tarteilen, deninneren Kräften (Gitterkräfte), bestimmt. Als mögliche Bindungsart unterscheidet man kova -lente Bindungen, Ionenbindungen, metallische Bindungen und Van-der-Waals-Bin dungen. Dieaus der Defor ma tion der inneren Elektro -nenschalen resul tierenden abstoßendenKräfte FS und die aus der Massewirkungresultierenden an zie henden Kräfte FZ
wirken als innere Kräfte. Wenn auf denFest stoffkörper keine äußeren Kräfte ein-wirken, stehen die inneren Kräfte imGleichgewicht. Die Ele men tar teilchennehmen dann einen be stimmten Ab -stand r0 zueinander ein (Abb. 1.1).
Abb. 1.1: Schematische Darstellung der Kraft -wirkungen zwischen benachbarten Ele men -
tarteilchen eines Feststoffkörpers [1.2]

Der Bruch tritt ein, wenn die Wechselwirkungskraft Fmax bei rmax überwunden wird. Die innerenKräfte stehen nun nicht mehr im Gleichgewicht zueinander. Die Einwirkung von äußerenKräften in Form von Zug- oder Schubspannungen (Abb. 1.2) führt zwis chen den Elemen tar teil -chen zu einer Abstands ver grö ßerung r > rmax.
9
Zerkleinern – Schroten
Spaltebene
Gleitebene
WBr = F(r) dror
maxr(1.1)
Abb. 1.2: Bruch verhal ten(Trennbruch, Gleitbruch)
WBr = Bruchenergier = Abstand zwischen den Elementarteilchenr0 = Abstand zwischen den Elementarteilchen im Ruhezustandrmax = Abstand zwischen den Elementarteilchen beim Einsetzen der RissbildungF = Kraft
Zur Einleitung des Bruchs muss einem Feststoff teilchen die nach Gleichung (1.1) ermittelteBruch energie zugeführt werden.
Der Zerkleinerungsvorgang kann in zwei Abschnitte unterteilt werden. Zuerst erfolgt die elas -tische Deformation in der Bruchzone, wodurch die zum Bruch erforderlichen Spannungen auf-gebaut werden. Darauf folgt der eigentliche Bruchvorgang, der neue Grenzflächen schafft. Man unterscheidet drei verschiedene Arten des Materialverhaltens von festen Stoffen: linear-elastisches, elastisch-plastisches und visko-elastisches Verhalten. Beim linear-elastischen Mate -rial ver hal ten (Abb. 1.3) besteht eine Proportionalität zwischen der Dehnung ε und der Span - nung σ.Spröde Stoffe haben ein hohes Elastizitätsmodul E (Stoffwert). Dem Sprödbruch geht nur einegeringe Verformung voraus. Nach einem kurzen Verformungsweg (Dehnung ε) baut sich einehohe Span nung auf, was beim Erreichen der Bruchspannung σB einen Materialbruch zur Folgehat. Gummi elastische Stoffe dagegen erfahren bereits durch kleine Spannungen eine deutlicheVer formung, die Rissausbreitung schreitet langsam voran [1.4]. Die jeweils eingezeichnete
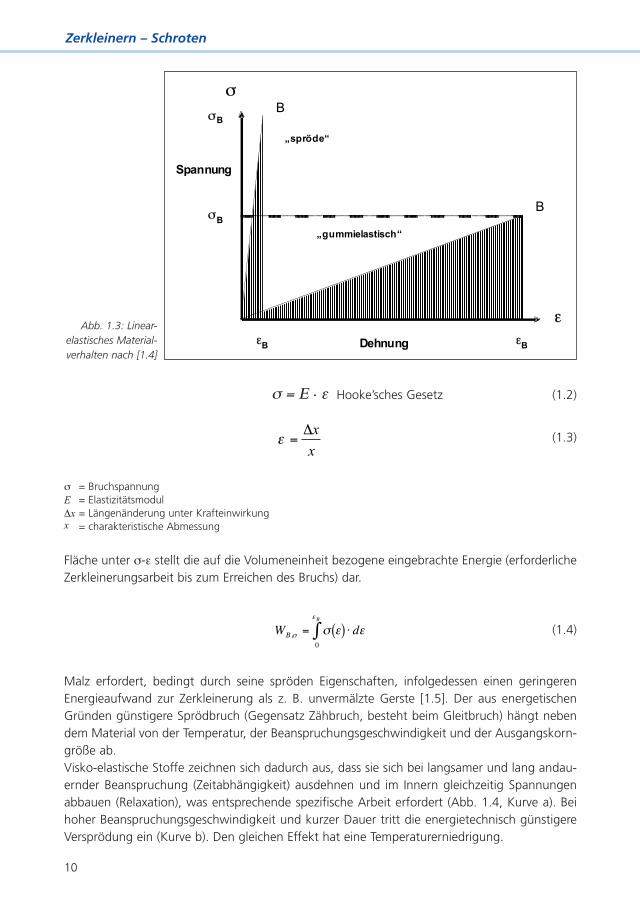
Fläche unter σ-ε stellt die auf die Volumeneinheit bezogene eingebrachte Energie (erforderlicheZer kleinerungsarbeit bis zum Er reichen des Bruchs) dar.
Malz erfordert, bedingt durch seine spröden Eigenschaften, infolgedessen einen geringerenEner giea ufwand zur Zerkleinerung als z. B. unvermälzte Gerste [1.5]. Der aus energetischenGrün den günstigere Sprödbruch (Gegensatz Zähbruch, besteht beim Gleitbruch) hängt nebendem Ma te rial von der Temperatur, der Beanspruchungsgeschwindigkeit und der Ausgangs korn -größe ab. Visko-elastische Stoffe zeichnen sich dadurch aus, dass sie sich bei langsamer und lang andau-ernder Beanspruchung (Zeitabhängigkeit) ausdehnen und im Innern gleichzeitig Spannungenabbauen (Relaxation), was entsprechende spezifische Arbeit erfordert (Abb. 1.4, Kurve a). Beihoher Beanspruchungsgeschwindigkeit und kurzer Dauer tritt die energietechnisch günstigereVer sprö dung ein (Kurve b). Den gleichen Effekt hat eine Temperaturerniedrigung.
10
Zerkleinern – Schroten
B
B
„spröde“
„gummielastisch“
Dehnung
Spannung
BB
B
B
Abb. 1.3: Linear-elastisches Material -verhalten nach [1.4]
Hooke’sches Gesetz (1.2)
(1.3)
σ = BruchspannungE = ElastizitätsmodulΔx = Längenänderung unter Krafteinwirkungx = charakteristische Abmessung
σ = Ε . ε
x
x=
WB , = ( ) d0
B
(1.4)
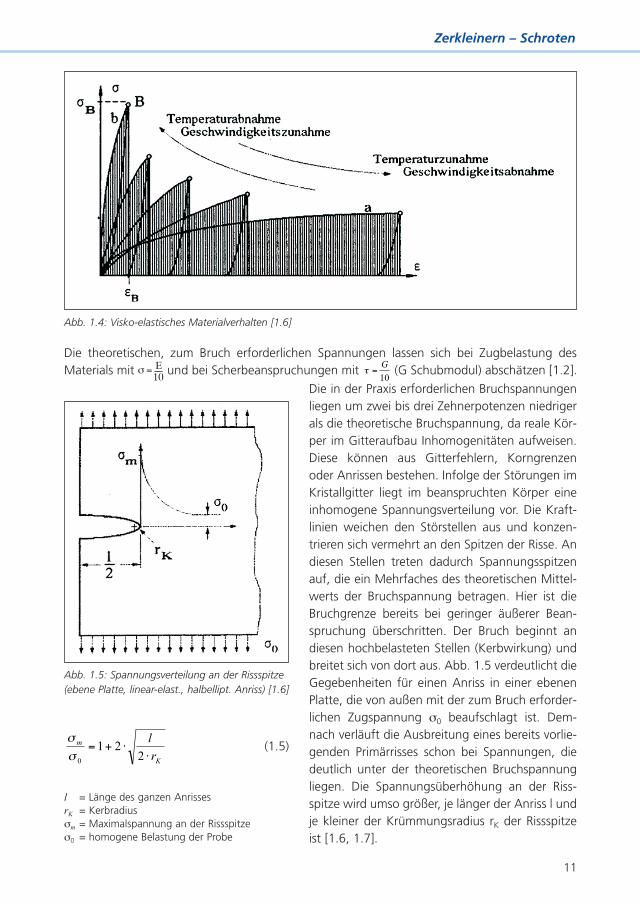
Die theoretischen, zum Bruch erforderlichen Spannungen lassen sich bei Zugbelastung desMate rials mit und bei Scherbeanspruchungen mit (G Schubmodul) abschätzen [1.2].
Die in der Praxis erforderlichen Bruch span nun genliegen um zwei bis drei Zehnerpotenzen niedrigerals die theoretische Bruchspannung, da reale Kör -per im Gitteraufbau Inhomogenitäten auf wei sen.Die se können aus Gitterfehlern, Korngrenzenoder An rissen bestehen. Infolge der Störun gen imKris tall gitter liegt im beanspruchten Körper eineinhomogene Span nungs ver tei lung vor. Die Kraft -linien wei chen den Störstellen aus und konzen-trieren sich vermehrt an den Spitzen der Risse. Andiesen Stellen treten dadurch Span nungs spitzenauf, die ein Mehrfaches des theoretischen Mittel -werts der Bruchspannung be tragen. Hier ist dieBruch grenze bereits bei geringer äußerer Be an -spru chung überschritten. Der Bruch be ginnt andiesen hochbelasteten Stellen (Kerb wir kung) undbreitet sich von dort aus. Abb. 1.5 verdeutlicht dieGegebenheiten für einen Anriss in einer ebenenPlatte, die von außen mit der zum Bruch erforder-lichen Zug span nung σ0 beaufschlagt ist. Dem -nach verläuft die Ausbreitung eines bereits vorlie-genden Pri mär risses schon bei Spannungen, diedeutlich unter der theoretischen Bruch spann ungliegen. Die Span nungs über höhung an der Riss -spitze wird um so größer, je länger der Anriss l undje kleiner der Krüm mungs radius rK der Rissspitzeist [1.6, 1.7].
11
Zerkleinern – Schroten
σ = Ε10 10
G=
Abb. 1.4: Visko-elastisches Materialverhalten [1.6]
(1.5)
Abb. 1.5: Spannungsverteilung an der Riss spitze(ebene Platte, linear-elast., halbellipt. Anriss) [1.6]
K
m
r
l+=
221
0
l = Länge des ganzen AnrissesrK = Kerbradiusσm = Maximalspannung an der Rissspitzeσ0 = homogene Belastung der Probe
12
Zerkleinern – Schroten
(1.6)
Mit abnehmender Korngröße infolge weiterer Zerkleinerung ist eine geringere Zahl an Fehl stel -len verbunden, wodurch die Festigkeit des Mahlguts zunimmt und zur weiteren Zerkleinerungeine höhere spezifische Arbeit erforderlich ist. Schließlich wird die Mahlbarkeitsgrenze er reicht,die für viele Materialien bei 1 bis 5 µm liegt. In diesem Bereich treten plastische Ver for mun gen,aber keine Brüche mehr auf. Die Zerkleinerung stellt einen sehr energieintensiven Vor gang dar.Nur ein geringer Teil der einer Zerkleinerungsapparatur zugeführten Energie wird als Nutz arbeitverbraucht. Die technische Zerkleinerungsarbeit Wges setzt sich zusammen aus:
Wges = WA + WVZ + WVM
WA = Grenzflächenenergie zum Trennen der ElementarteilchenWVZ = zerkleinerungstechnische Verlustarbeit (z. B. plastische Deformation der Körner ohne Bruch, Reibung der
Körner untereinander) WVM = maschinentechnische Arbeitsverluste (z. B. Reibungsverluste der Antriebselemente)
Erste Ansätze zur Berechnung der Zusammenhänge zwischen der Zerkleinerungsarbeit und derneu geschaffenen Oberfläche bzw. Partikelgröße erarbeiteten Rittinger, Kick und späterBond [1.4]. Die komplette mathematische Erfassung der Zerkleinerungsvorgänge für ein Körner -kol lek tiv ist im Gegensatz zur Betrachtung des Einzelkorns bis heute nicht möglich, sodass mansich nach wie vor auf Versuchsreihen und die Empirie der Mühlenbauer stützt.
1.3 EINTEILUNG DER ZERKLEINERUNGSPROZESSE UND BEANSPRUCHUNGSARTEN
Die Einteilung der Zerkleinerungsprozesse kann nach der Festigkeit der zu zerkleinernden Pro -dukte, der Beanspruchungsart und der Korngröße der zerkleinerten Produkte erfolgen. Je nachder stofflichen Widerstandskraft gegenüber mechanischer Beanspruchung wird in Hart-, Mittel-und Weichzerkleinerung unterschieden (Tab. 1.1). Demnach unterliegt das Produkt Malz derWeichzerkleinerung.
Hartzerkleinerung Mittelhartzerkleinerung Weichzerkleinerung
Mohs-Härte 6–10 2–5 1–2
Beispiel QuarzZementklinkerTopasKorund
SalzeKalksteinKohleSchwefel
KalkGipsGetreideFaserstoffe
Tab. 1.1: Einteilung der Zerkleinerungsprozesse nach Härtegraden [1.2]
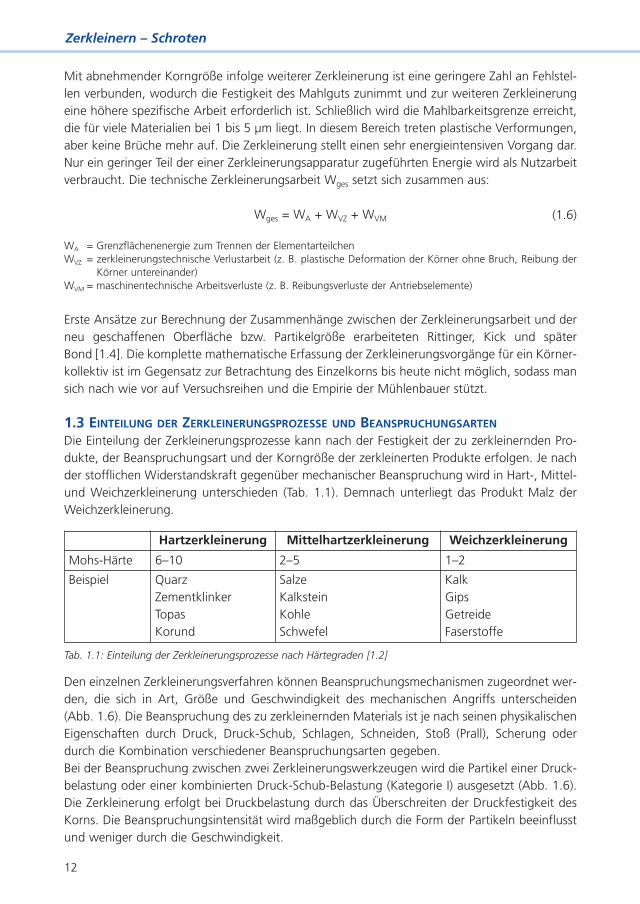
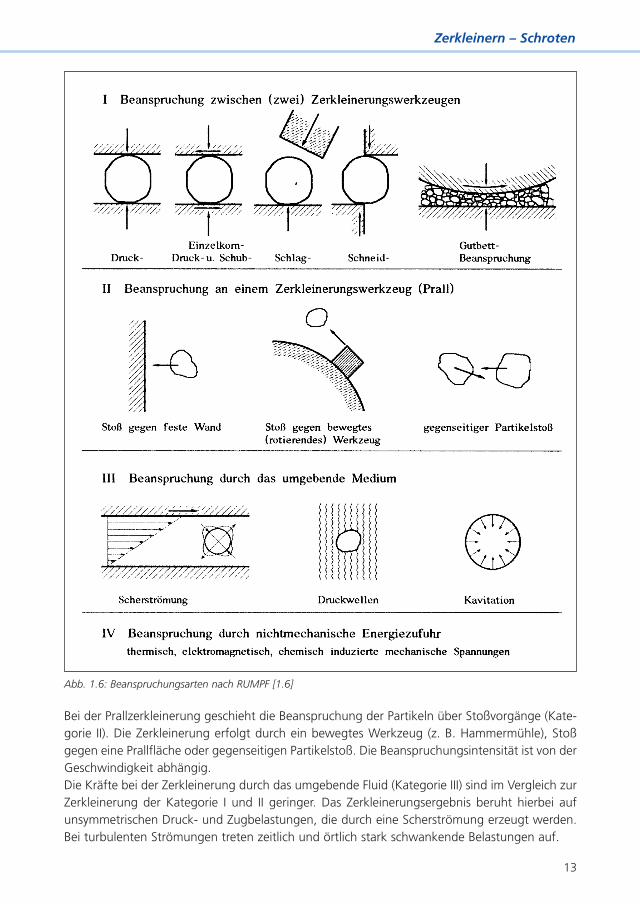
Den einzelnen Zerkleinerungsverfahren können Beanspruchungsmechanismen zugeordnet wer-den, die sich in Art, Größe und Geschwindigkeit des mechanischen Angriffs unterscheiden(Abb. 1.6). Die Beanspruchung des zu zerkleinernden Materials ist je nach seinen physikalischenEigenschaften durch Druck, Druck-Schub, Schlagen, Schneiden, Stoß (Prall), Scherung oderdurch die Kombination verschiedener Beanspruchungsarten gegeben.Bei der Beanspruchung zwischen zwei Zerkleinerungswerkzeugen wird die Partikel einer Druck -belas tung oder einer kombinierten Druck-Schub-Belastung (Kategorie I) ausgesetzt (Abb. 1.6).Die Zerkleinerung erfolgt bei Druckbelastung durch das Überschreiten der Druck fes tigkeit desKorns. Die Beanspruchungsintensität wird maßgeblich durch die Form der Partikeln beeinflusstund weniger durch die Geschwindigkeit.
13
Zerkleinern – Schroten
Abb. 1.6: Beanspruchungsarten nach RUMPF [1.6]
Bei der Prallzerkleinerung geschieht die Beanspruchung der Partikeln über Stoßvorgänge (Kate -gorie II). Die Zerkleinerung erfolgt durch ein bewegtes Werkzeug (z. B. Hammermühle), Stoßgegen eine Prallfläche oder gegenseitigen Partikelstoß. Die Beanspruchungsintensität ist von derGeschwindigkeit abhängig.Die Kräfte bei der Zerkleinerung durch das umgebende Fluid (Kategorie III) sind im Vergleich zurZerkleinerung der Kategorie I und II geringer. Das Zerkleinerungsergebnis beruht hierbei aufunsymmetrischen Druck- und Zugbelastungen, die durch eine Scherströmung erzeugt werden.Bei turbulenten Strömungen treten zeitlich und örtlich stark schwankende Belastungen auf.

Die Zerkleinerung kann auch durch Stoßwellen in Fluiden z. B. durch Druckstöße oder infolgevon Kavitation hervorgerufen werden.Weiter kann bei Beanspruchungsarten zwischen Einzel-, Mehrkorn- und Gutbettbeanspruchungunterschieden werden (Abb. 1.7). Bezüglich der Energieausnutzung ist eine Einzelkorn bean -spru chung anzustreben. Diese ist jedoch nur bei Brechern und bei der Prallzerkleinerung gege-ben. Bei der Mehrkornbeanspruchung wird die einwirkende Kraft über zahlreiche Kontaktstellenübertragen, was bei Walzenmühlen der Fall ist. Es liegt eine gegenseitige Beeinflussung derKörner (Abstützung, Reibung) und eine scheinbare Festigkeitserhöhung vor. Dieser Effekt wirdbei der Gutbettbeanspruchung durch übereinanderliegende Partikelschichten noch verstärkt.
14
Zerkleinern – Schroten
Abb. 1.7: Beanspruchungsarten in Maschinen [1.9]
Die Zerkleinerung kann nach der Korngröße des zerkleinerten Guts (Endfeinheit) in mehrereBereiche unterteilt werden. Folgende Einteilung ist möglich [1.1, 1.9]:
Grobbrechen > 50 mmFeinbrechen 5 … 50 mmGrobmahlen (Schroten) 0,5 … 5 mm Feinmahlen 50 … 500 µmFeinstmahlen 5 … 50 µmKolloidmahlen < 5 µm
1.4 ZERKLEINERUNGSMASCHINEN
Zerkleinerungsmaschinen können nach Dispersitätsbereich, Beanspruchungsart und konstrukti-ven Merkmalen unterschieden werden. Demnach werden Brecher der Grobzerkleinerung undMühlen der Feinzerkleinerung zugeordnet, wobei die Grenze fließend ist (Abb. 1.8, Tab. 1.2).Zu den konstruktiven Merkmalen zählt, dass Brecher große Kontaktkräfte haben, die spezifischeZerklei ne rungsarbeit jedoch klein ist. Mühlen verfügen über kleine Kontaktkräfte. Allerdings istdie spezifische Zerkleinerungsarbeit beträchtlich [1.10].
1.4.1 Trockenzerkleinerung
1.4.1.1 WalzenmühlenDie Zerkleinerung des Produkts erfolgt im Spalt zwischen zwei achsparallelen, zylindrischen,gegenläufig rotierenden Walzen (D = 250 mm, l = 300–1500 mm). Das Mahlgut passiert einen
a) Einzelkornbeanspruchung b) Mehrkornbeanspruchung c) Gutbettbeanspruchung

15
Zerkleinern – Schroten
0 1 2 3 4 5 6 7 8 9
Mühle
nB
recher
Partikeldurchmesser xA [mm]
Mahlen
Grobmahlen
Brechen
Nachbrechen
1E-05 1E-04 1E-03 1E-02 1E-01 1E+00 1E+01 1E+02 1E+03 1E+04
Kolloidmahlung
Feinstmahlung
Feinmahlen
Grobbrechen
Abb. 1.8: Zerkleinerungs berei che nach Korngröße des Auf gabeguts [1.2, 1.8]
Brecher
BackenbrecherPendelschwingen-, Kurbelschwingenbrecher
KegelbrecherSteil-, Flachkegelbrecher
WalzenbrecherWalzenbrecher mit Nocken- oder Glattwalzenbrecher
Hammer- und PrallbrecherHammerbrecher, Schredder, Prallbrecher
Mühlen
MahlkörpermühlenKugel-, Stab-, Autogen-, Planeten-, Schwing-, Zentrifugal-, Rührwerksmühlen
WalzenmühlenWälzmühlen, Walzenstühle, Gutbett-Walzenmühlen
PrallmühlenRotor-, Strahlprallmühlen
Schneidmühlen
Tab. 1.2: Einteilung der Zerkleinerungsmaschinen [1.10]
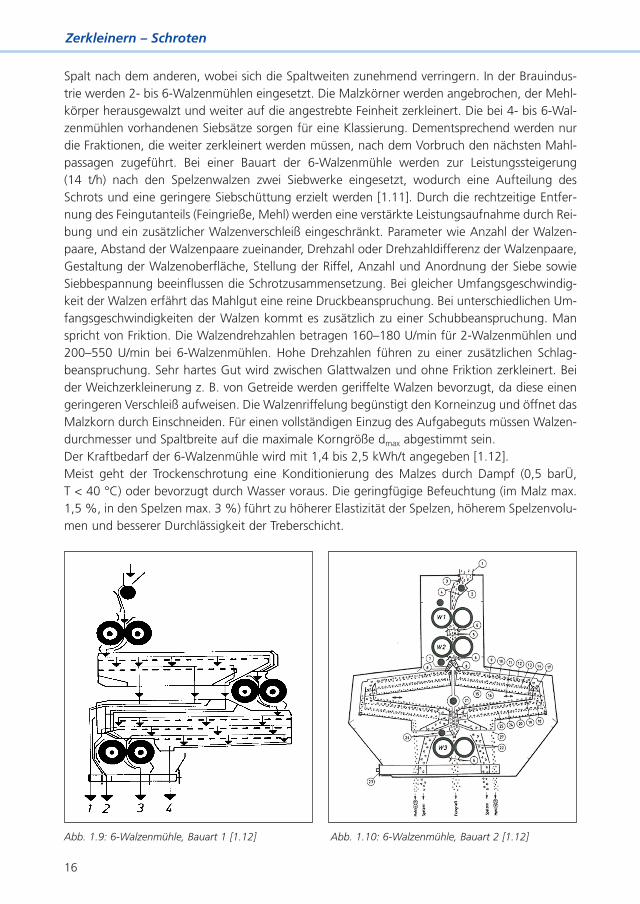
Spalt nach dem anderen, wobei sich die Spaltweiten zunehmend verringern. In der Brau indus -trie werden 2- bis 6-Walzenmühlen eingesetzt. Die Malzkörner werden angebrochen, der Mehl -körper herausgewalzt und weiter auf die angestrebte Feinheit zerkleinert. Die bei 4- bis 6-Wal -zen müh len vorhandenen Siebsätze sorgen für eine Klassierung. Dementsprechend werden nurdie Frak tio nen, die weiter zerkleinert werden müssen, nach dem Vorbruch den nächsten Mahl -pas sagen zugeführt. Bei einer Bauart der 6-Walzenmühle werden zur Leistungssteigerung(14 t/h) nach den Spelzenwalzen zwei Siebwerke eingesetzt, wodurch eine Aufteilung desSchrots und eine geringere Siebschüttung erzielt werden [1.11]. Durch die rechtzeitige Entfer -nung des Fein gut anteils (Feingrieße, Mehl) werden eine verstärkte Leistungsaufnahme durch Rei -bung und ein zusätzlicher Walzenverschleiß eingeschränkt. Parameter wie Anzahl der Wal zen -paare, Abstand der Walzenpaare zueinander, Drehzahl oder Drehzahldifferenz der Walzen paare,Gestaltung der Walzenoberfläche, Stellung der Riffel, Anzahl und Anordnung der Siebe sowieSiebbespannung be einflussen die Schrotzusammensetzung. Bei gleicher Umfangs geschwin dig -keit der Walzen er fährt das Mahlgut eine reine Druckbeanspruchung. Bei unterschiedlichen Um -fangs geschwin digkeiten der Walzen kommt es zusätzlich zu einer Schubbean spruchung. Manspricht von Frik tion. Die Walzendrehzahlen betragen 160–180 U/min für 2-Walzenmühlen und200–550 U/min bei 6-Walzenmühlen. Hohe Drehzahlen führen zu einer zusätzlichen Schlag - beanspruchung. Sehr hartes Gut wird zwischen Glattwalzen und ohne Frik tion zerkleinert. Beider Weich zer klei ne rung z. B. von Getreide werden geriffelte Walzen bevorzugt, da diese einengeringeren Ver schleiß aufweisen. Die Walzenriffelung begünstigt den Korn einzug und öffnet dasMalzkorn durch Einschneiden. Für einen vollständigen Einzug des Auf gabeguts müssen Walzen -durch messer und Spaltbreite auf die maximale Korngröße dmax abgestimmt sein. Der Kraftbedarf der 6-Walzenmühle wird mit 1,4 bis 2,5 kWh/t angegeben [1.12].Meist geht der Trockenschrotung eine Konditionierung des Malzes durch Dampf (0,5 barÜ,T < 40 °C) oder bevorzugt durch Wasser voraus. Die geringfügige Befeuchtung (im Malz max.1,5 %, in den Spelzen max. 3 %) führt zu höherer Elastizität der Spelzen, höherem Spelzen volu -men und besserer Durchlässigkeit der Treberschicht.
16
Zerkleinern – Schroten
Abb. 1.9: 6-Walzenmühle, Bauart 1 [1.12] Abb. 1.10: 6-Walzenmühle, Bauart 2 [1.12]
Mit den beschriebenen Mühlen wird das Schrot für den Betrieb von Läuterbottich und klassi-schen Maischefilter hergestellt. Sollen die elastischen Spelzen eine weitergehende Zerkleinerungerfahren, müssen beispielsweise Prallmühlen zum Einsatz kommen.
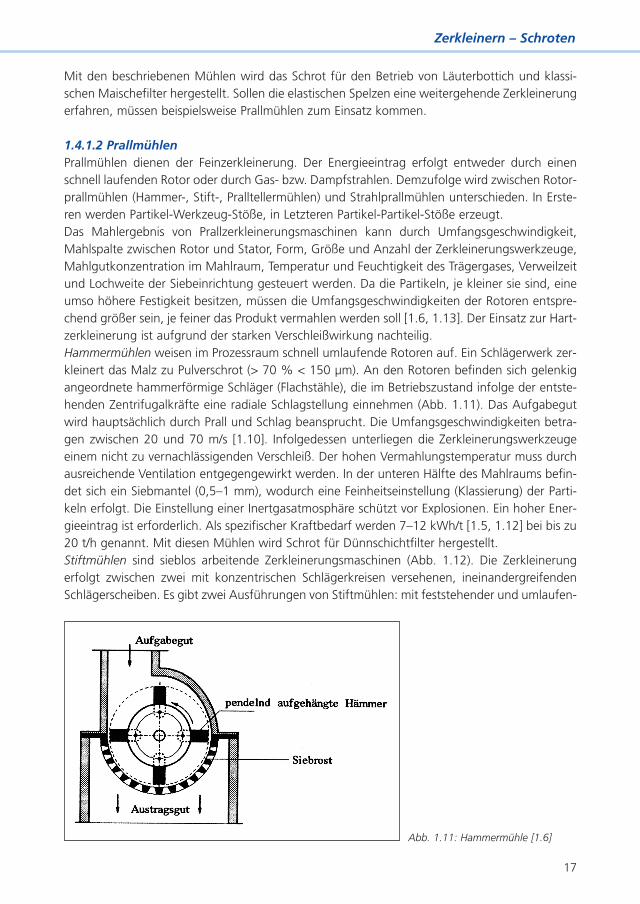
1.4.1.2 PrallmühlenPrallmühlen dienen der Feinzerkleinerung. Der Energieeintrag erfolgt entweder durch einenschnell laufenden Rotor oder durch Gas- bzw. Dampfstrahlen. Demzufolge wird zwischen Rotor -prallmühlen (Hammer-, Stift-, Pralltellermühlen) und Strahlprallmühlen unterschieden. In Ers te -ren werden Partikel-Werkzeug-Stöße, in Letzteren Partikel-Partikel-Stöße er zeugt.Das Mahlergebnis von Prallzerkleinerungsmaschinen kann durch Umfangsgeschwindigkeit,Mahl spalte zwischen Rotor und Stator, Form, Größe und Anzahl der Zerkleine rungs werk zeuge,Mahlgutkonzentration im Mahlraum, Temperatur und Feuchtigkeit des Träger gases, Verweilzeitund Lochweite der Siebeinrichtung gesteuert werden. Da die Parti keln, je kleiner sie sind, eineumso höhere Festigkeit besitzen, müssen die Umfangs geschwin dig kei ten der Rotoren entspre-chend größer sein, je feiner das Produkt vermahlen werden soll [1.6, 1.13]. Der Einsatz zur Hart -zerkleinerung ist aufgrund der starken Verschleiß wir kung nachteilig.Hammermühlen weisen im Prozessraum schnell umlaufende Rotoren auf. Ein Schlägerwerk zer-kleinert das Malz zu Pulverschrot (> 70 % < 150 µm). An den Rotoren befinden sich gelenkigangeordnete hammerförmige Schläger (Flachstähle), die im Betriebszustand infolge der entste-henden Zentrifugalkräfte eine radiale Schlagstellung einnehmen (Abb. 1.11). Das Aufgabegutwird hauptsächlich durch Prall und Schlag beansprucht. Die Umfangsgeschwindigkeiten betra-gen zwischen 20 und 70 m/s [1.10]. Infolgedessen unterliegen die Zerkleinerungswerkzeugeeinem nicht zu vernachlässigenden Verschleiß. Der hohen Vermahlungstemperatur muss durchausreichende Ventilation entgegengewirkt werden. In der unteren Hälfte des Mahlraums befin-det sich ein Siebmantel (0,5–1 mm), wodurch eine Feinheitseinstellung (Klassierung) der Parti -keln erfolgt. Die Einstellung einer Inertgasatmosphäre schützt vor Explosionen. Ein hoher Ener -gieeintrag ist erforderlich. Als spezifischer Kraftbedarf werden 7–12 kWh/t [1.5, 1.12] bei bis zu20 t/h genannt. Mit diesen Mühlen wird Schrot für Dünnschichtfilter hergestellt.Stiftmühlen sind sieblos arbeitende Zerkleinerungsmaschinen (Abb. 1.12). Die Zerkleinerung erfolgt zwischen zwei mit konzentrischen Schlägerkreisen versehenen, ineinandergreifendenSchlä gerscheiben. Es gibt zwei Ausführungen von Stiftmühlen: mit feststehender und um lau fen -
17
Zerkleinern – Schroten
Abb. 1.11: Hammermühle [1.6]

der Stift scheibe oder mit zwei gegenläufig rotierenden Scheiben. Das Mahlgut wird axial in denProzessraum aufgegeben und durch die Zentri fugal beschleu nigung nach außen ge schleu dert.Dabei wird es durch die Schlägerkreise erfasst und überwiegend durch Prall, aber auch durchgegenseitigen Abrieb zerkleinert. Stiftmühlen werden für die Fein- und Feinst mah lung ver -wendet. Dazu sind Um fangsgeschwindigkeiten von bis zu 200 m/s notwendig. Eine Klas sie rungist aufgrund der fehlenden Siebe nicht möglich.Zur Feinstzerkleinerung und Des -agglo me ration werden Strahl -müh len eingesetzt, die ohne be -wegte Maschinenteile arbeiten(Abb. 1.12). Es werden größereStoßgeschwindigkeiten als in Ro -tor prall mühlen und infolgedessenhöhere Fein heitsgrade erzielt. DasMahlgut wird mit hilfe eines sehrschnellen Gas strahls auf 500 bis1200 m/s beschleunigt und ent-weder gegen einen weiteren Gut -strahl aus einer anderen Rich tungoder gegen relativ ruhendes Gutgelenkt, in seltenen Fällen auchgegen eine Prall platte. Die Be -schleu nigung des Mahl guts er -folgt durch Druck luft oder über hitzten Dampf. Die Zerkleine rungs wirkung beruht hauptsächlichauf gegenseitigem Par tikel stoß, aber auch auf Reibung und Prall. Die Partikelgrößenverteilungwird über einen Sichter im Aus lass der Strahlmühle reguliert [1.6, 1.13]. Es können Korngrößen< 2 µm erzielt werden. Der Nachteil liegt im geringen Durchsatz mit < 1 t/h und dem hohenspezifischen Energiebedarf bis > 1000 kWh/t.
1.4.2 Nasszerkleinerung
1.4.2.1 DispergiermaschinenDas Dispergieren ist als Feinverteilen einer oder mehrerer Komponenten in einer kontinuier -lichen Phase definiert. Mittels Dispergiermaschinen werden Scherspannungen erzeugt (Bean -spru chung durch das umgebende Medium), die zur Zerkleinerung der Teilchen führen. DerartigeZer klei nerungsapparaturen werden in der chemisch-pharmazeutischen Industrie, der Lebens mit -telindustrie und der Papierindustrie für die Zerkleinerung und Feinverteilung von Gas bla sen,Flüs sigkeitstropfen und Feststoffpartikeln in Flüssigkeiten, für den Aufschluss von Zellstof fen so -wie zur Lösungs-, Reaktions- oder Extraktionsbeschleunigung eingesetzt. Hauptbestandteile der Maschine sind die Generatoren, bestehend aus einer rotierenden (Rotor)und einer feststehenden Scheibe (Stator) ähnlich einer Stiftmühle. Die Scheiben sind jeweils mitkonzentrisch angeordneten Stiftreihen versehen, die ineinandergreifen. Die Spaltweiten zwi-schen den Stiftreihen bleiben je Generatoreinheit konstant. Je nach Prozessbedingungen kön-nen bis zu drei Generatoren, die in der Verzahnung variieren, hintereinandergesetzt werden(Abb. 1.13). Beim Durchlaufen wird das Produkt wechselnd tangential beschleunigt, abge-
18
Zerkleinern – Schroten
Stiftmühle
Strahlmühle
Abb. 1.12: Stiftmühle, Strahlmühle [1.6]

19
Zerkleinern – Schroten
Abb. 1.13: Schnittdarstellung Dispax-Reactor® DR 3/6 der Firma IKA, Staufen [1.14]
bremst und zerkleinert. Die Feinheit des zu zerkleinernden Guts kann durch die Anzahl der ein-gesetzten Rotor-Stator-Einheiten, die Art der Bestiftung, die Anzahl der Stiftreihen, die Rotor -drehzahl und den Volumendurchsatz beeinflusst werden. Neben der Zerkleinerungsarbeit wirdaufgrund der Zentrifugalbeschleunigung der Flüssigkeit eine Pumpleistung von wenigen bar er -zeugt, die zum Transportieren des zerkleinerten Produkts genutzt werden kann [1.14]. Ge -bräuch lich sind Inlinegeräte, die einen gleichmäßigen Durchfluss und eine definierte Passa gen -folge gewährleisten.Der Stoffstrom in Dispergiermaschinen und die Wirkung auf das Zerkleinerungsgut wird wiefolgt beschrieben [1.5, 1.8]:
1. Axiale Zufuhr des Produkts2. Eintritt der Ausgangsprodukte in den ersten Generator der Dispergierkammer3. Beschleunigung der Flüssigkeits- und Feststoffteilchen auf die Rotorumfangs geschwin digkeit4. Eintritt der Teilchen in den ersten Scherspalt zwischen Rotor und Stator5. Zerkleinerung der Teilchen infolge von Scherspannungen6. Austritt aus dem ersten Scherspalt und Eintritt in den nächsten Scherspalt7. Eintritt in einen weiteren Generator8. Radialer Austritt aus der Dispergierkammer
Sind die zu zerkleinernden Stoffe größer als der Tangentialspalt zwischen Rotor und Stator, sowerden sie zwischen den Umfangsflächen zerschlagen, zerdrückt, zerquetscht oder zerrissen.Dies entspricht einer Vorzerkleinerung, die vom eigentlichen Dispergiervorgang zum Feinzer klei -nern und Feinverteilen unabhängig ist [1.15]. In der ersten und zweiten Einheit erfolgt also die

pri mä re Zerkleinerung und in der dritten die Homogenisierung und Desagglomerierung des zerkleinerten Mahlguts im Medium, unterstützt durch die Turbulenzfelder im Scher spalt. DieSchrot par ti keln sind unsymmetrisch Druck- und Zugbelastungen ausgesetzt. Bedingt durch dieTurbulenz schwan ken diese Belastungen örtlich und zeitlich.Rotor-Stator-Dispergiermaschinen erzeugen infolge der Rotorumfangsgeschwindigkeit von biszu 30 m/s ein Geschwindigkeitsgefälle zwischen Rotor und Stator (Abb. 1.14). Das Medium imScherspalt unterliegt hierdurch einer hohen Scherrate. In Kombination mit der hemmenden Vis -kosität des Trägermediums wird eine auf das zu zerkleinernde Produkt wirkende Schub span -nung initiiert. Kennzeichnende Größen sind die Rotorumfangsgeschwindigkeit vu, die Scherrateγ· und die Scherfrequenz fs. Die Scherrate ist als Quotient aus der Umfangs geschwin digkeit undder Scherspaltweite ds beschrieben.
γ· = Scherratevu = Umfangsgeschwindigkeitds = Abstand zwischen Rotor und Stator
Der Abstand zwischen Rotor und Stator ist aufgrund technischer Gegebenheiten auf 400 bis1000 µm festgelegt. Die Scherrate ist der Umfangsgeschwindigkeit direkt proportional.
vu = n · dr · π
n = Rotordrehzahl (1400–1700 U/min)dr = Rotoraußendurchmesser
Die Scherfrequenz ist mathematisch das Produkt aus der Rotordrehzahl und der Anzahl derRotor zähne.
fs = z · n
fs = Scherfrequenzz = Zähnezahl des Rotors
20
Zerkleinern – Schroten
Abb. 1.14: Schematische Dar -stel lung des Rotor-Stator-Prin -
zips [1.15]
˙ =vuds
(1.7)
(1.8)
(1.9)